industriales, comerciales, de ser- vicios y mineras - Bilbao.eus
Upload
independentCategory
view
0download
0
DISEÑO Y OPERACIÓN DE STOCKPILES
EN OPERACIONES MINERAS
Francisco Cabrejos
Jenike and Johanson Chile S.A.
INTRODUCCIÓN
A modo de ejemplo, en Chile actualmente más de un millón de toneladas de
minerales son explotadas, chancadas, clasificadas y transportadas cada día del
año para producir cerca de un tercio del abastecimiento mundial de cobre fino.
La escala de estas operaciones mineras es enorme, como también lo son sus
costos asociados. Para producir cobre a partir de minerales con leyes desde
0.6 hasta 1.5%, el correcto diseño de los sistemas de manejo y
almacenamiento de materiales a granel es de vital importancia.
El acopio de minerales a granel en pilas (o stockpiles) provee una forma muy
económica y segura de almacenamiento para grandes cantidades de minerales
chancados ya sea gruesos y/o finos. La capacidad de almacenamiento puede
alcanzar hasta varios cientos de miles de toneladas, como por ejemplo en
algunas plantas de la gran minería.
Minerales de diferente tamaño y granulometría se pueden almacenar en
stockpiles. Por ejemplo, minerales sulfurados gruesos, de hasta 10” y 12”
(-300 mm) provenientes del chancado primario, y que luego se alimentan a
clasificadores, harneros (cribas), chancadores secundarios y/o molinos SAG.
Por otro lado, minerales oxidados finos, bajo 3/8” y 1/2” (-12 mm) alimentan a
tambores de aglomeración para luego ser apilados y lixiviados.
El principal objetivo de los stockpiles es proveer una capacidad pulmón entre la
mina y la planta de chancado, y asegurar un flujo de alimentación continuo,
uniforme y controlado a los equipos aguas-abajo. En algunos casos, como en

nuestra Cordillera de Los Andes, debido a la gran altitud y/o condiciones
climáticas extremas, la mina opera sólo durante el día mientras que la planta,
ubicada a menor altitud opera en forma continua las 24 horas del día.
Los stockpiles se pueden formar con equipo móvil (cargadores frontales) o
mediante correas transportadoras elevadas como apiladores, ‘shuttles’ o
‘trippers’. La extracción del mineral almacenado se puede lograr desde la
superficie de la pila mediante roto-palas o ‘scrapers’, o por gravedad a través
de varios alimentadores o descargas ubicadas en un túnel bajo la misma pila.
Uno de los métodos más usados en la extracción del mineral almacenado en
un stockpile es mediante varios alimentadores o descargas ubicados en uno o
más túneles de hormigón bajo la pila, y que descargan sobre una correa
transportadora común. El número, tipo, y ubicación de estos alimentadores, ya
sea en línea o en forma perpendicular a esta correa, dependerá en gran
medida del tipo de stockpile, de la capacidad total y viva requerida, del flujo de
material requerido, de las propiedades de flujo del mineral manejado, y de la
tendencia a segregarse del material.
Stockpiles pueden ser parcial o completamente cubiertos, o bien abiertos a la
intemperie, dependiendo de las condiciones climáticas imperantes en el lugar, y
considerando el impacto ambiental que pudiera ocasionar la generación de
polvo. El problema de congelamiento es importante de considerar sólo en
aquellos lugares donde nieva, o cuando la temperatura baja a 0°C ó menos por
períodos prolongados.
Aunque la tecnología para el diseño óptimo y eficiente de stockpiles ha estado
disponible por más de 30 años, aún es posible observar diversos problemas de
obstrucción de flujo tales como la formación de arcos y/o ratholes sobre las
aberturas de descarga, una limitada capacidad viva de almacenamiento,
segregación del mineral, generación de polvo, baja eficiencia, elevados costos
de producción y mantención, e incluso sistemas completamente inoperativos

