corrected Proof
13
Nitrogen resource recovery from mature leachate via heat extraction technology: An engineering project application Jianying Xiong a , Chen Zhang a, * , Pinjing He b , Jun He a , Xiaodong Dai a , Wudong Li a , Xiaoying Yang c , Xueting Li d , Xiaowen Huang d and Jia Feng d a Shanghai Municipal Engineering Design Institute (Group) Co., LTD., 901 North Zhongshan Road (2nd), Shanghai, China b The State Key Laboratory of Pollution Control and Resource Reuse, School of Environmental Science and Engineering, Tongji University, 1239 Siping Road, Shanghai 200092, China c Department of Environmental Science and Engineering, Fudan University, Shanghai 200433, China d Veolia (China) Environmental Services Limited Company, Shanghai 200041, China *Corresponding author. E-mail: [email protected] WL, 0000-0003-4755-6949 ABSTRACT A large pool of ammonia in mature leachate is challenging to treat with a membrane bioreactor system to meet the discharge Standard for Pollution Control on the Landfill Site of Municipal Solid Waste in China (GB 16889-2008) without external carbon source addition. In this study, an engineering leachate treatment project with a scale of 2,000 m 3 /d was operated to evaluate the ammonia heat extraction system (AHES), which contains preheat, decomposition, steam-stripping, ammonia recovery, and centrifuge dewatering. The operation results showed that NH 3 -N concentrations of raw leachate and treated effluent from an ammonia heat extraction system (AHES) were 1,305–2,485 mg/L and 207– 541 mg/L, respectively. The ratio of COD/NH 3 -N increased from 1.40–1.84 to 7.69–28.00. Nitrogen was recovered in the form of NH 4 HCO 3 by the ammonia recovery tower with the introduction of CO 2 , wherein the mature leachate can offer 37% CO 2 consumption. The unit consump- tions of steam and power were 8.0% and 2.66 kWh/m 3 respectively, and the total operation cost of AHES was 2.06 USD per cubic metre of leachate. These results confirm that heat extraction is an efficient and cost-effective technology for the recovery of nitrogen resource from mature leachate. Key words: ammonia heat extraction system, comprehensive operation cost, mature landfill leachate, nitrogen source recovery HIGHLIGHTS • A leachate treatment engineering project with a scale of 2,000 m 3 /d was introduced. • AHES was developed for nitrogen resource recovery from mature leachate. • Nitrogen resource was recovered via the formation of NH 4 HCO 3 . • The comprehensive operation cost of AHES was 13.11 RMB/m 3 of leachate. 1. INTRODUCTION Sanitary landfill is a widely used method for solid waste disposal (Renou et al. 2008; Rowe & Yu 2012; Xiong et al. 2018). Generally, most landfills have been in service for more than ten years in China (Hagman et al. 2008; Cortez et al. 2010). Thus, landfill management inevitably encounters the problem of mature leachate treatment, which is typically characterized by a low ratio of BOD 5 /COD and high NH 3 -N concentration (Cortez et al. 2011). The typical COD/TN ratio of mature leachate is around 1–3(Pehkonen & Zhang 2002), which becomes the bottleneck of nitrogen removal by the nitrification-denitrifica- tion process. Various chemical and physical processes have been developed to treat mature leachate, including air stripping, coagulation, flocculation, and advanced oxidation processes. However, the application of these technologies mainly requires significant capital investment in equipment and burdensome daily maintenance (Amor et al. 2015; de Almeida et al. 2019). Membrane bioreactor (MBR) systems employ a combination of an active sludge system and ultrafiltration unit, which has proven to be practical and useful for leachate treatment (Oller et al. 2011; Abuabdou et al. 2018). However, denitrification requires a large This is an Open Access article distributed under the terms of the Creative Commons Attribution Licence (CC BY 4.0), which permits copying, adaptation and redistribution, provided the original work is properly cited (http://creativecommons.org/licenses/by/4.0/). © 2022 The Authors Water Science & Technology Vol 00 No 0, 1 doi: 10.2166/wst.2022.003 corrected Proof Downloaded from http://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf by guest on 31 January 2022
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of corrected Proof

corrected Proof
Downloaded from httpby gueston 31 January 2022
Nitrogen resource recovery from mature leachate via heat extraction technology:
An engineering project application
Jianying Xionga, Chen Zhanga,*, Pinjing Heb, Jun Hea, Xiaodong Daia, Wudong Li a, Xiaoying Yangc, Xueting Lid,Xiaowen Huangd and Jia Fengda Shanghai Municipal Engineering Design Institute (Group) Co., LTD., 901 North Zhongshan Road (2nd), Shanghai, Chinab The State Key Laboratory of Pollution Control and Resource Reuse, School of Environmental Science and Engineering, Tongji University, 1239 Siping Road,Shanghai 200092, Chinac Department of Environmental Science and Engineering, Fudan University, Shanghai 200433, Chinad Veolia (China) Environmental Services Limited Company, Shanghai 200041, China*Corresponding author. E-mail: [email protected]
WL, 0000-0003-4755-6949
© 2022 The Authors Water Science & Technology Vol 00 No 0, 1 doi: 10.2166/wst.2022.003
ABSTRACT
A large pool of ammonia in mature leachate is challenging to treat with a membrane bioreactor system to meet the discharge Standard for
Pollution Control on the Landfill Site of Municipal Solid Waste in China (GB 16889-2008) without external carbon source addition. In this study,
an engineering leachate treatment project with a scale of 2,000 m3/d was operated to evaluate the ammonia heat extraction system (AHES),
which contains preheat, decomposition, steam-stripping, ammonia recovery, and centrifuge dewatering. The operation results showed that
NH3-N concentrations of raw leachate and treated effluent from an ammonia heat extraction system (AHES) were 1,305–2,485 mg/L and 207–
541 mg/L, respectively. The ratio of COD/NH3-N increased from 1.40–1.84 to 7.69–28.00. Nitrogen was recovered in the form of NH4HCO3 by
the ammonia recovery tower with the introduction of CO2, wherein the mature leachate can offer 37% CO2 consumption. The unit consump-
tions of steam and power were 8.0% and 2.66 kWh/m3 respectively, and the total operation cost of AHES was 2.06 USD per cubic metre of
leachate. These results confirm that heat extraction is an efficient and cost-effective technology for the recovery of nitrogen resource from
mature leachate.
Key words: ammonia heat extraction system, comprehensive operation cost, mature landfill leachate, nitrogen source recovery
HIGHLIGHTS
• A leachate treatment engineering project with a scale of 2,000 m3/d was introduced.
• AHES was developed for nitrogen resource recovery from mature leachate.
• Nitrogen resource was recovered via the formation of NH4HCO3.
• The comprehensive operation cost of AHES was 13.11 RMB/m3 of leachate.
