
A pH Sensitivity Control Method Using Hydrogen Annealing ...

D
Ca
b
c
a
ARRAA
KATWRW
1
sapahoabet
cwamiiisa
0d
Journal of Alloys and Compounds 486 (2009) 427–435
Contents lists available at ScienceDirect
Journal of Alloys and Compounds
journa l homepage: www.e lsev ier .com/ locate / ja l l com
eformation and annealing behaviors of high-entropy alloy Al0.5CoCrCuFeNi
he-Wei Tsai a, Yu-Liang Chen a, Ming-Hung Tsai a, Jien-Wei Yeh a,∗, Tao-Tsung Shun b, Swe-Kai Chen c
Department of Materials Science and Engineering, National Tsing Hua University, Hsinchu 30013, Taiwan, ROCDepartment of Materials Science and Engineering, Feng-Chia university, Taichung 40724, Taiwan, ROCCenter for Nanotechnology, Materials Science, and Microsystems, National Tsing Hua University, Hsinchu 30013, Taiwan, ROC
r t i c l e i n f o
rticle history:eceived 17 March 2009eceived in revised form 20 June 2009ccepted 28 June 2009
a b s t r a c t
This investigation explores the deformation and annealing behaviors of high-entropy alloys using a duc-tile high-entropy alloy of Al0.5CoCrCuFeNi. This alloy had excellent workability and exhibited a large workhardening capacity in both hot forging and cold rolling. The main deformation and hardening mechanismsduring cold work are uniquely associated with the nanotwinning deformation of this alloy. The easy for-
vailable online 4 July 2009
eywords:lloy designwiningork hardening
olling
mation of nanotwins appears to result from the blockage by the Widmanstätten Cu-rich precipitates oflocal slip deformation in a space of several tens nanometers, and the low stacking fault energy, whichpromotes the nucleation of nanotwins. This alloy was fully annealed in 5 h at 900 ◦C, revealing its sig-nificantly higher resistances to static anneal softening than traditional alloys with comparable meltingpoints. This resistance is attributable to extensive solution hardening, low stacking fault energy, and theeffect of sluggish diffusion on high-entropy alloys.
© 2009 Elsevier B.V. All rights reserved.
idmanstätten morphology. Introduction
Most traditional alloys are based on one host metallic element,uch as iron, aluminum, copper, titanium, or magnesium. In 1995,new concept that went beyond such conventional alloys was pro-osed as a means of producing numerous other alloys [1]. The newlloys have been called “high-entropy alloys” owing to the muchigher mixing entropies than traditional alloys in the liquid stater random solid solution state. By definition, each such alloy hast least five principal metallic elements, each with concentrationsetween 5 at.% and 35 at.%. Recent developments in field of high-ntropy alloys have revealed that they have versatile properties andhus a number of promising applications [2–14].
Whether all phenomena of traditional alloys are exhibited byorrespondingly high-entropy alloys is of great interest. In therought processing of traditional alloys [15,16], the microstructure
nd mechanical properties of a cast ingot are well known to bearkedly affected by homogenization, hot working and cold work-
ng. Work-hardened stock can be recovered and/or recrystallized by
ntermediate or final annealing to restore its ductility and workabil-ty. Vacancies, dislocations, twins and grain structures are the maintructural features that govern the effects of cold work, hot worknd annealing. The deformation and annealing behavior of a duc-∗ Corresponding author.E-mail address: [email protected] (J.-W. Yeh).
925-8388/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.jallcom.2009.06.182
tile alloy, Al0.5CoCrCuFeNi, with favorable properties such as highwork hardening, elevated temperature strength, wear resistanceand oxidation resistance [4,6–8,14] were investigated to elucidatethe phenomena exhibited in high-entropy alloys. This investigationis important to understand the extensibility of the phenomena thatare observed in traditional alloys.
2. Materials and methods
The high-entropy alloy Al0.5CoCrCuFeNi (subscripts mean molar ratio) was pre-pared by arc-melting its constituent elements with at least 99 wt.% purity using acurrent of 500 A in a water-cooled copper hearth. Melting and cooling were per-formed in a vacuum of 0.01 atm after purging with argon three times. At least fivemeltings were performed to improve the chemical homogeneity of the alloy. Thefinal solidified slab had dimensions of 120 mm × 21 mm × 9 mm. After it was soakedat 900 ◦C for 15 min, the cast slab was hot-forged with a thickness reduction of 40%and then air-cooled. It was then homogenized at 1100 ◦C for 24 h. Two forms ofsubsequent cooling to room temperature were applied: water quenching (WQ) andfurnace cooling (FC). The homogenized-FC slab was further cold rolled with thick-ness reductions of 5%, 15%, 30% and 50%. The 50%-rolled specimens were finallyannealed at 900 ◦C for 1, 5, 10, 20 and 50 h.
