Thermo-Catalytic Versus Thermo-Chemical Recycling of Polystyrene Waste
12
1 23 Waste and Biomass Valorization ISSN 1877-2641 Volume 4 Number 1 Waste Biomass Valor (2013) 4:37-46 DOI 10.1007/s12649-012-9136-4 Thermo-Catalytic Versus Thermo- Chemical Recycling of Polystyrene Waste Manar El-Sayed Abdel-Raouf, Abdel Raheim Mahmoud Abdel-Raheim & Shimaa Mohamed El-Saeed
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Thermo-Catalytic Versus Thermo-Chemical Recycling of Polystyrene Waste
1 23
Waste and Biomass Valorization ISSN 1877-2641Volume 4Number 1 Waste Biomass Valor (2013) 4:37-46DOI 10.1007/s12649-012-9136-4
Thermo-Catalytic Versus Thermo-Chemical Recycling of Polystyrene Waste
Manar El-Sayed Abdel-Raouf, AbdelRaheim Mahmoud Abdel-Raheim &Shimaa Mohamed El-Saeed

1 23
Your article is protected by copyright and
all rights are held exclusively by Springer
Science+Business Media B.V.. This e-offprint
is for personal use only and shall not be self-
archived in electronic repositories. If you
wish to self-archive your work, please use the
accepted author’s version for posting to your
own website or your institution’s repository.
You may further deposit the accepted author’s
version on a funder’s repository at a funder’s
request, provided it is not made publicly
available until 12 months after publication.

ORIGINAL PAPER
Thermo-Catalytic Versus Thermo-Chemical Recyclingof Polystyrene Waste
Manar El-Sayed Abdel-Raouf •
Abdel Raheim Mahmoud Abdel-Raheim •
Shimaa Mohamed El-Saeed
Received: 27 January 2012 / Accepted: 5 June 2012 / Published online: 22 June 2012
� Springer Science+Business Media B.V. 2012
Abstract Degradation of polystyrene was carried out
thermally and thermo-chemically in order to compare
between the conversion of polystyrene in both cases. The
catalyzed thermal degradation was achieved without sol-
vents in an autoclave at pressure range 20–50 bar and tem-
perature range 300–400 �C in presence of 1 % Al2O3 as a
catalyst. The thermo-chemical degradation was achieved by
two solvents namely, supercritical cyclohexane and super-
critical ethyl cyclohexane under the same reaction condi-
tions. It was found that conversion of polystyrene increased
in the thermo-chemical process than in thermal process.
Furthermore, it was found that the conversion process
increases with rising temperature and pressure. It also was
found that high molecular-weight compounds decreased but
oligomers and monomers increased with rising temperature.
Polystyrene rapidly degraded after reaching a prescribed
temperature of 400 �C, the degree of degradation was nearly
about 95 % after 1 h in presence of ethyl cyclohexane, 89 %
in presence of cyclohexane and about 81 % only in absence
of the solvent (thermal degradation).
Keywords Thermal � Thermo-chemical � Degradation �Polystyrene � Aluminum oxide
Abbreviations
MSW Municipal solid waste
SCF Supercritical fluids
PET Poly (ethylene Terephthalate)
PS Polystyrene
PE Polyethylene
PP Polypropylene
Introduction
As the consumption of polymeric materials increases
around the world every year, plastic waste disposal has
been recognized as a serious environmental problem
worldwide. The three basic methods of managing MSW
are: landfilling, incineration, and recycling. The landfilling
will be hindered in the near future due to their disadvan-
tages. Furthermore, the deficiency of landfill site or the air
pollution by toxic gases generated from incineration pro-
cesses will hinder these two options Ambrose et al. [2],
Boettcher [4] and EAP [7]. The common methods for
plastic waste management are provided in Fig. 1.
Therefore, in recent years, increased attention has been
paid to the recycling or degradation of synthetic polymer
waste. This can contribute to solving pollution problems
and the reuse of cheap and abundant waste products.
Degradation of polymers is a very important reaction in the
chemistry of high molecular mass compounds. It occurs
under the action of chemical agents, thermal effects or
as a result of physical influences Flynn and Florin [8] and
Kaminsky [16].
Among the advantages of pyrolysis as one of the most
promising alternatives to the landfill and/or incineration for
recycling of plastic wastes is that pyrolysis can convert
wasted plastics into valuable raw materials or fuels without
generating toxic gaseous emissions from the process itself
unlike the incineration Andrews and Subramanian [3].
Unfortunately, commercial application of plastics pyrolysis
M. E.-S. Abdel-Raouf (&) � A. R. Mahmoud Abdel-Raheim �S. M. El-Saeed
Petroleum Application Department, Egyptian Petroleum
Research Institute, 1 Ahmed El-zomor street, Nasr City,
Cairo 11727, Egypt
e-mail: [email protected]
123
Waste Biomass Valor (2013) 4:37–46
DOI 10.1007/s12649-012-9136-4
Author's personal copy

is being hindered not only by the lack of sufficient eco-
nomic incentives, but also by various operational difficul-
ties such as low heat transfer coefficient and poor mixing.
Beside, this method still has problems such as high tem-
perature conditions (at least 600 �C), excessively long
degradation time, secondary pollution due to incomplete
combustion and byproduct like char Shah et al. [23]. The
chemical recycling of waste plastic (polymers) has an
advantage of converting into reusable materials like
monomer or raw material of the petrochemical industry or
fuel Wang et al. [24] and William and Brindle [25].
