Manual de Operación
224
100 200 400 300 400V VOLTAJE FASE ALIMENTACIÓN ELÉCTRICA SALIDA MÁXIMA SALIDA MÁXIMA SALIDA MÁXIMA SALIDA MÁXIMA Thermal-Dynamics.com ® ULTRA-CUT 100, 200, 300, 400 XT ™ SISTEMA DE CORTE POR PLASMA Manual de Operación Rev: AK Fecha: Enero 5, 2017 Manual #: 0-5264ES
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Manual de Operación

100 200 400300 400VVOLTAJE
FASEALIMENTACIÓN ELÉCTRICASALIDA MÁXIMA SALIDA MÁXIMA SALIDA MÁXIMA SALIDA MÁXIMA
Thermal-Dynamics.com
®
ULTRA-CUT 100, 200, 300, 400 XT™
SISTEMA DE CORTE POR PLASMA
Manual de Operación
Rev: AK Fecha: Enero 5, 2017 Manual #: 0-5264ES

®
!NOSOTROS VALORAMOS SU TRABAJO!
Felicitaciones por su nuevo producto Thermal Dynamics. Estamos orgullosos de tenerlo como cliente y nos esforzaremos por brindarle el mejor y más fiable servicio de la industria. Este producto está respaldado por nuestra amplia garantía y nuestra extensa red internacional de atención al cliente. Para encontrar al distribuidor o al agente de servicio técnico más cercanos a su domicilio, llame al 1-800-752-7622, o visite nuestra página web www.thermal-dynamics.com.
Este Manual de operación ha sido diseñado para instruirlo acerca del uso y operación correctos de su producto Thermal Dynamics. Nuestra mayor preocupación es que esté satisfecho con el producto y que su operación sea segura. Por lo tanto, rogamos se tome el tiempo necesario para leer todo el manual, especialmente las Precauciones de seguridad. Le ayudarán a evitar los riesgos potenciales que pueden presentarse al trabajar con este producto.
¡USTED ESTÁ EN BUENA COMPAÑÍA!Thermal Dynamics, la marca elegida por contratistas y fabricantes en todo el mundo,Thermal Dynamics es una marca global de los productos para corte por plasma manual o automatizado de Thermal Dynamics Corporation.
Nos distinguimos de nuestros competidores por la fiabilidad de nuestros productos, líderes en el mercado, los que han superado la prueba del tiempo. Estamos orgullosos de nuestras innovaciones técnicas, precios competitivos, entrega excelente, la alta calidad de nuestra atención al cliente y asistencia técnica, junto a nuestra gran experiencia en ventas y marketing.
Por sobre todas las cosas, estamos comprometidos a desarrollar productos tecnológica-mente avanzados para generar un ambiente de trabajo más seguro dentro de la industria de la soldadura.
®
!
ADVERTENCIASAntes de instalar y operar el equipo, o realizar tareas de mantenimiento, lea este manual completo y asegúrese de haber entendido todo su contenido así como también las prácticas de seguridad laboral de su empresa.A pesar de que la información contenida en este manual representa el mejor criterio del fabricante del equipo, éste no asume responsabilidad alguna sobre su utilización.
Fuente de alimentación para corte por plasma, Ultra-Cut XT™ 100/200/300/400Manual de Operación No. 0-5264ES
Publicado por:Thermal Dynamics Corporation.2800 Airport Rd.Denton, Texas 76207
www.thermal-dynamics.com
© Copyright 2013, 2014, 2015, 2016 porThermal Dynamics Corporation
Todos los derechos reservados.
Está prohibida la reproducción de este trabajo, en su totalidad o en parte, sin el consentimiento por escrito del editor.
Por la presente el editor declara que no asume ninguna responsabilidad para ninguna parte por ninguna pérdida o daño por cualquier error u omisión en este manual, independientemente de que tal error haya sido ocasionado por negligencia, accidente o cualquier otra causa.
Especificación de materiales de impresión para referirse al documento 47x1922.Fecha de publicación: 18 de abril del 2013Fecha de revisión: Enero 5, 2017
A los efectos de la garantía, guarde la siguiente información:
Lugar de compra: ___________________________________
Fecha de compra:______________________________________
Número de serie de la fuentede alimentación:_____________________________
Número de serie de la antorcha:_______________________________________

ASEGÚRESE DE QUE EL OPERADOR ACCEDA A ESTA INFORMACIÓN.SU DISTRIBUIDOR ESAB PUEDE FACILITARLE COPIAS ADICIONALES.
PRECAUCIÓNEstas INSTRUCCIONES son para operadores experimentados. Si usted desconoce la teoría de operación y las prácticas seguras de la soldadura de arco y equipos de corte, rogamos que lea nuestro folleto, “precautions and safe practices for arc welding, cutting, and gouging”, formulario 52-529. No permita que personas inexperimentadas instalen, operen o mantengan este equipo. No instale ni haga funcionan este equipo hasta haber leído completamente estas instrucciones. Si no entiende alguna parte de estas instrucciones, póngase en contacto con su distribuidor ESAB para obtener información adicional. Asegúrese de leer las medidas de seguridad antes de instalar o de operar este equipo.
RESPONSABILIDAD DEL USUARIOEste equipo funcionará en conformidad con la descripción contenida en este manual, las etiquetas que
lo acompañan, y las instrucciones proporcionadas. Este equipo se debe comprobar periódicamente. No se debe utilizar un equipo con un mantenimiento o un funcionamiento incorrectos. Las piezas rotas, ausentes, gastadas, torcidas o contaminadas se deben sustituir inmediatamente. Si tal reparación o reemplazo llegan a ser necesarios, el fabricante recomienda solicitar el servicio por teléfono o por escrito al distribuidor ESAB del que se adquirió el equipo.
Este equipo o cualquiera de sus piezas no se deben modificar sin la autorización previa y por escrito del fabricante. El usuario de este equipo será el único responsable de cualquier malfuncionamiento que resulte de uso incorrecto, mantenimiento inadecuado, daños, reparaciones o modificación incorrecta por parte de cualquier persona, con excepción del fabricante o de un distribuidor autorizado indicado por el fabricante.
!LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
PROTEJA A USTED Y LOS OTROS!

Declaration of ConformityWe Thermal Dynamics of 2800 Airport Road Denton, TX 76207 U.S.A.
in accordance with the following Directive(s):
2006/95/EC The Low Voltage Directive
2004/108/EC The Electromagnetic Compatibility Directive
hereby declare that:
Equipment: Plasma Cutting Controller
Model Name/Number: Ultra-Cut 100, 200, 300 and 400 XT
Market Release Date: April 18, 2013
is in conformity with the applicable requirements of the following harmonized standards:
CENELEC EN61010-1 Ed:3 Safety Requirements for Electrical Equipment for Measurement, Control, and
Laboratory Use Part 1: General Requirements
Classification: The equipment described in this document is Class A and intended for industrial use.
!
WARNINGThis Class A equipment is not intended for use in residential locations where the electrical power is provided by the public low-voltage supply system. There may be potential difficulties in ensuring electromagnetic compatibility in those locations, due to conducted as well as radiated distur-bances.
Manufacturer’s Authorized Representative
Steve Ward V.P. Europe and General Manager
Address:Victor Technologies International Inc. Europa Building Chorley N Industrial Park Chorley, Lancashire, England PR6 7BX
Date: April 8, 2015
Steve Ward Full Name
V.P. Europe and General Manager (Position)
(Signature)

!
WARNINGThis Class A equipment is not intended for use in residential locations where the electrical power is provided by the public low-voltage supply system. There may be potential difficulties in ensuring electromagnetic compatibility in those locations, due to conducted as well as radiated distur-bances.

TABLA DE CONTENIDO
SECCIÓN 1: PRECAUCIONES DE SEGURIDAD .......................................................... 1-11.01 Precauciones de seguridad ............................................................................. 1-1
SECCIÓN 2: ESPECIFICACIONES ......................................................................... 2-12.01 Descripción general del sistema ..................................................................... 2-12.02 Fuente de alimentación para plasma ............................................................... 2-12.03 Iniciador remoto de arco ................................................................................. 2-12.04 Módulo de control de gas ............................................................................... 2-12.05 Antorcha de precisión para corte por plasma ................................................. 2-22.06 Especificaciones y requisitos eléctricos .......................................................... 2-22.07 Dimensiones de la fuente de alimentación ...................................................... 2-42.08 Elementos del panel posterior de la fuente de alimentación ............................ 2-52.09 Requisitos del gas .......................................................................................... 2-62.10 Aplicaciones del gas ....................................................................................... 2-82.11 Especificaciones de la antorcha XT ................................................................ 2-9
SECCIÓN 3: INSTALACIÓN ................................................................................ 3-13.01 Requisitos de la instalación ............................................................................ 3-13.02 Disposición del sistema 100 - 200 Amp ........................................................ 3-23.03 Disposición del sistema 300 Amp ................................................................... 3-33.04 Disposición del sistema 400 Amp ................................................................... 3-33.05 Conexiones de suministro de gas recomendado ............................................. 3-43.06 Plomos y cables todo el amperaje .................................................................. 3-43.07 Instrucciones para levantar la fuente de alimentación..................................... 3-53.08 Instrucciones para conectar el cable de masa, el piloto y
los cables negativos ........................................................................................ 3-53.09 Instrucciones para conectar los cables de alimentación y los de
puesta a tierra del sistema .............................................................................. 3-63.10 Conexiones de puesta a tierra ......................................................................... 3-73.11 Conecte las líneas de líquido refrigerante ..................................................... 3-103.12 Conectar los cables para CNC, Iniciador remoto de arco, GCM y HE400 ...... 3-113.13 Dirección e instalación de la óptica de fibra .................................................. 3-113.14 Ajustar interruptores en el módulo de comandos - control ........................... 3-143.15 Conexiones del control de altura ................................................................... 3-163.16 Instalación del módulo de control de gas ..................................................... 3-163.17 Instalación del cable de fibra óptica .............................................................. 3-183.18 Módulo de control de gas: Conexiones de control, entrada y salida ............. 3-193.19 Enfriador HE400 ........................................................................................... 3-203.20 Instale la iniciador remoto de arco ................................................................ 3-223.21 Instalación de la válvula de la antorcha ......................................................... 3-313.22 Conexión de la antorcha ................................................................................ 3-323.23 Instalación de las piezas consumibles de la antorcha ................................... 3-343.24 Divisor de voltaje para el control de la altura de la antorcha iHC ................... 3-363.25 Completar la instalación ................................................................................ 3-38

TABLA DE CONTENIDO
SECCIÓN 4: OPERACIÓN .................................................................................. 4-14.01 Panel de control de la fuente de alimentación ................................................. 4-14.02 Funcionamiento del sistema ........................................................................... 4-24.03 Selección del gas ............................................................................................ 4-44.04 Operación del módulo de control de gas de GCM 2010 ................................. 4-64.05 Control del gas correspondiente al primer funcionamiento del
GCM 2010 según la longitud del cable .......................................................... 4-104.06 SECUENCIA DE OPERACIÓN DE GCM 2010 ................................................. 4-104.07 Códigos de estado de la fuente de alimentación ........................................... 4-124.08 Resolución de problemas del iniciador de arco remoto ................................ 4-20
SECCIÓN 5: MANTENIMIENTO ............................................................................ 5-15.01 Mantenimiento general ................................................................................... 5-15.02 Procedimiento para limpiar el filtro externo de refrigerante ............................ 5-15.03 Procedimiento para reemplazar el refrigerante ............................................... 5-1
SECCIÓN 6: PIEZAS Y CONJUNTOS DE REPUESTO ................................................... 6-16.01 Fuente de alimentación de repuesto ................................................................ 6-16.02 Disposición del sistema 100 - 200 Amp ......................................................... 6-16.03 Disposición del sistema 300 Amp ................................................................... 6-26.04 Disposición del sistema 400 Amp ................................................................... 6-26.05 Manguera recomendada para el suministro de gas ........................................ 6-36.06 Cables de todos los amperajes ....................................................................... 6-36.07 Piezas de repuesto de la fuente de alimentación externa ............................... 6-56.08 Piezas de repuesto de la fuente de alimentación - Lado superior derecho ...... 6-66.09 Piezas de repuesto de la fuente de alimentación - Lado inferior derecho ....... 6-76.10 Piezas de repuesto de la fuente de alimentación - Panel posterior .................. 6-86.11 Piezas de repuesto de la fuente de alimentación - Lado izquierdo .................. 6-96.12 Piezas de repuesto del módulo de control de gas (GCM-2010) .................... 6-106.13 Piezas de repuesto del módulo de control de gas (GCM-2010) .................... 6-116.14 Piezas de repuesto para iniciador de arco remoto (RAS-1000 XT) ............... 6-126.15 Piezas de repuesto del intercambiador de calor HE 400 ............................... 6-13
SECCIÓN 7: MANTENIMIENTO DE LA ANTORCHA ..................................................... 7-17.01 Instrucciones para retirar los consumibles ..................................................... 7-17.02 Lubricación de la junta tórica (O-ring) ............................................................ 7-27.03 Desgaste de las piezas .................................................................................... 7-27.04 Instalación de los consumibles de la antorcha ................................................ 7-37.05 Solución de pérdidas de refrigerante ............................................................. 7-5
TABLA DE CONTENIDO
APÉNDICE 1: ESQUEMA DEL INICIADOR REMOTO DE ARCO ....................................... A-1
APÉNDICE 2: ESQUEMA DEL CONTROL DE GAS Y DE LA VÁLVULA DE LA ANTORCHA ......... A-2
APÉNDICE 3: MÓDULO DE CONTROL DE GAS PLUMBING DIAGRAM .............................. A-4
APÉNDICE 4: DISPOSICIÓN DE LA PLACA DE CIRCUITOS DEL MÓDULO DE CONTROL DE GAS A-5
APÉNDICE 5: DISPOSICIÓN DE LA PLACA DE CIRCUITOS DE LA INTERFAZ DE LA PANTALLA DEL CONTROL DE GAS ................................................................ A-6
APÉNDICE 6: CONEXIONES DE LA PLACA DE CIRCUITOS DEL MÓDULO DE CONTROL - CNC .. A-7
APÉNDICE 7: CNC .......................................................................................... A-8Funciones del CNC ........................................................................................................ A-8Descripción de las entradas / salidas del CNC ............................................................ A-10Circuito simplificado del CNC ...................................................................................... A-12CNC Conexións ........................................................................................................... A-14Código de Color de Cable del CNC .............................................................................. A-15
APÉNDICE 8: COMUNICACIONES SERIE ...............................................................A-16A8.01 Configuración de interruptores y cables de 2 y 4 hilos ................................. A-16
APÉNDICE 9: CCM CPU PCB LAYOUT ..................................................................A-18
APÉNDICE 10: CCM I/O PCB LAYOUT ..................................................................A-20
APÉNDICE 11: ARREGLO DE PLACA DE CIRCUITOS IMPRESOS DEL PILOTO ...................A-22
APÉNDICE 12: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS DE LA INTERFAZ Y DEL RELÉ A-24
APÉNDICE 13: ARREGLO DEL TABLERO DE CIRCUITOS IMPRESOS DE PANTALLA ............A-26
APÉNDICE 14: ARREGLO DE LA PLACA DE CIRCUITOS IMPRESOS DE POLARIZACIÓN DEL SISTEMA ........................................................................................A-28
APÉNDICE 15: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS INFERIOR DEL INVERSOR PRINCIPAL .............................................................................A-30
APÉNDICE 16: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS SUPERIOR DEL INVERSOR PRINCIPAL .............................................................................A-32
APÉNDICE 17: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS DE FALLOS Y CONTROL ..........................................................................................A-34
APÉNDICE 18: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS INFERIOR DEL CAP BIAS .......................................................................................A-36
APÉNDICE 19: ARREGLO DEL TABLERO DE CIRCUITOS IMPRESOS SUPERIOR DEL CAP BIAS .......................................................................................A-37
APÉNDICE 20: ARREGLO DE LA PLACA DE CIRCUITOS IMPRESOS DEL SUPRESOR...........A-38
APÉNDICE 21: DIAGRAMA DE REFRIGERACIÓN .....................................................A-39
APÉNDICE 22: ESQUEMA DEL SISTEMA 100A, 380-415V PG 1 ....................................A-40
TABLA DE CONTENIDO
APÉNDICE 23: ESQUEMA DEL SISTEMA 100A, 380-415V PG 2 ....................................A-42
APÉNDICE 24: ESQUEMA DEL SISTEMA 200A, 380-415V PG 1 ....................................A-44
APÉNDICE 25: ESQUEMA DEL SISTEMA 200A, 380-415V PG 2 ....................................A-46
APÉNDICE 26: ESQUEMA DEL SISTEMA 300A, 380-415V PG 1 ....................................A-48
APÉNDICE 27: ESQUEMA DEL SISTEMA 300A, 380-415V PG 2 ....................................A-50
APÉNDICE 28: ESQUEMA DEL SISTEMA 400A, 380-415V PG 1 ....................................A-52
APÉNDICE 29: ESQUEMA DEL SISTEMA 400A, 380-415V PG 2 ....................................A-54
APÉNDICE 30: SOLUCIÓN AVANZADA DE PROBLEMAS .............................................A-56
APÉNDICE 31: SL100 INTERCONEXIÓN ............................................................. A-104
APÉNDICE 32: CONEXIONES DEL HE 400 XT ....................................................... A-106
APÉNDICE 33: ANTORCHA SL100 OPCIÓN .......................................................... A-107
APÉNDICE 34: HISTORIAL DE PUBLICACIÓN ....................................................... A-116
DECLARACIÓN DE GARANTÍA ............................................. CONTRAPORTADA INTERIOR
INFORMACIÓN DE CONTACTO INTERNACIONAL ................................CUBIERTA POSTERIOR
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES INSTRUCCIONES DE SEGURIDAD 1-1
SECCIÓN 1: PRECAUCIONES DE SEGURIDAD
1.01 Precauciones de seguridad
! ADVERTENCIA: Estas Precauciones de Seguridad son para su protección. Ellas hacen resumen de información proveniente de las referencias listadas en la sección ”Información Adicional Sobre La Seguridad”. Antes de hacer cualquier instalación o procedimiento de operación, asegúrese de leer y seguir las precauciones de seguridad lis-
tadas a continuación así como también todo manual, hoja de datos de seguridad del material, calcomanias, etc. El no obser-var las Precauciones de Seguridad puede resultar en daño a la persona o muerte.
PROTEJASE USTED Y A LOS DEMAS -- Algunos procesos de soldadura, corte y ranurado son ruidosos y requiren protección para los oídos. El arco, como el sol , emite rayos ultravioleta (UV) y otras radiaciones que pueden dañar la piel y los ojos. El metal caliente causa quemaduras. EL entrenamiento en el uso propio
de los equipos y sus procesos es esencial para prevenir accidentes. Por lo tanto:
1. Utilice gafas de seguridad con protección a los lados siempre que esté en el área de trabajo, aún cuando esté usando careta de soldar, protector para su cara u otro tipo de protección.
2. Use una careta que tenga el filtro correcto y lente para proteger sus ojos, cara, cuello, y oídos de las chispas y rayos del arco cuando se esté operando y observando las operaciones. Alerte a todas las personas cercanas de no mirar el arco y no exponerse a los rayos del arco eléctrico o el metal fundido.
3. Use guantes de cuero a prueba de fuego, camisa pesada de mangas largas, pantalón de ruedo liso, zapato alto al tobillo, y careta de soldar con capucha para el pelo, para proteger el cuerpo de los rayos y chispas calientes provenientes del metal fundido. En ocaciones un delantal a prueba de fuego es necesario para protegerse del calor radiado y las chispas.
4. Chispas y partículas de metal caliente puede alojarse en las mangas enrolladas de la camisa, el ruedo del pantalón o los bolsillos. Mangas y cuellos deberán mantenerse abotonados, bolsillos al frente de la camisa deberán ser cerrados o eliminados.
5. Proteja a otras personas de los rayos del arco y chispas calientes con una cortina adecuada no-flamable como división.6. Use careta protectora además de sus gafas de seguridad cuando esté removiendo escoria o puliendo. La escoria puede
estar caliente y desprenderse con velocidad. Personas cercanas deberán usar gafas de seguridad y careta protectora.FUEGO Y EXPLOSIONES -- El calor de las flamas y el arco pueden ocacionar fuegos. Escoria caliente y las chis-pas pueden causar fuegos y explosiones. Por lo tanto:
1. Remueva todo material combustible lejos del área de trabajo o cubra los materiales con una cobija a prueba de fuego. Materiales combustibles incluyen madera, ropa, líquidos y gases flamables, solventes, pinturas, papel, etc.
2. Chispas y partículas de metal pueden introducirse en las grietas y agujeros de pisos y paredes causando fuegos escondidos en otros niveles o espacios. Asegúrese de que toda grieta y agujero esté cubierto para proteger lugares adyacentes contra fuegos.
3. No corte, suelde o haga cualquier otro trabajo relacionado hasta que la pieza de trabajo esté totalmente limpia y libre de substancias que puedan producir gases inflamables o vapores tóxicos. No trabaje dentro o fuera de contenedores o tanques cerrados. Estos pueden explotar si contienen vapores inflamables.
4. Tenga siempre a la mano equipo extintor de fuego para uso instantáneo, como por ejemplo una manguera con agua, cubeta con agua, cubeta con arena, o extintor portátil. Asegúrese que usted esta entrenado para su uso.
5. No use el equipo fuera de su rango de operación. Por ejemplo, el calor causado por cable sobrecarga en los cables de soldar pueden ocasionar un fuego.
6. Después de termirar la operación del equipo, inspeccione el área de trabajo para cerciorarse de que las chispas o metal caliente ocasionen un fuego más tarde. Tenga personal asignado para vigilar si es necesario.
7. Para información adicional , haga referencia a la publicación NFPA Standard 51B, “Fire Prevention in Use of Cutting and Welding Processes”, available from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
1-2 INSTRUCCIONES DE SEGURIDAD 0-5264ES
CHOQUE ELECTRICO -- El contacto con las partes eléctricas energizadas y tierra puede causar daño severo o muerte. NO use soldadura de corriente alterna (AC) en áreas húmedas, de movimiento confinado en lugares es-trechos o si hay posibilidad de caer al suelo. Por lo tanto:
1. Asegúrese de que el chasis de la fuente de poder esté conectado a tierra através del sistema de electricidad primario.2. Conecte la pieza de trabajo a un buen sistema de tierra física.3. Conecte el cable de retorno a la pieza de trabajo. Cables y conductores expuestos o con malas conexiones pueden
exponer al operador u otras personas a un choque eléctrico fatal.4. Use el equipo solamente si está en buenas condiciones. Reemplaze cables rotos, dañados o con conductores
expuestos.5. Mantenga todo seco, incluyendo su ropa, el área de trabajo, los cables, antorchas, pinza del electrodo, y la fuente
de poder.6. Asegúrese que todas las partes de su cuerpo están insuladas de ambos, la pieza de trabajo y tierra.7. No se pare directamente sobre metal o tierra mientras trabaja en lugares estrechos o áreas húmedas; trabaje sobre
un pedazo de madera seco o una plataforma insulada y use zapatos con suela de goma.8. Use guantes secos y sin agujeros antes de energizar el equipo.9. Apage el equipo antes de quitarse sus guantes.10. Ruse como referencia la publicación ANSI/ASC Standard Z49.1 (listado en la próxima página) para recomendaciones
específicas de como conectar el equipo a tierra. No confunda el cable de soldar a la pieza de trabajo con el cable a tierra.CAMPOS ELECTRICOS Y MAGNETICOS -- Son peligrosos. La corriente eléctrica fluye através de cualquier con-ductor causando a nivel local Campos Eléctricos y Magnéticos (EMF). Las corrientes en el área de corte y solda-dura, crean EMF alrrededor de los cables de soldar y las maquinas. Por lo tanto:
1. Soldadores u Operadores que use marca-pasos para el corazón deberán consultar a su médico antes de soldar. El Campo Electromagnético (EMF) puede interferir con algunos marcapasos.
2. Exponerse a campos electromagnéticos (EMF) puede causar otros efectos de salud aún desconocidos.3. Los soldadores deberán usar los siguientes procedimientos para minimizar exponerse al EMF:
A. Mantenga el electrodo y el cable a la pieza de trabajo juntos, hasta llegar a la pieza que usted quiere soldar. Asegúrelos uno junto al otro con cinta adhesiva cuando sea posible.
B. Nunca envuelva los cables de soldar alrededor de su cuerpo.
C. Nunca ubique su cuerpo entre la antorcha y el cable, a la pieza de trabajo. Mantega los cables a un sólo lado de su cuerpo.
D. Conecte el cable de trabajo a la pieza de trabajo lo más cercano posible al área de la soldadura.
E. Mantenga la fuente de poder y los cables de soldar lo más lejos posible de su cuerpo.
HUMO Y GASES -- El humo y los gases, pueden causar malestar o daño, particularmente en espacios sin venti-lación. No inhale el humo o gases. El gas de protección puede causar falta de oxígeno. Por lo tanto:
1. Siempre provea ventilación adecuada en el área de trabajo por medio natural o mecánico. No solde, corte, o trabajo por medio natural o mecánico. No solde, corte, o ranure materiales con hierro galvanizado, acero inoxida-ble, cobre, zinc, plomo, berílio, o cadmio a menos que provea ventilación mecánica positiva. No respire los gases producidos por estos materiales.
2. No opere cerca de lugares donde se aplique substancias químicas en aerosol. El calor de los rayos del arco pueden reaccionar con los vapores de hidrocarburo clorinado para formar un fosfógeno, o gas tóxico, y otros irritant es.
3. Si momentáneamente desarrolla inrritación de ojos, nariz o garganta mientras est á operando, es indicación de que la ventilación no es apropiada. Pare de trabajar y tome las medidas necesarias para mejorar la ventilación en el área de trabajo. No continúe operando si el malestar físico persiste.
4. Haga referencia a la publicación ANSI/ASC Standard Z49.1 (Vea la lista a continuación) para recomendaciones específicas en la ventilación.
5. ADVERTENCIA-Este producto cuando se utiliza para soldaduras o cortes, produce humos o gases, los cuales con-tienen químicos conocidos por el Estado de California de causar defectos en el nacimiento, o en algunos casos, Cancer. (California Health & Safety Code §25249.5 et seq.)
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES INSTRUCCIONES DE SEGURIDAD 1-3
MANEJO DE CILINDROS -- Los cilindros, si no son manejados correctamente, pueden romperse y liberar violen-tamente gases. Rotura repentina del cilindro, válvula, o válvula de escape puede causar daño o muerte. Por lo tanto:
1. Utilize el gas apropiado para el proceso y utilize un regulador diseñado para operar y reducir la presión del cilindro de gas. No utilice adaptadores. Mantenga las mangueras y las conexiones en buenas condiciones. Observe las instrucciones de operación del manufacturero para montar el regulador en el cilindro de gas comprimido.
2. Asegure siempre los cilindros en posición vertical y amárrelos con una correa o cadena adecuada para asegurar el cilindro al carro, transportes, tablilleros, paredes, postes, o armazón. Nunca asegure los cilindros a la mesa de trabajo o las piezas que son parte del circuito de soldadura. Este puede ser parte del circuito elélectrico.
3. Cuando el cilindro no está en uso, mantenga la válvula del cilindro cerrada. Ponga el capote de protección sobre la válvula si el regulador no está conectado. Asegure y mueva los cilindros utilizando un carro o transporte adecuado. Evite el manejo brusco de los cilindros.
4. Localize los cilindros lejos del calor, chispas, y flamas. Nunca establezca un arco en el cilindro.5. Para información adicional, haga referncia a la publicación CGA Standard P-1, “Precations for Safe Handling of
Comporessed Gases in Cylinders”, disponible através del Compressed Gas Association, 1235 Jefferson Davis Highway, Arlington, VA 22202.
!MANTENIMIENTO DEL EQUIPO -- Equipo defectuoso o mal mantenido puede causar daño o muerte. Por lo tanto:
1. Siempre tenga personal cualificado para efectuar la instalación, diagnóstico, y mantenimiento del equipo. No ejecute ningún trabajo eléctrico a menos que usted esté cualificado para hacer el trabajo.
2. Antes de dar mantenimiento en el interior de la fuente de poder, desconecte la fuente de poder del suministro de electricidad primaria.
3. Mantenga los cables, cable a tierra, conexciones, cable primario, y cualquier otra fuente de poder en buen estado operacional. No opere ningún equipo en malas condiciones.
4. No abuse del equipo y sus accesorios. Mantenga el equipo lejos de cosas que generen calor como hornos, también lugares húmedos como charcos de agua, aceite o grasa, atmósferas corrosivas y las inclemencias del tiempo.
5. Mantenga todos los artículos de seguridad y coverturas del equipo en su posición y en buenas condiciones.6. Use el equipo sólo para el propósito que fue diseñado. No modifique el equipo en ninguna manera.
!INFORMACION ADICIONAL DE SEGURIDAD -- Para más información sobre las prácticas de seguridad de los equipos de arco eléctrico para soldar y cortar, pregunte a su suplidor por una copia de “Precautions and Safe Practices for Arc Welding, Cutting and Gouging”, Form 52-529.
Las siguientes publicaciones, disponibles através de la American Welding Society, 550 N.W. LeJuene Road, Miami, FL 33126, son recomendadas para usted:
1. ANSI/ASC Z49.1 - “Safety in Welding and Cutting”.2. AWS C5.1 - “Recommended Practices for Plasma Arc Welding”.3. AWS C5.2 - “Recommended Practices for Plasma Arc Cutting”.4. AWS C5.3 - “Recommended Practices for Air Carbon Arc Gouging and Cutting”.5. AWS C5.5 - “Recommended Practices for Gas Tungsten Arc Welding“.6. AWS C5.6 - “Recommended Practices for Gas Metal Arc Welding”.7. AWS SP - “Safe Practices” - Reprint, Welding Handbook.8. ANSI/AWS F4.1, “Recommended Safe Practices for Welding and Cutting of Containers That Have Held Hazardous
Substances.”9. CSA Standard - W117.2 = Safety in Welding, Cutting and Allied Processes.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
1-4 INSTRUCCIONES DE SEGURIDAD 0-5264ES
!SIGNIFICADO DE LOS SIMBOLOSSegún usted avanza en la lectura de este folleto: Los Símbolos Significan ¡Atención! ¡Esté Alerta! Se trata de su seguridad.
PELIGRO Significa riesgo inmediato que, de no ser evadido, puede resultar inmediatamente en serio daño personal o la muerte.
PRECAUCIÓN Significa el riesgo de un peligro potencial que puede resultar en serio daño personal o la muerte.
ADVERTENCIA Significa el posible riesgo que puede resultar en menores daños a la persona.
Clase de protección
El código ip indica la clase de protección, por ejemplo, el grado de protección contra la penetración de objetos sólidos o agua. La protección se provee contra el tacto con un dedo, penetración de objetos sólidos más grandes que 12 mm y contra agua pulverizada hasta 60 grados desde una posición vertical. El equipo con la marca ip21s debe estar almacenado, no debe usarse en el exterior durante precipitaciones a menos que esté resguardado.
PRECAUCIÓN Este producto solo debe usarse para cortar con plasma. Cualquier otro uso puede causar lesiones personales y/o daños en el equipo.
PRECAUCIÓNSi el equipo se coloca en una superficie con una pendiente de más de 15º, se caerá. Es posible que se produzcan lesiones personales y/o daños importantes en el equipo.
15°
Art# A-12726
Art# A-12736
PRECAUCIÓNPara evitar lesiones personales y/o daños en el equipo, elévelo con los métodos y puntos de amarre que se muestran aquí.
Manual n.º 0-5264ES 2-1 ESPECIFICACIONES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
SECCIÓN 2: ESPECIFICACIONES
2.01 Descripción general del sistemaUna configuración habitual del sistema Ultra-Cut XT™ incluirá:
• Una fuente de alimentación
• Iniciador remoto de arco
• Módulo de control de gas
• Montaje de válvulas de la antorcha
• Antorcha de precisión para corte por plasma
• Juego de conexiones
• Juego de piezas de repuesto para la antorcha
Los componentes deben ser conectados durante la instalación.
2.02 Fuente de alimentación para plasmaLa fuente de alimentación suministra la corriente necesaria para las operaciones de corte. La fuente de alimenta-ción también supervisa el funcionamiento del sistema y enfría y hace circular el líquido refrigerante por la antorcha y las conexiones.
2.03 Iniciador remoto de arcoEsta unidad produce un pulso temporizado de alta frecuencia (HF) para iniciar el arco piloto. El arco piloto crea un camino para que el arco principal se transmita a la pieza a cortar. Una vez establecido el arco, el arco piloto se apaga.
2.04 Módulo de control de gasEste módulo permite el ajuste remoto de la selección del gas, las presiones y los caudales junto con el ajuste de la corriente de corte.

ESPECIFICACIONES 2-2 Manual n.º 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
2.05 Antorcha de precisión para corte por plasmaLa antorcha entrega la corriente controlada a la pieza a cortar a través del arco principal, realizando el corte del metal.
2.06 Especificacionesyrequisitoseléctricos
100 Amp System
Características de diseño y especificaciones de la Ultra-Cut 100 XT™ Tensión máxima (U0) de circui-to abierto (OCV)
425 Vcc
Corriente mínima de salida 5 ACorriente máxima de salida 100 ATensión de salida 60 - 180 VccCiclo de trabajo nominal 100% con 100A, 200V, (20kW),Temperatura ambiente para el ciclo de trabajo nominal
104°F (40°C)
Intervalo de temperatura de funcionamiento
14°F a 122°F (-10°C a + 50°C)
Factor de potencia 0.94 con 100 A de CC de salidaEnfriamiento Líquido refrigerador y aire forzado
(Clase F)
200 Amp System
Características de diseño y especificaciones de la Ultra-Cut 200 XT™ Tensión máxima (U0) de circui-to abierto (OCV)
425 Vcc
Corriente mínima de salida 5 ACorriente máxima de salida 200 ATensión de salida 60 - 180 VccCiclo de trabajo nominal 100% con 200A, 200V, (40kW),Temperatura ambiente para el ciclo de trabajo nominal
104°F (40°C)
Intervalo de temperatura de funcionamiento
14°F a 122°F (-10°C a + 50°C)
Factor de potencia 0.94 con 200 A de CC de salidaEnfriamiento Líquido refrigerador y aire forzado
(Clase F)
300 Amp System
Características de diseño y especificaciones de la Ultra-Cut 300 XT™ Tensión máxima (U0) de circui-to abierto (OCV)
425 Vcc
Corriente mínima de salida 5 ACorriente máxima de salida 300 ATensión de salida / IEC 60 - 180 Vcc / 60 - 200 VccCiclo de trabajo nominal 100% con 300A, 200V, (60kW),Temperatura ambiente para el ciclo de trabajo nominal
104°F (40°C)
Intervalo de temperatura de funcionamiento
14°F a 122°F (-10°C a + 50°C)
Factor de potencia 0.94 con 300 A de CC de salidaEnfriamiento Líquido refrigerador y aire forzado
(Clase F)
Manual n.º 0-5264ES 2-3 ESPECIFICACIONES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
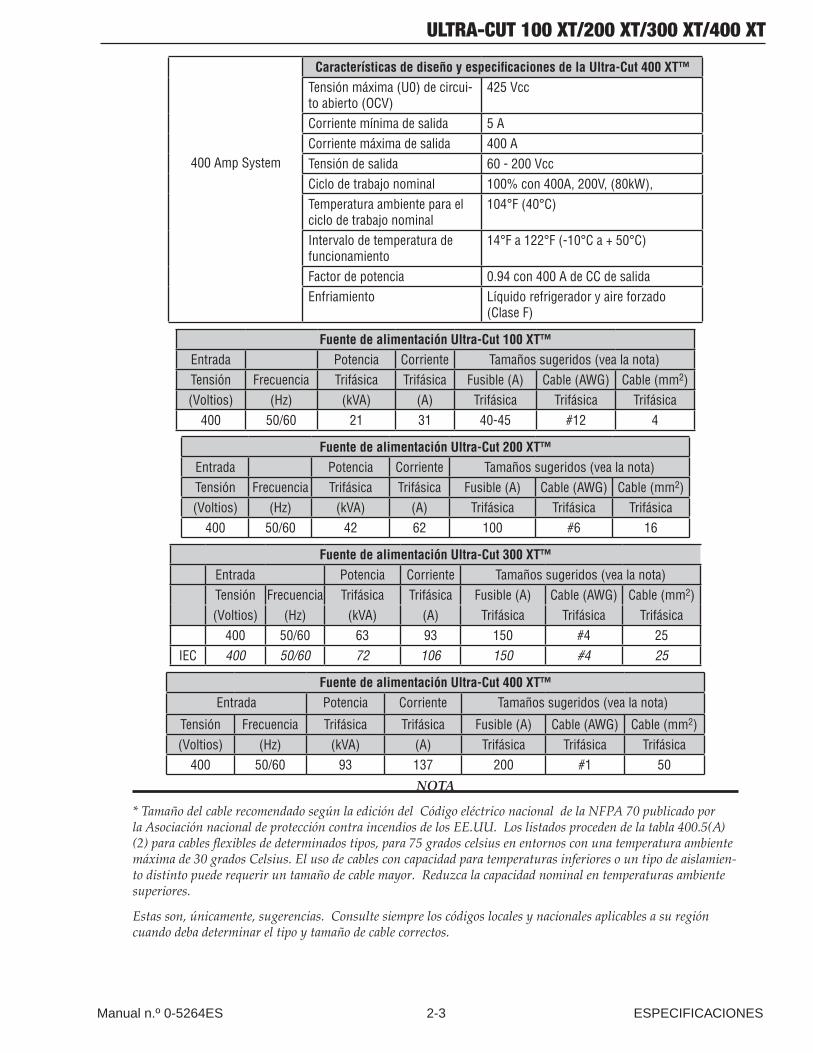
400 Amp System
Características de diseño y especificaciones de la Ultra-Cut 400 XT™ Tensión máxima (U0) de circui-to abierto (OCV)
425 Vcc
Corriente mínima de salida 5 ACorriente máxima de salida 400 ATensión de salida 60 - 200 VccCiclo de trabajo nominal 100% con 400A, 200V, (80kW),Temperatura ambiente para el ciclo de trabajo nominal
104°F (40°C)
Intervalo de temperatura de funcionamiento
14°F a 122°F (-10°C a + 50°C)
Factor de potencia 0.94 con 400 A de CC de salidaEnfriamiento Líquido refrigerador y aire forzado
(Clase F)
Fuente de alimentación Ultra-Cut 100 XT™ Entrada Potencia Corriente Tamaños sugeridos (vea la nota)Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
400 50/60 21 31 40-45 #12 4
Fuente de alimentación Ultra-Cut 200 XT™ Entrada Potencia Corriente Tamaños sugeridos (vea la nota)Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
400 50/60 42 62 100 #6 16
Fuente de alimentación Ultra-Cut 300 XT™ Entrada Potencia Corriente Tamaños sugeridos (vea la nota)Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
400 50/60 63 93 150 #4 25IEC 400 50/60 72 106 150 #4 25
Fuente de alimentación Ultra-Cut 400 XT™ Entrada Potencia Corriente Tamaños sugeridos (vea la nota)
Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
400 50/60 93 137 200 #1 50NOTA
* Tamaño del cable recomendado según la edición del Código eléctrico nacional de la NFPA 70 publicado por la Asociación nacional de protección contra incendios de los EE.UU. Los listados proceden de la tabla 400.5(A)(2) para cables flexibles de determinados tipos, para 75 grados celsius en entornos con una temperatura ambiente máxima de 30 grados Celsius. El uso de cables con capacidad para temperaturas inferiores o un tipo de aislamien-to distinto puede requerir un tamaño de cable mayor. Reduzca la capacidad nominal en temperaturas ambiente superiores.
Estas son, únicamente, sugerencias. Consulte siempre los códigos locales y nacionales aplicables a su región cuando deba determinar el tipo y tamaño de cable correctos.
ESPECIFICACIONES 2-4 Manual n.º 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
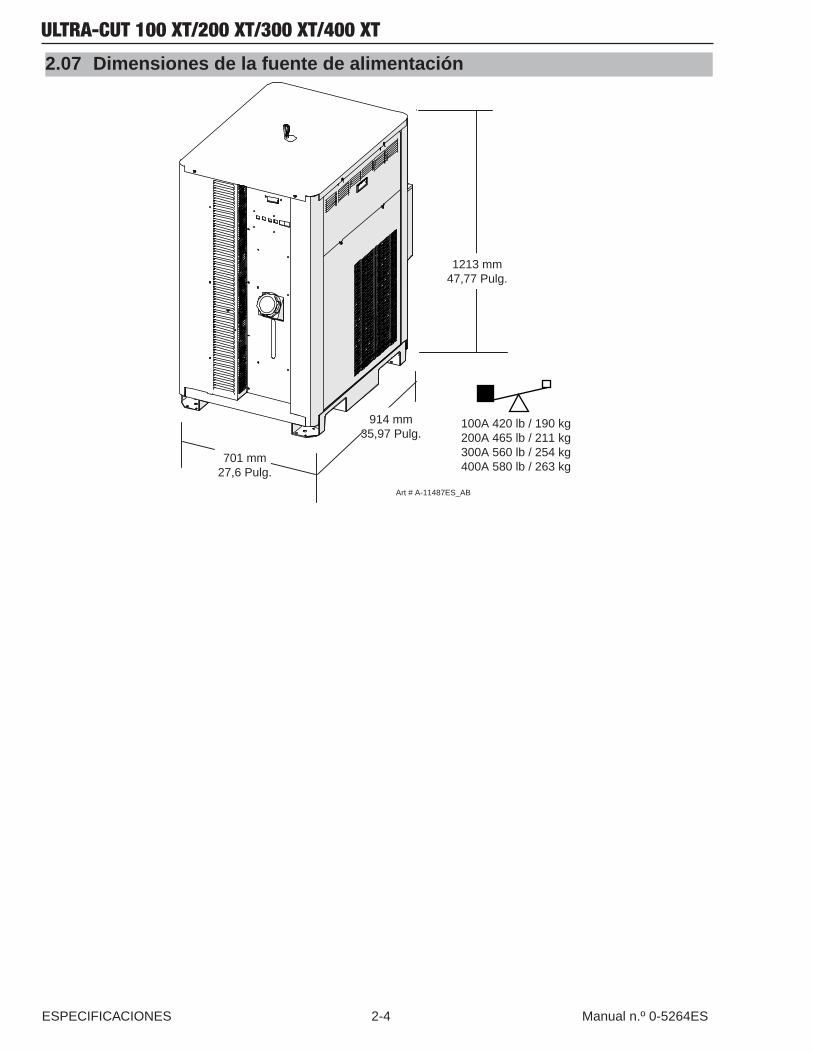
2.07 Dimensiones de la fuente de alimentación
Art # A-11487ES_AB
914 mm35,97 Pulg.
701 mm27,6 Pulg.
1213 mm47,77 Pulg.
100A 420 lb / 190 kg200A 465 lb / 211 kg300A 560 lb / 254 kg400A 580 lb / 263 kg
Manual n.º 0-5264ES 2-5 ESPECIFICACIONES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
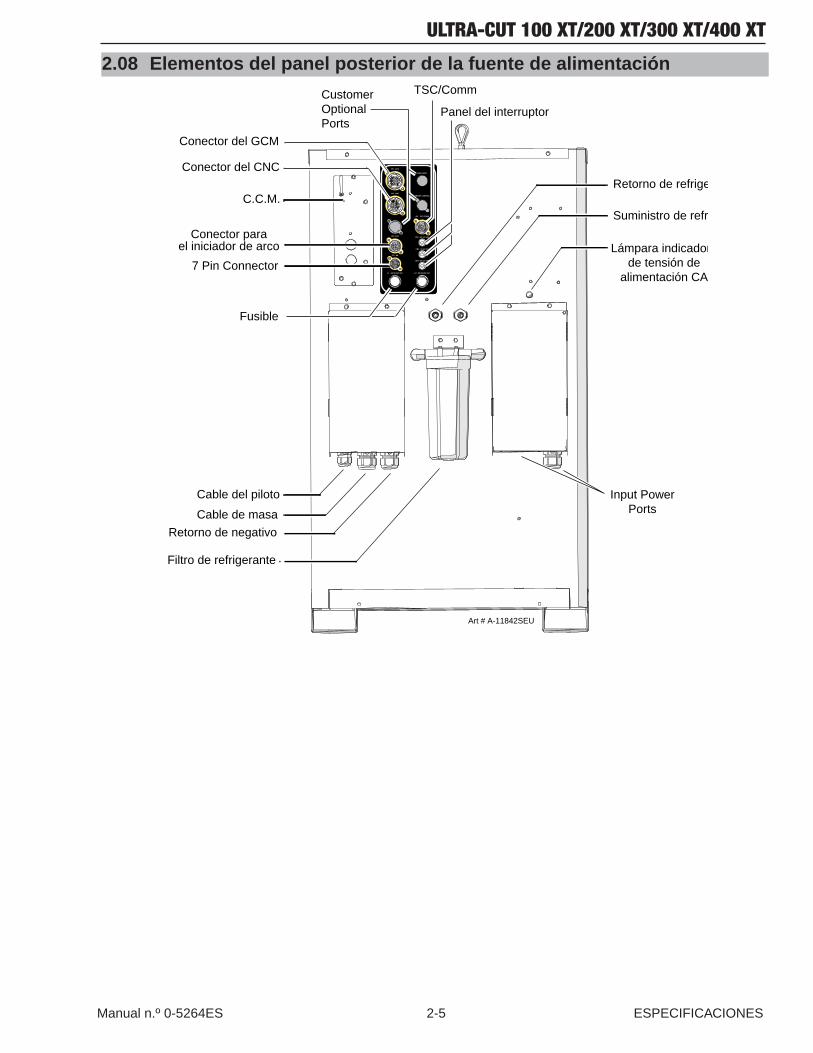
2.08 Elementos del panel posterior de la fuente de alimentación
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-11842SEU
Lámpara indicadorade tensión de
alimentación CA
Retorno de negativo
Filtro de refrigerante
C.C.M.
Panel del interruptor
Input PowerPorts
Conector parael iniciador de arco
Retorno de refrigerante
Suministro de refrigerante
7 Pin Connector
Customer Optional Ports
Cable del piloto
Cable de masa
Fusible
Conector del CNC
Conector del GCM
TSC/Comm

ESPECIFICACIONES 2-6 Manual n.º 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
2.09 Requisitos del gasEl cliente suministrará todos los gases y reguladores de presión. Los gases deben ser de alta calidad. Los regula-dores de presión serán de dos etapas y no deberán ser instalados a más de 3 metros de la consola de gas.
Requisitos de presión, caudal y calidad del gas para la fuente de alimentación Ultra-Cut 100 XT™ Gas Calidad Presión mínima Caudal
O2 (oxígeno) Pureza 99.5% (Se recomienda licuado)
120 psi 8.3 bar / 827 kPa
70 scfh (2000 l/h)
N2 (Nitrógeno) Pureza 99.5% (Se recomienda licuado)
<1000 ppm O2, <32 ppm H2O)
120 psi 8.3 bar / 827 kPa
200 scfh (5700 l/h)
Aire comprimido o en Cilindros
Limpio, seco, libre de aceite (vea la nota 1)
120 psi 8.3 bar / 827 kPa
250 scfh (7000 l/h)
H35 (Argón-Hidrógeno) H35 = 35% Hidrógeno,
65% Argón
Pureza 99.995% (Se recomienda gas)
120 psi 8.3 bar / 827 kPa
90 scfh (2550 l/h)
H2O (agua) Vea la nota 2 50 psi (3.5 bar) 10 gph (38 lph)
Nota 1: el suministro de aire debe estar correctamente filtrado para eliminar todo el aceite o grasa. El aceite o la grasa provenientes del sistema de aire comprimido o de los cilindros pueden ocasionar incendios al combinarse con el oxígeno.
A los efectos del filtrado, debe montarse un filtro coalescente capaz de retener partículas de 0,01 micrones tan cerca como sea posible de los accesos de entrada de gas del módulo de control de gas.
Nota 2: el suministro de agua de la red no necesita ser desionizado pero, en aquellos sistemas en los cuales el contenido de sales minerales es extremadamente alto, se recomienda utiliza un ablandador de agua. También debe ser filtrada el agua con elevado contenido de partículas extrañas.
Nota 3: para asegurar una adecuada presión de agua se recomienda utilizar el regulador de presión Nro. 8-6118.
Requisitos de presión, caudal y calidad del gas para la fuente de alimentación Ultra-Cut 200 XT™ Gas Calidad Presión mínima Caudal
O2 (oxígeno) Pureza 99.5% (Se recomienda licuado)
120 psi 8.3 bar / 827 kPa 200 scfh (5700 l/h)
N2 (Nitrógeno)Pureza 99.5%
(Se recomienda licuado) <1000 ppm O2, <32 ppm H2O)
120 psi 8.3 bar / 827 kPa 200 scfh (5700 l/h)
Aire comprimido o en Cilindros
Limpio, seco, libre de aceite (vea la nota 1)
120 psi 8.3 bar / 827 kPa 450 scfh (12700 l/h)
H35 (Argón-Hidrógeno) H35 = 35% Hidrógeno,
65% Argón
Pureza 99.995% (Se recomienda gas)
120 psi 8.3 bar / 827 kPa 200 scfh (5700 l/h)
H2O (agua) Vea la nota 2 50 psi (3.5 bar) 10 gph (38 lph)
Nota 1: el suministro de aire debe estar correctamente filtrado para eliminar todo el aceite o grasa. El aceite o la grasa provenientes del sistema de aire comprimido o de los cilindros pueden ocasionar incendios al combinarse con el oxígeno.
A los efectos del filtrado, debe montarse un filtro coalescente capaz de retener partículas de 0,01 micrones tan cerca como sea posible de los accesos de entrada de gas del módulo de control de gas.
Nota 2: el suministro de agua de la red no necesita ser desionizado pero, en aquellos sistemas en los cuales el contenido de sales minerales es extremadamente alto, se recomienda utiliza un ablandador de agua. También debe ser filtrada el agua con elevado contenido de partículas extrañas.
Nota 3: para asegurar una adecuada presión de agua se recomienda utilizar el regulador de presión Nro. 8-6118.

Manual n.º 0-5264ES 2-7 ESPECIFICACIONES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Requisitos de presión, caudal y calidad del gas para la fuente de alimentación Ultra-Cut 300 XT™ Gas Calidad Presión mínima Caudal
O2 (oxígeno) Pureza 99.5% (Se recomienda licuado)
120 psi 8.3 bar / 827 kPa 200 scfh (5700 l/h)
N2 (Nitrógeno)Pureza 99.5%
(Se recomienda licuado) <1000 ppm O2, <32 ppm H2O)
120 psi 8.3 bar / 827 kPa 300 scfh (8496 l/h)
Aire comprimido o en Cilindros
Limpio, seco, libre de aceite (vea la nota 1)
120 psi 8.3 bar / 827 kPa 450 scfh (12743 l/h)
H35 (Argón-Hidrógeno) H35 = 35% Hidrógeno,
65% Argón
Pureza 99.995% (Se recomienda gas)
120 psi 8.3 bar / 827 kPa 200 scfh (5664 l/h)
H2O (agua) Vea la nota 2 50 psi (3.5 bar) 10 gph (38 lph)
Nota 1: el suministro de aire debe estar correctamente filtrado para eliminar todo el aceite o grasa. El aceite o la grasa provenientes del sistema de aire comprimido o de los cilindros pueden ocasionar incendios al combinarse con el oxígeno.
A los efectos del filtrado, debe montarse un filtro coalescente capaz de retener partículas de 0,01 micrones tan cerca como sea posible de los accesos de entrada de gas del módulo de control de gas.
Nota 2: el suministro de agua de la red no necesita ser desionizado pero, en aquellos sistemas en los cuales el contenido de sales minerales es extremadamente alto, se recomienda utiliza un ablandador de agua. También debe ser filtrada el agua con elevado contenido de partículas extrañas.
Nota 3: para asegurar una adecuada presión de agua se recomienda utilizar el regulador de presión Nro. 8-6118.
Requisitos de presión, caudal y calidad del gas para la fuente de alimentación Ultra-Cut 400 XT™ Gas Calidad Presión mínima Caudal
O2 (oxígeno) Pureza 99.5% (Se recomienda licuado)
120 psi 8.3 bar / 827 kPa 200 scfh (5700 l/h)
N2 (Nitrógeno) Pureza 99.5% (Se recomienda licuado)
<1000 ppm O2, <32 ppm H2O)
120 psi 8.3 bar / 827 kPa 300 scfh (8496 l/h)
Aire comprimido o en Cilindros
Limpio, seco, libre de aceite (vea la nota 1)
120 psi 8.3 bar / 827 kPa 500 scfh (14158 l/h)
H35 (Argón-Hidrógeno) H35 = 35% Hidrógeno,
65% Argón
Pureza 99.995% (Se recomienda gas)
120 psi 8.3 bar / 827 kPa 200 scfh (5700 l/h)
H17 17.5% Hidrógeno, 32.5% Argón
50% Nitrógeno
Pureza 99.995% (Se recomienda gas)
120 psi 8.3 bar / 827 kPa 200 scfh (5700 l/h)
Ar (Argón) Pureza 99.995% (Se recomienda gas)
120 psi 8.3 bar / 827 kPa 150 scfh (4200 l/h)
H2O (agua) Vea la nota 2 50 psi (3.5 bar) 10 gph (38 lph)Nota 1: el suministro de aire debe estar correctamente filtrado para eliminar todo el aceite o grasa. El aceite o la grasa prove-nientes del sistema de aire comprimido o de los cilindros pueden ocasionar incendios al combinarse con el oxígeno.A los efectos del filtrado, debe montarse un filtro coalescente capaz de retener partículas de 0,01 micrones tan cerca como sea posible de los accesos de entrada de gas del módulo de control de gas.Nota 2: el suministro de agua de la red no necesita ser desionizado pero, en aquellos sistemas en los cuales el contenido de sales minerales es extremadamente alto, se recomienda utiliza un ablandador de agua. También debe ser filtrada el agua con elevado contenido de partículas extrañas.Nota 3: para asegurar una adecuada presión de agua se recomienda utilizar el regulador de presión Nro. 8-6118.

ESPECIFICACIONES 2-8 Manual n.º 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
2.10 Aplicaciones del gasMATERIAL ACERO DULCE ACERO INOXIDABLE ALUMINIO
TIPO DE GAS TIPO DE GAS TIPO DE GAS
OPERACIÓN PREFLUJO PLASMA PROTEC-CIÓN PREFLUJO PLASMA PROTEC-
CIÓN PREFLUJO PLASMA PROTEC-CIÓN
CORTE 30A
Aire O2 O2 Aire Aire Aire Aire Aire AireN2 N2 H20 N2 N2 H20
CORTE 50A
Aire O2 Aire Aire Aire Aire Aire Aire AireN2 N2 H20 N2 N2 H20
CORTE 70A
Aire O2 Aire Aire Aire Aire Aire Aire AireN2 N2 H20 N2 N2 H20
CORTE 100A
Aire O2 Aire N2 H35 N2 N2 H35 N2N2 N2 H20 N2 N2 H20
CORTE 150A
Aire O2 Aire N2 H35 N2 N2 H35 N2N2 N2 H20 N2 N2 H20
CORTE 200A
Aire O2 Aire N2 H35 N2 N2 H35 N2N2 N2 H20 N2 N2 H20
CORTE 250A Aire O2 Aire
CORTE 300A
Aire O2 Aire N2 H35 N2 N2 H35 N2N2 N2 H20 N2 N2 H20
CORTE 400A
Aire O2 Aire N2 H35 N2 N2 H35 N2N2 N2 H20 N2 N2 H20N2 H17 N2 N2 H17 N2
Manual n.º 0-5264ES 2-9 ESPECIFICACIONES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
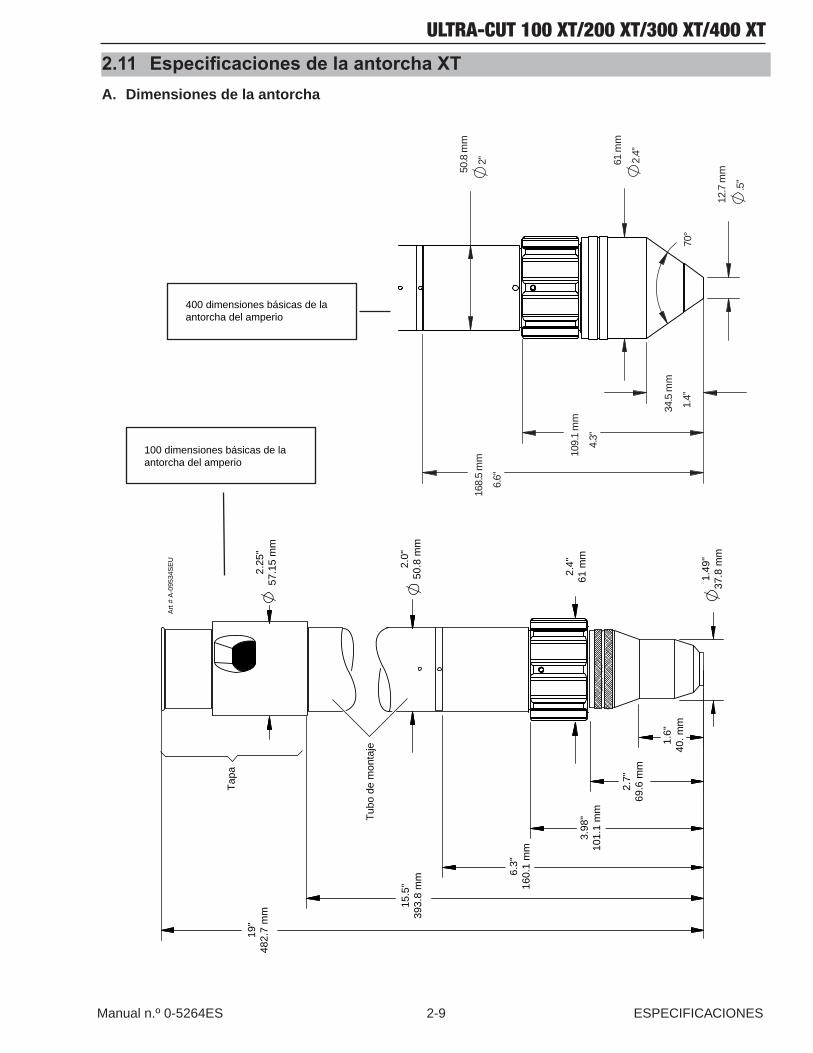
2.11 EspecificacionesdelaantorchaXTA. Dimensiones de la antorcha
.5”
12.7
mm
2.4”
61 m
m
2”
50.8
mm
1.4”
34.5
mm
70°
4.3”
109.
1 m
m
6.6”
168.
5 m
m
Art
# A
-095
34S
EU
2.25
"57
.15
mm
2.0"
50.8
mm
2.4"
61 m
m
1.49
"37
.8 m
m
19"
482.
7 m
m
15.5
"39
3.8
mm
2.7"
69.6
mm
1.6"
40. m
m
3.98
"10
1.1
mm
6.3"
160.
1 m
m
Tub
o de
mon
taje
Tap
a
100 dimensiones básicas de la antorcha del amperio
400 dimensiones básicas de la antorcha del amperio

ESPECIFICACIONES 2-10 Manual n.º 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
B. Longitud de las conexiones de la antorcha
Montaje de conexiones de gas
LongitudPies Metros10 3.0515 4.625 7.650 15.275 22.9100 30.4
C. Piezasdelaantorcha(semuestranlaspiezasgenéricas)
CartuchoCopa de protección
Art # A-04741SEU
ElectrodoPunta
Distribuidor degas de plasma
Distribuidor degas de protección
Casquillo deprotección
D. Piezascorrectamenteinstaladas(PIP)
La antorcha está diseñada para ser utilizada con una fuente de alimentación que detecte el flujo de retorno de refrigerante para confirmar que las piezas de la antorcha están correctamente instaladas. Si el flujo de retorno de refrigerante es nulo o insuficiente, la fuente de alimentación bloqueará el suministro de energía eléctrica a la antorcha. Asimismo, una pérdida de refrigerante en la antorcha indica que faltan piezas en la antorcha o que las mismas están incorrectamente instaladas.
E. Tipo de refrigeración
Mediante la combinación de la circulación de gas y líquido refrigerante por la antorcha.
F. Datos de la antorcha XT
Valores nominales de la antorcha XT utilizar con la fuente de alimentación Ultra-Cut 400 XT™
Temperatura ambiente 104° F 40° C
Ciclo de trabajo 100% con 400 ACorriente máxima 400 ATensión (Vpeak) 500VTensión de inicio de arco 10kVCorriente Hasta 400 A, CC,
Polaridad directaEspecificaciones del gas para la antorcha XT
Gases de plasma: Aire comprimido, Oxígeno, Nitrógeno, H35, H17, Ar
Gases de protección: Aire comprimido, Oxígeno, Nitrógeno, Agua, H35
Presión de trabajo 125 psi ± 10 psi 8.6 bar ± 0.7 bar
Presión máxima de entrada 135 psi / 9.3 barCaudal de gas 10 - 500 scfh

0-5264ES 3-1 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
SECCIÓN 3: INSTALACIÓN3.01 Requisitos de la instalaciónSuministroeléctrico
La red de alimentación eléctrica y los sistemas de suministro de gas y agua deben cumplir con las normas locales de seguridad. Su cumplimiento debe ser verificado por personal cualificado.
Fuente de alimentación Ultra-Cut 100 XT™Entrada Potencia Corriente Tamaños sugeridos (vea la nota)Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
400 50/60 21 31 40-45 #12 4
Fuente de alimentación Ultra-Cut 200 XT™Entrada Potencia Corriente Tamaños sugeridos (vea la nota)Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
400 50/60 42 62 100 #6 16
Fuente de alimentación Ultra-Cut 300 XT™ Entrada Potencia Corriente Tamaños sugeridos (vea la nota)Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
400 50/60 63 93 150 #4 25IEC 400 50/60 72 106 150 #4 25
Fuente de alimentación Ultra-Cut 400 XT™Entrada Potencia Corriente Tamaños sugeridos (vea la nota)
Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
400 50/60 93 137 200 #1 50
NOTA!* Tamaño del cable recomendado según la edición del Código eléctrico nacional de la NFPA 70 publicado por la Asociación nacional de protección contra incendios de los EE.UU. Los listados proceden de la tabla 400.5(A)(2) para cables flexibles de determinados tipos, para 75 grados celsius en entornos con una tempe-ratura ambiente máxima de 30 grados Celsius. El uso de cables con capacidad para temperaturas inferiores o un tipo de aislamiento distinto puede requerir un tamaño de cable mayor. Reduzca la capacidad nominal en temperaturas ambiente superiores. Estas son, únicamente, sugerencias. Consulte siempre los códigos locales y nacionales aplicables a su región cuando deba determinar el tipo y tamaño de cable correctos.
Suministro de gas El cliente debe suministrar todos los gases y reguladores de presión. Los gases deben ser de alta calidad.
Los reguladores de presión deben ser de dos etapas y estar instalados tan cerca como sea posible a la consola de gas. El gas contaminado puede ocasionar uno o varios de los siguientes problemas:
• Velocidad de corte reducida
• Mala calidad de corte
• Mala precisión de corte
• Vida de los consumibles reducida
• El aceite o la grasa provenientes del sistema de aire comprimido o de los cilindros pueden ocasionar incendios al combinarse con el oxígeno.

INSTALACIÓN 3-2 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XTRequisitos del sistema de refrigeraciónEl refrigerante debe ser añadido al sistema durante la instalación. La cantidad requerida varía con la longitud de las conexiones de la antorcha.
Thermal Dynamics recomienda el uso de sus refrigerantes 7-3580 y 7-3581 (para bajas temperaturas).
Opciones del refrigerante a utilizarNúmero de catálogo y mezcla Mezcla Protege hasta
7-3580 ‘Extra-Cool™’ 25 / 75 10° F / -12° C7-3581 ‘Ultra-Cool™’ 50 / 50 -27° F / -33° C
7-3582 ‘Extreme Cool™’ Concentrado* -76° F / -60° C * Para mezclar con D-I Cool™ 7-3583
3.02 Disposición del sistema 100 - 200 Amp Consulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
Alimentacióneléctrica
CNC
Iniciadorremotode arco
Art # A-11941SEU
Antorcha
Suminis.de refrig.
Retorno de refrig.
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cable defibra
óptica
Cable de control
Módulo decontrolde gasF
uent
e de
alim
enta
ción
deU
ltra
Cut
XT
Conjuntode válvulas
de laantorcha
Tubo deposicionamiento
Gas plasma
Gas preflujo
Protec. por agua
Protección
Gas protec.
Negativos
Retorno del piloto
Cable de control
Long. máxima 100’ / 30.5 mLong. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
Protección
H
Q
R
T
S
Pieza
F1A
B
C
D
E
P
K
L I
JG
Long. máxima 175’ / 53.3 m
Cables de masa O
F1
F

0-5264ES 3-3 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3.03 Disposición del sistema 300 AmpConsulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
CNC
Iniciadorremotode arco
Art # A-11990SEU
Antorcha
Cable de control
Retorno del piloto
Gas PlasmaGas protec.
Cable defibra
óptica
Cable de control
Módulo decontrolde gas
Conjuntode válvulas
de laantorcha
Tubo deposicionamiento
Gas Plasma
Gas preflujo
Protec. por agua
Protección
Gas protec.
Cable de Negativos
Retorno del piloto
Cable de control
Long. máxima 50’ / 15.25 mLong. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
Protección
H
Q
R
T
S
Pieza
F1A
B
C
D
E
P
K
L I
JG
Long. máxima 175’ / 53.3 m
Cables de masa O
F1
F
Fue
nte
de a
limen
taci
ón d
e U
ltra-
Cut
XT
Alimentacióneléctrica
Suminis.de refrig.
Retorno de refrig.
Suminis.de refrig.
Retorno de refrig.
3.04 Disposición del sistema 400 AmpConsulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
CNC
Art # A-11940SEU
Cable de control
Cable defibra
óptica
Cable de control
Módulo decontrolde gas
Conjuntode válvulas
de laantorcha
PI
J
K
L H
Q
R
S
Gas plasma
Gas protec.
Gas plasmaGas protec.
Gas preflujo
Pieza
Antorcha
Tubo deposicionamiento
Protec. por agua
G
T
Cables de masa
Long. máxima 175’ / 53.3 m
Alimentacióneléctrica
Iniciadorremotode arcoSuminis.de refrig.10’
Retorno de refrig.10’
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Fue
nte
de a
limen
taci
ón d
e U
ltra-
Cut
XT
ProtecciónCable de Negativos
Retorno del piloto #8
Long. máxima 50’ / 15.25 m
ProtecciónProtecciónProtecciónProtecciónProtección
A
B
E
C
D
Long. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
F1
F1
HE 400Cambiador de calor
Cable de control
C
D
Y
Sumin.de refrig.
Retorno de refrig.
F

INSTALACIÓN 3-4 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3.05 Conexiones de suministro de gas recomendadoNro. de ítem Cantidad Descripción Número de catalogo
1 MangueraSynflexgrisde3/8”.Losacoplesnoestánincluidos. Númerodecatálogosegúnpie 9-3616
3.06 Plomos y cables todo el amperaje
Conexión de suministro derefrigerante entre la fuente dealimentación y el iniciador de arco
Conexión de retorno de refrigerante entre la fuente de alimentación y el iniciador de arco.
Verde / amarillo # 4 AWG
Verde / amarillo 1/0 (50 mm )
A
Verde
Rojo
Art # A
-11873SE
U_A
B
Cable AWG #8
B
C
D
F
F1
K
L
H, Q, R, S,T
Cable de masa
Cable al CNC(37 conductores)
37
Cable de retorno del pilotoentre la fuente de alimentacióny el iniciador de arco
Cable negativo entre la fuente dealimentación y el iniciador de arco
Cable de puesta a tierra
Cable de puesta a tierra entreel iniciador remoto de arcoy la puesta a tierra
O
P
Cable de fibra óptica entre la fuente de alimentación y el módulo de control de gas
Cable de control entre la fuente de alimentación y el módulo de control de gas
Verde
Rojo
2
GConjunto de cable blindadode la antorcha, del iniciadorde arco remoto a la antorcha
Cable AWG 3/0 (95 mm2 )
E,Y14/7
E - Cable de control entre la fuente dealimentación y el iniciador de arco
Y - Cable de control entre la Ventilador
Cable AWG 3/0 (95 mm )2
Conexión de gas de plasmaentre la válvula de la antorchay la antorcha
Conexión de gas de protecciónentre la válvula de la antorchay la antorcha
I
J
37
0-5264ES 3-5 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
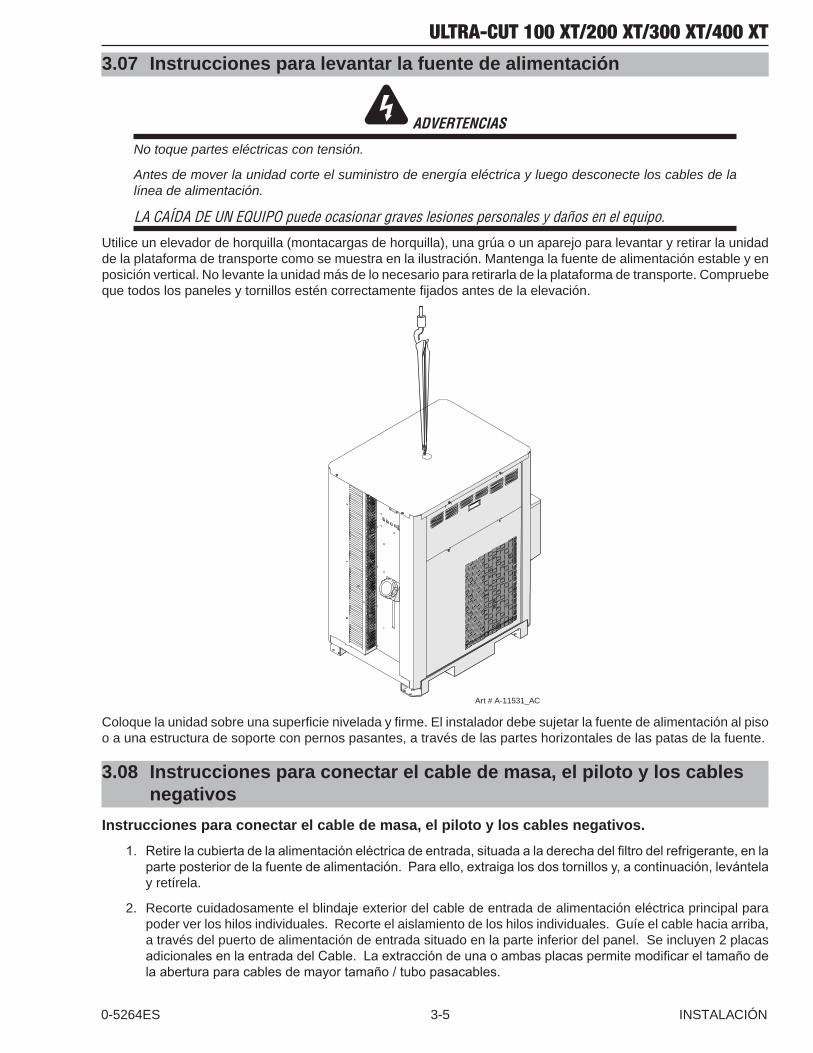
3.07 Instrucciones para levantar la fuente de alimentación
ADVERTENCIAS
No toque partes eléctricas con tensión.
Antes de mover la unidad corte el suministro de energía eléctrica y luego desconecte los cables de la línea de alimentación.
LA CAÍDA DE UN EQUIPO puede ocasionar graves lesiones personales y daños en el equipo.
Utilice un elevador de horquilla (montacargas de horquilla), una grúa o un aparejo para levantar y retirar la unidad de la plataforma de transporte como se muestra en la ilustración. Mantenga la fuente de alimentación estable y en posición vertical. No levante la unidad más de lo necesario para retirarla de la plataforma de transporte. Compruebe que todos los paneles y tornillos estén correctamente fijados antes de la elevación.
Art # A-11531_AC
Coloque la unidad sobre una superficie nivelada y firme. El instalador debe sujetar la fuente de alimentación al piso o a una estructura de soporte con pernos pasantes, a través de las partes horizontales de las patas de la fuente.
3.08 Instrucciones para conectar el cable de masa, el piloto y los cables negativos
Instrucciones para conectar el cable de masa, el piloto y los cables negativos.1. Retirelacubiertadelaalimentacióneléctricadeentrada,situadaaladerechadelfiltrodelrefrigerante,enla
parteposteriordelafuentedealimentación.Paraello,extraigalosdostornillosy,acontinuación,levántelay retírela.
2. Recorte cuidadosamente el blindaje exterior del cable de entrada de alimentación eléctrica principal para poder ver los hilos individuales. Recorte el aislamiento de los hilos individuales. Guíe el cable hacia arriba, a través del puerto de alimentación de entrada situado en la parte inferior del panel. Se incluyen 2 placas adicionalesenlaentradadelCable.Laextraccióndeunaoambasplacaspermitemodificareltamañodelaaberturaparacablesdemayortamaño/tubopasacables.
INSTALACIÓN 3-6 0-5264ES
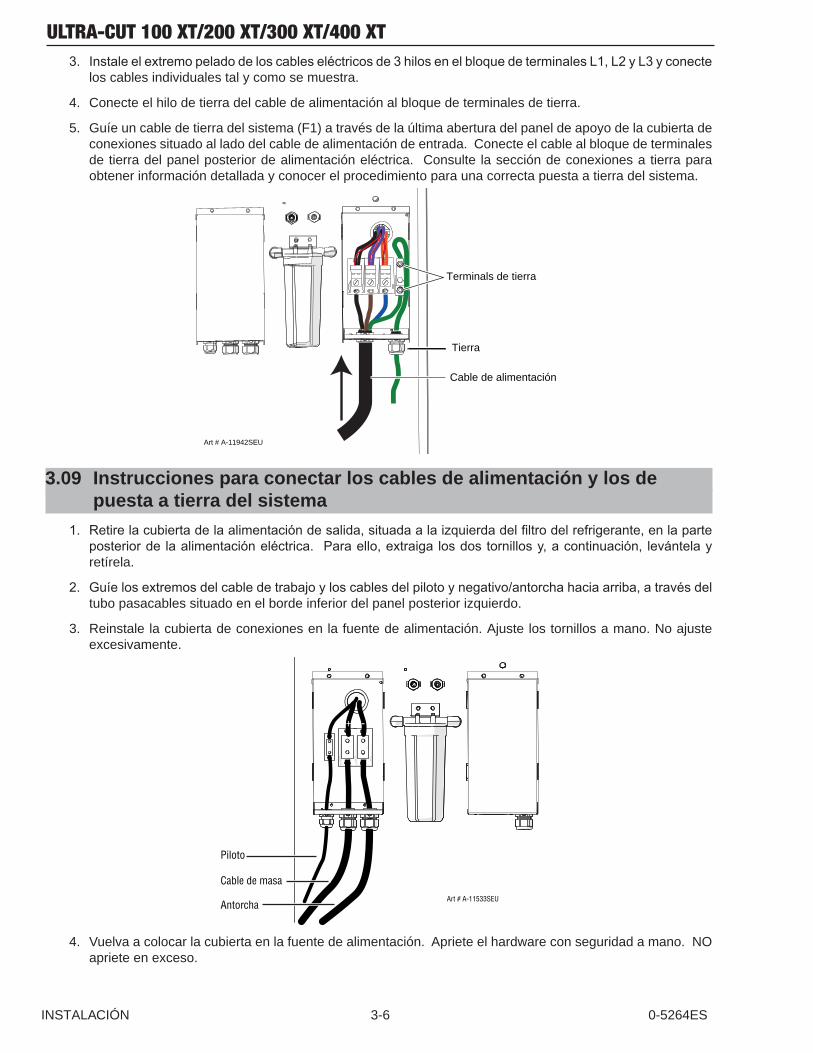
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT3. Instaleelextremopeladodeloscableseléctricosde3hilosenelbloquedeterminalesL1,L2yL3yconecte
los cables individuales tal y como se muestra.
4. Conecte el hilo de tierra del cable de alimentación al bloque de terminales de tierra.
5. Guíe un cable de tierra del sistema (F1) a través de la última abertura del panel de apoyo de la cubierta de conexiones situado al lado del cable de alimentación de entrada. Conecte el cable al bloque de terminales de tierra del panel posterior de alimentación eléctrica. Consulte la sección de conexiones a tierra para obtener información detallada y conocer el procedimiento para una correcta puesta a tierra del sistema.
Tierra
Terminals de tierra
Art # A-11942SEU
Cable de alimentación
3.09 Instrucciones para conectar los cables de alimentación y los de puesta a tierra del sistema
1. Retirelacubiertadelaalimentacióndesalida,situadaalaizquierdadelfiltrodelrefrigerante,enlaparteposteriorde laalimentacióneléctrica. Paraello,extraiga losdostornillosy,acontinuación, levántelayretírela.
2. Guíelosextremosdelcabledetrabajoyloscablesdelpilotoynegativo/antorchahaciaarriba,atravésdeltubo pasacables situado en el borde inferior del panel posterior izquierdo.
3. Reinstale la cubierta de conexiones en la fuente de alimentación. Ajuste los tornillos a mano. No ajuste excesivamente.
Art # A-11533SEU
Piloto
Cable de masa
Antorcha
+ -
4. Vuelva a colocar la cubierta en la fuente de alimentación. Apriete el hardware con seguridad a mano. NO apriete en exceso.
0-5264ES 3-7 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3.10 Conexiones de puesta a tierra
iCNC
Art # A-11875ES.AC
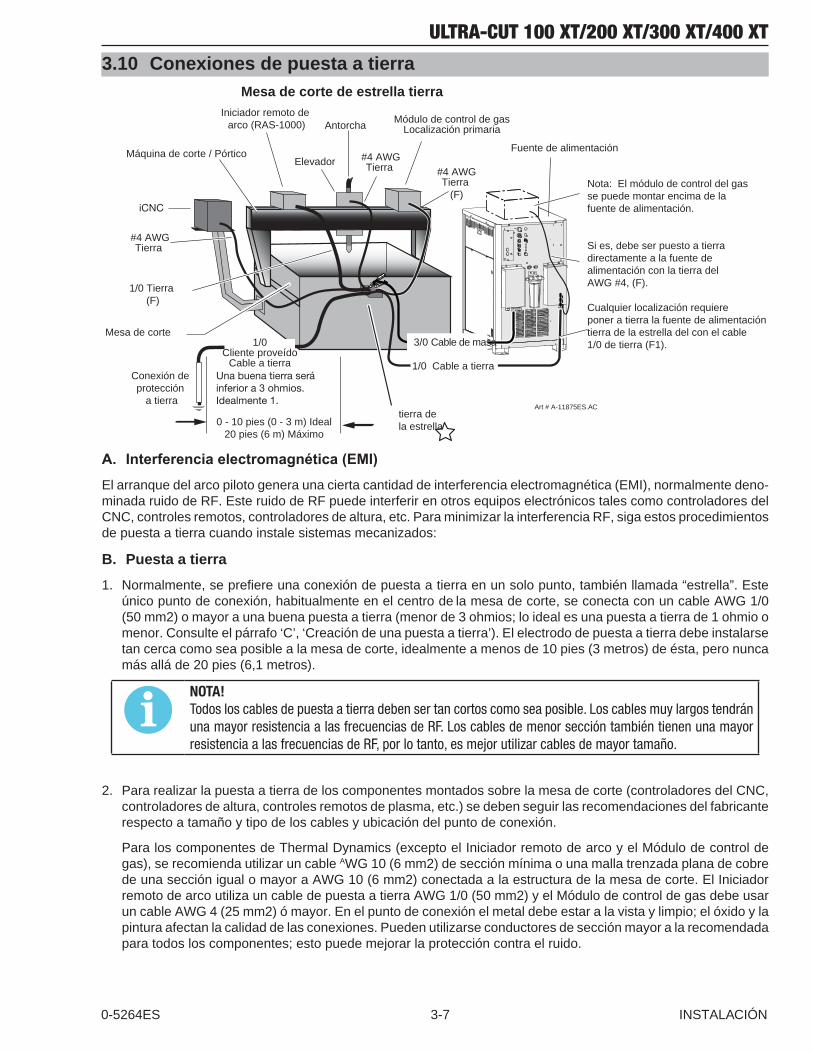
0 - 10 pies (0 - 3 m) Ideal20 pies (6 m) Máximo
Fuente de alimentación
tierra de la estrella
3/0 Cable de masa
Mesa de corte de estrella tierra
Nota: El módulo de control del gas se puede montar encima de la fuente de alimentación.
Si es, debe ser puesto a tierra directamente a la fuente de alimentación con la tierra del AWG #4, (F).
Cualquier localización requiere poner a tierra la fuente de alimentación tierra de la estrella del con el cable 1/0 de tierra (F1).
1/0 Cable a tierra
1/0Cliente proveído
Cable a tierraConexión de protección
a tierra
#4 AWGTierra
(F)
#4 AWGTierra
1/0 Tierra (F)
Mesa de corte
AntorchaMódulo de control de gas
Localización primaria
Iniciador remoto de arco (RAS-1000)
Máquina de corte / Pórtico
#4 AWGTierra
Elevador
Una buena tierra será inferior a 3 ohmios. Idealmente 1.
A. Interferenciaelectromagnética(EMI)El arranque del arco piloto genera una cierta cantidad de interferencia electromagnética (EMI), normalmente deno-minada ruido de RF. Este ruido de RF puede interferir en otros equipos electrónicos tales como controladores del CNC, controles remotos, controladores de altura, etc. Para minimizar la interferencia RF, siga estos procedimientos de puesta a tierra cuando instale sistemas mecanizados:
B. Puesta a tierra1. Normalmente, se prefiere una conexión de puesta a tierra en un solo punto, también llamada “estrella”. Este
único punto de conexión, habitualmente en el centro de la mesa de corte, se conecta con un cable AWG 1/0 (50 mm2) o mayor a una buena puesta a tierra (menor de 3 ohmios; lo ideal es una puesta a tierra de 1 ohmio o menor. Consulte el párrafo ‘C’, ‘Creación de una puesta a tierra’). El electrodo de puesta a tierra debe instalarse tan cerca como sea posible a la mesa de corte, idealmente a menos de 10 pies (3 metros) de ésta, pero nunca más allá de 20 pies (6,1 metros).
NOTA!Todos los cables de puesta a tierra deben ser tan cortos como sea posible. Los cables muy largos tendrán una mayor resistencia a las frecuencias de RF. Los cables de menor sección también tienen una mayor resistencia a las frecuencias de RF, por lo tanto, es mejor utilizar cables de mayor tamaño.
2. Para realizar la puesta a tierra de los componentes montados sobre la mesa de corte (controladores del CNC, controladores de altura, controles remotos de plasma, etc.) se deben seguir las recomendaciones del fabricante respecto a tamaño y tipo de los cables y ubicación del punto de conexión.
Para los componentes de Thermal Dynamics (excepto el Iniciador remoto de arco y el Módulo de control de gas), se recomienda utilizar un cable AWG 10 (6 mm2) de sección mínima o una malla trenzada plana de cobre de una sección igual o mayor a AWG 10 (6 mm2) conectada a la estructura de la mesa de corte. El Iniciador remoto de arco utiliza un cable de puesta a tierra AWG 1/0 (50 mm2) y el Módulo de control de gas debe usar un cable AWG 4 (25 mm2) ó mayor. En el punto de conexión el metal debe estar a la vista y limpio; el óxido y la pintura afectan la calidad de las conexiones. Pueden utilizarse conductores de sección mayor a la recomendada para todos los componentes; esto puede mejorar la protección contra el ruido.

