
Modeling of Selective Laser Sintering of Viscoelastic Polymers
Upload
independentCategory
view
1download
0
Effect of Heating Rate on Phase and MicrostructuralEvolution During Pressureless Sintering of aNanostructured Transition Alumina
Paola Palmero,* Mariangela Lombardi, and Laura Montanaro
Department DISMIC-Politecnico of Torino, INSTM–R.U., PoliTO—LINCE Lab., Corso Duca degliAbruzzi, 24-10129 Torino, Italy
Mirella Azar, Jerome Chevalier, Vincent Garnier, and Gilbert Fantozzi
Universite de Lyon, INSA-Lyon, MATEIS, CNRS UMR 5510, 20 Av.A. Einstein,F-69621Villeurbanne, France
Deagglomeration of a nanocrystalline transition alumina performed using different techniques was first demonstrated tobe active in the achievement of a better powder compaction ability under uniaxial pressing and consequently in the devel-opment of a highly dense and homogeneous microstructure during pressureless sintering. A major effect, however, wasassociated to the heating rate chosen during the densification cycle. In fact, the influence of different heating rates (101C/minor 11C/min) on phase and microstructural evolution during sintering was investigated in depth on the above best green bodies.A low-rate thermal cycle leads to a significant reduction of the a-Al2O3 crystallization temperature and promotes a moreeffective particle rearrangement during phase transformation. As a consequence, in the low-rate treated material, it was possibleto avoid the development of a vermicular structure as usually expected during the densification of a transition alumina and toyield a more homogenously fired microstructure.
Introduction
Recent studies on nanostructured ceramics havehighlighted the difficulty in producing fully densematerials without relevant grain growth,1–3 particularly
in the case of transition nanocrystalline aluminas,currently synthesized by a variety of methods,4–9 dueto the crystallization of the a phase during sintering. Infact, this transformation from some metastable phases(i.e., g and y phase) occurs by a nucleation and growthmechanism.10,11 It is accompanied by a volume reduc-tion of about 10.2% because of the higher density of thea phase and by a change in grain morphology.
A vermicular morphology of transformed a-Al2O3 isproduced at a high temperature (about 1150–12001C)by a finger growth of a-grains into the y-Al2O3 matrix,
Int. J. Appl. Ceram. Technol., 6 [3] 420–430 (2009)DOI:10.1111/j.1744-7402.2008.02281.x
Ceramic Product Development and Commercialization
The authors thank the European Commission for partially supporting this work in the
framework of the Integrated Project ‘‘NANOKER—Structural Ceramic Nanocomposites
for top-end Functional Applications,’’ contract no: NMP3-CT-2005-515784 (http://
www.nanoker-society.org).
r 2008 The American Ceramic Society

entrapping a network of large, elongated pores. Asa consequence, the final stages of transition aluminasintering require a very high temperature to achievefull densification, thus leading to a significant graingrowth.
Therefore, to lower the sintering temperature, thedevelopment of a vermicular structure must be pre-vented and some strategies have already been proposedin the literature to reduce the crystallization temperatureand enhance the densification, such as the applicationof high compaction pressure,12,13 high-energy millingof primary particles,11,14,15 or a combination of high-temperature sintering with hot forging.16,17
Moreover, a variety of seeding procedures4,18–20
have been successfully used to impact the transforma-tion kinetics and to lower the a-phase nucleationtemperature.
Finally, the production of homogeneous, defect-free green bodies via optimized and strictly controlledforming processes has been shown to be effective inpromoting phase transformation and thus lowering thesintering temperature.21–23
In this work, a commercial, transition nanoaluminapowder was uniaxially pressed before and after disper-sion in pure water and then pressureless sintered todetermine the effect of the dispersion step on the com-paction behavior and related green density as well as onthe final microstructure. On the dispersed samples, thecrucial role of the heating rate in the phase transforma-tion and microstructural evolution during sintering wasalso pointed out.
Experimental Procedure
A commercial, nanocrystalline transition aluminapowder (NanoTek
s
, supplied by Nanophase Technol-ogy, Romeoville, IL), prepared by Physical vaporsynthesis (PVS), was used as the starting material.24
The powder is characterized by an average particle sizeof 47 nm, a specific surface area of 35 m2/g, and atrue density of 3.49 g/cm3, as declared by the supplier.24
The other physico-chemical properties of this powderhave already been listed in a previous paper.21
The thermal behavior of the as-received powder wasrecorded by simultaneous DSC-TG analysis (NetzschSTA 409, Selb, Germany) performed up to 14001Cin static air at a heating rate of 101C/min. In particular,DSC analysis allows to detect the transition due to
the phase transformation from y-Al2O3 to a-Al2O3, asexplained better in a previous paper.21 The phaseidentification was carried out by X-ray diffraction(XRD, Philips PW 1710, Eindhoven, The Netherlands)in the range 5–701 2y, with a step size of 0.051 2y andan acquisition time per step of 5 s.
NanoTeks
alumina slurries (solid content of33 wt%) were prepared by dispersion in pure distilledwater without any dispersant21 and deagglomeratedunder magnetic stirring for several hours (up to 120 h)or even by ball milling using a-alumina spheres (2 mmin diameter). Ball milling was performed using a powderto sphere weight ratio of 1:10 for 2.5 h at an angularvelocity of 130 rpm, selected on the basis of literaturedata.25
The particle size distribution of the slurries asa function of the dispersion time was followed bygranulometric analyses (laser particle size analyzerFritsch model Analysette 22 Compact, Idar-Oberstein,Germany), before a drying step in an oven at 1051C.
