Teaching Lean Manufacturing With Simulations and Games
22
Articles Simulation & Gaming 41(4) 465–486 © 2010 SAGE Publications Reprints and permission: http://www. sagepub.com/journalsPermissions.nav DOI: 10.1177/1046878109334331 http://sg.sagepub.com Teaching Lean Manufacturing With Simulations and Games: A Survey and Future Directions Fazleena Badurdeen 1 , Philip Marksberry 1 , Arlie Hall 1 , and Bob Gregory 1 Abstract Problem-based learning focuses on small groups using authentic problems as a means to help participants obtain knowledge and problem-solving skills. This approach makes problem-based learning ideal for teaching lean manufacturing, which is driven by a culture of problem solving that values learning as one key output of manufacturing production. Thus, simulations that organize participants in teams for realistic manufacturing production problem solving are widespread as a way to use problem- based learning to teach lean manufacturing. But a critical assessment of existing simulations for lean manufacturing instruction has been lacking. Accordingly, a literature survey is conducted and existing simulations are classified according to their emphasis on lean tools or the overall lean system; the degree of their focus on soft skills, if any; and their area of application, whether academic or industry. Four gaps are found in existing simulation designs: lack of stress on soft skills, a mistaken focus on “linear lean,” misunderstanding of the key role of the facilitator, and lack of realism. Future directions for study and improvement in lean simulation design are suggested. Keywords assessment, authentic problems, facilitator, games, problem-based learning, problem soft skills, realism, review, simulations, skills, soft lean manufacturing, solving skills, Toyota Production System Problem-based learning (PBL), although defined variously by researchers, is gener- ally agreed to refer to the “many contextualized approaches to instruction that anchor much of learning and teaching in concrete problems” (Evensen & Hmelo, 2000; Gijbels, Van den Bossche & Segers, 2005 in pp. 29), such as “active learning,” 1 University of Kentucky, USA at PENNSYLVANIA STATE UNIV on September 17, 2016 sag.sagepub.com Downloaded from
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Teaching Lean Manufacturing With Simulations and Games
Articles
Simulation & Gaming41(4) 465 –486
© 2010 SAGE PublicationsReprints and permission: http://www. sagepub.com/journalsPermissions.nav
DOI: 10.1177/1046878109334331http://sg.sagepub.com
Teaching Lean Manufacturing With Simulations and Games: A Survey and Future Directions
Fazleena Badurdeen1, Philip Marksberry1, Arlie Hall1, and Bob Gregory1
Abstract
Problem-based learning focuses on small groups using authentic problems as a means to help participants obtain knowledge and problem-solving skills. This approach makes problem-based learning ideal for teaching lean manufacturing, which is driven by a culture of problem solving that values learning as one key output of manufacturing production. Thus, simulations that organize participants in teams for realistic manufacturing production problem solving are widespread as a way to use problem-based learning to teach lean manufacturing. But a critical assessment of existing simulations for lean manufacturing instruction has been lacking. Accordingly, a literature survey is conducted and existing simulations are classified according to their emphasis on lean tools or the overall lean system; the degree of their focus on soft skills, if any; and their area of application, whether academic or industry. Four gaps are found in existing simulation designs: lack of stress on soft skills, a mistaken focus on “linear lean,” misunderstanding of the key role of the facilitator, and lack of realism. Future directions for study and improvement in lean simulation design are suggested.
Keywords
assessment, authentic problems, facilitator, games, problem-based learning, problem soft skills, realism, review, simulations, skills, soft lean manufacturing, solving skills, Toyota Production System
Problem-based learning (PBL), although defined variously by researchers, is gener-ally agreed to refer to the “many contextualized approaches to instruction that anchor much of learning and teaching in concrete problems” (Evensen & Hmelo, 2000; Gijbels, Van den Bossche & Segers, 2005 in pp. 29), such as “active learning,”
1University of Kentucky, USA
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
466 Simulation & Gaming 41(4)
“experiential learning,” and so on. We also have agreement that PBL, in this broad sense, is more involving and enjoyable than more traditional approaches (Albanese & Mitchell, 1993; Colliver, 2000; Lycke, Grøttum, & Strømsø, 2006; Norman & Schmidt, 2000). PBL approaches not only help stimulate interest in the subject but also—as some scholars (e.g., Riis, Hohansen, & Millelsen, 1995) have shown, although the point is still in contention (see the reviews in Gijbels et al., 2005; Prince, 2004)—can promote more knowledge transfer as well as long-term retention. Furthermore, because learning styles can differ considerably from person to person, for example, four types based on the Myers-Briggs type indicator (McCaulley, 1990) and five accord-ing to the Felder-Silverman hearing style model (Felder, 1996), PBL accommodates more of those styles than traditional classroom practice can.
Indeed, successful PBL is not learning for its own sake; instead, the focus is on pro-viding an experience that gives participants a sense that they are engaging in a real problem; learning then becomes a natural by-product of their engagement in and moti-vation to solve the problem. In that way, concepts are introduced in a more natural way, that is, by a facilitator or coach as needed rather than front-loaded into lectures according to the history of a subject or the arrangement of the particular textbook. Such an approach accords with Brown and Duguid’s (2000, pp. 136) point that true learning is demand driven: “People learn in response to need. When people cannot see the need for what is being taught, they ignore it, reject it, or fail to assimilate it in any meaningful way”.
Barrows (1996) identifies six core aspects of PBL: student-centered learning, learn-ing in small groups, tutor/facilitator rather than instructor, authentic problems pre-sented without prior student preparation or study, problems used as a means to obtain both knowledge and problem-solving skills, and student responsibility to obtain rele-vant information needed to solve the problems. As these core elements indicate, suc-cessful PBL outcomes go beyond the mere acquisition of information or knowledge of a field or subject because (a) skills needed for problem solving are also learned in an experiential way and especially because (b) students also learn about themselves and each other because of PBL’s team approach. For example, students in one study reported learning to appreciate the difficulties and benefits of working in teams, arriv-ing at a new sense of themselves as active contributors to a group and gaining a new sense of higher expectations for others in the group (Lycke et al., 2006). PBL thus presents learning as social and as something acquired in action; in this way, PBL pro-vides the necessary but sometimes ignored social/cultural context for learning that will be used in practice. That is, learning about something in order to solve problems also means learning to be a practitioner, a member of a group who knows and uses that knowledge (Bruner, 1960). This group-member identity formed as learners progress is crucial because this identity acts as a framework that filters and spotlights aspects of the subject for each individual, a framework that “determines what they pay attention to and what they learn” (Brown & Dugiud, 2000, pp. 138).
Clearly, then, PBL is a valuable approach to learning how to implement and how to practice lean manufacturing because it accords with lean’s emphasis on teams and on a culture of problem solving, on learning what to pay attention to, on the value of failure, and on the importance of learning in human development.
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
Badurdeen et al. 467
Simply stated, lean manufacturing is a system for the total elimination of waste from an operation or process. More comprehensively, lean is a management philoso-phy evolved and adapted from the Toyota Production System with its underlying ele-ments of a uniquely Japanese culture and practices that “made possible a commitment to quality throughout the ranks as had existed in no other country before” (Hofstede, 1991, pp. 172).Because those underlying practices differ from traditional Western cul-tural values and practices focused on individual achievement, independence, entre-preneurial spirit, emphasis on short-term goals, and so on. (Hofestede, 1991), to be successful with lean manufacturing implementation requires more than merely apply-ing the so-called hard side: industrial engineering tools for process improvement (Liker, Hoseus, & Center for Quality People and Organizations, 2008). Rather, it also requires a complete transformation within the organization to embrace the values, roles, and behaviors—the so-called soft side—vital for the culture of continuous improve-ment demonstrated in the Toyota Production System. As Osono, Shimizu, and Takeuchi (2008, pp. 19) put it, “it is the way Toyota combines the hard and soft sides that allow it to continue outperforming competitors.”
Thus, learning lean manufacturing requires that there be training in both soft and hard skills in order to solve problems in both the social/cultural and technical aspects of production; such learning may well include the learner’s experiencing changes in his or her values and perspectives. For example, the learner may have lived in a culture where failure is an individual matter, where an individual effort that fails should if possible be hidden from others; Toyota’s approach expects a certain num-ber of failures and insists on their failure being made visible as a resource for learn-ing. Toyota “is a learning organization that literally thrives on its people engaging in identifying and solving problems together” (Liker et al., 2008, pp. 37). What this means in practice can be a profound shift for those trained to teach or to control; as one American manager gradually learned at Toyota, his job was not to improve production but to be an enabler and coach for the workers whose job it was to improve production, which meant he became in effect a PBL practitioner: “His training taught him how to construct work as experiments which would yield continuous learning and improvements” (Osono et al., 2008, pp. 176). Because it foregrounds the social context for problem solving and learning, lean manufacturing learning must be experiential.
