
Encapsulating the electroluminescent phosphor micro-particles using a pulsed metal-organic chemical...
8
Thin Solid Films 409 (2002) 58–65 0040-6090/02/$ - see front matter 2002 Elsevier Science B.V. All rights reserved. PII: S0040-6090 Ž 02 . 00104-9 Encapsulating the electroluminescent phosphor micro-particles using a pulsed metal-organic chemical vapor deposition process in a fluidized bed Jimin Kim, Gui Young Han, Chan-Hwa Chung* Department of Chemical Engineering, Sungkyunkwan University, Suwon 440-746, South Korea Abstract The protective coating efficiency of illuminated phosphor micro-particles has been investigated. The coating was performed by a pulsed feeding metal-organic chemical vapor deposition (MOCVD) in a fluidized bed using aluminum tri-sec-butylate or aluminum isopropoxide as a precursor. This pulsed MOCVD process in a fluidized bed shows excellent performance for encapsulating micro-particles. The pulsed feeding and the fluidization minimize the agglomeration between the phosphor micro- particles during the MOCVD process. Coating thickness is also precisely controlled up to the range of a few angstroms in thickness. Furthermore, by feeding the explosive aluminum MO precursor separately with oxygen gas, the coating process has been performed more safely in the pulsed MOCVD process. 2002 Elsevier Science B.V. All rights reserved. Keywords: Coating; Metal-organic chemical vapor deposition; Phosphor; Fluidized bed; Pulsed feed 1. Introduction Phosphor particles are used in a variety of applications in flat panel displays, decorations, cathode ray tubes, and fluorescent lighting fixtures. Luminescence or light emission by phosphor particles may be stimulated by the application of heat, light, high-energy radiation, or an electric field w1,2x. Electroluminescent phosphors are commercially important in the latest electronic devices. The luminescent brightness and the maintenance of brightness of such phosphors are two important criteria for characterizing phosphor particles. The rate of decay is substantially increased if the phosphor particles are subjected to conditions of high humidity during opera- tion. Atmospheric water vapor is perhaps the most important adverse influence on electroluminescence maintenance from the point of view of practical appli- cation w2x. Numerous attempts w1,3,4x have been made to coat the outer surface of individual phosphor particles with a protective layer. Such coatings have been applied by using selective additions to a lamp coating suspension or by suspending the phosphor particles in a solution containing the coating material and evaporating the solvent to form coated phosphor particles. Disadvantages associated with these known methods are high cost, discontinuous process, and poor thickness uniformity. *Corresponding author. E-mail address: [email protected] (C.-H. Chung). Organic matrices and substrate materials as well as organic coatings, applied to individual particles, have typically been effective in preventing the decay of brightness caused by the diffusion of water vapor to the phosphor particles. However, such envelopes are typi- cally expensive and have the potential of delaminating under heat w1x. More recently, to improve the moisture resistance maintaining their luminescence performance, phosphor particles have been encapsulated with thin moisture- resistant inorganic materials. One such coating which has been considered desirable for encapsulating phos- phors is a coating of aluminum oxide produced by a metal-organic chemical vapor deposition (MOCVD) process. Phosphor particles with such aluminum oxide coatings are protected to a certain degree from moisture in vapor form w1,2x. However, there are still some problems in obtaining uniform coating performance and perfectly preventing agglomeration during the coating process of MOCVD. In our study, we have used a pulsed feeding MOCVD process in a fluidized bed, in order to encapsulate the ZnS:Cu particles uniformly with Al O and minimize 2 3 the agglomeration between particles. Some advantages of a fluidized bed reactor in MOCVD process involve high and uniform mass and heat transfer rates, process flexibility, low capital and operational costs, precise process control, process automation, and better environ- ment w5,6x. The objective of this study is to examine
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Encapsulating the electroluminescent phosphor micro-particles using a pulsed metal-organic chemical...

Thin Solid Films 409(2002) 58–65
0040-6090/02/$ - see front matter� 2002 Elsevier Science B.V. All rights reserved.PII: S0040-6090Ž02.00104-9
Encapsulating the electroluminescent phosphor micro-particles using apulsed metal-organic chemical vapor deposition process in a fluidized bed
Jimin Kim, Gui Young Han, Chan-Hwa Chung*
Department of Chemical Engineering, Sungkyunkwan University, Suwon 440-746, South Korea
Abstract
The protective coating efficiency of illuminated phosphor micro-particles has been investigated. The coating was performed bya pulsed feeding metal-organic chemical vapor deposition(MOCVD) in a fluidized bed using aluminum tri-sec-butylate oraluminum isopropoxide as a precursor. This pulsed MOCVD process in a fluidized bed shows excellent performance forencapsulating micro-particles. The pulsed feeding and the fluidization minimize the agglomeration between the phosphor micro-particles during the MOCVD process. Coating thickness is also precisely controlled up to the range of a few angstroms inthickness. Furthermore, by feeding the explosive aluminum MO precursor separately with oxygen gas, the coating process hasbeen performed more safely in the pulsed MOCVD process.� 2002 Elsevier Science B.V. All rights reserved.
