Hot cracking of welded joints of the 7CrMoVTiB 10-10 (T/P24) steel
12
Hot cracking of welded joints of the 7CrMoVTiB 10-10 (T/P24) steel This article has been downloaded from IOPscience. Please scroll down to see the full text article. 2011 IOP Conf. Ser.: Mater. Sci. Eng. 22 012001 (http://iopscience.iop.org/1757-899X/22/1/012001) Download details: IP Address: 74.125.126.80 The article was downloaded on 15/05/2012 at 15:03 Please note that terms and conditions apply. View the table of contents for this issue, or go to the journal homepage for more Home Search Collections Journals About Contact us My IOPscience
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Hot cracking of welded joints of the 7CrMoVTiB 10-10 (T/P24) steel

Hot cracking of welded joints of the 7CrMoVTiB 10-10 (T/P24) steel
This article has been downloaded from IOPscience. Please scroll down to see the full text article.
2011 IOP Conf. Ser.: Mater. Sci. Eng. 22 012001
(http://iopscience.iop.org/1757-899X/22/1/012001)
Download details:
IP Address: 74.125.126.80
The article was downloaded on 15/05/2012 at 15:03
Please note that terms and conditions apply.
View the table of contents for this issue, or go to the journal homepage for more
Home Search Collections Journals About Contact us My IOPscience

Hot cracking of welded joints of the 7CrMoVTiB 10-10
(T/P24) steel
J Adamiec
Department of Materials Science, Silesian University of Technology, Krasińskiego 8,
40-019 Katowice, Poland
E-mail: [email protected]
Abstract. Bainitic steel 7CrMoVTiB10-10 is one the newest steels for waterwalls of modern
industrial boilers [1]. In Europe, attempts have been made to make butt welded joints of pipes
made of this steel of the diameter up to 51 mm and thickness up to 8 mm. Many cracks have
been observed in the welded joint, both during welding and transport and storage [2-4]. The
reasons of cracking and the prevention methods have not been investigated. No
comprehensive research is carried out in Europe in order to automate the welding process of
the industrial boiler elements made of modern bainitic steel, such as 7CrMoVTiB10-10. There
is no information about its overall, operative and local weldability, influence of heat
treatment, as well as about resistance of the joints to cracking during welding and use. The
paper presents experience of Energoinstal SA from development of technology and
production of waterwalls of boilers made of the 7CrMoVTiB 10-10 steel on a multi-head
automatic welder for submerged arc welding.
1. Introduction
The 7CrMoVTiB 10-10 steel, designated also as T/P24, has been designed by Vallourec &
Mannesmann and is a modification of the T/P23 (HCM2S) steel [1]. It belongs to the group of low-
alloy ferritic-bainitic steels and is an alternative for martensitic steels for power engineering with 9%
chromium content. It is used to build new power unit with supercritical parameters and to modernize
the existing units, particularly membrane wall elements, pipelines, and thick-wall boiler parts with
operating temperature in the 500-550 oC range. Table 1 includes the comparison of chemical
composition of the T/P24 and T 22 steels. In comparison to the T22, the carbon contents is reduced
which has improved weldability. The carbon content is 0.05% to 0.10% which ensures correct
strength properties, good weldability and plasticity of the steel [5]. Low carbon contents allows to
eliminate the post-welding heat treatment. Reduced carbon contents results also in reduced hardness
related to the amount of martensite in the steel structure which is below 350 HV10 [6].
The T/P24 is stabilized with carbide forming elements, i.e. titanium, vanadium and niobium. This
has significantly improved its creep resistance. The nitrogen content has been reduced to maximum
0.010% to avoid formation of titanium nitrides [7]. Heat treatment of the T/P24 steel includes
normalizing at 1000 oC and tempering at 750
oC. Chromium carbides of the M23C6 type and small
carbonitrides are released during the tempering. These releases stabilize the bainitic structure which
improves high-temperature creep resistance [8]. Mechanical properties of the 7CrMoVTiB 10-10 are
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
Published under licence by IOP Publishing Ltd 1
similar to the T23, but are much better than those of the T22. Comparison of basic mechanical
properties for typical steels for power engineering is presented in table 2.
Table 1. Comparison of chemical compositions of T22 and T24 steels [1].
Steel Chemical composition (wt. %)
C Mn Si Cr Mo V Ti B
T22 0.15 0.30-0.60 0.25-1.00 1.9-2.6 0.87-1.13 - - -
T24 0.05- 0.10 0.30-0.70 0.15-0.45 2.2-2.6 0.9-1.1 0.2-0.3 0.06-0.10 0.0015-
0.007
Table 2. Comparison of mechanical properties of high-temperature creep resistant bainitic and
martensitic steels used to make parts of boilers for supercritical parameters [9].
