Excelencia en manufactura / Marcos Martinez Reyes.
99
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Excelencia en manufactura / Marcos Martinez Reyes.


D.I. MARCOS MARTINEZ REYES
-Maestría en Administración Universidad La Salle en México D.F. C1989-1992) -Licenciatura en Ingeniería Industrial Universidad Autónoma Metropolitana en México D.F. (1978-1984) -Licenciatura en Ingeniería Industrial Ce.N.E.T.I. (197Ó-1977) -Diplomado de Técnico en Máquinas y Herramientas C.E.C.Y.T. Juan de Dios Botis
Trabajó como dibujante en Grupo DAP (1981) y al año siguiente se convirtió en Asociado "c' medio tiempo de la Universidad Autónoma Metropolitana.
En 1986 labora como Gerente de Planto Nivel 31 del grupo Spaicer, Plataformas y Carrocerías S.A. de C.V, donde colaboró en la fabricación de Gobinetería Especiolizoaa poro la Industria Electrónica DATA PRODUCTS. HEWLEH-PACKARD e IBM. fabricación de estructuras metálicos mediante el Sistema JIT; así como vestido y montaje poro camionetas Chrysler y pintado de defensas pora FORD usando el Sistema de Planta Focalizada,
En abril de 1987 participó como Coordinador del Área Metal Plástico en el Instituto Mexicano del Petróleo, para la construcción de un Simulador de Brotes a escalo real. Actualmente funge como Secretario de Talleres y Laboratorios en la Escuela de Ingeniería en lo Universidad LoSalle.
Se le reconoce su participación en el Diplomado en Administración de la Manufactura Herramientas de Mejora Continua, el 4o.Congreso de Ingeniería y el 4o.Congreso de Métodos Numéricos en lo Universidad LaSalle. Otros congresos son: Color en el Diseño, Embase y Embalaje en lo Universidad Autónoma Metropolitana, a los cuales se suma el congreso de Costos y Calidad impartido por lo Sociedad Mexicana de Ingeniería Económica y de Costos A.C.

EXELENCIA EN MANUFACTURA D.I. MARCOSjW\RTINEZ REYES
AWjA AZCAPO Èl-i^-^ B I B L I O T E C A
2 8 8 4 8 0 5
UNIVERSIDAD AUTÓNOMA METROPOLITANA AZCAPOTZALCO c^i-ui^ División de Ciencias y Artes para el Diseño Departamento de Procesos y Técnicas de Reaiizacibn.

Ï C ^ w i B i B L í CIECA
Dr, Gustavo A. Chap«ki Costoflaros Peclor General
Or. Enrlqu» Fornàndòz Fassnacht Secretarlo General
Uc. Edmundo Jacobo Molina Rector Unidad Azcopofzalco
Mtro. Adrián de Garoy Sánchez Secretarlo de Unidad
M.D.I. Ennillo Martínez de Velosco Olrector DMsión de Ciencias y Artes para el Diserto
Arq. Rosa Elena Alvarez Martínez Jefe Depto Procesos v Técnicas de Reoiización
D.l. Alberto Cervantes Baqu4 Jefe Area de Tecnología y Diseño para lo producción de Otajetos
Coordinación D.G. Morlona Larc^ftaga Ramírez
formación editorial MetoDIseño S.A. de C.V.
Ilustración de la portada Rosalinda Rodríguez Costales
Fotomecánica e impresión de lo portada Talleres de Diseño CYAD
impresión interior Taller de Impresión y Reproducción CSU
Derecfios Reservodos ©1993 Universidad Autónoma Metropoiltona División de Clenclos v Artes para ei Diserto Av. San Pablo 180 Col Reynoso Azcapotzalco C P. 02200 México 16D.F. Apdo. Postal 16-307

EXCELEmCIA DE MAriUFACTURA OBJETIVOS
100% TIEMPO RAZONABLE -O- inVEríTARIO -O- TIEMPOS FIJOS ALTOS -O- PAQOS MiniMOS -O- ABRIR MEDIOS TIEMPOS
100% PARTICIPACIOn
NVENTARIO o
z Ш
>
800-r 700-600-500-
g 400-^ 300-í É 2004
100-1 0-
PmiCiEiQ-DEXIARRERA. 30 TURNS
JUA FEB MAR APR MAY JUN JUL AUG SEP O C T N O V ' D I C

40-
35-
30-
25-
2Ü--
15-
10-
5-
SUGERENCIA POR PERSONA
TOTAL DE SUGERENCIA
NUMEROS DE TARJETAS LIMPIOS
U M M 1.1 M M M
EXCELENCIA EN
MANUFACTURA

OBJETIVOS
SOBREVIVIR PROVECHO
CRECER
" HACER DINERO "
OANADORES

VISITAS DE PLANEAMIENTO DE NEGOCIO
OBJETIVOS ESTRATEGIA
ESTÁNDARES DE CRECIMIENTO
PROBABILIDAD
REGRESO
MERCADOS
PRODUCTOS
FUENTES
ESTRATEGIAS TÍPICAS
MERCADO CALIDAD SERVICIO PRECIO
MARGENES AMPLIOS PRECIO
COSTO PRODUCTIVIDAD

EXCELENCIA EN MANUFACTURA
"ESTRATEGIA DE PRODUCCIÓN
CON NUEVOS VALORES PARA
MEJORAR CONTINUAMENTE LA
CALIDAD Y PRODUCTIVIDAD"
QUIEN ES JAPÓN
JAPON
- 1 / 2 D E U S A D E P O B L A C I Ó N - = A L A R E A D E C A L I F O R N I A - N O TIENE FUENTES D E E N E R G I A - N O TIENE MATERIAS P R I M A S - L A R G A S L INEAS D E A B A S T E C I M I E N T O - P E Q U E Ñ O M E R C A D O L O C A L

ESTRATEGIA JAPONESA
JAPON
U, S. TECNOLOGIA
RODUCTO
DOMINIO DEL MERCADO
n — I fi
0 0 0 LULUJ
A C E R O
TV. V I D E O
R A D I O S
S T E R E O
R E L O J E S
C Á M A R A S
M O T O C I C L E T A S
P I A N O S
G U I T A R R A S
B A R C O S
A U T O S
S E M I C O N D U C T O R E S
o o . o -
o ®

VEHÍCULO DE PRODUCCIÓN (COCHES Y CAMIONES)
14
12
IC MILLONES
DE UNIDADtS
USA
CL_..i5.íi2 2D-_7J 7? 73 74 75 -i±L._2i za 79._£o._ _a] a2_...-aa- 84
CALIDAD DE PRODUCTO ESTUDIOS HECHOS 1977> "HERTZ"
MODELO
FORD
CHEVROLET
PINTO
TOYOTA
REPARACIONES POR C A D A 100 VEHÍCULOS
326
425
306
55

STANDARES DE RECHAZO MITSUBISHI HIMEJI
INICIALES
ALTERNADORES
DISTRIBUIDORES
META
60 ppm
100 ppm
50 ppm
40 ppm
160 150 140 130 120 110 1001 90
COSTO POR UNIDAD LABORAL (INDICE: 1975= 100)
160.0
USA
JAPON^ ^ 9 1 . 2
1975 76 77 78 79 80 81 82 83 84
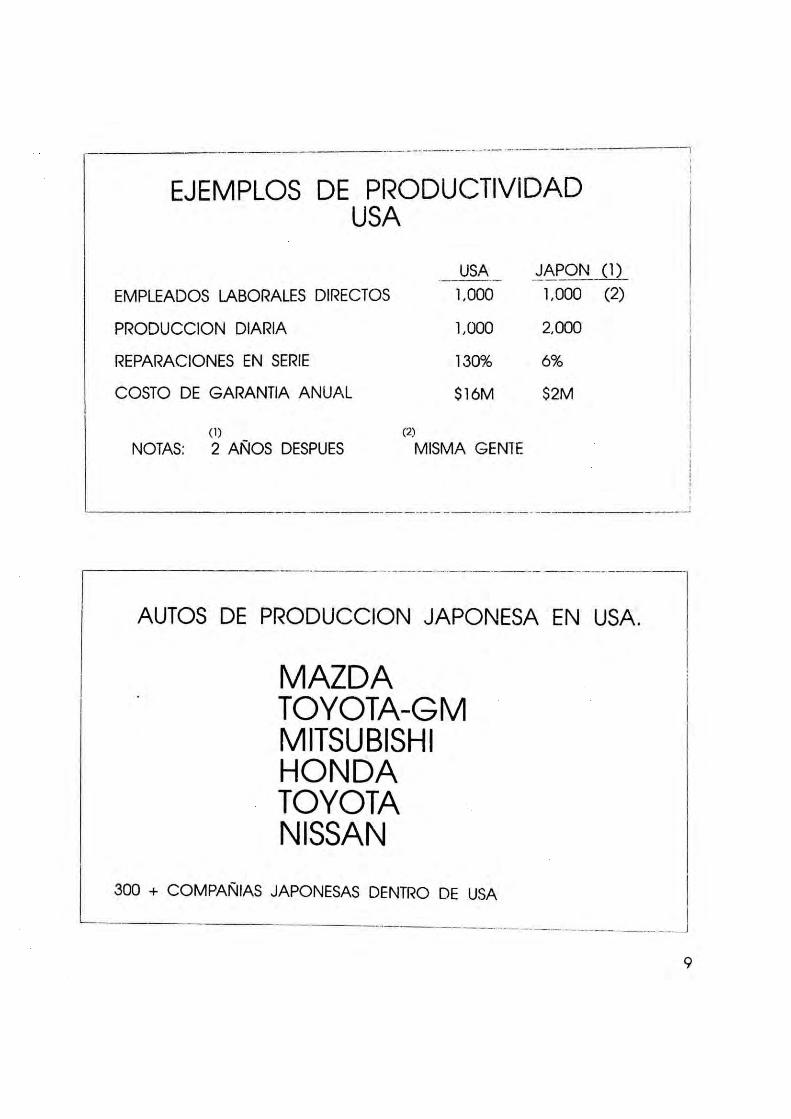
EJEMPLOS DE PRODUCTIVIDAD USA
CD N O T A S : 2 A Ñ O S D E S P U E S
(2)
U S A J A P O N ( 1 )
E M P L E A D O S L A B O R A L E S D I R E C T O S 1 , 0 0 0 1 , 0 0 0 ( 2 )
P R O D U C C I Ó N D I A R I A L Ü O O 2 , 0 0 0
R E P A R A C I O N E S E N SERIE 1 3 0 % 6 %
C O S T O D E G A R A N T Í A A N U A L $ 1 6 M $ 2 M
M I S M A G E N T E
AUTOS DE P R O D U C C I Ó N JAPONESA EN USA,
MAZDA TOYOTA-GM MITSUBISHI HONDA TOYOTA NSSAN
3 0 0 + C O M P A Ñ Í A S J A P O N E S A S D E N T R O D E U S A