INSTALACIÓN 3-8 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3. Luego, la estructura de la máquina de corte se conecta al punto “estrella” mediante un cable AWG 1/0 (50 mm2) o mayor.
4. El cable de masa de la fuente de alimentación para plasma (vea la NOTA) también se conecta a la mesa de corte en el punto “estrella” de la puesta a tierra.
NOTA!No conecte el cable de masa directamente al electrodo de puesta a tierra. No enrolle el exceso de los cables de tierra y de alimentación. Córtelos con la longitud correcta y vuelva a montar el terminal en el nuevo extremo.
5. Asegúrese de que el cable de masa y los cables de puesta a tierra estén correctamente conectados. La conexión del cable de masa a la mesa de corte debe ser firme. Las conexiones entre la masa y la puesta a tierra deben estar libres de óxido, suciedad, grasa, aceite y pintura. Si es necesario, esmerile o arene el punto de conexión hasta dejar el metal al descubierto. Utilice arandelas de presión para mantener ajustadas las conexiones. Tam-bién se recomienda utilizar compuestos para uniones eléctricas a fin de evitar la corrosión.
6. Elbastidor de la fuente de alimentación para plasma se conecta a la puesta a tierra del sistema de distribución de acuerdo a lo requerido por los códigos eléctricos. Normalmente, no es necesario instalar un segundo electrodo de puesta a tierra si la fuente de alimentación para plasma está cerca de la mesa de corte (vea la NOTA); en realidad, ello podría empeorar la situación pues puede generar lazos de corriente de tierra que ocasionarían interferencias.
Si la fuente de alimentación para plasma está muy alejada del electrodo de puesta a tierra y se generan inter-ferencias, la instalación de un segundo electrodo de puesta a tierra cercano a la fuente de alimentación para plasma puede ayudar a eliminarlas. En este caso, el bastidor de la fuente de alimentación para plasma debe ser conectado a este segundo electrodo.
NOTA!Se recomienda que dentro de lo posible, la fuente de alimentación para plasma esté ubicada a una distancia de entre 20 a 30 pies (6,1 a 9,1 m) de la mesa de corte.
7. El cable del control de plasma debe ser blindado, y su blindaje debe ser conectado solamente en el extremo correspondiente a la máquina de corte. Si el blindaje se conecta a tierra en ambos extremos, permitirá la for-mación de lazos de corriente que ocasionarán una interferencia aún mayor a la que se generaría si el blindaje no existiese.
Creación de una puesta a tierra1. Paracrearunabasesólida,resistenciabaja,tierra,unidada1/2”(12mm)dediámetroomayorvarilladetierra
revestidodecobrealmenos6-8pies(1,8-2,4m)enlatierrademodoquelavarillaentreencontactoconel suelo húmedo durante la mayor parte de su longitud. Dependiendo de la ubicación, una mayor profundidad puede ser necesaria para obtener una baja resistencia a masa (véase la nota). Varillas de tierra, generalmente de10pies(3,0m)delargo,puedesoldarsedeextremoaextremoparalongitudesmayores.Localicelabarralomáscercaposiblealamesadetrabajo.Instalaruncabledetierra,1/0AWG(Uniónde50mm2)osuperior,entre la varilla de tierra y la estrella punto de puesta a tierra de la mesa de corte.
NOTA!Idealmente, una instalación correcta de varilla de tierra tendrán una resistencia de 3 ohmios o menos.
D. Probador de bajo costo para barras de polo a tierra 1.UncomponenteclaveparalareduccióndeIEMesunabuenabarradepoloatierradebajaresistencia.Exis-
ten diversos instrumentos de alto costo para medir conexiones a tierra, que van desde varios cientos a varios miles de dólares. A continuación, se ofrece una alternativa de bajo costo que puede ser construida por personal calificadoyfamiliarizadoconlaconstruccióneléctricaylasprácticasdeseguridadeneltrabajo.Elmétodosugeridoanteriormenteutilizandounabombillaincandescentenofuncionarácontomasdecorrienteprotegidasconinterruptordefallodepuestaatierra(GFCI)cuyousoescadavezmásfrecuenteylasbombillasestánquedando obsoletas.

0-5264ES 3-9 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT2.Estemétodo,asícomoelmétododelabombillaeléctricayalgunosdelosinstrumentoscostosos,asumenquela
conexión a tierra del servicio eléctrico público es perfecta, con cero ohmios. Se conecta la barra de polo a tierra sujeta a pruebas en serie con la conexión a tierra del servicio eléctrico público y mide la resistencia de ambas en serie. Si la conexión a tierra del servicio eléctrico público no es de cero ohmios, no importa que tan buena sealabarradepoloatierra,nosepodrálograrunalecturabajadebidoalamayorresistenciadelaconexiónatierradelservicioeléctricopúblico.Afortunadamente,estoesinfrecuente.Además,silabarradepoloatierraestájustoalladodeotraestructuraconectadaatierrasecorreelriesgodeobtenerunafalsalecturamásbajade solo resistencia entre dicha estructura y la barra de polo a tierra en vez de la lectura a tierra.
NOTA!En los Estados Unidos la mayoría de los tomacorrientes de CA son de 120 V CA, 60 Hz En otros lugares la mayoría de los tomacorrientes son de 220 V CA, 50 Hz.
3. Obtenga un transformador con capacidad nominal de por lo menos 25 VA con voltaje primario y frecuencia quecorrespondanconlasespecificacionesdesustomacorrientesestándar.Eltransformadordebetenerunsecundarioaisladode220VCA(220-240estábien)o120VAC(110-120estábien)ytenerunacapacidadnominaldealmenos100mA.Eltransformadortambiénpodríatenerdosprimariosde115VCAconectadosenseriepara220Voenparalelopara120VCA.UnejemploeselTriadN-68X,quesemuestraabajo,concapacidadnominalde50VA,50/60Hz.
Obtengaunaresistenciadepotenciade1200(1,2k)ohmios,15-25Wmín.,siutilizaunsecundariode120Vo2200(2,2k)ohmios,con25-30Wparaunsecundariode220V.
4.Ensambleeltransformadorylaresistenciadepotenciaenunacajametálica.Conecteuncabledealimenta-cióndetreshilos(conconexiónatierra)yconecteelcabledeconexiónatierraalacajametálicaparamayorseguridad.Siseutilizaunacajadeplásticoenlugardelacajametálica,conecteelnúcleodeltransformadorylos soportes de la resistencia al cable de conexión a tierra del cable de alimentación. Debe haber un fusible de ¼-½A,enserie,conelprimariodeltransformador.Desdeelsecundariodeltransformadorconecteuncablealaconexiónatierradeseguridaddelservicioeléctricopúblico.Estapodríaserelmarcodelamesadecorte,elterminaldeconexiónatierradeltomacorrientede120o220VCAolacajadepruebasiestáconectadaatierra según se ha indicado.
Unaexcelenteconexiónatierramide1ohmioomenos.Frecuentementeresultaaceptablequetengahasta3ohmios.UnvalorsuperiorfrecuentementereducelaeficienciadelasupresióndeEMI.
0.1 VCA = 1 OHM, 0.3 VCA = 3 OHM, etc.
Triad N-68X
Utilidad (edificio) TIERRA
115 VC
A
220 VCATIERRA
Triad N-68X
FF
115 VC
A115 V
CA
115 VC
A115 V
CA
TIERRA120 VCA
R = 1.2K, 15W (2.2K, 25W para 220 VCA)
Barra de polo a tierra sin otras conexiones.
Art # A-12710ES
INSTALACIÓN 3-10 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT5. Aumentarlalongituddelavarilladetierramásalláde20-30pies(6.1-9.1m)nosueleaumentarlaeficaciade
lavarilladetierra.Undiámetrodevarillamásgrandequetienemássuperficiepuedeayudar.Aveces,mantenerelsueloalrededordelavarilladetierrahúmedaquecontinuamenteseestánejecutandounapequeñacantidaddeaguaenlaquevaatrabajar.Añadirsalalatierraporremojoenaguasaladapuedetambiénreducirsure-sistencia.Ustedtambiénpuedeprobarunquímicovarilladetierraidear.Cuandoseutilizanestosmétodos,lacomprobaciónperiódicadelaresistenciadelsueloesnecesarioparaasegurarsedequelatierraestásiendobuena.
E. Tendido de cables de la Antorcha1. ParaminimizarlasinterferenciasdeRF,posiciónantorchallevalomáslejosposibledecualquiercomponentes
de CNC, motores de accionamiento, control de los cables, o líneas de energía primaria. Si los cables tienen quepasaratravésdelaantorcha,llevahaciéndolodesdeunángulo.Noejecuteelcontroldeplasmauotroscables de control en paralelo con la antorcha que lleva en el poder extensiones.
2. Mantenerlaantorchallevalimpio.Lasuciedadylaspartículasdemetalpurgarlaenergía,loqueprovocadifi-cultades en el arranque y el aumento de la probabilidad de interferencia de RF.
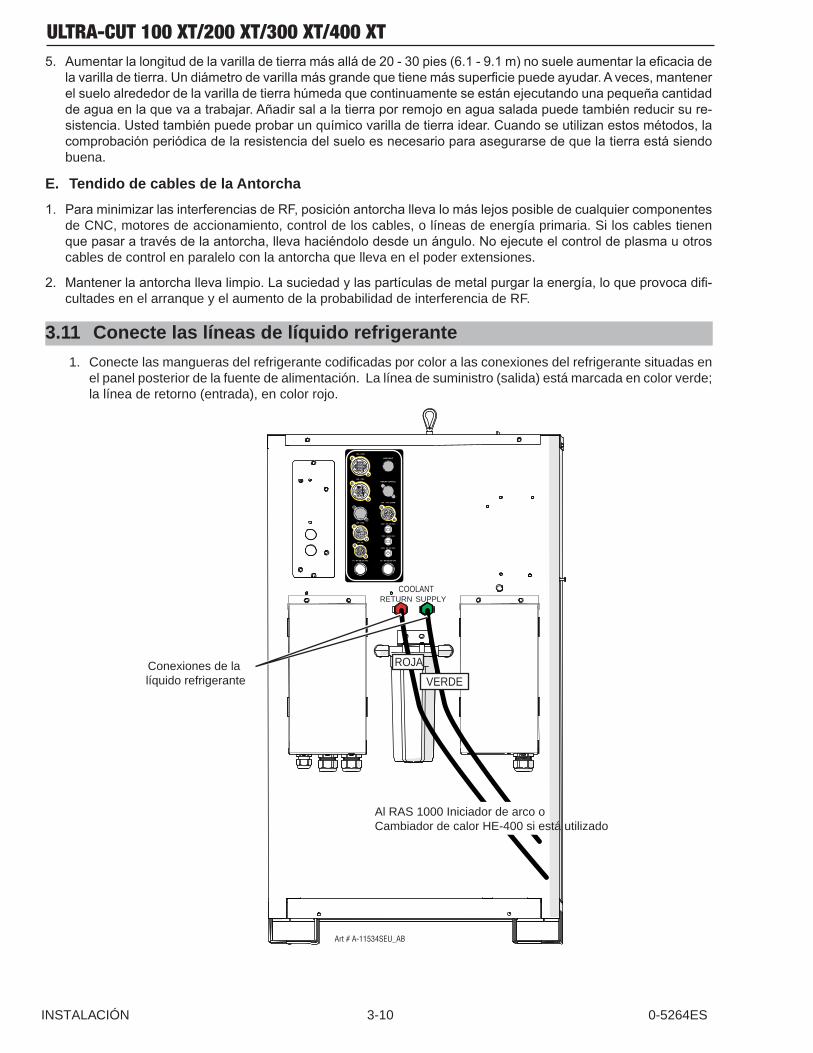
3.11 Conecte las líneas de líquido refrigerante1. Conecte las mangueras del refrigerante codificadas por color a las conexiones del refrigerante situadas en
el panel posterior de la fuente de alimentación. La línea de suministro (salida) está marcada en color verde; la línea de retorno (entrada), en color rojo.
COOLANTRETURN SUPPLY
Conexiones de la líquido refrigerante
Al RAS 1000 Iniciador de arco oCambiador de calor HE-400 si está utilizado
Art # A-11534SEU_AB
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
ROJA
VERDE
0-5264ES 3-11 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
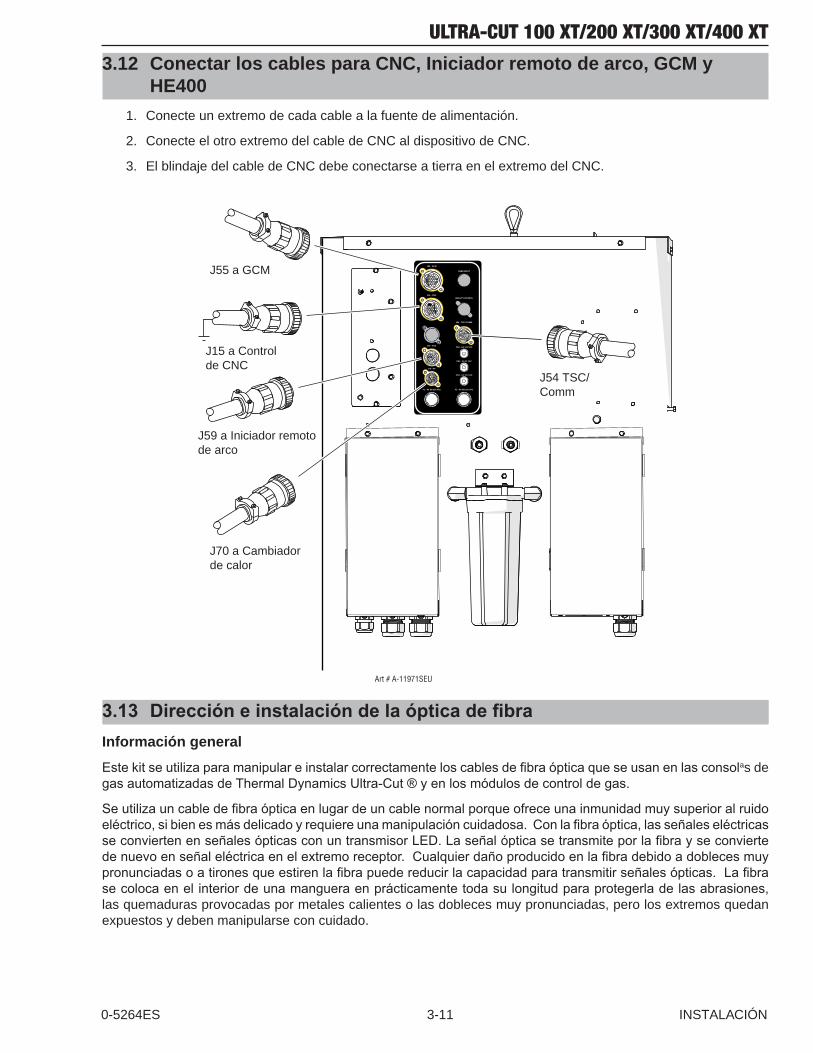
3.12 Conectar los cables para CNC, Iniciador remoto de arco, GCM y HE400
1. Conecte un extremo de cada cable a la fuente de alimentación.
2. Conecte el otro extremo del cable de CNC al dispositivo de CNC.
3. El blindaje del cable de CNC debe conectarse a tierra en el extremo del CNC.
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-11971SEU
J15 a Control de CNC
J59 a Iniciador remoto de arco
J55 a GCM
J70 a Cambiador de calor
J54 TSC/Comm
3.13 DireccióneinstalacióndelaópticadefibraInformación generalEstekitseutilizaparamanipulareinstalarcorrectamenteloscablesdefibraópticaqueseusanenlasconsolas de gasautomatizadasdeThermalDynamicsUltra-Cut®yenlosmódulosdecontroldegas.
Seutilizauncabledefibraópticaenlugardeuncablenormalporqueofreceunainmunidadmuysuperioralruidoeléctrico,sibienesmásdelicadoyrequiereunamanipulacióncuidadosa.Conlafibraóptica,lasseñaleseléctricasseconviertenenseñalesópticasconuntransmisorLED.Laseñalópticasetransmiteporlafibrayseconviertedenuevoenseñaleléctricaenelextremoreceptor.Cualquierdañoproducidoenlafibradebidoadoblecesmuypronunciadasoatironesqueestirenlafibrapuedereducirlacapacidadparatransmitirseñalesópticas.Lafibrasecolocaenelinteriordeunamangueraenprácticamentetodasulongitudparaprotegerladelasabrasiones,las quemaduras provocadas por metales calientes o las dobleces muy pronunciadas, pero los extremos quedan expuestos y deben manipularse con cuidado.

INSTALACIÓN 3-12 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
MangueraRetenedor de cable Fibra Conectador con el cierre Cubiertas de extremo protectoras
Art # A-09416SEU
Quitelascubiertasylosenchufesópticosdeextremodelafibra.
Art # A-12015
ADVERTENCIAS
Desconecte la alimentación eléctrica del sistema.
Evite el siguiente:1. Siesnecesariotirardelcableatravésdeuncadenaportacables,nodoblelafibrasobresímismacreando
una doblez pronunciada en el punto en el que sale de la manguera.
Art # A-09417
2. Nosujetelafibraparatirardelcable.
Art # A-09418

0-5264ES 3-13 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT3. CuandoelcabledefibrasehayainstaladoenelCCMoelcontroldegas,compruebequelatuercadeltubo
pasacablesestéfirmementesujetaalamanguera,deformaqueestanopuedasalirsedeltubocomosemuestra a continuación:
Art # A-09677SEU_AB
Manguera no asegurada
en el retenedor de cable
Correcta instalación:Laformacorrectadetirardelcableesutilizandounaguía,unalambreuotrocableyacoplarlodeformaseguraalamangueradetrásdeltubopasacables.Acontinuación,asegureelconectordefibraaldispositivodetracción,dejandociertadistensiónenlafibra.Mantengalascubiertasprotectorasdelextremoenlafibrahastaquedebaconectarse a la placa de circuitos impresos del CCM o el control de gas.
Art # A-09420
LainstalacióncorrectaenelCCMoenelcontroldegasdejaunavueltadefibra,deformaqueestanoestésome-tida a tensión en el punto en el que sale del conector o de la manguera.
Art # A-12014SEU
No sharp bends
CCM
Ningunas curvas agudas
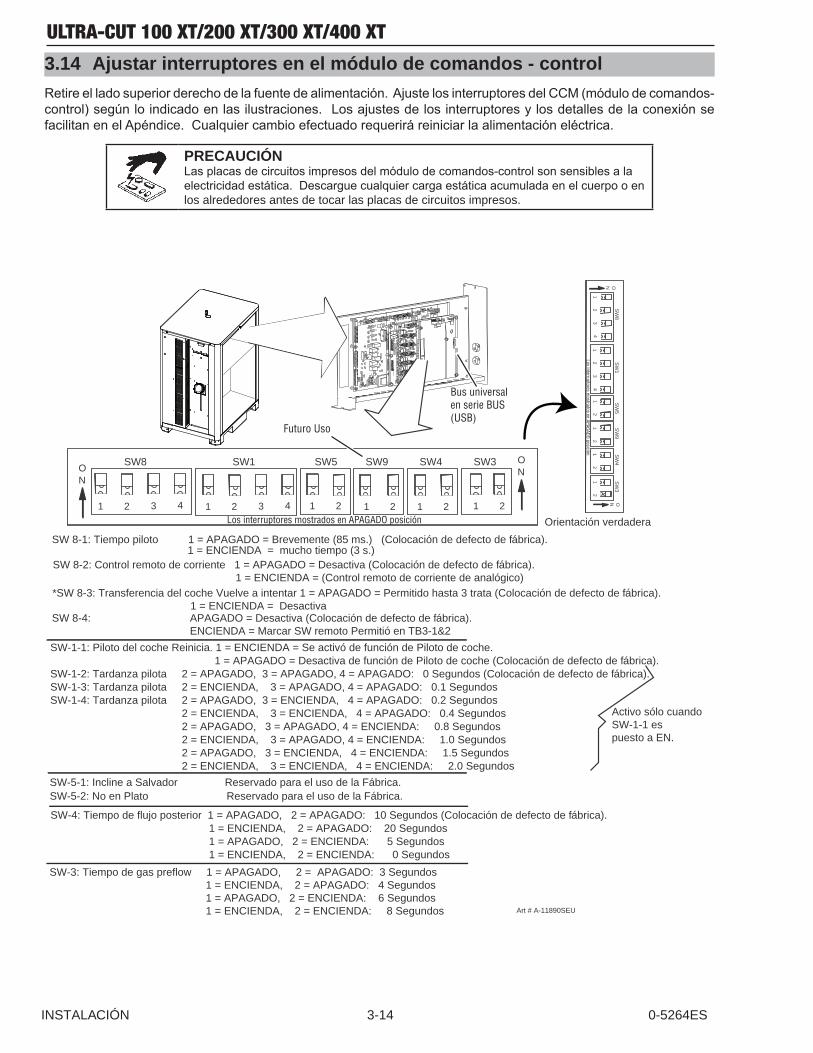
INSTALACIÓN 3-14 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3.14 Ajustar interruptores en el módulo de comandos - controlRetireelladosuperiorderechodelafuentedealimentación.AjustelosinterruptoresdelCCM(módulodecomandos-control)segúnloindicadoenlasilustraciones.LosajustesdelosinterruptoresylosdetallesdelaconexiónsefacilitanenelApéndice.Cualquiercambioefectuadorequeriráreiniciarlaalimentacióneléctrica.
PRECAUCIÓNLasplacasdecircuitosimpresosdelmódulodecomandos-controlsonsensiblesalaelectricidadestática.Descarguecualquiercargaestáticaacumuladaenelcuerpooenlos alrededores antes de tocar las placas de circuitos impresos.
Bus universal en serie BUS(USB)
Futuro Uso
SW1 SW3SW4SW5SW8
3 41 2 3 41 2 1 2 1 2 1 2 1 2
SW-1-1: Piloto del coche Reinicia. 1 = ENCIENDA = Se activó de función de Piloto de coche. 1 = APAGADO = Desactiva de función de Piloto de coche (Colocación de defecto de fábrica).SW-1-2: Tardanza pilota 2 = APAGADO, 3 = APAGADO, 4 = APAGADO: 0 Segundos (Colocación de defecto de fábrica).SW-1-3: Tardanza pilota 2 = ENCIENDA, 3 = APAGADO, 4 = APAGADO: 0.1 SegundosSW-1-4: Tardanza pilota 2 = APAGADO, 3 = ENCIENDA, 4 = APAGADO: 0.2 Segundos 2 = ENCIENDA, 3 = ENCIENDA, 4 = APAGADO: 0.4 Segundos 2 = APAGADO, 3 = APAGADO, 4 = ENCIENDA: 0.8 Segundos 2 = ENCIENDA, 3 = APAGADO, 4 = ENCIENDA: 1.0 Segundos 2 = APAGADO, 3 = ENCIENDA, 4 = ENCIENDA: 1.5 Segundos 2 = ENCIENDA, 3 = ENCIENDA, 4 = ENCIENDA: 2.0 Segundos
SW-4: Tiempo de flujo posterior 1 = APAGADO, 2 = APAGADO: 10 Segundos (Colocación de defecto de fábrica). 1 = ENCIENDA, 2 = APAGADO: 20 Segundos 1 = APAGADO, 2 = ENCIENDA: 5 Segundos 1 = ENCIENDA, 2 = ENCIENDA: 0 Segundos
SW-5-1: Incline a Salvador Reservado para el uso de la Fábrica. SW-5-2: No en Plato Reservado para el uso de la Fábrica.
1 = ENCIENDA = mucho tiempo (3 s.)
ON
ON
Activo sólo cuando SW-1-1 es puesto a EN.
Art # A-11890SEU
SW 8-2: Control remoto de corriente 1 = APAGADO = Desactiva (Colocación de defecto de fábrica). 1 = ENCIENDA = (Control remoto de corriente de analógico)*SW 8-3: Transferencia del coche Vuelve a intentar 1 = APAGADO = Permitido hasta 3 trata (Colocación de defecto de fábrica). 1 = ENCIENDA = Desactiva SW 8-4: APAGADO = Desactiva (Colocación de defecto de fábrica). ENCIENDA = Marcar SW remoto Permitió en TB3-1&2
Los interruptores mostrados en APAGADO posición
SW9
SW 8-1: Tiempo piloto 1 = APAGADO = Brevemente (85 ms.) (Colocación de defecto de fábrica).
SW-3: Tiempo de gas preflow 1 = APAGADO, 2 = APAGADO: 3 Segundos 1 = ENCIENDA, 2 = APAGADO: 4 Segundos 1 = APAGADO, 2 = ENCIENDA: 6 Segundos 1 = ENCIENDA, 2 = ENCIENDA: 8 Segundos
SW
1S
W3
SW
4S
W5
SW
8
34
12
34
12
12
12
12
12
ON
ON
Los interruptores mostrados en APAGADO posición
SW
9
Orientación verdadera

0-5264ES 3-15 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
PRECAUCIÓNLasplacasdecircuitosimpresosdelmódulodecomandos-controlsonsensiblesalaelectricidadestática.Descarguecualquiercargaestáticaacumuladaenelcuerpooenlos alrededores antes de tocar las placas de circuitos impresos.
SW-6: OK-to-Move: Contacte cierre, 120V CA @ 1A (Colocación de defecto de fábrica) o Voltios CC (16-18v cc@ arriba a 100 ma.)SW-11: Ajuste "B" (posición por defecto).SW-11: Establecer la posición "A" (Abajo) para el control de corriente analógica remota. SW-8-2 debe estar ajustado a "ON".
SW-12-1/2/3/4: Señal dividida de Arco Todos = APAGADO = 50:1 (Colocación de defecto de fábrica)
1 = ENCIENDA = 16.6:1 2 = ENCIENDA = 30:1 3 = ENCIENDA = 40:1 4 = ENCIENDA = 25:1 Art # A-12016ES_AB
Sólo uno en a la vez
SW13: Cambie posición de Ultra-Cut
SW13
SW6
SW12
SW13 (Nota posiciona tres y cuatro todavía no son utilizados)
12
34
ON

INSTALACIÓN 3-16 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3.15 Conexiones del control de alturaLaregletadeterminalesproporcionaconexionesparaelvoltajedearconegativo(antorchaoelectrodo),elvoltaje de la punta (piloto) y el trabajo. Se utilizan para un control de altura que requiere conexión al voltaje de arconodividido.Laregletadeterminalestambiéntienedisponibles120VACy24VAC.Elconsumodecorrientepermitido es de 100 mA a 120 VAC y 1 Amp a 24 VAC.
Art # A-11900
24 Voltios C.A. @ 1A
TB4 1 2 3 4 5 6 7
120Voltios C.A.
@ 100 ma.
TrabajoIncline Voltios (Piloto)
Voltios de arco
(antorcha)
Art # A-11954SEU
NOTA!El panel posterior incorpora orificios adicionales para el cableado del cliente. Este panel, en lugar del que se encuentra en el CCM, será el lugar recomendado para el cableado adicional del cliente (y el tubo pasacables), para las conexiones a los controles de altura, etc.
3.16 Instalación del módulo de control de gasEl módulo de control de gas debe instalarse en un lugar adecuado en el que sea fácilmente accesible para el ope-rador del sistema. La unidad debe montarse sobre una superficie horizontal plana. Si el módulo se monta sobre una carcasa o en cualquier otro soporte que se vea sometido a vibraciones o movimiento, el instalador deberá sujetar firmemente el módulo al soporte.
El módulo debe situarse tan lejos como sea posible del iniciador de arco debido a las interferencias electromagné-ticas. El cable de control puede situarse en la misma cadena que los cables del iniciador de arco.
El módulo incluye patas que separan el panel inferior de la superficie de montaje. El panel inferior incorpora ori-ficios de ventilación. Debe quedar un espacio abierto entre el panel inferior y la superficie de montaje para que el aire de ventilación pueda entrar en el módulo. Las rejillas de ventilación situadas en el panel posterior del módulo tampoco deben quedar bloqueadas, para que el aire circule libremente.
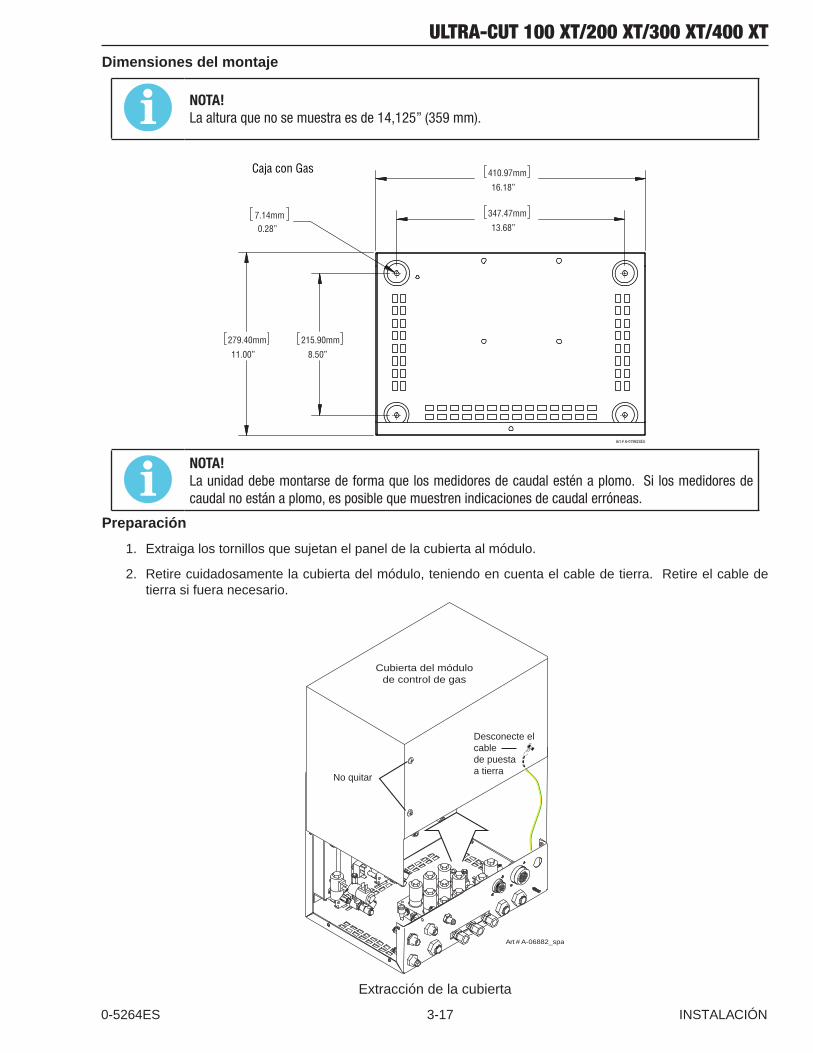
0-5264ES 3-17 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XTDimensiones del montaje
NOTA!La altura que no se muestra es de 14,125” (359 mm).
Art # A-07962SEU
8.50”
215.90mm
0.28”7.14mm
11.00”
279.40mm
16.18”
410.97mm
13.68”
347.47mm
Caja con Gas
NOTA!La unidad debe montarse de forma que los medidores de caudal estén a plomo. Si los medidores de caudal no están a plomo, es posible que muestren indicaciones de caudal erróneas.
Preparación1. Extraiga los tornillos que sujetan el panel de la cubierta al módulo.
2. Retire cuidadosamente la cubierta del módulo, teniendo en cuenta el cable de tierra. Retire el cable de tierra si fuera necesario.
Art # A-06882_spa
Cubierta del módulode control de gas
No quitar
Desconecte elcablede puestaa tierra
Extracción de la cubierta

INSTALACIÓN 3-18 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3.17 Instalacióndelcabledefibraóptica1. Instale el protector del orificio pasante para el cable de fibra óptica en el orificio del panel de conexión situado
en la parte posterior del módulo.
2. Pase el conector del cable de fibra óptica a través del orificio del panel de conexión situado en la parte posterior del módulo. Pase la suficiente longitud de cable al módulo para permitir que el cable forme una vuelta ascendente, tal y como se muestra.
PRECAUCIÓNEviteretorcer,doblaroagruparelcabledefibraóptica.Elcablepodríadañarsesisesometeadoblecesderadiopequeño.
2
3
Placa de circuitos
Art # A-04772_spa
Cable de fibra óptica
COMM
PLASMA
OUT
PREFLOW
OUT
J57
J56
SHIELD
OUT
H2O
INPUTS
TVAPOWER
SUPPLY
H35
F5
AIR N
2
O2
1
COMM
J57
J56
INPUTS
TVAPOWER
SUPPLY
H35
F5
AIR N
2
O2
SHIELDPLASMA
PREFLOW
H2O
SHIELD
H2O
3. Introduzca el conector del cable de fibra óptica en el receptáculo de la placa de circuito montada en vertical, tal y como se muestra. El cable debe encajarse a presión.

0-5264ES 3-19 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Placa de circuitos
Cable de fibra óptica
Art # A-04773_spa
4. Apriete el protector del orificio pasante para el cable de fibra óptica utilizando herramientas manuales.
5. Vuelva a instalar el panel de la cubierta, asegurándose de que el cable de tierra esté conectado.
3.18 Módulo de control de gas: Conexiones de control, entrada y salida1. Realice el resto de las conexiones en la parte posterior del módulo. Las conexiones están etiquetadas. El
módulo debe ponerse a tierra; el terminal de puesta a tierra está señalado como Utilice un cable CAE n.º 10 (Europa: 6 mm2) (o más grueso) para la puesta a tierra. La longitud del cable de puesta a tierra debe ser tan corta como sea posible.
2. Coloque el módulo sobre una superficie de montaje llana y horizontal.
3. Verifique que los medidores de caudal estén a plomo.
4. Fije el módulo sobre la superficie de montaje.
5. Conecte todas las entradas de gas / agua en el panel posterior del módulo.
6. Conecte los cables de control pertinentes a los terminales señalados con “TVA” (conjunto de válvulas de la válvula de la antorcha) y con “power supply” (fuente de alimentación).
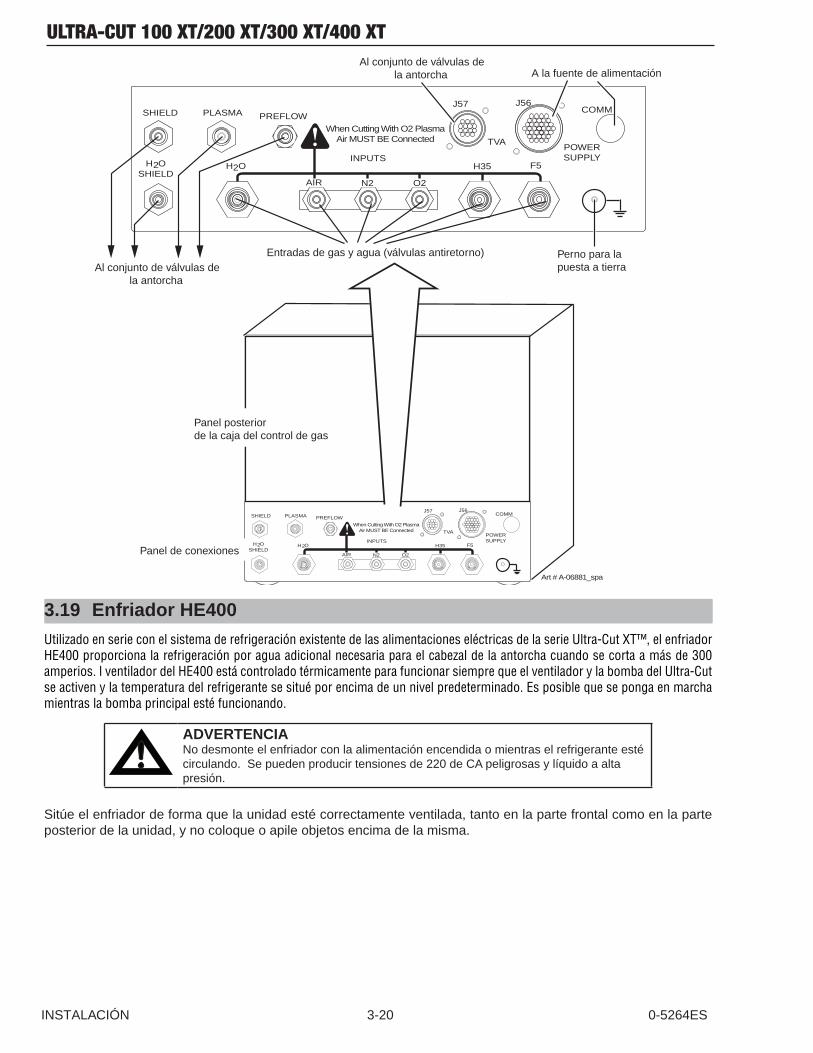
INSTALACIÓN 3-20 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Entradas de gas y agua (válvulas antiretorno)
Panel de conexiones
Al conjunto de válvulas dela antorcha
Al conjunto de válvulas dela antorcha
A la fuente de alimentación
SHIELD PLASMA PREFLOW
H OSHIELD
2 H O2
AIR N2 O2
H35 F5
TVAPOWERSUPPLY
COMMJ57 J56
INPUTS
When Cutting With O2 PlasmaAir MUST BE Connected
Perno para lapuesta a tierra
SHIELD PLASMA PREFLOW
H OSHIELD
2 H O2
AIR N2 O2
H35 F5
TVAPOWERSUPPLY
COMMJ57 J56
INPUTS
When Cutting With O2 PlasmaAir MUST BE Connected
Panel posteriorde la caja del control de gas
Art # A-06881_spa
3.19 Enfriador HE400Utilizado en serie con el sistema de refrigeración existente de las alimentaciones eléctricas de la serie Ultra-Cut XT™, el enfriador HE400 proporciona la refrigeración por agua adicional necesaria para el cabezal de la antorcha cuando se corta a más de 300 amperios. l ventilador del HE400 está controlado térmicamente para funcionar siempre que el ventilador y la bomba del Ultra-Cut se activen y la temperatura del refrigerante se situé por encima de un nivel predeterminado. Es posible que se ponga en marcha mientras la bomba principal esté funcionando.
!ADVERTENCIANo desmonte el enfriador con la alimentación encendida o mientras el refrigerante esté circulando. Se pueden producir tensiones de 220 de CA peligrosas y líquido a alta presión.
Sitúe el enfriador de forma que la unidad esté correctamente ventilada, tanto en la parte frontal como en la parte posterior de la unidad, y no coloque o apile objetos encima de la misma.

0-5264ES 3-21 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0,6 m (2’)
0,6 m (2’)76 mm(3”)
76 mm(3”)
Art # A-12813ES
NOTA!Asegúrese de que las cuatro líneas de refrigerante descritas a continuación estén conectadas y no pre-senten fugas antes de conectar la alimentación al J71.
Hagacoincidirloscoloresdelasmanguerasalaetiquetadelpaneldelanterosegún.Laslíneasdesuministrosonverdes y las de retorno son rojas. Mirando la unidad de frente, tal y como se muestra a continuación, las conexiones delaizquierdavanalaalimentacióneléctricadelUltra-CutXT™ylasdeladerecha,aliniciadordearcoRAS1000.
PRECAUCIÓNNOcrucelaslíneasderefrigerante;delocontrario,nosuministraránrefrigeraciónalaantorchadeplasmaXT™talycomosediseñóylagarantíaquedarásinefecto.
AcopleyaprietetodoslosacoplesJICnº.6conunallavede11/16’’(18mm).Nolosaprieteexcesivamenteporquesepasaránderoscayestoproduciráfugas.NopongaenmarchaelUltra-CutXT™sinohayrefrigeranteeneldepósito.Serequiereungalón(3,78l)adicionalderefrigeranteparacompensarelhechodequeelHE400estéacopladoalsistema.ControleelniveldelíquidomientrasrellenaelUltra-CutXT.Nopermitaqueelnivelderefri-gerante del depósito descienda por debajo del mínimo.
Acople el cable J71 después de haber determinado que el enfriador y las líneas de refrigerante no presentan fugas.

INSTALACIÓN 3-22 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Art #
A-0
9624
_AB
EsposiblequeelHE400noseactiveduranteelcorteporplasmadebajapotencia.Estonoindicaunproblemaen el funcionamiento.
Compruebe periódicamente si existen obstrucciones en el radiador y, en su caso, elimínelas aspirando las aletas. No utilice productos de limpieza ni líquidos para eliminar la suciedad ya que podrían estropear el radiador.
3.20 Instale la iniciador remoto de arcoEmplazamientoSeleccione un lugar limpio y seco, con buena ventilación y un espacio de trabajo adecuado alrededor de todos los componentes.
Revise las precauciones de seguridad que se encuentran en la primera parte de este manual para asegurarse de que el emplazamiento cumple con todos los requisitos de seguridad.
Los cables de interconexión y las mangueras se acoplan al iniciador de arco. Debe quedar un espacio suficiente alrededor del iniciador de arco para que estas conexiones no se retuerzan o doblen en exceso.
Dimensiones del montaje
NOTA!La altura que no se muestra es de 7.375” ( 187 mm )

0-5264ES 3-23 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
38.10mm1.50in
190.50mm7.50in
50.80mm2.00in
203.20mm8.00in
50.80mm2.00in
38.10mm1.50in
Art # A-12058
INSTALACIÓNEl iniciador de arco remoto debe instalarse en un lugar adecuado, cerca del cabezal de la antorcha. Si el iniciador de arco se monta sobre una carcasa o en cualquier otro soporte que se vea sometido a vibraciones o movimiento, sujete firmemente el iniciador de arco al soporte.
1. Afloje, pero no extraiga, los tornillos inferiores que sujetan la cubierta al iniciador de arco. Extraiga los tornillos superiores que sujetan el panel de la cubierta al iniciador de arco.
NOTA!Un cable de tierra conecta la cubierta a la base del iniciador de arco. Este cable debe permanecer en su sitio.
2. Extraiga el panel de la cubierta del iniciador de arco.

INSTALACIÓN 3-24 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Art # A-09625SEU
Tornillos más bajos (2 por lado)
Tornillos superiores (2 por lado)
La cubierta
Cable a tierra
Extracción de la cubierta
3. Coloqueeliniciadordearcosobreunasuperficiedemontajellanayhorizontal.
4. Utilicelosorificiospretaladradosen,comomínimo,dosdelaspatassituadasdelaparteinferiordeliniciadordearcoparaasegurarloalasuperficiedemontaje.
Art # A-09626SEU
Mínimo de dos
Conexiones de entrada1. Consulte la ilustración. Realice las siguientes conexiones de entrada en el iniciador de arco.
• Mangueras de retorno y de suministro de refrigerante (desde el intercambiador de calor HE400). Las mangueras y los conectores están codificados por color: rojo para retorno, verde para suministro.
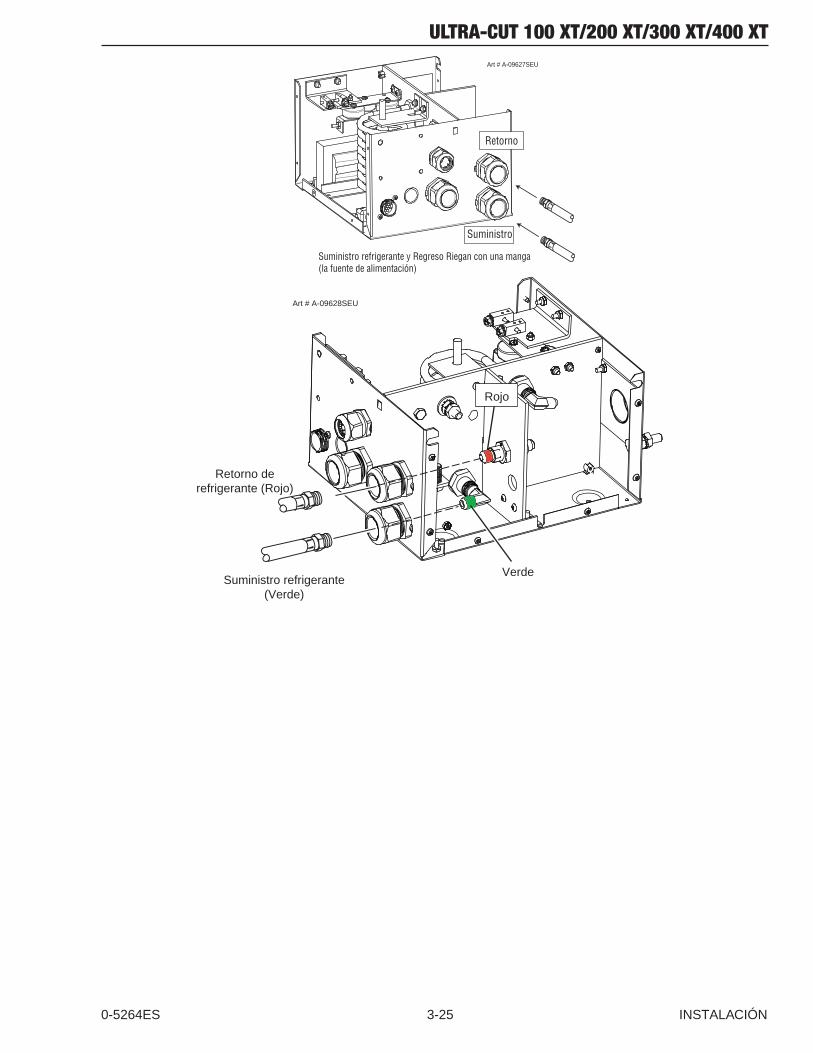
0-5264ES 3-25 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Suministro refrigerante y Regreso Riegan con una manga(la fuente de alimentación)
Art # A-09627SEU
Suministro
Retorno
Retorno de refrigerante (Rojo)
Suministro refrigerante (Verde)
Art # A-09628SEU
Verde
Rojo

INSTALACIÓN 3-26 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Art # A-09629SEU
Cable negativo de la alimentación
Plato de cobre
Cables negativos (desde el panel posterior de la alimentación eléctrica)
Art # A-09630SEU
Cable piloto del regreso de la alimentación
CablederetornoPILOTO(desdeelpanelposteriordelaalimentacióneléctrica)
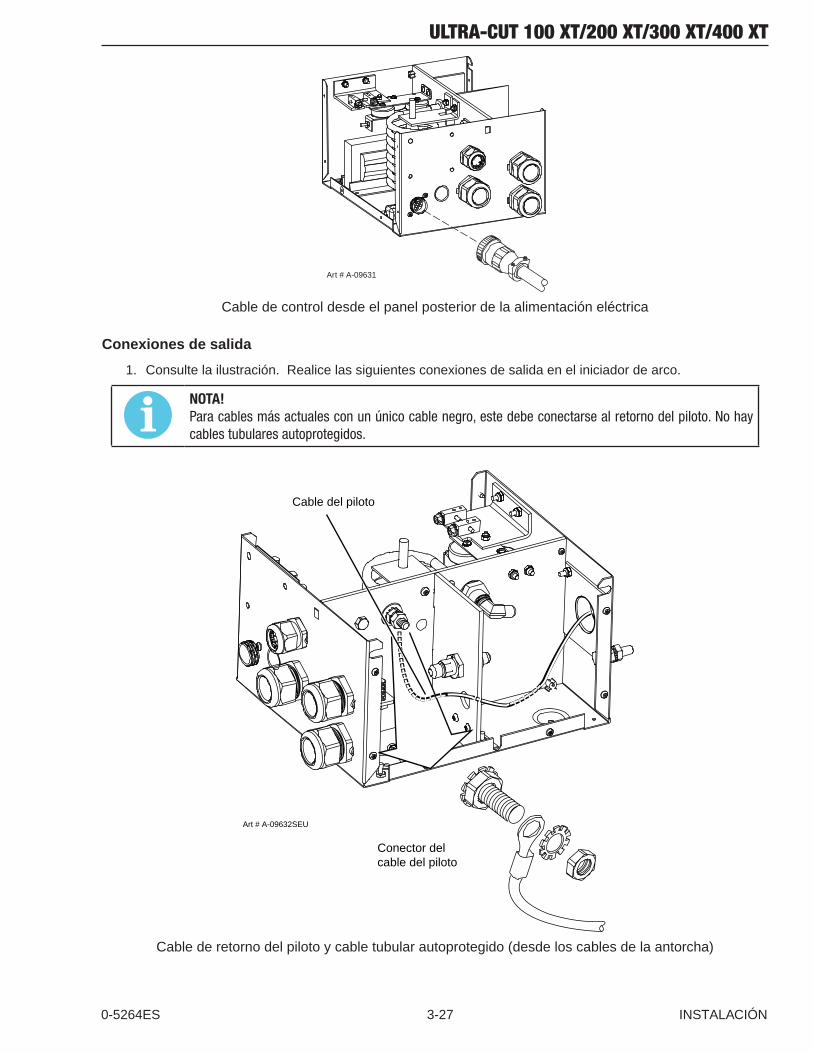
0-5264ES 3-27 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Art # A-09631
Cable de control desde el panel posterior de la alimentación eléctrica
Conexiones de salida1. Consulte la ilustración. Realice las siguientes conexiones de salida en el iniciador de arco.
NOTA!Para cables más actuales con un único cable negro, este debe conectarse al retorno del piloto. No hay cables tubulares autoprotegidos.
Conector del cable del piloto
Cable del piloto
Art # A-09632SEU
Cable de retorno del piloto y cable tubular autoprotegido (desde los cables de la antorcha)

INSTALACIÓN 3-28 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Art # A-09633SEU
Algunos artículos son quitados para la claridad.
Conexión a la suministro refrigerante(Etiquetó Verde)
Conexión a la retorno de refrigerante(Etiquetó Rojo)
Retorno refrigerante a Antorcha (Rojo)
Suministro refrigerante a Antorcha (Verde)
Mangueras de suministro y retorno de refrigerante (desde la antorcha)
Vuelva a colocar la cubierta del iniciador de arco. Asegúrese de que el cable de puesta a tierra no quede atrapado entre la cubierta y la base.
Art # A-09625SEU
Tornillos más bajos (2 por lado)
Tornillos superiores (2 por lado)
La cubierta
Cable a tierra
El iniciador de arco debe ponerse a tierra; el terminal de puesta a tierra está señalado con. . Consulte la sección anterior para conocer los detalles de la conexión a tierra.

0-5264ES 3-29 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Cable de puestaa tierra
Art # A-04758_spa
1 tuerca y 1 arandeladeben quedar ensu lugar
Conexiones dela antorcha
• Utiliceunaabrazaderaparafijarelanillode latóndelblindajedelcablede laantorchaalpuertodeliniciador dearco remoto, tal y como se muestra.
Art # A-04759_spa
Conexiones del refrigerantey del piloto al montaje deválvulas de la antorcha
Blindaje de lasconexiones dela antorcha
Abrazaderadel blindaje
Conectar el cable de control 1. Conecte el cable del iniciador de arco remoto en el receptáculo del iniciador de arco.

INSTALACIÓN 3-30 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-11540_AB
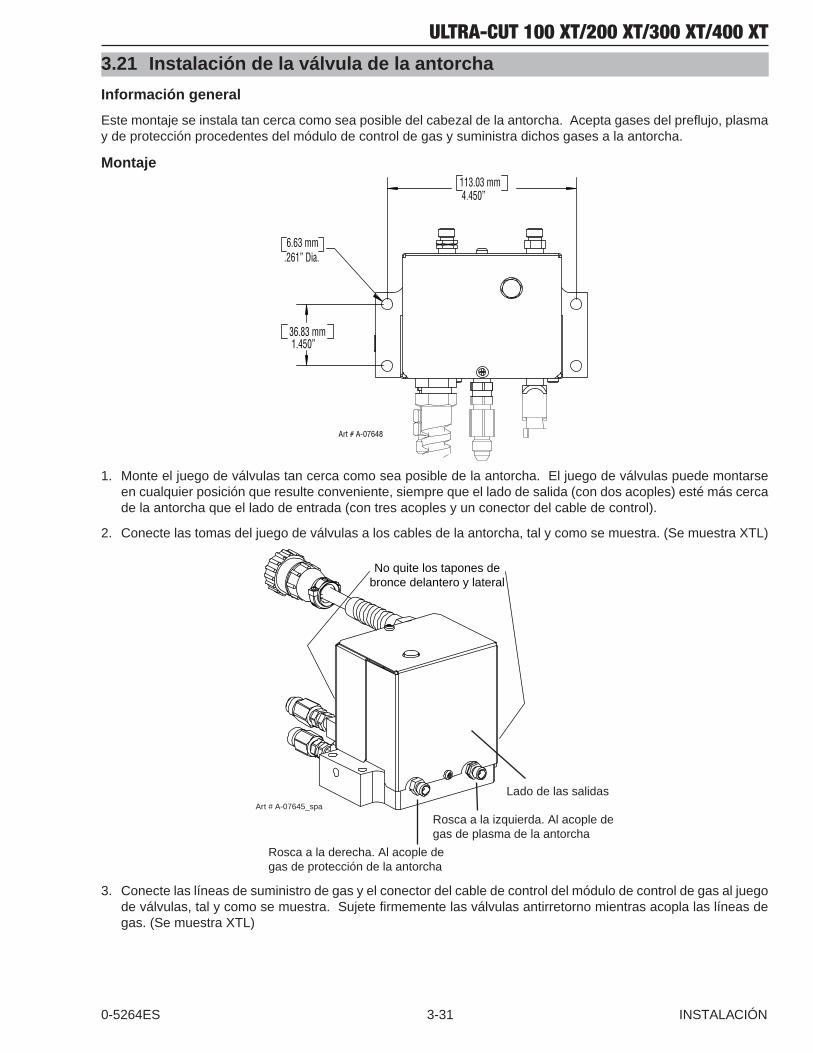
0-5264ES 3-31 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3.21 Instalación de la válvula de la antorchaInformación generalEste montaje se instala tan cerca como sea posible del cabezal de la antorcha. Acepta gases del preflujo, plasma y de protección procedentes del módulo de control de gas y suministra dichos gases a la antorcha.
Montaje
1.450”36.83 mm
4.450”113.03 mm
.261” Dia.6.63 mm
Art # A-07648
1. Monte el juego de válvulas tan cerca como sea posible de la antorcha. El juego de válvulas puede montarse en cualquier posición que resulte conveniente, siempre que el lado de salida (con dos acoples) esté más cerca de la antorcha que el lado de entrada (con tres acoples y un conector del cable de control).
2. Conecte las tomas del juego de válvulas a los cables de la antorcha, tal y como se muestra. (Se muestra XTL)
Art # A-07645_spa
No quite los tapones debronce delantero y lateral
Rosca a la derecha. Al acople degas de protección de la antorcha
Rosca a la izquierda. Al acople degas de plasma de la antorcha
Lado de las salidas
3. Conecte las líneas de suministro de gas y el conector del cable de control del módulo de control de gas al juego de válvulas, tal y como se muestra. Sujete firmemente las válvulas antirretorno mientras acopla las líneas de gas. (Se muestra XTL)

INSTALACIÓN 3-32 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Cable de control
Conexión a la gas de plasma
Conexión a la gas de protección
Conexión a la gas preflujo
Conexión a la WMS™
Art # A-07646SEU
Agote Silenciador
PRECAUCIÓNSujetefirmementetodoslosacoplesmientrasacoplalasmanguerasosepodríanproducirfugas.Lapresiónlateralpuederomperlasválvulasantirretornoodebilitarsuconexiónalconjuntodeválvulasdelaantorcha.Traselmontaje,debeexaminarsesiexistenfugasentodoslosacoples.
3.22 Conexión de la antorchaConecte la antorcha como se indica a continuación:
Art # A-09198SEU
Conector del cable del piloto
Conjunto del cabezal de la antorcha
Tubo de posicionamiento
Junta tórica (O-ring)
Cubierta de las conexiones de la antorcha
Gas de Plasma (rosca a la izquierda)
Gas de protección(Hilo de rosca derecho)
Suministro de refrigerante,&
cable de potencia (-)
Cable del piloto
Suministro de refrigerante,Retorno de refrigerante,
y Cables del piloto
Cubierta de las conexiones
Ranura para junta tórica (O-ring)
A válvula del antorcha
1. Disponga los cables de la antorcha sobre una superficie de trabajo limpia y seca.
2. Sujete firmemente el tapón terminal de los cables de la antorcha. Tire aproximadamente 18’’ (0,5 mm) de los cables a través del tapón terminal.
3. Retire y deseche los tapones terminales de protección del tubo de montaje.
0-5264ES 3-33 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT4. Instale la junta tórica en la ranura situada en el extremo superior del tubo de montaje.
5. Instale el tubo de montaje como se indica a continuación:
a. Coloque el tubo de montaje en el extremo de conjuntos de cables, tal y como se muestra.
b. Deslice el tubo de montaje hacia arriba, en los conjuntos de cables.
c. Presione el extremo superior del tubo de montaje en el extremo inferior del tapón terminal de los cables de la antorcha. Asegúrese de que la junta tórica del tubo se acople con la ranura de unión del interior del tapón terminal de los cables de la antorcha.
d. Asegúrese de que el tubo de montaje puede girar libremente dentro del tapón terminal de los cables de la antorcha.
6. Conecte los cables del gas y del refrigerante al cabezal de la antorcha.
a. Las conexiones de suministro y etorno del refrigerante en el cabezal de la antorcha tienen longitudes distintas.
b. Las conexiones del gas plasma y del gas secundario al cabezal de la antorcha tienen roscas distintas; la conexión del gas plasma se enroscan hacia la izquierda y la del gas de protección, hacia la derecha.
c. Sujete firmemente los conectores de los cables del cabezal de la antorcha; gire los acoples de los cables con una llave para fijar los cables al cabezal de la antorcha. NO apriete en exceso.
PRECAUCIÓNLoscablesdelgasydelrefrigeranteincluyenacoplesapresión.Noutiliceselladorenestas conexiones.
Aplique lentamente presión a las líneas de gas. Compruebe que no existan fugas en ninguna de las conexiones antes de seguir adelante. Si no hay presencia de fugas, cierre el suministro de gas y con-tinúe con la instalación.
7. Conecte el cable del piloto en el cabezal de la antorcha. Presione firmemente los dos extremos del conector juntos. Enrosque la cubierta / el conector de plástico del cable en el conector correspondiente del cabezal de la antorcha.
8. Presione el conjunto del cabezal de la antorcha hacia arriba, para conectarlo al tubo del montaje. Retire los cables hacia atrás según sea necesario para garantizar un ajuste correcto a través del tubo de montaje y el tapón terminal de los cables de la antorcha. Sujete firmemente el conjunto del cabezal de la antorcha; gire el tubo de montaje para enroscarlo en dicho cabezal.
PRECAUCIÓNAsegúresedequeloscablesnoquedenretorcidosdentrodeltubodemontaje.Loscables deben colocarse como se muestra en el diagrama de instalación.
9. El extremo inferior del tubo de montaje incluye cuatro orificios roscados. Coloque un tornillo de fijación Allen en cualquiera de los orificios roscados para fijar el conjunto del cabezal de la antorcha al tubo de montaje.
10. Instale las piezas consumibles pertinentes, tal y como se muestra en las siguientes páginas. El manual de la antorcha incluye diagramas que muestran las piezas correctas que deben instalarse en función del metal que se cortará y los gases que se utilizarán.
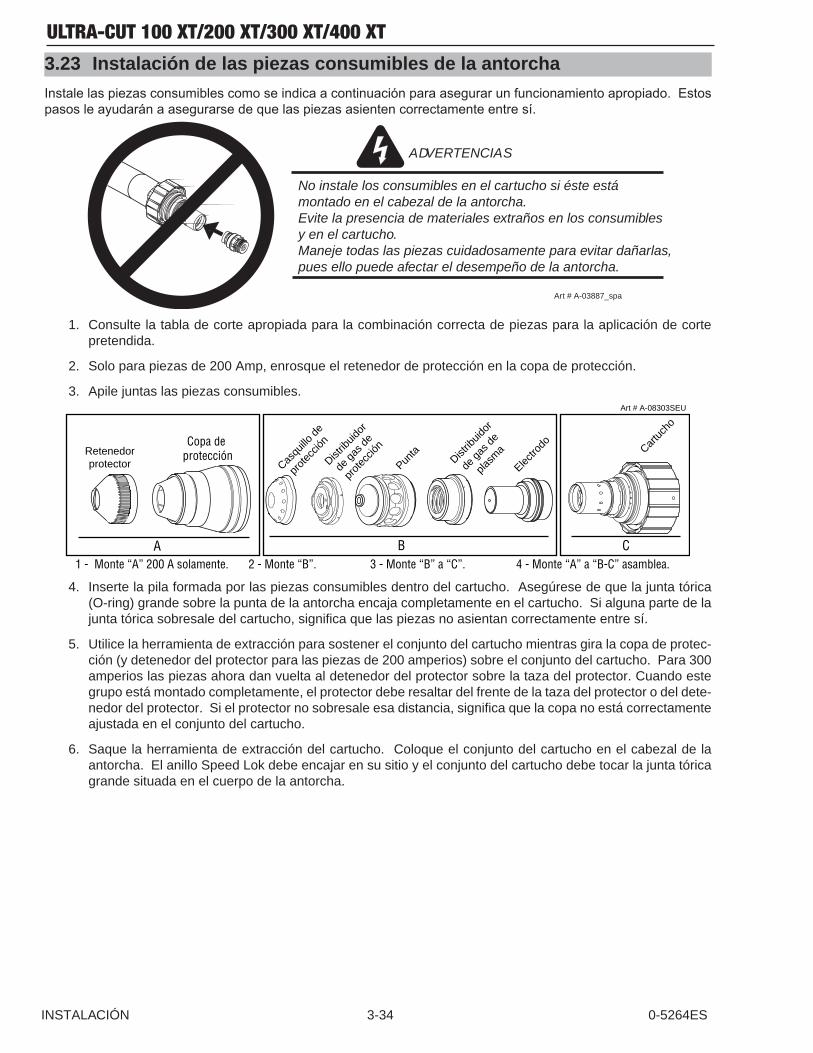
INSTALACIÓN 3-34 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3.23 Instalación de las piezas consumibles de la antorchaInstalelaspiezasconsumiblescomoseindicaacontinuaciónparaasegurarunfuncionamientoapropiado.Estospasosleayudaránaasegurarsedequelaspiezasasientencorrectamenteentresí.
Art # A-03887_spa
ADVERTENCIAS
No instale los consumibles en el cartucho si éste estámontado en el cabezal de la antorcha.Evite la presencia de materiales extraños en los consumiblesy en el cartucho. Maneje todas las piezas cuidadosamente para evitar dañarlas,pues ello puede afectar el desempeño de la antorcha.
1. Consulte la tabla de corte apropiada para la combinación correcta de piezas para la aplicación de corte pretendida.
2. Solo para piezas de 200 Amp, enrosque el retenedor de protección en la copa de protección.
3. Apile juntas las piezas consumibles.
Retenedorprotector
Copa de protección
Casqu
illo d
e
prot
ecció
n
Distrib
uidor
de g
as d
e
prot
ecció
n
Punta
Distrib
uidor
de g
as d
e
plasm
a
Electro
do Cartu
cho
Art # A-08303SEU
A B C1 - Monte “A” 200 A solamente. 2 - Monte “B”. 3 - Monte “B” a “C”. 4 - Monte “A” a “B-C” asamblea.
4. Inserte la pila formada por las piezas consumibles dentro del cartucho. Asegúrese de que la junta tórica (O-ring) grande sobre la punta de la antorcha encaja completamente en el cartucho. Si alguna parte de la junta tórica sobresale del cartucho, significa que las piezas no asientan correctamente entre sí.
5. Utilice la herramienta de extracción para sostener el conjunto del cartucho mientras gira la copa de protec-ción (y detenedor del protector para las piezas de 200 amperios) sobre el conjunto del cartucho. Para 300 amperios las piezas ahora dan vuelta al detenedor del protector sobre la taza del protector. Cuando este grupo está montado completamente, el protector debe resaltar del frente de la taza del protector o del dete-nedor del protector. Si el protector no sobresale esa distancia, significa que la copa no está correctamente ajustada en el conjunto del cartucho.
6. Saque la herramienta de extracción del cartucho. Coloque el conjunto del cartucho en el cabezal de la antorcha. El anillo Speed Lok debe encajar en su sitio y el conjunto del cartucho debe tocar la junta tórica grande situada en el cuerpo de la antorcha.

0-5264ES 3-35 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Juntas tóricasCabezal de la antorcha
Cabezal de la antorcha
1,6 - 2,1 mm(0.063 - 0.083")
Saliente
Art # A-08300SEU_AB
Instalación del cartucho armado en el cabezal de la antorcha
7. Si utiliza el sensor óhmico de altura de la antorcha, coloque el broche óhmico sobre la copa de protección.
Conjunto de piezas de 30 - 100 Amp
Electrodo
Punta
Casquillo deprotección
Art # A-04873ES
1: Apilado de las piezas
Distribuidor degas de plasma
Distribuidor degas deprotección
Junta tórica (O-ring)superior sobre la punta
No debe haberseparación entre
las piezas
El cartucho cubre lajunta tórica (O-ring)superior de la puntade la antorcha
4: Verifique la distancia que asoma el casquillo de protección
3: Enrosque la copa de protección en el cartucho
Copa de protección
Casquillo deprotección
El casquillo de protecciónsobresale 0,063 - 0,083” (1,6 - 2,1 mm)
2: Empuje el cartucho sobre las piezas apiladas
Instalación del cartucho armado en el cabezal de la antorcha
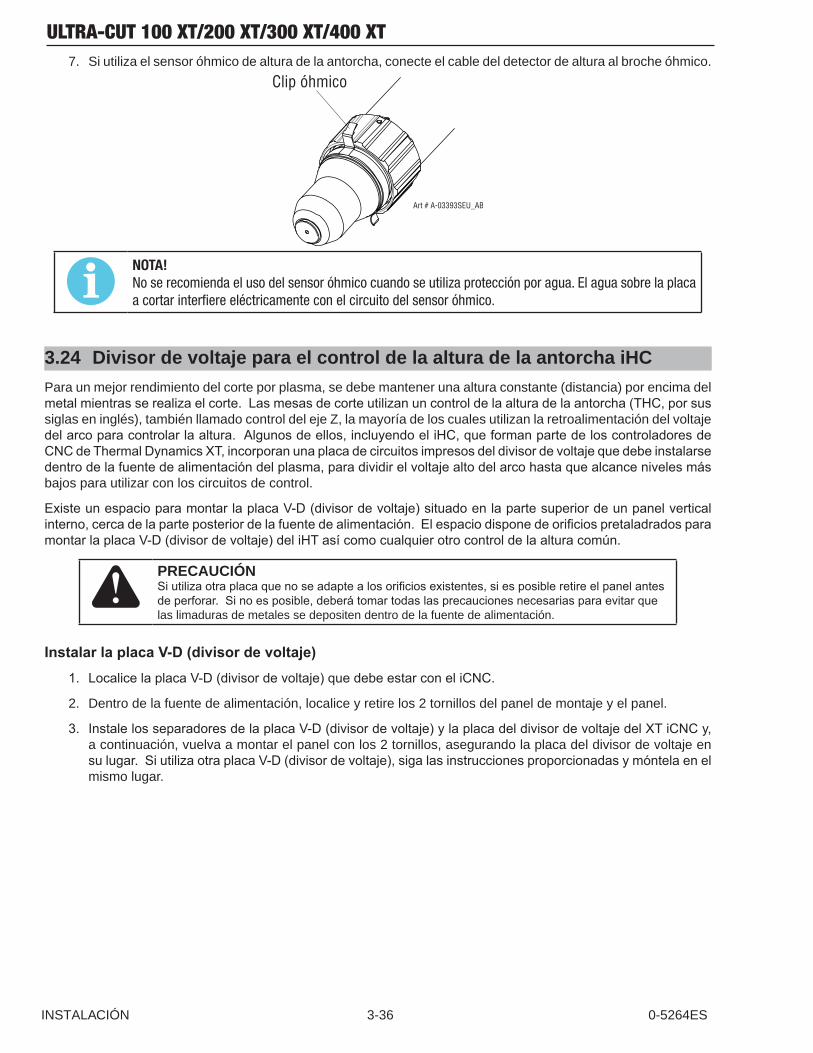
INSTALACIÓN 3-36 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT7. Si utiliza el sensor óhmico de altura de la antorcha, conecte el cable del detector de altura al broche óhmico.
Clip óhmico
Art # A-03393SEU_AB
NOTA!No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
3.24 Divisor de voltaje para el control de la altura de la antorcha iHCPara un mejor rendimiento del corte por plasma, se debe mantener una altura constante (distancia) por encima del metalmientrasserealizaelcorte.Lasmesasdecorteutilizanuncontroldelaalturadelaantorcha(THC,porsussiglas en inglés), también llamado control del eje Z, la mayoría de los cuales utilizan la retroalimentación del voltaje delarcoparacontrolarlaaltura.Algunosdeellos,incluyendoeliHC,queformanpartedeloscontroladoresdeCNCdeThermalDynamicsXT,incorporanunaplacadecircuitosimpresosdeldivisordevoltajequedebeinstalarsedentrodelafuentedealimentacióndelplasma,paradividirelvoltajealtodelarcohastaquealcancenivelesmásbajos para utilizar con los circuitos de control.
ExisteunespacioparamontarlaplacaV-D(divisordevoltaje)situadoenlapartesuperiordeunpanelverticalinterno,cercadelaparteposteriordelafuentedealimentación.ElespaciodisponedeorificiospretaladradosparamontarlaplacaV-D(divisordevoltaje)deliHTasícomocualquierotrocontroldelaalturacomún.
PRECAUCIÓNSiutilizaotraplacaquenoseadaptealosorificiosexistentes,siesposibleretireelpanelantesdeperforar.Sinoesposible,deberátomartodaslasprecaucionesnecesariasparaevitarquelas limaduras de metales se depositen dentro de la fuente de alimentación.
InstalarlaplacaV-D(divisordevoltaje)1. LocalicelaplacaV-D(divisordevoltaje)quedebeestarconeliCNC.
2. Dentro de la fuente de alimentación, localice y retire los 2 tornillos del panel de montaje y el panel.
3. InstalelosseparadoresdelaplacaV-D(divisordevoltaje)ylaplacadeldivisordevoltajedelXTiCNCy,a continuación, vuelva a montar el panel con los 2 tornillos, asegurando la placa del divisor de voltaje en sulugar.SiutilizaotraplacaV-D(divisordevoltaje),sigalasinstruccionesproporcionadasymóntelaenelmismo lugar.

0-5264ES 3-37 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Espacio para la placa V-D Clip óhmico puerto de cable
Conexione de la placa V-D (divisor de voltaje)
instalarse de la placa V-D
Art # A-12079SEU
LaplacaV-D(divisordevoltaje)semuestraconelarnésdecablesopcionalparaelcontroladoriHC
Cable de controlLaplacaiHCsepuedeproporcionarconunarnésdecablesyunconector(comosemuestraenlaimagenante-rior),quesedebeninstalarenelorificiodelpanelposteriormarcadocomo“HeightControl”(Controldelaaltura).ElconectorencajaconuncabledeliHC.ParaotrasplacasV-D(divisordevoltaje)paraelcontroldelaaltura,sepuedeinstalarunpasacablesendichoorificioparaloscables.ConsulteenelApéndiceeldiagramadelcableado.
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Clip óhmico puerto de cable
Conexiones de la placa V-D (divisor de voltaje)
Art # A-12080SEU
Conexiones del voltaje del arcoLasfuentesdeplasmaXTincorporanunaregletadebornes,TB4,enelladoderechodelantedelmóduloCCMpararealizarlasconexionesconelArcV–(Torch)(antorcha),elTipV(Pilot)(piloto)yelArcV+(Work)(Trabajo).SilaplacaV-D(divisordevoltaje)requiereotrafuentedealimentación,disponede24VACy120VACenlaregletadebornesTB4.ConsulteeldiagramadelcableadoenelApéndiceparaobtenermásinformación.
24 Voltios C.A. @ 1A
TB4 1 2 3 4 5 6 7
120Voltios C.A.
@ 100 ma.
TrabajoIncline Voltios (Piloto)
Voltios de arco
(antorcha)
Art # A-11954SEU

INSTALACIÓN 3-38 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XTCable(delacopa)deprotecciónu“óhmico”Algunoscontrolesdelaaltura,incluyendoeliHC,encuentranlaplacautilizandounamedicióneléctricaodelaresistencia,porlotanto“óhmica”,delcontactoentreelextremoconductordelaantorchayelmetalola“placa”quesevaacortar.Uncable,normalmenteunsolocabledegranflexibilidadquesoportaelcalorreflectantedelarco,seconectaentrelaplacaV-D(divisordevoltaje)ylacopadeproteccióndelaantorcha.LaantorchaXTincluyeunapinzademuellemetálicaquesedeslizadentrodeunaranuradelacopadeprotecciónloquepermitequesepuedanretirarlaspiezasconfacilidadparapodercambiarlas.Elcableóhmicosepuedeconectaraestapinzaconunbornedefijaciónapresiónhembrade¼”.
Lasgrandescantidadesdeenergíadealtafrecuencia(HF,porsussiglaseninglés)queprovocaninterferenciaselectromagnéticas(EMI,porsussiglaseninglés)puedenpasaralolargodeestecabledebidoaqueestámuypróximoalaantorcha.EstaeslarazónporlaquesedebemontarlaplacaV-D(divisordevoltaje)lejosdelCCMycerca del panel posterior, de modo que el cable óhmico no tenga que pasar cerca de otros dispositivos electrónicos sensibles.EsespecialmenteimportantequeelcableóhmiconopasecercadelmóduloCCModeloscablesdela antorcha.
Consulte en el Apéndice el diagrama del cableado.
Núcleos de ferrita Esimportantequeelcablededetecciónóhmicoseenvuelvaconunnúcleodeferritaconvariasvueltas,comomínimo3sibiencuantasmásmejor,parareducirlaenergíadirigidahacialaplacaV-D(divisordevoltaje)ylafuentedeplasma.Elnúcleodeferritadebeestarsituadosobreelcabledondeseintroducelafuentedeplasma.Unsegundonúcleodeferrita,añadidoavariospies(unpardemetros)desdelaantorcha,reduciráadicionalmentelasEMIquesepuedenacoplaraotroscablesyprovocarinterferencias.
Consulte en el Apéndice el diagrama del cableado.
3.25 Completar la instalación1. Extraiga tapón del depósito del refrigerante. Llene el depósito del refrigerante hasta el nivel indicado utilizando
refrigerante Thermal Dynamics. El nivel de refrigerante puede verse a través del depósito de refrigerante traslúcido. La cantidad de refrigerante necesaria varía con la longitud de los cables de la antorcha.
Opciones del refrigerante a utilizarNúmero de catálogo y mezcla Mezcla Protege hasta
7-3580 ‘Extra-Cool™’ 25 / 75 10° F / -12° C7-3581 ‘Ultra-Cool™’ 50 / 50 27° F / -33° C
7-3582 ‘Extreme Cool™’ Concentrado* -65° F / -51° C * Para mezclar con D-I Cool™ 7-3583

0-5264ES 3-39 INSTALACIÓN
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Art # A-11536SEU
Intervalo de llenado
Tanque de refrigerante
2. Una vez que se haya instalado el sistema completo, compruebe que se haya bombeado refrigerante a través del sistema como se indica a continuación (consulte la NOTA):
NOTA!Dependiendo de la longitud de los cables de la antorcha, es posible que el sistema requiera más refrigerante tras poner el sistema en marcha por primera vez.
a. Coloque el interruptor ON/OFF en la posición ON.
b. Transcurridos 4 minutos, el sistema podría apagarse si los cables no están llenos de refrigerante.
c. Coloque el interruptor ON/OFF en la posición OFF. Añada más refrigerante si fuera necesario.
d. Transcurridos 10 segundos, coloque de nuevo el interruptor ON/OFF en la posición ON.
e. Repita la secuencia de pasos “b” a “d”, hasta que el sistema deje de apagarse. Dependiendo de la longitud de los cables de la antorcha, es posible que esta secuencia deba repetirse.
f. Una vez que el sistema esté operativo y antes de utilizarlo, permita que la bomba funcione durante diez minutos para purgar correctamente el aire de las líneas de refrigerante.
3. Rellene el depósito y vuelva a colocar el tapón.
4. Purgue el refrigerante de la antorcha antes de encenderla. Antes del uso, asegúrese de que no se produz-can fugas. Si se observan fugas, consulte la guía de resolución de problemas por fugas de refrigerante de la sección de mantenimiento de este manual.

INSTALACIÓN 3-40 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Estapáginasedejóintencionalmenteenblanco.

