Diamond chemical vapour deposition on seeded cemented tungsten carbide substrates
6
Diamond chemical vapour deposition on seeded cemented tungsten carbide substrates Gil Cabral * , J.C. Madaleno, E. Titus, N. Ali, J. Gra ´cio Centre for Mechanical Technology and Automation, Department of Mechanical Engineering, University of Aveiro, 3810-193 Aveiro, Portugal Available online 23 January 2006 Abstract Diamond particles were deposited onto seeded cemented tungsten carbide (WC – Co) substrates using conventional hot-filament chemical vapour deposition (HFCVD) and time-modulated CVD (TMCVD) processes. The substrates were pre-seeded ultrasonically with diamond particles of different grit sizes. In this investigation, we employ timed methane (CH 4 ) gas modulations, which are an integral part of our TMCVD process in order to enhance diamond nucleation density. During diamond deposition using the conventional HFCVD process, methane gas flow was maintained constant. The total hydrogen flow into the reactor during TMCVD process was higher than in the HFCVD process. Hydrogen etching can be expectedly more prominent in the TMCVD process than in HFCVD of diamond particles. Scanning electron microscopy (SEM) and atomic force microscopy (AFM) results showed that a proper selection of the diamond grit size for seeding using ultrasounds can lead to enhancement in the nucleation density values of about two orders of magnitude (10 7 to 10 9 cm 2 ). The TMCVD process using the different seeded substrates can result in high nucleation density values of up to 10 10 cm 2 . D 2005 Elsevier B.V. All rights reserved. Keywords: Diamond; Nucleation; Cemented carbides; Hot-filament 1. Introduction One of the continuing challenges facing CVD diamond films on WC – Co substrates is to obtain smooth and adherent diamond coatings. There is on-going research and development in attempting to improve the coating performance. It is well known that, in CVD process, discrete particles of diamond crystals sparsely appear on the substrate during the early stages of CVD diamond deposition and coalesces subsequently to form a continuous film. The nucleation density of diamond particles plays an important role in defining the adhesive properties of the resulting films [1,2]. The presence of cobalt binder in WC – Co is problematic in diamond deposition since it solubilise carbon at high temperatures and catalyses the formation of graphite in the conditions typical for diamond growth. The high carbon solubility and diffusivity in cobalt retard diamond nucleation. This induces nucleation from graphite instead of tungsten carbide and results in a poor adherence. Thus, the success in obtaining good adherence and high diamond nucleation depends on the ability to suppress carbon – cobalt interactions. A number of surface treatments can be used to overcome these interac- tions including chemical etching, ion implantation, interface coating and bias treatment. Among these the widely used method is chemical etching [2–4]. Peters and Cummings [5] introduced a widely recognized two step etching procedure with effectiveness in improving the overall coating adhesion. The most commonly used method to enhance nucleation on non-diamond substrates is by damaging the surface of the substrate either mechanically (polishing) or by ultrasound abrasion using diamond or other abrasives [6–8]. Ihara et al. [9] correlated the diamond nucleation density to the amount of diamond dust (seed) left on the substrate surface after prolonged ultrasonication in a diamond powder suspension. They noticed changes in the nucleation density values from 10 6 to 10 10 nuclei cm 2 on mirror polished silicon substrates treated in various suspensions consisting of different sized diamond abrasive particles. In this paper, we ultrasonically seed WC – Co substrates with different sized diamond particles and subsequently use TMCVD and HFCVD processes to deposit diamond particles onto their surfaces. The current investigation will correlate the as-obtained nucleation densities, using TMCVD and HFCVD processes, with the size of the diamond particles used for 0040-6090/$ - see front matter D 2005 Elsevier B.V. All rights reserved. doi:10.1016/j.tsf.2005.12.148 * Corresponding author. E-mail address: [email protected] (G. Cabral). Thin Solid Films 515 (2006) 158 – 163 www.elsevier.com/locate/tsf
