
Isomerization of n-heptane on Pt/MOR/Al2O3 catalysts
8
ISSN 20700504, Catalysis in Industry, 2014, Vol. 6, No. 3, pp. 223–230. © Pleiades Publishing, Ltd., 2014. Original Russian Text © M.D. Smolikov, V.A. Shkurenok, S.S. Yablokova, D.I. Kir’yanov, E.A. Belopukhov, V.I. Zaikovskii, A.S. Belyi, 2014, published in Kataliz v Promyshlennosti. 223 INTRODUCTION According to Customs Union Technical Regula tions [1], the requirements for Class 4 gasoline will become effective in Russia as of January 1, 2015; those for Class 5 gasoline, one year later. Limiting the content of aromatic hydrocarbons (including benzene) in gaso lines to 35.0 and 1.0 vol %, respectively, is one of the main requirements. It is worth noting that reformate (the product of catalytic reforming and the basic com ponent of gasoline) contains 65–70 wt % aromatic hydrocarbons (including 2–6 wt % benzene), depend ing on the quality of the initial material and the sever ity of the process. The average fraction of reformate at oil refineries in Russia is 50%, and can be as high as 70–75% when there is no catalytic cracking at a plant (i.e., at every other plant) [2, 3]. The content of aro matic hydrocarbons and benzene in the reformate thus determines their levels in commercial gasoline. Separating the broad IBP–180°C gasoline fraction into not two (IBP–85°C and 85–180°C fractions) but into three constituents (fractions IBP–70°C, the raw material for the isomerization of C 5 –C 6 paraffins; 105–180°C, the raw material for catalytic reforming; and 70–105°C, containing mostly heptanes and sent for isomerization) is one way of solving this problem [4]. Isolating an additional 70–105°C fraction opti mizes the composition of the raw materials for the isomerization of C 5 –C 6 paraffins (minimizing the content of C 6 naphthenes and benzene) and catalytic reforming (minimizing the content of benzeneform ing compounds and raising the molecular weight of the paraffin fraction with an increase in the selectivity of aromatization). On the other hand, the isomerization of the 70– 105°C fraction excludes the formation of toluene and allows us to significantly reduce the content of aro matic hydrocarbons in commercial gasoline (by 5– 10 wt %, depending on the composition of the initial material and the part of reformate in the commercial gasoline). The content of benzene in the reformate also falls considerably, making it possible to meet the requirements for its content in commercial gasoline without any additional processing of the reformate’s light fraction. It is worth emphasizing that the low research octane numbers (RON) of nheptane (0) and its monosubstituted methylhexane (42–52) isomers pre vent us from using the per pass mode of the technolog ical process for the isomerization of the 70–105°C heptane fraction, since this can be done for the isomerization of C 5 –C 6 paraffins (RON of the isomer izate is 52–56 vs. 80–84, respectively). It is therefore necessary to isolate the lowoctane components (nheptane and methylhexanes) from the product and recycle them through mixing with the initial material. RON of the target mixture of dimethylpentanes and 2,2,3trimethylbutane can then be as high as 85–87, corresponding to the octane number of the product obtained by processing the 70–105°C fraction follow ing the catalytic reforming mode. Isomerization of nHeptane on Pt/MOR/Al 2 O 3 Catalysts M. D. Smolikov a, b , V. A. Shkurenok a , S. S. Yablokova a , D. I. Kir’yanov a , E. A. Belopukhov a , V. I. Zaikovskii c , and A. S. Belyi a, b a Institute of Hydrocarbons Processing, Siberian Branch, Russian Academy of Sciences, Omsk, 644040 Russia b Omsk State Technical University, Omsk, 644050 Russia c Boreskov Institute of Catalysis, Siberian Branch, Russian Academy of Sciences, Novosibirsk, 630090 Russia email: [email protected]; [email protected]; [email protected] Accepted January 27, 2014 Abstract—Pt/MOR/Al 2 O 3 catalysts with mordenite zeolite contents of 10 to 50 wt % are prepared. Solutions of H 2 PtCl 6 and [Pt(NH 3 ) 4 ]Cl 2 are used as precursors of Pt. It is shown by means of transmission electron microscopy (TEM) that the localization of platinum on a MOR/Al 2 O 3 mixed support depends directly on the nature of the metal’s precursor. The catalysts are tested in the isomerization of nheptane. It is shown that the best samples of catalysts provide yields of the target products (dimethyl and trimethyl substituted isomers of heptanes) on the level of 21 wt % at a temperature of 280°C, while those of a C 5+ stable catalyzate are on the level of 79–82 wt %. The catalysts can be used to improve the environmental friendliness of gasolines by employing them in the isomerization of the 70–105°C fraction of directly distilled gasoline. Keywords: mordenite, platinum catalysts, platinum localization, nheptane isomerization DOI: 10.1134/S207005041403012X CATALYSIS IN PETROLEUM REFINING INDUSTRY
-
Upload
manchester -
Category
Documents
-
view
0 -
download
0
Transcript of Isomerization of n-heptane on Pt/MOR/Al2O3 catalysts
ISSN 2070�0504, Catalysis in Industry, 2014, Vol. 6, No. 3, pp. 223–230. © Pleiades Publishing, Ltd., 2014.Original Russian Text © M.D. Smolikov, V.A. Shkurenok, S.S. Yablokova, D.I. Kir’yanov, E.A. Belopukhov, V.I. Zaikovskii, A.S. Belyi, 2014, published in Kataliz v Promyshlennosti.
