Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using...
10
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 www.ijaser.com © 2014 by the authors – Licensee IJASER- Under Creative Commons License 3.0 [email protected] Research article ISSN 2277 – 9442 ————————————— *Corresponding author (e-mail: [email protected]) 1079 Received on August 2014; Published on November 2014 Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW Umar M 1 , T.Deepan Bharathi Kannan 2 , Rajesh Kannan 3 , Murali K 3 1, Assistant Professor Department of Mechanical Engineering, CSI College of Engineering, Ketty Near Ooty, The Nilgiris, Tamil Nadu, India - 643215. 2. Junior Research Fellow National Intuit of Technology Trichy, Tamil Nadu, India 3, Assistant professor Department of Mechanical Engineering, M.A.M School of Engineering Trichy, Tamil Nadu, India . DOI: 10.6088/ijaser.030600008 Abstract: Welding is the process of joining two similar or dissimilar metals by heating them. It can be done with or without the application of external pressure and also it can be done with or without the application of filler metals. In that, Pulsed Gas Metal Arc Welding (P-GMAW) is a widely used process in the industries to weld the austenitic stainless steel. It offers spray metal transfer at low average currents, high metal deposition rate, versatility, less distortion and the ability to be used in automated robotic welding systems. This study mainly focuses on welded SS347H austenitic stainless steel. It has good strength and the ability to resist the corrosion. To obtain its mechanical and metallurgical properties a study has been performed on SS347H austenitic stainless steel tube. For that the weld joints were made on the tube with the constant process parameters viz., wire feed rate, travel speed and gas flow rate by using P-GMAW process. The mechanical tests viz., tensile test, bend test, and hardness test were carried out and the metallurgical tests viz., microstructure, bead geometry and corrosion tests were conducted on the welded specimens. The experimental results are observed and analyzed. Keyword: Austenitic stainless steel. Mechanical properties Metallurgical properties P-GMAW 1. Introduction Stainless steel is an alloy, which is iron based and contains various combinations of other elements to give it characteristics suitable for a wide range of applications. SS347H austenitic stainless steel is used for cryogenic applications that contains minimum of 17% chromium and 9 % nickel. This steel is used in chemical and petrochemical industries as cryogenic vessels and as heat exchangers. SS347H austenitic stainless steel has the properties of high resistance to corrosion and wear, high strength and good weldability at a particular welding condition. The mechanical and metallurgical properties of a weld depend on the chemical composition, thermal history and bead geometry. For making good welds, it is essential that proper fusion to be obtained between the parent metal and the material deposited from the electrode. The surface of the base metal should be thoroughly melted so as to form an arc crater of sufficient depth. If the metal droplets from the electrode and heat of arc are not able to fuse the base metal, shallow crater will form on the weldment. In P-GMAW, the current pulsing reduces overall heat input without any spatter. It is a variation of constant current welding which involves cycling of the welding current from a high to a low level at a selected regular frequency. This process works by forming one droplet of molten metal at the end of the electrode
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using...

Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 www.ijaser.com
© 2014 by the authors – Licensee IJASER- Under Creative Commons License 3.0 [email protected]
Research article ISSN 2277 – 9442
—————————————
*Corresponding author (e-mail: [email protected]) 1079
Received on August 2014; Published on November 2014
Investigation of mechanical properties of welded SS347H
austenitic stainless steel tube by using P-GMAW
Umar M 1, T.Deepan Bharathi Kannan
2, Rajesh Kannan
3, Murali K
3
1, Assistant Professor Department of Mechanical Engineering, CSI College of Engineering, Ketty Near
Ooty, The Nilgiris, Tamil Nadu, India - 643215. 2.
Junior Research Fellow National Intuit of Technology Trichy, Tamil Nadu, India 3, Assistant professor Department of Mechanical Engineering, M.A.M School of Engineering Trichy, Tamil
Nadu, India .
