
Imperfections and Modelling of the Weld Bead Profile of Laser ...
Upload
independentCategory
view
3download
0
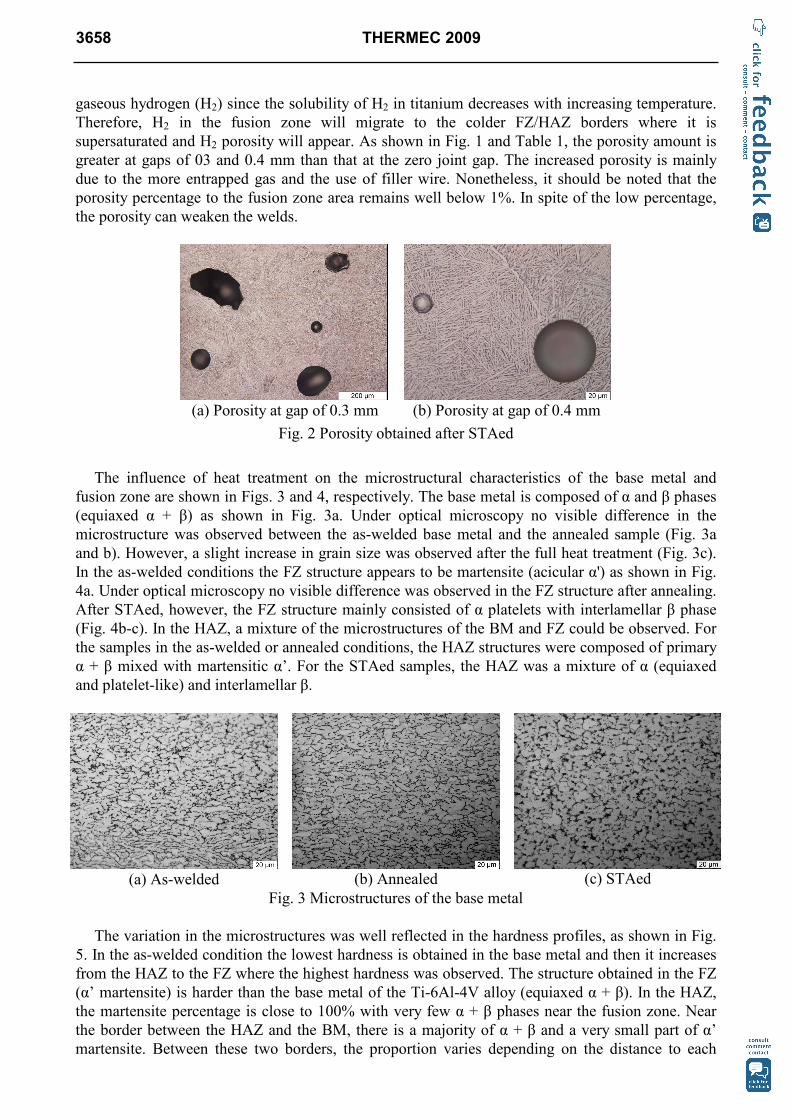
gaseous hydrogen (H2) since the solubility of H2 in titanium decreases with increasing temperature. Therefore, H2 in the fusion zone will migrate to the colder FZ/HAZ borders where it is supersaturated and H2 porosity will appear. As shown in Fig. 1 and Table 1, the porosity amount is greater at gaps of 03 and 0.4 mm than that at the zero joint gap. The increased porosity is mainly due to the more entrapped gas and the use of filler wire. Nonetheless, it should be noted that the porosity percentage to the fusion zone area remains well below 1%. In spite of the low percentage, the porosity can weaken the welds.