So it is not surprising that those involved in teaching lean have turned to simulations and games. According to Day and Reibstein (1997, pp. 401), a simulation represents “what would transpire if the assumed conditions were to occur in reality.” Thus, simu-lations and games are representations meant to be as realistic as possible for partici-pants while avoiding some of the dangers or inconveniences of the real thing (Crookall & Sanders, 1989). The terms simulation and game can cause some confusion. They are used interchangeably in some of the literature, and it is true that both simulations and games alike provide an environment for experiential learning where participants are exposed to an imitated situation that has to be managed through the application of a set of tools, techniques, and practices. At the same time, simulation is also a term used for creating models of complex systems for study or to run what-if scenarios. And game
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
468 Simulation & Gaming 41(4)
can often, although not exclusively, mean an activity where computer technology is used to provide the representation of a real situation and where learning is not necessar-ily the primary objective of the player. For lean learning, however, in which the social context is a crucial factor, many kinds of games designed for solitary play are not rel-evant. And some activities that seem more like simulations are called games by their designers, possibly for marketing purposes. However, because it is outside the scope of this article to explore these definitions and distinctions in any depth, and for simplici-ty’s sake, we use simulation here loosely to include any simulation or game that is a low-tech (i.e., not generated by computer technology) representation of a real situation in which a facilitator/coach engages the participants as teams in a realistic problem they then attempt to solve. Game as used here does not refer to a meaningful difference but only to the fact that some designers call their activities as “games.”
Recognizing the potential for lean learning they offer, a large number of hands-on simulations have been developed to teach lean manufacturing concepts in academia and for continuing education in industry. These vary from simple classroom exercises to more comprehensive simulations based on learning factories. Descriptions of these simulations have been presented at different conferences (such as the American Soci-ety of Engineering Education) and published in various journals.
A comprehensive survey of lean manufacturing simulations available in all pub-lished sources is presented. A taxonomy was developed to summarize the current state of these resources based on the principles/practices emphasized, the focus in terms of the activity simulated, the lean tools and techniques covered, and the use of assess-ments to evaluate the simulations. The simulations surveyed were then assessed. Prac-titioners of lean manufacturing agree that successful and sustained lean transformation requires the transformation of an organization’s culture. Because the transformation of a company’s culture is notoriously fraught with difficulties and the success rate is low, especially the rate for sustainable long-term transformation, training lean cham-pions to support these organizational transformations requires that they learn through experience the social/cultural aspects of lean thinking and the soft skills needed in addition to lean principles and practices. However, most hands-on activities devel-oped to teach lean manufacturing tend to focus excessively on the latter.
Existing simulations were critically assessed from this perspective in the sections that follow to identify gaps and propose best practices for developing simulations for lean manufacturing education and training.
Simulation in Lean Manufacturing: The Current StateLean manufacturing education and training programs are currently centered on univer-sities, consulting firms, and professional societies representing a broad range of capabilities. The methodology followed for the survey was a literature review of simula-tions used to teach lean manufacturing principles and practices limited to what has been published in academic journals and conferences. Limited information is available on simulations used by consulting firms and professional societies. Furthermore, the review
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from

Badurdeen et al. 469
revealed the absence of published information on simulations used by some of the better known universities and colleges that offer lean manufacturing education and training. In addition, the authors feel that it is inappropriate to base the assessment merely on adver-tising material available through the Internet and other media (e.g., a search engine listed more than 29,000 hits when searched for “lean manufacturing simulation or game”); such sources also do not provide in-depth information on the design and operation of the simulations. Also, to fit the emphasis of this special issue on Advanced Manufacturing, the scope was limited to simulations that focus on operations in the manufacturing sector; the material available on health care and other service-based sectors was excluded. Last, although the use of computers to simulate a learning environment is being increas-ingly used (Feinstein, Mann, & Corsun, 2002), the effectiveness of computer-based simulations for lean manufacturing education is limited because of the inability of the technology to facilitate the right kinds of realistic interactivity and collaboration between team members (Rolfe & Hampson, 2003). Therefore, this review is limited to an appraisal of hands-on simulations used for lean manufacturing.
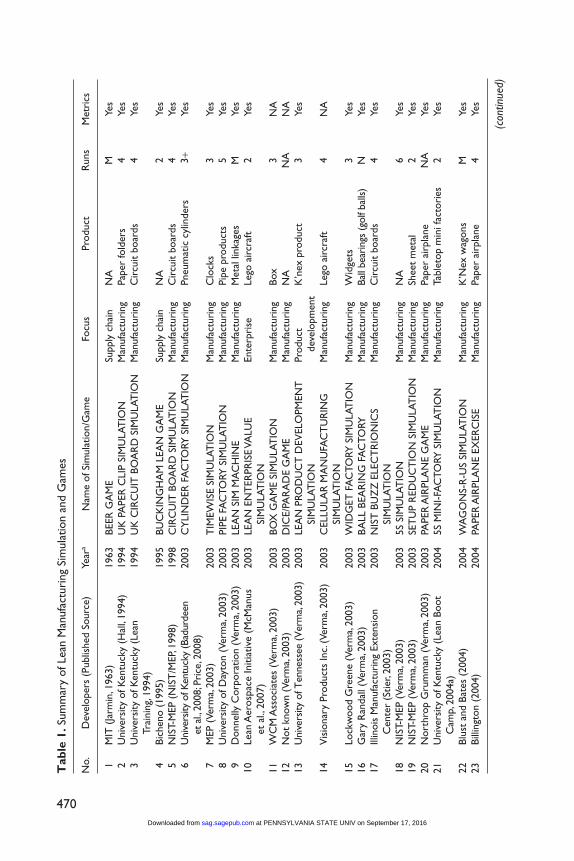
While there certainly exist simulations for lean manufacturing education and train-ing that are unpublished or otherwise unavailable for review, the collection presented in Table 1 can be considered a reasonable representation of those in common use to simulate manufacturing-oriented operations. The following sections are devoted to a discussion of these existing simulations, highlighting the salient features observed.
Emphasis/Scope of Simulations and Games ReviewedOf all the simulations and games reviewed, almost 75% had a production line focus, meaning that they emphasize the application of lean tools to improve material flow from fabrication of components to assembly of the final product. Few of the simula-tions have focused on the entire enterprise-wide operations, which would mean considering other functional areas such as logistics and distribution in addition to the shop-floor operations (e.g., Nos. 11 and 39). In addition, few simulations have focused on the application of lean tools and techniques to the extended enterprise or the supply chain, for example, by considering multiple tiers of raw material and parts suppliers as well as downstream operations (e.g., Nos. 1, 3, and 27). While the majority of simula-tions emphasize large-volume discrete product manufacturing, those developed at the Old Dominion University (Verma, Hirkannawar, & Devulapalli, 2005; Verma, Hughes, & Christman, 2004) are specific to the ship building industry, and those developed by the Lean Aerospace Initiative (LAI) at MIT (McManus & Rebentisch, 2006a, 2006b; McManus, Rebentisch, Stanke, & Murman, 2007) focus on the aero-space industry.
Construction Methods UsedThe majority of the simulations and games reviewed involved assembly of finished products using prefabricated modular components such as LEGO and K’NEX parts.
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
470
Tab
le 1
. Sum
mar
y of
Lea
n M
anuf
actu
ring
Sim
ulat
ion
and
Gam
es
Met
rics
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
NA
NA
Yes
NA
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
No.
1 2 3
4 5 6
7 8 9 10
11 12 13
14
15 16 17
18 19 20 21
22 23
Dev
elop
ers
(Pub
lishe
d So
urce
)
MIT
(Ja
rmin
, 196
3)U
nive
rsity
of K
entu
cky
(Hal
l, 19
94)
Uni
vers
ity o
f Ken
tuck
y (L
ean
Trai
ning
, 199
4)Bi
chen
o (1
995)
NIS
T-M
EP (
NIS
T/M
EP, 1
998)
Uni
vers
ity o
f Ken
tuck
y (B
adur
deen
et
al.,
2008
; Pri
ce, 2
008)
MEP
(Ve
rma,
2003
)U
nive
rsity
of D
ayto
n (V
erm
a, 20
03)
Don
nelly
Cor
pora
tion
(Ver
ma,
2003
)Le
an A
eros
pace
Initi
ativ
e (M
cMan
us
et a
l., 20
07)
WC
M A
ssoc
iate
s (V
erm
a, 20
03)
Not
kno
wn
(Ver
ma,
2003
)U
nive
rsity
of T
enne
ssee
(V
erm
a, 20
03)
Vis
iona
ry P
rodu
cts
Inc.