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Diamond chemical vapour deposition on seeded cemented tungsten carbide substrates

w.elsevier.com/locate/tsf
Thin Solid Films 515 (
Diamond chemical vapour deposition on seeded cemented
tungsten carbide substrates
Gil Cabral *, J.C. Madaleno, E. Titus, N. Ali, J. Gracio
Centre for Mechanical Technology and Automation, Department of Mechanical Engineering, University of Aveiro, 3810-193 Aveiro, Portugal
Available online 23 January 2006
Abstract
Diamond particles were deposited onto seeded cemented tungsten carbide (WC–Co) substrates using conventional hot-filament chemical
vapour deposition (HFCVD) and time-modulated CVD (TMCVD) processes. The substrates were pre-seeded ultrasonically with diamond
particles of different grit sizes. In this investigation, we employ timed methane (CH4) gas modulations, which are an integral part of our TMCVD
process in order to enhance diamond nucleation density. During diamond deposition using the conventional HFCVD process, methane gas flow
was maintained constant. The total hydrogen flow into the reactor during TMCVD process was higher than in the HFCVD process. Hydrogen
etching can be expectedly more prominent in the TMCVD process than in HFCVD of diamond particles. Scanning electron microscopy (SEM)
and atomic force microscopy (AFM) results showed that a proper selection of the diamond grit size for seeding using ultrasounds can lead to
enhancement in the nucleation density values of about two orders of magnitude (107 to 109 cm�2). The TMCVD process using the different
seeded substrates can result in high nucleation density values of up to 1010 cm�2.
D 2005 Elsevier B.V. All rights reserved.
Keywords: Diamond; Nucleation; Cemented carbides; Hot-filament
1. Introduction
One of the continuing challenges facing CVD diamond films
onWC–Co substrates is to obtain smooth and adherent diamond
coatings. There is on-going research and development in
attempting to improve the coating performance. It is well known
that, in CVD process, discrete particles of diamond crystals
sparsely appear on the substrate during the early stages of CVD
diamond deposition and coalesces subsequently to form a
continuous film. The nucleation density of diamond particles
plays an important role in defining the adhesive properties of the
resulting films [1,2]. The presence of cobalt binder inWC–Co is
problematic in diamond deposition since it solubilise carbon at
high temperatures and catalyses the formation of graphite in the
conditions typical for diamond growth. The high carbon
solubility and diffusivity in cobalt retard diamond nucleation.
This induces nucleation from graphite instead of tungsten
carbide and results in a poor adherence. Thus, the success in
obtaining good adherence and high diamond nucleation depends
on the ability to suppress carbon–cobalt interactions. A number
0040-6090/$ - see front matter D 2005 Elsevier B.V. All rights reserved.
doi:10.1016/j.tsf.2005.12.148
* Corresponding author.
E-mail address: [email protected] (G. Cabral).
of surface treatments can be used to overcome these interac-
tions including chemical etching, ion implantation, interface
coating and bias treatment. Among these the widely used
method is chemical etching [2–4]. Peters and Cummings [5]
introduced a widely recognized two step etching procedure
with effectiveness in improving the overall coating adhesion.
The most commonly used method to enhance nucleation on
non-diamond substrates is by damaging the surface of the
substrate either mechanically (polishing) or by ultrasound
abrasion using diamond or other abrasives [6–8]. Ihara et al.
[9] correlated the diamond nucleation density to the amount of
diamond dust (seed) left on the substrate surface after
prolonged ultrasonication in a diamond powder suspension.
They noticed changes in the nucleation density values from 106
to 1010 nuclei cm�2 on mirror polished silicon substrates
treated in various suspensions consisting of different sized
diamond abrasive particles.
