Cobalt Ferrite Nanoparticles Fabricated via Co-precipitation in ...
Upload
independentCategory
view
2download
0
Materials Science and Engineering A335 (2002) 268–280
Effect of oxides on wear resistance and surface roughness offerrous coated layers fabricated by atmospheric plasma spraying
Byoungchul Hwang a, Sunghak Lee a,*, Jeehoon Ahn b
a Center for Ad�anced Aerospace Materials, Pohang Uni�ersity of Science and Technology, Pohang 790-784, South Koreab Materials & Processes Research Center, Research Institute of Industrial Science and Technology, Pohang 790-600, South Korea
Received 29 August 2001; received in revised form 14 November 2001
Abstract
The objective of this study is to investigate the correlation of microstructure, wear resistance, and surface roughness in ferrouscoated layers applicable to cylinder bores. Four kinds of ferrous spray powders, two of which were STS 316 steel powders andthe others were blend powders of ferrous powders mixed with 20 wt.% Al2O3–ZrO2 powders, were sprayed on a low-carbon steelsubstrate by atmospheric plasma spraying. Microstructural analysis of the coated layers showed that iron oxides were formed inthe austenitic matrix by oxidation during spraying for the STS 316 coated layers, while Al2O3–ZrO2 oxides were mainly formedin the martensitic matrix for the blend coated layers. The wear test results revealed that the blend coated layers showed the betterwear resistance than the STS 316 coated layers because they contained a number of hard Al2O3–ZrO2 oxides. However, they hadrough worn surfaces because of the preferential removal of the matrix and the cracking of oxides during the wear process. TheSTS 316 coated layers showed the slightly worse wear resistance than the blend coated layers, but they showed the excellentsurface roughness resulting from homogeneous wear in oxides and matrix due to the smaller hardness difference between them.In order to improve the overall wear properties with consideration of the wear resistance of a counterpart material and the surfaceroughness, the hardness difference between oxides and matrix should be minimized, while the hardness should be maintained upto a certain level by forming an appropriate amount of oxides. © 2002 Elsevier Science B.V. All rights reserved.
Keywords: Atmospheric plasma spraying; Ferrous coated layer; Wear resistance; Surface roughness; Oxide
www.elsevier.com/locate/msea
1. Introduction
Physical and chemical properties such as resistanceto erosion, wear, oxidation, and heat largely dependon surface properties. In order to improve these prop-erties, coating with metals, oxides, and organic mate-rials is widely applied to the surface of structuralmaterials and machinery parts. Coating methods in-clude electro-coating, physical vapor deposition(PVD), chemical vapor deposition (CVD), ion plating,hardfacing, thermal spraying, etc. [1]. Among them,thermal spraying is most widely used for industrialapplications since, (1) it does not have any limitationson the shape and kind of a substrate; (2) it is rela-tively easy to control the thickness of a coated layer;
(3) a coated layer can be formed quickly, and (4) it isless limited in application scopes and coating materi-als [2,3].
Among thermal spraying methods, plasma sprayingis intensively applied to automotive industry to im-prove engine efficiency and wear resistance of engineparts such as cylinder bore, crankshaft, and pistonring. Spraying powders are first melted by plasmaheat source, and then quickly sprayed onto a sub-strate to form a coated layer on it [1–9]. Particularly,cylinder blocks which have been entirely made of agray cast iron are now manufactured by thermalspraying of Al–Si alloys, and it is expected thatabout half of the cylinder blocks produced worldwidewill be replaced with aluminum alloys within a coupleof years [4]. Since the economic benefit from lighterbody and less fuel consumption is of great impor-tance, many automotive companies are encouraged toundertake active studies on ferrous coating materialsfor cylinder bores [5].
* Corresponding author. Tel.: +82-562-279-2715; fax: +82-562-279-2399.
E-mail address: [email protected] (S. Lee).
0921-5093/02/$ - see front matter © 2002 Elsevier Science B.V. All rights reserved.PII: S0921 -5093 (01 )01937 -2

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280 269
As the wear process occurring inside a diesel enginedepends on the interaction of cylinder, piston ring, andengine lubricant, it is imperative to strike a balanceamong these in order to reduce cylinder wear and oilconsumption. A suitable coating material for this endshould meet following requirements, (1) low frictioncoefficient and wear rate against a piston ring in alubricated condition; (2) lower wear rate than a castiron liner for a same tribosystem; (3) good resistance tothermal shock; and (4) consistent coating properties toprovide high surface finish reliability [7–9]. In order toprovide cylinder bores with adequate wear and frictionproperties, it is thus necessary to promote a goodlubrication functioning with piston rings by forming aproper amount of pores and reinforced phases in thecoated layer as well as to select a suitable spray powderand to optimize spraying conditions.