DOI: 10.6088/ijaser.030600008
Abstract: Welding is the process of joining two similar or dissimilar metals by heating them. It can be
done with or without the application of external pressure and also it can be done with or without the
application of filler metals. In that, Pulsed Gas Metal Arc Welding (P-GMAW) is a widely used process in
the industries to weld the austenitic stainless steel. It offers spray metal transfer at low average currents,
high metal deposition rate, versatility, less distortion and the ability to be used in automated robotic
welding systems. This study mainly focuses on welded SS347H austenitic stainless steel. It has good
strength and the ability to resist the corrosion. To obtain its mechanical and metallurgical properties a study
has been performed on SS347H austenitic stainless steel tube. For that the weld joints were made on the
tube with the constant process parameters viz., wire feed rate, travel speed and gas flow rate by using
P-GMAW process. The mechanical tests viz., tensile test, bend test, and hardness test were carried out and
the metallurgical tests viz., microstructure, bead geometry and corrosion tests were conducted on the
welded specimens. The experimental results are observed and analyzed.
Keyword: Austenitic stainless steel. Mechanical properties Metallurgical properties P-GMAW
1. Introduction
Stainless steel is an alloy, which is iron based and contains various combinations of other elements to give
it characteristics suitable for a wide range of applications. SS347H austenitic stainless steel is used for
cryogenic applications that contains minimum of 17% chromium and 9 % nickel. This steel is used in
chemical and petrochemical industries as cryogenic vessels and as heat exchangers. SS347H austenitic
stainless steel has the properties of high resistance to corrosion and wear, high strength and good
weldability at a particular welding condition. The mechanical and metallurgical properties of a weld
depend on the chemical composition, thermal history and bead geometry. For making good welds, it is
essential that proper fusion to be obtained between the parent metal and the material deposited from the
electrode. The surface of the base metal should be thoroughly melted so as to form an arc crater of
sufficient depth. If the metal droplets from the electrode and heat of arc are not able to fuse the base metal,
shallow crater will form on the weldment.
In P-GMAW, the current pulsing reduces overall heat input without any spatter. It is a variation of constant
current welding which involves cycling of the welding current from a high to a low level at a selected
regular frequency. This process works by forming one droplet of molten metal at the end of the electrode
Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW
Umar et al.,
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 1080
per pulse. The right amount of current is then added to push that droplet across the arc and into the puddle.
The detachment time is inversely proportional to the peak current magnitude. The high level of the peak
current is generally selected to achieve adequate penetration and bead contour, while the low level of the
background current is set at a level sufficient to maintain arc stability. The process parameters such as
welding speed, pulse parameters and welding voltage as well as electrode parameters like wire feed rate,
electrode extension and torch angle influence the process behavior during welding in P-GMAW.
Therefore, P-GMAW offers a unique opportunity to join the austenitic stainless steel without weld defects,
thus producing joints with strengths matching to the base material.
The present work is an experimental study of a weld which is carried out on the SS347H austenitic
stainless steel tube by using P-GAMW to find its mechanical and metallurgical properties. The mechanical
characteristics of the welded tube were evaluated by tensile, hardness and bending strength. The micro
structural studies of welded samples were examined by an optical microscope and no defects were
observed.
Have investigated the effect of pulse parameters on weld quality in P-GMAW process. They have found the
coarse grained weld microstructure, higher heat affected zone and lower penetration together with higher
reinforcement reduce the weld service life in continuous mode Gas Metal Arc Welding (GMAW) (Kamal
Pal and Surjya K.Pal.2011). They have chosen P-GMAW instead of GMAW to provide a better way for
overcoming these afore said problems. Current pulsing refines the grains in weld fusion zone with
increasing depth of penetration due to arc oscillations. The investigators have achieved optimum weld
characteristics by controlling the pulse parameters Kamal Pal and (Surjya K.Pal 2005), have investigated
the effect of pulse parameters on weld quality in P-GMAW process. They have found the coarse grained
weld microstructure, higher heat affected zone and lower penetration together with higher reinforcement
reduce the weld service life in continuous mode Gas Metal Arc Welding (GMAW). They have chosen
P-GMAW instead of GMAW to provide a better way for overcoming these afore said problems. Current
pulsing refines the grains in weld fusion zone with increasing depth of penetration due to arc oscillations.