In this paper, we ultrasonically seed WC–Co substrates with
different sized diamond particles and subsequently use
TMCVD and HFCVD processes to deposit diamond particles
onto their surfaces. The current investigation will correlate the
as-obtained nucleation densities, using TMCVD and HFCVD
processes, with the size of the diamond particles used for
2006) 158 – 163
ww
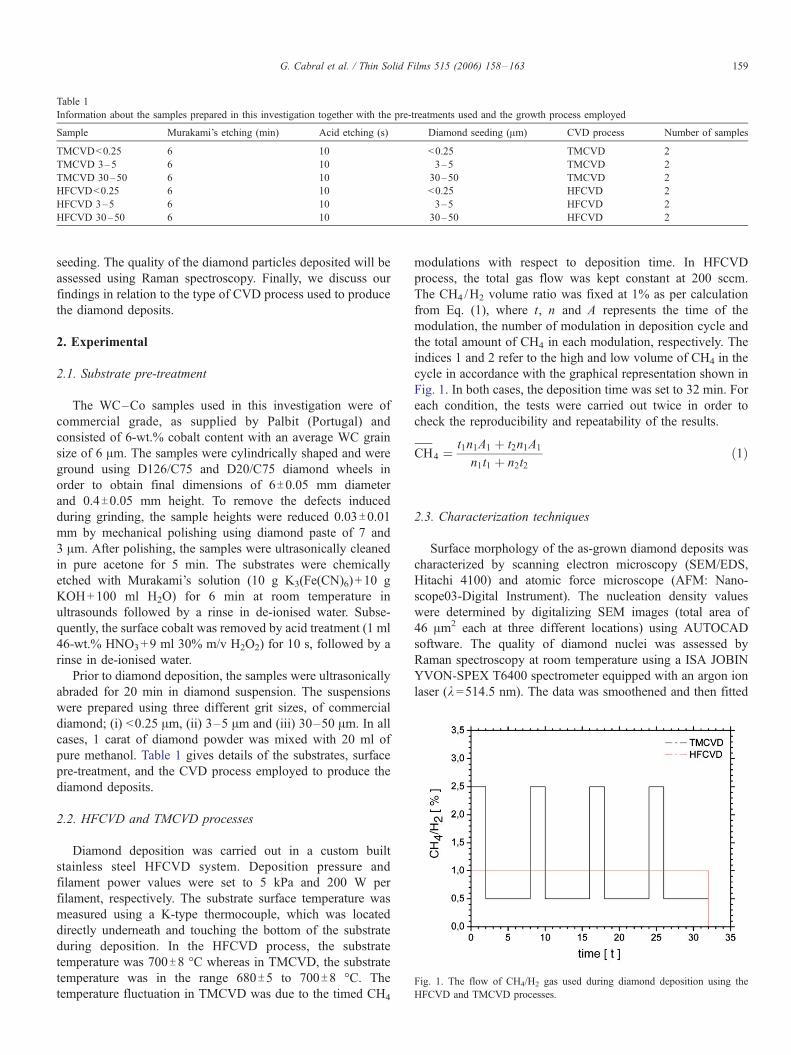
Table 1
Information about the samples prepared in this investigation together with the pre-treatments used and the growth process employed
Sample Murakami’s etching (min) Acid etching (s) Diamond seeding (Am) CVD process Number of samples
TMCVD<0.25 6 10 <0.25 TMCVD 2
TMCVD 3–5 6 10 3–5 TMCVD 2
TMCVD 30–50 6 10 30–50 TMCVD 2
HFCVD<0.25 6 10 <0.25 HFCVD 2
HFCVD 3–5 6 10 3–5 HFCVD 2
HFCVD 30–50 6 10 30–50 HFCVD 2
Fig. 1. The flow of CH4/H2 gas used during diamond deposition using the
HFCVD and TMCVD processes.
G. Cabral et al. / Thin Solid Films 515 (2006) 158–163 159
seeding. The quality of the diamond particles deposited will be
assessed using Raman spectroscopy. Finally, we discuss our
findings in relation to the type of CVD process used to produce
the diamond deposits.