1. INTRODUCTION
Sanitary landfill is a widely used method for solid waste disposal (Renou et al. 2008; Rowe & Yu 2012; Xiong et al. 2018).Generally, most landfills have been in service for more than ten years in China (Hagman et al. 2008; Cortez et al. 2010). Thus,landfill management inevitably encounters the problem of mature leachate treatment, which is typically characterized by alow ratio of BOD5/COD and high NH3-N concentration (Cortez et al. 2011). The typical COD/TN ratio of mature leachateis around 1–3 (Pehkonen & Zhang 2002), which becomes the bottleneck of nitrogen removal by the nitrification-denitrifica-
tion process.Various chemical and physical processes have been developed to treat mature leachate, including air stripping, coagulation,
flocculation, and advanced oxidation processes. However, the application of these technologies mainly requires significant
capital investment in equipment and burdensome daily maintenance (Amor et al. 2015; de Almeida et al. 2019). Membranebioreactor (MBR) systems employ a combination of an active sludge system and ultrafiltration unit, which has proven to bepractical and useful for leachate treatment (Oller et al. 2011; Abuabdou et al. 2018). However, denitrification requires a large
This is an Open Access article distributed under the terms of the Creative Commons Attribution Licence (CC BY 4.0), which permits copying, adaptation and
redistribution, provided the original work is properly cited (http://creativecommons.org/licenses/by/4.0/).
://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf

Water Science & Technology Vol 00 No 0, 2
corrected Proof
Downloaded frby gueston 31 January
amount of external carbon source, thereby limiting its application for mature leachate treatment (Bui Xuan et al. 2013;Amaral et al. 2017). Additionally, the high initial investment associated with conventional leachate treatment has led to adesire for novel technologies for NH3-N removal or recovery, especially for mature leachate, as well as the wastewater (Leet al. 2021).
In the biological treatment process, an appropriate chemical oxygen demand/total nitrogen (COD/TN) ratio is preferred toenhance the denitrification of mature leachate. For example, the reduction in NH3-N concentration of biological denitrifica-tion treatments influent could decrease the need for an external carbon source. Efforts to reduce operational cost and utilizenitrogen resources have increased the urgency to develop efficient NH3-N recovery technologies for mature leachate (Zhang
et al. 2013; Li et al. 2018). Presently, air-stripping and steam-stripping systems are the effective methods for NH3-H recoveryfrom mature leachate. In the nitrogen air stripping process, a pH greater than 10 should be maintained in the stripping tower,and then adjusted downward to 7–8 for subsequent treatment, thus the cost is mainly the NaOH and H2SO4 reagents’ purchase.
What’s worse, the addition of H2SO4 will react with Ca2þ, which generates CaSO4 and causes the membrane blockage phenom-enon. And further, the yield of concentrate increases, which also decreases the effluent yield and increases the operation cost.Additionally, the removal efficiency of NH3-N is greatly affected by temperature. Due to the problems of complex control,
unstable operation, difficult recovery of product and secondary pollution, the air-stripping process for NH3-N removal hasonly been employed in the Shenzhen Xiaping landfill leachate treatment plant at a scale of 1,500 m3/d.
As a consequence, it is necessary to develop a cost-effective technique for the removal of high concentrations of NH3-N in
mature leachate. Due to the advantages of high efficiency, simplicity and environmental sustainability, heat extraction tech-nology has proven to be a valid alternative for ammonia nitrogen recovery from mature leachate (He et al. 2015; Yuan et al.2016).
In an ammonia heat extraction system (AHES), steam is used as the carrier. The steam-stripping process has been deter-
mined to be more cost-effective than conventional air stripping based on the energy cost of waste steam (Höhne &Niemeyer 2001; Xiong et al. 2018). Furthermore, the negative pressure steam stripping process is a promising technologyfor recovering ammonia nitrogen in mature leachate because of the low boiling point of water and the decomposition of
HCO3� under negative pressure (Teichgraber & Stein 1994). Our previous publication showed that an average NH3-N recov-
ery efficiency of 82.03% was obtained from mature leachate by using a pilot-scale (8–10 m3/d) negative pressure steam-stripping technology (Xiong et al. 2018). However, for the verification of technical validation, this engineering AHES had
a significant difference from the pilot -scale experiment because of the cost and facilities investment differential.Aiming at nitrogen recovery and improving COD/TN of mature leachate, the AHES was established in this engineering
project, based on the technical parameters of pilot-scale performance. The objectives of this study include (1) to evaluatethe operational viability of heat extraction technology for nitrogen recovery from mature leachate in Shanghai Laogang Land-
fill, China; and (2) to assess the cost-effectiveness of the AHES in terms of material balance, energy consumption, andoperational cost. The results of this study can also be applied to other nitrogen resource recovery engineering for theliquid digestate of food waste and sludge anaerobic digestion treatment.
2. MATERIALS AND METHODS
2.1. Characteristics of leachate
The mature leachate was collected from the Laogang Municipal Solid Waste Landfill in Shanghai, China (Figure S1). Thephysical and chemical properties of the leachate are listed in Table 1.
2.2. Technological process and operation
The workflow of AHES is presented in Figure 1. The raw leachate was pumped to a preheater and heated by the effluent of thesteam-stripping tower, of which the temperature is 80–90 °C. After preheating, the temperature of leachate was increased to
60–70 °C, and leachate entered the decomposition tower with the internal pressure being 6.96–9.57 psi. Saturated steam wassimultaneously introduced to the decomposition tower for further heating the preheated leachate, dissociating HCO3
� andincreasing pH. Furthermore, the effluent from the decomposition tower was pumped to the steam-stripping tower with an
internal pressure of 8.12–10.73 psi, which is not an absolute or complete vacuum process. The ammonia steam was returnedto the decomposition tower to maintain the temperature at 80–85 °C. The effluent ammonia steam from the decompositiontower was introduced to the condenser for gas-liquid separation. Ammonia steam was adsorbed by the vacuum-ammonia
om http://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf
2022

Table 1 | Characteristics of the mature leachate used in this study
Items Unit Maximum Minimum Average
COD mg/L 4560 3570 3811
NH3-N mg/L 2720 2175 2472
Alkalinity mgCaCO3/L 14324 12540 13524
Hardness (Ca and Mg) mg/L 648 572 622
TSS mg/L 200 120 170
pH – 8.46 8.00 8.29
Note: the sampling numbers of COD, NH3-N, alkalinity, hardness, TSS, and pH analysis were 30, 30, 8, 4, 4, and 30, respectively.
Figure 1 | Schematic diagram of the heat extraction technology for ammonia recovery. (note: P represents the pump).
