
Polymerized mixed aggregates containing gadolinium complex and CCK8 peptide
Upload
independentCategory
view
1download
0
High barrier sustainable co-polymerized coatings
Lokendra Pal, Margaret K. Joyce, Paul D. Fleming,
Stephanie A. Crette, Charles Ruffner
� FSCT and OCCA 2008
Abstract The goal of this project was to determinethe most promising co-polymerized (COP) coating forpaperboard for protection against gas and water vaportransmission. The driving force for this was to create acoating that will significantly slow the permeation ofwater and water vapor through the paperboard, whileretaining its mechanical properties. This was accom-plished by creating high barrier co-polymerized coat-ings. This study focuses on the use of modified highshape factor engineered (HSFE) clays. In this study,acrylic co-monomers have been polymerized in thepresence of three different, finely dispersed HSFEclays, to prepare the co-polymerized coatings. The wetcoating structure was studied using Brookfield andHercules Hi-Shear viscometers, water retention, anddispersion stability. The dry coating structure wasstudied using WYKO White Light Interferometry andburn out tests. The cylindrical laboratory coater(CLC)-coated samples were then tested for gas andwater vapor permeability. Additionally, the optical andsurface properties were determined. The CLC-coatedboard samples showed almost zero gas permeabilityand a significant reduction in water vapor transmissionrate (water vapor permeability). The water vaporpermeability was reduced up to 90% reflecting a oneorder of magnitude decrease in comparison to acommercially coated sample. The co-polymerizedcoating with high shape factor and thinner plateletclay displayed the lowest water vapor permeability andthe best optical and surface properties, thereby making
it the most promising barrier coating for solid bleachedsulfate paperboard.
Keywords Barrier coatings, Co-polymerization,Shape engineered pigments, High shape factorengineered clays, SBS paperboard, Water vapor andgas transmission, WVTR, Permeability
Introduction
Barrier composite coatings that provide water, watervapor, and gas resistance through the paperboardpackage have been widely used in food packaging.1–4
Barrier-coated packaging is now more focused towardextending shelf life, minimizing microbial attack, andensuring food safety through control of the environ-ment within the package. The packaging system iscomposed of substrates, coatings, barrier fluids, inks,and varnishes. In addition, there are the contents of thepackage system that may be solid, liquid, or gaseous, ormixtures of these components.
Solid bleached sulfate (SBS) baseboard is a complexmaterial and is mainly composed of wood fibers (cellu-lose and hemicellulose), fillers (clays, carbonates, etc.),and various additives (sizing agents, retention aids,etc.).5 SBS properties depend on the fiber types andextent of fiber–fiber bonding, as well as on the networkstructure. The cellulosic fibers are a key constituent ofany board-based packaging and provide desired struc-tural rigidity to the package. Unfortunately, due to thehigh water, water vapor, and gas permeability ofcellulosic fibers, paperboards are commonly extrusioncoated off-line with unsustainable petroleum-basedpolymer barriers such as waxes, ethylene-covinyl alco-hols, and plastics (polyethylene, polypropylene, andpolyethylene terephthalate, etc.).5–11 Above all, therecycling and repulping of these polymers and plastic-coated paperboard are extremely difficult.
L. Pal (&), M. K. Joyce, P. D. FlemingDepartment of Paper Engineering, Chemical Engineeringand Imaging, Center for Coating Development, WesternMichigan University, Kalamazoo, MI, USAe-mail: [email protected]
S. A. Crette, C. RuffnerMeadWestvaco Corp., Charleston, SC, USA
J. Coat. Technol. Res., 5 (4) 479–489, 2008
DOI 10.1007/s11998-008-9101-0
479
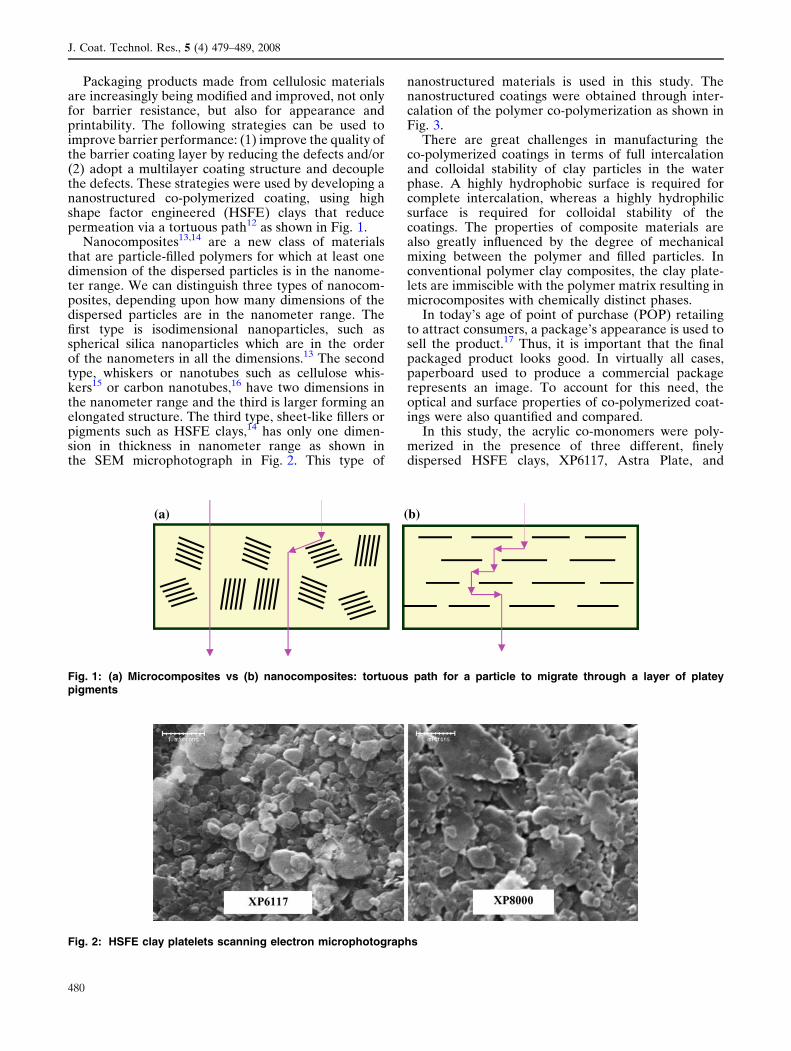
Packaging products made from cellulosic materialsare increasingly being modified and improved, not onlyfor barrier resistance, but also for appearance andprintability. The following strategies can be used toimprove barrier performance: (1) improve the quality ofthe barrier coating layer by reducing the defects and/or(2) adopt a multilayer coating structure and decouplethe defects. These strategies were used by developing ananostructured co-polymerized coating, using highshape factor engineered (HSFE) clays that reducepermeation via a tortuous path12 as shown in Fig. 1.
