
Fabrication of transparent SiO 2 glass by pressureless sintering and spark plasma sintering

Submitted to Acta Materialia.
Transport Mechanisms and Densification during Sintering:II. Grain Boundaries
Hadrian Djohari and Jeffrey J. Derby∗
Department of Chemical Engineering & Materials Science,University of Minnesota, Minneapolis, MN 55455-0132, USA
Abstract
Finite element, meso-scale models provide a means to probe the mechanistic driving forcesfor particle evolution during sintering and were applied in a companion paper [1] to comparedifferent behaviors of the sintering of glassy particles by viscous flow and the sintering of idealizedcrystalline systems without a grain boundary via vacancy diffusion. Here, the effects of a grainboundary are included in the meso-scale model and resultant behavior is compared to priorcases. A grain boundary acts as a sink for vacancies, drawing a flux towards itself and allowingfor their accumulation and collapse. The resultant solid-body motion of the particles leads tosignificant shrinkage at the onset of sintering; neck growth with little shrinkage was observedin systems without a grain boundary. These effects are scaled by the magnitude of the grainboundary diffusivity and the size of the dihedral angle.
Keywords: Sintering; Finite element modeling (FEM); Bulk diffusion; Surface diffusion; Grainboundary diffusion.
∗Corresponding author. Fax: +1-612-626-7246; e-mail: [email protected]
1

1 Introduction
In a companion paper [1], finite element models were applied to solve for coupled materials transportand morphological evolution during the sintering of two initially spherical particles by viscous flowand by vacancy diffusion. These analyses showed how different materials transport mechanismsfundamentally changed the character of the geometrical evolution responsible for neck growth anddensification. In short, the long-range nature of viscous flows acting to sinter glassy particlesresulted in simultaneous neck growth and shrinkage at all times, while the localized nature ofvacancy diffusion during the sintering of crystalline particles promoted neck growth early on butwithout significant densification until much longer times. A curious result occurring when thesurface diffusion of vacancies is dominant is an elongation of the two particles before any shrinkageof the system occurs.
However, the models for crystalline sintering employed in [1] are highly idealized, since they donot consider the effects of a grain boundary between the particles. In this paper, we present a grainboundary model appropriate to describe the sintering of two particles and describe the new characterof materials transport and its effect on densification. While the two-particle system considered hereis overly simple compared to the geometry of real powder compacts, the mathematical model isrigorous and the resultant insight to materials transport and morphological evolution is meaningful.
A more complete overview on sintering models is provided in [1], so here we concentrate insteadon prior particle-scale (sometimes referred to as meso-scale) models for the sintering of crystallinematerials. Nichols and Mullins [2–4] were the first to solve for the self-consistent evolution ofsurface geometry coupled with surface diffusion processes in a two-dimensional geometry. Easterlingand Tholen [5] solved a similar problem for volume diffusion processes. German and Lathrop [6]simulated the sintering of spherical powder particles via surface diffusion. Bross and Exner [7]were among the first to consider the mechanism of grain boundary diffusion coupled with volumediffusion. Cannon and Carter [8,9] analyzed the equilibrium shapes of rows of sintered particles forvarious dihedral angles associated with grain boundaries. Svoboda and Riedel [10, 11] consider amore complicated, two-dimensional configurations of six cylinders sintering with surface and grainboundary diffusion.
In the first of several significant advances to account for grain boundary effects using a contin-uum modeling approach, Pan and Cocks [12,13] developed a variational formulation to model grainboundary and surface diffusion which was solved via finite element and finite difference methods.Sun et al. [14, 15] developed similar approaches to model grain motion and surface diffusion butapplied their models to thin films. Pan et al. [16] continued development to model microstructureevolution by a combination of grain-boundary diffusion, grain-boundary migration, and surface dif-fusion. Parhami et al. [17] followed with an analysis of the sintering of a line of spherical crystallineparticles. Zhang and co-workers [18–20] also produced notable advances to address the formula-tion and solution of sintering and microstructural evolution problems involving coupled surfacediffusion and grain boundary motion. Ch’ng and Pan [21, 22] have developed improved means ofrepresenting a larger number of grain boundaries and pores to model the evolution of microstruc-ture in two-dimensional, planar solid. Wang [23] has applied the phase-field approach to modelconcurrent materials transport mechanisms and grain boundary effects in the sintering of multiple,two-dimensional particles. Wakai and co-workers [24–26] have modeled several curvature-driventransport processes to address more complicated, three-dimensional arrangements of particles dur-ing sintering.
In the ensuing discussion, we briefly review the model development for coupled vacancy diffusionand particle surface motion during the sintering of two, spherical crystalline particles with a grainboundary. Our primary emphasis is not on the development of new modeling capabilities. Rather,
2

following the discussion in [1], we desire to discuss the profound impact that a grain boundary hason densification behavior via a mechanistic understanding of the underlying materials transportprocesses.
2 Model formulation
2.1 Governing Equations
The presence of a grain boundary introduces a significant complexity to the system, as evidencedby extensive development efforts in prior sintering models for crystalline systems; see, e.g., [12,13, 16, 18–22]. A grain boundary exists when two particles of different crystalline orientation arejoined. It is assumed that this grain boundary is of finite width and, due to its atomic structure,vacancies can readily move along it, as described by a grain boundary diffusion coefficient, Dgb.The accumulation of vacancies along a grain boundary leads to a phenomenon often referred to asplating, where, in essence, vacancies align to form a disk of open volume, which collapses by theattraction of the adjacent grains and leads to a net inward motion of the particles. This solid-bodymotion of the particles results in shrinkage, or densification.