RETO EN PRODUCT VIDAD
MOTOR - INDUSTRIA JAPONESA 1 9 7 8 1 9 8 2 V E H Í C U L O S / E M P L E A D O S 1 4 . 5 15 .4
USA Y GANADA 1 9 7 7 1 9 8 3
V E H Í C U L O S / E M P L E A D O S 8 .3 12 .3
MAYOR BENEFCO DE EIM MEJORA REDUCCIÓN
CALIDAD INVENTARIO
PRODUCTIVIDAD TAMAÑO DE LOTES
SERVICIO TIEMPOS RECORDS
CAPACIDAD COSTO POR UNIDAD
STANDARIZACION DISEÑO DE TIEMPO
SISTEMA DE TRANSPORTE ESPACIO
FLEXIBIÜDAD ENERGIA

RESUMEN
EIM NO ES DEPENDIENTE
MAYORÍA DE ELEMENTOS ORIGINALES EN USA
EL MAYOR PROBLEMA ES CAMBIAR LA COSTUMBRE
NO SERA FÁCIL
PERO VALE LA PENA
L I N E A : T R A B A J O F U N C I O N A
PROJECT 90
#1 CALIDAD
#1 TECNOLOGIA
#1 BAJOS COSTOS DE PRODUCCIÓN

EIM STRATEGY
PRODUCIR HASTA LA DEMANDA EUMINAR DESPERDICIO PRODUCIR UNO POR UNO MEJORA CONTINUA RESPETAR A LOS EMPLEADOS NO COP-OUTS ENFATIZAR LOS LARGOS PERIODOS
QUALITY@SOURCE
QUE SE REQUIERE?
D E M A N D > № • • • • • • • • n o
P L A N T A
P R O V E E D O R
fo } — • • • • •
• • • • • P R O V E E D O R

HENRY FORD PRODUCCIÓN EN SERIE
m BALANCE / SINCRONIZACIÓN
DEFINICIÓN DE DESPERDICIO
TODO LO DEMÁS EXTRA DE LA MINIMA
CANTIDAD DE EQUIPO, MATERIALES, PARTES,
ESPACIOS Y TIEMPO DE EMPLEADOS, QUE SEA
ABSOLUTAMENTE ESENCIAL PARA ADICIONAR
VALOR AL PRODUCTO.

CAUSAS DE DESPERDICIO
FALTA DE BALANCE ENTRE EMPLEADOS Y PROCESO
PROBLEMAS DE PRODUCCIÓN EMPLEADOS DESOCUPADOS EMPLEADOS SOBRANTES EXCESO DE CAPACIDAD DEL EQUIPO INSUFICIENCIA PREVENTIVA DE LA MANUTENCIÓN DEFECTOS / RETRABAJO USAR A GENTE EN MAQUINAS QUE SI FUNCIONAN
SOBRf. PRODUCCIÓN
ES LO MAS
GRANDIOSO EN DESPERDICIO
1 4

EIM OBJETIVOS DE PRODUCCIÓN
1 PRODUCIR LO NECESARIO EN EL TIEMPO Y CANTIDAD NECESARIA.
2 ELIMINAR INVENTARIOS INNECESARIOS
" NO SE ADMITEN INVENTARIOS GRANDES "
ESTRATEGIA DE MANUFACTURA
A C U M U L A C I Ó N DE T I E M P O S R E C O R D S H
C O M P R A MATERIAL
PARTES M A N U F A C T U R A
P R O D U C T O EN SERIE
TIEMPO RECORD DE ENTREGA
I N V E N T A R I O
1 ^ TIEMPO RECORD 1 DE ENTREGA
1 N V E N T A R 1 O C A P A C I D A D
TIEMPO RECORD DE ENTREGA
I N V E N T A R I O C A P A C I D A D
TYPE
H A C E R EL S T O C K
O R D E N EN SERIE
H A C E R L O EN O R D E N
"REDUCIR EL T IEMPO DE ESPERA PARA A U M E N T A R LA C A N T I D A D DEL TIEMPO DE ENTREGA E INVENTARIO"

ALTA CALIDAD Y
PRODUCTIVIDAD
BAJO inVEnTARIO
MEJORAMIENTO PROGRESIVO
PÓLIZA
PERFECCIÓN PROPUESTA

GENTE:
ES LA FUENTE DE LA CALIDAD
Y LA PRODUCTIVIDAD
1
DONDE ESTÁN LOS RECURSOS?
ALTA DIRECCIÓN 2 % [ 1%
MEDIA DIRECCIÓN 16% 5-25%
82% 99%
PISO DE COMPRA
DESENBOLSAMIENTO TIEMPO EN PISO

LA GENTE: CALIDAD OCULTA
INVENTARIO ES UN RIESGO LAS PLANTAS Y EQUIPOS SE DEPRECIAN LA GENTE SE APRECIA
" SON NUEVOS VALORES PARA DIRIGIR "
EIM PRODUCCIÓN
OBJETIVOS
EJECUCIÓN PARA NVENTARIAR

EIM FILOSOFIA
EXPLORAR LA CAPACIDAD HUMANA
HASTA EL MAXIMO LIMITE, COLOCANDO
EL EQUIPO Y MATERIALES INVOLUCRADOS
EN UN ESTADO DE STRESS UNIFORME.
OBJETIVOS TRADICIONALES DE PRODUCCIÓN
CORTO PLAZO: METAS JUSTIFICACIÓN MEDIDA
RESULTADOS EN:
DECISIONES SUBOPTIMAS

SOBREVIVIR C O M O UNA COMPAÑÍA
POR SEMPRE
ESTRATEGIA = TEMPO
EIM RESUMEN DE LAS ESTRATEGIAS
METAS BÁSICAS MEJORAR CALIDAD
PRODUCTIVIDAD
ELIMINAR DESPERDICIO
BONIFICACIÓN CONVERSION DE CAPITAL REDUCCIÓN DE INVENTARIO (NULO CONTROL DE FUERZA)
CAVEAT MARGEN DE ERROR - NO -

FUENTES DE CALIDAD
PARTES PERFECTAS, SIEMPRE RESPONSABIUDAD DEL OPERARIO NUEVA DEFINICIÓN DEL CUENTE NUEVO EQUIPO DE HERRAMIENTAS PARAR Y SOLUCIONAR EL PROBLEMA VISION DE DIRECCIÓN MAQUINAS SIEMPRE USTAS
EIM STRATEGY
PARTES PERFECTAS SIEMPRE
P E R F E C C I Ó N T O T A L D E B E S E R N U E S T R A M E T A
L A C A L I D A D N O S E R A M A S C A R A

ACTTUDES DE CALIDAD
LOS DEFECTOS SE PUEDEN PREVENIR
OPERADORES CAPACES
SE PUEDE CONFIAR EN LOS EMPLEADOS
" 100% DE LAS PARTES LIBRES DE DEFECTO"
PROBLEMAS EN INSPECCIÓN DESPUÉS DE HECHO NI CON INSPECCIÓN AL 100% SE ENCONTRARAN
TODO LOS DEFECTOS. ALGUNAS PARTES DEFECTUOSAS LLEGARAN A LOS
CLIENTES. ADVERSARIAL " BIG BROTHER " SITUATION HACER RESPONSABLE AL OPERADOR LA INSPECCIÓN ELIMINA LA RESPONSABILIDAD
DEL OPERADOR REACTIVO NO PROACTIVO CONTROLA NO MEJORA PROCESOS SUMA TIEMPO Y COSTO AL PROCESO