2. Experimental
2.1. Substrate pre-treatment
The WC–Co samples used in this investigation were of
commercial grade, as supplied by Palbit (Portugal) and
consisted of 6-wt.% cobalt content with an average WC grain
size of 6 Am. The samples were cylindrically shaped and were
ground using D126/C75 and D20/C75 diamond wheels in
order to obtain final dimensions of 6T0.05 mm diameter
and 0.4T0.05 mm height. To remove the defects induced
during grinding, the sample heights were reduced 0.03T0.01mm by mechanical polishing using diamond paste of 7 and
3 Am. After polishing, the samples were ultrasonically cleaned
in pure acetone for 5 min. The substrates were chemically
etched with Murakami’s solution (10 g K3(Fe(CN)6)+10 g
KOH+100 ml H2O) for 6 min at room temperature in
ultrasounds followed by a rinse in de-ionised water. Subse-
quently, the surface cobalt was removed by acid treatment (1 ml
46-wt.% HNO3+9 ml 30% m/v H2O2) for 10 s, followed by a
rinse in de-ionised water.
Prior to diamond deposition, the samples were ultrasonically
abraded for 20 min in diamond suspension. The suspensions
were prepared using three different grit sizes, of commercial
diamond; (i) <0.25 Am, (ii) 3–5 Am and (iii) 30–50 Am. In all
cases, 1 carat of diamond powder was mixed with 20 ml of
pure methanol. Table 1 gives details of the substrates, surface
pre-treatment, and the CVD process employed to produce the
diamond deposits.
2.2. HFCVD and TMCVD processes
Diamond deposition was carried out in a custom built
stainless steel HFCVD system. Deposition pressure and
filament power values were set to 5 kPa and 200 W per
filament, respectively. The substrate surface temperature was
measured using a K-type thermocouple, which was located
directly underneath and touching the bottom of the substrate
during deposition. In the HFCVD process, the substrate
temperature was 700T8 -C whereas in TMCVD, the substrate
temperature was in the range 680T5 to 700T8 -C. The
temperature fluctuation in TMCVD was due to the timed CH4
modulations with respect to deposition time. In HFCVD
process, the total gas flow was kept constant at 200 sccm.
The CH4 /H2 volume ratio was fixed at 1% as per calculation
from Eq. (1), where t, n and A represents the time of the
modulation, the number of modulation in deposition cycle and
the total amount of CH4 in each modulation, respectively. The
indices 1 and 2 refer to the high and low volume of CH4 in the
cycle in accordance with the graphical representation shown in
Fig. 1. In both cases, the deposition time was set to 32 min. For
each condition, the tests were carried out twice in order to
check the reproducibility and repeatability of the results.
CH;
4 ¼t1n1A1 þ t2n1A1
n1t1 þ n2t2ð1Þ
2.3. Characterization techniques
Surface morphology of the as-grown diamond deposits was
characterized by scanning electron microscopy (SEM/EDS,
Hitachi 4100) and atomic force microscope (AFM: Nano-
scope03-Digital Instrument). The nucleation density values
were determined by digitalizing SEM images (total area of
46 Am2 each at three different locations) using AUTOCAD
software. The quality of diamond nuclei was assessed by
Raman spectroscopy at room temperature using a ISA JOBIN
YVON-SPEX T6400 spectrometer equipped with an argon ion
laser (k =514.5 nm). The data was smoothened and then fitted

Fig. 2. SEM micrographs showing the surface morphologies of WC-6-wt.% Co substrates after 6 min etching with Murakami’s reagent (a) followed by 10 s etching
in HNO3 and H2O2 acid solution (b).
G. Cabral et al. / Thin Solid Films 515 (2006) 158–163160
with mixed Gaussian–Lorentzian functions [10] using PeakFit
software.
3. Results and discussion
3.1. Chemical pre-treatments
The average substrate surface roughness (Ra) was measured
using a surface profilometer (Hommel Tester T1000 profil-
ometer). After Murakami’s and acid etching pre-treatments the
surface roughness was found to be 0.07T0.01 Am. Fig. 2a)
shows the SEM image of the roughened surface after etching
the sample by Murakami’s reagent for 6 min. The presence of
intergranular cobalt is apparent from the SEM image. The
presence of cobalt was evident in EDS microanalysis since it
was not attacked by the alkaline solution of potassium
ferricyanide. Fig. 2b) shows the surface morphology of the
same sample after 10 s etching with acid, HNO3+H2O2,
solution. This extended acid treatment dissolves any binder
residues remaining behind after Murakami’s etching.