(Ver
ma,
2003
)
Lock
woo
d G
reen
e (V
erm
a, 20
03)
Gar
y R
anda
ll (V
erm
a, 20
03)
Illin
ois
Man
ufac
turi
ng E
xten
sion
C
ente
r (S
tier,
2003
)N
IST-
MEP
(Ve
rma,
2003
)N
IST-
MEP
(Ve
rma,
2003
)N
orth
rop
Gru
mm
an (
Verm
a, 20
03)
Uni
vers
ity o
f Ken
tuck
y (L
ean
Boot
C
amp,
200
4a)
Blus
t an
d Ba
tes
(200
4)Bi
lling
ton
(200
4)
Year
a
1963
1994
1994
1995
1998
2003
2003
2003
2003
2003
2003
2003
2003
2003
2003
2003
2003
2003
2003
2003
2004
2004
2004
Nam
e of
Sim
ulat
ion/
Gam
e
BEER
GA
ME
UK
PA
PER
CLI
P SI
MU
LAT
ION
UK
CIR
CU
IT B
OA
RD
SIM
ULA
TIO
N
BUC
KIN
GH
AM
LEA
N G
AM
EC
IRC
UIT
BO
AR
D S
IMU
LAT
ION
CY
LIN
DER
FA
CTO
RY S
IMU
LAT
ION
TIM
EWIS
E SI
MU
LAT
ION
PIPE
FA
CTO
RY S
IMU
LAT
ION
LEA
N S
IM M
AC
HIN
ELE
AN
EN
TER
PRIS
E VA
LUE
SIM
ULA
TIO
NBO
X G
AM
E SI
MU
LAT
ION
DIC
E/PA
RA
DE
GA
ME
LEA
N P
ROD
UC
T D
EVEL
OPM
ENT
SI
MU
LAT
ION
CEL
LULA
R M
AN
UFA
CT
UR
ING
SI
MU
LAT
ION
WID
GET
FA
CTO
RY S
IMU
LAT
ION
BA
LL B
EAR
ING
FA
CTO
RYN
IST
BU
ZZ
ELE
CT
RIO
NIC
S SI
MU
LAT
ION
5S S
IMU
LAT
ION
SET
UP
RED
UC
TIO
N S
IMU
LAT
ION
PAPE
R A
IRPL
AN
E G
AM
E5S
MIN
I-FA
CTO
RY S
IMU
LAT
ION
WA
GO
NS-
R-U
S SI
MU
LAT
ION
PAPE
R A
IRPL
AN
E EX
ERC
ISE
Focu
s
Supp
ly c
hain
Man
ufac
turi
ngM
anuf
actu
ring
Supp
ly c
hain
Man
ufac
turi
ngM
anuf
actu
ring
Man
ufac
turi
ngM
anuf
actu
ring
Man
ufac
turi
ngEn
terp
rise
Man
ufac
turi
ngM
anuf
actu
ring
Prod
uct
deve
lopm
ent
Man
ufac
turi
ng
Man
ufac
turi
ngM
anuf
actu
ring
Man
ufac
turi
ng
Man
ufac
turi
ngM
anuf
actu
ring
Man
ufac
turi
ngM
anuf
actu
ring
Man
ufac
turi
ngM
anuf
actu
ring
Prod
uct
NA
Pape
r fo
lder
sC
ircu
it bo
ards
NA
Cir
cuit
boar
dsPn
eum
atic
cyl
inde
rs
Clo
cks
Pipe
pro
duct
sM
etal
link
ages
Lego
air
craf
t
Box
NA
K’n
ex p
rodu
ct
Lego
air
craf
t
Wid
gets
Ball
bear
ings
(gol
f bal
ls)C
ircu
it bo
ards
NA
Shee
t m
etal
Pape
r ai
rpla
neTa
blet
op m
ini f
acto
ries
K’N
ex w
agon
sPa
per
airp
lane
Run
s
M 4 4 2 4 3+ 3 5 M 2 3 NA 3 4 3 N 4 6 2 NA 2 M 4
(con
tinue
d)
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from

471
Tab
le 1
. (co
ntin
ued)
Met
rics
Yes
Yes
Yes
Yes
Cur
rent
and
fu
ture
VSM
Yes
Yes
Cur
rent
and
fu
ture
VSM
Not
m
entio
ned
Y es
Yes
NA
Yes
Yes
NA
NA
No.
24
25
26
27
28
29
30
31
32
33 34
35 36 37 38 39 40
Dev
elop
ers
(Pub
lishe
d So
urce
)
Uni
vers
ity o
f Ken
tuck
y (B
oot
cam
p II
Cou
rse,
200
4a; B
adur
deen
et
al.,
200
8)U
nive
rsity
of K
entu
cky
(Lea
n C
ertif
icat
ion,
200
4)O
ld D
omin
ion
Uni
vers
ity (
Ver
ma,
20
07; V
erm
a et
al.,
200
5)O
ld D
omin
ion
Uni
vers
ity (
Ver
ma,
20
07; V
erm
a et
al.,
200
5)O
ld D
omin
ion
Uni
vers
ity (
Ver
ma,
20
07; V
erm
a et
al.,
200
5)O
ld D
omin
ion
Uni
vers
ity (
Ver
ma,
20
07; V
erm
a et
al.,
200
5)O
ld D
omin
ion
Uni
vers
ity (
Ver
ma,
20
07; V
erm
a et
al.,
200
5)V
erm
a an
d D
evul
apal
li (2
006)
, V
erm
a (2
007)
Verm
a (2
007)
Win
arch
ick
and
Car
lisle
(20
06)
Lean
Aer
ospa
ce In
itiat
ive
(McM
anus
&
Reb
entis
ch, 2
006a
, 200
6b)
Fang
, Coo
k, a
nd H
ause
r (2
007)
Ncu
be (
2007
)O
zelk
an a
nd G
alam
bosi
(20
07, 2
008)
U
nive
rsity
of K
entu
cky
(Mag
inni
s, 20
08)
Mac
Mill
ian
(200
7)M
cMan
us e
t al
. (20
07)
Year
a
2004
2004
2005
2005
2005
2005
2005
2005
2005
2006
2006
2006
2007
2007
2007
2007
2007
Nam
e of
Sim
ulat
ion/
Gam
e
FUR
NIT
UR
E FA
CTO
RY S
IMU
LAT
ION
VEE
BOT
SIM
ULA
TIO
N
SHIP
REP
AIR
DES
IGN
PRO
CES
S SI
MU
LAT
ION
SHIP
REP
AIR
SU
PPLY
CH
AIN
SI
MU
LAT
ION
SHIP
REP
AIR
VA
LUE
STR
EAM
M
APP
ING
SHIP
REP
AIR
SIM
ULA
TIO
N
SHIP
REP
AIR
SC
HED
ULI
NG
SI
MU
LAT
ION
VALU
E ST
REA
M M
APP
ING
BO
AR
D
GA
ME
BLO
CK
TO
WER
WA
GO
NS-
R-U
S SI
MU
LAT
ION
LEA
N E
NT
ERPR
ISE
PRO
DU
CT
D
EVEL
OPM
ENT
LEA
N L
EGO
SIM
ULA
TIO
NLE
AN
LEM
ON
AD
E T
YC
OO
NLA
MPS
HA
DE
GA
ME
ENT
ERPR
ISE
SIM
ULA
TIO
NN
IMA
’S B
OA
RD
GA
ME
ENG
R. D
ESIG
N C
LASS
Focu
s
Man
ufac
turi
ng
Man
ufac
turi
ng
Des
ign
proc
ess
Supp
ly c
hain
Boat
ass
embl
y
Ship
rep
air
proc
ess
Sche
dulin
g
Man
ufac
turi
ng
Man
ufac
turi
ng
Man
ufac
turi
ngPr
oduc
t de
velo
pmen
tM
anuf
actu
ring
Man
ufac
turi
ngM
anuf
actu
ring
Ente
rpri
seM
anuf
actu
ring
PDC
A a
nd
DM
AIC
pr
oces
s
Prod
uct
Woo
den
furn
iture
Lego
car
s
Con
tain
er s
hip
Subm
arin
e
Boat
Ship
(w
ood
and
acry
lic)
Ship
s
Boar
d ga
me
Lego
s
K’N
ex w
agon
s—
Lego
car
sLe
mon
ade
Lam
psha
des
Car
d si
mul
atio
nN
AN
A
Run
s
5
2 3 3 2 3 3 3
M
M
3 N 3 2+
NA
NA
Not
e: N
IST
/MEP
= N
atio
nal I
nstit
ute
of S
tand
ards
and
Tec
hnol
ogy
Man
ufac
turi
ng E
xten
sion
Par
tner
ship
.a.
Indi
cate
s ye
ar o
f dev
elop
men
t, if
that
info
rmat
ion
is a
vaila
ble.
Els
e, it
is t
he y
ear
of t
he p
ublis
hed
sour
ce.