223
INTRODUCTION
According to Customs Union Technical Regula�tions [1], the requirements for Class 4 gasoline willbecome effective in Russia as of January 1, 2015; thosefor Class 5 gasoline, one year later. Limiting the contentof aromatic hydrocarbons (including benzene) in gaso�lines to 35.0 and 1.0 vol %, respectively, is one of themain requirements. It is worth noting that reformate(the product of catalytic reforming and the basic com�ponent of gasoline) contains 65–70 wt % aromatichydrocarbons (including 2–6 wt % benzene), depend�ing on the quality of the initial material and the sever�ity of the process. The average fraction of reformate atoil refineries in Russia is 50%, and can be as high as70–75% when there is no catalytic cracking at a plant(i.e., at every other plant) [2, 3]. The content of aro�matic hydrocarbons and benzene in the reformate thusdetermines their levels in commercial gasoline.
Separating the broad IBP–180°C gasoline fractioninto not two (IBP–85°C and 85–180°C fractions) butinto three constituents (fractions IBP–70°C, the rawmaterial for the isomerization of C5–C6 paraffins;105–180°C, the raw material for catalytic reforming;and 70–105°C, containing mostly heptanes and sentfor isomerization) is one way of solving this problem[4]. Isolating an additional 70–105°C fraction opti�mizes the composition of the raw materials for theisomerization of C5–C6 paraffins (minimizing thecontent of C6 naphthenes and benzene) and catalyticreforming (minimizing the content of benzene�form�
ing compounds and raising the molecular weight of theparaffin fraction with an increase in the selectivity ofaromatization).
On the other hand, the isomerization of the 70–105°C fraction excludes the formation of toluene andallows us to significantly reduce the content of aro�matic hydrocarbons in commercial gasoline (by 5–10 wt %, depending on the composition of the initialmaterial and the part of reformate in the commercialgasoline). The content of benzene in the reformatealso falls considerably, making it possible to meet therequirements for its content in commercial gasolinewithout any additional processing of the reformate’slight fraction.
It is worth emphasizing that the low researchoctane numbers (RON) of n�heptane (0) and itsmonosubstituted methylhexane (42–52) isomers pre�vent us from using the per pass mode of the technolog�ical process for the isomerization of the 70–105°Cheptane fraction, since this can be done for theisomerization of C5–C6 paraffins (RON of the isomer�izate is 52–56 vs. 80–84, respectively). It is thereforenecessary to isolate the low�octane components(n�heptane and methylhexanes) from the product andrecycle them through mixing with the initial material.RON of the target mixture of dimethylpentanes and2,2,3�trimethylbutane can then be as high as 85–87,corresponding to the octane number of the productobtained by processing the 70–105°C fraction follow�ing the catalytic reforming mode.
Isomerization of n�Heptane on Pt/MOR/Al2O3 CatalystsM. D. Smolikova, b, V. A. Shkurenoka, S. S. Yablokovaa, D. I. Kir’yanova,
E. A. Belopukhova, V. I. Zaikovskiic, and A. S. Belyia, b
aInstitute of Hydrocarbons Processing, Siberian Branch, Russian Academy of Sciences, Omsk, 644040 RussiabOmsk State Technical University, Omsk, 644050 Russia
cBoreskov Institute of Catalysis, Siberian Branch, Russian Academy of Sciences, Novosibirsk, 630090 Russiae�mail: [email protected]; [email protected]; [email protected]
Accepted January 27, 2014
Abstract—Pt/MOR/Al2O3 catalysts with mordenite zeolite contents of 10 to 50 wt % are prepared. Solutionsof H2PtCl6 and [Pt(NH3)4]Cl2 are used as precursors of Pt. It is shown by means of transmission electronmicroscopy (TEM) that the localization of platinum on a MOR/Al2O3 mixed support depends directly on thenature of the metal’s precursor. The catalysts are tested in the isomerization of n�heptane. It is shown that thebest samples of catalysts provide yields of the target products (dimethyl and trimethyl substituted isomers ofheptanes) on the level of 21 wt % at a temperature of 280°C, while those of a C5+ stable catalyzate are on thelevel of 79–82 wt %. The catalysts can be used to improve the environmental friendliness of gasolines byemploying them in the isomerization of the 70–105°C fraction of directly distilled gasoline.
Keywords: mordenite, platinum catalysts, platinum localization, n�heptane isomerization
DOI: 10.1134/S207005041403012X
CATALYSIS IN PETROLEUM REFINING INDUSTRY

224
CATALYSIS IN INDUSTRY Vol. 6 No. 3 2014
SMOLIKOV et al.
Figure 1 shows data on the composition of an equi�librium mixture of n�heptane, methylhexanes, anddimethyl and trimethyl substituted isomers (DTMSes)[5]. It appears that the low�temperature area up to200°C is the one that is best for the formation ofDTMSes, which proceeds in a manner similar to theformation of 2,2�dimethylbutane in the isomerizationof n�hexane. In contrast to pentanes and hexanes,heptanes can undergo a side reaction of hydrocrackingwith the formation of such gaseous products as pro�pane and butane when catalysts with enhanced acidityare used. The favored temperature range for process�ing the 70–105°C fraction therefore shifts to the areaof 150–350°C, where catalysts with the optimumacidity for suppressing the side reactions of hydroc�racking and the dehydration of C6–C7 naphthenesinto aromatic hydrocarbons are used.
Systems based on zeolites (H�MOR, Hβ, HY,
HZSM�5), and WO3/ZrO2 have beenproposed for use as catalysts in the isomerization ofn�heptane [6–8].