The metallographic specimens were prepared by cutting, grinding and polishingin sequence. They were then etched with aqua regia, and observed under a scanningelectron microscope, JEOL-5410. The crystalline structure was analyzed using anX-ray diffractometer, RIGAKU ME510-FM2, with Cu-target radiation at 30 kV and20 mA. The sample was scanned at 2� angle from 20 to 100◦ with a scanning rate
of 4 deg/min. Thin-foil specimens were prepared by mechanical thinning followedby ion milling at room temperature. They were then observed under a transmissionelectron microscope (TEM, JEOL JEM-2010,Tokyo, Japan). Hardness measurementswere made using a Vickers hardness tester, MATUSZAWA SEIKI MV-1, under a loadof 5 kg for a loading time 15 s. Measurements were made at least five points on eachspecimen and averaged.
4 s and Compounds 486 (2009) 427–435
3
3s
3
saeomotafHBsusp
28 C.-W. Tsai et al. / Journal of Alloy
. Results and discussion
.1. Comparison among as-cast, as-forged and as-homogenizedtates
.1.1. XRD and EDS analyses, and microstructureFig. 1 shows the X-ray diffraction analysis of the alloy in its four
tates. The constituent phases, even of the homogenized-FC sample,re quite simple. This simplification has been discussed with refer-nce to the high-entropy effect that inhibits the formation of binaryr ternary intermetallic compounds and thereby enhances the for-ation of solid–solution phases at high temperatures [3,6]. Peaks
f the as-cast alloy reveal a simple FCC phase (a = 3.58 Å). Those ofhe as-forged alloy reveal an additional small BCC phase (a = 2.85 Å)nd a second FCC phase (a = 3.60 Å). The as-homogenized alloy withurnace cooling also has the BCC phase and a second FCC phase.owever, the as-homogenized alloy with water quenching has noCC phase. All of these findings indicate that the homogenized-WQ
amples that had undergone water quenching were in a supersat-rated state without the precipitation of BCC phase; the as-castample was partially supersaturated with some precipitation of BCChase, which was nevertheless undetectable by XRD; and both theFig. 2. Microstructures in the (a) as-cast, (b) as-forged, (c) as
Fig. 1. X-ray analysis of samples in four different states.
-homogenized-WQ, and (d) as-homogenized-FC states.
and Compounds 486 (2009) 427–435 429
hd
i[rtne
arbpfitFrcBtpi
Table 1Compositions of dendrite regions obtained by EDS analysis (in at.%).
State Al Co Cr Cu Fe Ni
As-cast 9 19 21 11 20 20As-forged 7 21 22 10 21 19As-homogenized-FC 7 21 22 11 21 18As-homogenized-WQ 7 20 21 11 22 18
Table 2Compositions of interdendrite regions obtained by EDS analysis (in at.%).
State Al Co Cr Cu Fe Ni
As-cast 12 5 4 61 5 13
C.-W. Tsai et al. / Journal of Alloys
ot-forged sample and the homogenized-FC sample developed aetectable amount of BCC phase.
The second FCC phase is the Cu-rich interdendritic phase whichnitially appeared in the as-cast state, as reported upon elsewhere6–8]. Under the as-cast conditions, the lattice constant of the Cu-ich phase is very close to that of the dendritic FCC phase, whichwo phases are not easily distinguished by XRD. Forging or homoge-ization adjusts the compositions of the constituent phases towardquilibrium, and the Cu-rich FCC phase has its own set of peaks.
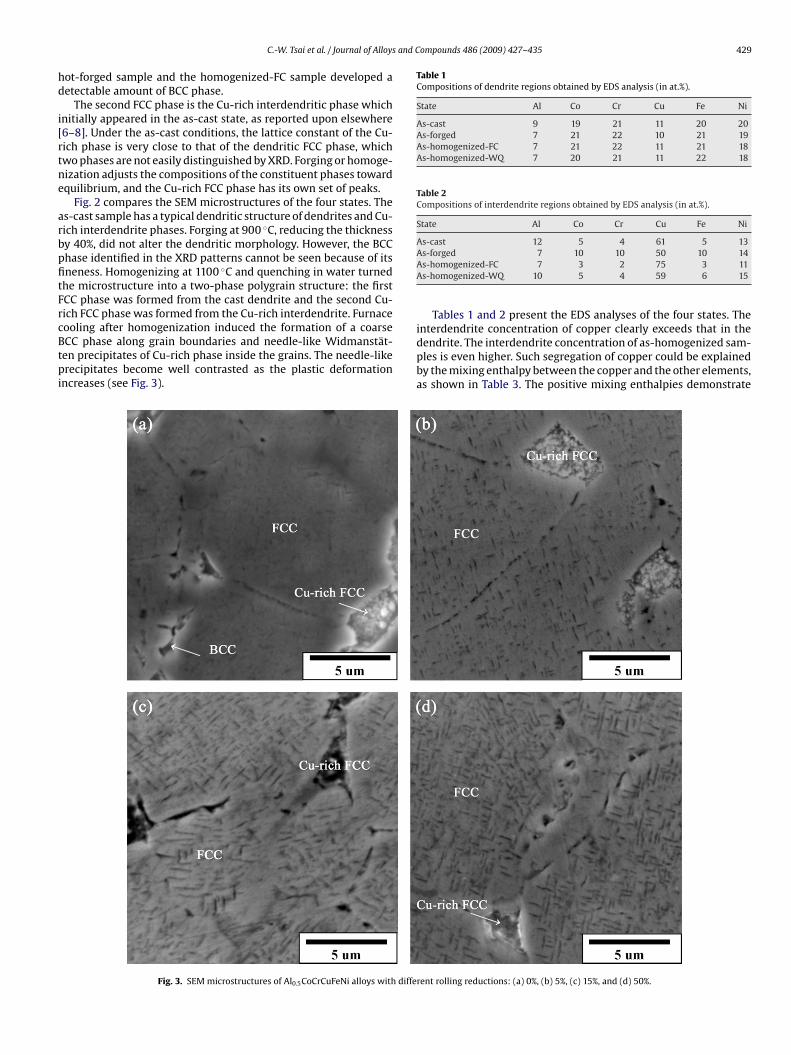
Fig. 2 compares the SEM microstructures of the four states. Thes-cast sample has a typical dendritic structure of dendrites and Cu-ich interdendrite phases. Forging at 900 ◦C, reducing the thicknessy 40%, did not alter the dendritic morphology. However, the BCChase identified in the XRD patterns cannot be seen because of itsneness. Homogenizing at 1100 ◦C and quenching in water turned
he microstructure into a two-phase polygrain structure: the firstCC phase was formed from the cast dendrite and the second Cu-ich FCC phase was formed from the Cu-rich interdendrite. Furnace
ooling after homogenization induced the formation of a coarseCC phase along grain boundaries and needle-like Widmanstät-en precipitates of Cu-rich phase inside the grains. The needle-likerecipitates become well contrasted as the plastic deformationncreases (see Fig. 3).