Steel grade Rp0,2 (MPa) Rm (MPa) A5(%) KV (ISO-V) (J)
HCM2S (T23) 400 510 20 -
7CrMoVTiB10-10 (TP24) 450 585-840 17 41
X20 (1.4922) 500 700-850 16 39
P91 (1.4903) 450 620-850 17 41
E911 (1.4905) 450 620-850 17 41
P92 450 620 20 27
VM12 450 620 20 27
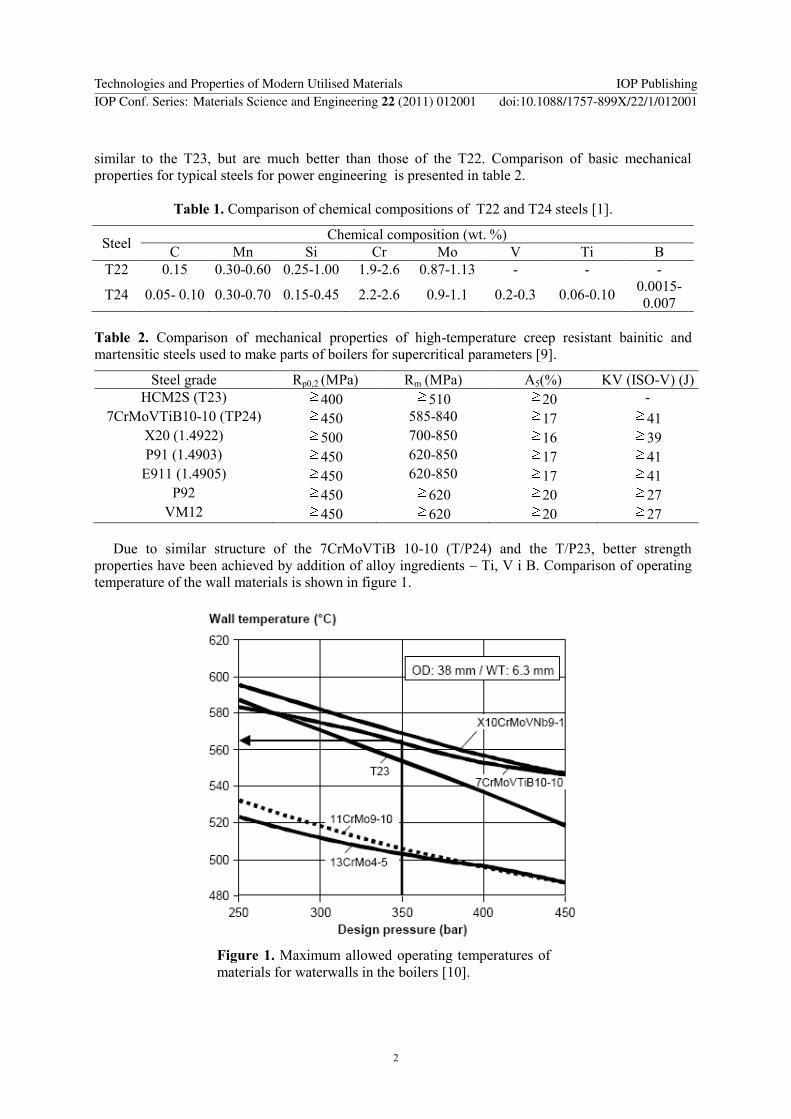
Due to similar structure of the 7CrMoVTiB 10-10 (T/P24) and the T/P23, better strength
properties have been achieved by addition of alloy ingredients – Ti, V i B. Comparison of operating
temperature of the wall materials is shown in figure 1.
Figure 1. Maximum allowed operating temperatures of
materials for waterwalls in the boilers [10].
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
2

Comparison of creep resistance of the waterwall materials is shown in figure 2. The 7CrMoVTiB10-
10 and HCM12 steels have the highest creep resistance. Figure 3 presents the creep strength of the
7CrMoVTiB10-10 steel after 100 000 h in comparison with 10CrMo9-10 (T/P22), T/P23 and T/P91.
Figure 2. Creep resistance of materials for waterwalls
in the boilers [11].
Figure 3. Creep strength of the T/P91, T/P24, T/P23 and T/P22 steels [12].
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
3
Tight walls made of the T24 steel have been tested, amongst others in the following power plants:
Weisweiler, Unit G (Germany), Neckar 2 (Germany), Thierbach, Unit D (Germany) and Asnaes, Unit
4 (Denmark).
