
Resin zirconia bonding promotion with some novel coupling agents

This article appeared in a journal published by Elsevier. The attachedcopy is furnished to the author for internal non-commercial researchand education use, including for instruction at the authors institution
and sharing with colleagues.
Other uses, including reproduction and distribution, or selling orlicensing copies, or posting to personal, institutional or third party
websites are prohibited.
In most cases authors are permitted to post their version of thearticle (e.g. in Word or Tex form) to their personal website orinstitutional repository. Authors requiring further information
regarding Elsevier’s archiving and manuscript policies areencouraged to visit:
http://www.elsevier.com/copyright

Author's personal copy
Journal of Alloys and Compounds 484 (2009) 452–457
Contents lists available at ScienceDirect
Journal of Alloys and Compounds
journa l homepage: www.e lsev ier .com/ locate / ja l l com
Gelcasting of alumina–zirconia–yttria nanocomposites withNa-alginate system
H. Akhondi, E. Taheri-Nassaj ∗, A. Taavoni-GilanDepartment of Materials Science and Engineering, Tarbiat Modares University, P.O. Box 14115-143, Tehran, Iran
a r t i c l e i n f o
Article history:Received 12 November 2008Received in revised form 25 April 2009Accepted 27 April 2009Available online 3 May 2009
Keywords:SuspensionsSinteringNanocompositesAl2O3
Gelcasting
a b s t r a c t
The alumina–zirconia–yttria (AZY) nanopowders ranging from 30–110 nm were synthesized via thesol–gel method. �-Alumina and t-zirconia phases were identified in the nanopowders calcined at 900 ◦Cfor 1 h. Sodium alginate was used for gelcasting process of green bodies. The viscosity of castable slurrieswith highest nanopowder loading, 15 vol.%, is about 800 mPa.s. The dried gels were pressureless sinteredat 1400, 1450 and 1500 ◦C for 3 h. Grain boundary diffusion seems to be the controlling sintering mecha-nism with increasing zirconia content from 5 up to 10 wt.%, whereas in the range of 10–15 wt.% zirconiacontent increase, lattice diffusion is the controlling.
© 2009 Elsevier B.V. All rights reserved.
1. Introduction
In order to shape green bodies from powders, a number of meth-ods are commonly used, among which, pressing, slip casting, tapecasting, injection molding, and gelcasting are prevalent. Gelcast-ing is a colloidal-forming process to yield ceramics, achieving insitu solidification of the ceramic slurry through polymerizationof monomers. This procedure is fulfilled in a sequential mannerin which a ceramic powder is initially dispersed into a monomersolution and then, after adding catalyst and initiator, the resultantsolution is poured into a mould, polymerized in situ to immobilizethe particles in the gelled part, removed from the mold while stillwet, and finally dried [1].
The above mentioned forming process has several great advan-tages, for instance: (1) the strength of the dried green body is sohigh that it can be machined; (2) this process can be utilized inorder to fabricate ceramic parts of complicated shape; (3) it pro-vides the option to use a wide range of mold materials; (4) it enablesus to manufacture large parts being comprised of sections with dif-ferent thicknesses; (5) and it has minimal molding defects. Sinceacrylamide as the commonly used monomer causes neural toxicity,there has been an attempt to investigate new gelcasting processeswith reduced toxicity (such as using sodium alginate) [1–3].
Sodium alginate is the sodium salt of alginic acid, a polysaccha-ride composed of mannuronic and guluronic acids which are the
∗ Corresponding author. Tel.: +98 21 82 88 3306.E-mail address: [email protected] (E. Taheri-Nassaj).
natural materials produced by the brown sea weeds. At room tem-perature, sodium alginate can be dissolved in water and then gelledafter reacting with divalent metal ions, mainly Ca2+. Therefore,ceramic particles are maintained in a three-dimensional network.The mechanism of cross-linking in alginate gels can be consideredin terms of an “egg-box” model involving cooperative bonding ofdivalent metal ions between aligned polyguluronate ribbons [4–9].