Fig. 3. SEM microstructures of Al0.5CoCrCuFeNi alloys with diffe
As-forged 7 10 10 50 10 14As-homogenized-FC 7 3 2 75 3 11As-homogenized-WQ 10 5 4 59 6 15
Tables 1 and 2 present the EDS analyses of the four states. Theinterdendrite concentration of copper clearly exceeds that in the
dendrite. The interdendrite concentration of as-homogenized sam-ples is even higher. Such segregation of copper could be explainedby the mixing enthalpy between the copper and the other elements,as shown in Table 3. The positive mixing enthalpies demonstraterent rolling reductions: (a) 0%, (b) 5%, (c) 15%, and (d) 50%.

430 C.-W. Tsai et al. / Journal of Alloys and Compounds 486 (2009) 427–435
Table 3Mixed enthalpies between the principal elements of the present alloy (kJ/mol) [17].
Element Al Co Cr Cu Fe Ni
Al 0 −19 10 −1 −11 −22Co −19 0 −4 +6 −1 0Cr 10 −4 0 +12 −1 −7Cu −1 +6 +12 0 +13 +4FN
tddesFttpN
Table 4Hardness of Al0.5CoCrCuFeNi alloys in four different states.
State As-cast As-forged As-homogenized- As-homogenized-
Fpb
e −11 −1 −1 +13 0 −2i −22 0 −7 +4 −2 0
hat copper tends to segregate in the interdendritic regions andoes not tend to mix with Co, Cr and Fe [17]. The Cu-rich inter-endritic region is also expected to accommodate more alloyinglements in the as-cast state since its cools quite quickly duringolidification in the copper crucible. Therefore, the homogenized-C state has the highest of Cu content in the Cu-rich phase becausehe solubility of other elements in the Cu-rich phase declines as the
emperature decreases. In Section 3.3, the composition of the BCChase will be analyzed by EDS and found to be abundant in Al andi.ig. 4. TEM microstructure of the Al0.5CoCrCuFeNi alloy in the homogenized-FC state: (a) batterns with FCC [1̄ 1 2] zone axis; (c) dark field image from the ordered diffraction spototh the matrix and Widmanstätten precipitates; and (d) dark field image from the matri
FC WQ
Hardness (HV) 208 ± 2 350 ± 3 265 ± 4 154 ± 4
3.1.2. HardnessTable 4 shows the hardness of the alloy samples in the as-cast,
as-forged, as-homogenized-FC and as-homogenized-WQ states. Itindicates that the present alloy possesses a large work harden-ing capacity, even when forged at 900 ◦C. As compared to thehardness of the as-cast, the work-hardening hardness of the as-forged is about HV 142. The variation among the hardness ofthe homogenized-FC, the homogenized-WQ and the as-cast alloyresults from the formation of a stronger BCC phase and second FCCphase (Cu-rich phase). The state in which BCC and Cu-rich phases
are fully formed during furnace cooling is the hardest among thethree states.Since the as-forged sample is harder about HV 85 than thehomogenized-FC sample, the contribution of the BCC phase and
right field image showing Widmanstätten precipitates; (b) selected area diffractionindicating the dense spherical precipitates have ordered structure and distribute inx spot.

C.-W. Tsai et al. / Journal of Alloys and Compounds 486 (2009) 427–435 431
Table 5Hardness of Al0.5CoCrCuFeNi alloys in different conditions.