3.2. Diamond seeding
SEM results showed very good seeding uniformity in the
substrates and high reproducibility. From Fig. 3a) it is evident
that residual diamond particles with sizes between 8 and 40 nm
cover the WC grains. The decrease in the number of seeding
sites with larger sized diamond particles was apparent from
SEM examinations (see Fig. 3b). It is expected that smaller
sized diamond particles are likely to get trapped and become
embedded in the WC–Co substrate cavities, whereas, for larger
Fig. 3. SEM micrographs showing (a) diamond seeds as obtained after ultrasonically
an average size between 10 and 30 nm) and (b) diamond seeding using diamond p
sized particles the process of particle entrapment in the cavities
is more difficult. Therefore, by using smaller sized powders,
this will result in the seeding of greater number small sized
particles compared to larger powder sizes, which are the active
sites for subsequent diamond nucleation using CVD.
The correlation between the as-obtained diamond nucleation
densities and the diamond grit size used during ultrasonic
seeding is shown in Fig. 4. Under our standard experimental
conditions, the diamond nucleation density for 0.25 Am was
more than two orders of magnitude higher than for 30–50 Amsize diamond powder. The comparison of nucleation density
values attained by the two CVD processes are shown in Fig. 5a
and b. Using 0.25 Am size diamond powder in seeding the
WC–Co substrates, we observed an increase in the nucleation
density from ¨4�109 to 1.5�1010 which is approximately an
order of magnitude. Detailed SEM studies showed that with
TMCVD the grain size distribution of the diamond nuclei was
more homogeneous, the grains were in the nano-range and the
deposits displayed better substrate surface area coverage. This
is in agreement with our earlier reports [11,13,14], which
demonstrated that the TMCVD process promoted secondary
diamond nucleation during the timed methane modulations. It
is remarkable, the high uniformity and reproducibility is
obtained in all the samples, as can be seen at low magnification
micrographs, Fig. 5c and d. Both SEM (Fig. 5a) and AFM
(Fig. 6a and b) micrographs show the formation of diamond
grains of size ranging from 50 to 110 nm. The size distribution
of the particles produced by the TMCVD process, as shown in
Fig. 7 suggests a Gaussian distribution with an average crystal
size of 82.5 nm. Similar distribution was found for the HFCVD
process, which produced diamond particles with an average
seeding for 20 min using diamond grit size lower than 0.25 Am (the seeds are of
owder of grain size between 3 and 5 Am.

Fig. 4. Graph showing the relationship between diamond nucleation densities
and the size of diamond particles used for seeding for both HFCVD and
TMCVD processes.
G. Cabral et al. / Thin Solid Films 515 (2006) 158–163 161
size of 110.5 nm. From these observations, it is indicative that
the rate of crystal growth on the diamond seeds is practically
almost the same, which is in some agreement with the kinetic
model proposed by Molinari et al. [15].
Several researchers [16–18] reported that in HFCVD
reactors, an additional source of hydrogen due to the
heterogeneous dissociations of H2 on the filament is also
included along with the experimentally observed H-atom [19]
concentration. When the level of carbon in the gas phase
becomes greater than a critical value, depending on the
filament temperature, deposition of carbon onto the filament
occurs. This deposition is commonly referred to as filament
‘‘poisoning’’ or ‘‘sooting’’. Filament poisoning results in a
reduced ability to transform H2 to H-atom [17,21,22]. A
subsequent decrease in the substrate temperature arising from
Fig. 5. SEM images showing the diamond deposits formed on the surfaces of th
b and d) processes.
the increased methane concentration is the result of the lower
level of H-atom production in the HFCVD reactor [23].