However, Supercritical fluids (SCF) have recently been
used in the treatment of waste plastic to solve the problems
induced in pyrolysis of waste plastics. Kim et al. [18] used
supercritical methanol to depolymerize PET. Model [22]
developed a process in which supercritical water was used
to degrade organic materials. Dhawan et al. [6] decom-
posed polyisoprene and waste rubber using super critical
toluene; Kocher et al. [19] decomposed poly (vinyl chlo-
ride) using super critical water. Super critical water was
also used to recover terephthalic acid from PET waste
Adschiri et al. [1]. Tyre and other wastes were depoly-
merized using some super critical fluids. This accounts for
most waste plastics, the experimental temperature ranged
from 400 to 450 �C. It was found that the supercritical fluid
method produced hydrocarbon products of shorter carbon
chain and a higher ratio of l-alkene/n-alkane than those
yielded through general thermolysis Chen et al. [5]. Joung
et al. [14, 15] reported seven types of solvents like toluene
and cyclohexane as the most appropriate to waste tyre
processing. At the conditions of 300 �C and 10 MPa and a
reaction time of 1 h, cyclohexane decomposed waste tyres
into lower molecular weight substances. Supercritical tol-
uene also gave a similar result. Hwang et al. [12] used
supercritical acetone in the degradation of PE, PP and their
mixture. Lee et al. [20] used supercritical tetrahydrofuran
in decomposing cis-polyisoprene rubber and got products
of narrow distribution. In case of thermolysis of PS, Hwang
et al. [11] used supercritical acetone in decomposing waste
PS. The total conversion of PS waste, composition of the
decomposed products and the yield of monomer were
determined. Gyou-Cheol et al. [10] studied the degradation
of waste polystyrene in super criticaJ n-hexane that has
relatively lower critical pressure and temperature. The
conversion of polystyrene molecular- weight distribution of
products and residual elements were measured to under-
stand the degradation mechanism.
The focus of this study is the tertiary recycling (chem-
ical recycling) of polystyrene waste, that is, conversion of
plastics waste into higher value products. More specifi-
cally, the objective is to recover styrene and other valuable
aromatics by the thermo-catalytic and thermo-chemical
treatment of polystyrene at moderate temperatures. The
thermo-catalytic conversion of polystyrene was achieved
without solvents in an autoclave at pressure range
20–50 bar and temperature range 300–400 �C in presence
of 1 % Al2O3 as a catalyst. The thermo-chemical degra-
dation was achieved by two solvents (supercritical cyclo-
hexane and supercritical ethyl cyclohexane) under the same
pressure and temperature conditions. The efficiency of both
methods was compared and related to the composition of
the products.
Experimental
Materials and Methodology
Plastic cups made of Polystyrene waste were used
throughout this study. They were washed and left in the air
to dry then they were chopped into smaller segments and
grinded to pieces of 20–40 mm in size. The data obtained
from GPC revealed that its number average molecular
weight (Mn) and its polydispersity index (Mw/Mn) were
122,000 and 1.4, respectively.
The other chemicals used such as Al2O3 (as powder),
ethyl cyclohexane and cyclohexane were all first grade
chemicals supplied from Sigma–Aldrich Company and
used as received with no further processing.
Instrumentation
Qualitative and quantitative analyses of the gas and liquid
type product after the reaction were made by using gas
chromatography (GC 22A, Shimadzu, Japan). Gel perme-
ation chromatography (GPC Perkin-Elmer) was used for
identifying solid residual substances in order to find out the
molecular weight distribution and the degree of PS reaction
plastic wastes
Reuse of Materials
Collection
Segregation
Incineration
Energy recovery
Volume reduction
Landfilling
Recycling
Mixed plastic waste recycling
Chemical recycling
Solvent thermolysis
Hydrolysis
pyrolysis
Hydrocracking
Fig. 1 Plastic waste management
38 Waste Biomass Valor (2013) 4:37–46
123
Author's personal copy

completion. The standard sample was polystyrene, the
mobile phase was tetrahydrofuran (THF) and the fluid flow
was fixed at 1.0 ml/min.
Pyrolysis Experiments (Thermo-Catalytic Degradation)
Pyrolysis experiments were carried out in a thermostated
stainless steel high pressure reactor of 500 ml capacity
with two thermocouples, an external heating coil and a
stirrer. The permissible reactor conditions are 500 �C and
400 bars. A water-cooling system is also installed inside
the reactor in order to prevent any temperature change
during the recovery of the products. Since the test is done
under high pressure, a safety valve, outside of the reactor;
with a rupture disc was used that can work at up to 400 bar.
A spiral condenser is mounted on a special opening in the
reactor lid and directly connected to trap for collecting gas
samples.
The reactants (50 g PS ? 0.5 g Al2O3) were charged
directly into the container then the container was closed,
blushed by nitrogen for 10 min. to expel air and to make
the reaction environment inert then placed in the thermo-
stated heater which was adjusted to the desired tempera-
ture. About 1 ml of gas was drawn from the trap with 1 ml
syringe each 15 min. and sent for analysis on gas chro-
matography instrument. At the end of reaction, i.e. after an
hour, a gas sample was drawn by a syringe for analysis and
the system is disconnected and cooled, the liquids left were
separated and weighed and the solids left in the reaction
container were collected and weighed. The conditions of
the pyrolysis reaction experiments together with the codes
given to the batches are provided in Table 1. It is worthy to
mention that the notification system used throughout this
work is as follows: PSA for thermal degradation, PSB for
degradation in supercritical cyclohexane and PSC for
degradation in supercritical ethyl cyclohexane. The num-
bers 1–3 are given for the temperatures 300, 350 and
400 �C respectively. The small letters a–d are given for the
pressure 20, 30, 40 and 50 bar respectively.
Thermo-Chemical Experiments
The same procedure was applied in absence of catalyst.
Instead, the solvent, either cyclohexane or ethyl cyclo-
hexane, was fed into the reactor. The heating rate was
10 �C/min until the temperature was reached a prescribed
level. The stirring speed was adjusted at 400 rpm. The
reaction pressure was controlled through the increase of the
solvent volume fed into the reactor. When reaching the
reaction conditions, the reaction was continued for an hour.
Then the temperature of the reactor after the reaction was
lowered to room temperature. The discharging products
from the reactor were recovered. The products were only
liquids and solids. The liquids were decanted off whereas
the solid residual was dissolved in acetone, recovered, and
then oven-dried to remove the solvent.