0-5264ES 4-1 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
SECCIÓN 4: OPERACIÓN
4.01 Panel de control de la fuente de alimentación
Art # A-11541SEU_AB
Indicador de CA
Indicador de Temp
Indicador de Gas
Indicador de CC
A/ Indicador del estado
A/
Indicador de tensión de alimentación CA:
IndicaquehaytensióndealimentaciónenCAalsistemacuandoelinterruptorON/OFFestáenlaposiciónencendido (ON).
Indicador de temperatura: Normalmenteestáapagado.Elindicadorseencenderácuandolossensoresinternosdetemperaturadetectenvaloresporencimadeloslímitesnormales.Enestecaso,dejequelaunidadse enfríe antes de continuar con la operación.
Indicador de gas: ACTIVADOdurantelapurgadegas/cebadodearranquedelabomba.Posteriormente,siemprequeelgasfluya.Indicalapresiónadecuadadelgasparaelfuncionamiento.
Indicador de CC: IndicaquelafuentedealimentaciónestágenerandolatensióndesalidadeCC.
A/ Indicador de estado: Muestra la versión del código del CCM durante el arranque y, a continuación, la
configuracióndelcontroldelacorrienteyelestadodelsistema.ConsultelaSección4.05ylaSecciónCódigosde estado para obtener información detallada.
Lámpara indicadora de alimentación de CA del panel posterior
Indica que hay presencia de alimentación de CA dentro de la unidad.
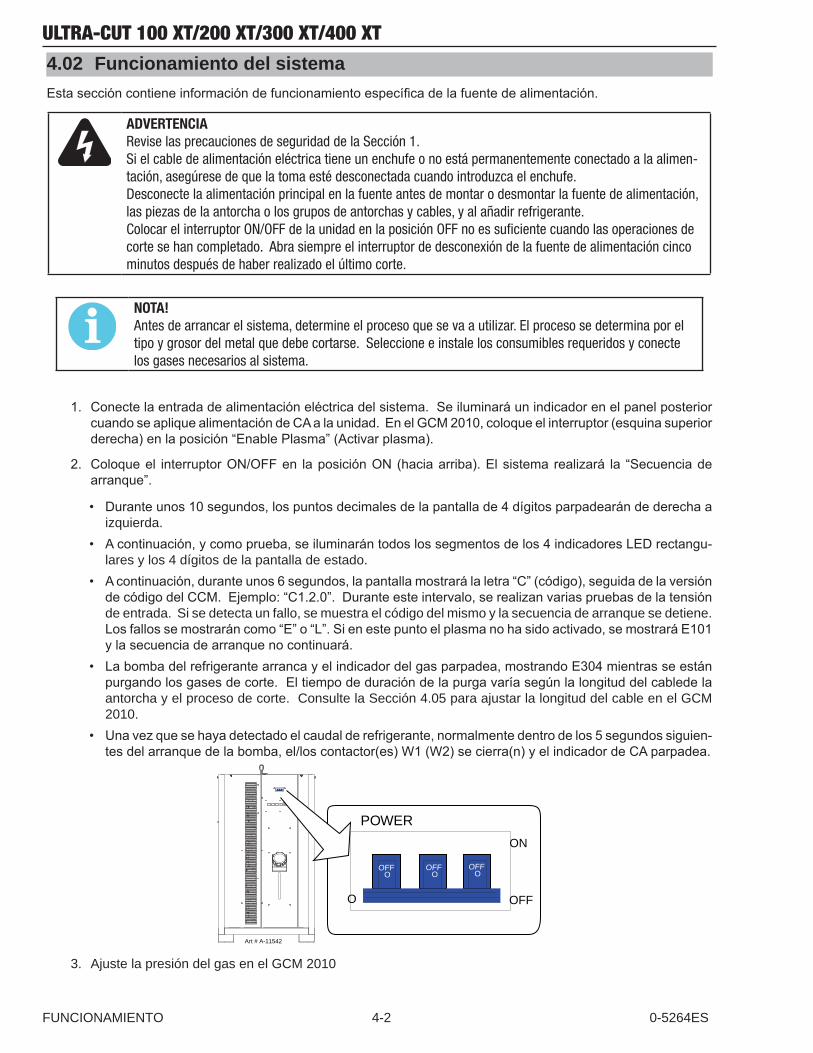
FUNCIONAMIENTO 4-2 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4.02 Funcionamiento del sistemaEstaseccióncontieneinformacióndefuncionamientoespecíficadelafuentedealimentación.
ADVERTENCIARevise las precauciones de seguridad de la Sección 1.Si el cable de alimentación eléctrica tiene un enchufe o no está permanentemente conectado a la alimen-tación, asegúrese de que la toma esté desconectada cuando introduzca el enchufe.Desconecte la alimentación principal en la fuente antes de montar o desmontar la fuente de alimentación, las piezas de la antorcha o los grupos de antorchas y cables, y al añadir refrigerante.Colocar el interruptor ON/OFF de la unidad en la posición OFF no es suficiente cuando las operaciones de corte se han completado. Abra siempre el interruptor de desconexión de la fuente de alimentación cinco minutos después de haber realizado el último corte.
NOTA!Antes de arrancar el sistema, determine el proceso que se va a utilizar. El proceso se determina por el tipo y grosor del metal que debe cortarse. Seleccione e instale los consumibles requeridos y conecte los gases necesarios al sistema.
1. Conectelaentradadealimentacióneléctricadelsistema.SeiluminaráunindicadorenelpanelposteriorcuandoseapliquealimentacióndeCAalaunidad.EnelGCM2010,coloqueelinterruptor(esquinasuperiorderecha)enlaposición“EnablePlasma”(Activarplasma).
2. Coloqueel interruptorON/OFFen laposiciónON(haciaarriba).Elsistemarealizará la “Secuenciadearranque”.
• Duranteunos10segundos,lospuntosdecimalesdelapantallade4dígitosparpadearándederechaaizquierda.
• Acontinuación,ycomoprueba,seiluminarántodoslossegmentosdelos4indicadoresLEDrectangu-lares y los 4 dígitos de la pantalla de estado.
• Acontinuación,duranteunos6segundos,lapantallamostrarálaletra“C”(código),seguidadelaversióndecódigodelCCM.Ejemplo:“C1.2.0”.Duranteesteintervalo,serealizanvariaspruebasdelatensiónde entrada. Si se detecta un fallo, se muestra el código del mismo y la secuencia de arranque se detiene. Losfallossemostraráncomo“E”o“L”.Sienestepuntoelplasmanohasidoactivado,semostraráE101ylasecuenciadearranquenocontinuará.
• Labombadelrefrigerantearrancayelindicadordelgasparpadea,mostrandoE304mientrasseestánpurgandolosgasesdecorte.Eltiempodeduracióndelapurgavaríasegúnlalongituddelcabledelaantorcha y el proceso de corte. Consulte la Sección 4.05 para ajustar la longitud del cable en el GCM 2010.
• Unavezquesehayadetectadoelcaudalderefrigerante,normalmentedentrodelos5segundossiguien-tesdelarranquedelabomba,el/loscontactor(es)W1(W2)secierra(n)yelindicadordeCAparpadea.
POWER
ON
OFFO
I
OFFO
Art # A-11542
OFFO
OFFO
3. Ajuste la presión del gas en el GCM 2010
0-5264ES 4-3 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XTa. ColoqueelinterruptordemodoenelmodoSETPREFLOW(AJUSTARPREFLUJO).Ajustelapresión
delpreflujosegúnseanecesarioparaelprocesodecorte.b. ColoqueelinterruptordemodoenlaposiciónSETPLASMA&SHIELD(AJUSTARPLASMAYPRO-
TECCIÓN).Ajustelosreguladoresdepresióndelplasmaydelaprotecciónparacorregirlapresión.c. Ajuste los medidores de caudal de plasma y protección (si el proceso requiere ajustar el caudal de pro-
tección) al caudal correcto.d. VuelvaacolocarelinterruptordemodoenlaposiciónRUN(EJECUTAR).
4. Ajuste la corriente de corte.
a. AjustelacorrientedecorteutilizandolaperillaAMPERAGESET_UP(CONFIG.AMPERAJE)ylapantallaLCDdelGCM2010.
5. Prepararse para cortar
a. Proteja sus ojos y oídos.b. Posicione la antorcha a la distancia de transferencia adecuada sobre la pieza de trabajo.
6. ApliqueSTART(INICIO).
• Elindicadordelgasseilumina;seiniciaelpreflujodegas.• Duranteelpreflujodegas,seactivalafuentedealimentación.LalámparaindicadoradeCCseenciende.
7. Arco piloto
• Cuandofinalizaelpreflujo,seproducelaignición(seenciendeeliniciadordearco)yseestableceelarcopiloto.
8. Transferencia
• Casiinmediatamente,silaantorchaestácorrectamenteposicionada,elarcopilotosetransfierealapiezade trabajo y se convierte en un arco de corte (transferido).
• Lacorrienteincrementarápidamentehastaelnivelconsignadoporelcontroldecorrienteyelarcoperforael metal.
• LaseñalOKparamoverseactivaylaantorchasemuevepararealizarelcorte.9. Finaldelcorte
• SeretiralaseñaldeINICIO;lacorrientedisminuyeydesaparece.• Losgasescontinúanfluyendoduranteelintervalodeposflujoy,acontinuación,sedetienen.• Labombayelventiladorfuncionarándurante4minutosy,acontinuación,seapagarán.
10.Pararealizarotrocorte,repitalospasosdel5al9.Elsegundocortepuedeiniciarseencualquiermomento,una vez que se ha completado el primero.
11. Apagar el sistema.
a. ColoqueelinterruptordealimentaciónON/OFFsituadoenelpanelfrontaldelaunidadenlaposiciónOFF.
ADVERTENCIAAún hay presencia de alimentación de CA en el interior de la unidad.
• Losventiladoresylabomba,asícomotodoslosindicadores,seapagan.• Esposiblequelapantallamuestreuncódigodefalloduranteunosinstantes.Estoformapartedelapa-
gado normal y no indica un fallo.b. Abra (apague) la desconexión de la alimentación principal. Ahora, se ha retirado toda la alimentación
de la unidad. • ElindicadordeCAdelpanelposteriorseapaga.
FUNCIONAMIENTO 4-4 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XTRecomendaciones de funcionamiento1. EsperecuatrominutosantesdecolocarelinterruptorON/OFFenlaposiciónOFFtraslaoperación.Estoper-
mite que los ventiladores de refrigeración funcionen para disipar el calor producido por el funcionamiento de la fuente de alimentación.
2. Paraobtenerlamáximavidaútildelaspiezas,nohagafuncionarelarcopilotodurantemástiempodelnece-sario.
3. Actúeconprecaucióncuandomanipuleloscablesdelaantorchayprotéjalasparaquenosufrandaños.
4. Cuando utilice agua como protección, tenga en cuenta los siguientes puntos:
• Utiliceaguacorrientepotablelimpiaparaevitarlaacumulacióndepartículasenelinteriordelastuberíasde protección por agua del sistema.
• Lacontaminaciónproducidaporlaspartículasylaacumulacióndeestaspuedereducirlavidaútildelaspiezas consumibles y producir un fallo prematuro de la antorcha.
• Unfiltrodepartículasdeaguadetipocartuchopuedeayudaraoptimizarelrendimientodelcorte.
4.03 Selección del gasA. Gases de plasma
1. Plasma de aire
• Seutilizamásamenudoenmaterialesferrososoalcarbonoypermiteunabuenacalidadamayoresvelocidades de corte.
• Elplasmadeaireseutilizahabitualmenteconairecomogasdeprotección.• Solamente se recomienda aire limpio y seco para utilizar como gas de plasma. Cualquier contaminación
poraceiteohumedadenelsuministrodeairereducirásustancialmentelavidadelaspiezasdelaantor-cha.
• Proporciona resultados satisfactorios en materiales no ferrosos.2. PlasmadeArgón/Hidrógeno(H35)
• Recomendadoparautilizarenacerosinoxidablesconespesoresde3/4”(19mm)ymayores.Tambiénestárecomendadoparamaterialesnoferrososconespesoresde1/2”(12,7mm)ymayores.Habitualmente,lamezclaAr/H2noseutilizaparamaterialesnoferrososdemenorespesorpuesparaestosexistenotrosgases de menor costo que pueden realizar cortes de calidad similar.
• Mala calidad de corte en materiales ferrosos.• Permite grandes velocidades de corte y alta calidad de corte en materiales de mayor espesor lo cual
compensasucostomáselevado.• Debeutilizarseunamezclacompuestapor65%deargóny35%dehidrógeno.
3. Plasma de oxígeno (O2)
• Eloxígenoserecomiendaparacortarmaterialesferrosos.• Permite mayores velocidades de corte.• Proporcionaterminacionesmuysuavesyminimizalaformacióndenitrurosenlasuperficiedecorte(silas
formacionesdenitrurosnosoneliminadas,puedenocasionardificultadesenlaproduccióndesoldadurasde alta calidad).
4. Plasma de nitrógeno (N2)
• Proporciona una mejor calidad de corte en materiales no ferrosos tales como acero inoxidable y aluminio.• Puede ser utilizado en lugar del plasma de aire con protección por aire o dióxido de carbono (CO2).• Debe utilizarse nitrógeno con un alto grado de limpieza de soldadura.• Cuando se utiliza con una neblina de agua secundaria, produce velocidades y una calidad de corte su-
periores en el acero inoxidable y el aluminio.

0-5264ES 4-5 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT5.PlasmaH17(17,5%hidrógeno/32,5%argón/50%nitrógeno)
• Recomendadoparamaterialesnoferrososdeungrosormínimode1/2pulgadas(12mm).ElH17noseutilizanormalmenteparamaterialesnoferrososmásdelgadosporquepuedeobtenerseunacalidaddecortesimilarcongasesmáseconómicos.
• AlternativaalplasmaH35.Ofrecevelocidadesdecorteligeramentesuperioresyunacalidaddecortesimilar.
• CuandoutiliceelH17,elgasdebesuministrarsealpuertodesuministrodegasmarcadocomo“H35”.• Calidad de corte mediocre en materiales ferrosos.
B. Gases de protección1. Protección por aire comprimido
• Laprotecciónporaireseutilizahabitualmenteconelplasmadeaire.• Mejora la calidad de corte en algunos materiales ferrosos.• Precioínfimo–reduceloscostosdeoperación.
2. Protección por nitrógeno (N2)
• LaprotecciónpornitrógenoseutilizahabitualmenteconelplasmadeAr/H2(H35).• Proporciona terminaciones suaves en materiales no ferrosos.• PuedereducirlageneracióndehumocuandoseutilizaconplasmadeAr/H2(H35).
3. Protección por agua
• Se utiliza habitualmente con plasma de nitrógeno• Proporcionaunasuperficiedecortemuysuave.• Reduce el humo y el calentamiento de la pieza.• Efectivahastaunespesormáximode1/2”(12,7mm).• Utilizaaguadered,demuybajocosto.

FUNCIONAMIENTO 4-6 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4.04 Operación del módulo de control de gas de GCM 2010 Descripción funcionalElmódulodecontroldegaspermitelaseleccióntotaldelosgasesdeplasmaysecundario,ylainstrumentacióndel control. Posee varios controles e indicadores para ajustar las presiones y los caudales de gas.
ENABLE
DISABLE
PLASMAPOWERSUPPLY
SHIELD
FLOW
GAS
PRESSURE
MODE GAS
GCM
2010
PLASMAPREFLOW
O2 - AIR
O2 - O2
H35 - N2
F5 - N2
AIR - AIR
N2 - H20
N2 - N2
Art # A-04771SEU_AC
MODE GAS
O2 - AIR
O2 - O2
H35 - N2
F5 - N2
AIR - AIR
N2 - H20
N2 - N2
ENABLE
DISABLE
PLASMAPOWER SUPPLY
FLOW
GAS
PRESSURE
99H20 MIST
RUN
SET PREFLOW
SET PLASMA& SHIELD
TEST
RUN
SET PREFLOW
SET PLASMA& SHIELD
TEST
AMPERAGESET-UP
AMPERAGESET-UP
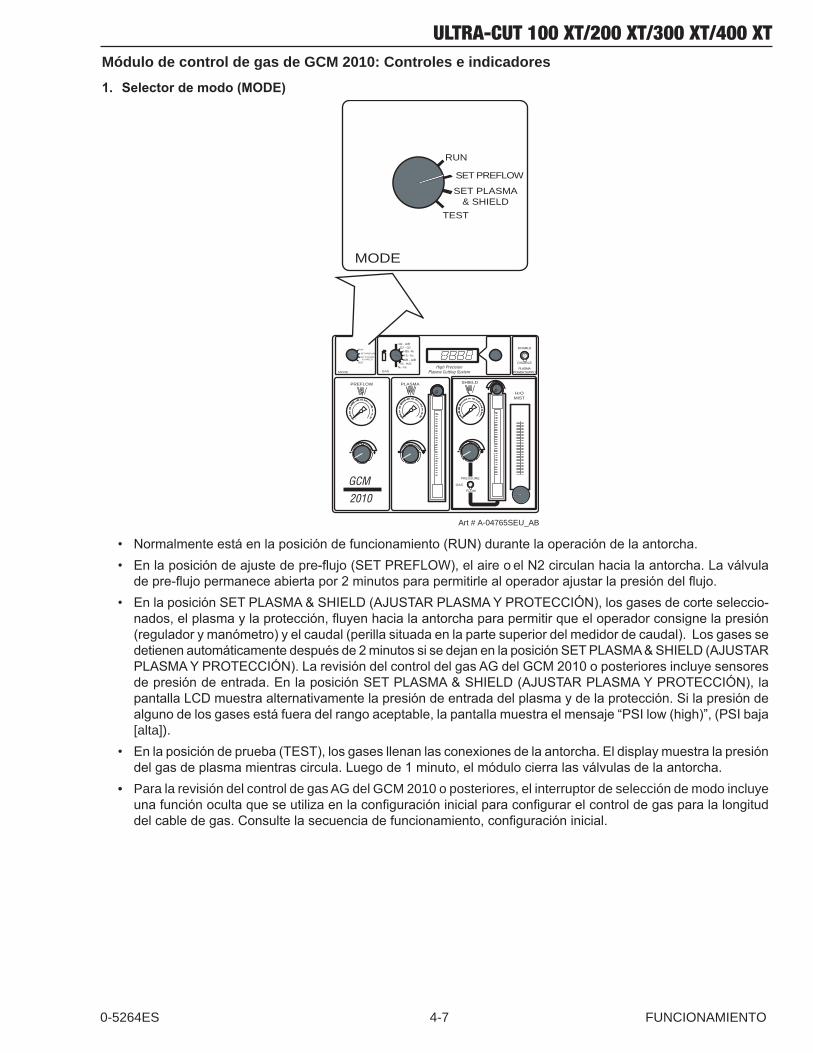
0-5264ES 4-7 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XTMódulo de control de gas de GCM 2010: Controles e indicadores1. Selectordemodo(MODE)
MODE
RUN
SET PREFLOW
SET PLASMA& SHIELD
TEST
PREFLOW
H2OMIST
PLASMA SHIELD
PRESSURE
PLASMAPOWER SUPPLY
GAS
FLOW
High PrecisionPlasma Cutting System
ENABLE
DISABLE
GASMODE
RUN
SET PREFLOW
SET PLASMA& SHIELD
TEST
O2 - AIRO2 - O2
H35 -N2
F5 - N2
AIR - AIRN2 - H2O
N2 - N2
Art # A-04765SEU_AB
99
GCM
2010
• Normalmenteestáenlaposicióndefuncionamiento(RUN)durantelaoperacióndelaantorcha.• Enlaposicióndeajustedepre-flujo(SETPREFLOW),elaireo elN2circulanhacialaantorcha.Laválvula
depre-flujopermaneceabiertapor2minutosparapermitirlealoperadorajustarlapresióndelflujo.• EnlaposiciónSETPLASMA&SHIELD(AJUSTARPLASMAYPROTECCIÓN),losgasesdecorteseleccio-
nados,elplasmaylaprotección,fluyenhacialaantorchaparapermitirqueeloperadorconsignelapresión(reguladorymanómetro)yelcaudal(perillasituadaenlapartesuperiordelmedidordecaudal).Losgasessedetienenautomáticamentedespuésde2minutossisedejanenlaposiciónSETPLASMA&SHIELD(AJUSTARPLASMAYPROTECCIÓN).LarevisióndelcontroldelgasAGdelGCM2010oposterioresincluyesensoresdepresióndeentrada.EnlaposiciónSETPLASMA&SHIELD(AJUSTARPLASMAYPROTECCIÓN),lapantallaLCDmuestraalternativamentelapresióndeentradadelplasmaydelaprotección.Silapresióndealgunodelosgasesestáfueradelrangoaceptable,lapantallamuestraelmensaje“PSIlow(high)”,(PSIbaja[alta]).
• Enlaposicióndeprueba(TEST),losgasesllenanlasconexionesdelaantorcha.Eldisplaymuestralapresióndelgasdeplasmamientrascircula.Luegode1minuto,elmódulocierralasválvulasdelaantorcha.
• Para la revisión del control de gas AG del GCM 2010 o posteriores, el interruptor de selección de modo incluye unafunciónocultaqueseutilizaenlaconfiguracióninicialparaconfigurarelcontroldegasparalalongituddelcabledegas.Consultelasecuenciadefuncionamiento,configuracióninicial.

FUNCIONAMIENTO 4-8 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT2. Selectordegas(GAS)
Selecciona las combinaciones de los gases de plasma y protección.
GAS
O2 - AIRO2 - O2
H35 -N2
F5 - N2
AIR - AIRN2 - H2O
N2 - N2
PREFLOW
H2OMIST
PLASMA SHIELD
PRESSURE
PLASMAPOWER SUPPLY
GAS
FLOW
High PrecisionPlasma Cutting System
ENABLE
DISABLE
GASMODE
RUN
SET PREFLOW
SET PLASMA& SHIELD
TEST
O2 - AIRO2 - O2
H35 -N2
F5 - N2
AIR - AIRN2 - H2O
N2 - N2
99
Art # A-04766SEU_AB
GCM
2010
3. Pantalla LCD
LapantallaLEDmuestraelestadodelcontroldelgascomo,porejemplo,“Waitingforcommunication”(Espe-randocomunicación),“PlasmaPowerSupplyDisabled”(Fuentedealimentaciónparaplasmadesactivada),“Initializing” (Inicializando), “Purging” (Purgando)y “OutputCurrent setting” (Ajustedecorrientedesalida).Muestra,además,losestadosdefuncionamientocomo“Preflow”(Preflujo),“Piloting”(Pilotaje),“Cutting”(Corte)yPostflow(Posflujo).Existen,asimismo,algunoserroresdeCANBusdebajonivelqueseindicanmedianteelmensaje^E#.
^E4=mensajedeerrordeCANBussinconfirmación.
^E5=errordeCANBusBusLEJOS
^E6=errordeCANBuscomunicacióninterrumpida.

0-5264ES 4-9 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT4. Control de la corriente
Ajusta la corriente de salida de la antorcha.
High PrecisionPlasma Cutting System
PREFLOW
H2OMIST
PLASMA SHIELD
PRESSURE
PLASMAPOWER SUPPLY
GAS
FLOW
High PrecisionPlasma Cutting System
ENABLE
DISABLE
GASMODE
RUN
SET PREFLOW
SET PLASMA& SHIELD
TEST
O2 - AIRO2 - O2
H35 -N2
F5 - N2
AIR - AIRN2 - H2O
N2 - N2
99
Art # A-04767SEU_AC
GCM
2010
AMPERAGESET-UP
AMPERAGESET-UP
5. Interruptordeactivación(ENABLE)ódesactivación(DISABLE)delafuentedealimentaciónparaplasma
Enlaposicióndesactivada(DISABLE),elsistemabloqueaeliniciodeunarcopilotoenlaantorchamientraseloperadorseleccionayajustalosgasesocambiapiezasdelaantorcha.LaposiciónDISABLEtambiéndetieneelflujoderefrigeranteygas.LaposiciónENABLEpermitelaoperaciónnormaldelsistema(bajoelcontroldeldispositivo del CNC).
6. Perilladecontroldepre-flujo(PREFLOW)ymedidordepresión
Seutilizaparaajustarlapresióndepre-flujodegas.ElselectorMODEdebeestarenlaposiciónPREFLOW.
7. Perillasdecontroldeplasmayprotección(PLASMAySHIELD),medidoresdepresiónydecaudal
Seutilizanparaajustarlaspresionesyloscaudalesdelosgasesdeplasmayprotección.ElselectorMODEdebeestarenlaposiciónSETPLASMA&SHIELD.
8. Interruptor de caudal de la presión del gas
Con tasas de caudal inferiores, la presión del gas de protección se consigna en primer lugar según las tablas de corte y, a continuación, se consigna el caudal utilizando el medidor de caudal, con el interruptor GAS en laposiciónFLOW(CAUDAL). Algunasde laspiezasde laantorcharequierentasasdecaudalsuperioresquesuperanlacapacidaddelmedidordecaudal.Enestecaso,elinterruptorGASsecolocaenlaposiciónPRESSURE(PRESIÓN)yelreguladoryelmanómetroseutilizanparaconsignarlapresiónsegúnlastablasdecortecuandosemuestraelajustesin“bola”.
9. Perilladecontroldelaniebladeagua(H2OMIST)ymedidordecaudal
Seutilizaparaajustarelcaudaldelflujodeagua.ElselectorMODEdebeestarenlaposiciónSETPLASMA&SHIELD.ElselectorGASdebeestarenlaposiciónN2-H2O
NOTA!La niebla de agua no se utiliza en todas las aplicaciones.

FUNCIONAMIENTO 4-10 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4.05 Control del gas correspondiente al primer funcionamiento del GCM 2010 según la longitud del cable
Para la operación inicial del GCM2010 con la versión del software 2.1 o posteriores.
1. AntesdeaplicarlaalimentacióndeCA,coloqueelinterruptorENABLE/DISABLE(ACTIVAR/DESACTIVAR)delmódulodecontroldelgasenlaposiciónDISABLE(DESACTIVAR).
2. Coloque el interruptor de la selección del gas en la posición correcta para el proceso de corte que se esté utilizando.
3. EnciendalaalimentacióndeCAycoloqueelinterruptorENABLE/DISABLE(ACTIVAR/DESACTIVAR)delafuentedealimentaciónenlaposiciónENABLE(ACTIVAR).Trasunabrevedemoraparaestablecerlacomunicación,elcontroldelgasiniciarálasecuenciadepurgaydecebado.(Siloscablesdelaantorchay del refrigerante no estuvieran llenas de refrigerante, es posible que deba repetir este ciclo de encendido yañadirrefrigerante,hastaquesehayacompletadoelcebado).
4. Unavezquelasecuenciadepurgahayaterminado,coloqueelinterruptordemodoentreRun(Ejecutar)ySetPrecharge(Ajustarprecarga). Lapantallamuestraelmensaje“SETHOSELENGTH”(AJUSTARLONGITUDDELAMANGUERA)enlaprimeralíneayLENGTHxxxFEET(LONGITUDxxxPIES)enlasegunda.Elsegmentoxxxes,muyprobablemente,175-elvalordefábrica-,elmáximodelsistema.
5. Mantengapulsadalaperilladecontroldelacorriente.LapantallacambiaaSELECTHOSELENGTH(SE-LECCIONARLONGITUDDEMANGUERA)ylasegundalíneadescenderádesde175’a50’,enintervalosde25’.Enelmomentoenquesemuestrelalongitudcorrecta,liberelaperilla.
6. ColoquedenuevoelinterruptordemodoenlaposiciónRun(Ejecutar).7. Laconfiguracióninicialestarácompletaynodeberárepetirsesalvosisesustituyeelcontroldelgasosu
placa de circuitos impresos principal.
4.06 SECUENCIA DE OPERACIÓN DE GCM 2010Paralaprimeraoperación,consultelospasosanterioresdescritosenlaSección“Primeraoperación...”.
1. LleveelinterruptorPLASMAPOWERSUPPLYENABLE/DISABLEalaposiciónDISABLE.
PELIGROAbra siempre la entrada de alimentación eléctrica al sistema antes de cambiar o inspeccionar las piezas de la antorcha.
a. Cambie las piezas de la antorcha si es necesario. b. LleveelinterruptorPLASMAPOWERSUPPLYENABLE/DISABLE(enelmódulodecontroldegas)ala
posiciónENABLE.Elmódulorealizaunapurgade15segundos,luegootrade11segundosyfinalmenteotrade11segundos.Estoeliminaelaguadelaspiezasdelaantorcha.
2. Seleccione los gases de plasma y de protección deseados poniendo el selector GAS en la posición corres-pondiente. 2 segundos después de la selección, el módulo purga el (los) nuevo(s) gas(es) a través de las conexiones.
3. Ajustelapresióndepre-flujodegas.
a. LleveelselectorMODEalaposiciónSETPREFLOW.b. UtilicelaperilladecontrolPREFLOWparaajustarlapresióndepre-flujodegas.Consulteelmanualde
la antorcha acerca de los ajustes de la presión.4. Ajuste las presiones y los caudales de los gases de plasma y protección.
a. LleveelselectorMODEalaposiciónSETPLASMA&SHIELD.b. Para ajustar la presión y el caudal de los gases de plasma y protección, utilice las perillas de control
PLASMAySHIELD,ylosmedidoresdepresiónycaudal.Consulteelmanualdelaantorchaacercadelos ajustes de la presión.
c. Enaquellasinstalacionesqueusanprotecciónporagua,ajusteelcaudaldeaguamediantelaperilladecontrolH2OMISTyelmedidordecaudal.Consulteelmanualdelaantorchaacercadeloscaudales.
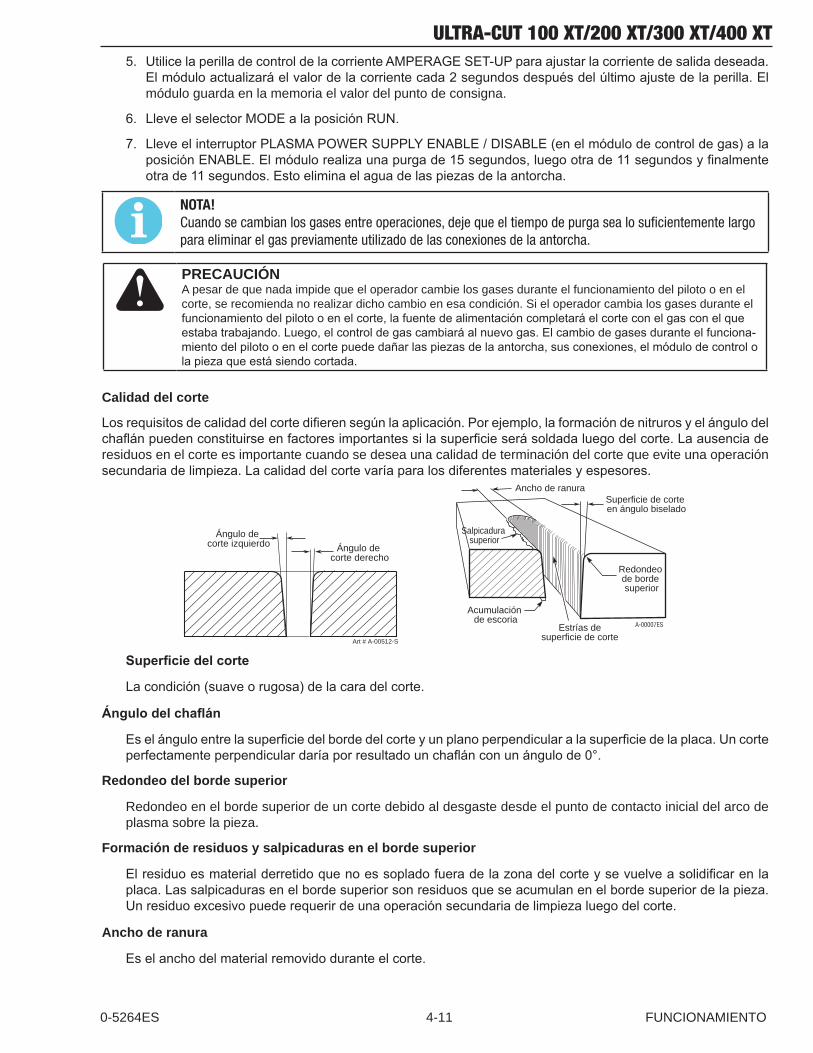
0-5264ES 4-11 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT5. UtilicelaperilladecontroldelacorrienteAMPERAGESET-UPparaajustarlacorrientedesalidadeseada.
Elmóduloactualizaráelvalordelacorrientecada2segundosdespuésdelúltimoajustedelaperilla.Elmódulo guarda en la memoria el valor del punto de consigna.
6. LleveelselectorMODEalaposiciónRUN.
7. LleveelinterruptorPLASMAPOWERSUPPLYENABLE/DISABLE(enelmódulodecontroldegas)alaposiciónENABLE.Elmódulorealizaunapurgade15segundos,luegootrade11segundosyfinalmenteotrade11segundos.Estoeliminaelaguadelaspiezasdelaantorcha.
NOTA!Cuando se cambian los gases entre operaciones, deje que el tiempo de purga sea lo suficientemente largo para eliminar el gas previamente utilizado de las conexiones de la antorcha.
PRECAUCIÓNA pesar de que nada impide que el operador cambie los gases durante el funcionamiento del piloto o en el corte, se recomienda no realizar dicho cambio en esa condición. Si el operador cambia los gases durante el funcionamientodelpilotooenelcorte,lafuentedealimentacióncompletaráelcorteconelgasconelqueestabatrabajando.Luego,elcontroldegascambiaráalnuevogas.Elcambiodegasesduranteelfunciona-mientodelpilotooenelcortepuededañarlaspiezasdelaantorcha,susconexiones,elmódulodecontrololapiezaqueestásiendocortada.
Calidad del corte
Losrequisitosdecalidaddelcortedifierensegúnlaaplicación.Porejemplo,laformacióndenitrurosyelángulodelchaflánpuedenconstituirseenfactoresimportantessilasuperficieserásoldadaluegodelcorte.Laausenciaderesiduos en el corte es importante cuando se desea una calidad de terminación del corte que evite una operación secundariadelimpieza.Lacalidaddelcortevaríaparalosdiferentesmaterialesyespesores.
Ángulo de corte derecho
Ángulo de corte izquierdo
Art # A-00512-S
Ancho de ranuraSuperficie de corte en ángulo biselado
Redondeo de borde superior
Estrías de superficie de corte
Acumulación de escoria
Salpicadura superior
A-00007ES
Superficiedelcorte
Lacondición(suaveorugosa)delacaradelcorte.
Ángulodelchaflán
Eselánguloentrelasuperficiedelbordedelcorteyunplanoperpendicularalasuperficiedelaplaca.Uncorteperfectamenteperpendiculardaríaporresultadounchaflánconunángulode0°.
Redondeo del borde superior
Redondeo en el borde superior de un corte debido al desgaste desde el punto de contacto inicial del arco de plasma sobre la pieza.
Formación de residuos y salpicaduras en el borde superior
Elresiduoesmaterialderretidoquenoessopladofueradelazonadelcorteysevuelveasolidificarenlaplaca.Lassalpicadurasenelbordesuperiorsonresiduosqueseacumulanenelbordesuperiordelapieza.Unresiduoexcesivopuederequerirdeunaoperaciónsecundariadelimpiezaluegodelcorte.
Ancho de ranura
Eselanchodelmaterialremovidoduranteelcorte.

FUNCIONAMIENTO 4-12 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XTFormación de nitruros
Losdepósitosdenitrurospuedenpermanecerenelbordedelcorteenlosacerosalcarbonocuandohaygasnitrógenopresenteenelflujodelgasdeplasma.Lasformacionesdenitrurospuedenocasionardificultadessila pieza debe ser soldada luego del corte.
Dirección del corte
Lacorrientedegasdeplasmaformaunremolinomientrasdejalaantorchaparamantenerunacolumnadegasuniforme.Esteefectoderemolinohacequeunladodelcorteresultemásperpendicularalaplacaqueelotro.Vistoenladireccióndelmovimiento,elladoderechodelcorteesmásperpendicularqueelizquierdo.
Ángulo de corte derecho
Ángulo de corte izquierdo
Art # A-00512-S
Desperdicio
Sentido horario
Sentidoanti horario
Art # A-04182IT
Pieza
Desperdicio
Efectoderemolinoenlascaracterísticaslateralesdelcorte
Para hacer un corte perpendicular al borde de la pieza al cortar un círculo interior, la antorcha debe moverse en sentido anti horario alrededor del círculo. Para mantener el corte perpendicular al borde de la pieza al cortar un círculo exterior, la antorcha debe moverse en sentido horario.
Corte bajo el agua
No se recomienda cortar sobre una mesa de agua, ni bajo el agua ni con el agua tocando la placa a cortar, o utilizar un sistema de cortina de agua. Si se utiliza una mesa de agua, el nivel de agua debe ser como mínimo de 4 pulgadas (100 mm) de la parte inferior de la placa. Ignorar esta recomendación podría ocasionar una baja calidad de corte y una disminución de la vida de las piezas consumibles.
Sensor óhmico de altura
Noserecomiendaelusodelsensoróhmicocuandoseutilizaprotecciónporagua.Elaguasobrelaplacaacortarinterfiereeléctricamenteconelcircuitodelsensoróhmico.
4.07 Códigos de estado de la fuente de alimentaciónDurante el arranque y el funcionamiento, el circuito de control de la fuente de alimentación realiza varias pruebas. Si el circuito detecta una condición que requiera la atención del operador, la pantalla de estado del panel frontal mostraráuncódigonuméricode3dígitosprecedidoporlasletras“E”(falloactivoactual)o“L”(últimofalloofalloenclavado),loquesignificaqueseprodujounfalloduranteelprocesoperoqueyanoestáactivo.
Algunascondicionespuedenestaractivasindefinidamentemientrasqueotrassonmomentáneas.Lafuentedealimentaciónenclavalascondicionesmomentáneas;algunascondicionesmomentáneaspuedensacardeservi-cioalsistema.Elindicadorpuedemostrarmúltiplescondicionesensecuencia;esimportantereconocertodaslascondiciones posibles que pueden ser mostradas.
NOTA!El sistema GCM 2010 no presenta códigos de estado numerados del grupo 5 (500). Estas tablas cubren unidades de un máximo de 400 A; las unidades con una corriente inferior no dispondrán de todas las secciones del inverter a las que se hace referencia en el grupo 2. Sin embargo, los códigos para estas secciones no deberían aparecer.

0-5264ES 4-13 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Código de estado del CCM
Código Mensaje Solución / comentariosGrupo 1 -- Proceso de plasma
101 Plasma desactivadoActivar plasma apagado; Desactivar activado en el GCM 2010 o interruptor externo desacti-vado (CNC); Puente TB1-1 y 2 del CCM no presente: Cable plano de 40 hilos de circuito de la PCB del relé a CCM desconectado o defectuoso;
102 Fallo de ignición del piloto
El piloto no se puso en marcha tras 15 segundos. ¿Los consumibles de la antorcha están gastados? Compruebe que el proceso seleccionado sea el correcto o que el ajuste manual, incluyendo los ajustes de control de la corriente, coincida con los consumibles; Presión del plasma demasiado alta; Arranque del arco defectuoso; PCB del piloto defectuosa; Sección 1A del inverter defectuosa. Cables planos invertidos en las secciones 1A y 1B del INV1.
103 Piloto perdido El piloto se apagó mientras Inicio estaba activo. ¿Los consumibles de la antorcha están gastados? Compruebe que el proceso de corte o que los ajustes de control de la corriente coincidan con los consumibles; Presión del plasma demasiado alta;
104 Transferencia perdida
El arco se transfirió a la pieza de trabajo y, a continuación, se apagó mientras Inicio seguía ac-tivo. El arco perdió el contacto con la pieza de trabajo (salió del borde, paso sobre un orificio, etc.); Excesiva distancia de separación vertical entre la antorcha y la pieza; Compruebe que el proceso de corte o que los ajustes manuales (control de la corriente, presiones del gas) coincidan con los consumibles.
105 No utilizado Reservado para productos anteriores.
106 Interrupción del piloto, sin transferencia
Debe transferir desde el piloto al arco de corte en 0,085 segundos (interruptor SW8-1 OFF) o en 3 segundos (interruptor SW8-1 ON). Altura demasiado elevada o nula en la pieza de tra-bajo bajo la antorcha; Error en la selección del proceso de corte o ajustes manuales erróneos (control de la corriente ajustado demasiado bajo o presión de gas incorrecta).
107 No utilizado Reservado para productos anteriores.
108 Fallo de punta a elec-trodo
Tensión de la punta demasiado cercana a la tensión del electrodo; Piezas consumibles de la antorcha gastadas; Consumibles erróneos instalados que provocan un corto entre la punta y el electrodo; Selección errónea del proceso o ajuste manual del gas plasma o la corriente de corte equivocado; Fugas en la manguera de plasma a la antorcha; PCB del piloto defectuosa; Cuerpo de la antorcha en corto.
109 Proceso de la pieza no configurado. Proceso de la pieza no configurado. Seleccione y cargue un proceso de corte.
110 No utilizado Reservado para productos anteriores.
Código de estado del CCMCódigo Mensaje Solución / comentarios
Grupo 2 -- Fuente de alimentación para el plasma
201 Fase de CA no presente Fusible de pared fundido; fusible F1 o F2 de la unidad fundido o panel posterior; conexión del cable de alimentación deficiente; PCB de polarización del sistema defectuosa.
202 No utilizado Reservado para productos anteriores.203 No utilizado Reservado para productos anteriores.204 No utilizado Reservado para productos anteriores.
205 Salida de CC baja Menos de 60 VCC; Cable negativo en corto a trabajo o tierra; Inverter defectuoso (salida en corto); Detección de tensión del CCM (J24) desconectada o cable roto; CCM defectuoso.
206 No utilizado Reservado para productos anteriores.
207 Corriente del cable de tierra inesperada
Corriente superior a los 8A en el cable de trabajo (tierra) antes de la ignición. Cable negativo en corto a tierra o chasis del iniciador de arco; sensor de corriente cable de trabajo HCT1 defectuoso; PCB del relé defectuoso.

FUNCIONAMIENTO 4-14 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Código Mensaje Solución / comentarios
208 Corriente del circuito del piloto inesperada
Corriente superior a los 6A en el circuito del piloto antes de la ignición. Piezas consumibles incorrectas o incompatibles que provocan un corto entre la punta y el electrodo; Cable del pi-loto en corto al negativo en el tubo de la antorcha; Circuitos del relé defectuosa; PCB del piloto defectuosa; Posible corto en la antorcha.
209 No utilizado Reservado para productos anteriores.
210 Corriente de trabajo demasiado elevada
La corriente del cable de trabajo detectada supera el 16 % del ajuste del proceso. Sensor decorriente cable de trabajo HCT1 o circuitos del relé defectuoso; CCM defectuoso.
211 Corriente de trabajo demasiado baja
Corriente de trabajo de plasma superior al 16 % por debajo del ajuste del proceso; sensor de corriente cable de trabajo HCT1 o circuitos del relé defectuoso; posible PCB del piloto defec-tuosa (Cortocircuito en la IGBT);
212 Corriente baja de salida 1A del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección A del Módulo 1 del inverter; salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 1 del inverter
213 Corriente baja de salida 1B del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección B del Módulo 1 del inverter; Salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 1 del inverter
214 Inversor 2A Salida Corriente Bajo
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección A del Módulo 2 del inverter; salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 2 del inverter
215 Corriente baja de salida 2B del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección B del Módulo 2 del inverter; Salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 2 del inverter
216 Corriente baja de salida 3A del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección A del Módulo 3 del inverter; salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 3 del inverter
217 Corriente baja de salida 3B del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección B del Módulo 3 del inverter; Salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 2 del inverter
218 Corriente elevada de salida 1A del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección A del Módulo 1 del inverter; Si el problema persiste, sustituir el Módulo 1 del inverter
219 Corriente elevada de salida 1B del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección B del Módulo 1 del inverter; Si el problema persiste, sustituir el Módulo 1 del inverter
220 Corriente elevada de salida 2A del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección A del Módulo 2 del inverter; Si el problema persiste, sustituir el Módulo 2 del inverter
221 Corriente elevada de salida 2B del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección B del Módulo 2 del inverter; Si el problema persiste, sustituir el Módulo 2 del inverter
222 Corriente elevada de salida 3A del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección A del Módulo 3 del inverter; Si el problema persiste, sustituir el Módulo 2 del inverter
223 Corriente elevada de salida 3B del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección B del Módulo 3 del inverter; Si el problema persiste, sustituir el Módulo 2 del inverter
224 No se encontró el inverter 1
Módulo de Inversor 1 Sección un requerido para Pilotaje; Conexiones deficientes del cable plano entre el CCM (J31) y la Sección A del Módulo 1 del inverter.
225 Revisión incompatible 1A del inverter
Revisión del inverter no soportada; cable plano J31 del CCM a la Sección A del módulo 1 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
226 Revisión incompatible 1B del inverter
Revisión del inverter no soportada; cable plano J32 del CCM a la Sección B del módulo 1 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
227 Revisión incompatible 2A del inverter
Revisión del inverter no soportada; cable plano J33 del CCM a la Sección A del módulo 2 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
228 Revisión incompatible 2B del inverter
Revisión del inverter no soportada; cable plano J34 del CCM a la Sección B del módulo 2 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
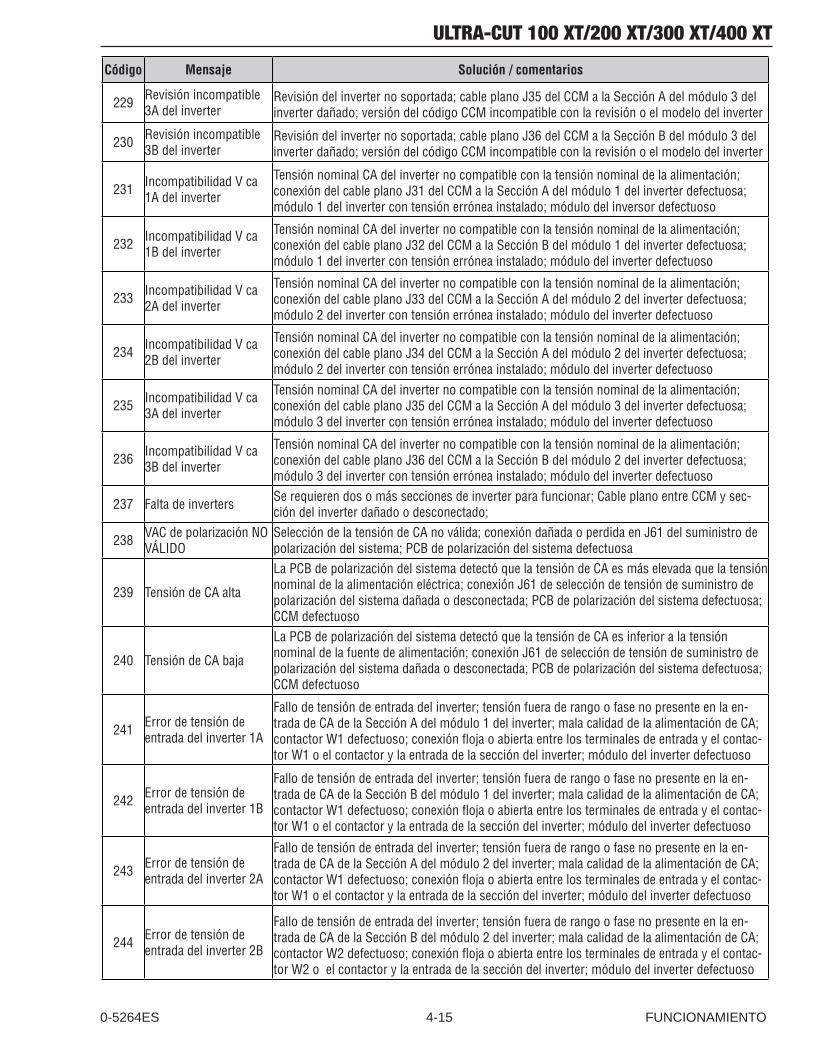
0-5264ES 4-15 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Código Mensaje Solución / comentarios
229 Revisión incompatible 3A del inverter
Revisión del inverter no soportada; cable plano J35 del CCM a la Sección A del módulo 3 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
230 Revisión incompatible 3B del inverter
Revisión del inverter no soportada; cable plano J36 del CCM a la Sección B del módulo 3 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
231 Incompatibilidad V ca 1A del inverter
Tensión nominal CA del inverter no compatible con la tensión nominal de la alimentación; conexión del cable plano J31 del CCM a la Sección A del módulo 1 del inverter defectuosa; módulo 1 del inverter con tensión errónea instalado; módulo del inversor defectuoso
232 Incompatibilidad V ca 1B del inverter
Tensión nominal CA del inverter no compatible con la tensión nominal de la alimentación; conexión del cable plano J32 del CCM a la Sección B del módulo 1 del inverter defectuosa; módulo 1 del inverter con tensión errónea instalado; módulo del inverter defectuoso
233 Incompatibilidad V ca 2A del inverter
Tensión nominal CA del inverter no compatible con la tensión nominal de la alimentación; conexión del cable plano J33 del CCM a la Sección A del módulo 2 del inverter defectuosa; módulo 2 del inverter con tensión errónea instalado; módulo del inverter defectuoso
234 Incompatibilidad V ca 2B del inverter
Tensión nominal CA del inverter no compatible con la tensión nominal de la alimentación; conexión del cable plano J34 del CCM a la Sección A del módulo 2 del inverter defectuosa; módulo 2 del inverter con tensión errónea instalado; módulo del inverter defectuoso
235 Incompatibilidad V ca 3A del inverter
Tensión nominal CA del inverter no compatible con la tensión nominal de la alimentación; conexión del cable plano J35 del CCM a la Sección A del módulo 3 del inverter defectuosa; módulo 3 del inverter con tensión errónea instalado; módulo del inverter defectuoso
236 Incompatibilidad V ca 3B del inverter
Tensión nominal CA del inverter no compatible con la tensión nominal de la alimentación; conexión del cable plano J36 del CCM a la Sección B del módulo 2 del inverter defectuosa; módulo 3 del inverter con tensión errónea instalado; módulo del inverter defectuoso
237 Falta de inverters Se requieren dos o más secciones de inverter para funcionar; Cable plano entre CCM y sec-ción del inverter dañado o desconectado;
238 VAC de polarización NO VÁLIDO
Selección de la tensión de CA no válida; conexión dañada o perdida en J61 del suministro de polarización del sistema; PCB de polarización del sistema defectuosa
239 Tensión de CA alta
La PCB de polarización del sistema detectó que la tensión de CA es más elevada que la tensión nominal de la alimentación eléctrica; conexión J61 de selección de tensión de suministro de polarización del sistema dañada o desconectada; PCB de polarización del sistema defectuosa; CCM defectuoso
240 Tensión de CA baja
La PCB de polarización del sistema detectó que la tensión de CA es inferior a la tensión nominal de la fuente de alimentación; conexión J61 de selección de tensión de suministro de polarización del sistema dañada o desconectada; PCB de polarización del sistema defectuosa; CCM defectuoso
241 Error de tensión de entrada del inverter 1A
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la en-trada de CA de la Sección A del módulo 1 del inverter; mala calidad de la alimentación de CA; contactor W1 defectuoso; conexión floja o abierta entre los terminales de entrada y el contac-tor W1 o el contactor y la entrada de la sección del inverter; módulo del inverter defectuoso
242 Error de tensión de entrada del inverter 1B
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la en-trada de CA de la Sección B del módulo 1 del inverter; mala calidad de la alimentación de CA; contactor W1 defectuoso; conexión floja o abierta entre los terminales de entrada y el contac-tor W1 o el contactor y la entrada de la sección del inverter; módulo del inverter defectuoso
243 Error de tensión de entrada del inverter 2A
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la en-trada de CA de la Sección A del módulo 2 del inverter; mala calidad de la alimentación de CA; contactor W1 defectuoso; conexión floja o abierta entre los terminales de entrada y el contac-tor W1 o el contactor y la entrada de la sección del inverter; módulo del inverter defectuoso
244 Error de tensión de entrada del inverter 2B
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la en-trada de CA de la Sección B del módulo 2 del inverter; mala calidad de la alimentación de CA; contactor W2 defectuoso; conexión floja o abierta entre los terminales de entrada y el contac-tor W2 o el contactor y la entrada de la sección del inverter; módulo del inverter defectuoso

FUNCIONAMIENTO 4-16 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Código Mensaje Solución / comentarios
245 Error de tensión de entrada del inverter 3A
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la entrada de CA de la Sección A del módulo 3 del inverter; mala calidad de alimentación de CA; contactor W2 defectuoso; conexión floja o abierta entre los terminales de entrada y el contac-tor W2 o el contactor y la entrada de la sección del inverter; módulo del inverter defectuoso
246 Error de tensión de entrada del inverter 3B
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la entrada de CA de la Sección B del módulo 3 del inverter; mala calidad de alimentación de CA; contactor W2 defectuoso; conexión floja o abierta entre los terminales de entrada y el contac-tor W2 o el contactor y la entrada de la sección del inverter; módulo del inverter defectuoso
247 Fallo circuito del inver-ter 1A Fallo del circuito de la Sección A del Módulo 1 del inverter; Módulo 1 del inverter dañado
248 Fallo circuito del inver-ter 1B Fallo del circuito de la Sección B del Módulo 1 del inverter; Módulo 1 del inverter dañado
249 Fallo circuito del inver-ter 2A Fallo del circuito de la Sección A del Módulo 2 del inverter; Módulo 2 del inverter dañado
250 Fallo circuito del inver-ter 2B Fallo del circuito de la Sección B del Módulo 2 del inverter; Módulo 2 del inverter dañado
251 Fallo circuito del inver-ter 3A Fallo del circuito de la Sección A del Módulo 3 del inverter; Módulo 3 del inverter dañado
252 Fallo circuito del inver-ter 3B Fallo del circuito de la Sección B del Módulo 3 del inverter; Módulo 3 del inverter dañado
253 Temp. encima del inver-sor 1A
La temperatura de la Sección A del módulo 1 del inverter es excesiva; funcionando con los paneles laterales extraídos; compruebe si el flujo de aire está restringido, el radiador obstruido o si el ventilador es defectuoso; si el problema persiste, sustituya el módulo del inverter.
254 Temp. encima del inver-sor 1B
La temperatura de la Sección B del módulo 1 del inverter es excesiva; funcionando con los paneles laterales extraídos; compruebe si el flujo de aire está restringido, el radiador obstruido o si el ventilador es defectuoso; si el problema persiste, sustituya el módulo del inverter.
255 Temp. encima del inver-sor 2A
La temperatura de la Sección A del módulo 2 del inverter es excesiva; funcionando con los paneles laterales extraídos; compruebe si el flujo de aire está restringido, el radiador obstruido o si el ventilador es defectuoso; si el problema persiste, sustituya el módulo del inverter.
256 Temp. encima del inver-sor 2B
La temperatura de la Sección B del módulo 2 del inverter es excesiva; funcionando con los paneles laterales extraídos; compruebe si el flujo de aire está restringido, el radiador obstruido o si el ventilador es defectuoso; si el problema persiste, sustituya el módulo del inverter.
257 Temp. encima del inver-sor 3A
La temperatura de la Sección A del módulo 3 del inverter es excesiva; funcionando con los paneles laterales extraídos; compruebe si el flujo de aire está restringido, el radiador obstruido o si el ventilador es defectuoso; si el problema persiste, sustituya el módulo del inverter.
258 Temp. encima del inver-sor 3B
La temperatura de la Sección B del módulo 3 del inverter es excesiva; funcionando con los paneles laterales extraídos; compruebe si el flujo de aire está restringido, el radiador obstruido o si el ventilador es defectuoso; si el problema persiste, sustituya el módulo del inverter.
259 Temp. ambiente del inversor 1A
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura ambiente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
260 Temp. ambiente del inversor 1B
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura ambiente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
261 Temp. ambiente del inversor 2A
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura ambiente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
262 Temp. ambiente del inversor 2B
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura ambiente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
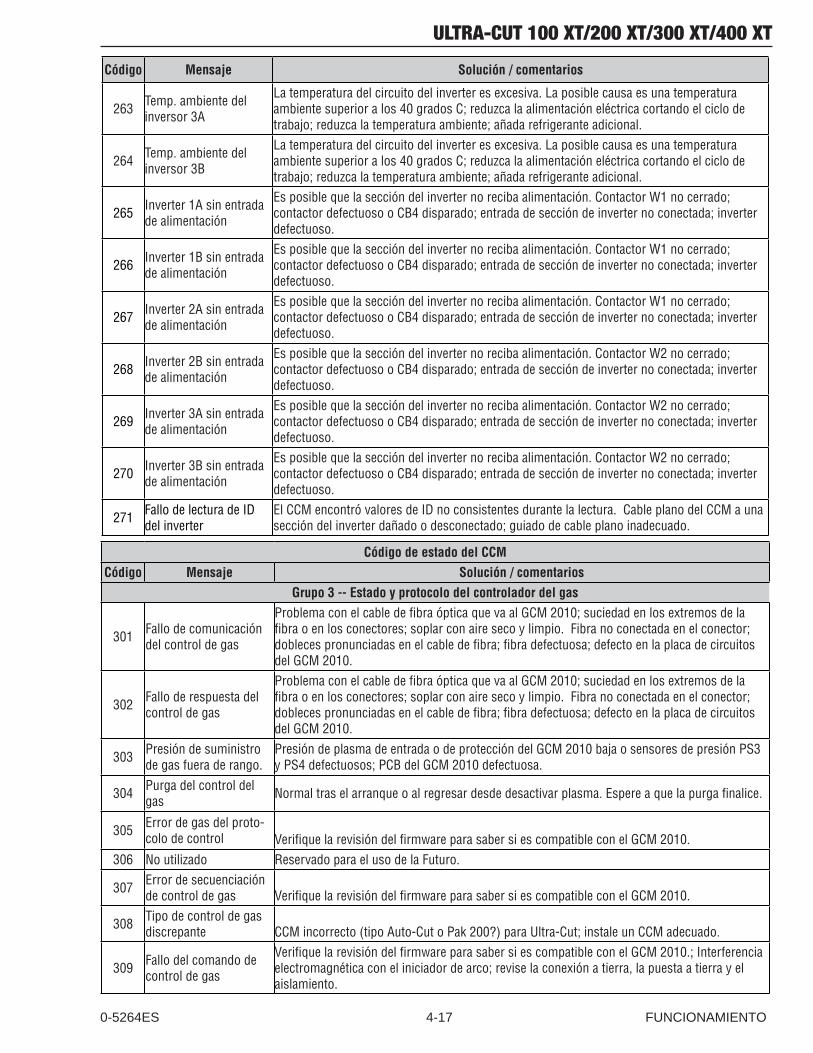
0-5264ES 4-17 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Código Mensaje Solución / comentarios
263 Temp. ambiente del inversor 3A
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura ambiente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
264 Temp. ambiente del inversor 3B
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura ambiente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
265 Inverter 1A sin entrada de alimentación
Es posible que la sección del inverter no reciba alimentación. Contactor W1 no cerrado; contactor defectuoso o CB4 disparado; entrada de sección de inverter no conectada; inverter defectuoso.
266 Inverter 1B sin entrada de alimentación
Es posible que la sección del inverter no reciba alimentación. Contactor W1 no cerrado; contactor defectuoso o CB4 disparado; entrada de sección de inverter no conectada; inverter defectuoso.
267 Inverter 2A sin entrada de alimentación
Es posible que la sección del inverter no reciba alimentación. Contactor W1 no cerrado; contactor defectuoso o CB4 disparado; entrada de sección de inverter no conectada; inverter defectuoso.
268 Inverter 2B sin entrada de alimentación
Es posible que la sección del inverter no reciba alimentación. Contactor W2 no cerrado; contactor defectuoso o CB4 disparado; entrada de sección de inverter no conectada; inverter defectuoso.
269 Inverter 3A sin entrada de alimentación
Es posible que la sección del inverter no reciba alimentación. Contactor W2 no cerrado; contactor defectuoso o CB4 disparado; entrada de sección de inverter no conectada; inverter defectuoso.
270 Inverter 3B sin entrada de alimentación
Es posible que la sección del inverter no reciba alimentación. Contactor W2 no cerrado; contactor defectuoso o CB4 disparado; entrada de sección de inverter no conectada; inverter defectuoso.
271 Fallo de lectura de ID del inverter
El CCM encontró valores de ID no consistentes durante la lectura. Cable plano del CCM a una sección del inverter dañado o desconectado; guiado de cable plano inadecuado.
Código de estado del CCMCódigo Mensaje Solución / comentarios
Grupo 3 -- Estado y protocolo del controlador del gas
301 Fallo de comunicación del control de gas
Problema con el cable de fibra óptica que va al GCM 2010; suciedad en los extremos de la fibra o en los conectores; soplar con aire seco y limpio. Fibra no conectada en el conector; dobleces pronunciadas en el cable de fibra; fibra defectuosa; defecto en la placa de circuitos del GCM 2010.
302 Fallo de respuesta del control de gas
Problema con el cable de fibra óptica que va al GCM 2010; suciedad en los extremos de la fibra o en los conectores; soplar con aire seco y limpio. Fibra no conectada en el conector; dobleces pronunciadas en el cable de fibra; fibra defectuosa; defecto en la placa de circuitos del GCM 2010.
303 Presión de suministro de gas fuera de rango.
Presión de plasma de entrada o de protección del GCM 2010 baja o sensores de presión PS3 y PS4 defectuosos; PCB del GCM 2010 defectuosa.
304 Purga del control del gas Normal tras el arranque o al regresar desde desactivar plasma. Espere a que la purga finalice.
305 Error de gas del proto-colo de control Verifique la revisión del firmware para saber si es compatible con el GCM 2010.
306 No utilizado Reservado para el uso de la Futuro.
307 Error de secuenciación de control de gas Verifique la revisión del firmware para saber si es compatible con el GCM 2010.
308 Tipo de control de gas discrepante CCM incorrecto (tipo Auto-Cut o Pak 200?) para Ultra-Cut; instale un CCM adecuado.
309 Fallo del comando de control de gas
Verifique la revisión del firmware para saber si es compatible con el GCM 2010.; Interferencia electromagnética con el iniciador de arco; revise la conexión a tierra, la puesta a tierra y el aislamiento.

FUNCIONAMIENTO 4-18 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Código de estado del CCMCódigo Mensaje Solución / comentarios
Grupo 4 -- Sistema refrigerante de la antorcha
401 Nivel de refrigerante bajo
Compruebe el nivel de refrigerante y añada si es necesario. Sensor de nivel desconectado o defectuoso.
402 Caudal de refrigerante bajo
El caudal de refrigerante medido por el interruptor de caudal FS1 es inferior a los 0,7 gpm; filtro obstruido; restricciones en el cable o en el cabezal de la antorcha; consumibles de estilo inadecuado; tubo del refrigerante/válvula antirretorno rotos o defectuosos; bomba o válvula de derivación defectuosas.
403Temperatura excesiva del refrigerante
La temperatura de suministro del refrigerante superó los 75 grados Celsius (167 F). Funcio-nando con el panel lateral flojo o extraído; caudal de aire bloqueado en la entrada o salida de aire de la fuente de alimentación; el ventilador de refrigeración falló; las aletas del radiador están obstruidas por la suciedad.
404 Sistema refrigerante no preparado.
No se obtuvo el caudal de refrigerante de 0,7 gpm correcto detectado por el interruptor de caudal FS1 durante los 4 minutos de cebado. Una nueva instalación puede requerir ciclo(s) de cebado adicional(es) para llenar las mangueras con refrigerante; apague y encienda para reiniciar el cebado; mangueras del refrigerante o la antorcha invertidas; filtro del refrigerante obstruido; restricciones en el cable o en el cabezal de la antorcha; consumibles de tipo erró-neo; tubo/válvula antirretorno del refrigerante de la antorcha roto o defectuoso; interruptor de caudal FS1 desconectado o defectuoso; bomba o válvula de derivación defectuosas.
405 Advertencia de nivel de refrigerante bajo
El nivel de refrigerante bajo durante el corte no detiene el corte. Añada refrigerante según sea necesario.
406 Advertencia de caudal de refrigerante bajo.
Esto es tan solo una advertencia; el sistema no detiene la operación. Tasa del caudal de refrige-rante inferior a la esperada. Puede ser debido a la presencia de burbujas de gas en el refrigerante o a piezas consumibles incompatibles, erróneas o gastadas; juntas defectuosas en el cartucho o el cuerpo de la antorcha; filtro del refrigerante obstruido; restricciones en el cable o en el cabezal de la antorcha; sensor de caudal FL1 desconectado o defectuoso.
407
Temperatura excesi-va del refrigerante, temperatura ambiente elevada.
La temperatura de suministro del refrigerante superó los 75 grados Celsius (167 Farenheit) probablemente debido a una temperatura ambiente superior a los 40 grados Celsius (104 Farenheit); reduzca el ciclo de trabajo de corte; reduzca la temperatura ambiente; añada un enfriador de refrigerante separado.
Sistema GCM 2010 sin códigos de estado numerados del grupo 5 (500).

0-5264ES 4-19 FUNCIONAMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Código de estado del CCMCódigo Mensaje Solución / comentarios
Grupo 6 -- CCM
601 Error de tensión ana-lógica CCM defectuoso, reemplace.
602 Error ADC o DAC CCM defectuoso, reemplace.603 Reservado No hay información disponible. Póngase en contacto con el servicio de atención al cliente.
604 Error de la memoria de datos CCM defectuoso, reemplace.
605 Fallo de memoria de programa CCM defectuoso, reemplace.
606 Alimentación lógica +5 V baja CCM defectuoso, reemplace.
607 Temperatura excesiva del procesador Reduzca la temperatura ambiente; CCM defectuoso, reemplace.
608Alimentación de 5 V para la comunicación del RS 485/422 baja.
CCM defectuoso, reemplace.
609
Error de dispositivo de actualización del Firmware CCM defectuoso, reemplace.
610
Error de protocolo de actualización de Firmware CCM defectuoso, reemplace.
611Fallo del controlador USB CCM defectuoso, reemplace.
612Fallo de alimentación del USB Dispositivo USB defectuoso conectado al puerto USB, extraiga; CCM defectuoso
613
Fallo en la creación de registro del USB
No fue posible crear el archivo de registro en la unidad Flash USB en el intento de actualiza-ción del firmware más reciente; Utilizar una unidad Flash USB distinta o volver a formatear la unidad Flash
614Sin archivo USF
El archivo VTCCMFW.USF no está presente en la unidad Flash; Añadir archivos adecuados a la unidad Flash para la actualización del Firmware; Utilizar una unidad Flash USB distinta o volver a formatear la unidad Flash
615Sin archivo de actuali-zación del CCM
No se encontró el archivo de Firmware CCM especificado en VTCCMFW.USF ; Añadir archivos adecuados a la unidad Flash para la actualización del Firmware;
616
Fallo de actualización de DPC
Se produjo un error al intentar actualizar el firmware de DPC; Añadir archivos adecuados a la unidad Flash para la actualización del Firmware; Consultar el archivo CCM_LOG.TXT de la unidad Flash para obtener información detallada
617
Fallo de actualización de DMC
Se produjo un error al intentar actualizar el firmware de DMC; Añadir archivos adecuados a la unidad Flash para la actualización del Firmware; Consultar el archivo CCM_LOG.TXT de la unidad Flash para obtener información detallada
618Fallo de calibración de ADC Error demasiado grande al calibrar ADC; Si el fallo persiste, CCM defectuoso;
619Fallo del interruptor de caudal El interruptor de caudal informa del caudal de refrigerante cuando la bomba está apagada;
620Error de memoria no volátil
Almacenamiento de la memoria no volátil corrompido y borrado; Si el fallo persiste, CCM defectuoso.
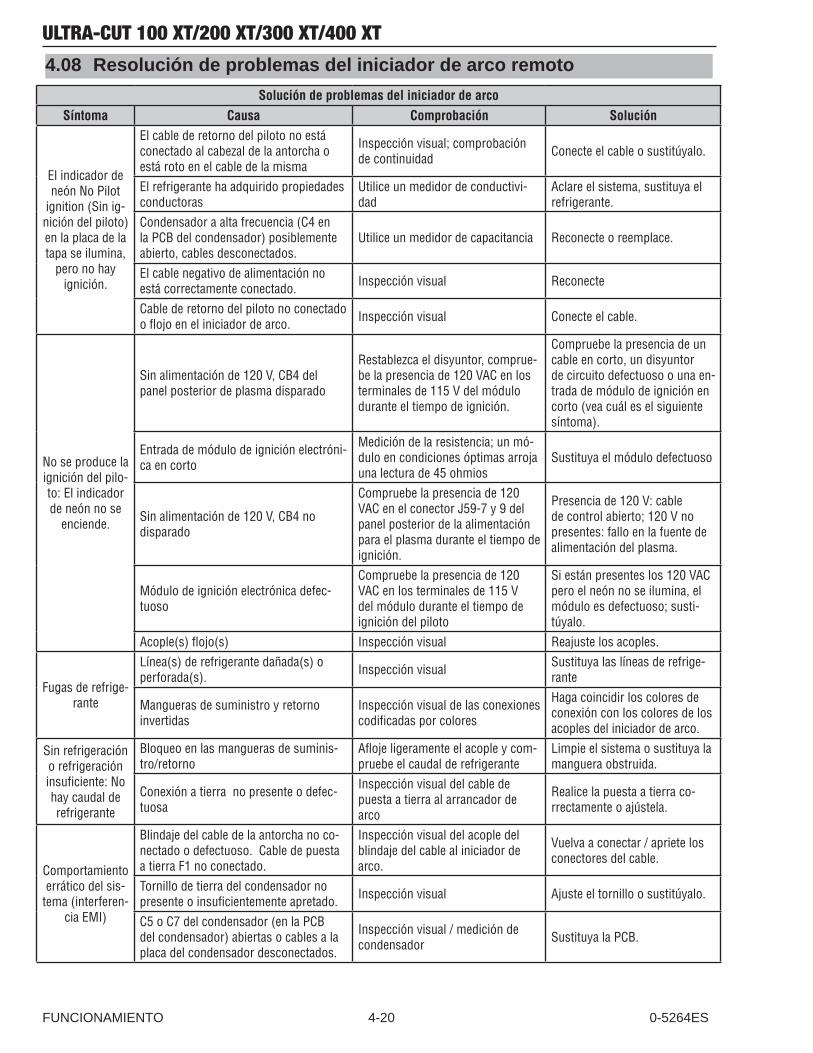
FUNCIONAMIENTO 4-20 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4.08 Resolución de problemas del iniciador de arco remotoSolución de problemas del iniciador de arco
Síntoma Causa Comprobación Solución
El indicador de neón No Pilot
ignition (Sin ig-nición del piloto) en la placa de la tapa se ilumina,
pero no hay ignición.
El cable de retorno del piloto no está conectado al cabezal de la antorcha o está roto en el cable de la misma
Inspección visual; comprobación de continuidad Conecte el cable o sustitúyalo.
El refrigerante ha adquirido propiedades conductoras
Utilice un medidor de conductivi-dad
Aclare el sistema, sustituya el refrigerante.
Condensador a alta frecuencia (C4 en la PCB del condensador) posiblemente abierto, cables desconectados.
Utilice un medidor de capacitancia Reconecte o reemplace.
El cable negativo de alimentación no está correctamente conectado. Inspección visual Reconecte
Cable de retorno del piloto no conectado o flojo en el iniciador de arco. Inspección visual Conecte el cable.
No se produce la ignición del pilo-to: El indicador de neón no se
enciende.
Sin alimentación de 120 V, CB4 del panel posterior de plasma disparado
Restablezca el disyuntor, comprue-be la presencia de 120 VAC en los terminales de 115 V del módulo durante el tiempo de ignición.
Compruebe la presencia de un cable en corto, un disyuntor de circuito defectuoso o una en-trada de módulo de ignición en corto (vea cuál es el siguiente síntoma).
Entrada de módulo de ignición electróni-ca en corto
Medición de la resistencia; un mó-dulo en condiciones óptimas arroja una lectura de 45 ohmios
Sustituya el módulo defectuoso
Sin alimentación de 120 V, CB4 no disparado
Compruebe la presencia de 120 VAC en el conector J59-7 y 9 del panel posterior de la alimentación para el plasma durante el tiempo de ignición.
Presencia de 120 V: cable de control abierto; 120 V no presentes: fallo en la fuente de alimentación del plasma.
Módulo de ignición electrónica defec-tuoso
Compruebe la presencia de 120 VAC en los terminales de 115 V del módulo durante el tiempo de ignición del piloto
Si están presentes los 120 VAC pero el neón no se ilumina, el módulo es defectuoso; susti-túyalo.
Acople(s) flojo(s) Inspección visual Reajuste los acoples.
Fugas de refrige-rante
Línea(s) de refrigerante dañada(s) o perforada(s). Inspección visual Sustituya las líneas de refrige-
rante
Mangueras de suministro y retorno invertidas
Inspección visual de las conexiones codificadas por colores
Haga coincidir los colores de conexión con los colores de los acoples del iniciador de arco.
Sin refrigeración o refrigeración insuficiente: No hay caudal de refrigerante
Bloqueo en las mangueras de suminis-tro/retorno
Afloje ligeramente el acople y com-pruebe el caudal de refrigerante
Limpie el sistema o sustituya la manguera obstruida.
Conexión a tierra no presente o defec-tuosa
Inspección visual del cable de puesta a tierra al arrancador de arco
Realice la puesta a tierra co-rrectamente o ajústela.
Comportamiento errático del sis-
tema (interferen-cia EMI)
Blindaje del cable de la antorcha no co-nectado o defectuoso. Cable de puesta a tierra F1 no conectado.
Inspección visual del acople del blindaje del cable al iniciador de arco.
Vuelva a conectar / apriete los conectores del cable.
Tornillo de tierra del condensador no presente o insuficientemente apretado. Inspección visual Ajuste el tornillo o sustitúyalo.
C5 o C7 del condensador (en la PCB del condensador) abiertas o cables a la placa del condensador desconectados.
Inspección visual / medición de condensador Sustituya la PCB.

0-5264ES 5-1 MANTENIMIENTO
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
SECCIÓN 5: MANTENIMIENTO
5.01 Mantenimiento generalEfectúe periódicamente las siguientes verificaciones para asegurar el adecuado desempeño del sistema.
Programa de mantenimiento de la fuente de alimentaciónDiario
Compruebeelnivelderefrigeranteyañadasifueranecesario.Revise las conexiones de la manguera de gas y las presiones.
CalendariodemantenimientoUC-AC
MensualmenteRevise el ventilador de refrigeración y el radiador; limpie si es necesarioRevise las mangueras de gas en busca de grietas, pérdidas o abrasión.
Reemplace si es necesario.Revise todas las conexiones eléctricas en busca de grietas o abrasión.
Reemplace si es necesario.
Cada seis mesesLimpieosustituyaelfiltroexternodelrefrigerante.
Limpieeltanquederefrigerante.Aspire el polvo depositado en el interior de la fuente de alimentación.
5.02 ProcedimientoparalimpiarelfiltroexternoderefrigeranteLalimpiezaperiódicadelfiltroderefrigeranteaseguralamáximaeficienciadelflujoderefrigerante.Unflujoescasoderefrigeranteocasionaunadeficienterefrigeracióndelaspiezasdelaantorchaconelconsiguientedesgasteprematuro de los consumibles.
Limpieelfiltroderefrigerantecomoseindicaacontinuación:
1. Desconecte la alimentación eléctrica del sistema.
2. Desatornilleyextraigaelcartuchodelfiltromanualmente.Elcartuchograndeseencuentradetrásdelafuente de alimentación. Asegúrese de guardar la junta tórica.
3.Examineelfiltroysustitúyalosifueranecesario.Vuelvaainstalarelcartucho,apretándolomanualmente. Asegúresedequelajuntatórica(O-ring)estéensulugar.
4. Enciendaelsistemayreviseenbuscadepérdidas.
5.03 Procedimiento para reemplazar el refrigeranteReemplace el refrigerante como se indica a continuación:
1. Corte la alimentación eléctrica del sistema.
2. Extraigalosdospaneleslateralesderechos.
3. Localiceenlalíneaderefrigeranteelacoplamientoprocedentedelaparteinferiordeldepósitodelrefrigerante;n.º 1 en la ilustración que se muestra a continuación. Desconecte la línea de refrigerante desde el acople ydreneelrefrigeranteenuncontenedordesechabledetamañoadecuado.Recuerdequevaadrenarmáscantidad que la contenida en el depósito del refrigerante.
4. Cuando el refrigerante se esté drenando, desconecte el acople de la manguera gris n.º 2 de la ilustración que se muestra a continuación. Permita que se drene el exceso de refrigerante y, a continuación, aplique unapresiónmáximade5psiparalimpiarlaslíneas.

MANTENIMIENTO 5-2 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
PRECAUCIÓNLaaplicacióndeunapresióndeairesuperiora5psienelsistemaderefrigeraciónlodañará.Estatareadeberealizarseconsumocuidado.
2
1
Art # A11689
5. Vuelvaaconectarlosdosacoplesy,acontinuación,retirelacazoletadelfiltrodelcartuchosituadoenlaparte posterior de la fuente de alimentación. Vierta este refrigerante restante en el contenedor y sustituya la cazoleta.
NOTA!Si también es necesario sustituir el refrigerante presente en los cables, desconéctelos de la fuente de alimentación y drénelos manualmente.
6. Lleneeldepósitoconrefrigerantenuevo,hastaalcanzarelnivelcorrecto,ycompruebequenoseproduzcanfugas.
7. Enciendaelsistema,déjelofuncionarunosminutosyreviseelnivelderefrigerante,completesiesnecesario.Consulte la Sección 3:24 Completar la instalación para conocer el procedimiento.
8. Coloque los paneles laterales.

0-5264ES 6-1 Lista de piezas de la fuente de alimentación
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
SECCIÓN 6: PIEZAS Y CONJUNTOS DE REPUESTO
6.01 Fuente de alimentación de repuestoUnidad completa / Componente Número de catálogo
Fuente de alimentaciónUltra-Cut100XT™,400V+10-15% 3-8116-4Fuente de alimentaciónUltra-Cut200XT™,400V+10-15% 3-8119-4Fuente de alimentaciónUltra-Cut300XT™,400V+10-15% 3-8118-4 Fuente de alimentaciónUltra-Cut400XT™,400V+10-15% 3-8120-4
Módulodelcontroldelgas(GCM-2010)conconjuntodeválvulasparaantorchaXTL 3-9131Módulodelcontroldelgas(GCM-2010)solo 7-4000Piezaderepuestodelconjuntodeválvulasoriginaldelaantorchasolo 4-3049ConjuntodeválvulasparaantorchaXTLsolo 4-3054 (Requierelaversión3.1osuperiordelfirmwaredelGCM2010)Iniciadordearcoremoto(RAS-1000XT) 3-9130EEQUIPOOPCIONAL:
Juegoderuedas 9-7378
6.02 Disposición del sistema 100 - 200 AmpConsulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
Alimentacióneléctrica
CNC
Iniciadorremotode arco
Art # A-11941SEU
Antorcha
Suminis.de refrig.
Retorno de refrig.
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cable defibra
óptica
Cable de control
Módulo decontrolde gasF
uent
e de
alim
enta
ción
deU
ltra
Cut
XT
Conjuntode válvulas
de laantorcha
Tubo deposicionamiento
Gas plasma
Gas preflujo
Protec. por agua
Protección
Gas protec.
Negativos
Retorno del piloto
Cable de control
Long. máxima 100’ / 30.5 mLong. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
Protección
H
Q
R
T
S
Pieza
F1A
B
C
D
E
P
K
L I
JG
Long. máxima 175’ / 53.3 m
Cables de masa O
F1
F
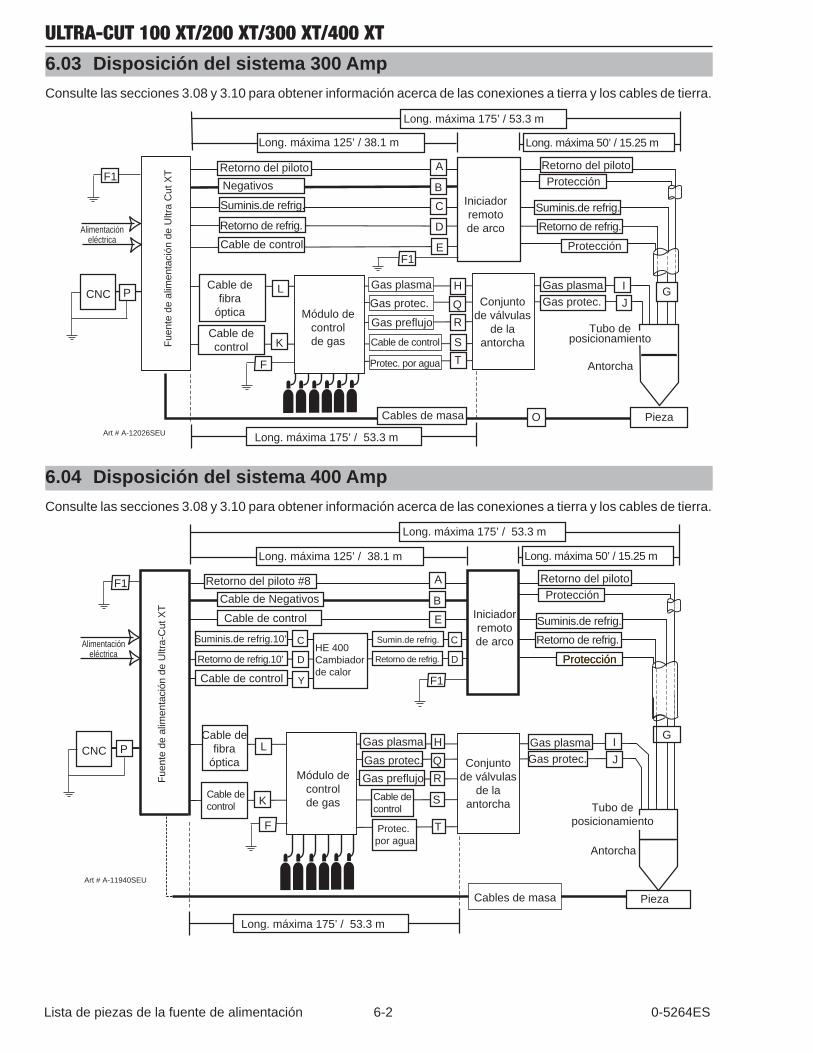
Lista de piezas de la fuente de alimentación 6-2 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.03 Disposición del sistema 300 AmpConsulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
Alimentacióneléctrica
CNC
Iniciadorremotode arco
Art # A-12026SEU
Antorcha
Suminis.de refrig.
Retorno de refrig.
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Gas plasma
Gas protec.
Cable defibra
óptica
Cable decontrol
Módulo decontrolde gasF
uent
e de
alim
enta
ción
de
Ultr
a C
ut X
T
Conjuntode válvulas
de laantorcha
Tubo deposicionamiento
Gas plasma
Gas preflujo
Protec. por agua
Protección
Gas protec.
Negativos
Retorno del piloto
Long. máxima 50’ / 15.25 m Long. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
Protección
H
Q
R
T
S
Pieza
Cable de control
F1A
B
C
D
E
P
K
L I
JG
Long. máxima 175’ / 53.3 m
Cables de masa O
F1
F
6.04 Disposición del sistema 400 AmpConsulte las secciones 3.08 y 3.10 para obtener información acerca de las conexiones a tierra y los cables de tierra.
CNC
Art # A-11940SEU
Cable de control
Cable defibra
óptica
Cable de control
Módulo decontrolde gas
Conjuntode válvulas
de laantorcha
PI
J
K
L H
Q
R
S
Gas plasma
Gas protec.
Gas plasmaGas protec.
Gas preflujo
Pieza
Antorcha
Tubo deposicionamiento
Protec. por agua
G
T
Cables de masa
Long. máxima 175’ / 53.3 m
Alimentacióneléctrica
Iniciadorremotode arcoSuminis.de refrig.10’
Retorno de refrig.10’
Cable de control
Retorno del piloto
Suminis.de refrig.
Retorno de refrig.
Fue
nte
de a
limen
taci
ón d
e U
ltra-
Cut
XT
ProtecciónCable de Negativos
Retorno del piloto #8
Long. máxima 50’ / 15.25 m
ProtecciónProtecciónProtecciónProtecciónProtección
A
B
E
C
D
Long. máxima 125’ / 38.1 m
Long. máxima 175’ / 53.3 m
F1
F1
HE 400Cambiador de calor
Cable de control
C
D
Y
Sumin.de refrig.
Retorno de refrig.
F

0-5264ES 6-3 Lista de piezas de la fuente de alimentación
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.05 Manguera recomendada para el suministro de gasArtículo n.º Cant. Descripción N.º de catálogo
1 MangueraSynflexgrisde3/8”.Losacoplesnoestánincluidos.Númerodecatálogosegúnpie 9-3616
6.06 Cables de todos los amperajes
Conexión de suministro derefrigerante entre la fuente dealimentación y el iniciador de arco
Conexión de retorno de refrigerante entre la fuente de alimentación y el iniciador de arco.
Verde / amarillo # 4 AWG
Verde / amarillo 1/0 (50 mm )
A
Verde
Rojo
Art # A
-11873SE
U_A
B
Cable AWG #8
B
C
D
F
F1
K
L
H, Q, R, S,T
Cable de masa
Cable al CNC(37 conductores)
37
Cable de retorno del pilotoentre la fuente de alimentacióny el iniciador de arco
Cable negativo entre la fuente dealimentación y el iniciador de arco
Cable de puesta a tierra
Cable de puesta a tierra entreel iniciador remoto de arcoy la puesta a tierra
O
P
Cable de fibra óptica entre la fuente de alimentación y el módulo de control de gas
Cable de control entre la fuente de alimentación y el módulo de control de gas
Verde
Rojo
2
GConjunto de cable blindadode la antorcha, del iniciadorde arco remoto a la antorcha
Cable AWG 3/0 (95 mm2 )
E,Y14/7
E - Cable de control entre la fuente dealimentación y el iniciador de arco
Y - Cable de control entre la Ventilador
Cable AWG 3/0 (95 mm )2
Conexión de gas de plasmaentre la válvula de la antorchay la antorcha
Conexión de gas de protecciónentre la válvula de la antorchay la antorcha
I
J
37

Lista de piezas de la fuente de alimentación 6-4 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XTC
able
s U
ltra
-Cut
100
-200
-300
-400
XT
Cla
veD
escr
ipci
ónLongituddeloscables
3 ft
1 m
4 ft
1.2
m10
ft
3.05
m15
ft
4.5
m20
ft
6m
25 ft
7.6m
30 ft
9.1m
35 ft
10.6m
40 ft
12
m50
ft
15.2
m75
ft
22.8
m10
0 ft
30.5
m12
5 ft
38.1
m15
0 ft
45.7
m17
5 ft
53.3
m
A,B,C,D,E
Jueg
o de
cab
les
de a
limen
ta-
ción
(Not
a 1)
4-3027
4-3028
4-3029
4-3030
4-3050
4-3031
4-3032
4-3033
4-3034
A C
able
de
reto
rno
del p
iloto
9-4890
9-4891
9-4790
9-4791
9-9426
9-4792
9-4793
9-4794
9-4796
BC
able
neg
ativ
o9-7356
9-7357
9-7358
9-7359
9-7360
9-7361
9-7362
9-7363
9-7364
CM
angu
era,
sum
inis
tro d
e re
frige
rant
e9-4886
9-4887
9-4780
9-4781
9-4782
9-4783
9-4784
9-4785
9-4786
9-4787
9-4788
DM
angu
era,
reto
rno
de re
frige-
rant
e9-4888
9-4889
9-4762
9-4763
9-4764
9-4765
9-4766
9-4767
9-4768
9-4769
9-4770
EC
able
de
cont
rol a
inic
iado
r de
arc
o9-4941
9-4916
9-4917
9-4918
9-4942
9-4943
9-4944
9-4922
FC
able
a ti
erra
, PS
a G
CM
9-4923
9-4924
9-4925
9-4926
9-4927
9-4928
9-4929
9-4930
F1C
able
a ti
erra
, ini
ciad
or d
e ar
co re
mot
o a
tierr
a9-4931
9-4932
9-4933
9-4934
9-4935
9-4936
9-4937
9-4938
GC
onju
nto,
cab
le d
e la
ant
orch
a4-3053
4-3009
4-3010
4-3011
4-3012
4-3013
4-3014
4-3015
4-30146
4-3017
IC
able
del
pla
sma
9-3333
JC
able
de
prot
ecci
ón9-3334
K
Cab
le d
e co
ntro
l, P
S a
GC
M9-4907
9-4908
9-4909
9-9332
9-4910
9-4911
9-4912
9-4913
9-4914
LCabledecontroldefibra
óptic
a9-4898
9-4899
9-4900
9-9335
9-4901
9-4902
9-4903
9-4904
9-4905
9-4906
OC
able
de
traba
jo9-7350
9-7351
9-7352
9-7353
PC
able
de
cont
rol,
CN
C a
PS
9-8312
9-8313
9-8315
9-8316
9-8317
H,Q,R,S,T
Jueg
o de
cab
les
del g
as (N
ota
2)4-3035
4-3036
4-3037
4-3051
4-3038
4-3039
4-3040
4-3041
4-3042
4-3043
H
Man
guer
a de
l gas
pla
sma
9-7103
9-7104
8-0149
9-7270
9-7271
9-7272
9-7273
9-7274
9-7275
9-7276
QM
angu
era
de g
as d
e pr
otec-
ción
9-7277
9-7278
9-7279
9-7280
9-7281
9-7282
9-7283
9-7284
9-7285
9-7286
RMangueradegaspiloto/pre-
flujo
9-6956
9-6957
9-6959
9-6961
9-6963
9-6964
9-7080
9-7081
9-4876
9-4877
SC
able
de
cont
rol
9-7093
9-7094
9-7095
9-7096
9-7097
9-7098
9-7099
9-7100
9-7101
9-7102
TP
rote
cció
n de
agu
a9-6985
9-6986
9-6988
9-6996
9-6992
9-6993
9-7073
9-7074
9-7075
9-7076
NOTA1: Losjuegosdecablesdealimentaciónincluyenelcablederetornodelpiloto,elcablenegativo,lasmanguerasdesuministroyretornodelrefrigeranteyelcabledecontrol.
NOTA2: Losjuegosdecablesdelgasincluyenlamangueradelgasplasm
a,lamangueradelgasdeprotección,lamangueradelgasdepreflujoyelcabledecontrol.