LA CALIDAD ESTA DETERMINADA
CUANDO EL PRODUCTO SE HACE
" SIN EXCESO DE INSPECCIÓN
EL PRODUCTO SE HARÁ MEJOR"
CALIDAD EN CADA PRINCIPIO / ORIGEN DE LAS FUENTES
CADA OPERACIÓN DEBE RELACIONARSE
CON LAS SUBSECUENTES HASTA LLEGAR
AL CUENTE FINAL
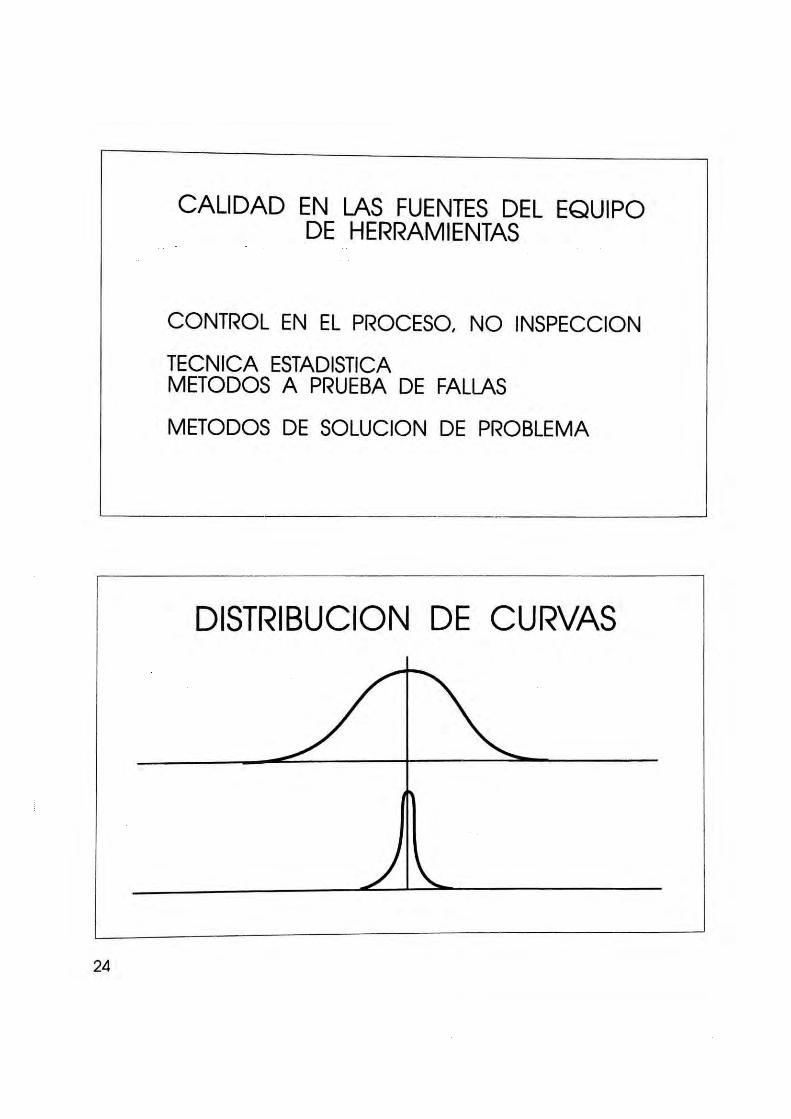
CALIDAD EN LAS FUENTES DEL EQUIPO DE HERRAMIENTAS
CONTROL EN EL PROCESO, NO INSPECCIÓN
TÉCNICA ESTADÍSTICA MÉTODOS A PRUEBA DE FALLAS
MÉTODOS DE SOLUCIÓN DE PROBLEMA
D STR BUC ON DE CURVAS
J

80
75 MIN
20
GRAFICA DE CONTROL GRAFICA X LiCL
LCL
GRAFICA R
GRÁFICAS DE CONTROL
HERRAMIENTAS PARA BUSCAR
EL MEJORAMIENTO CONTINUO EN LA CAPACIDAD
DE PROCESO Y EN LA REDUCCIÓN DE COSTO

MÉTODOS UBRES DE FALLAS
1 CÓDIGOS DE COLORES, CAMBIOS DE SONIDO ETC.
2 CHECAR CONSTRUCCIÓN DE PARTES
3 SWITCHES CON LIMITES PARA DETENER LAS
MAQUINAS EN CASO DE ERROR
4 SEÑALES DOBLES LIMITES Y ZUMBIDOS
5 DISEÑO: ENCAJA UNIDAMENTE DE UNA MANERA
SOLUCIÓN DE PROBLEMAS - ANÁLISIS DE VENTANA
CATEGORÍAS
A . M E T O D O C O N O C I D O Y P R A C T I C A D O
P O R T O D O S C O N D I C I O N E S I D E A L
B. M E T O D O C O N O C I D O P O R T O D O S PERO
N O T O D O S L O P R A C T I C A N
C . M E T O D O C O N O C I D O P O R A L G U N A S
PERO N O ES P R A C T I C A D O
D. M E T O D O D E S C O N O C I D O

FRECUENCIA DEL PROBLEMA
PROBLEMA CUENTA TOTAL 1 i+tr-Wf 1 12 2 5 3 15 4 2 5 3
LEY DE PARETO
< ü
U LLI Oí
FOCOS VITALES
MUCHOS TRIVIALES
A PROBLEMAS

FOLLAJE VISIBLE
EFECTOS VISIBLES
^ l ^ / t ó ^ ^ CAUCAS OCULTAS RAICES! OCULTAS
PASOS PARA LA SOLUCIÓN DE UN PROBLEMA
2 3 4 5
DESCRIBIR EL PROBLEMA (EFECTO) DEFINIR LA CATEGORIA DE LAS CAUSAS IDENTIFICAR CAUSAS POTENCIALES DAR PRIORIDAD A LAS CAUSAS REFINAR CAUSAS
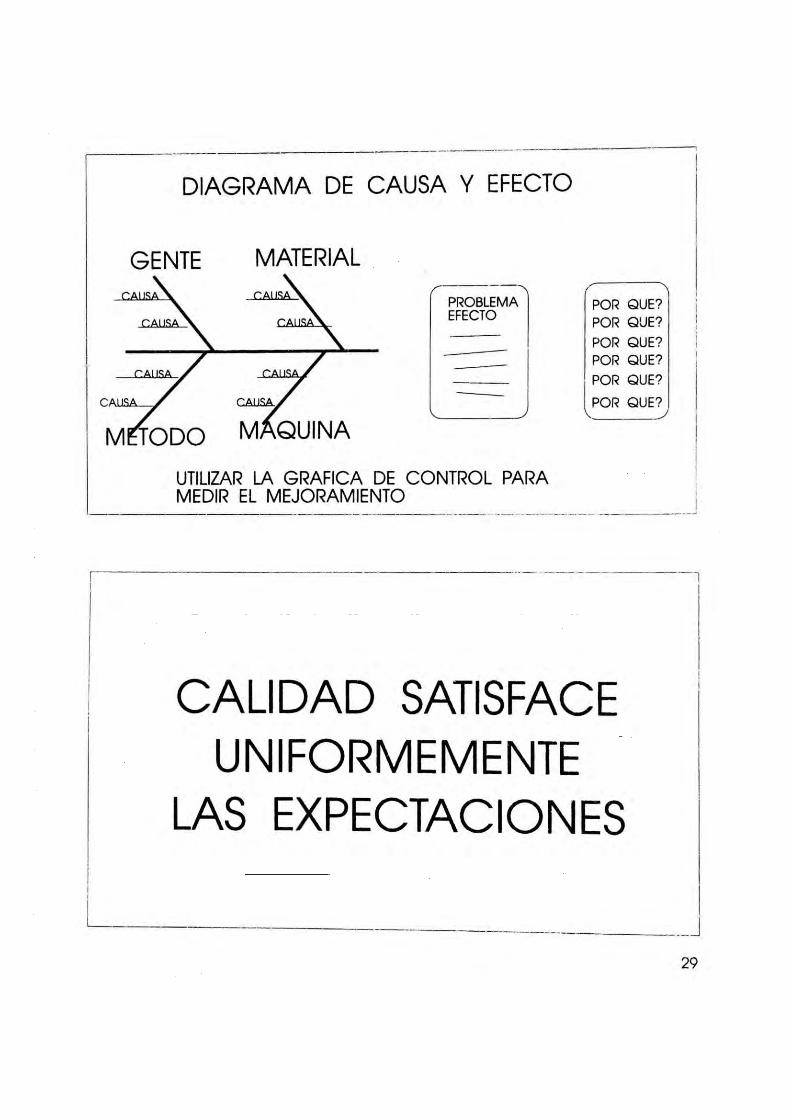
DIAGRAMA DE CAUSA Y EFECTO
GENTE CAUSA
CAUSA
MATERIAL
CAIISA X
-ANSA X
M ^ D O MAQUINA CAUSA
r—~~ ^ P R O B L E M A EFECTO
UTILIZAR LA GRAFICA DE CONTROL PARA MEDIR EL MEJORAMIENTO
POR Q U E ?
POR Q U E ?
POR Q U E ?
POR Q U E ?
POR Q U E ?
P O R Q U E ?
CAUDAD SATISFACE UNIFORMEMENTE
LAS EXPECTACIONES