Results and Discussion
Thermal Degradation of Polystyrene
Effect of Reaction Temperature
Polymer degradation involves bond scission that occurs in
the macromolecule and caused by chemical reactions.
Various modes of degradation are found, for example,
thermoplastic polymers undergo oxidative degradation
during processing which involves the combined actions of
heat, mechanical forces, and oxygen. Thermal degradation
involves chemical changes for the polymer chains at ele-
vated temperatures in presence or absence of catalyst.
To find out the effect of reaction temperature on the PS
disintegration pattern, tests were made at the following
conditions: the temperature at the starting point was 300 �C
a relatively low temperature. Then, it went up to 350 then
finally to 400 �C. The reaction time was an hour but the
products of the reaction were monitored every 15 min. The
reaction pressure also varied from 20–50 bars, but the
provided data were obtained at fixed pressure (50 bars).
The catalyst was 1 %Al2O3 according to our previous work
Abdel-Raouf et al. [21]. Time 0 min. means the beginning
point after the temperature and pressure reached the preset
values.The PS conversion was calculated from the fol-
lowing equation:
PS Conversion wt%½ � ¼ Ws
Wi� 100; ð1Þ
where Ws refer to the residual solid after the reaction in
grams and Wi refer to the weight of the initial sample of PS
(50 g).The yield was calculated from the following
equation:
Product yield ¼ Wsp
Wtp� 100; ð2Þ
where Wp refer to the weight of the single product in grams
and Wtp refer to the weight of the total product, i.e. gas or
oil or solid.As seen in Fig. 2a, the PS conversion increases
at higher temperatures. The PS conversion started at the
early stage of the reaction, i.e., within 15 min. At tem-
perature of 400 �C, there appeared almost little change in
the conversion after 45 min elapsed, which means the
reaction is about to reach its end or it reached a kind of
equilibrium. Furthermore, the data in Fig. 2a reveal that oil
constitutes the highest yield among the products. The oil
production increases dramatically by temperature whereas
Waste Biomass Valor (2013) 4:37–46 39
123
Author's personal copy

the solids left decrease at higher temperature. The gases
produced from the reaction slightly increase. Our finding
runs parallel to Gyou-Cheol et al. [10] and Kaminsky [16].
Upon analyzing the gaseous products (Table 2), it was
found that ethane, ethylene, butane and butylenes were the
most abundant gases. The first two gases increase by
increasing temperature from 300 to 400 whereas the last
two decrease by increasing the temperature. GC analysis
was performed for the oil products; the data are mentioned
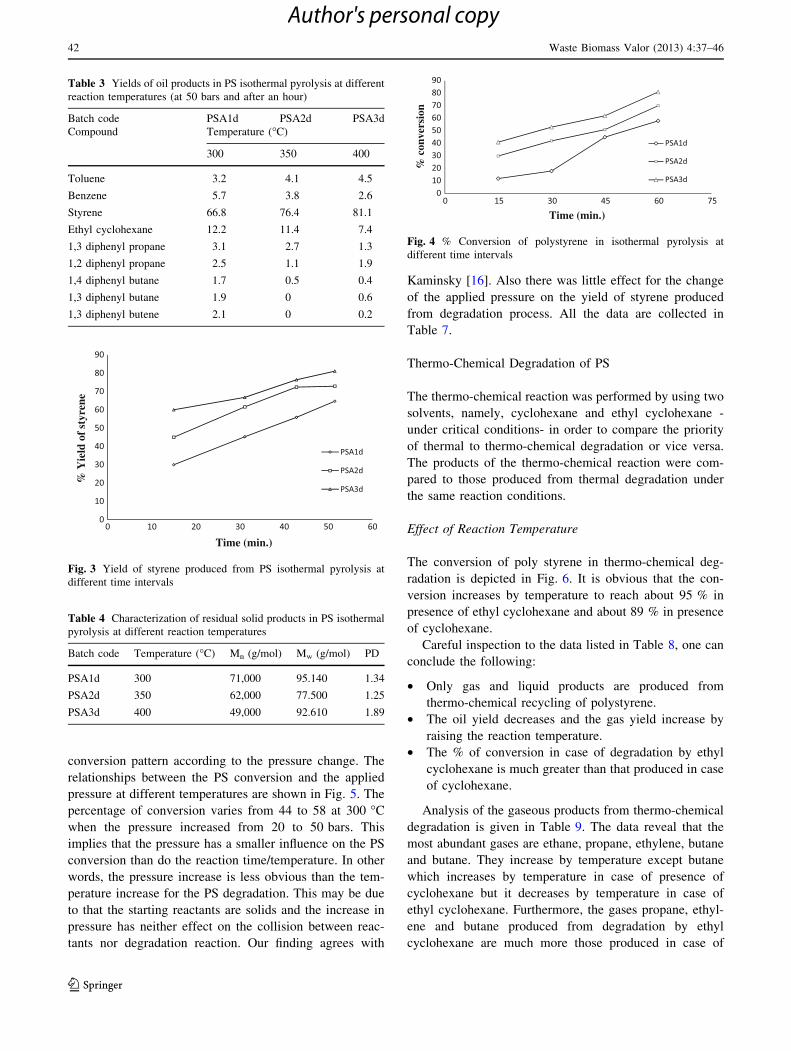
in Table 3. It is clear that styrene constitutes the major
component among the produced liquids. Its percentage
increased from 66.8 at 300 �C to 81.1 at 400 �C (Fig. 3).