According to the literature data, the best perfor�mance is achieved on tungsten�containing catalysts.However, it would be logical to first investigate theactivity of catalysts based on H�mordenite zeolite inthe isomerization of n�heptane, since its production iswell established on an industrial scale for the isomer�ization of pentane–hexane fractions. According to thedata of [9], Pt/H�MOR catalyst can also be used in thehydroisomerization of benzene and the isomerizationof cyclohexane, which are also present in the 70–105°C fraction during optimization of the acid func�tion.
The aim of this work is to optimize the acidic prop�erties of a catalyst support by adding an aluminumoxide binding agent, and to determine the effect of
SO42–
/ZrO2,
platinum precursors in the forms of H2PtCl6 and[Pt(NH3)4]Cl2 on catalytic performance in theisomerization of n�heptane.
EXPERIMENTAL
The catalysts were prepared on MOR/Al2O3 mixedsupport with compounds of platinum (H2PtCl6 and[Pt(NH3)4]Cl2) used for impregnation. In order toprepare the catalyst supports, the NH4�form ofmordenite (MOR) (Zeolyst International) with aSiO2/Al2O3 = 20 was used in combination withpseudoboehmite (AlOOH) (Sasol Germany GmbH).The powders were mixed at the initial stage beforepeptization of the pseudoboehmite. After extrusion,the mixed support was dried and calcined in air at500°C; the NH4�form of mordenite was transformedinto the H�form, while pseudoboehmite became alu�minum γ�oxide. The acidity of the mixed support wascontrolled by varying the zeolite : binding agent ratio;the content of mordenite in the mixed support rangedfrom 10 to 50 wt %. The mixed support was then des�ignated AMOR�10–50, where A is aluminum oxide,MOR is mordenite, and the index number is theweight content of the zeolite in the support.
To prepare PtAc/AMOR�10–50 catalysts, platinumwas loaded by impregnating the support with a solu�tion of the acid H2PtCl6. To prepare PtAm/AMOR�10–50 catalysts, platinum was loaded by impregnatingthe support with a solution of platinum ammine[Pt(NH3)4]Cl2. The content of platinum in the fin�ished catalysts was 0.3 wt %. The nomenclature andcompositions of the investigated catalysts are pre�sented in Table 1.
After impregnating the platinum, all catalysts weredried in air at 120°C, while the catalysts preparedusing platinum ammine were additionally calcined ina flow of dehumidified air at 450°C for 3 h after drying.
Our studies of the catalyst samples in the isomer�ization of n�heptane were performed on a flow unitequipped with an isothermal tubular reactor. The vol�ume of the catalyst charged into the reactor was 2 cm3
(the 0.25–0.75 mm fraction). The charged catalystwas reduced in a flow of purified hydrogen as the tem�perature slowly rose to 350°C over 1 h and was held atthis temperature for an additional 1 h. Chemicallypure grade n�heptane was used as the raw material.Testing conditions were T = 200–320°C, P = 1.5MPa, H2/CH = 3/1 (mol). The liquid hourly spacevelocity (LHSV) of n�heptane was 1 h–1.
The analysis of the products was performed in anon�line mode on a Tsvet�800 chromatographequipped with a PONA/PIONA capillary column(J&W Scientific). The conversion of n�heptane servedas a measure of the catalyst’s activity. The selectivity ofisomerization was determined as the ratio of the totalyield of heptane isomers to the total yield of products
100
80
60
40
20
0 300200100 400
T, °C
1
2
3
Con
ten
t, w
t %
Fig. 1. Content of (1) n�heptane, (2) monosubstituted iso�mers, and (3) dimethyl and trimethyl substituted isomersin an equilibrium mixture.

CATALYSIS IN INDUSTRY Vol. 6 No. 3 2014
ISOMERIZATION OF n�HEPTANE ON Pt/MOR/Al2O3 CATALYSTS 225
from the isomerization reaction. The depth of isomer�ization, which was determined as the weight content ofdimethyl and trimethyl substituted high�octane iso�mers of heptane in the total amount of heptanes,served as a measure of the quality of the isomerizate.
The points of localization of the platinum particlesin the catalysts were observed directly via high resolu�tion transmission electron microscopy (HRTEM).The images were obtained on a JEM�2010 electronmicroscope (JEOL, Japan) with a lattice resolution of0.14 nm at an accelerating potential of 200 kV. Testsamples in the form of suspensions in ethanol wereplaced on perforated carbon films fixed on standardcopper grids, dried at room temperature, and intro�duced into the sample chamber of the electron micro�scope. The aggregates of the particles of the samples inthe suspensions were disintegrated through ultrasonicdispersing at a frequency of 35 kHz and emittance ofno more than 1 W/cm2. Our HRTEM studies wereperformed on model catalysts with elevated metalcontents (Table 2).