0-5264ES 6-5 Lista de piezas de la fuente de alimentación
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.07 Piezas de repuesto de la fuente de alimentación externa Artículo n.º Cant. Descripción N.º de catálogo
1 1 Cubiertadeloscablesydelaalimentación 9-7346 2 1 Panelsuperior, 9-7300 3 1 Cubiertaslateralessuperiores 9-7301 4 1 Panellateralizquierdoinferior 9-7304 5 1 Panellateralderechoinferior300A/400A 9-7344 6 1 Panellateralderechoinferior100A/200A 9-7302 7 1 Cáncamodeizaje 9-9373
2
5 grandes 300/400A
1
6 pequeño 100/200A
4
7
Art # A-11543SEU_AB
1
3 3

Lista de piezas de la fuente de alimentación 6-6 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.08 Piezas de repuesto de la fuente de alimentación - Lado superior derecho
Artículo n.º Cant. Descripción Ref. Des. N.º de catálogo
1 1 PCBpolarizacióndelsistema 9-9253 2 1 PCBdelpiloto 9-9250 3 1 ConjuntodelCCM 9-7335 4 1 Relés,bomba/ventilador MC3/MC2 9-7314 5 1 Relé,controldelacorrientedeirrupción K1 9-7336 6 1 Relé,corrientedeirrupción MC1 9-7337 7 1 Resistor,corrientedeirrupción R2 9-7376 8 1 PCBdelapantalla 9-9252 9 1 Transformadorauxiliar T1 9-7315 10 1 Disyuntordelinterruptordearranque/parada CB1 9-7316 11 1 PCBdelainterfazydelrelé 9-9251
1 2
3
4
5
6
7
9
10
Art # A-11546_AB
11
8

0-5264ES 6-7 Lista de piezas de la fuente de alimentación
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.09 Piezas de repuesto de la fuente de alimentación - Lado inferior derecho
Artículo n.º Cant. Descripción Ref. Des. N.º de catálogo
1 1 DepósitodelrefrigeranteCap 8-5124 2 1 Depósitodelrefrigerante 9-7306 3 1 NiveldeRefrigeranteSensor 9-7307 4 1 Bomba,refrigerante,conjunto(conMOTOR) 9-7309 1 Bomba,refrigerante,conjunto(noMOTOR) 9-7422 5 1 MOTOR,bomba(MOTORSOLAMENTE) 9-7424 6 1 Ventiladordeenfriamiento(s) 9-7348 7 1 Radiador 300A/400Asistemas 9-7349 100A/200Asistemas 9-7311 8 1 Caudal,interruptor(nosemuestra) FS1 9-7310 9 1 Sensordeburbujas(caudal)(nosemuestra) FL1 9-9297 10 1 Transductordecorriente,300A(Nomostradautilizadoentodoslosamperajes) HCT1 W7005324
23
4
5
6
7
1
Art # A-11984_AB
8

Lista de piezas de la fuente de alimentación 6-8 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT6.10 Piezas de repuesto de la fuente de alimentación - Panel posterior Artículo n.º Cant. Descripción N.º de catálogo
1 1 Conjuntodelfiltrodelrefrigerante 9-7320 2 1 Filtrodelrefrigerante 9-7321 3 1 Fusible,8ASB500VAC 9-7377
Art # A-11549_AC
1
2
3
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 500 VAC F2 - 8A SB 500 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM

0-5264ES 6-9 Lista de piezas de la fuente de alimentación
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.11 Piezas de repuesto de la fuente de alimentación - Lado izquierdo Artículo n.º Cant. Descripción Ref. Des. N.º de catálogo
1 1 PCBsupresióndeCA 9-9254 2 1 Contactorprincipal(2entotal) W1,W2 9-7318 3 1 Módulodelinverter,completo380-415VAC 9-7317 (los sistemas de 100 y 200 Amp. usan 1) (los sistemas de 300 Amp. usan 2) (los sistemas de 400 Amp. usan 3) 4 1 Módulodelinverter,parcial380-415VAC(para200Ay300ASOLO) 9-7319 5 1 PCBfiltrodeEMI 9-8264 (los sistemas de 100 Amp. usan 1) (los sistemas de 200 Amp. usan 2) (los sistemas de 300 Amp. usan 3) (los sistemas de 400 Amp. usan 4)
1
2
3
4
Suministro eléctrico de 400 A Suministro eléctrico de 200 A
Art # A-11943SEU
55
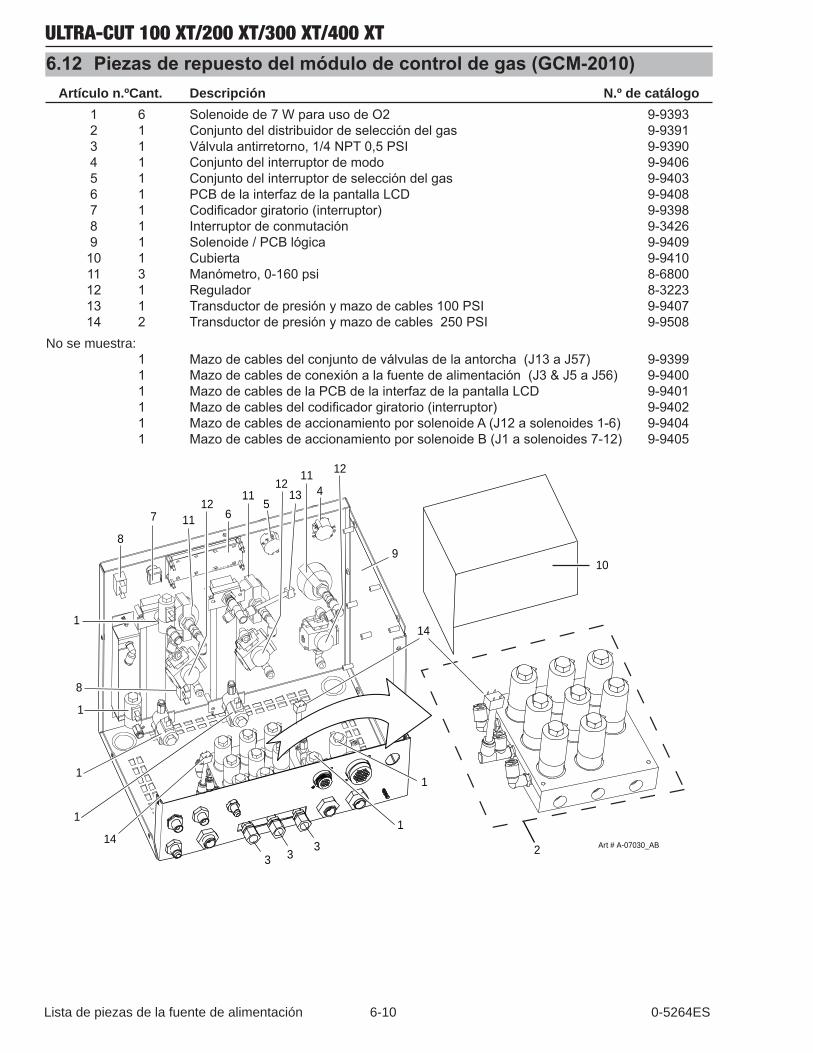
Lista de piezas de la fuente de alimentación 6-10 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.12 Piezasderepuestodelmódulodecontroldegas(GCM-2010) Artículo n.º Cant. Descripción N.º de catálogo 1 6 Solenoidede7WparausodeO2 9-9393 2 1 Conjuntodeldistribuidordeseleccióndelgas 9-9391 3 1 Válvulaantirretorno,1/4NPT0,5PSI 9-9390 4 1 Conjuntodelinterruptordemodo 9-9406 5 1 Conjuntodelinterruptordeseleccióndelgas 9-9403 6 1 PCBdelainterfazdelapantallaLCD 9-9408 7 1 Codificadorgiratorio(interruptor) 9-9398 8 1 Interruptordeconmutación 9-3426 9 1 Solenoide/PCBlógica 9-9409 10 1 Cubierta 9-9410 11 3 Manómetro,0-160psi 8-6800 12 1 Regulador 8-3223 13 1 Transductordepresiónymazodecables100PSI 9-9407 14 2 Transductordepresiónymazodecables250PSI 9-9508No se muestra: 1 Mazodecablesdelconjuntodeválvulasdelaantorcha(J13aJ57) 9-9399 1 Mazodecablesdeconexiónalafuentedealimentación(J3&J5aJ56) 9-9400 1 MazodecablesdelaPCBdelainterfazdelapantallaLCD 9-9401 1 Mazodecablesdelcodificadorgiratorio(interruptor) 9-9402 1 MazodecablesdeaccionamientoporsolenoideA(J12asolenoides1-6) 9-9404 1 MazodecablesdeaccionamientoporsolenoideB(J1asolenoides7-12) 9-9405
Art # A-07030_AB2
1
1
1
1
3
7
8
45
6
33
1
1
8
910
12
12
14
11
11
13
12
14
11

0-5264ES 6-11 Lista de piezas de la fuente de alimentación
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.13 Piezasderepuestodelmódulodecontroldegas(GCM-2010) Artículo n.º Cant. Descripción N.º de catálogo
1 1 Perilladelinstrumentonegra 9-4233 2 1 Medidordecaudaldelaguaconválvula 9-7005 3 1 Interruptordeconmutación,SPDTde2posiciones 9-3426 4 1 Manómetro,diámetrode2’’ 8-6800 5 1 Manómetro,diámetrode2’’ 8-4313 6 1 Medidordecaudal 8-6801 Nosemuestra- Conjuntodeválvulas 9-9382 Tubo 9-9383 Perilla 9-9384 7 1 Lenteprotectoraparapantalla(solo) 9-9395
PREFLOW
H2OMIST
PLASMA SHIELD
PRESSURE
PLASMAPOWER SUPPLY
GAS
FLOW
AMPERAGESET-UP
High PrecisionPlasma Cutting System
ENABLE
DISABLE
GASMODE
RUN
SET PREFLOW
SET PLASMA& SHIELD
TEST
O2 - AIRO2 - O2
H35 -N2
F5 - N2
AIR - AIRN2 - H2O
N2 - N2
99
GCM
2010
Art # A-04814ES
3
5
4
1
2
6
7
3
6
1 1
4

Lista de piezas de la fuente de alimentación 6-12 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.14 Piezasderepuestoparainiciadordearcoremoto(RAS-1000XT) Artículo n.º Cant. Descripción N.º de catálogo
1 1 ConjuntocompletoRAS1000XT 3-9130E 2 1 Conjuntodelatapadelpiloto 9-7341 3 1 Módulodeigniciónelectrónica 9-7342 4 1 Bobinatoroidal 9-7343
Art # A-12066
3
4
2
1

0-5264ES 6-13 Lista de piezas de la fuente de alimentación
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6.15 Piezas de repuesto del intercambiador de calor HE 400 Artículo n.º Cant. Descripción N.º de catálogo
1 1 Conjunto,intercambiadordecalorHE400 9-9416 2 1 Ventilador 9-7348 3 1 Radiador 9-7349 4 1 Condensador 9-1059 5 1 Interruptortérmico 9-1448
1
2
34
5
Art # A-12672

Lista de piezas de la fuente de alimentación 6-14 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Estapáginasehadejadoenblancodeformaintencionada.

0-5264ES 7-1 INFORMACIÓN DE LA ANTORCHA
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
SECCIÓN 7: MANTENIMIENTO DE LA ANTORCHA
7.01 Instrucciones para retirar los consumibles1. Utilicelaherramientadeextracciónparasostenerlacopadeprotecciónyelconjuntodelcartucho.Haga
girar la copa de protección para sacarla del conjunto del cartucho.
Cartucho armado
Herramienta deextracción
Copa de protección
Art # A-04344_spa
2. Saquelaherramientadeextraccióndelapartedeatrásdelconjuntodelcartuchoyempujeconellalaspiezas consumibles fuera del cartucho.
Conjunto del cartucho
Herramienta de extracción
Art # A-04345_spa

INFORMACIÓN DE LA ANTORCHA 7-2 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
7.02 Lubricacióndelajuntatórica(O-ring)Lubriqueperiódicamentelastresjuntastóricas(O-rings)delconjuntodelcartuchoylastresdelcabezaldelaantorcha con el lubricante para juntas tóricas suministrado. Quite el seguro del conjunto del cartucho y deslice el anillo de bloqueo hacia abajo para acceder a la junta tórica ubicada debajo del anillo.
Junta tórica,Nº de cat. 8-0544
Junta tórica interna (Nº 8-0545)Ubicada bajo el anillo de bloqueo)
Junta tórica,Nº de cat. 8-0540
Art # A-04071_spa
Seguro
Conjunto del cartucho
Nº de cat. 9-9429
Art # A-04066SP_AE
Juntas tóricas
Nº de cat. 8-0524
Nº de cat. 9-3026
Nº de cat. 9-3025
Cabezal de la antorcha
Nº de cat. 9-9041
PRECAUCIÓNUtilicesolamentelubricanteparajuntastóricas(O-rings)ThermalDynamicsNro.9-4893(ChristoLubeMCG-129)enestapiezadelaantorcha.Elusodeotroslubrican-tespuedeocasionardañosirreparablesenlaantorcha.
7.03 Desgaste de las piezasReemplaceeldistribuidordegassiestácarbonizadoofisurado.
Reemplaceeldistribuidordegassilapestañatienedañosdecualquiertipo.
Reemplacelapuntay/oelelectrodosiestángastados.
Electrodo enbuen estado
Electrodo gastadoPunta enbuen estado
Punta gastada
Art # A-04745SEU
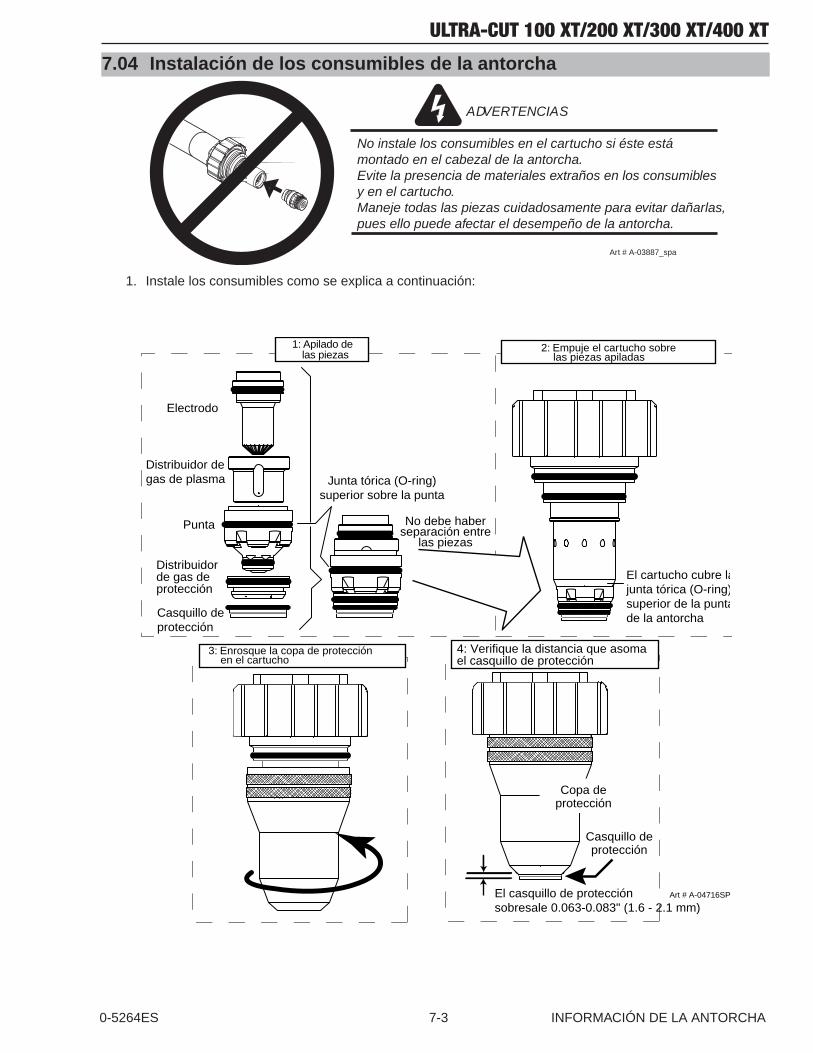
0-5264ES 7-3 INFORMACIÓN DE LA ANTORCHA
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
7.04 Instalación de los consumibles de la antorcha
Art # A-03887_spa
ADVERTENCIAS
No instale los consumibles en el cartucho si éste estámontado en el cabezal de la antorcha.Evite la presencia de materiales extraños en los consumiblesy en el cartucho. Maneje todas las piezas cuidadosamente para evitar dañarlas,pues ello puede afectar el desempeño de la antorcha.
1. Instale los consumibles como se explica a continuación:
No debe haberseparación entre
las piezas
Junta tórica (O-ring)superior sobre la punta
El casquillo de protecciónsobresale 0.063-0.083" (1.6 - 2.1 mm)
Electrodo
Distribuidor degas de plasma
Punta
Distribuidorde gas deprotección
Casquillo deprotección
4: Verifique la distancia que asoma el casquillo de protección
Art # A-04716SP
Casquillo deprotección
Copa deprotección
El cartucho cubre lajunta tórica (O-ring)superior de la puntade la antorcha
3: Enrosque la copa de protección en el cartucho
1: Apilado de las piezas
2: Empuje el cartucho sobre las piezas apiladas
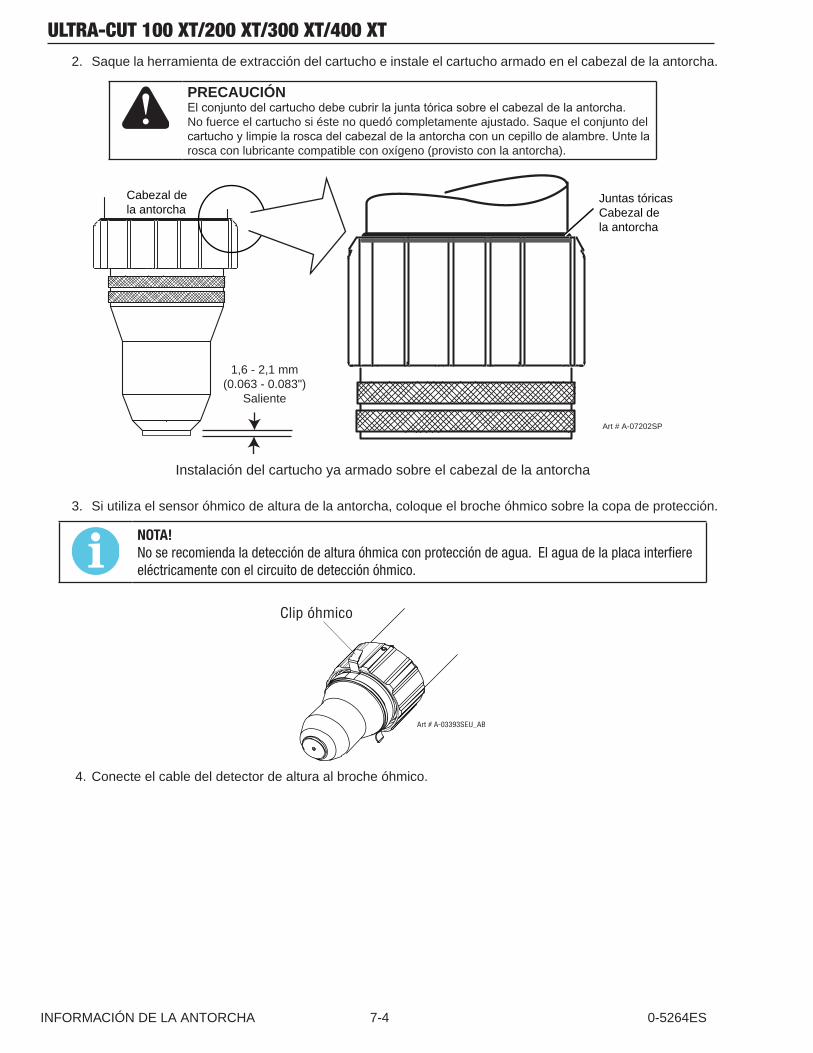
INFORMACIÓN DE LA ANTORCHA 7-4 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT2. Saque la herramienta de extracción del cartucho e instale el cartucho armado en el cabezal de la antorcha.
PRECAUCIÓNElconjuntodelcartuchodebecubrirlajuntatóricasobreelcabezaldelaantorcha.No fuerce el cartucho si éste no quedó completamente ajustado. Saque el conjunto del cartuchoylimpielaroscadelcabezaldelaantorchaconuncepillodealambre.Untelarosca con lubricante compatible con oxígeno (provisto con la antorcha).
Juntas tóricasCabezal de la antorcha
Cabezal de la antorcha
Art # A-07202SP
1,6 - 2,1 mm(0.063 - 0.083")
Saliente
Instalación del cartucho ya armado sobre el cabezal de la antorcha
3. Si utiliza el sensor óhmico de altura de la antorcha, coloque el broche óhmico sobre la copa de protección.
NOTA!No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interfiere eléctricamente con el circuito de detección óhmico.
Clip óhmico
Art # A-03393SEU_AB
4. Conecte el cable del detector de altura al broche óhmico.

0-5264ES 7-5 INFORMACIÓN DE LA ANTORCHA
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
7.05 SolucióndepérdidasderefrigeranteNuncahagafuncionarelsistemasilaantorchapierderefrigerante.Ungoteoconstantederefrigeranteindicaquelaspiezasdelaantorchaestángastadasoincorrectamenteinstaladas.Sihacefuncionarelsistemaenestacondiciónpuededañarelcabezaldelaantorcha.Consulteeldiagramasiguientecomoguíaparasolucionarlosproblemasde pérdida de refrigerante por el cabezal de la antorcha.
No
Sí
Sí
¿Las piezasson nuevaso usadas?
¿Están todas laspiezas armadas
dentro de laantorcha?
¿No está seguro?
Desarmecompletamente laantorcha y vuelva
a armarla correctamente.Vea el manualde instalación.
Reemplace el cabezalde la antorcha
¿Está dañadala antorcha?
Reemplace elcartucho consumible yla copa de protección.
¿Aún pierde laantorcha?
Saque y lubriquetodas las juntas tóricas
(O-rings) del cabezal de laantorcha, cartucho de consumibles
y consumibles. Armenuevamente la antorcha.
¿Aún pierde?
Probablemente las piezas ya estén totalmentegastadas. Vea la tabla de vida útil aproximada.
La antorcha puede estar dañada.Vea la página para determinar si el cabezal
está dañado.
Pida el conjunto dereemplazo del tubo
de refrigerante
Sí
Sí
Sí
No Retorno
Suministro
Usadas
Pida el conjunto deválvula antiretorno
de refrigerante 9-4846
Nuevas
La antorchapierde
¿Estáninstaladas las
piezas consumiblesen la antorcha?
¿Lapérdida provienedel suministro odel retorno derefrigerante?
Art # A-09638SEU

INFORMACIÓN DE LA ANTORCHA 7-6 0-5264ES
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Art # A-09653SEU
Puntas dela antorcha
Amperaje Gas de plasma
Profundidad de desgaste para la cual se recomienda el
reemplazoPulgada mm
30O2 0,04 1Aire 0,04 1N2 0,04 1
50O2 0,04 1Aire 0,08 2N2 0,04 1
70O2 0,04 1Aire 0,08 2N2 0,04 1
85 Aire 0,08 2
100O2 0,04 1
H35 0,08 2N2 0,08 2
150O2 0,06 1,5
H35 0,08 2N2 0,08 2
200O2 0,06 1,5
H35 0,08 2N2 0,08 2
250 O2 0,06 1,5
300O2 0,06 1,5
H35 0,08 2N2 0,08 2
400
O2 0,08 2H17 0,08 2H35 0,08 2N2 0,08 2

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-1
APÉNDICE 1: Esquema del iniciador remoto de arco
Art # A-12071ES_AC
1
1
2
2
3
3
4
4
5
5
6
6
D D
C C
B B
A A
Rev Revision By Date
042X1361
A 1 1
03/13/2013DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICRAS 1000 XT Arc Starter
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
7/30/2013Date Printed Date Revised
7/30/2013
AA ECO B2487 RWH 07/30/2013
1234567891011121314
J59-RAS
123456789
10111213141516
J58
TIERRA120 VAC
120 VAC RET
Conexión a tierra del bastidor
Puente en arco de ID de cable al motor de arranque está conectado.
NEG
PILOTO
TRABAJO
TRABAJO
Punta
Elec
trodo
(+)
(+)
(-)
Soplete
L1
HbHo115 Vac
115 Vac RET
Unidad de encendido SIG 4.5
PILOTO
NEG
0.1 uf0.047 uf
0.047 uf
GND
NEG
PLT
CGND
Fuente de alimentación para el plasma
TIERRA
RAS1000 XT
anill
o de
lató
n
Deflectora de la antorcha
GND
100K
Neon
(99)
(98)
(49) (52)
RAS Capacitor PCB
PU

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-2 APÉNDICE 0-5264ES
APÉNDICE 2: Esquema del control de gas y de la válvula de la antorcha
Art # A-04837_AD
Art # A-04837_AC
5
5
4
4
3
3
2
2
1
1
D D
C C
B B
A A
(16) (17) (18) (19) (20) (21) (29) (30) (31) (32)(28) (33)
(46)(47)
(43)
(45)(45)
(42)
(42) (44)
(44)
(40)
(49)
(48)
120 VAC(60)
(61)(61)(61)(61)
(1) (9)(7)(6)(5)(4)(3)
(10)
(14)(13)
(67)
(66)
(65)
(64)
(63)
(62)
(22)
(23)
(24)
(25)
(26)
(27)
(34)
(35)
(36)
(37)(37)(37)
(38)
(39)
(59)
(50)
(51)
(53)
(52)
120 VAC to SOLENOIDS
120 VAC to BOARD POWER
24 VAC
(56)
24 VAC RET
(57)
(54)(54)(54)(54)
)85(+ POTS-E (58))85(+ POTS-E )85(+ POTS-E (58))85(+ POTS-E )85(+ POTS-E (58))85(+ POTS-E )85(+ POTS-E (58))85(+ POTS-EE-STOP -
(40)(40)(40)(40)
Shield
(8)(8)(8)(8)(8)(8)(15)
(55)
(40)(40)
PLASMA ENABLE -PLASMA ENABLE -PLASMA ENABLE +
120 VAC120 VAC RET
(41)
+5VDC
+5VDC
+5VDC
+5VDC
+5VDC
120 VAC
120 VAC RET
24 VAC RET
24 VAC
15 VDC RET
+15 VDC
DWG No:
Sheetof
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,42X1202Monday, January 29, 2007
1 1
Ultracut GCM 2010 Gas Control & TVA
Wednesday, January 26, 2005
13:57:13 DDWG No:
Sheetof
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,42X1202Monday, January 29, 2007
1 1
Ultracut GCM 2010 Gas Control & TVA
Wednesday, January 26, 2005
13:57:13 DDWG No:
Sheetof
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,42X1202Monday, January 29, 2007
1 1
Ultracut GCM 2010 Gas Control & TVA
Wednesday, January 26, 2005
13:57:13 D
RUN
TEST
SET PREFLOWSET CUTFLOW
O2 - AIRO2 - O2H35 - N2F5 - N2AIR - AIRN2 - H2ON2 - N2
LCD DISPLAY CONNECTOR
CURRENT CONTROL(Thumbwheel) optional
ENCODER
IN-CIRCUIT SERIALPROGRAMMING
LCD DISPLAY
ENCODER w/SW
AB
FLOWPRESSURE
DISABLE
F1 0.125A SOL1F2 0.125A SOL2F3 0.125A SOL3F4 0.125A SOL4F5 0.125A SOL5F6 0.125A SOL6F7 0.125A SOL7F8 0.125A SOL8F9 0.125A SOL9F10 0.125A SOL10F11 0.125A SOL11F12 0.125A SOL12F13 0.125A SOL13F14 0.250A SOL14 *F15 0.250A SOL15 *F16 0.125A SOL16 F17 0.125A SOL17F18 1.6A ( 120 VAC to Solenoids)F19 1A ( 120 VAC to Low Voltage Power Supply)F20 1A ( to E-Stop Relay)
* 19X2219_AG and earlier F14 & 15 are 0.125A
ULTRACUT TORCH VALVE ASSEMBLY (TVA or TVA-XTL)
1AIR
2N2
3O2
4H35
5F5
6AIR
7N2
8AIR
9N2
10O2
SOLENOID MANIFOLD (from rear)
FRONT PANEL (rear)
1711
12
13
SOLENOID LOCATIONS
ULTRACUT GCM 2010 GAS CONTROL
DAT
POWER SUPPLY
RIBBONCABLE
15 16 1 2
{
INTERFACEBOARD
3 4 5 6 7 8 9 10 11 12 13 14
PLASMA <
SHIELD <
PREFLOW <
FERRITECORE
FERRITECORE
Safety Gnd(low freq)
RF Gnd(Shield)
Safety Gnd(low freq)
RF Gnd(Shield)
AA ECO-B214 DAT 07/26/06
ENABLE
AB ECO-B367 RWH 01/29/07
PS3
PS4
15
14
16
TVA-XTL
Preflow
Plasma
Gas Shield
Plasma
Shield
H2O Shield
Inlet sensors in 19X2219 PCB(rev AG or later)
LCD Display Assembly 19X2220
ShieldFlow
ShieldPress
PlasmaPrecharge/ Bypass
H2O Shield
FIBER-OPTIC
To CCM
U36 U35
PLASMA EXAUST 1Normally Open
PLASMA EXAUST 2Normally Open
* Additional Solenoids used in TVA-XTL
18 19
Vent
15
14
16
TVA
Preflow
Plasma
Gas Shield
Plasma
Shield
H2O Shield
BOTH SECTIONS ON FOR OPERATIONOFF ONLY FOR PROGRAMMING
SOL15 TVA PLASMA PREFLOWSOL15 TVA PLASMA PREFLOW
SOL11SOL11
F20 1AF20 1A
JP1JP1 1 2 3 4J1110 PIN
J1110 PIN
1 2 3 4 5 6 7 8 9 10
SOL5SOL5
J5
16 PIN
J5
16 PIN
1
2
3
4
5
6
7
8
9
10
11
12
13
14
16
15
J55J55
12345678910111213141516171819202122232425262728293031323334353637
J12
18 PIN
J12
18 PIN
1 2 3 4 5 6 7 8 9 10 11 12 13 14 171615 19 2018
J75 PIN
J75 PIN
1 2 3 4 5
+
-
PLASMA ENABLE+
-
PLASMA ENABLE
1
2
5
4
SW6PLASMA ENABLE SW6PLASMA ENABLE2
1
3
SOL10SOL10 SOL18 *SOL18 *
F18 1.6AF18
SOL4SOL4
J3J31
2
3
JP3JP31
2
3
4
SW7SHIELD FLOW / PRESSURE SW7SHIELD FLOW / PRESSURE21
3
J6
18 PIN
J6
18 PIN
1
2
3
4
5
6
7
8
9
10
11
12
13
14
16
15
17
18
PS3 Plasma Inlet PressurePS3 Plasma Inlet Pressure
3
1
2 4
SOL17SOL17
D13GREEND13
GREEN
J834 DUAL RIBBON HEADER
J834 DUAL RIBBON HEADER
12
34
56
78
910
1112
1314
1516 18 20 22 24 26
17 19 21 23 2528 30 32 34
27 29 31 33
SOL9SOL9
SW2GASSW2GAS
A1234567
SOL1SOL1 SOL3SOL3
J9J9123456
J16J16
1 2 3 4 5 6
D25GREEND25GREEN
SOL8SOL8
J134 DUAL RIBBON HEADER
J134 DUAL RIBBON HEADER
12
34
56
78
910
1112
1314
1516 18 20 22 24 26
17 19 21 23 2528 30 32 34
27 29 31 33
J13
18 PIN
J13
18 PIN
1 2 3 4 5 6 7 8 9 10 11 12 13 14 1615
+ -
E-STOP
+ -
E-STOP
1 2
54
SOL19 *SOL19 *
E-STOPE-STOP
SOL2SOL2
J60J60
1
2
3
4
5
6
7
8
91011121314
SOL13SOL13
J56J56
123456789
10111213141516171819202122232425262728293031323334353637
SW3MODESW3MODE
A1234
J10J10
1 2 3 4 5 6
SOL7SOL7
SW1SW11 4
2 3
F19 1AF19 1A
PS1 Plasma Outlet PressurePS1 Plasma Outlet Pressure
3
1
2 4
J1J1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 18171615
JP4JP4
1
2
3
4
SOL16 TVA SHIELDSOL16 TVA SHIELDJ57J57
1
2
3
4
5
6
7
8
91011121314
PS4 Shield Inlet PressurePS4 Shield Inlet Pressure
3
1
2 4
SOL12SOL12SOL6SOL6
SOL14 TVA PLASMA CUTFLOWSOL14 TVA PLASMA CUTFLOW
AC ECO-B587 RWH 01/06/08
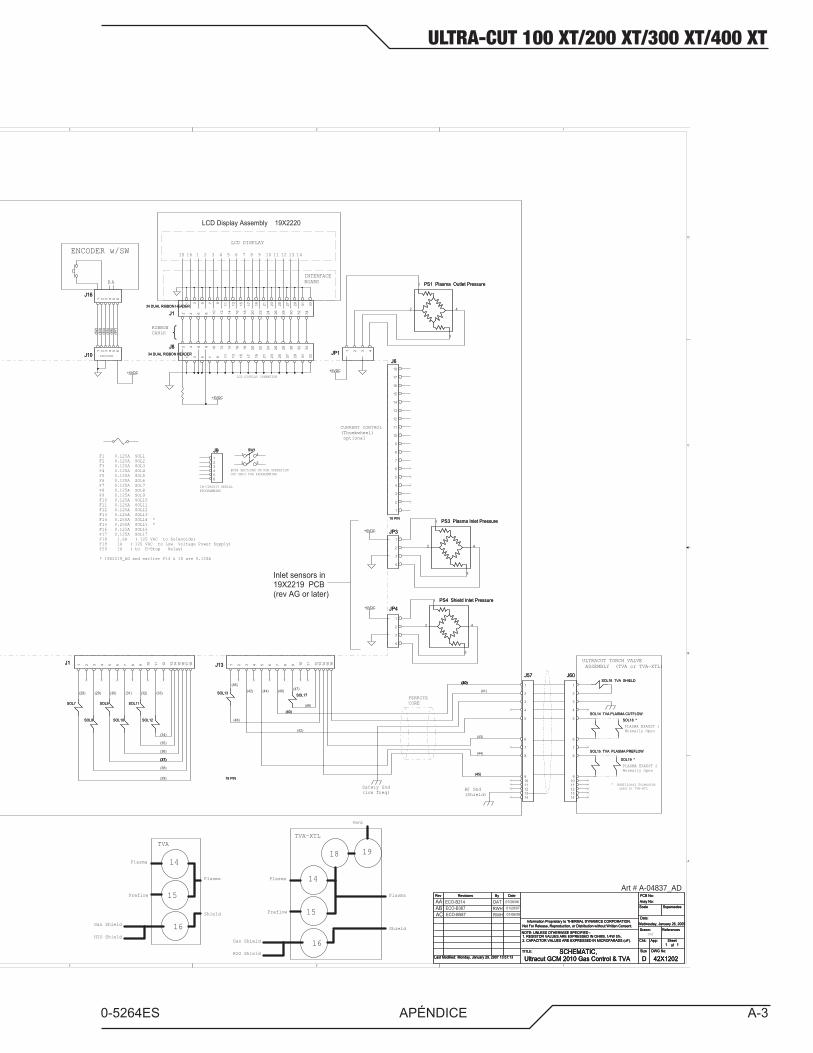
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-3
Art # A-04837_AD
Art # A-04837_AC
5
5
4
4
3
3
2
2
1
1
D D
C C
B B
A A
(16) (17) (18) (19) (20) (21) (29) (30) (31) (32)(28) (33)
(46)(47)
(43)
(45)(45)
(42)
(42) (44)
(44)
(40)
(49)
(48)
120 VAC(60)
(61)(61)(61)(61)
(1) (9)(7)(6)(5)(4)(3)
(10)
(14)(13)
(67)
(66)
(65)
(64)
(63)
(62)
(22)
(23)
(24)
(25)
(26)
(27)
(34)
(35)
(36)
(37)(37)(37)
(38)
(39)
(59)
(50)
(51)
(53)
(52)
120 VAC to SOLENOIDS
120 VAC to BOARD POWER
24 VAC
(56)
24 VAC RET
(57)
(54)(54)(54)(54)
)85(+ POTS-E (58))85(+ POTS-E )85(+ POTS-E (58))85(+ POTS-E )85(+ POTS-E (58))85(+ POTS-E )85(+ POTS-E (58))85(+ POTS-EE-STOP -
(40)(40)(40)(40)
Shield
(8)(8)(8)(8)(8)(8)(15)
(55)
(40)(40)
PLASMA ENABLE -PLASMA ENABLE -PLASMA ENABLE +
120 VAC120 VAC RET
(41)
+5VDC
+5VDC
+5VDC
+5VDC
+5VDC
120 VAC
120 VAC RET
24 VAC RET
24 VAC
15 VDC RET
+15 VDC
DWG No:
Sheetof
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,42X1202Monday, January 29, 2007
1 1
Ultracut GCM 2010 Gas Control & TVA
Wednesday, January 26, 2005
13:57:13 DDWG No:
Sheetof
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,42X1202Monday, January 29, 2007
1 1
Ultracut GCM 2010 Gas Control & TVA
Wednesday, January 26, 2005
13:57:13 DDWG No:
Sheetof
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.
NOTE: UNLESS OTHERWISE SPECIFIED -1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,42X1202Monday, January 29, 2007
1 1
Ultracut GCM 2010 Gas Control & TVA
Wednesday, January 26, 2005
13:57:13 D
RUN
TEST
SET PREFLOWSET CUTFLOW
O2 - AIRO2 - O2H35 - N2F5 - N2AIR - AIRN2 - H2ON2 - N2
LCD DISPLAY CONNECTOR
CURRENT CONTROL(Thumbwheel) optional
ENCODER
IN-CIRCUIT SERIALPROGRAMMING
LCD DISPLAY
ENCODER w/SW
AB
FLOWPRESSURE
DISABLE
F1 0.125A SOL1F2 0.125A SOL2F3 0.125A SOL3F4 0.125A SOL4F5 0.125A SOL5F6 0.125A SOL6F7 0.125A SOL7F8 0.125A SOL8F9 0.125A SOL9F10 0.125A SOL10F11 0.125A SOL11F12 0.125A SOL12F13 0.125A SOL13F14 0.250A SOL14 *F15 0.250A SOL15 *F16 0.125A SOL16 F17 0.125A SOL17F18 1.6A ( 120 VAC to Solenoids)F19 1A ( 120 VAC to Low Voltage Power Supply)F20 1A ( to E-Stop Relay)
* 19X2219_AG and earlier F14 & 15 are 0.125A
ULTRACUT TORCH VALVE ASSEMBLY (TVA or TVA-XTL)
1AIR
2N2
3O2
4H35
5F5
6AIR
7N2
8AIR
9N2
10O2
SOLENOID MANIFOLD (from rear)
FRONT PANEL (rear)
1711
12
13
SOLENOID LOCATIONS
ULTRACUT GCM 2010 GAS CONTROL
DAT
POWER SUPPLY
RIBBONCABLE
15 16 1 2
{
INTERFACEBOARD
3 4 5 6 7 8 9 10 11 12 13 14
PLASMA <
SHIELD <
PREFLOW <
FERRITECORE
FERRITECORE
Safety Gnd(low freq)
RF Gnd(Shield)
Safety Gnd(low freq)
RF Gnd(Shield)
AA ECO-B214 DAT 07/26/06
ENABLE
AB ECO-B367 RWH 01/29/07
PS3
PS4
15
14
16
TVA-XTL
Preflow
Plasma
Gas Shield
Plasma
Shield
H2O Shield
Inlet sensors in 19X2219 PCB(rev AG or later)
LCD Display Assembly 19X2220
ShieldFlow
ShieldPress
PlasmaPrecharge/ Bypass
H2O Shield
FIBER-OPTIC
To CCM
U36 U35
PLASMA EXAUST 1Normally Open
PLASMA EXAUST 2Normally Open
* Additional Solenoids used in TVA-XTL
18 19
Vent
15
14
16
TVA
Preflow
Plasma
Gas Shield
Plasma
Shield
H2O Shield
BOTH SECTIONS ON FOR OPERATIONOFF ONLY FOR PROGRAMMING
SOL15 TVA PLASMA PREFLOWSOL15 TVA PLASMA PREFLOW
SOL11SOL11
F20 1AF20 1A
JP1JP1 1 2 3 4J1110 PIN
J1110 PIN
1 2 3 4 5 6 7 8 9 10
SOL5SOL5
J5
16 PIN
J5
16 PIN
1
2
3
4
5
6
7
8
9
10
11
12
13
14
16
15
J55J55
12345678910111213141516171819202122232425262728293031323334353637
J12
18 PIN
J12
18 PIN
1 2 3 4 5 6 7 8 9 10 11 12 13 14 171615 19 2018
J75 PIN
J75 PIN
1 2 3 4 5
+
-
PLASMA ENABLE+
-
PLASMA ENABLE
1
2
5
4
SW6PLASMA ENABLE SW6PLASMA ENABLE2
1
3
SOL10SOL10 SOL18 *SOL18 *
F18 1.6AF18
SOL4SOL4
J3J31
2
3
JP3JP31
2
3
4
SW7SHIELD FLOW / PRESSURE SW7SHIELD FLOW / PRESSURE21
3
J6
18 PIN
J6
18 PIN
1
2
3
4
5
6
7
8
9
10
11
12
13
14
16
15
17
18
PS3 Plasma Inlet PressurePS3 Plasma Inlet Pressure
3
1
2 4
SOL17SOL17
D13GREEND13
GREEN
J834 DUAL RIBBON HEADER
J834 DUAL RIBBON HEADER
12
34
56
78
910
1112
1314
1516 18 20 22 24 26
17 19 21 23 2528 30 32 34
27 29 31 33
SOL9SOL9
SW2GASSW2GAS
A1234567
SOL1SOL1 SOL3SOL3
J9J9123456
J16J16
1 2 3 4 5 6
D25GREEND25GREEN
SOL8SOL8
J134 DUAL RIBBON HEADER
J134 DUAL RIBBON HEADER
12
34
56
78
910
1112
1314
1516 18 20 22 24 26
17 19 21 23 2528 30 32 34
27 29 31 33
J13
18 PIN
J13
18 PIN
1 2 3 4 5 6 7 8 9 10 11 12 13 14 1615
+ -
E-STOP
+ -
E-STOP
1 2
54
SOL19 *SOL19 *
E-STOPE-STOP
SOL2SOL2
J60J60
1
2
3
4
5
6
7
8
91011121314
SOL13SOL13
J56J56
123456789
10111213141516171819202122232425262728293031323334353637
SW3MODESW3MODE
A1234
J10J10
1 2 3 4 5 6
SOL7SOL7
SW1SW11 4
2 3
F19 1AF19 1A
PS1 Plasma Outlet PressurePS1 Plasma Outlet Pressure
3
1
2 4
J1J1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 18171615
JP4JP4
1
2
3
4
SOL16 TVA SHIELDSOL16 TVA SHIELDJ57J57
1
2
3
4
5
6
7
8
91011121314
PS4 Shield Inlet PressurePS4 Shield Inlet Pressure
3
1
2 4
SOL12SOL12SOL6SOL6
SOL14 TVA PLASMA CUTFLOWSOL14 TVA PLASMA CUTFLOW
AC ECO-B587 RWH 01/06/08
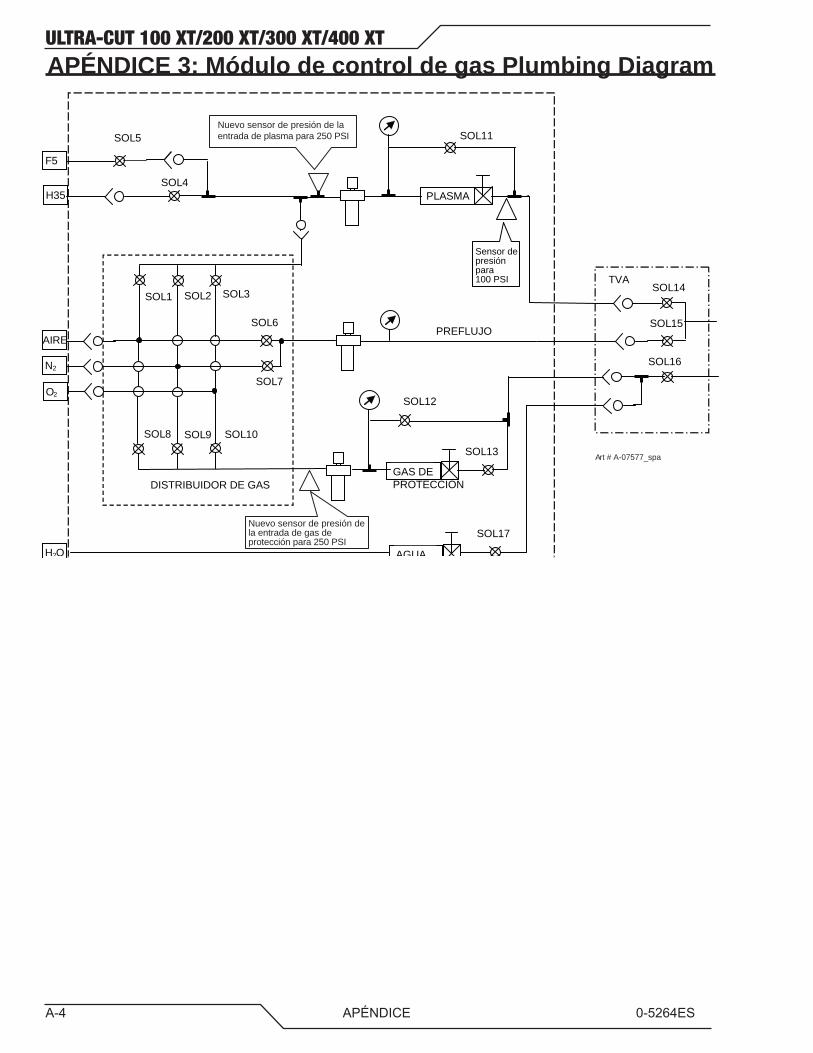
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-4 APÉNDICE 0-5264ES
APÉNDICE 3: Módulo de control de gas Plumbing Diagram
Art # A-07577_spa
AIRE
N2
O2
H35
F5
SOL1 SOL2 SOL3
SOL8 SOL9 SOL10
SOL6
SOL7
SOL11
SOL12
SOL13
DISTRIBUIDOR DE GAS
SOL5
GAS DEPROTECCIÓN
PLASMA
PREFLUJO
TVA
AGUAH2O
Sensor depresiónpara100 PSI
SOL4
SOL17
SOL14
SOL15
SOL16
Nuevo sensor de presión de laentrada de plasma para 250 PSI
Nuevo sensor de presión dela entrada de gas deprotección para 250 PSI

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-5
APÉNDICE 4: Disposición de la placa de circuitos del módulo de control de gas
J13
Art # A-07621
J1 J13
F12 F11
F8 F15F17
F7 F16F9
F13
F14
F10
J12
TP10
TP9
TP8
F5
F3
F1
F2
F4
F6
TP1
J6 J7 J11
TP11 TP12 TP13 TP15
TP14 TP16
J8 J10TP18TP19
J3
F19
F18
TP4
TP2
TP3
F20
J5
JP1
TP6
TP5
TP7

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-6 APÉNDICE 0-5264ES
APÉNDICE 5: Disposición de la placa de circuitos de la interfaz de la pantalla del control de gas
R21
D17
R8
R12
19X2220 REV
R7
R16R18
D11
R20
R9
R13
R5
D5
R15
C1
D4
D18
R4
D1
R6
R19
D12
D2R3
D10
R22 R17
D6D3
D19
R2
R14
D13
R11
D7
D20
R10
68
69
D21
1 33
D15
R23
J1
D22
LCD INTERFACEC 2005TDC
D23D14
70
D24
R24
D25
D9
D26
D16
R1
C2
16
342
172
+
D8
AB
Art # A-06904
J1
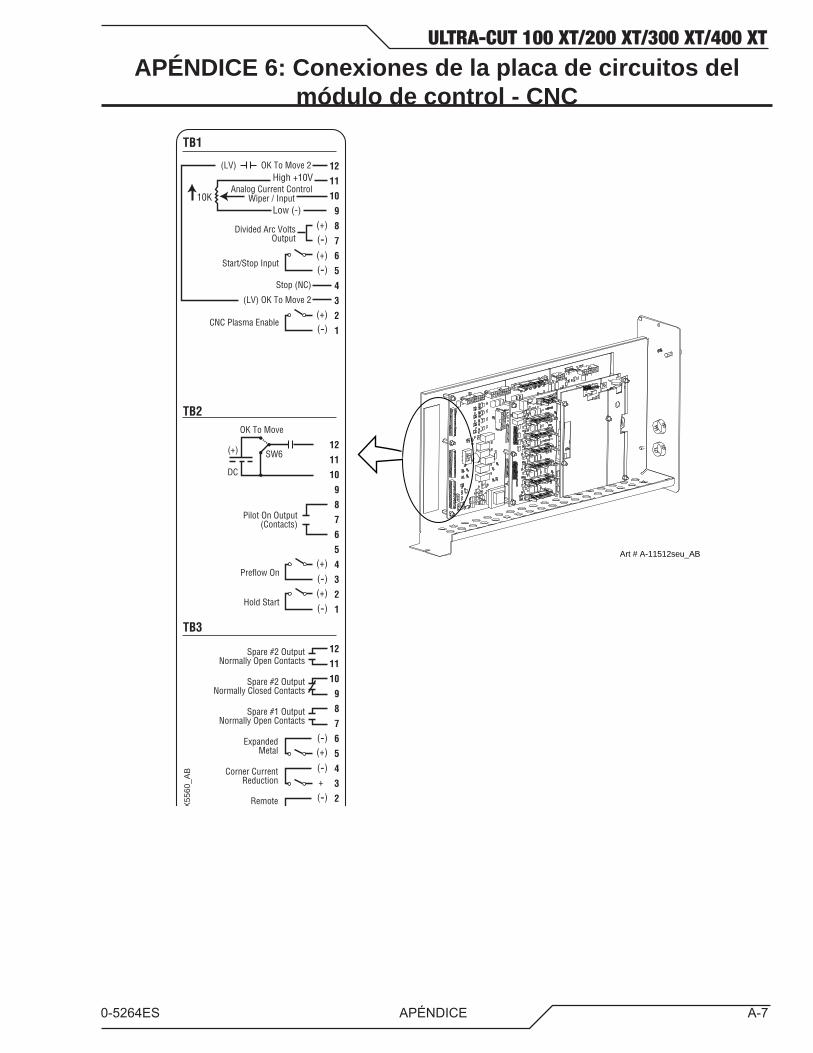
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-7
APÉNDICE 6: Conexiones de la placa de circuitos del módulo de control - CNC
Art # A-11512seu_AB
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
23X
5560
_AB
(-)
(+)
(+)
(+)
(+)
RemotePlasma Marking
(-)
+ Corner Current
Reduction
(-)
(-)
(-)
(+)(-)
(+)(-)
(+)
(-)
ExpandedMetal
Spare #1 OutputNormally Open Contacts
Spare #2 OutputNormally Open Contacts
Hold Start
CNC Plasma Enable
(LV) OK To Move 2
Preflow On
Start/Stop Input
Pilot On Output(Contacts)
Spare #2 OutputNormally Closed Contacts
Divided Arc VoltsOutput
TB1
(LV) OK To Move 2
Stop (NC)
High +10V
Low (-)10K
Analog Current ControlWiper / Input
TB2
TB3
SW6
DC
(+)
OK To Move

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-8 APÉNDICE 0-5264ES
APÉNDICE 7: CNC
Funciones del CNCCNCI/Ocircuitsprovideatleast1000VgalvanicisolationfromthePlasmaAlimentación.
WhiletheCNCcircuitsareisolatedfromtheAlimentación,manyofthesignalDevolucionesonJ15andTB1,TB2&TB3areComúntoeachOtros.J15pins1,4,5,10,17,andTB1-1,5,7,9,andTB2-1&3areallComún.J15Clavija12andTB2-10arealsoconnectedtotheOtrosswhenSW6(OKparamoverseselect)issetforVoltaje.
Conector J15 CNC del panel posterior:
37Circuito(Amp.CPC)remotoestándar:
EstosestánduplicadosenTB1,TB2yTB3;utiliceunooelotro,peronoambos.
Tierradelchasis(paraelblindajedelCableSC-11) 1
Arranque/Parada 3(+);4(-)
Okparamover(contactosotensión1) 12(-);14(+)
Voltios de arco dividido (relación seleccionable
50:1;40:1;30:1;16.6:1,25:1) 5(-);6(+)
Preflujoencendido 7(+);9(-)
Reduccióndelacorrienteenesquina 10(+);11(-)
Com.delcircuitoaislado(paraSC-11) 8
TIERRACHASIS 13
Tomaenchavetada 15
Detenerarranque 16(+);17(-)
MarcadoconPlasma 21(+);22(-)
Cortarmetalexpandido 23(+);24(-)
HabilitarPlasmadelCNC2 25(+);26(-)
Controlremotodelacorrienteanalógica3 29(+);30(señal);31(-)
Parada(enclavada)SW4 32(+);33(-)(comm.)
Elpilotoestáactivado(contactos) 34;35
Refacción(contacto) 36;37
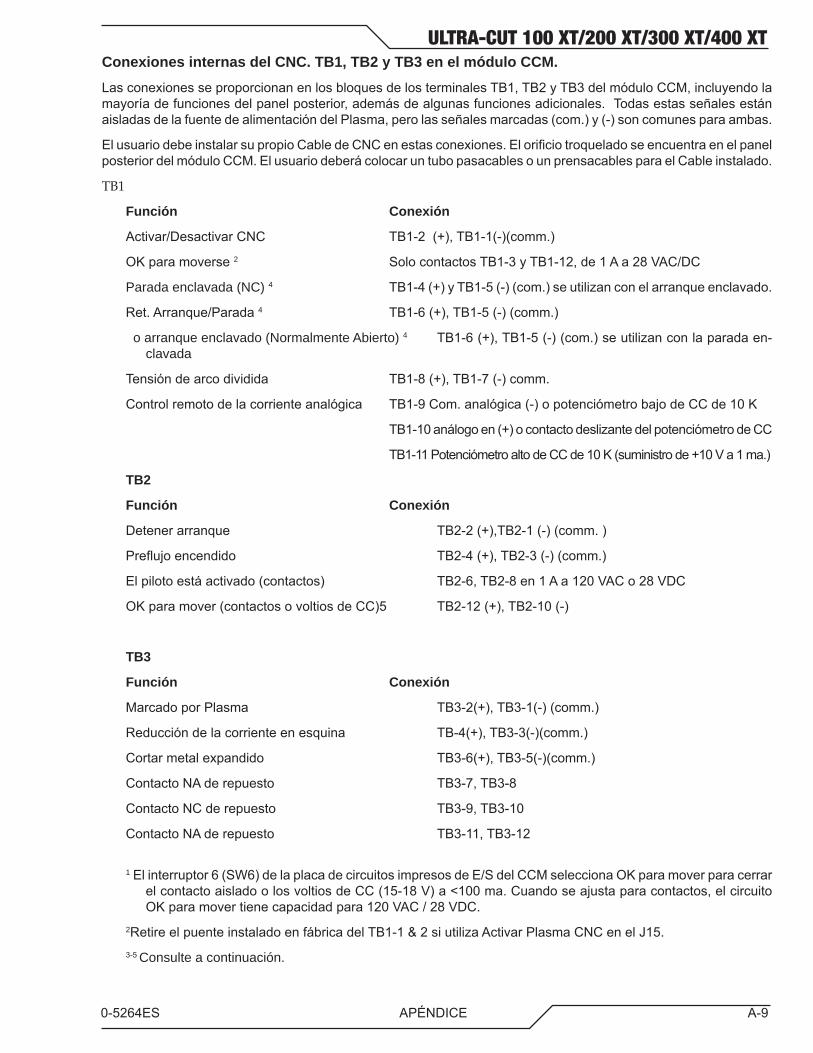
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-9
Conexiones internas del CNC. TB1, TB2 y TB3 en el módulo CCM.LasconexionesseproporcionanenlosbloquesdelosterminalesTB1,TB2yTB3delmóduloCCM,incluyendolamayoríadefuncionesdelpanelposterior,ademásdealgunasfuncionesadicionales.TodasestasseñalesestánaisladasdelafuentedealimentacióndelPlasma,perolasseñalesmarcadas(com.)y(-)soncomunesparaambas.
ElusuariodebeinstalarsupropioCabledeCNCenestasconexiones.ElorificiotroqueladoseencuentraenelpanelposteriordelmóduloCCM.ElusuariodeberácolocaruntubopasacablesounprensacablesparaelCableinstalado.
TB1
Función Conexión
Activar/DesactivarCNC TB1-2(+),TB1-1(-)(comm.)
OKparamoverse2 SolocontactosTB1-3yTB1-12,de1Aa28VAC/DC
Parada enclavada (NC) 4 TB1-4(+)yTB1-5(-)(com.)seutilizanconelarranqueenclavado.
Ret.Arranque/Parada4 TB1-6(+),TB1-5(-)(comm.)
o arranque enclavado (Normalmente Abierto) 4 TB1-6(+),TB1-5(-)(com.)seutilizanconlaparadaen-clavada
Tensióndearcodividida TB1-8(+),TB1-7(-)comm.
Controlremotodelacorrienteanalógica TB1-9Com.analógica(-)opotenciómetrobajodeCCde10K
TB1-10análogoen(+)ocontactodeslizantedelpotenciómetrodeCC
TB1-11PotenciómetroaltodeCCde10K(suministrode+10Va1ma.)
TB2
Función Conexión
Detenerarranque TB2-2(+),TB2-1(-)(comm.)
Preflujoencendido TB2-4(+),TB2-3(-)(comm.)
Elpilotoestáactivado(contactos) TB2-6,TB2-8en1Aa120VACo28VDC
OKparamover(contactosovoltiosdeCC)5 TB2-12(+),TB2-10(-)
TB3
Función Conexión
MarcadoporPlasma TB3-2(+),TB3-1(-)(comm.)
Reduccióndelacorrienteenesquina TB-4(+),TB3-3(-)(comm.)
Cortarmetalexpandido TB3-6(+),TB3-5(-)(comm.)
ContactoNAderepuesto TB3-7,TB3-8
ContactoNCderepuesto TB3-9,TB3-10
ContactoNAderepuesto TB3-11,TB3-12
1Elinterruptor6(SW6)delaplacadecircuitosimpresosdeE/SdelCCMseleccionaOKparamoverparacerrarelcontactoaisladoolosvoltiosdeCC(15-18V)a<100ma.Cuandoseajustaparacontactos,elcircuitoOKparamovertienecapacidadpara120VAC/28VDC.
2RetireelpuenteinstaladoenfábricadelTB1-1&2siutilizaActivarPlasmaCNCenelJ15.3-5Consulte a continuación.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-10 APÉNDICE 0-5264ES
Descripción de las entradas / salidas del CNC
Entrada de parada de emergencia— Requiere una conexión cerrada apta para 35 mA. a 20 Vcc para que la unidadopere.ElpuenteinstaladoenfábricaentreTB1-1y2deberetirarsecuandoseconectaelcircuito Parada de emergencia proporcionado por el usuario.
4 Entrada de arranque/parada—Switch(momentaryorsustained)Clasificación35ma.@20VDC
Configuracionesdelcto.dearranque/parada.ElarranqueporpulsadoryparadaconretenciónestádisponiblesolamenteenTB1.
MOMENTÁNEA ARRANQUE/PARADA
ARRANQUE/PARADA
TB1-6
TB1-5
TB1-4
SOSTENID ARRANQUE/PARADA
ARRANQUE
PARADA
TB1-5
TB1-6
Salida de tensión de arco dividido—LaseñaldetensióndearcoestáaisladadelafuentedealimentaciónparaPlasma,sinembargoel(-)escomúnconlasotrasseñalesaisladasdelCNC.Elniveldelaseñaldetensiónmáximadearcodivididodependedelatensiónrealdelarcomultiplicadaporlarazóndedivisión;sinembargo,nopuede exceder los 12 V. 3 Entrada analógica de control de corriente—Elcontroldecorrienteanalógicoincluyeelmóduloanalógicodeaislamiento; habitualmente no se requiere un módulo separado de aislamiento a pesar de que el negativo de la entradaescomúnconlasotrasentradasaisladasdelCNC.Laescalaparalaentradadecontroldelacorrienteanalógicaes0V=0A,10V.=salidaMAXyeslinealenelmedio.Sinembargo,lasalidamínimaesde5A.Elusuario es responsable de ajustar la tensión analógica correcta para mantener una salida de al menos 5 A. Para utilizarelcontroldecorrienteanalógica,enlaPCBdeentradaysalida,coloqueSW11enlaposiciónhaciaabajoy,enlaPCBdelaCPU,coloqueSW8-2enlaposiciónON(encendido)(haciaarriba).
EntradaDetenerarranque(retencióndeinicio): normalmente abierta, cerrada para la retención de inicio. Circuito conunacapacidadde10mAa20VCC.Seretrasaelencendidodelpiloto,continúaelpreflujodegas.Loutilizanalgunoscontrolesdealturaparaqueelgasfluyamientrasseencuentralaaltura.TambiénseutilizaparasincronizarelarranquecuandoseempleanmúltiplessuministrosdePlasmaenlamismamesadecorte.ElusuariosuministraelcircuitoparamanteneractivaslasentradasHoldStart(retencióndeinicio)hastaquetodaslasantorchashayandeterminado la altura. Se utiliza con Arrancar CNC (Arranque del CNC). Aplique INICIO (Arranque) para iniciar el caudaldegas.ApliquesimultáneamenteHOLD(Retener)parademorarlaigniciónhastaquesehayaencontradolaaltura.RetireHOLD(Retener)paraencenderelpilotoeiniciarlatransferenciadelarco.
Entradadepreflujoencendido:normalmenteabierta,cerradaparainiciarelpreflujoantesdelaseñalINICIO(inicio) normal. Circuito con una capacidad de 10 mA a 20 VCC. Normalmente, los controles de altura de la antor-cha(THC)envíanlaseñalINICIO(inicio)alsuministrodegasdePlasmadespuésdehaberdeterminadolaalturadelaantorcha.Luego,elPlasmatarda1-2segundos(omás)parallevaracaboelprocesodepreflujoantesdeencenderelpiloto.AlgunosTHCtienenunasalidaquepuedeiniciarelpreflujoanticipadamente,duranteelciclodebúsquedadelaaltura,ahorrando1o2segundosencadacorte.Preflujoencendido(preflujoencendido)deberíapermaneceractivadurantealmenos1segundodespuésdequeseaplicaArrancarCNC(arranquedelCNC).Escorrectosisemantieneencendidohastacompletarelcorte.EsnecesarioapagaryencenderlaalimentaciónparainiciarunnuevopreflujoantesdeaplicarINICIO(Arranque)paraelsiguientecorte.
Salida del piloto encendido:contactosdelreléclasificadoscomo1Aa120VCA/28VCC.Loscontactossecierrancuandoelpilotoestáencendido.PuedeestarcableadodeformaparalelaconloscontactosdeOKparamoverse(movimientopermitido)parainiciarelmovimientodelamáquinacuandoseestableceelpiloto.Utilizadocuandosecomienzaacortarsobreperforaciones.Paracortarsobreperforaciones,esnecesariocolocarSW8-1enON(encendido)(haciaarriba)enelPCBdelaCPUparaextendereltiempodelpiloto.Siseextiendeeltiempodelpiloto para comenzar a cortar sobre perforaciones o cortar sobre perforaciones, se reduce la vida útil de las piezas.
Salidadehabilitacióndelmovimientodelamesa(OKparamoverse) — Activa cuando se ha establecido elarcodecorte,elarcosetransfierealapiezaacortar.UtilizadoparaindicarlealamesadecortequeinicieelmovimientoX-Y.Contactosdelreléclasificadoscomo1Aa120VCAo28VCCcuandoseestableceSW6para

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-11
loscontactos.CuandoSW6estáconfiguradoparaVCC,lasalidasuministra15-18VCCa100mA.Puedeestarcableado de forma paralela con el piloto encendido para comenzar con el mo vimiento de corte mecanizado tan pronto como se establece el piloto.5 OK para mover 2 – Proporciona un segundo conjunto de contactos NA que se cierran cuando se detecta la transferenciadelarco.Loscontactostienenunatensiónnominalparaunmáximode24VAC/DCa1A.CircuitosimplificadodelCNC.5 +10V @ 10ma. Para potenciómetrodeCCremoto–EnlasversionesanterioresdelCCM,sisedeseabautilizarun potenciómetro para la entrada de control remoto de corriente analógica (CC), se requería una alimentación externade10Vparaunpotenciómetroalto.Enlaactualidad,seincluyeunaalimentaciónde10Vaislada(deloscircuitosdePlasmaprincipales).Elvalorrecomendadodelpotenciómetroesde5Ko10K.
Limpiador
Ext. +10V
11 10 9
TB1
+10V
Art # A-09246SEU
5 Selección del marcado por Plasma(Remoto)–LaseñalizacióndePlasma,disponibleúnicamenteconelDFC3000,puedeactivarseconuncierredecontactoentreelTB3-1yelTB3-2sielinterruptorSW8-4,DIPenlaplacadelaCPU(lamáspequeñadelas2placasdelCCM),tambiénestáactivado.SiseabrelaconexiónentreelTB3-1yelTB3-2,seregresaalmododecortenormal.ParalasalimentacioneseléctricasdelUltracut,puededejarseelinterruptorSW8-4activado,tantosiseestárealizandoelmarcadocomosino.
Esposiblequelassiguientesfuncionesnoesténdisponiblesensusistema.*
*Reduccióndelacorrientedelángulo(entrada):cuandoseactiva,normalmentedesdelaseñaldeinhibicióndelcontroldelaalturaoelángulodelcontroladordelamesa,indicaquelavelocidaddecorteseestáreduciendoparatrabajarenunánguloounradiopequeño,lacorrientedecortesereduceaunritmofijohastaalcanzarunnivel predeterminado para brindar un mejor corte a menor velocidad.
*Cortedemetalexpandido(entrada): normalmente, el suministro de gas de Plasma se optimiza para realizar perforaciones, para perforaciones con una altura elevada directamente sobre el metal que se desea cortar, para un tiempo breve del piloto, etc. Activar esta entrada ajusta el suministro de gas de Plasma para optimizar sus parámetrosafindecortarmetalexpandidoymetalperforado,iniciarunaperforaciónenunbordederodadura,etc.Entreotroscambios,laalturadetransferenciasereducehastaalcanzarelmismonivelquelaalturadecorte.AdemásdeactivarlaentradadeCortedemetalexpandido,el interruptorSW1-1delCCMdebeencenderseyreiniciarelpilotoautomáticamenteySW8-1debeconfigurarseparauntiempodelpilotomáslargo.
*Contactosderepuesto---

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-12 APÉNDICE 0-5264ES
CircuitosimplificadodelCNC
Art # A-11579Art # A-11579
15 - K ey Plug123456789
1011121314151617181920
J22
123456789
101112131415161718
J21GND GND
8- COM M Ref (1K Ohm)
* Used with Mom en tary CNC St art SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Pref low ON (+)
9- / Pref low ON (-)
30- Remote CC (analog)29- Remote CC Pot H igh
31- Remote CC Pot L ow
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)22- / Plasma M ark (-)23- / Cut Expanded M etal (+)24- / Cut Expanded M etal (-)25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPA RE #1aJ15-1 to chassis used for SC-11 cable shield
+10V (CC Pot Hi )CC Pot W iperCC Pot L owDi v A rc V (+)Di v A rc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mo m NCOK2 (cont act )/ CNC Enabl e (+)/ CNC Enabl e (-)
OK2 (cont act )
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)Prefl ow ON (-)
Hol d Start (-)Hol d Start (+)
/ Plasma M arki ng (+)/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
123456789
101112
TB2
123456789
101112
TB1
123456789
101112
TB2
+10V
AL L SW OFF f o r 5 0 : 1 ( d e f a u l t )SW1 2 A ( 1 ) ON = 1 6 . 7 : 1 ( SC- 1 1 )SW1 2 B ( 2 ) ON = 3 0 : 1SW1 2 C ( 3 ) ON = 4 0 : 1
18
SW12
A
V OLTA GE DIV IDER
27
SW12
B
36
SW12
C
45
SW12
D
-4+3
5
B
D C VO LT S
C ONTA CT S
18 V D C or Con tacts
SW6B
SW6A
OK TO MOV E SELECT
+18VDC
OK
Ult racut X T Simplified CNC
1234567891011121314
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC2 - 24 V AC Re t
8 - Tx +
12 - Tx -13 - Rx +14 - Rx -
9 - GND10 - GN D RS 485
/ 422Comm
(115)(116)(117)
(118)(119)(120)
Harness to CPU PCB
(100)
(108)(109)
6-H M I Pl asma Enabl e SW5-H M I Pl asma Enabl e SW
3- Jumper to 24 V AC(101)(102)Harness to Relay PCB
J15-13 connects SC-11 chassis to PS chassis.
The COM M Ref at pin 8 is also for the SC-11

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-13
Art # A-11579Art # A-11579
15 - K ey Plug123456789
1011121314151617181920
J22
123456789
101112131415161718
J21GND GND
8- COM M Ref (1K Ohm)
* Used with Mom en tary CNC St art SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Pref low ON (+)
9- / Pref low ON (-)
30- Remote CC (analog)29- Remote CC Pot H igh
31- Remote CC Pot L ow
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)22- / Plasma M ark (-)23- / Cut Expanded M etal (+)24- / Cut Expanded M etal (-)25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPA RE #1aJ15-1 to chassis used for SC-11 cable shield
+10V (CC Pot Hi )CC Pot W iperCC Pot L owDi v A rc V (+)Di v A rc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mo m NCOK2 (cont act )/ CNC Enabl e (+)/ CNC Enabl e (-)
OK2 (cont act )
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)Prefl ow ON (-)
Hol d Start (-)Hol d Start (+)
/ Plasma M arki ng (+)/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
123456789
101112
TB2
123456789
101112
TB1
123456789
101112
TB2
+10V
AL L SW OFF f o r 5 0 : 1 ( d e f a u l t )SW1 2 A ( 1 ) ON = 1 6 . 7 : 1 ( SC- 1 1 )SW1 2 B ( 2 ) ON = 3 0 : 1SW1 2 C ( 3 ) ON = 4 0 : 1
18
SW12
A
V OLTA GE DIV IDER
27
SW12
B
36
SW12
C
45
SW12
D
-4+3
5
B
D C VO LT S
C ONTA CT S
18 V D C or Con tacts
SW6B
SW6A
OK TO MOV E SELECT
+18VDC
OK
Ult racut X T Simplified CNC
1234567891011121314
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC2 - 24 V AC Re t
8 - Tx +
12 - Tx -13 - Rx +14 - Rx -
9 - GND10 - GN D RS 485
/ 422Comm
(115)(116)(117)
(118)(119)(120)
Harness to CPU PCB
(100)
(108)(109)
6-H M I Pl asma Enabl e SW5-H M I Pl asma Enabl e SW
3- Jumper to 24 V AC(101)(102)Harness to Relay PCB
J15-13 connects SC-11 chassis to PS chassis.
The COM M Ref at pin 8 is also for the SC-11