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from

472 Simulation & Gaming 41(4)
Several simulations involved fabrication-like operations using paper and easily avail-able materials (e.g., paper folding, lampshades—Nos. 23 and 38) to process material before the final product was assembled. A few simulations were more complex and incorporate actual fabrication of components (e.g., wood, PVC pipes) using tabletop machines for a more realistic representation of operations in a manufacturing plant (e.g., Nos. 6 and 24). Such simulations were more versatile and enable the integration of more authentic lean practices.
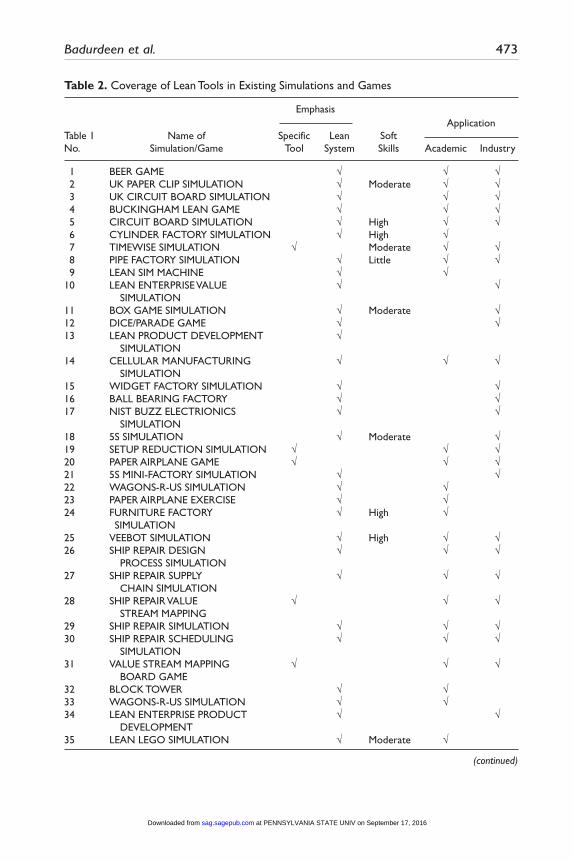
Lean Tools and TechniquesThe coverage of various lean tools in the simulations and games reviewed in Table 1 is summarized in Table 2. The “Emphasis” column indicates whether the simulation is designed to demonstrate one (or a few) lean tool or whether it covers the transforma-tion of a traditional, push-based system to one that employs one-piece flow and “pull” production by the application of the collection of lean tools. The most commonly dem-onstrated lean tools in the latter case were cell design and layout, line balancing, pull production and one-piece flow to talk time, kanban, quality-at-source, standardized work, value stream mapping, cross-training, setup reduction, 5S, and visual control.
While some simulations were applied solely for academic instruction, others were designed and offered for industry participants. Institutions that offer lean manufactur-ing education and training and use the simulations for both credit courses and industry representatives have a distinct advantage because they have the ability to take lessons learned from industry and apply them to degree programs offered to students.
IterationsAlmost all the simulations reviewed, except those focusing on specific lean tools, involved multiple iterations during which a conventional “push” operation was trans-formed to pull production. The time taken for the simulation runs, too, was observed to be highly variable. Most of the simulations reviewed were used for in-class demon-stration and emphasize the need to design the simulations to be conducted within the time available for the lecture. A few simulations (Nos. 6, 7, and 24) that involve more intense student participation are designed to take longer (approximately 1 hour per run) and were found to be conducted outside regular classroom time during separate laboratory hours. Also, some simulations/games involved a single team of participants all working together through multiple replications to transform the process by apply-ing lean tools. In some cases, particularly the games, multiple teams were formed, and all teams engaged in the game in parallel and competing with each other to achieve the greatest improvement in performance through the application of lean tools. While not much information was available on how the teams were formed for the majority of the simulations/games, structured techniques, such as those based on the Kolb model, were used in some cases to divide participants in to teams based on their learning styles (e.g., Nos. 3, 6, and 24).
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
Badurdeen et al. 473
Table 2. Coverage of Lean Tools in Existing Simulations and Games
Emphasis ApplicationTable 1 Name of Specific Lean Soft No. Simulation/Game Tool System Skills Academic Industry
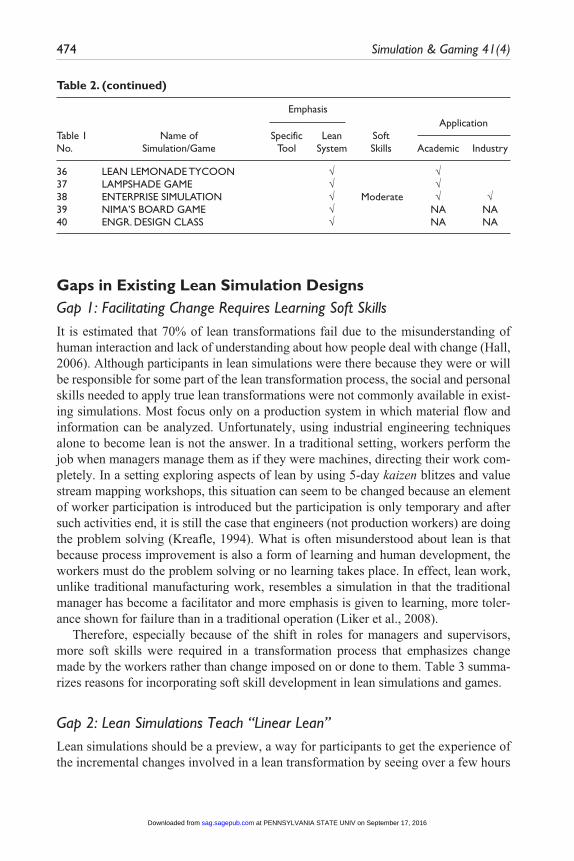
1 BEER GAME √ √ √ 2 UK PAPER CLIP SIMULATION √ Moderate √ √ 3 UK CIRCUIT BOARD SIMULATION √ √ √ 4 BUCKINGHAM LEAN GAME √ √ √ 5 CIRCUIT BOARD SIMULATION √ High √ √ 6 CYLINDER FACTORY SIMULATION √ High √ 7 TIMEWISE SIMULATION √ Moderate √ √ 8 PIPE FACTORY SIMULATION √ Little √ √ 9 LEAN SIM MACHINE √ √10 LEAN ENTERPRISE VALUE √ √ SIMULATION11 BOX GAME SIMULATION √ Moderate √12 DICE/PARADE GAME √ √13 LEAN PRODUCT DEVELOPMENT √ SIMULATION14 CELLULAR MANUFACTURING √ √ √ SIMULATION15 WIDGET FACTORY SIMULATION √ √16 BALL BEARING FACTORY √ √17 NIST BUZZ ELECTRIONICS √ √ SIMULATION18 5S SIMULATION √ Moderate √19 SETUP REDUCTION SIMULATION √ √ √20 PAPER AIRPLANE GAME √ √ √21 5S MINI-FACTORY SIMULATION √ √22 WAGONS-R-US SIMULATION √ √23 PAPER AIRPLANE EXERCISE √ √24 FURNITURE FACTORY √ High √ SIMULATION25 VEEBOT SIMULATION √ High √ √26 SHIP REPAIR DESIGN √ √ √ PROCESS SIMULATION27 SHIP REPAIR SUPPLY √ √ √ CHAIN SIMULATION28 SHIP REPAIR VALUE √ √ √ STREAM MAPPING29 SHIP REPAIR SIMULATION √ √ √30 SHIP REPAIR SCHEDULING √ √ √ SIMULATION31 VALUE STREAM MAPPING √ √ √ BOARD GAME32 BLOCK TOWER √ √33 WAGONS-R-US SIMULATION √ √34 LEAN ENTERPRISE PRODUCT √ √ DEVELOPMENT35 LEAN LEGO SIMULATION √ Moderate √
(continued)
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
474 Simulation & Gaming 41(4)
Gaps in Existing Lean Simulation DesignsGap 1: Facilitating Change Requires Learning Soft SkillsIt is estimated that 70% of lean transformations fail due to the misunderstanding of human interaction and lack of understanding about how people deal with change (Hall, 2006). Although participants in lean simulations were there because they were or will be responsible for some part of the lean transformation process, the social and personal skills needed to apply true lean transformations were not commonly available in exist-ing simulations. Most focus only on a production system in which material flow and information can be analyzed. Unfortunately, using industrial engineering techniques alone to become lean is not the answer. In a traditional setting, workers perform the job when managers manage them as if they were machines, directing their work com-pletely. In a setting exploring aspects of lean by using 5-day kaizen blitzes and value stream mapping workshops, this situation can seem to be changed because an element of worker participation is introduced but the participation is only temporary and after such activities end, it is still the case that engineers (not production workers) are doing the problem solving (Kreafle, 1994). What is often misunderstood about lean is that because process improvement is also a form of learning and human development, the workers must do the problem solving or no learning takes place. In effect, lean work, unlike traditional manufacturing work, resembles a simulation in that the traditional manager has become a facilitator and more emphasis is given to learning, more toler-ance shown for failure than in a traditional operation (Liker et al., 2008).