In the present study, we consider only the simplest case of the sintering of two identical spheres,so the grain boundary separating these particles can be assumed to be straight and immobilethroughout the sintering process. We also assume that the crystalline particles are isotropic andthat no external stresses are applied to the system. For a mathematical description, we fix acylindrical coordinate system at the exact center of the two particles, and consider the transportof vacancies throughout the system via volume diffusion and surface diffusion; see the schematicdiagram in Figure 1. In this coordinate frame, the grain boundary is fixed and the continuouscollapse of vacancies along the grain boundary results in solid-body motion of the particles towardthe grain boundary, as indicated in Figure 1.
Following the derivation presented by Zhang et al. [18, 19], the plating rate along the grainboundary is described in terms of the stress-induced vacancy flux along the grain boundary, whichis fed by fluxes of vacancies to the grain boundary along the surface of the particle to the triplejunction. This leads to a nondimensional plating velocity, vgb = vgba
2kΘ/DsγΩ, with the tilderepresenting the dimensional plating velocity, a representing the initial particle radius, k as Boltz-mann’s constant, Θ as absolute temperature, Ds as the surface diffusivity of vacancies, γ as surfaceenergy, and Ω as the volume occupied by a vacancy. The resultant velocity of the particles is thengiven by,
vgb =4Γb
x3
(2 sin(
Ψ2
)− κTx
)(−ez). (1)
where vgb denotes the solid-body velocity vector for particle motion, Γb = Dgb/Ds is the ratio ofgrain boundary and surface diffusivities, x = x(t)/a is the dimensionless triple junction position(which is simply the radius of the neck), Ψ is the dihedral angle, κT is the dimensionless localcurvature of the particle surface at the triple junction, and ez indicates the unit vector pointing inthe z-coordinate direction (see Figure 1). The plating motion is thus directed inward, toward thegrain boundary, resulting in shrinkage of the system. We refer the reader to [18, 19, 27] for a moredetailed derivation.
In our prior models for vacancy diffusion [1], the particle material remains motionless with re-spect to the coordinate system, while the material within the particles rearranges during sintering.However, in the presence of a grain boundary, the plating motion of the particles creates an ad-ditional convective transport mechanism for vacancies. Namely, vacancies can also be transported
3

through the system by motion of the crystalline material containing them. The importance of thistransport mechanism is estimated by a Peclet number for vacancy transport,
Pe =avgb
Dv, (2)
which is a characteristic ratio of the flux of vacancies transported by convection to that by diffusion.To estimate the magnitude of this quantity, we note that a characteristic value for the initial particleradius is a ≈ 10−4 cm, the grain boundary plating velocity is typically vgb ≈ 10−8 − 10−7 cm/s,and typical values for a vacancy diffusivity are Dv ≈ 10−12 − 10−14 cm2/s. Therefore, we estimatePe ≈ 1–1,000, which is significant. Interestingly, neither the prior derivations of Zhang et al. [18–20]nor Pan et al. [12, 13, 16, 21, 22] seem to account for this vacancy transport mechanism; however,Wang [23] does include it in his formulation.
Accordingly, we modify the transport equations presented previously [1] so that the balance forvacancies within the particles is (written in dimensionless form),
∇2c− vgb · ∇c = 0, (3)
where ∇ represents the gradient operator in the coordinate system defined for this problem and thedimensionless vacancy concentration, c is defined as c ≡ c/co, where co is the equilibrium vacancyconcentration along a flat surface. In this choice of nondimensionalization, the length is scaled withthe initial particle radius a and time is scaled as t ≡ tDvcoΩ/a2, where the tilde represents thedimensional time, and Dv is the volume diffusion coefficient for vacancies.
Surface stress is related to vacancy concentration along the surface via the Gibbs–Thomsonequation, written in dimensionless form as,
cx(1− c) = κ, (4)
where κ is the dimensionless mean curvature of the surface and cx = kΘa/Ωγ is a materialsconstant. This condition prescribes the surface vacancy concentration, which is used to supply aboundary condition to the governing equation (3) for vacancies in the bulk.
To solve eq. (4) requires specification of the slope of the particle surface at the symmetry planebetween the two particles, which sets the dihedral angle, Ψ (see Figure 1). In our idealized analysesof the companion to this paper, we assumed that the dihedral angle was 180o in the absence of agrain boundary [1]. Here, however, we specify a slope of the particle surface at the triple junctionso that a specific dihedral angle is achieved.