Keywords: Coating; Metal-organic chemical vapor deposition; Phosphor; Fluidized bed; Pulsed feed
1. Introduction
Phosphor particles are used in a variety of applicationsin flat panel displays, decorations, cathode ray tubes,and fluorescent lighting fixtures. Luminescence or lightemission by phosphor particles may be stimulated bythe application of heat, light, high-energy radiation, oran electric fieldw1,2x. Electroluminescent phosphors arecommercially important in the latest electronic devices.The luminescent brightness and the maintenance ofbrightness of such phosphors are two important criteriafor characterizing phosphor particles. The rate of decayis substantially increased if the phosphor particles aresubjected to conditions of high humidity during opera-tion. Atmospheric water vapor is perhaps the mostimportant adverse influence on electroluminescencemaintenance from the point of view of practical appli-cation w2x.
Numerous attemptsw1,3,4x have been made to coatthe outer surface of individual phosphor particles witha protective layer. Such coatings have been applied byusing selective additions to a lamp coating suspensionor by suspending the phosphor particles in a solutioncontaining the coating material and evaporating thesolvent to form coated phosphor particles. Disadvantagesassociated with these known methods are high cost,discontinuous process, and poor thickness uniformity.
*Corresponding author.E-mail address: [email protected](C.-H. Chung).
Organic matrices and substrate materials as well asorganic coatings, applied to individual particles, havetypically been effective in preventing the decay ofbrightness caused by the diffusion of water vapor to thephosphor particles. However, such envelopes are typi-cally expensive and have the potential of delaminatingunder heatw1x.
More recently, to improve the moisture resistancemaintaining their luminescence performance, phosphorparticles have been encapsulated with thin moisture-resistant inorganic materials. One such coating whichhas been considered desirable for encapsulating phos-phors is a coating of aluminum oxide produced by ametal-organic chemical vapor deposition(MOCVD)process. Phosphor particles with such aluminum oxidecoatings are protected to a certain degree from moisturein vapor form w1,2x. However, there are still someproblems in obtaining uniform coating performance andperfectly preventing agglomeration during the coatingprocess of MOCVD.
In our study, we have used a pulsed feeding MOCVDprocess in a fluidized bed, in order to encapsulate theZnS:Cu particles uniformly with Al O and minimize2 3
the agglomeration between particles. Some advantagesof a fluidized bed reactor in MOCVD process involvehigh and uniform mass and heat transfer rates, processflexibility, low capital and operational costs, preciseprocess control, process automation, and better environ-ment w5,6x. The objective of this study is to examine
59J. Kim et al. / Thin Solid Films 409 (2002) 58–65
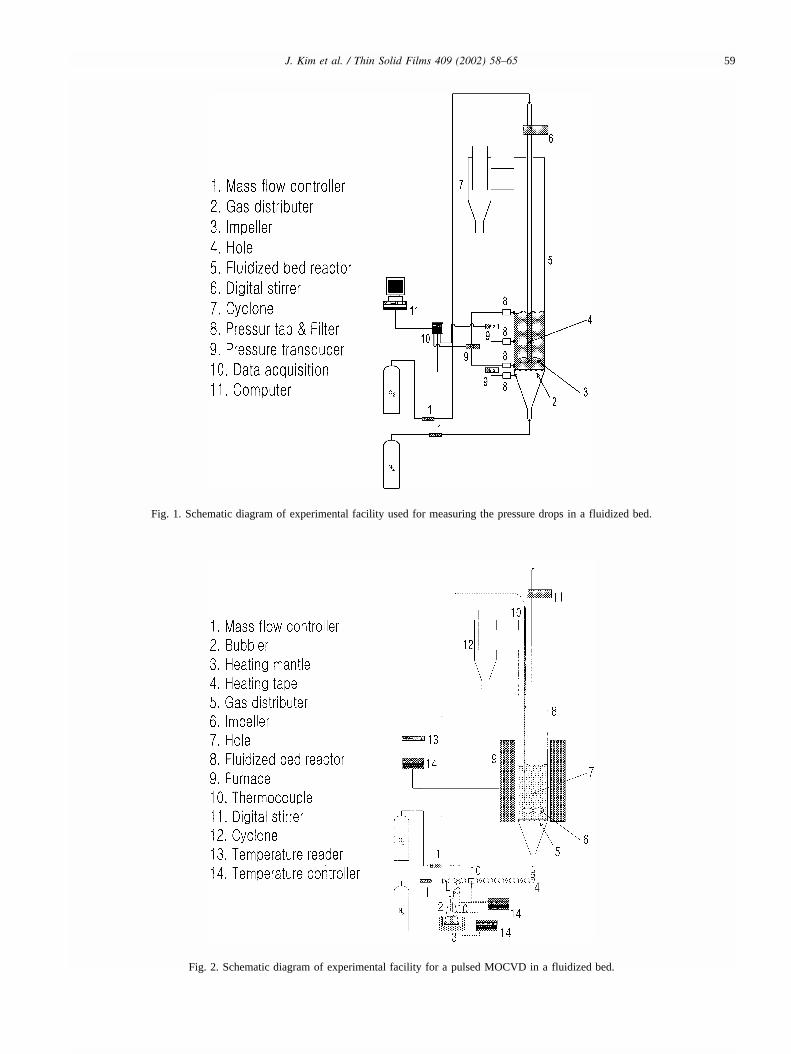
Fig. 1. Schematic diagram of experimental facility used for measuring the pressure drops in a fluidized bed.