S
H
ttpwidtitehatmS(rsctvirt
3
uacht
smppCtsspdcm1T
rc
TCF
L
AB
tate As-homogenized-FC
5% 15% 30% 50%
ardness (HV) 265 ± 4 298 ± 5 336 ± 20 378 ± 12 421 ± 14
he Cu-rich phase to hardening does not sufficiently account forhe work hardening. This fact suggests that even at 900 ◦C, theresent alloy exhibits a slow dynamic recovery to eliminate theork hardening during hot forging. The effect is seldom exhib-
ted in conventional alloys based on Al, Co Cr, Cu, Fe or Ni. Theeformation on such conventional alloys above the recrystallizationemperature (approximately one half of the melting temperaturen degree Kelvin) easily induces dynamic recovery or even recrys-allization. Theoretically, dynamic recovery requires the climb ofdge dislocations and the cross-slip of screw dislocations to anni-ilate dislocations and reduce dislocation density [18]. The presentlloy is less active in annihilating dislocations during hot workinghan are conventional alloys. Three factors are proposed to explain
ulti-principal-element effects involved in the present alloy: (1)olution hardening inhibits the slip or cross-slip of dislocations;2) Suzuki’s interaction in the whole-solute matrix significantlyeduces the stacking fault energy and increases the spacing ortacking fault between paired Shockley partial dislocations, makingross-slip more difficult; and (3) the equilibrium vacancy concen-ration becomes low to reduce the activity of dislocation climb sinceacancies are less important in increasing the configuration mix-ng entropy in high-entropy alloys. These three mechanisms areesponsible for the slower dynamic recovery of high-entropy alloyshan that of conventional alloys.
.2. Effects of cold rolling and deformation behavior
Table 5 lists the hardness of Al0.5CoCrCuFeNi alloys that havendergone different amounts of cold rolling after homogenizationnd furnace cooling. The hardness of as-homogenized-FC is alsoompared. The work hardening capacity is significant, since theardness increases by 60% from the as-homogenized-FC state tohe 50%-rolled state.
Fig. 3 shows the SEM microstructures in the rolling plane foramples with different reductions in thickness. A needle-like Wid-anstätten structure is found almost throughout the matrix. The
hase is about 0.2 �m long and 10–40 nm in width. However, thishase is not a new phase formed by deformation, but is the existingu-rich FCC phase revealed with greater contrast as the deforma-ion strain increases. The TEM image of the as-homogenized-FCample, shown in Fig. 4, and the EDS composition analysis (Table 6)upport this finding. The matrix and the Widmanstätten Cu-richrecipitates have the similar lattice constant of 3.58 Å. The habitirection of Widmanstätten precipitation is 〈0 1 2〉. Notably, spheri-al nano-precipitates with an ordered L12 structure disperse in theatrix and Cu-rich needles. Those in the former have a size around
0–15 nm and those in the latter have a size of around 5–10 nm.
his result is consistent with previous observations [6].Fig. 5 compares the X-ray diffraction patterns of different rollingeductions. The peak intensity of the FCC phase decreases signifi-antly as the rolling reduction increases. The intensity of the (1 1 1)
able 6ompositions of the different regions indicated in the TEM bright field image inig. 4(a) (in at.%).
ocation Al Co Cr Cu Fe Ni
5.6 20.5 22.9 9.5 22.6 18.97.3 2.5 0.9 83.7 1.1 4.6
Fig. 5. XRD patterns of Al0.5CoCrCuFeNi alloys with different rolling reductions.
peak in the sample with the 50%-reduction is less than 100 cps.Moreover, the BCC diffraction peaks disappear after 30% reduction.These facts demonstrate that lattice distortion and thus the diffusescattering of X-rays become more severe as the duration of coldworking is increased. The disappearance of BCC peaks is caused bythe smallness of the volume fraction of the BCC phase, whose peaksare therefore easily hidden by diffusion scattering. The low diffrac-tion intensity, exhibited by the sample with 0%-reduction (or theas-homogenized-FC sample), is just a common phenomenon of allprevious high-entropy alloys. A theoretical explanation involves thediffusion scattering caused by lattice distortion that is induced bythe presence of atoms of various elements and therefore of varioussizes [19].
Fig. 6 shows TEM microstructure of the Al0.5CoCrCuFeNi alloyafter its thickness is reduced by 5% by cold rolling. Nanotwins areformed in spaces among the needle-like Widmanstätten precipi-tates in the FCC matrix. They have the typical twin plane {1 1 1}and twinning direction 〈1 1 2〉, as seen in traditional FCC metals.The strain caused by this twinning mechanism can be estimatedfrom the maximum tensile strain, 0.4, which is reached when asingle crystal is transformed into a twin [20]. Thus, the estimatedmaximum strain for the 5%-rolled sample is about 0.1 since theinter-twin spacing is about four times the twin width, as shown inFig. 6. This result is consistent with the smaller true strain 0.05imposed by 5%-rolling, since plastic deformation might be non-uniform in different grains.