(a) Porosity at gap of 0.3 mm (b) Porosity at gap of 0.4 mm Fig. 2 Porosity obtained after STAed
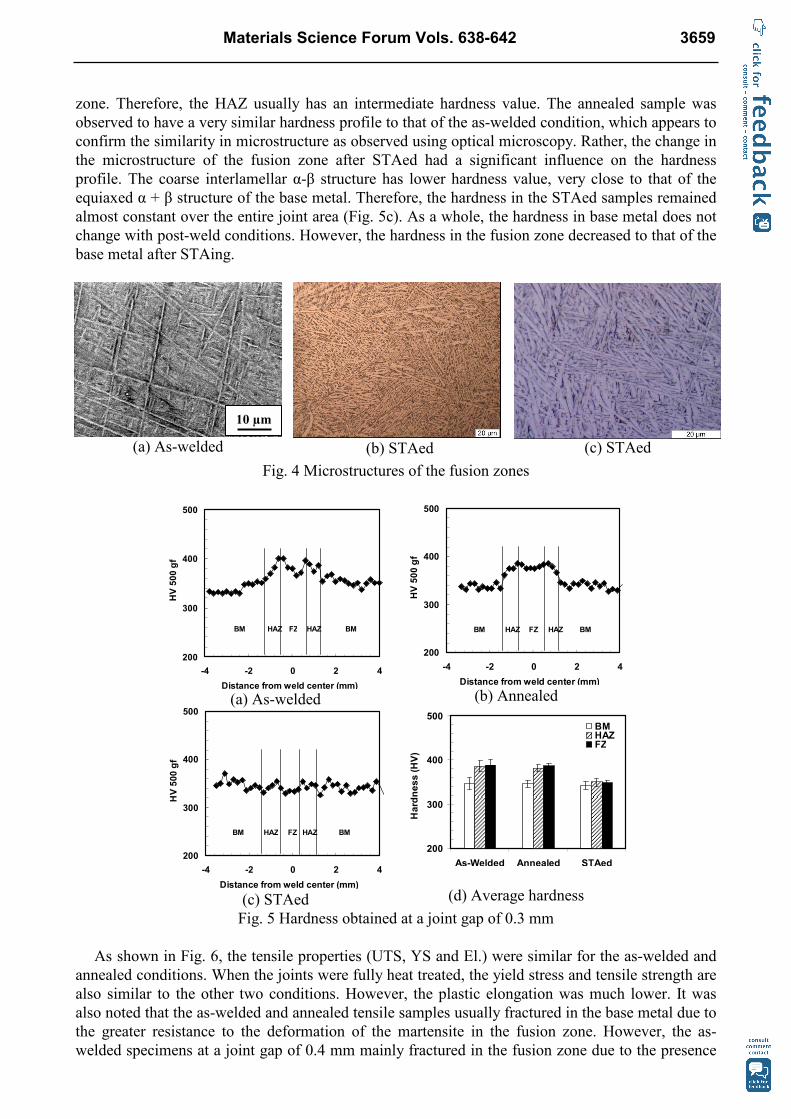
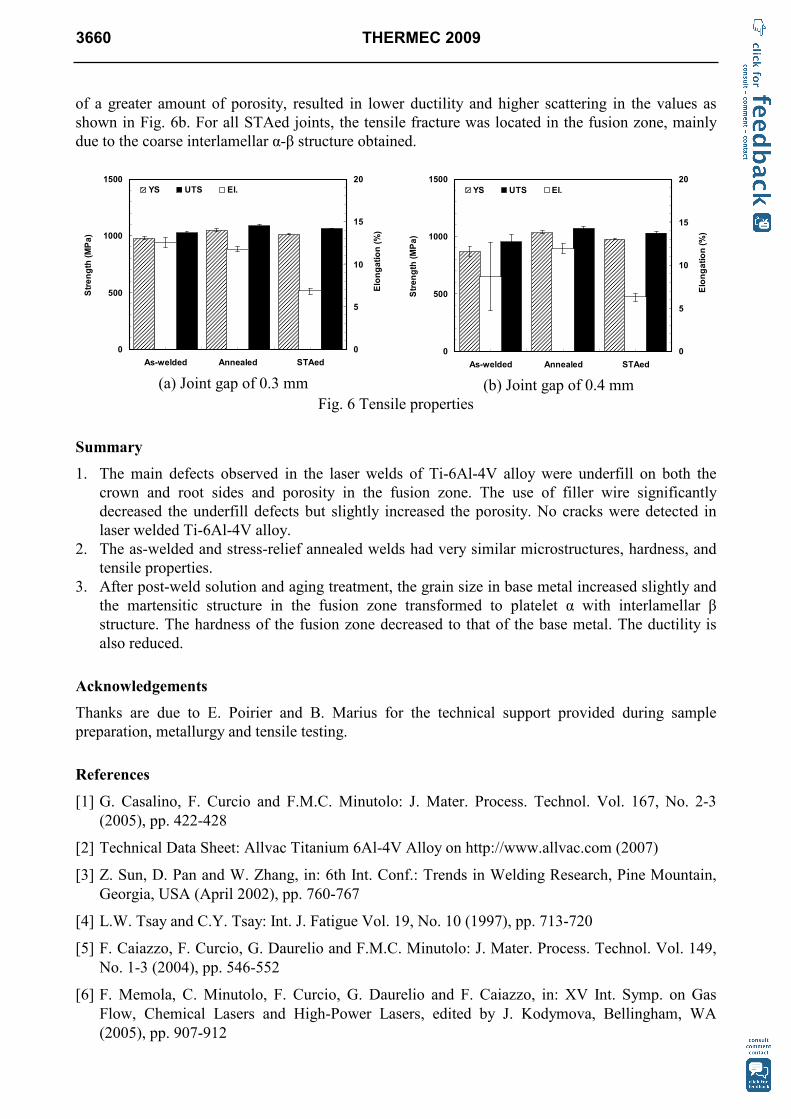
The influence of heat treatment on the microstructural characteristics of the base metal and
fusion zone are shown in Figs. 3 and 4, respectively. The base metal is composed of α and β phases (equiaxed α + β) as shown in Fig. 3a. Under optical microscopy no visible difference in the microstructure was observed between the as-welded base metal and the annealed sample (Fig. 3a and b). However, a slight increase in grain size was observed after the full heat treatment (Fig. 3c). In the as-welded conditions the FZ structure appears to be martensite (acicular α') as shown in Fig. 4a. Under optical microscopy no visible difference was observed in the FZ structure after annealing. After STAed, however, the FZ structure mainly consisted of α platelets with interlamellar β phase (Fig. 4b-c). In the HAZ, a mixture of the microstructures of the BM and FZ could be observed. For the samples in the as-welded or annealed conditions, the HAZ structures were composed of primary α + β mixed with martensitic α’. For the STAed samples, the HAZ was a mixture of α (equiaxed and platelet-like) and interlamellar β.
(a) As-welded
(b) Annealed
(c) STAed
Fig. 3 Microstructures of the base metal The variation in the microstructures was well reflected in the hardness profiles, as shown in Fig.
5. In the as-welded condition the lowest hardness is obtained in the base metal and then it increases from the HAZ to the FZ where the highest hardness was observed. The structure obtained in the FZ (α’ martensite) is harder than the base metal of the Ti-6Al-4V alloy (equiaxed α + β). In the HAZ, the martensite percentage is close to 100% with very few α + β phases near the fusion zone. Near the border between the HAZ and the BM, there is a majority of α + β and a very small part of α’ martensite. Between these two borders, the proportion varies depending on the distance to each
3658 THERMEC 2009