Finally, we focus on a balance of material at the surface of the particles. Estimating a vacancyPeclet number based on surface diffusion also yields estimates of Pes = avgb/Ds > 1 and arguesfor including a convective transport term in the governing equation for surface transport. We thuswrite the following nondimensional equation to describe the surface,
n · xs + n · vgb = n · ∇c+ α∇2sc+ vgb · ∇sc at x = xs. (5)
Here, n is the unit vector pointing in the normal direction of the particle surface, xs is the surfaceposition in the fixed coordinate system, and xs is the time derivative of the surface position. Thetotal normal motion of the interface is represented by the terms on the left-hand side of the aboveequation; notice especially the second term that accounts for how the solid-body motion of theparticle affects the position of the interface. On the right-hand side of eq. (5), terms (from leftto right) account for the flux of material to the surface by the diffusion of vacancies through thebulk, the net flux of material to a point on the particle via the surface diffusion of vacancies, and
4

the convective transport of vacancies along the surface by the plating velocity of the particles. Theparameter α = Ds/DvΩco represents a ratio of time scales for surface and volume diffusion, and ∇s
represents a dimensionless surface gradient operator, which is written in terms of arc length alongthe particle surface.
At the triple junction, there must be a balance of vacancy fluxes between the particle surfacesand the grain boundary. Consistent with the flux of vacancies at the grain boundary driving theparticle plating relationship, eq. (1), the following boundary condition is derived and applied forthe solution of the surface conservation equation, eq. (5),
−t · ∇sc =2Γb
x2
(2 sin
Ψ2− κTx
). (6)
Here, t corresponds to a unit vector tangent to the particle surface at the triple junction.An initial particle geometry completes the specification of this time-dependent problem. More
details on the complete derivation are available in [27].
3 Numerical Methods
The solution of the governing equations posed above requires a robust and accurate numericalmethod, owing to the moving-boundary nature of the problem, where the geometry of the systemevolves in time and therefore must be computed in concert with the underlying vacancy transportproblem. In addition, the coupled solution of surface diffusion and interface motion is especiallychallenging, since the accurate computation of surface curvature is required. This challenge alonehas limited many prior models to computing relatively simple geometries accompanied by relativelysmall-scale surface motion.
We implement a finite element method with front-tracking to solve for materials transportand morphological evolution, similar to approaches that have been effectively employed for othermoving-boundary problems [28–32]. Accuracy is achieved by the use of second-order polynomialbasis functions defined over a moving mesh with elements graded in size to capture sharp gradientsin space and via second-order, implicit temporal integration techniques for computing the evolutionof the system. We refer the reader to the companion paper [1] for a slightly expanded presentationof our numerical implementations and to [27,33] for more detailed discussions.
An example of a verification test of our code is presented in Figure 2. We compute finiteelement solutions for the sintering of an infinite row of cylindrical particles via coupled surface andgrain boundary diffusion for various dihedral angles. The long-time particle shapes predicted fromour computations compare extremely well to to the equilibrium analytical solutions obtained byCannon and Carter [9].
4 Results
4.1 Particle geometry and transport mechanisms
Figure 3 shows the results of a computation for the sintering of two initially spherical crystallineparticles for parameters which are estimated to approximate those of a typical ceramic materialsuch as alumina [34, 35], namely a surface-to-volume diffusivity ratio of α = 1, a grain boundary-to-surface diffusivity ratio of Γb = 0.1, and a dihedral angle of Ψ = 120o. Under these conditions,volume diffusion of vacancies through the particles is relatively unimportant, and surface diffusionserves as the primary vacancy transport mechanism [27]. Three-dimensional representations of
5

the shape of the system at various times are shown along with the instantaneous concentrationof vacancies on the surface of the particles indicated by color (with blue representing low and redrepresenting high vacancy concentrations). Note that the scalloped shapes are an artifact of arather coarse azimuthal discretization used by the visualization scheme; this is not indicative of themuch finer mesh that was used for the computations.
The initial configuration at dimensionless time t = 0 shows two spherical particles just touchingto form a neck. After a short period of time, shown in Figure 3(b) for t = 0.1, the neck radiushas increased significantly and the particles have moved closer together. The presence of the grainboundary results in a remarkable change in behavior compared to the crystalline cases where it hasbeen omitted in [1], as indicated by the vacancy distribution along the particle surface. Withouta grain boundary, the concentration of vacancies is always highest at the thinnest point of theneck joining the particles and vacancies always diffuse away from the neck, leading to a net flowof material toward the neck. The surface colors of the case in Figure 3(b) indicate that vacancieswill still diffuse from the red (high vacancy concentration) band outward toward the blue (lowconcentration) ends of the particles as in the cases without the grain boundary, leading to a netflux of material from the outer lobes to the neck. However, there is a fundamental change in thenature of vacancy transport adjacent to the grain boundary. Namely, the grain boundary acts asa strong sink for vacancies, resulting in a ring of very low vacancy concentration along the surfacewhere the particles meet; see the blue band at the particle junction in Figure 3(b). With a grainboundary, vacancies diffuse toward and into the grain boundary from nearby surface areas; this isthe reverse of the behavior of a crystalline system without a grain boundary [1]. Vacancies flowinginto the grain boundary are then balanced by their rate of collapse along the grain boundary andlead directly to the solid-body, inward motion of the particles themselves, also known as the platingvelocity of the particles.
As sintering proceeds, this two-way vacancy flux persists, with minima in the vacancy concen-tration at the grain boundary and the ends of the particles and with the highest surface vacancyconcentration slowly shifting outward along the surface with time; see Figures 3(c)–(e). Fluxes ofvacancies toward the ends of the particle continue primarily to grow the neck, while fluxes of va-cancies into the grain boundary act to densify (shorten) the system. Figures 3(f) shows the systemafter a very long time. Here, the vacancy concentration is uniform over the surface, neck growthand shrinkage have stopped, and the system has reached an equilibrium.