RESULTS AND DISCUSSION
Isomerization of n�Heptane on Pt/MOR/Al2O3 Catalysts Prepared with H2PtCl6
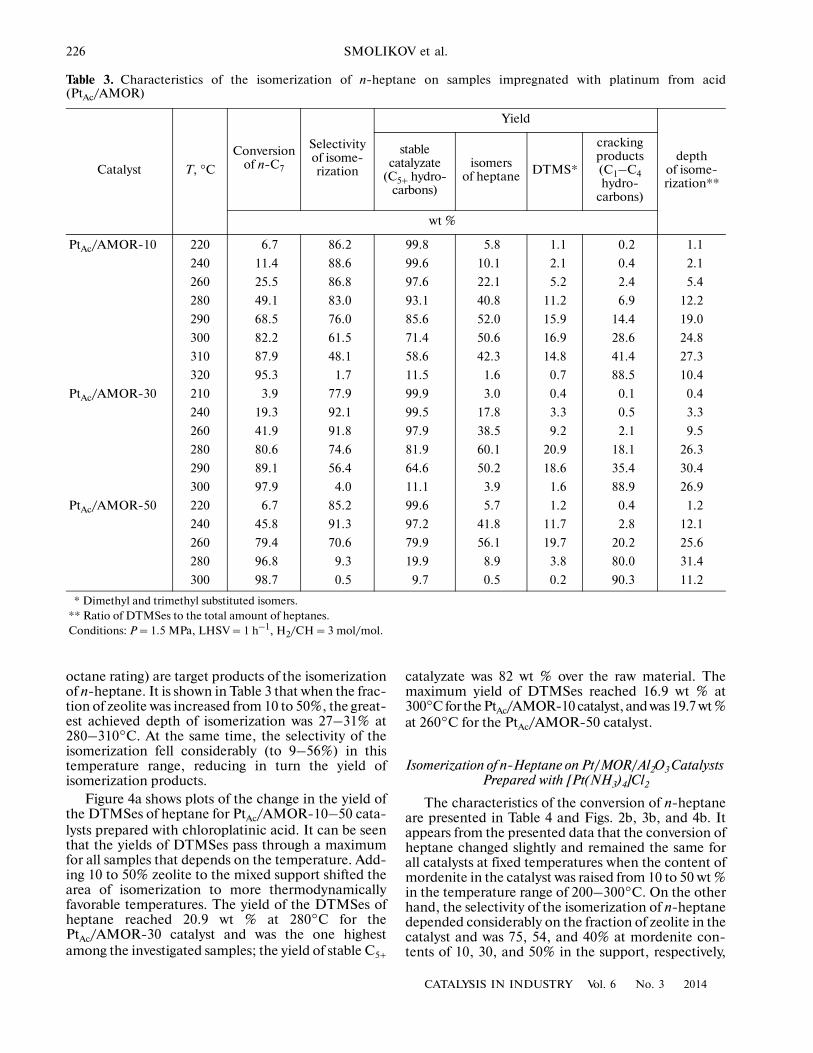
Characteristics of the conversion of n�heptane arepresented in Table 3 and Figs. 2a, 3a, and 4a. Itappears from the presented data that the activity(characterized by the value of conversion) increased asthe content of mordenite in the composition of thecatalyst grew (see Fig. 2a). The selectivity of the pro�cess remained at high levels of 74–89% when the con�version of n�heptane changed in the range of 68–80%;this explains the high yield of 85–97 wt % liquid C5+
isomerization products in the range of temperaturesup to 280°C. At higher temperatures, the selectivity of theisomerization of n�heptane dropped sharply (Fig. 3a).The reduced selectivity is in this case explained by anincrease in the rate of side cracking reactions accom�panied by the formation of gaseous products with C3–C4 composition (Table 3); this in turn is due to the highacidity of the zeolite component in the composition ofthe mixed catalyst supports.
As was noted above, the branched DTMSes of hep�tane that determine the quality of the isomerizate (its
Table 1. Nomenclature and composition of catalysts
Sample Content of Pt,wt % Composition of the support,wt % Precursor of Pt
PtAc/AMOR�10 0.3 Al2O3 – 90H�Mordenite – 10
H2PtCl6PtAc/AMOR�30 0.3 Al2O3 – 70H�Mordenite – 30
PtAc/AMOR�50 0.3 Al2O3 – 50H�Mordenite – 50
PtAm/AMOR�10 0.3 Al2O3 – 90H�Mordenite – 10
[Pt(NH3)4]Cl2PtAm/AMOR�30 0.3 Al2O3 – 70H�Mordenite – 30
PtAm/AMOR�50 0.3 Al2O3 – 50H�Mordenite – 50
Table 2. Model samples of catalysts for electron microscopy
Sample Pt, wt % Composition of support, wt % Precursor of Pt
PtAm/MOR 1.39 H�Mordenite – 100
[Pt(NH3)4]Cl2
PtAm/AMOR 1.37Al2O3 – 70
H�Mordenite – 30
PtAc/A 1.44 Al2O3 – 100
H2PtCl6PtAc/AMOR 1.39 Al2O3 – 70
H�Mordenite – 30
226
CATALYSIS IN INDUSTRY Vol. 6 No. 3 2014
SMOLIKOV et al.