debido a que no se consideraron oportunamente las propiedades de fluidez del
material manejado. El conocimiento y la aplicación efectiva de los ensayos de
laboratorio propuestos originalmente por Andrew Jenike [1] en los años sesenta
permiten diseñar y dimensionar adecuadamente estos sistemas y equipos de
almacenamiento de materiales sólidos a granel para evitar problemas de flujo
en nuevas instalaciones, para eliminar dichos problemas en instalaciones
existentes y/o al menos minimizar sus consecuencias para la planta.
A continuación se describe que es un stockpile, los tipos de stockpiles más
usados en la minería y sus alimentadores, posibles problemas de flujo y sus
consecuencias, tipos de flujo, y los principios básicos que gobiernan el diseño
de stockpiles.
¿Qué es un stockpile? A diferencia de los silos, los stockpiles no tienen
paredes verticales y el material se acopia y sustenta sobre sí mismo, formando
un ángulo de reposo (αR). En general, para minerales chancados relativamente
secos y de buena fluidez el ángulo de reposo varía desde 35° a 40°, medido
desde la horizontal, y dependiendo del contenido de humedad del material y de
su contenido de finos, como se define en la Figura 1.
Los dos tipos de stockpiles más usados en la minería son: cónico y tipo A,
como se muestra esquemáticamente en la Figura 1. El stockpile cónico se
forma al descargar material por gravedad desde un punto fijo, y su máximo
volumen de almacenamiento está dado por la altura máxima de la pila y el
ángulo de reposo que forma el material al ser apilado. El stockpile tipo A se
forma al descargar material por gravedad mediante una correa móvil y/o
reversible, o mediante un “burro” o tripper. En este caso, el volumen máximo
de almacenamiento depende de la altura máxima de la pila, del ángulo de
reposo del material y de la carrera o distancia entre los dos puntos extremos de
descarga del material.

Cabe destacar que otros tipos de stockpiles existen pero no se consideran en
el presente trabajo. Estas geometrías suelen usarse en plantas y/o bodegas
que manejan y almacenan a granel grandes cantidades de materiales tales
como concentrado de cobre húmedo, carbón, clinker, cal, bauxita, etc.
Figura 1: Principales tipos de stockpiles usados en la minería.
Alimentadores Los alimentadores juegan un rol muy importante en el adecuado
funcionamiento y operación de los stockpiles. Estos se instalan bajo las tolvas
de descarga y se utilizan para recuperar por gravedad el material almacenado
a granel en la pila. Los alimentadores permiten además controlar y regular el
flujo de alimentación del material a un proceso aguas-abajo como son molinos
y/o tambores de aglomeración. El objetivo principal en el diseño eficiente de
alimentadores es obtener una descarga uniforme de material a lo largo de toda
la abertura de descarga de la tolva. Además, se debe minimizar la pérdida o
caída de material al suelo, y minimizar las cargas sobre el alimentador, lo cual

a su vez minimiza el consumo de energía y el desgaste de las partículas, entre
otros.
Los dos tipos de alimentadores más comúnmente usados para la extracción y
descarga de minerales chancados almacenados en stockpiles son los
alimentadores de correa (ver Figura 2) y los alimentadores de bandeja
vibratorios (ver Figura 3). Estos equipos extraen el mineral del stockpile por
gravedad y lo descargan a una correa transportadora común ubicada debajo de
ellos y en un túnel bajo la pila. El número, tipo, y ubicación de estos
alimentadores dependerá en gran medida del tipo de stockpile, de la capacidad
total y viva requerida, del flujo de material requerido, de las propiedades de
flujo del mineral manejado, y de la tendencia a segregarse del material, como
se verá más adelante.
Otros sistemas de extracción comunes en la minería incluyen: “sombrero
mexicano” con un tubo vertical de descarga sobre la correa (ver Figura 3), y
una serie de compuertas de guillotina y/o de barras, los cuales permiten
descargar en forma no-controlada un stockpile y/o cortar completamente el flujo
de material. Este tipo de equipos corresponde más bien a descargadores y no
se clasifican como alimentadores propiamente dichos.
Figura 2: Alimentador de correa.