The investigators have achieved optimum weld characteristics by controlling the pulse parameters.
(P.Sathiya, 2005) have investigated the mechanical and metallurgical properties of friction welded AISI
304 austenitic stainless steel. For this work the friction welding on austenitic stainless steel was carried out
using KUKA friction welding machine. Then they have conducted the mechanical and metallurgical tests
on the welded samples. The authors have found that the tensile strength is decreased with an increase of
friction time and the hardness increases with increasing friction time, (Itziar Tolosa, 2010) have
investigated the mechanical properties and variability with manufacturing orientation for a metallic alloy
manufactured by additive manufacturing using the technology of selective laser melting. They have
performed this study on AISI 316L austenitic stainless steel. The mechanical tests were performed in all the
possible directions of manufacturing by selective laser melting and high mechanical values have been
obtained, especially yield strength while keeping high values of ductility and notch impact resistance. The
authors have analyzed and compared the properties of this steel to those properties standardized and tested
for „wrought‟ products. (N.Arivazhagan, 2008) have investigated the behavior of weldment at elevated
temperatures and the rate of corrosion. They have carried out this investigation on friction welded AISI
4140 and AISI 304 steels under Na2 So4 + V2 O5 (60%) environment at 500 to 600°C under cyclic
conditions. The surface analytical techniques were used to characterize the resulting of oxide scales in the
weldment. From this research the authors have found that the thicker scale on the 4140 alloy side and the
scale on the 304 stainless steel side are thin and adherent. (Sabri Altintas et al.,) have investigated the

Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW
Umar et al.,
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 1081
effects of investment casting and forging process on the microstructure and mechanical properties of
friction welded AISI 1050 and AISI 304 steels. They have performed factorial design of experiments to join
investment cast AISI 1050 steels and forged AISI 1050 steels with AISI 304 austenitic stainless steel with
respect to the optimized process parameters. They have evaluated the joint performance by tensile and
hardness tests performed parallel & perpendicular to the weld interface and the microstructure was
examined by using optical microscope. At the end of this investigation the authors have concluded that the
friction welding of forged parts always exhibited higher tensile strength, lower hardness and more upset
than the cast parts. (A.H. Kokabi et al.,) have predicted the temperature field and weld pool geometry
during gas tungsten arc welding on 304 stainless steel by solving the governing equations of heat transfer
and fluid flow under quasi-steady state conditions. They have calculated the various solidification
parameters viz., weld pool geometry and weld thermal cycles by means of the model predictions. The
model considers the effects of various process parameters including welding speed and heat input.
The authors have found that the solidification behavior of the weld pool can be predicted properly by the
model predictions. (O.P.Gupta et al.,) have investigated the effect of process parameters and mathematical
model for the prediction of bead geometry in P-GMAW. The taguchi methods are applied to plan the
experiments. They have selected the five process parameters viz., wire feed rate, plate thickness, and pulse
frequency, pulse current magnitude and travel speed to develop the models using multiple regression
analysis. From this research the authors have concluded that the models can predict the bead geometry with
reasonable accuracy. (P.K. Palani and N.Murugan) have investigated the mechanical and corrosion resistant
properties of cladded components depends on the clad bead geometries. The experiments were conducted
by them to develop the models using a five level factorial design for 317L flux cored stainless steel wire
with IS:2062 structural steel as base metal. The models were developed and the experiments were
conducted. From this investigation the authors were observed that the interactive effect of the process
parameters on the bead geometry is significant and cannot be neglected. (T.Kannan et al.,) have
investigated the effect of process parameters on clad bead geometry and its shape relationships of stainless
steel claddings deposited by GMAW. For this investigation they have conducted the experiments based on
four factors, five level central composite rotatable design with full replication technique. The mathematical
models were developed using multiple regression method. At the end of this investigation the authors have
concluded that the weld bead width, height of reinforcement and depth of penetration increases with
increase in wire feed rate. (K.Manonmani et al.,) have investigated the effects of process parameters on the
bead geometry of laser beam butt welded stainless steel sheets.