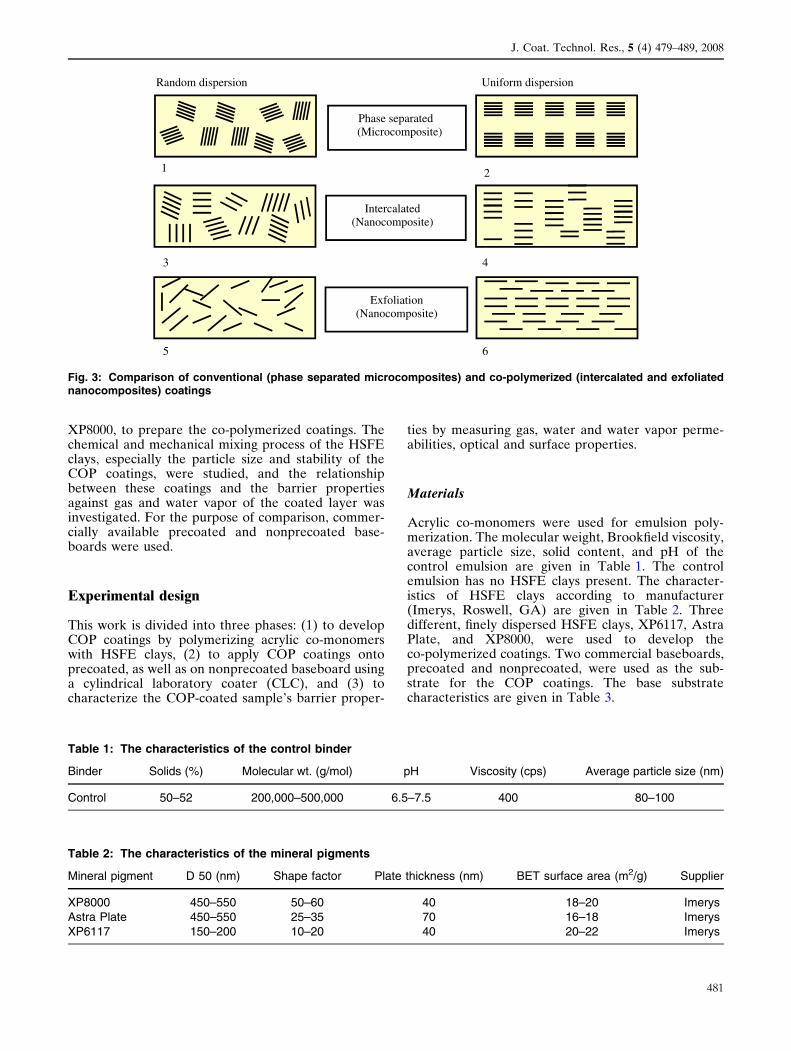
Nanocomposites13,14 are a new class of materialsthat are particle-filled polymers for which at least onedimension of the dispersed particles is in the nanome-ter range. We can distinguish three types of nanocom-posites, depending upon how many dimensions of thedispersed particles are in the nanometer range. Thefirst type is isodimensional nanoparticles, such asspherical silica nanoparticles which are in the orderof the nanometers in all the dimensions.13 The secondtype, whiskers or nanotubes such as cellulose whis-kers15 or carbon nanotubes,16 have two dimensions inthe nanometer range and the third is larger forming anelongated structure. The third type, sheet-like fillers orpigments such as HSFE clays,14 has only one dimen-sion in thickness in nanometer range as shown inthe SEM microphotograph in Fig. 2. This type of
nanostructured materials is used in this study. Thenanostructured coatings were obtained through inter-calation of the polymer co-polymerization as shown inFig. 3.
There are great challenges in manufacturing theco-polymerized coatings in terms of full intercalationand colloidal stability of clay particles in the waterphase. A highly hydrophobic surface is required forcomplete intercalation, whereas a highly hydrophilicsurface is required for colloidal stability of thecoatings. The properties of composite materials arealso greatly influenced by the degree of mechanicalmixing between the polymer and filled particles. Inconventional polymer clay composites, the clay plate-lets are immiscible with the polymer matrix resulting inmicrocomposites with chemically distinct phases.
In today’s age of point of purchase (POP) retailingto attract consumers, a package’s appearance is used tosell the product.17 Thus, it is important that the finalpackaged product looks good. In virtually all cases,paperboard used to produce a commercial packagerepresents an image. To account for this need, theoptical and surface properties of co-polymerized coat-ings were also quantified and compared.
In this study, the acrylic co-monomers were poly-merized in the presence of three different, finelydispersed HSFE clays, XP6117, Astra Plate, and
(a) (b)
Fig. 1: (a) Microcomposites vs (b) nanocomposites: tortuous path for a particle to migrate through a layer of plateypigments
Fig. 2: HSFE clay platelets scanning electron microphotographs
J. Coat. Technol. Res., 5 (4) 479–489, 2008
480
XP8000, to prepare the co-polymerized coatings. Thechemical and mechanical mixing process of the HSFEclays, especially the particle size and stability of theCOP coatings, were studied, and the relationshipbetween these coatings and the barrier propertiesagainst gas and water vapor of the coated layer wasinvestigated. For the purpose of comparison, commer-cially available precoated and nonprecoated base-boards were used.
Experimental design
This work is divided into three phases: (1) to developCOP coatings by polymerizing acrylic co-monomerswith HSFE clays, (2) to apply COP coatings ontoprecoated, as well as on nonprecoated baseboard usinga cylindrical laboratory coater (CLC), and (3) tocharacterize the COP-coated sample’s barrier proper-
ties by measuring gas, water and water vapor perme-abilities, optical and surface properties.
Materials
Acrylic co-monomers were used for emulsion poly-merization. The molecular weight, Brookfield viscosity,average particle size, solid content, and pH of thecontrol emulsion are given in Table 1. The controlemulsion has no HSFE clays present. The character-istics of HSFE clays according to manufacturer(Imerys, Roswell, GA) are given in Table 2. Threedifferent, finely dispersed HSFE clays, XP6117, AstraPlate, and XP8000, were used to develop theco-polymerized coatings. Two commercial baseboards,precoated and nonprecoated, were used as the sub-strate for the COP coatings. The base substratecharacteristics are given in Table 3.