zone. Therefore, the HAZ usually has an intermediate hardness value. The annealed sample was observed to have a very similar hardness profile to that of the as-welded condition, which appears to confirm the similarity in microstructure as observed using optical microscopy. Rather, the change in the microstructure of the fusion zone after STAed had a significant influence on the hardness profile. The coarse interlamellar α-β structure has lower hardness value, very close to that of the equiaxed α + β structure of the base metal. Therefore, the hardness in the STAed samples remained almost constant over the entire joint area (Fig. 5c). As a whole, the hardness in base metal does not change with post-weld conditions. However, the hardness in the fusion zone decreased to that of the base metal after STAing.
(a) As-welded (b) STAed
(c) STAed
Fig. 4 Microstructures of the fusion zones
200
300
400
500
-4 -2 0 2 4
Distance from weld center (mm)
HV 500 gf
FZHAZ HAZBM BM
(a) As-welded
200
300
400
500
-4 -2 0 2 4
Distance from weld center (mm)
HV 500 gf
FZHAZ HAZBM BM
(b) Annealed
200
300
400
500
-4 -2 0 2 4
Distance from weld center (mm)
HV 500 gf
FZHAZ HAZBM BM
(c) STAed
200
300
400
500
As-Welded Annealed STAed
Hardness (HV)
BMHAZFZ
(d) Average hardness Fig. 5 Hardness obtained at a joint gap of 0.3 mm
As shown in Fig. 6, the tensile properties (UTS, YS and El.) were similar for the as-welded and
annealed conditions. When the joints were fully heat treated, the yield stress and tensile strength are also similar to the other two conditions. However, the plastic elongation was much lower. It was also noted that the as-welded and annealed tensile samples usually fractured in the base metal due to the greater resistance to the deformation of the martensite in the fusion zone. However, the as-welded specimens at a joint gap of 0.4 mm mainly fractured in the fusion zone due to the presence
10 µm
Materials Science Forum Vols. 638-642 3659
of a greater amount of porosity, resulted in lower ductility and higher scattering in the values as shown in Fig. 6b. For all STAed joints, the tensile fracture was located in the fusion zone, mainly due to the coarse interlamellar α-β structure obtained.
0
500
1000
1500
As-welded Annealed STAed
Strength (M
Pa)
0
5
10
15
20
Elongation (%
)
YS UTS El.