Again, unlike the cases with no grain boundaries (and therefore a dihedral angle of 180o)considered before [1], the presence of the grain boundary strongly affects the equilibrium shapethat is approached by the system after long times. Figure 4 shows the long-time shapes of thesystem for several dihedral angles, Ψ. Each of these shapes represents a system surface thatsimultaneously satisfies the dihedral angle at the grain boundary, minimizes the surface area (andthus the surface energy) of the system, and conserves the volume (mass) of the initial configurationof the two spherical particles. As is readily seen, increasing the dihedral angle allows for a morecomplete approach of the particle centers and a greater degree of shrinkage and neck growth.
4.2 Neck growth versus particle shrinkage
The morphological evolution of this simple system can be related to structural changes expected totake place in a more complicated powder compact. In a two-particle system, the most importantfeatures of morphology are the dimensionless neck radius, x/a, and the change in length of thesystem, which is directly related to shrinkage. We employ a dimensionless shrinkage defined as thechange in the length of the system, ∆l ≡ l0 − l(t), where l0 represents the initial length and l(t) isthe total length at time t, scaled by the initial distance separating the particle centers, 2a.
6

Figure 5 plots the dimensionless shrinkage as a function of neck radius for the prior cases ofviscous sintering, volume diffusion sintering, and surface diffusion sintering (both without grainboundaries) from [1] along with that for a case featuring simultaneous vacancy diffusion and grainboundary mechanisms (with α = 1 and Γb = 0.1). For a consistent comparison, a dihedral angleof Ψ = 180o is used for the grain boundary computations plotted here, which is the same angle asthat employed for the prior systems. As discussed in [1], the case of viscous flow shows concurrentneck growth and shrinkage, while the crystalline systems without grain boundaries feature neckgrowth with nearly no densification until later stages. The case of vacancy diffusion with a grainboundary considered here shows a behavior which lies between the viscous case and the no-grain-boundary crystalline cases. Namely, the grain-boundary case allows for significant shrinkage earlyon, consistent with the conventional wisdom that grain boundaries are necessary for densification ofcrystalline systems [5,36]. There is an inflection in the curve of the grain-boundary case occurringat approximately x/a = 1, where shrinkage slows until rapidly increasing near the final stages ofrelaxation to a single sphere at equilibrium. This corresponds to a transition occurring after asignificant amount of time between a sintering regime where grain boundary effects are dominantto one where the geometrical evolution of the surface proceeds mostly by surface diffusion.
The effect of the magnitude of grain boundary diffusion on morphological evolution is shownin Figure 6, where dimensionless shrinkage is plotted as a function of neck radius for cases with novolume diffusion (α = 0), a dihedral angle of Ψ = 180o, and the grain boundary-to-surface diffusionparameter, Γb taking on several values. As the importance of grain boundary diffusion increaseswith increased values of Γb, the amount of shrinkage increases, showing the role of the plating actionat the grain boundary. Interestingly, the elongation behavior of the system (discussed extensivelyin [1] for the case of pure surface diffusion), is mitigated as the rate of grain boundary diffusionincreases. At higher values of Γb, the two-particle system consistently shrinks as the neck grows;however, at lower grain boundary-to-surface diffusion ratios, such as the Γb = 0.001 case shownhere, there is an initial period of shrinkage until x/a ≈ 0.75, followed by a period of elongationuntil x/a ≈ 0.9, and a final shrinkage to the equilibrium state.
Figure 7 shows shrinkage as a function of neck radius for cases with grain boundary and vacancydiffusion (α = 1 and Γb = 0.1) as the dihedral angle Ψ is varied. An immediate observation onthese results is that the total amount of system shrinkage and the final neck radius decreases asthe dihedral angle decreases, as indicated by the termination points for each curve. This behavioris consistent with the behavior shown in Figure 4 for the final, equilibrium states reached by thesystem. Interestingly, the rate of densification with neck growth increases, but only slightly, as thedihedral angle is decreased. Apparent in all cases is a break in the slope of the curves at later times,indicating a transition from grain-boundary dominated behavior to surface and volume diffusioneffects. This behavior was also seen by Zhang and Schneibel [18] in their analyses.
5 Summary and Discussion
We have described a meso-scale, finite element model for the sintering of two identical, initiallyspherical crystalline particles separated by a grain boundary. Following the derivation of Zhanget al. [18, 19], vacancy diffusion and accumulation along the grain boundary are described alongwith the resultant solid-body particle motion driven by the collapse of vacancies at the grainboundary. We also argue that this plating motion need be accounted for by convective terms in theevolution equations for vacancy transport and surface motion, thereby extending the derivationsof prior models [12, 13, 16, 18–22]. As argued in our prior paper [1], such a model is a rigorousrepresentation of an admittedly simplified geometry for the modeling of a real powder compact.
7

Nevertheless, such an approach provides a fundamental understanding of the role of transportmechanisms on setting the morphological evolution of sintering particles, thus yielding insight tomore general sintering behavior.