They have developed the mathematical equations using a three factor 5- level factorial technique to predict
the geometry of weld bead in butt joints of 304 austenitic stainless steel sheets. They have used F-test and
T-test to check the significance of the models. The investigators concluded that the depth of penetration,
bead width and area of penetration increases with an increase of beam power and decreases with an
increase in beam angle. (P.Srinivasa et al.,) have investigated the effect of process parameters and
mathematical model for the prediction of bead geometry in P-GMAW process. In this investigation they
have chosen Taguchi methods to plan their experiments. They have performed bead on M.S plates by using
P-GMAW process and five process parameters viz.., Wire feed rate, Plate thickness, Pulse frequency, Pulse
current magnitude and Travel speeds are selected to develop the models using Multiple Regression
Analysis (MRA). At the end of this analysis the authors have concluded that the bead geometry is mainly
influenced by wire feed rate and WFR/TS ratio in P-GMAW. High wire feed rate with low travel speed will
Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW
Umar et al.,
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 1082
result in high penetration and low convexity of the bead. (Rakesh kumar et al.,) have investigated the
micro-structure, weld bead geometry, dilution rate and Mechanical properties of the butt and overlap weld
joints of 1-mm-thick 6082 aluminium alloy sheet. They have produced weld joints with the help of a
variant of gas metal arc welding (GMAW) process, i.e. direct current-pulsed GMAW (DC P-GMAW),
using a Vario wire. They have found that the new process showed good process stability in the welding of
thin sheets of aluminium, while weld mismatch was found to increase with an increase in heat input. They
have got the results of dilution in case of lap joints (10–25%) were less than that of butt joints (60–80%).
The Porosity (%) in weld joints was found in the range of 0.33–11.59%.
From this investigation the authors have found that the Mechanical properties of the welds are poor as the
tensile strength of the 6082 alloy welds was around 150 MPa, and percent elongation was about 1.3%, and
it was primarily due to high porosity. (Sukhomay Pal et al.,) have proposed to optimize the Pulsed Metal
Inert Gas (P-MIG) Welding process parameters using Grey-based Taguchi method. They have chosen the
welding process parameters for this analysis are pulse voltage, background voltage, pulse frequency, pulse
duty factor, wire feed rate, and table feed rate. The quality parameters considered are the tensile strength,
bead geometry, transverse shrinkage, angular distortion, and deposition efficiency. They have performed
Analysis of variance to find out the impact of individual process parameter on the quality parameters. From
this investigation the authors have found that the pulse voltage was the most influential process parameter.
From the observations made on the above literature, various properties of the austenitic stainless steel and
the properties of weld joints made on similar or dissimilar metals were investigated. The present work is an
experimental study carried out on the application of P-GMAW for the parts with similar material (SS347H)
and same diameters (33.5mm). The chemical compositions of the two SS347H austenitic stainless steel
tubes are same and it was welded by using P-GMAW. The mechanical and metallurgical properties were
observed and analyzed.
2. Materials and experimental procedures
SS347H austenitic stainless steel tube was used as a base metal. The chemical composition of the base
metal has been given in table1. Size of the base metal was O.D 33.5mm X 3.2mm X 200mm.To produce
weld joints on the austenitic stainless steel SS347 filler wire were chosen and the diameter of the wire was
0.8mm. The chemical composition of the filler wire has been given in table 2. The base metal was parted as
two specimens at a length of 100mm by using power hacksaw machine. To obtain good fusion, the
V-groove was prepared on the edges of the specimens with the bevel angle of 70 ⁰ as shown in figure 1.