Figura 3: Alimentador de bandeja vibratorio y tubo de descarga tipo
“sombrero mexicano”.
PROBLEMAS DE FLUJO
Los materiales a granel pueden adquirir o no resistencia cohesiva cuando se
almacenan en stockpiles, dependiendo de la combinación de una serie de
factores tales como: altura de la pila (presión de consolidación), porcentaje y
tamaño de finos en el mineral, contenido de humedad, forma de las partículas,
tiempo de almacenamiento en reposo bajo presión, presencia de arcillas o
polvos, naturaleza química del material, temperatura, y condiciones climáticas.
Desde el punto de vista del manejo de sólidos a granel, diferentes problemas
de flujo pueden ocurrir dependiendo de la geometría y ubicación de las tolvas
de descarga del stockpile, de las dimensiones de las aberturas de descarga y
del tipo de flujo que el material desarrolle al fluir en el stockpile.
Quizás el peor de los problemas de flujo que un operador deba enfrentar en
una planta es el de ‘obstrucción de flujo’. Al abrir la compuerta de descarga o
accionar el alimentador, una pequeña cantidad del material almacenado en el
stockpile sale por la abertura y luego se detiene el flujo debido a la formación
de una obstrucción sobre la abertura de descarga. Existen dos causas para

este problema: la formación de un’arco’ o de un ‘rathole’, como se muestra en
la Figura 4.
Figura 4: Problemas de formación de arcos y ratholes.
En el caso de ‘formación de arco’, partículas grandes en relación a la abertura
de descarga de una tolva pueden producir un arco por entrelazado o
‘interlocking’ al trabarse éstas entre sí, deteniendo el flujo de descarga. Como
regla general y para evitar un arco por entrelazado, el ancho BP de la abertura
de descarga de una tolva tipo cuña debe ser a lo menos 3 a 4 veces el tamaño
máximo de partícula. Por otro lado, partículas finas y húmedas pueden producir
un ‘arco cohesivo’ en la boca de la abertura de descarga de la tolva, que
también puede llegar a detener completamente el flujo de descarga.
En el caso de ‘formación de rathole’, el material forma un tubo hueco o agujero
cilíndrico vertical en la masa del material almacenado en un stockpile, el cual
puede ser estable o inestable. Ratholes estables detienen completamente el
flujo de descarga. Es muy difícil desestabilizar un rathole por medios externos
tales como lanzas, sonido o vibraciones. Ratholes inestables generan un
problema adicional de ‘flujo errático’ y no-controlado de material. En este caso,
al abrir la compuerta de descarga o accionar el alimentador, una pequeña
cantidad del material almacenado en la pila sale por la abertura y luego se
detiene el flujo debido a la formación de un rathole. Vibraciones externas hacen
que el material que rodea el rathole se vuelva inestable y colapse dentro del

espacio vacío, llenándolo rápidamente y de golpe. Entretanto, algo del material
se descarga y se puede o no formar un arco sobre la abertura de descarga
debido a la alta consolidación por impacto del material al caer. Si no se forma
un arco, más material se descargará hasta que se forme nuevamente un
rathole y así sucesivamente.
Otro problema de flujo típico en stockpiles es el de ‘flujo limitado’. Al descargar
el material a través de la abertura de descarga, el flujo puede ser mucho menor
que lo esperado, ya sea por limitada velocidad y/o torque de la correa, o por
excesiva carga sobre el alimentador.
El problema de ‘degradación’ está presente si el material a almacenar tiene
alguna tendencia a oxidarse, cristalizarse, reaccionar con la humedad o
temperatura, descomponerse con el tiempo, etc. En general, no es el caso con
los minerales chancados manejados en la minería.
El problema de ‘generación de polvo’ es un problema de contaminación
ambiental que se debe controlar mediante un adecuado método de captación
de polvo, manejo y reinyección al proceso del material fino. También es posible
cubrir los stockpiles para evitar el arrastre producido por el viento (lo cual a su
vez soluciona en parte el problema de congelamiento, lluvia y nieve).
Problemas de ‘segregación’ ocurren al manejar materiales con una variada y
amplia distribución de tamaño de partículas [2]. Al descargar este tipo de
materiales desde un punto elevado, las partículas finas tienden a concentrarse
directamente bajo el punto de descarga mientras que las partículas más
gruesas tienden a rodar hacia el exterior o periferia, con lo cual se segrega y
separa parcialmente el material por tamaño de partícula (ver Figura 5). La
diferenciación entre material fino, el cual puede ser cohesivo, y material grueso,
el cual es generalmente de fácil escurrimiento y alta fluidez, es difícil de
precisar. Por ejemplo, la pila puede ser descargada parcialmente y vuelta a
llenar, o el porcentaje de finos en el mineral puede variar al desgastarse las