The present study is concerned with the fabricationof ferrous coated layers by atmospheric plasma spray-ing applicable to cylinder bores and with the investiga-tion of the effect of oxides on hardness, wear resistance,and surface roughness. For these purposes, four kindsof ferrous coated layers were fabricated by changingferrous powders which determine the total oxide vol-ume fraction. Microstructure, hardness, and wear prop-erties of the fabricated ferrous coated layers werecomparatively analyzed to understand the mechanismsinvolved in the wear and surface roughening processes.
2. Experimental
2.1. Spray powders
Spray powders used for the fabrication of ferrouscoated layers are four kinds of ferrous powders, i.e.Metco 41C, Diamalloy 1003, 91, and Metco 42C whichare commercial brand names of Sulzer Metco Inc., NewYork, USA [10], and commercialized Al2O3–ZrO2 pow-ders (60 wt.% Al2O3+40 wt.% ZrO2). Chemical com-positions of the ferrous powders are provided in Table1. Metco 41C and Diamalloy 1003 are made of an STS
316 stainless steel, 91 is of a plain carbon steel, andMetco 42C is of an STS 431 stainless steel.
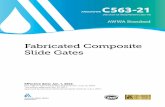
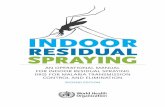
These spray powders are observed using a scanningelectron microscope (SEM) as shown in Fig. 1(athrough e), and their properties are summarized inTable 1. Metco 41C powders processed by water atom-ization have an irregular shape (Fig. 1(a)), and Diamal-loy 1003 powders processed by gas atomization are fineand spheroidal (Fig. 1(b)). 91 powders show an irregu-lar morphology of a spongy shape with a number ofpores (Fig. 1(c)). Metco 42C powders processed bywater atomization look alike with Metco 41C powdersin their size and shape (Fig. 1(d)). Al2O3–ZrO2 powdershave an irregular blocky shape (Fig. 1(e)), and their sizeis ranged from 45 to 75 �m. SEM observation of theinner cross-section of Al2O3–ZrO2 powders reveals thatthe dark gray area (arrow-marked) is surrounded by thelight gray area (Fig. 2(a)). Fig. 2(b through d) are EDS(energy dispersive spectroscopy) mappings of the cross-section of Al2O3–ZrO2 powders. These gray areas showoxides composed of Al2O3 (the inner dark area) andZrO2 (the outer light area).
2.2. Fabrication of ferrous coated layer
Two kinds of STS 316 coated layers were fabricatedusing Metco 41C and Diamalloy 1003 powders, andtwo kinds of blend coated layers were fabricated bymixing 91 and Metco 42C powders with Al2O3–ZrO2
powders to increase the volume fraction of oxides. Forconvenience, the STS 316 coated layers sprayed byMetco 41C and Diamalloy 1003 powders arehereinafter referred to as ‘A1’ and ‘A2’, respectively,while the coated layers sprayed by blend powders of 91and Metco 42C powders mixed with 20 wt.% Al2O3–ZrO2 powders as ‘B1’ and ‘B2’, respectively. A plaincarbon steel (chemical composition: Fe–0.45C–0.3Si–0.75Mo–0.03P–0.035S (wt.%)) was used as a substrate,which was cut into 30×30×5 mm in size for a weartest specimen. Its surface was polished and blasted withAl2O3 grits (0.6–1.4 mm in diameter) to improve theadhesive bond strength between the coated layer and
Table 1Compositions and characteristics of ferrous powders used for atmospheric plasma spray coating
Diamalloy 1003a 91a Metco 42CaPowder Metco 41Ca
Fe–17Cr–12Ni– 2.5Mo–1Si–0.1C Fe–0.2C–0.5Mn (PlainFe-17Cr–12Ni–2.5Mo–1Si–0.1CChemical Fe–16Cr–2Ni–0.2CComposition Carbon Steel)(STS 316) (STS 431)(STS 316)
45–10645–10645–106Particle size 11–45(�m)
Water atomizedAgglomerated and sinteredGas atomizedManufacturing Water atomizedmethod
IrregularParticle shape Spherical Irregular spongy and Irregularblocky
a Commercial brand names of ferrous powders obtained from Sulzer Metco Inc. [10].

