
Electrical, Morphological and Rheological Study of Melt‐Mixed Polystyrene/Copper Nanowire...
10
Electrical, Morphological and Rheological Study of Melt-Mixed Polystyrene/Copper Nanowire Nanocomposites Bin Lin, Genaro A. Gelves, Joel A. Haber, Petra Po¨tschke, Uttandaraman Sundararaj * Introduction Polymer nanocomposites are usually polymers reinforced with nanoscale fillers. To be considered nanoscale, fillers must have at least one characteristic length scale on the order of nanometers. Polymer nanocomposites are an emerging new class of materials, which have attracted great attention both in industry and academia. Nanocom- posites are expected to provide better electrical, thermal and mechanical properties than conventional composites at lower filler contents because the nanofillers have high aspect ratios (or surface area to volume ratios) and the characteristic size of the nanofillers is about the size of the radius of gyration of a polymer chain, R g (5–20 nm). [1] Conductive 1D nanofillers, such as carbon nanotubes [2–4] and metal nanowires, [5] are attractive because incorpora- tion of these nanofillers into polymers can produce antistatic, electrostatically dissipative, and electromagne- tically shielding and absorbing materials. [6] Three different methods are commonly used in prepar- ing polymer nanocomposites, namely, melt mixing, in situ polymerization and solution processing. [7] Melt mixing is the preferred method because it is environmental benign (free of solvents) and it is compatible with current industrial processes. [8] However, for initial evaluations, it normally needs more materials (more than 50 g) than Full Paper B. Lin, G. A. Gelves, U. Sundararaj Department of Chemical and Materials Engineering, University of Alberta, Edmonton, Alberta T6G 2G6, Canada Fax: þ1 780 492 2881; E-mail: [email protected] J. A. Haber International Solar Electric Technology, Inc., 20600 Plummer St., Chatsworth, CA 91311, USA P. Po ¨tschke Department of Polymer Reactions and Blends, Leibniz Institute of Polymer Research Dresden, Hohe Strasse 6, Dresden D-01069, Germany Polystyrene and copper nanowires were melt-mixed at 200 8C and 50 rpm in 5 mL and 15 mL DSM co-rotating conical micro-compounders (DSM5 and DSM15), respectively. The electrical, morphological and rheological properties of the resulting nanocomposites were studied. The electrical percolation of nanocomposites is between 1.0 and 2.0 vol.-% for the composites prepared in DSM5 and above 2.0 vol.-% for the composites prepared in DSM15. SEM micrographs show smaller copper nanowire agglomerates inside polystyrene from DSM15 than those from DSM5. However, TEM micrographs reveal that both single copper nanowires and nanowire bun- dles coexist in the polymer matrix for the samples prepared in both micro-compounders. No obvious microstructure transition is detected by the dynamic rheological data at 200 8C. Macromol. Mater. Eng. 2008, 293, 631–640 ß 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim DOI: 10.1002/mame.200800045 631
Transcript of Electrical, Morphological and Rheological Study of Melt‐Mixed Polystyrene/Copper Nanowire...

Full Paper
Electrical, Morphological and RheologicalStudy of Melt-Mixed Polystyrene/CopperNanowire Nanocomposites
Bin Lin, Genaro A. Gelves, Joel A. Haber, Petra Potschke,Uttandaraman Sundararaj*
Polystyrene and copper nanowires were melt-mixed at 200 8C and 50 rpm in 5 mL and 15 mLDSM co-rotating conical micro-compounders (DSM5 and DSM15), respectively. The electrical,morphological and rheological properties of the resulting nanocomposites were studied. Theelectrical percolation of nanocomposites isbetween 1.0 and 2.0 vol.-% for the compositesprepared in DSM5 and above 2.0 vol.-% for thecomposites prepared in DSM15. SEMmicrographsshow smaller copper nanowire agglomeratesinside polystyrene from DSM15 than those fromDSM5. However, TEM micrographs reveal thatboth single copper nanowires and nanowire bun-dles coexist in the polymer matrix for thesamples prepared in both micro-compounders.No obvious microstructure transition is detectedby the dynamic rheological data at 200 8C.