Fig. 2. Schematic diagram of experimental facility for a pulsed MOCVD in a fluidized bed.
60 J. Kim et al. / Thin Solid Films 409 (2002) 58–65
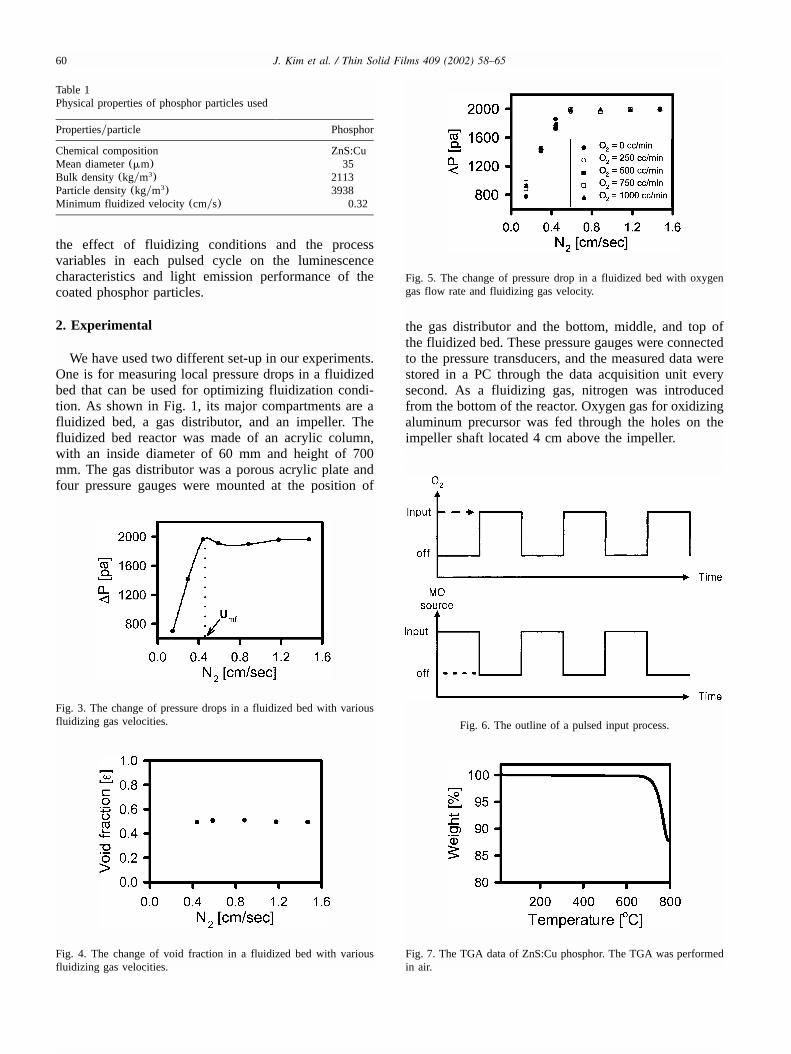
Table 1Physical properties of phosphor particles used
Propertiesyparticle Phosphor
Chemical composition ZnS:CuMean diameter(mm) 35Bulk density(kgym )3 2113Particle density(kgym )3 3938Minimum fluidized velocity(cmys) 0.32
Fig. 5. The change of pressure drop in a fluidized bed with oxygengas flow rate and fluidizing gas velocity.
Fig. 4. The change of void fraction in a fluidized bed with variousfluidizing gas velocities.
Fig. 3. The change of pressure drops in a fluidized bed with variousfluidizing gas velocities.
Fig. 7. The TGA data of ZnS:Cu phosphor. The TGA was performedin air.
Fig. 6. The outline of a pulsed input process.
the effect of fluidizing conditions and the processvariables in each pulsed cycle on the luminescencecharacteristics and light emission performance of thecoated phosphor particles.
2. Experimental
We have used two different set-up in our experiments.One is for measuring local pressure drops in a fluidizedbed that can be used for optimizing fluidization condi-tion. As shown in Fig. 1, its major compartments are afluidized bed, a gas distributor, and an impeller. Thefluidized bed reactor was made of an acrylic column,with an inside diameter of 60 mm and height of 700mm. The gas distributor was a porous acrylic plate andfour pressure gauges were mounted at the position of
the gas distributor and the bottom, middle, and top ofthe fluidized bed. These pressure gauges were connectedto the pressure transducers, and the measured data werestored in a PC through the data acquisition unit everysecond. As a fluidizing gas, nitrogen was introducedfrom the bottom of the reactor. Oxygen gas for oxidizingaluminum precursor was fed through the holes on theimpeller shaft located 4 cm above the impeller.