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280270
Fig. 1. SEM micrographs of (a) Metco 41C, (b) Diamalloy 1003, (c) 91, (d) Metco 42C, and (e) Al2O3–ZrO2 powders.
the substrate, and was ultrasonically cleansed with ace-tone and alcohol.
Plasma spraying was conducted on the substrate usinga Sulzer Metco 9MB spray system, and hydrogen com-bined with argon was used as fuel gas. To preventoverheating in specimens during spraying, a specimenholder was cooled with compressed air, and the traversespeed of a spraying gun was maintained constant. Detailedplasma spraying conditions are listed in Table 2.
A gray cast iron (FCH2D), which was completelyfinished as a diesel engine cylinder block (chemicalcomposition: Fe–3.54C–2.21Si–0.674Mn–0.025Cr–0.013Cu–0.056P–0.031S (wt.%)), was chosen as a stan-dard to compare the coated layers with. It contains flakegraphites, pores, and MnS inclusions in the pearliticmatrix. Pores are typical defects formed during casting,and MnS inclusions hardly affect properties of the castiron [11].

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280 271
Fig. 2. (a) SEM image of Al2O3–ZrO2 powders and (b) through (d) EDS mappings of O, Al, and Zr, respectively.
2.3. Microstructural analysis and hardness test
The ferrous coated layers were sectioned perpendicu-lar to the coated surface, polished, and observed by anoptical microscope and an SEM. Phases present in thecoated layers and their chemical compositions wereanalyzed by X-ray diffraction (XRD) and EDS analy-ses, respectively. Hardness was measured by a Vickershardness tester under a 300 g load, and microhardnessof matrix and oxides was measured under a 10 g loadby an ultra micro-vickers hardness tester.
2.4. West test
Wear test was conducted on the coated layers using apin-on-disc type wear tester (Model; EFM-III-EN/F,Orientec Co., Japan) in accordance with ASTM G99-95a [12]. An SAE 9254V spring steel (chemical compo-sition:Fe–0.55C–1.4Si–0.7Mn–0.015Ni–0.7C–0.035P–0.04S(wt.%)) was used for the pin (diameter; 5 mm). It wassubjected to a nitriding treatment at 470 °C to raise thesurface hardness over 700 VHN so that it matches the
hardness level of a commercial piston ring. Accordingto the ASTM G99-95a condition (surface roughness,Ra�0.8 �m), the spray coated layer was ground usinga grinder to make the surface roughness constant atabout 0.1 �m, and then was used as the disc specimen.The disc specimen is worn in contact with the upper pinas the rotating axis rotates, while being pressed fromthe upper body of the wear tester, under both unlubri-cated and lubricated conditions. In the unlubricatedcondition, the test was performed under a 3 kgf load atroom temperature for 30 min, whereas in the lubricatedcondition, it was done under a 20 kgf load at 100 °C
Table 2Atmospheric plasma spraying conditions
Arc flow rate 80–100 l min−1
Arc pressure 0.689 MPa5–15 l min−1Auxiliary gas flow rate
Auxiliary gas pressure 0.345 MPaSpray rate 2.7–6.8 kg h−1
Arc voltage 61–68 V400–500 AArc current
Spray distance 70–100 mm

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280272
Fig. 3. Optical micrographs of the (a) A1-, (b) A2-, (c) B1-, and (d) B2-specimens. Not etched.
for 30 min using an SAE 10W30 automotive engine oilas a lubricant. The coated layers would be all worn outif exposed to too a heavy load or for a long time,whereas the weight loss after the wear test would be toosmall if under too a small load. This would makeproper evaluation of the wear resistance quite difficult.Thus, adequate loading and time were selected for boththe unlubricated and lubricated conditions in this study.Rotation velocity and wear distance were 200 rpm and450 m, respectively.
In order to evaluate the wear resistance more objec-tively, the worn depth (H) of the disc and the reducedlength (h) of the pin were measured after the wear test,and the volume loss of the disc and pin was calculatedin accordance with the following (Eq. (1)) and (Eq. (2)):
Disc volume loss=2�R�
r2Sin−1�D2r�
−�D
4�
(4r2−D2)1/2n (1)
where R=12 mm, wear track radius; D=2[2RH−H2]1/2: wear track width;
Pin volume loss=��h
6��3d2
4+h2n (2)
where r=2.5 mm: pin end radius; d=2[2rh−h2]1/2:wear scar diameter.