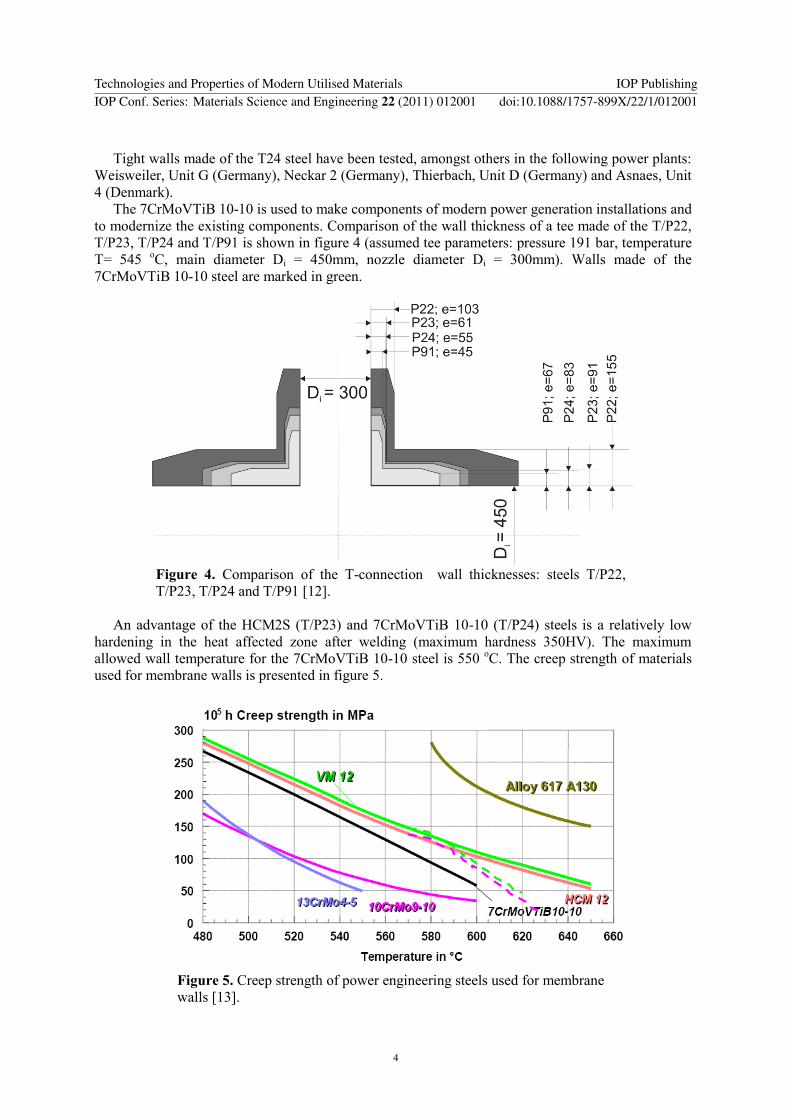
The 7CrMoVTiB 10-10 is used to make components of modern power generation installations and
to modernize the existing components. Comparison of the wall thickness of a tee made of the T/P22,
T/P23, T/P24 and T/P91 is shown in figure 4 (assumed tee parameters: pressure 191 bar, temperature
T= 545 oC, main diameter Di = 450mm, nozzle diameter Di = 300mm). Walls made of the
7CrMoVTiB 10-10 steel are marked in green.
Figure 4. Comparison of the T-connection wall thicknesses: steels T/P22,
T/P23, T/P24 and T/P91 [12].