paredes del chancador, o el tipo de mineral explotado puede cambiar, etc.
Como resultado de la segregación, la presencia de 10% de finos o más en el
mineral puede causar severos problemas de flujo en stockpiles. Además, este
problema puede causar graves trastornos en una planta, y pérdida de eficiencia
en procesos de molienda y de aglomeración de minerales.
Figura 5: Fenómeno de segregación en un stockpile.
El resultado de los problemas de flujo descritos anteriormente puede generar
una o más de las siguientes consecuencias para la planta o proceso:
• Capacidad de almacenamiento reducida
• Descomposición y/o pérdida del material
• Vibraciones y/o falla estructural
• Operación deficiente
• Consumo excesivo de energía
Finalmente, es importante mencionar que estos problemas de flujo con
materiales a granel ocurren cuando el diseño del stockpile y su respectivo
sistema de extracción no es el adecuado dada las propiedades de flujo del
material a manejar. Todos estos problemas se pueden eliminar o minimizar en
plantas existentes, y prevenir completamente durante la etapa de diseño de
nuevas instalaciones. Hoy en día existe la tecnología para evitar las
consecuencias mencionadas. Andrew Jenike y sus colaboradores desarrollaron

una teoría de flujo de sólidos a granel en la década de los 60’s y que hoy es
mundialmente aceptada.[1] Este método se basa en la determinación de las
propiedades de fluidez de los materiales y permite asegurar el correcto
dimensionamiento de silos y stockpiles para lograr el almacenamiento, flujo y
descarga confiables de materiales a granel.
TIPOS DE FLUJO
El tipo de flujo que un material a granel desarrolla al ser descargado de un
stockpile está dado por la geometría de la pila y por las características del
material, principalmente sus propiedades de fricción interna y de fricción de
pared. Desde el punto de vista del flujo de sólidos a granel, el flujo desarrollado
en un stockpile corresponde a ‘flujo expandido’ si las tolvas de descarga
operan con flujo másico y si las aberturas de descarga son completamente
efectivas. Flujo expandido es una combinación de los dos tipos básicos de flujo
de sólidos a granel en el cual la parte inferior del stockpile opera en flujo
másico (i.e. las tolvas de descarga) y la parte superior en flujo embudo. En este
caso las tolvas deben expandir el canal de flujo a una dimensión mayor que el
diámetro crítico de rathole (DF), eliminando así la formación de ratholes en el
stockpile. Varias tolvas de flujo másico pueden ser instaladas lo
suficientemente cerca unas de otras, de manera de combinar los respectivos
canales individuales de flujo y evitar la formación de ratholes en la pila.
Flujo másico Este tipo de flujo ocurre cuando las paredes de la tolva son lo
suficientemente inclinadas y suaves para forzar al material a deslizar sobre
ellas. En una tolva de flujo másico, todo el material almacenado está en
movimiento y fluyendo hacia la abertura de descarga cuando se abre la
compuerta de descarga o se acciona la correa del alimentador. Es
imprescindible que la abertura de descarga sea completamente efectiva.
Tres consideraciones importantes en el diseño de tolvas de flujo másico son: la
rugosidad e inclinación de las paredes de la tolva necesarias para forzar al
material a deslizar sobre ellas, el tamaño de la abertura necesario para prevenir