The surface and cross-section of the wear specimenswere observed by an SEM, and surface roughness wasmeasured by a roughness gage.
3. Results
3.1. Microstructure
Fig. 3(a–d) are optical micrographs of the ferrouscoated layers. In all the specimens, elongated splatsform a curved lamellar structure, which is typical tospray coated layers [3]. Comparing the A1-specimenwith the A2-specimen, many unmelted particles areobserved in the A1-specimen, as indicated by arrows inFig. 3(a), due to its larger spray powders, whereas thenumber of unmelted particles in the A2-specimen isreduced than in the A1-specimen (Fig. 3(b)). In the B1-and B2-specimens having blend coated layers, coarse

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280 273
oxides are dispersed in the matrix, together with a smallamount of unmelted particles (Fig. 3(c and d)). Thethickness of the coated layers ranges from 270 to 570�m as indicated in Table 3. The surface roughness ofthe A1-specimen is the highest, followed by the B1-,B2-, and A2-specimens. The A2-specimen shows thelowest surface roughness because its spray powder sizeis the smallest.
SEM micrographs of the coated layers are shown inFig. 4(a–d). The gray and white areas indicate oxidesand matrix, respectively. In the A1-specimen, a numberof large pores are found due to the accumulation ofincompletely melted splats, whereas the other specimensshow a dense structure with a few pores (Fig. 4(a and
b)). More oxides but less pores are observed in theA2-specimen than in the A1-specimen, and the distancebetween splats is narrower. Oxides in the A1- andA2-specimens are relatively small, and fine oxides arealso found in some areas. Large oxides are formed in aliquid state and are distorted during impact to thesubstrate, while fine oxides are indicative of precipitatesdeveloped in a solid state upon cooling. Thin oxidefilms located between Fe splats, which are believed tobe formed by oxidation of the Fe splat surface exposedto atmosphere, and some spheroidal Fe precipitates arealso found inside oxides [13–15]. In the B1- and B2-specimens, the size and volume fraction of oxides arelarger than in the A1- and A2-specimens since Al2O3–
Table 3Properties of the ferrous coated specimens
Total oxide volume fraction (%)Surface roughness Ra (�m)Thickness of coated layer (�m) Porosity (%)Specimen
572A1 23.0 2.8 8.5275 8.3 16.6 2.3A2
B1 17.2311 21.0 1.515.5 23.2B2 1.7380
Fig. 4. SEM micrographs of the (a) A1-, (b) A2-, (c) B1-, and (d) B2-specimens. Not etched.

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280274
Fig. 5. SEM micrograph of the B1-specimen, showing the lathmartensitic matrix. Nital etched.
B2-specimen, and decreases in the order of the B1-,A2-, and A1-specimens. Ferrous oxides in the A1- andA2-specimens show some 500 VHN, while Al2O3–ZrO2
oxides in the B1- and B2-specimens about 900 VHN [3].Since the A1-specimen has a low oxide volume fractionwith many pores, its hardness is very low. Despite thecloseness between the B1- and B2-specimens in thehardness and volume fraction of oxides, the B2-speci-men shows the higher hardness than the B1-specimenbecause the former has the harder matrix than thelatter. The B1- and B2-specimens have the higher hard-ness than the A2-specimen because of their higherhardness of matrix and oxides as well as the higheroxide volume fraction. Overall bulk hardness of all thecoated layers is lower than the matrix hardness. Thismight be because the coated structure is less densifiedthan the matrix due to the presence of many pores inthem. Also, the difference between indentation loadscould be taken into consideration.
3.3. Wear resistance and surface roughness
The wear test data obtained under the lubricated andunlubricated conditions are shown in Table 5. All thecoated disc specimens, except the A1-specimen, showbetter wear resistance than the gray cast iron underboth conditions. Precisely speaking, the wear resistanceof the coated disc specimens improves over the graycast iron by three to five times under the unlubricatedcondition, while over ten times under the lubricatedcondition. Volume loss of the disc specimens underboth conditions increases in the order of the B2-, B1-,and A2-specimens. Evaluating the wear resistance ofthe disc specimens only in terms of the disc volume loss,the B1- and B2-specimens seem to have the moreexcellent wear resistance. However, the volume loss ofthe pin is extremely small in the A2-specimen, particu-larly under the lubricated condition, although its vol-ume loss of the disc is slightly higher than those of theB1- and B2-specimen.
