Corrosion and wear resistance study of Ni-P and Ni-P-PTFE nanocomposite coatings
10
Cent. Eur. J. Eng. • 1(3) • 2011 • 234-243 DOI: 10.2478/s13531-011-0023-8 Central European Journal of Engineering Corrosion and Wear Resistance Study of Ni-P and Ni-P-PTFE Nanocomposite Coatings Research article Ankita Sharma, Ajay K. Singh * Department of Paper Technology I.I.T. - Roorkee, Saharanpur Campus, India Received 26 January 2011; accepted 29 April 2011 Abstract: This article reports on the corrosion and wear resistance of Ni-P and Ni-P-PTFE nanocomposite coatings de- posited on mild steel substrates using the electroless plating technique. The coatings were characterized by scan- ning electron microscopy (SEM), energy dispersive analysis of X-Ray (EDAX), and X-ray diffractometry (XRD). The coatings were smooth and had thicknesses between 7 and 23 μm. They contained Ni, P, and additionally, F, in the case of the Ni-P-PTFE films. A broadening of the Ni peak in XRD was attributed to the amorphous nature and/or fine grain size of the films. Corrosion resistance was measured using immersion and electrochemical po- larization tests in 3.5% NaCl solution whereas wear resistance was determined by the pin-on-disc method. Both Ni-P and Ni-P-PTFE coatings exhibited significant improvement in corrosion (in salty media) and wear behavior. Furthermore, the addition of PTFE in the coatings showed improvement in their corrosion resistance as well as a reduction in friction coefficient. Our testing revealed that the coatings’ wore out following the ”adhesive type” mechanism. Keywords: Electroless Deposition • PTFE Nanoparticles • Ni-P • Ni-P-PTFE • Corrosion • Wear © Versita Sp. z o.o. 1. Introduction Coating technology has achieved wide acceptance in the engineering industry as a means for combating surface re- actions such as wear and corrosion, as well as fatigue, and in addition, for masking surface irregularities. Among the various deposition methods (electroplating, electroless plating, plasma thermal spray, and physical vapor deposi- tion) electroless deposition is preferred because coatings formed with this process are homogeneous and adhere well on substrate materials with complicated geometries [1–8]. Out of the variety of electrolessly deposited films, nickel * E-mail: ajaycorr@rediffmail.com coatings having phosphorus are preferred in numerous ap- plications because of their excellent wear, abrasion and corrosion resistance [9–11]. Past studies have been conducted on electroless nickel- phosphorus composite coatings that incorporate second phase particles into the Ni-P matrix to further enhance corrosion and wear resistance [12–16]. For instance, Ni-P composite coatings, with improved hardness and wear re- sistance were developed by introducing micro/nanometer- sized second phase hard particles such as diamond [17], silicon carbide (SiC) [18], and silicon dioxide (SiO 2 )[19]. Moreover, coatings with improved corrosion resistance, in addition to wear resistance due to hardness, were de- veloped by introducing silicon nitride (Si 3 N 4 )[20], tita- nium dioxide (TiO 2 )[21], alumina (Al 2 O 3 )[14, 22] and nanometer-scale diamond in the Ni-P matrix [23]. Fur- 234
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Corrosion and wear resistance study of Ni-P and Ni-P-PTFE nanocomposite coatings

Cent. Eur. J. Eng. • 1(3) • 2011 • 234-243DOI: 10.2478/s13531-011-0023-8
Central European Journal of Engineering
Corrosion and Wear Resistance Study of Ni-P andNi-P-PTFE Nanocomposite Coatings
Research article
Ankita Sharma, Ajay K. Singh∗
Department of Paper Technology I.I.T. - Roorkee, Saharanpur Campus, India
Received 26 January 2011; accepted 29 April 2011
Abstract: This article reports on the corrosion and wear resistance of Ni-P and Ni-P-PTFE nanocomposite coatings de-posited on mild steel substrates using the electroless plating technique. The coatings were characterized by scan-ning electron microscopy (SEM), energy dispersive analysis of X-Ray (EDAX), and X-ray diffractometry (XRD).The coatings were smooth and had thicknesses between 7 and 23 µm. They contained Ni, P, and additionally, F,in the case of the Ni-P-PTFE films. A broadening of the Ni peak in XRD was attributed to the amorphous natureand/or fine grain size of the films. Corrosion resistance was measured using immersion and electrochemical po-larization tests in 3.5% NaCl solution whereas wear resistance was determined by the pin-on-disc method. BothNi-P and Ni-P-PTFE coatings exhibited significant improvement in corrosion (in salty media) and wear behavior.Furthermore, the addition of PTFE in the coatings showed improvement in their corrosion resistance as well asa reduction in friction coefficient. Our testing revealed that the coatings’ wore out following the ”adhesive type”mechanism.
Keywords: Electroless Deposition • PTFE Nanoparticles • Ni-P • Ni-P-PTFE • Corrosion • Wear© Versita Sp. z o.o.