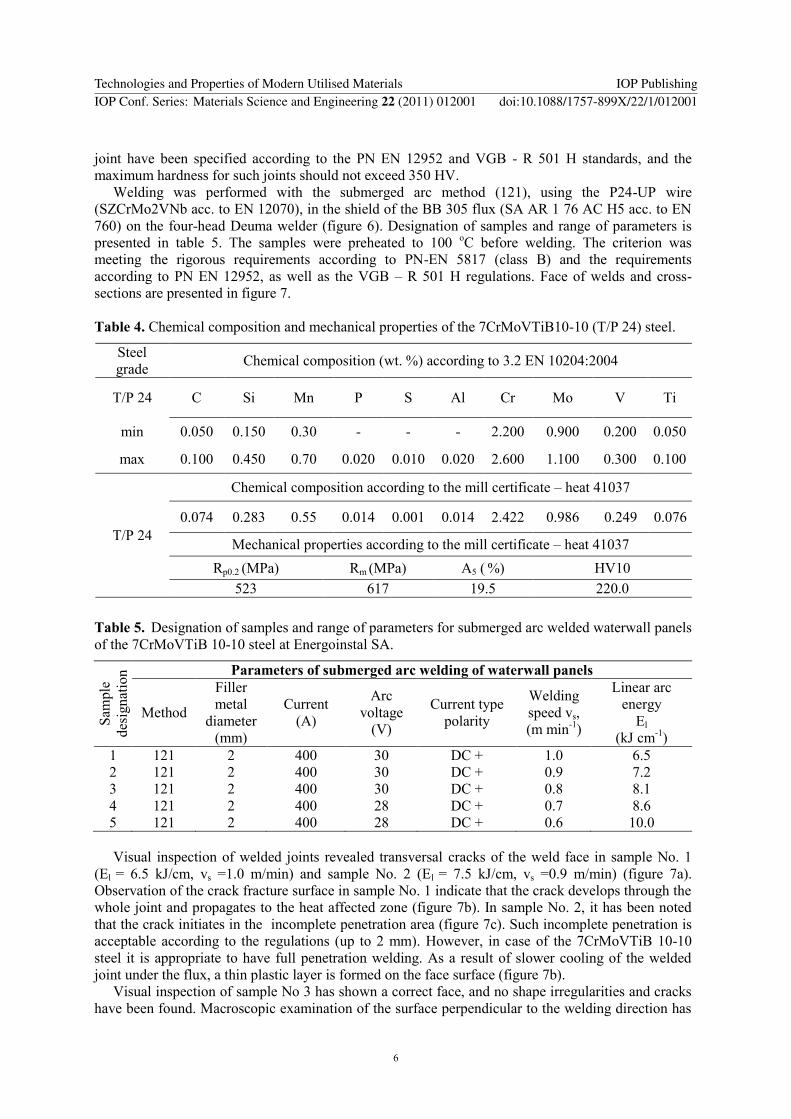
An advantage of the HCM2S (T/P23) and 7CrMoVTiB 10-10 (T/P24) steels is a relatively low
hardening in the heat affected zone after welding (maximum hardness 350HV). The maximum
allowed wall temperature for the 7CrMoVTiB 10-10 steel is 550 oC. The creep strength of materials
used for membrane walls is presented in figure 5.
Figure 5. Creep strength of power engineering steels used for membrane
walls [13].
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
4

GTAW, SAW and SMAW methods are used to weld the parts made of the T24 steel, and the
choice of method has no significant influence on the mechanical properties of welded joints.
Chemical analysis and mechanical properties of the deposited metals of the T24 steel made with the
GTAW, SMAW and SAW methods are presented in table 3.
In the untreated post-welding condition, the deposited metal exhibits high strength and hardness.
When the wall thickness is <10 mm, the tempering is not needed [1]. Absence of heat treatment after
welding of thin-walled pipes of water screens with the GTAW method is caused by low carbon
content in the deposited and parent metal which prevents the hardness increase above 350HV. With
the SMAW and SAW methods used for larger wall thicknesses (> 10mm), the post-welding heat
treatment is necessary (740 oC/2h or 740
oC/4h for the SAW method) [1]. Alloy additives, such as Ti
and B, are burned during the process due to their high affinity to oxygen. Therefore, the additional
material for welding includes also Nb, contrary to the parent metal which has the titanium addition.
Replacing titanium with niobium is advantageous because niobium has a low affinity to oxygen and
because it significantly increases the creep resistance.
Table 3. Chemical analysis and mechanical properties of deposited metals of the T24 steels made
with the GTAW, SMAW and SAW methods [14].
Chemical composition of deposited metal for various welding methods (wt. %)
Dia C Si Mn Cr Mo V Ti Nb N B
Wire 0.061 0.24 0.53 2.39 1.01 0.24 0.073 0.008 0.016 0.0037
GTAW 2.4 0.061 0.23 0.49 2.29 1.00 0.24 0.034 0.007 0.014 0.0020
SMAW 3.2 0.064 0.47 0.56 2.38 0.97 0.24 0.043 0.008 0.022 0.0030
SAW 4 0.050 0.20 0.72 2.26 0.98 0.22 0.015 0.007 0.009 0.0010
Mechanical properties of deposited metal for various welding methods
Welding
method
mm
Test
temperature
(oC)
Heat
treatment
(oC/h)
Rp0,2
(MPa)
Rm
(MPa)
A5
(%)
KV
(ISO-V)
(J)
Hardness
(HV10)
GTAW
Union I
CrMoVTiB
2.4
-20 - 664 803 19.1 298 332
+600 - 457 561 18.6 - -
+20 740/2 595 699 20.3 278 230
SMAW
Thyssen
CrMoVTiB
4.0
+20 740/2 507 626 21.9 161 233
+600 740/2 306 366 25.6 - 192
SAW
Union S
CrMoVTiB/
UV 430
TTR-W
4.0 +20 740/2 495 600 23.8 269 206
2. Welded joints of the 7CrMoVTiB 10-10 made with the submerged arc method
Submerged arc welding was used at Energoinstal S.A. to weld the 7CrMoVTiB 10-10 (T/P24) pipes
of the 44.5 mm diameter and the 7.1 mm wall thickness, and the 8.0 mm x 75.9 mm flat. The
chemical composition of the steel according to the heat No. 41037 at Vallourec & Mannesmann is
presented in table 4. For comparison, the table includes also the required chemical composition and
some mechanical properties according to the EN 10204:2004 standard.