Therefore, especially because of the shift in roles for managers and supervisors, more soft skills were required in a transformation process that emphasizes change made by the workers rather than change imposed on or done to them. Table 3 summa-rizes reasons for incorporating soft skill development in lean simulations and games.
Gap 2: Lean Simulations Teach “Linear Lean”Lean simulations should be a preview, a way for participants to get the experience of the incremental changes involved in a lean transformation by seeing over a few hours
Table 2. (continued)
Emphasis ApplicationTable 1 Name of Specific Lean Soft No. Simulation/Game Tool System Skills Academic Industry
36 LEAN LEMONADE TYCOON √ √37 LAMPSHADE GAME √ √38 ENTERPRISE SIMULATION √ Moderate √ √39 NIMA’S BOARD GAME √ NA NA40 ENGR. DESIGN CLASS √ NA NA
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
Badurdeen et al. 475
why and how they will happen as ways to solve problems. Concepts can be introduced as needed, and improvements to the system can be seen, measured, and documented by all the participants. What is most important is that they see and experience “the spiral of learning.” Shewhart’s (1980) approach was to argue that manufacturing qual-ity control should be conducted scientifically in the standard steps—hypothesis, experiment to test the hypothesis, analysis of the results, new hypothesis—as part of a spiral of learning, which may well return to the same problem over and over again, but
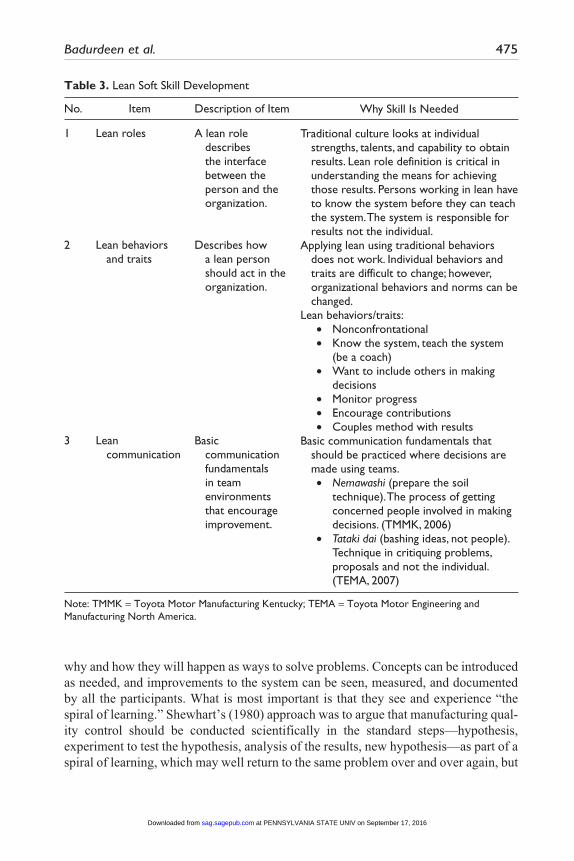
Table 3. Lean Soft Skill Development
No.
1
2
3
Item
Lean roles
Lean behaviors and traits
Lean communication
Description of Item
A lean role describes the interface between the person and the organization.
Describes how a lean person should act in the organization.
Basic communication fundamentals in team environments that encourage improvement.
Why Skill Is Needed
Traditional culture looks at individual strengths, talents, and capability to obtain results. Lean role definition is critical in understanding the means for achieving those results. Persons working in lean have to know the system before they can teach the system. The system is responsible for results not the individual.
Applying lean using traditional behaviors does not work. Individual behaviors and traits are difficult to change; however, organizational behaviors and norms can be changed.
Lean behaviors/traits:• Nonconfrontational• Know the system, teach the system
(be a coach)• Want to include others in making
decisions• Monitor progress• Encourage contributions• Couples method with results
Basic communication fundamentals that should be practiced where decisions are made using teams.• Nemawashi (prepare the soil
technique). The process of getting concerned people involved in making decisions. (TMMK, 2006)
• Tataki dai (bashing ideas, not people). Technique in critiquing problems, proposals and not the individual. (TEMA, 2007)
Note: TMMK = Toyota Motor Manufacturing Kentucky; TEMA = Toyota Motor Engineering and Manufacturing North America.
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from

476 Simulation & Gaming 41(4)
not in a futile circular fashion because something new is always learned: thus, the spiral. W. Edwards Deming (2000), another thinker fundamental to Toyota’s approach, extended Shewhart’s spiral into what he called the Plan-Do-Check-Act (PDCA) problem-solving cycle for continuous (i.e., spiral) improvement.
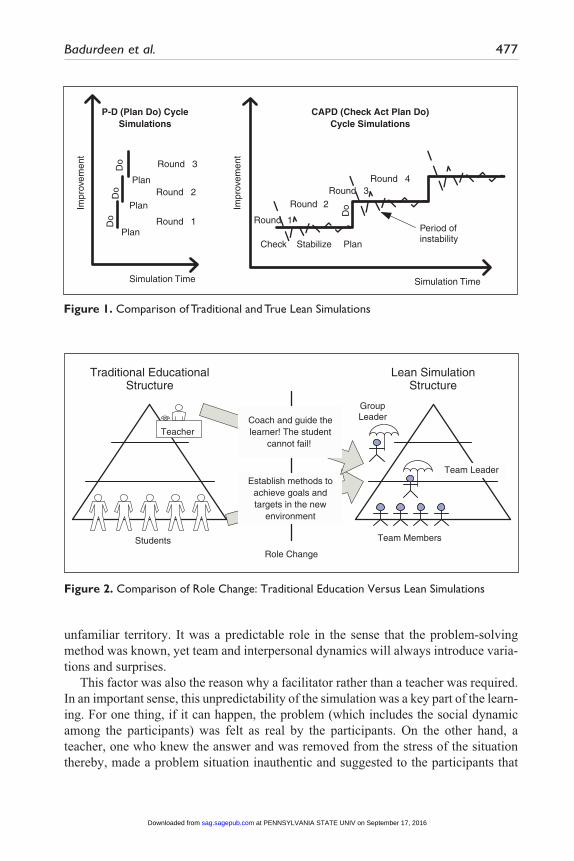
However, the emphasis in most lean simulations is on a linear, one-pass approach that demonstrates how the system can go from the current state to a future state. This emphasis is often used in those constrained by having to fit within one class period, which means a simulation run must take only 15 or 20 minutes to allow conducting 2 to 3 runs within a single class. This is a significant problem because such design limits the time available to reflect upon the learning points and the application of lean principles for continuous improvement. In these one-pass simulations, charts and graphs are generated with apparent (and unrealistic) ease; reflection on a single round of data appears to summarize what was done to make the improvement. After such a simulation, learners may feel charged up, excited, and empowered to find and fix problems. Unfortunately, in real settings, problems can and do return after the system is improved. More time is needed to prevent problems from recurring than such linear simulations allow for in their design; if participants have experienced a really authen-tic lean simulation, they already understand that continued effort makes sense because it will improve the system. Sadly, Shewhart’s (1980) PDCA learning cycle (see also Deming, 2000) is one of the most misunderstood techniques in lean. Most lean simula-tions only practice the PD (Plan-Do) part of the cycle, jumping from improvement to improvement without reflection on the current system and what can be done to keep the system stable. Improvements to the system are made without proper study (Check), something that leaves learners with the impression that problem solving is linear and that rapid kaizen or improvement using blitz techniques is appropriate in and of itself. True lean emphasizes the more gradual incremental form of problem solving that keeps problems from returning, an approach that requires a substantial amount of time on the CA (Check-Stabilize) cycle before improvement is done. Differences in the PD and CAPD cycles are shown in Figure 1.
Gap 3: Lean Simulations Need a Trained Facilitator, Not a TeacherIn lean simulations, learners were plunged into new environments and then were expected to make decisions that affect them and everyone else working with them. Instructors were expected to avoid the role of teacher and assumed instead the role of coach to help students feel comfortable practicing new skills in new environments and sometimes failing at first. In some examples of simulations, a teacher acted as group leader and students assumed roles of team members and team leaders, as seen in Figure 2. However, the role changes demanded by effective lean simulations can be difficult to manage for all participants and could even be overwhelming for some if the simulation was not properly facilitated. The role of the facilitator was to guide partici-pants through the simulation to achieve the learning outcomes, not to teach a solution but to teach the right method for problem solving and keep the group on track in this
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
Badurdeen et al. 477
unfamiliar territory. It was a predictable role in the sense that the problem-solving method was known, yet team and interpersonal dynamics will always introduce varia-tions and surprises.