1. Introduction
Coating technology has achieved wide acceptance in theengineering industry as a means for combating surface re-actions such as wear and corrosion, as well as fatigue,and in addition, for masking surface irregularities. Amongthe various deposition methods (electroplating, electrolessplating, plasma thermal spray, and physical vapor deposi-tion) electroless deposition is preferred because coatingsformed with this process are homogeneous and adhere wellon substrate materials with complicated geometries [1–8].Out of the variety of electrolessly deposited films, nickel∗E-mail: [email protected]
coatings having phosphorus are preferred in numerous ap-plications because of their excellent wear, abrasion andcorrosion resistance [9–11].Past studies have been conducted on electroless nickel-phosphorus composite coatings that incorporate secondphase particles into the Ni-P matrix to further enhancecorrosion and wear resistance [12–16]. For instance, Ni-Pcomposite coatings, with improved hardness and wear re-sistance were developed by introducing micro/nanometer-sized second phase hard particles such as diamond [17],silicon carbide (SiC) [18], and silicon dioxide (SiO2) [19].Moreover, coatings with improved corrosion resistance, inaddition to wear resistance due to hardness, were de-veloped by introducing silicon nitride (Si3N4) [20], tita-nium dioxide (TiO2) [21], alumina (Al2O3) [14, 22] andnanometer-scale diamond in the Ni-P matrix [23]. Fur-234

A. Sharma, A. K. Singh
thermore, wear resistance resulting from enhanced lubric-ity and lower friction coefficient was achieved by incor-porating soft lubricious particles like hexagonal boron ni-tride (BN), molybdenum disulfide (MoS2) or polytetraflu-oroethylene (PTFE) in the Ni-P plating solution; this im-proved the corrosion resistance of the resulting films aswell [24–28].PTFE particles agglomerate in the plating solution thusresulting in their non-uniform dispersion in the platingbath. To maintain the self-lubricating properties of theresulting PTFE films, this problem must be overcome. Tothat end, the suspension of the PTFE particles can beimproved with the addition of surfactants in the platingbath. For example, Matsuda et al. [29] investigated theeffect of the presence of a variety of surfactants on thesuspension of PTFE particles in plating solutions.In addition to the above-mentioned issue, the effect ofPTFE concentration, bath- temperature, pH and agitationon the amount of PTFE particles deposited and the plat-ing rate, all of which affect film quality, were examinedand reviewed earlier [30, 31]. Additional investigationswere reported on friction and wear characteristics of Ni-P and Ni-P-PTFE coatings [28, 32–34]. In these studies,friction and wear was monitored as a function of PTFEcontent and sliding distance and the results showed goodself-lubricating properties and wear characteristics of Ni–P–PTFE films over Ni-P coatings. SincePTFE particlesare chemically inert and block the pores in Ni-P coat-ings, [35] their addition in the Ni–P matrix is expectedto improve the corrosion resistance contrary to pristineNi-P coatings. Q. Zhao et. al. [36] demonstrated im-proved corrosion resistance of Ni-P and Ni-Cu-P coatingswith the gradual addition of PTFE. Corrosion resistanceof Ni-P and Ni-P-PTFE was also found to be improvedby adding Cu [37–39]. It is therefore expected that addi-tion of PTFE in Ni-P coatings will improve corrosion andwear resistance by lowering the friction coefficient. Suchtypes of coatings are required in applications where wearresistance is desired without application of lubricating oil,and/or in applications in which the material may corrodedue to chemicals present in its vicinity.There are several studies [13, 40] on improved corrosionand wear resistance of Ni-P-PTFE coatings. In additionto better corrosion and wear resistance, the coatings mustalso be durable. Thus, it is equally important to know thestability of the coatings against continuous exposure tocorrosive media, as has been done earlier, in the case ofalumina coatings [41]. However, neither of the above stud-ies on Ni-P-PTFE coatings has considered the stabilityof the coatings following continuous exposure to corrosivemedia for periods exceeding several days.