Introduction
Polymer nanocomposites are usually polymers reinforced
with nanoscale fillers. To be considered nanoscale, fillers
must have at least one characteristic length scale on the
order of nanometers. Polymer nanocomposites are an
emerging new class of materials, which have attracted
B. Lin, G. A. Gelves, U. SundararajDepartment of Chemical andMaterials Engineering, University ofAlberta, Edmonton, Alberta T6G 2G6, CanadaFax: þ1 780 492 2881; E-mail: [email protected]. A. HaberInternational Solar Electric Technology, Inc., 20600 Plummer St.,Chatsworth, CA 91311, USAP. PotschkeDepartment of Polymer Reactions and Blends, Leibniz Institute ofPolymer Research Dresden, Hohe Strasse 6, Dresden D-01069,Germany
Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
great attention both in industry and academia. Nanocom-
posites are expected to provide better electrical, thermal
and mechanical properties than conventional composites
at lower filler contents because the nanofillers have high
aspect ratios (or surface area to volume ratios) and the
characteristic size of the nanofillers is about the size of the
radius of gyration of a polymer chain, Rg (5–20 nm).[1]
Conductive 1D nanofillers, such as carbon nanotubes[2–4]
and metal nanowires,[5] are attractive because incorpora-
tion of these nanofillers into polymers can produce
antistatic, electrostatically dissipative, and electromagne-
tically shielding and absorbing materials.[6]
Three different methods are commonly used in prepar-
ing polymer nanocomposites, namely, melt mixing, in situ
polymerization and solution processing.[7] Melt mixing is
the preferred method because it is environmental benign
(free of solvents) and it is compatible with current
industrial processes.[8] However, for initial evaluations,
it normally needs more materials (more than 50 g) than
DOI: 10.1002/mame.200800045 631

B. Lin, G. A. Gelves, J. A. Haber, P. Potschke, U. Sundararaj
Figure 1. a) SEM; and, b) TEM micrographs of the synthesizedCuNW.
632
the other methods. This amount of material is not possible
for nano-materials that are synthesized in the laboratory
scale (less than 1 g). There are several miniature mixers
with volumes of 1–15 cm3 that are commercially available,
like the MiniMAX molder and micro-compounder (or
miniature twin-screw extruder).
It has been shown that the MiniMAX is not efficient in
preparing uncompatibilized polymer blends[9,10]compared
to those prepared from the extruder and the batch mixer.
This is because the flow field generated by the MiniMAX
has only shear flow without any extensional elements or
reorientation. Therefore, it is difficult to get a good
dispersion of nanofillers inside the polymer matrix due
to the high van derWaals interactions between nanofillers.
However, it is expected that by applying appropriate shear
during the mixing, the tendency of the nanofillers to form
aggregates may be minimized.[11]
Themicro-compoundershavebeen foundtobesuccessful
in preparing polymer and carbon nanotube nanocompo-
sites.[12–14] There are several companies that provide the
micro-compounder, including DSM (Heerlen, Netherlands),
DACAInstruments (Goleta,CA,USA)andHaake Instruments
Inc. (Paramus, NJ, USA). The micro-compounders from
different sources have common features in their configura-
tions. They all are comprised of a conical twin-screw
extruder with a bypass, which allows the melt material to
recirculate so that the material can be mixed for a certain
period of time. The capacity of the micro-compounder is
approximately 5 cm3, though the DSM has also developed a
triple sized micro-compounder with 15 cm3 capacity.
We have previously reported[5,15–17] that copper nano-
wires (CuNW) with high aspect ratio (50–500) have been
synthesized by the template-directed method in our
laboratory. Nanocomposites of polystyrene/copper nano-
wire (PS/CuNW) prepared in solution have shown
enhanced electrical properties[5,17,18] as compared to the
pure polymer. The PS/CuNW nanocomposites have also
been melt mixed in the APAM,[19] a custom designed
asymmetric miniature mixer.[20] It is found that the
nanocomposites prepared in the APAM show an electrical
percolation concentration similar to the composites
prepared in solution, which is between 1.0 and 2.0
vol.-%. In this paper, polystyrene (PS) and CuNW are
directly melt mixed in two commercially available DSM
micro-compounders, with volumes of 5 and 15 cm3 (DSM5
and DSM15, respectively). Nanocomposites are extruded
from the micro-compounders and their properties are
analyzed. The electrical volume resistivity of the nano-
composite is measured to detect the electrical percolation
threshold. The overall dispersion of the copper nanowires
inside the pristine polymer is observed by scanning
electron microscopy (SEM) and the structure of the
nanowires is further examined with transmission electron
microscopy (TEM). Rheological data of the nanocomposites
Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
at different copper nanowire contents are analyzed to
check the microstructure of the nanocomposites.
Experimental Part
Preparation of PS/CuNW Nanocomposites
CuNWs were synthesized in our laboratory by using 10� 25 cm2
aluminium oxide templates (PAO). For each batch, around 3 g of
CuNWs could be produced. Figure 1 shows the SEM and TEM
micrographs of the synthesized copper nanowires. The nanowires
had a diameter of around 25 nm and an average length of
DOI: 10.1002/mame.200800045

Electrical, Morphological and Rheological Study of Melt-Mixed . . .
