Investigación de Operaciones
97
Tecnológico de Estudios Superiores de Chalco “TESCHA” INVESTIGACIÓN DE OPERACIONES “DESCRIPCIÓN Y APLICACIÓN DE LOS MÉTODOS: SIMPLEX, TRANSPORTE, INVENTARIOS Y LÍNEAS DE ESPERA” 1
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Investigación de Operaciones

Tecnológico de EstudiosSuperiores de Chalco “TESCHA”
INVESTIGACIÓN DE OPERACIONES
“DESCRIPCIÓN Y APLICACIÓN DELOS MÉTODOS: SIMPLEX,
TRANSPORTE, INVENTARIOS YLÍNEAS DE ESPERA”
1

29 de Diciembre del 2014ÍNDICE
INTRODUCCIÓN................................................3MÉTODO SIMPLEX..............................................5VARIABLE ARTIFICIAL / MÉTODO DE LA "M"......................8APLICACIÓN DEL MÉTODO SIMPLEX...................................9
MÉTODO DE TRANSPORTE.......................................21CONCEPTO...................................................21APLICACIÓN DEL MÉTODO DE TRANSPORTE............................25
CONTROL DE INVENTARIOS.....................................32¿POR QUE ES IMPORTANTE TENER INVENTARIOS?......................33INVENTARIO SEGÚN LA DEMANDA....................................34TIPOS DE COSTES:...............................................35PERIODOS DE ENTREGA Y REAPROVISIONAMIENTO......................35POLÍTICAS DE GESTIÓN DE INVENTARIOS Y MÉTODOS DE REAPROVISIONAMIENTO............................................36EL MODELO EOQ DE ENTRADA CONTINUA..............................41
APLICACIÓN DE LOS MÉTODOS DE INVENTARIOS...................45TEORÍA DE COLAS O LÍNEAS DE ESPERA.........................50DEFINICIONES INICIALES.........................................50ORIGEN:........................................................51ELEMENTOS QUE CONFORMAN EL SISTEMA DE COLAS:...................52NOMENCLATURA PARA LA CLASIFICACIÓN DE UN SISTEMA DE COLAS:.....52DEMOSTRACIÓN...................................................53
APLICACIÓN DE LA TEORÍA DE COLAS O LÍNEAS DE ESPERA........58MODELOS USADOS EN TEORIA DE COLAS..............................60NOTACION DE KENDALL............................................61CASO DOS: SEMÁFOROS (TIEMPO EN LUZ VERDE).....................63
2

CONCLUSIÓN.................................................66CIBERGRAFÍA MÉTODO SIMPLEX:................................69CIBERGRAFÍA MÉTODO DE TRANSPORTE...........................69CIBERGRAFÍA MÉTODOS DE INVENTARIO..........................70APUNTES DEL PROFESOR LOZANO DE LA UNIVERSIDAD DE JAÉN..........70
CIBERGRAFÍA TEORÍA DE COLAS O LÍNEAS DE ESPERA.............70BIBLIOGRAFÍA MÉTODO DE TRANSPORTE..........................71BIBLIOGRAFÍA MÉTODOS DE INVENTARIO.........................71BIBLIOGRAFÍA TEORÍA DE COLAS O LÍNEAS DE ESPERA............72
INTRODUCCIÓN
El presente trabajo es el resultado de lainvestigación que se hizo para recopilar lainformación precisa de los métodos analíticos desolución de problemas. A través de este compendiopodemos ver diferentes situaciones basadas en lavida real que precisan un análisis para poder darsolución.
En muchas situaciones de la vida común existenproblemas que requieren una pronta solución ya seapara poder brindar un servicio, optimizar una líneade producción, mejorar el tiempo de espera en unafila o simplemente organizar la circulación vialmediante el uso de un semáforo. Al parecer es unatarea sencilla pero en realidad requiere de unanálisis completo y detallado para poder identificartodas las posibles soluciones y no solo esto si noque estas mismas puedan adaptarse de manerapermanente en la solución.
3

Empresas multinacionales han invertido millones dedólares en optimizar su logística, con la finalidadde reducir costos, abastecerse y reabastece deproductos sin saturar o limitar sus inventarios,aunado a esta situación estas empresas tambiéndesarrollan los métodos de transporte que permitanque sus productos lleguen a sus consumidores entiempo y forma. Esta investigación muestra que elllamado método “Just in time” puede ser unaherramienta vital para que la economía de lasempresas salgan a flote.
Nuestra sociedad depende de la organización yoptimización de recursos, para satisfacer lasnecesidades que demanda nuestro entorno social.
4

MÉTODOSIMPLEX
5

MÉTODO SIMPLEX
El Método Simplex es unmétodo analítico desolución de problemasde programaciónlineal capaz de resolvermodelos más complejos quelos resueltos mediante elmétodo gráfico sinrestricción en el número de variables. Es iterativo,permite ir mejorando la solución en cada paso. Larazón matemática de esta mejora radica en que elmétodo consiste en caminar del vértice de unpoliedro a un vértice vecino de manera que aumente odisminuya (según el contexto de la función objetivo,sea maximizar o minimizar), dado que el número devértices que presenta un poliedro solución es finitosiempre se hallará solución. Este famosísimo métodofue creado en el año de 1947 por el estadounidenseGeorge Bernard Dantzig y el ruso Leonid VitalievichKantorovich, con el ánimo de crear un algoritmocapaz de solucionar problemas de m restriccionesy n variables.
George Bernard Dantzig (8 de noviembre de1914 – 13 de mayo de 2005) fue unprofesor, físico y matemáticoestadounidense, reconocido pordesarrollar el método simplex y esconsiderado como el "padre de la
6

programación lineal". Recibió muchos honores, talescomo la Medalla Nacional de Ciencia en 1975 y elpremio de Teoría John von Neumann en 1974.
Leonid Vitálievich Kantoróvich, en cirílico ruso. Selo considera uno de los creadores del método deprogramación lineal para la optimización de recursosen la planificación. Algunas de sus obras son:Métodos matemáticos para la organización y laproducción (1939), Sobre la transferencia de masas(1942), La asignación óptima de recursos (1959) ySolución óptima en economía (1972).
¿QUE ES UNA MATRIZ IDENTIDAD?Una matriz puede definirse como una ordenaciónrectangular de elementos, (o listado finito deelementos), los cuales pueden ser números reales ocomplejos, dispuestos en forma de filas y decolumnas. La matriz idéntica o identidad es una matrizcuadrada (que posee el mismo número tanto decolumnas como de filas) de orden n que tiene todoslos elementos diagonales iguales a uno (1) y todoslos demás componentes iguales a cero (0), sedenomina matriz idéntica o identidad de orden n, y sedenota por:
7

La importancia de la teoría de matrices en el MétodoSimplex es fundamental, dado que el algoritmo sebasa en dicha teoría para la resolución de susproblemas.
OBSERVACIONES IMPORTANTES AL UTILIZAR EL MÉTODO SIMPLEX
VARIABLES DE HOLGURA Y EXCESOEl Método Simplex trabaja basándose en ecuaciones ylas restricciones iniciales que se modelan medianteprogramación lineal no lo son, para ello hay queconvertir estas inecuaciones en ecuacionesutilizando unas variables denominadas de holgura yexceso relacionadas con el recurso al cual hacereferencia la restricción y que en el tabulado finalrepresenta el "Slack or surplus" al que hacen referencialos famosos programas de resolución de investigaciónde operaciones, estas variables adquieren un granvalor en el análisis de sensibilidad y juegan un rolfundamental en la creación de la matriz identidadbase del Simplex. Estas variables suelen estar representadas por laletra "S", se suman si la restricción es de signo "<=" y se restan si la restricción es de signo ">=".
Por ejemplo:
8

VARIABLE ARTIFICIAL / MÉTODO DE LA "M"Una variable artificial es un truco matemático paraconvertir inecuaciones ">=" en ecuaciones, o cuandoaparecen igualdades en el problema original, lacaracterística principal de estas variables es queno deben formar parte de la solución, dado que no
9

representan recursos. El objetivo fundamental deestas variables es la formación de la matrizidentidad. Estas variables se representa por laletra "A", siempre se suman a las restricciones, sucoeficiente es M (por esto se le denomina Método dela M grande, donde M significa un número demasiadogrande muy poco atractivo para la función objetivo),y el signo en la función objetivo va en contra delsentido de la misma, es decir, en problemas deMaximización su signo es menos (-) y en problemas deMinimización su signo es (+), repetimos con elobjetivo de que su valor en la solución sea cero(0).
10

APLICACIÓN DEL MÉTODO SIMPLEX
CASO UNO:La empresa el SAMÁN Ltda. Dedicada a la fabricaciónde muebles, ha ampliado su producción en dos líneasmás. Por lo tanto actualmente fabrica mesas, sillas,camas y bibliotecas. Cada mesa requiere de 2 piezasrectangulares de 8 pines, y 2 piezas cuadradas de 4pines. Cada silla requiere de 1 pieza rectangular de8 pines y 2 piezas cuadradas de 4 pines, cada camarequiere de 1 pieza rectangular de 8 pines, 1cuadrada de 4 pines y 2 bases trapezoidales de 2pines y finalmente cada biblioteca requiere de 2piezas rectangulares de 8 pines, 2 basestrapezoidales de 2 pines y 4 piezas rectangulares de2 pines. Cada mesa cuesta producirla $10000 y sevende en $ 30000, cada silla cuesta producirla $8000 y se vende en $ 28000, cada cama cuestaproducirla $ 20000 y se vende en $ 40000, cadabiblioteca cuesta producirla $ 40000 y se vende en $60000. El objetivo de la fábrica es maximizar lasutilidades.
11

Paso 1: Modelación mediante programación lineal.Las variables: X1 = Cantidad de mesas a producir(unidades)X2 = Cantidad de sillas a producir (unidades)X3 = Cantidad de camas a producir (unidades)X4 = Cantidad de bibliotecas a producir (unidades)Las restricciones: 2X1 + 1X2 + 1X3 + 2X4 <= 242X1 + 2X2 + 1X3 <= 20 2X3 + 2X4 <= 20 4X4 <= 16 La función Objetivo: ZMAX = 20000X1 + 20000X2 + 20000X3 + 20000X4
Paso 2: Convertir las inecuaciones en ecuaciones.En este paso el objetivo es asignar a cada recurso unavariable de Holgura, dado que todas las restricciones son"<=". 2X1 + 1X2 + 1X3 + 2X4 + 1S1 + 0S2 + 0S3 + 0S4 = 242X1 + 2X2 + 1X3 + 0X4 + 0S1 + 1S2 + 0S3 + 0S4 = 200X1 + 0X2 + 2X3 + 2X4 + 0S1 + 0S2 + 1S3 + 0S4 = 200X1 + 0X2 + 0X3 + 4X4 + 0S1 + 0S2 + 0S3 + 1S4 = 16 De esta manera podemos apreciar una matriz identidad (n =4), formado por las variables de holgura las cuales solotienen coeficiente 1 en su respectivo recurso, por elejemplo la variable de holgura "S1" solo tienecoeficiente 1 en la restricción correspondiente a elrecurso 1. La función objetivo no sufre variaciones: ZMAX = 20000X1 + 20000X2 + 20000X3 + 20000X4
12