Panels of the boiler waterwalls are built on the basis of a two-sided pipe-flat joint made with the
submerged arc method. Length of a single panel may reach 24 m, and its width 2 m. Individual panels
are butt-welded also with the submerged arc method. The geometry requirements for the pipe-flat
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
5
joint have been specified according to the PN EN 12952 and VGB - R 501 H standards, and the
maximum hardness for such joints should not exceed 350 HV.
Welding was performed with the submerged arc method (121), using the P24-UP wire
(SZCrMo2VNb acc. to EN 12070), in the shield of the BB 305 flux (SA AR 1 76 AC H5 acc. to EN
760) on the four-head Deuma welder (figure 6). Designation of samples and range of parameters is
presented in table 5. The samples were preheated to 100 oC before welding. The criterion was
meeting the rigorous requirements according to PN-EN 5817 (class B) and the requirements
according to PN EN 12952, as well as the VGB – R 501 H regulations. Face of welds and cross-
sections are presented in figure 7.
Table 4. Chemical composition and mechanical properties of the 7CrMoVTiB10-10 (T/P 24) steel.
Steel
grade Chemical composition (wt. %) according to 3.2 EN 10204:2004
T/P 24 C Si Mn P S Al Cr Mo V Ti
min 0.050 0.150 0.30 - - - 2.200 0.900 0.200 0.050
max 0.100 0.450 0.70 0.020 0.010 0.020 2.600 1.100 0.300 0.100
T/P 24
Chemical composition according to the mill certificate – heat 41037
0.074 0.283 0.55 0.014 0.001 0.014 2.422 0.986 0.249 0.076
Mechanical properties according to the mill certificate – heat 41037
Rp0.2 (MPa) Rm (MPa) A5 ( %) HV10
523 617 19.5 220.0
Table 5. Designation of samples and range of parameters for submerged arc welded waterwall panels
of the 7CrMoVTiB 10-10 steel at Energoinstal SA.
Sam
ple
des
ignat
ion Parameters of submerged arc welding of waterwall panels
Method
Filler
metal
diameter
(mm)
Current
(A)
Arc
voltage
(V)
Current type
polarity
Welding
speed vs,
(m min-1
)
Linear arc
energy
El
(kJ cm-1
)
1 121 2 400 30 DC + 1.0 6.5
2 121 2 400 30 DC + 0.9 7.2
3 121 2 400 30 DC + 0.8 8.1
4 121 2 400 28 DC + 0.7 8.6
5 121 2 400 28 DC + 0.6 10.0
Visual inspection of welded joints revealed transversal cracks of the weld face in sample No. 1
(El = 6.5 kJ/cm, vs =1.0 m/min) and sample No. 2 (El = 7.5 kJ/cm, vs =0.9 m/min) (figure 7a).
Observation of the crack fracture surface in sample No. 1 indicate that the crack develops through the
whole joint and propagates to the heat affected zone (figure 7b). In sample No. 2, it has been noted
that the crack initiates in the incomplete penetration area (figure 7c). Such incomplete penetration is
acceptable according to the regulations (up to 2 mm). However, in case of the 7CrMoVTiB 10-10
steel it is appropriate to have full penetration welding. As a result of slower cooling of the welded
joint under the flux, a thin plastic layer is formed on the face surface (figure 7b).
Visual inspection of sample No 3 has shown a correct face, and no shape irregularities and cracks
have been found. Macroscopic examination of the surface perpendicular to the welding direction has
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
6

revealed a correct shape of the weld. This welded joint meets the geometry requirements of EN
12952 and the VGB requirements.
Figure 6. Four-head Deuma welder.