Since slip bands contain many dislocations etch pits that are notfound in the etched microstructure and dislocation tangles are alsonot found in TEM samples, mechanical twinning is believed to bethe main mechanism of plastic deformation in the present alloy.Pure FCC metals may exhibit deformation twinning only at verylow temperatures and a normal strain rate, as does Cu at 4.2 K, butmany highly alloyed FCC metals exhibit considerable deformationtwinning at room temperature, such as brass and bronze [20]. Theexplanation is that their stacking fault energy declines as the con-centration of solutes increases due to the Suzuki interaction andthus the critical stress needed to nucleate twin decreases accord-ingly. Following the same interaction, the present alloy contains
an extremely large amount of solutes, and the stacking fault energymust be even lower. (In fact, all atoms in the present alloy are solutesin the matrix.) Mechanical twinning is expected to be the preferredmode for deformation.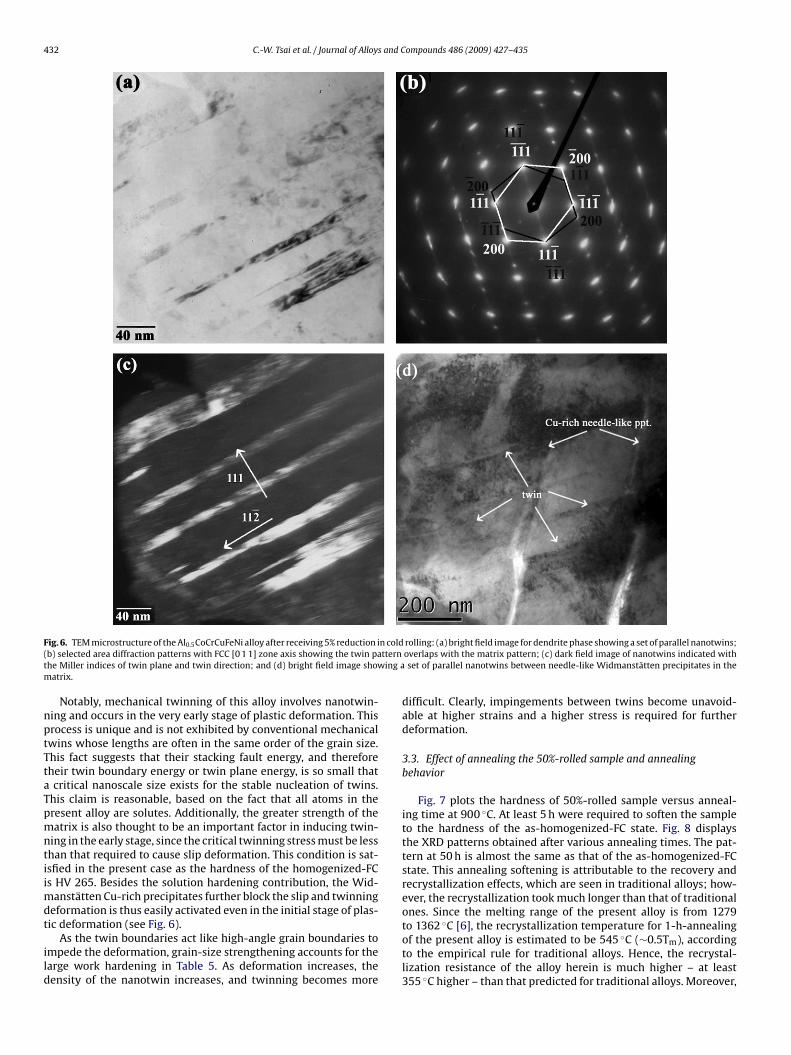
432 C.-W. Tsai et al. / Journal of Alloys and Compounds 486 (2009) 427–435
F n cold( tternt ing am
nptTtaTpmntiimdt
ild
ig. 6. TEM microstructure of the Al0.5CoCrCuFeNi alloy after receiving 5% reduction ib) selected area diffraction patterns with FCC [0 1 1] zone axis showing the twin pahe Miller indices of twin plane and twin direction; and (d) bright field image show
atrix.
Notably, mechanical twinning of this alloy involves nanotwin-ing and occurs in the very early stage of plastic deformation. Thisrocess is unique and is not exhibited by conventional mechanicalwins whose lengths are often in the same order of the grain size.his fact suggests that their stacking fault energy, and thereforeheir twin boundary energy or twin plane energy, is so small that
critical nanoscale size exists for the stable nucleation of twins.his claim is reasonable, based on the fact that all atoms in theresent alloy are solutes. Additionally, the greater strength of theatrix is also thought to be an important factor in inducing twin-
ing in the early stage, since the critical twinning stress must be lesshan that required to cause slip deformation. This condition is sat-sfied in the present case as the hardness of the homogenized-FCs HV 265. Besides the solution hardening contribution, the Wid-
anstätten Cu-rich precipitates further block the slip and twinningeformation is thus easily activated even in the initial stage of plas-
ic deformation (see Fig. 6).As the twin boundaries act like high-angle grain boundaries tompede the deformation, grain-size strengthening accounts for thearge work hardening in Table 5. As deformation increases, theensity of the nanotwin increases, and twinning becomes more
rolling: (a) bright field image for dendrite phase showing a set of parallel nanotwins;overlaps with the matrix pattern; (c) dark field image of nanotwins indicated withset of parallel nanotwins between needle-like Widmanstätten precipitates in the
difficult. Clearly, impingements between twins become unavoid-able at higher strains and a higher stress is required for furtherdeformation.