Paso 3: Definir la solución básica inicial.El Método Simplex parte de una solución básica inicialpara realizar todas sus iteraciones, esta solución básicainicial se forma con las variables de coeficientediferente de cero (0) en la matriz identidad. 1S1 = 24 1S2 = 20 1S3 = 201S4 = 16
Paso 4: Definir la tabla simplex inicial.
Solución: (segundo término)= En esta fila se consigna elsegundo término de la solución, es decir las variables,lo más adecuado es que estas se consignen de maneraordenada, tal cual como se escribieron en la definiciónde restricciones.Cj = La fila "Cj" hace referencia al coeficiente quetiene cada una de las variables de la fila "solución" enla función objetivo.Variable Solución = En esta columna se consigna lasolución básica inicial, y a partir de esta en cadaiteración se van incluyendo las variables que formaránparte de la solución final.
13

Cb = En esta fila se consigna el valor que tiene lavariable que se encuentra a su derecha "Variablesolución" en la función objetivo.Zj = En esta fila se consigna la contribución total, esdecir la suma de los productos entre término y Cb.Cj - Zj = En esta fila se realiza la diferencia entre lafila Cj y la fila Zj, su significado es un "Shadowprice", es decir, la utilidad que se deja de recibir porcada unidad de la variable correspondiente que no formeparte de la solución.
Solución inicial:
Paso 5: Realizar las iteraciones necesarias.Este es el paso definitivo en la resolución por medio delMétodo Simplex, consiste en realizar intentos mientras elmodelo va de un vértice del poliedro objetivo a otro.
14

El procedimiento a seguir es el siguiente:
1.Evaluar que variable entrará y cual saldrá de lasolución óptima:
En este caso todos los Cj-Zj son iguales por ende ladecisión se toma al azar “X4”, por ende los valores “a”son los que se encuentran consignados en la columna “X4”es decir, 2-0-2 y 4 respectivamente. Los valores “b” son24-20 20 y 16
En la columna “b/a” se encuentran los resultados de larespectiva operación siendo el menos positivo elresultado 4, por ende la variable que sale es “S4”.
2. El hecho de que una variable distinta forme parte delas variables solución implica una serie de cambios en el
15

tabulado Simplex, cambios que se explicarán acontinuación. Lo primero es no olvidar el valor del "a" correspondientea la variables a entrar, en este caso el "a = 4".
Toda la fila saliente es dividida entre el valor del “a”de la variable entrante, en este caso 4. Lo siguiente es comenzar a rellenar el resto de latabla, fila x fila.
16

Se repite este procedimiento con las dos filasrestantes, ahora se harán los cálculoscorrespondientes en el resto de las celdas.
17

De esta manera se culmina la primera iteración, estepaso se repetirá cuantas veces sea necesario y solose dará por terminado el método según los siguientescriterios.
Continuamos con las iteraciones para lo cual tenemosque repetir los pasos anteriores.
18

En esta última iteración podemos observar que secumple con la consigna Cj - Zj <= 0, para ejercicioscuya función objetivo sea "Maximizar", por endehemos llegado a la respuesta óptima. X1 = 3X2 = 4X3 = 6X4 = 4Con una utilidad de: $ 340000 Sin embargo una vez finalizado el Método Simplex sedebe observar una matriz identidad en el rectángulodeterminado por las variables de decisión, el hechode que en este caso no se muestre la matrizidentidad significa que existe una solución óptimaalterna.
Este valor impide que se forme la matriz identidadcon las variables de decisión lo cual indica queexiste una solución óptima alterna.
La manera de llegar a la otra solución consiste enalterar el orden en que cada una de las variablesentro a la solución básica, recordemos que el
19

proceso fue decidido al azar debido a la igualdad enel Cj - Zj del tabulado inicial. Aquí lespresentamos una de las maneras de llegar a la otrasolución.
Podemos observar como existe una solución óptimaalternativa en la cual la combinación de variableses distinta y existe un menor consumo de recursos,dado que el hecho de que se encuentre la variable"S1" en la solución óptima con un coeficiente de "3"significa que se presenta una holgura de 3 unidadesdel recurso (pieza rectangular de 8 pines). X1 = 0 (Cantidad de mesas a producir = 0)X2 = 7 (Cantidad de sillas a producir = 7)X3 = 6 (Cantidad de camas a producir = 6)X4 = 4 (Cantidad de bibliotecas a producir = 4)S1 = 3 (Cantidad de piezas rectangulares de 8 pinessin utilizar =3)Con una utilidad de: $ 340000
CASO DOS:
20

AMP tiene entre su producción 3 tipos deescritorios, destinados a los diferentes nichos demercado que son: Escritorio para oficina, escritoriopara computadora y escritorio ejecutivo plus. Elescritorio de oficina requiere para su fabricación 2horas de corte, 3 horas de armado y 1 hora depintura. El escritorio para computadora requiere 1hora de corte, 3 horas de armado y 2 horas depintura. El escritorio ejecutivo plus se tarda 2horas de corte, 4 horas de armado y 3 horas depintura.Costos por escritorio:
Escritorio de oficina $10,000 Escritorio para computadora $8,000 Escritorio ejecutivo plus $15,000
Los departamentos de corte, armado y pintura laboranhasta 18 horas al día. Abastecedora Mueblera desea saber cuántas unidades de cada producto debe de producir para maximizar su utilidad. Para la solución a este caso se realiza la aplicación del método Simplex, pues se trata de un problema de programación lineal en el que intervienen 3 variables. Los resultados se presentan a continuación:
s1 s2 s3CORTE ARMADO PINTURAx1 Escritorio de oficina 2 hrs 3 hrs 1 hrsx2 Escritorio para computadora 1 hrs 3 hrs 2 hrsx3 Escritorio ejecutivo plus 2 hrs 4 hrs 3 hrs
Z X1 X2 X3 S1 S2 S3 BZ 1 -10,000 -8,000 -15,000 0 0 0 0
21

S1 0 2 3 1 1 0 0 18S2 0 1 3 2 0 1 0 18S3 0 2 4 3 0 0 1 18
Z X1 X2 X3 S1 S2 S3 BZ 1 0 12,000 0 0 0 5,000 90,000S1 0 4/3 5/3 0 1 0 0 12S2 0 -1/3 1/3 0 0 1 -2/3 6S3 0 2/3 4/3 1 0 0 1/3 6SOLUCION FINAL:
PRODUCTO CANTIDAD A PRODUCIR
Escritorio para oficina 0 Escritorio para computadora 0 Escritorio ejecutivo plus 6
Se deben de producir 6 unidades del Escritorioejecutivo plus diarias para maximizar la utilidad en$90,000 por día.En el proceso 1 sobran recursos – 12 horasEn el proceso 2 sobran recursos – 6 horas
AMP está dispuesto a pagar $5,000 unidadesmonetarias en el proceso 3.
AMP debe incrementar a $12,000 el precio paraque sea rentable la producción de escritoriospara computadora.
CASO TRES: Una compañía de Pintura produce pinturas tanto parainteriores como para exteriores, a partir de dosmaterias primas, M1 y M2. Por cada tonelada depintura para interiores se requiere 4 toneladas deM1 y 2 toneladas de M2 y para cada tonelada de
22

pintura para exteriores se requiere de 6 toneladasde M1 y una de M2. Se dispone de 24 toneladas de M1y 6 de M2 diariamente. La utilidad que arroja unatonelada de pintura para exteriores es de 5000dólares y de una tonelada de pintura para interioreses de 4000 dólares. La demanda máxima diaria depintura para interiores es de 2 toneladas. Además lademanda diaria de pintura para interiores no puedeexceder a la de pintura para exteriores por más deuna tonelada. La compañía quiere determinar lamezcla de producción óptima de pinturas parainteriores y exteriores que maximice las utilidadesdiarias y satisfaga las limitaciones.
VARIABLES DE DECISIÓN:x1: Número de toneladas diarias producidas depintura para exteriores.x2: Número de toneladas diarias producidas depintura para interiores.
Función objetivo: Max Z =5000x1 +4000x2Restricciones 6x1+ 4x2 <=24x1+ 2x2<=6X2-x1<=1X2<=2X1,x2>=0Convertir las desigualdades en igualdades: 6x1+ 4x2 + h1+ 0h2+0h3 + 0h4 =24x1+ 2x2 + 0h1 + h2 + 0h3 + 0h4 = 6- x1 + x2 + 0h1 + 0h2 + h3 + 0h4 = 10x1 + x2+ 0h1 + 0h2 + 0h3 + h4 =2
Igualar la función objetivo a cero:
23

Z - 5000x1 - 4000x2 + 0h1 + 0h2 + 0h3 + 0h4 =0
Tablas simplex:
Iteración #1 (tabla inicial )
Iteración #2
Iteración #3
Z = 21000; x1 = 3, x2 = 1.5Solución: Se debeproducir 3 toneladas diarias de pintura paraexteriores y 1.5toneladas diarias de pintura parainteriores; para obtener una utilidad de 21 000dólares.
24

MÉTODO DE TRANPORTE
25

MÉTODO DE TRANSPORTE
El origen data del año de 1941 en el que F. L.Hitchcock presentó un estudio titulado "Ladistribución de un producto desde diversos orígenesa numerosas localidades". Se cree que estainvestigación fue la primera contribución para laresolución de los problemas de transporte.En 1947, T. C. Koopmans presentó un estudio, sinninguna relación con el de Hitchcock, al que llamo"Utilización óptima del sistema de transporte".-Ambas aportaciones contribuyeron al desarrollo delos métodos de transporte que implican un númerodado de orígenes y otros de destinos.- Aunque notodos los procesos de distribución pueden incluirsedentro del modelo general de la Programación Lineal,hay dos clases de problemas de características biendefinidas y afines que pueden ser formulados ytratados dentro del marco de las relaciones
26

lineales: el problema de transporte y el problema deasignación de recursos.Así mismo este programa o método fue propuesto porprimera vez como un procediendo especial paraencontrar un modelo de costo mínimo para distribuirunidades homogéneas de un producto desde variasfuentes de abastecimiento hasta varios puntos dedestinos o consumos.
CONCEPTO
Existe un problema general de transporte en el cualse refiere a la distribución de mercancía desdecualquier conjunto de centro de suministro ya seadesde su origen hasta su destino. De tal forma quese pueda disminuir el costo total de distribución,cada origen distribuye cierta cantidad de unidades asu destino y viceversa.Este método es una clase especial de programaciónlineal que se trata detransportar un artículo desdesu lugar de origen hasta sudestino
El cual será nuestro problemaa resolver tomando en cuentaque se suponen conocidos los costos unitarios detransporte, los requerimientos de demanda y laoferta disponible.
27

