
DARIS, a fleet of passive formation flying small satellites for low frequency radio astronomy

Industry Evaluation of Radio Frequency Lamination
Shawn M. Allan*, Inessa Baranova, Gibran Esquenazi, Morgana Fall, Dr. Holly Shulman
Ceralink Inc.
Rensselaer Technology Park Troy, New York
Joseph Poley, Scott Chambers
Pilkington North America
Materials Science & Technology 2011 Innovative Processing and Synthesis of Ceramics, Glass and Composites
Advanced Processing and Characterization
Columbus, Ohio October 17, 2011, 2:40 PM

2
Outline
Types of flat glass & product applications
FastFuse™ RF lamination
Industry quality evaluation
Industry energy evaluation

Ceralink Celebrating 10 years of Ceralink!
Focus on innovative manufacturing technologies
Materials processing and technology development
Specialize in microwave & RF heating
FastFuse™ support from
DOE-ITP Industrial Grand Challenge
NYSERDA Industrial Process & Product Innovation
DOE-ITP Inventions & Innovations
3

Flat Glass Types
1 Source: http://chicagowindowexpert.com/wp-content/uploads/2009/06/shards.jpg
4 2 Photo source: http://en.wikipedia.org/wiki/Tempered_glass 3 Photo source: By Daniel Ramirez www.creativecommons.org/licenses/by/2.0, via Wikimedia Commons
Annealed1 Tempered2 Laminated3
Lowest strength Dangerous shards Least processed High strength
Safer fragmentation Special cooling process
High strength composite 2 or more glass sheets
Plastic interlayer prevents shards
5
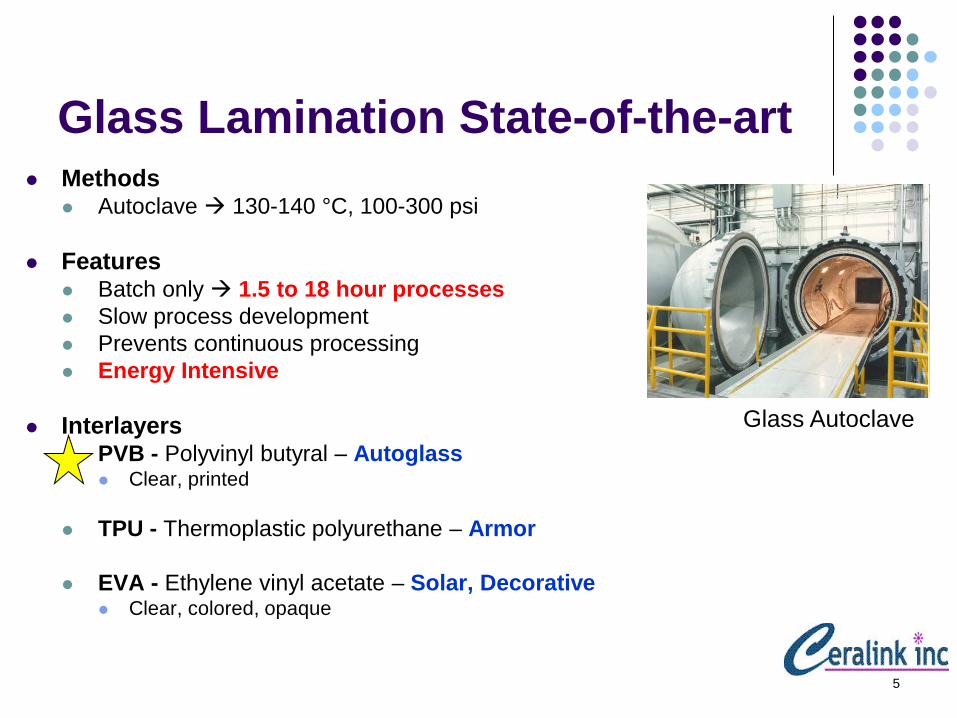
Glass Lamination State-of-the-art Methods
Autoclave 130-140 °C, 100-300 psi
Features Batch only 1.5 to 18 hour processes Slow process development Prevents continuous processing Energy Intensive
Interlayers
PVB - Polyvinyl butyral – Autoglass Clear, printed
TPU - Thermoplastic polyurethane – Armor
EVA - Ethylene vinyl acetate – Solar, Decorative
Clear, colored, opaque
Glass Autoclave