3.3. Effect of annealing the 50%-rolled sample and annealingbehavior
Fig. 7 plots the hardness of 50%-rolled sample versus anneal-ing time at 900 ◦C. At least 5 h were required to soften the sampleto the hardness of the as-homogenized-FC state. Fig. 8 displaysthe XRD patterns obtained after various annealing times. The pat-tern at 50 h is almost the same as that of the as-homogenized-FCstate. This annealing softening is attributable to the recovery andrecrystallization effects, which are seen in traditional alloys; how-ever, the recrystallization took much longer than that of traditionalones. Since the melting range of the present alloy is from 1279
to 1362 ◦C [6], the recrystallization temperature for 1-h-annealingof the present alloy is estimated to be 545 ◦C (∼0.5Tm), accordingto the empirical rule for traditional alloys. Hence, the recrystal-lization resistance of the alloy herein is much higher – at least355 ◦C higher – than that predicted for traditional alloys. Moreover,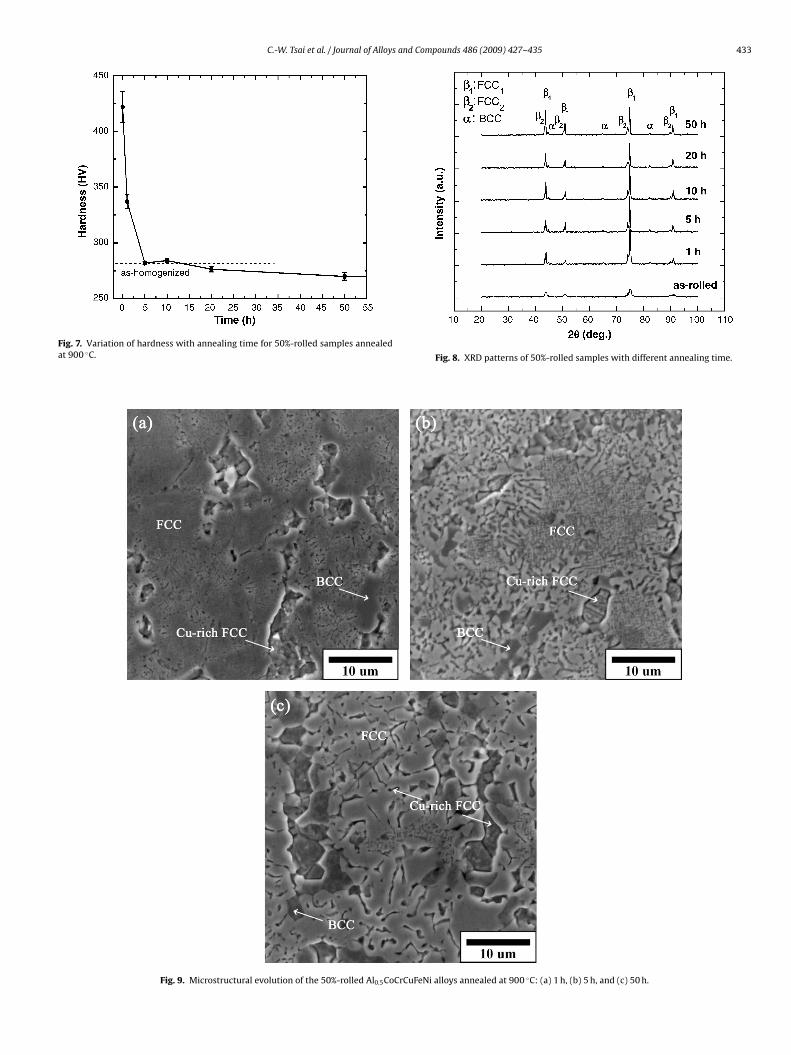
C.-W. Tsai et al. / Journal of Alloys and Compounds 486 (2009) 427–435 433
Fig. 7. Variation of hardness with annealing time for 50%-rolled samples annealedat 900 ◦C. Fig. 8. XRD patterns of 50%-rolled samples with different annealing time.
Fig. 9. Microstructural evolution of the 50%-rolled Al0.5CoCrCuFeNi alloys annealed at 900 ◦C: (a) 1 h, (b) 5 h, and (c) 50 h.
434 C.-W. Tsai et al. / Journal of Alloys and Compounds 486 (2009) 427–435
ying elements for the 50%-rolled sample annealed at 900 ◦C for 50 h.
it1
t(iTttffmpblgldo
prtitpw
Table 7Compositions of the different regions of the 50%-rolled sample annealed at 900 ◦Cfor 50 h (in at.%).