Water Science & Technology Vol 00 No 0, 3
corrected Proof
Downloaded from httpby gueston 31 January 2022
absorption integrated device therein; because of the system settings, there is no absolute vacuum. Finally, the ammoniumbicarbonate was formed and subsequently precipitated from the supersaturated solution in the ammonia recovery towerwith an operating temperature of 35.4–39.4 °C.
2.3. General layout and design parameters of AHES
The general layout is shown in Figure 2, and the actual engineering project and primary devices lists of AHES are shown inFigure S2 and Table S1, respectively. The engineering project was started in April, and the trial operation began in May 2018.Results from trial operation fromMay to August 2018 showed that the NH3-N concentrations of the influent and effluent were
2,220–3,910 mg/L and 325–1,000 mg/L, respectively. The AHES was conducted for stable operation with a hydraulic loadingof 2,000 m3/d for 30 days from April 19 to May 21, 2019. It should be noted that the steam-stripping tower was cleaned fromMay 1 to May 3, and the power was cut off on May 6. In this period, the treatment capacity was 1,000 m3/d. Therefore, the
total treated leachate was 63,123 m3 during the performance test.
2.4. Actual NH3-N concentration calculation
In this study, based on the mass balance and practical engineering project (2,000 t/d treatment scale) in Laogang MSW land-fill, the actual NH3-N concentration was calculated as Equation (1). Wherein, the parameters based on the work from the
://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf
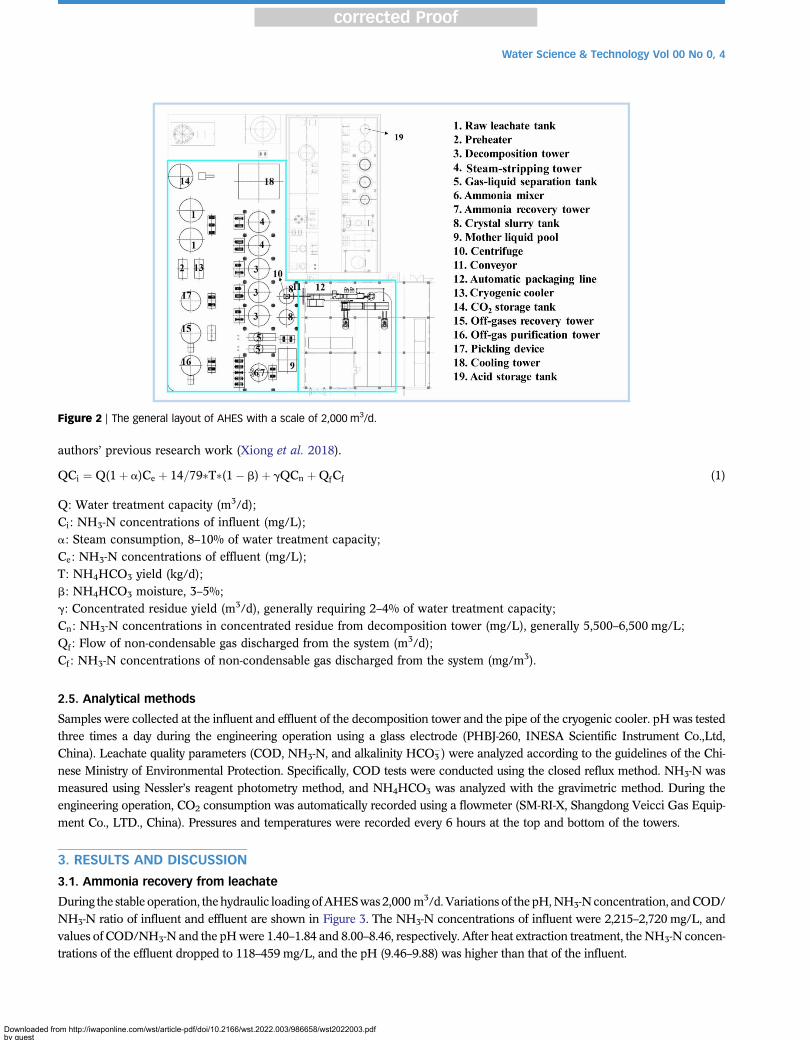
Figure 2 | The general layout of AHES with a scale of 2,000 m3/d.
Water Science & Technology Vol 00 No 0, 4
corrected Proof
Downloaded frby gueston 31 January
authors’ previous research work (Xiong et al. 2018).
QCi ¼ Q(1þ a)Ce þ 14=79�T�(1� b)þ gQCn þQfCf (1)
Q: Water treatment capacity (m3/d);
Ci: NH3-N concentrations of influent (mg/L);a: Steam consumption, 8–10% of water treatment capacity;Ce: NH3-N concentrations of effluent (mg/L);
T: NH4HCO3 yield (kg/d);b: NH4HCO3 moisture, 3–5%;g: Concentrated residue yield (m3/d), generally requiring 2–4% of water treatment capacity;Cn: NH3-N concentrations in concentrated residue from decomposition tower (mg/L), generally 5,500–6,500 mg/L;
Qf: Flow of non-condensable gas discharged from the system (m3/d);Cf: NH3-N concentrations of non-condensable gas discharged from the system (mg/m3).
2.5. Analytical methods
Samples were collected at the influent and effluent of the decomposition tower and the pipe of the cryogenic cooler. pH was testedthree times a day during the engineering operation using a glass electrode (PHBJ-260, INESA Scientific Instrument Co.,Ltd,China). Leachate quality parameters (COD, NH3-N, and alkalinity HCO3
�) were analyzed according to the guidelines of the Chi-
nese Ministry of Environmental Protection. Specifically, COD tests were conducted using the closed reflux method. NH3-N wasmeasured using Nessler’s reagent photometry method, and NH4HCO3 was analyzed with the gravimetric method. During theengineering operation, CO2 consumption was automatically recorded using a flowmeter (SM-RI-X, Shangdong Veicci Gas Equip-
ment Co., LTD., China). Pressures and temperatures were recorded every 6 hours at the top and bottom of the towers.