61J. Kim et al. / Thin Solid Films 409 (2002) 58–65
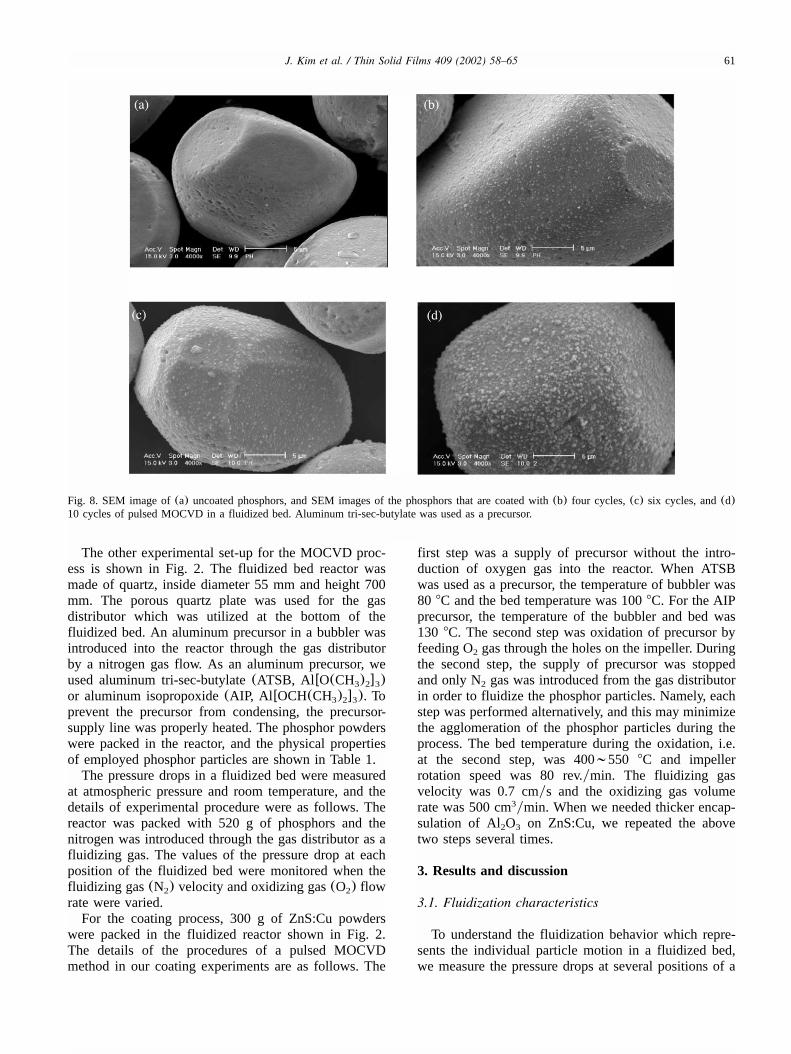
Fig. 8. SEM image of(a) uncoated phosphors, and SEM images of the phosphors that are coated with(b) four cycles,(c) six cycles, and(d)10 cycles of pulsed MOCVD in a fluidized bed. Aluminum tri-sec-butylate was used as a precursor.
The other experimental set-up for the MOCVD proc-ess is shown in Fig. 2. The fluidized bed reactor wasmade of quartz, inside diameter 55 mm and height 700mm. The porous quartz plate was used for the gasdistributor which was utilized at the bottom of thefluidized bed. An aluminum precursor in a bubbler wasintroduced into the reactor through the gas distributorby a nitrogen gas flow. As an aluminum precursor, weused aluminum tri-sec-butylate(ATSB, AlwO(CH ) x )3 2 3
or aluminum isopropoxide(AIP, AlwOCH(CH ) x ). To3 2 3
prevent the precursor from condensing, the precursor-supply line was properly heated. The phosphor powderswere packed in the reactor, and the physical propertiesof employed phosphor particles are shown in Table 1.
The pressure drops in a fluidized bed were measuredat atmospheric pressure and room temperature, and thedetails of experimental procedure were as follows. Thereactor was packed with 520 g of phosphors and thenitrogen was introduced through the gas distributor as afluidizing gas. The values of the pressure drop at eachposition of the fluidized bed were monitored when thefluidizing gas(N ) velocity and oxidizing gas(O ) flow2 2
rate were varied.For the coating process, 300 g of ZnS:Cu powders
were packed in the fluidized reactor shown in Fig. 2.The details of the procedures of a pulsed MOCVDmethod in our coating experiments are as follows. The
first step was a supply of precursor without the intro-duction of oxygen gas into the reactor. When ATSBwas used as a precursor, the temperature of bubbler was80 8C and the bed temperature was 1008C. For the AIPprecursor, the temperature of the bubbler and bed was130 8C. The second step was oxidation of precursor byfeeding O gas through the holes on the impeller. During2
the second step, the supply of precursor was stoppedand only N gas was introduced from the gas distributor2
in order to fluidize the phosphor particles. Namely, eachstep was performed alternatively, and this may minimizethe agglomeration of the phosphor particles during theprocess. The bed temperature during the oxidation, i.e.at the second step, was 400;550 8C and impellerrotation speed was 80 rev.ymin. The fluidizing gasvelocity was 0.7 cmys and the oxidizing gas volumerate was 500 cmymin. When we needed thicker encap-3
sulation of Al O on ZnS:Cu, we repeated the above2 3
two steps several times.