The presence of a grain boundary between crystalline particles that are sintering by vacancydiffusion mechanisms leads to profound effects. Without a grain boundary, vacancy concentrationis highest at the neck and vacancies diffuse outward. In contrast, there is always a two-way flux ofvacancies when a grain boundary is present; vacancies diffuse both inward to the grain boundaryand outward toward the particle ends. In addition, the energetic effects of the grain boundaryestablishes a dihedral angle that must be satisfied at all times, thus limiting the extent to whichthe two particles can sinter together.
The diffusion of vacancies to the grain boundary, followed by their accumulation and collapse,drives a plating motion that significantly affects the rate of shrinkage of the system. Indeed, ourcomputations show that the shrinkage as a function of neck radius for crystalline particles with agrain boundary approaches that of glassy particles undergoing viscous flow. Unlike the crystallinecases of volume or surface diffusion with no grain boundary, where almost no shrinkage occurs atearly stages of neck growth, the solid-body particle motion driven by the grain boundary causessubstantial shrinkage from the onset of sintering. These results affirm the conventional sinteringwisdom that grain boundaries are necessary for densification [5, 36].
Our results also show an interesting interplay between grain boundary and surface diffusionwith respect to geometrical evolution. Namely, the elongational effects observed in [1] for the caseof pure surface diffusion (with no grain boundary) can also affect the shrinkage of the system witha grain boundary. Higher grain boundary diffusion rates override the elongation at later stagesand cause the system to always contract, albeit at different rates. However, for lower values ofthe grain boundary diffusivity, namely for values of Γb ≤ 0.001, the two-particle system starts byshrinking, then expands, and finally contracts again. The occurrence of such behavior in a realpowder compact would result in a very complicated stress history through space and time for thesintered piece. Finally, the primary effect of dihedral angle on geometrical evolution is that smallerangles increase the shrinkage rate early on but limit the extent of densification at later stages.
All in all, the most significant effect of grain boundaries demonstrated by the computationsshown here is the solid-body motion of the particles induced by vacancy accumulation and col-lapse. In the very simple geometry considered here, the plating motion is directed solely towardthe centerline between the two particles, producing a significantly increased rate of shrinkage. How-ever, the effects of this motion will be much more complicated in a powder compact, where multipleparticle contacts will form during sintering. Different plating rates in multiple directions will giverise to particle and grain boundary movement and rotations and a complex stress distribution. Rep-resenting such complexity is the challenge for continued development of meso-scale mathematicalmodels for sintering. The next advances will require more realistic models of complicated powdercompacts, especially three-dimensional geometries [25, 37, 38] and the representation of many par-ticles [20, 22, 23, 26]. Meaningful advances will also be accomplished by linking these fundamentalmodels of the meso-scale to larger-scale continuum mechanical models [39–41].
Acknowledgments
Acknowledgment is made to the Donors of the American Chemical Society Petroleum ResearchFund and to the Minnesota Supercomputing Institute for partial support of this research.
8
References
[1] Djohari H., Martınez-Herrera J., J.J. Derby. Transport Mechanisms and Densification duringSintering: I. Viscous Flow versus Vacancy Diffusion. Acta Materialia. 2008;xx:xxx–xxx.
[2] Nichols F.A., Mullins W.W.. Morphological Changes of a Surface of Revolution due toCapillarity-Induced Surface Diffusion. J. Appl. Phys.. 1965;36:1826–1835.
[3] Nichols F.A.. Coalescence of Two Spheres by Surface Diffusion. J. Appl. Phys.. 1966;37:2805–2808.
[4] Nichols F.A.. Theory of Sintering of Wires by Surface Diffusion. Acta Metall.. 1968;16:103–113.
[5] Easterling K.E., Tholen R.. Computer-Simulated Models of the Sintering of Metal Powders.Z. Metallkunde. 1970;61:928–934.
[6] German R.M., Lathrop J.F.. Simulation of Spherical Powder Sintering by Surface Diffusion.Journal of Material Science. 1978;13:921–929.
[7] Bross P., Exner H.E.. Computer Simulation of Sintering Processes. Acta Metall.. 1979;27:1013–1020.
[8] Carter W.C., Cannon R.M.. Sintering Microstructures: Instabilities and the Interdependenceof Mass Transport Mechanisms. In: Handwerker C.A., Blendell J.E, Kaisser W.. CeramicTransactions - Symposium on Sintering of Advanced Ceramics. Cincinnati, OH: AmericanCeramic Society. 1988;7:137–163.
[9] Cannon R.M., Carter C.W.. Interplay of Sintering Microstructures, Driving Forces, and MassTransport Mechanisms. J. Am. Ceram. Soc.. 1989;72:1550–55.
[10] Svoboda J., Riedel H.. New Solutions Describing the Formation of Interparticle Necks in Solid-state Sintering. Acta Metallurgica and materialia. 1995;43:1–10.
[11] Svoboda J., Riedel H.. Quasi-equilibrium Sintering for Coupled Grain Boundary and SurfaceDiffusion. Acta Metallurgica and materialia. 1995;43:449–506.
[12] Pan J., Cocks A.C.F.. A numerical technique for the anlysis of coupled surface and grain-boundary diffusion. Acta Metall. Mater.. 1995;43:1395–1406.
[13] Pan J., Cocks A.C.F., Kucherenko S.. Finite element formulation of coupled grain-boundaryand surface diffusion with grain-boundary migration. Proceeding of Royal Society of LondonA.. 1997;453:2161–2184.