Apart from intrinsic advantages of Al2O3 sintered body, its frac-ture toughness is shown to be small in the absence of main fracturetoughening mechanisms. Micro-cracking and phase transformationtoughening as fracture toughening mechanisms appear when ZrO2particles are dispersed in Al2O3 matrix [10].
Several studies have been carried out on the gelcast-ing of micron and submicron powders using sodium alginate[2–4,6,11]. The present study investigates the gelcasting ofalumina–zirconia–yttria nanopowders by means of sodium algi-nate.
2. Experimental procedure
2.1. Raw materials
The initial alumina–zirconia–yttria (AZY) nanopowders were prepared viasol–gel method [10]. The composition of obtained nanopowders is shown in Table 1.They were then calcined at 900 ◦C for 1 h and ball milled for 48 h. Controllable cast-ing and solidification were performed making use of sodium alginate and calciumphosphate.
Herein, sodium alginate was utilized as a gelation reagent which dissolves inwater at room temperature. Other raw materials used in the present research are asfollows: calcium phosphate (Ca3(PO4)2) as a solidifier agent, sodium hexa metaphos-phate ((NaPO3)6) as a chelator, ammonium citrate tribasic ((NH4)3C6H5O7) as adispersant, and hexandioic acid (C6H10O4) as an initiator.
0925-8388/$ – see front matter © 2009 Elsevier B.V. All rights reserved.doi:10.1016/j.jallcom.2009.04.124

Author's personal copy
H. Akhondi et al. / Journal of Alloys and Compounds 484 (2009) 452–457 453
Table 1Composition of synthesized nanopowders from sol–gel method.
Specimen Alumina (wt.%) Zirconia (wt.%) Yttria (mol.% in zirconia)
AZY5 95 5 3AZY10 90 10 3AZY15 85 15 3
2.2. Procedure
The forming process is depicted in Fig. 1. Sodium alginate was initially dissolvedin deionized water to form a solution, which was then decomposed at 70 ◦C for 48 hin order to reduce the solution viscosity. Afterward AZY nanopowders, dispersant,chelator, and calcium phosphate were added to the solution. To break down theagglomerates, the mixture was ball milled for 24 h. Degassing was subsequentlycarried out for 10 min in a rotary evaporator under vacuum. After adding hexandioicacid into the slurry by mechanical stirring, the resulting slurry was finally pouredinto a nonporous mould. The gelled wet green body was demoulded after 6–8 h anddried at room temperature for 36 h.
After drying, binder burnout and sintering were accomplished at 600 ◦C for 1 hwith a heating rate of 1 ◦C/min, and at 1400, 1450, 1500 ◦C for 3 h with a heating rateof 2 ◦C/min, respectively.
2.3. Measurements
Powder morphology and microstructure of sintered bodies were studied byscanning electron microscope (SEM, XL30, Philips Co.). Phase analyses of the calcinedAZY15 nanopowder and its sintered specimen were achieved by X-ray diffraction (CuK�, XPERT PW3050).
In order to determine binder burnout behavior of the green bodies, we made useof thermogravimetric (TG) and differential thermal analysis (DTA) (STA 1500) in airat the heating rate of 10 ◦C/min until 700 ◦C.
Bulk density of the dried samples was calculated through division of mass tovolume. The Archimedes’s method was also applied with the aim of measuring thebulk density of the sintered specimens. Moreover, relative densities were calculatedby division of bulk densities to the theoretical densities of specimens.
Fig. 1. Flowchart of the gelcasting process.
Fig. 2. SEM micrograph of AZY5 nanopowder calcined at 900 ◦C for 1 h and ballmilled for 48 h.
To facilitate determining the rheological properties of the slurries, a rotationalviscometer (Brookfield DV-II+ pro) was utilized. The measurements were performedin the shear rate of 100 s−1 at a constant temperature of 25 ◦C.