(a) Joint gap of 0.3 mm
0
500
1000
1500
As-welded Annealed STAed
Strength (M
Pa)
0
5
10
15
20
Elongation (%
)
YS UTS El.
(b) Joint gap of 0.4 mm
Fig. 6 Tensile properties
Summary
1. The main defects observed in the laser welds of Ti-6Al-4V alloy were underfill on both the crown and root sides and porosity in the fusion zone. The use of filler wire significantly decreased the underfill defects but slightly increased the porosity. No cracks were detected in laser welded Ti-6Al-4V alloy.
2. The as-welded and stress-relief annealed welds had very similar microstructures, hardness, and tensile properties.
3. After post-weld solution and aging treatment, the grain size in base metal increased slightly and the martensitic structure in the fusion zone transformed to platelet α with interlamellar β structure. The hardness of the fusion zone decreased to that of the base metal. The ductility is also reduced.
Acknowledgements
Thanks are due to E. Poirier and B. Marius for the technical support provided during sample preparation, metallurgy and tensile testing.
References
[1] G. Casalino, F. Curcio and F.M.C. Minutolo: J. Mater. Process. Technol. Vol. 167, No. 2-3 (2005), pp. 422-428
[2] Technical Data Sheet: Allvac Titanium 6Al-4V Alloy on http://www.allvac.com (2007)
[3] Z. Sun, D. Pan and W. Zhang, in: 6th Int. Conf.: Trends in Welding Research, Pine Mountain, Georgia, USA (April 2002), pp. 760-767
[4] L.W. Tsay and C.Y. Tsay: Int. J. Fatigue Vol. 19, No. 10 (1997), pp. 713-720
[5] F. Caiazzo, F. Curcio, G. Daurelio and F.M.C. Minutolo: J. Mater. Process. Technol. Vol. 149, No. 1-3 (2004), pp. 546-552
[6] F. Memola, C. Minutolo, F. Curcio, G. Daurelio and F. Caiazzo, in: XV Int. Symp. on Gas Flow, Chemical Lasers and High-Power Lasers, edited by J. Kodymova, Bellingham, WA (2005), pp. 907-912
3660 THERMEC 2009


gaseous hydrogen (H2) since the solubility of H2 in titanium decreases with increasing temperature. Therefore, H2 in the fusion zone will migrate to the colder FZ/HAZ borders where it is supersaturated and H2 porosity will appear. As shown in Fig. 1 and Table 1, the porosity amount is greater at gaps of 03 and 0.4 mm than that at the zero joint gap. The increased porosity is mainly due to the more entrapped gas and the use of filler wire. Nonetheless, it should be noted that the porosity percentage to the fusion zone area remains well below 1%. In spite of the low percentage, the porosity can weaken the welds.
(a) Porosity at gap of 0.3 mm (b) Porosity at gap of 0.4 mm Fig. 2 Porosity obtained after STAed
The influence of heat treatment on the microstructural characteristics of the base metal and
fusion zone are shown in Figs. 3 and 4, respectively. The base metal is composed of α and β phases (equiaxed α + β) as shown in Fig. 3a. Under optical microscopy no visible difference in the microstructure was observed between the as-welded base metal and the annealed sample (Fig. 3a and b). However, a slight increase in grain size was observed after the full heat treatment (Fig. 3c). In the as-welded conditions the FZ structure appears to be martensite (acicular α') as shown in Fig. 4a. Under optical microscopy no visible difference was observed in the FZ structure after annealing. After STAed, however, the FZ structure mainly consisted of α platelets with interlamellar β phase (Fig. 4b-c). In the HAZ, a mixture of the microstructures of the BM and FZ could be observed. For the samples in the as-welded or annealed conditions, the HAZ structures were composed of primary α + β mixed with martensitic α’. For the STAed samples, the HAZ was a mixture of α (equiaxed and platelet-like) and interlamellar β.
(a) As-welded
(b) Annealed
(c) STAed
Fig. 3 Microstructures of the base metal The variation in the microstructures was well reflected in the hardness profiles, as shown in Fig.