6
FastFuse RF Lamination Laminates faster and more efficiently
0.5 to 3 minute cycles – most products 5 minutes for thick armor panels Cuts energy over 90% vs. Autoclave Heats interlayer directly New process using existing equipment Allows fast development
50+ experiments in 1 day Custom one-off manufacturing Rapid quality feedback
Thermex Thermatron RF Press with shuttle

Process Flow
7
Autoclave Lamination • Lone batch process • Break in continuous process • Prelamination heat is lost • Heat energy lost in storage
FastFuse Lamination • Semi-continuous • No break in process flow • Prelamination heat used in RF • No storage of work-in-process
8
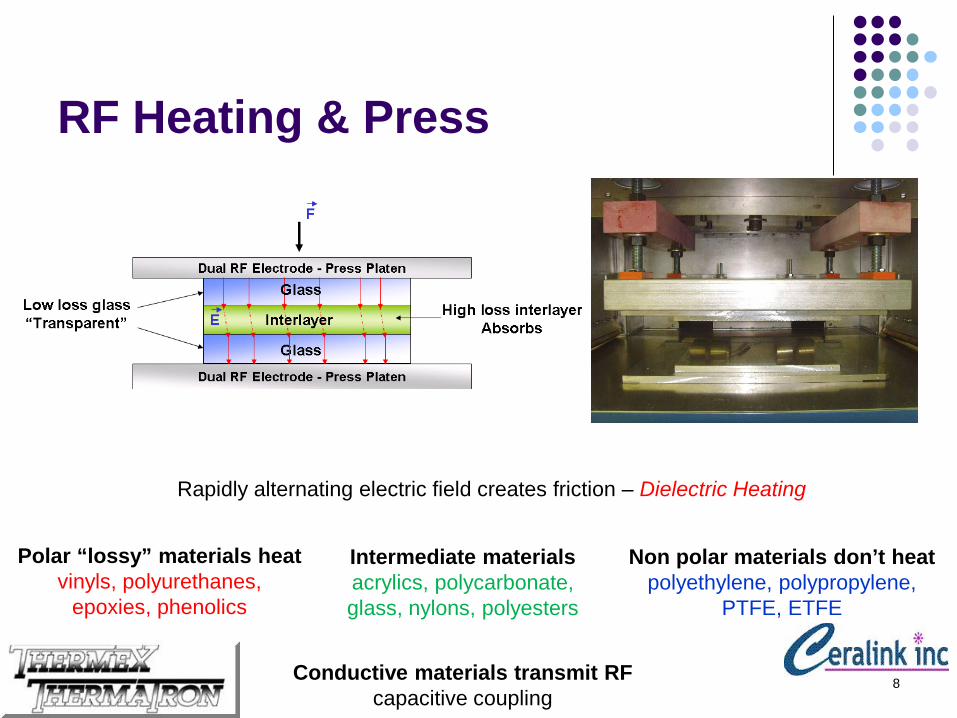
RF Heating & Press
Rapidly alternating electric field creates friction – Dielectric Heating