GPC analysis of the solid products reveal that Mn of the
residual solid PS decreased by temperature as given in
Table 4. This may be due to that the degradation reaction is
enhanced by temperature so that some of solid residue is
converted into liquid and gases. These findings are very
close to those obtained by Jong-Ryeol et al. [13]. The
Table 1 Different reaction conditions and codes given to the batches
PS Designation Reaction conditions
Temperature (�C) Pressure (bar) Catalyst Solvent
PSA PSA1a 300 20 (1 % A l2O3) –
PSA1b 30 (1 % A l2O3)
PSA1c 40 (1 % A l2O3)
PSA1d 50 (1 % A l2O3)
PSA2a 350 20 (1 % A l2O3) –
PSA2b 30 (1 % A l2O3)
PSA2c 40 (1 % A l2O3)
PSA2d 50 (1 % A l2O3)
PSA3a 400 20 (1 % A l2O3) –
PSA3b 30 (1 % A l2O3)
PSA3c 40 (1 % A l2O3)
PSA3d 50 (1 % A l2O3)
PSB PSB1a 300 20 – Super critical cyclohexane
PSB1b 30 Super critical cyclohexane
PSB1c 40 Super critical cyclohexane
PSB1d 50 Super critical cyclohexane
PSB2a 350 20 – Super critical cyclohexane
PSB2b 30 Super critical cyclohexane
PSB2c 40 Super critical cyclohexane
PSB2d 50 Super critical cyclohexane
PSB3a 400 20 – Super critical cyclohexane
PSB3b 30 Super critical cyclohexane
PSB3c 40 Super critical cyclohexane
PSB3d 50 Super critical cyclohexane
PSC PSC1a 300 20 – Super critical ethyl cyclohexane
PSC1b 30 Super critical ethyl cyclohexane
PSC1c 40 Super critical ethyl cyclohexane
PSC1d 50 Super critical ethyl cyclohexane
PSC2a 350 20 – Super critical ethyl cyclohexane
PSC2b 30 Super critical ethyl cyclohexane
PSC2c 40 Super critical ethyl cyclohexane
PSC2d 50 Super critical ethyl cyclohexane
PSC3a 400 20 – Super critical ethyl cyclohexane
PSC3b 30 Super critical ethyl cyclohexane
PSC3c 40 Super critical ethyl cyclohexane
PSC3d 50 Super critical ethyl cyclohexane
40 Waste Biomass Valor (2013) 4:37–46
123
Author's personal copy
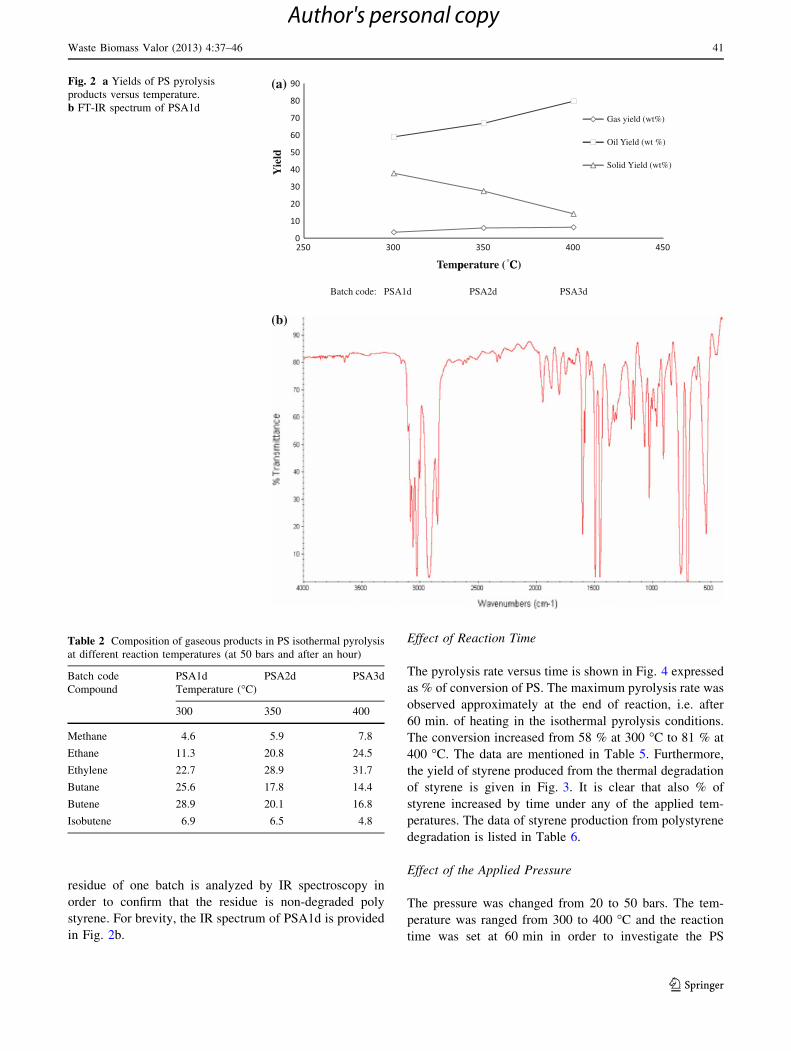
residue of one batch is analyzed by IR spectroscopy in
order to confirm that the residue is non-degraded poly
styrene. For brevity, the IR spectrum of PSA1d is provided
in Fig. 2b.
Effect of Reaction Time
The pyrolysis rate versus time is shown in Fig. 4 expressed
as % of conversion of PS. The maximum pyrolysis rate was
observed approximately at the end of reaction, i.e. after
60 min. of heating in the isothermal pyrolysis conditions.
The conversion increased from 58 % at 300 �C to 81 % at
400 �C. The data are mentioned in Table 5. Furthermore,
the yield of styrene produced from the thermal degradation
of styrene is given in Fig. 3. It is clear that also % of
styrene increased by time under any of the applied tem-
peratures. The data of styrene production from polystyrene
degradation is listed in Table 6.