3. Results and discussion
3.1. Gelation principle
Subsequent to adding divalent metallic salt into the sodium algi-nate solution, the sodium cation will be replaced by divalent cation,and then immediate irreversible gelation takes place [2]. Gelationreaction is shown in Eq. (1) [4]:
2Na—alginate + Ca2+ ↔ Ca—alginate + 2Na+ (1)
When applying sodium alginate in the gelcasting process, itis hence of great significance to control the gelation behavior bymeans of the chelator and initiator. In the present work, the reactionwas controlled by a chelator ((NaPO3)6) and an initiator (C6H10O4).It is believed that chelator and calcium react with each other, form-ing a three-dimensional network structure which results in thestabilization of the slurry. This reaction is expressed in Eq. (2):
6PO3− + 3Ca2+ ↔ Ca3(PO3)6 (2)
As a result of adding C6H10O4 to the ceramic suspension, thecomplex decomposes and calcium ions are released slowly (asshown in Eq. (3)), thus leading to gelation.
Ca3(PO3)6 + 3C6H10O4 ↔ 6HPO3 + 3Ca2+ + 3C6H8O42− (3)
It is noteworthy that, the above mentioned gelation process con-trolled by chelator is also used in the food industry to fabricate jelly,bean jelly, ice cream, etc. [3].
3.2. Characterization of nanopowders
As shown in Fig. 2, size of the particles in the synthesizednanopowders ranges from 30 to 110 nm. According to Fig. 3, �-alumina with a density of ∼3.60 g/cm3 [12] and t-zirconia with adensity of ∼6.10 g/cm3 [12] were identified in AZY15 nanopowdercalcined at 900 ◦C for 1 h. AZY5, AZY10 and AZY15 nanopowdershave theoretical densities of 3.725, 3.850 and 3.975 g/cm3, respec-tively. These values were calculated from weight percent of aluminaand zirconia in nanopowders. Because of its very low content, theweight percent of yttria was ignored in calculations.
Author's personal copy
454 H. Akhondi et al. / Journal of Alloys and Compounds 484 (2009) 452–457
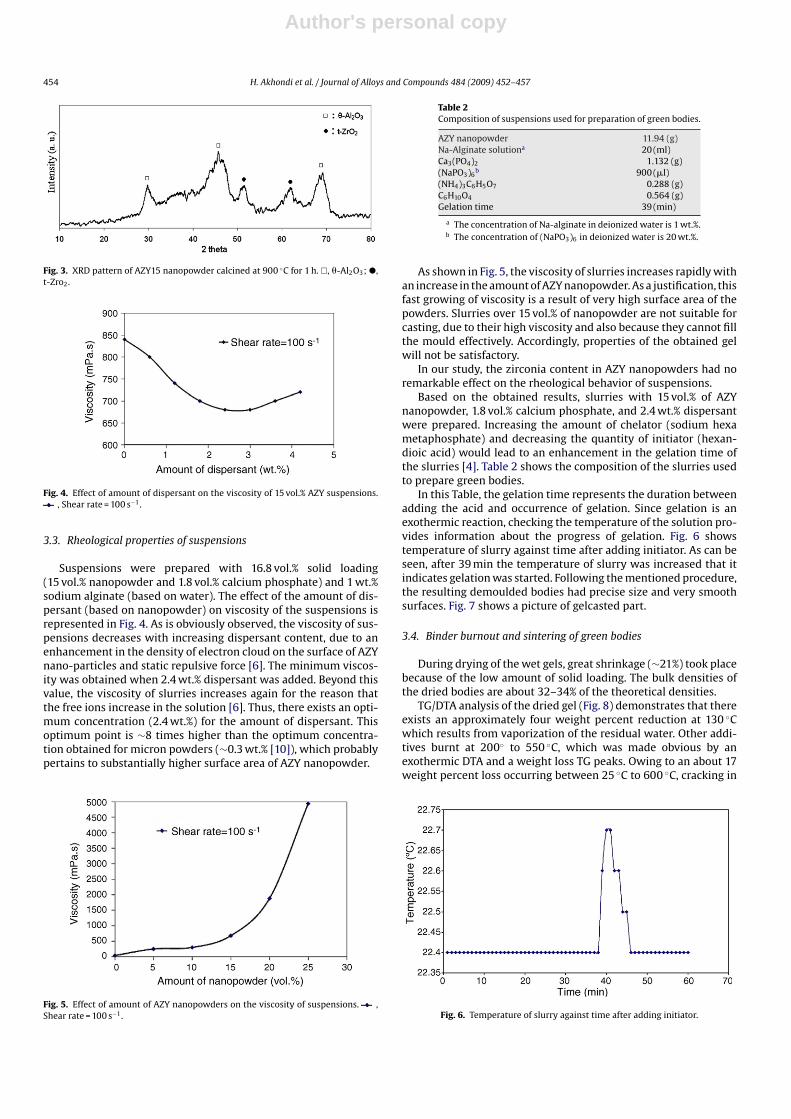
Fig. 3. XRD pattern of AZY15 nanopowder calcined at 900 ◦C for 1 h. �, �-Al2O3; �,t-Zro2.