Table 1: The characteristics of the control binder
Binder Solids (%) Molecular wt. (g/mol) pH Viscosity (cps) Average particle size (nm)
Control 50–52 200,000–500,000 6.5–7.5 400 80–100
Table 2: The characteristics of the mineral pigments
Mineral pigment D 50 (nm) Shape factor Plate thickness (nm) BET surface area (m2/g) Supplier
XP8000 450–550 50–60 40 18–20 ImerysAstra Plate 450–550 25–35 70 16–18 ImerysXP6117 150–200 10–20 40 20–22 Imerys
Random dispersion Uniform dispersion
Phase separated (Microcomposite)
Exfoliation(Nanocomposite)
Intercalated(Nanocomposite)
1
5
43
2
6
Fig. 3: Comparison of conventional (phase separated microcomposites) and co-polymerized (intercalated and exfoliatednanocomposites) coatings
J. Coat. Technol. Res., 5 (4) 479–489, 2008
481

Co-polymerization (COP) process
A resin reactor equipped with N2 blanket and mono-mer addition pump was used for the co-polymerizationprocess. Two different acrylic co-monomers werepolymerized in the presence of three different, finelydispersed HSFE clays, XP6117, Astra Plate, andXP8000, to prepare the co-polymerized coatings. Thetwo monomers used were a mixture of 2-ethylhexylacrylate and methyl methacrylate. The XP8000 wasreceived at 62.8% solids, whereas XP6117 and AstraPlate were predispersed at 60% solids using a highshear Cowles disperser. The HSFE clay dispersion wasadded to the monomer mixture and the polymerizationof the monomers was carried forward in its presence,resulting in co-polymerized coatings.
Coating formulations and application methods
Co-polymerized coatings with three HSFE clays wereobtained. All COP coatings were loaded with 30%HSFE clays on dry weight of binder (Table 4). Thesolids in the coatings were measured using a Labwavesolids analyzer and the Brookfield viscosities weremeasured at 100 rpm using #3 spindle with an LVT
digital viscometer at room temperature. The Herculeshigh shear viscosity was also measured at 4800 rpmusing an E-bob, ramp time of 20 s. Table 4 shows theviscosities and solids content of the COP coatings. Thecoatings water retention values (WRV) were measuredusing AAGWR (Abo Akademi Gravimetric WaterRetention) as per TAPPI standard (T-701) as shown inTable 4. The COP coatings were applied with a blade,using a CLC at different coat weights. The operatingconditions of CLC coater are given in Table 5. SampleIDs for different formulations and substrates areshown in Table 6.
Calendering and conditioning of samples
The COP-coated samples were calendered at twocalendering pressures (600 and 1600 PLI, 2-nip smoothside). All the coated paperboard samples were condi-tioned for 24 h at 50% RH and 23�C (73.4�F) beforeany measurements were made.
Testing
The samples were then tested for water vapor trans-mission rate (WVTR), Parker Print Surf (PPS) poros-ity, caliper, roughness, gloss, and brightness. The
Table 3: The characteristics of the base substrates (SD in parenthesis)
Substrate properties SBS baseboard Precoated bleached baseboard
Precoating No YesGrammage (g/m2) 270 (2.8) 284 (2.7)PPS porosity (mL/min) 249.1 (8.5) 13.9 (0.5)Thickness (mils) 14.20 (0.45) 15.66 (0.21)Permeability (lm2) 4.33 · 10–3 (1.48 · 10–4) 2.70 · 10–4 (1.1 · 10–5)Roughness (lm) 5.90 (0.28) 5.71 (0.09)75� Gloss (%) 22.17 (0.79) 16.22 (0.42)Brightness (%) 85.33 (0.30) 85.11 (0.11)
Table 4: The characteristics of the COP coatings
Coatings Pigment loading (%) Solids (%) WRV (g/m2) Viscosity (cps)
Brookfield HHSV
Control 0 51.0 174.4 365 41.3XP8000 30 44.1 71.6 216 12.9Astra Plate 30 45.7 79.1 116 15.1XP6117 30 44.8 92.6 412 20.1
Table 5: Operating conditions of CLC coater
Speed (ft/min) Coating blade (CB) (in.) Backing blade (BB) (in.) Spacer ext. (SX) (in.) Drying
1500 0.015 0.018 0.50 Min. dryer delay10 s—15% predrying40 s—100% postdrying
J. Coat. Technol. Res., 5 (4) 479–489, 2008
482
WVTR (water vapor permeability) of each test samplewas determined by the gravimetric cup method withthe coated side toward the humid air. Measurementswere carried out at 75% RH and 73�F as well as at 81%RH and 100�F, each of which is the average of threeand four tests respectively. Water vapor molecules thatpermeated the samples were measured and WVTRwere calculated. The PPS porosity was measured usinga PPS tester at 1000 kPa. Thicknesses of the coatedsamples were measured using a Micrometer (T411).The permeability coefficient, K, was calculated fromthe PPS porosity (air permeability) and caliper datausing the following relationship18:
K ðlmÞ2 ¼ 0:048838 �Q ðmL=minÞ � L ðmÞ ð1Þ
The brightness, 75� gloss, and roughness were alsomeasured as per TAPPI standards. The brightness ofthe samples was measured using a Technidyne Bright-ness meter, TAPPI procedure T 452. Gloss wasmeasured using a Hunter 75� gloss meter accordingto TAPPI procedure T480. The surface roughness ofthe samples was measured using a Parker Print Surf(PP) tester (T 555). Burn out images19 were alsoobtained for image analysis with ImageXpert software.The coated paperboard samples were immersed in aburnout test solution (2.5% ammonium chloride, 50%isopropyl alcohol aqueous solution) for 2 min, allowedto air dry, then heated for 20 min in a blow dryer at200�C. The burnout samples were then evaluated forvariations in the amount of coating coverage usingImageXpert.
WYKO white light interferometry,20,21 a noncontactand nondestructive technique, was used to study thedry coating 3D topography. The roughness parameters,Ra (arithmetical mean deviation), Rq (root meansquare), and Rt (sum of height of the largest profilepeak height and the largest profile valley depth withinthe evaluation length) were recorded (Fig. 5).