1.29� 0.83 mm. A detailed description of the experimental pro-
cedures for nanowire synthesis can be found elsewhere.[5,16] PS
(Styron 666D) was kindly provided by the Dow Chemical Com-
pany. The densities at 25 8C of the copper and the PS are 8.96 and
1.04 g � cm�3, respectively. In this paper, we assume that the
CuNWs have the same density as the bulk copper. PS/CuNW
composites with CuNW concentrations at 0, 0.25, 0.5, 0.75, 1.0, 2.0
and 4.0 vol.-%, calculated from mass percentage using the den-
sities specified above, were prepared. The nanocomposite with
8.0vol.-% CuNWwas also obtained from the DSM15, whichwas used
for electrical property measurement only. The concentrations of
CuNW in this paper are expressed in volume percentage, unless
otherwise specified.
The PS pellets and CuNWs were premixed with a spatula and
then fed into the two DSM micro-compounders at 200 8C and
50 rpm. For both mixers, after a mixing time of 6 min, the sample
products were extruded as strands through a heated cylindrical
die directly into cooling water. Essentially, the DSM15 is
volumetrically triple the scale as the DSM5 and both have similar
configurations. Figure 2 shows photographs of open DSM5 and
DSM15, both consisting of two conical co-rotating screws with a
bypass. The bypass differentiates these micro-compounders from
a standard extruder. In a typical continuous flow extruder, the
residence time is determined by screw length; whereas, in the
Figure 2. Photographs of: a) DSM5; and, b) DSM15.
Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
DSM micro-compounders, the materials circulate for a defined
time, making them more like batch mixers.
Electrical Resistivity Measurements
The volume resistivity was measured with thin circular sheets
(diameter� thickness: 67�0.60 mm) prepared by compression
molding the small strand pieces with a length between 0.5 and
1.0 mm, which were cut from the extruded strands obtained from
the micro-compounders. The amount of the small strands was
weighed according to the volume of the mold and then put
randomly into the mold for press molding, either parallel to or
perpendicular to the extrudate direction. The electrical volume
resistancewasmeasuredwith a Keithley electrometerModel 6517
and an 8009 resistivity test fixture equipped with ring electrodes.
Prior to the measurements, the surfaces of the samples were
cleaned with ethanol. According to ASTM D4496 and D257, the
measured volume resistance, Rv, was converted to volume
resistivity, rv, using
rv ¼ A
tRv (1)
where A is the effective area of the measuring electrode and t is
the average thickness of the specimen. For each specimen, the
reported data are the arithmetic average of at least four
measurements.
Scanning Electron Microscopy
The morphology of the synthesized copper nanowires and the
fracture surfaces of the composite strands were analyzed using a
JEOL 6301F field emission scanning electron microscope. Before
imaging, the samples were sputter-coated with chromium. The
backscattered SEM micrographs were taken at an accelerating
voltage of 20 kV. For the composites, the aggregates larger than
2 mmwere measured with SigmaScan Pro (version 4.01) software.
The area (Aagg) of each aggregate (or particle) was determined and
the equivalent diameter was obtained by assuming that the
particle cross-section was circular in shape:
Deq ¼ffiffiffiffiffiffiffiffiffiffiffiffi4Aagg
p
r(2)
This equivalent diameter (Deq) of more than 1000 particles per
sample was used to compare the particle size (cf. Figure 5).
The lengths of CuNW before and after melt mixing were also
measured. Pristine CuNWs were dispersed in methanol (CH3OH)
using ultrasound for 1 h after liberation from the PAO template.
For CuNW, after melt mixing, the nanocomposite was first
dissolved in methylene chloride (CH2Cl2) overnight and filtered
through Whatman PTFE paper (pore size: 0.2 mm). The solute was
washed with CH2Cl2 five times, suspended in CH2Cl2 and then put
in an ultrasonic bath for 1 h. Immediately after sonication, around
1 mL of each of the suspensions obtained before and after
processing was spin cast into a 2.5� 2.5 cm2 glass slide at
3 000 rpm for 2 min. The samples were then characterized by SEM.
www.mme-journal.de 633

B. Lin, G. A. Gelves, J. A. Haber, P. Potschke, U. Sundararaj
634
The length of every recognizable nanowire was measured. In this
method, nanowireswith lengths greater than 0.2mmwere collected
for analysis. For each sample, at least 250 single nanowires were
counted.