This factor was also the reason why a facilitator rather than a teacher was required. In an important sense, this unpredictability of the simulation was a key part of the learn-ing. For one thing, if it can happen, the problem (which includes the social dynamic among the participants) was felt as real by the participants. On the other hand, a teacher, one who knew the answer and was removed from the stress of the situation thereby, made a problem situation inauthentic and suggested to the participants that
Figure 1. Comparison of Traditional and True Lean Simulations
Round 1
Round 2
Round 3
Round 2Round 3
Round 4
Simulation Time
P-D (Plan Do) CycleSimulations
CAPD (Check Act Plan Do)Cycle Simulations
Round 1Period of instability
Plan
Do
Plan
Do
Do
Plan
Check Stabilize Plan
DoIm
prov
emen
t
Impr
ovem
ent
Simulation Time
Figure 2. Comparison of Role Change: Traditional Education Versus Lean Simulations
Traditional EducationalStructure
Students
Teacher
Lean SimulationStructure
Establish methods toachieve goals andtargets in the new
environment
Role Change
Coach and guide thelearner! The student
cannot fail!
Group Leader
Team Leader
Team Members
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
478 Simulation & Gaming 41(4)
they were engaged in something pointless—that is, solving a nonproblem that had already been solved. And the activity of a teacher (rather than of a coach) could also suggest to participants that they would be graded on their efforts so that failure is not an option, as the saying goes. A facilitator, one who by definition did not know the answer to the problem, was not immune to the confusion and stress of the actual prob-lem, something that was evident to and can make all the difference for the participants in terms of the felt reality and urgency of the situation. In that way, despite the fact that a simulation could be repeated over and over, this day’s particular problem (because it includes the social dimension involving these people on this particular day) had always not yet been solved.
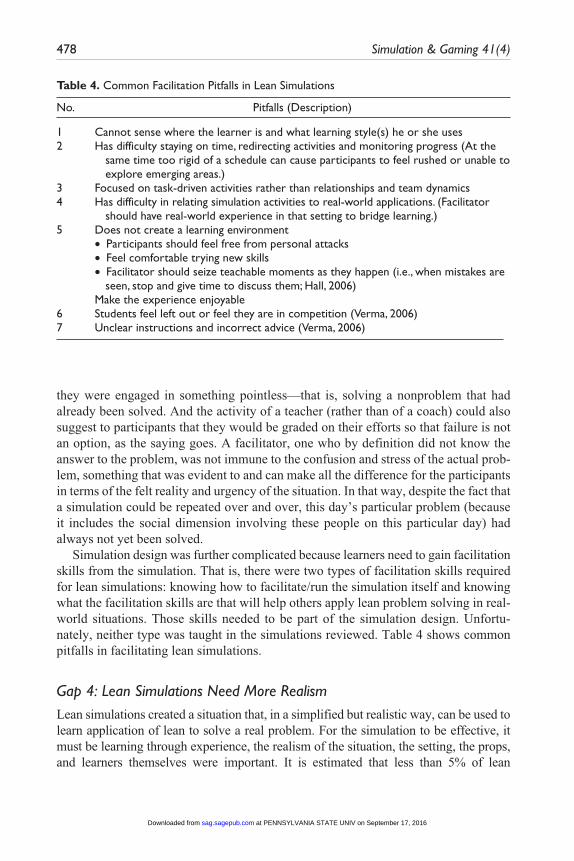
Simulation design was further complicated because learners need to gain facilitation skills from the simulation. That is, there were two types of facilitation skills required for lean simulations: knowing how to facilitate/run the simulation itself and knowing what the facilitation skills are that will help others apply lean problem solving in real-world situations. Those skills needed to be part of the simulation design. Unfortu-nately, neither type was taught in the simulations reviewed. Table 4 shows common pitfalls in facilitating lean simulations.
Gap 4: Lean Simulations Need More RealismLean simulations created a situation that, in a simplified but realistic way, can be used to learn application of lean to solve a real problem. For the simulation to be effective, it must be learning through experience, the realism of the situation, the setting, the props, and learners themselves were important. It is estimated that less than 5% of lean
Table 4. Common Facilitation Pitfalls in Lean Simulations
No.
12
34
5
67
Pitfalls (Description)
Cannot sense where the learner is and what learning style(s) he or she usesHas difficulty staying on time, redirecting activities and monitoring progress (At the
same time too rigid of a schedule can cause participants to feel rushed or unable to explore emerging areas.)
Focused on task-driven activities rather than relationships and team dynamicsHas difficulty in relating simulation activities to real-world applications. (Facilitator
should have real-world experience in that setting to bridge learning.)Does not create a learning environment• Participants should feel free from personal attacks• Feel comfortable trying new skills• Facilitator should seize teachable moments as they happen (i.e., when mistakes are
seen, stop and give time to discuss them; Hall, 2006)Make the experience enjoyableStudents feel left out or feel they are in competition (Verma, 2006)Unclear instructions and incorrect advice (Verma, 2006)
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
Badurdeen et al. 479
simulations actually presented a realistic environment and less than half were tactile, that is, provided objects that can be handled and other physical aspects of a situation, so that learners can behave as they would in producing a product and can see what hap-pens to the product given the approach taken. Most simulations were designed for awareness-level training and do not offer the complexity and sophistication of a real envi-ronment. For example, most companies fail in their first attempts to become lean and many more have repeated failures in subsequent attempts. Interestingly, most lean simu-lations did not demonstrate failure situations, only successful improvement accomplished by applying the tools. This approach was very misleading for participants and could leave learners wholly unprepared for the failures they should not only expect but have some experience in learning from. It is also untrue to Toyota’s philosophy: “Toyota does not just tolerate failure—it embraces failure as a mechanism for learning, recognizing that you have to fail to progress” (Osono et al., 2008, pp. 87). This trend is changing in simula-tions where broader issues in lean are being tackled, such as supply chain and enterprise development, yet conceptual environments still predominate. Table 5 gives a brief sum-mary of the differences between conceptual and realistic simulated environments.
Future Directions for Lean Manufacturing Simulation DesignTeaching and learning of lean departs significantly from traditional manufacturing teaching and learning. While lean learning seeks to develop both the cognitive and psychomotor skills of team members (Hall, 2006), these skills are developed in a order different from the usual sequence. A typical training sequence would follow Bloom’s (1956) taxonomy of cognitive skills development that begins with knowledge acquisi-tion, followed by understanding and only then by applications, analysis, synthesis, and evaluation. For lean learning, it is the other way around. Here, psychomotor skills development comes first; in effect, the learner is taught how to drive a car before learning how the engine works. For example, in the case of Toyota, production work-ers first learn the physical skills to perform a given job before learning the problem
Table 5. Conceptual and Realistic Lean Simulated Environments Compared
Conceptual (Awareness Level)
Right answersKnow how to apply in one set of
conditionsRigid application of strategy (no
adjustments)Lots of boundariesDifficult to start if everything doesn’t
line up perfectly
Realistic (Application Level)
Better answersKnow how to trouble shoot under various
conditionsAdjustments to strategy are constantly occurring
(more flexible)Few boundaries (very open ended)Start by starting (make compromises, its not a
perfect system)
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
480 Simulation & Gaming 41(4)
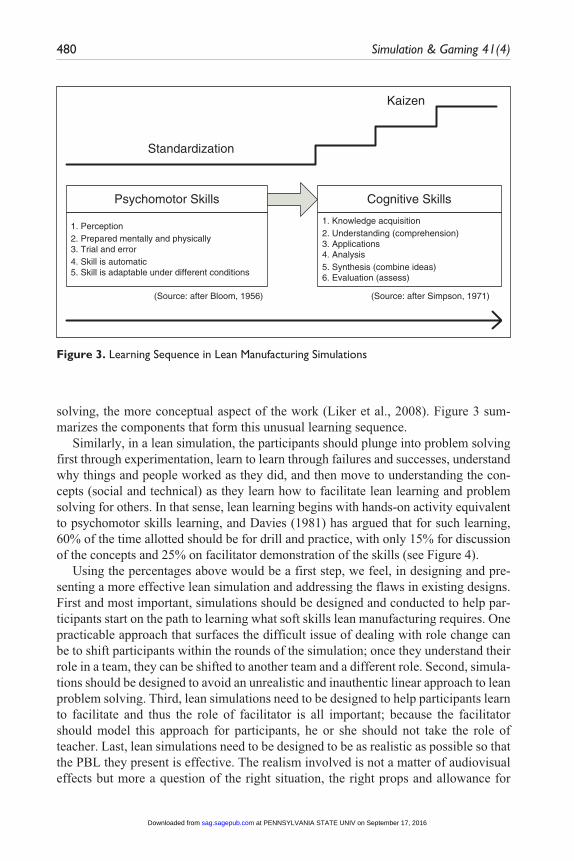
solving, the more conceptual aspect of the work (Liker et al., 2008). Figure 3 sum-marizes the components that form this unusual learning sequence.