Results and discussion
Wet and dry coating properties
A comparison of the COP wet coating properties isshown in Table 4. The lowest shape factor pigment,XP6117, coating gave the highest Brookfield (lowshear) and Hercules Hi-Shear (high shear) viscositiesand WRV, whereas the highest shape factor pigment,XP8000, coating gave the lowest Hercules Hi-Shearviscosity and WRV. The low high shear viscosity andWRV will be the key properties for coater runabilityand high solids application. The coating viscositymeasurements over a week’s time show good stabilitywith very little phase separation. The pigment shapefactor significantly influenced the wet coating proper-ties.
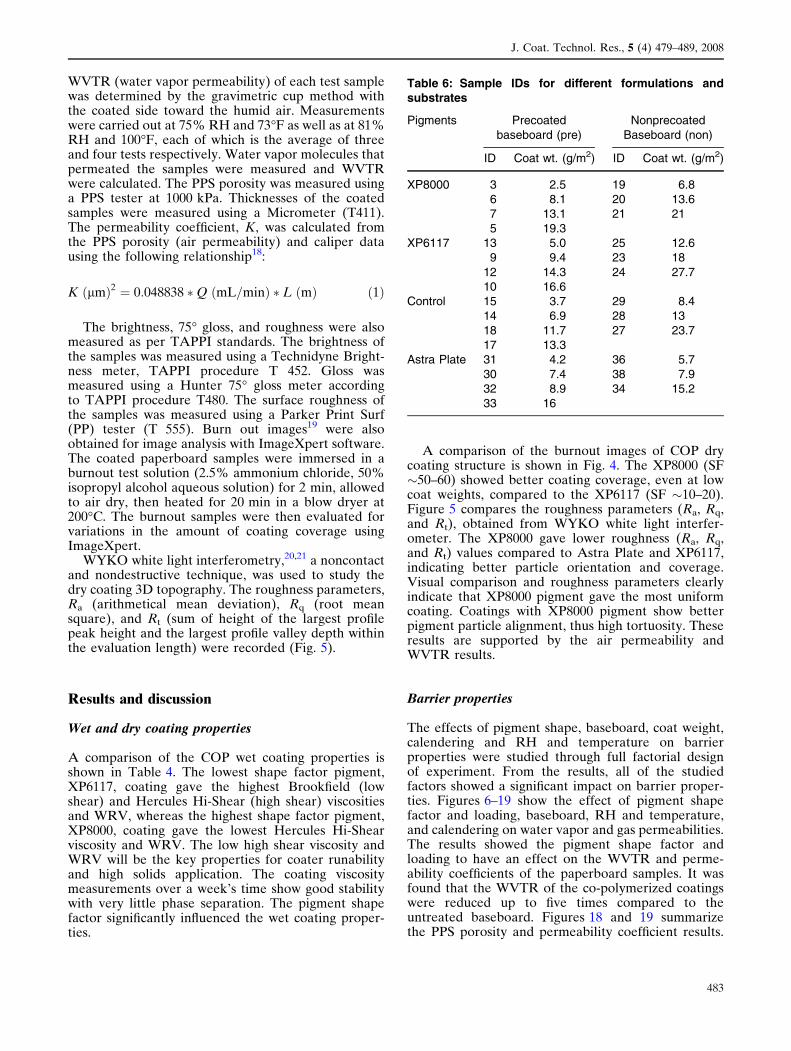
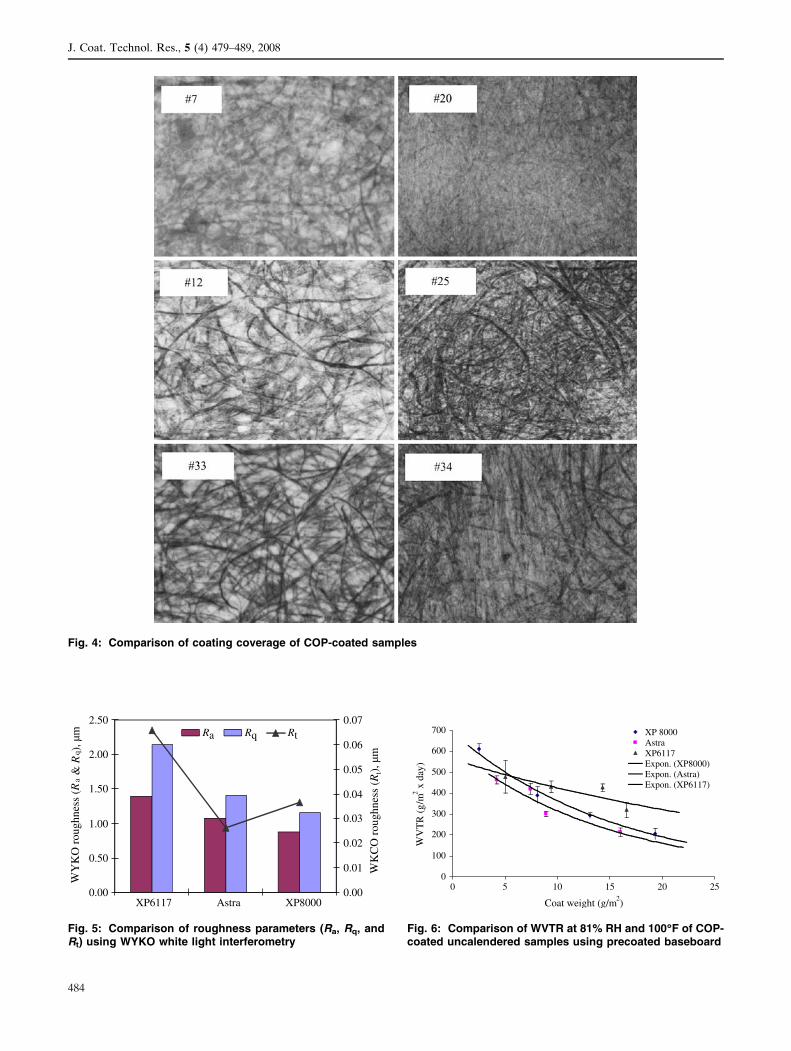
A comparison of the burnout images of COP drycoating structure is shown in Fig. 4. The XP8000 (SF�50–60) showed better coating coverage, even at lowcoat weights, compared to the XP6117 (SF �10–20).Figure 5 compares the roughness parameters (Ra, Rq,and Rt), obtained from WYKO white light interfer-ometer. The XP8000 gave lower roughness (Ra, Rq,and Rt) values compared to Astra Plate and XP6117,indicating better particle orientation and coverage.Visual comparison and roughness parameters clearlyindicate that XP8000 pigment gave the most uniformcoating. Coatings with XP8000 pigment show betterpigment particle alignment, thus high tortuosity. Theseresults are supported by the air permeability andWVTR results.