Elements BCC Cu-rich phase FCC
Al 30 ± 0.4 10 ± 0.5 7 ± 0.2Co 10 ± 1.3 4 ± 0.1 23 ± 2.0Cr 5 ± 0.2 3 ± 0.4 23 ± 1.2
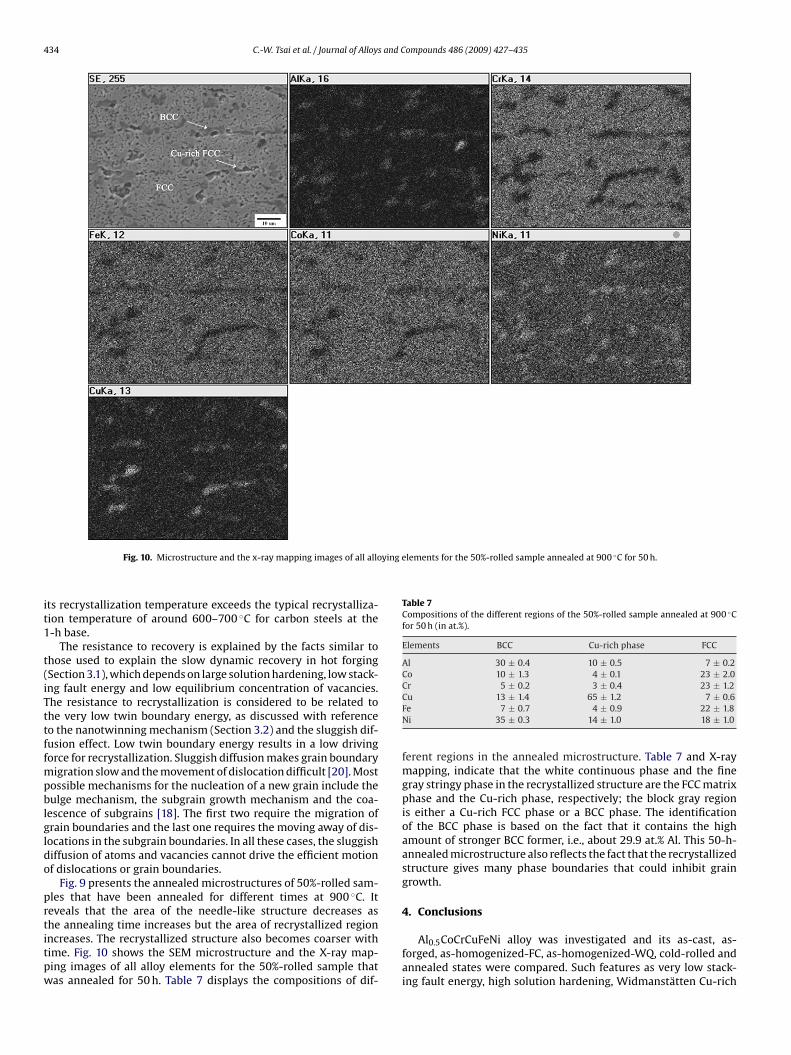
Fig. 10. Microstructure and the x-ray mapping images of all allo
ts recrystallization temperature exceeds the typical recrystalliza-ion temperature of around 600–700 ◦C for carbon steels at the-h base.
The resistance to recovery is explained by the facts similar tohose used to explain the slow dynamic recovery in hot forgingSection 3.1), which depends on large solution hardening, low stack-ng fault energy and low equilibrium concentration of vacancies.he resistance to recrystallization is considered to be related tohe very low twin boundary energy, as discussed with referenceo the nanotwinning mechanism (Section 3.2) and the sluggish dif-usion effect. Low twin boundary energy results in a low drivingorce for recrystallization. Sluggish diffusion makes grain boundary
igration slow and the movement of dislocation difficult [20]. Mostossible mechanisms for the nucleation of a new grain include theulge mechanism, the subgrain growth mechanism and the coa-
escence of subgrains [18]. The first two require the migration ofrain boundaries and the last one requires the moving away of dis-ocations in the subgrain boundaries. In all these cases, the sluggishiffusion of atoms and vacancies cannot drive the efficient motionf dislocations or grain boundaries.
Fig. 9 presents the annealed microstructures of 50%-rolled sam-les that have been annealed for different times at 900 ◦C. Iteveals that the area of the needle-like structure decreases as
he annealing time increases but the area of recrystallized regionncreases. The recrystallized structure also becomes coarser withime. Fig. 10 shows the SEM microstructure and the X-ray map-ing images of all alloy elements for the 50%-rolled sample thatas annealed for 50 h. Table 7 displays the compositions of dif-Cu 13 ± 1.4 65 ± 1.2 7 ± 0.6Fe 7 ± 0.7 4 ± 0.9 22 ± 1.8Ni 35 ± 0.3 14 ± 1.0 18 ± 1.0
ferent regions in the annealed microstructure. Table 7 and X-raymapping, indicate that the white continuous phase and the finegray stringy phase in the recrystallized structure are the FCC matrixphase and the Cu-rich phase, respectively; the block gray regionis either a Cu-rich FCC phase or a BCC phase. The identificationof the BCC phase is based on the fact that it contains the highamount of stronger BCC former, i.e., about 29.9 at.% Al. This 50-h-annealed microstructure also reflects the fact that the recrystallizedstructure gives many phase boundaries that could inhibit graingrowth.
4. Conclusions
Al0.5CoCrCuFeNi alloy was investigated and its as-cast, as-forged, as-homogenized-FC, as-homogenized-WQ, cold-rolled andannealed states were compared. Such features as very low stack-ing fault energy, high solution hardening, Widmanstätten Cu-rich

and C
ptm
(
(
(
(
(
(
(
[
[[[
[
[
C.-W. Tsai et al. / Journal of Alloys
recipitates, and sluggish diffusion importantly affect its deforma-ion and annealing behaviors. Observed phenomena and related
echanisms are as follows,
1) Al0.5CoCrCuFeNi alloy has a simple dendritic structure that con-sists of an FCC dendrite and a Cu-rich FCC interdendrite with asimilar lattice constant in the as-cast state.