3. Results and discussion
3.1. Fluidization characteristics
To understand the fluidization behavior which repre-sents the individual particle motion in a fluidized bed,we measure the pressure drops at several positions of a
62 J. Kim et al. / Thin Solid Films 409 (2002) 58–65
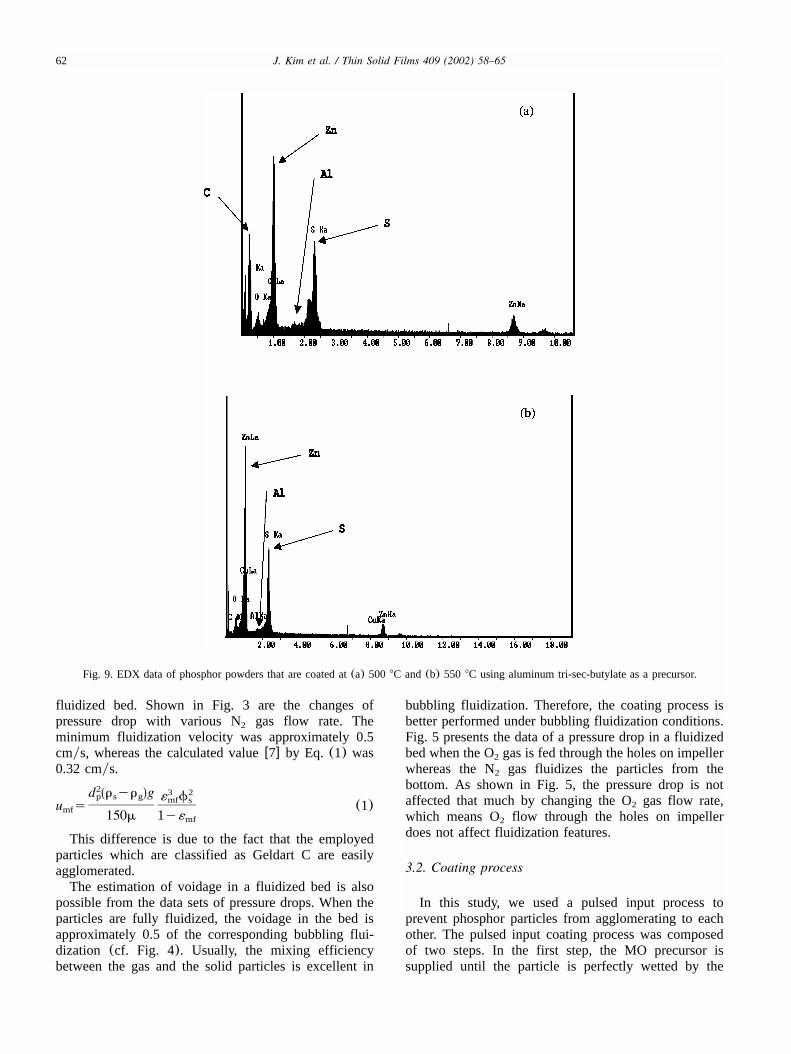
Fig. 9. EDX data of phosphor powders that are coated at(a) 500 8C and(b) 550 8C using aluminum tri-sec-butylate as a precursor.
fluidized bed. Shown in Fig. 3 are the changes ofpressure drop with various N gas flow rate. The2
minimum fluidization velocity was approximately 0.5cmys, whereas the calculated valuew7x by Eq. (1) was0.32 cmys.
2 3 2Ž .d r yr gp s g ´ fmf su s (1)mf 150m 1y´mf
This difference is due to the fact that the employedparticles which are classified as Geldart C are easilyagglomerated.
The estimation of voidage in a fluidized bed is alsopossible from the data sets of pressure drops. When theparticles are fully fluidized, the voidage in the bed isapproximately 0.5 of the corresponding bubbling flui-dization (cf. Fig. 4). Usually, the mixing efficiencybetween the gas and the solid particles is excellent in
bubbling fluidization. Therefore, the coating process isbetter performed under bubbling fluidization conditions.Fig. 5 presents the data of a pressure drop in a fluidizedbed when the O gas is fed through the holes on impeller2
whereas the N gas fluidizes the particles from the2
bottom. As shown in Fig. 5, the pressure drop is notaffected that much by changing the O gas flow rate,2
which means O flow through the holes on impeller2
does not affect fluidization features.