Barrier properties
The effects of pigment shape, baseboard, coat weight,calendering and RH and temperature on barrierproperties were studied through full factorial designof experiment. From the results, all of the studiedfactors showed a significant impact on barrier proper-ties. Figures 6–19 show the effect of pigment shapefactor and loading, baseboard, RH and temperature,and calendering on water vapor and gas permeabilities.The results showed the pigment shape factor andloading to have an effect on the WVTR and perme-ability coefficients of the paperboard samples. It wasfound that the WVTR of the co-polymerized coatingswere reduced up to five times compared to theuntreated baseboard. Figures 18 and 19 summarizethe PPS porosity and permeability coefficient results.
Table 6: Sample IDs for different formulations andsubstrates
Pigments Precoatedbaseboard (pre)
NonprecoatedBaseboard (non)
ID Coat wt. (g/m2) ID Coat wt. (g/m2)
XP8000 3 2.5 19 6.86 8.1 20 13.67 13.1 21 215 19.3
XP6117 13 5.0 25 12.69 9.4 23 18
12 14.3 24 27.710 16.6
Control 15 3.7 29 8.414 6.9 28 1318 11.7 27 23.717 13.3
Astra Plate 31 4.2 36 5.730 7.4 38 7.932 8.9 34 15.233 16
J. Coat. Technol. Res., 5 (4) 479–489, 2008
483
0.00
0.50
1.00
1.50
2.00
2.50
XP6117 Astra
WY
KO
rou
ghne
ss (
Ra
& R
q), µ
m
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
WK
CO
rou
ghne
ss (
Rt),
µm
Ra Rq Rt
XP8000
Fig. 5: Comparison of roughness parameters (Ra, Rq, andRt) using WYKO white light interferometry
0
100
200
300
400
500
600
700
0 10 15 20 25
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP 8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 6: Comparison of WVTR at 81% RH and 100�F of COP-coated uncalendered samples using precoated baseboard
Fig. 4: Comparison of coating coverage of COP-coated samples
J. Coat. Technol. Res., 5 (4) 479–489, 2008
484
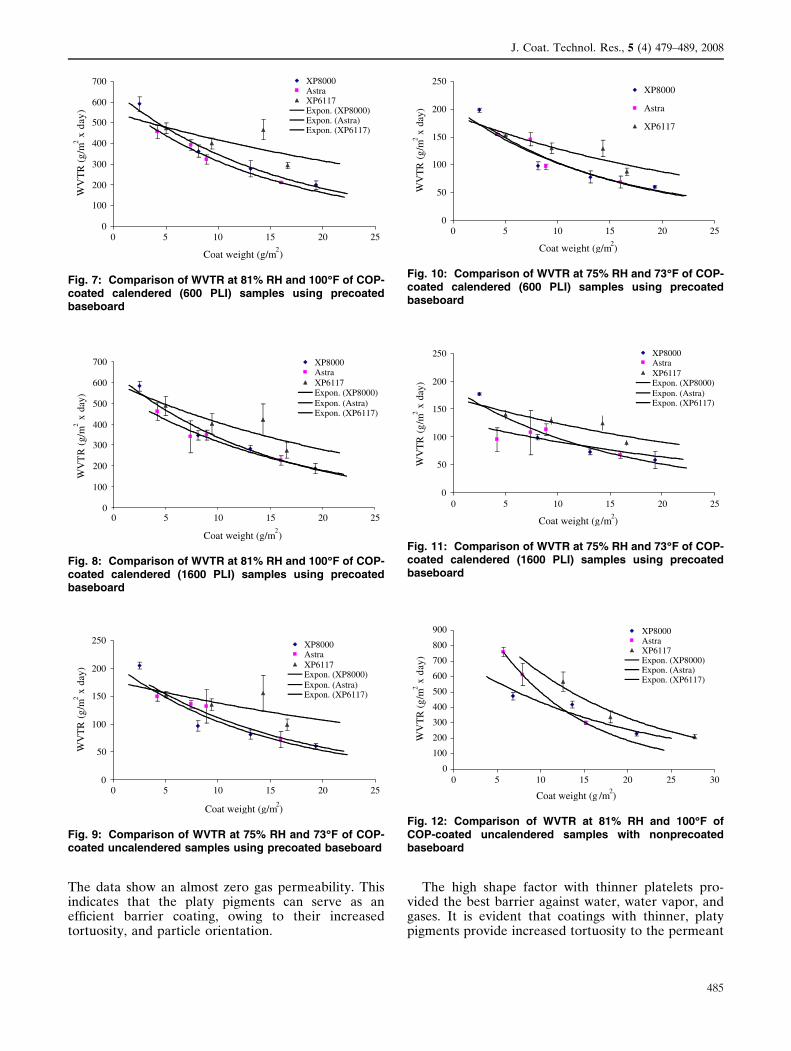
The data show an almost zero gas permeability. Thisindicates that the platy pigments can serve as anefficient barrier coating, owing to their increasedtortuosity, and particle orientation.