The grooved edges were cleaned and the samples were fixed in the welding fixture without giving root gap
and both the ends were clamped tightly to avoid distortion. Tacking was performed on the root of the
welding portion by using gas tungsten arc welding.
Figure 1: The schematic diagram of V-groove

Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW
Umar et al.,
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 1083
Then the sample was fixed in welding machine and it was rotated based on the given travel speed. The
welding gun was connected with the power source as well as shielding gas cylinders. Shielding gas used in
this work was a mixture of 98% argon and 2 % of Co2 to protect the weld pool and also 100% of argon was
used as a purging gas to prevent the weld pool from oxidation. The welding gun was fixed at 1G position
and the filler wire was positioned about the weld pool as shown in figure 2. The tube to tube butt welding
was carried out with various process parameters viz., welding current, arc voltage, wire feed rate, and gas
flow rate, travel speed(as shown in table.3) by using P-GMAW process. The welded tube was sectioned
as per standards to conduct mechanical and metallurgical tests by using power hacksaw machine.
Figure 2: Schematic diagram of tube to tube welding
Tensile test was performed on the welded specimen. For that, the specimen was prepared as per ASTM
standards. The dimension of the tensile sample is 200mm long and 13mm wide (as shown in figure3). The
sample was mounted on the universal testing machine and it was tested by giving tensile load of 20.25KN.
The results were observed from the experiment. Bend test on the welded specimen were conducted to find
the ductility of the weldment. For that, the samples were prepared as per ASTM standards. The length and
width of the samples was 140mm and 10mm respectively (as shown in figure 4). Two samples were
prepared for the same dimensions to carry out face and root bend test. The specimens were tested and the
results were observed. Vickers hardness
Table 1: Base material chemical composition (SS347H)
Table 2: Filler wire chemical composition (SS347)
C Si Mn Cr Ni Mo
0.03% 0.41% 1.68 20.22 9.87 0.88
Cb C Si Mn S P Cr Ni
0.68% 0.05% 0.467% 0.98% 0.019% 0.021% 17.54% 9.88%

Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW
Umar et al.,
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 1084
Table 3: Welding parameters
test was conducted on the welded specimen to find its hardness values. The sample was prepared by
sectioning the weld joint. The specimen was first mechanically polished with emery paper then the
hardness of the base metal and the weld metal was observed by using Vickers hardness testing machine.
Figure 3: Schematic diagram of tensile test sample
The microstructures of the welded specimen were carried out by using optical microscope. For that, the test
sample was prepared. Then it was polished with emery paper and etched with the etchant of glyceregia
about 40 seconds. Then the microstructures of the base metal, weld metal and the heat affected zone were
observed and it has been analyzed. The geometry of the weld bead viz., bead width, weld reinforcement
and penetration height were observed by using optical microscope. The corrosion behavior of the welded
specimen was observed by conducting accelerated corrosion test. For that, the test sample was prepared
with the dimensions of 35mm long, 6mm wide and 3.2 mm thick. First the sample was weighed by using
electronic weighing machine and the sample was submerged in the mixture of 30ml distilled water and
20ml of sulfuric acid solution in a beaker. Then the beaker was kept in an oven with the sample and it was
heated up to 60°C. The temperature was maintained about 150 minutes and after the soaking time the
sample was taken from the oven. The sample was cleaned by distilled water and weighed again. The
deviation in weight after conducting the experiment was observed.
Figure 4: Schematic diagram of bend test sample
4. Results and discussions
4.1 Mechanical properties
The mechanical tests were conducted by using various machines. The results were observed and analyzed.