3. RESULTS AND DISCUSSION
3.1. Ammonia recovery from leachate
During the stable operation, thehydraulic loadingofAHESwas2,000 m3/d.Variations of the pH,NH3-Nconcentration, andCOD/
NH3-N ratio of influent and effluent are shown in Figure 3. The NH3-N concentrations of influent were 2,215–2,720 mg/L, andvalues of COD/NH3-N and the pHwere 1.40–1.84 and 8.00–8.46, respectively. After heat extraction treatment, theNH3-N concen-trations of the effluent dropped to 118–459 mg/L, and the pH (9.46–9.88) was higher than that of the influent.
om http://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf
2022
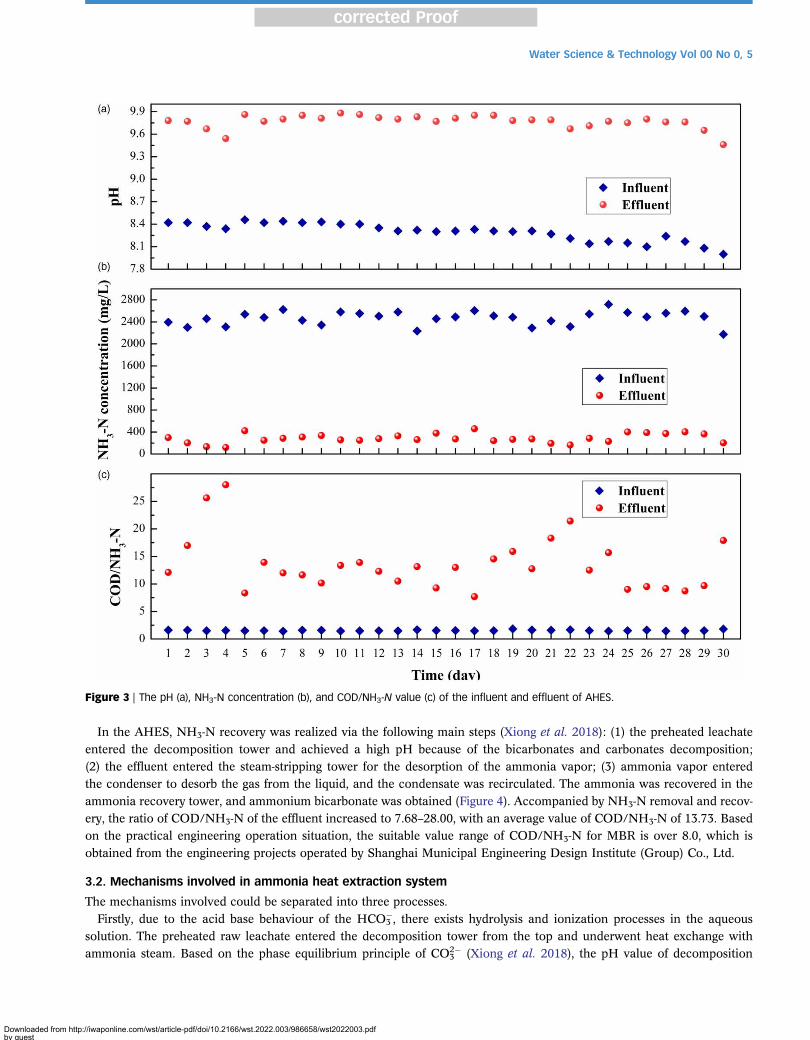
Figure 3 | The pH (a), NH3-N concentration (b), and COD/NH3-N value (c) of the influent and effluent of AHES.
Water Science & Technology Vol 00 No 0, 5
corrected Proof
Downloaded from httpby gueston 31 January 2022
In the AHES, NH3-N recovery was realized via the following main steps (Xiong et al. 2018): (1) the preheated leachate
entered the decomposition tower and achieved a high pH because of the bicarbonates and carbonates decomposition;(2) the effluent entered the steam-stripping tower for the desorption of the ammonia vapor; (3) ammonia vapor enteredthe condenser to desorb the gas from the liquid, and the condensate was recirculated. The ammonia was recovered in the
ammonia recovery tower, and ammonium bicarbonate was obtained (Figure 4). Accompanied by NH3-N removal and recov-ery, the ratio of COD/NH3-N of the effluent increased to 7.68–28.00, with an average value of COD/NH3-N of 13.73. Basedon the practical engineering operation situation, the suitable value range of COD/NH3-N for MBR is over 8.0, which is
obtained from the engineering projects operated by Shanghai Municipal Engineering Design Institute (Group) Co., Ltd.
3.2. Mechanisms involved in ammonia heat extraction system
The mechanisms involved could be separated into three processes.
Firstly, due to the acid base behaviour of the HCO3�, there exists hydrolysis and ionization processes in the aqueous
solution. The preheated raw leachate entered the decomposition tower from the top and underwent heat exchange withammonia steam. Based on the phase equilibrium principle of CO3
2� (Xiong et al. 2018), the pH value of decomposition
://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf
Figure 4 | Ammonium bicarbonate obtained from AHES.
Water Science & Technology Vol 00 No 0, 6
corrected Proof
Downloaded frby gueston 31 January
tower effluent was 9.46–9.88 to motivate the decomposition of HCO3� into CO3
2� and CO2, increasing the concentration offree ammonia. The main chemical reactions are represented by Equations (2)–(4) in the decomposition tower.
HCO�3 þH2OOH2CO3 þOH� (2)
H2CO3 O CO2 þH2O (3)
HCO�3 OHþ þ CO2�
3 (4)
In the engineering project, the internal pressure of the decomposition tower was 6.96–9.57 psi, and the corresponding boil-
ing point was 80.6–87.6 °C. However, the actual detected temperatures at the top (import) and bottom (export) of thedecomposition tower were 68.9–78.3 °C and 76.8–85.4 °C, respectively. It indicated the adequate decomposition reactions,and the preheated raw leachate was further heated.
Secondly, the saturated steam was then introduced under negative pressure, and the free ammonia was transferred intothe vapor from leachate, and ammonia-containing steam was formed. These processes occurred in the steam-strippingtower. The internal pressure of the steam-stripping tower was 8.12–10.73 psi, and the corresponding boiling point was
83.7–90.6 °C. The actual detected temperatures at the top and bottom of the steam-stripping tower were 78.7–87.9 °C and85.5–92.0 °C, respectively. The leachate was in a completely boiling state at the tower bottom. The external saturatedsteam further contributed to the desorption of free ammonia.
Finally, the ammonia-containing steam was returned to the decomposition tower for heat recovery and then was intro-
duced into the condenser by the ammonia absorption device. Subsequently, the NH3-N in steam was absorbed by waterand interacted with CO2 to form NH4HCO3 in the ammonia recovery tower. NH4HCO3 saturated solution that was dis-charged from the ammonia recovery tower was further cooled and centrifuged to obtain ammonium bicarbonate products,
to realize nitrogen resource recovery. The involved reactions are shown in Equations (5) and (6).