The face of weld No. 4 made with the 8.6 kJ/cm linear arc energy at the 0.7 m/min speed was also
correct. Macroscopic examination has revealed correct shape and full penetration. Similarly,
evaluation of the welded joint No. 5 (El = 10 kJ/cm, vs =0.6 m/min) indicates a correct face. However,
a few pores have appeared on the face surface. This is caused by air drawing from the root side if the
joined parts do not abut correctly. In terms of geometry and penetration, the joint No. 5 meets the
acceptance requirements. Therefore, it can be stated that the best face geometry and penetration was
achieved with the 8.6 kJ/cm linear arc energy at the 0.7 m/min welding speed (table 3).
Figure 7. Face and transversal section of the weld: (a) face of weld No. 1, welding speed 1 m/min
with visible crack, (b) crack surface in sample No. 1, (c) crack macrostructure in sample No. 2 – hot
crack.
Macroscopic observations to determine the crack propagation in the welded joint and in its
individual zones were performed on the Olympus SZX9 stereoscopic microscope, at magnification
from 5÷50x. Typical crack is shown in figure 8. Examination of crack propagation in samples 1 and 2
have indicated that the crack develops in the weld, then through the heat affected zone it propagates
to the parent metal in both the flat and the pipe (figure. 8). In the weld area, the crack develops
c) a) b)
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
7
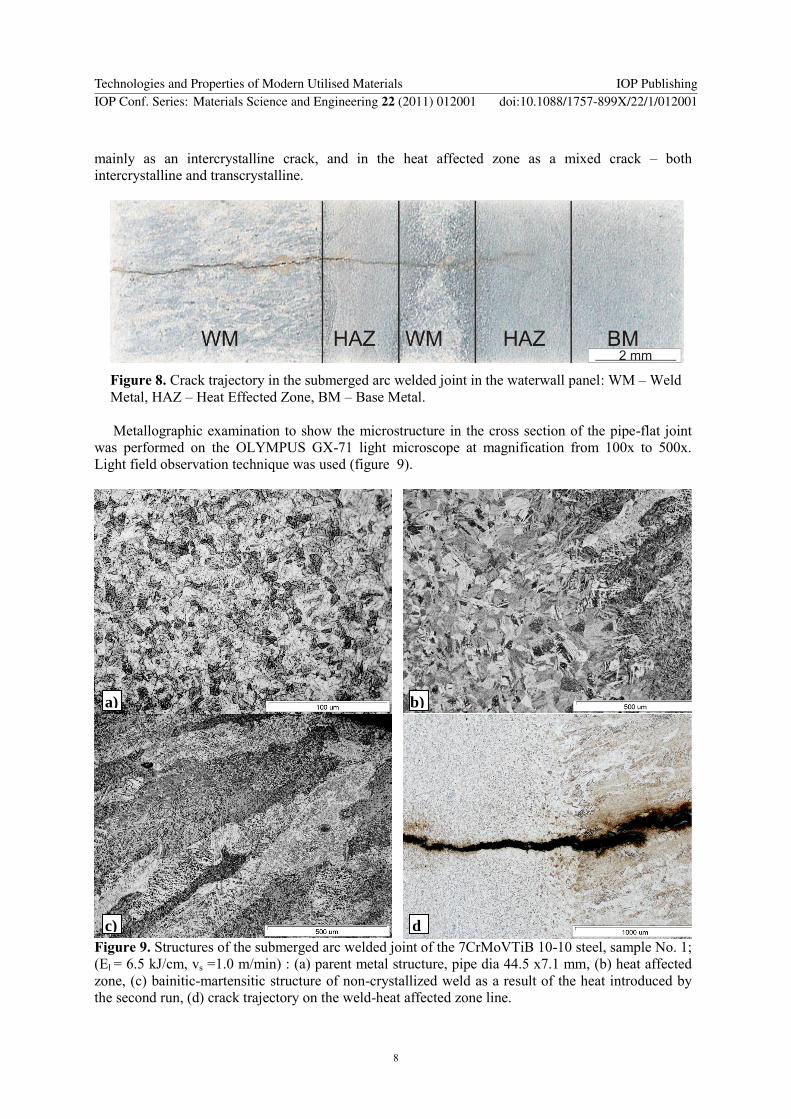
mainly as an intercrystalline crack, and in the heat affected zone as a mixed crack – both
intercrystalline and transcrystalline.
Figure 8. Crack trajectory in the submerged arc welded joint in the waterwall panel: WM – Weld
Metal, HAZ – Heat Effected Zone, BM – Base Metal.
Metallographic examination to show the microstructure in the cross section of the pipe-flat joint
was performed on the OLYMPUS GX-71 light microscope at magnification from 100x to 500x.
Light field observation technique was used (figure 9).