[14] Sun B., Suo Z., Yang W.. A Finite Element Method for Simulating Interface Motion — I.Migration of phase and grain boundaries. Acta materialia. 1996;45:1907–1915.
[15] Sun B., Suo Z.. A Finite Element Method for Simulating Interface Motion — II. Large ShapeChange due to Surface Diffusion. Acta materialia. 1997;45:4953–4962.
[16] Pan J., Le H., Kucherenko S., Yeomans J.A.. A Model for the Sintering of Spherical Particlesof Different Sizes by Solid State Diffusion. Acta materialia. 1998;46:4671–4690.
[17] Parhami F., McMeeking R.M., Cocks A.C.F., Suo Z.. A Model for the Sintering and Coarseningof Rows of Spherical Particles. Mechanics of Materials. 1999;31:43–61.
9
[18] Zhang W., Schneibel J.H.. The Sintering of Two Particles by Surface and GrainBoundary Diffusion–A Two-dimensional Numerical Study. Acta Metallurgica et Materialia.1995;43:4377–4386.
[19] Zhang W., Gladwell I.. Sintering of Two Particles by Surface and Grain Boundary Diffusion–A Three-dimensional Model and a Numerical Study. Computational Materials Science.1998;12:84–104.
[20] Zhang W., Sachenko P., Schneibel J.H., Gladwell I.. Coalescence of Two Particles with DifferentSizes by Surface Diffusion. Philosophical Magazine A. 2002;82:2995–3011.
[21] Ch’ng H.N., Pan J.. Cubic spline elements for modelling microstructural evolution of ma-terials controlled by solid-state diffusion and grain-boundary migration. J. Comput. Phys..2004;196:724–750.
[22] Ch’ng H.N., Pan J.. Modelling microstructural evolution of porous polycrystalline materialsand a numerical study of anisotropic sintering. J. Comput. Phys.. 2005;204:430–461.
[23] Wakai F., Aldinger F.. Computer modeling and simulation of solid-state sintering: A phasefield approach. Acta Materialia. 2006;54:953–961.
[24] Wang Y.U.. Sintering through surface motion by the difference in mean curvature. Acta Ma-terialia. 2003;51:4013–4024.
[25] Wakai F.. Modeling and simulation of elementary processes in ideal sintering. J. Am. Ceram.Soc.. 2006;89:1471–1484.
[26] Wakai F., Chihara K., Yoshida M.. Anisotropic shrinkage induced by particle rearrangementin sintering. Acta Materialia. 2007;55:4553–4566.
[27] Djohari H.. A finite element model for the sintering of crystalline particles via vacancy diffu-sion. PhD thesis. University of Minnesota. 2004.
[28] Ruschak Kenneth J.. Method for Incorporating Free Boundaries with Surface Tension in FiniteElement Fluid-flow Simulators. International Journal for Numerical Methods in Engineering.1980;15:639–648.
[29] Ungar L.H., Ramprasad N., Brown R. A.. Finite Element Methods for Unsteady SolidificationProblems Arising in Prediction of Morphological Structure. J. Sci. Comp.. 1988;3:77–108.
[30] Sackinger P.A., Schunk P.R., Rao R.R.. A Newton-Raphson pseudo-solid domain mappingtechnique free and moving boundary problems: a finite element implementation. J. Comput.Phys.. 1996;125:83-103.
[31] Salinger A.G., Xiao Q., Zhou Y., Derby J.J.. Massively parallel finite element computationsof three-dimensional, time-dependent, incompressible flows in materials processing systems.Computer Methods in Applied Mechanics and Engineering. 1994;119:139–156.
[32] Hooper R., Almeida V.F., Macosko C.W., Derby J.J.. Transient polymeric drop extensionand retraction in uniaxial extensional flows. Journal of Non-Newtonian Fluid Mechanics.2001;98:141–168.
[33] Martınez-Herrera J. I.. Finite element analysis of the sintering of ceramic powders. PhD thesis.University of Minnesota. 1995.
10
[34] Johnson D.L., Cutler I.B.. Diffusion Sintering: II, Initial Sintering Kinetics of Alumina. J.Am. Ceram. Soc.. 1963;46:545–550.
[35] Gontier-Moya E.G., Aufray B., Beke D.L., Erdelyi G.. Surface diffusion and evaporation of sil-ver on alumina. In: Smart R.St-C., Nowotny J.. Ceramic interfaces properties and applications.Cambridge: IOM Communications. 1998:419–429.
[36] Rahaman M.N.. Ceramic Processing and Sintering. New York: Marcel Dekker. 1995.
[37] Zhou H., Derby J. J.. Three-dimensional finite element analysis of viscous sintering. J. Am.Ceram. Soc.. 1998;81:533–540.
[38] Zhou H., Derby J. J.. An assessment of a parallel, finite element method for three-dimensional,moving-boundary flows driven by capillarity for simulation of viscous sintering. Intern. J.Numer. Meths. Fluids. 2001;36:841–865.
[39] Kraft T., Ridel H.. Numerical simulation of solid state sintering; model and application. J.Europ. Ceram. Soc.. 2004;24:345–361.
[40] Olevsky E.A., Tikare V., Garino T.. Multi-scale study of sintering: A review. J. Am. Ceram.Soc.. 2006;89:1914–1922.