Green bars were then prepared by uniaxial pressingat 300 MPa; their density was calculated starting fromweight and geometrical measurements; and their sinte-ring behavior was investigated by dilatometric analysis(Netzsch 402E) performed under continuous heatingat 101C/min up to 15001C with a soaking step of 3 h atthe maximum temperature and cooling down to roomtemperature (RT) at 201C/min.
As-received NanoTeks
samples were also pressedand sintered as a reference.
The sintered density was measured by the Archi-medes method in distilled water. A density value wasalso calculated by exploiting green density, final weightmeasurements, and shrinkage data.
The fired microstructures were characterized bySEM (Hitachi S2300, Tokyo, Japan) performed onfractured, untreated surfaces.
On a selected material, various sintering cycles weretested by varying the maximum sintering temperature inthe range 1450–15001C, the soaking time at the max-imum temperature from 1 to 3 h as well as the heatingrate from 101C/min to 11C/min.
The phase composition as well as the microstruc-tural evolution as a function of temperature at each in-vestigated heating rate were studied on samples obtainedby interrupting the densification runs when a selectlinear shrinkage or temperature was reached.
The samples, rapidly cooled to RT (at 201C/min),were then characterized via XRD and SEM.
www.ceramics.org/ACT Effect of Heating Rate on Phase and Microstructural Evolution 421
Results and Discussions
NanoTeks
powder is a mixture of transition aluminas,d-Al2O3 and g-Al2O3, as declared by the supplier.24
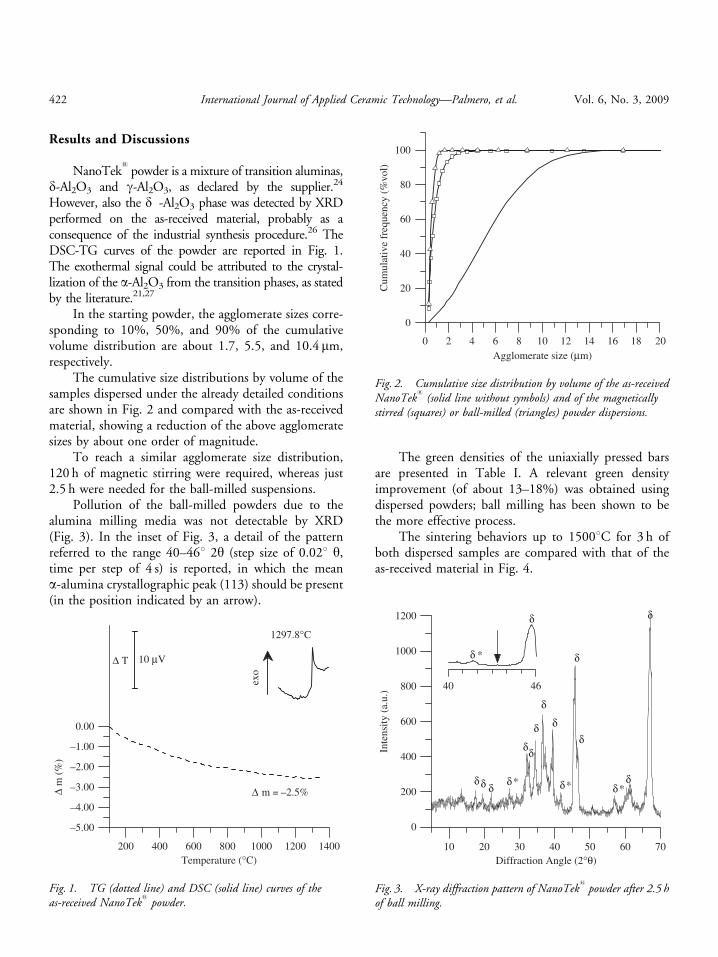
However, also the d�-Al2O3 phase was detected by XRDperformed on the as-received material, probably as aconsequence of the industrial synthesis procedure.26 TheDSC-TG curves of the powder are reported in Fig. 1.The exothermal signal could be attributed to the crystal-lization of the a-Al2O3 from the transition phases, as statedby the literature.21,27
In the starting powder, the agglomerate sizes corre-sponding to 10%, 50%, and 90% of the cumulativevolume distribution are about 1.7, 5.5, and 10.4 mm,respectively.
The cumulative size distributions by volume of thesamples dispersed under the already detailed conditionsare shown in Fig. 2 and compared with the as-receivedmaterial, showing a reduction of the above agglomeratesizes by about one order of magnitude.
To reach a similar agglomerate size distribution,120 h of magnetic stirring were required, whereas just2.5 h were needed for the ball-milled suspensions.
Pollution of the ball-milled powders due to thealumina milling media was not detectable by XRD(Fig. 3). In the inset of Fig. 3, a detail of the patternreferred to the range 40–461 2y (step size of 0.021 y,time per step of 4 s) is reported, in which the meana-alumina crystallographic peak (113) should be present(in the position indicated by an arrow).
The green densities of the uniaxially pressed barsare presented in Table I. A relevant green densityimprovement (of about 13–18%) was obtained usingdispersed powders; ball milling has been shown to bethe more effective process.