La suposición básica del modelo es que el costo deltransporte en una ruta es directamente proporcionalal número de unidades transportadas. La definiciónde “unidad de transporte” varía dependiendo de la“mercancía” que se transporta.Un modelo de transporte siempre puede equilibrarse.
El equilibrio, además de suutilidad en larepresentación a través demodelos de ciertassituaciones prácticas, esimportante para eldesarrollo del método desolución que explotecompletamente la estructuraespecial del modelo detransporte. Esta técnica esparticularmente usada enorganizaciones que producenel mismo producto en
numerosas plantas y que envía sus productos adiferentes destinos. También se aplica endistribución, análisis de localización de plantas yprogramación de la producción.Cualquier modelo de transporte se compone deunidades de un bien a distribuir. N orígenes, mdestinos. Existen varios supuestos:
Supuesto de requerimientos: cada origen tiene unsuministro fijo de unidades que se debendistribuir por completo entre los destinos.
28

Supuesto de costo: el costo de distribuirunidades de un origen a un destino cualquiera esdirectamente proporcional al número de unidadesdistribuidas.
Propiedad de soluciones factibles: un problemade transporte tiene soluciones factible siy sólo si la sumatoria de recursos en lom orígenes es igual a la sumatoria de demandasen los destinos.
Propiedad de soluciones enteras: En los casos enlos que tanto los recursos como las demandastoman un valor entero, todas las asignaciones,de cualquiera de lassoluciones básicas factibles,asumen también valores enteros.
ELEMENTOS PARA LA RESOLUCION
Para que un problema pueda ser solucionado por elmétodo de transporte, este debe reunir trescondiciones:
La función objetivo y las restricciones deben deser lineales.
Los artículos deben de ser uniformes eintercambiables, los coeficientes de todas lasvariables en la ecuación deben de ser 0 o 1.
La suma de las capacidades de las fuentes debeser igual a la suma de los requerimientos de los
29

destinos, si alguna desigualdad existe unavariable de holgura deberá ser añadida.
MÉTODOS DE RESOLUCIÓN
Ya una vez teniendo los elementos necesarios para lasu posible resolución, podemos observar que tenemosvarios métodos de resolución para un problemaplanteado los cuales son tres diferentes:
1.Regla de la esquina noroeste2.Método de la ruta preferente3.Método de aproximación de vogel
Los cuales para poder usar uno de estos trestenemos primero que sacar el número de variablesbásicas, el cual se determina con la expresión: m+ n - 1.
Regla de la esquina noroeste: la primera elecciónX11, es decir, se inicia la asignación por laesquina noroeste de tabla. Luego se desplaza a lacolumna de la derecha si todavía quedan recursosen ese origen. De lo contrario se mueve al reglodebajo hasta realizar todas las asignaciones.
Método de la ruta preferente: se fundamenta en laasignación a partir del costo mínimo dedistribuir una unidad. Primero se identifica estecosto se realiza la asignación de recursos máximaposible y luego se identifica el siguiente costo
30

menor realizando el mismo procedimiento hastarealizar todas las asignaciones.
Método de asignación de Vogel: para cada reglón ycolumna, se calcula su diferencia, que se definecomo la diferencia aritmética entre el costounitario más pequeño y el costo menor que lesigue en ese renglón o columna. En el renglón ocolumna con la mayor diferencia, se le asigna almenor costo unitario. Los empates se puedenromper de manera arbitraria.
PROBLEMA DE ASIGNACIÓN (METODO HÚNGARO)
Un problema de asignación es un problema detransporte balanceado, en el cual todas las ofertasy todas las demandas son iguales a uno. Se puederesolver eficientemente un problema de asignación mx m mediante el método Húngaro:Paso 1.- Empiece por encontrar el elemento maspequeño en cada renglón de la matriz de costos.Construya una nueva matriz, al restar de cada costo,el costo mínimo de su renglón. Encuentre, para estanueva matriz el costo mínimo en cada columna.Construya una nueva matriz (la matriz de costosreducidos) al restar de cada costo el costo mínimode su columna.Paso 2.- Dibuje el mínimo numero de líneas(horizontales o verticales) que se necesitan paracubrir todos los ceros en la matriz de costosreducidos. Si se requieren m líneas para cubrirtodos los ceros.
31

Paso 3.- Encuentre el menor elemento no cero (llamesu valor k en la matriz de costos reducidos, que noesta cubiertos por las líneas dibujadas en el paso2. Ahora reste k de cada elemento no cubierto de lamatriz de costos reducidos y sume k a cada elementode la matriz de costos reducidos cubierto por doslíneas. Regrese al paso 2. Un problema de asignación es un problema detransporte balanceado en el que todas las ofertas ydemandas son iguales a 1; así se caracteriza por elconocimiento del costo de asignación de cada puntode oferta a cada punto de demanda. La matriz decostos del problema de asignación se llama: matrizde costos. Como todas las ofertas y demandas para elproblema de asignación son números enteros, todaslas variables en la solución óptima deben servalores enteros.
APLICACIÓN DEL MÉTODO DE TRANSPORTECASO UNO: (Modelo de transporte estándar)
MG Auto Company tiene plantas en Los Ángeles,Detroit y Nueva Orleáns. Sus centros de distribuciónprincipales son Denver y Miami. Las capacidades delas plantas durante el trimestre próximo son 1 000,1 500, y 1 200 automóviles. Las demandastrimestrales en los dos centros de distribución sonde 2 300 y 1 400 vehículos. El costo del transportede un automóvil por tren es de 8 centavos por milla.El diagrama de las distancias recorridas entre lasplantas y los centros de distribución son:
32

| Denver | Miami |Los Ángeles | 1 000 | 1 690 |Detroit | 1 250 | 1 350 |Nueva Orleans | 1 275 | 850 |
Esto produce en costo por automóvil a razón de 8 centavos por milla recorrida. Produce los costos siguientes (redondeados a enteros), que representan a C i j del modelo original:
| Denver | Miami |Los Ángeles | 80 | 215 |Detroit | 100 | 108 |Nueva Orleans | 102 | 68 |
Mediante el uso de códigos numéricos que representanlas plantas y centros de distribución, hacemos que Xi j represente el número de automóviles transportados de la fuente i al destino j. Como la oferta total (= 1 000 + 1 500 + 1 200 = 3700) es igual a la demanda (= 2 300 + 1 400 = 3700), el modelo de transporte resultante estáequilibrado. Por lo tanto, el siguiente modelo de PLque representa el problema tiene todas lasrestricciones de igualdad. Minimizar Z = 80X 11 + 215X 12 + 100X 21 + 108X 22 +102X 31 + 68X 32 Sujeto a:
X 11 | X 12 | = 1 000 | X 21 | X 22 | = 1 500 | X 31 | X 32 | = 1 200 |X 11 | | X 21 | | X 31 | = 2 300 |
33

| X 12 | | X 22 | | X 32 | = 1 400 | | X i j para todas las i y j |
CASO DOS: (Metodo de resolución esquina noroeste)
Una empresa energética colombiana dispone de cuatroplantas de generación para satisfacer la demandadiaria eléctrica en cuatro ciudades, Cali, Bogotá,Medellín y Barranquilla. Las plantas 1,2,3 y 4pueden satisfacer 80, 30, 60 y 45 millones de KW aldía respectivamente. Las necesidades de las ciudadesde Cali, Bogotá, Medellín y Barranquilla son de 70,40, 70 y 35 millones de Kw al día respectivamente.
Los costos asociados al envío de suministroenergético por cada millón de KW entre cada planta ycada ciudad son los registrados en la siguiente
tabla.
34

Solución pasó a paso:
Ahora la cantidad asignada a la esquina noroeste esrestada a la demanda de Cali y a la oferta de la"Planta 1", en un procedimiento muy lógico. Dado quela demanda de Cali una vez restada la cantidadasignada es cero (0), se procede a eliminar lacolumna. El proceso de asignación nuevamente serepite.
35

Continuamos con las iteraciones:
En este caso nos encontramos frente a la elección dela fila o columna a eliminar (tachar), sin embargopodemos utilizar un criterio mediante el cualeliminemos la fila o columna que presente los costosmás elevados. En este caso la "Planta 2".
Nueva iteración:
36

Una vez finalizada esta asignación, se elimina la"Planta 3" que ya ha sido satisfecha con laasignación de 60 unidades, por ende nos queda unasola fila a la cual le asignamos las unidadesestrictamente requeridas y hemos finalizado elmétodo.
El cuadro de las asignaciones (que debemosdesarrollarlo paralelamente) queda así:
37

Los costos asociados a la distribución son:
38

39

CONTROL DE INVENTARIOS
40

CONTROL DE INVENTARIOS
Un inventario es un recurso empleado pero útil queposee valor económico. El problema se plantea cuandouna empresa expendedora o productora de bienes yservicios no produce en un momento determinado lacantidad suficiente para satisfacer la demanda, porlo que debe realizar un almacenamiento protectorcontra posibles inexistencias.
El objetivo radica en definir el nivel deinventario. Estas decisiones consisten en dar normasque nos precisen en que instante se deben efectuarlos pedidos del producto considerado y la cantidadque se debe pedir.
En términos generales un inventario es un conjuntode recursos útiles que se encuentran ociosos enalgún momento. El objetivo de los problemas deinventario es minimizar los costes (totales oesperados) del sistema sujetos a la restricción desatisfacer la demanda (conocida o aleatoria).
41

Entre los diferentes costes que puede haber en unproblema de inventario están:
1.- Costes de fabricación.2.- Costes de mantenimiento o almacenamiento.3.- Costes de penalización o rotura por nosatisfacer la demanda.4.- Rendimientos o ingresos. (Puede o no incluirseen el modelo).5.- Costes de recuperación o salvamento. (El valorde recuperación representa el valor de desecho delartículo para la empresa, quizá a través de unaventa con descuento).6.- Tasa de descuento. La tasa de descuento toma encuenta el valor del dinero en el tiempo. Cuando unaempresa compromete capital en inventarios, no puedeusar este dinero para otros fines.
¿POR QUE ES IMPORTANTE TENER INVENTARIOS?
Se da la existencia de inventarios debido a que losproveedores que abastecen los insumos a las empresasno pueden dar respuesta inmediata a losrequerimientos de esta; puesto que hay unadiferencia entre el tiempo de abastecimiento y lademanda interna. Es por esta razón que las empresasmantiene inventarios como colchón de seguridad o un
42

STOCK para que al momento de una necesidad sesatisfaga la demanda.
Con el fin de satisfacer la demanda a tiempo, lasempresas suelen mantener cierto nivel de inventarioo stocks en sus almacenes. Esta previsión resultaespecialmente importante cuando un producto tieneuna demanda fuertemente estacional o cuando lademanda ha de servirse en un período temporalrelativamente corto. El propósito de este math-blockes presentar una serie de modelos, todos ellosvariantes del Modelo EOQ (Economic Order Quantity)que nos pueden ser útiles a la hora de tomardecisiones sobre inventarios cuando la demanda esconocida.
Básicamente, estos modelos intentarán dar unarespuesta a las preguntas que normalmente se planteael departamento de gestión de inventarios: (1) ¿Cuándolanzar una orden de producción o de compra? y (2) ¿Cuál debe serel tamaño óptimo de dicho pedido?.
43