According to the surface roughness data of the wornsurface measured after the wear test (Table 6), the graycast iron shows the highest surface roughness, followedby the B1-, B2-, and A2-specimens. The overall ten-dency in both conditions is about the same. Theseresults indicate that the surface roughness deteriorateswhen the hardness difference between oxides and ma-trix becomes large (Table 4). Thus, the A2-specimen,showing the smallest hardness difference, has the bestsurface roughness in both the lubricated and unlubri-cated conditions.
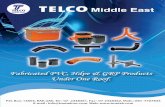
Fig. 7(a through d) are SEM micrographs of thecross-section of the worn surface in the lubricatedcondition. Same as in the surface roughness data ofTable 6, the surface smoothness improves in the orderof the gray cast iron, B1-, B2-, and A2-specimens. The
ZrO2 oxides are present in addition to iron oxidesformed (Fig. 4(c and d)). The A1- and A2-specimenshave an austenitic matrix, whereas the B1- and B2-spec-imens have a lath martensitic matrix which was formedwhen spray powders were rapidly solidified during coat-ing (Fig. 5) [16].
Table 3 summarizes the quantitative analysis data oftotal oxide volume fraction and porosity in the coatedlayers. The total oxide volume fractions were measuredto be 2.8, 16.6, 21.0, and 23.2% for the A1-, A2-, B1-,and B2-specimens, respectively. The B1- and B2-speci-mens show the higher oxide volume fraction than theA1- and A2-specimens. Porosity of the A1-specimen isquite high at 8.5%, whereas those of other specimensare low at 1.5–2.5%.
Fig. 6(a–d) are XRD patterns of the coated layers.In the A1- and A2-specimens, austenite and variousiron oxide phases such as FeO (hematite), Fe2O3
(wustite), and �-Fe2O3 are detected. A small amount ofmartensite (or ferrite) is also observed because phasetransformation to ferrite or martensite can occur duringrapid solidification in some areas with less Ni content,although most of STS 316 spray powders form austen-ite due to an austenite stabilizer, Ni. In the B1- andB2-specimens, martensite (or ferrite), FeO, �-Al2O3,�-Al2O3, are tetragonal-ZrO2 (t-ZrO2) are detected asshown in Fig. 6(c and d). �-Fe detected here would bemostly martensite as shown in Fig. 5. A small amountof austenite is also observed in the B2-specimen.
3.2. Hardness
Table 4 lists the hardness data of the gray cast ironand the coated specimens, together with the microhard-ness data of oxides and matrix. The coated layers,except the A1-specimen, show the higher hardness thanthe gray cast iron. Hardness shows the highest in the

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280 275
surface of the gray cast iron is very rough, and cracksare formed at flake graphite/matrix interfaces or atflake graphites (Fig. 7(a)). On the contrary, the A2-
specimen does not have any cracks near the surface,and shows almost a flat surface (Fig. 7(b)). In the B1-and B2-specimens, a number of cracks are formed at
Fig. 6. XRD patterns of the (a) A1-, (b) A2-, (c) B1-, and (d) B2-specimens.

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280276
Table 4Vickers hardness data of the ferrous coated specimens
Vickers hardness (VHN)Specimen
Oxidea Overall bulkbMatrixa
493A1 197223515248 293A2
B1 338 906 305913 368430B2
296 – 271Gray cast iron
a Vickers microhardness values measured under a load of 10 g.b Vickers hardness values measured under a load of 300 g.
Table 6Surface roughness of the ferrous coated specimens measured after thewear test
Surface roughness, Ra (�m)Specimen
Unlubricated condition Lubricated condition
0.42A2 0.361.70B1 0.68
B2 0.60 1.181.801.90Gray cast iron
tially melted as they travel amid the plasma flame, andmany pores are formed in the coated layer, therebyresulting in a rougher surface and an inhomogeneousmicrostructure (Fig. 4(a)). Thus, it can be predictedthat the adhesive bond strength between splats or be-tween splats and substrate is weak. On the other hand,in the A2-specimen whose powers are much smaller(larger surface area), a considerable amount of Fe isoxidized to form various ferrous oxides, and a densestructure with lower porosity and better surface rough-ness can be obtained (Fig. 4(b)).