3.2. Coating process
In this study, we used a pulsed input process toprevent phosphor particles from agglomerating to eachother. The pulsed input coating process was composedof two steps. In the first step, the MO precursor issupplied until the particle is perfectly wetted by the
63J. Kim et al. / Thin Solid Films 409 (2002) 58–65
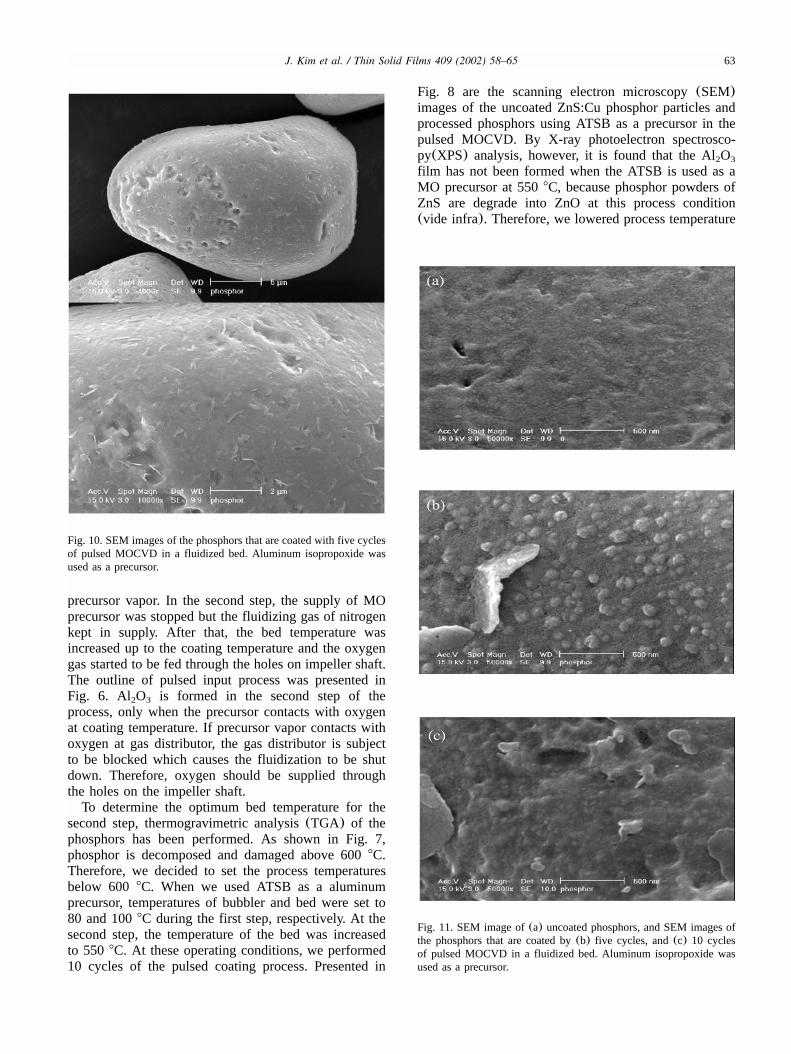
Fig. 10. SEM images of the phosphors that are coated with five cyclesof pulsed MOCVD in a fluidized bed. Aluminum isopropoxide wasused as a precursor.
Fig. 11. SEM image of(a) uncoated phosphors, and SEM images ofthe phosphors that are coated by(b) five cycles, and(c) 10 cyclesof pulsed MOCVD in a fluidized bed. Aluminum isopropoxide wasused as a precursor.
precursor vapor. In the second step, the supply of MOprecursor was stopped but the fluidizing gas of nitrogenkept in supply. After that, the bed temperature wasincreased up to the coating temperature and the oxygengas started to be fed through the holes on impeller shaft.The outline of pulsed input process was presented inFig. 6. Al O is formed in the second step of the2 3
process, only when the precursor contacts with oxygenat coating temperature. If precursor vapor contacts withoxygen at gas distributor, the gas distributor is subjectto be blocked which causes the fluidization to be shutdown. Therefore, oxygen should be supplied throughthe holes on the impeller shaft.
To determine the optimum bed temperature for thesecond step, thermogravimetric analysis(TGA) of thephosphors has been performed. As shown in Fig. 7,phosphor is decomposed and damaged above 6008C.Therefore, we decided to set the process temperaturesbelow 600 8C. When we used ATSB as a aluminumprecursor, temperatures of bubbler and bed were set to80 and 1008C during the first step, respectively. At thesecond step, the temperature of the bed was increasedto 550 8C. At these operating conditions, we performed10 cycles of the pulsed coating process. Presented in
Fig. 8 are the scanning electron microscopy(SEM)images of the uncoated ZnS:Cu phosphor particles andprocessed phosphors using ATSB as a precursor in thepulsed MOCVD. By X-ray photoelectron spectrosco-py(XPS) analysis, however, it is found that the Al O2 3
film has not been formed when the ATSB is used as aMO precursor at 5508C, because phosphor powders ofZnS are degrade into ZnO at this process condition(vide infra). Therefore, we lowered process temperature
64 J. Kim et al. / Thin Solid Films 409 (2002) 58–65