The sintering behaviors up to 15001C for 3 h ofboth dispersed samples are compared with that of theas-received material in Fig. 4.
200 400 600 800 1000 1200 1400
–5.00
–4.00
–3.00
–2.00
–1.00
0.00
Δ m
(%
)
Temperature (°C)
10 μV
1297.8°C
Δ m = –2.5%
exo
Δ T
Fig. 1. TG (dotted line) and DSC (solid line) curves of theas-received NanoTek
s
powder.
0 2 4 6 8 10 12 14 16 18 20
0
20
40
60
80
100
Cum
ulat
ive
freq
uenc
y (%
vol)
Agglomerate size (μm)
Fig. 2. Cumulative size distribution by volume of the as-receivedNanoTek
s
(solid line without symbols) and of the magneticallystirred (squares) or ball-milled (triangles) powder dispersions.
10 20 30 40 50 60 70
0
200
400
600
800
1000
1200
40
δ *
δ
δ*δ
δ
δ*
δ
δ
δ
δδ
δδ
δ*δδ
Inte
nsity
(a.
u.)
Diffraction Angle (2°θ)
δ
46
Fig. 3. X-ray diffraction pattern of NanoTeks
powder after 2.5 hof ball milling.
422 International Journal of Applied Ceramic Technology—Palmero, et al. Vol. 6, No. 3, 2009

All the samples presented almost the same onsettemperature of about 10701C. In addition, a two-steplinear shrinkage was recorded for all the samples,as commonly observed for transition aluminas.28 Inagreement with previous studies,28 the first step fromthe onset shrinkage temperature to about 12001C isassociated with rearrangement phenomena of the tran-sition alumina particles and their transformation to thea phase, whereas the latter from about 12001C to15001C is mainly associated with a-alumina densificat-ion by sintering.
From the derivative of the densification curves, thetemperature associated with the maximum transforma-tion rate during the first step was almost the same (about11201C) for all the samples. A certain disagreement
between this temperature and the value determined byDSC can be reasonably attributed to the nature of thesamples, powders for DSC, and pressed powders fordilatometry. In fact, when thermal data were collectedon pressed samples,21 the detected transformationtemperature strongly approached the dilatometric valueof this work.
In addition, the above statements strongly supportthe hypothesis that alumina pollution from the millingmedia, if present, was so limited in the milled sample asnot to induce any observable modification of onsetshrinkage as well as transformation temperature.10,18
In any case, some differences can be pointed out ifthe as-received and dispersed samples are compared;during the first step, the magnetically stirred materialrecovered a slightly higher linear shrinkage. During thesecond step, both the dispersed samples—in particular,the ball-milled one—shrank considerably more than theas-received powder.
In addition, the total linear shrinkage was consid-erably higher for the dispersed materials as comparedwith the as-received powder, and once again the ball-milled material presented the highest value (94.8%).The fired densities are presented in Table I and ex-pressed as percentage of the theoretical value (3.987 g/cm3). The calculated values are in good agreement withthose measured by the Archimedes method.
Figure 5 presents the curves of linear shrinkageversus soaking time at 15001C for all the samples: a
Table I. Green Density (g/cm3), Fired Density(g/cm3 and % of the Theoretical Value) and Total
Linear Shrinkage (DL/L0)tot for the As-Received andDispersed Samples
Greendensity(g/cm3)
Final density(% theoretical
value)(DL/L0)total
(%)
As-received 1.87 2.86 g/cm3 (71.7%) 14.6Magneticallystirred
2.01 3.57 g/cm3 (89.5%) 18.3
Ball milled 2.10 3.78 g/cm3 (94.8%) 19.4
200 400 600 800 1000 1200 1400
–0.20
–0.15
–0.10
–0.05
0.00
ΔL/L
0
Temperature (°C)
Fig. 4. Dilatometric curves up to 15001C for 3 h of as-receivedNanoTek
s
(solid line without symbols) and of magnetically stirred(squares) or ball-milled (triangles) samples.
160 180 200 220 240 260 280 300 320 340
–0.18
–0.17
–0.16
–0.15
–0.14
–0.13
–0.12
–0.11
ΔL/L
0
Time (min)
Fig. 5. Linear shrinkage versus soaking time at 15001C foras-received NanoTek
s
(solid line without symbols) and formagnetically stirred (squares) or ball-milled (triangles) samples.
www.ceramics.org/ACT Effect of Heating Rate on Phase and Microstructural Evolution 423

continuous shrinkage as a function of time was recordedfor the as-received material. On the contrary, themagnetically stirred and the ball-milled samples almostcompletely recovered their linear shrinkage after 1 h at15001C. This feature was exploited in the subsequenttest to optimize the sintering cycle.
Figure 6 shows the SEM images of the fired mate-rials. The vermicular microstructure of the sample pro-cessed from the as-received NanoTek
s
powder (Fig. 6a)is made of fine-grained alumina particles (about 300 nmin size) entrapping a diffuse residual porosity. Themicrostructure of the magnetically stirred material(Fig. 6b) is less porous, but, in spite of its better dens-ification, the ultrafine primary particle size was stillpartially retained, yielding round-shaped alumina grainshaving a mean size of about 450 nm.
Highly dense microstructures were finally observedin ball-milled materials (Fig. 6c); the densification was,however, accompanied by a significant grain growth.Microstructures consist of well-facetted alumina grainsabout 2 mm in size, with a limited residual porositymostly located in intragranular positions.