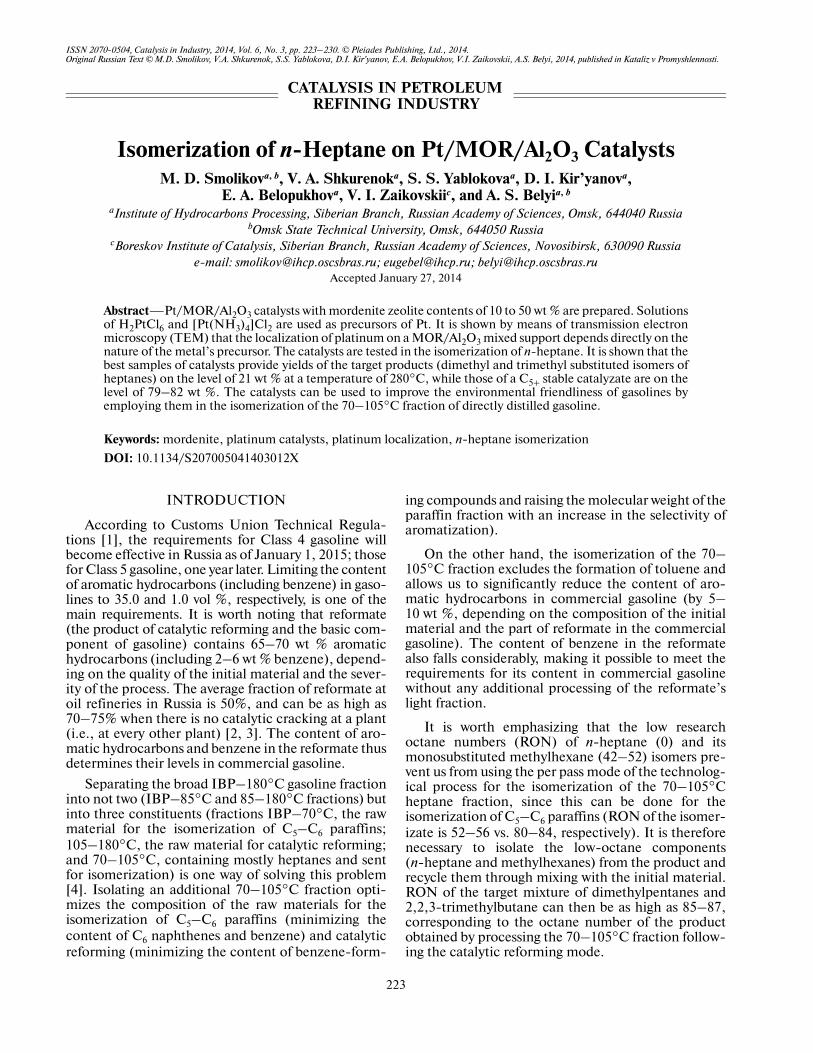
Table 3. Characteristics of the isomerization of n�heptane on samples impregnated with platinum from acid(PtAc/AMOR)
Catalyst T, °C
Conversion of n�C7
Selectivity of isome�rization
Yield
depth of isome�rization**
stable catalyzate
(C5+ hydro�carbons)
isomers of heptane DTMS*
cracking products (C1–C4 hydro�
carbons)
wt %
PtAc/AMOR�10 220 6.7 86.2 99.8 5.8 1.1 0.2 1.1
240 11.4 88.6 99.6 10.1 2.1 0.4 2.1
260 25.5 86.8 97.6 22.1 5.2 2.4 5.4
280 49.1 83.0 93.1 40.8 11.2 6.9 12.2
290 68.5 76.0 85.6 52.0 15.9 14.4 19.0
300 82.2 61.5 71.4 50.6 16.9 28.6 24.8
310 87.9 48.1 58.6 42.3 14.8 41.4 27.3
320 95.3 1.7 11.5 1.6 0.7 88.5 10.4
PtAc/AMOR�30 210 3.9 77.9 99.9 3.0 0.4 0.1 0.4
240 19.3 92.1 99.5 17.8 3.3 0.5 3.3
260 41.9 91.8 97.9 38.5 9.2 2.1 9.5
280 80.6 74.6 81.9 60.1 20.9 18.1 26.3
290 89.1 56.4 64.6 50.2 18.6 35.4 30.4
300 97.9 4.0 11.1 3.9 1.6 88.9 26.9
PtAc/AMOR�50 220 6.7 85.2 99.6 5.7 1.2 0.4 1.2
240 45.8 91.3 97.2 41.8 11.7 2.8 12.1
260 79.4 70.6 79.9 56.1 19.7 20.2 25.6
280 96.8 9.3 19.9 8.9 3.8 80.0 31.4
300 98.7 0.5 9.7 0.5 0.2 90.3 11.2
* Dimethyl and trimethyl substituted isomers.** Ratio of DTMSes to the total amount of heptanes.Conditions: P = 1.5 MPa, LHSV = 1 h–1, H2/CH = 3 mol/mol.
octane rating) are target products of the isomerizationof n�heptane. It is shown in Table 3 that when the frac�tion of zeolite was increased from 10 to 50%, the great�est achieved depth of isomerization was 27–31% at280–310°C. At the same time, the selectivity of theisomerization fell considerably (to 9–56%) in thistemperature range, reducing in turn the yield ofisomerization products.