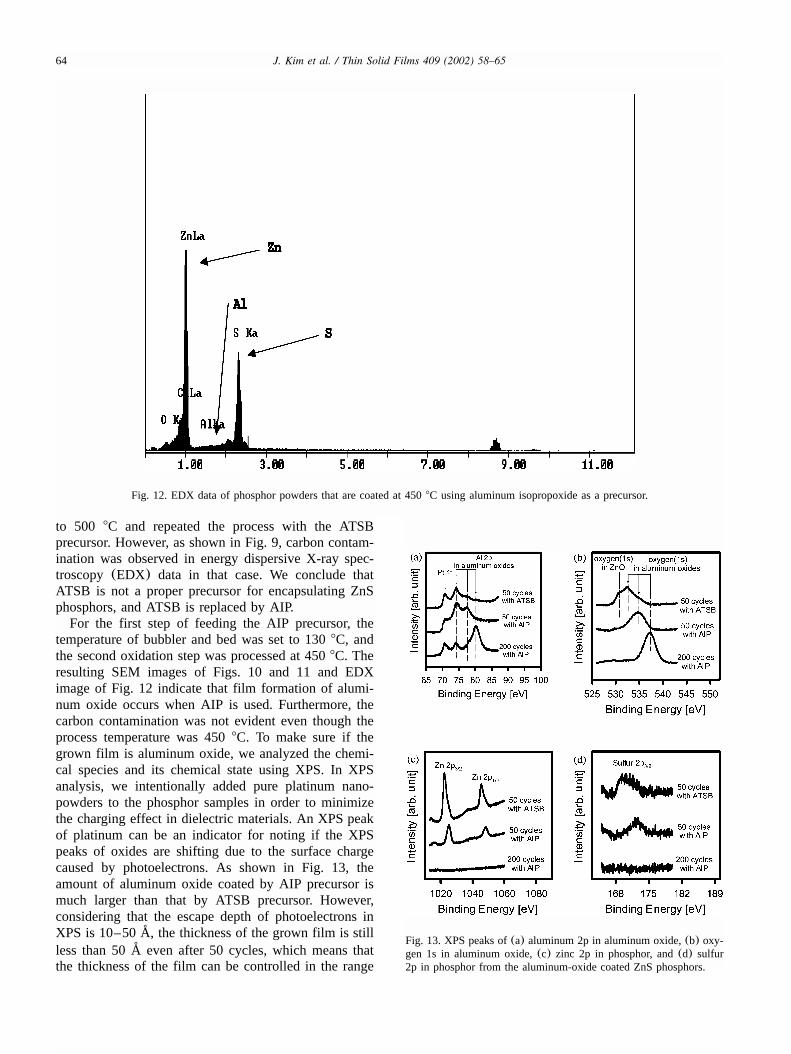
Fig. 12. EDX data of phosphor powders that are coated at 4508C using aluminum isopropoxide as a precursor.
Fig. 13. XPS peaks of(a) aluminum 2p in aluminum oxide,(b) oxy-gen 1s in aluminum oxide,(c) zinc 2p in phosphor, and(d) sulfur2p in phosphor from the aluminum-oxide coated ZnS phosphors.
to 500 8C and repeated the process with the ATSBprecursor. However, as shown in Fig. 9, carbon contam-ination was observed in energy dispersive X-ray spec-troscopy (EDX) data in that case. We conclude thatATSB is not a proper precursor for encapsulating ZnSphosphors, and ATSB is replaced by AIP.
For the first step of feeding the AIP precursor, thetemperature of bubbler and bed was set to 1308C, andthe second oxidation step was processed at 4508C. Theresulting SEM images of Figs. 10 and 11 and EDXimage of Fig. 12 indicate that film formation of alumi-num oxide occurs when AIP is used. Furthermore, thecarbon contamination was not evident even though theprocess temperature was 4508C. To make sure if thegrown film is aluminum oxide, we analyzed the chemi-cal species and its chemical state using XPS. In XPSanalysis, we intentionally added pure platinum nano-powders to the phosphor samples in order to minimizethe charging effect in dielectric materials. An XPS peakof platinum can be an indicator for noting if the XPSpeaks of oxides are shifting due to the surface chargecaused by photoelectrons. As shown in Fig. 13, theamount of aluminum oxide coated by AIP precursor ismuch larger than that by ATSB precursor. However,considering that the escape depth of photoelectrons inXPS is 10–50 A, the thickness of the grown film is still˚
less than 50 A even after 50 cycles, which means that˚the thickness of the film can be controlled in the range
65J. Kim et al. / Thin Solid Films 409 (2002) 58–65
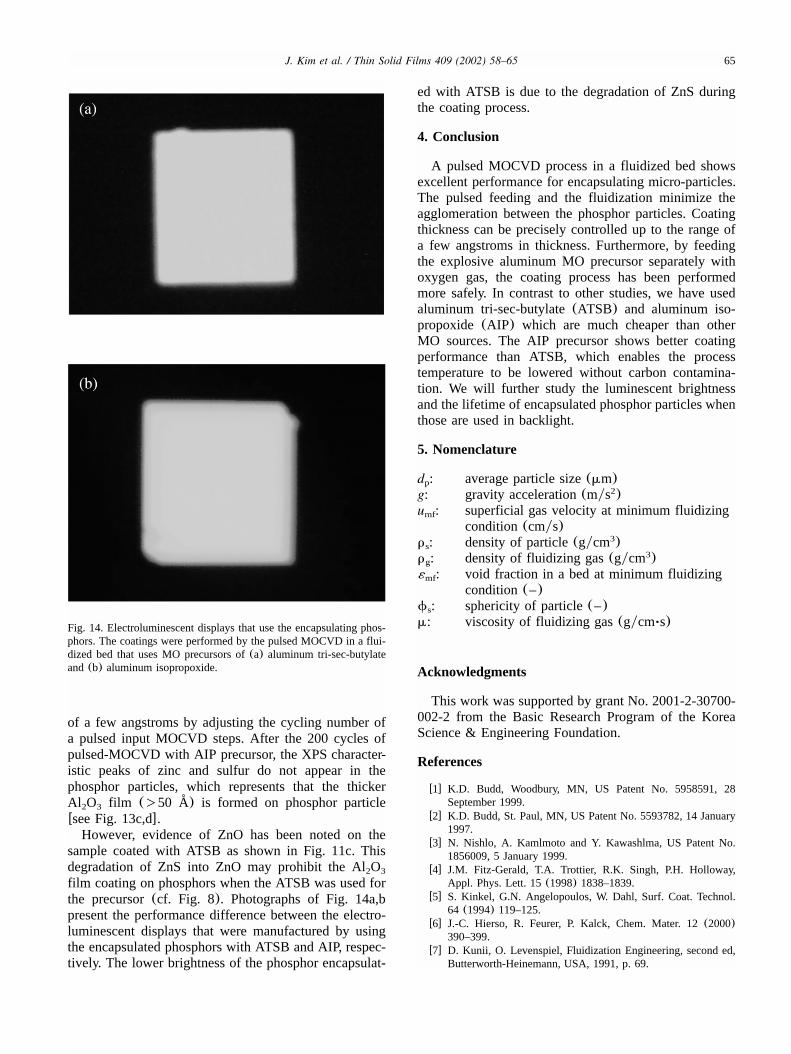
Fig. 14. Electroluminescent displays that use the encapsulating phos-phors. The coatings were performed by the pulsed MOCVD in a flui-dized bed that uses MO precursors of(a) aluminum tri-sec-butylateand(b) aluminum isopropoxide.
of a few angstroms by adjusting the cycling number ofa pulsed input MOCVD steps. After the 200 cycles ofpulsed-MOCVD with AIP precursor, the XPS character-istic peaks of zinc and sulfur do not appear in thephosphor particles, which represents that the thickerAl O film ()50 A) is formed on phosphor particle2 3
˚wsee Fig. 13c,dx.