It is known that atomic hydrogen etches both diamond and
graphite; however, under typical CVD diamond deposition
conditions, the rate of diamond growth exceeds the etch rate
whilst for other forms of carbon, such as graphite the case is
reverse. In our case, we explain our findings by giving two
hypothesis. First, during the high timed methane modulations
in TMCVD, the relative monohydrogen concentration in the
reactor is relatively (to HFCVD) lower, therefore, less
hydrogen etching of the diamond seeds can be expected. In
our case, we propose that as the hydrogen etches the seeds, thus
reducing the surface density of diamond growth centres. We
hypothesise that less of the seeds will be etched out during
TMCVD compared to HFCVD of diamond deposits. In
HFCVD process, the hydrogen concentration in the reactor is
constant and the overall H-concentration is higher than in the
TMCVD process. Therefore, more of the seeds are expectedly
etched out leaving behind inactive sites for any possible
diamond growth by CVD. Our SEM results showed that after
the HFCVD and TMCVD processes, the density of the
diamond seeds on the WC grains, as was clearly observed
after ultrasonic seeding and prior to diamond deposition (see
Fig. 3), had decreased significantly. We postulate by attributing
the disappearance of these seeds to the hydrogen etching effect
during diamond CVD.
Second, we can also expect some heterogeneous nucleation
taking place in correspondence of surface defects or sites
produced by the impacts of diamond particles during the
seeding treatment. The larger CH4 concentration pulse would
favour a more abundant heterogeneous nucleation process [24].
Therefore, we expect the heterogeneous nucleation rate to be
higher in TMCVD than in the HFCVD process, mainly due to
e WC–Co substrates using HFCVD (panels a and c) and TMCVD (panels

Fig. 6. AFM images showing (a) two dimensional representation at high
magnification; and b) three dimensional representation at lower magnification
of the surface morphologies of diamond deposits produced by the TMVCVD
process using <0.25 Am seeding powder.
Fig. 7. Graph showing particle size distribution for the sample TMCVD <0.25
after 36 min of deposition.
Fig. 8. Raman spectra of the diamond deposits produced by the TMCVD (a
and HFCVD (b) processes. The seeding powder used was of grit size<0.25 Am
G. Cabral et al. / Thin Solid Films 515 (2006) 158–163162
the utilisation of high/low timed methane gas flow cycles
during deposition.
Secondary nucleation could also take place on defects on the
surface of growing diamond crystallites. Again, we speculate
that in this case the high methane bursts in TMCVD could have
potentially increased the overall surface density of growing
diamond crystals.
3.3. Raman analysis
Fig. 8 shows the Raman spectra of diamond deposits
produced on seeded WC–Co substrates with diamond powder
using TMCVD (a) and HFCVD (b) processes. In this case, the
diamond powder size used for pre-seeding the substrates was
0.25 Am in size. Besides the diamond peak (1334 cm�1), five
other main components contributed from the carbonaceous
).

G. Cabral et al. / Thin Solid Films 515 (2006) 158–163 163
Raman background were noticed. A band centred around
1140 cm�1 assigned to transpolyacetylene lying at the grain
boundaries [24], a band around 1490 m�1 from diamond
precursors [25], the band around 1250 cm�1 is generally
accepted as arising from scattering in diamond, due to
relaxation of the wave vector selection rule [26] and two broad
bands at 1350 and 1580 cm�1, attributed to D- and G-bands of
graphite [27]. The full width at half maximum (FWHM) values
for the Raman diamond lines were 8.0 for both the samples
shown in Fig. 8. The variation in the FWHM values reflects the
amount of disorder and defect densities [28]. The constant
FWHM shows the uniformity in the crystallite size of diamond
particles found in the TMCVD and HFCVD deposits. The data
also confirm our previous findings, i.e., that the Raman quality
of the diamond grown by TMCVD is only slightly lower than
that obtained by conventional HFCVD.
4. Conclusions
Substrate pre-treatments and deposition conditions strongly
influence the nucleation behaviour of diamond deposited onto
seeded cemented WC–Co substrates. The size of the diamond
seeding powder proved to be an influential factor in governing
the diamond nucleation density.