Effect of the Applied Pressure
The pressure was changed from 20 to 50 bars. The tem-
perature was ranged from 300 to 400 �C and the reaction
time was set at 60 min in order to investigate the PS
Yie
ldBatch code: PSA
Temp
1d
perature (°C
PSA2d
C)
PSA3
Gas yield (wt%)
Oil Yield (wt %)
Solid Yield (wt%)
d
(a)
(b)
Fig. 2 a Yields of PS pyrolysis
products versus temperature.
b FT-IR spectrum of PSA1d
Table 2 Composition of gaseous products in PS isothermal pyrolysis
at different reaction temperatures (at 50 bars and after an hour)
Batch code PSA1d PSA2d PSA3d
Compound Temperature (�C)
300 350 400
Methane 4.6 5.9 7.8
Ethane 11.3 20.8 24.5
Ethylene 22.7 28.9 31.7
Butane 25.6 17.8 14.4
Butene 28.9 20.1 16.8
Isobutene 6.9 6.5 4.8
Waste Biomass Valor (2013) 4:37–46 41
123
Author's personal copy
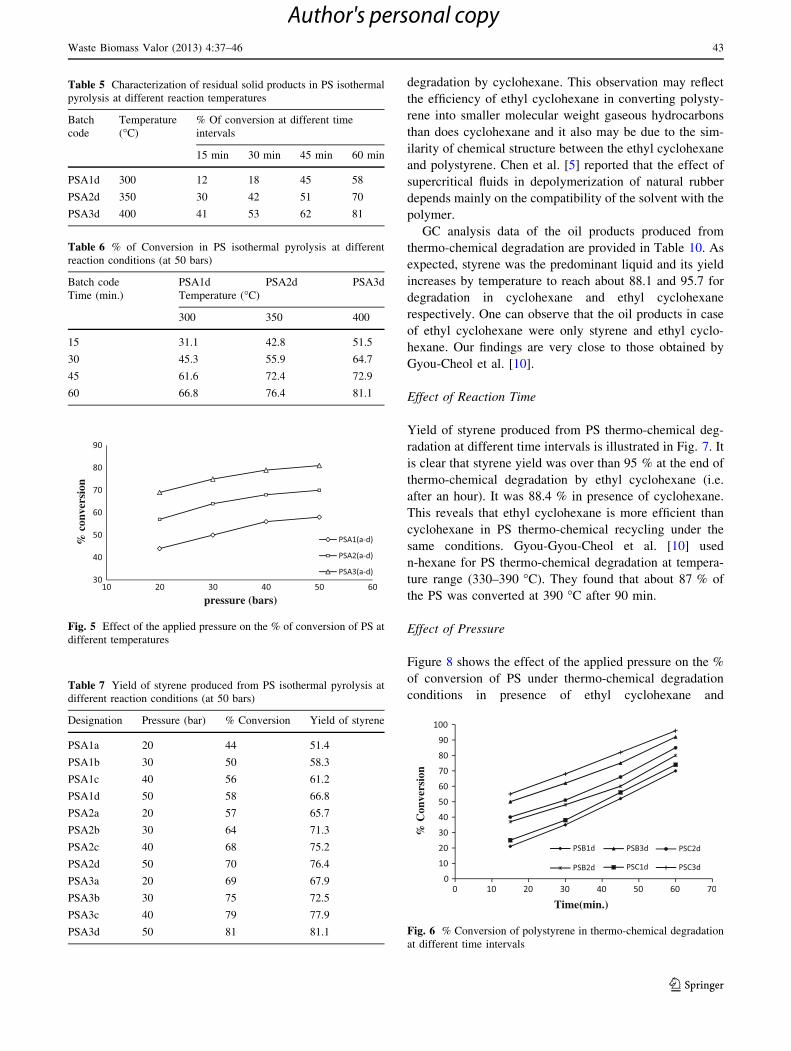
conversion pattern according to the pressure change. The
relationships between the PS conversion and the applied
pressure at different temperatures are shown in Fig. 5. The
percentage of conversion varies from 44 to 58 at 300 �C
when the pressure increased from 20 to 50 bars. This
implies that the pressure has a smaller influence on the PS
conversion than do the reaction time/temperature. In other
words, the pressure increase is less obvious than the tem-
perature increase for the PS degradation. This may be due
to that the starting reactants are solids and the increase in
pressure has neither effect on the collision between reac-
tants nor degradation reaction. Our finding agrees with
Kaminsky [16]. Also there was little effect for the change
of the applied pressure on the yield of styrene produced
from degradation process. All the data are collected in
Table 7.
Thermo-Chemical Degradation of PS
The thermo-chemical reaction was performed by using two
solvents, namely, cyclohexane and ethyl cyclohexane -
under critical conditions- in order to compare the priority
of thermal to thermo-chemical degradation or vice versa.
The products of the thermo-chemical reaction were com-
pared to those produced from thermal degradation under
the same reaction conditions.
Effect of Reaction Temperature
The conversion of poly styrene in thermo-chemical deg-
radation is depicted in Fig. 6. It is obvious that the con-
version increases by temperature to reach about 95 % in
presence of ethyl cyclohexane and about 89 % in presence
of cyclohexane.
Careful inspection to the data listed in Table 8, one can
conclude the following:
• Only gas and liquid products are produced from
thermo-chemical recycling of polystyrene.
• The oil yield decreases and the gas yield increase by
raising the reaction temperature.
• The % of conversion in case of degradation by ethyl
cyclohexane is much greater than that produced in case
of cyclohexane.
Analysis of the gaseous products from thermo-chemical
degradation is given in Table 9. The data reveal that the
most abundant gases are ethane, propane, ethylene, butane
and butane. They increase by temperature except butane
which increases by temperature in case of presence of
cyclohexane but it decreases by temperature in case of
ethyl cyclohexane. Furthermore, the gases propane, ethyl-
ene and butane produced from degradation by ethyl
cyclohexane are much more those produced in case of
Table 3 Yields of oil products in PS isothermal pyrolysis at different
reaction temperatures (at 50 bars and after an hour)
Batch code PSA1d PSA2d PSA3d
Compound Temperature (�C)
300 350 400
Toluene 3.2 4.1 4.5
Benzene 5.7 3.8 2.6
Styrene 66.8 76.4 81.1
Ethyl cyclohexane 12.2 11.4 7.4
1,3 diphenyl propane 3.1 2.7 1.3
1,2 diphenyl propane 2.5 1.1 1.9
1,4 diphenyl butane 1.7 0.5 0.4
1,3 diphenyl butane 1.9 0 0.6
1,3 diphenyl butene 2.1 0 0.2
% Y
ield
of
styr
ene
Time (min.)