Furthermore, many of the earlier investigations on Ni-P-PTFE coatings [36–39] did not utilize electrochemicaltechniques for studying corrosion; electrochemical tech-niques are powerful methods that reveal several aspectsof corrosion. In this paper, we investigate corrosion andwear characteristics of Ni-P-PTFE nanocomposite coat-ings using electrochemical techniques, and wear tests, aswell as the stability of the coatings following continuousexposure to corrosive media.2. Experimental methods and mate-rialsThe substrate material used in this study was mild steel(C = 0.18%, Mn = 1.66%, Si = 0.04%, Fe = Bal.). Forimmersion corrosion tests, flat substrates of dimension 3.0cm×3.2 cm× 0.2 cm with a mass 15.56 g were used. Forelectrochemical and wear tests, the size, mass and sur-face area of the substrate were taken according to thespecification of the testing instruments. Thus, for electro-chemical tests, cylindrical substrates of 1.0 cm diameter,1.2 cm length, and a mass of 7.15 g were used whereas forwear tests, substrates of 1.0 cm diameter, 3.0 cm length,and a mass of 6.5 g were used. Prior to coating, the sur-face of the substrates was polished by grinding them withemery paper (up to 4/0 grade). The substrates were thencleaned with acetone and dipped in 1% hydrochloric acid(HCl) solution for 30 seconds. After this sensitization pro-cess, the substrates were activated by immersing them inSnCl2 solution (2.5%) for 2 minutes and PdCl2 solution(0.025%) for 1 minute at room temperature and then dried.These reagents act as catalytic sites for nucleation duringthe electroless deposition process.Activated and pretreated substrates were coated usingan acidic plating bath (pH – 5.5) at 90º C for a depo-sition time of 2 hours. The electroless bath componentsand operating conditions were optimized to obtain suc-cessful deposition of Ni-P. Nickel sulphate heptahydrate(NiSO4·7H2O) was used as the nickel source, sodiumhypophosphite (NaPH2O2.H2O) as a reducing agent, tri-sodium citrate dihydrate (NaC6H5O7.2H2O) as a complex-ing agent to control the free nickel ions in the plating solu-tion, and sodium acetate (CH3COONa) as an acceleratorto increase the reaction rate. The Ni-P-PTFE nanocom-posite film was deposited by adding in the bath, alongwith the above indicated bath components, a 60 wt% PTFEemulsion (Aldrich, Catalog No.-665800) with particle sizein the range of 50 – 500 nm and an FC-4 cationic sur-factant. Both the PTFE emulsion and the surfactant werediluted with de-mineralized water and stirred for 1 hourbefore use. The compositions and the plating conditions
235
Corrosion and Wear Resistance Study of Ni-P and Ni-P-PTFE Nanocomposite Coatings
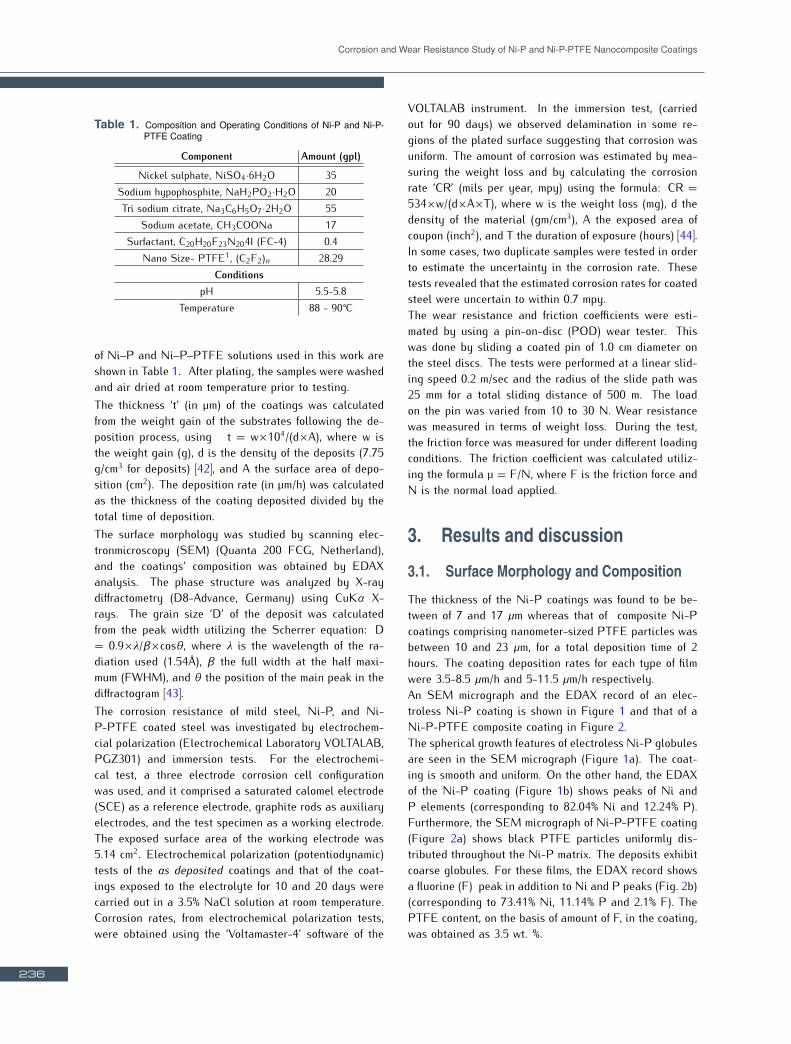
Table 1. Composition and Operating Conditions of Ni-P and Ni-P-PTFE Coating
Component Amount (gpl)Nickel sulphate, NiSO4·6H2O 35Sodium hypophosphite, NaH2PO2·H2O 20Tri sodium citrate, Na3C6H5O7·2H2O 55Sodium acetate, CH3COONa 17Surfactant, C20H20F23N204I (FC-4) 0.4Nano Size- PTFE1, (C2F2)n 28.29ConditionspH 5.5-5.8Temperature 88 - 90℃
of Ni–P and Ni–P–PTFE solutions used in this work areshown in Table 1. After plating, the samples were washedand air dried at room temperature prior to testing.The thickness ‘t’ (in µm) of the coatings was calculatedfrom the weight gain of the substrates following the de-position process, using t = w×104/(d×A), where w isthe weight gain (g), d is the density of the deposits (7.75g/cm3 for deposits) [42], and A the surface area of depo-sition (cm2). The deposition rate (in µm/h) was calculatedas the thickness of the coating deposited divided by thetotal time of deposition.The surface morphology was studied by scanning elec-tronmicroscopy (SEM) (Quanta 200 FCG, Netherland),and the coatings’ composition was obtained by EDAXanalysis. The phase structure was analyzed by X-raydiffractometry (D8-Advance, Germany) using CuKα