Fig. 4. Effect of amount of dispersant on the viscosity of 15 vol.% AZY suspensions., Shear rate = 100 s−1.
3.3. Rheological properties of suspensions
Suspensions were prepared with 16.8 vol.% solid loading(15 vol.% nanopowder and 1.8 vol.% calcium phosphate) and 1 wt.%sodium alginate (based on water). The effect of the amount of dis-persant (based on nanopowder) on viscosity of the suspensions isrepresented in Fig. 4. As is obviously observed, the viscosity of sus-pensions decreases with increasing dispersant content, due to anenhancement in the density of electron cloud on the surface of AZYnano-particles and static repulsive force [6]. The minimum viscos-ity was obtained when 2.4 wt.% dispersant was added. Beyond thisvalue, the viscosity of slurries increases again for the reason thatthe free ions increase in the solution [6]. Thus, there exists an opti-mum concentration (2.4 wt.%) for the amount of dispersant. Thisoptimum point is ∼8 times higher than the optimum concentra-tion obtained for micron powders (∼0.3 wt.% [10]), which probablypertains to substantially higher surface area of AZY nanopowder.
Fig. 5. Effect of amount of AZY nanopowders on the viscosity of suspensions. ,Shear rate = 100 s−1.
Table 2Composition of suspensions used for preparation of green bodies.
AZY nanopowder 11.94 (g)Na-Alginate solutiona 20 (ml)Ca3(PO4)2 1.132 (g)(NaPO3)6
b 900 (�l)(NH4)3C6H5O7 0.288 (g)C6H10O4 0.564 (g)Gelation time 39 (min)
a The concentration of Na-alginate in deionized water is 1 wt.%.b The concentration of (NaPO3)6 in deionized water is 20 wt.%.
As shown in Fig. 5, the viscosity of slurries increases rapidly withan increase in the amount of AZY nanopowder. As a justification, thisfast growing of viscosity is a result of very high surface area of thepowders. Slurries over 15 vol.% of nanopowder are not suitable forcasting, due to their high viscosity and also because they cannot fillthe mould effectively. Accordingly, properties of the obtained gelwill not be satisfactory.
In our study, the zirconia content in AZY nanopowders had noremarkable effect on the rheological behavior of suspensions.
Based on the obtained results, slurries with 15 vol.% of AZYnanopowder, 1.8 vol.% calcium phosphate, and 2.4 wt.% dispersantwere prepared. Increasing the amount of chelator (sodium hexametaphosphate) and decreasing the quantity of initiator (hexan-dioic acid) would lead to an enhancement in the gelation time ofthe slurries [4]. Table 2 shows the composition of the slurries usedto prepare green bodies.
In this Table, the gelation time represents the duration betweenadding the acid and occurrence of gelation. Since gelation is anexothermic reaction, checking the temperature of the solution pro-vides information about the progress of gelation. Fig. 6 showstemperature of slurry against time after adding initiator. As can beseen, after 39 min the temperature of slurry was increased that itindicates gelation was started. Following the mentioned procedure,the resulting demoulded bodies had precise size and very smoothsurfaces. Fig. 7 shows a picture of gelcasted part.
3.4. Binder burnout and sintering of green bodies
During drying of the wet gels, great shrinkage (∼21%) took placebecause of the low amount of solid loading. The bulk densities ofthe dried bodies are about 32–34% of the theoretical densities.