la formación de arcos (por entrelazado y/o cohesivo), y además alcanzar el flujo
de material deseado. Estos parámetros pueden ser determinados mediante
ensayos de laboratorio a una muestra representativa del material y bajo
condiciones similares a las que es y/o será sometido el material en la planta,
como se explicó anteriormente.
Flujo embudo Este tipo de flujo ocurre en stockpiles, silos de fondo plano y/o
tolvas cuando sus paredes no son lo suficientemente inclinadas ni suaves para
forzar al material a deslizar sobre ellas, o cuando la abertura de descarga no es
completamente efectiva. En este caso, el material fluye hacia la abertura de
descarga a través de un canal de flujo que se forma dentro de material
estacionario. Con materiales cohesivos y cuando la abertura de descarga es
completamente efectiva, este canal de flujo es casi vertical y de diámetro
similar al diámetro de la abertura de descarga en el caso de tolvas cónicas, o a
la diagonal en caso de tolvas con aberturas cuadradas o rectangulares.
Además, este canal de flujo será estable si su diámetro es menor que el
diámetro crítico de rathole. Con materiales de alta fluidez y cuando la abertura
de descarga es completamente efectiva, el canal de flujo se expande en forma
cónica y con un ángulo que depende del ángulo de fricción interna del material.
Como se mencionó anteriormente, lo materiales a granel pueden adquirir o no
resistencia cohesiva cuando se almacenan en stockpiles dependiendo de la
combinación de una serie de factores, e influyendo además en el tipo de flujo
que el material desarrollará al ser descargado de la pila. Dentro de estos
factores se cuentan la geometría y la altura de la pila (presión de consolidación
en la base de la pila), porcentaje y tamaño de finos del material, contenido de
humedad, tiempo de almacenamiento en reposo bajo presión, presencia de
arcillas o polvos, naturaleza química del material, etc.
Materiales de alta fluidez Minerales de tamaño relativamente grueso, con un
bajo porcentaje de finos y bajo contenido de humedad, poseen en general una
baja resistencia cohesiva, y presentan un fácil escurrimiento libre por gravedad

o alta fluidez (free-flowing). Estos materiales tienen una baja tendencia a formar
arcos cohesivos y ratholes si se almacenan en stockpiles.
Al descargar materiales no-cohesivos y de alta fluidez de una pila con una
abertura en el centro de la base de esta, el material fluye hacia la abertura de
descarga a través de un canal de flujo que se forma dentro del material
estacionario. Este canal de flujo puede ser vertical y/o de forma cónica, con un
ángulo que depende del ángulo de fricción interna del material. Material de la
superficie se desprende y desliza dentro de este canal de flujo, como se
muestra en la Figura 6. Al bajar el nivel del material se forma un cono invertido
en la parte superior de la pila. Finalmente la extracción de material cesa
formando un cono truncado invertido o cráter dentro del material estacionario o
“muerto”. Para materiales de alta fluidez, el ángulo de vaciado de este cráter
(αV) es aproximadamente 2° a 5° mayor que el ángulo de reposo del material.
Para materiales levemente cohesivos, el ángulo final de vaciado (αV) aumenta
según las propiedades de fricción interna del material y la presión de
consolidación, y puede llegar hasta 70° y 80°, medido de la horizontal.
Para la extracción y descarga de materiales no-cohesivos y de alta fluidez sólo
se requiere de algunos alimentadores o descargadores de tamaño
relativamente pequeño, y distanciados entre sí para maximizar la capacidad
viva de almacenamiento en la pila. La abertura de descarga de estos
alimentadores debe ser completamente efectiva y diseñada para prevenir la
formación de arcos por entrelazado de partículas.
Materiales cohesivos Minerales de tamaño relativamente pequeño, o con un
alto porcentaje de finos y un elevado contenido de humedad, poseen en
general una alta resistencia cohesiva y por ende una mala fluidez y bajo
escurrimiento libre por gravedad. Estos materiales tienen una moderada
tendencia a formar arcos cohesivos y una alta tendencia a formar ratholes si se
almacenan en stockpiles y tolvas de flujo embudo, lo cual puede generar flujo
errático de material y pérdida de capacidad viva de almacenamiento.