NO SE PUEDE SATISFACER LAS
EXPECTACIONES CUANDO EL
RODUCTO VARIA
(AUN CON LAS TOLERANCIAS)
DETENER EL PROBLEMA
DETEN TODO CUANDO ALGO VA MAL
PARTES DEFECTUOSAS PRODUCCIÓN EXCESIVA PROTECCIÓN DE RIESGOS
EL EMPLEADO ES LA CAUDAD DE LA FUENTE
NO INSPECTORES Q.C. MONITORES AUTOMATIZADOS DE LAS MAQUINAS SE CONFIA EN SU JUICIO

JIDOKA ES TODO EFECTO
CAPACIDAD DE EFICIENCIA
ACTUAR Y ACOMODAR
PRACTICA NORMAL
TIEMPO
CUIDADOS EN CASA !.. SIMPUFICACION- DEJE EN EL PISO UNICAMENTE LO NECESARIO
2.. ORGANIZACIÓN- DESIGNE UN LUGAR ESPECIAL PARA CADA HERRAMIENTA, INDICANDO PARTE Y MATERIAL ETC.
3.. DISCIPUNA- MANTENGA TODO EN SU LUGAR
4.. UMPIEZA- UMPIE TODO INMEDIATAMENTE PARA QUE TODO ESTE USTO
5.. PARTICIPACIÓN- QUE CADA QUIEN UMPIE SUS PROPIAS AREAS Y QUE OBSERVE LAS REGLAS DE CUIDADOS EN CASA

MANEJO DE VISIBILIDAD PROBLEMA
SOLUCIÓN EN EL NIVEL 1
SOLUCIÓN EN EL NIVEL 2
SOLUCIÓN EN EL NIVEL 3 ^ Á , -I

A C T I T U D E S
MANTENIMIENTO DE PRODUCTIVIDAD TOTAL
R E L I G I Ó N N O S O L A M E N T E A R R E G L E L A A V E R I A , E U M I N E L A C A U S A A D A P T A R S E C O N T I N U A M E N T E A L A S C O N D I C I O N E S C A M B I A N T E S A M E D I D A D E Q U E L A S M A Q U I N A S SE H A C E N V I E J A S , SE H A C E N M E J O R E S
O R G A N I Z A C I Ó N P A R A R E P A R A R
P R O C E D I M I E N T O G E N T E , M A T E R I A L E Q U I P O , H E R R A M I E N T A . A N T I C Í P E S E A L O S P R O B L E M A S
O B J E T I V O S V E R D A D E R O S
C O M P R A R U N I C A M E N T E EL E Q U I P O R E Q U E R I D O E Q U I P O S I E M P R E U S T O P A R A P R O D U C I R
BROAD PARTICIPATION IN PM
CONTROL Y PLANEAMIENTO
DE P R O D U C C I Ó N
INVENTARIAR
O P E R A D O R E S :
L I M P I A N Y R E V I S A N O B S E R V A R C A T E G O R I Z A R
DEPTO DE MANTENIMIENTO PREVENTIVO
INGENIEROS DE MANUFACTURA
EQUIPO PARA PLANEAR EQUIPO P' ESTUDIAR/ INVESTIGAR
: M 2 1 7 G
I N G E N I E R O S C A U F I C A D O S
S T A N D A R Y M E J O R A M I E N T O
2 8 9 4 8 Ü 5

ESTABLECER REDUCCIÓN
UN PROCESO SISTEMÁTICO PARA MINIMIZAR
LOS TIEMPOS PERDIDOS ENTRE LOS CAMBIOS
DE MAQUINARIA EN LA REALIZACIÓN DE PRODUCCIONES
SET-UP OBJETIVOS DE REDUCCIÓN
LAS PEQUEÑAS PRODUCCIONES
RECHAZAR EOQ FORMULA
LO PROGRAMADO EN UN DÍA SE HARÁ ESE DÍA
EVOLVE TO LOT SIZES OF 1
LA PRIMERA PIEZA SERA BUENA

CUENTA & CERCA SET-UP COMPARACIÓN (800 TONELADAS PRESION)
SET-UP
SET-UPS/DAY
LOT SIZE
TOYOTA 10 MIN
USA. 6 HR.
SWEDEN W. G£RMANY 4 MR. 4 HR.
1/2
1 DÍA 10 DÍAS 1 MES
P A R A A R T Í C U L O S D E B A J A D E M A N D A ( M E N O S D E 1 0 0 / M E S )
H A S T A 7 D Í A S
3 PASOS DE APROVECHAMIENTO PARA ESTABLECER LA REDUCCIÓN
T I E M P O S E T - U P
LINEA BAS •
ELIMINAR TIEMF ^SbÜI^^' MUERTO EXTRy ¡ ¿ K ^
MÉTODOS Y PRACTICAS
ELIMINAR AJUSTES
R E D U C C I Ó N
5 0 %
R E D U C C I Ó N
7 5 %
R E D U C C I Ó N 9 0 %

PREPARACIÓN RAPIDA 1.. SIMPLIFICACIÓN: MANTENGA EN EL SUELO SOLO LO NECESARIO
2.. ORGANIZACIÓN: DESIGNE UN LUGAR ESPECIFICO PARA CADA HERRAMIENTA
3.. DISCIPLINA: MANTENGA TODO EN SU LUGAR
4.. LIMPIEZA: LIMPIE TODO INMEDIATAMENTE PARA QUE ESTE CONSTANTEMENTE LISTO
5.. PARTICIPACIÓN: TODOS DEBEN LIMPIAR SUS ÁREAS PROPIAS Y RESPETAR LAS REGLAS DE CUIDADO
EJEMPLOS SET-UP REDUOOlON 1, ELIMINAR TIEMPOS PERDIDOS EXTERNOS
PERIODICIDAD ACOMODOS DE PLATAFORMAS DE TRANSLADO PIEZAS SOPORTE MEJORAR MÉTODOS Y PRACTICARLOS ESTUDIO DE TIEMPO Y MOVIMIENTO CAMBIOS RÁPIDOS DE HERRAMIENTA EQUIPO/ SESIÓN SABATINA ELIMINAR AJUSTES ACOMODAR POSICIONES DE PERNOS ESPACIO DE GABINETES NO PERMITIR RESIDUOS

ESTABLECER REDUCCIONES
(ANTES)
GRÚA NECESARIA PARA 1 Y 4
(DESPUÉS) GRÚA NO NECESARIA
I I
O
BANDA
J-
UTILIZAR LOS PERNOS EN POSICIÓN MATRIZ
PLATAFORMA RAM
POSICIÓN DE PERNOS
TRAVESERO
VISTA SUPERIOR

DISEÑO DE CONSIDERACIONES
CLASIFICAR PARTES
STANDARIZAR PARTES
STANDARIZAR HERRAMIENTAS Y FIJOS
ASIGNAR MAQUINAS ESPECIFICAS
SIMPLIFICAR MATERIALES
DISEÑAR LAS PARTES Y PROCESOS CONJUNTAMENTE
ELIMINAR PARTES Y NIVELES BON
OTRAS CONSIDERACIONES
NO TENER TUERCAS O ROSCAS HERRAMIENTAS DE MANO "NO TOQUE" NO FIJAR SI NO SE REQUIERE "CASSEHE SYSTEM" ANALIZAR CON VIDEO

PROGRAMA DE REDUCCIÓN PLANTA DE MOLDEO DE INYECCIÓN
40'
SET-UP TIEMPO
(MINUTOS)20'
10'
6 7 8 MESES
1 O
RESULTADO DE REDUCCIÓN
SET-UP TIEMPO INICIO 1 AÑO 4 AÑOS % % %
> 60 MIN 30 0 0 30-60 MIN 19 0 0 20-30 MIN 26 10 3 20-20 MIN 20 12 7 5-10 MIN 5 20 12
100 SEG,-5 MIN 0 17 16 <100 SEG. 0 41 62

BENÉFICO DE PRMER PASO
AUMENTOS DECREMENTO
FLEXIBIÜDAD TAMAÑO DE LOTE PRODUCT VIDAD TEMPO RECORD CAL DAD NVENTAR O CAPAC DAD ESPACIO PROVECHO COSTO * UNIDAD
NVENTARIO UNIFORME
UN MÉTODO PLANEADO PARA LOCAUZAR
RECURSOS BASADOS EN EL FLUJO DE
PRODUCCIÓN UNEAL COMUNICACIÓN
E INFORMACIÓN ACTUAL

PLANEAMIENTO DE PRODUCCIÓN TRADITIONAL
PR 2 ^
A
B
C
D
INVENTARIO 1 2 3 .... 30
CANTIDADES PRODUCIDAS MENSUALMENTE
NVENTARIO UNIFORMEMENTE NIVEL DE CARGA
CANTIDAD PRODUCIDA DIARIAMENTE