[41] Kuzmov A., Olevsky E., Maximenko A.. Multi-scale modeling of viscous sintering. ModellingSimul. Mater. Sci. Eng.. 2008;16:035002.
11
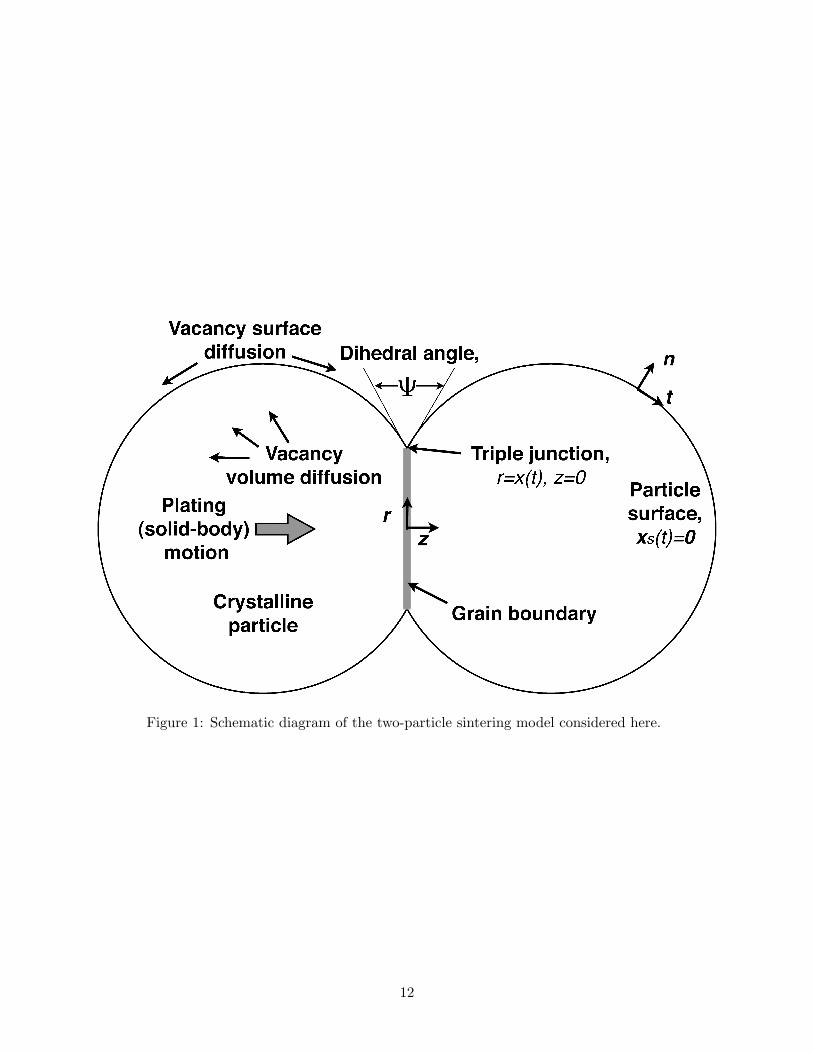
Figure 1: Schematic diagram of the two-particle sintering model considered here.
12

Figure 2: The long-time solutions from our finite element code are compared to analytical solutionsfor equilibrium shape of an infinite string of cylindrical crystalline particles with various dihedralangles obtained by Cannon and Carter [9].
13

Figure 3: Geometrical evolution and instantaneous surface vacancy concentration levels are shownfor the case of two, initially spherical, crystalline particles of equal size that sinter by combinedsurface, volume, and grain boundary diffusion (for α = 1, Γb = 0.1, and Ψ = 120o). Dimensionlesstimes for each case are: (a) t = 0; (b) t = 0.1; (c) t = 1; (d) t = 5; (e) t = 20; (f) t = 100.