Current (amps) Arc voltage(v)
Shielding Gas
Flow Rate
(lpm)
Purging gas
flow rate (lpm)
Wire feed Rate
(m/mim)
Travel Speed
(mm/min)
75 28.8 15 5 5.1 200
Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW
Umar et al.,
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 1085
4.1.1 Tensile test
The fracture in tensile specimens was found to be occurred mostly through the first fill pass and weld
interface of the root pass. An increase in pulse frequency with constant mean current reduces the yield
strength of the joint due to coarsening of weld microstructure (Kamal Pal and Surjya K. Pal, 2011).The
tensile test was conducted on the welded specimen by using universal testing machine. The required and
observed joint strengths were tabulated in table4. The fracture was occurred on the weldment of the test
sample. As per ASTM standards the fracture can occur on the weldment after satisfying the required joint
strength. The experimental result shows that the weldment has more tensile strength than the base metal.
Table 4: Tensile test results
Tensile load
(KN)
Tensile
strength on
the base metal
(N/mm2)
Observer
tensile
(N/mm2)
Position of
fracture
20.25 515 556 Weld metal
From the observations made on the sample, it was found that the hardness values of the welded zone
(285,287) were higher than the hardness values of the base metal (218,221).
4.2 Metallurgical tests
The welded specimens are tested by using optical microscope and details are given below.
4.2.1 Microstructure
The pulse parameters significantly affect weld thermal cycle and arc characteristics in P-GMAW, which
indirectly influence the weld microstructure. However, there are some coarse retained austenite grains in
the HAZ near to fusion line due to lack of sufficient carbon diffusion from austenite to ferrite. The
interface of the weld zone and HAZ was found to be the weakest zone in most of the ferrous weldments
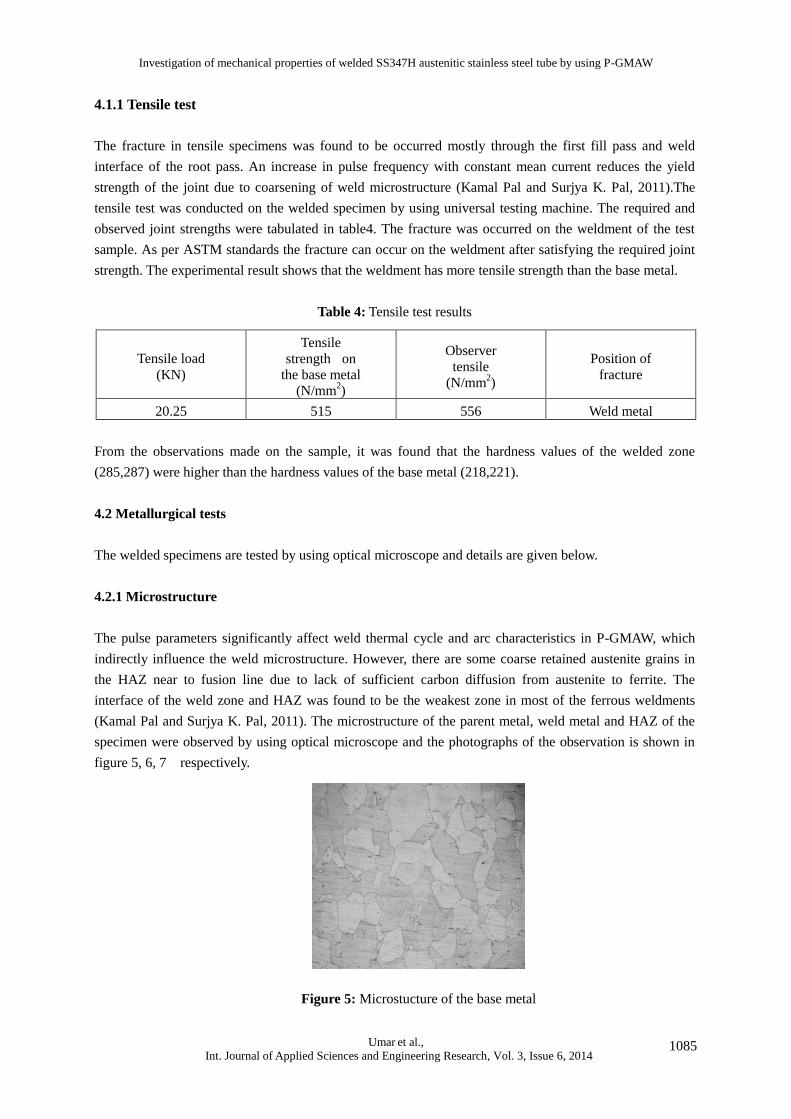
(Kamal Pal and Surjya K. Pal, 2011). The microstructure of the parent metal, weld metal and HAZ of the
specimen were observed by using optical microscope and the photographs of the observation is shown in
figure 5, 6, 7 respectively.