From the above results, the ball-milled powder wasselected and exploited for further investigation, duringwhich various sintering parameters were modified toachieve high densification without inducing relevantgrain growth.
During the first attempt, sintering was performedby heating up to 15001C (heating and cooling rateof 101C/min), with 1 h of soaking at the maximumtemperature, as stated on the basis of the previous test(see Fig. 5). In spite of the reduced soaking time, a highfinal density (94.3%) was obtained again. The relatedfired microstructure, presented in Fig. 7a, is highlyhomogeneous and fully dense. A slight refinement ofthe alumina grains was observed for comparison withthe sample fired at 15001C for 3 h (see Fig. 6c).
Another sintering cycle was carried out up to14501C, followed by an isothermal step for 3 h at themaximum temperature. In this case, a slight decrease ofthe final density (93% of the theoretical value) as well asa grain size refinement (about 1.5 mm; Fig. 7b) wereobtained.
Because the lowering of the maximum sinteringtemperature did not allow to obtain an ultrafine, fullydense microstructure, it was decided to investigate therole of the heating rate during sintering by performingdilatometric measurements at a lower heating rate(11C/min). This parameter was changed only in the
Fig. 6. SEM micrographs of the as-received NanoTeks
(a), of themagnetically stirred sample (b), and of the ball-milled material (c),sintered up to 15001C for 3 h.
424 International Journal of Applied Ceramic Technology—Palmero, et al. Vol. 6, No. 3, 2009
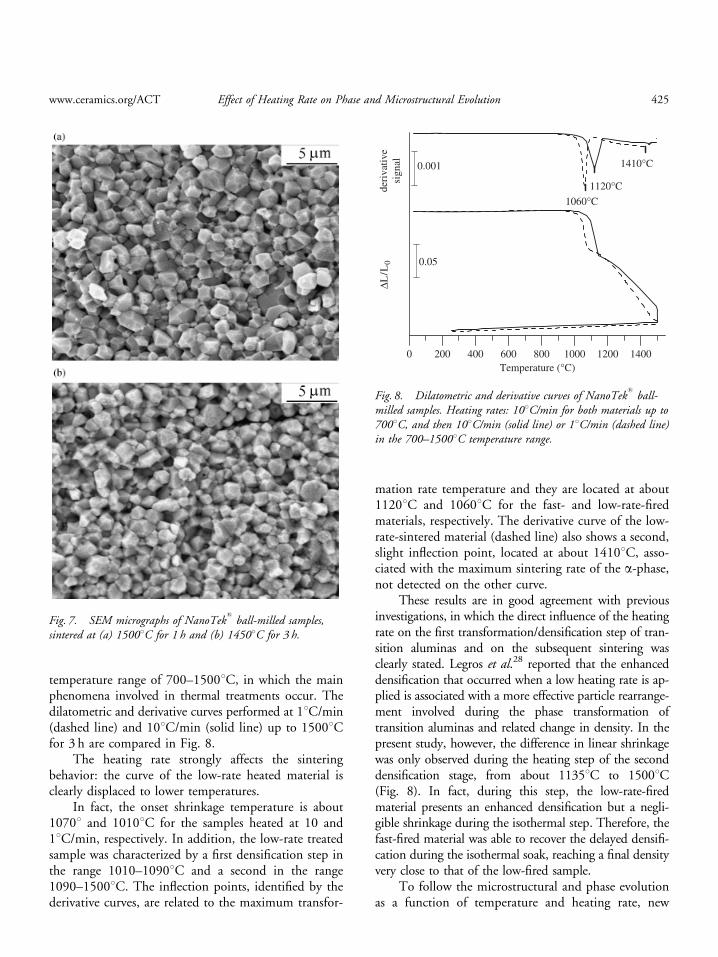
temperature range of 700–15001C, in which the mainphenomena involved in thermal treatments occur. Thedilatometric and derivative curves performed at 11C/min(dashed line) and 101C/min (solid line) up to 15001Cfor 3 h are compared in Fig. 8.
The heating rate strongly affects the sinteringbehavior: the curve of the low-rate heated material isclearly displaced to lower temperatures.
In fact, the onset shrinkage temperature is about10701 and 10101C for the samples heated at 10 and11C/min, respectively. In addition, the low-rate treatedsample was characterized by a first densification step inthe range 1010–10901C and a second in the range1090–15001C. The inflection points, identified by thederivative curves, are related to the maximum transfor-
mation rate temperature and they are located at about11201C and 10601C for the fast- and low-rate-firedmaterials, respectively. The derivative curve of the low-rate-sintered material (dashed line) also shows a second,slight inflection point, located at about 14101C, asso-ciated with the maximum sintering rate of the a-phase,not detected on the other curve.
These results are in good agreement with previousinvestigations, in which the direct influence of the heatingrate on the first transformation/densification step of tran-sition aluminas and on the subsequent sintering wasclearly stated. Legros et al.28 reported that the enhanceddensification that occurred when a low heating rate is ap-plied is associated with a more effective particle rearrange-ment involved during the phase transformation oftransition aluminas and related change in density. In thepresent study, however, the difference in linear shrinkagewas only observed during the heating step of the seconddensification stage, from about 11351C to 15001C(Fig. 8). In fact, during this step, the low-rate-firedmaterial presents an enhanced densification but a negli-gible shrinkage during the isothermal step. Therefore, thefast-fired material was able to recover the delayed densifi-cation during the isothermal soak, reaching a final densityvery close to that of the low-fired sample.