Al descargar materiales cohesivos y de baja fluidez de una pila con una
abertura en el centro de la base de esta, el material fluye hacia la abertura de
descarga a través de un canal de flujo que se forma dentro de material
estacionario. En este caso, el canal de flujo suele ser casi vertical y el material
de la superficie no se desprende ni desliza dentro de este canal de flujo, como
se ilustra en la Figura 6. Al vaciarse el canal de flujo se pueden distinguir
claramente tres zonas: directamente sobre la abertura de descarga el canal se
expande hasta alcanzar una sección circular de diámetro (DR) ; en la segunda
zona el material forma un rathole dentro de material estacionario o “muerto” y
hasta cierta altura (HR); y en la tercera zona superior el material forma un cono
truncado invertido o cráter.
Figura 6: Representación del flujo de descarga de material almacenado en
una pila cónica con una tolva de descarga central.

Para la extracción y descarga de materiales cohesivos y de baja fluidez se
deben emplear varios alimentadores de tamaño relativamente grande en
comparación con alimentadores para materiales no-cohesivos y de alta fluidez,
los cuales deben estar ubicados relativamente cerca entre sí para evitar
problemas de flujo y maximizar la capacidad viva de almacenamiento en la
pila. La abertura de descarga de estos alimentadores debe ser completamente
efectiva y diseñada para prevenir no sólo la formación de arcos por entrelazado
de partículas grandes sino que también para prevenir la formación de arcos
cohesivos y ratholes.
CAPACIDAD DE ALMACENAMIENTO
Es importante distinguir ente la capacidad total y la capacidad viva de
almacenamiento en un stockpile. La capacidad total de almacenamiento se
determina multiplicando el volumen máximo de almacenamiento (ver Figura 1)
por la densidad aparente promedio del material, dado en t/m3. En el caso de
materiales compresibles, además se debe conocer la relación entre la densidad
aparente del material en función de la presión de consolidación (o altura de la
pila) para poder integrar todo el volumen. [3]
Uno de los principales objetivos en el diseño de stockpiles es maximizar la
capacidad viva de almacenamiento en la pila, evitando la formación de
ratholes. Por ejemplo, la capacidad de almacenamiento viva en un stockpile
que maneja un mineral de alta fluidez es claramente superior que si el mineral
manejado es cohesivo (ver Figura 6). Para esto se necesita de un método
adecuado de cálculo para determinar el volumen vivo y que además considere
todas las variables involucradas, principalmente la geometría y las propiedades
de fluidez del mineral manejado.
Diámetro crítico de rathole El diámetro crítico de rathole (DF) depende de la
cohesión interna del material manejado, la cual se ve afectada en gran medida
por el contenido de humedad y el porcentaje de finos del material, por el tiempo