Figure 5: Microstucture of the base metal

Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW
Umar et al.,
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 1086
Figure 6: Microstucture of the weld metal
Figure 6: Microstucture of the HAZ
The results from an optical microscope shows that, the microstructure of the parent metal consitis of
austenite grains and there are no abnormalities found in the microstructure. The weld metal microstructure
cosists of veins of ferrite in a sea of austenite. Microstucture of the HAZ consists of zones of coarse
austenite grains in the re-crystallized regions.
4.2.2 Weld bead geometry
The weld bead geometry plays an important role in determining the mechanical properties of a weld joint.
Its geometric parameters such as bead width, reinforcement height and depth of penetration depend on the
process parameters such as wire feed rate, welding current, welding speed, plate thicknes etc.. Therefore, it
is important to setup proper welding parameters to produce a good weld bead (P. Srinivasa Rao et al., 2009)
The geometry of a weldment of SS347H austenitic stainless steel tube was examined by using optical
microscope. The measued values of the weld bead is shown in table 6.
Table 6: Weld bead geometry
Position Hardness value (HV)
Parent metal 218,221
Welded zone 285,287
The result shows that the filler metal was fully penetrated and fused with the base metal.
Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW
Umar et al.,
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 1087
4.2.3 Corrosion test
The corrosion attack either due to pitting or caustic effect occurs either at the water side or fire side which
is prevalent in most of the coal fired thermal power plants. In case of erosion, the tubes experience metal
loss on the O.D side, which might occur due to the impact of solid particles involving soot blower erosion
(S. Yogesh and S. Seetharamu,)
Table 7: Corrosion test results
Bead width (mm)_ Reinforcement
height (mm)
Penetration height
(mm)
6.8 0.9 3.6
The accelerated corrosion test was conducted on the SS347H welded specimen and the results were
tabulated in table7.The loss of weight of the tested specimen was resulted as rate of corrosion with respect
to time.
5. Conclusions
The SS347H austenitic stainless steel tubes are welded by using pulsed gas metal arc welding. The
weldment of the specimens are tested and analyzed. The following observations are derived from the
testing of the specimens,
1. The tensile strength of the welded specimen is higher than the required tensile value. So the
adopted welding parameters can be able to produce weld joints with high strength on the SS347H
tubes.
2. There is no visual defects were found on the weldment during the bend tests and the ductility of
the welded specimens were good.
3. The observed hardness values of the weldment were higher than the base material. So the heat
treatment process is not required to improve the hardness of the weldment.
4. There are no abnormalities or defects were found on the weldment from the microstructural
studies. So the welding conditions were used in this study can produce a defect free weld joint.
5. A mixture of water and sulfuric acid were used as a solution to produce corrosion on the welded
specimen and the observed rate of corrosion was 0.0051 gms/min. Corrosion resistance property
of the welded specimen was high and the rate of corrosion may reduced by using some other
solutions.
6. References
1. Kamal Pal and Surjya K. Pal, 2001. “Effect of Pulse Parameters on Weld Quality in Pulsed Gas
Metal Arc Welding: A Review”. Journal of Materials Engineering and Performance, 20, 918–931
2. Sathiya P., Aravindan S. and Noorul Haq A. 2005. “Mechanical and metallurgical properties of
friction welded AISI 304 austenitic stainless steel”, International Journal of Advanced
Manufacturing Technology, 26, 505–511 DOI 10.1007/s00170-004-2018-6.