To follow the microstructural and phase evolutionas a function of temperature and heating rate, new
Fig. 7. SEM micrographs of NanoTeks
ball-milled samples,sintered at (a) 15001C for 1 h and (b) 14501C for 3 h.
0 200 400 600 800 1000 1200 1400
ΔL/L
0
Temperature (°C)
1120°C
1060°C
1410°C
deri
vativ
esi
gnal 0.001
0.05
Fig. 8. Dilatometric and derivative curves of NanoTeks
ball-milled samples. Heating rates: 101C/min for both materials up to7001C, and then 101C/min (solid line) or 11C/min (dashed line)in the 700–15001C temperature range.
www.ceramics.org/ACT Effect of Heating Rate on Phase and Microstructural Evolution 425

sintering cycles performed at 11 and 101C/min wereinterrupted at fixed temperatures corresponding toselected linear shrinkages.
Namely, the runs at 101C/min were carried out up to10001C, 10851C, 11181C, 11351C, 13001C, 14001C,and 15001C (points A, B, C, D, E, F, and G, respectively,as shown in Fig. 9) while the runs at 11C/min were in-terrupted at 10001C, 10601C, 10851C, 11351C, 13001C,14001C, and 15001C (points A0, C0, B0, D0, E0, F0, andG0, respectively, in the same figure).
These points were chosen in order to have a coupleof samples comparable in terms of both reached tem-perature and shrinkage: see for instance the four samplesE, E0, F, and F0, in which a comparison can beperformed between E and E0 or F and F0 treated up tothe same temperature, but, at the same time, E0 and Fcan be also compared because they showed a similarshrinkage. In other cases, however, the characteristictemperatures of each material were chosen for inter-rupting the run: see for instance 11181 and 10601Cfor samples C and C0, respectively, corresponding tothe inflection points of the first densification step for thefast-rate- and low-rate-heated materials, respectively.
The samples rapidly cooled at RT and were thensubjected to XRD analysis. In Fig. 10, the XRD patternsof the samples fired at 101C/min (a) up to 10001C,10851C, and 11351C and at 11C/min (b) up to 10001Cand 10851C have been reported. Strongly different
crystallization paths were detected as a function of theheating rate. After calcination at 10001C, the materialheated at 101C/min was just a mixture of transitionaluminas while the low-rate-fired sample also containedtraces of a-Al2O3 (pattern I in Figs. 10a and b). Thelatter yielded a well-crystallized a phase after calcinationat 10851C while in the fast-heated sample only traces ofa phase appeared at the same temperature (pattern II).Finally, after calcination at 11351C, only pure a-Al2O3
was detected in this material (pattern III).The phase composition as well as the recovered
shrinkage of the low-rate-fired material calcined at
900 1000 1100 1200 1300 1400 1500
–0.20
–0.15
–0.10
–0.05
0.00
G'
F '
E '
D'
C'
B'
A'
G
F
E
D
C
B
ΔL/L
0
Temperature (°C)
A
Fig. 9. Magnification of the densification curves up to 15001C for3 h for samples fired at 101C/min (solid line) and 11C/min (dashedline) in the range of 900–15001C showing the selected samples.
αααα
αα
ααα
α
α
α
α
α
III
II
Inte
nsity
(a.
u.)
Diffraction angle (°2θ)
I
α
10
(a)
(b)
20 30 40 50 60 70
αα
αα
αα
α
α
α
α
α
α
II
I
Inte
nsity
(a.
u.)
Diffraction angle (°2θ)
10 20 30 40 50 60 70
Fig. 10. X-ray diffraction patterns of samples fired at 101C/minfor both materials up to 7001C and then 101C/min (a) or 11C/min(b) up to 10001C (I), 10851C (II), and 11351C (III); a5a-Al2O3
phase.
426 International Journal of Applied Ceramic Technology—Palmero, et al. Vol. 6, No. 3, 2009
10001C (point A0 in Fig. 9) are quite similar to those ofthe sample fast heated at 10851C (point B). The fast- andlow-rate-heated materials after calcination at 11351 (pointD) and 10851C (point B0), respectively, behaved similarly.