NH3 þH2O ¼ NH3�H2Oþ heat (5)
NH3�H2Oþ CO2 ¼ NH4HCO3 þ heat (6)
3.3. Factors affecting ammonia recovery
3.3.1. Effect of temperature
The temperature was a significant factor for the equilibrium concentration of ammonia in the gas-liquid equilibrium. The solu-bility of NH3 in wastewater decrease with increasing temperature under specific pressure, and the relationship between
solubility and temperature is shown in Table 2. In AHES, the temperatures of preheated leachate and the effluent fromthe decomposition tower were 60–65 °C and 80–85 °C, respectively, leading to a high NH3-N recovery efficiency. When dis-solved in water, NH3-N reacts to form NH3·H2O, which is alkaline because of the ionization process represented by
om http://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf
2022

Table 2 | The solubility of NH3 in wastewater at different temperatures (wt%)
Temperature (°C) 0 10 20 30 40 50 60 70 80
Solubility 47.3 40.6 34.6 29.1 24.0 19.0 14.4 10.0 6.1
Water Science & Technology Vol 00 No 0, 7
corrected Proof
Downloaded from httpby gueston 31 January 2022
Equations (7) and (8)
NH3 þH2OONH3�H2OONHþ4 þOH� (7)
NH3�H2OONH3 þH2O (8)
3.3.2. Effect of pH
The NH3-N dissociation rate with respect to pH and temperature is presented in Table 3.Most of the ammonia nitrogen in raw leachate was in the form of ammonium ion (NH4
þ) and free ammonia (NH3), and thetransformation process is represented by Equation (9) (Bonmati & Flotats 2003). At room temperature and pH 7.0, ammonia
nitrogen exists in the form of NH4þ. As pH increases, NH4
þ is dissociated to free ammonia. When the pH was 11.0, the pro-portion of free ammonia reached 98% and was not affected by temperature.
NHþ4 þOH� ONH3 þH2O (9)
3.3.3. Effect of pressure
InAHES,NH3-N recovery ismainly based on the gas-liquid equilibriumprinciple (Adumitroaie et al. 2014). The gas-liquid equi-librium of the ammonia-water system under different pressures are represented in Table 4 (Tang et al. 2002). As seen from the
equilibrium pressure table, the ammonia content in both the gas and liquid phases decreased with the decrease of pressure.
3.3.4. Engineering advantages for ammonia recovery
In the 2,000 m3/d ammonia recovery engineering project, the operation was automatic and continuous, which could ensure
the ammonia recovery stability. However, in the pilot-scale study with a scale of 8–10 m3/d (Xiong et al. 2018), the operationwas indirect and manual, which caused low operation efficiency. Meanwhile, the lack of preheater and steam return systemled to loss of ammonia. And the nonuniformity of mass and heat transfer was the other drawback of the pilot scale.
3.4. Material consumption and balance analysis
3.4.1. Material balance analysis
During the stable operation of the AHES, the total amounts of NH3-N recovered and NH4HCO3 generated were 123.83 t and
495.92 t (moisture content of 97%), respectively. Equation (1) could express the material balance of NH3-N. The observedremoval efficiency of NH3-N was calculated based on the daily treated water volume, NH3-N concentrations of the influentand effluent, steam consumption, and the amount of NH3-N removed by the concentrated residue. The actual removal effi-
ciency was calculated based on the actual daily production of NH4HCO3. The difference between both calculations is shownin Figure 5.
Table 3 | The dissociation rates of NH3-N for different pH and temperature values (wt%)
pH 20 °C 30 °C 35 °C
9.0 25% 50% 58%
9.5 60% 80% 83%
10.0 80% 90% 93%
11.0 98% 98% 98%
://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf
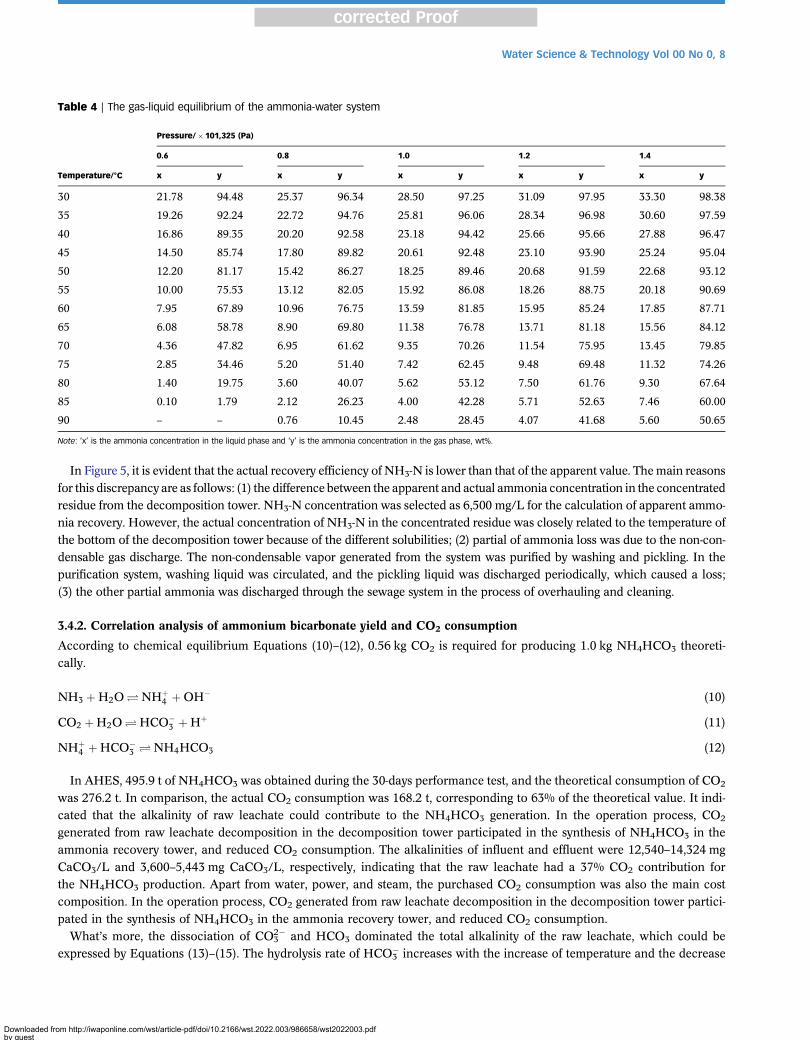
Table 4 | The gas-liquid equilibrium of the ammonia-water system
Temperature/°C
Pressure/� 101,325 (Pa)
0.6 0.8 1.0 1.2 1.4
x y x y x y x y x y
30 21.78 94.48 25.37 96.34 28.50 97.25 31.09 97.95 33.30 98.38
35 19.26 92.24 22.72 94.76 25.81 96.06 28.34 96.98 30.60 97.59
40 16.86 89.35 20.20 92.58 23.18 94.42 25.66 95.66 27.88 96.47
45 14.50 85.74 17.80 89.82 20.61 92.48 23.10 93.90 25.24 95.04
50 12.20 81.17 15.42 86.27 18.25 89.46 20.68 91.59 22.68 93.12
55 10.00 75.53 13.12 82.05 15.92 86.08 18.26 88.75 20.18 90.69
60 7.95 67.89 10.96 76.75 13.59 81.85 15.95 85.24 17.85 87.71
65 6.08 58.78 8.90 69.80 11.38 76.78 13.71 81.18 15.56 84.12
70 4.36 47.82 6.95 61.62 9.35 70.26 11.54 75.95 13.45 79.85
75 2.85 34.46 5.20 51.40 7.42 62.45 9.48 69.48 11.32 74.26
80 1.40 19.75 3.60 40.07 5.62 53.12 7.50 61.76 9.30 67.64
85 0.10 1.79 2.12 26.23 4.00 42.28 5.71 52.63 7.46 60.00
90 – – 0.76 10.45 2.48 28.45 4.07 41.68 5.60 50.65
Note: ‘x’ is the ammonia concentration in the liquid phase and ‘y’ is the ammonia concentration in the gas phase, wt%.