Fig. 3 Yield of styrene produced from PS isothermal pyrolysis at
different time intervals
Table 4 Characterization of residual solid products in PS isothermal
pyrolysis at different reaction temperatures
Batch code Temperature (�C) Mn (g/mol) Mw (g/mol) PD
PSA1d 300 71,000 95.140 1.34
PSA2d 350 62,000 77.500 1.25
PSA3d 400 49,000 92.610 1.89
% c
onve
rsio
n
Time (min.)
Fig. 4 % Conversion of polystyrene in isothermal pyrolysis at
different time intervals
42 Waste Biomass Valor (2013) 4:37–46
123
Author's personal copy
degradation by cyclohexane. This observation may reflect
the efficiency of ethyl cyclohexane in converting polysty-
rene into smaller molecular weight gaseous hydrocarbons
than does cyclohexane and it also may be due to the sim-
ilarity of chemical structure between the ethyl cyclohexane
and polystyrene. Chen et al. [5] reported that the effect of
supercritical fluids in depolymerization of natural rubber
depends mainly on the compatibility of the solvent with the
polymer.
GC analysis data of the oil products produced from
thermo-chemical degradation are provided in Table 10. As
expected, styrene was the predominant liquid and its yield
increases by temperature to reach about 88.1 and 95.7 for
degradation in cyclohexane and ethyl cyclohexane
respectively. One can observe that the oil products in case
of ethyl cyclohexane were only styrene and ethyl cyclo-
hexane. Our findings are very close to those obtained by
Gyou-Cheol et al. [10].
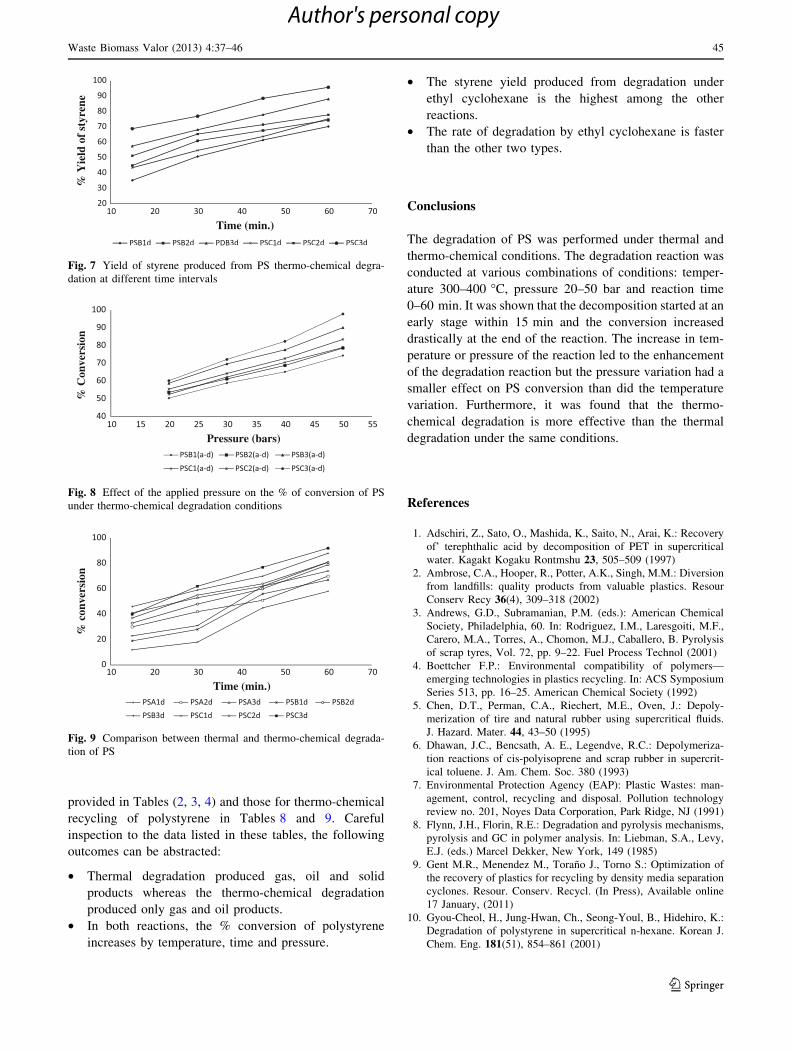
Effect of Reaction Time
Yield of styrene produced from PS thermo-chemical deg-
radation at different time intervals is illustrated in Fig. 7. It
is clear that styrene yield was over than 95 % at the end of
thermo-chemical degradation by ethyl cyclohexane (i.e.
after an hour). It was 88.4 % in presence of cyclohexane.
This reveals that ethyl cyclohexane is more efficient than
cyclohexane in PS thermo-chemical recycling under the
same conditions. Gyou-Gyou-Cheol et al. [10] used
n-hexane for PS thermo-chemical degradation at tempera-
ture range (330–390 �C). They found that about 87 % of
the PS was converted at 390 �C after 90 min.
Effect of Pressure
Figure 8 shows the effect of the applied pressure on the %
of conversion of PS under thermo-chemical degradation
conditions in presence of ethyl cyclohexane and
Table 5 Characterization of residual solid products in PS isothermal
pyrolysis at different reaction temperatures
Batch
code
Temperature
(�C)
% Of conversion at different time
intervals
15 min 30 min 45 min 60 min
PSA1d 300 12 18 45 58
PSA2d 350 30 42 51 70
PSA3d 400 41 53 62 81
Table 6 % of Conversion in PS isothermal pyrolysis at different
reaction conditions (at 50 bars)
Batch code PSA1d PSA2d PSA3d
Time (min.) Temperature (�C)
300 350 400
15 31.1 42.8 51.5
30 45.3 55.9 64.7
45 61.6 72.4 72.9
60 66.8 76.4 81.1
% c
onve
rsio
n
pressure (bars)
Fig. 5 Effect of the applied pressure on the % of conversion of PS at
different temperatures
Table 7 Yield of styrene produced from PS isothermal pyrolysis at
different reaction conditions (at 50 bars)
Designation Pressure (bar) % Conversion Yield of styrene
PSA1a 20 44 51.4
PSA1b 30 50 58.3
PSA1c 40 56 61.2
PSA1d 50 58 66.8
PSA2a 20 57 65.7
PSA2b 30 64 71.3
PSA2c 40 68 75.2
PSA2d 50 70 76.4
PSA3a 20 69 67.9
PSA3b 30 75 72.5
PSA3c 40 79 77.9
PSA3d 50 81 81.1
% C
onve
rsio
n
Time(min.)