Since ferrous powders of the B1- and B2-specimensare mainly composed of ferrite, which is mostly trans-formed to martensite during cooling after melting, thematrix hardness considerably increases. Although thecarbon content in ferrous powders of the B2-specimenis the same as that of the B1-specimen (0.2 wt.%), theB2-specimen forms a hard martensitic matrix as itshardenability improves over the B1-specimen due to aconsiderable amount Cr in it. Al2O3 oxides formed inthe B1- and B2-specimens are mainly of �-Al2O3 be-cause quasi-stable �-Al2O3 is more readily nucleatedthan stable �-Al2O3 during melting and cooling (Fig.6(c and d)) [17,18]. However, a small amount of �-Al2O3 exists because of the presence of unmelted pow-ders, whose amount depends on the flame and substratetemperatures during spraying. ZrO2 oxides alsocoarsely dispersed in the coated layer are transformedfrom monoclinic ZrO2 (m-ZrO2) to t-ZrO2 during cool-ing (Fig. 6(c) and (d)) [18].
oxides exposed to the worn surface and at oxide/matrixinterfaces, some of which might be fallen off as thecracks further develop (Fig. 7(c and d)). This falling-offdeteriorates the surface roughness as this worsens theprominence and depression around oxides.
4. Discussion
4.1. Microstructural e�olution and oxidation beha�iorof ferrous coated layers
When spray powders are melted by a high-tempera-ture heat source and then solidified during plasmaspraying, they react with oxygen in air to form a largeramount of oxides than in other thermal spraying meth-ods [3]. This oxidation reaction affects phases, composi-tions, microstructures, and properties of the coatedlayers. The major oxidation reaction occurring in fer-rous powders is Fe(s)+1/2O2(g)�FeO(s), and otheriron oxides such as Fe2O3, and �-Fe2O3 are also formedby other reactions [14]. These oxides exhibit severalcharacteristic morphologies as observed in Fig. 4(athrough d).
Oxides in the A1- and A2-specimens are all ferrousoxides, but their volume fraction differs considerably.In the A1-specimen whose spray powders are largerthan those of the A2-specimen, splats are incompletelyformed because some powders are not melted or par-
Table 5Wear test results of the ferrous coated specimens
Unlubricated condition Lubricated conditionSpecimen
Volume loss of pin (mm3) Volume loss of pin (mm3)Volume loss of disc (mm3) Volume loss of disc (mm3)
78.3131.9×10−339.32A1 0.9×10−3
1.98 47.5×10−3A2 0.22 0.6×10−3
153.2×10−3 349.2×10−31.62B1 0.20115.0×10−3B2 0.130.96 85.2×10−3
10.7×10−3Gray cast iron 2.764.51 0.3×10−3

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280 277
Fig. 7. SEM micrographs of the cross-section of the (a) gray cast iron, (b) A2-, (c) B1-, and (d) B2-specimens after the wear test in the lubricatedcondition.
Fig. 8. Vickers microhardness of the ferrous coated specimens vs. volume loss of the disc.

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280278
4.2. Effect of oxides on wear resistance and surfaceroughness
Fig. 8 illustrates the relationship between the vol-ume loss of the coated disc specimen and the hard-ness. The A1-specimen, whose total oxide volumefraction is very low (2.8%) and porosity is very high(8.5%), was excluded in this figure because of its ex-tremely low hardness and poor wear resistance,whereas other specimens show about the similar levelof total oxide volume fraction and hardness. The discvolume loss tends to be inversely proportional to thehardness of the coated layer in both the lubricatedand unlubricated conditions. This indicates that thewear resistance of the disc specimen can be enhancedby containing a lot of hard oxides and by increasingthe matrix hardness. Consequently, the B1- and B2-specimens show the more excellent wear resistancethan the A2-specimen since they contain many hardoxides such as Al2O3 and ZrO2 and form the marten-sitic matrix by phase transformation.
However, in simultaneous consideration of the vol-ume loss of the pin as well as the disc, hard oxidescould rather result in a negative effect on the overallwear properties. This is because abrasive wear canoccur on the pin during the wear process, since hardoxides or protuberances in the coated disc play aploughing role on the softer surface of the pin [19].According to Table 5, the disc volume loss of theA2-specimen is slightly larger than those of the B1-and B2-specimens because of its lower hardness, butthe volume loss of the pin is smaller. Particularly inthe lubricated condition, the wear resistance of thepin against the A2-specimen disc is much better thanthe cases of the B1- and B2-specimen.