X-rays. The grain size ‘D’ of the deposit was calculatedfrom the peak width utilizing the Scherrer equation: D= 0.9×λ/β×cosθ, where λ is the wavelength of the ra-diation used (1.54Å), β the full width at the half maxi-mum (FWHM), and θ the position of the main peak in thediffractogram [43].The corrosion resistance of mild steel, Ni-P, and Ni-P-PTFE coated steel was investigated by electrochem-cial polarization (Electrochemical Laboratory VOLTALAB,PGZ301) and immersion tests. For the electrochemi-cal test, a three electrode corrosion cell configurationwas used, and it comprised a saturated calomel electrode(SCE) as a reference electrode, graphite rods as auxiliaryelectrodes, and the test specimen as a working electrode.The exposed surface area of the working electrode was5.14 cm2. Electrochemical polarization (potentiodynamic)tests of the as deposited coatings and that of the coat-ings exposed to the electrolyte for 10 and 20 days werecarried out in a 3.5% NaCl solution at room temperature.Corrosion rates, from electrochemical polarization tests,were obtained using the ‘Voltamaster-4’ software of the
VOLTALAB instrument. In the immersion test, (carriedout for 90 days) we observed delamination in some re-gions of the plated surface suggesting that corrosion wasuniform. The amount of corrosion was estimated by mea-suring the weight loss and by calculating the corrosionrate ‘CR’ (mils per year, mpy) using the formula: CR =534×w/(d×A×T), where w is the weight loss (mg), d thedensity of the material (gm/cm3), A the exposed area ofcoupon (inch2), and T the duration of exposure (hours) [44].In some cases, two duplicate samples were tested in orderto estimate the uncertainty in the corrosion rate. Thesetests revealed that the estimated corrosion rates for coatedsteel were uncertain to within 0.7 mpy.The wear resistance and friction coefficients were esti-mated by using a pin-on-disc (POD) wear tester. Thiswas done by sliding a coated pin of 1.0 cm diameter onthe steel discs. The tests were performed at a linear slid-ing speed 0.2 m/sec and the radius of the slide path was25 mm for a total sliding distance of 500 m. The loadon the pin was varied from 10 to 30 N. Wear resistancewas measured in terms of weight loss. During the test,the friction force was measured for under different loadingconditions. The friction coefficient was calculated utiliz-ing the formula µ = F/N, where F is the friction force andN is the normal load applied.3. Results and discussion3.1. Surface Morphology and CompositionThe thickness of the Ni-P coatings was found to be be-tween of 7 and 17 µm whereas that of composite Ni-Pcoatings comprising nanometer-sized PTFE particles wasbetween 10 and 23 µm, for a total deposition time of 2hours. The coating deposition rates for each type of filmwere 3.5-8.5 µm/h and 5-11.5 µm/h respectively.An SEM micrograph and the EDAX record of an elec-troless Ni-P coating is shown in Figure 1 and that of aNi-P-PTFE composite coating in Figure 2.The spherical growth features of electroless Ni-P globulesare seen in the SEM micrograph (Figure 1a). The coat-ing is smooth and uniform. On the other hand, the EDAXof the Ni-P coating (Figure 1b) shows peaks of Ni andP elements (corresponding to 82.04% Ni and 12.24% P).Furthermore, the SEM micrograph of Ni-P-PTFE coating(Figure 2a) shows black PTFE particles uniformly dis-tributed throughout the Ni-P matrix. The deposits exhibitcoarse globules. For these films, the EDAX record showsa fluorine (F) peak in addition to Ni and P peaks (Fig. 2b)(corresponding to 73.41% Ni, 11.14% P and 2.1% F). ThePTFE content, on the basis of amount of F, in the coating,was obtained as 3.5 wt. %.
236

A. Sharma, A. K. Singh
Figure 1. (a) SEM micrograph and (b) EDAX analysis of Ni-P coating on mild steel substrate.
Figure 2. (a) SEM micrograph and (b) EDAX analysis of Ni-P-PTFE coating on mild steel substrates.