The high shape factor with thinner platelets pro-vided the best barrier against water, water vapor, andgases. It is evident that coatings with thinner, platypigments provide increased tortuosity to the permeant
0
50
100
150
200
250
0 10 15 20 25
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 9: Comparison of WVTR at 75% RH and 73�F of COP-coated uncalendered samples using precoated baseboard
0
50
100
150
200
250
0 10 15 20 25
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000
Astra
XP6117
5
Fig. 10: Comparison of WVTR at 75% RH and 73�F of COP-coated calendered (600 PLI) samples using precoatedbaseboard
0
100
200
300
400
500
600
700
0 10 15 20 25
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 8: Comparison of WVTR at 81% RH and 100�F of COP-coated calendered (1600 PLI) samples using precoatedbaseboard
0
100
200
300
400
500
600
700
0 10 15 20 25
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 7: Comparison of WVTR at 81% RH and 100�F of COP-coated calendered (600 PLI) samples using precoatedbaseboard
0
50
100
150
200
250
0 10 15 20 25
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 11: Comparison of WVTR at 75% RH and 73�F of COP-coated calendered (1600 PLI) samples using precoatedbaseboard
0
100
200
300
400
500
600
700
800
900
0 10 15 20 25 30
Coat weight (g /m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 12: Comparison of WVTR at 81% RH and 100�F ofCOP-coated uncalendered samples with nonprecoatedbaseboard
J. Coat. Technol. Res., 5 (4) 479–489, 2008
485
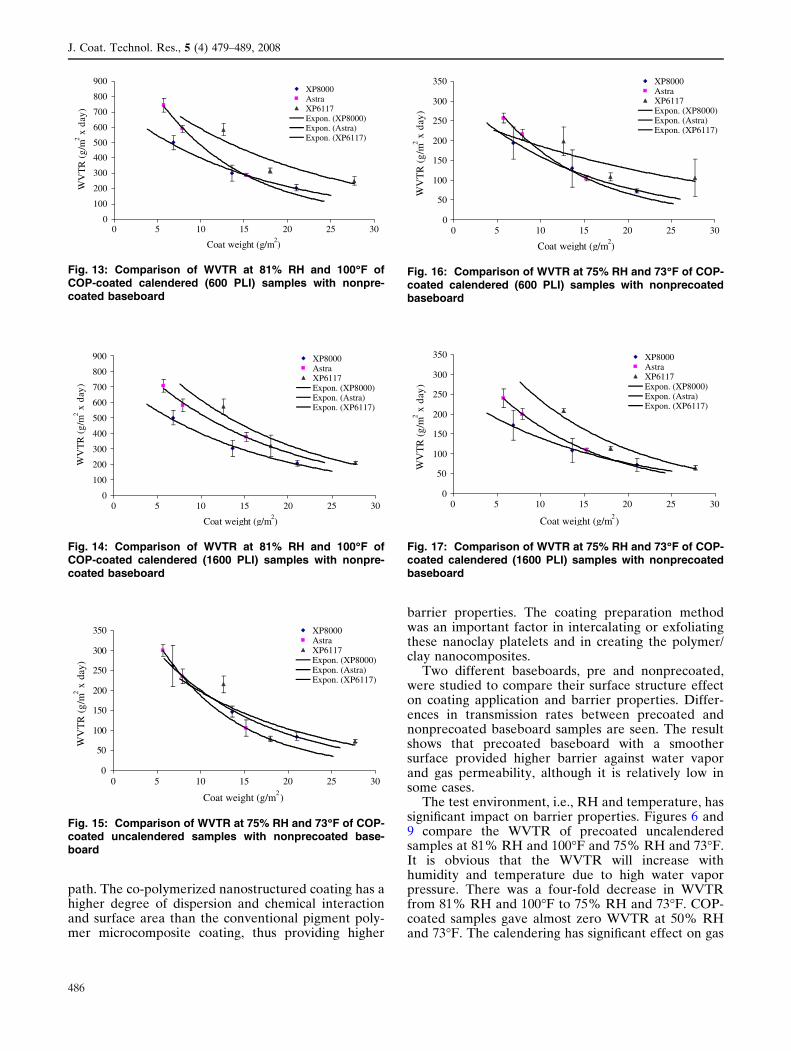
path. The co-polymerized nanostructured coating has ahigher degree of dispersion and chemical interactionand surface area than the conventional pigment poly-mer microcomposite coating, thus providing higher
barrier properties. The coating preparation methodwas an important factor in intercalating or exfoliatingthese nanoclay platelets and in creating the polymer/clay nanocomposites.
Two different baseboards, pre and nonprecoated,were studied to compare their surface structure effecton coating application and barrier properties. Differ-ences in transmission rates between precoated andnonprecoated baseboard samples are seen. The resultshows that precoated baseboard with a smoothersurface provided higher barrier against water vaporand gas permeability, although it is relatively low insome cases.
The test environment, i.e., RH and temperature, hassignificant impact on barrier properties. Figures 6 and9 compare the WVTR of precoated uncalenderedsamples at 81% RH and 100�F and 75% RH and 73�F.It is obvious that the WVTR will increase withhumidity and temperature due to high water vaporpressure. There was a four-fold decrease in WVTRfrom 81% RH and 100�F to 75% RH and 73�F. COP-coated samples gave almost zero WVTR at 50% RHand 73�F. The calendering has significant effect on gas
0
100
200
300
400
500
600
700
800
900
0 10 15 20 25 30
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 14: Comparison of WVTR at 81% RH and 100�F ofCOP-coated calendered (1600 PLI) samples with nonpre-coated baseboard
0
50
100
150
200
250
300
350
0 10 15 20 25 30
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 16: Comparison of WVTR at 75% RH and 73�F of COP-coated calendered (600 PLI) samples with nonprecoatedbaseboard
0
50
100
150
200
250
300
350
0 10 15 20 25 30
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 17: Comparison of WVTR at 75% RH and 73�F of COP-coated calendered (1600 PLI) samples with nonprecoatedbaseboard
0
50
100
150
200
250
300
350
0 10 15 20 25 30
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 15: Comparison of WVTR at 75% RH and 73�F of COP-coated uncalendered samples with nonprecoated base-board
0
100
200
300
400
500
600
700
800
900
0 10 15 20 25 30
Coat weight (g/m2)
WV
TR
(g/m
2x
day)
XP8000AstraXP6117Expon. (XP8000)Expon. (Astra)Expon. (XP6117)
5
Fig. 13: Comparison of WVTR at 81% RH and 100�F ofCOP-coated calendered (600 PLI) samples with nonpre-coated baseboard
J. Coat. Technol. Res., 5 (4) 479–489, 2008
486
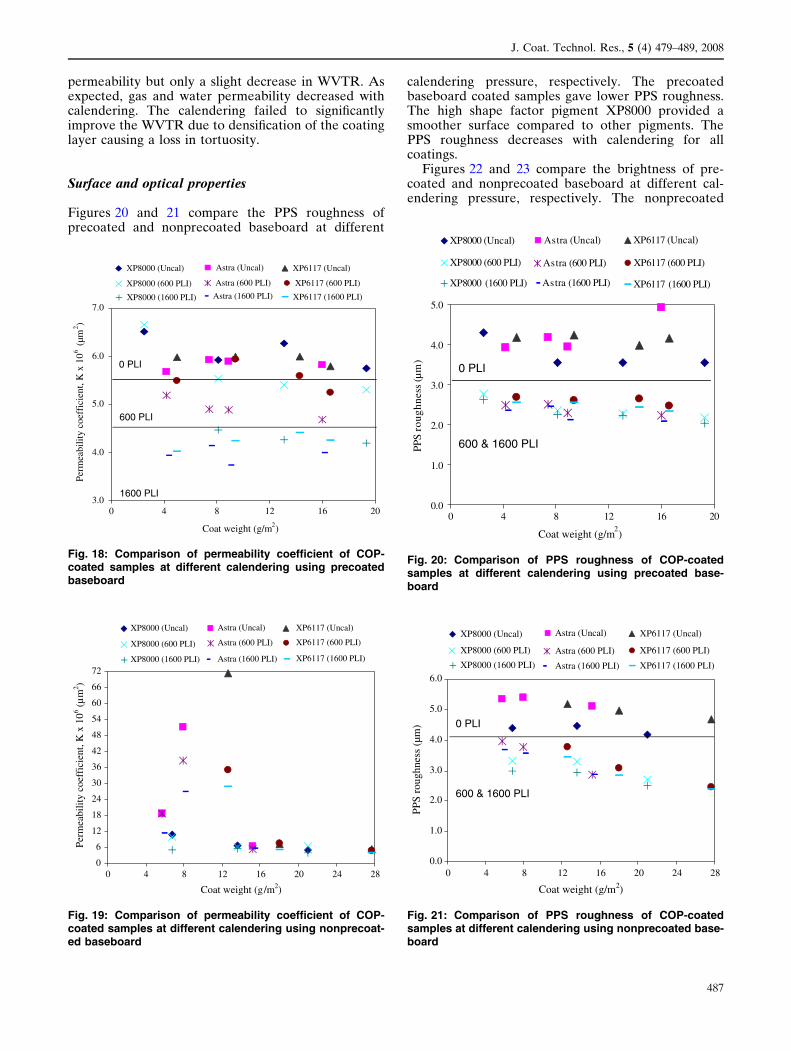
permeability but only a slight decrease in WVTR. Asexpected, gas and water permeability decreased withcalendering. The calendering failed to significantlyimprove the WVTR due to densification of the coatinglayer causing a loss in tortuosity.