Polar “lossy” materials heat vinyls, polyurethanes,
epoxies, phenolics
Non polar materials don’t heat polyethylene, polypropylene,
PTFE, ETFE
Intermediate materials acrylics, polycarbonate, glass, nylons, polyesters
Conductive materials transmit RF capacitive coupling
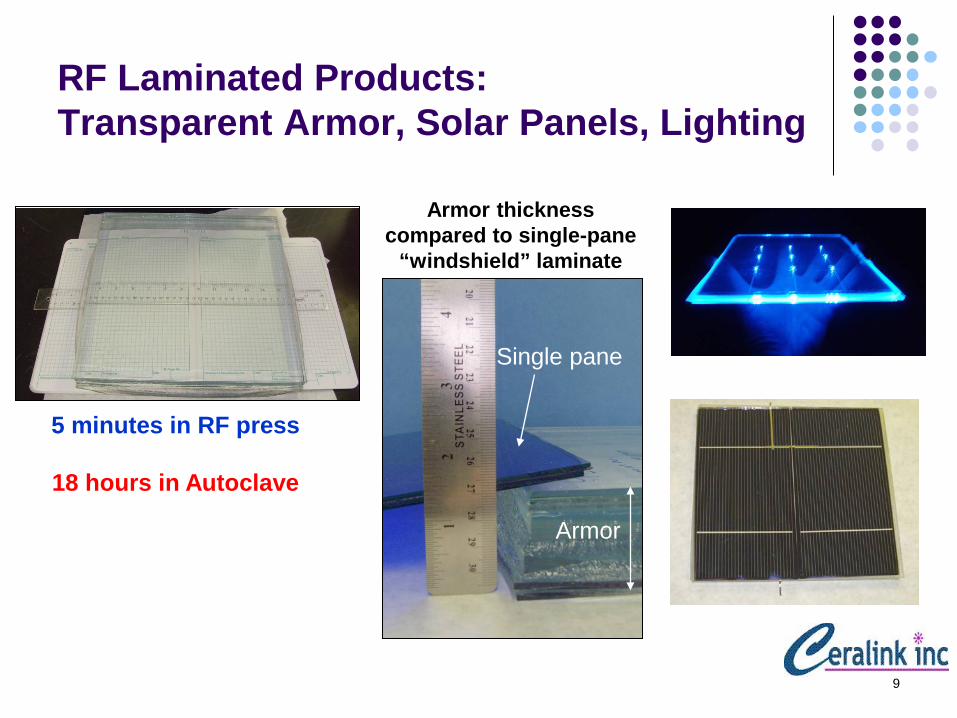
RF Laminated Products: Transparent Armor, Solar Panels, Lighting
Armor thickness compared to single-pane
“windshield” laminate
Armor
Single pane
5 minutes in RF press
18 hours in Autoclave
9
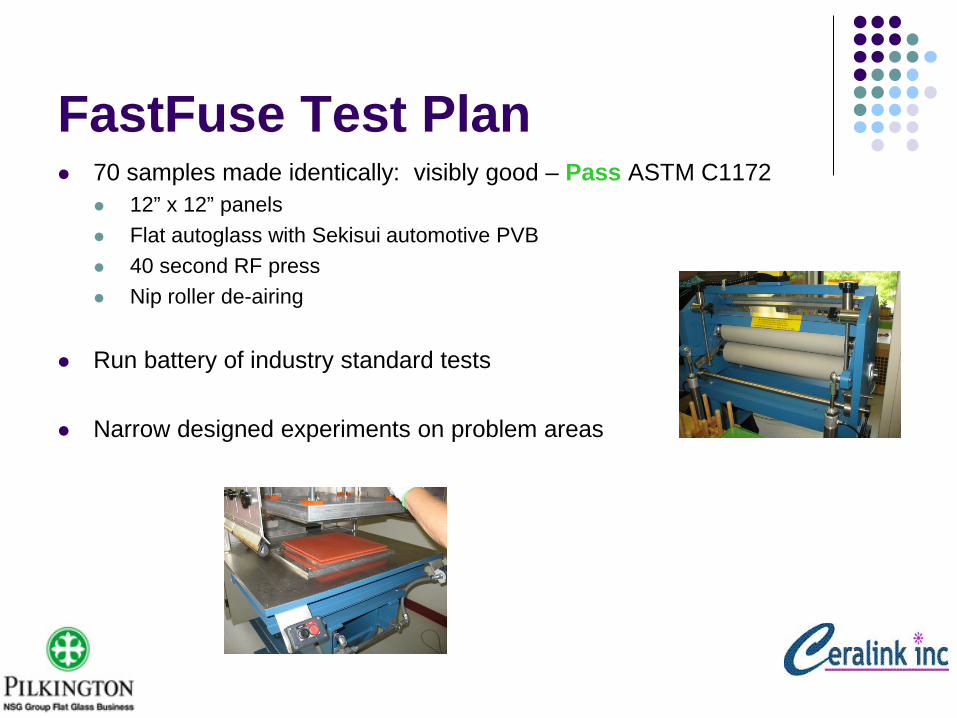
FastFuse Test Plan 70 samples made identically: visibly good – Pass ASTM C1172
12” x 12” panels Flat autoglass with Sekisui automotive PVB 40 second RF press Nip roller de-airing
Run battery of industry standard tests
Narrow designed experiments on problem areas