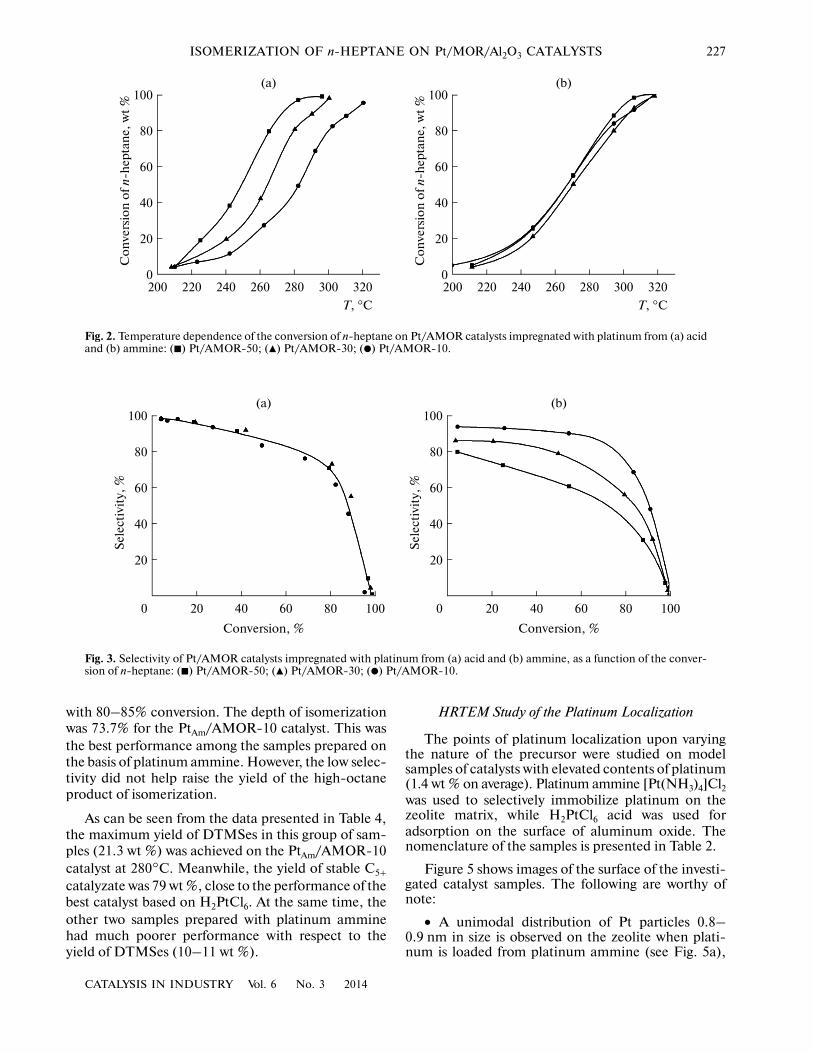
Figure 4a shows plots of the change in the yield ofthe DTMSes of heptane for PtAc/AMOR�10–50 cata�lysts prepared with chloroplatinic acid. It can be seenthat the yields of DTMSes pass through a maximumfor all samples that depends on the temperature. Add�ing 10 to 50% zeolite to the mixed support shifted thearea of isomerization to more thermodynamicallyfavorable temperatures. The yield of the DTMSes ofheptane reached 20.9 wt % at 280°C for thePtAc/AMOR�30 catalyst and was the one highestamong the investigated samples; the yield of stable C5+
catalyzate was 82 wt % over the raw material. Themaximum yield of DTMSes reached 16.9 wt % at300°C for the PtAc/AMOR�10 catalyst, and was 19.7 wt %at 260°C for the PtAc/AMOR�50 catalyst.
Isomerization of n�Heptane on Pt/MOR/Al2O3 Catalysts Prepared with [Pt(NH3)4]Cl2
The characteristics of the conversion of n�heptaneare presented in Table 4 and Figs. 2b, 3b, and 4b. Itappears from the presented data that the conversion ofheptane changed slightly and remained the same forall catalysts at fixed temperatures when the content ofmordenite in the catalyst was raised from 10 to 50 wt %in the temperature range of 200–300°C. On the otherhand, the selectivity of the isomerization of n�heptanedepended considerably on the fraction of zeolite in thecatalyst and was 75, 54, and 40% at mordenite con�tents of 10, 30, and 50% in the support, respectively,
CATALYSIS IN INDUSTRY Vol. 6 No. 3 2014
ISOMERIZATION OF n�HEPTANE ON Pt/MOR/Al2O3 CATALYSTS 227
with 80–85% conversion. The depth of isomerizationwas 73.7% for the PtAm/AMOR�10 catalyst. This wasthe best performance among the samples prepared onthe basis of platinum ammine. However, the low selec�tivity did not help raise the yield of the high�octaneproduct of isomerization.
As can be seen from the data presented in Table 4,the maximum yield of DTMSes in this group of sam�ples (21.3 wt %) was achieved on the PtAm/AMOR�10catalyst at 280°C. Meanwhile, the yield of stable C5+
catalyzate was 79 wt %, close to the performance of thebest catalyst based on H2PtCl6. At the same time, theother two samples prepared with platinum amminehad much poorer performance with respect to theyield of DTMSes (10–11 wt %).
HRTEM Study of the Platinum Localization
The points of platinum localization upon varyingthe nature of the precursor were studied on modelsamples of catalysts with elevated contents of platinum(1.4 wt % on average). Platinum ammine [Pt(NH3)4]Cl2was used to selectively immobilize platinum on thezeolite matrix, while H2PtCl6 acid was used foradsorption on the surface of aluminum oxide. Thenomenclature of the samples is presented in Table 2.