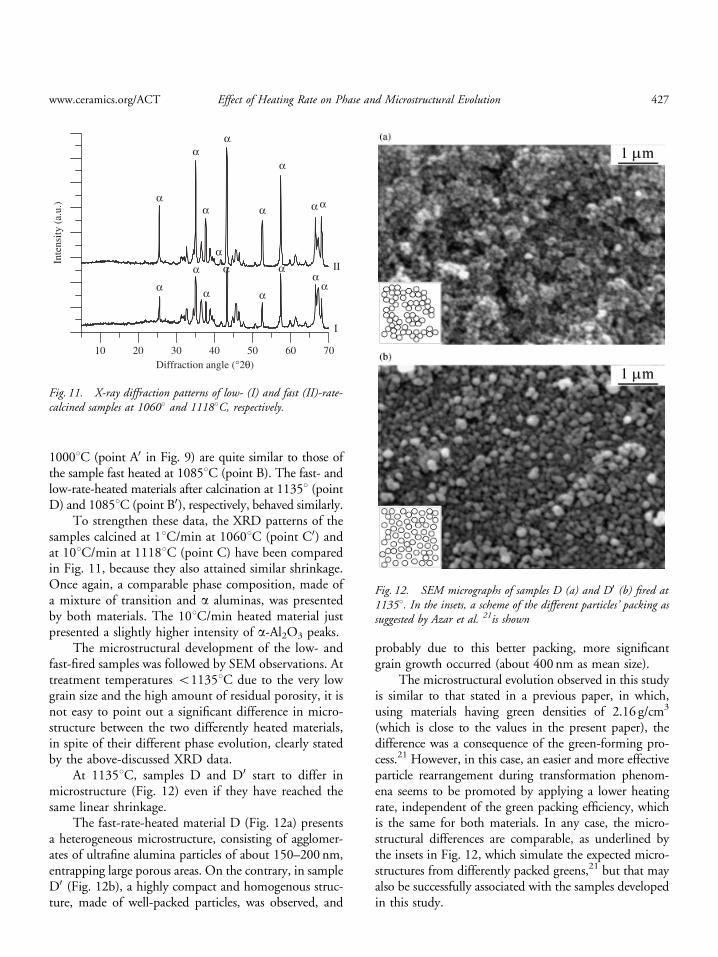
To strengthen these data, the XRD patterns of thesamples calcined at 11C/min at 10601C (point C0) andat 101C/min at 11181C (point C) have been comparedin Fig. 11, because they also attained similar shrinkage.Once again, a comparable phase composition, made ofa mixture of transition and a aluminas, was presentedby both materials. The 101C/min heated material justpresented a slightly higher intensity of a-Al2O3 peaks.
The microstructural development of the low- andfast-fired samples was followed by SEM observations. Attreatment temperatures o11351C due to the very lowgrain size and the high amount of residual porosity, it isnot easy to point out a significant difference in micro-structure between the two differently heated materials,in spite of their different phase evolution, clearly statedby the above-discussed XRD data.
At 11351C, samples D and D0 start to differ inmicrostructure (Fig. 12) even if they have reached thesame linear shrinkage.
The fast-rate-heated material D (Fig. 12a) presentsa heterogeneous microstructure, consisting of agglomer-ates of ultrafine alumina particles of about 150–200 nm,entrapping large porous areas. On the contrary, in sampleD0 (Fig. 12b), a highly compact and homogenous struc-ture, made of well-packed particles, was observed, and
probably due to this better packing, more significantgrain growth occurred (about 400 nm as mean size).
The microstructural evolution observed in this studyis similar to that stated in a previous paper, in which,using materials having green densities of 2.16 g/cm3
(which is close to the values in the present paper), thedifference was a consequence of the green-forming pro-cess.21 However, in this case, an easier and more effectiveparticle rearrangement during transformation phenom-ena seems to be promoted by applying a lower heatingrate, independent of the green packing efficiency, whichis the same for both materials. In any case, the micro-structural differences are comparable, as underlined bythe insets in Fig. 12, which simulate the expected micro-structures from differently packed greens,21 but that mayalso be successfully associated with the samples developedin this study.
10 20 30 40 50 60 70
II
αα
αα
α
αα
α
αα
α
α
α
α
α
α
Inte
nsity
(a.
u.)
Diffraction angle (°2θ)
α
I
Fig. 11. X-ray diffraction patterns of low- (I) and fast (II)-rate-calcined samples at 10601 and 11181C, respectively.
Fig. 12. SEM micrographs of samples D (a) and D0 (b) fired at11351. In the insets, a scheme of the different particles’ packing assuggested by Azar et al. 21is shown
www.ceramics.org/ACT Effect of Heating Rate on Phase and Microstructural Evolution 427

The discrepancy in particle rearrangement assumesa crucial role in the following sintering step leading to amore and more diverging microstructural development.The loosely packed material D develops a vermicularstructure as observed at 13001C (sample E, Fig. 13a),whereas the low-rate-heated material E0 is still made ofalmost equiaxial grains homogeneously packed justgrown in size, entrapping very small pores (Fig. 13b).This trend is also confirmed at higher temperatures,stated as an example, in Fig. 14, in which the micro-structures of samples F (a) and F0 (b) sintered at 14001Care compared.
Considering the low-rate treatment, it should bepointed out that the main phenomena related to thetransition phase were almost complete at 10851C (B0).In fact, at this temperature, almost pure a-Al2O3, asshown by XRD analysis (see Fig. 11, curve II), was
present, showing a homogeneously packed microstruc-ture made of particles of about 200 nm. Thus, duringfiring up to 11351C (D0) grain growth occurred, yield-ing the microstructure already reported in Fig. 12b.
These observations are also supported by thedensity measurements (Table II).
Therefore, this study has allowed to elucidate wellthe influence of the heating rate during phase transfor-mation and conventional sintering of effectively dis-persed, transition alumina nanopowders.
These results represent well-grounded basic knowl-edge for further investigations, in which less conventionalsintering routes, such as master,29,30 rate-controlled,31
and two-step32–35 sintering could also be exploited. Thesepapers have demonstrated the effectiveness of newly de-signed thermal cycles in the control of grain growth inwell-densified materials. Most studies are, however,
Fig. 13. SEM micrographs of samples E (a) and E0 (b) fired at13001C.
Fig. 14. SEM micrographs of samples F (a) and F0 (b) fired at14001C.