HENRY FORD PRODUCCIÓN EN SERIE
A I D D
m TIEMPO CICUCO
TIEMPO CÍCLICO PRODUCCIÓN A INTERVALOS VENTA INTERVALOS - N O MAQUINARIA - NO CAPACIDAD DE PRODUCCIÓN - NO CONSTANCIA ENTRE MES Y MES
INTERVALO= TIEMPO ENTRE PIEZAS IDÉNTICAS
- VOLUMEN BAJOS= SEG. POR PIEZA
- VOLUMEN ALTOS= PIEZAS POR HORA
ESTABLECER LUGAR PARA TODAS LAS OPERACIONES

TEMPO DEL CICLO DE LA PRODUCCIÓN EN SERIE
MODELO VENTAS A 16,000 В 10,000 С 4,000 D 2,000
TOTAL 32, ООО/MES 20 DÍAS = 1600/DIAS
8HR.= 200/HR OR 1 CAPA 18 SEG.
NOTA: LAS TARIFAS DE VENTAS SERÁN DIFERENTES DE LAS TARIFAS DE PRODUCCIÓN
CAMBIOS DE TIEMPO CÍCLICOS
TARIFA LINEAL ACTUAL • 400/HORAS POR TRIPULACIÓN DE 10 . CONTENIDO L A B O R A L = J £ ) ! 2 á Q Q ^ i H B =90 SEG/PC
. TIEMPO CIRCULAR = 3600 SEG/HR SEG/PC 400 PCS/HR
T A R I F A L I N E A R E Q U E R I D A • C I C L O D E T I E M P O = 1 8 S E G , ( 2 0 0 P C S / H R ) • T A M A Ñ O D E C U A D R I L L A = 9 0 S E G . / P C ( L A B O R C O N T E N T ) ^5
1 8 S E G / P C ( C Y C L E T I M E )

TIEMPOS CÍCLICOS / TAMAÑO DE LA CUADRILLA DE LA MATRIZ
VENTAS CONTENIDO, TIEMPOS TAMAÑO DE
POR MES LABORAL • ROTADOS CUADRILLAS
64.000 90 9.0 10
38,000 90 15.0 6
32,000 90 18.0
25.600 90 22,5
PLANOS UNIFORMES DE INVENTARIO
• PLAN DE PRODUCCIÓN MENSUAL • CONSTRUIR LA MISMA MEZCLA • INTERCALAR LOS MODELOS EN LA PRODUCCIÓN EN SERIE FINAL
EJEMPLO AUTOMOTRIZ
CANTIDAD CANTIDAD CICLO MODELO MENSUAL DIARIA TEMPORAL
SEDAN 5000 250 2 MIN HARDTOP 2500 125 4 MIN WAGON 2500 125 4 MIN
SECUENCIA: SEDAN, HARDTOP SEDAN, WAGON

CALCULO SECUENCIAL 1 1 J_ UNIDADES EN SECUENaA
CÍ^o'crb"^ "• CT n TIEMPO DE SECUENCIA
SEDAN HARDTOP WAGON 1 1 1
2 MIN 4 MIN 4MIN
2 + 1 + 1 - 4 UNITS 4 4 4 4 MIN
LINEA RAPIDA CALCULADA
UNEA RAPIDA = SEG. TIEMPO UNITS IN SEQ.
UNEA RAPIDA = 4 MIN 4 UNITS
OR
1 MINUTE PER UNIT SECUENCIA: SEDAN, HARDTOP SEDAN, WAGON
SEDAN, HARDTOP SEDAN, WAGON

CONVERSION DE ALIMENTADOR DE TIEMPO CIRCULAR
PLAN DE P R O D U C C I Ó N D IARIA
RA. # C.T
A l A2
18 S 24 S
REFERENCIA USADA
R A . # C O M R # Q T Y .
A L A2
Pl P2
PLAN DE PRODUCCIÓN DE AUMENTACIÓN
COMR# C.T
Pl P2
9S 9
COMPONENTES DE _ P R O D U C C . E N SERIE F I N A L # T I E M P O C I R C U L A R
TIEMPO CIRCULAR C A N T I D A D D E C O M P O N E N T E S
PROBLEMA DE PRODUCTIVIDAD SITUACIÓN MUESTRA
WKR. 1 2 3 4 CARGA 14 18 15 14
LABOR PAGADA = 5 * 18 = 90
5 13 74

APROVECHAMIENTO TRADICIONAL ATACAR EL CUELLO DE BOTELLA
WKR. 1 2 3 C A R G A 14 15 15 LABOR PAGADA = 5 * 16 = 75
A H O R R O S = 9 0 - 7 5 / 9 0 = 16.7 % INCREMENTO DE RENDIMIENTO = 4 0 PIEZAS/HR.
4 14 13 =71
APROVECHAMIENTO DE TIEMPO CIRCULAR C O N C E N T R A C I Ó N DE TIEMPO
CT. = 18
WKR. 1 2 3 4 A R G A 18 18 18 18
LABOR PAGADA = 4 • 18 = 72 SAVINGS = 9 0 - 7 2 / 9 0 = 20 % OUTPUT INCREASE= O
O = 72

BENEFICIOS DE INVENTARIO UNIFORME
MEJORA REDUCCIÓN
• FLEXIBILIDAD MEZCLADA • CURVA DE APRENDIZAJE
• VÍNCULOS DE AUMENTACIÓN. INVENTARIO DIARIO
• BALANCES DE EQUIPO . MATERIAL A LA M A N O
• CONTROL DE MATERIAL . INVENTARIO
BENEFICIOS DE INVENTARIO REDUCCIÓN DE INVENTARIO
$_
M A Ñ O DE U N LOTE DE 1 0 DÍAS
P R O M E D I O ií) QIAS SUERTE
P R O M E D I O 1 D I A
TIEMPO

RESPONSABILIDAD DE PLANEAMIENTO DE PRODUCCIÓN
DEFINICIÓN DELf INGENIERO I PRODUCTO y J
/ " ^ ^ ^ C A P A C I D A D
PRODUCCIÓN PLANEADA
PLAN NEGOCIABLE
DEMANDA
INVENTARIO MAESTRO
FINANZA /CAPITAL
PLAN M
INICIO ESTADO CONTINUO
TIEMPOS Y PERIODOS
1 2 3 4
10
5
10
6 7 8
A 10
4
10
5
10 10 10 10
B 20 20 20 20 20 20
C 40 40 40 40 40 40
FASE FUERA
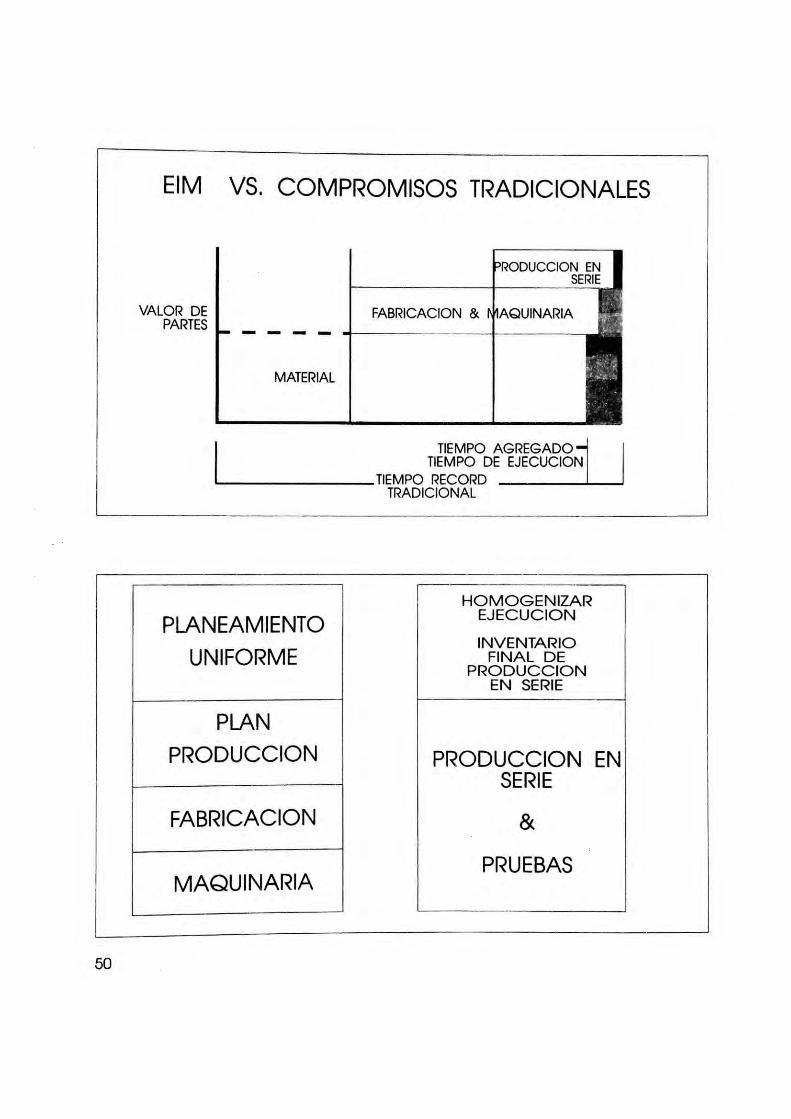
EIM VS. COMPROMISOS TRADICIONALES
V A L O R DE PARTES
MATERIAL
PRODUCCIÓN EN SERIE
F A B R I C A C I Ó N & M A Q U I N A R I A
T IEMPO A G R E G A D O -TIEMPO DE E J E C U C I Ó N
.TIEMPO R E C O R D T R A D I C I O N A L
PLANEAMIENTO UNIFORME
PLAN PRODUCCIÓN
FABRICACIÓN
MAQUINARIA
H O M O G E N I Z A R E J E C U C I Ó N
I N V E N T A R I O F I N A L D E
P R O D U C C I Ó N E N S E R I E
PRODUCCIÓN EN SERIE
&
PRUEBAS