Moreover, the EDAX records of both Ni-P and Ni-P-PTFE coatings show two peaks of iron (Fe) at 7.46 eV(Kα line) and 7.05 eV (Kβ line). These peaks are due tothe iron present in the mild steel substrate [45].3.2. X-Ray Diffraction
XRD patterns of mild steel and that of plated electrolessNi-P and Ni-P-PTFE composite coatings are shown inFig. 3. The mild steel substrate’s XRD record shows astrong peak at 2θ = 44.58° followed by weaker peaks at65° and 83° due to the intrinsic iron content [46]. In case ofNi-P and Ni-P-PTFE-coated mild steel samples, a high237

Corrosion and Wear Resistance Study of Ni-P and Ni-P-PTFE Nanocomposite Coatings
Figure 3. XRD analysis of as plated (a) mild steel (ms) (b) Ni-P and(c) Ni-P-PTFE coating.
intensity and broad peak at ˜ 44.50° was observed as aresult of the nickel and diffraction from (111) planes [14].The broadening of this peak is likely due to the amorphouscharacter of deposits’ structure and fine grain size. (Theamorphous structure of electrolessly deposited Ni-P hav-ing more than 7 wt% P was previously reported [20, 47].)The amount of P in our samples was ˜ 11.6 wt%. Thecrystalline structure of nickel in low-phosphorous con-tent coatings loses its long range order as a result ofthe increased difficulty for more phosphorus atoms to fitinto the nickel lattice [48]. The grain size was calculatedfrom the width of broadened Ni peak, using Scherrer’sequation [45], and it was estimated to lie between 1.6–5.6 nm. This is in accordance with earlier reported re-sults [14, 20, 49].3.3. Corrosion
Figures 4 and 5 show the open circuit potential (OCP)of mild steel, Ni-P and Ni-P-PTFE coatings (exposed to3.5% NaCl solution for 0, 10 and 20 days, E vs. timecurves for them are marked Ni-P(0D), Ni-P(10D) and Ni-P(20D) and Ni-P-PTFE(0D), Ni-P-PTFE(10D) and Ni-P-PTFE(20 D) respectively) in 3.5% NaCl solution. Itwas observed that the OCP of mild steel was less thanthat of the coated steel substrates, indicating improvedcorrosion resistance of mild steel as a result of the coatingprocess. As the coatings were exposed to NaCl solution,their protective nature was found to deteriorate with timeas evidenced by the progressively more negative values ofthe OCP in Figures 4 and 5. More positive potentials ofNi-P-PTFE coating as compared to their Ni-P counter-parts indicated better corrosion resistance than the former.Anodic polarization curves of mild steel, Ni-P and Ni-P-PTFE coated mild steel are shown in Figures 6 and 7.
Figure 4. OCP curves for mild steel (ms) and Ni-P coating after dif-ferent exposure times in 3.5% solution of NaCl: zero days(0D), ten days (10D), and twenty days(20D).
Figure 5. OCP curves for mild steel (ms) and Ni-P-PTFE coatingsafter different exposure times in 3.5% solution of NaCl:zero days (0D), ten days (10D), and twenty days(20D).
Parameters drawn from these curves are shown in Table 2.These results show the corrosion rate to be the highestfor mild steel; those of coated steel samples were lower(2.98mpy for Ni-P and 1.47mpy for Ni-P-PTFE coat-ing respectively). Furthermore, the surface resistance ofcoated steel samples was observed to be higher (0.613.m2for Ni-P and 0.776.m2 for Ni-P-PTFE coating) than un-coated substrates (0.179 .m2).The shape of the polarization curves for both Ni-P andNi-P-PTFE coating showed passivation; this was not ob-served for bare mild steel substrates. The lack of passiva-tion in that case was further supported by the observationof significant metal dissolution during the anodic polar-ization test. These observations, again, indicate an im-provement in corrosion resistance due to the coating as itacts as a barrier to oxygen diffusion and chemicals specieslike Cl- towards the alloy’s surface.
238

A. Sharma, A. K. Singh
Figure 6. Anodic Polarization for mild steel (ms) and Ni-P coatingafter different exposure times in 3.5% solution of NaCl:zero days (0D), ten days (10D), and twenty days(20D).
Figure 7. Anodic Polarization for mild steel (ms) and Ni-P-PTFEcoating after different exposure times in 3.5% solutionof NaCl: zero days (0D), ten days (10D), and twentydays(20D).
Lower corrosion rate, higher surface resistance, pitting po-tential and passivation range in case of Ni-P-PTFE coat-ing compared to Ni-P coatings (without having undergoneimmersion in NaCl solution, day zero) (Table 2) indicatedthe former to be more corrosion resistant as inferred fromthe OCP values. The coatings’ anodic polarization curvesof, after immersion in NaCl for 10 and 20 days, showed adecrease in corrosion potential and in surface resistanceas well as an increase in the corrosion rate and current(Table 2, Fig. 6 and 7), thereby indicating deterioration inthe protective properties of the coating, as also indicatedearlier by the change in OCP values.This decrease in protection characteristics may be as-signed to the resulting films’ increased porosity, or to adetachment or change in nature of the coating as a resultof prolonged exposure. Surprisingly, in contradiction toearlier observations, the pitting potential and passivationrange were increased for coatings that were kept in so-lution for 10 and 20 days, indicating improved resistanceagainst localized corrosion.