428 International Journal of Applied Ceramic Technology—Palmero, et al. Vol. 6, No. 3, 2009

devoted to compositions that do not undergo phase tran-sition during the thermal treatment, such as a-alumina-,yttria-, ZnO- and a-alumina-based composites.29,32 Infact, if reference is made to transition aluminas, the aboveinnovative densification routes have not been appliedsystematically, and only a few data are present in theliterature (see for instance Bowen et al.34). In this work,34
a transition nano-alumina was subjected to a two-stepsintering cycle, following the approach suggested byChen and Wang.32 A very fine, fired microstructure(about 600 nm as mean grain size) was obtained andcompared with a conventionally sintered one, in which aheterogeneous microstructure characterized by a meangrain size of more than 1mm was attained. However, adetectable pollution by ZrO2 milling media was observedin the submicronic material.
The materials obtained in the present work were ableto attain an intermediate state, such as a homogeneousand unpolluted microstructure, but constituted of grainsabout 1.5mm in size, just by exploiting basic process pa-rameters like dispersion and control of the heating rate.
Therefore, an enhanced refinement of the microstruc-tures could be pursued by two-step sintering procedures,even approaching the different solutions for thermal cyclesproposed in the literature, for instance that followed byChen and Wang32 and Bowen et al.34 or the new onerecently exploited by Gadow and Kern.35
Conclusions
From the above experimental results, the followingconclusions can be drawn:� The dispersion in a liquid medium before
dry uniaxial pressing is effective in improvinggreen density and sinterability with respect to the
as-received, nanocrystalline transition aluminapowder. Ball-milled samples behaved betterthan magnetically stirred materials.
� Under fixed dispersion conditions, the heatingrate was shown to play a major role duringthe two-step shrinkage path of the transitionalumina, associated with a different phase evolu-tion in the first step and a different microstruc-tural development in the second one.
� The longer duration of the heating step in thetemperature range of 1000–11351C for the low-rate-heated sample promoted a more effectiveparticle rearrangement during phase transforma-tion from transition to a-alumina. Consequently,a homogeneous and well-packed microstructuredeveloped during densification in the high-temperature regime.
� On the contrary, a faster heating rate did notallow such improvement of the packing densityand homogenization of the microstructure duringphase transformation, inducing the appearance ofa vermicular structure and therefore leading to alower sinterability.
References
1. J. R. Groza, ‘‘Nanosintering,’’ Nanostruct. Mater., 12 987–992 (1999).2. B. H. Kear, J. Colaizzi, W. E. Mayo, and S.-C. Liao, ‘‘On the Processing
of Nanocrystalline and Nanocomposite Ceramics,’’ Scripta Mater., 442065–2068 (2001).
3. R. S. Averback, H. J. Holfer, and R. Tao, ‘‘Processing of Nano-GrainedMaterials,’’ Mater. Sci. Eng., A166 169–177 (1993).
4. Y. Yoshizawa, K. Hirao, and S. Kazaki, ‘‘Fabrication of Low CostFine-Grained Alumina Powders by Seeding for High Performance SinteredBodies,’’ J. Eur. Ceram. Soc.., 24 325–330 (2004).
5. W. M. Zeng, L. Gao, and J. K. Guo, ‘‘A New Sol–Gel Route Using InorganicSalt for Synthesizing Al2O3 Nanopowders,’’ Nanostruct. Mater., 10 543–550(1998).
6. J. Karthikeyan, C. C. Berndt, J. Tikkanen, S. Reddy, and H. Herman,‘‘Plasma Spray Synthesis of Nanomaterial Powders and Deposits,’’ Mater. Sci.Eng., A238 275–286 (1997).
7. H. Hahn, ‘‘Gas Phase Synthesis of Nanocrystalline Materials,’’ Nanostruct.Mater., 9 3–12 (1997).
8. J. A. Eastman, L. J. Thompson, and D. J. Marshall, ‘‘Synthesis of NanophaseMaterials by Electron Beam Evaporation,’’ Nanostruct. Mater.., 2 377–382(1993).
9. T. Hirayama, ‘‘High-Temperature Characteristics of Transition Al2O3 Pow-der with Ultrafine Spherical Particles,’’ J. Am. Ceram. Soc., 7 C-122–C-124(1987).
10. C. S. Nordahl and G. L. Messing, ‘‘Thermal Analysis of Phase Transforma-tion Kinetics in a-Al2O3 Seeded Boehmite and g-Al2O3,’’ Thermochim. Acta,318 187–199 (1998).
11. F. W. Dynys and J. W. Halloran, ‘‘Alpha Alumina Formation in Alum-Derived Gamma Alumina,’’ J. Am. Ceram. Soc., 65 442–448 (1982).
12. F. S. Yen, M. Y. Wang, and J. L. Chang, ‘‘Temperature Reduction of y- toa-Phase Transformation Induced by High-Pressure Pretreatments of Nano-Sized Alumina Powders from Boehmite,’’ J. Cryst. Growth, 236 197–209(2002).
Table II. Densities of Materials (% of theTheoretical Value) Fired in the Range 1300–15001C
(in Parentheses, Sample Designation)
Sinteringtemperature(1C)
Final density(% Theoreticalvalue) heating
rate of 11C/min
Final density(% Theoreticalvalue) heating
rate of 101C/min
1300 75.1 (E0) 72.6 (E)1400 84.1 (F0) 78.4 (F)1500 93.1 (G0) 86.4 (G)
www.ceramics.org/ACT Effect of Heating Rate on Phase and Microstructural Evolution 429

13. J.-P. Ahn, J.-K. Park, and H.-W. Lee, ‘‘Effect of Compact Structures on thePhase Transition, Subsequent Densification and Microstructure EvolutionDuring Sintering of Ultrafine Gamma Alumina Powder,’’ Nanostruct. Mater.,11 133–140 (1999).