TG/DTA analysis of the dried gel (Fig. 8) demonstrates that thereexists an approximately four weight percent reduction at 130 ◦Cwhich results from vaporization of the residual water. Other addi-tives burnt at 200◦ to 550 ◦C, which was made obvious by anexothermic DTA and a weight loss TG peaks. Owing to an about 17weight percent loss occurring between 25 ◦C to 600 ◦C, cracking in
Fig. 6. Temperature of slurry against time after adding initiator.

Author's personal copy
H. Akhondi et al. / Journal of Alloys and Compounds 484 (2009) 452–457 455
Fig. 7. Gelcasted AZY15 part.
Fig. 8. TG/DTA plot for the green bodies in air.
the green body could be caused during vaporization of the residualwater and binder burnout. Therefore, dried bodies were heated upto 600 ◦C at a heating rate of 1 ◦C/min in order to prevent cracking.
As illustrated in Fig. 9, �-alumina with a density of ∼3.99 g/cm3
[13] and t-zirconia were identified in the AZY15 specimens sintered
Fig. 9. XRD pattern of AZY15 green bodies sintered at 1400, 1450 and 1500 ◦C for3 h. �, t-Zro2; � , �-Al2O3.
Fig. 10. Relative densities of the AZY ceramics sintered at 1400, 1450 and 1500 ◦Cfor 3 h. � , �-Al2O3.
at 1400, 1450 and 1500 ◦C. Hence, theoretical densities of AZY5,AZY10 and AZY15 sintered bodies are 4.095, 4.201 and 4.306 g/cm3,respectively. In addition, no other phases containing Na, Ca and Premained from gelcasting process were detected. This is becauseadditives and water were exited during very slow heating up to600 ◦C. This is in agreement with weight loss in TG/DTA analysis ofthe green body.
Relative densities versus zirconia content of sintered specimensare demonstrated in Fig. 10. According to this figure, relative densi-ties of the specimens decreased by increasing zirconia content from5 to 10 wt.%. The alumina grain junctions were occupied by zirconiaparticles as a result of lower interfacial energy of alumina/zirconiaagainst that of alumina/pores [14]. On the other hand, zirconia has avery low solubility in alumina, about 0.3 wt.% [15]. Therefore zirco-nia inhibits densification and grain growth of alumina by decreasinggrain boundary diffusion, and delays the initiation of bulk shrink-age by ∼100 ◦C [16]. However, increasing zirconia content from 10to 15 wt.% resulted in an increase in relative densities of specimens.
It may be proposed that the effect of lattice diffusion in sin-tering of alumina–zirconia composites with micron-sized grains islow and grain boundary diffusion consequently controls the sin-tering mechanism. Nevertheless, lattice diffusion mechanism has alarge effect on the sintering of alumina–zirconia nanocompositesdue to high surface area and homogeneous distribution of zirco-nia in alumina matrix. This mechanism causes an enhancement indensification of alumina without grain growth. It can be thereforeclaimed that, grain boundary diffusion is the controlling sinteringmechanism when increasing zirconia from 5 up to 10 wt.%, whereasbetween 10 and 15 wt.% zirconia, lattice diffusion is prevalent (SeeFig. 10).
Moreover, the differences between relative densities obtainedin each isotherm decreased with increasing sintering tempera-ture. This may be caused by enhancement of both lattice and grainboundary diffusion of alumina with increasing sintering tempera-ture and hence leading to a decrease in the influence of zirconia.AZY5 body sintered at 1500 ◦C had a maximum relative density of88.59% and AZY10 body sintered at 1400 ◦C had a minimum relativedensity of 67.01%.
SEM micrographs of AZY ceramics sintered at 1500 ◦C are illus-trated in Fig. 11. As can be seen, increasing zirconia content results indecreasing grain size of alumina in the microstructures. This is due

Author's personal copy
456 H. Akhondi et al. / Journal of Alloys and Compounds 484 (2009) 452–457
Fig. 11. SEM micrographs of (a) AZY5, (b) AZY10, and (c) AZY15 specimens sintered at 1500 ◦C for 3 h.