11
FastFuse Quality Testing 16 different industry quality tests at Pilkington North America
ANSI/SAE Z26-1996 Pilkington Indicative Test Protocol
Optical Haze Light stability Luminous transmission
Mechanical
Abrasion resistance Dart impact, 7 oz, 30 ft Ball impact, 8 oz, 30 ft Pummel adhesion
Environmental
Humidity Cyclic humidity Thermal cycling QUV 2000 hours Boil Bake 120 °C 2 hours Bake 90 °C 4 days 24 month exposure – Florida 24 month exposure – Arizona

12
FastFuse Quality Testing 16 different industry quality tests at Pilkington North America
ANSI/SAE Z26-1996 Pilkington Indicative Test Protocol
Optical Haze Light stability Luminous transmission
Mechanical
Abrasion resistance Dart impact, 7 oz, 30 ft Ball impact, 8 oz, 30 ft Pummel adhesion
Environmental
Humidity Cyclic humidity Thermal cycling QUV 2000 hours Boil Bake 120 °C 2 hours Bake 90 °C 4 days 24 month exposure – Florida 24 month exposure – Arizona
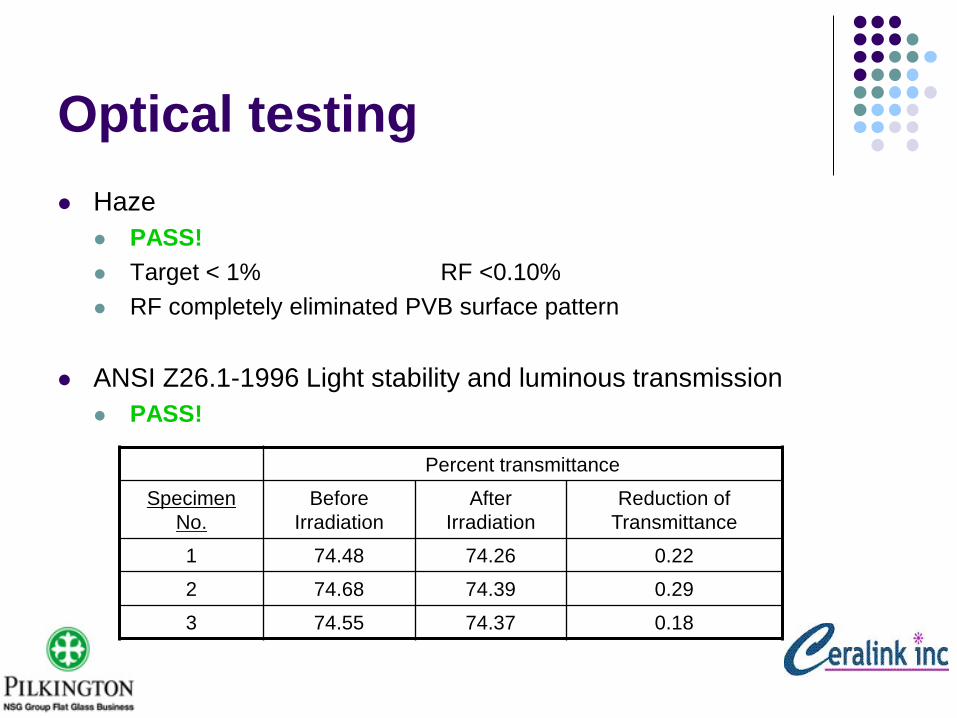
Optical testing Haze
PASS! Target < 1% RF <0.10% RF completely eliminated PVB surface pattern
ANSI Z26.1-1996 Light stability and luminous transmission
PASS!
Percent transmittance
Specimen No.
Before Irradiation
After Irradiation
Reduction of Transmittance
1 74.48 74.26 0.22
2 74.68 74.39 0.29
3 74.55 74.37 0.18

Mechanical Testing Abrasion Test – PASS
Dart Impact from 30 ft
5 panels PASS – no penetrations
Ball Impact from 30 ft
12 panels PASS – no penetrations
Dart Impact
Ball Impact

Pummel Adhesion Testing Pummel adhesion – FAIL
Subjective rating scale 0-10 Low adhesion in 0-1 range
Identified next stage test plan
High adhesion PVB Low humidity PVB storage
Pummel 0-1 FAIL

Environmental Testing Failure indicated by bubbles, haze, delamination
Cyclic humidity – PASS
12 weeks alternated 2 weeks at 50 °C, 95% RH & ambient
Thermal cycle – PASS 10 cycles 80 °C, 80% RH to -40 °C
UV cycling – PASS 400 hours, no change – target is < 1.5% change in transmission
Bake 4 days, 90 °C – PASS
Boil 2 hours – PASS

Environmental Testing Stepwise bake – FAIL
110 °C bake – fine edge bubbles 120 °C bake – bubbles throughout
Identified next stage test plan
Low humidity conditioning High adhesion PVB Vacuum de-airing Cooling under pressure