PLAN DE EJECUCIÓN U / S P A R A P R O D U C C I Ó N P L A N E A D A
- I N V E N T A R I O D I A R I O - T I E M P O S C I R C U L A R E S
U / S P L A N E A M I E N T O D E A B A S T E C I M I E N T O
- R E Q U E R I M I E N T O B R U T O - R E C U R S O - M A T E R I A S P R I M A S
F A S P A R A E J E C U C I Ó N A C T U A L
- P R O D U C C I Ó N D E P A R T E S V I A S I G N A L - D I S T R I B U C I Ó N D E P A R T E S C O M P A R A D A S V I A S I G N A L
FLUJO TIPICO DE MANUFACTURAS
P R O D U C T O

S I S T E M A C O N V E N C I O N A L D E E M P U J E
ABASTECEDOR
N1 N2 N3..,.N-1
ENSAMBLE
S I S T E M A D E E M P U J E M E J O R A D O
ABASTECEDOR ENSAMBLE
S STEMA DE EMPUJE PISO DE COMPRA Y PROVEEDOR SISTEMA DE EJECUCIÓN - TODOS LOS PROCESOS UNIDOS - AUTO CONTROL - REQUERIMIENTO DE DISCIPLINA
DOS TIPOS DE AUTORIZACIÓN - PRODUCCIÓN - RETIRADA
UTILIZACIÓN DE PEQUEÑOS LOTES ESTANDARIZADOS - NI MAS DE 1/10 REQUERIMIENTOS DIARIOS - NUMERO DE LOTES BASADOS EN PLAN DE PRODUCCIÓN

PROCESO DE DOS KANBANS
PRODUCCIÓN KANBAN
RETIRADA KANBAN
M A Q U I N A C E N T R A L INEA DE ENSAMBLE
ALMACENAJE
ARJETA DE SEÑAL
NOMBRE DE LA PARTE
I TRANSITO, DE TARDANZA
I I
CONTENEDOR I I I
14077820
G M BASKET
205-09-3/3
KANBAN NO.
PAPELERÍA
PRESEDENTE
I I
LOTE CAJMTIDAD
I - I PROCESO SUBSECUENTE

CALCULANDO EL NUMERO DE TARJETAS DE PRODUCCIÓN
# TARJETAS = AD ( WT+PT ) (1 + SS ) CQ
DONDE: AD= DEMANDA DIARIA POR MES WT= TIEMPO DE ESPERA PT= TIEMPO DE PROCESO POR UN CONTENEDOR CQ= NUMERO DE CONTENEDOR 88= STOCK LIBRE
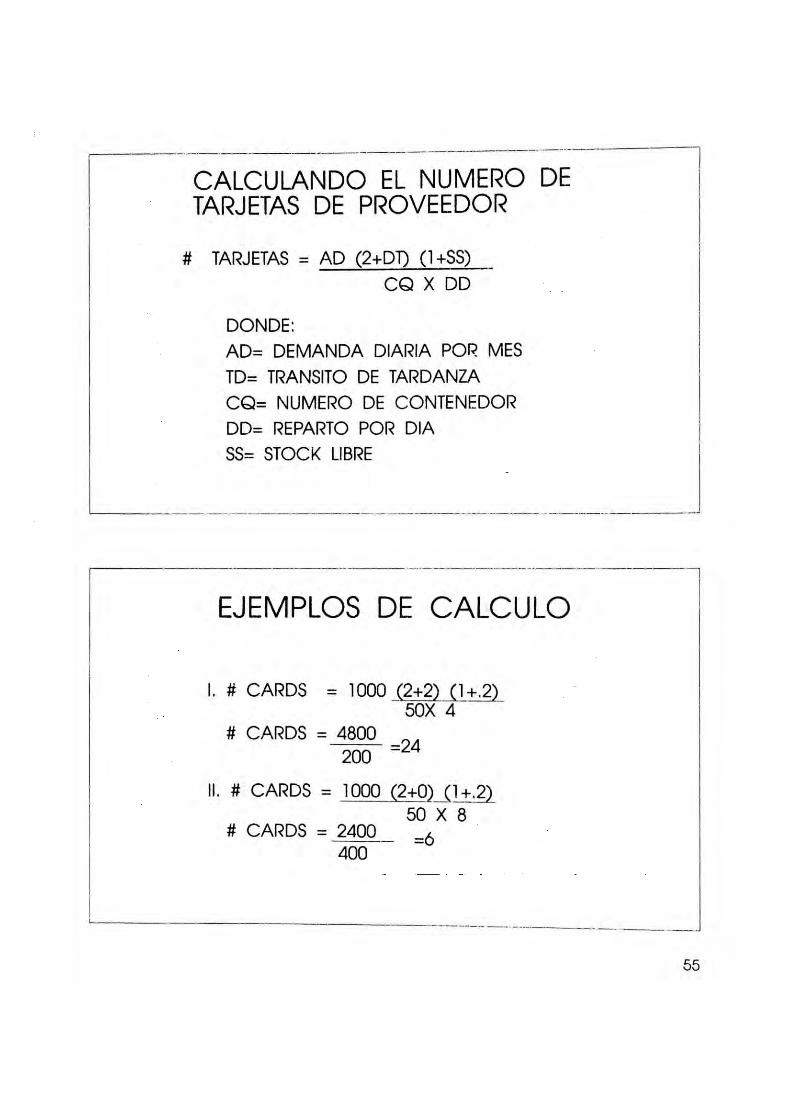
CALCULANDO EL NUMERO DE TARJETAS DE PROVEEDOR
# TARJETAS = AD (2+DT) (1+SS) C Q X DD
DONDE: AD= DEMANDA DIARIA POR MES TD= TRANSITO DE TARDANZA CQ=: NUMERO DE CONTENEDOR DD= REPARTO POR DIA SS= STOCK LIBRE
EJEMPLOS DE CALCULO
I. # CARDS
# CARDS
II. # CARDS
# CARDS
-- 1000 (2+2) (1+.2) 50X 4
4800 200 =24
1000 (2+0) CI+.2) 50 X 8
2400 400
=6

FORMULA DE COMPARACIÓN
TARJETA DE PRODUCCIÓN
T I E M P O S R E C O R D S
I « AD (PT + WT)|(1 + SS )
CQ
TARJETAS DE PROVEEDOR
T I E M P O S R E C O R D S
I I AD|(2+TD) p + SS )
I DDjX CQ
TARJETAS DE LOTE EMPRESA A UTILIZAR CONTENEDOR #1
MATERIAL DEL
REMUEVA LA TARJETA DESPUÉS DE TERMINAR EL CONTENEDOR NUMERO 3 c
TOME LA TARJETA PARA ABASljÉSER EL PROXIMO LOTE ^ - ^
MANUFACTURE EL TAMAÑO DE LOTE BASADO EN LIMITE DE PROCESO
LA CANTIDAD ESTÁNDAR ES EL MATERIAL REQUERIDO HASTA QUE EL NUEVO MATERIAL SE REQUIERA

CONTROL DE PRODUCCIÓN POR SEÑALES
INSTRUCCIONES HOMOGÉNEAS
F.A.S.
ENSAMBLE FINAL
PROVEEDOR
PROVEEDOR
PROVEEDOR
PROVEEDípR X1^aqKJ[ PROVEEDOR
BALANCE AMBIENTAL
ARTESANO ESPACIALIDAD
5 ' - ' ' ' ' GENTE
& MAQUINAS

ENFOQUE DE LA FABRICA
PLAN, MANUFACTURA DEDICADO A LA "AMIUA DE UN PRODUCTO EN PARTICULAR
QUE MAXIMIZA LA PRODUCTIVIDAD, CAUDAD, ESPACIO Y RECURSOS.
PLAN TRADICIONAL LAYOUT
R E C E P C I Ó N D E PARTES
A L M A C É N
M A T E R I A P R I M A
_J
<
A L M A C É N
o o < 111 CQ X
1 ^ I I J
B A R C O
A L M A C É N
P R U E B A S
A L M A C É N