14. F. W. Dynys and J. W. Halloran, ‘‘Reaction During Milling of AluminumOxide,’’ J. Am. Ceram. Soc., 64 C-62–C-63 (1981).
15. Y. Wang, C. Suryanarayana, and A. Linan, ‘‘Phase Transformation inNanometer-Sized g-Alumina by Mechanical Milling,’’ J. Am. Ceram. Soc.,88 780–783 (2005).
16. K. An and M. K. Han, ‘‘Microstructural Evolution Based on the Pressure-Assisted Master Sintering Surface,’’ Mater. Sci. Eng., A391 66–70 (2005).
17. K. T. Kim, Y. S. Know, and H. G. Kim, ‘‘Near-Net-Shape Forming ofAlumina Powder Under Hot Pressing and Hot Isostatic Pressing,’’ Int.J. Mech. Sci., 39 1011–1022 (1997).
18. C. S. Nordahl and G. L. Messing, ‘‘Sintering of a-Al2O3 Seeded Nanocrys-talline g-Al2O3 Powders,’’ J. Eur. Ceram. Soc., 22 415–422 (2002).
19. H. J. Youn, J. Wook, I. T. Kim, and K. S. Hong, ‘‘Low-TemperatureFormation of a-Alumina by Doping of an Alumina-Sol,’’ J. Colloid InterfaceSci., 211 110–113 (1999).
20. J. Li and Y. Ye, ‘‘Densification and Grain Growth of Al2O3 NanoceramicsDuring Pressure Sintering,’’ J. Am. Ceram. Soc., 89 139–143 (2006).
21. M. Azar, P. Palmero, M. Lombardi, V. Garnier, L. Montanaro, G. Fantozzi,and J. Chevalier, ‘‘Effect of Particle Packing on the Sintering of Nanostruc-tured Transition Alumina,’’ J. Eur. Ceram. Soc., 28 1121–1128 (2008).
22. Y. T. Takao, T. Hotta, M. Naito, N. Shinoara, M. Okumiya, andK. Uematsu, ‘‘Microstructure of Alumina Compact Body Made by SlipCasting,’’ J. Eur. Ceram. Soc., 22 397–401 (2002).
23. G. Tarı, J. M. F. Ferreira, and A. T. Fonseca, ‘‘Influence of Particle Size andParticle Size Distribution on Drying-Shrinkage Behaviour of Alumina SlipCast Bodies,’’ Ceram. Int., 25 577–580 (1999).
24. http://www.nanophase.com25. T. Docktor, P. Weymouth, and T. Barson, ‘‘Proper Techniques for
the Ball-Milling of Ceramic Glazes,’’ Am. Ceram. Soc. Bull., 73 54–58(1994).
26. D. Fargeot, D. Mercurio, and A. Dauger, ‘‘Structural Characterization ofAlumina Metastable Phases in Plasma Sprayed Deposits,’’ Mater. Chem. Phys.,24 299–314 (1990).
27. H.-C. Kao and W.-C. Wei, ‘‘Kinetics and Microstructural Evolution ofHeterogeneous Transformation of y-Alumina to a-Alumina,’’ J. Am. Ceram.Soc., 83 362–368 (2000).
28. C. Legros, C. Carry, P. Bowen, and H. Hofmann, ‘‘Sintering of a TransitionAlumina: Effects of Phase Transformation, Powder Characteristics andThermal Cycle,’’ J. Eur. Ceram. Soc., 19 1967–1978 (1999).
29. H. Su and C. L. Johnson, ‘‘Master Sintering Curve: A Practical Approach toSintering,’’ J. Am. Ceram. Soc., 79 3211–3217 (1996).
30. K. An and D. L. Johnson, ‘‘The Pressure-Assisted Master Sintering Surface,’’J. Mater. Sci., 37 4555–4559 (2002).
31. M. L. Huckabee and H. Palmour III, ‘‘Rate Controlled Sintering ofFine-Grained Al2O3,’’ Ceram. Bull., 51 574–576 (1972).
32. I.-W. Chen and X.-H. Wang, ‘‘Sintering Dense Nanocrystalline Ceramicswithout Final-Stage Grain Growth,’’ Nature, 404 168–171 (2000).
33. J. Li and Y. Ye, ‘‘Densification and Grain Growth of Al2O3 Nano-ceramics During Pressureless Sintering,’’ J. Am. Ceram. Soc., 89 139–143(2006).
34. P. Bowen, C. Carry, D. Luxembourg, and H. Hofmann, ‘‘Colloidal Process-ing and Sintering of Nanosized Transition Aluminas,’’ Powder Technol., 157100–107 (2005).
35. R. Gadow and F. Kern, ‘‘Pressureless Sintering of Injection Molded ZirconiaToughened Alumina Nanoparticles,’’ J. Ceram. Soc. Jpn., 114 958–962(2006).
430 International Journal of Applied Ceramic Technology—Palmero, et al. Vol. 6, No. 3, 2009
Copyright © 2022 FDOKUMEN




