2) The BCC phase precipitated between the dendrite and the inter-dendrite regions, and Widmanstätten needle-like precipitatesof the Cu-rich phase formed in the dendrite during furnacecooling after homogenization.
3) A significant work hardening occurred during forging even at900 ◦C. This low dynamic recovery at 900 ◦C may be attributableto the large solution hardening, low stacking fault energy andlow equilibrium concentration of vacancies.
4) Cold rolling with 50% reduction of thickness increased hard-ness by 60% from that of the homogenized-FC state. Itsdeformation and hardening mechanisms are unique withnanotwinning deformation and increased nanotwin density,respectively.
5) Nanotwinning occurs in the early stage of deformationbecause of low stacking fault energy and high matrixstrength. The former is related to the Suzuki interactionin the whole-solute matrix. The latter is attributable tosolution hardening and the strengthening of Widmanstättenprecipitates.
6) The work-hardening effect was eliminated by full annealingat 900 ◦C for 5 h. The recovery and recrystallization proceededmore slowly than those of traditional alloys with similar meltingpoints.
7) The low recrystallization rate is mainly due to the low twinboundary energy and thus the low driving force for recrys-tallization. The sluggish diffusion of atoms and vacancies alsoplays an important role since recrystallization involves grainboundary migration.
[
[
[
ompounds 486 (2009) 427–435 435
Acknowledgement
The authors are pleased to acknowledge the financial supportfor this research by National Science Council of Taiwan under GrantNo. NSC-96-2628-E-007-014-MY3.
References
[1] K.H. Huang, A study on the multicomponent alloy systems containing equal-mole elements, Master Thesis, National Tsing Hua University, Hsinchu, Taiwan,1996.
[2] M.R. Chen, S.J. Lin, J.W. Yeh, S.K. Chen, Y.S. Huang, C.P. Tu, Mater. Trans 47 (2006)1395–1401.
[3] J.W. Yeh, S.K. Chen, S.J. Lin, J.Y. Gan, T.S. Chin, T.T. Shun, C.H. Tsau, S.Y. Chang,Adv. Eng. Mater 6 (2004) 299–303.
[4] C.Y. Hsu, J.W. Yeh, S.K. Chen, T.T. Shun, Metall. Mater. Trans. A 35 (2004)1465–1469.
[5] P.K. Huang, J.W. Yeh, T.T. Shun, S.K. Chen, Adv. Eng. Mater. 6 (2004) 74–78.[6] C.J. Tong, Y.L. Chen, J.W. Yeh, S.J. Lin, S.K. Chen, T.T. Shun, C.H. Tsau, S.Y. Chang,
Metall. Mater. Trans. A 36 (2005) 881–893.[7] C.J. Tong, M.R. Chen, J.W. Yeh, S.J. Lin, S.K. Chen, T.T. Shun, S.Y. Chang, Metall.
Mater. Trans. A 36 (2005) 1263–1271.[8] J.M. Wu, S.J. Lin, J.W. Yeh, S.K. Chen, Y.S. Huang, Wear 261 (2006) 513–519.[9] M.H. Tsai, C.W. Wang, C.H. Lai, J.W. Yeh, J.Y. Gan, Appl. Phys. Lett. 92 (2008) 3.10] H.Y. Chen, C.W. Tsai, C.C. Tung, J.W. Yeh, T.T. Shun, C.C. Yang, S.K. Chen, Ann.
Chim. Sci. Mat. 31 (2006) 685–698.[11] J.W. Yeh, Ann. Chim. Sci. Mat. 31 (2006) 633–648.12] X.F. Wang, Y. Zhang, Y. Qiao, G.L. Chen, Intermetallics 15 (2007) 357–362.13] Y.J. Zhou, Y. Zhang, Y.L. Wang, G.L. Chen, Appl. Phys. Lett. 90 (2007) 3.14] F.J. Wang, Y. Zhang, G.L. Chen, H.A. Davies, Inter. J. Mod. Phy. B 23 (2009)
1254–1259.15] W.F. Smith, Structure and Properties of Engineering Alloys, 2nd ed, McGraw-Hill
Inc, New York, 1993, pp. 1–568.16] G.E. Dieter, Mechanical Metallurgy, McGraw-Hill Book Company, Singapore,
1994, pp. 227–240.[17] F.R. Doer, R. Boom, W.C.M. Mattens, A.R. Miedema, A.K. Niessen, Cohesion in
Metals, 2nd ed., North-Holland Physics Publishing, Netherlands, 1988.
18] F.J. Humphreys, M. Hatherly, Recrystallization and Related Annealing Phenom-ena, 1st ed., Elsevier Science Ltd, Oxford, UK, 1996, pp. 135–146 and 206–216.19] J.W. Yeh, S.Y. Chang, Y.D. Hong, S.K. Chen, S.J. Lin, Mater. Chem. Phys. 103 (2007)
41–46.20] R.E. Reed-Hill, Physical Metallurgy Principles, 3rd ed., PWS Publishing Company,
Boston, 1994, pp. 555, 538–561, and 245–251.
Copyright © 2022 FDOKUMEN




