ENFOQUE DEL FLUJO
MATERIA PRIMA
L E V A
C A B E Z A
V A R I L L A
M A N I V E L A
B L O C K
R E C E I V E P>\RTS
B A R C O
TEST
R E P I T A C A D A F A M I L I A D E P R O D U C T O
EJEMPLOS DEL ENFOQUE DE LA FABRICA
EJE CLUTCH
PORTADOR TUBO FLECHA ANILLO DE ENGRANAJE PIÑÓN
RUEDA
ANILLO DE AJUSTE RETENEDOR PLATO DE PRESION PLATO INTERMEDIO

CAPITAL UTILIDADES
• FORD BATAVIA TRANSAXLE PLANTA $ 300 MILLION EXPANSION
• MAZDA QUOTATION $ 100 MILLION (MISMA CAPACIDAD)
UTIUDADES DE PRODUCTIVIDAD
• FORD VALENCIA ENGINE PLANT 2 MAQUINAS / EMPLEADOS / DÍA
900. ООО PIES FT.
TOYOTA ENGINE PLANT 9 MAQUINAS / EMPLEADOS / DÍA 300,000 SQ. FT. (MISMA CAPACIDAD)

DONDE EMPEZAR ?
1. ASAMBLEA FINAL
ESPACIO ABIERTO NUEVOS PRODUCTOS FASE EXTERNA DEL PRODUCTO
2 INTEGRACIÓN DE OPERACIONES
BENEFICIOS DEL ENFOQUE DE LA FABRICA
MEJORA REDUCIR
PRODUCTIVIDAD NIVEL DE DIRECCIÓN CAUDAD COMPLEJIDAD CONTROL DEL PROCESO TIEMPO RECORD PROVECHOSO ESPACIO COMUNICACIÓN INVENTARIO

HENRY FORD- ENSAMBLE LINEAL
A
• TURN DRILL MILL
ma
GROUP TECHNOLOGY
TECNOLOGIA CRUPAL
EL EQUIPO DE LAYOUT ESTA PARA
COMPLETAR LA PRODUCCIÓN DE FAMIUAS
DE PARTES UNA POR UNA Y AGRUPANDO
TODAS LAS OPERACIONES POSIBLES EN UN PROCESO

DEPARTAMENTO DE ESPECIALIDAD
SIERRA
TORNO
SIERRA MOLINO M O L I N O
TORNO PRENSA PRENSA
CELDAS DE TECNOLOGIA GRUPAL
M A T E R I A P R I M A S I E R R A T O R N O
O T R A B A J A D O R D E M A Q U I N A R I A
M O L I N O
P A R T E S I T E R M I N A D A S
P R E N S A T O R N O
T R A T O D E L A B O R

FLUJO DE PARTES • • U h —
•4
FLUJO DE PARTES
SOLDADORES PROTECCIÓN
TECNOLOGIA GRUPAL ONO FINO
DESCARGA
VUNEA DE PINTURA
0 ^
PRENSA ENSAMBLAJE

TECNOLOGÍA GRUPAL OTRAS CONSIDERACIONES
LOS OPERADORES AYUDAN AL PROCESO
FLEXIBILIDAD EN REQUISITOS DE EMPLEO
APLICACIÓN DE LAS FAMILIAS DE PARTES
INCLUIRÁ TODOS LOS PROCESOS POSIBLES
EXPONER EQUIPO
SIMPLIFICACIÓN DE PROCESO
TECNOLOGIA GRUPAL BENEFICIOS
MEJORA REDUCCIÓN
CALIDAD PRODUCTIVIDAD FLEXIBIÜDAD CAPACIDAD COMUNICACIÓN
TIEMPO RECORD ESPACIO COMPLEJIDAD MATL HANDLING NVENTARIO
"MAXIMA EFECTIVIDAD DE OPERADOR Y EQUIPO"

TECNOLOGIA GRUPA LINEA FONDO
EUMINAR EL TRABAJO EXTRA
MEJORAMIENTO CONTINUO
VISION
" CREAR PARTES Y PROCESOS A LA VEZ "
DISEÑO PARA AUTOMATIZACIÓN
UNA MANERA SISTEMATICA DE SIMPLIFICAR
Y ENTENDER LAS OPERACIONES PARA
QUE LOS PUNTOS PRODUCTOS Y PROCESOS
PUEDAN DISEÑARSE A LA VEZ

ETAPAS DE AUTOMATIZACIÓN
1. MANUAL DE SIMULACIÓN 2. MECANIZACIÓN 3. PRE AUTOMATIZACIÓN 4. AUTOMATIZACIÓN COMPLETA
OPERACIONES ENFOCADAS
CENTRO DE TRABAJO 1
CENTRO DE TRABAJO 2
CENTRO DE TRABAJO 4
* «H CENTRO DE TRABAJO 3
TANDA CENTRO DE TRABAJO

ENFOCADA A LA PARTE
MATERIA PRIMA OPER 1 OPER 2
^PERADOR)
r PARTE COMPLETA OPER 4 OPER 3
CÉLULA- GRUPO TECNOLÓGICOS
MECANIZACIÓN
MATERIA PRIMA OPER 1 OPER 2
PARTE COMPLETA OPER 4 OPER 3
OPERADOR COMO MONITOR

PRE - AUTOMATIZADO
M A T E R I A P R I M A
O P E R 1 M A T E R I A P R I M A
O P E R 1 O P E R 2
INSPECCIÓN
PARTE C O M P L E T A O P E R 4 O P E R 3 PARTE C O M P L E T A O P E R 4 O P E R 3
M A Q U I N A S C O N M O N I T O R E S
AUTOMATIZACIÓN LLENA
M A T E R I A P R I M A
O P E R O P E R 2
llNSPECOON
PARTE C O M P L E T A PARTE C O M P L E T A O P E R 4 PARTE C O M P L E T A O P E R 4 O P E R 3
F L E X I B L E M A N U F A C T U R I N G

ROBOTICA NEW DIMENSIONS
-IMITACIÓN DEL HUMANO -FLEXIBLE REPROGRAMABLE
NEW ELITISTS
-" TENGO UNO "
- SOFISTICADO
USO BENEFICO
- RUTINA NULA - ALREDEDOR PELIGROSOS
CRECIMIENTO ROBOTICO
600 525
^. 450
O 375 300
2 225 <^ 150
75 O
6 1
7n

PASOS
QUE ES CIM?
MANUFACTURA INTEGRADA COMPUTARIZADA
ES UN SISTEMA INTERACTIVO (GENTE - COMPUTADORA)
PARA DISEÑAR Y PRODUCIR PRODUCTOS PARA QUE
ASIMILEN LOS OBJETIVOS ESTRATÉGICOS DEL
NEGOCIO DE LA MANUFACTURA

1. SUJETAR ISLAS DE AUTOMATIZACIÓN
• FUNCIONES • INFORMACIÓN - _
DISEÑO 2. CONOCIMIENTO DEL PRODUCTO PARA • APLICACIÓN DEL CUENTE A l I T r ) M A T 7 A P O N • ESPECTACIONES FUNCIONALES / - \u i wivi/-vi ¿_r-v^ n 3. CONOCIMIENTO DE LOS PROCESOS • SIMPLIFICACIÓN • FLEXIBILIDAD DE LAS PIEZAS
4. CONOCER EL FACTOR HUMANO
NECK UP FOCUS CRECIMIENTO DE LA GENTE Y BASE TECNOLOGICA
RELACIONES DE PROVEEDOR
" LARGOS PERIODOS DE SOCIEDAD
C O N LOS PROVEEDORES DE UNA SOLA MATERIA,
LOS MATERIALES C O N CAUDAD CERTIFICADA
ADEMAS DE REDUCIR CONSTANTEMENTE LOS COSTOS"

EIM PRODUCCIÓN
AMORTIGUADOR DE MATERIA
PRIMA USER WIR
A M O R T I G U A D O R D E B I E N E S A C A B A D O S
CONTROL TOTAL DE USUARIO
EIM PURCHASING C O M P R A
PROVEEDOR P R O V E E D O R F.G. B A R C O AMORTIGUADOR
F.G.
CONTROL COMPARTIDO PARTIDAS

LOS PROVEEDORES SON GENTE
LAS COMPRAS EN EXCELENCIA EN MANUFACTURA DEBEN SER
DE MUTUA CONFIANZA
CRITERIO DE COMPRA
TRADICIONAL APROVECHAMIENTO EIM
•SPOT BUY/ ANNUAL CONTRACT 'MULTIPLICAR FUENTES PARA CADA PARTE
•BID TO PRINT •INSPECCIONAR •COMPETITIVIDAD DE OFERTAS •SOBRE CARGA DEL PAPEL
•PERIODOS LARGOS DE SOCIEDAD •TEMPRANA SELECCIÓN DE PROVEEDOR •FAMILIAS DE PARTES ÚNICAS •CALIDAD CERTIFICADA & Y CONTROL DE PROCESOS
•ANÁLISIS DE COSTOS BASADOS EN NEGOCIACIONES
•REDUCCIÓN DEL PAPEL DE TRABAJO

FUENTES DE PROVEEDORES EIM
CAUDAD CONFIABLE RESPONSABIUDAD MEJORAMIENTO CONTINUO FRECUENCIA DE EMBARQUES COMUNICACIONES ÓPTIMAS EIM PRODUCCIÓN
CALIDAD CONFIABLE
CONCEPTOS BÁSICOS Q - S
CONTROL DEL PROCESO POR ESTADÍSTICAS
COMPATIBILIDAD DE PARTES
CONFIABIUDAD DEL PRODUCTO