Figure 3. Volume resistivity of PS/CuNW composites at differentCuNW contents.
Transmission Electron Microscopy
For the pure synthesized copper nanowires, a drop of methanol/
nanowire suspension was placed on a molybdenum grid coated
with carbon film. Immediately after the methanol was evapo-
rated, the nanowires were examined with a JEOL 2010
TEM equipped with a thin-window energy-dispersive X-ray
spectrometer at 200 kV. For the PS/CuNW composites, the
extruded strands were ultramicrotomed to provide slices that
had thickness of around 70 nmusing an Ultracut diamond knife at
room temperature. The samples were cut along the cross-section
of the strands; that is, perpendicular to the extrusion direction.
The thin sections of the nanocomposite samplewere examined by
TEM with a Philips Morgagni 268 microscope at an acceleration
voltage of 70 kV.
Rheological Characterization
Dynamic rheological characterizations were performed in a
Rheometrics RMS800 Rheometer with a 25 mm parallel plate
fixture at 200 8C under nitrogen atmosphere. Samples with a
thickness of around 1mmwere tested. Frequency sweeps from 0.1
to 100 rad � s�1 were performed at low strains, 3–10%, where the
materials showed linear viscoelastic behavior.
X-Ray Photoelectron Spectra (XPS) Characterization
For the pure copper nanowires, the suspension of the copper
nanowires in methanol was dried under reduced pressure onto a
piece of silicon wafer. The X-ray photoelectron spectra (XPS) of the
dried copper nanowires and the freshly fractured surface of the
nanocomposite were collected with a Kratos Axis 165 X-ray
photoelectron spectrometer using Al Ka (1 486.6 eV) as the
electron source and operating at 15 kV and 14 mA. The base
pressure of the instrument was about 3�10�10 mbar (1
mbar¼ 100 Pa). The XPS binding energy (BE) was internally
referenced to the aliphatic C (1s) peak (BE¼284.8 eV).
Results
Electrical Resistivity
Figure 3 shows the effect of CuNW content on the volume
resistivity of PS/CuNW nanocomposites prepared from
DSM5 and DSM15. At 0% CuNW, the data reported are
based on the pure polymer processed at the DSM5 and the
DSM15 micro-compounders, respectively. Without any
conductive nanowires filler, the polymer has a volume
resistivity in the order of 1018 V � cm. As the concentration
of the copper nanowire increases, the resistivity decreases.
Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
A dramatic decrease in volume resistivity indicates the
formation of an electrically percolated network. The
electrical percolation is between 1.0 and 2.0% for the
nanocomposites melt mixed from DSM5, which is similar
to thepercolation threshold of the composites preparedwith
solution method[18] and melt mixed from the APAM,[19] a
miniature mixer that was custom designed in our group.[20]
However, the nanocompositesmixed inDSM15 showhigher
volume resistivity than those from DSM5 for nanowire
composition less than 2.0%. At 2.0%, the difference
between the volume resistivity data for the sample
prepared from DSM5 and DSM15 is greatest, around eight
orders of magnitude. The percolation for the nanocompo-
sites obtained from DSM15 is greater than 2.0%.
Morphology Characterization
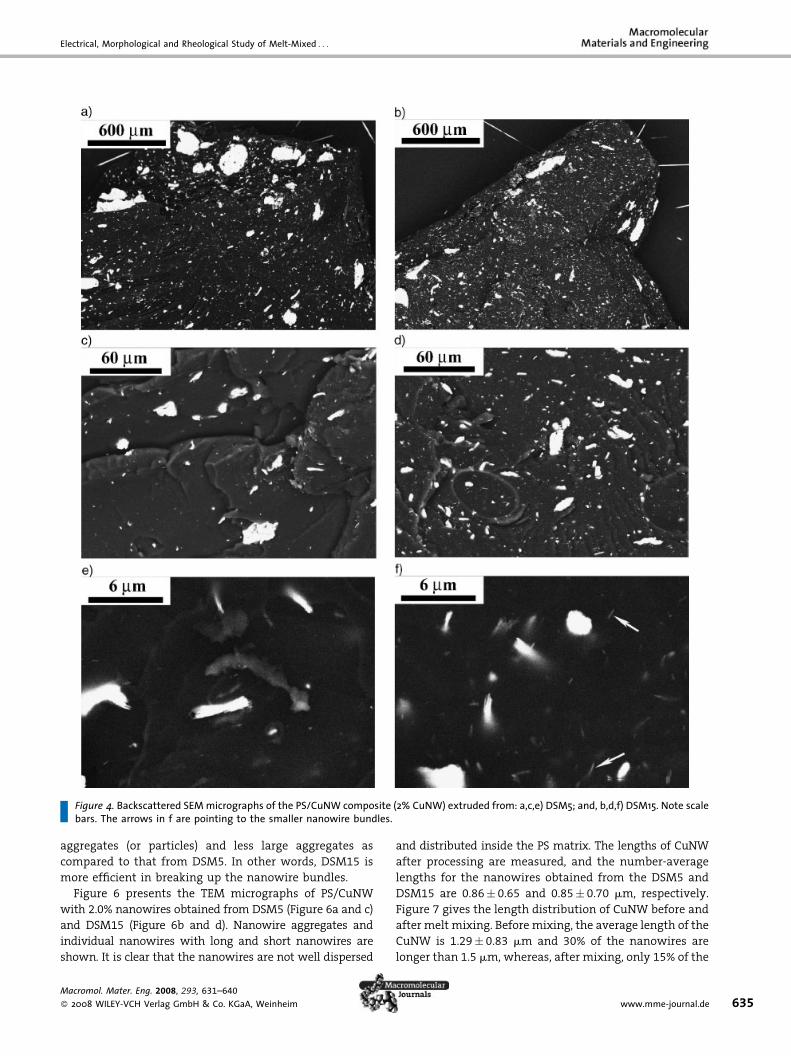
Figure 4 shows the backscattered SEM micrographs of PS/
CuNW with 2.0% nanowires prepared from the DSM5