INVENTARIO SEGÚN LA DEMANDA
Existen dos tipos de demanda:
Demanda probabilística: demanda de un artículo queestá sujeta a una cantidad significativa devariabilidad. Ejemplo en un hospital no se sabecuántos y que tipos de pacientes entraran en lasemana que entra, lo que ocasiona una demandaincierta de los suministros médicos. (Demandaindependiente: dos o más artículos en los que lademanda de un artículo no afecta la demandacualquiera de los otros artículos).
Demanda determinística: demanda de un artículo quese conoce con certeza. Ejemplo en un proceso defabricación automatizada, sabe que una maquinainserta 20 chips por minuto en un tablero decircuitos integrados, por lo tanto los chips son losartículos a mantenerse en el inventario y la demandadeterminística es 20 chips por minuto. (Demandadependiente: dos o más artículos en los que lademanda de un artículo determina o afecta la demandade uno o más de los otros artículos).
Características de la Demanda
Continua o Discreta: La unidad de medida de lademanda puede variar según el entorno y lapresentación del artículo concreto (unidades,centenas, litros, kilogramos, etc.)
44

Determinista o probabilística: Hay casos en que lademanda futura se supone perfectamente conocida;otras veces se supone que los valores de la demandason aleatorios. Dependiente o independiente: La demanda decomponentes dependerá de la demanda de productosfinales, mientras que la de estos últimos seconsiderará independiente. Diferida o Perdida: Si no se satisface la demanda(ruptura de stocks), a veces será posible diferir laentrega.
TIPOS DE COSTES:
Coste de Adquisición: Se compone de una parte fija(coste de lanzamiento o de emisión del pedido), y deotra variable (coste variable de adquisición). Elcoste de lanzamiento se refiere a la compra dematerial a un proveedor externo (correo, teléfono,tarea administrativa, carga, transporte, etc.) y ala preparación de los pedidos de artículosmanufacturados en la misma empresa (puesta a puntode maquinas, limpieza, etc.). El coste variable deadquisición resulta de multiplicar el valor unitariodel artículo por el nombre de artículos del pedido(siempre que no haya descuentos en función de lascantidades adquiridas)
45

Coste de posesión: Debido a la creación ymantenimiento de la capacidad del almacén (alquiler,electricidad, maquinaria, vigilancia, etc.), a lamanipulación de material y trabajos administrativos,a los gastos derivados de los seguros internos yexternos, a variaciones del valor de los bienesmotivados por el desgaste, y al coste de oportunidaddel capital (dinero que se deja de ganar pormantener inmovilizado en stock el capital en vez deinvertirlo)
Coste por demanda insatisfecha: Aparece cuando no esposible atender la demanda por falta de existencias(ruptura de stocks)
PERIODOS DE ENTREGA Y REAPROVISIONAMIENTO
Período de entrega (L): es el tiempo que transcurreentre la detección de la necesidad de efectuar unpedido y el instante en que el materialcorrespondiente está a punto para su consumo o uso.A veces el período de entrega es conocido, mientrasque la demanda no; otras veces ambos tienen uncarácter probabilista. Este desconocimiento puededar lugar a situaciones no deseables como lasmostradas en la figura: en el instante A se detectala necesidad de material y se lanza una orden depedido. El material estará disponible para elconsumo en el instante C; si la necesidad real dematerial se produce en el instante B, se produciráuna ruptura de stocks y la demanda quedaráinsatisfecha; si, por contra, la necesidad surge enel instante D, entonces se habrá producido un
46

reaprovisionamiento precipitado que repercutirásobre los costes de posesión de stocks.
Período de reaprovisionamiento (R): es el tiempodurante el cual la única protección de que disponeel sistema productivo para afrontar una posibleruptura de stocks es el nivel de los inventarios.Cuando se dispone de un sistema de control continuoy, por tanto, se conoce el nivel de stock en todomomento, el período de reaprovisionamiento coincidecon el período de entrega (R=L). Cuando el sistemade información es de revisión periódica, el períodode reaprovisionamiento es igual al período derevisión (T) más el de entrega (R=L+T).
POLÍTICAS DE GESTIÓN DE INVENTARIOS Y MÉTODOS DE REAPROVISIONAMIENTO
Una política de gestión de stocks sirve paradefinir: (1) ¿Cuándo se ha de solicitar material?, y(2) ¿Cuánto material se ha de pedir?. Para la
47

primera cuestión se puede recurrir a fijar un nivelde referencia para el stock (punto de pedido, s), ylanzar una orden cada vez que la posición del stocksea inferior a este valor; otra alternativa consisteen fijar un período de revisión, T, y efectuar unpedido en instantes concretos. Por lo que respecta ala segunda pregunta, es posible solicitar siempreuna cantidad fija predeterminada Q (medida dellote), o la diferencia entre un valor fijo S(cobertura) y la posición del stock.Para describir una política de gestión de stocksbastará pues con indicar, mediante un par ordenado,cuándo y cuánto se pide. Así, una política (s,Q)significará que se lanza una orden de tamaño fijo Qcada vez que la posición del stock sea inferior a sunidades. Otras políticas posibles son: (T,S) con lacual se lleva a cabo un pedido cada T unidades detiempo, de tamaño igual a la diferencia entre lacobertura S y el nivel de stock detectado; lapolítica (s,S), la cual implica la solicitud de unpedido de un tamaño suficiente para abastecer lacobertura S cada vez que la posición del stock seainferior al punto de pedido s; y la política (T,Q),en la que se solicitaría un pedido fijo Q cada Tunidades de tiempo.
MÉTODO DE REAPROVISIONAMIENTO
Un método de reaprovisionamiento consiste en aplicarsistemáticamente una política de gestión de stockscon el apoyo de un sistema de información o derevisión.
LOS MÉTODOS MÁS USADOS SON:
48

Método del punto de pedido con revisión continua(s,Q): Se tendrá conocimiento del nivel del stock entodo momento. Cuando debido al consumo se llegue aun nivel mínimo (punto de pedido, s), se emitirá unpedido de medida fija Q (lote económico). El puntode pedido intenta equilibrar los costes opuestos deruptura y posesión de stocks, mientras que el tamañodel lote económico se calcula para conseguir elequilibrio entre los costes de lanzamiento y los deposesión. Este es el método que siguen los modelosEOQ.
Método de reaprovisionamiento periódico concobertura (T,S): se realiza una revisión eninstantes concretos, tras intervalos temporales deigual longitud (período de revisión, T). Después dela revisión se lanza una orden de pedido, lacantidad de la cual es determinada a partir de ladiferencia entre la cobertura S y el nivel de stockobservado.
49

EL MODELO EOQ BÁSICO O MODELO DE HARRIS-WILSON
Los supuestos en que se fundamenta este modelo sonlas siguientes:1) El horizonte temporal que afecta a la gestión destocks es ilimitado (i.e.: el proceso continuaindefinidamente).2) La demanda es continua, conocida y homogénea enel tiempo (i.e.: si la tasa de consumo es Dunidades/año, la demanda mensual es D/12unidades/mes, etc.).3) El período de entrega, L, es constante yconocido.4) No se aceptan rupturas de stock (i.e., debe habersiempre stock suficiente para satisfacer lademanda).5) El coste de adquisición, CA u.m./unidad, esconstante y no depende del tamaño del lote (no haydescuentos por grandes volúmenes de compra).
50

6) La entrada del lote al sistema es instantánea unavez transcurrido el período de entrega.7) Se considera un coste de lanzamiento de CLu.m./pedido y un coste de posesión de stock igual aCP u.m./unidad y año.
Bajo estas hipótesis, lo que resulta más económicoes organizar los pedidos de manera que se produzcala entrada de un lote al sistema en el momento enque el nivel de stock sea nulo; por tanto lasórdenes de emisión de los pedidos se han de realizaren instantes en que el nivel de stock sea el mínimoimprescindible para satisfacer la demanda durante elperíodo de entrega.
El punto de pedido S ha de ser: S= D*L.
Además, todos los lotes han de tener el mismotamaño, dado que los parámetros del modelo semantienen constantes a lo largo del tiempo, y que elhorizonte es ilimitado. Si cada pedido es de unvolumen igual a Q, para satisfacer la demanda anualD habrá que ordenar D/Q pedidos/año (frecuencia dereaprovisionamiento N); la inversa de este valorrepresentará el tiempo que transcurre entre dosentradas consecutivas al sistema (tiempo de ciclo deaprovisionamiento TC).Como el coste de lanzar un pedido es CL u.m.,tendremos que el coste anual de lanzamiento KL será:
Este coste está relacionado con el tamaño de lote Q,de manera que si dicho tamaño crece, el número de
51

lanzamientos se reduce y, por consiguiente, el costeanual de lanzamiento disminuirá. El coste anual deadquisición KA depende de las unidades solicitadas;como la demanda anual D es conocida y se supone quetodas las unidades tienen el mismo valor unitario,CA , independientemente del momento en que sesolicita y de las cantidades que se requieren (nohay descuentos), la adquisición de D unidadessupondrá un coste: KA = CA * D
El coste anual de posesión de stock KP estárelacionado con el nivel medio del stock mantenido alo largo del año. Bajo los supuestos considerados,el nivel de stock oscila entre 0 y Q. Dado que lademanda es homogénea y no se permiten rupturas destock, el nivel medio del inventario será igual aQ/2; como mantener una unidad de producto en stockdurante un año tiene un coste de posesión de CPu.m., el coste anual de posesión será: KP = CP * Q/2Observar que conforme aumenta el tamaño del lote Q,también aumenta el coste anual de posesión KP .El coste totalanual de stockserá la suma lostres costesanteriores. Entodo caso, loscostes relevantesen la gestión destocks (aquellossobre los cualesnuestrasdecisiones pueden influir) son el coste anual de
52

lanzamiento, KL , y el coste anual de posesión, KP,dado que el coste anual de adquisición no depende nidel tamaño del lote ni de las fechas en que seordenen los pedidos.Por tanto, el coste relevante anual K será: K = KL +KP u.m. Si consideramos K = K(Q), resulta inmediatocomprobar que esta función toma un valor mínimo K*
asociado a un tamaño de lote óptimo (Q*):
Esta cantidad Q* recibe el nombre de lote económico(Economic Order Quantity). Además, en este modelo,el lote económico es justamente el valor que igualalos costes anuales de lanzamiento y posesión.1
EL MODELO EOQ DE ENTRADA CONTINUA
En muchas ocasiones, parte de los artículos que sealmacenan son producidos por la propia empresa envez de ser adquiridos a otra compañía ajena. Entales situaciones, el supuesto 6 de que la entrada1 Lo cual no es cierto en general. Financiado por la Secretaría de Estado de Educación y Universidades (MECD).
53

del lote al sistema es instantánea carece desentido, ya que no es posible producir todos losartículos de golpe, en especial si consideramosseries de producción largas. Más bien sucederá queel proceso productivo va aportando artículos alalmacén de forma gradual. Así, los artículosproducidos irán pasando a formar parte delinventario en lotes de transferencia, los cualesserán de tamaño inferior al volumen de la serieproducida. En nuestro caso, supondremos que el lotede transferencia es igual a la unidad. Obviamente,partiremos de la hipótesis de que la capacidadproductiva anual P será mayor que la demanda anualD, pues en caso contrario no será posible satisfacerdicha demanda de forma indefinida.
Consideraremos que tanto la demanda como laproducción son homogéneas en el tiempo, con tasasiguales a D y P unidades al año respectivamente. Alrepresentar este proceso, observaremos que duranteel ciclo productivo el nivel de stock aumentaprogresivamente a un ritmo constante e igual a ladiferencia entre ambas tasas P–D; terminado dichociclo, se alcanzará el nivel máximo de stock, Imax;a partir de este instante el nivel del inventario sereducirá de forma progresiva según una tasa D hastallegar a nivel 0; punto en el cual comenzará otronuevo ciclo.
54