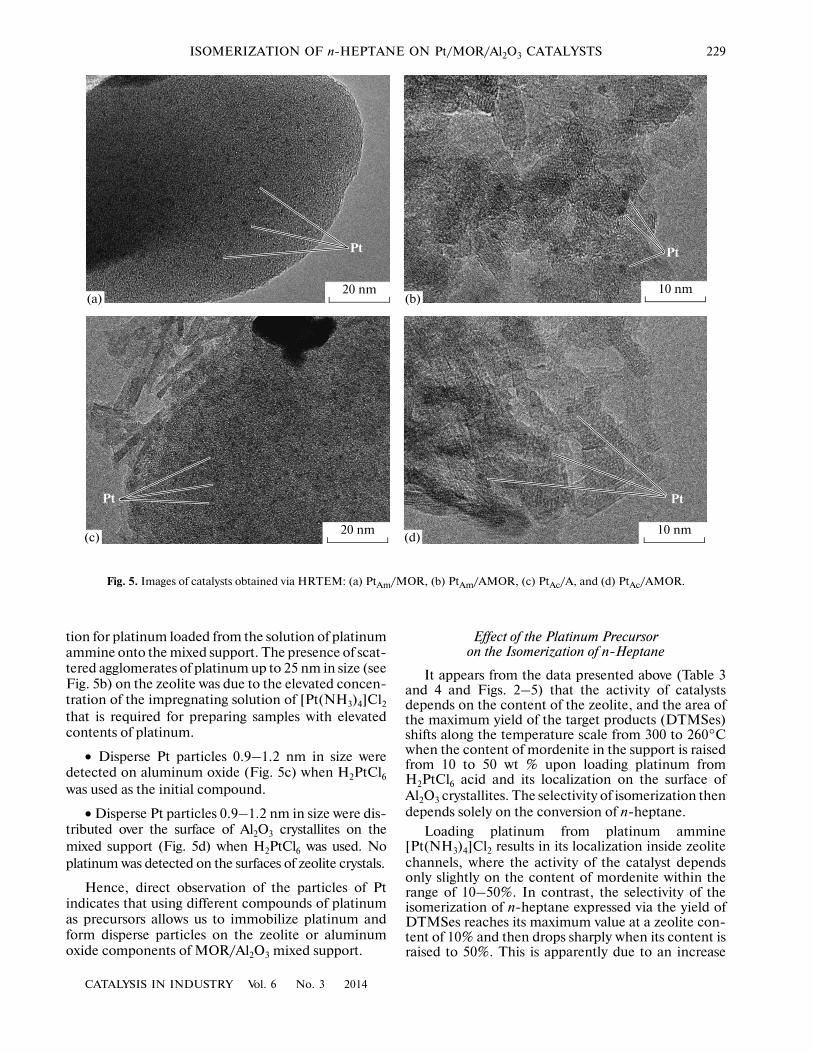
Figure 5 shows images of the surface of the investi�gated catalyst samples. The following are worthy ofnote:
• A unimodal distribution of Pt particles 0.8–0.9 nm in size is observed on the zeolite when plati�num is loaded from platinum ammine (see Fig. 5a),
(a) (b)100
80
60
40
20
0320280240200 260220 300
T, °C
Con
vers
ion
of n
�hep
tan
e, w
t %
100
80
60
40
20
0320280240200 260220 300
T, °C
Con
vers
ion
of n
�hep
tan
e, w
t %
Fig. 2. Temperature dependence of the conversion of n�heptane on Pt/AMOR catalysts impregnated with platinum from (a) acidand (b) ammine: (�) Pt/AMOR�50; (�) Pt/AMOR�30; (�) Pt/AMOR�10.
(a)
Sel
ecti
vity
, %
100
80
60
40
20
0 1008040 6020
Conversion, %
(b)S
elec
tivi
ty,
%100
80
60
40
20
0 1008040 6020
Conversion, %
Fig. 3. Selectivity of Pt/AMOR catalysts impregnated with platinum from (a) acid and (b) ammine, as a function of the conver�sion of n�heptane: (�) Pt/AMOR�50; (�) Pt/AMOR�30; (�) Pt/AMOR�10.

228
CATALYSIS IN INDUSTRY Vol. 6 No. 3 2014
SMOLIKOV et al.
25
20
15
10
5
0260200
30
220 240 280 300 320
T, °C
(a) (b)
25
20
15
10
5
0260200
30
220 240 280 300 320
T, °C
Yie
ld o
f DT
MS
, w
t %
Yie
ld o
f DT
MS
, w
t %
Fig. 4. Yield of DTMSes of heptane in the presence of Pt/AMOR catalysts impregnated with platinum from (a) acid and(b) ammine, as a function of temperature: (�) Pt/AMOR�50; (�) Pt/AMOR�30; (�) Pt/AMOR�10.
Table 4. Characteristics of the isomerization of n�heptane on samples impregnated with platinum from platinumammine (PtAm/AMOR)
Catalyst T,°CConversion
of n�C7
Selectivity of isome�rization
Yield
depth of isome�rization**
stable catalyzate
(C5+ hydro�carbons)
isomers of heptane DTMS*
cracking products (C1–C4 hydro�
carbons)
wt %
PtAm/AMOR�10 200 4.8 86.2 99.9 4.1 0.7 0.1 0.7240 25.8 93.1 98.9 24.0 5.4 1.1 5.5260 54.7 89.3 95.4 48.8 14.2 4.6 15.1280 83.7 70.7 78.7 59.1 21.3 21.3 28.3290 91.2 48.2 57.6 43.9 16.7 42.4 31.8300 99.9 4.9 18.7 4.9 3.6 81.4 73.7
PtAm/AMOR�30 210 3.8 83.2 99.8 3.2 0.6 0.2 0.6240 20.7 85.8 98.0 17.8 3.9 1.9 4.0260 49.9 79.0 91.7 39.4 11.0 8.3 12.3280 79.6 54.2 68.9 43.1 11.4 31.0 17.9290 92.6 31.4 44.3 28.9 10.9 55.7 29.6300 99.0 3.0 12.3 2.9 1.3 87.7 32.2
PtAm/AMOR�50 210 4.8 79.9 99.6 3.8 0.8 0.4 0.8240 25.1 72.6 94.6 18.2 4.6 5.4 4.9260 54.9 60.7 82.3 33.3 9.7 17.7 12.4280 88.0 30.9 48.1 27.2 9.6 51.9 24.6290 97.9 6.9 19.6 6.9 2.6 80.4 29.4300 99.8 0.2 10.1 0.2 0.2 89.9 50.5
* Dimethyl and trimethyl substituted isomers.** Ratio of DTMSes to the total amount of heptanes.Conditions: P = 1.5 MPa, LHSV = 1 h–1, H2/CH = 3 mol/mol.