(Figure 4a, c and e) and DSM15 (Figure 4b, d and f)
micro-compounders. Figure 4a and b illustrate the general
dispersion of the nanowires at a low magnification, and
Figure 4c–f are the micrographs at higher magnifications.
Copper nanowires and nanowire aggregates appear as
bright spots in the backscattered micrographs. Figure 4a
contains larger aggregates compared with Figure 4b,
Figure 4c shows less tiny bright spots compared to
Figure 4d, and Figure 4e exhibits fewer single nanowires
or bundles of 2 or 3 nanowires than Figure 4f. Therefore,
the SEM micrographs indicate that the nanowires
dispersed better when they were processed in DSM15.
Figure 5 gives the size distribution of the aggregates with
sizes greater than 2 mm. It supports our observation that
the composite prepared from DSM15 has much smaller
DOI: 10.1002/mame.200800045
Electrical, Morphological and Rheological Study of Melt-Mixed . . .
Figure 4. Backscattered SEMmicrographs of the PS/CuNW composite (2% CuNW) extruded from: a,c,e) DSM5; and, b,d,f) DSM15. Note scalebars. The arrows in f are pointing to the smaller nanowire bundles.
aggregates (or particles) and less large aggregates as
compared to that from DSM5. In other words, DSM15 is
more efficient in breaking up the nanowire bundles.
Figure 6 presents the TEM micrographs of PS/CuNW
with 2.0% nanowires obtained from DSM5 (Figure 6a and c)
and DSM15 (Figure 6b and d). Nanowire aggregates and
individual nanowires with long and short nanowires are
shown. It is clear that the nanowires are not well dispersed
Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
and distributed inside the PS matrix. The lengths of CuNW
after processing are measured, and the number-average
lengths for the nanowires obtained from the DSM5 and
DSM15 are 0.86� 0.65 and 0.85� 0.70 mm, respectively.
Figure 7 gives the length distribution of CuNW before and
after melt mixing. Before mixing, the average length of the
CuNW is 1.29� 0.83 mm and 30% of the nanowires are
longer than 1.5 mm, whereas, after mixing, only 15% of the
www.mme-journal.de 635

B. Lin, G. A. Gelves, J. A. Haber, P. Potschke, U. Sundararaj
Figure 5. Aggregate size distribution of the PS/CuNW composite(2% CuNW) extruded from DSM5 and DSM15. Note that onlyaggregates greater than 2 mm were counted.
Figure 6. TEM micrographs of PS/CuNW (2% CuNW) from: a,c) DSM5
636Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
nanowires have length greater than 1.5 mm. Compared
with the original copper nanowires, there is a 34%
reduction in the average length after melt processing;
however, the difference of the average length between the
micro-compounders is minor. The nanowires processed
from DSM15 have a larger standard deviation and the
composite contains 5% more nanowires with lengths
shorter than 1.25 mm compared to DSM5.
Rheological Properties
It has been shown in literature that rheological data
provide microstructure information about the nanocom-
posite.[21–23] The dynamic rheological properties of the PS/
CuNW nanocomposites at 200 8C were characterized and
the complex viscosity and the storage modulus for
nanocomposites with different CuNW compositions are
presented in Figure 8 and 9. The data for the 0% CuNW are
obtained using pure polymer that was processed for the
same period of time in the DSM5 and the DSM15
; and, b,d) DSM15. Note scale bars.