En cada ciclo productivo se fabricarán Q unidades enun período temporal de Q/P años, dado que senecesitarán 1/P años para producir cada unidad.Durante este período, el nivel de stock (que partede 0) aumenta a un ritmo constante P–D unidades/año.Así las cosas, el nivel máximo al que se llegarávendrá dado por la ecuación: Imax = (P–D)*Q/P . Apartir de este punto, transcurrirá un tiempo deImax/D años hasta volver al nivel inicia (stocks 0).
En este modelo, el coste anual de lanzamientoseguirá siendo: KL = CL * N = CL * D/Q u.m.Si suponemos que el coste de adquisición (o deproducción) unitario CA es constante (no haydescuentos por grandes volúmenes de producción), elcoste anual de adquisición será, KA = CA * D u.m.,que no depende de Q y por tanto no es relevante a lahora de minimizar costes.Finalmente, el coste anual de posesión vendrá dadopor la expresión: KP = CP * Imax/2 u.m., ya queahora el nivel medio del stock será Imax/2 .
55

En conclusión, el coste anual relevante será K = KL+ KP u.m., el cual se minimizará para un volumen deproducción:
Q* = [2CL*D/((1-D/P)*CP)]1/2 .
EL MODELO EOQ CON RUPTURA DE STOCKS
En muchas situaciones de la vida real la demanda noes satisfecha a tiempo debido a la falta deexistencias (rupturas de stock). Cuando esto ocurrepodemos estar ante una demanda diferida, o bien anteuna demanda perdida. Ambas opciones suponen un costepara la empresa, el cual es mucho mayor en elsegundo de los casos (pérdida de la venta, posiblepérdida de clientes, mala imagen, etc.). Sinembargo, si el cliente consiente en diferir laentrega de su pedido, cobra sentido considerarposibles rupturas de stock de un tamaño determinadobuscando que el coste de diferir las entregascompense los costes de posesión de inventarios. Enlo que sigue supondremos que podemos estimar elcoste de retardar la entrega de una unidad duranteun año en CD u.m.
56

La imagen de la derecha representa la evolución delos stocks cuando se considera la posibilidad dediferir la demanda. Suponiendo que el lote entra deforma instantánea al sistema, el nivel delinventario variará entre un valor mínimo negativo, -M (máxima demanda insatisfecha) y un valor máximoigual a Q-M. Partiendo de este valor máximo, elnivel de stock se reduce de forma progresiva alritmo que marca la tasa de consumo anual D; despuésde un tiempo igual a (Q-M)/D años se llega al nivel0, momento en que se produce la ruptura de stocks;durante un período igual a M/D años se dejan deservir unidades, y la posición del stock desciendehasta el valor mínimo –M; en este instante llega unnuevo lote de tamaño Q al sistema, se entrega lademanda diferida y el nivel del inventario vuelve asu valor máximo.
En este modelo, tanto el coste anual de lanzamientocomo el coste anual de adquisición son idénticos alos del modelo EOQ básico. El coste anual deposesión, sin embargo, sí resulta distinto. Ello es
57

debido a la variación en el nivel medio de posesión.Además, a la hora de calcular la función de costetotal deberemos considerar el coste anual de diferirla demanda KD. El tiempo de cada ciclo (tiempo entredos entradas consecutivas de un lote) es igual a Q/Daños.Se pueden distinguir dos períodos por ciclo: elperíodo sin ruptura tiene una duración igual a (Q-M)/D años, y presenta un stock medio de (Q-M)/2unidades; por su parte, el período de ruptura esigual a M/D años y durante el mismo su stock medioes 0, oscilando el nivel de ruptura entre 0 y M. Así pues, tendremos que el stock medio en cada cicloserá de (Q-M)2 / (2D) unidades, mientras que elnivel de ruptura medio por ciclo será de M2 / (2D)unidades. Como al año tendremos D/Q ciclos, el nivelanual medio de stocks será (Q-M)2 / (2Q) , y elnivel anual medio de ruptura M2 / (2Q) .
El coste anual relevante tendrá pues la expresión:K(Q, M) = KL + KP + KD = CL * D/Q + CP * (Q-M)2 /(2Q) + CD * M2 / (2Q). Se puede demostrar que estafunción multivariable es convexa, por lo quealcanzará su valor mínimo cuando: ∂K / ∂Q = ∂K / ∂M= 0. Resolviendo este sistema de ecuacionesobtenemos los tamaños óptimos del lote y del nivelde ruptura:Q* = [ 2CL D (CP+CD) / (CP CD) ]1/2 M* = [ 2CL DCP / ( CD (CP+CD) ) ]1/2
Si hacemos tender el coste CD a infinito, M* tenderáa cero y Q* tenderá al valor que se obtendría con elmodelo EOQ básico. Ello es lógico, dado que en talcaso el coste de diferir la entrega se haría
58
prohibitivo y, por tanto, no sería factibleconsiderar rupturas de stock.2
APLICACIÓN DE LOS MÉTODOS DE INVENTARIOS
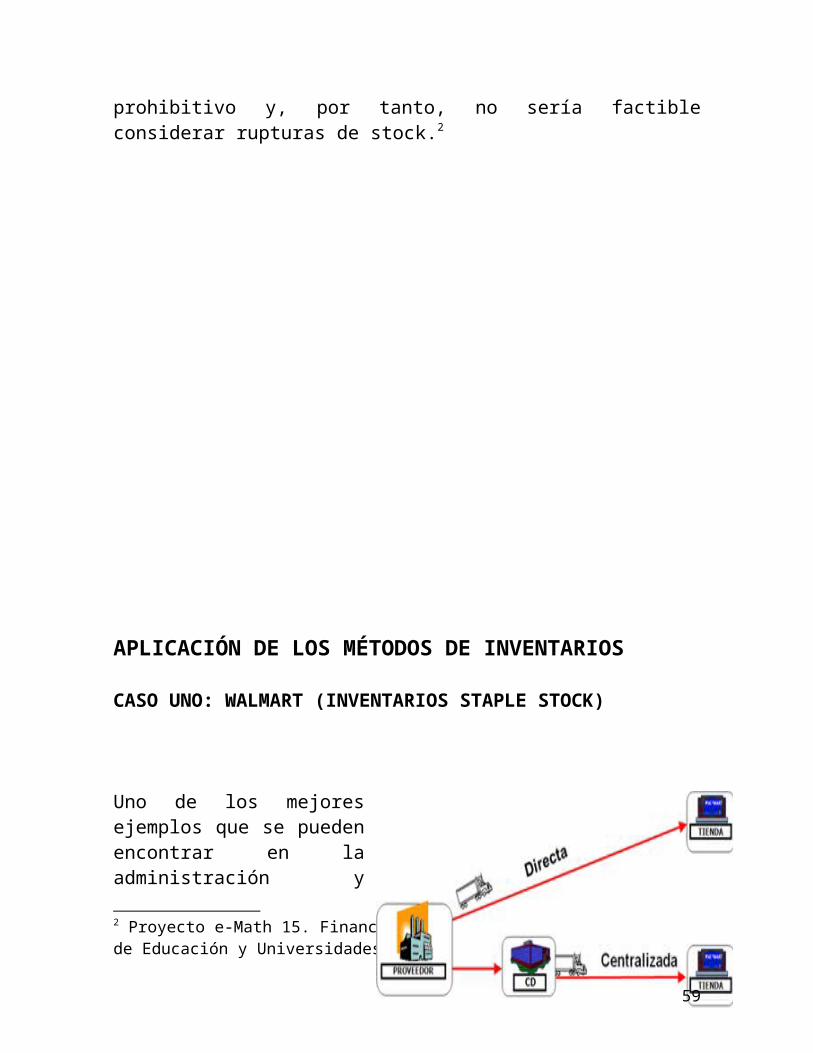
CASO UNO: WALMART (INVENTARIOS STAPLE STOCK)
Uno de los mejoresejemplos que se puedenencontrar en laadministración y
2 Proyecto e-Math 15. Financiado por la Secretaría de Estado de Educación y Universidades (MECD)
59

control de inventarios es la que Wal-Mart implementapara el almacenamiento, reabastecimiento,distribución y venta de productos. Este ejemplo muestra detalladamente el inventarioStaple Stock :
Centralización de producto – Resurtido
¿Qué es la Distribución Centralizada?
Es el envío de los productos a las tiendas, que serealiza por medio del Centro de Distribución,maximizando los recursos logísticos y tecnológicos alo largo de la cadena de abastecimiento, para lareducción de gastos de distribución, administrativosy de tiempo.
Tipos de Distribución Centralizada:
Inventario con almacenamiento (Staple stock):Son productos que se almacenan en el Centro deDistribución para esperar demanda de lastiendas.
Cruce de andén (Crossdocking): Son pedidosdirectos de la tienda donde el Centro deDistribución trasiega las mercancías y supromedio de estancia en el C.D. no superan las24 horas.
Ambos tipos tienen un costo, significativamentemenor a la entrega directa.
BENEFICIOS DE CONTROL DE INVENTARIO STAPLE STOCK
60

Disminución del gasto administrativo. Reducción del ingreso de pedidos. Disminución de la facturación. Disminución de costos por transporte y por
control del proceso de entrega BENEFICIOSPERCIBIDOS AL APLICAR CROSS DOCKING Unincremento de la velocidad del flujo deproductos.
Una reducción de los costos de manipulación. Una máxima reducción y/o eliminación de los
costos de almacenamiento. Una reducción de las necesidades de espacio. Minimiza los costos de distribución. Mejor nivel de servicio (Fill Rate). Menos faltantes al mejorar el nivel de servicio. Incremento en ventas. Mejor tiempo de respuesta ante necesidades
extraordinarias. Mejor índice de entregas a tiempo. Mejor visibilidad sobre la demanda futura Cruce
de andén (Crossdocking) Reduce los tiempos deentrega al cliente.
Mejora la disponibilidad del producto. Un incremento de la velocidad del flujo de
productos.
Se proporciona en tiempo real:
Kardex. Posición de inventarios. Antigüedad de inventario. Ubicación de bienes dentro del almacén. Bienes entregados a clientes.
61