de almacenamiento en reposo y por la presión de consolidación. Jenike [1]
propuso una correlación empírica para determinar el diámetro crítico de rathole
mediante ensayos de laboratorio a una muestra representativa de mineral, y en
función de la presión de consolidación, el ángulo de fricción interna, la
resistencia cohesiva y la densidad aparente del material. A mayor altura de la
pila, mayores deben ser las dimensiones de la tolva de descarga (en la base de
la pila) para expandir el canal de flujo a una dimensión mayor que el diámetro
crítico de rathole, eliminando así la formación de ratholes en el stockpile. Otra
alternativa es instalar varias tolvas de flujo másico lo suficientemente cerca
unas de otras, de manera que los respectivos canales de flujo individuales
interactúen entre sí, formando un solo canal de flujo cuyo diámetro “combinado”
exceda al diámetro crítico de rathole.
Jenike & Johanson realizó una serie de experimentos con modelos a escala de
una variedad de stockpiles para medir la capacidad viva obtenida con
diferentes materiales no-cohesivos y cohesivos.[4] El objetivo de estos ensayos
fue desarrollar un programa computacional para modelar y calcular la
capacidad viva que se logra en un stockpile al manejar minerales chancados
gruesos y/o finos. Este programa incorpora las propiedades de fluidez del
mineral manejado previamente determinadas en nuestro laboratorio, y datos
tales como la geometría y altura máxima de la pila, número, tamaño y ubicación
de las tolvas de descarga, ángulo final de vaciado (αV) y de reposo del material
(αR). El programa permite además determinar la ubicación óptima de las tolvas
de descarga para maximizar la capacidad viva de una pila, una vez conocidas
las otras variables.
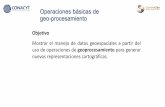
La Figura 7 muestra el efecto que el ángulo de vaciado tiene sobre la
capacidad viva de almacenamiento en una pila cónica con una tolva de
descarga de abertura rectangular ubicada en el centro de la base de la pila. La
capacidad viva se entrega como porcentaje de la capacidad total de
almacenamiento en la pila. Para los cálculos se asumió un ángulo de reposo
αR=35°, medido desde la horizontal. Claramente se puede observar que a

mayor resistencia cohesiva del material almacenado, y por ende mayor ángulo
de vaciado, menor será la capacidad viva de almacenamiento en el stockpile.
La máxima capacidad viva se obtiene para el caso en que el ángulo de vaciado
es igual al ángulo de reposo (35°) y es del orden del 30% de la capacidad total.
Para un ángulo de vaciado de 50°, la capacidad viva disminuye a 20%, y para
ángulos de vaciado superiores a 80° la capacidad viva es inferior al 5%.
Figura 7: Efecto del ángulo de vaciado sobre la capacidad viva de
almacenamiento para un stockpile cónico con una tolva de descarga central
(αR=35°)
Otro caso de interés se muestra en la Figura 8 para una pila cónica con dos
tolvas de descarga de abertura rectangular de ancho B, dispuestas en línea y
equidistantes del centro de la pila. La capacidad viva se entrega como
porcentaje de la capacidad total de la pila, y en función de la separación entre
las tolvas de descarga. Para los cálculos se asumió un ángulo de reposo
αR=35°, medido desde la horizontal, y diferentes ángulos de vaciado (αV).
Se puede ver que existe una posición óptima para ubicar las tolvas de
descarga de manera de maximizar la capacidad viva de almacenamiento en la
pila. Esta ubicación depende de la separación entre ambas tolvas de descarga
(distancia entre centros de ambas tolvas, S), de los ángulos de reposo y de
vaciado del material almacenado, de la forma y de las dimensiones generales

de la pila y de las aberturas de descarga de las tolvas en la base de la pila.
Para el caso de αR=35° y αV=40°, la separación óptima entre ambas tolvas es
5B y la capacidad viva obtenida alcanza 35%. Pero al aumentar el ángulo de
vaciado se deben acercar las tolvas para maximizar la capacidad viva de la
pila. Para αV=60°, la separación óptima entre ambas tolvas disminuye a 4B y la
capacidad viva obtenida es apenas 20%.
Figura 8: Capacidad viva de almacenamiento para un stockpile cónico con
dos tolvas de descarga separadas entre sí una distancia S (αR=35°)
Formación de ratholes Si la diagonal de las aberturas de descarga de las
tolvas en la base de la pila no exceden el diámetro crítico de rathole (DF), o si
las tolvas de descarga no están lo suficientemente cerca para combinar los
respectivos canales de flujo individuales, entonces es muy factible que se
formen ratholes en la pila, disminuyendo drásticamente la capacidad viva de
almacenamiento. Para estimar la capacidad viva de almacenamiento en una
pila en la cual se han formado uno o más ratholes se debe conocer además el
diámetro crítico de rathole en función de la altura efectiva y el ángulo de talud
de los ratholes (generalmente entre 85° y 90°).