RESPONSABILIDADES
DEMANDA EXACTA DEL CUENTE
INVENTARIO / CAMBIOS DE ENTREGA
CAMBIOS DE INGENIERÍA
DISEÑO DESARROLLO
SOLUCON DEL PROBLEMA
MEJORAMIENTO CONTINUO
SISTEMA DIRECTIVO
CALIDAD / PRODUCTIVIDAD
ANÁLISIS DE VALUADO / INGENIERÍA
CORTO / REDUCCIÓN DE PRECIO

RETO DEL PROVEEDOR
CONTRATO A LARGO PLAZO
SIN INCREMENTO DEL PRECIO
EIM CLIENTE " PRE REQS II
COMPROMISO A LARGO PLAZO
PLAN DE PRODUCCIÓN ESTABLE
FAMILIES OF PARTS SOURCING
CAMBIOS PEQUEÑOS DE INCREMENTACIÓN
C O M U N I C A C I Ó N A TIEMPO

QUE SE REQUIERE?
D E M A N D A B Ü H
t SERVICIO CLIENTE
PROVEEDOR
PLANTA DE COSTO I INVENTARIO
DE INVERSION
UN NUEVO ROL PARA EL COMPRADOR
MANEJAR EL SISTEMA DE ABASTECIMIENTO
Y NEGOCIAR LA REDUCCIÓN DEL PRECIO

RESULTADO NETO CONTRIBUCIÓN
UN 5% DE REDUCCIÓN EN EL COSTO
DEL MATERIAL COMPRADO PUEDE RESULTAR
EN UN 25 % DE INCREMENTO EN LA GANANCIA
% OF DANA'S SALES DILLAR
MATERIAL COMPRADO
45%
CARGA 36%
DIRECCCION LABORAL 9%
GANANCIA 10%
NOVACIÓN EN TRANSPORTE
UNA NUEVA FORMA DE EJECUTAR LA
ENTREGA FRECUENTE Y PREDICTIVA
DE PEQUEÑAS CANTIDADES AL PUNTO
DE USO AL MAS BAJO COSTO

ENTREGA EIM
AMORTIGUADOR DE PROVEEDOR
BARCO DE PROVEEDOR TRANSPORTE AMORTIGUADOR
F.G.
CONTROL COMPARTIDO EN 3 PARTIDAS
TRANSPORTISTAS SON GENTE
ENTREGA AL TIEMPO BREVE SER UNA SOCIEDAD
DE MUTUA CONFIANZA

M TRANSPORTACIÓN
ENTREGAS FRECUENTES DIARIAS
CONTENEDORES RECICLABLES
C A R G A Y DESCARGA RÁPIDA
DEDICA CONVENIO DE TRANSPORTE
PUERTAS DE PUNTO DE USO
i _ n . cr
O o
DESCARGA DEL CONDUCTOR

SISTEMA DE TRANSPORTE DE OICLO CERRADO
DDDDaDDDDD PROVEEDOR A
DDDDDDODnD USUARIO
DDDDDDDDan
PROVEEDOR C
DDDDDOnDDD
PROVEEDOR B
TEMAS ESPECIALES
GEOGRAFÍA
PARTES SECUENCIALES

TIEMPO RECORD ES
TEMA CRUCIAL
CENTRO DE PROCESO
CERCA DEL USUARIO TIEMPO MINIMO NOTORIO RESPONSIVO Y FLEXIBLE IMPLEMENTACION RAPIDA SOLUCION INTERNA

FLUJO DE MATERIAL CON UN PROCESO CENTRAL
OLDS
DELCO
1. DEPOSITO 2. SPRINGS 3. BATCH STRUTS 4. SEQUENCED STRUTS
UN NUEVO ROL PARA UN
TRAFICO MANAGER
DISEÑO & MANEJO DE UN SISTEMA DE TRANSPORTACIÓN
CICLICA

BENEFICIOS DE TRANSPORTE INOVADA
MEJORA REDUCCIÓN
FRECUENCIA DE ENTREGA RECICLABLE MATERIAL MANUAL RESPONSABILIDAD
COSTO DE ENTREGA TIEMPO DE NOTIFICACIÓN PAPEL DE TRABAJO INVENTARIO
MANUFACTUSAS

DESVENTAJAS DE LA GENTE
-EMOTIVA -CAPACIDAD DE LA C A R G A LIMITADA -SU RENDIMIENTO N O ES UNIFORME - N O SE PUEDE PONER AL RIESGO AMBIENTAL -LIMITE DE CAPACIDAD PARA TRABAJAR CONTINUAMENTE -VARIACIONES ENTRE UNO Y OTRO EMPLEADO
VENTAJAS DE LA GENTE
CREATIVIDAD VERSATILIDAD
ES APLASTANTE A MÚLTIPLES PROPÓSITOS SON INTELIGENTES Y RAZONAN
MANUTENCIÓN BAJA / AUTO REPARACIÓN CICLO DE REPROGRAMACION CORTO

GENTE
LA FUENTE DE LA CALIDAD Y
PRODUCTIVIDAD
NECESIDAD DE LA GENTE
AUTO REALIZACIÓN
AUTO ESTIMA
BIENES Y EFECTOS
SEGURIDAD NECESIDADES PRIMARIAS

ESTABILIDAD DEL AMBIENTE
SEGURIDAD EN EL TRABAJO FUERZA DE TRABAJO ESTABLE
CAUDAD ACEPTADA CAPACITACIÓN
PAGO DE ACUERDO A SU CAPACIDAD SEGURIDAD FLEXIBLE
ABSORBING " SURPLUS " PEOPLE
s
A
S
CRECIMIENTO DE MERCADO PENETRACIÓN DE VENTAS FLEXIÓN RETIRO SALARIO/BENÉFICO RESERVAS
LIQUIDAR C O M O ULTIMO RECURSO

DESARROLLAR UN PLAN PARA MANTENER A LA GENTE
RESPONSABILIDAD DE DIRECCIÓN - LAS MANOS EN EL LIDERAZGO - COMUNICACIÓN
MAS INFORMACIÓN INCREMENTOS DE INTERCAMBIOS DE MERCADO - REDUCCIÓN DE COSTOS / PRECIO - ANTICIPACIÓN DEL TIEMPO
CAPACITACIÓN
MOTIVACIÓN & CONFIANZA
ATMOSFERA FAMLAR TRADICIÓN / LOYALTY METAS Y DEPENDENCIA MUTUA TRABAJO EN EQUIPO / PRESION = COMPARTIR EL TRIUNFO ORGULLO

ACTITUD GERENCIAL -LOS EMPLEADOS SON IMPORTANTES
C O M O GENTE - LOS EMPLEADOS TIENEN UN ALTO GRADO DE HABIÜDAD - LOS EMPLEADOS PUEDEN DESARROLLAR SU CAPACIDAD AL MAXIMO - LOS EMPLEADOS QUIEREN HACER UN BUEN TRABAJO
DECISIONES CONCENSO GRUPAL DE DECISIÓN
LA INFORMACIÓN HACE LAS DECISIONES EVIDENTES PROCESO MUY LENTO PARA TOMAR DECISIÓN RAPIDA Y EFICIENTE IMPLEMENTACION
DECISIONES HECHAS AL MAS BAJO NIVEL - ALTA DIRECCIÓN NO TOMA DECISIONES LOCALES - LAS DECISIONES DE OPERACIÓN SE TOMAN EN EL PUNTO DE ACCIÓN

ESTRUCTURAS DE ORGANIZACIÓN
LOS QUE TOMAN
LOS QUE TOMAN LAS DECISIONES DE OPERACIÓN PARA ABATIR PROBLEMAS
P PLANEACION M ^ T
COORDINADORES
TRADICIONAL EIM
DESARROLLO DE LA GENTE
SISTEMA - AMBIENTE ESTABLE - MOTIVACIÓN Y CONFIANZA
PRACTICAS - ACTITUD - BOTTON ROUND DECISIONS - ESTRUCTURA DE ORGANIZACIÓN

Esro publicación termino de imprimirse en Noviembre de \99ò en los Toilef öS de la ijnlversldad Autónoma Metropolitana Azcapotzoico. lo edición consta de 200 ejemplares.

COORDINACIÓN DESERVICIOS
QQg^l DE INFORMACIÓN
UNIVERSIDAD t^TWk Al/TONOMA gAm\
METROPOUTANA « « L ^ A m ^ ^ r j i a a u i e n a a l t i e m p o Azcapolzalco
Formato de Papeleta de Vencimiento
El usuario se obliga a devolver este libro en la fecha señalada en el sello mas reciente Código de barras.
FECHA DE DEVOLUaON
- Ordenar las iechas de vencimienlo ds manera vertical. - Cancelar con el sello de "DEVUELTO* la fecha de vencimiento a ia entrega del libro
2894805

UAM 2894805 TS156.6 Martínez Reyes, Marcos M3.7 Excelencia en manufactura