Water Science & Technology Vol 00 No 0, 8
corrected Proof
Downloaded frby gueston 31 January
In Figure 5, it is evident that the actual recovery efficiency of NH3-N is lower than that of the apparent value. Themain reasons
for this discrepancy are as follows: (1) the difference between the apparent and actual ammonia concentration in the concentratedresidue from the decomposition tower. NH3-N concentration was selected as 6,500 mg/L for the calculation of apparent ammo-nia recovery. However, the actual concentration of NH3-N in the concentrated residue was closely related to the temperature of
the bottom of the decomposition tower because of the different solubilities; (2) partial of ammonia loss was due to the non-con-densable gas discharge. The non-condensable vapor generated from the system was purified by washing and pickling. In thepurification system, washing liquid was circulated, and the pickling liquid was discharged periodically, which caused a loss;
(3) the other partial ammonia was discharged through the sewage system in the process of overhauling and cleaning.
3.4.2. Correlation analysis of ammonium bicarbonate yield and CO2 consumption
According to chemical equilibrium Equations (10)–(12), 0.56 kg CO2 is required for producing 1.0 kg NH4HCO3 theoreti-cally.
NH3 þH2OONHþ4 þOH� (10)
CO2 þH2OOHCO�3 þHþ (11)
NHþ4 þHCO�
3 ONH4HCO3 (12)
In AHES, 495.9 t of NH4HCO3 was obtained during the 30-days performance test, and the theoretical consumption of CO2
was 276.2 t. In comparison, the actual CO2 consumption was 168.2 t, corresponding to 63% of the theoretical value. It indi-cated that the alkalinity of raw leachate could contribute to the NH4HCO3 generation. In the operation process, CO2
generated from raw leachate decomposition in the decomposition tower participated in the synthesis of NH4HCO3 in theammonia recovery tower, and reduced CO2 consumption. The alkalinities of influent and effluent were 12,540–14,324 mg
CaCO3/L and 3,600–5,443 mg CaCO3/L, respectively, indicating that the raw leachate had a 37% CO2 contribution forthe NH4HCO3 production. Apart from water, power, and steam, the purchased CO2 consumption was also the main costcomposition. In the operation process, CO2 generated from raw leachate decomposition in the decomposition tower partici-
pated in the synthesis of NH4HCO3 in the ammonia recovery tower, and reduced CO2 consumption.What’s more, the dissociation of CO3
2� and HCO3 dominated the total alkalinity of the raw leachate, which could beexpressed by Equations (13)–(15). The hydrolysis rate of HCO3
� increases with the increase of temperature and the decrease
om http://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf
2022
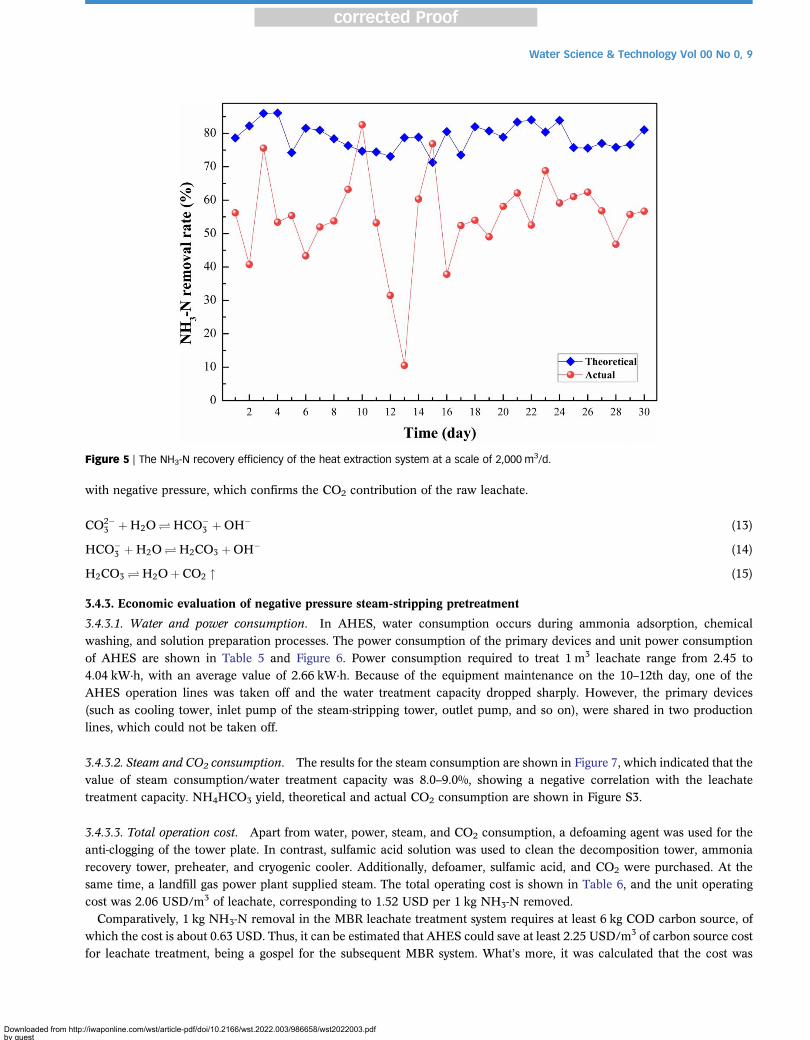
Figure 5 | The NH3-N recovery efficiency of the heat extraction system at a scale of 2,000 m3/d.
Water Science & Technology Vol 00 No 0, 9
corrected Proof
Downloaded from httpby gueston 31 January 2022
with negative pressure, which confirms the CO2 contribution of the raw leachate.