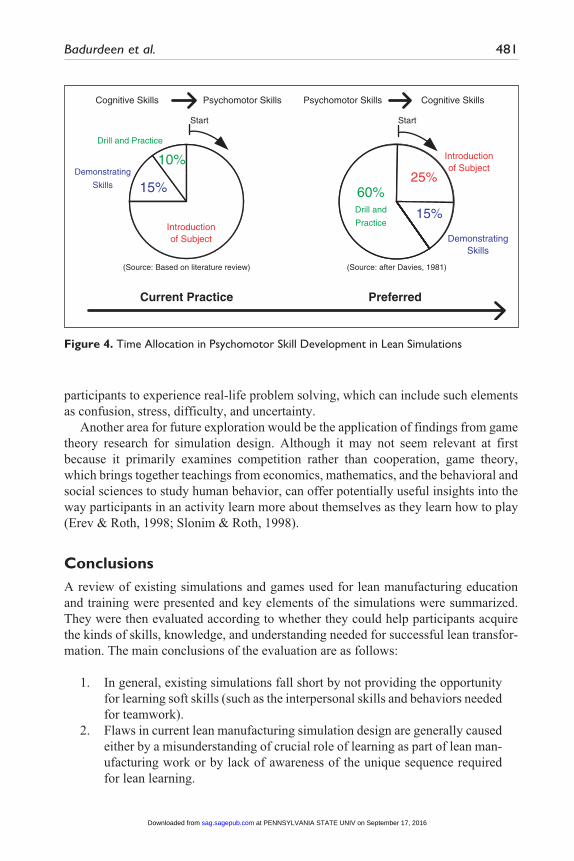
Similarly, in a lean simulation, the participants should plunge into problem solving first through experimentation, learn to learn through failures and successes, understand why things and people worked as they did, and then move to understanding the con-cepts (social and technical) as they learn how to facilitate lean learning and problem solving for others. In that sense, lean learning begins with hands-on activity equivalent to psychomotor skills learning, and Davies (1981) has argued that for such learning, 60% of the time allotted should be for drill and practice, with only 15% for discussion of the concepts and 25% on facilitator demonstration of the skills (see Figure 4).
Using the percentages above would be a first step, we feel, in designing and pre-senting a more effective lean simulation and addressing the flaws in existing designs. First and most important, simulations should be designed and conducted to help par-ticipants start on the path to learning what soft skills lean manufacturing requires. One practicable approach that surfaces the difficult issue of dealing with role change can be to shift participants within the rounds of the simulation; once they understand their role in a team, they can be shifted to another team and a different role. Second, simula-tions should be designed to avoid an unrealistic and inauthentic linear approach to lean problem solving. Third, lean simulations need to be designed to help participants learn to facilitate and thus the role of facilitator is all important; because the facilitator should model this approach for participants, he or she should not take the role of teacher. Last, lean simulations need to be designed to be as realistic as possible so that the PBL they present is effective. The realism involved is not a matter of audiovisual effects but more a question of the right situation, the right props and allowance for
Figure 3. Learning Sequence in Lean Manufacturing Simulations
Psychomotor Skills Cognitive Skills
1. Perception 2. Prepared mentally and physically 3. Trial and error4. Skill is automatic5. Skill is adaptable under different conditions
1. Knowledge acquisition2. Understanding (comprehension)3. Applications4. Analysis5. Synthesis (combine ideas)6. Evaluation (assess)
(Source: after Bloom, 1956) (Source: after Simpson, 1971)
Standardization
Kaizen
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
Badurdeen et al. 481
participants to experience real-life problem solving, which can include such elements as confusion, stress, difficulty, and uncertainty.
Another area for future exploration would be the application of findings from game theory research for simulation design. Although it may not seem relevant at first because it primarily examines competition rather than cooperation, game theory, which brings together teachings from economics, mathematics, and the behavioral and social sciences to study human behavior, can offer potentially useful insights into the way participants in an activity learn more about themselves as they learn how to play (Erev & Roth, 1998; Slonim & Roth, 1998).
ConclusionsA review of existing simulations and games used for lean manufacturing education and training were presented and key elements of the simulations were summarized. They were then evaluated according to whether they could help participants acquire the kinds of skills, knowledge, and understanding needed for successful lean transfor-mation. The main conclusions of the evaluation are as follows:
1. In general, existing simulations fall short by not providing the opportunity for learning soft skills (such as the interpersonal skills and behaviors needed for teamwork).
2. Flaws in current lean manufacturing simulation design are generally caused either by a misunderstanding of crucial role of learning as part of lean man-ufacturing work or by lack of awareness of the unique sequence required for lean learning.
Figure 4. Time Allocation in Psychomotor Skill Development in Lean Simulations
15%10%
75%
15%
10%
6 0%
2515%
25%
15%
60%
Introductionof Subject
Demonstrating
Skills
Drill and Practice
Introductionof Subject
Drill and
Practice
DemonstratingSkills
Preferred Current Practice
(Source: after Davies, 1981)
Cognitive Skills
(Source: Based on literature review)
Psychomotor Skills Cognitive Skills Psychomotor Skills
Start Start
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from

482 Simulation & Gaming 41(4)
That is, it is widely known that lean manufacturing focuses on the elimination of waste but it is not at all as widely known that for Toyota, “a person’s work may be productive but . . . if the work does not contribute to learning and development, it will be classified as waste” (Liker et al., 2008, pp. 38). Seeing work as a form of learning makes this approach unique; simulations that attempt to help participants learn the approach must be designed with an awareness of this unique perspective. Second, the sequence for lean learning, and current practice at Toyota, is the reverse of the more usual, in that it begins with hands-on activity and introduces conceptual aspects afterward. Therefore, simulations that attempt to help participants learn the lean approach must also be designed with an awareness of this unusual learning sequence.
References
Albanese, M. A., & Mitchell, S. (1993). Problem-based learning: A review of literature on its outcomes and implementation issues. Academic Medicine, 68, 52-81.
Badurdeen, F., Hall, A., Holloway, L., Marksberry, P., Maginnis, A., Cooper, B., et al. (2008). Lean manufacturing boot camps at the University of Kentucky. In J. Fowler & S. Mason (Eds.), Proceedings of the 2008 Industrial Engineering Research Conference (pp. 212-216). Atlanta, GA: Institute of Industrial Engineers.
Barrows, H. S. (1996). Problem-based learning in medicine and beyond: A brief overview. In L. Wilkerson & W. H. Gijselaers (Eds.), New directions for teaching and learning (pp. 3-11). San Francisco: Jossey-Bass.
Bicheno, J. (1995). The Buckingham lean game (manual). Buckinghamshire, UK: PICSIE Associates.
Billington, P. J. (2004). A classroom exercise to illustrate lean manufacturing pull concepts. Decision Sciences Journal of Innovative Education, 2, 71-76.
Bloom, B. (1956). Taxonomy of educational objectives. New York: McKay.Blust, R. P., & Bates, J. B. (2004, June). Activity based learning: WAGONS R US—A lean
manufacturing simulation. Paper presented at the American Society for Engineering Edu-cation (ASEE) Annual Conference and Exposition: Engineering Education Reaches New Heights, Salt Lake City, UT.
Brown, J. S., & Duguid, P. (2000). The social life of information. Cambridge, MA: Harvard Business School Press.
Bruner, J. (1960). The process of education. Cambridge, MA: Harvard University Press.Colliver, J. A. (2000). Effectiveness of problem-based learning curricula. Academic Medicine,
75, 259-266.Crookall, D., & Saunders, D. (1989). Towards an integration of communication and simulation.
In S. Crookall & D. Saunders (Eds.), Communication and simulation: From two fields to one (pp. 3-29). Philadelphia: Multilingual Matters.
Davies, I. (1981). Instructional technique. New York: McGraw-Hill.Day, G. S., & Reibstein, D. J. (1997). Wharton on dynamic competitive strategy. New York:
John Wiley.Deming, W. (2000). The new economics for industry, government, education (2nd ed.),
Cambridge: MIT Press.
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
Badurdeen et al. 483
Erev, I., & Roth, A. E. (1998). Predicting how people play games: Reinforcement learning in experimental games with unique, mixed strategy equilibria. American Economic Review, 88, 848-881.
Evensen, D. H., & Hmelo, C. E. (2000). Problem-based learning: Research perspective on learning interactions. Mahwah, NJ: Lawrence Erlbaum.
Fang, N., Cook, R., & Hauser, K. (2007, June). Integrating lean systems education into manu-facturing course curriculum via interdisciplinary collaboration. Paper presented at the 2007 American Society for Engineering Education (ASEE) Annual Conference and Exposition, Honolulu, HI.