Un respaldo a estas estrategias es la de Just inTime ejecutadas por los demás miembros de la Cadenade Abastecimiento.
CASO DOS: Apple Inc.
APPLE ROTA SU INVENTARIO CADA CINCO DÍAS
Cuando uno habla deeficiencia suelepensar en compañíascomo Amazon o Apple.En particular lacompañía de lamanzana, que ganamillones de dólarescon una demandasiempre muy alta yunas ventas en unidades impresionante, resultasorprendente. Los que habéis estado o estáisrelacionado con el mundo de la distribución y ventassabéis que conseguir una rotación alta es ideal.Cuanta más veces se reponga el producto, si llegar atener una rotura de stock, más eficientes seremos enla gestión y por tanto más beneficios.
Pues bien, según un informe de Gartner Apple realiza75 rotaciones de inventario al año. Eso significa
62

que cada cinco días Apple renueva su stock. Lo quedemuestra que para ser una empresa que se dedica afabricar dispositivos electrónicos la capacidad quetiene para producir, distribuir, vender y volver areponer es simplemente impresionante.Comparado con otras empresas como Samsung o Dell quemantienen ciclos de entre diez y veintiún día, algoque ya me parece increíble, lo de Apple es desobresaliente. De todas formas también hay un ladonegativo, sobre todo para grandes empresas de ladistribución o premium reseller que pueden llegar ano disponer de suficientes máquinas para satisfacerla demanda de sus clientes en algunas ocasiones.
Sin duda, como ya comentamos en su día, la cadenalogística de Apple es uno de los mayores tesoros dela compañía. Les permite mantener un ritmo alto deventas pero sobre todo no quedarse con un exceso destock cuando se acerca una renovación de producto.Un logro encabezado por Tim Cook, actual CEO.
LA CADENA LOGÍSTICA DE APPLE, UNO DE LOS TESOROS DELA COMPAÑÍA
Uno de los mayores éxitos de Apple en los últimos 10años ha sido la habilidad de controlar todos losprocesos de manufactura, producción y logísticanecesarios para la distribución de sus productos. Eneste tiempo Apple ha sido capaz de aplicar las másnovedosas técnicas para llevar a cabo susoperaciones de forma realmente eficiente, sin duda,esta es un área que Tim Cook conoce al dedillo, élfue quién se ganó la confianza de Steve Jobsdestacando y liderando esta área.
63

Así pues Apple ha construido un ecosistema propioque controla cada paso del proceso de la supplychain desde el concepto y el diseño a la Apple Storemás cercana. De hecho en muchas ocasiones y debido alas sinergias en este proceso Apple obtienedescuentos en algunas piezas, mejora su capacidad deproducción y ahorra en tasas para el transporteaéreo.
Y es que una de las revoluciones de la distribuciónla lideró Steve Jobs en su vuelta a Apple, comprandogran cantidad de trasporte aéreo que eraostensiblemente más caro que el transporte marítimo,pero que permitía un cambio de modelo dedistribución.De Jobs a Cook
Como comentaba, este auge de las operaciones de lacadena logística empezaron cuando Steve Jobs volvióa Apple en 1997. Entonces muchas compañías usabantransporte marítimo para trasladar sus piezas a susplantas de ensamblaje, sin embargo Jobs se encargóde revolucionar esa faceta en las navidades de 1998comprando todo el espacio aéreo que pudo paratransportar la producción de unidades del primeriMac. De hecho algunas compañías como COMPAQintentaron imitar a Apple encontrándose que lacompañía de Cupertino tenía prácticamente elmonopolio.
Aunque sin duda la primera vez que Apple hizo galade sus capacidades de distribución hacia el usuariofinal fueron con el iPod, que se distribuía días
64

después del pedido vía web(algo que por ese entoncesresultaba realmente novedoso). Lo que consiguieronfue evitar tener un inventario enorme de productoque gestionar. Esta eficiencia en las operaciones y en ladistribución hacen que Apple pueda abaratar costes yel margen de sus productos sea mayor.Otra de las preocupaciones de Apple en los últimostiempos ha sido la de introducir cada vez mejormaquinaria para el ensamblaje de sus productos,desde la llegada de los productos unibody esto escada vez más apreciable externamente. Sin embargodesde el punto de vista tecnológico son muchísimosmás los avances que ha dado Apple en este sentido,por ejemplo los láseres que compró en grandescantidades y que permiten microperforar lascoberturas de aluminio para dejar escapar la luzverde de los LEDS de la cámara iSight.3
3 Bloomberg Businessweek Magazine
65

TEORÍA DE COLAS O LÍNEAS DE ESPERA
Las "colas" son un aspecto de la vida moderna quenos encontramos continuamente en nuestrasactividades diarias. En el contador de unsupermercado, accediendo al Metro, en los Bancos,etc., el fenómeno de las colas surge cuando unosrecursos compartidos necesitan ser accedidos paradar servicio a un elevado número de trabajos oclientes. El estudio de las colas es importanteporque proporciona tanto una base teórica del tipode servicio que podemos esperar de un determinadorecurso, como la forma en la cual dicho recursopuede ser diseñado para proporcionar un determinadogrado de servicio a sus clientes.
Debido a lo comentado anteriormente, se plantea comoalgo muy útil el desarrollo de una herramienta que
66

sea capaz de dar una respuesta sobre lascaracterísticas que tiene un determinado modelo decolas. La teoría de colas incluye el estudiomatemático de las colas o líneas de espera y proveeun gran número de modelos matemáticos paradescribirlas.
DEFINICIONES INICIALES
La teoría de colas es el estudio matemático delcomportamiento de líneas de espera. Esta sepresenta, cuando los "clientes" llegan a un "lugar"demandando un servicio a un "servidor", el cualtiene una cierta capacidad de atención. Si elservidor no está disponible inmediatamente y elcliente decide esperar, entonces se forma la líneade espera.
Una cola es una línea de espera y la teoría de colases una colección de modelos matemáticos quedescriben sistemas de línea de espera particulares osistemas de colas. Los modelos sirven para encontrarun buen compromiso entre costes del sistema y lostiempos promedio de la línea de espera para unsistema dado.
En muchas ocasiones en la vida real, un fenómeno muycomún es la formación de colas o líneas de espera.Esto suele ocurrir cuando la demanda real de un
67

servicio es superior a la capacidad que existe paradar dicho servicio. Ejemplos reales de esa situaciónson: los cruces de dos vías de circulación, lossemáforos, el peaje de una autopista, los cajerosautomáticos, la atención a clientes en unestablecimiento comercial, la avería deelectrodomésticos u otro tipo de aparatos que debenser reparados por un servicio técnico, etc.
ORIGEN:
El origen de la Teoría deColas está en el esfuerzo deAgner Kraup Erlang (Dinamarca,1878 - 1929) en 1909 paraanalizar la congestión detráfico telefónico con elobjetivo de cumplir la demanda incierta de serviciosen el sistema telefónico de Copenhague. Susinvestigaciones acabaron en una nueva teoríadenominada teoría de colas o de líneas de espera.Esta teoría es ahora una herramienta de valor ennegocios debido a que un gran número de problemaspueden caracterizarse, como problemas de congestiónllegada-salida.
68

ELEMENTOS QUE CONFORMAN EL SISTEMA DE COLAS:
Población (entidades): Elemento que tiene lacaracterística de la población.
Sistema de cola (distribución poisson). Sistema de servidores, ventanilleros
(distribución exponencial).
NOMENCLATURA PARA LA CLASIFICACIÓN DE UN SISTEMA DE COLAS:
S: Número de servidores.n: Número de clientes en el sistema.N: Número máximo de clientes permitidos en elsistema.A.t: Flujo de clientes que entran cuando hay nclientes en el sistema.u.7l: Capacidad del servidor cuando hay n clientes enel sistema.
69

E(t): Tiempo promedio de proceso por cliente.V(t): Variancia del tiempo de proceso.E(á): Tiempo promedio entre llegadas.V(a): Variancia del tiempo entre llegadas.CQ: Coeficiente cuadrado de variación del flujo declientes que entran al sistema.C2S: Coeficiente cuadrado de variación del tiempo deservicio.Cp: Coeficiente cuadrado de variación del flujo declientes que salen del sistema. PIJ: Probabilidad de que el sistema cambie de unestado i a un estado y después de un intervalo detiempo.Pn: Probabilidad en estado estable de que existan nclientes en el sistema.L: Número promedio de clientes en el sistema.Lq: Número promedio de clientes en la fila.W: Tiempo promedio de permanencia en el sistema.Wq: Tiempo promedio de permanencia en la fila.P: Utilización promedio del servicio.Ct: Costo total promedio del sistema de líneas deespera por unidad de tiempo.Ce: Costo promedio de servicio por cliente por unidadde tiempo.Cq: Costo promedio de espera por cliente por unidadde tiempo.
DEMOSTRACIÓN
Pn: Probabilidad de que haya exactamente n clientesen el sistema
70

L: Número esperado de clientes en el sistema.
Lq: Longitud esperada de la cola (excluye losclientes que están en servicio).
W: Tiempo de espera en el sistema para cada cliente
W: E(W )
Wq: Tiempo de espera en la cola para cada cliente.
Wq: E (Wq )
El tiempo de estancia de un cliente en el sistema serelaciona con el tiempo de espera de un cliente enla cola.
El número de clientes que por término medio se estánatendiendo en cualquier momento es:
En un sistema de un único servidor:
71

La probabilidad de que un sistema de un únicoservidor esté vacío es:
p0=1-ρ
La probabilidad de que un servidor (de un sistema dec servidores en paralelo) esté ocupado en el estadoestable es:
El tiempo de estancia del cliente (i+1) en la colaes:
donde S(i) es el tiempo de servicio del cliente i, yT(i) es el tiempo que transcurre desde la llegadadel cliente y hasta la llegada del cliente (i+1).
DISTRIBUCIÓN DE LAS LLEGADAS
La distribución del proceso de las llegadas para una
72

línea de espera involucra determinar la distribuciónde probabilidades del número de llegadas en unperiodo dado. Las llegadas ocurren de maneraaleatoria e independientes. Distribución deprobabilidad poisson da una buena descripción delpatrón de llegada:
Para X=0,1,2,3…X= Número de llegadas en el periodo.λ= Promedio o número medio de llegadas por período.e= 2,71828.
DISTRIBUCIÓN DE LOS TIEMPOS DE SERVICIO
El tiempo de servicio es aquel que pasa uncliente en la instalación de servicio una vezque este se ha iniciado
Los tiempos de servicio son rara vez constantes Los tiempos de servicio siguen una distribución
de probabilidad exponencial.
La probabilidad de que el tiempo de servicio seamenor o igual a un tiempo de duración t es:
µ= Promedio o número medio de unidades que puedenatenderse por periodo.
73

FÓRMULAS para desarrollar las características deoperación en estado estable de una línea de esperade un solo canal, aplicables solo cuando µ>λ.
Factor de utilización
1.Probabilidad de que no existan unidades en el
sistema: 2.Número promedio de unidades en la línea de
espera:3.Número promedio de unidades en el sistema:
4.Tiempo promedio que utiliza la unidad en la
línea de espera:5.Tiempo promedio que una unidad ocupa en el
sistema:6.Probabilidad de que una unidad que llega tiene
que esperar servicio:
74