Fig. 12. Back scattered SEM micrograph of AZY15 green body sintered at 1500 ◦C for3 h.
to inhibition of alumina grain growth by zirconia. In all specimens,most of the zirconia grains were placed at the alumina grain junc-tions and abnormal grain growth was inhibited. Lack of sufficientcontent of zirconia in the AZY5 bodies led to some abnormal graingrowth and trapping of few zirconia in the alumina grains. It shouldbe noted that the sintered bodies show uniform and nano-sizedmicrostructure.
Fig. 12 shows the back scattered SEM micrograph of AZY15 spec-imen sintered at 1500 ◦C. This figure confirms that zirconia (whiteareas) has a homogeneous distribution in the alumina matrix (darkareas) which results in grain growth inhibition of alumina grains.
4. Conclusions
In the present study, sodium alginate was applied for in situforming of alumina–zirconia–yttria green bodies from nanopow-ders. Slurries with 15 vol.% nanopowders and 1.8 vol.% calcium
phosphate dispersed by 1 wt.% sodium alginate solution were pre-pared for the gelcasting process. The obtained results can besummarized as follows:
1- Sodium alginate was successfully applied in the gelcasting pro-cess of alumina–zirconia–yttria nanopowders.
2- Rheological behavior of slurries containing nanopowder isstrongly affected by nanopowder volume fraction.
3- The required amount of dispersant for alumina–zirconia–yttriananopowders is about 8 times more than that for micron pow-ders.
4- Grain boundary diffusion is the controlling sintering mechanismwith increasing zirconia from 5 up to 10 wt.%, whereas between10 and 15 wt.% zirconia, lattice diffusion controls the process.
5- Alumina with 5 wt.% zirconia had highest relative densityof about 89% and alumina with 15 wt.% zirconia had finestmicrostructure.
6- Producing ceramic parts composed of homogenous and nano-sized microstructure, and without huge grain growth, wasfeasible through the mentioned procedure.
References
[1] M.A. Janney, O.O. Omatete, C.A. Walls, S.D. Nunn, R.J. Ogle, G. Westmoreland,Journal of the American Ceramic Society 81 (3) (1998) 581–591.
[2] Y. Jia, Y. Kanno, Z. Xie, Journal of the European Ceramics Society 22 (2002)1911–1916.
[3] Y. Jia, Y. Kanno, Z. Xie, Materials Letters 57 (2003) 2530–2534.[4] Z. Xie, X. Wang, Y. Jia, Y. Huang, Materials Letters 57 (2003) 1635–1641.[5] N.R. Spencer, N.C. Leppla, G.A. Presser, Entertainment Experimental & Applica-
tion 20 (1976) 39–42.[6] J. Ma, Z. Xie, H. Miao, B. Zhang, X. Lin, Y. Cheng, Materials & Design 26 (2005)
291–296.[7] N.G. Voron’ko, S.R. Derkach, V.N. Izmailova, Russian Journal of Applied Chem-
istry 75 (2002) 790–794.[8] X. Liu, L. Qian, T. Shu, Z. Tong, Polymer 44 (2003) 407–412.[9] T.D. Perry, R.T. Cygan, R. Mitchell, Geochimica et Cosmochimica Acta 70 (2006)
3508–3532.[10] B.T. Lee, J.K. Han, F. Saito, Materials Letters 59 (2005) 355–360.

Author's personal copy
H. Akhondi et al. / Journal of Alloys and Compounds 484 (2009) 452–457 457
[11] Z. Yu, Y. Huang, C. Wang, S. Ouyang, Ceramics International 30 (2004) 503–507.[12] V.V. Srdic, M. Winterer, H. Hahn, Journal of the American Ceramic Society 83
(8) (2000) 1853–1860.[13] I. Levin, D. Brandon, Journal of the American Ceramic Society 81 (8) (1998)
1995–2012.
[14] F.F. Lange, M.M. Hirlinger, Journal of the American Ceramic Society 67 (3) (1984)164–168.
[15] J. Wang, R. Stevens, Journal of Materials Science 24 (1989) 3421–3440.[16] F.F. Lange, T. Yamaguchi, B.I. Davis, P.E.D. Morgan, Journal of the American
Ceramic Society 71 (6) (1988) 446–448.
Copyright © 2022 FDOKUMEN




