This question needs to be investigated thoroughly. Al-though, the protection characteristics of the coating wereobserved to deteriorate with time, however, these resultsshowed better performance than mild steel against corro-sion even after a continuous exposure of 20 days. Table 2also shows corrosion rates obtained in different cases onthe basis of the weight loss observed following the immer-sion tests performed on the bare substrates and coatedsamples for 3 months (90 days). Corrosion rates was ob-served to be maximum (23.6 mpy) for mild steel whereasit was at a minimum (3.20 mpy) for Ni-P-PTFE coatedsamples.3.4. Wear
The wear resistance behavior of mild steel, Ni-P-coated,and Ni-P-PTFE-coated steel samples under a 10N, 20N,30N loads are shown in Figures 8a, 8b, and 8c respec-tively. Variation of weight loss versus sliding distance atdifferent loading conditions showed (i) a loss of weight incoated as well as uncoated samples as a result of in-creasing the applied load (ii). The wear resistance ofcoated steel samples was found to be better than thatof bare mild steel. Furthermore, comparison of weightloss in wear tests and SEM/EDAX results of the wornmetal surfaces of Ni-P and Ni-P-PTFE coated samples(Figures 9 and 10 respectively), showed that a significantloss of coating takes place with higher loading conditions(30N). Consequently, and as shown in the EDAX results,the amount of Fe was found to be very high and those ofNi and P to be significantly depleted. Ni-P-PTFE coat-ings appeared to have less wear resistance as comparedto Ni-P coatings; this is likely due to the less hard PTFEparticles in the composite coatings, which favor the film’seasy removal by sliding.The average friction coefficient (µ) was 0.68 for the Ni-Pcoatings and 0.42 for the Ni-P-PTFE coatings. The fric-tion coefficient of Ni-P was the same as that observedearlier [28, 50]. The friction coefficient of Ni-P-PTFEcoating was reported to be lower than that found in thiswork [28, 32, 40] and higher in another investigation [33].The Ni-P-PTFE coatings’ friction coefficient appears tobe the resultant of the surface roughness and the lubri-cation effect of PTFE. A higher value is thus expected forcomparatively rougher coatings. Overall, a lesser value offriction coefficient of the composite coatings, with respectto Ni-P coating, can be attributed to the addition of thesoft lubricant PTFE particles, which are expected to re-main on the top of the coating [32]. SEM photographs ofthe worn surfaces of both Ni-P and Ni-P-PTFE coatedsamples indicated the wear mechanism to be of the ‘ad-hesive’ type. Increase in weight loss due to wearing was239

Corrosion and Wear Resistance Study of Ni-P and Ni-P-PTFE Nanocomposite Coatings
Table 2. Corrosion Parameters of Uncoated and Coated Mild Steel
Sample E corr (mv) Corrosion Surface Pitting PassivationRate (mpy) Resistance (Rp) (m2) Potential (Ec) (mV) Range (mV)
Electrochemical Polarization TestMild Steel -803.4 4366 0.1790 - -
Ni-P coated steel (0D) -504.1 2.98 0.6130 300.0 804.1Ni-P coated steel (10D) -630.8 11.88 0.0672 522.4 1153.2Ni-P coated steel (20D) -671.9 17.71 0.0487 662.7 1334.6
Ni-P-PTFE coated steel (0D) -518.8 1.47 0.7760 447.0 965.8Ni-P-PTFE coated steel (10D) -561.9 7.68 0.0829 503.4 1065.3Ni-P-PTFE coated steel (20D) -637.1 9.37 0.0603 624.9 1262.0
Immersion Testmild steel - 23.6 - - -
Ni-P coated steel - 5.74 - - -Ni-P-PTFE coatedsteel - 3.20 - - -
Figure 8. Weight loss vs. sliding distance graphs for mild steel (ms) substrates, Ni-P and Ni-P-PTFE nanocomposite coatings (a) under 10 N (b)20 N(c), and 30 N loads.
240

A. Sharma, A. K. Singh
Figure 9. SEM/EDAX results of worn surface of the Ni-P coating at (a) 10 N, (b) 20 N, (c) 30 N loads.
Figure 10. SEM/EDAX results of worn surface of the Ni-P-PTFE coating at (a) 10 N, (b) 20 N, (c) and 30 N loads.
not significant for increases in the applied load from 10to 20N. However, a significant change (from < 1 mg to7-8 mg weight loss) was observed for both the Ni-P andthe Ni-P-PTFE coatings as the load was increased from20 to 30 N. This transition observed in weight loss is acharacteristic of the ‘adhesive wear’ of the Ni-P deposits,and it has been observed earlier [50]. Moreover, becausePTFE is a lubricant, it was expected to remain on the topof the coating, and therefore it could not induce any brit-
tle fracture, thus resulting in mainly ‘adhesive’ wear [32].These findings conclude that both Ni-P and Ni-P-PTFEcoatings’ wear mechanism is of the ‘adhesive’ type.4. ConclusionElectroless Ni-P deposits were found to be smooth ascompared to the slightly nodular deposits of Ni-P-PTFE.