7.Probabilidad de que el sistema este n unidades:
(M/M/K) MODELO DE LINEA DE ESPERA DE MÚLTIPLESCANALES CON LLEGADAS POISSON Y TIEMPOS DE SERVICIOEXPONENCIAL.
La línea de espera tenga dos o más canales. Las llegadas siguen una distribución de
probabilidad poisson. El tiempo de servicio de cada canal sigue una
distribución de probabilidad exponencial. La tasa media de servicio µ es la misma para
cada uno de los canales. Las llegadas esperan en una sola línea de espera
y entonces pasan al primer canal abierto para suservicio.
La disciplina de la cola es PEPS(Primero enentrar, primero en salir).
FORMULAS, solo aplicables cuando: Kµ>λ.λ= Tasa media de llegadas del sistema.µ= Tasa media de servicio de cada canal.K= Número de canales.
1.Probabilidad de que no exista unidades en el
sistema:
75

2.Número promedio de unidades en la línea de
espera: 3.Número promedio de unidades en el sistema:
4.Tiempo promedio que ocupa una unidad en la línea
de espera:5.Tiempo promedio que una unidad ocupa en todo el
sistema:6.Probabilidad que existan n unidades en el
sistema:
λ= Tasa de llegada.1/λ= Tiempo promedio entre llegadas.µ= Tasa de servicio.1/µ= Tiempo promedio de servicio.
76

APLICACIÓN DE LA TEORÍA DE COLAS O LÍNEAS DE ESPERA
CASO UNO: AVIACIÓN
IDEAS BÁSICAS: Puede ser usada para el cálculorápido de niveles de servicio y demoras en sistemasaeroportuarios. (Trani, 2007)4
RAZONES POR LA MANIFESTACIÓN DE COLAS:
Razón: 1Llegadas a un aeródromo (tanto aviones comopasajeros) es un fenómeno aleatorio (random). Este
4 Dr. Antonio A. Trani Profesor Asociado Instituto Politécnico de VirginiaSeminario Taller sobre Equilibrio entre Demanda y Capacidad Operacionaldel Sistema Aeropuerto y ATS Marzo 5-9, 2007
77

proceso aleatorio se analiza usando modelosestocásticos de colas.
Razón: 2Durante ciertos periodos de poca duración, lademanda excede la capacidad del aeródromo. Esteproceso se analiza usando modelos determinísticos decolas.
MANIFESTACIÓN DE COLAS EN EL ESPACIO AÉREO (ATLANTATMA)
COLAS SE MANIFIESTAN CON GRAN NÚMERO DE AVIONESRECIBIENDO VECTORES ANTES DE ENTRAR EN AL ÁREATERMINAL
78

COLAS EN PERIODOS PICO DE USO DE PISTAS (DFW)
79

MODELOS USADOS EN TEORIA DE COLAS
Dependiendo de las distribuciones de llegada y de servicio usadas, los modelos de colas se clasifican de la siguiente manera:
M = Distribucion exponencial (Markovianos)D = Degenerados (tiempos constantes)E(k) = Distribuciones tipo ErlangG = Distribucion general
En 1953 David G. Kendall introdujo la nomenclatura A/B/C usada en la Teoria de Colas hoy en dia.
NOTACION DE KENDALL
Un sistema se colas se designa: A/B/C en donde:A = funcion de llegada de clientes (aviones, pasajeros, etc.)B = funcion de servicio de clientes (aviones, pasajeros,etc.)C = Numero de servidores en el sistema de cola.
Por ejemplo: un sistema de co las M/M/2, se traduce como llegadas Poisson (i.e., tiempos entre llegadas exponenciales), tiempos de servicio exponenciales y el sistema tiene dos servidores.
Ejemplo:
80

Asumamos condiciones de operacion IFR a unaeródromo:
Llegadas aleatorias (random) a un fijo comun esde 45 aviones/hr.
Tiempo de servicio definido por separacion dellegadas (120 s)(exponencial negativa).
RESULTADOS DEL SISTEMA DE COLAS
ANÁLISIS DE SENSIBILIDAD DEL SISTEMA
Variando la taza media de llegadas ( ) de 20 to 55por hora sepuede apreciar la variación (no lineal) en lasdemoras.
81

VARIACIÓN DEL PARÁMETRO EN FUNCIÓN DE LA DEMANDA
El diagrama muestra la variación del numero deaviones esperando en la cola en contra de la funcióndemanda.
82

CASO DOS: SEMÁFOROS (TIEMPO EN LUZ VERDE)
Independientemente de lo que resulte de loscálculos, la duración del ciclo tiene que estarforzosamente comprendida entre los límites que fijala psicología del conductor. La práctica indica queciclos menores de 35 segundos o mayores de 120 seacomodan difícilmente a la mentalidad del usuario dela vía pública.En gran parte de los casos, la proximidad entreintersecciones obliga a que se adopte una mismaduración de ciclo. Cuando las distancias entreintersecciones son grandes, es posible elegir ciclosdistintos, pues se produce una dispersión de losvehículos que circulaban agrupados.El caso más sencillo es aquel en que se pretenderepartir un ciclo de una duración dada entre doscalles con una intensidad de tráfico conocida; pararesolver el caso más desfavorable, se toma la quecorresponde a los 15 minutos punta. La primeraaproximación, que en muchos casos es suficiente,consiste en repartir el ciclo proporcionalmente alas intensidades máximas por carril de cada calle,como casi siempre el tráfico tiene unascaracterísticas diferentes en cada calle, convienetambién tener en cuenta el intervalo más frecuentecon que se suceden los vehículos en cada vía. Eneste caso se hacen proporcionales los tiempos verdesal producto de las intensidades por carril y elintervalo más frecuente de los vehículos en cadacalle. El reparto así obtenido no se puede adoptarsin más análisis. En muchos casos hay que tener encuenta el tiempo mínimo necesario para que lospeatones atraviesen la calzada. Si ese tiempo mínimo
83

necesario es mayor que el tiempo de paso asignado almovimiento que se realiza simultáneamente con elpaso de peatones, habrá que modificar el reparto oel ciclo hasta que los peatones tengan tiemposuficiente para cruzar.
TIEMPO EN LUZ AMARILLA
La utilización de la luz amarilla entre la verde yla roja se debe a que no es posible detenerinstantáneamente un vehículo. Su finalidad es avisaral conductor que va a aparecer la luz roja y que,por tanto, debe decidir si tiene tiempo para pasarantes que se encienda o si, por el contrario, no lotiene y ha de frenar.En muchos tratados de ingeniería de tráfico, se haceel cálculo de la duración del amarillo basándose enlos dos supuestos siguientes:
El tiempo de amarillo será igual o superior alrequerido para frenar antes de la línea dedetención.
Si se ha entrado en la intersección, dará tiempoa atravesarla antes de que se encienda la luzroja.
Para que en todo momento se cumplan ambos supuestoshabrá de tomar siempre el mayor de los valores queresulte de calcular el tiempo de amarillo con amboscriterios. A pesar de que los criterios antesindicados parecen muy razonables, como con laaplicación de algunas fórmulas se llega generalmentea tiempos de amarillo muy largos, la mayoría de losautores recomiendan reducirlo a 3 ó 4 segundos, ya
84

que la práctica indica que los valores teóricosgeneralmente obtenidos son menos eficaces que losmás reducidos aconsejados por la experiencia. Laintroducción de los tiempos de “todo rojo” haceinnecesario incluir en el amarillo el tiempo dedespeje, con lo cual el único valor que cuenta es eldel tiempo de frenado. La tendencia general esllegar a una duración del amarillo uniforme, con locual los conductores reaccionarán siempre de lamisma forma y las únicas variables que intervendránen su decisión serán la distancia a que seencuentran del semáforo y la velocidad a quecirculan. La duración del amarillo, es un factor quehay que tener en cuenta, pues en los ciclos cortospuede llegar a representar un porcentaje apreciabledel tiempo total. Con un tiempo amarillo de 3segundos y un ciclo de 30, el semáforo está el 10 %del tiempo amarillo, mientras que si el ciclo es de90 segundos sólo lo está el 3,3%.
SECUENCIA DE ENCENDIDO Y TIEMPOS DE UN SEMÁFORO
El tiempo de encendido de cada luz debe estardeterminado por unos criterios: la luz verde quepermite el paso a los coches debe durar lo mismo quela roja del cruce perpendicular que impide el paso alos peatones y la duración de la luz ámbar debedurar el tiempo suficiente para que pase el peatónde paso más lento. El ancho de la calzada debedeterminar la duración de la luz verde para lospeatones. La necesidad de dar salida a un tráficodenso determina la duración de la luz verde para loscoches (cuanto más tiempo esté abierta más cochescruzarán). La secuencia de las luces de un semáforo
85

será: verde, ámbar y roja. Cada una con un tiempodiferente en la mayoría de los casos. La secuenciase repite indefinidamente.
OBJETIVOS DE LA REGULACIÓN SEMAFÓRICA
El objetivo principal es que pasen el mayor númeroposible de vehículos por segundo y por crucesemafórico y que se produzcan tiempos de retenciónmínimos. Lo ideal sería que conociendo la velocidadde circulación permitida en esa vía, los semáforosse abrieran al acercase el pelotón de cabeza quesalió del anterior y que permaneciera abiertomientras pasan todos. Esta apertura con retardo debeproducirse en los semáforos sucesivos permitiendouna circulación fluida. Esta situación ideal no seproduce por la necesidad de dar también prioridad aotras vías importantes que cruzan, las que seconsidera principal. También se pueden produciratascos cuando la circulación de las callestransversales no sólo cruza la principal sino que seintegra en ella aumentando la cola delante de unsemáforo. Para evitarlo el semáforo debe abrir unpoco antes para que puedan arrancar todos los cochesdetenidos, los llegados de las calles transversalesy los de la principal, antes de que llegue "lariada". Esto hace que los coches que lleganencuentran a los anteriores en movimiento. De todoesto, la mejor opción es usar el modelo (M/M/s):(FIFO/ / ) ya que∞ ∞es al que más se adecua el sistema.
Este modelo es aplicable si existen las siguientessuposiciones.
86

1.Las llegadas siguen una distribución deprobabilidad de Poisson.
2.Tiempo de servicio para cada canal sigue unadistribución de probabilidad exponencial.
3.La tasa media de servicio μ es la misma paracada canal.
4.Las llegadas esperan en una sola línea deespera y luego pasan al primer canaldisponible para el servicio (se supondrá quelos vehículos esperan en una sola fila).
5.La fuente de entrada es infinita.6.Lo vehículos no avanzan en una solo fila, sino
que depende de la capacidad de la calle (sesupondrá que la calle tiene dos carriles)
7.Las unidades que esperan en la cola no selimitan a una cantidad específica.
CONCLUSIÓN
Se han presentado varios métodos para obtener lasolución a un problema determinado. Estos varíandesde los analíticos y de programación linealcapaces de resolver modelos complejos mediantemétodos gráficos, hasta lo que permiten ir mejorandola solución paso a paso. Uno de los que más llamonuestra atención fue el método de Líneas de espera oTeoría de Colas, por lo tanto se hace una conclusiónmas amplia tratando de que el lector comprenda ycomparta el gusto por tan detallado método quematemáticamente puede ser el mas artesanal de todos…
87