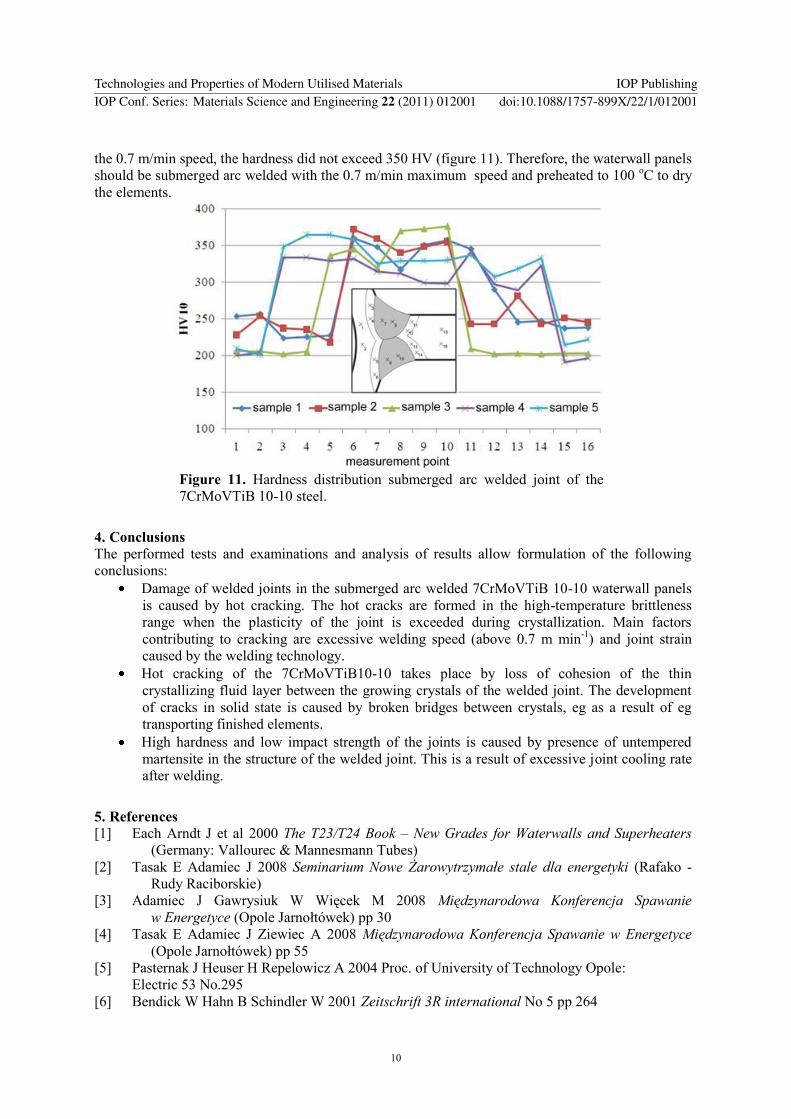
Figure 9. Structures of the submerged arc welded joint of the 7CrMoVTiB 10-10 steel, sample No. 1;
(El = 6.5 kJ/cm, vs =1.0 m/min) : (a) parent metal structure, pipe dia 44.5 x7.1 mm, (b) heat affected
zone, (c) bainitic-martensitic structure of non-crystallized weld as a result of the heat introduced by
the second run, (d) crack trajectory on the weld-heat affected zone line.
a) b)
c) d
)
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
8

Structures of a two-sided pipe-flat joint in the 7CrMoVTiB 10-10 steel, made with the submerged
arc welding method, are typical (figure 9). The parent metal area has a bainitic microstructure (figure
9a). Normalization area and overheating area have been found in the heat affected zone (figure 9b).
Column crystals of the weld grow orthogonally to the crystallization surface on the weld line (figure
9b). These crystals have a bainitic-martensitic structure (figure 9c). Figure 9d shows how the crack
crosses the weld line to the HAZ.
In order to determine how the cracks develop, the metallographic tests in the light microscope
were supplemented with the fracture tests performed on the HITACHI S3400N electronic scanning
microscope. Figure 10 presents the crack surfaces, after full breaking was made on a tensile tester.
The examination was carried out with the SE (secondary electrons) technique. Such imaging shows
well the surface topography.