Fig. 6 % Conversion of polystyrene in thermo-chemical degradation
at different time intervals
Waste Biomass Valor (2013) 4:37–46 43
123
Author's personal copy

cyclohexane. The applied pressure ranged between 20 and
50 bars. It is obvious that increasing the pressure had slight
effect on PS conversion. This runs parallel to the effect of
pressure in thermal degradation.
Comparison with the General Thermolysis
The conversions of the general thermal degradation and the
supercritical solvents (ethyl cyclohexane and cyclohexane)
degradation are shown in Fig. 9. The test conditions were
the same for both reactions, temperature of 300–400 �C at
15 min. interval for an hour, a pressure of 50 bars. In case
of the general thermolysis, the recorded conversion was
about 50 % at 300 �C at the end of reaction but it was
about 77 % and 62 % in a supercritical ethyl cyclohexane
and cyclohexane respectively. This means that the degra-
dation reaction takes place rapidly even at relatively low
temperature and pressure, if supercritical fluid is used. The
general thermal degradation test showed that about 81 %
conversion was attained only at 400 �C and higher. It
should be noted that under supercritical fluid conditions
(cyclohexane and ethyl cyclohexane), more than 88 and
96 % conversion have been attained at the same tempera-
ture. Our findings run parallel to those obtained by Gent
et al. [9] and Kanji et al. [17].
Analysis of Products
The variations of product composition under the various
temperatures and reaction times are thoroughly studied.
The products from thermal degradation of styrene are
Table 8 Effect of pressure on % of conversion and yield of styrene
produced from PS isothermal pyrolysis
Code Reaction temperature (�C) Yield (wt. %)
Gas Oil
PSB1d 300 3.4 96.6
PSB2d 350 5.7 94.3
PSB3d 400 6.2 93.8
PSC1d 300 4.7 95.3
PSC2d 350 6.8 93.2
PSC3d 400 9.1 91.9
Table 9 Yields of different products in PS thermo- chemical degradation at different reaction temperatures (at 50 bars and after an hour)
Batch code PSB1d PSB2d PSB3d PSC1d PSC2d PSC3d
Temperature (�C)
Compound 300 350 400 300 350 400
Methane – – – – – –
Ethane 5.7 6.3 7.1 3.4 6.9 7.8
Propane 20.1 18.9 16.4 15.4 16.9 18.2
Ethylene 24.2 26.2 30.2 27.2 30.8 32.4
Butane 34.4 30.2 27.4 35.2 37.3 38.6
Butene 15.6 17.8 18.3 11.9 3.6 1.7
Isobutene – 0.6 0.6 6.9 4.5 1.3
Table 10 Yields of oil products in PS thermo-chemical degradation at different reaction temperatures under the reaction conditions
Batch code PSB1d PSB2d PSB3d PSC1d PSC2d PSC3d
Temperature (�C)
Compound 300 350 400 300 350 400
Toluene 0.3 0.7 1.1 1.1 1.4 –
Benzene 0.4 0.9 1.4 – 0.5 –
Styrene 70.2 74.3 88.1 75.2 77.8 95.7
Ethyl cyclohexane 10.1 11.4 5.1 11.4 13.1 4.3
1,3 diphenyl propane 5.4 2.2 1.7 2.1 2.6 –
1,2 diphenyl propane 3.6 1.4 0.9 0.9 1.3 –
1,4 diphenyl butane 2.1 3.7 1.1 3.1 2.4 –
1,3 diphenyl butane 1.4 1.6 0.6 2.1 0.5 –
1,3 diphenyl butene 3.5 2.7 – 3.7 0.4 –
1,5-diphenyl 1,3-pentadiene 3.0 1.1 – 0.4 – –
44 Waste Biomass Valor (2013) 4:37–46
123
Author's personal copy
provided in Tables (2, 3, 4) and those for thermo-chemical
recycling of polystyrene in Tables 8 and 9. Careful
inspection to the data listed in these tables, the following
outcomes can be abstracted:
• Thermal degradation produced gas, oil and solid
products whereas the thermo-chemical degradation
produced only gas and oil products.
• In both reactions, the % conversion of polystyrene
increases by temperature, time and pressure.
• The styrene yield produced from degradation under
ethyl cyclohexane is the highest among the other
reactions.
• The rate of degradation by ethyl cyclohexane is faster
than the other two types.
Conclusions
The degradation of PS was performed under thermal and
thermo-chemical conditions. The degradation reaction was
conducted at various combinations of conditions: temper-
ature 300–400 �C, pressure 20–50 bar and reaction time
0–60 min. It was shown that the decomposition started at an
early stage within 15 min and the conversion increased
drastically at the end of the reaction. The increase in tem-
perature or pressure of the reaction led to the enhancement
of the degradation reaction but the pressure variation had a
smaller effect on PS conversion than did the temperature
variation. Furthermore, it was found that the thermo-
chemical degradation is more effective than the thermal
degradation under the same conditions.