Feinstein, A. H., Mann, S., & Corsun, D. L. (2002). Charting the experiential territory: Clarify-ing definitions and uses of computer simulation games and role play. Journal of Manage-ment Development, 21, 732-744.
Felder, R. M. (1996). Reaching the second tier: Learning and teaching styles in college science education. Journal of College Science Teaching, 23, 286-290.
Gijbels, D., Dochy, F., Van den Bossche, P., & Segers, M. (2005). Effects of problem-based learn-ing: A meta-analysis from the angle of assessment. Review of Educational Research, 75, 27-61.
Hall, A. (1994). Lean manufacturing certification course material. Lexington: Center for Man-ufacturing, University of Kentucky.
Hall, A. (2006). Introduction to lean, sustainable quality systems design, integrated leadership competencies from viewpoints of dynamic scientific inquiry learning and Toyota’s lean sys-tem principles. Lexington, KY: Arlie Hall.
Hofstede, G. (1991). Cultures and organizations: Software of the mind. Berkshire, UK: McGraw-Hill.
Kreafle, K. (1994). Concrete and fiber of TPS. Erlanger, KY: Toyota Motor Manufacturing and Engineering North America.
Liker, J., Hoseus, M., & Center for Quality People and Organizations. (2008). Toyota culture. New York: McGraw Hill.
Lycke, K. H., Grøttum, P., & Strømsø, H. I. (2006). Student learning strategies, mental models and learning outcomes in problem-based and traditional curricula in medicine. Medical Teacher, 28, 717-722.
MacMillian, A. (2007). She’s got game. Leaders for manufacturing on-line news. Cambridge: MIT Press.
Maginnis, A. (2008, May). Lean manufacturing boot camps at the University of Kentucky. Paper presented at the 2008 Industrial Engineering Research Conference, Vancouver, BC, Canada.
McCaulley, M. H. (1990). The MBTI and individual pathways in engineering design. Engineer-ing Education, 80, 537-542.
McManus, H. L., & Rebentisch, E. (2006a). Lean enterprise product development simulation and short course. Cambridge: Lean Aerospace Initiative, MIT.
McManus, H. L., & Rebentish, E. S. (2006b). Lean enterprise value simulation: The game. Cambridge: Lean Aerospace Initiative, MIT.
McManus, H. L., Rebentisch, E., Stanke, A., & Murman, E. (2007, June). Teaching lean think-ing principles through hands-on simulations. Paper presented at the 3rd International CDIO Conference, MIT, Cambridge.
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from
484 Simulation & Gaming 41(4)
Ncube, L. B. (2007, October). Exploring the application of experiential learning in developing technology and engineering concepts: The lean lemonade tycoon. Paper presented at the 37th American Society for Engineering Education/Institute of Electrical and Electronics Engineers (ASEE/IEEE) Frontiers in Education Conference, Milwaukee, WI.
National Institute of Standards and Technology Manufacturing Extension Partnership. (1998). Principles of lean manufacturing with live simulation. Gaithersburg, MD: Author.
Norman, G. R., & Schmidt, H. G. (2000). Effectiveness of problem-based learning curricula: Theory, practice and paper darts. Medical Education, 34, 721-728.
Osono, E., Shimizu, N., & Takeuchi, H. (2008). Extreme Toyota. New York: John Wiley.Ozelkan, E. C., & Galambosi, A. (2007, June). Lampshade game for teaching lean manufactur-
ing. Paper presented at the American Society for Engineering Education (ASEE) Annual Conference and Exposition, Honolulu, HI.
Ozelkan, E. C., & Galambosi, A. (2008, May). Lampshade game for teaching lean manufactur-ing. Paper presented at the 2008 Industrial Engineering Research Conference, Vancouver, BC, Canada.
Price, J. (2008, May). Lean manufacturing boot camps at the University of Kentucky. Paper presented at the 2008 Industrial Engineering Research Conference, Vancouver, BC, Canada.
Prince, M. (2004). Does active learning work? A review of the research. Journal of Engineering Education, 93, 223-231.
Riis, J., Hohansen, J., & Millelsen, H. (1995). Simulation games and learning in production management: An introduction. In J. O. Riis (Ed.), Simulation games and learning in produc-tion management (pp. 3-11). London: Chapman & Hall.
Rolfe, J. M., & Hampson, B. P. (2003) Flight simulation: Viability versus liability issues of accuracy, data and validation. Aeronautical Journal, 107, 631-635.
Shewhart, W. (1980). Economic control of quality of manufactured product. Milwaukee, WI: American Society for Quality.
Simpson, E. (1971). Educational objectives in the psychomotor domain. In M. Kapfer (Ed.), Behavioral objectives in curriculum development. Englewood Cliffs, NJ: Educational Technology.
Slonim, R., &Roth, A. E. (1998). Learning in high stages ultimatum games: An experiment in the Slovak Republic. Econometrica, 66, 569-596.
Stier, K. W. (2003). Teaching lean manufacturing concepts through project-based learning and simulation. Journal of Industrial Technology, 19, 1-6.
Toyota Motor Engineering and Manufacturing North America. (2007). Toyota communication basics. Unpublished technical presentation, Toyota Motor Manufacturing and Engineering North America, Erlanger, KY.
Toyota Motor Manufacturing Kentucky. (2006). Toyota production system terms. Georgetown, KY: Author. Retrieved March 13, 2009, from http://www.toyotageorgetown.com/terms.asp
University of Kentucky. (1994). Lean training. Lexington. KY: Center for Manufacturing, Uni-versity of Kentucky.
University of Kentucky. (2004a). Lean manufacturing boot camp II. Lexington. KY: Center for Manufacturing, University of Kentucky.
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from

Badurdeen et al. 485
University of Kentucky. (2004b). Lean manufacturing certification program. Lexington. KY: Center for Manufacturing, University of Kentucky.
Verma, A. K. (2003, October). Simulation tools and training programs in lean manufacturing: Current status. Report submitted to the National Shipbuilding Research, Advanced Ship-building Enterprise Program.
Verma, A. K. (2006). Teaching lean manufacturing concepts using physical simulations within engineering technology program. Washington, DC: American Society for Engineering Edu-cation.
Verma, A. K. (2007, June). Enhancing student learning in engineering technology programs—A case for physical simulations. Paper presented at the 2007 American Society for Engineer-ing Education, Honolulu, HI.
Verma, A. K., & Devulapalli, J. (2006, October). Development of a board game simulation activity for value stream mapping and analysis training. Paper presented at the annual meet-ing of the Lean Aerospace Initiative Ed Net, Worcester, MA.
Verma, A. K., Hirkannawar, H., & Devulapalli, J. (2005, November). Design of simulation tools for training programs in lean manufacturing. Paper presented at the 2005 ASME Inter-national Mechanical Engineering Congress and Exposition, Orlando, FL.
Verma, A. K., Hughes, J., & Christman, S. (2004, July). Enhancing instruction in lean man-ufacturing through development of simulation activities in shipbuilding operation. Paper presented at the American Society for Engineering Education Annual Conference and Expo-sition, Salt Lake City, UT.
Winarchick, C. and Carlisle, T. (2006, June). Use of physical simulation and a common product through a series of courses to illustrate industrial and manufacturing engineering prin-ciples. Paper presented at the 2006 American Society for Engineering Education (ASEE) Conference, Chicago.
Bios
Fazleena Badurdeen is an assistant professor of mechanical engineering, with a joint appoint-ment in the Center for Manufacturing, at the University of Kentucky. She received her PhD in integrated engineering from Ohio University. Her research interests are in manufacturing systems, including lean and sustainable manufacturing. She has published in a variety of journals and pre-sented at national and international conferences. Contact: 210A CRMS Building, University of Kentucky, Lexington, KY 40506, USA; +1 859-257-6262 x 436 (t); [email protected].
Phil Marksberry works for the Center for Manufacturing, University of Kentucky Lean Manu-facturing program, teaching both academic and industry courses. He received his PhD in mechanical engineering from the University of Kentucky and has more than 12 years of indus-try experience. His research interests include the study of the Toyota Production System and the transformation process.
Arlie Hall holds a doctorate in human resource development from Vanderbilt University. He did his undergraduate work in electrical engineering and business administration. He is a retired
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from

486 Simulation & Gaming 41(4)
former IBM engineer and currently is an assistant professor in mechanical engineering, Univer-sity of Kentucky. He developed University of Kentucky’s lean manufacturing curriculum and has taught lean principles and concepts for more than 20 years.
Bob Gregory is a technical writer on staff at the Center for Manufacturing at the University of Kentucky. He received his PhD in English from the University of California, Irvine. His research interests include the function of metaphor in innovation and organizational learning and the language issues involved in sustainable consumption.
at PENNSYLVANIA STATE UNIV on September 17, 2016sag.sagepub.comDownloaded from