RECOMENDACIONES Y CONCLUSIONES
Quizás el principal objetivo que se desea alcanzar al diseñar un stockpile es
lograr la capacidad total de almacenamiento y maximizar la capacidad viva de
la pila para un número razonable de tolvas de descarga y alimentadores.
Además, se deben prevenir los problemas de flujo (formación de arcos,
ratholes, flujo errático, flujo limitado, etc.), lograr los flujos de material
requeridos, minimizar la segregación y degradación del material, minimizar la
contaminación y generación de polvo, y evitar el uso de bulldozers sobre la pila.
El primer paso para el correcto dimensionamiento de un stockpile y su
respectivo sistema de extracción de material, es determinar las propiedades de
fluidez del mineral manejado bajo condiciones similares a las que es o será
sometido el material en la mina/planta una vez que entre en funcionamiento el
proyecto.[5]
Se recomienda realizar ensayos de fluidez a varias muestras representativas
del mineral, las cuales deben ser cuidadosamente seleccionadas para que
representen fielmente las condiciones que se encontrarán en la mina durante
su vida útil. Por ejemplo, para simular el tiempo de almacenamiento en reposo
en la pila, se deben realizar ensayos de tiempo después de 24 y 48 horas de
acondicionamiento bajo presión (o más según el proyecto). Adicionalmente,
ensayos de fluidez se deben realizar ajustando el contenido de humedad del
material para determinar cuan sensible es a una variación en su contenido de
agua, y para un rango de temperaturas de acuerdo a las condiciones climáticas
imperantes en la zona.
Los resultados de estos ensayos de laboratorio son imprescindibles y proveen
la información esencial para el correcto diseño y dimensionamiento de un
stockpile y su respectivo sistema de extracción de material, tales como:
ü recomendaciones generales para prevenir problemas de flujo, incluyendo
dimensiones mínimas para las aberturas de descarga
ü geometría del stockpile, incluyendo ubicación, número y tipo de tolvas de
descarga y sus alimentadores

ü selección del tipo más adecuado de alimentadores y su dimensionamiento
ü cálculo de la capacidad viva y total de almacenamiento en la pila
ü cálculo de la presión normal sobre las paredes de las tolvas de descarga y
los alimentadores
Aunque la tecnología para el diseño óptimo de stockpiles ha estado disponible
por más de 30 años, aún es común ver diversos problemas de flujo en
instalaciones existentes. Mediante la comprensión de los mecanismos
involucrados en el flujo de sólidos a granel, los diversos tipos de flujo que
ocurren en un stockpile, y la determinación de las propiedades de fluidez de los
materiales a ser manejados, es posible eliminar o reducir estos problemas de
flujo en plantas existentes, y prevenir estos problemas en la etapa de diseño de
nuevas instalaciones.
REFERENCIAS
[1] Jenike A., “Storage and Flow of Solids”, Bulletin No. 123 of the Utah
Engineering Experiment Station, University of Utah, 1964.
[2] Carson J., Royal T. y Goodwill D., “Understanding and Eliminating Particle
Segregation Problems”, Bulk Solids Handling, Vol. 6, No. 1, 1986, pp. 139-
144.
[3] Cabrejos F. “Total Storage Capacity of Stockpiles Handling Compressible
Materials”, Bulk Solids Handling, Vol. 20, No.4, 2000, pp. 421-427.
[4] Cabrejos F. y Goodwill D., “Tunnel Reclaim from Ore Stockpiles”, Bulk
Solids Handling, Vol. 16, No. 3, 1996, pp. 393-400.
[5] Cabrejos F. “Propiedades de Fluidez de los Materiales Sólidos a Granel”,
presentado en el XI Congreso Nacional de Metalurgia y Materiales
CONAMET 2000, La Serena, Chile, 9 al 11 de Agosto de 2000.
Copyright © 2022 FDOKUMEN