The diamond deposits produced using conventional
HFCVD or TMCVD process were of similar Raman quality,
in terms of both crystallite size and carbon phase purity.
However, the TMCVD process enabled the enhancement of
diamond nucleation density by about one order of magnitude
compared to the HFCVD process.
We explained our findings by proposing that the larger time-
averaged CH4 concentration in the TMCVD process could
have reduced the H-etching of diamond seeds, and enhanced
both the heterogeneous and secondary nucleation processes.
Acknowledgements
The authors wish to thank the Foundation for Science and
Technology in Portugal for financial support of the project
POCTI/EME/61676/2004. The authors also wish to thank
Palbit, Hard MetalTools Solutions—Portugal for supplying
the substrates.
References
[1] K. Mallika, R. Komanduri, Wear (1999) 245.
[2] R. Haubner, B. Lux, J. Phys. C 5 (1989) 169.
[3] B.S. Park, Y.J. Baik, K.R. Lee, K.Y. Eun, H.D. Kim, Diamond Relat.
Mater. 2 (1993) 910.
[4] Y. Saito, K. Sato, S. Matsuda, H. Koinuma, Mater. Sci. 26 (1991) 2937.
[5] M.G. Peters, R.H. Cummings, European Patent 0519587 A1 (1992).
[6] O. Ternyak, R. Akhvlediani, A. Hoffman, Diamond Relat. Mater. 14
(2005) 323.
[7] F. Arezzo, N. Zacchetti, W. Zhu, J. Appl. Phys. 75 (1994) 5375.
[8] Shoji Kamiya, et al., Surf. Coat. Technol. 142–144 (2001) 738.
[9] Manabu Ihara, Hiroshi Komiyama, Tatsuya, Appl. Phys. Lett. 65
(1994) 1192.
[10] W. Bambynek, et al., Rev. Mod. Phys. 44 (1972) 716.
[11] N. Ali, V.F. Neto, Y. Kousar, G. Cabral, J. Gracio, Mater. Sci. Technol.
19 (2003).
[13] N. Ali, G. Cabral, A.B. Lopes, J. Gracio, Diamond Relat. Mater.
(2004) 495.
[14] N. Ali, V.F. Neto, Sen Mei, G. Cabral, Y. Kousar, E. Titus, A.A. Ogwu,
D.S. Misra, J. Gracio, Thin Solid Films 469 (2004) 154.
[15] E. Molinari, R. Polini, M. Tomellini, J. Mater. Res. 8 (1993) 798.
[16] D.G. Goodwin, G.G. Gavillet, J. Appl. Phys. 68 (1990) 6393.
[17] M.C. McMaster, W.L. Hsu, M.E. Coltrin, D.S. Dandy, J. Appl. Phys. 68
(1990) 2424.
[18] D.S. Dandy, M.E. Coltrin, J. Appl. Phys. 76 (1994) 3102.
[19] K.H. Chen, M.C. Chuang, C.M. Penney, W.F. Banholzer, J. Appl. Phys.
71 (1992) 1485.
[21] D. Morel, W. Hanni, Diamond Relat. Mater. 7 (1998) 826.
[22] M. Sommer, F.W. Smith, J. Mater. Res. 5 (1990) 2433.
[23] F. Jansen, M.A. Machonkin, D.E. Kuhman, J. Vac. Sci. Technol. A8
(1990) 3785.
[24] A.C. Ferrari, J. Robertson, Phys. Rev., B 63 (2001) 121405.
[25] Nemanich, J.T. Glass, G. Lucovsky, R.E. Schroder, J. Vac. Sci. Technol.
A6 (1988) 1783.
[26] Lopez-Rıos, E. Sandre, S. Leclercq, E. Sauvain, Phys. Rev. Lett. 76
(1996) 4935.
[27] P.K. Bachmann, D.U. Wiechert, Diamond Relat. Mater. 1 (1992) 422.
[28] P. Ascarelli, E. Cappelli, G. Mattei, F. Pinzari, S. Martelli, Diamond Relat.
Mater. 4 (1995) 464.