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-14 APÉNDICE 0-5264ES
CNC Conexións
Movimiento Según(OK PARA MOVER)
Cortando Motores Cable de CNC Alimentación
protección
J15
1
34
9
678
13
14
12
5
OK PARA MOVER
2
(1)
34
9
67
14
12
5
2Arranque/Parada
*( )( )( )( )( )( )
( )
( )
( ){ *
*NC.......... Principal, 16 VDC, 10 ma.
... Arco dividido V (-)....................
..........
Preflujo ON (+)
Preflujo ON (-)1011
1011
( )( )
..........
Arco dividido V (+)
Reducción de la corriente en esquina (-)Reducción de la corriente en esquina (+)
...
Contactos DCV (-)del relé o(1A @ DCV (+)120 VAC ( 15 - 18 VDC @ o 28 VDC) up to 100 ma.)
* Fuente de alimentación no suelo utilizar cable de CNC No conecte el cable #1 para nada.
** Blindaje del cable cable de drenaje debe estar conectado a tierra en máquina de corte.
**
Art # A-11901SEU
SW6
DC
(+)
1819
17
1516
2324
22
2021
2829
27
2526
3334
32
3031
37
3536
10 K
(17)(16)
(23)(24)
(22)(21)
(25)(26)
(29)
(33)(34)
(32)
(30)(31)
(37)
(35)(36)
Representa contactor, relé, transistor de colector abierto, etc.
De repuesto #1 (b)
..........
..........
............................................................
..........................................................................................
De repuesto #1 (a)Piloto está activado (b)
Detiene SW RetPiloto está activado (a) Contactos del relé 1A @
120 VAC o 28
Detiene SW (momentánea)Remoto potenciómetro bajo de CC (-)Remoto CC 0-10V contacto deslizante del potenciómetro de CCPotenciómetro alto de CC remoto (+10VDC)
/Activar plasma CNC (-)/Activar plasma CNC (+)/Cortar metal expandido (-)/Cortar metal expandido (+)/Marca de plasma (-)/Marca de plasma (+)
/Retener Inicio(+)/Retener Inicio(-)
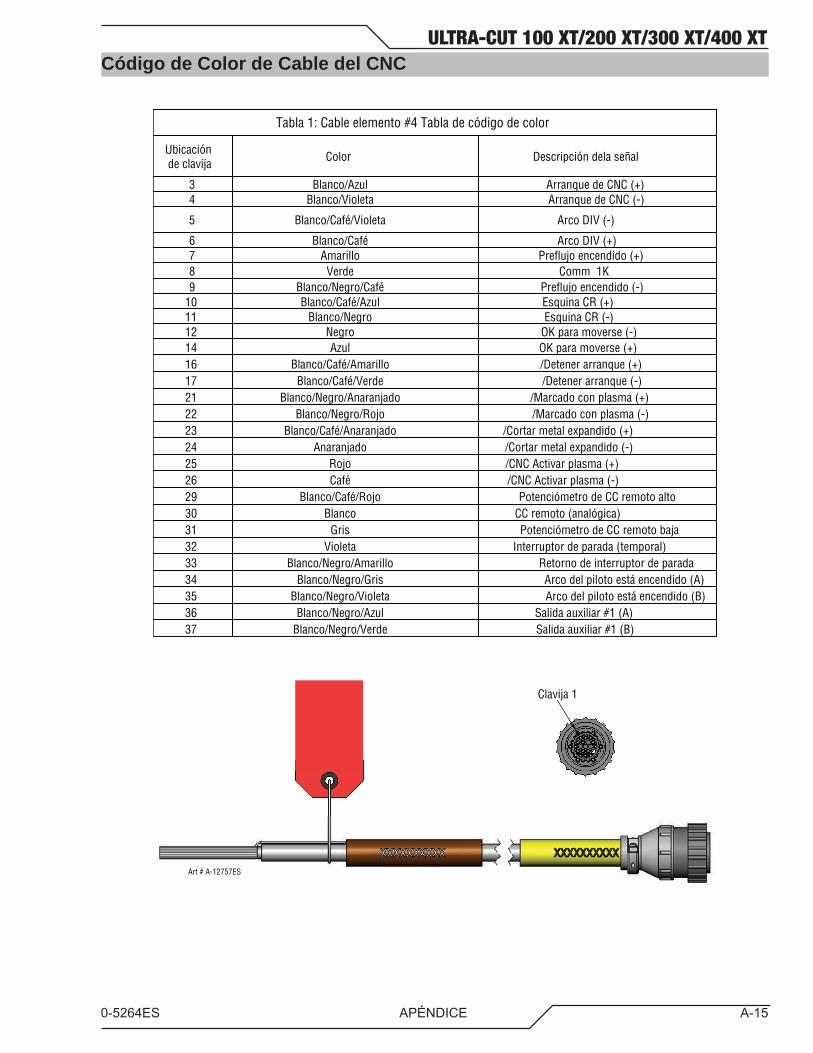
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-15
Código de Color de Cable del CNC
Clavija 1
Art # A-12757ES
Tabla 1: Cable elemento #4 Tabla de código de color
Ubicación de clavija Color Descripción dela señal
3 Blanco/Azul Arranque de CNC (+)4 Blanco/Violeta Arranque de CNC (-)
5 Blanco/Café/Violeta Arco DIV (-)
6 Blanco/Café Arco DIV (+)7 Amarillo Preflujo encendido (+)8 Verde Comm 1K9 Blanco/Negro/Café Preflujo encendido (-)
10 Blanco/Café/Azul Esquina CR (+)11 Blanco/Negro Esquina CR (-)12 Negro OK para moverse (-)14 Azul OK para moverse (+)16 Blanco/Café/Amarillo /Detener arranque (+)17 Blanco/Café/Verde /Detener arranque (-)21 Blanco/Negro/Anaranjado /Marcado con plasma (+)22 Blanco/Negro/Rojo /Marcado con plasma (-)23 Blanco/Café/Anaranjado /Cortar metal expandido (+)24 Anaranjado /Cortar metal expandido (-)25 Rojo /CNC Activar plasma (+)26 Café /CNC Activar plasma (-)29 Blanco/Café/Rojo Potenciómetro de CC remoto alto30 Blanco CC remoto (analógica)31 Gris Potenciómetro de CC remoto baja32 Violeta Interruptor de parada (temporal)33 Blanco/Negro/Amarillo Retorno de interruptor de parada34 Blanco/Negro/Gris Arco del piloto está encendido (A)35 Blanco/Negro/Violeta Arco del piloto está encendido (B)36 Blanco/Negro/Azul Salida auxiliar #1 (A)37 Blanco/Negro/Verde Salida auxiliar #1 (B)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-16 APÉNDICE 0-5264ES
APÉNDICE 8: COMUNICACIONES SERIE
A8.01 Configuracióndeinterruptoresycablesde2y4hilosElCCMsecomunicaconelTSC3000(pantallatáctilpanelHMI)medianteRS485(2alambres,halfduplex).CuandouncontrolCNCseutilizaenlugardelaTSC,elCCMpuedereconfigurarseparaRS422(4hilos,halfduplex)siestáadmitidoporelCNC.RS422normalmenteesfullduplexperolaCCMsóloadmitehalfduplex.RS232noesdirectamentecompatible.HayconvertidoresdisponiblesdediversasfuentesparaconvertirRS232aRS485/422.Cuandoseaposible,serecomiendausarlaconfiguraciónde4hiloscuandoseaposibleparafacilitarlasolucióndeproblemas.ElpuertodecomunicaciónseriedelCCMestádotadode3KVaisladodelrestodeloscircuitosdealimentación de plasma.
CableadoRS485(Cable2,halfduplex)
Art # A-09481ES
Módulo de CCM
Puente para 2 cables (RS 485) utilizar + datos, y - datos y tierra.
2W4W
J14
SW14
SW14 - Terminación de línea, normalmente en (consultar el manual).
Toma enchavetada
Habilitar plasma
TSC 3000J54
123456789
1011121314
TSC al CCM CABLE REMOTO (V):
(OR / W)(W / BL)
J61
12345678910111213141516
(BK)(R)
(W)
(GN)(OR)
Datos-
Datos+
Los hilos multicolores son pares trenzados.
CCM para TSC 3000 es RS 485 - 2 cables.OR / W = Cable anaranjado con raya blanca
(W / OR)
(W / GN) (GN / W)
(BL / W)
CableadoRS422(4hilos,halfduplex)(tambiénllamadocablede4RS485)
Art #
A-0
9482
ES_A
B
4W
Puente para 4 cables utilizar TX+, TX-,RX+, RX-
2W
(W / GN) #14
Normalmente abierto (NO) PLASMA ENABLE (habilitar) cerca del puente #1 a #3, conecte SW a #5 y #6.Normalmente Cerrado (NC) PLASMA ENABLE (habilitar) abierto conectar SW a #1 y #3 en lugar del puente.Sin puente requerido.
(W / OR) #12
Protección 1
#1
Protección 2
SW14
SW14 - Terminación de línea, normalmente en (consultar el manual).
Módulo de CCM
J54
123456789
1011121314
Comunicaciones y el cable de control (W) CNC para CCM
Rx+Rx-
(W / BL) #9(OR / W) #8
Tx-
Tx+
Habilitación de PLASMA NC(SW abierto para activar)#3
J14
Conectar ambas protecciones a tierra en el CNC el extremo del cable.
OR / W = Cable anaranjado con raya blanca
Habilitación de PLASMA NC(no utilizado con el puente)
para CNC Rx+
(OR) #5
para CNC Rx-
(BL / W) #10
para CNC Tx-
#6(GN)
para CNC Tx+GN / W) #13Los hilos multicolores son pares trenzados.
Señal, masa
Toma enchavetada
(W) #1(R) #2(BK) #3
Recomendamoselusodel4cablecuandoseaposibleyaqueesmásfácilsolucionarelproblemasihayunpro-blema.ObservequeelCCMTxconectaaCNCRxyTx-CCMconectaconCNCparaRX-4cablehalfduplex.Siutiliza2cabledeconexiónRS485CCMTx(tambiéndenominadoDodatos)aCNCTxyCCMTx-(tambiéndenominadoD-odatos-)enelCNCTx-.ElRxnoseusanloscablesde2hilos..
Terminación de línea:RS485yRS422sonambos“Protocolosmultipunto,esdecir,puedehabervariosdispositivosenlamismalínea.NoseadmiteactualmentemásdeunCCM.Hastaquehacemoslaterminacióndelíneadebeestarsiempreen-cendido. Para RS 485 se recomienda que las líneas de comunicación sean terminados en cada extremo con la

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-17
líneadeimpedanciacaracterística.ParaRS422serecomiendalalíneadebeterminarenelreceptorfinal.ElCCMtieneunaterminacióndelíneaconmutadorSW14cuyaposiciónpredeterminadaestáactivada.ParaCCMquenoestánalfinaldelalínea(comoCCM#1abajo)cortarSW14.
Con múltiples CCMs RS 485:
120
120
Señal, masa también es necesario, pero no se muestra.
SW14 Apagar SW14 ApagarSW14 ENCENDIDO
TSC 3000 (HMI)o CNC con un 2 cable RS 485
CCM #1 CCM #2 CCM # (Último en línea)
Datos+
Datos-
Art # A-09483ES
4 Cable RS 422 half duplex:
Tx-
Tx+
Rx-Rx+
Tx Tx TxRxRxRx
Señal, masa también es necesario, pero no se muestra.
120
120SW14 Apagar
SW14 ENCENDIDOCCM #1
CNC con una interfaz RS 422 semi-duplex
SW14 Apagar
CCM # (Último en línea)CCM #2Art # A-09484ES_AB
Dirección de CCM: Cuandohaymásdeundispositivoseutilizaenparaleloenunalíneadecomunicaciónseriecadaunatienequetenerunadirecciónúnica.ElCCMtieneunconmutadorSW10paraestablecerladireccióndecadaCCM.Elajustedefábrica“0”eselcorrectoparaelsistemaconelplasma(CCM).NoseadmiteactualmenteCCMsenparalelo.Cuandoestoestédisponibledetallesparaestablecerotrasdireccionesseincluiránenunaactualizacióndelmanualsobrelainstalaciónyconfiguracióndesistemasparalelos.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-18 APÉNDICE 0-5264ES
APÉNDICE 9: CCM CPU PCB Layout=
Test
Poi
nt
= Test Point
Art # A-11675_AC
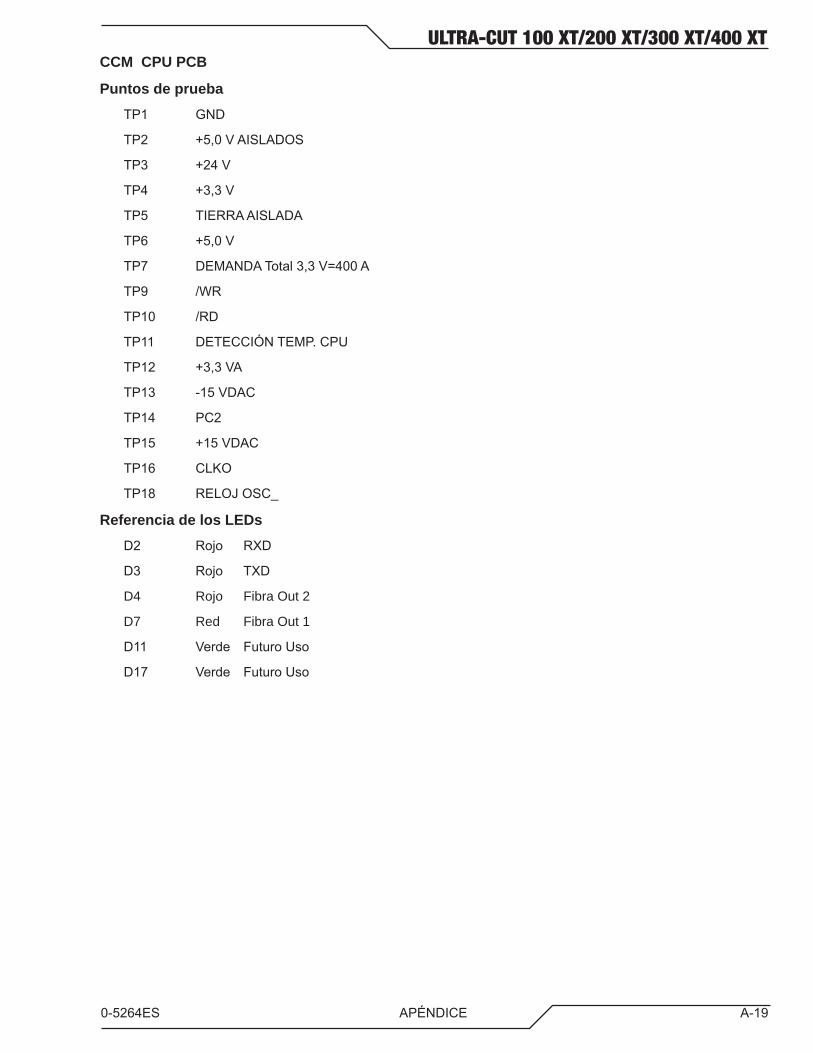
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-19
CCM CPU PCB
Puntos de pruebaTP1 GND
TP2 +5,0VAISLADOS
TP3 +24V
TP4 +3,3V
TP5 TIERRAAISLADA
TP6 +5,0V
TP7 DEMANDATotal3,3V=400A
TP9 /WR
TP10 /RD
TP11 DETECCIÓNTEMP.CPU
TP12 +3,3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 RELOJOSC_
Referencia de los LEDsD2 Rojo RXD
D3 Rojo TXD
D4 Rojo Fibra Out 2
D7 Red Fibra Out 1
D11 Verde FuturoUso
D17 Verde FuturoUso

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-20 APÉNDICE 0-5264ES
APÉNDICE 10: CCM I/O PCB Layout
= Te
st P
oint
= Test Point
Art #
A-1
1676
_AD

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-21
CCM I/O PCB
Puntos de pruebaTP1 GND
TP2 /VENTILADORESREFRIG.ACTIVA-DOS
TP3 /BOMBADELAANTORCHAACTIVADA
TP4 CAUDALDEREFRIG.BAJO (INTE-RRUPTOR)
TP5 SEÑAL DE CAUDAL DE REFRIG.(PULSO)
TP6 +15VAISLADOS
TP7 -15VAISLADOS
TP8 +18VAISLADOS
TP9 CONTROLCORRIENTEANALÓGICA0-3,3V
TP10 TIERRAAISLADA
TP11 /ACTIVARPILOTO
TP12 +5VDC
TP13 -15VDC
TP14 +15VDC
TP15 24VDC
TP18 +5VAISLADOS
TP19 TRABAJOCorriente
Referencia de los LEDsD2 Verde ACTIVARPlasma
D3 Verde Paradadeemergencia_PS
D4 Verde GASACTIVADO
D6 Verde ArrancarCNC
D8 Verde Detener arranque
D12 Verde Preflujoencendido
D13 Verde CSD
D18 Verde SEÑAL
D20 Verde REPUESTO1
D25 Verde METALEXP.
D33 Verde OKparamoverse
D37 Verde PSR
D41 Verde CAMPODEREPUESTODESALIDA2
D43 Verde CAMPODEREPUESTODESALIDA1
Conectores JJ21 CNCBÁSICO
J22 CNCEXTENDIDO
J23 RELÉ-TARJETADELAINTERFAZ
J24 TENSIÓNDELARCO/PUNTA
J25 Probar
J26 CONSOLADEGAS
J28 ALACPU
J29 ALACPU

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-22 APÉNDICE 0-5264ES
APÉNDICE 11: Arreglo de placa de circuitos impresos del piloto
Art # A-11677_AB
= Te
st P
oint
= Test Point

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-23
Puntos de prueba de la placa de circuitos impresos del pilotoTP1 GND
TP2 COMPUERTADELPILOTO
TP3 +5V
TP4 TIP
Referencia de los LEDsD2 Verde ACTIVARPILOTO
D11 Verde +5V

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-24 APÉNDICE 0-5264ES
APÉNDICE 12: Disposición de la placa de circuitos impresosdelainterfazydelrelé
= Te
st P
oint
= Test Point
Art # A-11678_AB

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-25
Puntos de prueba de la placa de circuitos impresosdelainterfazydelreléTP1 GND
TP2 -15V
TP3 +5VDC
TP4 +12V
TP5 +24V
TP6 +15V
TP7 +5VDC
Referencia de los LEDsD2 Verde 1SopleteGASACTIVADO
D7 Verde ACTIVARPILOTO
D11 Verde CORRIENTE DEL PILOTODETECTADA
D12 Verde CORRIENTEDELTRABAJODETECTADA
D22 Verde CONTACTORESACTIVADOS
D23 Verde RFACTIVADA
D24 Verde VENTILADORESACTIVADOS
D25 Verde PlasmaACTIVADO
D26 Verde 1SopleteON
D27 Verde REFRIGERANTEDELAAN-TORCHAACTIVADO

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-26 APÉNDICE 0-5264ES
APÉNDICE 13: Arreglo del tablero de circuitos impresos de pantalla
= Te
st P
oint
= Test Point
Art # A-11679
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-27
Puntos de prueba de la placa de circuitos impresos de la pantallaTP1 GND
TP2 +5VDC
TP3 +24VDC

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-28 APÉNDICE 0-5264ES
APÉNDICE 14: Arreglo de la placa de circuitos impresos de polarización del sistema
= Te
st P
oint
= Test Point
Art # A-11680_AB

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-29
Puntos de prueba de la placa de circuitos impresos de polarización del sistemaTP1 GND
TP2 24VDC
TP3 ENTRADADECDPOSITIVA
TP4 Vcc1
TP5 Vcc2
TP6 COMPUERTA
TP7 TIERRAPRINCIPAL
TP8 +12VPRINCIPAL
TP9 P_ISOL_GND(TIERRA)
TP10 DETECCIÓNDECDPOSITIVA
Referencia de los LEDsD3 Rojo CAÍDADEFASE
D4 Rojo VDECAALTOS
D14 Rojo VDECABAJOS
D15 Verde VAC_IDA
D26 Verde +12VPRINCIPAL
D27 Verde VAC_IDB
D30 Verde 24 VDC
D44 Verde TRANSFORMADORACTIVA-DO

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-30 APÉNDICE 0-5264ES
APÉNDICE 15: Disposición de la placa de circuitos impresos inferior del Inversor principal
= Te
st P
oint
= Test Point
Art #
A-1
1681
_AC
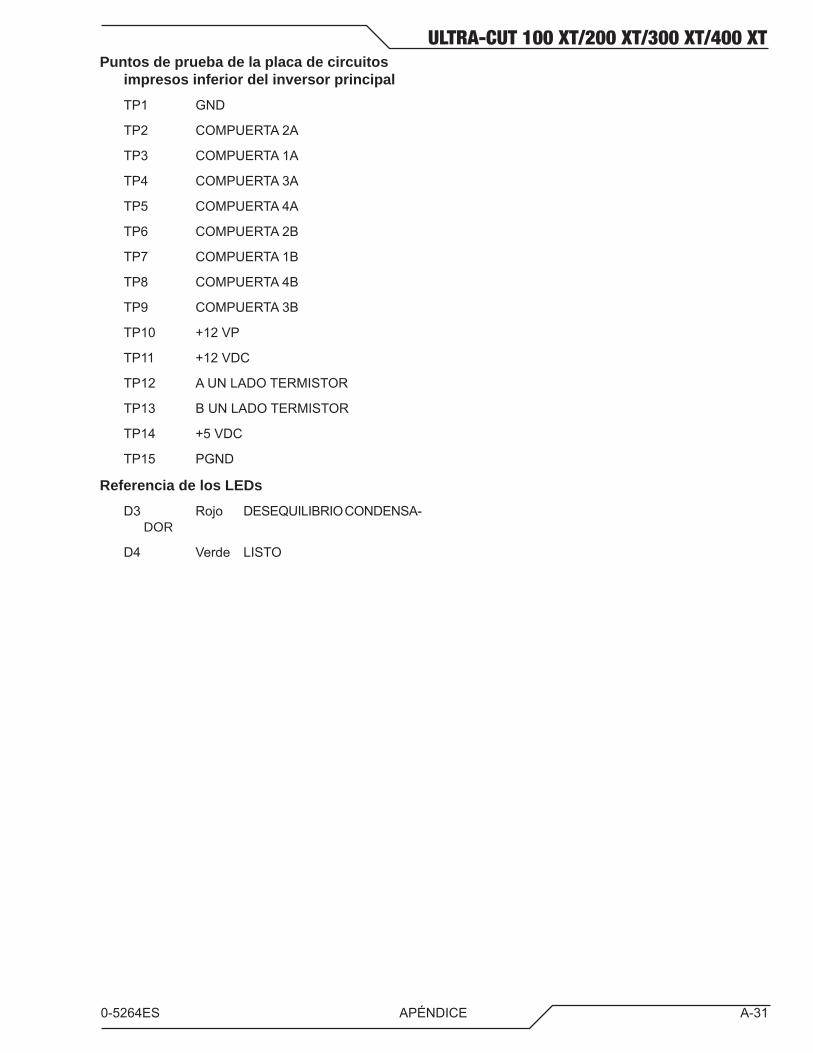
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-31
Puntos de prueba de la placa de circuitos impresos inferior del inversor principalTP1 GND
TP2 COMPUERTA2A
TP3 COMPUERTA1A
TP4 COMPUERTA3A
TP5 COMPUERTA4A
TP6 COMPUERTA2B
TP7 COMPUERTA1B
TP8 COMPUERTA4B
TP9 COMPUERTA3B
TP10 +12VP
TP11 +12VDC
TP12 AUNLADOTERMISTOR
TP13 BUNLADOTERMISTOR
TP14 +5VDC
TP15 PGND
Referencia de los LEDsD3 Rojo DESEQUILIBRIOCONDENSA-
DOR
D4 Verde LISTO

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-32 APÉNDICE 0-5264ES
APÉNDICE 16: Disposición de la placa de circuitos impresos superior del inversor principal
= Te
st P
oint
= Test Point
Art #
A-1
1682
_AC
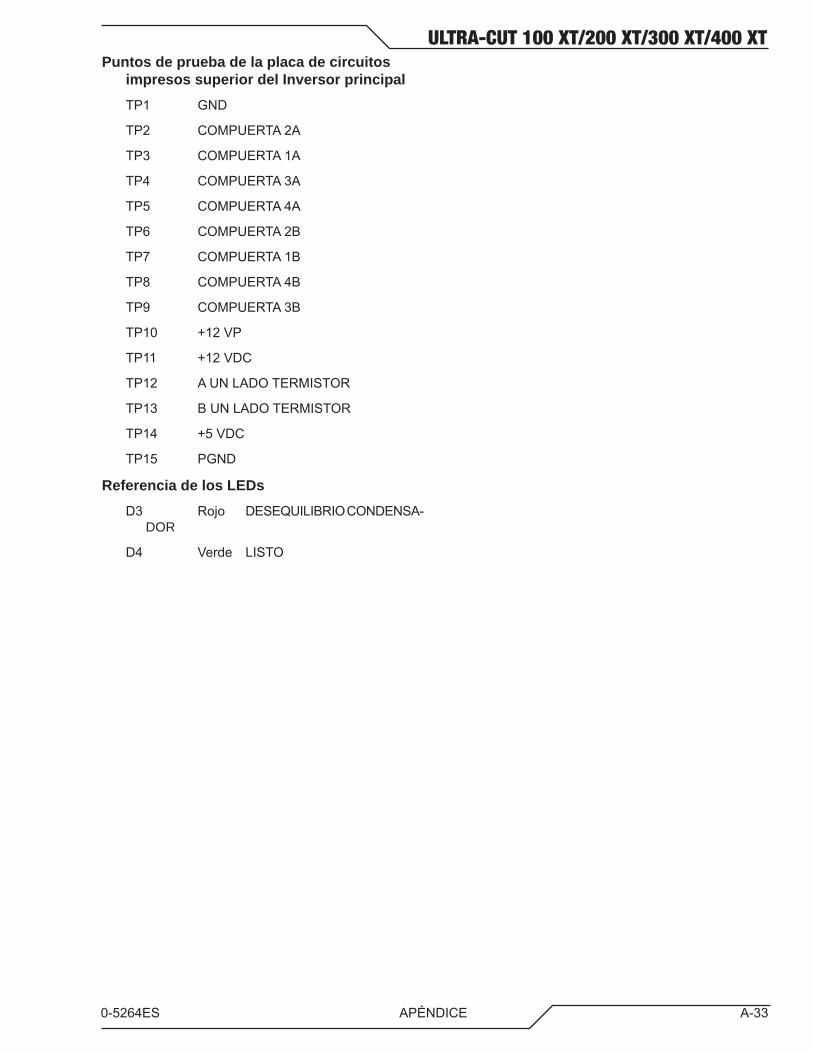
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-33
Puntos de prueba de la placa de circuitos impresos superior del Inversor principalTP1 GND
TP2 COMPUERTA2A
TP3 COMPUERTA1A
TP4 COMPUERTA3A
TP5 COMPUERTA4A
TP6 COMPUERTA2B
TP7 COMPUERTA1B
TP8 COMPUERTA4B
TP9 COMPUERTA3B
TP10 +12VP
TP11 +12VDC
TP12 AUNLADOTERMISTOR
TP13 BUNLADOTERMISTOR
TP14 +5VDC
TP15 PGND
Referencia de los LEDsD3 Rojo DESEQUILIBRIOCONDENSA-
DOR
D4 Verde LISTO

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-34 APÉNDICE 0-5264ES
APÉNDICE 17: Disposición de la placa de circuitos impresos de fallos y control
= Te
st P
oint
= Test Point
Art # A-11683_AC

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-35
Puntos de prueba de la placa de circuitos impresos de fallos y controlTP1 GND
TP22 +12VDC
TP23 +5VDC
TP24 COMPUERTA1+
TP25 A_OUT1
TP26 B_OUT1
TP27 COMPUERTA1-
TP28 I_SNS1
TP29 COMPUERTA2+
TP30 I_DMD10,5V-6,7V
TP31 COMPUERTA2-
TP32 -12VDC
TP33 ARRANQUE2
TP34 SHDN
TP35 ACTIVAR
TP36 ENTRADALISTA
TP37 SALIDALISTA
Referencia de los LEDsD1 Rojo FILTROINVERTER
D14 Rojo SOBRETEMPERATURA
D24 Verde PWMACTIVADO
D32 Rojo PRI OC

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-36 APÉNDICE 0-5264ES
APÉNDICE 18: Disposición de la placa de circuitos impresos inferior del Cap Bias
Art # A-11685_AC
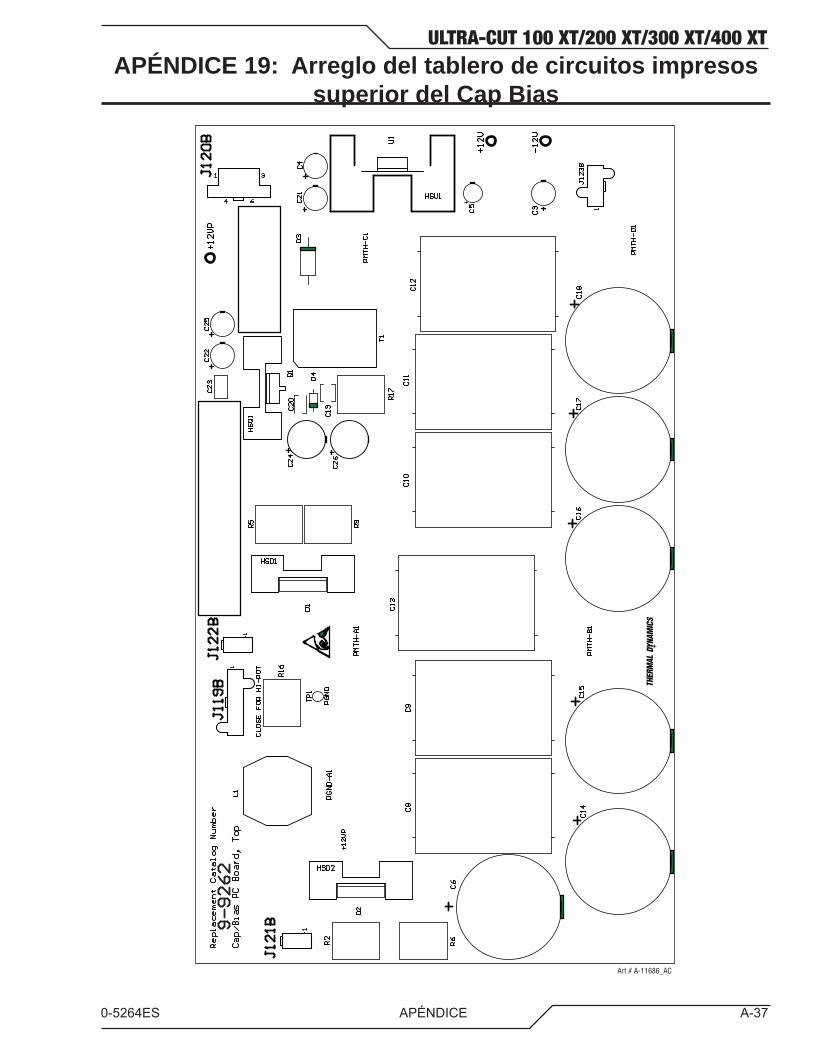
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-37
APÉNDICE 19: Arreglo del tablero de circuitos impresos superior del Cap Bias
Art # A-11686_AC

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-38 APÉNDICE 0-5264ES
APÉNDICE 20: Arreglo de la placa de circuitos impresos del supresor
Art # A-11684_AC
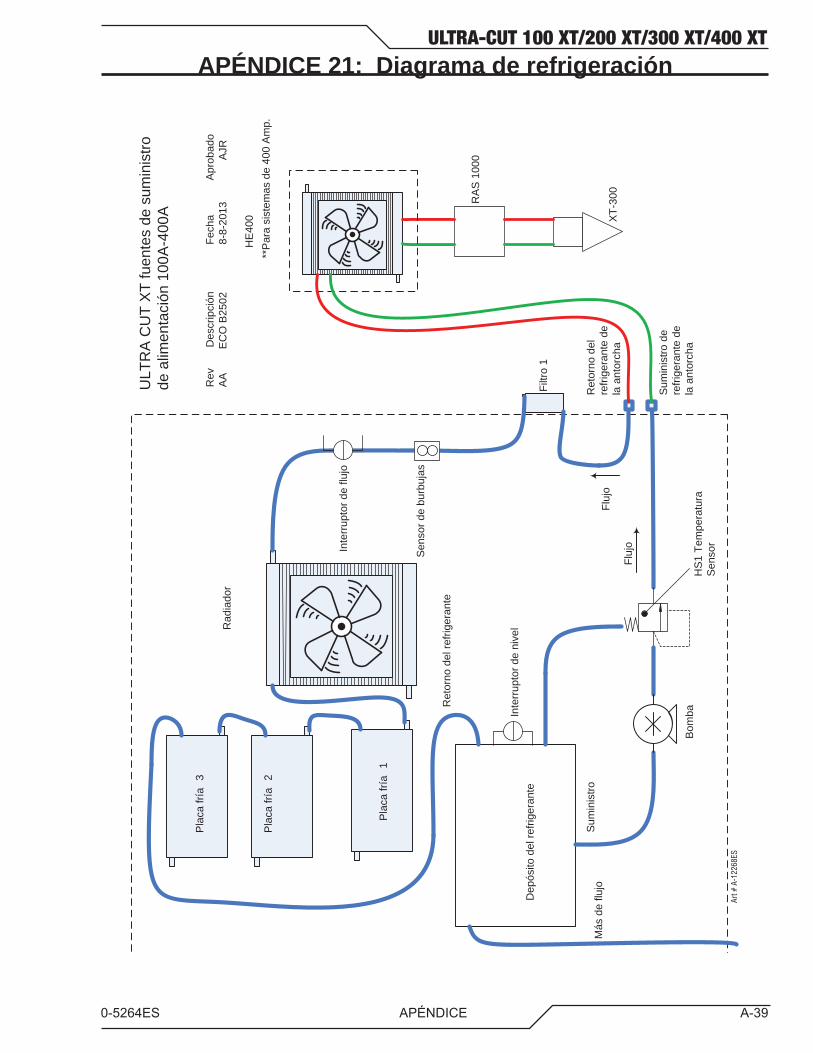
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-39
APÉNDICE 21: Diagrama de refrigeración
Art #
A-1
2268
ES
HS
1 T
empe
ratu
raS
enso
rInte
rrup
tor
de fl
ujo
Sen
sor
de b
urbu
jas
Inte
rrup
tor
de n
ivel
HE
400
Sum
inis
tro
de
refr
iger
ante
de
la a
ntor
cha
Ret
orno
del
re
frig
eran
te d
e la
ant
orch
a
Pla
ca fr
ía1
Pla
ca fr
ía2
Pla
ca fr
ía3
Rad
iado
r
Bom
ba
Dep
ósito
del
ref
riger
ante
Filt
ro 1
Más
de
flujo
Sum
inis
tro
RA
S10
00
XT
-300
**P
ara
sist
emas
de
400
Am
p.
Ret
orno
del
ref
riger
ante
Flu
jo
Flu
jo
ULT
RA
CU
T X
T fu
ente
s de
sum
inis
tro
de a
limen
taci
ón 1
00A
-400
A
Rev
Des
crip
ción
Fec
haA
prob
ado
AA
EC
O B
2502
8-8-
2013
AJR

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-40 APÉNDICE 0-5264ES
APÉNDICE 22: Esquema del sistema 100A, 380-415V PG 1
Art # A-11959_AD
Art # A-11959_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1354
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 100A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
18 AWG wire both in and out of CB1
(50)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12J46-
F
12
J46-
M
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch O ption
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31& 32) - INVERTER (J100)
Component Locations (not including PCB components)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF16 A
(27A
&B)
(26)
(28)
(27B)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
TO CCM CPU PCB J31
TO CCM CPU PCB J32
(49B)
(49A)
(51B)
(50)
(Sht 2, C3)
(Sht 2, C3)
W1A
W1B
W1C
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
(7)
(8)
(9)
(7)
(8)
(9) ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
L5
Toriod Core
L4
Toriod Core
CHASSIS GND
1L1
1L2
1L3
1Earth
(22)
(21)
(20)
(3)
(2)
(1)
CHASSIS GND
(3-2
2)
(1-2
0)
(2-2
1)
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
(51)
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
12
J41
TIP
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
1
TORCH
1
PILOT
1
WORK
PILOT PCB
10 ckt Ribbon
SHIELD
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(52)
(55)
(53)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
TO J3 on RELAY PCB
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
CHASSIS GND
CHASSIS GND
CHASSIS GND
(3-2
2)
(1-2
0)(2
-21)
PILOT BOARDLED'SD2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
(49)
(51)(51)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
DAT 10/17/2014AB ECO-B2687
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
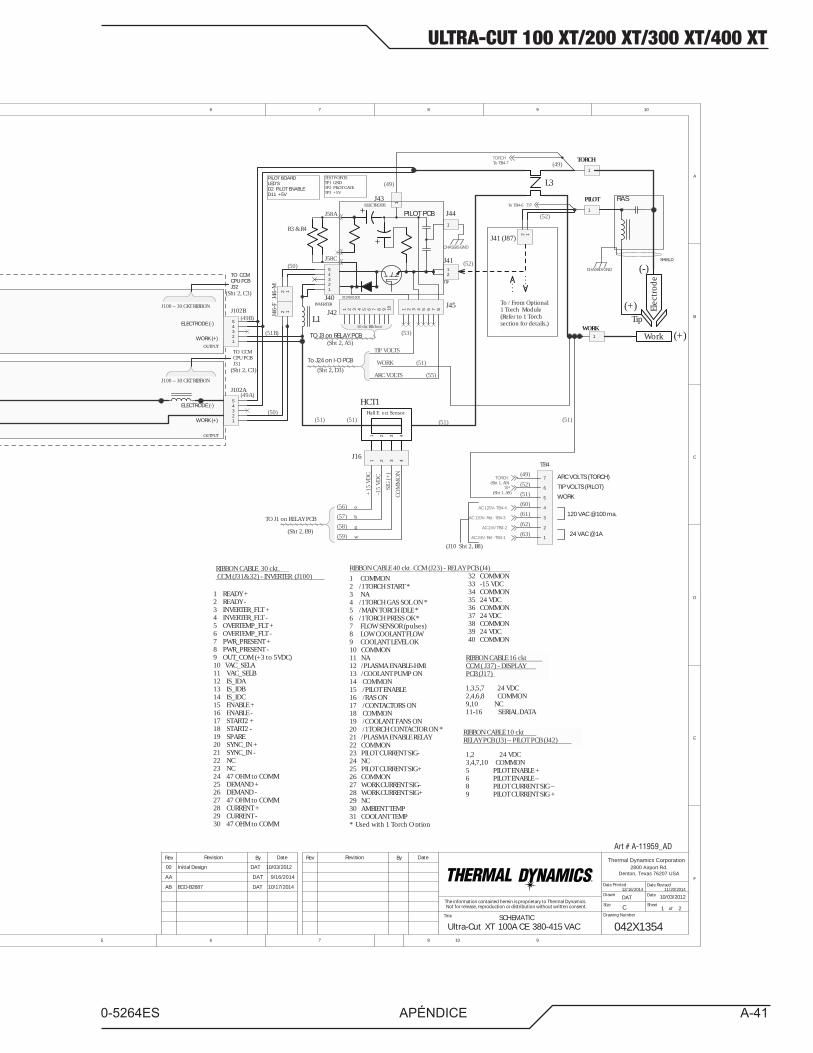
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-41
Art # A-11959_AD
Art # A-11959_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1354
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 100A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
18 AWG wire both in and out of CB1
(50)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12J46-
F
12
J46-
M
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch O ption
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31& 32) - INVERTER (J100)
Component Locations (not including PCB components)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF16 A
(27A
&B)
(26)
(28)
(27B)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
TO CCM CPU PCB J31
TO CCM CPU PCB J32
(49B)
(49A)
(51B)
(50)
(Sht 2, C3)
(Sht 2, C3)
W1A
W1B
W1C
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
(7)
(8)
(9)
(7)
(8)
(9) ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
L5
Toriod Core
L4
Toriod Core
CHASSIS GND
1L1
1L2
1L3
1Earth
(22)
(21)
(20)
(3)
(2)
(1)
CHASSIS GND
(3-2
2)
(1-2
0)
(2-2
1)
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
(51)
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
12
J41
TIP
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
1
TORCH
1
PILOT
1
WORK
PILOT PCB
10 ckt Ribbon
SHIELD
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(52)
(55)
(53)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
TO J3 on RELAY PCB
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
CHASSIS GND
CHASSIS GND
CHASSIS GND
(3-2
2)
(1-2
0)(2
-21)
PILOT BOARDLED'SD2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
(49)
(51)(51)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
DAT 10/17/2014AB ECO-B2687
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-42 APÉNDICE 0-5264ES
APÉNDICE 23: Esquema del sistema 100A, 380-415V PG 2
Art # A-11960_AD
Art # A-11960_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1354
C 2 2
10/3/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 100A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
Mini-Fit
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Mini-Fit Jr
From Sys Bias J63 (Sht 1, F2)
Harness from System Bias PCB J62
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A) (44A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1, E3)
(Sht 1, B8)
(A9)
(A9)
(Sht
1, C
8)
(Sht 1, B8)(D2)
(D2)
(Sht 1, B&C- 5&6)
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
N/C
N/CN/C
N/C
(64A)
(64B)
MC1A
R24.7 30W (87)
1 2 3 45 6 7 8
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC(61)
(63)
(62)
(60)
(107)
(107)
(61)
4102/61/9TADAA
FAN2
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
(166)
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
120VAC_1
120VAC_2
24VAC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-43
Art # A-11960_AD
Art # A-11960_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1354
C 2 2
10/3/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 100A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
Mini-Fit
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Mini-Fit Jr
From Sys Bias J63 (Sht 1, F2)
Harness from System Bias PCB J62
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A) (44A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1, E3)
(Sht 1, B8)
(A9)
(A9)
(Sht
1, C
8)
(Sht 1, B8)(D2)
(D2)
(Sht 1, B&C- 5&6)
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
N/C
N/CN/C
N/C
(64A)
(64B)
MC1A
R24.7 30W (87)
1 2 3 45 6 7 8
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC(61)
(63)
(62)
(60)
(107)
(107)
(61)
4102/61/9TADAA
FAN2
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
(166)
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
120VAC_1
120VAC_2
24VAC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
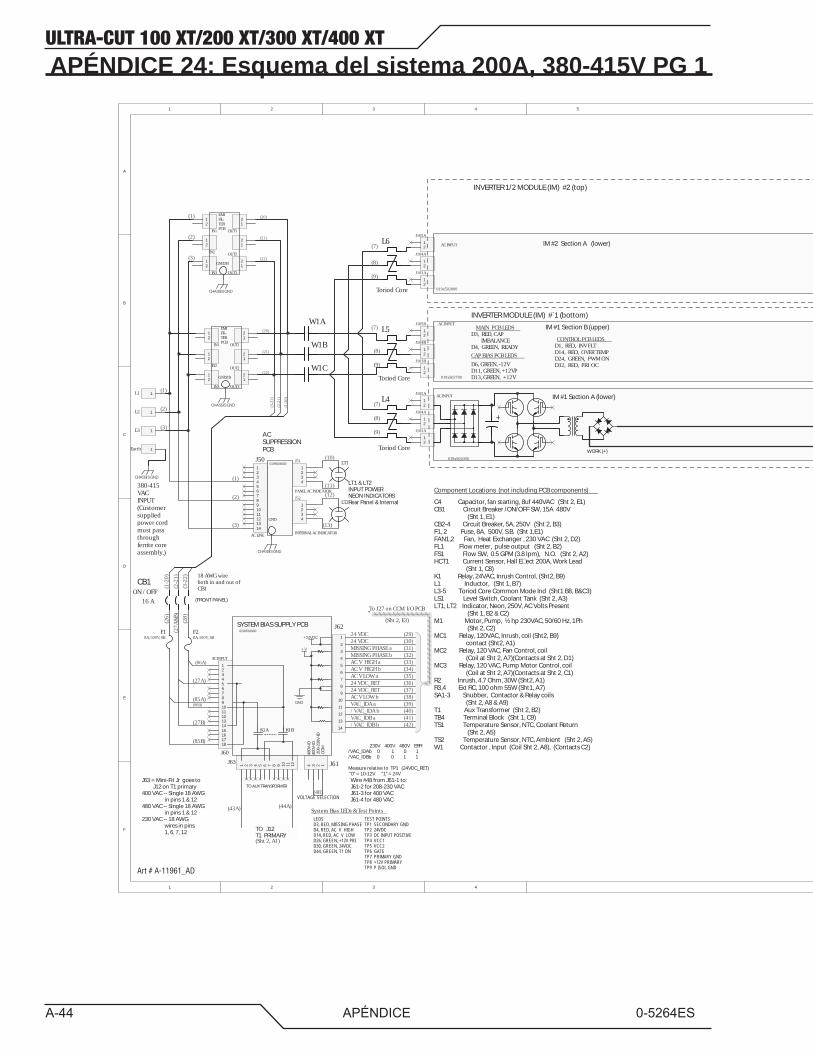
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-44 APÉNDICE 0-5264ES
APÉNDICE 24: Esquema del sistema 200A, 380-415V PG 1
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
Art # A-11961_AD
Art # A-11961_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 1 2
10/04/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
CB1ON / OFF
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
18 AWG wire both in and out of CB1(3
-22)
(1-2
0)
(2-2
1)
(51C)(51F)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(FRONT PANEL)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M 230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(27A
&B)
(26)
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(28)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(27B)
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-
F
12
J46-
M
(48)
1234 J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
16 A
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
W1A
W1B
W1C
12
J105A
AC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
(7)
(8)
(9)
(7)
(8)
(9)
INVERTER 1/2 MODULE (IM) #2 (top)
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
CHASSIS GND
CHASSIS GND (1-2
0)
(2-2
1)
(3-2
2)
(7)
(8)
(9)
1L1
1L2
1L3
1Earth
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.) CHASSIS GND
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
PILOT PCB
10 ckt Ribbon SHIELD
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(55)
(53)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
TO J3 on RELAY PCB
(22)
(22)
(21)
(21)
(20)
(20)
(3)
(2)
(1)
(3)
(2)
(1)
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-45
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
Art # A-11961_AD
Art # A-11961_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 1 2
10/04/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
CB1ON / OFF
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
18 AWG wire both in and out of CB1(3
-22)
(1-2
0)
(2-2
1)
(51C)(51F)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(FRONT PANEL)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M 230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(27A
&B)
(26)
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(28)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(27B)
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-
F
12
J46-
M
(48)
1234 J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
16 A
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
W1A
W1B
W1C
12
J105A
AC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
(7)
(8)
(9)
(7)
(8)
(9)
INVERTER 1/2 MODULE (IM) #2 (top)
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
CHASSIS GND
CHASSIS GND (1-2
0)
(2-2
1)
(3-2
2)
(7)
(8)
(9)
1L1
1L2
1L3
1Earth
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.) CHASSIS GND
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
PILOT PCB
10 ckt Ribbon SHIELD
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(55)
(53)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
TO J3 on RELAY PCB
(22)
(22)
(21)
(21)
(20)
(20)
(3)
(2)
(1)
(3)
(2)
(1)
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-46 APÉNDICE 0-5264ES
APÉNDICE 25: Esquema del sistema 200A, 380-415V PG 2
Art # A-11962_AD
Art # A-11962_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 2 2
10/4/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CPU)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456
89
101112
TB2
1234
6789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
5
7
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
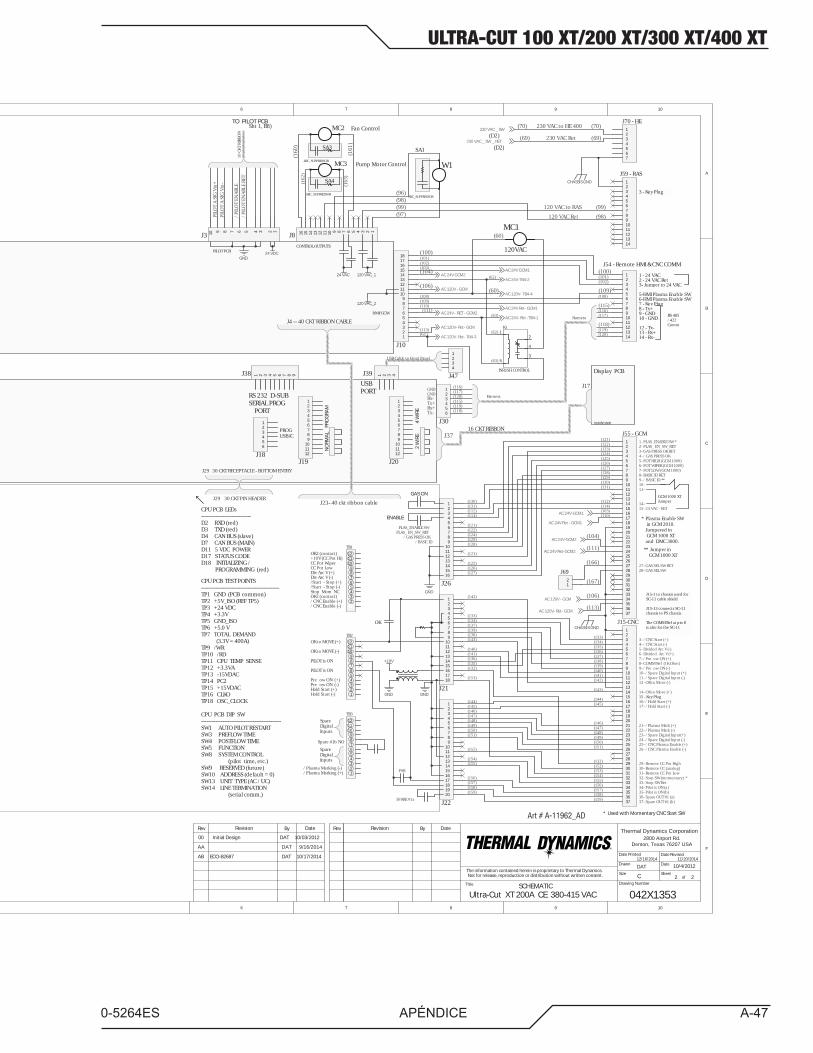
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-47
Art # A-11962_AD
Art # A-11962_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 2 2
10/4/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CPU)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456
89
101112
TB2
1234
6789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
5
7
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
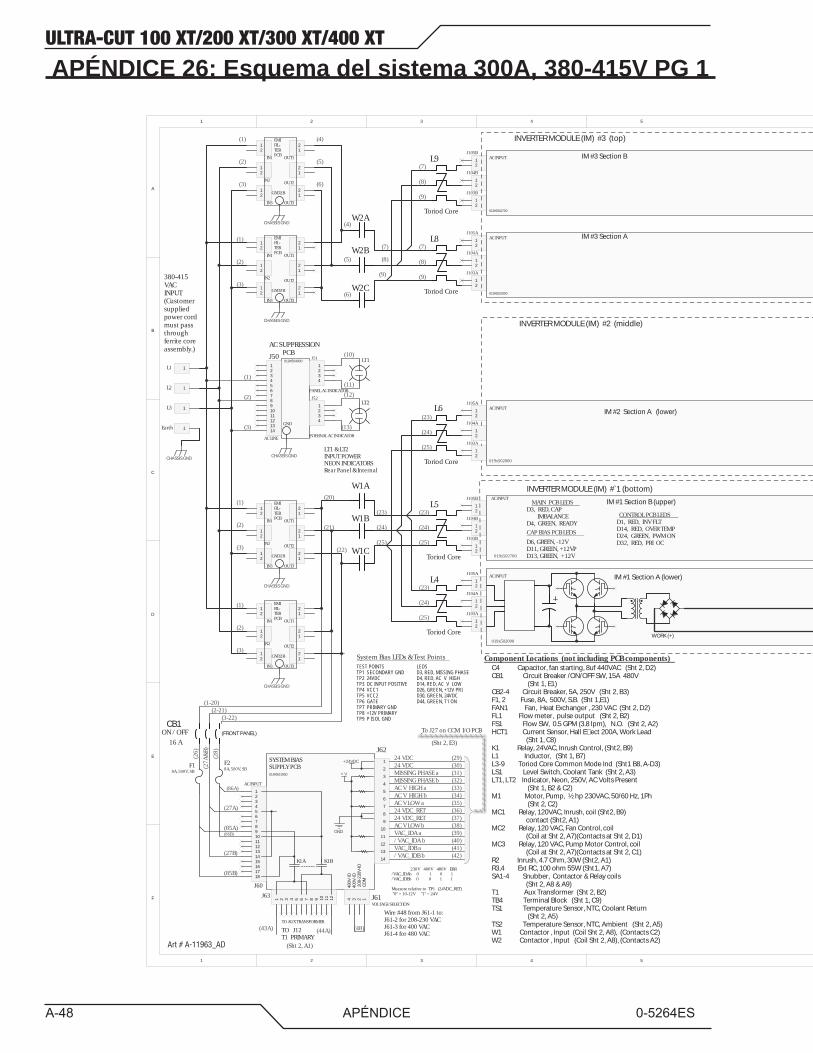
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-48 APÉNDICE 0-5264ES
APÉNDICE 26: Esquema del sistema 300A, 380-415V PG 1
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
Art # A-11963_AD
Art # A-11963_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1352
C 1 2
10/04/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 300A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
10/20/2014
00 Initial Design DAT 10/03/2012
TO CCM CPU PCB J33
TO CCM CPU PCB J36
(49F)
(51F)
(51E
)(5
1C)
(49E)
(49A)
(51B
)
(50)
(50)
12
J46-F
12 J46-M
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
(Sht 2, C3)
4102/61/9TADAA
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
SYSTEM BIAS SUPPLY PCB
(3-22)(2-21)
(1-20)
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
12345
J102BOUTPUT
12345
J102AOUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J35
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49C)
(49B)
IM #3 Section B
IM #3 Section A
(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
019X502700
019X502000
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L8
Toriod Core
L9
Toriod Core
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
PILOT PCB
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(55)
(53)
(51F)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
L1
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
CHASSIS GND CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
(49)
DAT 10/17/2014AB ECO 1 Torch Option
L3
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
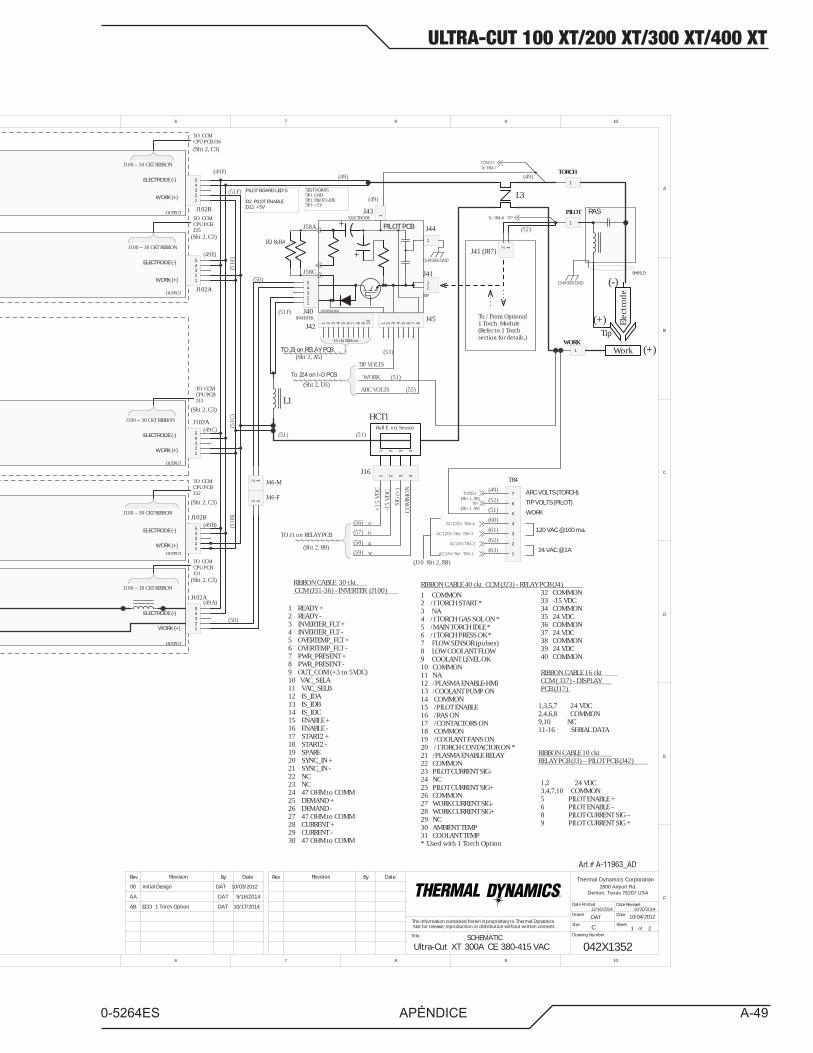
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-49
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
Art # A-11963_AD
Art # A-11963_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1352
C 1 2
10/04/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 300A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
10/20/2014
00 Initial Design DAT 10/03/2012
TO CCM CPU PCB J33
TO CCM CPU PCB J36
(49F)
(51F)
(51E
)(5
1C)
(49E)
(49A)
(51B
)
(50)
(50)
12
J46-F
12 J46-M
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
(Sht 2, C3)
4102/61/9TADAA
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
SYSTEM BIAS SUPPLY PCB
(3-22)(2-21)
(1-20)
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
12345
J102BOUTPUT
12345
J102AOUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J35
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49C)
(49B)
IM #3 Section B
IM #3 Section A
(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
019X502700
019X502000
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L8
Toriod Core
L9
Toriod Core
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
PILOT PCB
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(55)
(53)
(51F)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
L1
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
CHASSIS GND CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
(49)
DAT 10/17/2014AB ECO 1 Torch Option
L3
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-50 APÉNDICE 0-5264ES
APÉNDICE 27: Esquema del sistema 300A, 380-415V PG 2
Art # A-11964_AD
Art # A-11964_AD1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 2 2
10/4/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CPU)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
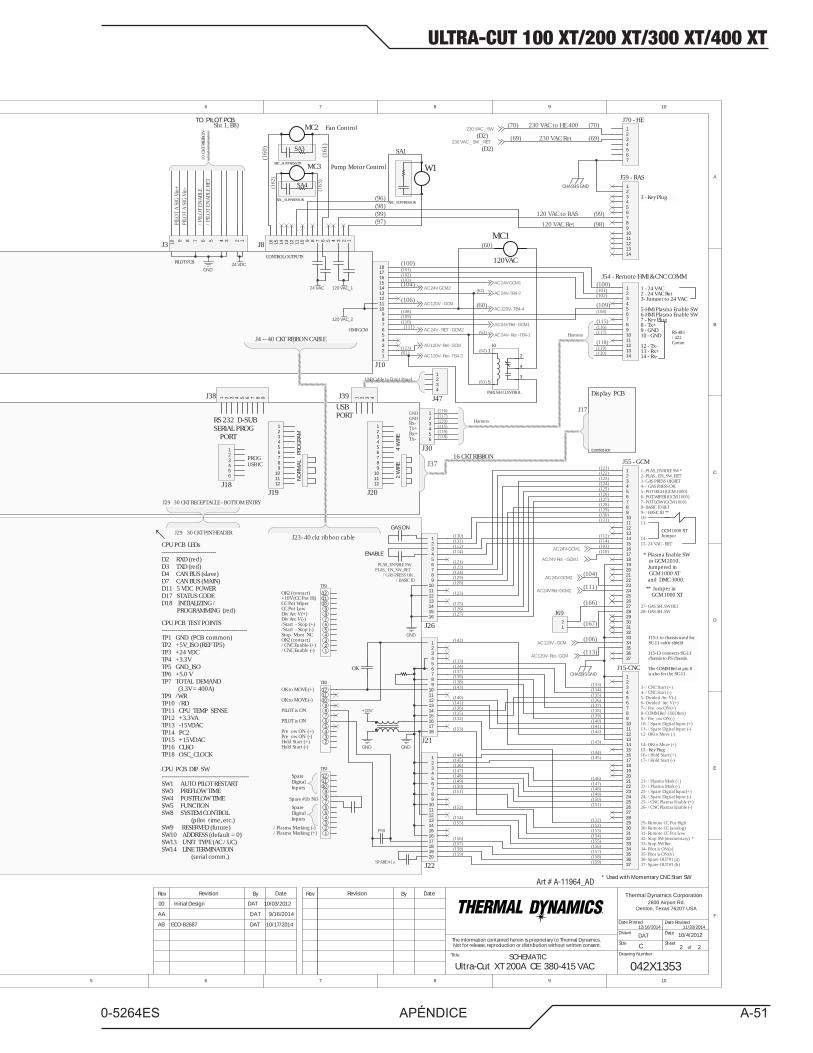
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-51
Art # A-11964_AD
Art # A-11964_AD1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 2 2
10/4/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CPU)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-52 APÉNDICE 0-5264ES
APÉNDICE 28: Esquema del sistema 400A, 380-415V PG 1
Art # A-11965_AD
Art # A-11965_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1341
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104B
12
J103B
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E
)
(55)
(53)
(51D
)(5
1C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
12
J46-F
12 J46-M
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502700
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L7
Toriod Core
L8
Toriod Core
L9
Toriod Core
SYSTEM BIAS SUPPLY PCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)
(3-22)(2-21)
(1-20)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
CHASSIS GNDCHASSIS GND
(22)
(21)
(20)
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
1
J44
CHASSIS GND
L3
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
Work
Tip
Elec
trod
e
(+)
(+)
(-)
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
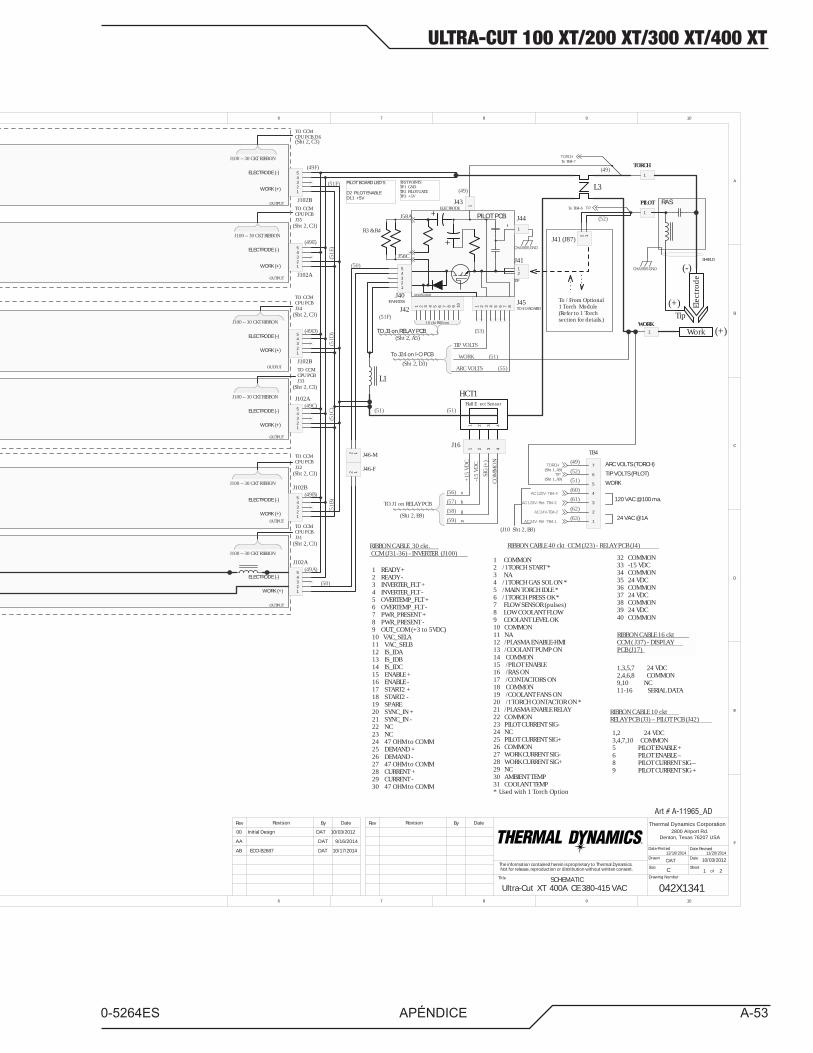
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-53
Art # A-11965_AD
Art # A-11965_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1341
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104B
12
J103B
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E
)
(55)
(53)(5
1D)
(51C
)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
12
J46-F
12 J46-M
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502700
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L7
Toriod Core
L8
Toriod Core
L9
Toriod Core
SYSTEM BIAS SUPPLY PCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)
(3-22)(2-21)
(1-20)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
CHASSIS GNDCHASSIS GND
(22)
(21)
(20)
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
1
J44
CHASSIS GND
L3
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
Work
Tip
Elec
trod
e
(+)
(+)
(-)
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
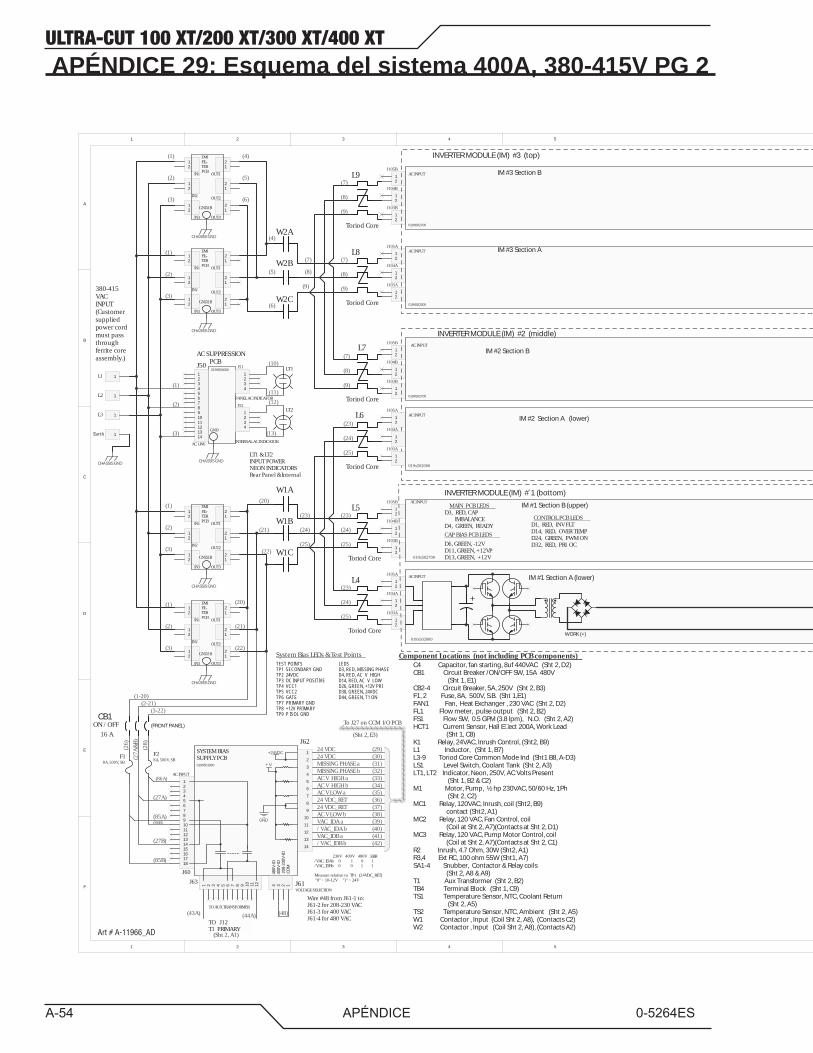
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-54 APÉNDICE 0-5264ES
APÉNDICE 29: Esquema del sistema 400A, 380-415V PG 2
Art # A-11966_AD
Art # A-11966_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1341
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104B
12
J103B
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E
)
(55)
(53)
(51D
)(5
1C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
12
J46-F
12 J46-M
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502700
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L7
Toriod Core
L8
Toriod Core
L9
Toriod Core
SYSTEM BIAS SUPPLY PCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)
(3-22)(2-21)
(1-20)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
CHASSIS GNDCHASSIS GND
(22)
(21)
(20)
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
1
J44
CHASSIS GND
L3
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
Work
Tip
Elec
trod
e
(+)
(+)
(-)
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
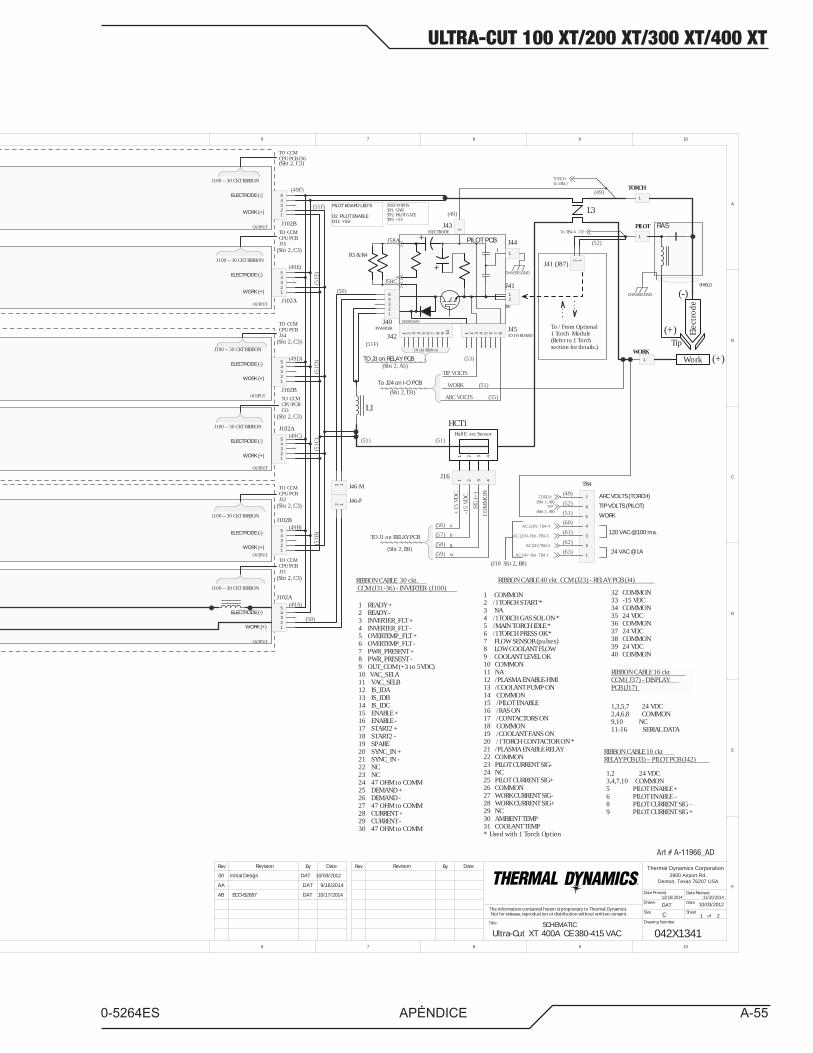
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-55
Art # A-11966_AD
Art # A-11966_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1341
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104B
12
J103B
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E
)
(55)
(53)
(51D
)(5
1C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
12
J46-F
12 J46-M
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502700
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L7
Toriod Core
L8
Toriod Core
L9
Toriod Core
SYSTEM BIAS SUPPLY PCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)
(3-22)(2-21)
(1-20)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
CHASSIS GNDCHASSIS GND
(22)
(21)
(20)
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
1
J44
CHASSIS GND
L3
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
Work
Tip
Elec
trod
e
(+)
(+)
(-)
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-56 APÉNDICE 0-5264ES
APÉNDICE 30: Solución avanzada de problemasSystem OverviewLasfuentesdealimentacióndeAuto-Cut200y300XTyPAK200iyUltra-Cut100,200,300y400XTincluyenuno,dos o tres módulos de inversores (IM). Cada IM puede tener 1 o 2 secciones del inversor designadas como las secciones AoB.LosIMseinstalanunosobreelotroenumeradosdeabajohaciaarriba.Lasseccionestambiénsedesignande arriba hacia abajo, comenzando por la sección A en la parteinferiordecadamódulo.UnIMconunasolasecciónse consideramediomódulo o unmódulo “parcial” sin lasecciónsuperiorosección“B”.Seusamediomóduloconlas fuentes de alimentación de 200 A y 300 A, y siempre estaránenlaposiciónmedia.LosIMcon2seccionesseconsideranmódulos“completos”.
Cadaseccióndel inversorpuedesuministrarhasta67A,peronoentodaslasconfiguraciones:
Unaunidadde400Ausa6secciones.400A/6=66,67Apor cada sección.
Unaunidadde300Ausa5secciones.300A/5=60Aporcada sección.
Unaunidadde200Ausa3secciones.200/3=66,67Aporcada sección.
Unaunidadde100Ausa2secciones.100/2=50Aporcada sección.
UnitConfiguracións.ConlaexcepcióndeAC200XTyPAK200i,elrestodelasunidades tienen el mismo chasis, con espacio para hasta tres IM. Laszonasquenoseutilizan tienenpanelesenblanco que llenan las ubicaciones vacías que se requieren paraunflujodeaireadecuado.Unsistemade100Ausa1 IM completo; un sistema de 200 A usa 1 módulo y medio, con un módulo completo en la parte inferior y medio módulo enlaposiciónmedia.Unaunidadde300Atienemóduloscompletos en la parte superior e inferior y medio módulo en laposiciónmedia.TheAC200XTandPAK200ihaveSO-LAMENTEtheFondoandmiddleUbicaciónsforIMs.Hayun control de gas y un iniciador de arco interno ubicados en el lugar del 3º IM o IM superior.
Inversor module Refrigeración. LossemiConductoresdepotenciadelosmódulosdeinver-sores se refrigeran con líquido, lo que nos permite obtener mayorpotenciaenunazonamáspequeñayauncostomenor. Cada IM tiene un disipador de calor con refrigeración líquidaouna“placaenfrío”quecompartenlas2seccionesdelinversor.Loscomponentesmagnéticos,transformadoreseinductores,sonrefrigeradosconaireyestáninstaladosen la parte posterior de los IM, donde quedan expuestos aaltosvolúmenesdeflujodeairede losventiladoresderefrigeración, que también refrigeran el líquido refrigerante enelradiadoroelintercambiadordecalor.EsImportante
Art # 12299
Art # 12300ES
- - A INV 1A
- - A INV 1B
- - A INV 2A
- - A INV 2B
- - A INV 3A
- - A INV 3B

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-57
queelpanellateralderechoinferiorestéensulugaroelflujodeairenoseráadecuadopararefrigerarloscompo-nentes magnéticos.
Inversor control.Lasseccionesdelinversorfuncionancomoinversoresseparadosconsalidasconectadasenparalelo.Soncontro-ladosdeformaindependientedesdeelMódulodeMandoyControl(CCM),queesel“cerebro”delsistema.CadaseccióndelinversortieneunCableplanoporseparadoqueestáconectadodesdeelCCMcon6conectores,deJ31aJ36,quecorrespondenalasseccionesdelinversorde1Aa3B.LosCablesplanosestánetiquetadosenlosextremosdelinversorcomoINVconelnúmeroylasección(INV1A,INV1B,etc.)Unaunidad100AsolotendráCablesplanosenJ31yJ32;unaunidad200AtendráJ31yJ33llenos,ytendrávacíoslosdemás.300AnotendráJ34,ytendrállenoslosdemás.
Otras placas del sistema incluyen la fuente de polarización delsistema, laPCBde interfazyrelé, lade lapantalla, la del piloto y la de supresión de CA.ElCCMcuentacondosplacas,laplacadeentradaysalidaylaplacadelaCPU(unidaddeprocesamientocentral).LasunidadesCEtambiénincluiránunaomásplacasdefiltrodeEMIenlapotenciadeentrada.
La PCB de la fuente de polarización del sistema recibe alimentación eléctrica la entrada de CA de la fase 3 y fun-cionaaalrededor150Vyhastamásde600V,abarcandotodoslosrangosdetensiónnormales.Puedefuncionardesde 2 fases (fase única), de manera que sigue alimentando la polarización y puede informar una falla si falta unafase.Lasalidadelafuenteesde24VCC,quealimentanalaplacadelrelé,lapantalla,laplacadelpilotoylas2placasenelCCM.Lapolarizacióndelsistematambiéncontienecircuitosquedetectanunafasefaltanteydeterminan si la tensión de CA se encuentra dentro del rango, es decir, no es demasiado baja ni demasiado alta. Además,leindicaalCCMparaquétipodetensiónestáconfiguradalaunidad.LaPCBdelafuentedepolarizacióndelsistemaincluyeunrelé,K1,quesolamentealimentaaltransformadorauxiliarprincipal,T1,cuandoelvoltajedeentrada se encuentra dentro del rango correcto.
LasPCBdelreléylainterfaz aceptan y distribuyen la salida del transformador auxiliar. Cuenta con un relé para controlar la bomba, los ventiladores, los contactores de entrada, el iniciador de arco y los relés de corriente de in-serción.Uncircuitoenlaplacadelreléaceptalaentradadesdeelsensordecorrientedetrabajo,HCT1,yelsensordecorrientedelpiloto(enlaPCBdelpiloto)yenvíalaseñaldehabilitaciónalosinterruptoresIGBTdelasplacasdel piloto a través del Cable plano de J3 a J42. Otras entradas en la placa del relé incluyen las de los sensores detemperaturaambienteydelrefrigerantedecoeficientedetemperaturanegativa(NTC).Elinterruptordenivelderefrigeranteeneltanqueyelinterruptordeflujoderefrigerante,quedeterminasielflujoestáporencimadelmínimorequerido,tambiénenvíanseñalesalaplacadelrelé.LasunidadesUltra-Cutincluyenunsensordeflujoconunasalidaalaplacadelreléqueconsisteenunaseriedepulsosqueindicanelcaudaldelflujodeacuerdoconsufrecuenciaypuededetectarlapresenciadeburbujasdegasenelrefrigerante.Todasestasseñalespasanal CCM a través de un Cable plano de 40 Conductores que va a la placa de entrada y salida del CCM.
Laplaca de la pantallatieneLEDparaCA,TEMP,GASyCC.Tambiéntieneunapantallade7segmentosy4dígitosparamostrarinformacióndeestadosyfallas.ElLEDdeCAindicaquesehasolicitadoelcierredeloscon-tactoresdeentradaalosinversores,peroestonosignificaqueyaesténcerrados.TEMPsignificaqueunoomásinversoresoelrefrigerantehanexcedidolatemperaturapermitida.GASsignificaqueelgasestáfluyendoyqueelflujodelrefrigeranteescorrecto.CCsignificaquelatensióndesalidadelosinversoresessuperiora60VCC.
Elprimerdígitodelapantallade7segmentosmuestralasletras“C”,“E”o“L”oestáenblanco.Durantelase-cuenciadeencendidoinicial,laletra“C”seguidadelosotros3dígitosindicalarevisióndelcódigodelCCM.Loscódigos de estado o falla que pueden establecerse durante la secuencia de encendido o en cualquier momento apartirdeahísonprecedidosporlaletra“E”,encasodeunafallaactiva,olaletra“L”,silafallanoserestableceautomáticamente(“latched”(sinrestablecimientoautomático)osieslaúltimafallaquedetuvoelproceso(“last”(última),peroyanoestáactiva.Cuandonohayuncódigodeestadoofallaactivo,elajustedelacorrientedesalidasemuestraconelprimerdígitoenblanco.SielsistemaesunUltra-CutXTqueutilizaelcontroldegasautomático,DFC3000,lapantallamostrará“0”hastaquesehayacargadounproceso.Siseproduceunafallaosemuestranotrosestados,lapantallaalternaráentreelajustedecorrienteylafalla.
LaPCBdelpilotocontieneunpardetransistoresIGBTparalelosquefuncionancomouninterruptorelectrónicopara conectar y desconecta la punta de la antorcha de la 1ª sección del inversor.
Cuandoelinterruptorelectrónicodelpilotosecierrayeliniciadordearcoenciendeelpiloto,fluyecorrientedesdela1ªsecciónentreelelectrodoylapunta.Luego,amedidaquecomienzalatransferencia,unapequeñacorrientefluyedesdeel2ºinversorhastaelelectrodoparaquefuncione.Cuandosedetectalatransferencia,elinterruptor
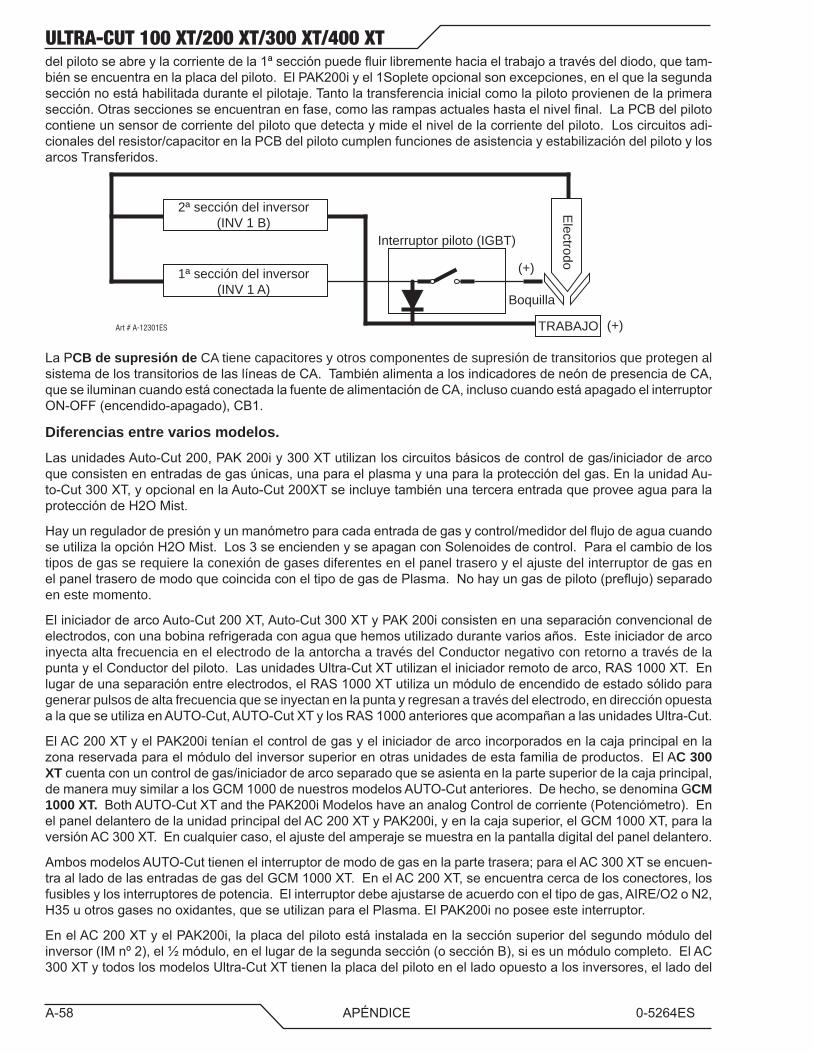
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-58 APÉNDICE 0-5264ES
delpilotoseabreylacorrientedela1ªsecciónpuedefluirlibrementehaciaeltrabajoatravésdeldiodo,quetam-biénseencuentraenlaplacadelpiloto.ElPAK200iyel1Sopleteopcionalsonexcepciones,enelquelasegundasecciónnoestáhabilitadaduranteelpilotaje.Tantolatransferenciainicialcomolapilotoprovienendelaprimerasección.Otrasseccionesseencuentranenfase,comolasrampasactualeshastaelnivelfinal.LaPCBdelpilotocontieneunsensordecorrientedelpilotoquedetectaymideelniveldelacorrientedelpiloto.Loscircuitosadi-cionalesdelresistor/capacitorenlaPCBdelpilotocumplenfuncionesdeasistenciayestabilizacióndelpilotoylosarcosTransferidos.
Art # A-12301ES
1ª sección del inversor(INV 1 A)
2ª sección del inversor(INV 1 B)
Interruptor piloto (IGBT)
TRABAJO
(+)
Boquilla
Electrodo
(+)
LaPCB de supresión de CA tiene capacitores y otros componentes de supresión de transitorios que protegen al sistemadelostransitoriosdelaslíneasdeCA.TambiénalimentaalosindicadoresdeneóndepresenciadeCA,queseiluminancuandoestáconectadalafuentedealimentacióndeCA,inclusocuandoestáapagadoelinterruptorON-OFF(encendido-apagado),CB1.
Diferencias entre varios modelos.LasunidadesAuto-Cut200,PAK200iy300XTutilizanloscircuitosbásicosdecontroldegas/iniciadordearcoqueconsistenenentradasdegasúnicas,unaparaelplasmayunaparalaproteccióndelgas.EnlaunidadAu-to-Cut300XT,yopcionalenlaAuto-Cut200XTseincluyetambiénunaterceraentradaqueproveeaguaparalaproteccióndeH2OMist.
Hayunreguladordepresiónyunmanómetroparacadaentradadegasycontrol/medidordelflujodeaguacuandoseutilizalaopciónH2OMist.Los3seenciendenyseapaganconSolenoidesdecontrol.Paraelcambiodelostipos de gas se requiere la conexión de gases diferentes en el panel trasero y el ajuste del interruptor de gas en elpaneltraserodemodoquecoincidaconeltipodegasdePlasma.Nohayungasdepiloto(preflujo)separadoen este momento.
EliniciadordearcoAuto-Cut200XT,Auto-Cut300XTyPAK200iconsistenenunaseparaciónconvencionaldeelectrodos,conunabobinarefrigeradaconaguaquehemosutilizadodurantevariosaños.Esteiniciadordearcoinyecta alta frecuencia en el electrodo de la antorcha a través del Conductor negativo con retorno a través de la puntayelConductordelpiloto.LasunidadesUltra-CutXTutilizaneliniciadorremotodearco,RAS1000XT.Enlugardeunaseparaciónentreelectrodos,elRAS1000XTutilizaunmódulodeencendidodeestadosólidoparagenerar pulsos de alta frecuencia que se inyectan en la punta y regresan a través del electrodo, en dirección opuesta alaqueseutilizaenAUTO-Cut,AUTO-CutXTylosRAS1000anterioresqueacompañanalasunidadesUltra-Cut.
ElAC200XTyelPAK200iteníanelcontroldegasyeliniciadordearcoincorporadosenlacajaprincipalenlazonareservadaparaelmódulodelinversorsuperiorenotrasunidadesdeestafamiliadeproductos.ElAC 300 XT cuentaconuncontroldegas/iniciadordearcoseparadoqueseasientaenlapartesuperiordelacajaprincipal,demaneramuysimilaralosGCM1000denuestrosmodelosAUTO-Cutanteriores.Dehecho,sedenominaGCM 1000 XT.BothAUTO-CutXTandthePAK200iModeloshaveananalogControldecorriente(Potenciómetro).EnelpaneldelanterodelaunidadprincipaldelAC200XTyPAK200i,yenlacajasuperior,elGCM1000XT,paralaversiónAC300XT.Encualquiercaso,elajustedelamperajesemuestraenlapantalladigitaldelpaneldelantero.
AmbosmodelosAUTO-Cuttienenelinterruptordemododegasenlapartetrasera;paraelAC300XTseencuen-traalladodelasentradasdegasdelGCM1000XT.EnelAC200XT,seencuentracercadelosconectores,losfusiblesylosinterruptoresdepotencia.Elinterruptordebeajustarsedeacuerdoconeltipodegas,AIRE/O2oN2,H35uotrosgasesnooxidantes,queseutilizanparaelPlasma.ElPAK200inoposeeesteinterruptor.
EnelAC200XTyelPAK200i,laplacadelpilotoestáinstaladaenlasecciónsuperiordelsegundomódulodelinversor(IMnº2),el½módulo,enellugardelasegundasección(osecciónB),siesunmódulocompleto.ElAC300XTytodoslosmodelosUltra-CutXTtienenlaplacadelpilotoenelladoopuestoalosinversores,elladodel