DOI: 10.1002/mame.200800045

Electrical, Morphological and Rheological Study of Melt-Mixed . . .
Figure 7. Length distribution of CuNW: a) before mixing; and,b) after dissolving PS from the PS/CuNW composite (2% CuNW)extruded from DSM5 and DSM15.
Figure 8. Complex viscosity at 200 8C for the PS/CuNW compo-sites from: a) DSM5; and, b) DSM15.
micro-compounders. It should be noted that there was no
difference between the rheological data of PS before and
after processing. The complex viscosities of the nanocom-
posites with 1.0% CuNW are around 30% higher than those
of pure PS for frequencies less than 1 s�1, whereas, at
frequency higher than 10 s�1, the viscosities are greater by
10–15%. The viscosities of the nanocomposites prepared
from both micro-compounders increase with CuNW
content. The curve of the complex viscosity versus frequency
has a similar shape irrespective of the filler concentration
studied; that is, the viscosities are relatively flat at low
frequencies and decrease faster at higher frequencies
(Figure 8). No obvious yield stress at low frequencies has
been observed for the systems studied.
The storage modulus of the nanocomposites in Figure 9
increases as the nanowire composition increases. Again, all
the curves are similar in shape. No plateau at low
Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
frequencies was detected even when the CuNW content
was 4.0%. Figure 10 compares the storage modulus of the
nanocomposites at 0.1 rad � s�1. It is demonstrated that the
storage modulus of the nanocomposites obtained from
DSM5 and DSM15 are similar and the increase in the
modulus is minor upon the addition of CuNW.
The dynamic rheological data for the nanocomposites
obtained from DSM5 and DSM15 are different from those
composites prepared in solution.[18] An obvious yield
stress[18,21–23] and/or a plateau of storage modulus[18,21–23]
at low frequencies is an indication of rheological fluid-solid
transition, or a rheological percolation. The lack of yield
stress and plateau of storage modulus of the PS/CuNW
nanocomposites melt-mixed in the micro-compounders
suggests that these nanocomposites are different from the
studies reported in the literature. For example, polymer/
carbon nanotube nanocomposites show a rheological
www.mme-journal.de 637

B. Lin, G. A. Gelves, J. A. Haber, P. Potschke, U. Sundararaj
Figure 9. Storagemodulus at 200 8C for the PS/CuNW compositesfrom (a) DSM5 and (b) DSM15.
Figure 10. Storage modulus at 1 s�1 for the nanocompositesprepared from the micro-compounders.
638Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
percolation concentration, which is lower than the
electrical percolation concentration.[21–23] It is lower because
the rheological percolation threshold originates from a
combined nanotube-polymer network (including the poly-
mer-polymer entanglement network, the carbon nanotube
network and the carbon nanotube-polymer network) and
the electrical percolation threshold requires a nanotube
network. The lack of a rheological percolation threshold for
the PS/CuNW prepared from the micro-compounders
suggests that the poor dispersion of nanowires weakens
the interaction between the polymer chains and the copper
nanowires, restricting a rheological fluid-solid transition.
Discussion
The electrical percolation thresholds for PS/CuNW melt
mixed in the DSM5 and the DSM15 micro-compounders
are between 1.0 and 2.0%, and above 2.0%, respectively.
The volume resistivity data of the nanocomposites from
DSM5 have similar trend, magnitude and percolation
threshold as those for the PS/CuNW composites prepared
in solution.[18] However, the nanocomposites from DSM15
show higher volume resistivity and a higher electrical
percolation threshold, suggesting that scale-up is not a
simple task.
The SEM analysis shows that the nanocomposites pre-
pared in DSM15 have smaller copper nanowire aggregates
than those from DSM5, indicating that DSM15 is more
efficient in breaking up nanowire bundles. It is well
accepted that well dispersed nanoparticles are essential to
achieve low percolation threshold; however, the PS/CuNW
system obtained from the micro-compounders shows the
opposite effect. The aspect ratio of nanofillers is important
and can alter the percolation threshold. During the direct
melt mixing, the high shear applied tends to break up the
nanofiller bundles and also breaks the individual filler into
shorter segments. Shorter filler length results in smaller
aspect ratio, which consequently increases the percolation
threshold of the nanocomposite. Therefore, in melt pro-
cessing, appropriate mixing conditions are required, and a
longer mixing time at a lower rotation speed is preferred.