Surface and optical properties
Figures 20 and 21 compare the PPS roughness ofprecoated and nonprecoated baseboard at different
calendering pressure, respectively. The precoatedbaseboard coated samples gave lower PPS roughness.The high shape factor pigment XP8000 provided asmoother surface compared to other pigments. ThePPS roughness decreases with calendering for allcoatings.
Figures 22 and 23 compare the brightness of pre-coated and nonprecoated baseboard at different cal-endering pressure, respectively. The nonprecoated
3.0
4.0
5.0
6.0
7.0
0 8 12 16
Coat weight (g/m2)
Perm
eabi
lity
coef
fici
ent,
K x
106
(µm
2 )
XP8000 (Uncal) Astra (Uncal) XP6117 (Uncal)
XP8000 (600 PLI) Astra (600 PLI) XP6117 (600 PLI)
XP8000 (1600 PLI) Astra (1600 PLI) XP6117 (1600 PLI)
0 PLI
600 PLI
1600 PLI
4 20
Fig. 18: Comparison of permeability coefficient of COP-coated samples at different calendering using precoatedbaseboard
0
6
12
18
24
30
36
42
48
54
60
66
72
0 8 12 16 20 24 28
Coat weight (g/m2)
Perm
eabi
lity
coef
fici
ent,
K x
106
(µm
2 )
XP8000 (Uncal) Astra (Uncal) XP6117 (Uncal)
XP8000 (600 PLI) Astra (600 PLI) XP6117 (600 PLI)
XP8000 (1600 PLI) Astra (1600 PLI) XP6117 (1600 PLI)
4
Fig. 19: Comparison of permeability coefficient of COP-coated samples at different calendering using nonprecoat-ed baseboard
0.0
1.0
2.0
3.0
4.0
5.0
0 4 8 12 16 20
Coat weight (g/m2)
PPS
roug
hnes
s(µ
m)
XP8000 (Uncal) Astra (Uncal) XP6117 (Uncal)
XP8000 (600 PLI) Astra (600 PLI) XP6117 (600 PLI)
XP8000 (1600 PLI) Astra (1600 PLI) XP6117 (1600 PLI)
0 PLI
600 & 1600 PLI
Fig. 20: Comparison of PPS roughness of COP-coatedsamples at different calendering using precoated base-board
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 8 12 16 20 24 28
Coat weight (g/m2)
PPS
roug
hnes
s (µ
m)
XP8000 (Uncal) Astra (Uncal) XP6117 (Uncal)
XP8000 (600 PLI) Astra (600 PLI) XP6117 (600 PLI)
XP8000 (1600 PLI) Astra (1600 PLI) XP6117 (1600 PLI)
0 PLI
600 & 1600 PLI
4
Fig. 21: Comparison of PPS roughness of COP-coatedsamples at different calendering using nonprecoated base-board
J. Coat. Technol. Res., 5 (4) 479–489, 2008
487

baseboard coated samples gave higher brightness.There was only a slight impact of pigment shape factoron brightness. As expected, the brightness decreaseswith calendering for all coatings.
Figures 24 and 25 compare the 75� gloss of pre-coated and nonprecoated baseboard at different cal-endering, respectively. The precoated baseboardcoated samples gave higher gloss. The high shapefactor pigment XP8000 provided higher gloss com-pared to other pigments due to higher smoothness andparticle orientation. The gloss increases with calender-ing for all coatings.