References
1. Adschiri, Z., Sato, O., Mashida, K., Saito, N., Arai, K.: Recovery
of’ terephthalic acid by decomposition of PET in supercritical
water. Kagakt Kogaku Rontmshu 23, 505–509 (1997)
2. Ambrose, C.A., Hooper, R., Potter, A.K., Singh, M.M.: Diversion
from landfills: quality products from valuable plastics. Resour
Conserv Recy 36(4), 309–318 (2002)
3. Andrews, G.D., Subramanian, P.M. (eds.): American Chemical
Society, Philadelphia, 60. In: Rodriguez, I.M., Laresgoiti, M.F.,
Carero, M.A., Torres, A., Chomon, M.J., Caballero, B. Pyrolysis
of scrap tyres, Vol. 72, pp. 9–22. Fuel Process Technol (2001)
4. Boettcher F.P.: Environmental compatibility of polymers—
emerging technologies in plastics recycling. In: ACS Symposium
Series 513, pp. 16–25. American Chemical Society (1992)
5. Chen, D.T., Perman, C.A., Riechert, M.E., Oven, J.: Depoly-
merization of tire and natural rubber using supercritical fluids.
J. Hazard. Mater. 44, 43–50 (1995)
6. Dhawan, J.C., Bencsath, A. E., Legendve, R.C.: Depolymeriza-
tion reactions of cis-polyisoprene and scrap rubber in supercrit-
ical toluene. J. Am. Chem. Soc. 380 (1993)
7. Environmental Protection Agency (EAP): Plastic Wastes: man-
agement, control, recycling and disposal. Pollution technology
review no. 201, Noyes Data Corporation, Park Ridge, NJ (1991)
8. Flynn, J.H., Florin, R.E.: Degradation and pyrolysis mechanisms,
pyrolysis and GC in polymer analysis. In: Liebman, S.A., Levy,
E.J. (eds.) Marcel Dekker, New York, 149 (1985)
9. Gent M.R., Menendez M., Torano J., Torno S.: Optimization of
the recovery of plastics for recycling by density media separation
cyclones. Resour. Conserv. Recycl. (In Press), Available online
17 January, (2011)
10. Gyou-Cheol, H., Jung-Hwan, Ch., Seong-Youl, B., Hidehiro, K.:
Degradation of polystyrene in supercritical n-hexane. Korean J.
Chem. Eng. 181(51), 854–861 (2001)
% Y
ield
of
styr
ene
Time (min.)
Fig. 7 Yield of styrene produced from PS thermo-chemical degra-
dation at different time intervals
% C
onve
rsio
n
Pressure (bars)
Fig. 8 Effect of the applied pressure on the % of conversion of PS
under thermo-chemical degradation conditions
% c
onve
rsio
n
Time (min.)
Fig. 9 Comparison between thermal and thermo-chemical degrada-
tion of PS
Waste Biomass Valor (2013) 4:37–46 45
123
Author's personal copy

11. Hwang, G.C., Kim, K.H., Bae, S.Y., Kumazawa, H.: Degradation
of high density polyethylene, polypropylene and their mixtures in
supercritical acetone. Korean J. Chem. Eng. 18, 396 (2001)
12. Hwang, G.C., Kim, B.K., Bae, S.Y., Kumazawa, H.: Degradation
of polystyrene in supercritical acetone. J. Ind. Eng. Chem. 3(5),
150 (1999)
13. Jong-Ryeol, K., Jik-Hyun, Y., Dae-Won, P.: Catalytic recycling
of the mixture of polypropylene and polystyrene. Polym. Degrad.
Stab. 76(1), 61–67 (2002)
14. Joung, S.N., Park, S.W., Kim, S.Y., Yoo, K.P., Bae, S.Y.: Oil
recovery from scrap tires by low-temperature supercritical
decomposition with toluene and cyclohexane. J. Chem. Eng. Jpn.
34, 32 (2001)
15. Joung, S.N., Park, S.W., Kim, S.Y., Yoo, K.E., Bae, Y.: Ther-
molysis of scrap tire using supercritical toluene. Korean J. Chem.
Eng. 16, 602 (1999)
16. Kaminsky, W.: Recycling of polymers by pyrolysis. J. de Phy-
sique IV 3, 1543–1552 (1993)
17. Kanji, S., Masafumi, K., Masamitsu, Sh., Hiroyuki, Y.: Chemical
recycling of networked polystyrene derivatives using subcritical
water in the presence of an amino alcohol. Polym. Degrad. Stab.
95(9), 1588–1592 (2010)
18. Kim, B.K., Hwanlg, G.C., Bae, S.Y., Yi, S.C., Kumazawa, H.:
Depolymerization of Poly (ethylene terephthalate) in supercritical
methanol. J. Appl. Polym. Sci. 81, 2102 (2001)
19. Kocher B. S., Azzam, F.O., Lee, S.G.: Reaction in supercritical
fluids prepared for presentation at the AICHE Annual Meeting,
November, 7 (1993)
20. Lee, S.B., Hong, I.K.: Depolymerization behavior for cis-poly-
isoprene rubber in supercritical tetrahydrofuran. J. Ind. Eng.
Chem. 4, 26 (1998)
21. Abdul-Raouf, M.E., Maysour, N.E., Abdul-Azim, A.-A.A.,
Amin, M.S.: Thermochemical recycling of mixture of scrap tyres
and waste lubricating oil into high caloric value products. Energy
Convers. Manag. 51, 1304–1310 (2010)
22. Model, M.: Processing methods for the oxidation of organics in
supercritical water US patent. 4543, I90 (1985)
23. Shah, J., Jan, M.R., Mabood, F.: Recovery of value-added
products from catalytic pyrolysis of waste tyre. Energy Convers.
Manage. 50, 991–994 (2009)
24. Wang, M., Smith, J.M., McCoy, B.J.: Continuous kinetics for
thermal degradation of polymer in solution. AIChE J. 41, 1521
(1995)
25. William, P.T., Brindle, A.J.: Aromatic chemicals from the cata-
lytic pyrolysis of scrap tyres. J. Anal. Appl. Pyrol. 67, 143–164
(2003)
46 Waste Biomass Valor (2013) 4:37–46
123
Author's personal copy