El método Línea de espera es muy complejo con muchasvariables y derivadas para una resolución rápida y apesar de ser algo impreciso es muy importante ya quede este depende que cada empresa cumpla con suitinerario en forma y en tiempo.
Los sistemas de colas son muy comunes en lasociedad. La adecuación de estos sistemas puedetener un efecto importante sobre la calidad de viday la productividad.
Para estudiar estos sistemas, la teoría de colasformula modelos matemáticos que representan suoperación y después usa estos modelos para obtenermedidas de desempeño que realmente ayudan mucha parael desarrollo de una empresa o compañía reduciendoel tiempo en que esperan los clientes, y optimizandola eficiencia del equipo trabajador. Este análisisproporciona información vital para diseñar de manerapráctica sistemas de colas que logren un balanceapropiado entre el costo de proporcionar el servicioy el costo asociado con la espera por ese servicio.La teoría de colas es el estudio matemático de laslíneas de espera (o colas) permitiendo el análisisde varios procesos relacionados como: la llegada alfinal de la cola, la espera en la cola, o tambiénmatemática etc.
En conclusión tenemos que la Teoría de Cola no esuna técnica de optimización, sino una herramientaque utiliza fórmulas analíticas, limitadas porsuposiciones matemáticas. No se asemejan a unasituación real, pero da una primer aproximación a unproblema y a bajo costo, que brindan información
88

sobre el comportamiento de líneas de espera; estasse presentan cuando "clientes" llegan a un "lugar"demandando un servicio a un "servidor" el cual tieneuna cierta capacidad de atención y no estádisponible inmediatamente y el cliente decideesperar ya que a menudo es deseable tomar decisionesrespecto de una situación de teoría de cola,basándose en algún tipo de análisis de costos. Porejemplo, un incremento en el número de servidores enel sistema reduciría el tiempo de espera, peroincrementaría el costo del servicio e inversamente.Si se pudiera expresar el tiempo promedio de esperaen valores monetarios, es posible seleccionar elóptimo número de servidores (o la velocidad deservicio) que minimiza la suma de los costos seservicio y el tiempo de espera. El problema de esteenfoque radica que en la práctica es muy difícil deestimar el costo por unidad de espera.
Los gerentes de operaciones suelen utilizar modelosde filas de espera para establecer el equilibrioentre las ventajas que podrían obtener incrementandola eficiencia del sistema de servicio y los costosque esto implica. Además, los gerentes deberíanconsiderar los costos por no hacer mejoras alsistema: las largas filas de espera o losprolongados tiempos de espera resultantes de estoprovocan que los clientes se arrepientan o deserten.Por lo tanto, es preciso que los gerentes esténinteresados en las siguientes características deoperación del sistema.
89

Longitud de la fila: El número de clientes queforman una fila de espera refleja alguna de estasdos condiciones: las hileras cortas significan queel servicio al cliente es bueno o que la capacidades excesiva, y las hileras largas indican una bajaeficiencia del servidor o la necesidad de aumentarla capacidad.
Numero de clientes en el sistema: El número declientes que conforman la fila y reciben serviciotambién se relaciona con la eficiencia y lacapacidad de dicho servicio. Un gran número declientes en el sistema provoca congestionamientos ypuede dar lugar a la insatisfacción del cliente, amenos que el servicio incremente su capacidad.
Tiempo de espera en la fila: Las filas largas nosiempre significan tiempos de espera prolongados. Sila tasa de servicio es rápida, una fila larga puedeser atendida eficientemente. Sin embargo, cuando eltiempo de espera parece largo, los clientes tienenla impresión de que la calidad del servicio esdeficiente. Los gerentes tratan de cambiar la tasade llegada de los clientes o de diseñar el sistemapara que los largos tiempos de espera parezcan máscortos de lo que realmente son.
Tiempo total en el sistema: El tiempo totaltranscurrido desde la entrada al sistema hasta lasalida del mismo ofrece indicios sobre problemas conlos clientes, eficiencia del servidor o capacidad.Si algunos clientes pasan demasiado tiempo en elsistema del servicio, tal vez sea necesario cambiarla disciplina en materia de prioridades, incrementar
90

la productividad o ajustar de algún modo lacapacidad.
Utilización de las instalaciones de servicio: Lautilización colectiva de instalacion es de serviciorefleja el porcentaje de tiempo que éstas permanecenocupadas. El objetivo de la gerencia es manteneraltos niveles de utilización y rentabilidad, sinafectar adversamente las demás características deoperación.
El mejor método para analizar un problema de filasde espera consiste en relacionar las cincocaracterísticas de operación y sus respectivasalternativas con su valor monetario. Sin embargo, esdifícil asignar un valor económico a ciertascaracterísticas (como el tiempo de espera de uncliente en un banco). En estos casos, es necesarioque un analista compare el costo necesario paraaplicar la alternativa en cuestión, frente a unaevaluación subjetiva del costo que implicaría elhecho de no hacer dicho cambio.
91

CIBERGRAFÍA MÉTODO SIMPLEX:
Ingeniería Industrial on line. Recuperado el 20de Diciembre del 2014.http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial.html
Economistas. Recuperado el 20 de Diciembre del2014.http://www.eumed.net/cursecon/economistas/kantorovich.htm
Php Simplex. Recuperado el 20 de Diciembre del2014.
http://www.phpsimplex.com/biografia_Dantzig.htm
http://www.phpsimplex.com/ejemplo_metodo_simplex.htm
http://es.scribd.com/doc/39711862/Ejemplos-simplex#scribd
Universidad nacional de loja Aeirnnr, [enlínea], véase en:http://veritosoto.files.wordpress.com/2010/06/el-metodo-simplex-para-solucion-de-problemas-de-programacion-lineal.pdf [consultado lun29/Dic/2014]
El Prisma, Método Simplex, [en línea], véase en:http://www.elprisma.com/apuntes/ingenieria_indus
92

trial/metodosimplex/[Consultado: Vie 26/Dic/2014]
Universidad Simón Bolivar, Ejercicios deFormulación, [en línea], véase en:http://www.unirioja.es/cu/zehernan/docencia/OPTIMIZACION/problemas_casa_05-06.pdf [Consultado:Vie 26/Dic/2014]
CIBERGRAFÍA MÉTODO DE TRANSPORTE
“Método de transporte investigación deoperaciones” BuenasTareas.com consultado el 09 –2014 enhttp://investigacion.operaciones.tripod.com/transp.html
CIBERGRAFÍA MÉTODOS DE INVENTARIO
Wal-Mart México: Recuperado el 28 de Diciembredel 2014http://www.walmartmexicoycam.com.mx/proveedores/socioscam_tipos_dist.html#sthash.n2lbuI33.dpuf
Business Magazine: Recuperado el 28 de Diciembredel 2014http://www.businessweek.com/magazine/apples-supplychain-secret-hoard-lasers-11032011.html
93

APUNTES DEL PROFESOR LOZANO DE LA UNIVERSIDAD DE JAÉN.
http://www.um.es/~geloca/gio/ampliacion/apuntes.html “Ampliación de Modelos deInvestigación Operativa”. Apuntes del profesorAlfredo Marín del Departamento de Estadística eInvestigación Operativa de la Universidad deMurcia.
http://www.cris.com/~kthill/sites.htm. InventoryControl Related Sites. Es sin duda alguna lamejor recopilación de enlaces relacionados conla gestión de inventarios.
CIBERGRAFÍA TEORÍA DE COLAS O LÍNEAS DE ESPERA Claroline©. (s.f.). Aula virtual. Recuperado el
20 de Diciembre del 2014, dehttp://teleformacion.edu.aytolacoruna.es/FISICA/document/fisicaInteractiva/semaforos/Teor_semaf.htm
UMSA. (s.f.). Ingeniería Civil (Apuntes).Recuperado el 20 de Diciembre del 2014, dehttp://www.ingenieracivil.com/2008/01/distribucin-de-los-tiempos-de-semforos.html
BIBLIOGRAFÍA MÉTODO DE TRANSPORTE
Hillier Lieberman introducción a lainvestigación de operaciones: octava edición
94

2001. Hamdy A. Taha investigación de operaciones:
novena edición 1998. G. D. Eppen, F. J. Gould, C. P. Schmidt, Jeffrey
H. Moore, Larry R. Investigación de operacionesen la ciencia administrativa: Quinta Edicion2002.
BIBLIOGRAFÍA MÉTODOS DE INVENTARIO
GESTIÓN DE INVENTARIOS:
Lloyd Enrick, N. (1981), Gestión de Stocks.Editorial Deusto Serie C-3.
Graves, S.C; Rinnoy A.H y Zipkin P.H. (1993),Logistics of Production and Inventory,NorthHolland.
INVESTIGACIÓN OPERATIVA: En cualquiera de lossiguiente textos es posible encontrar al menos uncapítulo dedicado a la gestión de inventarios.
Hillier, F.S. y Lieberman, G.J. (1991),Introducción a la Investigación de Operaciones,McGraw-Hill.
Kaufmann, A. (1972), Métodos y Modelos deInvestigación de Operaciones, Vol I, II y III,CECSA.
Prawda, (1980), Métodos y Modelos deInvestigación de Operaciones, Vol. I y II,Limusa.
95

Ravindran, Phillips y Solberg (1987), OperationsResearch. Principles and Practice, Wiley.
Taha, H.A. (1991), Investigación de Operaciones,RA-MA.
Wagner, R. (1975), Principles of OperationsResearch, Prentice Hall.
BIBLIOGRAFÍA TEORÍA DE COLAS O LÍNEAS DE ESPERA
Law, A.M. and W.D. Kelton, Simulation ModelingandAnalysis: Second Edition, McGraw Hill, New York,1991.
Hill, D.R; Object Oriented Analysis andSimulation, Addison-Wesley, Harlow, England 1996.
Hillier, M. and J. Lieberman, Introduction toOperationsResearch: 6th Edition, McGraw Hill, New York,1996.
Cooper, Robert B. Introduction to QueuingTheory, 2a ed. Elsevier-North Holland, New York.1980.
Hillier, F.S. y Lieberman, G.S. Introduction toOperations Research, 2a ed. Holden-Day. SanFrancisco. 1975. More, P.M. Queues, Inventoriesand Maintenance. John Wiley & Sons, New York.1958.
96

Saaty, T.L. Elements of Queuing Theory withApplications. McGraw-Hill. New York. 1961.Garber, N. J., & Hoel, L. A. (2004). Ingenieríade tránsito y de carreteras. 3a Edición. México:Cengage Learning Editores.
Hiller, F. S., & Lieberman, G. J. (2010).Introducción a la Investigación de Operaciones.9ª edición. México: McGraw-Hill.
Taha, H. (2004). Investigación de Operaciones.7a Edición. México: Pearson Educación.
97