241

Corrosion and Wear Resistance Study of Ni-P and Ni-P-PTFE Nanocomposite Coatings
Corrosion resistance of both coatings was observed to besuperior to that of mild steel with Ni-P-PTFE coatingsshowing better resistance. Corrosion protection proper-ties of the coatings were found to be affected with con-tinuous exposure to the electrolyte. Nevertheless, coatedmild steel was found to perform better than bare mild steeleven after 20 days of continuous exposure to corrosivemedia. Both types of coated mild steel showed improvedwear resistance as compared to bare mild steel. Ni-P-PTFE coatings exhibited less wear resistance than Ni-Pcoatings. The lubrication effect resulting from the additionof PTFE in the composite coating caused a lower frictioncoefficient than that observed for Ni-P coatings. Further-more, our results indicated that ‘adhesive wear’ was thelikely failure mechanism for both types of coatings.References
[1] Rickerby D.S., Matthews A., Advanced Surface Coat-ings: A Handbook of Surface Engineering. Blackie,Glasgow, 1991[2] Mallory, G.O., Hajdu J.B., Electroless Plating: Fun-damentals and Applications. AESF, Orlando, 1991[3] Baudrand D., Durkin, B, Automotive Applications ofElectroless Nickel, Met. Finish, 1998,96,20-24[4] Balaraju J.N., Rajam K.S., Electroless Deposition ofNi-Cu-P, Ni-W-P and Ni-W-Cu-P Alloys, J. Surf.Coat. Technol., 2005,195,154-161[5] Huang G.F., Huang W.Q., Wang L., Meng Y., et al.,Electrochemical Study of Electroless Deposition ofFe-P Alloys, Electrochim. Acta, 2006,51,4471-4476[6] Dai H., Li H., Wang F., An Alternative Process for thePreparation of Cu-Coated Mica Composite Powder, J.Surf. Coat. Technol., 2006,201,2859-2866[7] McCaskie J., Redding S, Successful Automotive Ap-plications for Electroless Nickle, J. Metal Finish,2008,106,25-27[8] Parkinson R., Properties and Applications of Electro-less Nickel, Nickel Development Institute, 1997[9] Sankara Narayanan T.S.N., Krishnaveni K., Se-shadri S.K., Electroless Ni-P/Ni-B Duplex Coatings:Preparation and Evaluation of Microhardness, Wearand Corrosion Resistance, J. Mater. Chem and Phy.,2003,82,771-779[10] Kanta A.F., Vitry V., Delaunois F., Wear and Corro-sion Resistance Behaviours of Autocatalytic Electro-less Plating, J. Alloy Comp., 2009,486,L21-L23[11] Taheri R., Oguocha, INA, Yannacopoulos, S, The Tri-bological Characteristics of Electroless NiP Coatings,Wear, 2001,249,389-396
[12] Zhao Q., Liu Y., Müller-Steinhagen H., Liu G., GradedNi-P-PTFE Coatings and their Potential Applica-tions, J. Surf. Coat. Technol., 2002,55,279-284[13] Huang Y.S., Zeng X.T., Hu X.F., Liu F.M., CorrosionResistance Properties of Elctroless Nickel CompositeCoatings, J. Electrochim. Acta, 2004,49,4313-4319[14] Balarajua J.N., Kalavatib, Rajam K.S., Influenceof Particle Size on the Microstructure, Hard-ness and Corrosion Resistance of Electroless Ni-P-Al2O3 Composite Coatings, J. Surf. Coat. Technol.,2006,200,3933-3941[15] Sarret M., Müller C., Amell A., Electroless NiP Microand Nano-Composite Coatings, J. Surf. Coat. Technol.,2006,201,389-395[16] Zhang S., Han K., Cheng L., The Effect of SiC Parti-cles Added in Electroless Ni-P Plating Solution onthe Properties of Composite Coatings, J. Surf. Coat.Technol., 2008,202,2807-2812[17] Winowlin Jappes J.T., Ramamoorthy B., Nair P.K.,Novel Approaches on the Study of Wear Performanceof Electroless Ni-P/Diamond Composite Deposites, J.Mater. Proc. Technol., 209 (2) 1004-1010 (2009)[18] Liu W.L., Hsieh S.H., Hwang S.J., Tsai T.K., et al.,Tribological Properties of Electroless Ni-P-SiC Com-posite Coatings in Rolling/Sliding Contact underBoundary Lubrication, J. Univ. Sci. and Tech., Beijing,2007,14,167-172[19] Hazan Y., de Zimmermann D., Z’graggen M., RoosS., et al., Homogeneous Electroless Ni-P/SiO2Nanocomposite Coatings with Improved Wear Re-sistance and Modified Wear Behavior, J. Surf. Coat.Technol., 2010,204,3464-3470[20] Balaraju J.N., Rajam K.S., Electroless Depositionand Characterization of High Phosphorus Ni-P-Si3N4 Composite Coatings, Int. J. Electrochim. Sci.,2007,2,747-761[21] Baghery P., Frazam M., Mousavi A.B., Hoseyni M.,Ni-TiO2 Nanocomposite Coating