Comparing the volume losses of the pin and discbetween the B1- and B2-specimens, the harder B2-specimen shows the smaller volume losses in both thepin and disc. This can be explained by the hardnessdifference between oxides and matrix. Although theB1- and B2-specimens show about the same level ofhardness and volume fraction of oxides, the hardnessdifference is larger in the B1-specimen than in theB2-specimen because of the higher matrix hardness ofthe B2-specimen (430 VHN) over the B1-specimen’s(338 VHN) (Table 4). Thus, the pin volume loss ofthe B1-specimen is larger than that of the B2-speci-men because fretting wear occurs in the pin during itscontact with the disc as it repeatedly passes over hardoxides and soft matrix of the disc [19–21].
The relationship between the oxide/matrix hardnessdifference and the pin volume loss is shown in Fig.9(a). In both conditions, the pin volume loss increaseslinearly with the oxide/matrix hardness difference. Al-though the pin volume loss against the disc cannot befully interpreted in terms of the hardness difference,
Fig. 9(a) indicates that it is an important factor af-fecting the pin volume loss as well as the hardness ofthe coated layer. This hardness difference also greatlyinfluences the surface roughness. According to Fig.9(b), the hardness difference is in a proportional rela-tion with the surface roughness. With too large ahardness difference, cracks are initiated at oxides andat oxides/matrix interfaces beneath the surface (pre-existing pores and cracks play a similar role), andparts of oxides are fallen off as wear proceeds [20],causing large protuberances on the worn surface andseriously deteriorating the surface roughness (Fig. 7(cand d)). The B2-specimen shows the lower surfaceroughness than the B1-specimen, because the matrixof the former, which can hold hard oxides in it, isharder than that of the latter. It can also be ex-plained that the matrix of the B1-specimen is prefer-entially removed in comparison with the B2-specimen.On the other hand, very few oxides have fallen off inthe A2-specimen as shown in Fig. 7(b) [22], whichleads to a homogeneous wear of oxides and matrixand to the better surface roughness than in the B1-and B2-specimens because of the reduced oxide/ma-trix hardness difference. This improvement of the sur-face roughness in the A2-specimen can also reducethe pin wear due to the effect of fretting wear. Thus,the A2-specimen seems more appropriate in view ofthe practical applications requiring excellent wearproperties in both cylinder bores and piston rings inthe lubricated condition, although the B1- and B2-specimens show the better wear resistance of thecoated layer since they contain more hard oxides thanthe A2-specimen.
These wear test data indicate that the surfaceroughness as well as the volume loss of the pin anddisc should be simultaneously considered in order toenhance the overall wear properties of the ferrouscoated layers. In this case, a different interpretationfrom conventional wear concepts is required. Al-though the wear resistance improves with more oxidesformed in the coated layer, the larger oxides/matrixhardness difference can cause the serious pin wearand poor surface roughness, thereby diminishing theoverall wear properties. In this sense, the overall wearproperties of the A2-specimen turns out better, de-spite its lower hardness than the B1- and B2-speci-mens, since the volume loss of the pin is smaller andthe surface roughness is enhanced due to the smalleroxide/matrix hardness gap. Therefore, to improve thewear properties of ferrous coated layers, it is requiredto minimize the oxides/matrix hardness difference aswell as to raise the hardness of the coated layer up toa certain level by forming an appropriate amount ofoxides.

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280 279
Fig. 9. Hardness difference between oxides and matrix in the ferrous coated specimens vs. (a) volume loss of the pin and (b) surface roughnessof the worn surface.
5. Conclusions
Four kinds of ferrous coated layers were fabricatedby atmospheric plasma spraying, and the effects ofmicrostructure and oxides on wear resistance and sur-face roughness were investigated with the followingconclusions.
Microstructural analysis of the ferrous coated lay-ers showed that various iron oxides such as FeO,Fe2O3, and �-Fe2O3 were formed in the austenitic ma-trix of the STS 316 coated layers as a result of thereaction with oxygen in air. The blend coated layerswere composed of the martensitic matrix transformedfrom ferrite and of �-Al2O3 and t-ZrO2 oxides which
were formed as Al2O3–ZrO2 powders were rapidly so-lidified during plasma spraying.