However, evidence of ZnO has been noted on thesample coated with ATSB as shown in Fig. 11c. Thisdegradation of ZnS into ZnO may prohibit the Al O2 3
film coating on phosphors when the ATSB was used forthe precursor(cf. Fig. 8). Photographs of Fig. 14a,bpresent the performance difference between the electro-luminescent displays that were manufactured by usingthe encapsulated phosphors with ATSB and AIP, respec-tively. The lower brightness of the phosphor encapsulat-
ed with ATSB is due to the degradation of ZnS duringthe coating process.
4. Conclusion
A pulsed MOCVD process in a fluidized bed showsexcellent performance for encapsulating micro-particles.The pulsed feeding and the fluidization minimize theagglomeration between the phosphor particles. Coatingthickness can be precisely controlled up to the range ofa few angstroms in thickness. Furthermore, by feedingthe explosive aluminum MO precursor separately withoxygen gas, the coating process has been performedmore safely. In contrast to other studies, we have usedaluminum tri-sec-butylate(ATSB) and aluminum iso-propoxide (AIP) which are much cheaper than otherMO sources. The AIP precursor shows better coatingperformance than ATSB, which enables the processtemperature to be lowered without carbon contamina-tion. We will further study the luminescent brightnessand the lifetime of encapsulated phosphor particles whenthose are used in backlight.
5. Nomenclature
d :p average particle size(mm)g: gravity acceleration(mys )2
u :mf superficial gas velocity at minimum fluidizingcondition(cmys)
r :s density of particle(gycm )3
r :g density of fluidizing gas(gycm )3
´ :mf void fraction in a bed at minimum fluidizingcondition(–)
f :s sphericity of particle(–)m: viscosity of fluidizing gas(gycmØs)
Acknowledgments
This work was supported by grant No. 2001-2-30700-002-2 from the Basic Research Program of the KoreaScience & Engineering Foundation.
References
w1x K.D. Budd, Woodbury, MN, US Patent No. 5958591, 28September 1999.
w2x K.D. Budd, St. Paul, MN, US Patent No. 5593782, 14 January1997.
w3x N. Nishlo, A. Kamlmoto and Y. Kawashlma, US Patent No.1856009, 5 January 1999.
w4x J.M. Fitz-Gerald, T.A. Trottier, R.K. Singh, P.H. Holloway,Appl. Phys. Lett. 15(1998) 1838–1839.
w5x S. Kinkel, G.N. Angelopoulos, W. Dahl, Surf. Coat. Technol.64 (1994) 119–125.
w6x J.-C. Hierso, R. Feurer, P. Kalck, Chem. Mater. 12(2000)390–399.
w7x D. Kunii, O. Levenspiel, Fluidization Engineering, second ed,Butterworth-Heinemann, USA, 1991, p. 69.




