with High Resis-tance to Corrosion and Wear, J. Surf. Coat. Technol.,2010,204,3804-3810[22] Ciubotariu A.C., Benea L., Varsanyi M. L., Dragan V.,Electrochemical Impedance Spectroscopy and Corro-sion Behaviour of Al2O3-Ni Nano Composite Coat-ings, J. Electrochim. Acta, 2008,53,4557-4563[23] Xu H., Yang Z., Li M.K., Shi Y.L., et al., Synthesisand Properties of Electroless Ni-P Nanometer Di-amond Composite Coatings, J. Surf. Coat. Technol.,2005,191,161-165[24] Leon O.A., Staia M.H., Hintermann H.E., High Tem-perature Wear of an Electroless Ni-P-BN (h) Com-posite Coating, J. Surf. Coat. Technol., 2003,163-164,578-584242

A. Sharma, A. K. Singh
[25] Moonir-Vaghefi S.M., Saatchi A., Deposition andProperties of Electroless Nickel-Phosphorus-Molybdenum Disulfide Composites, Met. Finishing,1997,95,46-52[26] Tulsi S.S., Composite PTFE-Nickel Coatings for LowFriction, Finishing, 1983,7,14-15[27] Hadley J.S., Harland L.E., Electroless Nickel/PTFEComposite Coatings, Metal Finish. 1987,85,51[28] Straffelini G., Colombo D., Molinari A., Surface Dura-bility of Electroless Ni-P Composite Deposits, Wear,1999,236,179-188[29] Matsuda H., Kiyono Y., Nishira M., Takano O., Ef-fect of Cationic Surfactant on Deposition Behaviour inElectroless Ni-P-PTFE Composite Plating, J. Trans.Inst. Metal Finishing, 1994,72,55-57[30] Xiaorong L., Yongjun L., Process Research on Elec-troless Ni-P-PTFE deposition, J. Mater. Engg.,1997,11,12-15[31] Ger M.D., Hwang B.J., Effect of Surfactants on Code-position of PTFE Particles with Electroless Ni-PCoating, J. Mater. Chem. and Phy. 2002,76, 38-45[32] Yu L.G., Zhang X.S., The Friction and Wear Propertiesof Electroless Ni-Polytetraflouroethylene CompositeCoating, J. Thin Solid Film, 1994,245,98-103[33] Ramalhoa A., Miranda J.C., Friction and Wear ofElectroless NiP and NiP-PTFE Coatings, Wear,2005,259,828-834[34] Nishira M., Masayoshi K., Takano O., Frictionand Wear Characteristics of Electroless Ni-P-PTFEComposite Coatings, J. Plat. and Surf. Finish,1993,44,140-144[35] Takashi S., Shuji Y., Yuichi K., Corrosion PreventingStructure, European Pat., EP0737759A1, 1996[36] Zhao Q., Liu Y., Comparisons of Corrosion Rates ofNi-P based Composite Coatings in HCl and NaClsolutions, J. Corrosion Sci., 2005,47,2807-2815[37] Zhao Q., Liu Y., Electroless Ni-Cu-P-PTFE Com-posite Coatings and their Anticorrosion Properties,J. Surf. Coat. Technol., 2005,200,2510-2514[38] Tang J.N., Yiao S.B., Zhou S.M., Xie Y.B., Electro-less copper/PTFE Composite Coatings, J. Trans. Inst.Metal Finishing, 1995,73,129-131
[39] Zhao Q., Liu Y., Abel E.W., Effect of Cu Content inElectroless Ni-Cu-P-PTFE Composite Coatings ontheir Anti-Corrosion Properties, J. Mater. Chem. andPhy. 2004,87,332-335[40] Zhang Y.Z., Wu Y.Y., Sun K.N., Yao M., Characteriza-tion of Electroless Ni-P-PTFE Composite Deposits,J. Mater. Sci. Letters, 1998,17,119-122[41] Hamdy A.S., Shoeib M.A., Hady H., Salam O.F.A.,Corrosion Behavior of Electroless Ni-P Alloy Coat-ings Containing Tungsten or Nano-Scattered AluminaComposite in 3.5% NaCl Solution, J. Surf. Coat. Tech-nol., 2007,202,162-171[42] Erie P., Micro Plating Inc., http://www.microplating.com[43] Berrett C.S., Structure of metals, Mcgraw-Hill, NewYork, 1952[44] Fontana M.G., Greene N.D., Corrosion Engineering,2nd ed., McGraw-Hill, Inc., Singapore, 1978[45] Cullity B.D., Elements of X-Rays Diffraction,Addison-Wesley Publishing Co. Inc., Reading Mass.,U.S.A., 1956[46] Powder diffraction file, Joint Committee on PowderDiffraction Standards (JCPDS-File)[47] Mai Q.X., Structural Changes Induced by Heatingin Electroless Nickle-Phosporus Alloy, J. Thin SolidFilms, 1988,166,235-247[48] Apachitei I., Duszczyk J., Autocatalytic Nickel Coat-ings on Aluminium with Improved Abrasive Wear Re-sistance, J. Surf. Coat. Technol., 2000,132,89-98[49] Crobu M., Scorciapino A., Elsener B., Rossi A.,The Corrosion Resistance of Electroless DepositedNano-Crystalline Ni-P Alloys, J. Electrochim. Acta,2008,53,3364-3370[50] Staia M.H., Castillo E.J., Puchi E.S., Lewis B., Hin-termann H.E., Wear Performance and Mechanism ofElectroless Ni-P Coating, J. Surf. Coat. Technol.,1996, 86-87 598-602
243