Wear resistance of the ferrous coated layers wasimproved over that of the gray cast iron by threeto five times in the unlubricated condition, and overten times in the lubricated condition. Particularly,the blend coated layers containing a lot of hardAl2O3 and ZrO2 oxides showed the better wear resis-tance. However, these layers had many surface promi-nences as the matrix was preferentially worn out andthe oxides was fallen off during the wear process,thereby seriously deteriorating both the wear resis-tance of the counterpart material and the surfaceroughness.

B. Hwang et al. / Materials Science and Engineering A335 (2002) 268–280280
Although the STS 316 coated layers showed slightlylower hardness than the blend coated layers, theyshowed excellent surface roughness resulting from ho-mogeneous wear in oxides and matrix due to thesmaller hardness difference between them. In consider-ation of the wear resistance of the counterpart materialand the surface roughness, the overall wear propertiesof the STS 316 coated layers would be better. There-fore, in order to simultaneously reduce the volume lossof the counterpart material as well as the coated layeras required in both cylinder bores and piston rings, it isnecessary to increase the hardness of the coated layerup to a certain level by forming an appropriate amountof oxides and to minimize the hardness difference be-tween oxides and matrix.
Acknowledgements
The work was supported by the Ministry of Com-merce, Industry, and Energy (MOCIE) of Korea. Theauthors would like to thank Ju Wan Kim of Universityof Ulsan and Jungseok Oh of Hyundai Motor Com-pany for their help of the plasma spraying experiments.
References
[1] K. Holmberg, A. Matthews, Coatings Tribology, Tribology Se-ries 28, Elsevier, 1994 (chapter 7).
[2] G. Barbezat, Schweissen Schneiden 48 (1996) 127.[3] L. Pawlowsky, The Science and Engineering of Thermal Spray
Coatings, Wiley, New York, 1995 (chapter 6–8).[4] Automotive News Market Data Book.[5] R.C. McCune, Weld. J. 24 (1995) 41.[6] R. Smith, Proc. of the 2nd Plasma-Technik Symposium, 1 (1991)
17.[7] M.R. Kim, Ph.D. thesis, Drexel Univ., 1998, pp. 1.[8] V.D.N. Rao, D.M. Kabat, H.A. Cikanek, C.A. Fucinari, G.
Wuest, Material Systems for Cylinder Bore Applications PlasmaSpray Technology, SAE, 1997, p. 107.
[9] G. Barbezat, G. Wuest, Surf. Eng. 14 (1998) 113.[10] Materials Guide, Sulzer Metco Inc., 1998, pp. 10.[11] S.H. Choo, S. Lee, S.J. Kwon, Metall. Trans. A 30A (1999)
1211.[12] ASTM Standard Test Method for Wear Testing with a Pin-on-
Disk Apparatus, ASTM G99-95a, ASTM, Philadelphia, PA.[13] A. Rabiei, D.R. Mumm, J.W. Hutchinson, R. Schweinfest, M.
Ruhle, A.G. Evans, Mater. Sci. Eng. A269 (1999) 152.[14] M.L. Lau, E.J. Lavernia, Mater. Sci. Eng. A272 (1999) 222.[15] R.A. Neiser, M.F. Smith, R.C. Dykhulzen, J. Thermal Spray
Tech. 7 (1998) 537.[16] D.A. Porter, K.E. Easterling, Phase Transformations in Metals
and Alloys, Chapman & Hall, London, 1992, p. 382.[17] L.L. Shaw, D. Goberman, R. Ren, M. Gell, S. Jiang, Y. Wang,
T.D. Xiao, P.R. Strutt, Surf. Coat. Tech. 130 (2000) 1.[18] M. Vural, S. Zeytin, A.H. Vcisik, Surf. Coat. Tech. 97 (1997)
347.[19] K.C. Ludema, Friction, lubrication, and wear technology, in:
ASM Handbook, vol. 18, ASM International, Materials Park,OH, 1992, p. 184.
[20] D.A. Rigney, Fundamentals of Friction and Wear of Materials,ASM International, Metals Park, OH, 1981, p. 291.
[21] Z.R. Zhou, L. Vincent, Wear 225–229 (1999) 962.[22] J.W. Park, H.C. Lee, S. Lee, Metall. Trans. A 30A (1999) 399.
Copyright © 2022 FDOKUMEN