CO2�3 þH2OOHCO�
3 þOH� (13)
HCO�3 þH2OOH2CO3 þOH� (14)
H2CO3 OH2Oþ CO2 " (15)
3.4.3. Economic evaluation of negative pressure steam-stripping pretreatment
3.4.3.1. Water and power consumption. In AHES, water consumption occurs during ammonia adsorption, chemicalwashing, and solution preparation processes. The power consumption of the primary devices and unit power consumption
of AHES are shown in Table 5 and Figure 6. Power consumption required to treat 1 m3 leachate range from 2.45 to4.04 kW·h, with an average value of 2.66 kW·h. Because of the equipment maintenance on the 10–12th day, one of theAHES operation lines was taken off and the water treatment capacity dropped sharply. However, the primary devices
(such as cooling tower, inlet pump of the steam-stripping tower, outlet pump, and so on), were shared in two productionlines, which could not be taken off.
3.4.3.2. Steam and CO2 consumption. The results for the steam consumption are shown in Figure 7, which indicated that thevalue of steam consumption/water treatment capacity was 8.0–9.0%, showing a negative correlation with the leachatetreatment capacity. NH4HCO3 yield, theoretical and actual CO2 consumption are shown in Figure S3.
3.4.3.3. Total operation cost. Apart from water, power, steam, and CO2 consumption, a defoaming agent was used for theanti-clogging of the tower plate. In contrast, sulfamic acid solution was used to clean the decomposition tower, ammonia
recovery tower, preheater, and cryogenic cooler. Additionally, defoamer, sulfamic acid, and CO2 were purchased. At thesame time, a landfill gas power plant supplied steam. The total operating cost is shown in Table 6, and the unit operatingcost was 2.06 USD/m3 of leachate, corresponding to 1.52 USD per 1 kg NH3-N removed.
Comparatively, 1 kg NH3-N removal in the MBR leachate treatment system requires at least 6 kg COD carbon source, ofwhich the cost is about 0.63 USD. Thus, it can be estimated that AHES could save at least 2.25 USD/m3 of carbon source costfor leachate treatment, being a gospel for the subsequent MBR system. What’s more, it was calculated that the cost was
://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf

Table 5 | Power consumption of primary devices in ammonia heat extraction system
No. Items Rated capacity (kW) Amount Run time (h) Energy consumption (kWh)
1 Centrifuge 30 1 8 240
2 Packer 25 1 8 200
3 Cooling tower 15 1 24 360
4 Inlet pump of decomposition tower 11 2 24 528
5 Sewage pump 7.5 2 2 30
6 Inlet pump of steam-stripping tower 11 2 24 528
7 Outlet pump 15 2 24 720
8 Reflux pump 1.5 2 24 72
9 Absorption circulating pump 18.5 5 24 2,220
10 Discharge pump 4 1 8 32
11 Mother liquid pump 4 1 8 32
12 Circulating pump for ammonia recovery 4 1 24 96
13 Pickling circulating pump 11 1 1 11
14 Agitator of crystal slurry tank 7.5 2 24 360
15 Agitator of mother liquid 7.5 1 24 180
16 Induced draft fan 15 1 24 360
17 Circulating pump for purification tower 4 1 24 96
18 Circulating pump for cooling water 45 1 24 1,080
19 Draught fan for cooling water 15 1 24 360
20 Air compressor 4.8 1 24 115.2
21 Vacuum absorption pump 37 1 24 888
Total installed power 8,268.2
Figure 6 | Unit power consumption of the ammonia heat extraction system.
Water Science & Technology Vol 00 No 0, 10
corrected Proof
Downloaded from http://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdfby gueston 31 January 2022

Figure 7 | Steam consumption and leachate treatment capacity of AHES.
Table 6 | The total operation cost of AHES during the stable operation
Name Total consumption Unit consumption Unit price Unit cost (USD /m3 leachate)
1. Defoamer consumption 2.85 t 0.045 kg/m3 2.36 USD/kg 0.11
2. Sulfamic acid consumption 8.20 t 0.130 kg/m3 1.02 USD /kg 0.13
3. CO2 consumption 168.20 t 2.66 kg/m3 0.14 USD /kg 0.38
4. Steam consumption 5,040.00 t 80.00 kg/m3 0.013 USD /kg 1.00
5. Water consumption 2,520.00 t 40.00 kg/m3 0.55 USD /kg 0.02
6. Power consumption 167,639.00 kWh 2.66 kWh/m3 0.16 USD /kWh 0.42
Comprehensive operation cost 2.06
Note: the unit consumption was based on the total treatment capacity of 63,123 m3 leachate.
Water Science & Technology Vol 00 No 0, 11
corrected Proof
Downloaded from httpby gueston 31 January 2022
262.21 USD/t for NH4HCO3 recovery. Compared with a conventional MBR system, the comprehensive investment washigher for AHES, while the N resource revovery was an obvious advantage.
3.5. Utilization of recovered ammonia
Ammonia recovered from leachate could be utilized as follows: (1) nitrogen resource recovered in the form of ammoniumbicarbonate from the centrifuge could be marketed as commercial-grade ammonium bicarbonate; (2) ammonia waterobtained from the condenser is the common reductant in the selective non-catalytic reduction (SNCR) process of a municipal
solid waste incineration plant, because of its lower negative impact than urea on boiler efficiency (Gholami et al. 2020). Com-mercial ammonia used in the SNCR process usually needs to be diluted to 5–15 wt% to ensure that the ammonia spray gunhas enough jet power and atomization effect. In this engineering project, the concentration of ammonia water obtained from
the condenser was 10 wt%, which was suitable for direct application in SNCR.
3.6. Pollution control for AHES
Exhaust gas mainly contained non-condensable gas and escaped ammonia. These non-condensable components were treatedvia the process of ‘acid absorptionþ pickling purificationþ activated sludge purification’, and the purified gas was induced to
://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf

Water Science & Technology Vol 00 No 0, 12
corrected Proof
Downloaded frby gueston 31 January
2–3 m below the aerobic section of the MBR system in the leachate treatment plant. Ammonia pollution seriously threatens
human health and adversely impacts environmental security (Roman et al. 2013). Therefore, effective measures should beundertaken to control the escape of NH3 during normal operations, maintenance, and accident conditions. Additionally,ammonia would escape from the processes of storage, dehydration, transportation, and packing of ammonium bicarbonate-satu-
rated solution, as well the affiliated mother liquor pool in AHES. Correspondingly, the main control measures includedabsorption by water, sealing the devices, and wastewater collection.
During the operation of the decomposition tower, CO32� was generated because of HCO3
� dissociation. Subsequently, CO32�
interacted with Ca2þ and Mg2þ and formed precipitates (CaCO3 and MgCO3), which should be removed periodically.
Besides, due to the high NH3-N concentration (5,500–6,500 mg/L) of the concentrated residue, appropriate measuresshould be implemented to inhibit odor emission. In this engineering project, a sedimentation tank and buffer tank were uti-lized. The concentrated residue was initially discharged to the sedimentation tank via pumping. The supernatant then flowed
to the buffer tank through gravity and was then pumped to the collecting tank. The sludge at the bottom of the sedimentationtank was transported to the landfill for disposal.