Environmental Test Success Significant factors
Vacuum de-airing Cooling under pressure
Combination produced 120 °C, 2 hour bake PASS
25 psi 40 seconds
Nip rolled No cooling
100 psi 55 seconds
Nip rolled 5 minute cool
25 psi 55 seconds Nip rolled No cooling
100 psi 55 seconds Vacuum 5 minute cool
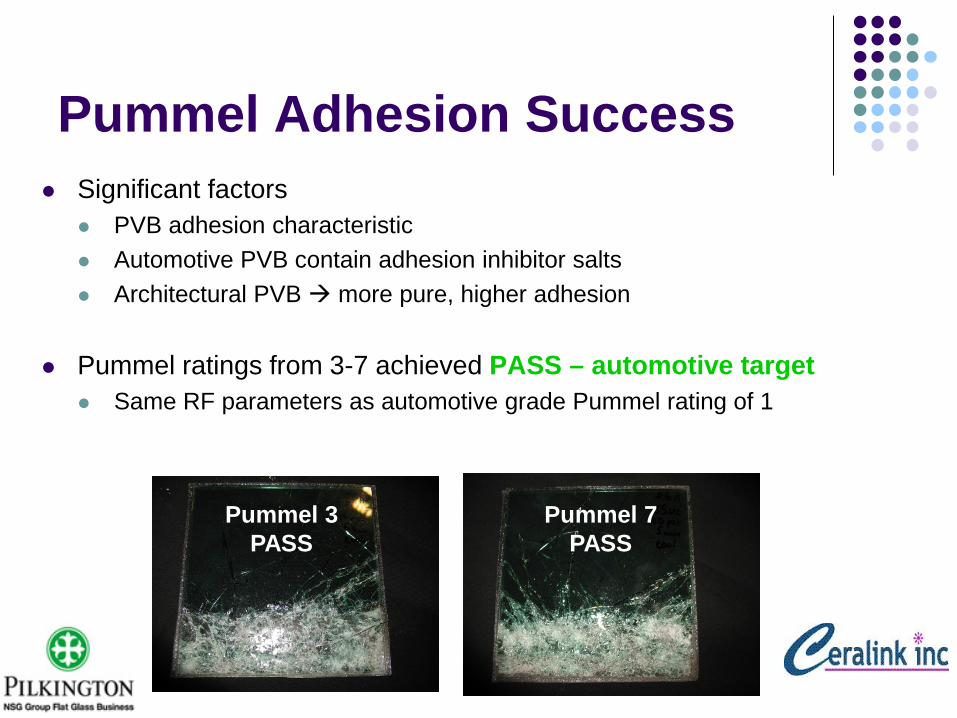
Pummel Adhesion Success Significant factors
PVB adhesion characteristic Automotive PVB contain adhesion inhibitor salts Architectural PVB more pure, higher adhesion
Pummel ratings from 3-7 achieved PASS – automotive target
Same RF parameters as automotive grade Pummel rating of 1
Pummel 3 PASS
Pummel 7 PASS

FastFuse Energy Scale-up
20
EVA Interlayers

FastFuse Scale-up vs. Industry Energy Use
21
Industry Average 1 kWh/ft2 (DOE MECS)
Windshields 0.45 kWh/ft2 (Pilkington estimate)
FastFuse™ 0.04 kWh/ft2

Autoclave Energy Projections
22
Autoclave FastFuse 3 RF Presses
Production Capacity 240 windshields/batch 1 windshield/press
Production Time 90 minutes 1 minute
Energy per ft2 0.45 kWh/ft2 0.04 kWh/ft2
Batch Energy (kWh) 1,729 kWh 154 kWh
Batch Peak Demand (kV)
1700 kV 150 kV
Annual production 22 million ft2 22 million ft2
Annual energy 10,100,000 kWh 896,000 kWh
Annual energy cost $1,010,000 $89,600

FastFuse™ Roadmap Curved side window lamination
In progress with Pilkington Automotive & Thermex Thermatron Curved tooling in development
Transparent armor FastFuse evaluation
Non-destructive ultrasonic adhesion testing
Dr. Henrique Reis, UIUC Correlating NDE results to measured adhesion levels
23

FastFuse™ Summary Commercial quality windows produced with FastFuse™
Non-RF prelamination steps critical to quality
High adhesion achieved with current PVB
Quality verifies energy applicability
90% lamination energy reduction
Quality verifications aid industry acceptance
24
Acknowledgements U.S. Department of Energy, Industrial Grand Challenge Award No. DE-EE0003453 New York State Energy Research & Development Authority Joseph Poley, Scott Chambers, Pilkington North America Thermex-Thermatron
25

Thank you! Questions? Ceralink Inc. develops advanced materials,
green processes, and new products for industry.
Shawn Allan Sr. Materials Engineer
(518) 283-7733 [email protected]
www.FastFuse.net
Patent Pending FastFuse™ RF Lamination Technology
26
Copyright © 2022 FDOKUMEN




