coinciding with the size of zeolite channels. Almost allof the platinum is localized inside the zeolite channels;
• A narrow particle size distribution (0.8–0.9 nm)of the metal is also observed for the AMOR�30 mixed
support when platinum is loaded from platinumammine (see Fig. 5b). No particles of platinum weredetected on aluminum oxide; therefore, the inner sur�faces of the zeolite channels are also points of localiza�
CATALYSIS IN INDUSTRY Vol. 6 No. 3 2014
ISOMERIZATION OF n�HEPTANE ON Pt/MOR/Al2O3 CATALYSTS 229
tion for platinum loaded from the solution of platinumammine onto the mixed support. The presence of scat�tered agglomerates of platinum up to 25 nm in size (seeFig. 5b) on the zeolite was due to the elevated concen�tration of the impregnating solution of [Pt(NH3)4]Cl2
that is required for preparing samples with elevatedcontents of platinum.
• Disperse Pt particles 0.9–1.2 nm in size weredetected on aluminum oxide (Fig. 5c) when H2PtCl6
was used as the initial compound.
• Disperse Pt particles 0.9–1.2 nm in size were dis�tributed over the surface of Al2O3 crystallites on themixed support (Fig. 5d) when H2PtCl6 was used. Noplatinum was detected on the surfaces of zeolite crystals.
Hence, direct observation of the particles of Ptindicates that using different compounds of platinumas precursors allows us to immobilize platinum andform disperse particles on the zeolite or aluminumoxide components of MOR/Al2O3 mixed support.
Effect of the Platinum Precursoron the Isomerization of n�Heptane
It appears from the data presented above (Table 3and 4 and Figs. 2–5) that the activity of catalystsdepends on the content of the zeolite, and the area ofthe maximum yield of the target products (DTMSes)shifts along the temperature scale from 300 to 260°Cwhen the content of mordenite in the support is raisedfrom 10 to 50 wt % upon loading platinum fromH2PtCl6 acid and its localization on the surface ofAl2O3 crystallites. The selectivity of isomerization thendepends solely on the conversion of n�heptane.
Loading platinum from platinum ammine[Pt(NH3)4]Cl2 results in its localization inside zeolitechannels, where the activity of the catalyst dependsonly slightly on the content of mordenite within therange of 10–50%. In contrast, the selectivity of theisomerization of n�heptane expressed via the yield ofDTMSes reaches its maximum value at a zeolite con�tent of 10% and then drops sharply when its content israised to 50%. This is apparently due to an increase
(а)20 nm 10 nm
10 nm20 nm
PtPt
Pt Pt
(b)
(c) (d)
Fig. 5. Images of catalysts obtained via HRTEM: (a) PtAm/MOR, (b) PtAm/AMOR, (c) PtAc/A, and (d) PtAc/AMOR.

230
CATALYSIS IN INDUSTRY Vol. 6 No. 3 2014
SMOLIKOV et al.
both in the strength of the acidic centers during thelocalization of platinum particles inside the zeolitechannels and in the number of these centers when thecontent of mordenite is raised. As a result, the contri�bution from the side reaction of heptane hydrocrack�ing grows and the selectivity of the target reaction isreduced. This problem requires further investigation.
CONCLUSIONS
It was shown that loading platinum from differentprecursors (H2PtCl6 and [Pt(NH3)4]Cl2) ontoMOR/Al2O3 mixed support allows us to control thepoint of its localization in the form of dispersed parti�cles with sizes of 0.8–1.2 nm either on surface of alu�minum oxide or inside zeolite channels.
It was found that catalysts based on H2PtCl6
yielded the target products (dimethyl and trimethylsubstituted isomers of heptane) at levels of 17–21 wt %at 260–300°C; the sample that was best in terms ofperformance was 30% zeolite. The catalyst based on[Pt(NH3)4]Cl2 yielded the target products at levels of10–21 wt % at 260–280°C; the best of these sampleswas 10 % zeolite. Under these conditions, the yield of
stable C5+ catalyzate was 79–82 wt % over the initialmaterial.
REFERENCES
1. Customs Union Technical Regulation, TR CU 013/2011.2. Belyi, A.S., Smolikov, M.D., Kir’yanov, D.I., and
Udras, I.E., Russ. J. Gen. Chem., 2007, vol. 77, no. 12,pp. 2243–2254.
3. Sitdikova, A.V., Kovin A.S., and Rakhimov, M.N.,Neftepererab. Neftekhim., 2009, no. 6, pp. 3–11.
4. RF Patent 2408659, 2009.5. Zhorov, Yu.M., Termodinamika khimicheskikh prot�
sessov (Thermodynamics of Chemical Processes),Moscow: Khimiya, 1985.
6. Liu, P., Zhang, X., Yao, Y., and Wang, J., Appl. Catal., A,2009, vol. 371, pp. 142–147.
7. Corma, A., Serra, J.M., and Chica, A., Catal. Today,2003, vol. 81, pp. 495–506.
8. Nie, Y., Shang, S., Xu, X., Hua, W., Yue, Y., and Gao,Z., Appl. Catal., A, 2012, vols. 433–434, pp. 69–74.
9. Belopukhov, E.A., Belyi, A.S., Smolikov, M.D.,Kir’yanov, D.I., and Gulyaeva, T.I., Cat. Ind., 2012,vol. 4, no. 4, pp. 253–260.
Translated by E. Boltukhina




