In this paper, a rotation speed of 50 rpm and amixing time
of 6 min at 200 8C are used for preparing all the nano-
composites in the DSM5 and the DSM15micro-compounders.
The lengths of the nanowires are reduced after processing
in the two micro-compounders; however, the final
nanowire length in the two mixers is very similar. If the
length distribution is examined carefully (Figure 7), it can
be seen that DSM15 has 5% more nanowires shorter than
1.25 mm compared to DSM5.
DSM15 has triple the volume of DSM5. Both micro-
compounders have similar configurations: co-rotating
conical screws and a recirculation path. For both mixers,
DOI: 10.1002/mame.200800045

Electrical, Morphological and Rheological Study of Melt-Mixed . . .
Figure 11. Axial force versus time during the feeding andmixing ofPS and 2.0% CuNW in the micro-compounders.
Figure 12. XPS high resolution spectrum of Cu 2p peak for: a) thesynthesized CuNW; and, the PS/CuNW composite (2% CuNW)prepared from: b) DSM5; and, DSM15 (c).
the screw speed is 50 rpm and the mixing time is 6 min
after the materials are fed into the compounder. The
feeding time is around 3 min for DSM5 and it is around
5min for DSM15, as shown in Figure 11. Results show that
the copper nanowires dispersed better after being melt
mixed in DSM15, which may be due to the higher shear
stress applied. It is found from the experimental readings
during the processing of 2.0% CuNW in PS, the maximum
axial force in the DSM15 and the DSM5 micro-
compounders are 4 070 and 978 N, respectively; that is,
the force inside DSM15 is four times larger than that inside
DSM5 even though it only has three times the volume.
Therefore, the materials experience higher shear stresses
in DSM15 than those inside DSM5. The higher shear stress
results in higher energy dissipation and higher tempera-
ture increase in DSM15. This highermelt temperaturemay
increase the surface oxidation rate of copper nanowires
and consequently, lead to lower volume resistivity of the
nanocomposites.[24] The TEM micrograph in Figure 6d for
the nanocomposite prepared from DSM15 shows that
there is some roughness on the nanowire surfaces,
whereas, for the nanocomposite obtained from DSM5,
the surfaces of the nanowires in Figure 6c appear to be
smoother. The roughness is attributed to the copper
oxide[18,25] generated during the mixing process, which
can be detected with XPS analysis.
Figure 12 shows the high resolution XPS Cu 2p spectrum
of the synthesized copper nanowires and the nanocompo-
sites with 2.0% CuNW prepared from DSM5 and DSM15. It
has been recognized[26–28] that Cu 2p3/2 has a single peak at
932.7 eV, Cuþ has a single peak at 932.4 eV and Cu2þ has a
main peak at 933.6 eV. For CuO, there are shakeup
satellites at higher binding energies (940.3 and 943.1 eV). It
is clearly seen from Figure 12 that the magnitudes of the
main peak and shakeup satellites associated with a Cu2þ
increase from pure copper nanowires (Figure 12a) to the
Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
nanocomposite from DSM5 (Figure 12b) and are even
higher for the nanocomposite from DSM15 (Figure 12c). It
is also observed that the combination peak (including
contributions from Cu, Cuþ and Cu2þ) gets wider with
increased oxidation (from Figure 12a to c). The XPS results
confirm our hypothesis and TEM examination that the
copper nanowires inside the nanocomposites prepared
fromDSM15 have higher copper oxide contents than those
from DSM5.
Conclusion
We studied polystyrene/copper nanowire composites at
different CuNW compositions melt mixed in two DSM
micro-compounders, with capacities of 5 and 15 cm3. The
electrical percolation threshold for the nanocomposite
prepared from DSM5 is between 1.0 and 2.0%, which is
lower than that from DSM15 (greater than 2.0%), but is
similar to that of nanocomposites prepared in solution. It
implies that scale up from DSM5 to DSM15 is not a simple
process. The SEM and TEM micrographs show that the
nanowires are still not well dispersed inside the polymer
matrix, perhaps because of the high van der Waals inter-
action between the nanowires. The dynamic rheological
characterization indicates that there is nofluid-solid transi-
tion upon the addition of nanowires, suggesting the nano-
wires are not well dispersed, resulting in a weak interaction
between the nanowires and the polymer chains.