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-59
“interruptordepotencia”,enlapartesuperiortraseradetrásdelmóduloCCM.ConsultelaseccióndePiezasderecambio del Manual para ver las ilustraciones que muestran las ubicaciones.
LasunidadesUltra-CutXTylasunidadesde100,200,300y400Apueden utilizarelcontroldegas“Manual” GCM 2010 o el control de gas automático DFC 3000.EstoscontrolesdegasnodifierendelosdeunidadesUltra-Cutanteriores.
LasunidadesUltra-CutXTutilizanenmismointerruptordeflujo,FS1,quelasunidadesAUTO-CutXTparadetectaryprevenirelfuncionamientocuandoelflujoderefrigeranteesinferioralmínimode2,8l/m(0,75GPM).Sinembar-go,losUltra-CutXTincluyenunsensordeflujorefrigerante,FL1,queademásmideelflujoypuededetectarsihayburbujasdegasenelrefrigerantequepuedanreducirlavidaútildelosconsumibles.LadeteccióndeburbujasounflujobajodesdeFL1NOevitaráqueserealiceelcorte,peromostraráuncódigoparaadvertirquealgonoestábien.TheCÓDIGOisE406.
LasunidadesUltra-CutXTtienenconsumiblesestándarparacorrientesmásbajasque lasqueseutilizanconAUTO-CutXT,15Afrentea55A,asícomotambiénparaelmarcadoconcorrientesmásbajas.Paramejorarelfuncionamientoconestascorrientemásbajas,seagregaunINDUctordesalidaadicional,L1,enserieconla1ªsección del inversor (IM n.º 1A).
Módulo 1Soplete opcionalComenzandoaprincipiosde2015,todoslosmodelosAUTO-Cut300XTyUltra-CutXTsepuedenpedirdefábricaconunmóduloopcionalquepermitelaconexióndeun“1Soplete”SL100quesecortaa100Afijo.ElmóduloestáintegradoenelpanelfrontaldealimentaciónXTjustoporencimadelatapadellenadodeldepósitodelrefrigerante.ConecteunsuministrodeairecomprimidoyunsopleteSL100,ypodráutilizarestesopleteconsusconsumiblesdecostorelativamentebajoparacortarchatarraoloqueusteddeseesinusarlosconsumiblesdecostomásaltodelsopleteXT.
Códigos de estado.Loscódigosparalafuentedealimentaciónsemuestranenlapantallanuméricade4dígitosdelaPCBdelapantalla.Algunoscódigosserefierenaloscontrolesdegas,peroenloscontrolesdegasindividualesencontrarácódigosdecontroldegasmásdetallados.LoscontrolesdegasutilizadosconlafamiliadeproductosXTdesuministrosde gas de Plasma no han cambiado. Cuentan con su propio conjunto de códigos de estado, que se describen en otrasección.EstaguíaasumequeprimerohaconsideradolastablasdeCódigosdeestadoenlaseccióndeOpe-racióndelManualdelaunidad.Loscódigosindividualesindicandiferentesseccionesdelinversor,mientrasqueestaguíaagrupaloscódigossimilares.Porejemplo,elcódigoE(oL)249indicaunafallaenelinversor2A.Estaguíaabarcaloscódigos247-252enunasección,yaquesontodosiguales,loúnicoquevaríaesaquéinversorysecciónserefieren.
Loscódigosseseparanen7grupos.
Grupo 1 PlasmaProceso--Relacionadoconelpiloto,latransferencia,lastensionesdelaantorcha,etc.Grupo 2 PlasmaAlimentación--PrincipalmentelasseccionesdelinversorGrupo 3 Interfazaloscontrolesdegas-PrincipalmenteelDFC3000Grupo 4 Sistemaderefrigeración--ElsistemaderefrigeraciónlíquidaparalaantorchaylosinversoresGrupo 5 CCM: puerto de comunicaciones a los controles de gasGrupo6 CCM: estatusGrupo 7 Accesorios: 1Soplete
ParalasunidadesXT,estamosutilizandouncódigode3dígitosconcódigosdelgrupo1en100,loscódigosdelgrupo2en200,etc. Estoscorrespondena loscódigosantiguosutilizadosenunidadesanteriores,donde1-1ahoraes101.Enlamayoríadeloscasos,loscódigostienenelmismosignificado.CuandouncódigoanterioryanoaplicaalsistemaXT,nolovolvemosautilizar,ylohemosreservadoparaevitarconfusiones.Porejemplo,elcódigo204(2-4)significaqueelmódulodelinversornoestabalisto.AhoradetectamoseseERRORdemaneradiferenteconunsignificadorelativamentedistinto,asíquehemosreservadoelcódigo204.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-60 APÉNDICE 0-5264ES
Aunquelamayoríadeloscódigosindicaquehaocurridounafalla,algunos,comoel304(anteriormente3-4),serefierensimplementealestadode lacorriente. 304 indica la“preparación”,cuando labombaestá llenandoelsistemaconrefrigerante,o,conmayorfrecuencia,la“purga”,cuandoelgasestáfluyendoparasecarlosconsu-miblesdespuésdehaberlosreemplazadoocuandoseestánpurgandolosconductosdegasencasodehaberseleccionado otro tipo de gas.
LOCALIZACIÓNDEFALLAS(General)EnmuchoscasosenlosquelacausapuedeserunCableohilocableadodesconectado,otambiénflojooroto.
TodoslosCablesplanostienenunreceptáculoadicionalcercadeunodelosextremosparamedirlasseñalesenel Cable.
Paravariasdelasmediciones,seránecesarioprobaralgunosconectorespequeñosomedirlaseñaldelosCablesplanos.Paraprobarlosconectorespequeños,lassondasdelmedidorestándarsuelenserdemasiadograndes.Recomendamosrealizaralgunaspruebasconsondasutilizandohilocableadodeacero.Elhilocableadocolectordecobrenoeslosuficientementefirme.Unclipparapapelesdemasiadogrande.UnaideaestomarunconectorhembradeunAmpMate-N-Lokounconectorsimilarenelquequepalasondadelmedidorycomprimiruntrozopequeñodehilocableadometálico(serecomiendaunodeentre0,5-0,6mm(0,020y0,025pulgadas)dediámetro)endondenormalmentesecomprimiríaelhilocableado.Elhilocableadodebeestarsoldadoycomprimido.ElhilocableadometálicoseencuentraenlasHobbyStoresquevendensuministrosparalaelaboracióndemodelos.
Art # 12302 Art # 12303
Aísle todo el hilo cableado, excepto el extremo, y deslícelo en la sonda del medidor. Si su medidor tiene adaptadores para pinzas cocodrilo, también podría colocar el hilo cableado en ellos; asegúrese de que no entren en cortocircuito.
NotodoslosproblemassoncausadosporelsistemadePlasma.SisehanañadidoCablesadicionalesuotroscomponentesquenoeranpartedelsistemaoriginal,siesposibleretírelosparaversiestáncausandoelproblema.
LasconexionesaTB4olosotrosTBenelCCMpuedengenerarruidooformarcircuitosdecorrienteinesperadosque cambian la manera en que opera el sistema.
problemas que no establecen códigos de estado o falla:
Fríoant Problemas
1. Indicador intermitente de gas. Cuando se enciende, el indicador GAS que se encuentra en el panel frontal parpadeademaneracontinua.Nosemuestraningúncódigo.Elproblemarealesquenohayflujoderefri-geranteoelflujoesbajo,peroelcódigoseestablecedespuésde4minutosylamayoríadelaspersonasno esperan tanto. Consulte el código 404 para solucionar problemas.
2. Labombanoarranca.LacorrientedeirrupcióndelresistorR2estáabiertalocualimpidequellegueenergíaaltransformadorT1.Estonopermitiráquelabombaarranque.Segeneraráuncódigo404despuésde4minutos,perolamayoríadelaspersonasnoesperarántantotiempo.
problemas con el piloto:
3. Fallaparaarrancarelpiloto.EstoenrealidadgeneraráuncódigodeERROR102despuésde15a18segundos,perosinoesperaesetiempo,pareceráquenoseestablecióningúncódigo.Consulteelcódigo102 para solucionar problemas.
4. UnpilotodébilquesolosetransfierecuandoelsopleteestámuycercadelatareapuedesercausadoporquelosCablesplanosde30pinesestáninvertidosenlasseccionesAyBdelinversor1.
Problemas de arranque también informados como problemas de fallas en el piloto.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-61
5. NohayrespuestaalarranqueCNCoaldisparadordelsopletePak200i.CompruebeenlaplacadeE/SdelCCMqueelledD6ArrancarCNCestéencendidoentodomomento.SiestáencendidopuedesucederquelaseñalexternadelarranqueCNCestéactivadaoqueelCCMseadefectuoso.RetireelCableCNCdeJ15osielarranqueseaplicaatravésdelatiradeterminalesTBenelCCM,quítelo.SiD6todavíaestáencendida, reemplace el CCM.
6. Nohayrespuestaaldisparador1Torchopcional(arranque).Vayaalcomienzodelgrupodecódigo700pararesolver problemas.
Problemas de comunicación:
7. LasfallasdecomunicaciónconelTSC3000oconelcontroladordelamesadecortesobreelRS485puededeberseanotenerbienconfiguradoelpuenteJ14_4W/2W(4cables/2cables).TSC3000necesita2W.ElcontroladoriCNCnecesita4W.Consultelasección_____enelmanual.
Códigos de estado de la fuente de alimentación
Grupo 1, Códigos de procesamiento
101 Señal d habilitación del Plasma deshabilitada
Elcódigo101seactivaatravésdeuncircuitoabiertoentreTB1-1y2enlaPCBdeentradaysalidadelCCMoalapagarelinterruptordehabilitacióndelPlasmaenelGCM2010oenelTSC3000.TB1-1y2vienendefábricaconunpuenteinstalado.UninstaladorpuedeextraerelpuenteyconectaruninterruptordeACTIVARPlasma(habilitacióndelPlasma)porseparadoousarloshiloscableadosdeACTIVARPlasma(habilitacióndelPlasma)queseincluyenenelCabledelCNCde37pinesutilizadoconlasunidadesUltra-CutXTyAU-TO-Cut300XT.ElAUTO-Cut200XT,queutilizaunCNCde14pines,nocuentaconlahabilitacióndePlasmaenelCable.SepuedenutilizarparaconectarsealinterruptorParadadeemergenciadelamesadecorte.Encualquiercaso,elpuenteentreTB1-1y2seretiraría.101esuncódigoconrestablecimientoautomático:seborra apenas se corrige el defecto.
Causas para el código 101 que no sean que uno de los interruptores de habilitación esté apagado (consulte las descripciones detalladas a continuación):
• No se ha conectado el Cable de control de gas de J55 en el control de gas.• Voltaje de entrada demasiado alto, no se aplica energía al GCM 2010.• ElCableplanodelaplacadelreléalaplacadeentradaysalidanoestáconectado.• ElCabledelCNCnoestáconectado(siseestáusandounasalidaouninterruptordehabilitacióndel
Plasma desde el robot o la mesa de corte).• PCBdelrelédefectuosa• PCBdeentradaysalidadelCCMdefectuosa
Casoespecial:LapantallaalternaentreE101y----.Estosucedecuandohayunafasefaltanteylahabilita-cióndelPlasmaestádesactivada.ProbablementeesunERRORenelcódigo,deberíamostrarE101yE201(código de fase faltante). Probablemente, corregiremos esto en una edición posterior de los códigos, pero por el momento téngalo en cuenta.
“Voltajedeentradademasiadoalto”sedetectaenlapolarizacióndelsistemaPCB,elcualencenderáelD4(ledrojo)ynoenviaráenergíaasureléK1,porloqueeltransformadorT1norecibiráelectricidadycualquiercomponentealimentadoconCA—incluidosloscontrolesdegas—notendráenergía.EstopuedehacerqueelGCM2010nosatisfagaelcircuitodehabilitacióndeplasmayloinformefalsamentecomolafalla(E101).
El LED externo o el LED D2 de habilitación del Plasma del CNC, Habilitar Plasma del CNC, no está encendido.
• ElLEDD2enelCCMseencenderásiserespondeaestaentradaconelpuenteentreTB1-1y2ouninterruptorexternoodelCNC.SielpuenteseencuentraensulugaryelLEDnoestáencendido,esposible que el problema se encuentre en el CCM.
• SielpuenteentreTB1-1y2delCCMsehacambiadoporuninterruptorexterno,instaleunpuentecomoprueba. Si D2 se ilumina, el problema se encuentra en el interruptor o el cableado.
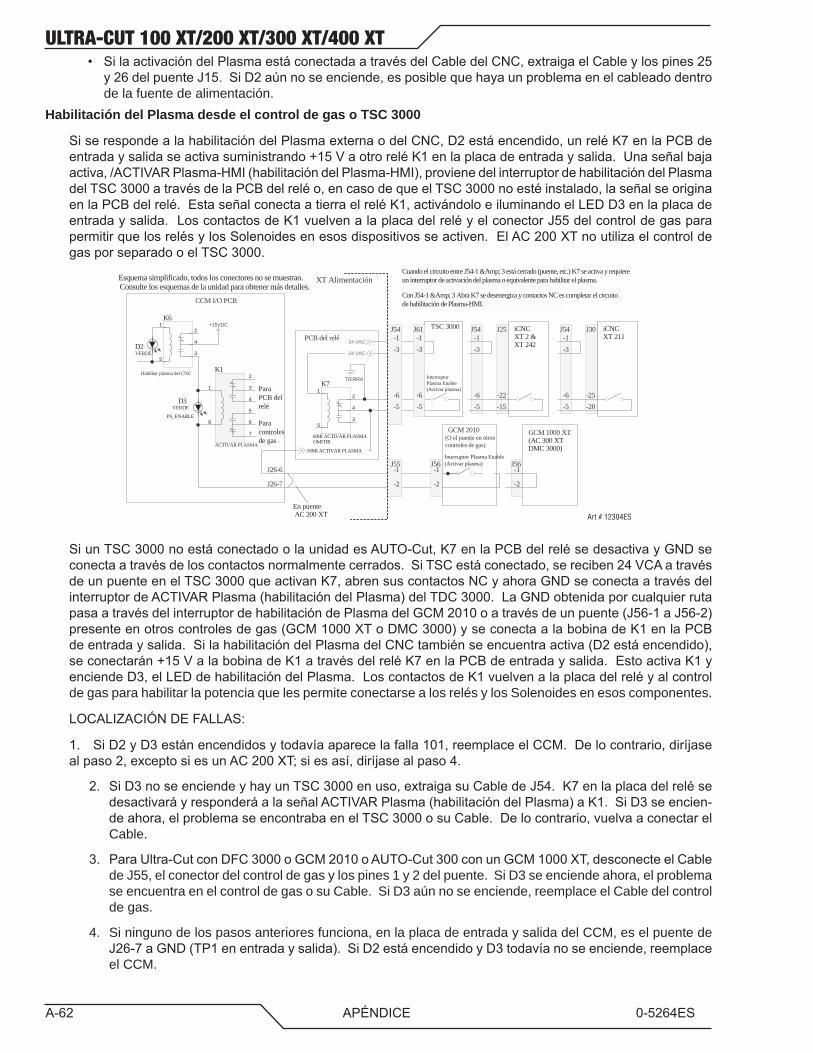
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-62 APÉNDICE 0-5264ES
• SilaactivacióndelPlasmaestáconectadaatravésdelCabledelCNC,extraigaelCableylospines25y26delpuenteJ15.SiD2aúnnoseenciende,esposiblequehayaunproblemaenelcableadodentrode la fuente de alimentación.
Habilitación del Plasma desde el control de gas o TSC 3000
SiserespondealahabilitacióndelPlasmaexternaodelCNC,D2estáencendido,unreléK7enlaPCBdeentradaysalidaseactivasuministrando+15VaotroreléK1enlaplacadeentradaysalida.Unaseñalbajaactiva,/ACTIVARPlasma-HMI(habilitacióndelPlasma-HMI),provienedelinterruptordehabilitacióndelPlasmadelTSC3000atravésdelaPCBdelreléo,encasodequeelTSC3000noestéinstalado,laseñalseoriginaenlaPCBdelrelé.EstaseñalconectaatierraelreléK1,activándoloeiluminandoelLEDD3enlaplacadeentradaysalida.LoscontactosdeK1vuelvenalaplacadelreléyelconectorJ55delcontroldegasparapermitirquelosrelésylosSolenoidesenesosdispositivosseactiven.ElAC200XTnoutilizaelcontroldegasporseparadooelTSC3000.
Art # 12304ES
1
53
2
4
K71
8
4
2
6
7
3
5
ACTIVAR PLASMA
K1
/HMI ACTIVAR PLASMA
TIERRA
24 VAC
24 VAC
TSC 3000PCB del relé
1
53
2
4
Habilitar plasma del CNC
K6+15VDC
VERDED3
PS_ENABLE
Para PCB del relé
Para controles de gas
CCM I/O PCB
VERDED2
Interruptor Plasma Enable (Activar plasma)
GCM 2010(O el puente en otros controles de gas)
-1-3
-5-6
J54
J55
XT AlimentaciónEsquema simplificado, todos los conectores no se muestran.Consulte los esquemas de la unidad para obtener más detalles.
J61
J56-1
-2
En puente AC 200 XT
J26-6
J26-7
GCM 1000 XT
J56
J54
Cuando el circuito entre J54-1 &Amp; 3 está cerrado (puente, etc.) K7 se activa y requiere un interruptor de activación del plasma o equivalente para habilitar el plasma.
Con J54-1 &Amp; 3 Abra K7 se desenergiza y contactos NC es completar el circuito de habilitación de Plasma-HMI.
-1
-2-2
-1
-5-6
-3-1
-5-6
-3-1
(AC 300 XTDMC 3000)
J25
-15-22
J30
-20-25
iCNCXT 2 & XT 242
J54
-5-6
-3-1
iCNCXT 211
HMI ACTIVAR PLASMAOMITIR
Interruptor Plasma Enable (Activar plasma)
SiunTSC3000noestáconectadoolaunidadesAUTO-Cut,K7enlaPCBdelrelésedesactivayGNDseconectaatravésdeloscontactosnormalmentecerrados.SiTSCestáconectado,sereciben24VCAatravésdeunpuenteenelTSC3000queactivanK7,abrensuscontactosNCyahoraGNDseconectaatravésdelinterruptordeACTIVARPlasma(habilitacióndelPlasma)delTDC3000.LaGNDobtenidaporcualquierrutapasaatravésdelinterruptordehabilitacióndePlasmadelGCM2010oatravésdeunpuente(J56-1aJ56-2)presenteenotroscontrolesdegas(GCM1000XToDMC3000)yseconectaalabobinadeK1enlaPCBdeentradaysalida.SilahabilitacióndelPlasmadelCNCtambiénseencuentraactiva(D2estáencendido),seconectarán+15ValabobinadeK1atravésdelreléK7enlaPCBdeentradaysalida.EstoactivaK1yenciendeD3,elLEDdehabilitacióndelPlasma.LoscontactosdeK1vuelvenalaplacadelreléyalcontrolde gas para habilitar la potencia que les permite conectarse a los relés y los Solenoides en esos componentes.
LOCALIZACIÓNDEFALLAS:
1. SiD2yD3estánencendidosytodavíaaparecelafalla101,reemplaceelCCM.Delocontrario,diríjasealpaso2,exceptosiesunAC200XT;siesasí,diríjasealpaso4.
2. SiD3noseenciendeyhayunTSC3000enuso,extraigasuCabledeJ54.K7enlaplacadelrelésedesactivaráyresponderáalaseñalACTIVARPlasma(habilitacióndelPlasma)aK1.SiD3seencien-deahora,elproblemaseencontrabaenelTSC3000osuCable.Delocontrario,vuelvaaconectarelCable.
3. ParaUltra-CutconDFC3000oGCM2010oAUTO-Cut300conunGCM1000XT,desconecteelCablede J55, el conector del control de gas y los pines 1 y 2 del puente. Si D3 se enciende ahora, el problema se encuentra en el control de gas o su Cable. Si D3 aún no se enciende, reemplace el Cable del control de gas.
4. Si ninguno de los pasos anteriores funciona, en la placa de entrada y salida del CCM, es el puente de J26-7aGND(TP1enentradaysalida).SiD2estáencendidoyD3todavíanoseenciende,reemplaceel CCM.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-63
5. Si D3 no se enciende en el paso anterior, busque el Cable plano de 40 pines enchufado en la parte superiordelCCM.ConfirmequeestéenchufadoalaplacadelreléyalCCM,yquelaslengüetasdelconectoresténacopladasensulugar.Ahora,utilizandoelreceptáculoderepuesto,midalatensiónentreGND(TP1enlaplacadeentradaysalida)yelClavija12delCableplano.DebeserceroV.Delocontrario,siesalgocomo10-15VCC,elCableplanoestáabiertoolaplacadelreléesdefectuosa.
1
2
4
5
E-STOP
K?
VerdeD13
(59)
12
15
13
16
J5
1AF2016
14
13
15
J56
(57)
(56)
(58)
16
14
17
15
J55
Cables del control de gas
3
4
J26
AC24V GCM1 15
7
J10
AC24V Ret - GCM1
(114)
K1
Habilitar plasma
(112)
salida del CCM
Placa del relé
(103)
(110)
Control de gas GCM 2010
XT suministro de gas de plasma
TARJETA DE CONTROL GCM 2010
Circuito simplificado de /Plasma Enable-HMI (habilitación del plasma) Plasma Enabled/E-Stop (habilitación del plasma/parada de emergencia) del GCM 2010.
Art # 12306ES102 Falla de ignición del piloto
Elcódigo102seactivacuandonohaycorrientedelpilotodespuésde15segundosdehaberactivadoelinicia-dordearco.Elencendidodelpilotorequierequelaplacadelpilotoestéhabilitada,queelinterruptordelpiloto(IGBT)estéencendidoyqueseapliquenpulsosdealtafrecuenciadeliniciadordearco(eliniciadorremotodearcoRAS1000XToGCM1000XToeliniciadordearcoincorporadoenelAC200XT)entrelapuntayelelectrodo de la antorcha.
Causas posibles del código 102:
SOLAMENTEsopleteautomatizadoXT:
• No hay alta frecuencia en la antorcha a causa de una conexión de hilo cableado del piloto rota en los Conductores de la antorcha.
• No hay alta frecuencia en la antorcha a causa de un iniciador de arco defectuoso.• Eliniciadordearconoestárecibiendoalimentacióneléctrica.
OpciónXTSopleteo1Soplete:• Junta piloto no activado.• Junta piloto defectuosa.• Placa del relé defectuosa.• Sensor de corriente del Cable de trabajo defectuoso.• CCM defectuoso.• W4,elcontactordeaislamientodepunta,noenergizadoparaelcortedeautomatización,serefiereal
grupo de código 700.
SOLAMENTE1Soplete:• W5,elcontactordeaislamientode1Soplete,noenergizadoparaelcortede1Soplete,serefierealgrupo
de código 700.
LOCALIZACIÓNDEFALLAS:

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-64 APÉNDICE 0-5264ES
1. Determine si el problema es la falta de alta frecuencia (iniciador de arco) o si se debe al circuito del piloto.
EliniciadordearcodelAUTO-CutXT(queseencuentradentrodelchasisprincipalparaelAC200XT;enelGCM1000XTparaelAC300XT)tieneunaseparaciónentreelectrodosabierta.Silaseparaciónentreelectrodosseactivaesporquerecibealimentacióneléctrica.AlgunasdelasprimerasunidadesUltra-CutXTsedespacha-ronconeliniciadordearcoRAS1000.SolucionelosproblemasdelamismaformaqueconelGCM1000XTacontinuación.LamayoríadelasunidadesUltra-CutXTactualesutilizaneliniciadordearcoRAS1000XT,queno utiliza una separación entre electrodos y se describe en la próxima sección.
Iniciadordearcoconseparaciónentreelectrodos(AUTO-Cut)
No hay chispas en chispas
1. Verifiquequelaseparaciónentreelectrodosestéajustadaen1,6mm+/-0,05(0,062”+/-0,002”).Sielarcoesmuyalto,esposiblequenohayasuficientetensióndesdeT1paraactivarelarco.
2. Verifiquesihayalimentacióneléctricaaltransformadordealtafrecuencia(T2enAC200XT;T1enGC-M1000XT)durantelos15segundosposterioresalpreflujo(fasedeencendido).LaalimentacióneléctricadeliniciadordearcoprovienedelinterruptordepotenciadelpaneltraseroCB4;asegúresedequenoestédesconectado.
a. ParaGCM1000XT(AC300XT),hay120VCAdesdeJ59-7y9enelpaneltraserodelafuentedealimen-taciónqueseconectaaJ58-7y9enGCM1000XT.Seediagrambelow.DesdeJ58enGCM1000XT,sedirigedirectamentealfiltroenlíneayatraviesaelfiltrohastallegarCableprincipaldeT1.Durantelafasedeencendido,compruebequehaya120VCAenelladoT1delfiltroenlínea.
b. ParaAC200XT,eltransformadordealtafrecuencia,T2,haaisladoalconectorFaston(tambiéncono-cido como conector sin rosca o enchufable, conector espada, etc.) en sus hilos cableados principales. Desconéctelos y compruebe que haya 120 VCA en el lado del arnés durante la fase de encendido.
3. Si no hay 120 VCA presentes, diríjase al paso 4.
a. Sihay120VCApresentesyaúnnoseproduceelparpadeo,esposiblequeT1(T2enAC200XT)noestéfuncionandocorrectamente.DesconectelaalimentacióneléctricaymidalaresistenciadeT1(T2enAC200XT)principalysecundario.Laprincipaldeberíamediralrededorde3-7ohmios.Lasecundariaesdealrededorde25-35Kohmios.Siningunadelasmedicionesescorrecta,reemplaceT1(T2enAC200XT).
b. SilamedicióndeT1(T2enAC200XT)escorrecta,verifiquesihaycapacitoresencortocircuitoC1-C3(muy poco probable).
4. Nohay120VCAenT1(T2enAC200XT)principaldurantelafasedeencendido(15segundosdespuésdelpreflujo),compruebequehaya120VCAenelfiltroenlínea(soloenGCM1000XT).Siaparece,reemplaceelfiltro.Sinohay120VCApresentesenelfiltroenlíneaosiésteesunAC200XT,diríjasealpaso5enlasección de iniciadores de arco que se presenta a continuación.
Iniciadordearcosinseparaciónentreelectrodos(Ultra-Cut)1. VerifiquesihayalimentacióneléctricaalmódulodeencendidodelRAS1000XTdurantelos15segundos
posterioresalpreflujo(fasedeencendido). Laalimentacióneléctricadel iniciadordearcoprovienedelinterruptordepotenciadelpaneltraseroCB4;asegúresedequenoestédesconectado.
a. Durante la fase de encendido, compruebe que haya 120 VCA en los terminales de entrada con la marca 120 VCA en el módulo de encendido, una caja rectangular de Color gris con terminales de tornillo a uno de los lados.
ADVERTENCIANo permita que las sondas del medidor (o las manos) entren en contacto con los otros termi-nales con las marcas Hb y Ho o el otro extremo de los hilos cableados que están conectados. Pueden tener pulsos de 10 000 voltios, que pueden provocar daños físicos y dañar el medidor.
2. Si no hay 120 VCA presentes, diríjase al paso 3.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-65
a. Si hay 120 VCA presentes y aún no se produce el parpadeo, es posible que el módulo de encendido no esté funcionando correctamente.
3. 120VCAaliniciadorremotodearcodesdeJ59-7y9enelpaneltraserodelafuentedealimentación,yseconectaaJ58-7y9enRAS1000XT.RetireelCabledeJ59y,durantelafasedeencendido,compruebequehaya120VCAentrelospines7y9.
a. Sihay120VCApresentes,elproblemaseencuentraenelCabledelRAS1000XToenelconectorJ58y el arnés interno en el iniciador de arco.
b. Si hay 120 VCA presentes, diríjase al siguiente paso.
4. 120VCAaJ59desdelaplacadelreléJ8-3conretornoalClavija11.Enlaplacadelrelé,elLEDD23,RFACTIVADA(RFencendida),debeestarencendidodurantelafasedeencendido.Sinoesasí,diríjasealsiguiente paso.
a. SiD23estáencendidoynohay120VCAenJ8-3y11,laplacadelrelénofuncionacorrectamente.
Cualquier iniciador de arco
5. Laseñal/RASON(RASencendido)noestáencendida.ElCCMenvíalaseñalbajaactiva“/RASON”(RASencendido)atravésdelCableplanode40pinesenelClavija16alaplacadeinterfazyrelé.Enlaplacadelrelé,elrelédecontroldelRAS(K2)secierra(LEDD23,RFACTIVADA(RFencendida),encen-dido)enviando120VCAaJ8-3conretornoaJ8-11.Desdeestepunto,sedirigealtransformadordealtafrecuenciaT2(AC200XT)oaJ59comosedescribiópreviamente.
a. Midalaseñal“/RASON”(RASencendido)enelClavija16delCableplanode40pinesenrelaciónconTP1enlaplacadeentradaysalidadelCCMolaplacadelrelé.Siesbaja(inferiora1V),diríjasealpaso6.Delocontrario,continúeconestepaso.
NOTA!Si el CCM piensa que ya hay un piloto, no habilitará la alta frecuencia. La placa del piloto incluye un sensor de corriente que envía una señal diferencial analógica de nivel de corriente del piloto a la placa de relé, que a su vez transmite esa señal al CCM. En la placa del relé, el LED D11, “CORRIENTE DEL PILOTO DETECTADA” (corriente del piloto detectada) o simplemente “Piloto” (piloto), se ilumina cuando detecta una señal desde la placa del piloto.
MotivosporlosqueelrelédelControlRASnocierra:
6. PilotoCorrienteFlujoing.Realmentefluyecorrientedelpilotoenalgúnlugar.Espocoprobable,yaquenormalmente se establecería la falla 208, pero es necesario descartarlo.
a. DesconecteJ41enlaplacadelpiloto;silaaltafrecuenciasiguesinactivarseysielLEDD11delpiloto de la placa del relé sigue encendido, hay una falla en los circuitos de detección.
7. Circuito de detección defectuoso. No hay corriente del piloto, pero una falla en los circuitos que miden la corriente del piloto indica que hay corriente.
a. Midaentrelospines8(-)y9(+)enelCableplanodelpilotodesdeJ3delaplacadelreléhastaJ42delaplacadelpiloto.Sinohaycorrientedelpiloto,debesercero.TodolodemásindicaqueelsensordecorrientedelaplacadelpilotoesdefectuosoyhacequeseilumineelLEDD11delaplacadelrelé.Reemplace el conjunto de la placa del piloto.
b. SilaseñaldecorrientedelpilotoenelCableplanodelpilotofueigualacero,midaentrelospines23(-)y25(+)enelCableplanode40pinesentrelaplacadelreléyelCCM.Normalmenteseríacero,sinohaycorrientedelpiloto.Todolodemásindicaríaquelaplacadelreléesdefectuosa.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-66 APÉNDICE 0-5264ES
Art # A-12307ES
12345678910111213141516171819202122232425262728293031323334353637383940
J23A placa del relé
123456789
10111213141516171819202122232425262728293031323334353637383940
J4Desde I/O PCB
24VDC_SW
D21
VERDED23
RF ACTIVADA
1
5
3
4
K2
Control RAS
120
VA
C
120 VAC a RAS
12345678910111213141516
J8
120
VA
C R
ET
120 VAC_1desde J9-1
120 VAC_RET desde J9-7
Placa de entrada y salida del CCMPCB de la interfaz y del relé
1234567891011121314
J59 - RAS
(98)(99)
T2
120 / 6000 VAC
(98)(99) 6.5K 1W
6.5K 1WSólo AC200XT
(panel posterior)
TP1
MASA
TP1
MASA
/ RAS ON
8. Silaseñal/RASON(RASencendido)esbajaenelClavija16delCableplanode40pines,enrelaciónconelTP1enlaplacadeentradaysalidadelCCMduranteeltiempodeencendido,entoncesdebemosdeterminarsilaplacadelreléesdefectuosa.Silaseñal/RASON(RASencendido)noesbaja,esposibleque el CCM o el Cable plano de 40 pines sean defectuosos.
a. Silaplacadelrelé,elLEDD23,RFACTIVADA(RFencendido),noestáencendidomientraslaseñal/RASON(RASencendido)estábaja,laplacadelreléesdefectuosa.
b. SiD23estáencendido,compruebequehaya120VCAdeJ8-3aJ8-11.Sinoestápresente,laplacadel relé es defectuosa.
c. Si hay 120 VCA presentes en J8 durante el tiempo de encendido, vuelva a realizar los pasos 2 a 4.
Solución de problemas de la placa del piloto.
1. LaplacadelpilotoseencuentradetrásdelCCMenelAC300XTyentodoslosUltra-CutXToenlasec-ciónsuperiordelsegundomódulodelinversorenlosAC200XTeincluyedosLED.Elprimero,D11,unLEDverde,indicaquelaplacatienepotenciadepolarizaciónydeberíaestarencendidoentodomomentomientraslaunidadestéencendida.ElsegundoLED,D2,tambiénverde,seenciendecuandosehabilitaelpiloto,esdecir,cuandoseenciendeelinterruptorIGBTdelpiloto.Elpilotosehabilitacercadelfinaldeltiempodelpreflujoypermaneceencendidohastaqueseestablecelatransferenciaodurante15segundos,y luego se muestra un código 102. Si D2 funciona como es de esperarse, el CCM, la placa del relé y el sensordecorrientedetrabajonoestánprovocandoelproblema.
2. PilotodepruebasdelaoperaciónIGBT.D2encendidomuestrasielpilotoestáhabilitado,peronosesabesiel interruptorpiloto (transistor IGBT)realmentecierraelcircuito.Paraprobarloadjunteunpuentede18AWGosuperior,delasiguientemanera:
a. Ultra-CutXToAUTO-Cut300XT:conecteunCabledepuentedesdeTB4-7(voltiosdearco)aTB4-6(voltios de punta).
b. AUTO-Cut200oPak200i:conecteelpuentedesdelabarracolectoranegativaporlabobinadealtafrecuencia hasta donde los Cables piloto se unen a la conexión de gas en el panel de mampara del soplete.
ApliqueelarranquedelCNC.Sielinterruptorpilotosecierracomodebe,ustedobtendráloscódigosdeERROR106o208enelplazode3a5segundos.Sino,mantengaelarranquedelCNCencendidohasta20segundos.ElleddeCDdelpanelfrontalpermaneceráencendidodurante15segundosyluegomos-traráelcódigo102denuevo.Estoprobablementeindicaqueeltablerodelpilotoestáfallando,perosiel

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-67
suministroXTincluyelaopción1SopletepodríaserelcontactorW4elquenoseestácerrando.Consultelasinstruccionesdelgrupo700paraderivar(evitar)elcontactorW4.
3. SiD11enlaplacadelpilotonoestáencendido,verifiquequeelCableplanode10pinesestéconectadoentrelaplacadelpiloto(J42)ylaplacadelrelé(J3).Compruebequehaya24VCCenelpin2(+)yelClavija10(-)delconectordepruebadelCableplanodelpiloto.Sihay24Vpresentes,peronofuncionanlaslucesD11niD2,esposiblequelaplacadelpilotoseadefectuosa.ElextremodelCableplanodelaplaca del piloto también podría ser la causa.
LoquedeberíasucederenlaplacadelreléesquelosLEDD12,CORRIENTEDELTRABAJODETECTA-DA(corrientedetrabajodetectada),yD11,CORRIENTEDELPILOTODETECTADA(corrientedelpilotodetectada), deberían estar apagados. Cuando aplica INICIO (inicio) después de 2 segundos (tiempo del preflujo),deberíaencenderseD7,ACTIVARPILOTO.Asuvez,D23,RFACTIVADA(RFencendida),debeindicarqueeliniciadordearcoestásiendohabilitado.Normalmente,D23soloseencenderíaunmomentohastaquesedetectalacorrientedelpiloto.Luego,D11seencenderá(yD23seapagará)hastaquesetransfieraelarcooseacabeeltiempodelpiloto(15segundos).Comonosehadetectadoelpiloto,D11nodebería encenderse.
4. Si el sensor de corriente de trabajo es defectuoso, es posible que le indique a la placa del relé (y por lo tantoalCCM)queyahayunarcoTransferido,porlotantonosenecesitaelpiloto.D12,unLEDverdeenlaplacadelrelé,seiluminasisedetectacorrientedetrabajo.SiD12noestáencendido,diríjasealpaso5,de lo contrario, desconecte J1, el conector del sensor de trabajo. Si D12 continúa encendido, la placa del relé es defectuosa.
5. SiD12seapagacuandosedesconectaJ1,vuelvaaenchufarloymidalatensióndesdeTP1(común)aJ1-1,quedebeserde+12-15VCC.AhoramidaJ1-2;deberíamedir12-15VCCnegativos.AhoramidaJ1-3;deberíamedir0+/-0,05V.SialgunodeestosCablesfuncionamal,desconecteJ1ymidanuevamente(enla placa del relé, no en el arnés). Si aún no funciona, la placa del relé es defectuosa. De lo contrario, es el sensor de trabajo.
6. LaseñaldehabilitacióndelpilotoprovienedelCCMenelClavija15delCableplanode40pines,entrelaplacadelrelé(J4)yelCCM(J23).Debeserbaja,inferiora2VenrelaciónconTP1enlaplacadeentradaysalidadelCCMolaplacadelrelé.TambiénpuedemedirestoenTP11delaplacadeentradaysalida.Silaseñalnoseapagacuandodebehabilitarseelpilotoalfinaldeltiempodelpreflujo,probablementeelproblemaseencuentraenelCCM.TambiénpuedeinstalarunpuenteentreTP11enlaPCBdeentradaysalidadelCCMyTP1,tambiénenlaplacadeentradaysalida,paraversiesoiluminaríaD7,elLEDdehabilitacióndelpiloto,enlaplacadelrelé.Deserasí,esoconfirmaqueelCCMesdefectuoso.SielpuentedeTP11aTP1noenciendeD7enlaplacadelrelé,esposiblequeelproblemasealaplacadelreléoelCable plano.
103 Piloto perdido
Elcódigo103sedacuandoelpilotosehaencendidograciasalsensordecorrientedelpilotoenlaplacadelpiloto, pero se ha apagado solo mientras el arranque del CNC todavía estaba activo antes de que caducara el tiempo del piloto (85 ms o 3 segundos).
Causa posibles:
• Presióndegasdepreflujodemasiadoalta;enloscontrolesdegasManuales,consultelastablasdecorteparaconocerlosajustesadecuados.ParaDFC3000,verifiquequeelprocesoseaelindicadoparalosconsumibles.
• Lacorrientedecorteesdemasiadobajaparalaspiezasdelaantorchaqueseestánusando.Elniveldecorrientedelpilotoseajustaautomáticamenteapartirdelacorrientedecorte.Unacorrientedecortebajageneraunacorrientedelpilotomásbaja,quepuedenoalcanzarparamantenerelpilotosihaypiezasdelaantorchaconunacorrientemásalta.
• Losinterruptoresdecontrolremotodelacorrienteanalógicanoestánajustadoscorrectamente,loquetambiénpuededarcomoresultadounajustedecorrientedelpilotomásbajodelonormal.Consultelasección sobre estos ajustes del interruptor dentro de la siguiente sección del código 104.
• Hilocableadodelpilotodelaantorcharoto.
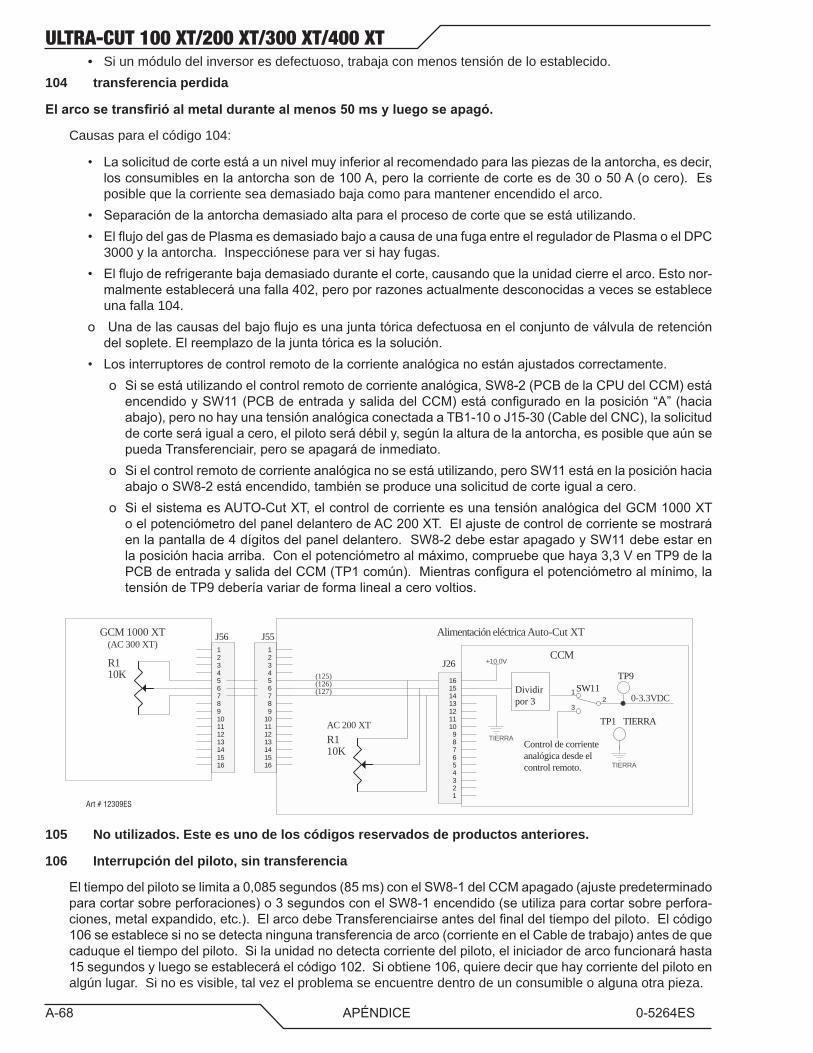
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-68 APÉNDICE 0-5264ES
• Si un módulo del inversor es defectuoso, trabaja con menos tensión de lo establecido.104 transferencia perdida
Elarcosetransfirióalmetaldurantealmenos50msyluegoseapagó.
Causas para el código 104:
• Lasolicituddecorteestáaunnivelmuyinferioralrecomendadoparalaspiezasdelaantorcha,esdecir,losconsumiblesenlaantorchasonde100A,perolacorrientedecorteesde30o50A(ocero).Esposible que la corriente sea demasiado baja como para mantener encendido el arco.
• Separacióndelaantorchademasiadoaltaparaelprocesodecortequeseestáutilizando.• ElflujodelgasdePlasmaesdemasiadobajoacausadeunafugaentreelreguladordePlasmaoelDPC
3000 y la antorcha. Inspecciónese para ver si hay fugas.• Elflujoderefrigerantebajademasiadoduranteelcorte,causandoquelaunidadcierreelarco.Estonor-
malmenteestableceráunafalla402,peroporrazonesactualmentedesconocidasavecesseestableceuna falla 104.
o Unadelascausasdelbajoflujoesunajuntatóricadefectuosaenelconjuntodeválvuladeretencióndelsoplete.Elreemplazodelajuntatóricaeslasolución.
• Losinterruptoresdecontrolremotodelacorrienteanalógicanoestánajustadoscorrectamente.o Siseestáutilizandoelcontrolremotodecorrienteanalógica,SW8-2(PCBdelaCPUdelCCM)está
encendidoySW11(PCBdeentradaysalidadelCCM)estáconfiguradoenlaposición“A”(haciaabajo),peronohayunatensiónanalógicaconectadaaTB1-10oJ15-30(CabledelCNC),lasolicituddecorteseráigualacero,elpilotoserádébily,segúnlaalturadelaantorcha,esposiblequeaúnsepuedaTransferenciair,peroseapagarádeinmediato.
o Sielcontrolremotodecorrienteanalógicanoseestáutilizando,peroSW11estáenlaposiciónhaciaabajooSW8-2estáencendido,tambiénseproduceunasolicituddecorteigualacero.
o SielsistemaesAUTO-CutXT,elcontroldecorrienteesunatensiónanalógicadelGCM1000XToelpotenciómetrodelpaneldelanterodeAC200XT.Elajustedecontroldecorrientesemostraráenlapantallade4dígitosdelpaneldelantero.SW8-2debeestarapagadoySW11debeestarenlaposiciónhaciaarriba.Conelpotenciómetroalmáximo,compruebequehaya3,3VenTP9delaPCBdeentradaysalidadelCCM(TP1común).Mientrasconfiguraelpotenciómetroalmínimo,latensióndeTP9deberíavariardeformalinealacerovoltios.
Art # 12309ES
21
3
SW11TP9
TP1 TIERRA
0-3.3VDC
TIERRA
Dividir por 3
Control de corriente analógica desde el control remoto.
CCM
123456789
10111213141516
J26
TIERRA
+10.0VR110K
123456789
10111213141516
J5512345678910111213141516
J56GCM 1000 XT
(125)(126)(127)
Alimentación eléctrica Auto-Cut XT(AC 300 XT)
R110K
AC 200 XT
105 No utilizados. Este es uno de los códigos reservados de productos anteriores.
106 Interrupción del piloto, sin transferencia
Eltiempodelpilotoselimitaa0,085segundos(85ms)conelSW8-1delCCMapagado(ajustepredeterminadoparacortarsobreperforaciones)o3segundosconelSW8-1encendido(seutilizaparacortarsobreperfora-ciones,metalexpandido,etc.).ElarcodebeTransferenciairseantesdelfinaldeltiempodelpiloto.Elcódigo106seestablecesinosedetectaningunatransferenciadearco(corrienteenelCabledetrabajo)antesdequecaduqueeltiempodelpiloto.Silaunidadnodetectacorrientedelpiloto,eliniciadordearcofuncionaráhasta15segundosyluegoseestableceráelcódigo102.Siobtiene106,quieredecirquehaycorrientedelpilotoenalgún lugar. Si no es visible, tal vez el problema se encuentre dentro de un consumible o alguna otra pieza.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-69
CAUSAsfor106CÓDIGO:
No Piloto Visible:
• Piloto dentro de los consumiblesVisible Piloto:
• Comienceporlomásevidente:asegurarsedequeelCabledetrabajoestéconectadoaltrabajoyalafuentedealimentación.Además,asegúresedequeeltrabajotengaunbuencontactoeléctricoconlamesadecorte.Sielmetalestáoxidadoopintado,esposiblequedebalimpiarunpuntoyconectarelCable de trabajo directamente al metal.
• Antorcha demasiado lejos del trabajo.• Lacorrientedecorteesdemasiadobajaparalaspiezasdelaantorchaqueseestánusando.Laco-
rriente del piloto se ajusta a partir de la corriente de corte. Si la corriente de corte es demasiado baja, la corrientedelpilotoserámenoryesposiblequenosetransfieraalaalturautilizadaparalosconsumiblesde corrientes superiores.
• Presióndepreflujo/flujodemasiadobaja.• Losinterruptoresdecontrolremotodelacorrienteanalógicanoestánajustadoscorrectamente,loque
tambiénpuededarcomoresultadounajustedecorrientedelpilotomásbajodelonormal.Consultelasección sobre estos ajustes del interruptor dentro de la sección del código 104.
• Circuito del sensor de corriente del Cable de trabajo defectuoso. Si no se detecta la transferencia, la corriente de corte permanece en el nivel de inicio bajo y el temporizador del piloto (85 ms o 3 segundos) se apaga.
107 Falla del protector de la punta solamente para Pak200i.
Lossopletesconpuntasexpuestaspuedensufrirdañossilapuntatocaeltrabajoduranteelcorte.Elprotectordelapuntareducelacorrientehastaunnivelquelapuntapuedemanejarporuntiempo.LafallaenelsopletePak200iseproducesilapuntahaestadoencontactoconeltrabajodurantemásde15segundos.Noestálimitadoeltiempoqueel1Torch(conlacorrientereducidaporelcircuitoprotectordelapunta)puedetocareltrabajo.
108 Falla de tensión de la punta al electrodo
Latensióndelpiloto,quesemideentrelapuntayelelectrodo,varíasegúnlosdiferentestiposdegasyco-rriente,elcaudaldelflujoyeldiseñodelconsumible.
Unavezqueelarcosetransfierealpiloto,elinterruptorseabre,dejandolapuntabásicamenteflotando.Latensiónsedeterminadeacuerdoconeltamañodelabarreradegasfríoquerodeaelarco.Demasiadacorrienteo muy poco gas, y el arco comienza a hacer contacto con la punta, lo que reduce la diferencia de tensión entre la punta y el electrodo y crea un doble arco que destruye los consumibles.
ElCCMmidelatensióntantoenelelectrodocomoenlapuntaycalculaladiferencia.Siladiferenciaentrelapunta y el electrodo resulta ser inferior a la tensión mínima, detenemos los cortes y establecemos la falla para elcódigo108.Latensiónnormalentrelapuntayelelectrodovaríasegúnelproceso,asíqueelvalormínimopara cada proceso se incluye en las tablas de corte cuando se utiliza el DFC 3000 o en el código del CCM si seutilizaelGCM2010oloscontrolesdegasAUTO-CutXT(GCM1000XToelqueestáintegradoenelAC200XT).
EnlasnuevasunidadesAUTO-CutXT,hayuninterruptorenlapartetraseradelafuentedealimentaciónquedebeajustarsedeacuerdoconelgasdePlasma.Siutilizaungasoxidante(O2oaire),configúrelocomoseindicaparaesosgases(alaizquierdaenAC200XTohaciaarribaenAC300XT),osiutilizaungasnooxidante
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-70 APÉNDICE 0-5264ES
(N2,H35uotrogasinerte),configúreloaladerechaohaciaabajocomoseindicaparaesostiposdegases.Esteinterruptorajustaelrangodetensiónparaeltipodegasafindeprotegermejorlaantorcha.Unajusteincorrecto puede establecer erróneamente el código 108.
Durante el pilotaje y la preparación (el tiempo que transcurre desde la transferencia hasta que la corriente alcanzalacorrientedecorteTotal),sereducelatensiónpermitidadelapuntaalelectrodoenun80%duranteelcorte,yaquelacorrienteyelflujodegassonmásbajosduranteesetiempo.
CAUSAsfor108CÓDIGO:
• Lapresión/elflujodegasesdemasiadobajoparalaspiezasdelconsumiblequeseestánutilizando.o Silapresióndelafuentedegasnoestábienregulada,esposiblequelapresiónsealacorrectapor
momentos y en otras ocasiones caiga a niveles muy bajos, como durante un corte.o UnafugadelgasdePlasma/preflujodespuésdelcontroldepresión/flujo(GCM2010,DPC,GCM
1000XT)puedereducirlapresión/elflujoalaantorchaporqueunapartepuedeestardesviándosedelaantorcha,sibienpuedeparecerquelapresión/elflujoessuficienteenelcontroldegas.
• Lacorrientedecorteesdemasiadoaltaparalosconsumiblesqueseestánusando.• Con DFC 3000, se espera que un componente defectuoso establezca un código de falla en el DPC o en
el DMC. Sin embargo, si se selecciona un proceso incorrecto que no coincide con el tipo de consumible o si al utilizarse un proceso personalizado en el que la presión se ha establecido en niveles demasiados bajos o la corriente se ha establecido en niveles demasiados altos que podrían establecer el código 108 sin provocar fallas en DFC 3000.
• UnhilocableadodelpilotorotoenelConductordelaantorchaquehacecontactointermitentepuededarlugaralpilotajeopuedehacerquelaantorchasetransfierausandosoloaltafrecuencia.Estaconexiónintermitentealterarálamedicióndelatensiónenlapuntaypuedeestablecerelcódigo108.Elsíntomaes:puedecortarporunbreveintervaloyluegofallar.VerifiquesihayunhilocableadodelpilotodelConductordelaantorchaqueestéabierto/roto.
• Cuerpodelaantorchafísicamenteencortocircuitoentreelánodo(punta)yelcátodo(electrodo).Lafallaquedacomoresultadouncódigo108semideduranteelcorte.Probablementeesuncortocircuitoenelcuerpodelaantorcha;dependiendodelaresistenciadelcortocircuito,seestableceráelcódigo208(corrienteno deseada), debido a que se mide antes de empezar a cortar. Sin embargo, se debe considerar como último recurso.
109 Procesodelapiezanoconfigurado.
Estorepresentaunestado,nounafalla.EstoseutilizasoloconelDFC3000.SignificaqueeloperadornohacargadoelprocesodecortedesdeelTSC3000odesdeelprogramaintegradoenelcontroladordelCNCdelamesadecorte.Lasoluciónescargarunproceso.ElcódigocontinuarámostrándosehastaseapliqueArrancarCNC(arranquedelCNC)yluegoseborrará.
110 Dispositivo bloqueado.
EstosignificaqueelDPCoelDMCestántodavíaenelprocesodedescargadeunnuevoprocesodecorte.EstodebeocurrirsoloconelDFC3000siustedaplicaelarranqueCNCantesdequesetermineelprocesodedescarga.El1Torchopcionalsepuedeiniciarmientrassecargaelprocesodeautomatización.
Grupo 2, Códigos de fuente de alimentación del Plasma
General:
LEDS
VariosLEDseutilizancomoindicadoresendiferentesplacasdelmódulodelinversor.LosLEDROJOSindicanfallas.Ensugranmayoría,losLEDverdesdebenestarencendidos.LosLEDverdesson:Enlaplacaprincipal,D4-LISTO(listo);enlaplacadepolarizacióndecubierta,D6,-12V,D11,+12VP(referenciaaprimaria),D13,+12V;enlaplacadecontrolD24,lamodulaciónporanchodepulso(PWM)únicamenteestaráencendidacuandoelinversorestéactivadoysuniveldebrillovaríeconelciclodetrabajodelaPWM.
Signals:

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-71
DescripciónGeneraldealgunasseñalesdel inversorDescripcióngeneraldealgunasseñalesdel inversortransferidas al CCM que pueden generar códigos de falla en el Grupo 2.
“LISTO”(Listo)tambiénseindicacomoENT.CAFLT(D4,LEDLISTO(LEDlisto),deColorverde,enlaplacadel inversor principal).
Enlaplacaprincipaldelinversor,semidelatensióndeentrada.Las3fasesserectificanysefiltranligeramenteparaalcanzarunatensiónpromedio.Debidoalfiltrodelaluz,unafasefaltantetambiénreducirálatensiónpromedio,queserádetectada.Silatensiónseencuentradentrodelrangocorrecto,seenciendeelLEDD4,LISTO(listo)(enelextremoizquierdodelasplacasprincipales,enlapartesuperiordelasección“B”olaparteinferiordelasección“A”).Silatensiónseencuentrafueradelrangocorrectoofaltaunafase,D4seapaga.
CuandoseestableceunaENTRADADECAFALLA(fallaenlaentradadeCA)enformaexclusiva(sinqueseestablezcanotrasfallasalmismotiempo),seestableceráncódigosenelgrupo241-246,dependiendodelinversor en el que se produzca el problema.
FILTROINVERTER(LEDD1,FILTROINVERTER,rojo,enlaplacadecontrolyfalladelinversor)
LascausasdeFILTROINVERTER(falladelinversor)puedenservariadas.LafalladelinversorseindicaconelLEDD1enlaplacadecontrolyfalladelinversor.Lafalladelinversor,cuandoocurre,noserestableceautomáticamente.Lafallaserestablecelapróximavezquesehabilitaelinversor,amenosqueaúnestéac-tiva;enesecaso,vuelveaaparecerinmediatamente.Lafalladelinversorestableceráloscódigos247-252,amenosqueacompañeaotrafalla;enesecaso,sepuedeestableceresecódigodefalla.
Loquepuedeestablecerlafalladelinversor:
• Lasfuenteslocales(alinversor)depolarizaciónde+12Vy-12Vestánfueradelrangodetolerancia.HayLEDenlaplacadepolarización/cubiertaqueseiluminanindicandoqueestasfuentesdepolarizaciónestánpresentes,peronosecompruebasiestándentrodelrangodetolerancia.Noesprobablequeestosuceda.Seguramentelafallaserelacionaconlos+/-12VdealimentaciónfaltantesyelLEDnoencendido.
• Desequilibriodelcapacitor.Enunacondicióndedesequilibriodecubierta,elLEDrojoD3enlaplacaprincipal(esquinainferiorizquierdadelapartesuperiorosección“A”yesquinasuperiorizquierdadelapartesuperiorosección“B”),noserestableceráautomáticamente.
• Excesodecorrienteprimaria.Estoesunacondicióndesobrecorrienteprimariadeltransformadordelinterruptorprincipal.Estonoserestableceráautomáticamente,peroseborrarálapróximavezquesehabilite el inversor, a menos que aún esté activo; en ese caso, vuelve a aparecer inmediatamente.
• LasobretemperaturadelinversorestablecelaseñaldefallayelLED,perocuentaconsupropiaseñaldefallaalCCM.ConsultelaOTFLTacontinuación.
OTFLT(D14,OTFLT,placadecontrolyfalladelinversor)• LasobretemperaturadelinversoriluminaelLEDD14enlaplacadecontrolyfalladelinversoryhace
quelaseñaldefallaysuLEDnoserestablezcanautomáticamente,peroademáscuentaconsupropiafallaindividual,asíqueseinformarácomouncódigodentrodelrangode253-258o259-264.
Alimentación presente
• Cuando primero se aplica potencia en el inversor (contactor cerrado), el CCM comprueba la presencia delapolarizaciónde+12Venlaplacadecontrolyfalladelinversor.Sinoestápresente,apareceránloscódigos265a270.
201 Fase CA no presente
LaplacadelafuentedepolarizacióndelsistemacontienecircuitosquedetectansifaltaunadelastresfasesdeentradadeCA.Ademásdeesto,puededetectarsilatensióndeCAesdemasiadobajaodemasiadoalta.LatensióndelafasetressesuministradesdelosterminalesdeentradaatravésdelinterruptorON/OFF(en-cendido/apagado)/interruptordepotenciaCB1hastalaplacadepolarizacióndelsistema.Lapolarizacióndelsistema puede funcionar en 2 de las 3 fases para alimentar el control y detectar fallas.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-72 APÉNDICE 0-5264ES
1234567891011121314
J62123456789
1011121314
J27
MASA
+V 1
2
4
3
HCPL-817
U?Caída de Fase ACaída de Fase b
MASA
A CPU PCB J29-16
CAÍDA DE FASE
I/O PCBPCB de Polarización del Sistema
CB1
Encendido / ApagadoF2
F1 J60-9,18J60-5,14J60-1,10
Fase 3 AC
Art # 12310ES
Normalmente,cuandolafaseestápresente,eltransistorestáencendido,yestoenciendeelopto-aislador,loquehacequelaseñalde“CAÍDADEFASE”(fasefaltante)seabaja.
Causas para el código 201 de fase faltante:
Loscódigossemuestranendosformasdiferentes:conuna“L”,de“PESTILLOed”(noserestableceautomá-ticamente)o“Last”(últimafalla),antesdelnúmero,loquesignificaquefueunproblema,peroyanoloes,oconuna“E”,loquesignificaqueelproblemaexisteenestemomento.
L201:
LacausamásprobableesunproblemaintermitenteconlapotenciadeentradaoposiblementeunaconexiónflojaenelcordóndealimentaciónenlapartetraseradelsuministrodegasdePlasmadelUltra-CutoAUTO-Cut.
E201:
• Fase faltante de la caja de fusibles en la pared, fusible quemado.
• F1 o F2, fusibles de descarga lenta de 8 A 500 V, quemados.• FaseunodelCB1abierta.• Placa de polarización del sistema defectuosa.• Placa de entrada y salida defectuosa.
LOCALIZACIÓNDEFALLAS:
1. LaplacadepolarizacióndelsistemaincluyeunLEDrojo,D3,queseiluminasidetectaunafasefaltante.SiD3estáencendido,verifiqueJ60paralas3fases.
a. Silas3fasesnoestánpresentesenJ60,verifiquelapotenciadeentradayluegolosfusiblesF1yF2.Porúltimo,elCB1.
b. Silas3fasesestánpresentesytienenaproximadamentelamismatensión,cambielaplacadepolari-zación del sistema.
2. SiD3,elLEDdefasefaltante,noestáencendido,verifiquelatensiónenJ27-3y4enelCCM.Tensiónnormal,sinfasefaltante,enJ27(oJ62enlaplacadepolarizacióndelsistema),pines3y4,enrelaciónconlaconexiónatierradelaPCBdeentradaysalida.(TP1)debetenerde10a14VCC,yelpin3debeteneralgunosvoltiosmásqueelpin4.Siestoesnormal,elproblemapuedeestarenelCCM.
3. SilatensiónenJ27-3y4essuperiora10-14VCCyhasta20-24VCC,realicelasmismasmedicionesenelpin4deJ62.Siaúnesaltayustedhaconfirmadoquelas3fasesestánpresentesenJ60,entonceslapolarización del sistema es defectuosa.
4. SilatensiónenJ62-4noesalta,esposiblequeloshiloscableadosentreJ27yJ62esténrotos.
202-204 No utilizados. Códigos reservados de productos anteriores.
205 Salida de CD baja
LatensióndesalidadeCCbajasignificaqueunaomásdelasseccionesdelinversorestánhabilitadas,perolatensióndesalidaesinferioralatensiónpreestablecida.PocodespuésderecibirlaseñalINICIO(inicio)desdeelCNC,peroantesdequefinaliceelpreflujo,ambasseccionesdelIMn.º1sehabilitanyelCCMmidela tensión de salida de la fuente de alimentación entre el lado positivo (antorcha) y el negativo (trabajo) de los

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-73
terminalesdesalida.Siesinferioralvalorestablecidoduranteelpreflujoosienalgúnmomentoduranteelestablecimiento del piloto o el corte desciende a niveles inferiores a ese valor durante un breve período, los inversoresseapaganyapareceelcódigo205.205casisiempreseindicarácomounafalla“L”,ynocomounafalla“E”,yaque,apenassedetecta,losinversoresseapaganparaqueseeliminelafalladetensióndesalidabaja.Latensiónactualesde-60VCC.
Lascausasparaelcódigo205puedenincluircortocircuitosfueraydentrodelafuentedealimentacióndelPlasma y errores de medición.
a. Cortocircuito externo en la fuente de alimentación del Plasma:
• ElConductornegativovadesdelapartetraseradelafuentedealimentaciónhastaeliniciadorremotodearco,oelGCM1000XTenelcasodelAC3000XT.o Cable apretado dentro o fuera del canal eléctricoo Cortocircuitodentrodeliniciadordearco,porejemplo,unhilocableadoflojoyconectadoatierraen
el chasis. o Cortocircuito dentro del tubo de montaje de la antorcha.
• Para solucionar el problema de los cortocircuitos en los Conductores negativos externos, retire el Con-ductordelapartetraseradelafuentedealimentacióneintenteencenderelequipo.Noseactivará,perosi se establece el mismo código 205, el problema se encuentra dentro de la unidad.
b. Cortocircuito eléctrico dentro de la fuente de alimentación:
• Todaslassalidasdelosinversores,menosladeIM1A,estánenparalelo.Sialgunadelassalidasdelinversorestáencortocircuito,aparecerácomouncortocircuitoenlasalidadelafuentedealimentación.Para solucionar el problema, retire todos (o de a uno por vez) los conectores de salida del inversor, ex-
ceptoaquellosenIM1A.Luego,apliqueINICIO(inicio)enlaunidad.Siahoracomienzaafuncionares porque uno de los otros inversores tenía una salida en cortocircuito. Para encontrar el componente defectuoso, vuelva a conectar de uno por vez hasta que aparezca nuevamente la falla.
206 No utilizados. Códigos reservados de productos anteriores.
207 Corriente inesperada en el Cable de trabajo.
HCT1,unsensordecorrientedeefectoHallenpositivo (barracolectorade trabajo),mide lacorrientedelCabledetrabajo.Lasección1Adelinversorsehabilitaduranteeltiempodelpreflujo,peronodeberíahabercorrienteenelCabledetrabajoantesdeencenderelpilotoydespuésdequeelarcosetransfierealapieza.Sisedetectaunacorrientesuperiora8Aantesoduranteelpreflujo,algoestámal.
1. Elcódigo207antesaplicarINICIO(inicio):
• Sensordecorrientedetrabajo,HCT1,defectuoso.• PCBdelrelédefectuosa• CCM defectuoso
Sensor defectuoso
• Elsensordecorrientedetrabajo,HCT1,recibepotencia,+15VCCy-15VCC,delaPCBdelrelé.Serequierelapresenciadeambosparaqueelsensorfuncionecorrectamente.Compruebequehaya+15VCCentreTP1delaPCBdelrelé(oJ1-4)yJ1-1y-15VCCentreTP1yJ1-2.
• Sinohay+o–15VCCpresentes,extraigaelconectorJ1yrepitalamediciónenJ1-1y2,enlaplacadelrelé.Siahorahaytensión,elsensoresdefectuosooestáencortocircuito(esposiblequeelarnésestéencortocircuito).Silatensiónaúnnoestápresente,laplacadelreléesdefectuosa.
PCBdelrelé
• ElLEDD12delaplacadelrelé,CORRIENTEDELTRABAJODETECTADA(corrientedetrabajodetec-tada),seiluminarásilaseñaldelsensordecorrientesuperalos0,05V.SiD12estáencendido,midalaseñaldesalidadelsensorenJ1-3conlaseñalcomúnenJ1-1.Estaseñaldeberíaserde0V+/-0,04VCC.Sisesuperanlos+/-0,04VCCsincorrientedelCabledetrabajo,elsensoresdefectuoso.SilatensióndelaseñalseencuentradentrodeloslímitesyD12estáencendido,elproblemaseencuentraen la placa del relé.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-74 APÉNDICE 0-5264ES
• SiD12noestáencendidoyelcódigo207sigueactivo,laplacadelreléoelCCMsondefectuosos.CCM o Cable plano
• Laseñaldelacorrientedetrabajoquesaledelaplacadelreléseencuentraenlospines27(-)y28(+)del Cable plano de 40 pines (J4 del relé a J23 del CCM). Si aquí la tensión supera los 0,1 VCC sin co-rriente de trabajo, es posible que la placa del relé tenga problemas. Otra posibilidad es que, en el Cable plano de 40 pines, el pin 27 o 28 esté en cortocircuito a un pin adyacente. De lo contrario, el CCM es defectuoso.
2. Elcódigo207despuésdequeseaplicaINICIO(inicio)(duranteelpreflujo):
• Cortocircuito entre la salida negativa de la fuente de alimentación y el circuito de trabajo.• Cortocircuito entre la salida negativa de la fuente de alimentación y la conexión a tierra. • Elequiposuministradoporelusuarioesdefectuosoofueinstaladoincorrectamente,comoloscontroles
de la altura de la antorcha con conexiones a la salida de la fuente de alimentación.EsprobablequeloscortocircuitosdencomoresultadounatensióndesalidadeCCbaja(código205).Sinembargo,sielcortocircuitotienesuficienteresistencia,esposiblequesemuestreelcódigo207.Pararealizarla prueba, retire el Cable de salida negativa y vuelva a aplicar INICIO (inicio). Si el código 207 no aparece, el problema es un cortocircuito en algún lugar fuera de la fuente de alimentación.
User Installed EQUIPO
Para que el equipo instalado por el usuario establezca el código 207, debe estar conectado en la salida (de la parte trasera) de los sensores de corriente. Para realizar la prueba, desconecte el equipo del usuario y aplique Arrancar CNC (arranque del CNC). Si el código 207 desaparece, el equipo del usuario era defectuoso o estaba mal conectado.
208 Corriente inesperada en el circuito del piloto
Laplacadelpilotoincluyeunsensordecorrientequemidelacorrientedelpiloto.Nodeberíahabercorrientedel piloto hasta que los inversores y la placa del piloto estén habilitados y el iniciador de arco se haya activado paraencenderelpiloto.Lacorrientedelpilotoolaseñalqueindicaquehaycorrientedelpilotonodebenestarpresentes hasta que se haya activado el iniciador de arco.
Señaldecorrientenodeseadaacausadeunsensordefectuosooplacasdecircuitosdefectuosas,espro-bablequeseestablezcatanprontocomoseCompletalasecuenciadeencendido,yseindicarácomounafallaactiva,E208.Hastaquenosehabilitenlasplacasdelinversorydelpilotocercadelfinaldeltiempodelpreflujo,noseproduciráuncortocircuitorealquepermitaquefluyacorrienterealenelcircuitodelpiloto.Estodarácomoresultadoladesconexióninmediatadelosinversoresylavisualizacióndeunafalla“last”(última)o“PESTILLOed”(sinrestablecimientoautomático)L208.UnLEDenlaplacadelpiloto,D2,seiluminacuandolaplacadelpilotoestáhabilitada.
1. 208CÓDIGObeforeINICIOapplied:
• Placa del piloto defectuosa (circuito del sensor de corriente).• PCBdelrelédefectuosa• CCM defectuoso
PCBdelpiloto
LaseñaldecorrientedelpilotoseencuentraenelCableplanode10pines(J42delpiloto,J3delaPCBdelrelé)entrelospines8(-)y9(+).Sincorriente,laseñaldeberíaestarentreceroy+/-0,05V.Además,laplacadelrelétieneunLED,D11,“CORRIENTEDELPILOTODETECTADA”(corrientedelpilotodetectada),queseiluminarásilaseñaldelacorrientedelpilotosuperalos0,15V.Silaseñalnoescerovoltios,probablementelaPCBseaelproblema.Paraestarseguro,desconecteelCableplanodelaplacadelpilotodelaplacadelreléenJ3.SiD11seapaga,laplacadelpilotoeralacausa.Vuelvaaverificarconotramedicióndelospines8y9.Siahoraescerovoltios,laplacadelpilotoesdefectuosa.SiD11sigueencendidoolatensióndelospines8y9semantienealta,verifiquelaplacadelrelé.
Placa del relé or CCM

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-75
SiD11enlaPCBdelrelésigueencendidodespuésdelaspruebasanteriores,midalasalidaalCCMenelCableplanode40pines(reléJ4aCCMJ23)entrelospines23(-)y25(+).Debeserinferiora0,1V.Delocontrario, la placa del relé es defectuosa. Si la tensión es cero, entonces el CCM es defectuoso.
2. Elcódigo208seenciendeduranteelpreflujo:
IMn.º1ylaplacadelpilotosehabilitanalfinaldelpreflujo.Paraquehayacorrientenodeseada,debehaberunaruta(corta)paraquelacorrientefluyaentrelasalidanegativadelinversor(Cablenegativo/electrododelaantorcha)yelretornodelpiloto/lapuntaantesdequesehabiliteeliniciadordearcoparaencenderelpiloto.
Causa posibles are:
• Cortocircuito entre el electrodo y la punta a causa de una incompatibilidad de los consumibles, consumi-blesdañadosomateriasextrañasentrelapuntayelelectrodo.Esposibleque,alfinaldesuvidaútil,un electrodo pierda material y genere un cortocircuito entre el electrodo y la punta.
• Elequiposuministradoporelusuarioesdefectuosoofueinstaladoincorrectamente,comoloscontrolesde la altura de la antorcha con conexiones a la salida de la fuente de alimentación.
• Cortocircuito entre el Cable de salida negativo de la fuente de alimentación y el Cable del piloto.• Cortocircuito en el cuerpo de la antorcha.
LOCALIZACIÓNDEFALLAS:
1. Retire y aísle (puede tener tensión) el Cable del piloto de la parte trasera de la unidad. Intento de usar elpiloto.Sinoapareceelcódigo208,seconfirmaqueelproblemaseencuentraafueradelafuentedealimentación.
2. Retireycompruebequenohayacomponentesdañados,sucios,faltantes(distribucióndegas,etc.)oinco-rrectos en el consumible.
3. Desconecte el equipo suministrado por el usuario y vea si la falla sigue existiendo.
4. InspeccioneeliniciadordearcoenbuscadeCablesdesconectados/rotosocomponentesquemados.
5. Inspeccione el interior del tubo de montaje de la antorcha en busca de cortocircuitos.
6. Sitodolodemásfalla,desconecteelhilocableadodelpilotodelapartetraseradelcabezaldelaantorcha.Aíslelo correctamente o manténgalo alejado de cualquier metal; puede tener alta frecuencia cuando intente encender el equipo. Intente encender el equipo, si el código 208 no aparece, hay un cortocircuito en el cabezal de la antorcha.
209 No utilizados. Códigos reservados de productos anteriores.
210–211 La corriente de salida, medida por el sensor de corriente del Cable de trabajo, es demasiado alta(210)odemasiadobaja(211).
Estassonadvertenciasynointerrumpenelproceso,peropuedenexplicarporquélacalidaddelcorteesdeficienteo la vida útil de las piezas es corta.
LasseccionesindividualesdelinversorcuentanconsuspropiossensoresdecorrienteyelCabledetrabajocuentaconunsensordecorrientecuyaseñaldebeserigualalasumadelasseccionesindividualesdelinver-sor.Cadasecciónestáajustadaparadejarsalirunacorrientedeterminadaenbaseasuseñalde“solicitud”.SilacorrientedifieredelasolicitudTotal,lasumadelassolicitudesindividuales,lasseccionesindividualesseverificanparadeterminarsisusalidaescorrecta,encomparaciónconsusseñalesdesolicitud.
Silasseccionesindividualessoncorrectas,perolaseñaldelsensordecorrientedetrabajodifieredelasolicitudTotalenmásdel16%,semostraráelcódigo210(demasiadoalta)o211(demasiadobaja).
SisedeterminaqueunasecciónindividualdelinversortieneunERRORquehacequelacorrienteTotalseaincorrecta,semostraráuncódigodiferenteenelrangode212a223,dependiendodelasecciónqueestéexperimentando fallas.
Causasposiblesdelaseñaldecorrientedetrabajodemasiadoalta:
• SensordecorrientedetrabajoHCT1• PCBdelrelé
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-76 APÉNDICE 0-5264ES
• CCMCausa posible de la corriente de trabajo demasiado baja.
• Todosloscasosqueseindicanmásarriba,ademásdeuncortocircuitoalchasis,sedebenalosiguiente:o Elequipoinstaladoporelusuarioseconectadetrásdelsensordecorrientequerealizaunaconexión
paratrabajarounaconexiónatierraquepermitequeelflujodecorrientesederivealsensordetra-bajo.
o Inversor+salidaencortocircuitoalchasis.LOCALIZACIÓNDEFALLAS:
1. Encasodeunacorrientedemasiadobajaacausadeuncortocircuito,desconecteelCabledetrabajodelapartetraseradelaunidad.Verifiquesihaycontinuidadalchasis(nodeberíahaber).Compruebequeelequipo del usuario esté conectado correctamente.
2. Sinoseencuentrancortocircuitososilafallaeraunaseñaldecorrientedemasiadoalta,consultelaseccióndelcódigo207paraobtenerdescripcionesdetalladasdelarutadelaalimentacióneléctricaylaseñalparael sensor de corriente del Cable de trabajo.
3. Enestaseccióndelcódigo207paralaPCBdelrelé,sedescribelamedicióndelaseñaldelsensordecorrientedetrabajocuandonohaycorriente.Laseñaldeberíasercero,yasumimosqueasíes,delocontrario,sedeberíahaberestablecidoelcódigo207.Silaseñaldecorrienteceroescorrecta,peroseproduceunERRORduranteelcorte,midalaseñalenlospines27(-)y28(+)delCableplanode40pines(placadelreléJ4aCCMJ23).ThesignalVoltajeshouldequaltheCorteCorriente*0.0266.Porejemplo,100A(100*0,0266)=2,66V.
• Siestaseñalescorrecta,lafallaseencuentraenelCCM• Sinoescorrecto,elERRORpuedeencontrarseenlaplacadelreléoelsensor.Sigalasinstrucciones
paraelcódigo207afindemedirlatensiónalsensordecorrienteenJ1enlaplacadelreléylaseñaldesdeelmismo.Latensióndelaseñaldebeserigualalacorrientedecorte*0,0133.Porejemplo,100A(100*0,0133)=1,33V.Para400A,sería400*0,0133=5,33V.
• Silaalimentacióneléctricaylaseñalsoncorrectas,entonceslaplacadelreléesdefectuosa.Sinoescorrecto,elsensordecorrientedetrabajoHCT1esdefectuoso.
212-223 Salida incorrecta de una sección del inversor.
Corrientedetrabajoaltaobajaacausadeunasalidaincorrectadesdeunaseccióndelinversor.Elcódigoindivi-dual indica la sección.
Lascausaspuedenserlassiguientes:
• Elconectordesalidadelaseccióndelinversormencionado,J102AoB,noestáconectadooestáda-ñado.
• Cableplanoconconexióndeficiente,quizásnoestáacopladocompletamenteensulugarenelinversoro el CCM.
• Sección del inversor defectuosa.LOCALIZACIÓNDEFALLAS:
1. Si informa que la corriente de una sección del inversor individual es demasiado alta, el problema es el inversor.
2. Sielinformeindicaquelacorrienteesdemasiadobaja(onohaycorriente),verifiquelasconexiones.
3. ElCableplanodelaprimeraseccióndelinversor(IMn.º1A)debeconectarsesoloaesasección,perosihay2seccionesadicionales,launidadesde200Aomás,intercambieelCableplanoconectadoaesassecciones.
a. Si ahora informa que otra sección es defectuosa, en la que se movió el Cable, la sección original era defectuosa.
b. Si aún informa la sección original, el Cable plano o el CCM es defectuoso (poco probable).