Conclusions
New sustainable co-polymerized coatings were devel-oped for barrier applications. Acrylic co-monomerswere polymerized in the presence of three different,finely dispersed modified HSFE clays, to prepareco-polymerized coatings. The wet and dry coatingproperties were studied and showed promising resultsin terms of runability and dispersion stability. TheCLC-coated samples were then tested for gas andwater vapor permeability. Additionally, the optical andsurface properties were determined. Although studies
78
79
80
81
82
83
84
0 8 12 16 20
Coat weight (g/m2)
Bri
ghtn
ess
(%)
XP8000 (Uncal) Astra (Uncal) XP6117 (Uncal)
XP8000 (600 PLI) Astra (600 PLI) XP6117 (600 PLI)
XP8000 (1600 PLI) Astra (1600 PLI) XP6117 (1600 PLI)
4
Fig. 22: Comparison of brightness of COP-coated samplesat different calendering using precoated baseboard
75
76
77
78
79
80
81
82
83
84
85
86
0 12 16 20 24 28
Coat weight (g/m2)
Bri
ghtn
ess
(%)
XP8000 (Uncal) Astra (Uncal) XP6117 (Uncal)
XP8000 (600 PLI) Astra (600 PLI) XP6117 (600 PLI)
XP8000 (1600 PLI) Astra (1600 PLI) XP6117 (1600 PLI)
4 8
Fig. 23: Comparison of brightness of COP-coated samplesat different calendering using nonprecoated baseboard
40
44
48
52
56
60
64
68
72
76
0 12 16 20
Coat weight (g/m2)
75° G
loss
(%
)
XP8000 (Uncal) Astra (Uncal) XP6117 (Uncal)
XP8000 (600 PLI) Astra (600 PLI) XP6117 (600 PLI)
XP8000 (1600 PLI) Astra (1600 PLI) XP6117 (1600 PLI)
4 8
Fig. 24: Comparison of 75� gloss of COP-coated samplesat different calendering using precoated baseboard
28
34
40
46
52
58
64
70
76
0 8 12 16 20 24 28
XP8000 (Uncal) Astra (Uncal) XP6117 (Uncal)
XP8000 (600 PLI) Astra (600PLI) XP6117 (600 PLI)
XP8000 (1600 PLI) Astra (1600 PLI) XP6117 (1600 PLI)
4
Coat weight (g/m2)
75° G
loss
(%
)
Fig. 25: Comparison of 75� gloss of COP-coated samplesat different calendering using nonprecoated baseboard
J. Coat. Technol. Res., 5 (4) 479–489, 2008
488

were not conducted to determine the recyclability ofthe coatings, the coating contains no materials thatcannot be re-broked off the paper machine. The onlydifference between this coating and current coatingswhich are being re-broked by paper mills is the use ofthe high aspect ratio clays.
The effects of pigment shape, baseboard, coatweight, calendering and RH, and temperature onbarrier properties were studied through full factorialdesign of experiment. All of the studied factors showeda significant impact on barrier properties. The highshape factor and thinner platelet pigment, XP8000 (SF�50–60, T 40 nm), gave the lowest WVTR fornonprecoated baseboard. While the XP8000 and Astra(SF �25–32, T 70 nm) gave lowest WVTR for pre-coated baseboard. Calendering slightly improved thebarrier properties. RH and temperature had a detri-mental effect on barrier properties. Although the highshape factor improved coverage, the results werecomparable for the XP8000 and Astra.
The surface and optical properties showed promis-ing results. The high shape factor provided highersurface smoothness and gloss, with a slight impact onbrightness. Calendering has a significant impact onsurface and optical properties. The co-polymerizedcoatings provided very high gloss results.
References
1. Medoff, M, et al., ‘‘Cellulosic and Lignocellulosic Materialsand Compositions and Composites Made There From.’’ USPatent 7,074,918, July 2006
2. Tucker, Jr, et al., ‘‘Flexible Microwave Cooking PouchContaining a Raw Frozen Protein Portion and Method ofMaking.’’ US Patent 7,015,442, March 2006
3. Beaverson, N, Wood, W, ‘‘Packaging Material.’’ US Patent7,001,661, February 2006
4. Schulz, R, ‘‘In-Plant Tray Forming.’’ Polymers, Laminations& Coatings Conference Proceedings, 1992
5. Kline, J, Paper and Paperboard (2nd ed.). Miller FreemanPublishing, San Francisco (1991)
6. Lin Li, ‘‘Global Environmental Packaging Requirements.’’Barrier Coating Symposium, Kalamazoo, MI, October 12–13,2004
7. Twede, D, Selke, SEM, Cartons, Crates and CorrugatedBoard: Handbook of Paper and Wood Packaging Technol-ogy. DEStech, Lancaster, PA (2005)
8. Lodha, P, Netravali, AN, ‘‘Characterization of Interfacialand Mechanical Properties of ‘‘Green’’ Composites with SoyProtein Isolate and Ramie Fibers.’’ J. Mater. Sci., 37 3657(2002)
9. Gallstedt, M, Hedenqvist, MS, Mikael, S, ‘‘PackagingRelated Properties of Coated Whey Protein and ChitosanFilms.’’ Barrier Coating Symposium, Western MichiganUniversity, Kalamazoo, MI, October 8–9, 2002
10. Salste, M, et al., ‘‘Laminated Package Material, Method forManufacturing the Same, and a Package.’’ US Patent6,964,797, November 2005
11. Frisk, P, et al., ‘‘Laminated Packaging Material for PaperContainer.’’ US Patent 6,974,612, December 2005
12. Akkapeddi, MK, et al., ‘‘Oxygen Scavenging High BarrierPolyamide Compositions for Packaging Applications.’’ USPatent 6,740,698, 2004
13. Alexandre, M, Dubois, P, ‘‘Polymer Layered Silicate Nano-composites: Preparation, Properties and Uses of a New Classof Materials.’’ Mater. Sci. Eng., 28 1–63 (2000)
14. Beall, WG, Pinnavaia, JT, ‘‘Polymer-Clay Nanocomposites.’’Wiley Series in Polymer Science, January 2001
15. Favier, V, Chanzy, H, Cavaille, JY, ‘‘Polymer Nanocompo-sites Reinforced by Cellulose Whiskers.’’ Macromolecules,28 6365–6367 (1996)
16. Foster, J, Singamaneni, S, Kattumenu, R, Bliznyuk, VN,‘‘Dispersion and Phase Separation of Carbon Nanotubes inUltra Thin Polymer Films.’’ J. Colloid Interface Sci., 287 167–172 (2005)
17. Soroka, W, ‘‘Package Printing and Decoration.’’ Fundamen-tals of Packaging Technology, pp 85–110. Institute ofPackaging Professionals, Herndon, VA (1995)
18. Pal, L, Joyce, MK, Fleming, PD III, ‘‘A Simple Method forCalculation of the Permeability Coefficient of PorousMedia.’’ TAPPI J., 5 (9), September (2006)
19. Dobson, RL, ‘‘Burnout, a Coat Weight Determination TestRe-Invented.’’ TAPPI Coating Conference, pp. 123–131.Chicago, IN, April 21–23 (1975)
20. Chinga, G, Gregersen, Ø, Dougherty, B, ‘‘Paper SurfaceCharacterization by Laser Profilometry & Image Analysis.’’J. Microsc. Anal., September (2003)
21. Chinga, G, Helle, T, Forseth, T, ‘‘Quantification of StructureDetails of LWC Paper Coating Layers.’’ Nord. Pulp Pap.Res. J., 17 (3) 313–318 (2002)
J. Coat. Technol. Res., 5 (4) 479–489, 2008
489
Copyright © 2022 FDOKUMEN




