Investigation of mechanical properties of welded SS347H austenitic stainless steel tube by using P-GMAW
Umar et al.,
Int. Journal of Applied Sciences and Engineering Research, Vol. 3, Issue 6, 2014 1088
3. Itziar Tolosa, Fermín Garciandía, Fidel Zubiri, Fidel Zapirain and Aritz Esnaola, 2010. “Study of
mechanical Properties of AISI 316 stainless steel processed by “selective laser melting”, following
different manufacturing strategies”, International Journal of Advanced Manufacturing Technology,
51:639–647, DOI 10.1007/s00170-010-2631-5
4. Arivazhagan N., Surendra Singh, Satya Prakash and Madhusudhan Reddy G., 2008, An assessment
of hardness, impact strength and hot corrosion behaviour of friction-welded dissimilar weldments
between AISI 4140 and AISI 304” International Journal of Advanced Manufacturing Technology
39, 679–689, DOI 10.1007/s00170-007-1266-7
5. Tolga Y. Sunay, Mumin Sahin and Sabri Altintas, 2009. “The effects of casting and forging
processes on joint properties in friction-welded AISI 1050 and AISI 304 steels”. International
Journal of Advanced Manufacturing Technology, 44,68–79, DOI, 10.1007/s00170-008-1810-0
6. H. Jamshidi Aval, A. Farzadi, S. Serajzadeh and A. H. Kokabi, 2009. “Theoretical and
experimental study of microstructures and weld pool geometry during GTAW of 304 stainless
steel”, International Journal of Advanced Manufacturing Technology, 42, 1043–1051, DOI
10.1007/s00170-008-1663-6
7. Srinivasa Rao P , Gupta O. P, Murty S. S. N, & Koteswara Rao A. B, 2009. “Effect of process
parameters and mathematical model for the prediction of bead geometry in pulsed GMA welding”.
International Journal of Advanced Manufacturing Technology, 45,496–505, DOI
10.1007/s00170-009-1991-1
8. Palani P. K, and Murugan N, 2006. “Development of mathematical models for prediction of weld
bead geometry in cladding by flux cored arc welding”, International Journal of Advanced
Manufacturing Technology, 30, 669–676, DOI 10.1007/s00170-005-0101-2
9. Kannan T. and Yoganandh J, 2010. “Effect of process parameters on clad bead geometry and its
shape relationships of stainless steel claddings deposited by GMAW”, International Journal of
Advanced Manufacturing Technology, 47, 1083–109, DOI 10.1007/s00170-009-2226-1.
10. Manonmani K, Murugan N, and Buvanasekaran G., 2007. “Effects of process parameters on the
bead geometry of laser beam butt welded stainless steel sheets”. International Journal of
Advanced Manufacturing Technology, 32, 1125–1133, DOI 10.1007/s00170-006-0432-7
11. Srinivasa Rao P, Gupta O. P, Murty S. S. N, and Koteswara Rao A. B, 2009. “Effect of process
parameters and mathematical model for the prediction of bead geometry in pulsed GMA welding”
Journal of Advanced Manufacturing Technology, 45, 496–505
12. Rakesh Kumar, Ulrich Dilthey, D. K. Dwivedi, S. P. Sharma and P. K. Ghosh, 2009. “Welding of
thin sheet of Al alloy (6082) by using Vario wire DC P-GMAW”, International Journal of
Advanced Manufacturing Technology
13. Sukhomay Pal, Santosh K. Malviya, Surjya K. Pal and Arun K. Samantaray “Optimization of
quality characteristics parameters in a pulsed metal inert gas welding process using grey-based
Taguchi method”. International Journal of Advanced Manufacturing Technology, 44,1250–1260.
14. Anbarasu K, et al., “Damage assessment of boiler tubes subjected to erosion and corrosion failures
by non-invasive technique”, International Journal of Advanced Manufacturing Technology, DOI
10.1007/s00170-008-1869-7