The crack surface analysis reveals typical hot cracking features, as exemplified by smooth
surface of crystallites which forms as a result of solidification of a thin layer of fluid on the
crystallites during welding (figure 10a). Areas with brittle, transcrystalline fractures have been found
on the borders of crystallites. These areas are formed in the high-temperature brittleness range as a
result of cracking of already solidified and adjacent crystals caused by welding stresses and strains
(figure 10b). These cracks develop along the borders of the weld crystals which is confirmed by the
fact that individual crystals do not match which is shown in figure 10a. This forms a hot cracking net
(figure 10a). Change of the fracture type from intercrystalline along the crystallites to the mixed
along the grain borders is clearly seen on the weld line. Numerous cracks, mainly with crystalline
trajectory have been found in the heat affected zone (figure 10b), and the main crack has a strongly
developed with features of mixed brittle fracture – intercrystalline and transcrystalline (figure 10b).
This proves that the cracking mechanism changes in the HAZ.
Figure 10. Crack surface of the submerged arc welded joint of the 7CrMoVTiB 10-10 steel:
(a) weld area, (b) heat affected zone.
3. Hardness measurement
The hardness was measured on the Vickers HPO250 hardness tester under the 98 N load. Test
locations and results are presented in figure 11. Hardness distribution analysis of the welded joints in
the 7CrMoVTiB10-10 waterwall panels indicates that the hardness decreases with reduced welding
speed (figure 11). In the joints made with the submerged arc welding method, significant hardness
increase is noted in the weld (to 380 HV) and in the heat affected zone to about 370 HV. Increase
hardness of the welded joint and the HAZ is caused by excessive cooling rate which results in
formation of untempered martensite in the weld (figure 11). Only in case of the welded joint made at
a) b)
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
9
the 0.7 m/min speed, the hardness did not exceed 350 HV (figure 11). Therefore, the waterwall panels
should be submerged arc welded with the 0.7 m/min maximum speed and preheated to 100 oC to dry
the elements.
Figure 11. Hardness distribution submerged arc welded joint of the
7CrMoVTiB 10-10 steel.
4. Conclusions
The performed tests and examinations and analysis of results allow formulation of the following
conclusions:
Damage of welded joints in the submerged arc welded 7CrMoVTiB 10-10 waterwall panels
is caused by hot cracking. The hot cracks are formed in the high-temperature brittleness
range when the plasticity of the joint is exceeded during crystallization. Main factors
contributing to cracking are excessive welding speed (above 0.7 m min-1
) and joint strain
caused by the welding technology.
Hot cracking of the 7CrMoVTiB10-10 takes place by loss of cohesion of the thin
crystallizing fluid layer between the growing crystals of the welded joint. The development
of cracks in solid state is caused by broken bridges between crystals, eg as a result of eg
transporting finished elements.
High hardness and low impact strength of the joints is caused by presence of untempered
martensite in the structure of the welded joint. This is a result of excessive joint cooling rate
after welding.
5. References
[1] Each Arndt J et al 2000 The T23/T24 Book – New Grades for Waterwalls and Superheaters
(Germany: Vallourec & Mannesmann Tubes)
[2] Tasak E Adamiec J 2008 Seminarium Nowe Żarowytrzymałe stale dla energetyki (Rafako -
Rudy Raciborskie)
[3] Adamiec J Gawrysiuk W Więcek M 2008 Międzynarodowa Konferencja Spawanie
w Energetyce (Opole Jarnołtówek) pp 30
[4] Tasak E Adamiec J Ziewiec A 2008 Międzynarodowa Konferencja Spawanie w Energetyce
(Opole Jarnołtówek) pp 55
[5] Pasternak J Heuser H Repelowicz A 2004 Proc. of University of Technology Opole:
Electric 53 No.295
[6] Bendick W Hahn B Schindler W 2001 Zeitschrift 3R international No 5 pp 264
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
10
[7] http://www.zelpo.sk/zelpo/home_uk.nsf/page/steel_grade_T_P_24
[8] Pasternak J Kiełbus A 2006 Proc. of University of Technology Opole Electric 56 No 315
pp 520
[9] Gross V Hauser H Jochum C 2005 Nowe Żarowytrzymałe stale dla energetyki (Rafako - Rudy
Raciborskie
[10] http://www.cbmm.com.br/portug/sources/techlib/science_techno/table_content/sub_4/images/p
dfs/040.pdf
[11] http://www.msm.cam.ac.uk/phase-trans/2005/LINK/103.pdf
[12] http://www.t-put.com/english/files/SZ_Kraftwerk_E.pdf
[13] Huseman R 2005 Advanced Material for AD700 Boilers A Clean Coal European Technology
(Milano)
[14] Macura T 2003 Energy Gigawat Supercritical boilers pp. 5
Technologies and Properties of Modern Utilised Materials IOP PublishingIOP Conf. Series: Materials Science and Engineering 22 (2011) 012001 doi:10.1088/1757-899X/22/1/012001
11