Acknowledgements: We would like to thank the Natural Sciencesand Engineering Research Council of Canada (NSERC) for the
www.mme-journal.de 639

B. Lin, G. A. Gelves, J. A. Haber, P. Potschke, U. Sundararaj
640
financial support of this work. B.L. is grateful for a financialassistance from the Leibniz Institute of Polymer Research Dresdenduring her stay as a guest scientist. We would like to thankH. Scheibner, S. Pegel and E. Cantergiani at the Leibniz Institute ofPolymer Research Dresden for instruction on the DSM micro-compounders. We would also like to thank Dr. D. Karpuzov,Mr. G. Braybrook and Mr. R. Mandryk at University of Alberta forhelping with XPS analysis, SEM and TEM imaging.
Received: February 14, 2008; Revised: April 28, 2008; Accepted:May 5, 2008; DOI: 10.1002/mame.200800045
Keywords: copper nanowires; electrical conductivity; mixing;nanocomposites; percolation; resistivity
[1] Y. S. Lipatov, ‘‘Polymer Reinforcement’’, ChemTec Publishing,Toronto-Scarborough 1995, p. 9.
[2] E. T. Thostenson, C. Y. Li, T. W. Chou, Compos. Sci. Technol.2005, 65, 491.
[3] X. L. Xie, Y. W. Mai, X. P. Zhou,Mater. Sci. Eng. R-Rep. 2005, 49,89.
[4] I. Szleifer, R. Yerushalmi-Rozen, Polymer 2005, 46, 7803.[5] G. A. Gelves, U. Sundararaj, J. A. Haber, Macromol. Rapid
Commun. 2005, 26, 1677.[6] D. T. Colbert, Plast. Addit. Compd. 2003, 5, 18.[7] O. Breuer, U. Sundararaj, Polym. Compos. 2004, 25, 630.[8] S. S. Ray, M. Okamoto, Prog. Polym. Sci. 2003, 28, 1539.[9] U. Sundararaj, C. W. Macosko, A. Nakayama, T. Inoue, Polym.
Eng. Sci. 1995, 35, 100.[10] M. Maric, C. W. Macosko, Polym. Eng. Sci. 2001, 41, 118.
Macromol. Mater. Eng. 2008, 293, 631–640
� 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
[11] R. Haggenmueller, H. H. Gommans, A. G. Rinzler, J. E. Fischer,K. I. Winey, Chem. Phys. Lett. 2000, 330, 219.
[12] P. Potschke, A. R. Bhattacharyya, A. Janke, H. Goering, Compos.Interfaces 2003, 10, 389.
[13] P. Potschke, A. R. Bhattacharyya, A. Janke, Eur. Polym. J. 2004,40, 137.
[14] P. Potschke, A. R. Bhattacharyya, A. Janke, Polymer 2003, 44,8061.
[15] N. J. Gerein, J. A. Haber, J. Phys. Chem. B 2005, 109, 17372.[16] G. A. Gelves, Z. T. M. Murakami, M. J. Krantz, J. A. Haber,
J. Mater. Chem. 2006, 16, 3075.[17] G. A. Gelves, B. Lin, U. Sundararaj, J. A. Haber, Adv. Funct. Mat.
2006, 16, 2423.[18] B. Lin, G. A. Gelves, J. Haber, U. Sundararaj, Ind. Eng. Chem. Res.
2007, 46, 2481.[19] G. A. Gelves, B. Lin, U. Sundararaj, J. A. Haber, J. Polym. Sci.
Polym. Phys. submitted.[20] O. Breuer, U. Sundararaj, R. W. Toogood, Polym. Eng. Sci. 2004,
44, 868.[21] P. Potschke, M. Abdel-Goad, I. Alig, S. Dudkin, D. Lellinger,
Polymer 2004, 45, 8863.[22] F. M. Du, R. C. Scogna, W. Zhou, S. Brand, J. E. Fischer, K. I.
Winey, Macromolecules 2004, 37, 9048.[23] B. Lin, U. Sundararaj, P. Potschke,Macromol. Mater. Eng. 2006,
291, 227.[24] M. E. Toimil-Molares, E. M. Hohberger, Ch., Schaeflein, R. H.
Blick, R. Neumann, C. Trautmann, Appl. Phys. Lett. 2003, 82,2139.
[25] Y. Chang, M. L. Lye, H. C. Zeng, Langmuir 2005, 21, 3746.[26] P. E. Larson, J. Electron Spectrosc. Relat. Phenom. 1974, 4, 213.[27] M. Yin, C.-K. Wu, Y. Lou, C. Burda, J. T. Koberstein, Y. Zhu, S.
O’Brien, J. Am. Chem. Soc. 2005, 127, 9506.[28] C.-K.Wu,M. Yin, S. O’Brien, J. T. Koberstein, Chem.Mater. 2006,
18, 6054.
DOI: 10.1002/mame.200800045




