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-77
c. IntercambieambosextremosdelCableplanoporelqueseencuentreallado.Siaúnseñalalasecciónoriginal, el problema se encuentra en el CCM; de lo contrario, es el Cable plano.
4. Si es la primera sección del inversor o una unidad de 100 A y, por lo tanto, no hay otro inversor para inter-cambiar los Cables, reemplace el inversor.
Pistaadicional:lasPCBdelcontroldelinversortienenunLEDverde,D24,PWMACTIVADO(PWMencendida),queseiluminacuandoesasecciónestáhabilitadaytieneunaseñaldesolicitud.ElbrillodelLEDdependedelasalida,asíquepuedesermuytenuesilasalidaesbaja.SielLEDnoseenciende,esposiblequeestoindique que el inversor es defectuoso (placa de control).
224 No se encontró el inversor 1.
Debe haber un inversor conectado en la 1ª sección, 1A, para poder habilitar el piloto. Durante la secuencia de encendido, antes de conectar la alimentación eléctrica a los inversores, el CCM realiza una prueba de conti-nuidadparaversielCableplanodelasección1A(J31enelCCM)estáconectado.
Causas y solución de problemas:
• Dado que ésta es una simple prueba de continuidad, es muy poco probable que haya un inversor en malascondiciones.SeguramentesedebeaunaconexióndeficienteounCableplanodefectuoso.o VerifiquelasconexionesdelCableplanoenambosextremosdelINV1AalCableJ31(1A)delCCM.
AsegúresedequeestáconectadoaJ31,elconectorsuperior,enelCCM.o ConecteunCabledelinversordiferenteenJ31paraestaprueba,noimportacuál,siempreycuando
seconecteenelotroextremodeuninversor.Siaúndacomoresultado224,lafalla“Noseencontróelinversor1”(noseencuentraelinversor1),elCCMesdefectuoso.Delocontrario,eselCableplano.
225-230 Revisión del inversor y CCM incompatibles.
Si en el futuro debemos realizar un cambio en el inversor y resultado incompatible con el CCM antiguo, hemos incluidounaclaveenelhardwarequesemodificaráparaindicarestecambio.Durantelasecuenciadeencendi-do, antes de conectar la alimentación eléctrica a los inversores, el CCM realiza una prueba de continuidad para determinarcuáleslaconfiguracióndellavedehardware.Elcódigoutiliza3líneasdelCCMalCableplanodelinversordenominadasIS_ID_A,IS_ID_BeIS_ID_C(enlospines12,13y14)ycompruebalacontinuidadauna4ºlínea,OUTCOM(enelpin9).LapruebaconsisteenalimentaraOUTCOMycomprobarquelatensiónregreseenlos3pinesdeidentificación.Laconfiguraciónactualincluye3líneasconectadasaOUTCOM,demodo que las 3 deberían estar a un nivel alto.
Siseobtieneelcódigo225-230ahoraquenohayRevisiónesnocompatibles,lacausamásprobableesunaconexióndeficienteenelCableplanoentreelCCMyelinversorounCCMdefectuoso(menosprobable).
• Enlaseccióndelinversor,intercambieelCableplanoporeldeunaseccióndiferentedelinversor.Silafallanoexperimentacambios,aúnseñalalaseccióndelinversororiginal,elproblemaesconelCableplano o con el CCM.
• Enelextremodelinversor,coloquelosCablesplanosensusposicionesoriginales.Ahoraintercambieel Cable plano sospechoso por otro en el CCM. Si la falla ahora se mueve a una sección diferente, el Cable plano es el problema. Si se mantiene con la sección original, el problema es el CCM.
231-236 INVERSOR VAC Mismatch.
Se fabrican módulos de inversores diferentes para las tensiones de operación de 480 VCA, de 380 a 415 VCA yde208a230VCA.Hayuncódigo,denominadoidentificacióndelinversor,queseleeatravésdelCableplanodelinversorparaidentificarelrangodetensiónparaelquefuediseñadoelinversor.LaunidadmismaestácableadademaneradiferentedeacuerdoconlastensionesdeentradaypartedeesoincluyeunpuenteenJ61enlaplacadepolarizacióndelsistemaqueleindicaaestaplacaquétensiónaceptalaunidadsegúnsu cableado.
Durante el encendido, la placa de polarización del sistema mide la tensión de entrada, determina el rango de la tensión de entrada y envía la información sobre este rango al CCM. Antes de suministrar alimentación eléc-tricaalosinversoresencendiendoloscontactoresdeentrada,elCCMverificaquecadainversorconectadotengalatensióncorrecta,quedebecoincidirconladelaplacadepolarizacióndelsistema.Laidentificacióndelinversorseleedelasecciónmásbajaalamásalta,asíqueentodosloscasos,silatensióndelinversor

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-78 APÉNDICE 0-5264ES
esrealmenteincorrecta,sedeberíaseñalarlasecciónA,cuyocódigoseleeprimero.LaincompatibilidaddeVCAenunasecciónBpuedellegaraserotroinconveniente.
Causa posibles:
• Tensióndelinversorincorrecta(pocoprobable,perofácildecomprobar).• PuenteJ61incorrectodelaplacadepolarizacióndelsistema(noesprobable,peroesfácildecomprobar)• INVERSORdefectuoso.• Cable plano• CCM• Placa de polarización del sistema defectuosa.
LOCALIZACIÓNDEFALLAS:
1. Silaplacadepolarizacióndelsistematieneelpuenteincorrectooesdefectuosa,señalarálaprimerasec-cióndelinversor,código231,yaqueningunodelosinversoresseráncompatiblesconlaseñalincorrectay 1A se comprueba primero.
a. Paraelpuentesedebeconectarelhilocableadon.º48deJ61-1en:
i. J61-2for208-230VAC
ii. J61-3for400VAC
iii. J61-4for480VAC
Verifiquesilaconexiónylacontinuidadsonadecuadas.
b. Lapolarizacióndelsistemapuedeserdefectuosaeindicarunaidentificacióndetensiónincorrecta.EnlasalidadelaplacadepolarizacióndelsistemaenJ62,midaenrelaciónconTP1o(J62-8,24VDC_RET)aJ62-12paracomprobarsilaseñal/VAC_IDAbestapresenteyJ62-14paracomprobarsilaseñal/VAC_IDBbestápresente.Las2señalesdebenleersesiguiendoestatabla.“0”=de10a12V;“1”=24 V.
signal 230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
2. Inversor, Cable plano o CCM defectuosos.
a. Enlaseccióndelinversor,intercambieelCableplanodelaseccióndelinversorquepresentaunafallaporeldeunaseccióndiferentedelinversor.Silafallanoexperimentacambios,aúnseñalalaseccióndel inversor original, el problema es con el Cable plano o con el CCM. Si la falla cambia a una sección diferente, a la que se intercambió con el Cable plano, entonces el inversor es defectuoso.
b. Si la falla no experimenta cambios en el Paso A, en el extremo del inversor, vuelva a colocar los Cables planos en sus posiciones originales. Ahora intercambie el Cable plano sospechoso por otro en el CCM. Si la falla ahora se mueve a una sección diferente, el Cable plano es el problema. Si se mantiene con la sección original, el problema es el CCM.
237 Muy pocos inversores encontrados
Debe haber como mínimo 2 secciones del inversor presentes para que funcione. Sabemos que el Cable plano delaseccióndelinversor1Aestáconectado,porquedelocontrarioestaríapresenteelcódigo224.Durantela secuencia de encendido, antes de conectar la alimentación eléctrica a los inversores, el CCM realiza una prueba de continuidad a través del Cable plano para ver si hay un inversor conectado. Si no hay continuidad conalmenosotroinversor,seasumequeningunoestáconectado.
Causa posibles:
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-79
• Cable plano desconectado o defectuoso.• INVERSORdefective• CCM defectuoso.
LOCALIZACIÓNDEFALLAS:
1. VerifiquequetodoslosCablesesténconectadosyquelospasadoresesténbloqueadosenlosextremosdel CCM y del inversor.
2. Esposiblequeestafallaocurraenunaunidadde100Aquesolotieneunasección(1B),ademásdelasección1A.Sihubiera2omásseccionesadicionales,esmuypocoprobablequetodoslosCablesplanoso los conectores del CCM fueran defectuosos.
a. IntercambielosCablesplanosdelassecciones1Ay1Bdelinversor.Silafallasemantieneen237,elproblema es el Cable plano o el CCM. Si la falla cambia de 237 a 224 indicando que falta el inversor 1A, entonces el inversor es defectuoso.
b. Si la falla no experimenta cambios en el Paso A, en el extremo del inversor, vuelva a colocar los cables planos en sus posiciones originales. Ahora intercambie los Cables planos sospechosos en el CCM. Si lafallasufremodificaciones,elCableplanoeselproblema.Sisemantieneigual,eselCCM.
c. Sihay2omásCablesplanosademásdelqueseincluyeenlasección1A,entonceselCCMnodetectaque estén conectados, lo que indica que el problema se encuentra en el CCM.
238 Laidentificacióndelatensióndelapolarizacióndelsistemanoesválida.
Duranteelencendido,laplacadepolarizacióndelsistemamidelatensióndeentradayenvíaseñalesalCCMparaindicarelrangodetensiónquehadetectado.Consultelasección231-236paraobtenerdetalles.Siunodelos3rangosdetensión,208a230V,380a415Vo480V,noseidentifica,entoncesambasseñalesdeidentificaciónsonaltasygeneranunaseñalinválida.
Causa posibles:
• Launidadestáconectadaaunatensióninferioralrango208-230Vosuperiora480V.(noesprobable,a menos que exista un problema con la tensión de entrada).
• Placa de polarización del sistema defectuosa • ConexióndeficienteentrelasalidadepolarizacióndelsistemaJ62ylaentradadelCCMJ27enlaplaca
de entrada y salida.• CCM defectuoso
LOCALIZACIÓNDEFALLAS:
1. Midalas3fasesdelatensióndeentradayconfirmequeseencuentrandentrodelrangodetoleranciaespecificadoenelManualdelaunidad.
2. Consultelasección231-236,IncompatibilidaddeVCAdelinversor,ysigalasinstruccionesdelasolucióndeproblemasenelpaso1.b.Silas2señalesnocoincidenconlatensióndeentrada,siambassonmuyaltas, la placa de polarización es defectuosa.
3. Sielpaso2fuecorrecto,realicelamismamediciónenJ27enlaPCBdeentradaysalidadelCCM.Siescorrecto,elCCMesdefectuoso.Delocontrario,inspeccionelasconexionesenJ62yJ27.
239 Tensión CA elevada
Tensióncorrecta:duranteelencendido, laplacadepolarizacióndelsistemamide la tensióndeentradaydeterminasiestádentrodelrangodetensiónestablecidoporelpuenteJ16.Consultelasección231-236,So-lución de problemas de incompatibilidad de VCA del inversor, paso 1.a, para obtener detalles sobre el puente. Normalmente, cuando la tensión de entrada es correcta, la placa de polarización del sistema activa un relé K1enelladoizquierdodelaplacaparasuministraralimentacióneléctricaaltransformadorauxiliarT1.D44,

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-80 APÉNDICE 0-5264ES
“TransfomerON”(transformadorencendido),unLEDverde,seiluminarácuandoK1estéactivado.T1alimentaaloscontrolesdegasyelTSC3000,asícomotambiénalasbombasylosventiladores.
Tensiónalta:sisedeterminaquelatensióndeCAesdemasiadoalta,seiluminaD4,ACVHIGH,unLEDrojoenlaplacadepolarizacióndelsistema,ylaseñal“VDECAALTOSb”enJ62-6sevuelvealta,aalrededorde24VCC(lonormalparaqueseabajaes10-14VCC).Paraprevenirlaposibilidaddequeseapliquetensiónexcesivaavarioscomponentes(controlesdegas,bombas,ventiladores,etc.),K1seabredesconectandolaalimentacióndeT1yD44seapaga.Siesmásqueunafallatécnicamomentánea,loscontrolesdegasyTSC3000(siseutilizaron)sereiniciarán.Lacomunicaciónconlamesadecortepuedehabersidointerrumpida.ConelcontroldegasautomáticoDFC3000yquizáselcontroldelamesadecorte,seránecesariovolveracargar el proceso.
D4estáiluminadoylaseñal“VDECAALTOSb”permanecealtasolomientraslatensiónrealestáalta.Laseñal“VDECAALTOSb”serestableceautomáticamente.
SilafallaesE239,quieredecirqueseencuentraactivoactualmente,esdecirqueesdemasiadoalto.SiesL239,esosignificaquelatensiónerademasiadoaltapreviamente,peroahoranoloes.AlaplicarINICIO(inicio),seeliminarálafalla,amenosquesereactivo
LatensiónqueprovocaunafalladetensióndeCAaltaessuperiora550Vparaunatensióndelíneade480VCA, superior a 470 V para una tensión de línea nominal de 380, 400 o 415 V, y superior a 270 V para una tensión de línea de 208 o 230 VCA.
Causa posibles:
• Latensióndeentradaesoerademasiadoalta.• ConexióndeficienteenJ62oJ27• ConexióndeficienteenelpuenteJ61• Placa de polarización del sistema defectuosa• CCM defectuoso.
LOCALIZACIÓNDEFALLAS:
1. SilafallaesL240,presioneSTART(inicio)yseborrarálafalla,amenosqueseactivenuevamente.Puedehaber un problema ocasional debido a subidas de la tensión de entrada (aumentos de la tensión que pueden durardemediocicloaunminuto).Generalmente,sihayunafalladeplasma,elproblemaestarápresenteen todo momento.
2. NoesprobablequehayaunaconexiónabiertaenelpuenteJ61quedécomoresultadounafalla239;esmásprobablequeseaunafalladeincompatibilidaddetensión.Sinembargo,siesintermitenteenelmo-mentoindicado,onoestábienenchufado,podríaaparecerelcódigo239.VerifiqueJ61.
3. Si la tensión de entrada es correcta y el problema persiste, es posible que el problema se encuentre en la placadepolarizacióndelsistema,elCCMolaconexiónentreJ62yJ27.
a. SilatensióndeentradaescorrectayD4estáencendidoolaseñal“VDECAALTOSb”enJ62-6esalta(aproximadamente24VCC,enrelaciónconTP1oJ62-8),laplacadepolarizacióndelsistemaesdefectuosa.
b. SiD4noestáencendidoylaseñal“VDECAALTOSb”enJ62-6esbaja(aproximadamente10-14VCC,enrelaciónconTP1oJ62-8),lapolarizacióndelsistemaescorrectayelproblemaseencuentraenelCCM.
c. SiJ62-6estácercadecerovoltios,esposiblequehayaunaconexióndeficienteentreJ62-6yJ27-6oJ62-7yJ27-6.
240 Tensión CA baja
Consulteelprimerpárrafodelcódigo239paraobtenerunaexplicacióndeloquedeberíaocurrircuandolatensión de entrada es correcta.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-81
Tensiónbaja:silaplacadepolarizacióndelsistemadeterminaquelatensióndeCAesdemasiadobaja,seiluminaelLEDrojoD14,ACVLOW,ylaseñal“VDECABAJOSb”enJ62-10sevuelvealta,aalrededorde24VCC(lonormalparaqueseabajaes10-14VCC).NosedesconectalaalimentacióneléctricadeT1,yaquelatensiónbajanoproducirádaños;sinembargo,siesdemasiadobajadurantedemasiadotiempo,esposiblequealgunoscomponentes,comoloscontactores,losSolenoidesdeCA,loscontrolesdegasoelTSC3000,dejendefuncionar.UnatensiónlosuficientementebajatambiénpuedeencenderelLEDrojoD3,queindicaquehayunafasefaltante.Estonoindicaquerealmentefaltelafase.
LatensiónqueprovocaunafalladetensióndeCAbajaesde380Vparaunatensióndelíneanominalde480VCA, 300 V para una tensión de línea nominal de 380, 400 o 415 V, y 175 V para una tensión de línea de 208 o 230 VCA.
Causa posible:
• Latensióndeentradaesactualmente,oeraanteriormente,demasiadobaja.o LosCablesdedistribucióndepotenciaoelcordóndealimentaciónsondemasiadopequeñospara
la carga.o Hayunaconexiónflojaoconresistenciaaltaenalgúnlugardentrodeladistribucióndelaalimentación
o la conexión del cordón de alimentación. • ConexióndeficienteenJ62enlaplacadepolarizacióndelsistemaoJ27enelCCM.
• ConexióndeficienteenelpuenteJ61enlaplacadepolarizacióndelsistema.• Placa de polarización del sistema defectuosa.• CCM defectuoso.
LOCALIZACIÓNDEFALLAS:
1. SilafallaesL240,presioneINICIO(inicio)yseborrarálafalla,amenosqueseactivenuevamente.Pue-de haber un problema ocasional debido a bajones de la tensión de entrada (descensos de la tensión que puedendurardemediocicloaunminuto).Generalmente,sihayunafalladePlasma,elproblemaestarápresenteentodomomento.Despuésdehaberdescartadotodolodemás,esposiblequeseanecesarioinstalarunmonitorenlaentradadelaalimentacióneléctricaparadeterminarsielproblemaestáallí.
2. Latensiónpuedesercorrectacuandonoseestárealizandouncorteoseestárealizandouncorteconcorrientesmásbajas,peroconcorrientesmásaltas,sepuedeperderdemasiadatensiónacausadeuncordóndealimentaciónohiloscableadosdedistribuciónmuypequeños.
a. Midalatensiónmientrascortaconunacorrientemásaltaparadeterminarsilacaídaesexcesiva.
b. Compruebe que todas las conexiones de alimentación estén limpias y sean seguras.
c. Compruebequeeltamañodeloshiloscableadosseacorrectoparaelconsumodecorrientedeacuerdocon las recomendaciones de nuestro Manual, así como también los códigos eléctricos locales.
3. NoesprobablequehayaunaconexiónabiertaenelpuenteJ61quedécomoresultadounafalla240;esmásprobablequeprovoqueunafalladeincompatibilidaddetensión.Sinembargo,siesintermitenteenelmomentoindicado,onoestábienenchufado,podríaaparecerelcódigo240.VerifiqueelpuenteenJ61.
4. Si la tensión de entrada es correcta y el problema persiste, es posible que el problema sea la polarización delsistema,elCCMolaconexiónentreJ62yJ27.
a. SilatensióndeentradaescorrectayD14,ACVLOW,estáencendidoolaseñal“VDECABAJOSb”enJ62-10esalta(aproximadamente24VCC,enrelaciónconTP1oJ62-8),laplacadepolarizacióndel sistema es defectuosa.
b. SiD14noestáencendidoylaseñal“VDECAALTOSb”enJ62-10esbaja(aproximadamente10-14VCC,enrelaciónconTP1oJ62-8),lapolarizacióndelsistemaescorrectayelproblemaseencuentraen el CCM.
c. SiJ62-10estácercadecerovoltios,esposiblequehayaunaconexióndeficienteentreJ62-10yJ27-10oJ62-7yJ27-7.
241-246 ERROR de tensión de entrada en la sección del inversor.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-82 APÉNDICE 0-5264ES
Laplacadepolarizacióndelsistemainspeccionalapotenciaqueserecibeatravésdelcordóndealimentaciónpara comprobar si la tensión de entrada es alta o baja o si falta una fase. No es probable, pero tampoco impo-sible,queunproblemaconlapotenciadeentradadécomoresultadoloscódigos241-246.Lomásprobableesqueloscódigos241-246indiquenproblemasconlapotenciahaciaodentrodeunasolaseccióndelinversoro, en el caso de una fase faltante, puede ser el contactor que alimenta a las 3 secciones del inversor.
Unavezqueloscontactoresdeentradasecierran,aplicandotensiónalosinversores,compruebansilaen-trada es demasiado alta o demasiado baja o si falta una fase. Cuando la tensión de entrada se encuentra dentrodelrangocorrecto,unLEDverde,D4,denominadoLISTO(listo),seiluminaenelladoizquierdodelaplacadelinversorprincipal.SiD4noestáencendido,latensióndeentradaestáfueradelrangooelinversores defectuoso.
Elcódigo241-246puedeestablecersesifaltaunafaseinclusoconelLEDLISTO(LEDlisto)encendido.ElLEDseencenderáyseapagarárápidamente,peropareceráquepermaneceencendido.Enestecaso,puedemedirlaseñalenelCableplano.LaseñalqueantessedenominabaLISTO(listo)ahorasedenominaAC_En-trada_FLT.Esunaseñaldiferencialenlospines1(+)y2(-)delCableplanode30pinesdelosinversores.SilaentradadeCAescorrecta,deberíaverde5a6Ventrelospines.SiAC_Entrada_FLTesreal,latensiónenlospines1y2seráinferiora2V.
Algunasdelasotrasfallas,comolafalladelinversorylasobretemperatura,tambiénestablecenAC_Entra-da_FLT(noestálisto).Sinembargo,norestableceránautomáticamentelosLEDasociadosoestableceráncódigosdefalladistintos.Encasodeunafalladelatensióndeentrada,elCCMnodesconectalaalimentacióneléctrica del inversor.
Loquepuedeestablecercódigosdefalladetensióndeentrada:
1. Caídaintermitentedelapotenciaenunaomásfasesdurantealmenos1ms;unapérdidaamayorplazoprobablemente provocaría una falla diferente. Si es la potencia de entrada, es posible que no siempre sea el mismo inversor.
2. Fasefaltanteointermitenteenuninversorespecífico,lafallasiempreindicaríaeseinversor.
3. Conexionesintermitentesenlaseñaldefallainternaalinversor.
247-252 INVERSOR FALLA
Unavezqueloscontactoresdeentradasecierran,aplicandotensiónalosinversores,serealizanvariaspruebas.Laseñaldefalladelinversornoserestableceautomáticamente,asíqueinclusosilacausadesaparece,podráverqueelLEDrojoD1,FILTROINVERTER,indicaunafallaenlaPCBdecontrolyfalladelinversor.Sereiniciaaplicandolaseñaldearranqueoencendiendoyapagandoelequipo.Silafallapersiste,volveráaaparecer.
Loquepuedeestablecerunafalladelinversor:
• Unaomásfuenteslocalesdepolarización(+/-12VCC)fallaronoestánfueradelasespecificaciones.LosLEDverdesenlaplacadepolarizacióndecubiertaetiquetadoscon+12V(D13)y-12V(D6)indicanquelossuministrosestánpresentes,perononecesariamentedentrodelrangodetolerancia.
• Desequilibrioen la tensióndelcapacitordeentrada indicadoporelLEDD3(rojo),DESEQUILIBRIOCONDENSADOR(desequilibrioenelcapacitor)enelladoizquierdodelaplacadelinversorprincipal.Se aplica a las unidades con capacitores conectados en serie (unidades de 380 a 480 V).
• Demasiadacorrienteprimariaeneltransformadorprincipal(transformadordelinterruptor),D32,LEDPRIOC (rojo), en la placa de control del inversor.
INV_FLTesunaseñaldiferencialenlospines3(+)y4(-)delCableplanode30pinesdelosinversores.Sinoaparecenfallas,deberíaverde5a6Ventrelosdospines.SiapareceINV_FLT,latensiónenlospines3y4seráinferiora2V.
253-258 Sobretemperatura del inversor.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-83
Cadaseccióndelinversor(IS)contieneunoomássensoresdetemperatura.Sisedetectaunacondicióndesobretemperatura,seactivalaseñal“OVERTEMP_FLT”quesedirigealCCMatravésdelCableplanodelasseccionesdelinversor.Lossemiconductoresdelosinversores(transistoresydiodos)serefrigeranconlíqui-do.Todoloquehagaquelatemperaturadelrefrigerantealcanceunniveldemasiadoelevadopuedeprovocarelsobrecalentamientodelosinversores.Loscomponentesmagnéticosdelosinversores(transformadoreinductores) son refrigerados con aire por los mismos ventiladores que refrigeran el líquido.
Causa posibles:
• Losventiladoresderefrigeraciónnoestánenfuncionamiento.• Flujo de aire interrumpido.• Módulo del inversor defectuoso.• ConexióndeficientedelCableplanodelinversor.• CCM defectuoso.
Originalmente,lasunidadesde100y200Aincluían2ventiladoresmáspequeños,mientrasquelasde300y400Autilizabanunventiladorúnicomásgrandeconunradiadormásgrande.Recientemente,elventiladorúnicomásgrandecomenzóautilizarsetambiénconlasunidadesde100y200A.Losventiladoresderecambiode todas las unidades son un conjunto de ventilador único.
LOCALIZACIÓNDEFALLAS:
1. Confirmequeelaireestésaliendodelapartesuperior(ventiladorsuperior)einferior(ventiladorinferiordelas unidades con 2 ventiladores) de la abertura en el panel lateral derecho. Dado que los ventiladores se encuentrandetrásdelradiador,esdifícilverlosparaconfirmarquefuncionan,perosepuedeutilizarunespejode inspección. Consulte la sección del código 403 para conocer la solución del problema de ventiladores defectuosos.
!
ADVERTENCIALas paletas del ventilador pueden estar en movimiento, y el contacto ac-cidental con un espejo u otro dispositivo de inspección puede ocasionar lesiones o daños al equipo.
2. Si se retiran los paneles laterales y la cubierta, especialmente el panel lateral inferior izquierdo o la cubierta superior,sereduceelflujodeaire.Asuvez,silasaletasdelradiadorseatascanporlasuciedad,elflujodeaireseveráreducido.Limpieelradiadorconfrecuenciasoplandoaireparahacersalirlasuciedaddelas aletas.
259-264 Sobretemperatura del inversor a causa de una temperatura ambiente elevada.
ElCCMmidelatemperaturaambientedondeelairerefrigeranteingresaporlasrejillasenelladoizquierdodelpanel delantero. Si un inversor presenta sobretemperatura y hemos determinado que la temperatura ambien-tesuperalos40ºC,obtendremosunoomáscódigosdetemperaturaambienteelevada,entre252y264.Elsensor,TS2,esunresistorNTC(coeficientedetemperaturanegativa)cuyaresistenciavaríasegúnlatempe-ratura.Estáinstaladoenelinteriordelpaneldelanteroalladodelasrejillasalaizquierda.Paraacceder,senecesitaretirarunoomásmódulosdeinversores.Silatemperaturaambienteeselevada,perolosinversoresnoestánmuycalientes,nohayfallas.
Causa posibles:
• Latemperaturaambienteesdemasiadoelevada.• Losventiladoresderefrigeraciónnoestánenfuncionamiento.• Flujo de aire interrumpido.• TS2,sensordetemperaturaambiente,encortocircuito(pocoprobable)odefectuoso.• Placa del relé defectuosa.• CCM defectuoso.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-84 APÉNDICE 0-5264ES
• Placa del relé defectuosa.LOCALIZACIÓNDEFALLAS:
1. Si la temperatura ambiente supera los 40 ºC, enfríe la habitación o utilice la unidad en ciclos de trabajo reducidos o disminuya la corriente.
2. Confirmequeelaireestésaliendodelaaberturaenelpanellateralderecho.Dadoquelosventiladoresseencuentrandetrásdelradiador,esdifícilverlosparaconfirmarquefuncionan,perosepuedeutilizarunespejodeinspección.Procurenointroducirelespejoolasmanosenlascuchillas.Lasunidadesde100y200Atienen2ventiladoresmáspequeños,ylasde300y400Atienenunomásgrande.
3. No es probable que estos códigos de temperatura ambiente elevada se establezcan antes que otros códi-gos relacionados con la temperatura, pero por si acaso tendremos en cuenta que si se retiran los paneles laterales y la cubierta, especialmente el panel lateral inferior izquierdo o la cubierta superior, se reduce el flujodeaire.Asuvez,silasaletasdelradiadorseatascanporlasuciedad,elflujodeaireseveráreducido.
4. ParaprobarTS2,retireJ2delaplacadelreléymidalaresistenciaentrelospines4y6delconectordelarnésdeJ2.Laresistenciavaríaentrealrededorde33Kohmiosa0ºCyalrededorde12Kohmiosa20ºCo5,3Kohmiosa40ºC.
5. SiTS2estádentrodelrangocorrecto,esposiblequeelproblemaseencuentreenlaplacadelreléoelCCM.
a. LasalidadelaplacadelreléquesedirigealCCMseencuentraenelpin30delCableplanode40pines(J4delaplacadelreléaJ23delaplacadeentradaysalidadelCMM).Esunatensiónanalógicaquedeberíaoscilarentre0,44Va0°Cy1,6Va40°C.Siseconfirmaquelatemperaturaambientenoessuperioralos40ºCylaseñaldetemperaturaambienteenelpin30essuperiora1,6V,entonceslaplaca del relé es defectuosa.
b. Silaseñaldelatemperaturaambienteenelpin30escorrecta,inferiora1,6V,ylatemperaturaambienteno es superior a los 40 ºC, entonces el CCM es defectuoso.
265-270 INVERSORNoAlimentacióneléctrica
HayvariasseñalesdigitalesenlosCablesplanosentrelasseccionesdelinversoryelCCMqueinvolucranciertoniveldetensión.IncluyenAC_INPUT_FLT\,INVERTER_FLT\,OVERTEMP_FLT\yPOWER_PRESENT.Normalmente, todos estos componentes deberían estar en un nivel alto. Antes de suministrar alimentación eléctricaalosmódulosdeinversores,elCCMyahabrárealizadounaverificacióndelacontinuidadparaversiesasecciónestáensulugarysisuCableplanoestáconectado(códigos224y237).Apenassesuministraalimentacióneléctricaalosmódulosdeinversores,elCCMverificaestas4señales,despuésdeconfirmarqueunodelosinversorestengaelCableplanoconectado.Sisedeterminaqueningunadelasseñalestienetensión, se asume que la sección no recibe alimentación eléctrica o algo funciona mal con la fuente de alimen-tación de polarización de la sección del inversor.
Causa posibles:
• Las3fasesdeentrada,J103-105,noestánconectadasaesaseccióndelinversor.• ElinterruptordepotenciaCB2,queproporciona120VCAalcontactor(yeliniciadorremotodearco),se
ha desconectado.• Elcontactorquealimentaestasección(yotras)esdefectuoso.• Placa del relé defectuosa.• INVERSORdefective.• CCM defectuoso.
LOCALIZACIÓNDEFALLAS:
1. VerifiquequelosCablesdepotenciadeentradaesténconectadosalosinversores.
2. Verifiquesielcontactorparaesasección(W1para1A,1B,2A;W2para2B,3A,3B)estáactivado.
a. Hayunasección rectangularenmediode la tapadecadacontactorquepuedeutilizarseparafijarcontactosauxiliares.Estotambiénpuedeindicarelfuncionamientodeuncontactor,yaqueseactivacuando el contactor se activa.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-85
b. VerifiquesielCB2enelpaneltraseroestádesconectado.Elbotónblancomarcadoconun“5”indica5Amperios,ysaltarásiseactiva.Restablézcaloy,siaparecenuevamente,algúncomponente(quizásla bobina del contactor) puede estar en cortocircuito.
c. Compruebequehaya120VCAenlabobinadelcontactor.Siestápresente,peroelcontactornoestácolocado, probablemente sea un defecto del contactor.
3. Enlaplacadelrelé,D22,elLEDCONTACTORON(LEDdecontactorencendido)(verde),alladodelreléK1,seiluminasiseleordenaaK1queseactivo
a. Siestáencendido,compruebequehaya120VCAentreJ8-1yJ8-9.Siestápresente,laplacadelreléfunciona correctamente.
b. SiD22estáencendidoperonohay120VCApresentesenJ8-1yJ8-9(asegúresedequeelmedidorestéconfiguradoparaVCA),laplacadelreléesdefectuosa.
c. D22noestáiluminado;vayaalconectordepruebadelCableplanode40pinesymidalatensiónenelClavija17(enrelaciónconelTP1enlaplacadelreléolaplacadeentradaysalidadelCCM).Debeserbaja, inferior a 1 voltio. Si es baja, es posible que la placa del relé sea defectuosa. Si es alta, aproxi-madamente 24 VCC, entonces es posible que el CCM sea defectuoso, y no le indique al contactor que debe encenderse.
4. Laseccióndelinversorpuedeserdefectuosaacausadeunafuentedepolarizacióndeficiente.Intercambieel extremo del inversor del Cable plano por el que se encuentre al lado.
a. Si ahora informa un código diferente al del inversor que se intercambió por el Cable plano, la sección original es defectuosa.
b. Si aún informa la misma sección, aunque el Cable plano se haya intercambiado, entonces el CCM es defectuoso.
271 Falladelecturadelaidentificacióndelinversor.
Consultelaseccióndeloscódigos225-230paraobtenerunadescripcióndelasseñalesdeidentificación.Siapareceestecódigo,quieredecirquesehaproducidounERRORenunadeestasseñalesdeidentificacióndespués del encendido.
Causa posibles:
• UnCableplanointermitenteounoquenoestéfijadocorrectamenteensulugar.• InterferenciaEMI.
LOCALIZACIÓNDEFALLAS:
1. Primero apague y vuelva a encender el equipo para ver si la falla sigue presente. Ahora puede mostrarse comounodeloscódigos225-230,queespecificaránelinversor.
2. Determinecuándosemuestraelcódigo.EsposiblequenoseaEMIentodosloscasos,perosisiempresucedecuandosecomienzaaestablecerelpiloto,puedeserEMI.VerifiquelosCablesdeconexiónatierradelsistemay,paraAC200XT,verifiquelaconexióndeproteccióndelaantorchaalpaneltraserodela unidad.
3. Si esto ocurre de manera intermitente durante el corte o el ralentí, es posible que sea un Cable plano in-termitente.Estecódigonoespecificalaseccióndelinversor,asíquedeberevisarcadaCableplanoparacomprobarquelaconexiónseacorrectaencadaextremo.EsmuypocoprobablequeunCableplanoseaintermitente,perositienemásde2secciones,intentedesconectardeaunasecciónporvezycortarconcorrientemásbaja.Intenteencontrarunadelascausasdelproblemay,silologra,reemplaceelCableplano.
Los códigos del Grupo 3 se relacionan con el Estado de los controles de GAS y el Protocolo de comunicación
ConsultetambiénloscódigosdeestadodelGCM2010quefiguranalfinaldeestasecciónconloscódigosdelgrupo 3.
301 Fallo de comunicación del control de gas

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-86 APÉNDICE 0-5264ES
NosedetectalaseñalatravésdelCabledefibraópticadesdeelcontroldegas.Encasodequehayadispositi-vosadicionales,ademásdelcontroldegas,conectadosalbusCAN,estecódigoindicaríaqueelcontroldegaspresenta problemas de comunicación, mientras que otros dispositivos del bus CAN funcionan correctamente. Actualmente,nocontamosconotrosdispositivosapartedelbusCAN,asíquelomásprobableesquesehayaestablecidoelcódigo501.Encualquiercaso,lasolucióndelproblemaeslamismaquepara501.
Causa posible:
• LacausamásprobableesunconectoroCabledefibraópticasucioodefectuoso.
• Cable al GCM 2010, DMC o DPC desconectado o roto.
• Placa de control o fuente de alimentación defectuosas en el control de gas
• CCM defectuoso
LOCALIZACIÓNDEFALLAS:
1. VerifiquequeelCabledefibraópticaestébienenchufadoaambosconectoreshembra.LimpielosextremosdelosCablesconunpañosuaveysopleairesobrelosconectoreshembra.
2. VerifiquelosCablesdelcontroldegas.SialgunodelosCablesdecontroldegasnoestáconectado,nohabrácomunicación,yaqueelcontrolnorecibiráalimentacióneléctrica.Estopuedemostrarsecomouncódigo301o501.Además,sielCableestárotooesdefectuosoyelcontroldegasnoestáhabilitado,puederecibiralimentacióneléctrica,pero,enelcasodelDMCodelDPC,laluzdefallaparpadearáindicandoelERROR101,mientrasqueenelcasodelCCMsolosedetectaráquenohaycomunicaciónysemostraráelERROR301,oquizásel501.
302 Falla en la respuesta de las comunicaciones del control de gas
Se ha establecido la comunicación, pero el control de gas no respondió a una solicitud del CCM en el tiempo permitido.Lacausaprobableesunproblemadefibraóptica(vercódigo501)o,sielproblemapersiste,laPCBprincipal del control de gas es defectuosa.
303 Falla en la presión de gas
Lasfallasenlapresióndegasúnicamenteaparecencuandointentaencenderlaantorcha,nodurantelapurgaolaconfiguracióndeflujo.
ConelAUTO-Cut200XTyelAUTO-Cut300XT(GCM1000XT),elsensordepresióndegasseencuentrasoloenelgasdePlasmayenserieconelinterruptordefuncionamiento/ajuste.Elcódigo303indicaquefaltagasdePlasma,quelapresiónesmuybaja,menosde50PSI,oqueelinterruptorRUN/SET(funcionamiento/ajuste)estáenlaposiciónSET(ajuste).
Comenzando por la revisión AG del GCM2010, medimos la presión de entrada tanto del Plasma como del gas de protección en la entrada del colector del gas seleccionado. Si la presión es demasiado baja o demasiado alta,apareceráelcódigo303.Unarevisiónanteriornodebemostrarelcódigo303.GCM2010mostraráquécontroldegaseselquegeneraproblemasycuálessupresiónreal.Lapresiónenelpuntodondesemidedeberíaestardentrodelrangode100-135PSI.Hayunaexcepciónparaelgasdeprotección;sielinterruptordegasestáconfiguradoenpresión,lapresiónmínimapuedeserde85PSI.
EnelControldegasGCM2010,enlaPCBprincipal,midalasalidadelossensoresdepresiónentrelospuntosdepruebaTP1(conexiónatierra)yTP18(protección)yTP19(Plasma).Latensióndeberíaestarentre2,6Vy3,5Vpara100-135PSI.Conelinterruptordeprotecciónconfiguradoenpresión,ellímitemínimoesde2,1V.Elgasqueseencuentrefueradeesoslímitesseráelqueprovocalafalla.Recuerdequelapresiónpuedecaerdurantelaoperación,establecerelcódigoyluegorecuperarlapantallaL303cuandolaestémidiendo.
• Para comprobar si el sensor de presión falla o el suministro de gas es inadecuado a causa de demasiadas obstrucciones.EnelGCM2010,coloqueelinterruptordemodoenlaposicióndeajustedePlasmayprotección,configurelosreguladoresdepresiónmecánicosenlapresiónmáximaycomparelosindicado-resmecánicosconlapantalladepresión.Silapantalladepresiónnocoincideaproximadamenteconelindicador, es probable que el sensor sea defectuoso. Si las pantallas del indicador y la presión muestran
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-87
bajapresión,elsuministrodelcontroldegastienedemasiadasobstrucciones.Quizáslamangueraesdemasiadolargaodemasiadopequeña.
304 El control de gas no está listo
Esteeselcódigonormalqueaparececuandouncontroldegasllevaacabounprocesodepurgaduranteelinicio,cuandoelprocesosecargaosemodificaocuandoelsistemadePlasmasehadeshabilitadoyvuelveahabilitarse.SiesunGCM2010,esposiblequeelinterruptordemodonoestéconfiguradoenelmodoRUN(funcionamiento).
Elcódigo304,encombinaciónconel204yel402cuandolahabilitacióndelPlasmaenelcontroldegasGCM2010seajustaparadeshabilitarse,puedeindicarunafallaenlaPCBdeentradaysalidadelCCM.Cuandosevuelvaahabilitar,labombanosereiniciará,asíquecontinuarámostrando4-2,loqueindicaquenohayflujoderefrigerante.
Normalmente,elcódigoduranteunadesactivacióndeberíaser101.LoscircuitosenlaPCBdeentradaysalidadetectanquelahabilitacióndelPlasmaestádeshabilitadayenvíanunaseñalalmicrocontroladorenelCCM.SiunafallaenelCCMevitaqueesaseñalseenvíealmicrocontrolador,nosabequeelsistemaestádesactivado, por lo tanto se establecen estos otros 3 códigos.
305 ERROR del protocolo de control de gas
ERRORdeaplicaciónofalladeincompatibilidaddefirmware.Consultealafábricaparaobteneraccesoaloúltimoenfirmware.Posibleinterferenciaelectromagnéticadesdeeliniciadordearco;inspeccionelaconexióna tierra, la conexión equipotencial y el aislamiento.
306 No utilizados. Este es uno de los códigos reservados de productos anteriores.
307 El control de gas devuelve una secuencia de comando incorrecta.
Incompatibilidaddefirmware.Consultealafábricaparaobteneraccesoaloúltimoenfirmware.Posibleinter-ferencia electromagnética desde el iniciador de arco; inspeccione la conexión a tierra, la conexión equipotencial y el aislamiento.
308 Incompatibilidad entre el CCM y el tipo de control de gas.
ElCCMdelAUTO-CutXTestádiseñadoparafuncionarconelGCM1000(AC300XT)oelcontroldegasintegradodelAC200XT.AlintentarusaruncontroldegasautomáticoGCM2010oDFC3000enunaunidadAUTO-Cut,seobtendrácomoresultadouncódigo308.Demanerasimilar,unintentodeutilizarelCCMdeunAUTO-CutXTenunafuentedeUltra-CutXTtambiéndarácomoresultadouncódigo308.
309 Gas Comunicación de control reply FALLA.
Elrelénocoincideconloquesesolicitó.Posibleincompatibilidaddefirmware.Consultealafábricaparaobteneraccesoaloúltimoenfirmware.
Posible interferencia electromagnética desde el iniciador de arco; inspeccione la conexión a tierra, la conexión equipotencial y el aislamiento.
310-313 Fallas del control de gas automático DFC 3000.
Estosdiferentescódigosquesemuestranenlapotenciaindicansimplementequehayunafallaenunodelosmódulosdegasautomáticos(DPCparaloscódigos310o311,DMCpara312y313,puedensercualquieradelosdos).DeberáconsultarlosindicadoresdeestadodelosLEDrojosintermitentesdelosmódulosespecíficosylastablasdecódigosdeestadoparaobtenermásinformación.
Códigos de estado de GCM 2010
GCM2000tieneunLEDenelpaneldelanteroqueparpadeaconvarioscódigos.
GCM2010tieneunapantallaLCDquemuestramuchosdelosmensajesdeestado.Sinembargo,hayalgunosrelacionados con las comunicaciones que no son claros.
CuandohayunERRORdecomunicación,semostrará,perocuandosehayasolucionado,lapantallamostraráloquesignificabaelERRORatravésdelosiguiente:

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-88 APÉNDICE 0-5264ES
^E4–errordelbusCANconunnivelbajocuandoelCCMnoreconocelarecepcióndeunmensajedelcontrolde gas.
^E5–errordelbusCANconunnivelbajocuandoelbusestáapagado.^E6–lacomunicacióndelbusCAN(lafibraóptica)hacaducado.
Los códigos del Grupo 4 se relacionan con el Sistema de refrigeración líquida
Descripcióndelsistemaderefrigeración.Elsistemaincluyeundepósito,unabomba,unoomásintercambia-doresdecalor,uninterruptordeflujo,uninterruptordenivelyunsensordeflujoenalgunosmodelos.Tambiénseincluyeunfiltroyvariosacoplamientosymangueras.Elrefrigerantenuevoseintroduceeneldepósitoo“tanque”atravésdeunaaberturaenelpaneldelanterodelaunidad,dondehayunindicadorvisualdenivel.Elrefrigerantefluyealaentradadelabombadesdeelfondodeltanqueysebombeaatravésdeunaválvuladederivaciónodealiviodepresión,quelimitalapresiónmáximaa150PSI,desviandoelexcesodeflujodevueltaaldepósito.Elsensordetemperaturadelrefrigerante,TS1,unsensordeNTClineal,estáinstaladoenlaválvuladederivación.
Desdelaválvuladederivación,enlamayoríadelossistemas,elrefrigeranteestáconectadoaladaptadordealimentaciónderefrigerantedelpaneltraserodondevalalinternaatravésdelaRAS1000XT,elarcodearran-queremoto.LasexcepcionessonlaUltra-Cut400XTquetieneunintercambiadordecalorexternoadicionalyelcorteautomáticode200XT,quetieneunarcointernodelMOTORdearranque.ParaelUltra-Cut400XTelHe400XTcambiadordecalorexternosecolocaentrelafuentedealimentacióndePlasmaylaRAS1000XTconelsuministroderefrigerantequepasaporelradiadorderefrigeraciónadicional.Enelcorteautomáticode200XTvaalrefrigeranteenfriadoporaguaHF(altafrecuencia)yluegoalabobinadelaantorchaelCa-ble de alimentación conectado a la conexión de antorcha interior tablero. Para la mayoría de los sistemas de retornoderefrigeranteenelretornodelaantorchapasaalras1000XTyeladaptadorderetornoenlapartetraseradelafuentedealimentación.EnelUltra-Cut400XTelretornodesdeelRAS1000XTélpasaprimeroatravésdela400XTluegoalpaneltraserodelafuentedealimentación.Paraelcorteautomáticode200XTelrefrigerante regresa desde el tablero a la antorcha linterna dentro de la unidad. Refrigerante de vuelta desde laantorchasedirigeatravésdelfiltrodelpaneltraseroyluegoatravésdelradiador(intercambiadordecalorinterno)yatravésdelinterruptordeflujo.Ultra-Cutmodelostambiénincorporanunsensordeflujoenserieconelinterruptordeflujoquepuededetectarlapresenciadeburbujasenelrefrigerante.Trasdejarelradiador,elrefrigerantepasaalaparteinferiordelaplacafría“inversor”orefrigeradoporlíquido,disipadordecalor.Fluyea través de los inversores en serie y regresa al depósito.
401 Nivel de refrigerante bajo
Eldepósito(tanque)derefrigerantetieneuninterruptordeniveltipoflotador(tanqueseco)normalmenteabierto,LS1.Cuandoelnivelderefrigeranteeneltanqueesinferioraaproximadamente½tanque,estafallaindicaráqueesnecesarioagregarrefrigerante.Nodetendráelprocesoduranteuncorte,peroencambiomostraráunafalla405comoadvertencia.Apenassedetieneelcorte,nosepodrácomenzarconotrohastaquesecorrijael problema.
Causa posibles:
• Elnivelderefrigeranteesbajo• Interruptor de nivel defectuoso, desconectado o instalado al revés.• Placa del relé defectuosa o J7 desconectado.• CCM defectuoso.
LOCALIZACIÓNDEFALLAS:
1. Confirmequeelflotantedelinterruptordenivelestépordebajodelrefrigerante;sinoesasí,agreguemásrefrigerante al tanque.
2. VerifiqueJ7enlaplacadelrelé.
a. Siestábienconectado,extraigaJ7yverifiquelacontinuidadentrelospines2y4(pines2y3deJ71en el mismo interruptor).
b. Si no hay continuidad a J71 en el interruptor, si aún permanece abierto, reemplace el interruptor.
3. SihaycontinuidadenJ7,vuelvaaenchufarloymidalatensiónenelpin9delCableplanode40pines(placadelreléJ4aCCMJ23).LocomúneselTP1enlaplacadeentradaysalidaolaplacadelrelé.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-89
a. Elpin9deberíaestaranivelalto,entre+10y+15V.Sinoloes,laplacadelrelépuedeestarenmalascondiciones o el Cable plano puede estar en cortocircuito.
b. Para probar el Cable plano, retire ambos extremos, J4 en la placa del relé y J23 en la placa de entrada ysalida,ymidadesdeelpin9delCableplanohastaelpin8yelClavija10delCable.Ambosdebenestar abiertos. De lo contrario, reemplace el Cable plano. De lo contrario, es la placa del relé.
4. Sielpin9delCableplanode40pinesfuealtoenelpaso3.a,elCCMesdefectuoso.
402 Caudal de refrigerante bajo
ElinterruptordeflujoFS1estáubicadoenserieconelradiador,dondemideelflujoqueregresadelaantor-cha.Elinterruptordeflujocumpledosfunciones,unaesasegurarqueelflujoseadecuealasnecesidadesde refrigeración, y la otra es asegurar que los consumibles de la antorcha estén en su lugar, para que la salida negativadelafuentedealimentaciónnoquedeexpuesta.Estafunciónsedenomina“Piezascorrectamenteinstaladas”oPIP.Lasalidanopuedehabilitarsesihaypiezasquenoestánensulugar.Elinterruptordeflujonormalmenteabiertorequierede+/-2,65litros/minuto(0,7GPM),alrededorde10%,paracerrarse.PAK200iutilizaunSWdeflujodiferentefijadopara0,25GPM(0,9565litros/min).
Cuandoelsistemaestáencendidoyhabilitadoynologragenerarelflujoderefrigeranteadecuadodespuésde4minutos,seestableceelcódigo404.Elcódigo402significaqueinicialmentehubosuficienteflujo,peroalgoprovocósureducción.Aquíseenumeranalgunasdelasposiblescausasdeunareduccióndelflujoduranteel corte. Para otros casos como fallas en los componentes, consulte el código 404.
Causasposiblesdelflujobajo:
• Filtro del refrigerante atascado.• JuntatóricadefectuosaenlaválvuladeretencióndelsopleteXT.• Válvuladederivacióndelabombaexternaconflujodefectuosooconajusteincorrecto.Comuníquese
conlafábricaparaobtenerinstrucciones.• Bombadefectuosa.• Lamangueradesuministrooretornoderefrigeranteestáretorcidaoapretadayestoreduceelflujo.
Sielflujodelrefrigerantenoesbajo,peroapareceelcódigo,esposiblequesedebaalosiguiente:
• Interruptordeflujodesconectadoodefectuoso.• PCBdelrelé.• CCM.
LOCALIZACIÓNDEFALLAS:
1. Primerotengaencuentasilafallaesunaletra“E”,loquesignificaqueelnivelestábajoenestemomento,ounaletra“L”,loquesignificaqueelnivelestuvobajo,peroyanoloestá.Sielflujosemantienebajo,estopodríaindicarquehayunafallaenalgúncomponenteoquehayunbloqueo,comounfiltroatascadoounamangueraapretada.Además,significaquedeberíapodermedirelflujoparadeterminarsirealmentees bajo o si el sensor presenta un problema.
2. Primeroapagueyvuelvaaencenderelequipo.Sielflujoaúncontinúasiendobajoouncomponenteesdefectuoso,elcódigosecambiaráa404.Paraobtenermásinformaciónsobrecómosolucionarproblemas,consulte esa sección.
3. Si después de apagar y volver a encender el equipo no aparece un código, continúe cortando para ver si vuelveaocurrir.Tomenotadecuándosucede,porejemplo,sisucedeconlaantorchaenunextremodelamesa,¿quizáslosConductoresseaprietanallí?Encualquiercaso,diríjasealaseccióndelcódigo404paraobtenermásinformación.
403 Refrigerante sobrecalentado.
TS1esunsensorresistordecoeficientedetemperaturanegativa(NTC)fijadoalacoplamientodemetalalasalidadelaválvuladederivación.Aquídeterminamossielrefrigerantequesesuministraalaantorchaestápordebajodelatemperaturarequerida,queactualmentees75ºC(167ºF).Elradiadorseencuentraenelladoinferiorderechodelaunidad.Elventiladorestádetrásysoplaaireatravésdelradiador.
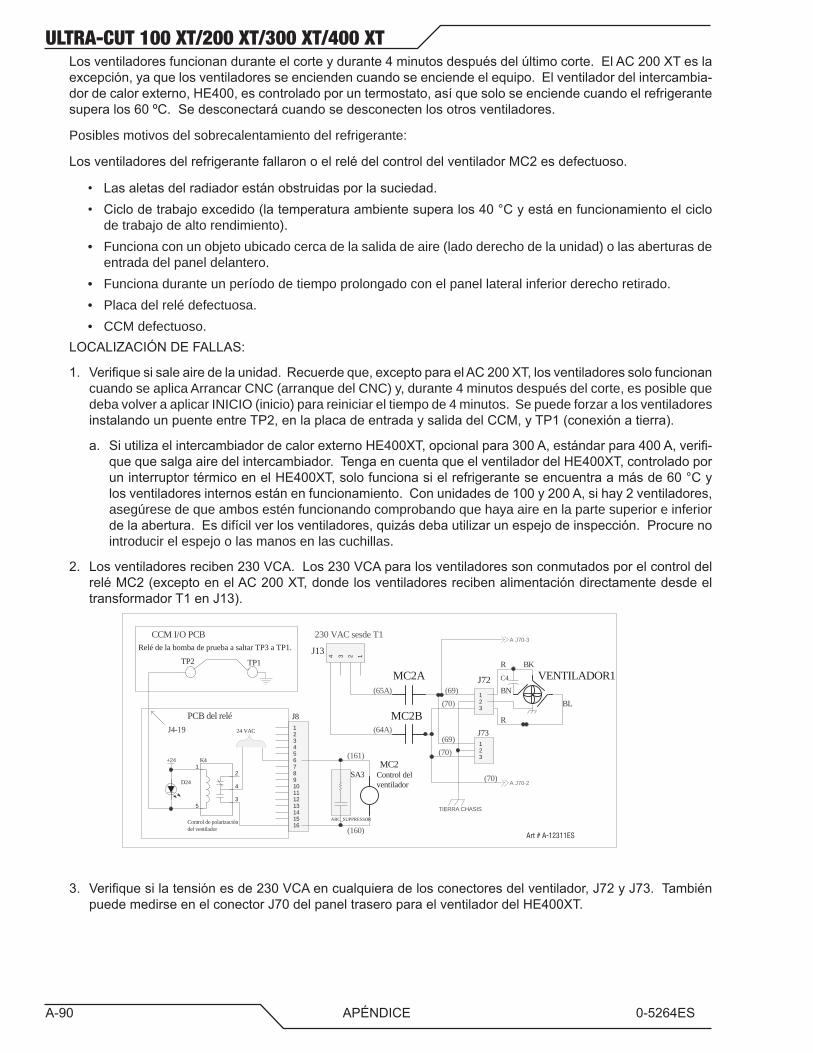
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-90 APÉNDICE 0-5264ES
Losventiladoresfuncionanduranteelcorteydurante4minutosdespuésdelúltimocorte.ElAC200XTeslaexcepción,yaquelosventiladoresseenciendencuandoseenciendeelequipo.Elventiladordelintercambia-dordecalorexterno,HE400,escontroladoporuntermostato,asíquesoloseenciendecuandoelrefrigerantesuperalos60ºC.Sedesconectarácuandosedesconectenlosotrosventiladores.
Posibles motivos del sobrecalentamiento del refrigerante:
LosventiladoresdelrefrigerantefallaronoelrelédelcontroldelventiladorMC2esdefectuoso.
• Lasaletasdelradiadorestánobstruidasporlasuciedad.• Ciclodetrabajoexcedido(latemperaturaambientesuperalos40°Cyestáenfuncionamientoelciclo
de trabajo de alto rendimiento).• Funciona con un objeto ubicado cerca de la salida de aire (lado derecho de la unidad) o las aberturas de
entrada del panel delantero.• Funciona durante un período de tiempo prolongado con el panel lateral inferior derecho retirado.• Placa del relé defectuosa.• CCM defectuoso.
LOCALIZACIÓNDEFALLAS:
1. Verifiquesisaleairedelaunidad.Recuerdeque,exceptoparaelAC200XT,losventiladoressolofuncionancuando se aplica Arrancar CNC (arranque del CNC) y, durante 4 minutos después del corte, es posible que deba volver a aplicar INICIO (inicio) para reiniciar el tiempo de 4 minutos. Se puede forzar a los ventiladores instalandounpuenteentreTP2,enlaplacadeentradaysalidadelCCM,yTP1(conexiónatierra).
a. SiutilizaelintercambiadordecalorexternoHE400XT,opcionalpara300A,estándarpara400A,verifi-quequesalgaairedelintercambiador.TengaencuentaqueelventiladordelHE400XT,controladoporuninterruptortérmicoenelHE400XT,solofuncionasielrefrigeranteseencuentraamásde60°Cylosventiladoresinternosestánenfuncionamiento.Conunidadesde100y200A,sihay2ventiladores,asegúrese de que ambos estén funcionando comprobando que haya aire en la parte superior e inferior delaabertura.Esdifícilverlosventiladores,quizásdebautilizarunespejodeinspección.Procurenointroducir el espejo o las manos en las cuchillas.
2. Losventiladoresreciben230VCA.Los230VCAparalosventiladoressonconmutadosporelcontroldelreléMC2(exceptoenelAC200XT,dondelosventiladoresrecibenalimentacióndirectamentedesdeeltransformadorT1enJ13).
Art # A-12311ES
12345678910111213141516
J8
1
53
2
4
Control de polarización del ventilador
K4 MC2Control del ventilador
(160)
(161)
SA3
ARC_SUPPRESSOR
D24
24 VAC
PCB del relé
230 VAC sesde T1
MC2A
MC2B
A J70-2
A J70-3
(69)(70)
(70)
(65A)
(70)(69)
123
J73(64A)
TIERRA CHASIS
123
J72 C4 VENTILADOR1R
R
BK
BNBL
1234
J13TP1TP2
CCM I/O PCBRelé de la bomba de prueba a saltar TP3 a TP1.
+24
J4-19
3. Verifiquesilatensiónesde230VCAencualquieradelosconectoresdelventilador,J72yJ73.TambiénpuedemedirseenelconectorJ70delpaneltraseroparaelventiladordelHE400XT.
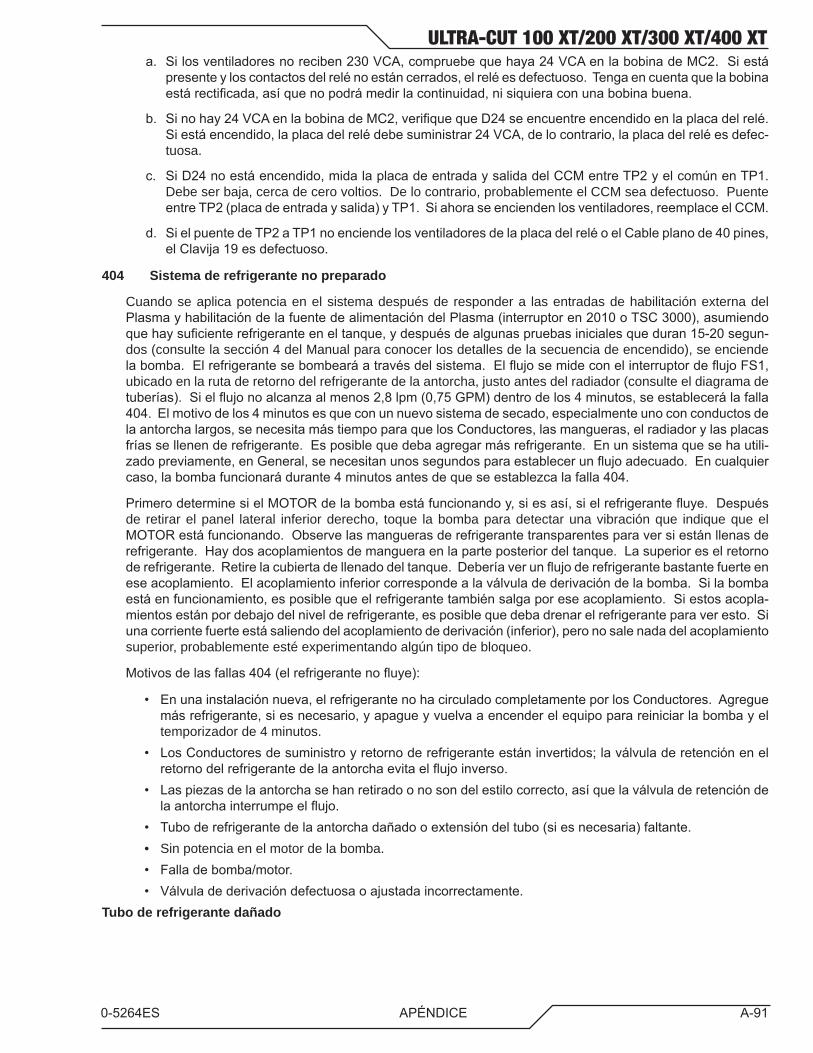
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-91
a. Silosventiladoresnoreciben230VCA,compruebequehaya24VCAenlabobinadeMC2.Siestápresenteyloscontactosdelrelénoestáncerrados,elreléesdefectuoso.Tengaencuentaquelabobinaestárectificada,asíquenopodrámedirlacontinuidad,nisiquieraconunabobinabuena.
b. Sinohay24VCAenlabobinadeMC2,verifiquequeD24seencuentreencendidoenlaplacadelrelé.Siestáencendido,laplacadelrelédebesuministrar24VCA,delocontrario,laplacadelreléesdefec-tuosa.
c. SiD24noestáencendido,midalaplacadeentradaysalidadelCCMentreTP2yelcomúnenTP1.Debe ser baja, cerca de cero voltios. De lo contrario, probablemente el CCM sea defectuoso. Puente entreTP2(placadeentradaysalida)yTP1.Siahoraseenciendenlosventiladores,reemplaceelCCM.
d. SielpuentedeTP2aTP1noenciendelosventiladoresdelaplacadelreléoelCableplanode40pines,elClavija19esdefectuoso.
404 Sistema de refrigerante no preparado
Cuando se aplica potencia en el sistema después de responder a las entradas de habilitación externa del PlasmayhabilitacióndelafuentedealimentacióndelPlasma(interruptoren2010oTSC3000),asumiendoquehaysuficienterefrigeranteeneltanque,ydespuésdealgunaspruebasinicialesqueduran15-20segun-dos (consulte la sección 4 del Manual para conocer los detalles de la secuencia de encendido), se enciende labomba.Elrefrigerantesebombearáatravésdelsistema.ElflujosemideconelinterruptordeflujoFS1,ubicado en la ruta de retorno del refrigerante de la antorcha, justo antes del radiador (consulte el diagrama de tuberías).Sielflujonoalcanzaalmenos2,8lpm(0,75GPM)dentrodelos4minutos,seestablecerálafalla404.Elmotivodelos4minutosesqueconunnuevosistemadesecado,especialmenteunoconconductosdelaantorchalargos,senecesitamástiempoparaquelosConductores,lasmangueras,elradiadorylasplacasfríassellenenderefrigerante.Esposiblequedebaagregarmásrefrigerante.Enunsistemaquesehautili-zadopreviamente,enGeneral,senecesitanunossegundosparaestablecerunflujoadecuado.Encualquiercaso,labombafuncionarádurante4minutosantesdequeseestablezcalafalla404.
PrimerodeterminesielMOTORdelabombaestáfuncionandoy,siesasí,sielrefrigerantefluye.Despuésde retirar el panel lateral inferior derecho, toque la bomba para detectar una vibración que indique que el MOTORestáfuncionando.Observelasmanguerasderefrigerantetransparentesparaversiestánllenasderefrigerante.Haydosacoplamientosdemangueraenlaparteposteriordeltanque.Lasuperioreselretornoderefrigerante.Retirelacubiertadellenadodeltanque.Deberíaverunflujoderefrigerantebastantefuerteeneseacoplamiento.Elacoplamientoinferiorcorrespondealaválvuladederivacióndelabomba.Silabombaestáenfuncionamiento,esposiblequeelrefrigerantetambiénsalgaporeseacoplamiento.Siestosacopla-mientosestánpordebajodelnivelderefrigerante,esposiblequedebadrenarelrefrigeranteparaveresto.Siunacorrientefuerteestásaliendodelacoplamientodederivación(inferior),peronosalenadadelacoplamientosuperior, probablemente esté experimentando algún tipo de bloqueo.
Motivosdelasfallas404(elrefrigerantenofluye):
• Enunainstalaciónnueva,elrefrigerantenohacirculadocompletamenteporlosConductores.Agreguemásrefrigerante,siesnecesario,yapagueyvuelvaaencenderelequipoparareiniciarlabombayeltemporizador de 4 minutos.
• LosConductoresdesuministroyretornoderefrigeranteestáninvertidos;laválvuladeretenciónenelretornodelrefrigerantedelaantorchaevitaelflujoinverso.
• Laspiezasdelaantorchasehanretiradoonosondelestilocorrecto,asíquelaválvuladeretencióndelaantorchainterrumpeelflujo.
• Tuboderefrigerantedelaantorchadañadooextensióndeltubo(siesnecesaria)faltante.• Sin potencia en el motor de la bomba.• Falladebomba/motor.• Válvuladederivacióndefectuosaoajustadaincorrectamente.
Tubo de refrigerante dañado
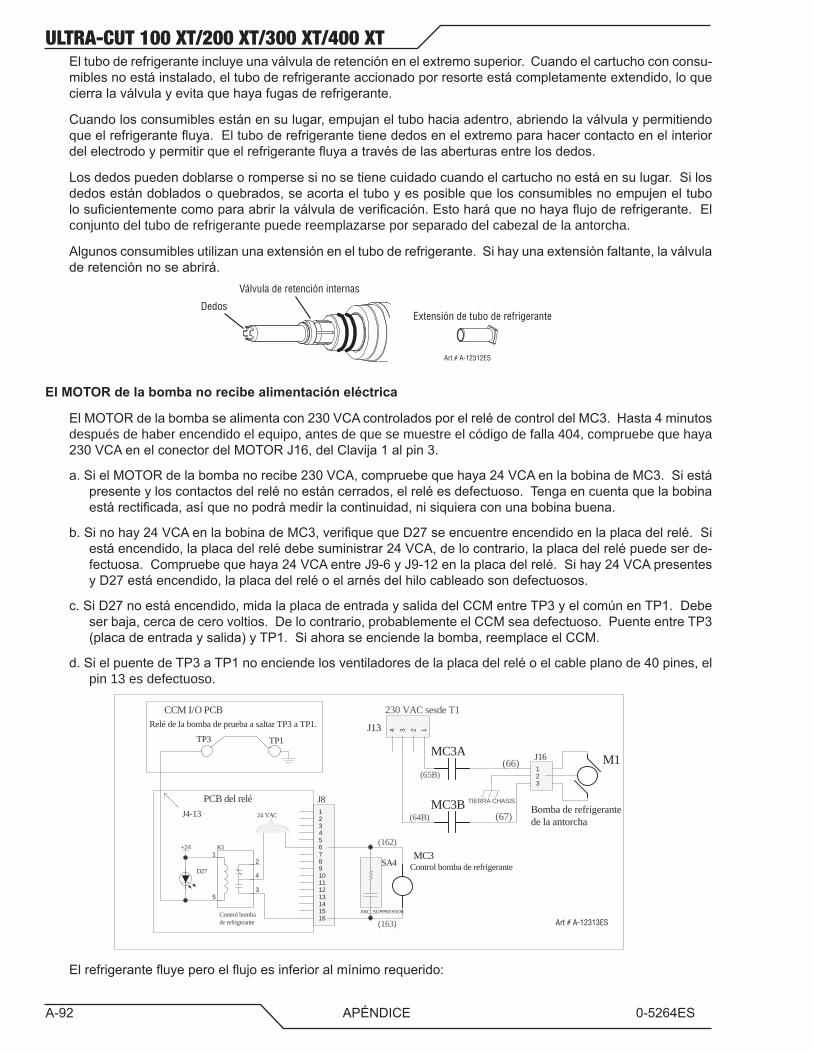
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-92 APÉNDICE 0-5264ES
Eltuboderefrigeranteincluyeunaválvuladeretenciónenelextremosuperior.Cuandoelcartuchoconconsu-miblesnoestáinstalado,eltuboderefrigeranteaccionadoporresorteestácompletamenteextendido,loquecierralaválvulayevitaquehayafugasderefrigerante.
Cuandolosconsumiblesestánensulugar,empujaneltubohaciaadentro,abriendolaválvulaypermitiendoqueelrefrigerantefluya.Eltuboderefrigerantetienededosenelextremoparahacercontactoenelinteriordelelectrodoypermitirqueelrefrigerantefluyaatravésdelasaberturasentrelosdedos.
Losdedospuedendoblarseorompersesinosetienecuidadocuandoelcartuchonoestáensulugar.Silosdedosestándobladosoquebrados,seacortaeltuboyesposiblequelosconsumiblesnoempujeneltubolosuficientementecomoparaabrirlaválvuladeverificación.Estoharáquenohayaflujoderefrigerante.Elconjunto del tubo de refrigerante puede reemplazarse por separado del cabezal de la antorcha.
Algunosconsumiblesutilizanunaextensióneneltuboderefrigerante.Sihayunaextensiónfaltante,laválvuladeretenciónnoseabrirá.
Art # A-12312ES
Extensión de tubo de refrigeranteDedos
Válvula de retención internas
ElMOTORdelabombanorecibealimentacióneléctrica
ElMOTORdelabombasealimentacon230VCAcontroladosporelrelédecontroldelMC3.Hasta4minutosdespués de haber encendido el equipo, antes de que se muestre el código de falla 404, compruebe que haya 230VCAenelconectordelMOTORJ16,delClavija1alpin3.
a.SielMOTORdelabombanorecibe230VCA,compruebequehaya24VCAenlabobinadeMC3.Siestápresenteyloscontactosdelrelénoestáncerrados,elreléesdefectuoso.Tengaencuentaquelabobinaestárectificada,asíquenopodrámedirlacontinuidad,nisiquieraconunabobinabuena.
b.Sinohay24VCAenlabobinadeMC3,verifiquequeD27seencuentreencendidoenlaplacadelrelé.Siestáencendido,laplacadelrelédebesuministrar24VCA,delocontrario,laplacadelrelépuedeserde-fectuosa.Compruebequehaya24VCAentreJ9-6yJ9-12enlaplacadelrelé.Sihay24VCApresentesyD27estáencendido,laplacadelreléoelarnésdelhilocableadosondefectuosos.
c.SiD27noestáencendido,midalaplacadeentradaysalidadelCCMentreTP3yelcomúnenTP1.Debeserbaja,cercadecerovoltios.Delocontrario,probablementeelCCMseadefectuoso.PuenteentreTP3(placadeentradaysalida)yTP1.Siahoraseenciendelabomba,reemplaceelCCM.
d.SielpuentedeTP3aTP1noenciendelosventiladoresdelaplacadelreléoelcableplanode40pines,elpin 13 es defectuoso.
Art # A-12313ES
MC3A
MC3B
M1
Bomba de refrigerante de la antorcha
123
J16
1234J13
(65B)(66)
(67)(64B)
TIERRA CHASIS
12345678910111213141516
J8
1
53
2
4
Control bomba de refrigerante
K5MC3
Control bomba de refrigerante
(163)
(162)
SA4
ARC_SUPPRESSOR
D27
24 VAC
PCB del relé
TP1TP3
CCM I/O PCBRelé de la bomba de prueba a saltar TP3 a TP1.
+24
J4-13
230 VAC sesde T1
Elrefrigerantefluyeperoelflujoesinferioralmínimorequerido:

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-93
Pruebeyajustelaválvuladederivación/bomba:
Estapruebamidelapresiónestáticaolapresióndelflujobloqueadoenelacoplamientodesuministroderefri-gerante del panel trasero. Realice esta prueba solo después de que el sistema de refrigerante esté completa-mentepreparado,esdecir,despuésdequeelrefrigerantehayacirculadoporelsistemayestéprácticamentelibredeburbujas.SenecesitaunmanómetroconelacoplamientoJICnº6.
Elindicadordebepoderleeralmenos173PSI.Retirelamangueradesuministroderefrigeranteyconecteelmanómetroensulugar.ParaAUTO-Cut200XT,conecteelindicadorenlugardelamangueradesuministroderefrigerantedelaantorchaenlamamparadeconexióndelaantorcha.EstoesunacoplamientoJICn.º5.
NOTA!No coloque el indicador en línea ni intente apretar la manguera para bloquear el flujo. Es muy difícil bloquear completamente el flujo, pero de no hacerlo, el ajuste de la deri-vación será incorrecto.
Enciendalaunidad.Tendrá4minutospararealizarlaprueba/elajusteantesdequeelsistemasedesconecteporunafalladeflujoderefrigerante.Siesosucede,apagaryvolveraencenderelequipolebrindaotros4minutos.
1. Lapresiónenelmanómetrodebeestarcercade173(170-175)PSI.Siesbaja,labombayladerivaciónson correctas.
2. Silapresiónesinferiora173PSI,ajusteeltornillodelaválvuladederivaciónenelsentidodelasagujasdelrelojparaelevarlapresión.Sipuedecambiarlapresiónconeltornillodelaválvuladederivación,peronopuedealcanzar173PSI,esposiblequelabombaestégastadaodañada.Silapresiónnosufremodificacionesconeltornillodederivación,esprobablequeladerivaciónseadefectuosa.
3. Silapresiónsupera173,redúzcalaajustandoeltornillodelaválvuladederivaciónenelsentidocontrarioa las agujas del reloj.
Pruebadelflujoderefrigerante:
Ademásdelapruebadepresiónoparareemplazarlasinotieneunmanómetro,determinesielflujoquere-gresadelaantorcha(elflujoqueatraviesaFS1)superaelmínimorequerido.Conlaunidadapagada,retirela manguera de retorno de la parte posterior de la fuente de alimentación. Colóquelo en un contenedor de un Volumennconocido.Enciendalaunidadydejequelabombafuncioneduranteexactamente30segundos.Debebombearalmenos1,4litros(3/8degalón).Utiliceuncontenedormásgrandeporsielflujoesmayoryse desborda.
Sielflujoesmenorque0,75GPM(0,25GPMparaPak200i):
• BusqueobstruccionescomocurvasfilosasoalgoqueaprietelasmanguerasderefrigeranteolosCon-ductores de la antorcha.
• Otraposibilidadesquelaválvuladederivaciónsehayaajustadoincorrectamente(alguienpuedehabergiradoeltornillodeajuste);consulteprueba/ajustedepresiónmásarriba
• Labombaestágastada(puedesucederconunaunidadmásantigua).Elflujoderefrigeranteescorrecto,peroelsistemanolodetectadebidoacomponentesdefectuosos:
• InterruptordeflujoFS1defectuosoodesconectado.• Placa del relé.• CCM.
InterruptordeflujoFS1desconectado:FS1vieneconunhilocableadodeaproximadamente1piedelargoyun conector que se enchufa a un arnés con 3 hilos cableados. Puede estar desconectado en cualquiera de los extremos, J74 o J5, en la placa del relé.
FS1defectuoso:elinterruptordeflujo,quenormalmenteseabreysecierracuandoelflujoqueloatraviesasuperalos0,75GPM,podríaestarabierto.LaformamásfácildemedirelinterruptoreshacerloenelconectordelarnésJ5queseenchufaenlaplacadelpiloto.Asumiendoqueyahadeterminadoqueelflujoessuficiente,
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-94 APÉNDICE 0-5264ES
desconecteJ5delaplacadelpiloto,enciendalaunidadparaquefluyaelrefrigeranteymidalacontinuidadentre los 2 pines de J5.
• Sinohaycontinuidad,elinterruptoroelarnésestánabiertosentreJ5yJ74enFS1.• SihaycontinuidadentrelospinesdeJ5consuficienteflujorefrigerante,laplacadelreléoelCCMtiene
problemas.
405 Advertencia de nivel de refrigerante bajo
Si el nivel del refrigerante se reduce mientras se realiza el corte, no es necesario detener el corte inmediata-mente,yaquetodavíahaysuficienterefrigerantecomoparacontinuar,porlotanto,E405semuestracomounaadvertencia.Unavezqueelcortesedetiene,sielrefrigerantesigueestandobajo,lapantallacambiaaE401y evita que comience otro corte. Consulte la sección del código 401 para conocer la solución del problema.
406 Advertenciadeflujoderefrigerantebajo
Estecódigoesunaadvertencia,nointerrumpeelcorte,perosielproblemapersiste,esnecesarioinvestigarlacausa.LasunidadesUltra-CutXT,ademásdelinterruptordeflujodelrefrigerante,incluyenunsensordeflujodeturbina,FL1,quesenombraeneldiagramadetuberíascomo“sensordeburbujas”,conunasalidadepulsosquemideconprecisiónelflujoderefrigeranteytambiénpuededetectarlapresenciadeburbujasdegasenelrefrigerante. Se ha comprobado que las burbujas de gas de los sellos que gotean en los acoplamientos de la antorchaolamanguerareducenlavidaútildelconsumible.Estecódigoesunaadvertencia,nointerrumpeelcorte, pero si el problema persiste, es necesario investigar la causa.
407 Sobrecalentamiento del refrigerante a causa de una temperatura ambiente elevada
Talycomosedescribióenlasecciónparaloscódigosde259a264,elCCMmidelatemperaturaambienteconelsensorTS2y,aligualquesucedeconlosinversores,sielrefrigerantepresentasobretemperatura,primeroseverificalatemperaturaambientey,siéstasuperalos40°C,lacausadelasobretemperaturadelrefrigeranteseatribuye a la temperatura ambiente elevada; en este caso, la solución evidente consiste en bajar la temperatura ambiente o reducir el ciclo de trabajo.
Laotraposibilidadesqueelcircuitodemedicióndetemperaturaambienteseadefectuosoyelrefrigerantesehayasobrecalentado.Enesecaso,deberíahabersedirigidoalaseccióndelcódigo403paraencontrarlacausadelsobrecalentamientodelrefrigeranteyalaseccióndeloscódigos259-264paraidentificarelproblemaconelcircuitodelTS2.
Elgrupo5serelacionaconerroresdecomunicacióndelbusCAN(fibraóptica)
501 Falla del bus CAN en el reconocimiento de la falla.
ElCCMsecomunicaconloscontrolesdegas(exceptoelGCM1000XT)atravésdeunCabledefibraópticaqueutilizaelprotocolodebusCAN.ElCCMbuscaunaseñaldelcontroldegas(GCM2010oDMC)atravésdelCabledefibraóptica.Nosedetectalaseñal.LacomunicaciónconelDPCquesetransmiteatravésdelDMC establece un código diferente, el 301, si existe un problema con éste.
Causa posibles:
• ElcontroldegasesGCM1000XT(AUTO-Cut300XT),quenocontienefibraóptica,conproblemadeidentificaciónbásico.
• problemadelbusCAN/lafibraópticaconelGCM2010oelDMC(partedelDFC3000).• Cable de control al DMC o GCM 2010 defectuoso.• Hayunfusiblefundidoodefectuosoenelcontroldegas(DMCoGCM2010)delaPCBprincipal.• LaPCBdelafuentedealimentacióndelDMCtieneunfusiblequemadooesdefectuosa.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-95
• CCM defectuoso.LOCALIZACIÓNDEFALLAS:
1. GCM1000XT(tambiénconocidocomoelcontrolbásicodegas)noutilizalacomunicacióndelbusCAN(fibraóptica).UnpuenteenelconectordelcontroldegasJ56,pines8y9,dalaseñal“BasicID”(identificaciónbásica),queleindicaalCCMquenoespereningúnbusCAN.Sienalgúnlugarestecircuitoestáabierto,en el Cable del control de gas, los pines del conector, la conexión desde el conector del panel trasero del GCM,J55,alCCM(J26),CCMesperaráverunaconexióndebusCANeinformaráesteERRORporqueno hay un bus CAN conectado.
2. DFC3000.Sielcontroldegasnorecibealimentacióneléctrica,norealizarácomunicaciones.Verifiquesihay alimentación eléctrica a las placas de control de gas.
a. CuandoutilizaAUTOGas(DFC3000)conelDMCyelDPC,silaplacaprincipaldelDMCnorecibepotencia,laluzdealimentaciónverdeenelpaneldelanterodelDMCnoseiluminará.Laplacaprinci-pal recibe varias tensiones de su placa de fuente de alimentación separada. Para la comunicación se necesitan+5VCC.HayunLEDverde,D17(elprimerodelaizquierdaenlafiladeLED),queseiluminacuandolaplacaprincipalrecibe+5Vdepotencia.
b. LaplacadelafuentedealimentacióndelDMCtienevariosLEDazulesqueseiluminancuandotienepotencia.Siningunoestáencendido,verifiquequeelCabledecontrolqueseconectóoelinterruptordepotencia,CB2,enelpaneltraserodelsuministrodegasdePlasma,noestédesconectado;siloestá,es posible que haya cortocircuitos.
c. EsposiblequefaltenunaomástensionesenlafuentedealimentacióndelDMC,quesuministravariastensiones,yaúnasípuedeniluminarsealgunosLEDazules.Verifiquelastensiones.
3. GCM 2010.
4. LoserroresdecomunicacióndelbusCAN/lafibraópticapuedenserdifícilesdesolucionar,enespecialcuandosonintermitentes.Consulte“Pruebadelafibra”acontinuación.Cosasquehayquebuscarson:
a. Losconectoresnoestánacopladosensulugarenlosextremosdelafibra.
b. Lafibraestádañadaomuydoblada.Estonodeberíasucedersilafibraestádentrodelamangueraprotectoraylamangueraestáfijadacorrectamenteeneldispositivodealiviodepresión,peronoessiempre el caso.
c. Suciedadenlosextremosdelafibraoenelreceptor/transmisorenelqueseenchufalafibra.Sopleairesecoylimpioconcuidado,comosiestuvieralimpiandolalentedeunacámara.
d. Interferenciaeléctricaexcesiva. Aunque lafibraes inmunea laEMI,puedeafectar loscircuitosencualquieradelosextremos.VerifiquequetodaslasconexionesatierrasehayanrealizadorespetandolasindicacionesdelManualyqueesténfirmesydespejadas.Verifiquelaresistenciadelavarilladeconexión a tierra (con todos los hilos cableados desconectados). Puede haber aumentado a causa de condicionesclimáticasmássecas.ConsultelasinstruccionesenelManualdeinstalacióndelPlasma.
e. Receptor/transmisoruotroscircuitosdefectuososenlaplacaprincipaldelcontroldegasoelCCM.Delo contrario, reemplace una de las placas principales (o ambas) del control de gas o el CCM.
Pruebasdeltransmisor/receptor.Elpartransmisor/receptorenlaPCByelCabledefibrasevendelasiguientemanera:
Art # 12314
Probar the Fibra:
Tengaencuentaquelafibracambiadenegroaazuldeunextremoaotro.Ilumineunextremoconunaluzbrillanteydeberíapoderverlaluzdesdeelotroextremo.Estoleindicaquelaluzllega,peronopruebaquesealosuficientementefuerte.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-96 APÉNDICE 0-5264ES
ElCCMeselcomponentedecomunicaciónprincipal.TransmiteyluegoesperaunarespuestadelMódulodeControldeGas(GCM).ElGCMnotransmiteporsímismo,soloenrespuestaaunasolicituddelCCM.
ElextremonegrodelCabledefibraseinsertaeneltransmisor,queeslacubiertagrisenlaPCB.Elotroex-tremodelafibratransmisoraesazulyseintroduceenelreceptorconlacubiertanegra.
Unossegundosdespuésdehaberencendidoelequipoyunavezquelabombaestéactivada,elCCMintentarárealizarunatransmisióncontinuaduranteuntiempo.PuededesconectarlafibradelCCMyveráqueelLEDrojodeltransmisorenlaPCBdelCCMparpadea.Esposiblequesedetengadespuésdeuntiempo,asíquedebeapagaryvolveraencenderelequipoantesdedeterminarquenofunciona.Sinohayluz,verifiqueunodelosparestransmisor/receptor.Siningunoparpadea,elproblemaseencuentraenelCCM.
Sialmenosuntransmisorparpadea,vuelvaaenchufarlafibraallí,luegoalextremodelcontroldegasdelafibra(desenchufada),ydeberáaparecerunaluzrojasaliendodelextremoazul.
Eltransmisordelcontroldegasnorealizasufunción,exceptoenrespuestaaunasolicituddelCCM,asíquenoveráningunaluzencendidaeneltransmisordelGCMconelCabledesconectado.Sinembargo,sigiraelconector90ºeintroduceelextremoazulenelreceptor(cubiertanegra)ydejaabiertoeltransmisor,elGCMdebe recibir las solicitudes del CCM y, como respuesta, su transmisor debe parpadear (cubierta gris). De lo contrario, es posible que el problema provenga de la placa del GCM, si es que recibe alimentación eléctrica.
Aúnesposible,aunquevealaluzrojaenelextremodelafibradelGCM,quehayasuciedadeneltransmisororeceptoroenlosextremosdelasfibras,oquelafibraestédañaday,porlotanto,laluzseavisible,peronolosuficientementefuertecomoparalaplacadelGCM.Sitodolodemásfalla,reemplaceelCabledefibrayelCCMylaPCBdelGCM.
502 Bus CAN apagado por exceso de errores.
Consulte el código 501 para conocer la solución del problema de las fallas del bus CAN.
503 Advertencia de ERROR en los datos del bus CAN.
Estoesunaadvertencia,noapagaelsistema,peroindicaqueprobablementeseapagarápronto(código502).Lasolucióndelproblemaeslamismaquepara501.
504 Reservado para uso futuro.
Nodeberíaobtenerseesto,perosiseobtiene,esposiblequelacausaseaEMI.Comuníqueseconatenciónal cliente.
Los códigos del Grupo 6 se relacionan con el CCM y las actualizaciones del programa. Una excepciónes619,queesunafalladelinterruptordeflujodelrefrigeranteFS1.
601-611 Diversas fallas internas de la placa de la CPU del CCM.
Para la mayoría de estas fallas, intente apagar y volver a encender el equipo, pero si el problema persiste, la únicasoluciónposibleseráreemplazarelCCM.Excepciones:
1. 603Esteesunode loscódigosreservadosdeproductosanteriores. Noseutiliza,asíquenodeberíaaparecer; si aparece, comuníquese con atención al cliente.
2. 607SepuedeproducirunacondicióndesobretemperaturadelprocesadorsilatemperaturaambienteenlazonadelCCMesdemasiadoelevada.Intenteabrirelpanellateralsuperiorderecho,quizásrefrigerándolocon aire. Si eso no ayuda o la temperatura ambiente no era tan elevada, reemplace el CCM.
3. 611Elcódigotienevariascausas,lamayoríadelascualesrequierenelreemplazodelCCM.Sinembargo,unacausaposibleesqueelpuentedeprogramaciónenlaplacadelaCPU(debajodelaPCBdesupresiónestática)sehayadejadoenlaposiciónPROG(programación).Esteesunajustedefábricaqueseutilizadurante la programación inicial y no debe encontrarse nunca en el campo. NO se utiliza en actualizaciones decódigosdeaplicación.Sinembargo,sisemovió,elresultadoserá611.
612 USB port ELECTRICIDAD FALLA.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-97
ElpuertoUSBsuministra+5VparaalimentaralgunosdispositivosUSBcomolaunidadflash(memoriaportátil,memoriaUSB)utilizadosparalasactualizacionesdelprograma.Actualmente,elúnicodispositivoqueestáenusoconestepuertoUSBesunaunidadflash.Estafallanodetectatensiónodetectatensiónbajaenelpuer-to.Estopuededeberseauncortocircuitoenunaunidadflashoalgúnotrodispositivoqueutilizademasiadacorriente,loqueexcedeloslímitesdelafuentedealimentacióndeUSB.
Intenteutilizarotraunidadflasho,sisabequeestaunidadfuncionacorrectamente(funcionaconunacompu-tadora), reemplace el CCM.
613 Falla de creación del archivo de registro de USB
CuandoseactualizanlosprogramasdelCCM,elDMCyelDPCdesdeunaunidadflash,secreaunarchivoderegistroconelnombreCCM_LOG.TXTenlaunidadflash,queinformasobrelosresultadosdelaactualiza-ción,incluidoslosproblemas.Sinosepuedecrearelarchivoderegistro,apareceráelcódigo613.Lacausadeesteproblemapuedeserquelaunidadflashtienedemasiadosarchivosoelformatodelosarchivosnoescompatible con el CCM.
1. Intenteguardarlosarchivosdeactualizaciónenunaunidadflashdiferente,siesposible,vacía.
2. Oguardetodoslosarchivosdelaunidadflashenotraubicaciónensucomputadora,yluegoeliminetodoslosarchivosdelaunidadflash.Ahoracopieenlaunidadflashsololosarchivosnecesariosparalasactua-lizaciones del programa.
3. Sielpasoanteriornofunciona,asegúresedetenercopiasdelosarchivosyformateesuunidadflashparaeliminar todo lo que se encuentre allí. Ahora cargue solo los archivos necesarios para la actualización del programa.
614 Sin archivo USF
SenecesitatenerelarchivoVTCCMFW.USFenlaunidadflash,juntoconlosarchivosdeprograma,cuandoserealizaunaactualizacióndelprograma.Siestáfaltandooescorrupto,lapantallamostraráb614.La“b”indicaquelafallaesgeneradaporelcargadordearranqueenlugardelcódigonormaldelaaplicación.TengaencuentaquecadarevisiónnuevadelosarchivosdeprogramaincluyeunnuevoVTCCMFW.USF.Aunqueelnombre sea el mismo, se requiere la nueva versión de este archivo, que se suministra con el código de aplicación.
1. InstaleelarchivoVTCCMFW.USFcorrectoenlaunidadflash.
2. SiyatienelaversióncorrectadeVTCCMFW.USF,talvezlaunidadflashseaelproblema.Sigalasinstruc-cionesparaelcódigo613.
615-617 No se encuentra el archivo de actualización del CCM, el DPC o el DMC
LosarchivosdeprogramaparaelCCM,elDMCyelDPCpuedenactualizarseatravésdelpuertoUSBdelsuministrodegasdePlasma.ElGCM2010seactualizaporotrosmedios.ParaunaunidadconGCM2010,esposiblequesepuedacontinuaractualizandoelCCMatravésdelCableUSB.LosformatosdelosarchivosdeactualizacióndelprogramasonCx_x_0.S(CCM),Mx_x_0.S(DMC)yPx_x_0.S(DPC).
Sielcargadordearranqueencuentra3dispositivos,CCM,DMCyDPCenelbusCAN,perolaunidadflashnocuentaconlos3archivosdeactualización,realizarálasactualizacionesquepueda,peromostraráuncódigoindicandoquefaltaactualizarunoomás(615paraCCM;616paraDMC;617paraDPC).
Intenteutilizarotraunidadflasho,sisabequeestaunidadfuncionacorrectamente(funcionaconunacompu-tadora), reemplace el CCM.
Loscódigosdelgrupo7serefierenalmóduloopcional1Soplete
Diagramasimplificadodeenergía:
Para más detalles y resolución de problemas consulte el diagrama de interconexiones y módulo XT 1Soplete 042X1366.
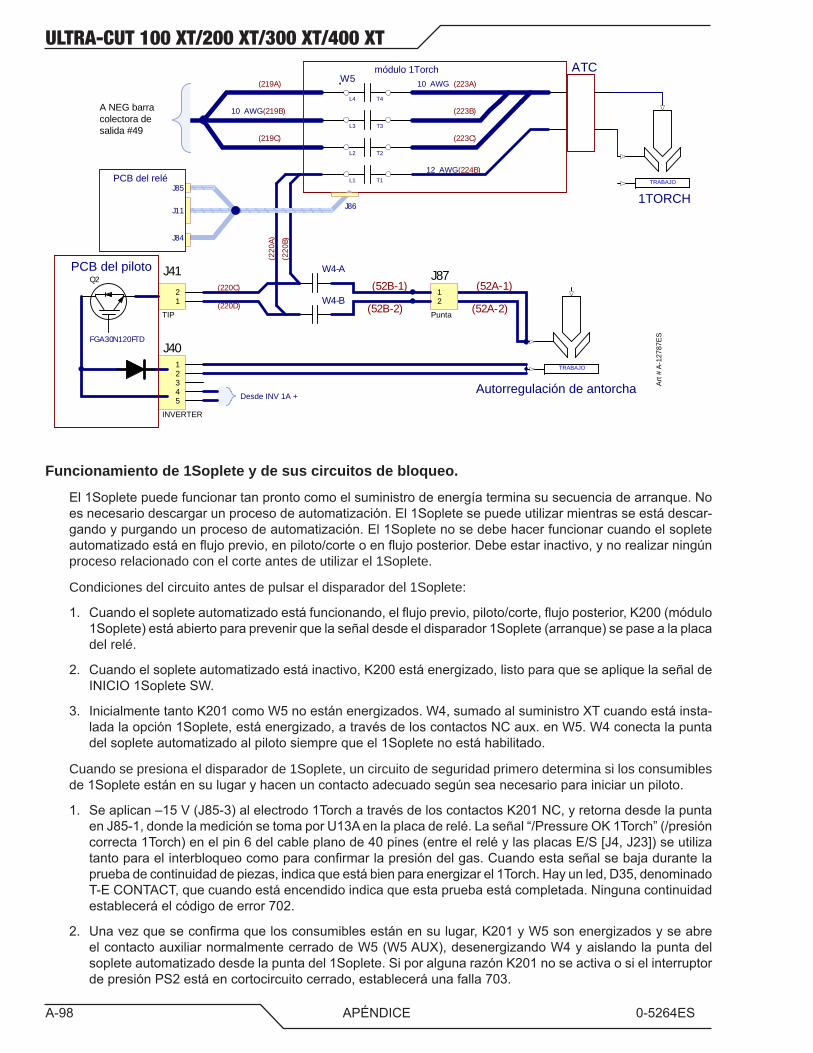
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-98 APÉNDICE 0-5264ES
12
J41
TIP
(52A-1)W4-A
W4-B
TRABAJO12345
J40
INVERTER
Autorregulación de antorcha
12
J87
Punta
Desde INV 1A +
PCB del piloto
FGA30N120FTD
Q2(220C)
(220D) (52A-2)
(52B-1)
(52B-2)
+
W5
L1
L2
L4
L3
T2
T1
T4
T3
A NEG barra colectora de salida #49
12 AWG
10 AWG
10 AWG(219A)
(219B)
(219C)
(224B)
(223A)
(223B)
(223C)
TRABAJO
1TORCH
ATC
(220
A)
(220
B)
PCB del reléJ85
J11
J84
J86
módulo 1Torch
Art
# A
-127
87E
S
Funcionamiento de 1Soplete y de sus circuitos de bloqueo.
El1Sopletepuedefuncionartanprontocomoelsuministrodeenergíaterminasusecuenciadearranque.Noesnecesariodescargarunprocesodeautomatización.El1Sopletesepuedeutilizarmientrasseestádescar-gandoypurgandounprocesodeautomatización.El1Sopletenosedebehacerfuncionarcuandoelsopleteautomatizadoestáenflujoprevio,enpiloto/corteoenflujoposterior.Debeestarinactivo,ynorealizarningúnproceso relacionado con el corte antes de utilizar el 1Soplete.
Condiciones del circuito antes de pulsar el disparador del 1Soplete:
1. Cuandoelsopleteautomatizadoestáfuncionando,elflujoprevio,piloto/corte,flujoposterior,K200(módulo1Soplete)estáabiertoparaprevenirquelaseñaldesdeeldisparador1Soplete(arranque)sepasealaplacadel relé.
2. Cuandoelsopleteautomatizadoestáinactivo,K200estáenergizado,listoparaqueseapliquelaseñaldeINICIO1SopleteSW.
3. InicialmentetantoK201comoW5noestánenergizados.W4,sumadoalsuministroXTcuandoestáinsta-ladalaopción1Soplete,estáenergizado,atravésdeloscontactosNCaux.enW5.W4conectalapuntadelsopleteautomatizadoalpilotosiemprequeel1Sopletenoestáhabilitado.
Cuando se presiona el disparador de 1Soplete, un circuito de seguridad primero determina si los consumibles de1Sopleteestánensulugaryhacenuncontactoadecuadosegúnseanecesarioparainiciarunpiloto.
1. Seaplican–15V(J85-3)alelectrodo1TorchatravésdeloscontactosK201NC,yretornadesdelapuntaenJ85-1,dondelamediciónsetomaporU13Aenlaplacaderelé.Laseñal“/PressureOK1Torch”(/presióncorrecta1Torch)enelpin6delcableplanode40pines(entreelreléylasplacasE/S[J4,J23])seutilizatantoparaelinterbloqueocomoparaconfirmarlapresióndelgas.Cuandoestaseñalsebajadurantelapruebadecontinuidaddepiezas,indicaqueestábienparaenergizarel1Torch.Hayunled,D35,denominadoT-ECONTACT,quecuandoestáencendidoindicaqueestapruebaestácompletada.Ningunacontinuidadestableceráelcódigodeerror702.
2. Unavezqueseconfirmaquelosconsumiblesestánensulugar,K201yW5sonenergizadosyseabreelcontactoauxiliarnormalmentecerradodeW5(W5AUX),desenergizandoW4yaislandolapuntadelsopleteautomatizadodesdelapuntadel1Soplete.SiporalgunarazónK201noseactivaosielinterruptordepresiónPS2estáencortocircuitocerrado,estableceráunafalla703.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-99
3. AhoraelSolenoidedegas1Sopleteestáencendidoyelgasdebefluir,haciendoque1Sopleteinicieuncartucho para alejarse de la punta. Al mismo tiempo, el inversor se activa para apagar el voltaje en el circuito abierto.Sielcartuchodearranquesehaseparadodelapunta,elsuministroXTdetectaráelvoltajedecircuitoabiertoentrelapuntayelelectrodo.Sinohaysuficientepresióndeaire,porlomenos35PSI,seestablecerálafalladepresión704.Silapresiónessuperiora35PSIyelcartuchonosesepara,entoncesseestablecerálafalladelcartuchodearranque705.
4. Suponiendoquehayasuficientepresióndegas(debeestarentre70y85PSI)yelcartuchodearranquefuncionacorrectamente,elgasseapagará,laspartesseunirányelpilotoactualfluiráatravésdeellos;elgasseencenderádenuevoylaspartesseparadasformaránunarcoentreellas,queseráexpulsadodelapuntaporelflujodegas.
MedicionesdeinterbloqueoduranteelfuncionamientodelsopleteXTautomatizado:
1. Independientementedesiun1TorchestáenchufadoenelATC,seaplicarán–15VatravésdeK201alcircuitodelelectrodo1Torch(terminalnegativodeATC)comosehaexplicadoanteriormente.SiW5,quedebe estar abierto, tiene cerrado cualquiera de sus tres contactos negativos (soldados o pegados) los –15V semediránatravésdeU13B,dandolaseñal“ContactorFault1Torch”(falladecontactor1Torch).Sinosedetectalafalladelcontactor,estábienenergizarelsopleteautomatizado.
2. Siun1Sopleteestáenchufadoysuspiezasestánensulugarhaciendocontacto,los–15Vtambiénseveránenelcircuitodelapunta,ysielpiloto(punta)W5decontactoestácerrado(soldadoopegado),U13Ddetectarálos–15Vydarálaseñal“ContactorFALLA1Soplete”(falladecontactor1Soplete).“ContactorFALLA1Soplete”(falladecontactor1Soplete)estableceelcódigodefalla701.Sinosedetectalafalladelcontactor,estábienenergizarelsopleteautomatizado.Enlaplacadereléshayunledverde,D40,queseenciendecuandoelcircuitoestácorrectoynoencondicióndefalla.
Solución de problemas del módulo 1Soplete.
Enprimerlugar,lealasdescripcionesanteriores.EstaguíaasumequeustedtieneunacopiadeleldiagramadeinterconexionesymóduloXT1Torch42X1366.Elmódulo1TorchestámontadoenelpanelfrontalXTcontornillosqueaceptanundestornilladorTorxT25ounallavede8mm.Sielprocedimientorequierequeloquite,loscablessonlosuficientementelargosparapermitirretirarelmódulolosuficientementelejosdelpanelcomoparaeliminartambiénlacubierta.Ustedtendráquesostenerelmóduloconalgomientrastrabajaenél.
Extracción y apertura del módulo 1Soplete.
Encasodequelaresolucióndeproblemasolareparaciónrequieranelaccesoalinteriordelmódulo1Soplete,estoesloqueserequiere.Primeroquitelospaneleslateralesdeladerechayasegúresedequeestáenchu-fadoelconectorJ86enlaparteposteriordelmódulo.Hayseistornillosenelpanelfrontaldelmódulo:cuatromantienenunidoelmóduloconelpanel,ydossostienenlacubierta.Retírelostodos.Extraigaelmódulodelpanel frontal hasta que pueda acceder a los tornillos de la cubierta, dos en cada lado y dos en la parte trasera. ElarnésylosCablessiguenconectados.Lapartetraseradelacubiertaestáranurada,porloquesolotienequeaflojarlostornillos.Mientrashaceestotendráquesostenerelmódulo.
No se muestran códigos de falla. Algunos problemas pueden no generar códigos de ERROR:
1. Faltaderespuestaaldisparadordel1Torch.Paraoperareldisparadordel1Torch,elsopleteautomatizadodebeestarenestadodereposo,noenflujoprevio,flujoposterior,etc.CuandoelsopleteautomatizadoXTestáinactivo,K200enelmódulo1Torchdebeestarenergizado,conectandoeldisparadordelsopleteconlaplacaderelésyelCCM.EnlaplacaCCME/SencuentreelledD70(leddearranquede1Torch),justoalaizquierdadelJ28.Cuandosepulsaeldisparador1Torch,eseleddebeencenderse.Sinoseenciende,compruebequelacopadeprotecciónylosconsumiblesestánubicadoscorrectamente.Compruebequeelconector1TorchATCestécompletamentecalzado.
a. Si el led D70 no se enciende, primero retire J11 de la placa de relés. Mida entre 400 y 800 ohmios (no utilicelaescaladediodosdelmedidor)entrelospines2y3delconectordelarnésdeJ11.Siestáencortocircuitooabierto,entonceselproblemaestáenelmódulo1Soplete.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-100 APÉNDICE 0-5264ES
b. SilaresistenciaenJ11-2y3estábien,reconecteJ11ymidaelvoltajeenJ11-2enrelaciónconTB1enlaplacaderelés.Debeser24VCD.DespuésmidaenJ11-3.Estevoltajedebeserbajo,demenosde2voltios.Sielvoltajenoesbajo,sinoqueesde24VCD,entoncesK200noestáencendido y el problema puede estar en la placa de relés o en el CCM.
c. Midaelpin5enelCableplanode40pines(J23/J4).Sielvoltajeesalto,porencimade15VCD,elCCMpuedeestardefectuoso,ynodetectarcuandoelsopleteautomatizadoestáinactivo.Sielvoltajedelpin5esbajo,demenosde2VCD,yJ11-3noerabajo,entonceslaplacadereléestádefectuosa.
2. ContactorW5noenergizado.EnrealidadestomostraráuncódigodeERROR102, falladepiloto,despuésdeunossegundos,porquesiW5noestáactivado,laenergíanoseconectaráala1Sopleteporloquenohabráningúnpiloto.
a. Mida24VCAenJ11-1hastaJ11-12.Siestábien,tendráqueabrirelmódulo1Sopleteparainvestigarmásafondo.
b. Sinohay24VCA,compruebequenosehayadisparadoel interruptordelcircuitoCB3,queseencuentraenelpaneltrasero.Despuésmidalaseñal“/ContactorACTIVAR1Soplete”(contactorhabilita1Soplete)enelpin20delCableplanode40pines(J23/J4).Elvoltajedebeserbajo,menorque2voltios.Siesasí,laplacadelreléestádefectuosa.Sielpin20notienebajovoltaje,entoncesla causa del problema probablemente sea el CCM.
3. ElcontactorW4nosecierracuandoelsistemaestáenmodoinactivooautomatizado.EstoevitaráelpilotajeconelsopleteXT,yestableceráelcódigo102despuésde15segundosdetratardeusarelpiloto.
Omitir(conderivación)elW4paraversiesopermiteestablecerelpilotodelsopleteXT.RetireJ41(conec-torde2pinesdelW4alaplacadelpiloto)desdelaplacadelpiloto.RetireelconectorJ41(J87)quetienelosCables52A-1y52A-2(queconectanaJ87enelotroladodeW4)yconécteloaJ41enlaplacadelpiloto.Estodevuelvelaunidadalamaneraenquefuncionabasinlaopción1Soplete.SipiloteaahoraesporquehabíaunproblemaconW4.ElsopleteautomatizadoXTsepuedehacerfuncionarconW4anulado.
Solución de problemas en W4.
1. LabobinaW4mideentre10y15ohmiosatemperaturaambiente,porloGeneral12a13ohmios.Antesdemedirlaresistencia,retiredelabobinaunsoloCable210o210A.SiestáabiertooencortocircuitoreemplaceW4.
2. W4sealimentacon24VCA.EnlaplacadereléJ11midaentreelClavija10(Cable210AenlabobinaW4)y12.Debehaber24VCA.Encasodequenolohaya,compruebequeelinterruptordecircuitoCB3enelpanelposteriornosehayadisparado.
a. Desconecte la alimentación y retire J11 de la placa del relé. Mida la resistencia desde el conector dearnésJ11hastaelotroladodelabobinaW4(Cable210).Debehabercontinuidad,cercade0ohmios.Sinoesasí,puedeserqueestéabiertoelcontactoauxiliarW5(W5AUX),quenormalmenteestácerrado.Ustedtendráqueabrirelmódulo1Soplete.ConsultelasecciónExtracciónyaperturadel módulo 1Soplete, que se encuentra cerca del comienzo de esta sección.
b. DeterminesiW5sehaquedadoatascadoalmantenerabiertosuAUXSW.Encuentreelcontactor(esgrandeynegro).Elcontactoresunagujerorectangularenelmediodelacubierta,quedentrotieneunapiezadeplásticoligeramenterebajada.Cuandoustedloempujehaciaabajosedeberámoveryliberarunresorte.Sinosemueve,deberáreemplazarlo.ElcontactoAUXestáenelladodelcontactorhacialapartetraseradelacaja.Determinesiestácorrectamenteaseguradoalcon-tactor.Debeencajarensulugar.Siestádefectuosoynosepuedearreglartendráquesustituirelcontactor completo.
701 Falladelaislamientodelcontactor(W5).
EstafallaseproducecuandounoomásdeloscontactosW5estáncerradoscuandonodeberíanestarlo.YaseaporqueW5estáenergizadocuandonodebería(debidoaunaplacadecircuitodefectuoso)oporqueeloloscontactosestánfísicamenteatascados.
1. Punta 1Soplete en contacto con la pieza de trabajo o con la puesta a tierra

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-101
a. Silapuntadeseparaciónestándar1Torchestátocandoeltrabajoolatierrayalencenderlabombano arranca, no cebe el sistema de refrigeración. Si durante el cebado la punta entra en contacto con el trabajooconlatierra,labombasedetiene.AmboscasosmuestranlafallaE701,queenestecasonoesunafallaW5sinoesunartefactodelcircuitoquecompruebalafallaW5.
b. Después de terminar el cebado, la punta de separación cuando entra contacto con el trabajo no detiene labomba,peromuestralafallaE701.
c. Corte por arrastre con 1Soplete. Para una mayor duración de los consumibles, el corte por arrastre debe utilizar la cubierta especial de protección de arrastre o la guía de copa de protección de separación que no permite que el contacto entre la punta y el trabajo, no genera la falla 701 y permite el corte en el 100A completo.
Silapuntadeseparaciónestándarentraencontactoconeltrabajo,lacorrientesereduciráa40Aparaevitardañosenlapunta.Puedeseguircortandoporarrastredeestamaneraconesacorrientereducida,pero la vida útil de la punta puede reducirse. Debido a la falla 701, con la punta de separación debe activarla1Torchconlapuntaporencimadeltrabajoparainiciarelflujoprevio.Enestemomento,lapunta se puede poner en contacto con el trabajo para el corte a la corriente reducida.
2. W5noestáenergizadooatascado.
a. CuandoW5estábien,D40(elleddelaplacadelrelé)debeestarencendido.Sinoloestá,retireJ84delaplacadelrelé.SiD40todavíanoseenciende,laplacadelreléestádefectuosa.
b. SiD40estáencendidoconJ84removidoyaunasísemuestraunafalla701,midaelpin20(J23CCMparaelreléJ4)delCableplanode40pines,relativoaTP1tantoenelCCMcomoeneltableroderelés.Sielvoltajedelpin20estábajo(menosde2VCD)entoncesesprobablequelafallaestéenCCM.Sielvoltajedelpin20esaltoconJ84retirado,laplacaderelésestádescompuesta.
3. W5estáenergizado.Antesdedesmontarelmódulo1SopleteparainspeccionarW5,mireenlaplacadelreléparaversiD26(elledverde,justoporencimadeK3)estáencendido.EstopodríaindicarquelaplacadelreléotalvezelCCMestánencendiendoelW5cuandonodeberíanhacerlo.TambiénpuedemedirsialJ11-1yJ11-12llegan24VCAprocedentesdelaplacaderelés.
a. EnelCableplanode40pines(CCMJ23areléJ4),sielpin20tienebajovoltaje(menosde2V),relativoaTP1yaseaenelCCMoenlaplacadelrelé,entonceselCCMestáencendiendoW5.ReemplaceelCCM.
b. Sielpin20tieneelvoltajealto(másde15VCD),peroD26estáencendido,laplacadelreléestáde-fectuosa.
4. W5noestáenergizadoperoestáatascadocerrado.UstedtendráqueabrirelmóduloparainspeccionaryprobablementereemplazarW5.Antesdedesmontar,desconectelaalimentacióndelaunidad.
a. Encuentreelcontactor (esgrandeynegro).Esunagujerorectangularenelmediode lacubierta,quedentrotieneunapiezadeplásticoligeramenterebajada.Cuandoustedloempujehaciaabajosedeberámoveryliberarunresorte.Sinosemueve,deberáreemplazarlo.Retirelatapadelcontactor,dostornillos,einspeccioneloscontactos.Nodebenestarexcesivamentequemadosysedebenmoverconlibertad.Encasocontrario,deberáreemplazarelcontactor.
702 Falla de consumibles de arranque de contacto.
Como se explicó anteriormente, un circuito en la placa del relé aplica –15 VCD al electrodo y espera ver que elvoltajeenlapuntaqueaseguraelelectrodo,elcartuchodearranqueylapuntaestánensulugaryhacencontacto eléctrico.
1. Lacausamáscomúndeestafallaeselarcoeléctricoylapicaduradelasuperficiedelcontactoentreelcartuchodearranqueylapunta.Estossepuedenlimpiar,osiestánmuydañadossedebenreemplazar.Noutilice papel de lija, ya que las partículas de arena pueden entrar en el cartucho de arranque.
2. Cuando las partes hacen contacto, debe encenderse el led verde D35 en la placa del relé.
a. SielledD35estáencendido,midaenelClavija11delCableplanode40pinessihayunvoltajebajo(demenosde2VCD)relativoaTP1delaplacadelrelé.Sielvoltajeesbajo,entoncesCCMolacintade40pinesestándefectuosos.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-102 APÉNDICE 0-5264ES
b. SiD35estáapagado,quiteJ85delaplacadelreléymidasihayunvoltajedemenosde12a15VCDenelpin3delacabeceraPCBJ85.Sinolohay,laplacadelreléesdefectuosa.Sihayvoltajepresenteenchufe J85 de nuevo y mida de nuevo el pin 3. Si ahora no hay voltaje presente es porque hay un cortocircuito en el módulo o en los Cables.
c. SuponiendoqueelvoltajeestábienenJ85-3,midaelvoltajeenJ85-1.Deberíasermásnegativoque–5V.Siesasí,laplacadelreléestádefectuosa.
3. Problema dentro del módulo 1Soplete. Para obtener instrucciones para abrir el módulo, consulte la sección Extracciónyaperturadelmódulo1Soplete,queseencuentracercadelcomienzodeestasección.
a. BusqueelcontactorW5.Conlaelectricidadconectadayelsistemaenreposo,midalaprincipalterminalT2,T3oT4deW5.ConelterminalnegativodelmedidorenTP1,yaseadelaplacadelreléXTodelasplacasCCM.Debemedirmásque–5VCD(normalmenteentre–12y–15VCD).Sinohayvoltaje,midaenK201-5.Sitampocoallíhayvoltaje,entoncesquizáselmazodeCablesentreJ85yJ86estádefectuosooestácableadodeJ86aK201.
b. Midaatravésdelabobinayelpin7a8deK201paraconfirmarquenoestáenergizado.Elvoltajedebeser0VCD,perosiesde24VCDentonceslaplacadelreléestádefectuosa.
c. SielvoltajeestababienenelK201-5,midadesdeTP1hastaK201-1.Sinovoltaje,elcontactoNCdelK201estáabiertooeldiodoD201estáabierto.D202enelCable223/223Dbajoeltuboretráctil.
703 Falla del circuito de detección. 1. Cuandosepulsaeldisparador1Torch,loscircuitosverificansilaspiezasconsumiblesestánensulugar
(seexplicaenelcódigo702).ConlosconsumiblesensulugaryK201noenergizada,laseñal“/PressureOK1Torch”(presióncorrecta1Torch)enlaplacadelreléserábaja.TanprontocomoseenergizaK201,lapuntaconlos–15VCDyanoestáconectadaaJ85-1,asíqueelledD35seapaga.AunqueelsolenoidedegasSOL4todavíanosehaencendido,aunasídebeelevarselaseñal“/PressureOK1Torch”(presióncorrecta1Torch).EstocompruebaqueK201estáfuncionandoyqueelinterruptordepresiónPS2estánor-malmenteabierto.Sicualquieradeestosdosnofueracorrecto,segeneraráelerror703.Todoestosucedemuyrápidamenteporloqueescasiimposiblemedirloconunmedidor:tendráqueutilizarunprocesodeeliminación.
a. Retire de la placa del relé el conector J85 de 3 pines. Presione el disparador del 1Soplete. Se debe generarlafalla702.Siencambiosegenerauna703,PS2estáencortocircuito.Esdifícilqueocurraesta falla.
b. SiconJ85eliminadotodavíasegeneraunafalla703,tendráquedeterminarsilaplacadelreléestátratandodeencenderK201osilaplacaesdefectuosa.VuelvaaconectarJ85.Enrespuestaalafalla,inclusosilaplacadelreléenciendeK201,inmediatamentetendráqueapagarlodenuevo.Sumedidordebedetectarunpulsomomentáneodevoltajeosimplementeparpadearsiseestáaplicandocorrec-tamente el voltaje.
i. MidaentreTP1(común)enlaplacadelreléyJ11-9.Cadavezqueseactivaelsopleteelmedidordeberíaparpadear.Silohace,tendráqueabrirelmódulo1Sopleteparainvestigarlosproblemasallí.Paraobtenerinstruccionesparaabrirelmódulo,consultelasecciónExtracciónyaperturadelmódulo1Soplete,queseencuentracercadelcomienzodeestasección.SinohayningunaseñaldevoltajeenJ11-9,laplacadelrelépuedeestardefectuosa,peroprimerosedebecomprobarquelabobinaK201oD202noesténencortocircuito.
ii. Desconectelaalimentacióneléctrica.RetireJ11delaplacadelrelé.EnelconectordelmazoJ11midalaresistenciaentre400y800ohmiosentrelospines8y9.Noutilicelaescaladediodosdelmedidor. Si la resistencia es menor que 400 ohmios, invierta los terminales del medidor ya que es posible que esté midiendo el diodo D202. Si mide un corto muy inferior a 400 ohmios, eso puede ser la causa de no ver ningún movimiento en el medidor.
iii. Uncortoouncircuitoabiertorequierenqueabraelmódulo1Sopleteparadeterminarlacausa.Paraobtener instruccionesparaabrirelmódulo,consulte lasecciónExtracciónyaperturadelmódulo1Soplete,queseencuentracercadelcomienzodeestasección.EnelcasodeuncortodeterminesielD202estádefectuosoosilabobinadelreléestácortocircuitadaoabierta.K201eselreléhacialapartefrontaldelmódulo;K200esladelapartetrasera.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-103
704 Falla de presión
Lapresiónnormaldeoperaciónde1Torchesde70a85PSI.Sinembargo,lapresiónmínimaparahacerfuncio-narelinterruptordepresiónesde35PSI.Cuandosepulsaeldisparadorde1Torchyfuncionancorrectamentelaspruebasparadeterminarquelosconsumiblesestánensulugar(702)yqueelcircuitodedetecciónestátrabajando(703),entoncesseenciendeelsolenoidedegasSOL4.Silapresióndegasdeentradaessuperiora35PSI,lapresiónSWPS1sedebecerrar.Lapresióndeentradapordebajode35PSIoelreguladordegasquenoseestableceporencimade35PSIgeneraránlafalla704.
1. Confirmequeenlaconexióndeentradadelmódulo1Sopleteestáconectadaunsuministrodeairecapazdegenerar70-85PSI.Sienlalíneadeaireseutilizaunfiltroopcional,compruebequenoestéenchufado.
2. Dispareelsopletedemaneramomentáneaparainiciarelflujoprevio.Ajusteelreguladorenelmódulo1Sopletedeizquierdaaderechaparaaumentarlapresiónhastaalmenos70PSI(o,enlosCablesmáslargos, hasta 85 PSI).
3. Sinohaypresiónenelmanómetro,elSolenoidepuedeestardefectuosoolaplacadelrelénoloestáencendiendo.
a. EnprimerlugarveasialpulsarelinterruptordelsopleteseenciendeD2(elleddelsopletedegasenla placa del relé). Si no se enciende, es que hay un problema en la placa del relé o en el CCM. Si el led D2estáencendidoprosigaconelpaso3c.
b. EnelCableplanode40entreelCCMylaplacadelrelé(J23-J4)midaelpin4relativoaTP1.Debetener un voltaje bajo (de menos de 2 VCD) al presionar el disparador del 1Soplete. Si el voltaje no es bajo,entonceselCCM(oelCableplano)estádefectuoso.Sielpin4tienebajovoltajeoselebajaelvoltajecuandosepresionaeldisparadordelsopleteperoenlaplacadelreléelledD2noestáencen-dido,entoncesestádefectuosalaplacadelrelé.
c. SielledD2enlaplacadelreléestáencendido,conelsopleteSWpresionado,compruebesilaplacadelreléestásuministrandoenergíaalabobinadelSolenoide.Primeroprepareparamedir24VCAentrelos pines 13 y 14 en J11 de la placa del relé. Presione el disparador del 1Soplete. Si no hay voltaje, la placa del relé puede estar defectuosa.
d. Si en la medición anterior había 24 VCA, desconecte J11 y mida la resistencia entre los pines 13 y 14 del conectordelmazodeJ11.Debeteneralrededorde21ohmios.EstaeslaresistenciadelabobinadelSolenoide.Siestáabiertaolaresistenciaessignificativamentemenor,esoindicaquelabobinapuedeestarencortocircuitoyhabráquesustituirelconjuntodelSolenoide.ElamortiguadorRC,SA201,NOformapartedelconjuntodelSolenoideasíquenolodescarteyaquelonecesitaráenelnuevoSolenoide.Paraobtenerinstruccionesparaabrirelmódulo,consultelasecciónExtracciónyaperturadelmódulo1Soplete, que se encuentra cerca del comienzo de esta sección.
705 Falla del cartucho de arranque.
Como se explicó en la sección Funcionamiento de 1Soplete y de sus circuitos de bloqueo, durante el tiempo deflujopreviolapresióndegasdebehacerqueelcartuchodearranqueseseparedelapunta.Despuésdeunligeroretrasoquedétiempoalaseparación,elinversorquedahabilitadoparaproporcionarvoltajede circuito abierto, el cual se mide, y debe ser mayor que 200 voltios. Si el cartucho no se mueve, no se separa de la punta o algo más está causando un corto entre la punta y el electrodo, se generará el código 705. Además, como para esta prueba se utiliza la energía del inversor, si el inversor no apaga el OCV, el voltaje medido será bajo y se generará la falla 705.
1. SielindicadordeCDenelpanelfrontaldelaunidadparpadeamomentáneamentecadavezquesepulsaeldisparador1Sopleteesunabuenaseñaldequeelinversorestáfuncionandobien.PruebetambiénutilizarelsopleteautomatizadoXT:sifuncionabienesporqueelinversorestátrabajandobien.
2. Elproblemamásprobableesqueelcartuchodearranqueestéatascado.Desmontelosconsumiblesyveasi el cartucho se mueve libremente. Pruebe con un cartucho nuevo y una nueva punta.
Esto completa la información sobre Solución avanzada de problemas.
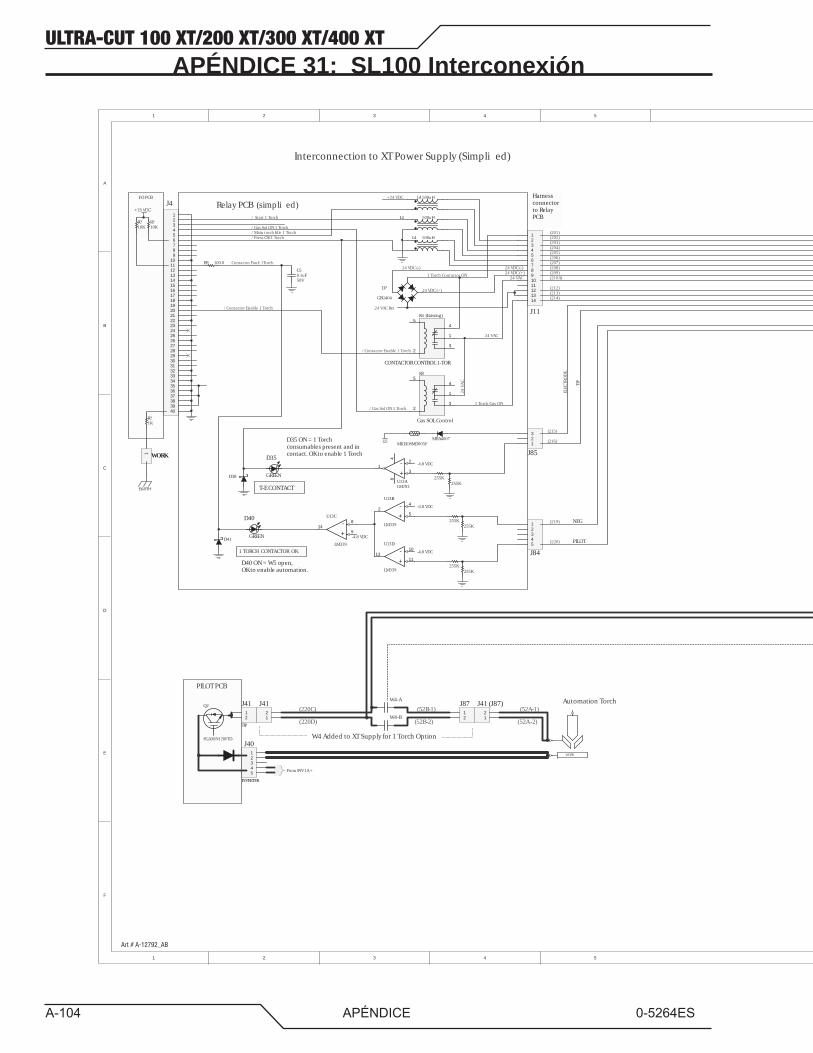
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-104 APÉNDICE 0-5264ES
APÉNDICE 31: SL100 Interconexión
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1366
C 1 1
5/29/2014D TathamDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICXT 1 Torch Module & Interconnections
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
AA ECO-B2687 DAT 10/20/2014
TORCH SWITCH12345678
PIP SWITCH
12345678
WORK
-
+
ATC CONNECTOR
W5
L1
L2
L4
L3
T2
T1
T4
T3
W5
Relay under control of CCM isolates torch Start wires (for noise) when Automation cutting.
+24VDC/ Main Torch Idle/ 1 Torch START/1 Torch START Ret (Common)
1 Torch Gas ON
24 VAC Ret
Snub
ber
Snubber
PS2
35 PSI
Harness connector to Relay PCB
Contactor Fault 1Torch
/ Contactor Enable 1 Torch
123456789
10111213141516171819202122232425262728293031323334353637383940
J4I/O PCB
0.1uF50V
C5
100.0R9
/ Gas Sol ON 1 Torch
/ Start 1 Torch
2
5
1
4
3
K3 (Existing)
CONTACTOR CONTROL 1-TOR
24 VAC
2
5
1
4
3
K8
Gas SOL Control
24 V
AC
1 Torch Contactor ON
/ 1 Torch Press OK
/ Press OK 1 Torch 1234567891011121314
J11
1 Torch Contactor ON (24VAC)
500uHL4
500uHL4
10KR?
+15 VDC
24 VDC coil
500uHL4+24 VDC
/ Main torch Idle 1 Torch
Relay PCB (simpli�ed)
/ Contactor Enable 1 Torch
/ Gas Sol ON 1 Torch
1TORCH SL100 w/ 100A Consumables
GBU404
D?
123
J85
D38
ELEC
TRO
DE
TIP
To NEG OUTPUTBUSS BAR #49
Energized with W5Isolates test ckt. when W5 closed
ELECTRODE
TIP
GREEN
D35
123456789
1011121314151617181920
J86
24 VAC Ret24 VAC Ret
W4
*W5 AUX
12345
J84
D41GREEN
D40
1 TORCH CONTACTOR OK
10KR?
SOL4
12
J41(52A-1)
W4-A
W4-B
WORK12345
J40
INVERTER
Automation Torch
12
J41 (J87)
From INV 1A +
PILOT PCB
14 AWG
24 V
AC
Ret
TIP
TIP
ELECTRODE
ELEC
TRO
DE
PILOT
NEG
24 VAC
/ 1 Torch Press OK Ret (Common)
24 VDC (+)
24 VDC (-)
1KR?
1 WORK
EARTH
12 AWG
10 AWG
10 AWG
FGA30N120FTD
Q2
W4, energized whenever 1 Torch cutting is NOT enabled, is de-energized when 1 Torch is enabled (W5 energized) to isolate the automation tip from the 1 Torch tip when cutting with 1 Torch.
51 3 64 2
7 8
K201
51 3 64 2
7 8
K200
Snubber
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210A)
(212)(213)(214)
(215)
(216)
(219)(220)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)
(220)
(210A) (210)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)(220)
(201)
(202)(203)
(204)
(205)
(206) (207)
(208)
(209)
(210)
(212)
(212A)
(214)
(213)
(215
)
(216
)
(219)
(220)
(221)
(222)
(222
)
(221
)
(223
)
(224
)
(224
A)
(224
A)
(224
)
(223
D)
SA200
SA20
1
24 VDC (+)24 VDC (-)
24 VAC
24 VDC (+)24 VDC (-)
(219C)
(219B)
(219A)
(220A)
(220B)
(220C)
)2-A25()D022(
(52B-1)
(52B-2)
(224B)
(223A)
(223B)
(223C)
-15 MRA4007MICROSMD005F
255K255K
3
21
84
+
-
LM293U13A
-4.8 VDC
D35 ON = 1 Torch consumables present and in contact. OK to enable 1 Torch
255K
255K
255K
255K
-4.8 VDC
-4.8 VDC
- 4
+ 52
LM339
U13B
+ 11
- 1013
LM339
U13D
+ 9
- 814
LM339
U13C
D40 ON = W5 open, OK to enable automation.
-4.8 VDC
12
J8712
J41
TIP
W4 Added to XT Supply for 1 Torch Option
T-E CONTACT
XT 1 TORCH MODULE
1N40071000V1A
D202
1N4007
1A
D201
1N4007
1A
D200
1 Torch Module Component Locations
D200 Diode, 1A, 1kv (A9)D201 Diode, 1A, 1kv (B9)D202 Diode, 1A, 1kv (C9)K200 Relay, DPDT, 24VDC coil (B9)K201 Relay, DPDT, 24VDC coil (B9)SA200 RC Snubber, (C8)SA201 RC Snubber, (B8)PS2 Pressure SW, 35 PSI, N. O (B8)SOL4 Solenoid, 24VAC (B8)W4 Contactor, Pilot Isolation, 40A 2P, 24VAC coil (6B, E3) W5 Contactor, 1 Torch Isolation, 40A 4P, 24 VAC coil (8D, 8C)
Interconnection to XT Power Supply (Simpli�ed)Optional 1 Torch Module
(225)
Art # A-12792_AB
Art # A-12792_AB
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-105
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1366
C 1 1
5/29/2014D TathamDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICXT 1 Torch Module & Interconnections
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
AA ECO-B2687 DAT 10/20/2014
TORCH SWITCH12345678
PIP SWITCH
12345678
WORK
-
+
ATC CONNECTOR
W5
L1
L2
L4
L3
T2
T1
T4
T3
W5
Relay under control of CCM isolates torch Start wires (for noise) when Automation cutting.
+24VDC/ Main Torch Idle/ 1 Torch START/1 Torch START Ret (Common)
1 Torch Gas ON
24 VAC Ret
Snub
ber
Snubber
PS2
35 PSI
Harness connector to Relay PCB
Contactor Fault 1Torch
/ Contactor Enable 1 Torch
123456789
10111213141516171819202122232425262728293031323334353637383940
J4I/O PCB
0.1uF50V
C5
100.0R9
/ Gas Sol ON 1 Torch
/ Start 1 Torch
2
5
1
4
3
K3 (Existing)
CONTACTOR CONTROL 1-TOR
24 VAC
2
5
1
4
3
K8
Gas SOL Control
24 V
AC
1 Torch Contactor ON
/ 1 Torch Press OK
/ Press OK 1 Torch 1234567891011121314
J11
1 Torch Contactor ON (24VAC)
500uHL4
500uHL4
10KR?
+15 VDC
24 VDC coil
500uHL4+24 VDC
/ Main torch Idle 1 Torch
Relay PCB (simpli�ed)
/ Contactor Enable 1 Torch
/ Gas Sol ON 1 Torch
1TORCH SL100 w/ 100A Consumables
GBU404
D?
123
J85
D38
ELEC
TRO
DE
TIP
To NEG OUTPUTBUSS BAR #49
Energized with W5Isolates test ckt. when W5 closed
ELECTRODE
TIP
GREEN
D35
123456789
1011121314151617181920
J86
24 VAC Ret24 VAC Ret
W4
*W5 AUX
12345
J84
D41GREEN
D40
1 TORCH CONTACTOR OK
10KR?
SOL4
12
J41(52A-1)
W4-A
W4-B
WORK12345
J40
INVERTER
Automation Torch
12
J41 (J87)
From INV 1A +
PILOT PCB
14 AWG
24 V
AC
Ret
TIP
TIP
ELECTRODE
ELEC
TRO
DE
PILOT
NEG
24 VAC
/ 1 Torch Press OK Ret (Common)
24 VDC (+)
24 VDC (-)
1KR?
1 WORK
EARTH
12 AWG
10 AWG
10 AWG
FGA30N120FTD
Q2
W4, energized whenever 1 Torch cutting is NOT enabled, is de-energized when 1 Torch is enabled (W5 energized) to isolate the automation tip from the 1 Torch tip when cutting with 1 Torch.
51 3 64 2
7 8
K201
51 3 64 2
7 8
K200
Snubber
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210A)
(212)(213)(214)
(215)
(216)
(219)(220)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)
(220)
(210A) (210)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)(220)
(201)
(202)(203)
(204)
(205)
(206) (207)
(208)
(209)
(210)
(212)
(212A)
(214)
(213)
(215
)
(216
)
(219)
(220)
(221)
(222)
(222
)
(221
)
(223
)
(224
)
(224
A)
(224
A)
(224
)
(223
D)
SA200
SA20
1
24 VDC (+)24 VDC (-)
24 VAC
24 VDC (+)24 VDC (-)
(219C)
(219B)
(219A)
(220A)
(220B)
(220C)
)2-A25()D022(
(52B-1)
(52B-2)
(224B)
(223A)
(223B)
(223C)
-15 MRA4007MICROSMD005F
255K255K
3
21
84
+
-
LM293U13A
-4.8 VDC
D35 ON = 1 Torch consumables present and in contact. OK to enable 1 Torch
255K
255K
255K
255K
-4.8 VDC
-4.8 VDC
- 4
+ 52
LM339
U13B
+ 11
- 1013
LM339
U13D
+ 9
- 814
LM339
U13C
D40 ON = W5 open, OK to enable automation.
-4.8 VDC
12
J8712
J41
TIP
W4 Added to XT Supply for 1 Torch Option
T-E CONTACT
XT 1 TORCH MODULE
1N40071000V1A
D202
1N4007
1A
D201
1N4007
1A
D200
1 Torch Module Component Locations
D200 Diode, 1A, 1kv (A9)D201 Diode, 1A, 1kv (B9)D202 Diode, 1A, 1kv (C9)K200 Relay, DPDT, 24VDC coil (B9)K201 Relay, DPDT, 24VDC coil (B9)SA200 RC Snubber, (C8)SA201 RC Snubber, (B8)PS2 Pressure SW, 35 PSI, N. O (B8)SOL4 Solenoid, 24VAC (B8)W4 Contactor, Pilot Isolation, 40A 2P, 24VAC coil (6B, E3) W5 Contactor, 1 Torch Isolation, 40A 4P, 24 VAC coil (8D, 8C)
Interconnection to XT Power Supply (Simpli�ed)Optional 1 Torch Module
(225)
Art # A-12792_AB
Art # A-12792_AB
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
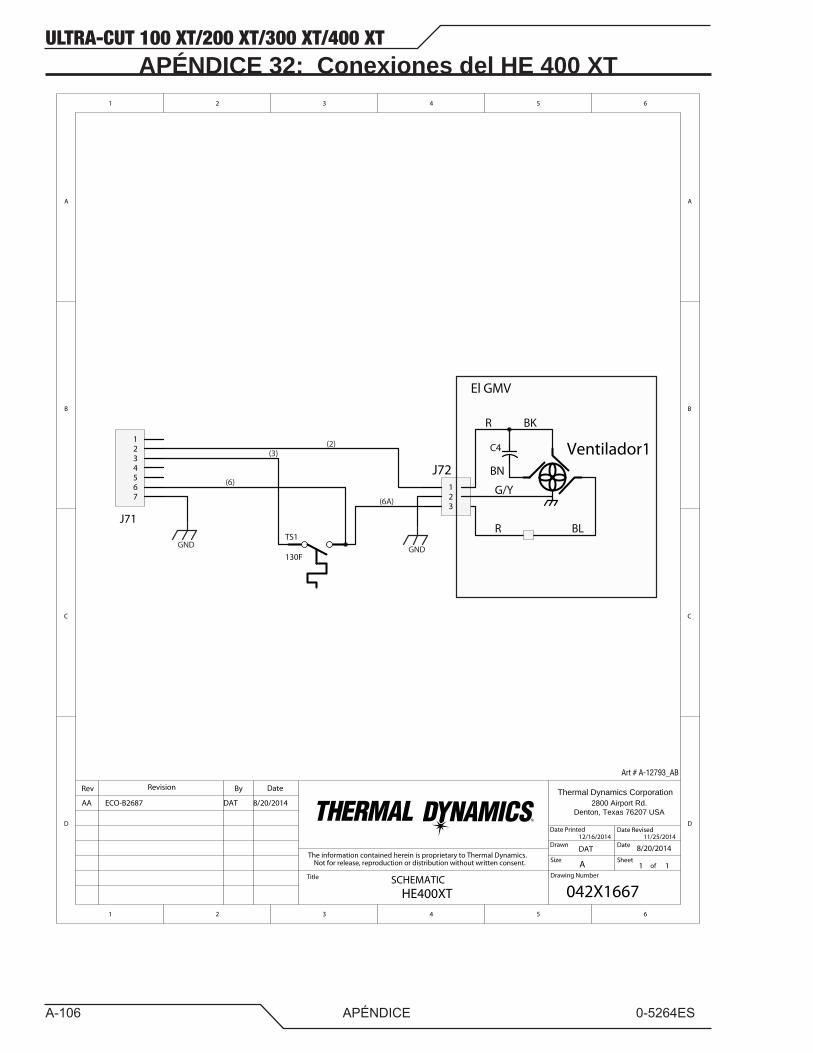
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-106 APÉNDICE 0-5264ES
APÉNDICE 32: Conexiones del HE 400 XT
1
1
2
2
3
3
4
4
5
5
6
6
D D
C C
B B
A A
Rev Revision By Date
042X1667
A 1 1
8/20/2014DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICHE400XT
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/25/2014
AA ECO-B2687 DAT 8/20/2014
123
J72
C4 Ventilador1
R
R
BK
BN
BL
1234567
J71TS1
130FGND
G/Y
GND
El GMV
(2)(3)
(6)
(6A)
Art # A-12793_AB
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-107
APÉNDICE 33: Antorcha SL100 opciónPreparativos para la operación
NOTA!Corte por plasma manual y automatizada, no pueden realizarse al mismo tiempo. 1Torch desencadenador es ignorado cuando se corte la automatización está en proceso, y XT se ignora la señal de arranque durante el corte manual.Los operadores deben esperar hasta que se complete postflow antes de cortar con la antorcha alternativa.
Al inicio de cada sesión operativa:
ADVERTENCIADesconecte la alimentación principal en la fuente antes de montar o desmontar la fuente de alimentación, las piezas de la antorcha o los conjuntos y cabezales de la antorcha.
Conexiones de la antorchaSiesnecesario,conectelaantorchaalafuentedealimentacióneléctrica.EstafuentedealimentaciónsólopuedeconectarsealasantorchasSL100mecanizadadeThermalDynamics.Lalongitudmáximadeloscabezalesdelaantorchaesde100pies/30,5m,incluidaslasextensiones.
1. AlineeelconectorATCmacho(enelcabezaldelaantorcha)conelreceptáculohembra.Empujeelconectormachoenelreceptáculohembra.Losconectoresdeberánempujaralavezconunapequeñacantidaddepresión.
2. Fije la conexión girando la tuerca de bloqueo hacia la derecha hasta que haga clic. NO utilice la tuerca de bloqueoparatirardelaconexiónalmismotiempo.Noutiliceherramientasparafijarlaconexión.
2
Art # A-12761
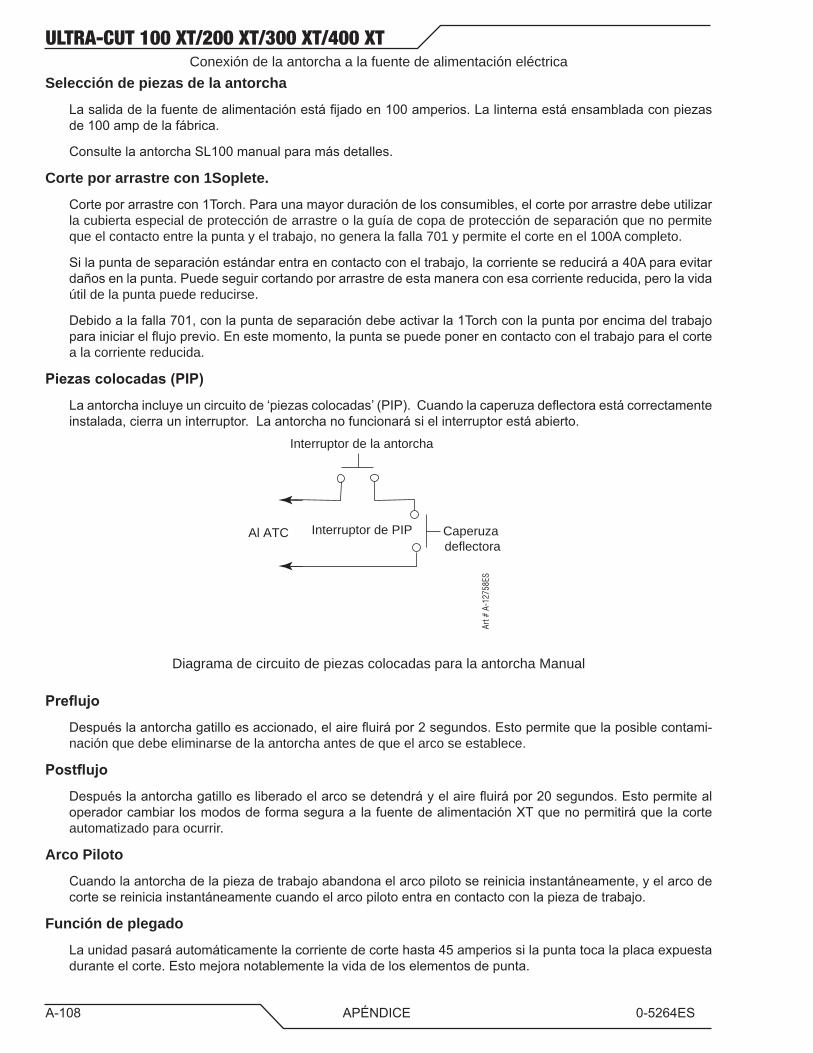
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-108 APÉNDICE 0-5264ES
Conexión de la antorcha a la fuente de alimentación eléctricaSelección de piezas de la antorcha
Lasalidadelafuentedealimentaciónestáfijadoen100amperios.Lalinternaestáensambladaconpiezasde100ampdelafábrica.
ConsultelaantorchaSL100manualparamásdetalles.
Corte por arrastre con 1Soplete.
Corteporarrastrecon1Torch.Paraunamayorduracióndelosconsumibles,elcorteporarrastredebeutilizarla cubierta especial de protección de arrastre o la guía de copa de protección de separación que no permite que el contacto entre la punta y el trabajo, no genera la falla 701 y permite el corte en el 100A completo.
Silapuntadeseparaciónestándarentraencontactoconeltrabajo,lacorrientesereduciráa40Aparaevitardañosenlapunta.Puedeseguircortandoporarrastredeestamaneraconesacorrientereducida,perolavidaútil de la punta puede reducirse.
Debidoalafalla701,conlapuntadeseparacióndebeactivarla1Torchconlapuntaporencimadeltrabajoparainiciarelflujoprevio.Enestemomento,lapuntasepuedeponerencontactoconeltrabajoparaelcortea la corriente reducida.
Piezascolocadas(PIP)
Laantorchaincluyeuncircuitode‘piezascolocadas’(PIP).Cuandolacaperuzadeflectoraestácorrectamenteinstalada,cierrauninterruptor.Laantorchanofuncionarásielinterruptorestáabierto.
Interruptor de PIP Caperuza deflectora
Interruptor de la antorcha
Al ATC
Art #
A-1
2758
ES
Diagrama de circuito de piezas colocadas para la antorcha Manual
Preflujo
Despuéslaantorchagatilloesaccionado,elairefluirápor2segundos.Estopermitequelaposiblecontami-nación que debe eliminarse de la antorcha antes de que el arco se establece.
Postflujo
Despuéslaantorchagatilloesliberadoelarcosedetendráyelairefluirápor20segundos.EstopermitealoperadorcambiarlosmodosdeformaseguraalafuentedealimentaciónXTquenopermitiráquelacorteautomatizado para ocurrir.
Arco Piloto
Cuandolaantorchadelapiezadetrabajoabandonaelarcopilotosereiniciainstantáneamente,yelarcodecortesereiniciainstantáneamentecuandoelarcopilotoentraencontactoconlapiezadetrabajo.
Función de plegado
Launidadpasaráautomáticamentelacorrientedecortehasta45amperiossilapuntatocalaplacaexpuestaduranteelcorte.Estomejoranotablementelavidadeloselementosdepunta.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-109
Conexión del suministro de aire a la unidad
LaantorchaSL100opciónnecesitaunsuministrodeaireindependientedelafuentedealimentaciónXT.Laconexión es la misma para los cilondros de aire comprimido o de alta presión. Consulte las siguientes dos subseccionessivaainstalarseunfiltrodelíneadeaireopcional.
1. Conecte la líneadeairealpuertodeentrada.Lailustraciónmuestraacoplamientostípicosamododeejemplo.
NOTA!Para un sellado seguro, aplique el sellador de roscas a las roscas del acoplamiento de acuerdo con las instrucciones del fabricante. NO utilice cinta de teflón como sellador de roscas ya que pueden desprenderse pequeñas partículas de la cinta y bloquear los pequeños pasajes de aire de la antorcha.
Art # A-12759ES
Abrazadera de manguera
Orificio de entrada
Manguera de suministro de gas
Conexión de 1/4 NPT o ISO-R a 1/4" (6 mm)
Conexión de aire a puerto de entrada
ReTornillo de Banca la calidad del aireElsuministrodeairedebeestarlibredeaceite,humedadyotroscontaminantes.Paraprobarlacalidaddelaire:
1. Eldesencadenadordeextracciónmomentáneamenteparainiciarelflujodegas/aire.
2. ColoqueunalentedefiltrodesoldadurafrentealaantorchayENCIENDAelaire.¡Noinicieunarco!
Cualquieraceiteohumedadenelaireseránvisiblesenlalente.
Presión de aire Control
+Elcontroldelapresiónseutilizaparaajustarlapresióndeaire.Tiredelgatilloantorchamomentá-neamenteparainiciarelflujodegas.Paraajustarlapresióntiredelpomoyempujaratope.
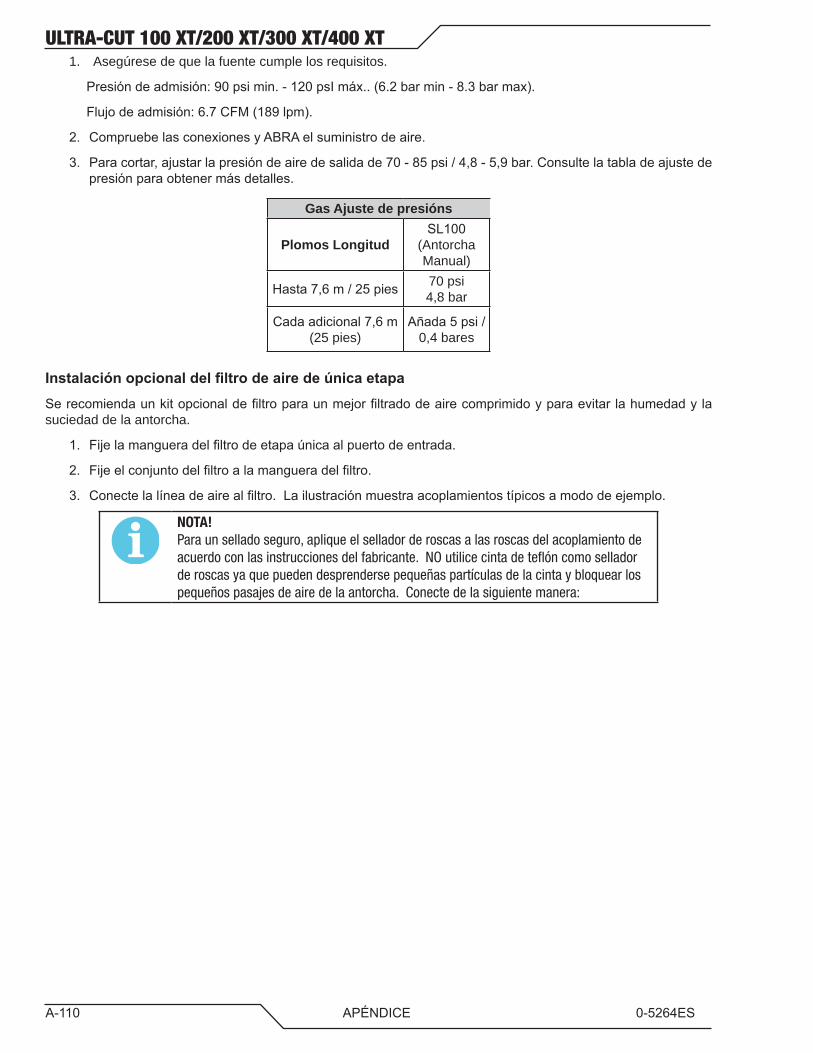
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-110 APÉNDICE 0-5264ES
1. Asegúrese de que la fuente cumple los requisitos.
Presióndeadmisión:90psimin.-120psImáx..(6.2barmin-8.3barmax).
Flujodeadmisión:6.7CFM(189lpm).
2. CompruebelasconexionesyABRAelsuministrodeaire.
3. Paracortar,ajustarlapresióndeairedesalidade70-85psi/4,8-5,9bar.Consultelatabladeajustedepresiónparaobtenermásdetalles.
Gas Ajuste de presións
Plomos LongitudSL100
(Antorcha Manual)
Hasta7,6m/25pies 70 psi 4,8 bar
Cadaadicional7,6m(25 pies)
Añada5psi/0,4 bares
InstalaciónopcionaldelfiltrodeairedeúnicaetapaSerecomiendaunkitopcionaldefiltroparaunmejorfiltradodeairecomprimidoyparaevitarlahumedadylasuciedad de la antorcha.
1. Fijelamangueradelfiltrodeetapaúnicaalpuertodeentrada.
2. Fijeelconjuntodelfiltroalamangueradelfiltro.
3. Conectelalíneadeairealfiltro.Lailustraciónmuestraacoplamientostípicosamododeejemplo.
NOTA!Para un sellado seguro, aplique el sellador de roscas a las roscas del acoplamiento de acuerdo con las instrucciones del fabricante. NO utilice cinta de teflón como sellador de roscas ya que pueden desprenderse pequeñas partículas de la cinta y bloquear los pequeños pasajes de aire de la antorcha. Conecte de la siguiente manera:
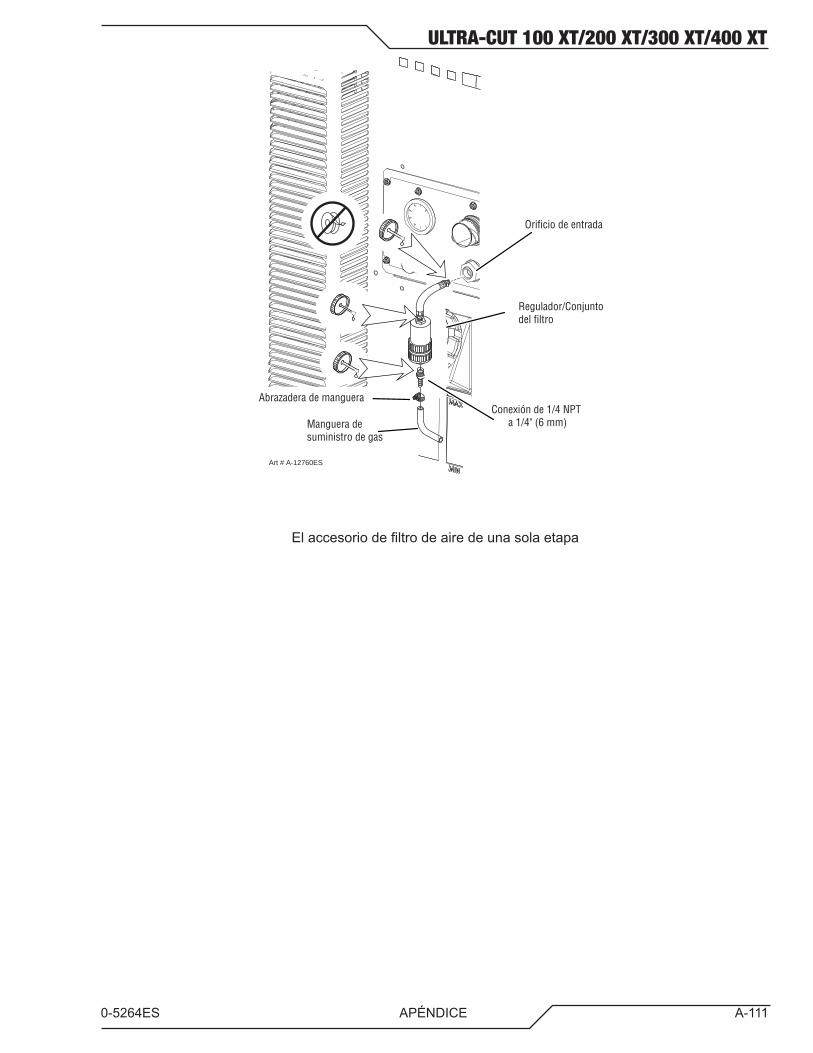
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-111
Art # A-12760ES
Conexión de 1/4 NPT a 1/4" (6 mm)
Regulador/Conjunto del filtro
Orificio de entrada
Abrazadera de manguera
Manguera de suministro de gas
Elaccesoriodefiltrodeairedeunasolaetapa
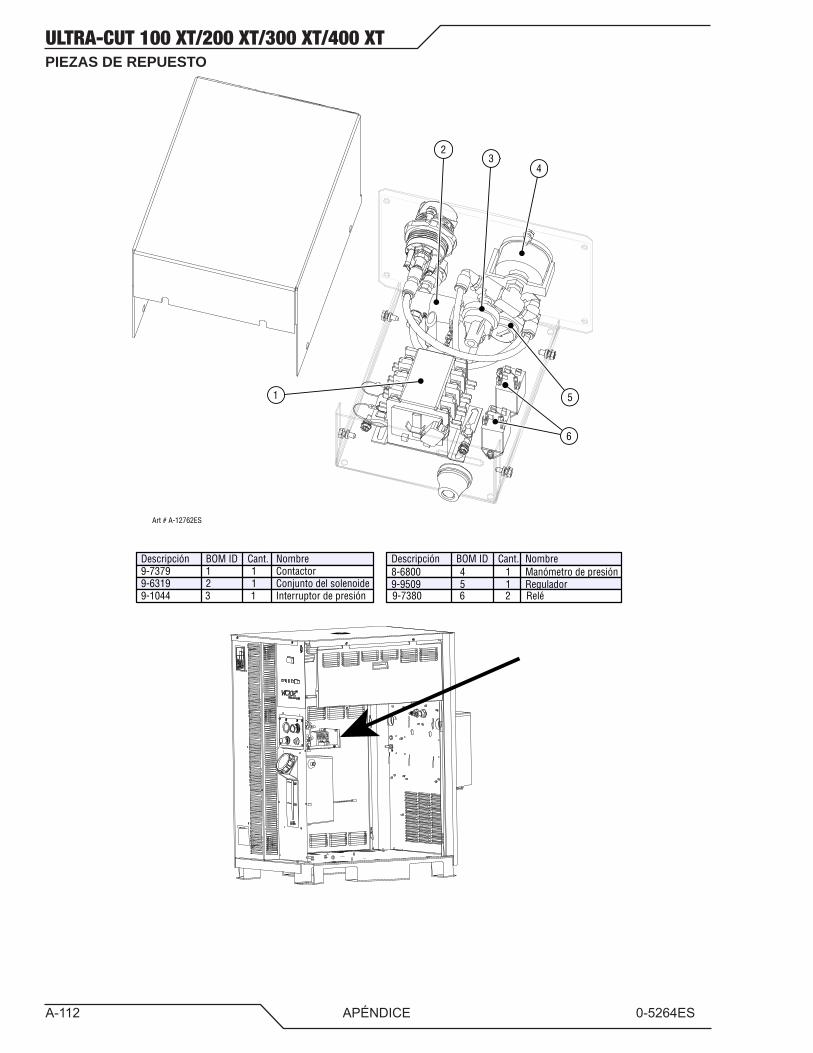
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-112 APÉNDICE 0-5264ES
PIEZAS DE REPUESTO
2
5
4
6
1
3
Descripción BOM ID Cant. Nombre
9-6319 2 1 Conjunto del solenoide
Descripción BOM ID Cant. Nombre9-7379 1 1 Contactor 8-6800 4 1 Manómetro de presión
9-9509 5 1 Regulador9-7380 6 2 Relé9-1044 3 1 Interruptor de presión
Art # A-12762ES

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-113
Qty Descripción N.º catálogo 1 Kitdefiltrodeunaúnicaetapa(incluyefiltroymanguera) 7-7507 1 Cuerpodefiltradoderepuesto 9-7740 1 Mangueradefiltradoderepuesto(nosemuestra) 9-7742 2 Elementofiltrantederepuesto 9-7741
ElementoFiltrante
(Nr. Cat. 9-7741)
Alojamiento
Cubierta
Accesoriodentado
Resorte
Filtro montadoO-Anilla
(Nr. Cat. 9-7743)
Art # A-02476-S
SustituciónopcionaldelelementofiltrantedeunaúnicaetapaEstasinstruccionesseaplicanalasfuentesdealimentacióneléctrica,dondesehainstaladounfiltrodeunaúnicaetapa opcional.
Cuandoelfiltrosevuelvecompletamentesaturado,noserácapazdesuministrarlapresiónnecesariaparaelmó-duloSL100/Soplete.Elelementofiltrantepuederetirarsedesucarcasa,secarseyreutilizarse.Dejetranscurrir24horasparaquesesequeelelemento.Consultelasección6,Listadodepiezas,paraobtenerelnúmerodelcatálogodelelementofiltrantederepuesto.
1. Corte la corriente de la fuente de alimentación eléctrica.
2. CIERREelsuministrodeaireypurgueelsistemaantesdedesarmarelfiltroparacambiarelelementofiltrante.
3. Desconecte la manguera de suministro de gas.
4. Girelatapadelacarcasadelfiltroensentidocontrarioalasagujasdelrelojyretírela.Elelementofiltranteestáubicadodentrodelacarcasa.
5. Extraigaelelementofiltrantedelacarcasayaparteelelementoparasecarlo.
6. Limpieel interiordelacarcasa;acontinuación, inserteprimeroel ladoabiertodelelementofiltrantederepuesto.
7. Reemplace la carcasa en la cubierta.
8. Vuelva a acoplar el suministro de gas.
NOTA!Si la unidad se filtra entre la carcasa y la cubierta, inspeccione la junta tórica para detectar cortes u otros daños.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-114 APÉNDICE 0-5264ES
Estapáginasedejóintencionalmenteenblanco.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5264ES APÉNDICE A-115
Estapáginasedejóintencionalmenteenblanco.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-116 APÉNDICE 0-5264ES
APÉNDICE 34: HISTORIAL DE PUBLICACIÓNFechadelacubierta Rev Cambio(s)
18 de abril, 2013 AA Primera edición
21demayo,2013AB ActualizadoconnuevainformaciónRAS1000XTporECOB2428
2dejulio,2013 AC Sección3actualizadoconinformaciónsobreV-Dparalainstalacióndelaplacacontrola-doraporalturaECOB2488
16deenero,2014AD Actualizadomuchoselementos,textoyartealolargodelmanual.AñadidolasolucióndeproblemasavanzadosydiagramasdetuberíasalApéndiceporECOB2552.
30demayo,2014AE Agregarsecta3Varilladetierradebajocostotextoprobador.Sectaactualizado6arteyparte/categoría#s.AppxCNCTabladecódigosdecolor.FanArtactualizadoporeco-B2554.
2deoctubre,2014AF Sectaactualizado3/6él400XTarteytextoporeco-B2663.30deenero,2015AG EnelAppdx,agrega1SL100Sistemadeantorchayesquemas,actualizarelcódigo
de colores de cable CNC arte, actualiza todos los esquemas del sistema y actualiza la informacióndesolucióndeproblemasavanzados.Enlasección6,actualizacióndelsis-temadenúmerosdepiezacableymangueradegráficosynúmerosdepieza.Sección3actualizadomangueracabletodoporarteECOB2694.
27demayo,2015AH Cambiarlamarcavolveraladinámicatérmica.Agregarmeleenlaspáginas.Nuevasec-ción de seguridad, los nuevos iconos de seguridad en todo momento. Actualización de laseccióndeartele-4003.Añadirnotaalarteun-11875detierra.AgregarAntorchase-manalmant.NotaLasección5.Actualizacióndelpaneltraseroarteparamostrarél-400CONEXIÓNA-11842.Agregarconjuntodebombaymotorlosnúmerosenlasección6yactualizar el contacto y números de teléfono dentro de la tapa trasera y la tapa delantera. ECOB2712.
14 de enero,2016AJ CambiarordendeTOCyDOC,aguaAñadidaseccióndeEspecificaciones2,09pg.2-6&2-7,corregidoerroresortográficosSección4,corrigeelnúmerodecatálogodelatapadeldepósitoderefrigerantedesde8-5124a8-5142pg.6-8,actualizadounarte-04066pg.7-2(juntatóricap/ncambiadodesde9-3027a8-0524),rectificadoCNCtextoEnable/Disablepg.A-10,Solucióndeproblemasavanzadaactualizadotextopg.UN-86,declara-cióndegarantíaañadidalapáginatraserainterior.VCR-01534
5 de enero,2017AK Corregidollevarlinternap/ndeAC300XTSección6,hizocambiaraDPC-3000Módulode control para manuales de piezas de recambio con DFC 3000, corrige el texto de Gru-po 4 en el Apéndice Solución de problemas avanzados. Quita el texto francés de seguri-dad canadienses desde la versión en inglés de la sección 1.

DECLARACIÓN DE GARANTÍA
GARANTÍA LIMITADA:ThermalDynamics®Corporation(deaquíenadelantedenominado“Thermal”)garantizaqueesteproductoestálibrededefectosdemanodeobraymaterial.Thermalpodrácorregirtalesdefectos,apartirdelanotificaciónysustanciacióndequeelproductohasidoalmacenado,instalado,operadoymantenidodeacuerdoalasespecificaciones,instruccionesyrecomendacionesdeThermalyalasprácticasindustrialesnormalesyreconocidas,ydequenohasidoobjetodeunusoindebido,reparación,negligencia,alteraciónoaccidente,mediantelaadecuadareparaciónoreemplazo,asolaopcióndeThermal,decualquiercomponenteopiezadelproductoqueThermalhayadeterminadocomodefectuosa.
ESTA GARANTÍA ES EXCLUSIVA Y EXCLUYE TODA OTRA GARANTÍA DE COMERCIALIZACIÓN O APTITUD PARA UN PROPÓSITO PARTICULAR.
LIMITACIÓN DE LA RESPONSABILIDAD:Thermalnoseráresponsablebajoningunacircunstanciaporperjuiciosespecialesoconsecuentes,incluyendo,peronolimitadosa,dañosopérdidasdemercaderíascompradasoreemplazadas,oreclamacionesdelosclientesdeldistribuidor(deaquíenadelantedenominadosel“Comprador”)porlainterrupcióndelservicio.LosrecursosdelCompradorenunciadosdeaquíenadelantesonexclusivosylaresponsabilidaddeThermalconrespectoacualquiercontrato,ocualquieractividadrelacionadaenconexiónconellotalescomodesempeñoopenalidadesderivadas,odependientesdelamanufactura,venta,entrega,reventa,outilizacióndecualquiermercaderíacubiertaosuministradaporThermalyaseapornocumplimientodecontrato,negligencia,viciosobajocualquierotragarantía,odeotromodo,selimitaráexpresamentealoaquíescrito,ynosuperaráelpreciodelasmercaderíasbajoelcualestábasadatalresponsabilidad.
ESTA GARANTÍA PERDERÁ SU VALIDEZ SI SON UTILIZADAS PIEZAS DE REPUESTO O ACCESORIOS QUE PUEDAN PERJUDICAR LA SEGURIDAD O EL DESEMPEÑO DE CUALQUIER PRODUCTO THERMAL.
ESTA GARANTÍA SE ANULA SI EL PRODUCTO ES VENDIDO POR PERSONAS NO AUTORIZADAS.
Losperíodosdevalidezdeestagarantíalimitadaserán:Unmáximodetres(3)añosdesdelafechadeventaaundistribuidorautorizadoyunmáximodedos(2)añosdesdelafechadeventadetaldistribuidoralComprador,yconalgunaslimitacionesendichoperíododedos(2)años(vealatabladeabajo).
Piezas Mano de obra
FuentesdealimentaciónAutoCut™yUltraCut™ycomponentes 2Años 1Año
Antorcha y conexiones
AntorchaXTTM/XTTM-301(exceptolaspiezasconsumibles) 1Año 1Año
Reparaciones / piezas de repuesto 90Días 90Días
LasreclamacionesporgarantíaporreparacionesorepuestosbajolostérminosdeestagarantíalimitadadebenserenviadosporuntallerdereparacionesautorizadoVictorThermalDynamics®dentrodelostreinta(30)díasposterioresalareparación.Nosepagaráncostosdetransportedeningúntipobajolacoberturadeestagarantía.Loscostosdetransporteporelenvíodelosproductosauntallerdereparacionesautorizadoseránporcuentadelcliente.Todaslasmercaderíasdevueltasseránporcuentayriesgodelcliente.EstagarantíaanulayreemplazatodaslasgarantíasanterioresdeThermal.
23 de octubre de 2012 eficaz

© 2015, 2016 Thermal Dynamics Corp. thermal-dynamics.com
Servicio de Atención al Cliente de EE.UU.: 866-279-2628 / fax 800-535-0557Servicio de Atención al Cliente de Canadá: 905-827-4515 / fax 800-588-1714 Atención al cliente internacional: 940-381-1212 / fax 940-483-8178
THE AMERICASDenton, TX USAU.S. Customer CarePh: 1-800-279-2628 (tollfree)Fax: 1-800-535-0557 (tollfree)International Customer CarePh: 1-940-381-1212Fax: 1-940-483-8178
Oakville, Ontario, CanadaCanada Customer CarePh: 1-905-827-4515Fax: 1-800-588-1714 (tollfree)
EUROPEChorley, United KingdomCustomer CarePh: +44 1257-261755Fax: +44 1257-224800
Milan, ItalyCustomer CarePh: +39 0236546801Fax: +39 0236546840
ASIA/PACIFICCikarang, IndonesiaCustomer CarePh: 6221-8990-6095Fax: 6221-8990-6096
Rawang, MalaysiaCustomer CarePh: +603 6092-2988Fax: +603 6092-1085
Melbourne, AustraliaAustralia Customer CarePh: 1300-654-674 (tollfree)Ph: 61-3-9474-7400 Fax: 61-3-9474-7391InternationalPh: 61-3-9474-7508Fax: 61-3-9474-7488
Shanghai, ChinaSales OfficePh: +86 21-64072626Fax: +86 21-64483032SingaporeSales OfficePh: +65 6832-8066Fax: +65 6763-5812