5. In the as-welded condition the lowest hardness is obtained in the base metal and then it increases from the HAZ to the FZ where the highest hardness was observed. The structure obtained in the FZ (α’ martensite) is harder than the base metal of the Ti-6Al-4V alloy (equiaxed α + β). In the HAZ, the martensite percentage is close to 100% with very few α + β phases near the fusion zone. Near the border between the HAZ and the BM, there is a majority of α + β and a very small part of α’ martensite. Between these two borders, the proportion varies depending on the distance to each
3658 THERMEC 2009
zone. Therefore, the HAZ usually has an intermediate hardness value. The annealed sample was observed to have a very similar hardness profile to that of the as-welded condition, which appears to confirm the similarity in microstructure as observed using optical microscopy. Rather, the change in the microstructure of the fusion zone after STAed had a significant influence on the hardness profile. The coarse interlamellar α-β structure has lower hardness value, very close to that of the equiaxed α + β structure of the base metal. Therefore, the hardness in the STAed samples remained almost constant over the entire joint area (Fig. 5c). As a whole, the hardness in base metal does not change with post-weld conditions. However, the hardness in the fusion zone decreased to that of the base metal after STAing.
(a) As-welded (b) STAed
(c) STAed
Fig. 4 Microstructures of the fusion zones
200
300
400
500
-4 -2 0 2 4
Distance from weld center (mm)
HV 500 gf
FZHAZ HAZBM BM
(a) As-welded
200
300
400
500
-4 -2 0 2 4
Distance from weld center (mm)
HV 500 gf
FZHAZ HAZBM BM
(b) Annealed
200
300
400
500
-4 -2 0 2 4
Distance from weld center (mm)
HV 500 gf
FZHAZ HAZBM BM
(c) STAed
200
300
400
500
As-Welded Annealed STAed
Hardness (HV)
BMHAZFZ
(d) Average hardness Fig. 5 Hardness obtained at a joint gap of 0.3 mm
As shown in Fig. 6, the tensile properties (UTS, YS and El.) were similar for the as-welded and
annealed conditions. When the joints were fully heat treated, the yield stress and tensile strength are also similar to the other two conditions. However, the plastic elongation was much lower. It was also noted that the as-welded and annealed tensile samples usually fractured in the base metal due to the greater resistance to the deformation of the martensite in the fusion zone. However, the as-welded specimens at a joint gap of 0.4 mm mainly fractured in the fusion zone due to the presence
10 µm
Materials Science Forum Vols. 638-642 3659
of a greater amount of porosity, resulted in lower ductility and higher scattering in the values as shown in Fig. 6b. For all STAed joints, the tensile fracture was located in the fusion zone, mainly due to the coarse interlamellar α-β structure obtained.
0
500
1000
1500
As-welded Annealed STAed
Strength (M
Pa)
0
5
10
15
20
Elongation (%
)
YS UTS El.
(a) Joint gap of 0.3 mm
0
500
1000
1500
As-welded Annealed STAed
Strength (M
Pa)
0
5
10
15
20
Elongation (%
)
YS UTS El.
(b) Joint gap of 0.4 mm
Fig. 6 Tensile properties
Summary
1. The main defects observed in the laser welds of Ti-6Al-4V alloy were underfill on both the crown and root sides and porosity in the fusion zone. The use of filler wire significantly decreased the underfill defects but slightly increased the porosity. No cracks were detected in laser welded Ti-6Al-4V alloy.
2. The as-welded and stress-relief annealed welds had very similar microstructures, hardness, and tensile properties.
3. After post-weld solution and aging treatment, the grain size in base metal increased slightly and the martensitic structure in the fusion zone transformed to platelet α with interlamellar β structure. The hardness of the fusion zone decreased to that of the base metal. The ductility is also reduced.
Acknowledgements
Thanks are due to E. Poirier and B. Marius for the technical support provided during sample preparation, metallurgy and tensile testing.
References
[1] G. Casalino, F. Curcio and F.M.C. Minutolo: J. Mater. Process. Technol. Vol. 167, No. 2-3 (2005), pp. 422-428
[2] Technical Data Sheet: Allvac Titanium 6Al-4V Alloy on http://www.allvac.com (2007)
[3] Z. Sun, D. Pan and W. Zhang, in: 6th Int. Conf.: Trends in Welding Research, Pine Mountain, Georgia, USA (April 2002), pp. 760-767
[4] L.W. Tsay and C.Y. Tsay: Int. J. Fatigue Vol. 19, No. 10 (1997), pp. 713-720
[5] F. Caiazzo, F. Curcio, G. Daurelio and F.M.C. Minutolo: J. Mater. Process. Technol. Vol. 149, No. 1-3 (2004), pp. 546-552
[6] F. Memola, C. Minutolo, F. Curcio, G. Daurelio and F. Caiazzo, in: XV Int. Symp. on Gas Flow, Chemical Lasers and High-Power Lasers, edited by J. Kodymova, Bellingham, WA (2005), pp. 907-912
3660 THERMEC 2009
Copyright © 2022 FDOKUMEN




