14
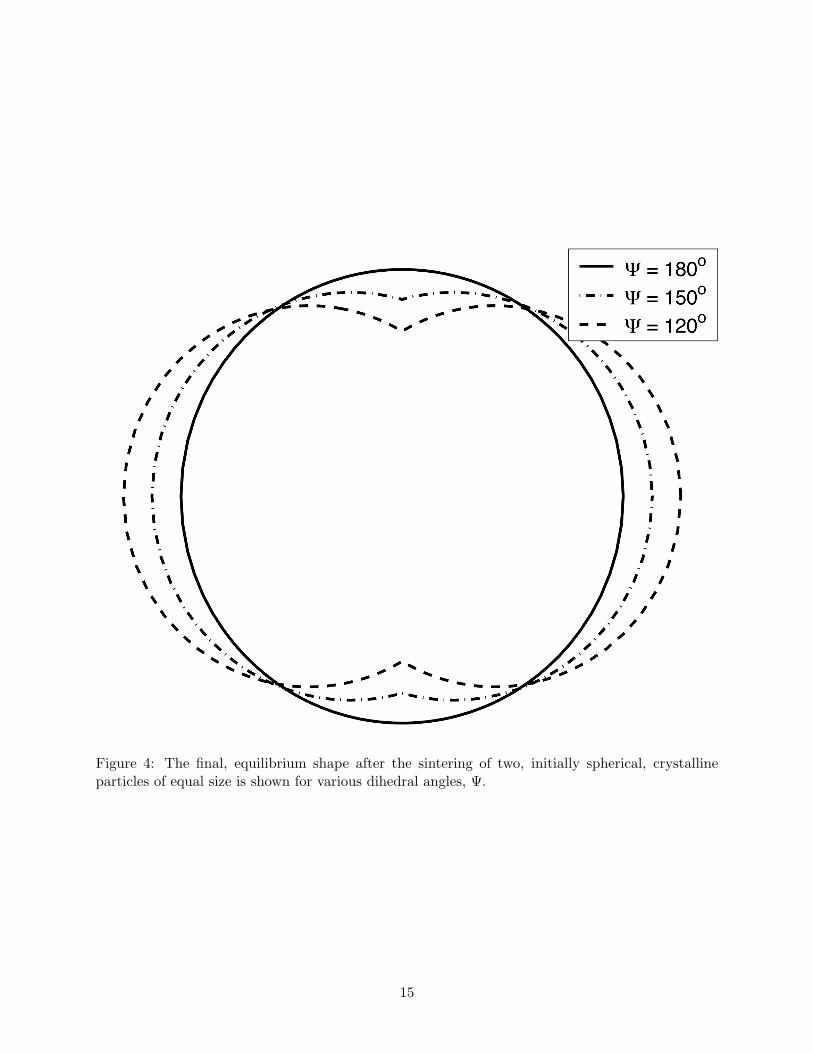
Figure 4: The final, equilibrium shape after the sintering of two, initially spherical, crystallineparticles of equal size is shown for various dihedral angles, Ψ.
15

Figure 5: Dimensionless shrinkage for the sintering of two initially spherical particles is plotted as afunction of the dimensionless neck radius to indicate densification and neck growth; time increasesfrom lower left to upper right.
16
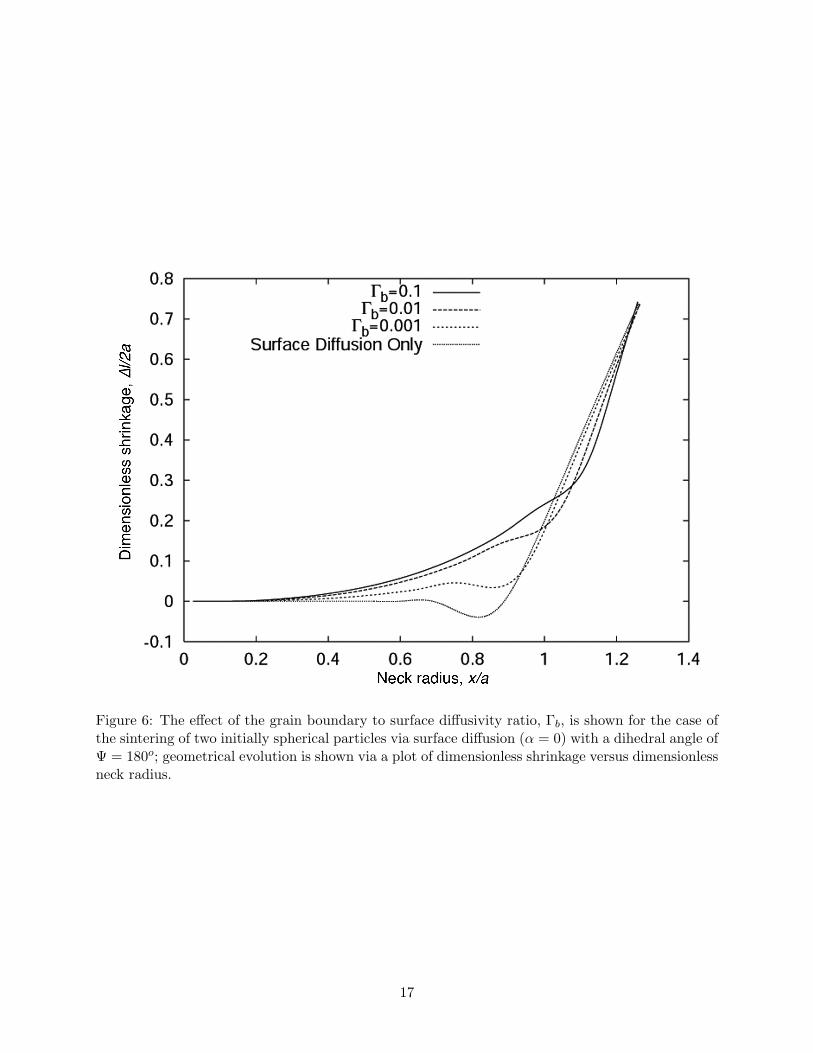
Figure 6: The effect of the grain boundary to surface diffusivity ratio, Γb, is shown for the case ofthe sintering of two initially spherical particles via surface diffusion (α = 0) with a dihedral angle ofΨ = 180o; geometrical evolution is shown via a plot of dimensionless shrinkage versus dimensionlessneck radius.
17

Figure 7: Dimensionless shrinkage is plotted as a function of the dimensionless neck radius forthe sintering of two initially spherical particles via surface, volume, and grain boundary vacancydiffusion (α = 1 and Γb = 0.1) for several values of the dihedral angle Ψ.
18
Copyright © 2022 FDOKUMEN




