Besides, drainage ditches equipped with drainage pipes were built around the AHES, which serviced the wastewater dis-
charged from the maintenance process of devices. After that, the wastewater was disposed of with the leachate.
3.7. Implication and outlook
The imbalance of COD/TN is the critical limiting factor for mature leachate. The carbon source addition is necessary to rea-lize the TN discharge standard by nitrification-denitrification processes, which not only high cost but also has a lack ofstorage pool capacity. The innovation AHES developed in this study can solve the problem via the transformation of ammo-
nia nitrogen into ammonium bicarbonate to significantly reduce the nitrogen load. Moreover, the recovered ammoniumbicarbonate product obtained was pure white crystal, which has the moisture and purity of 5% and 99.99%, respectively.Therefore, the ammonium bicarbonate product has good quality and can be used as organic fertilizer. The results of the engin-
eering project show that the AHES has demonstration significance and innovation for high ammonia wastewater treatment.While the influence of raw leachate quality and secondary pollution on AHES operation stability should be emphasized.
4. CONCLUSIONS
The high NH3-N and low ratio of COD/NH3-N in mature landfill leachate result in operational difficulties and high treatmentcosts. This engineering project successfully recovers nitrogen resources from mature leachate by using AHES. (i) The resultsof the 30-days operation shows that NH3-N concentrations of raw leachate were reduced from 1,305–2,485 mg/L to 207–
541 mg/L, the removal rate was 62–90%. Thereby, the COD/NH3-N ratio increased from 1.40–1.84 to 7.69–28.00 (with anaverage of 13.73), being a suitable range for biological nitrogen removal by the MBR system. (ii) Nitrogen resource was recov-ered via the formation of NH4HCO3 in the ammonia recovery tower with the introduction of CO2. Based on the material
balance of NH4HCO3 production, the mature leachate can offer 37% CO2 consumption. (iii) The total operation cost ofAHES was 2.06 USD per cubic metre of leachate, equal to 1.52 USD/kg of NH3-N removal. AHES could save at least2.24 USD/m3 of carbon source cost in the subsequent MBR system. The innovation AHES developed in this study, freeammonia is removed from leachate by forming NH4HCO3, which has various applications in industry and agriculture. In
the engineering operation process for mature landfill leachate treatment, a relatively low unit operating cost of the MBRsystem with AHES pretreatment could reduce energy consumption prominently.
ACKNOWLEDGEMENTS
The authors are grateful for the support of the State Key Laboratory of Pollution Control and Resource Reuse, Tongji Univer-sity (Shanghai, China), Shanghai Laogang MSW Treatment Co., Ltd, (Shanghai, China), and the Anhui Plumem TechnologyCo., Ltd (Hefei, China) for their technical support in this research.
DATA AVAILABILITY STATEMENT
All relevant data are included in the paper or its Supplementary Information.
om http://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf
2022

Water Science & Technology Vol 00 No 0, 13
corrected Proof
Downloaded from httpby gueston 31 January 2022
REFERENCES
Abuabdou, S. M. A., Bashir, M. J. K., Aun, N. C. & Sethupathi, S. 2018 Applicability of anaerobic membrane bioreactors for landfill leachatetreatment: Review and opportunity. In: 4th International Conference on Civil and Environmental Engineering for Sustainability.
Adumitroaie, V., Gulkis, S. & Oyafuso, F. 2014 Ammonia-water solution cloud modeling of gas giant planets via phase equilibriumcalculations. In: 2014 Ieee Aerospace Conference.
Amaral, M. C. S., Gomes, R. F., Brasil, Y. L., Oliveira, S. M. A. & Moravia, W. G. 2017 Performance evaluation of startup for a yeastmembrane bioreactor (MBRy) treating landfill leachate. Journal of Environmental Science and Health Part a-Toxic/HazardousSubstances & Environmental Engineering 52, 1352–1360.
Amor, C., De Torres-Socias, E., Peres, J. A., Maldonado, M. I., Oller, I., Malato, S. & Lucas, M. S. 2015 Mature landfill leachate treatment bycoagulation/flocculation combined with Fenton and solar photo-Fenton processes. Journal of Hazardous Materials 286, 261–268.
Bonmati, A. & Flotats, X. 2003 Air stripping of ammonia from pig slurry: characterisation and feasibility as a pre- or post-treatment tomesophilic anaerobic digestion. Waste Management 23, 261–272.
Bui Xuan, T., Nguyen Phuoc, D. & Visvanathan, C. 2013 Low flux submerged membrane bioreactor treating high strength leachate from asolid waste transfer station. Bioresource Technology 141, 25–28.
Cortez, S., Teixeira, P., Oliveira, R. & Mota, M. 2010 Ozonation as polishing treatment of mature landfill leachate. Journal of HazardousMaterials 182, 730–734.
Cortez, S., Teixeira, P., Oliveira, R. & Mota, M. 2011 Mature landfill leachate treatment by denitrification and ozonation. ProcessBiochemistry 46, 148–153.
De Almeida, R., Costa, A. M., Oroski, F. d. A. & Campos, J. C. 2019 Evaluation of coagulation-flocculation and nanofiltration processes inlandfill leachate treatment. Journal of Environmental Science and Health Part a-Toxic/Hazardous Substances & EnvironmentalEngineering 54, 1091–1098.
Gholami, F., Tomas, M., Gholami, Z. & Vakili, M. 2020 Technologies for the nitrogen oxides reduction from flue gas: a review. Science of theTotal Environment 714, 136712.1–136712.26.
Hagman, M., Heander, E. & Jansen, J. L. C. 2008 Advanced oxidation of refractory organics in leachate – potential methods and evaluation ofbiodegradability of the remaining substrate. Environmental Technology 29, 941–946.
He,C.,Wang,K., Yang, Y.,Amaniampong, P.N.&Wang, J.-Y. 2015Effective nitrogen removal and recovery fromdewatered sewage sludgeusing anovel integrated system of accelerated hydrothermal deamination and air stripping. Environmental Science & Technology 49, 6872–6880.
Höhne, J. & Niemeyer, B. 2001 Elimination of hazardous components from fine-grained particles and sludges by the application of the steamstripping process. In: Treatment of Contaminated Soil: Fundamentals, Analysis, Applications (Stegmann, R., Brunner, G., Calmano, W.& Matz, G., eds). Springer Berlin Heidelberg, Berlin, Heidelberg, pp. 531–546.
Le, V.-G., Vo, D.-V. N., Nguyen, N.-H., Shih, Y.-J., Vu, C.-T., Liao, C.-H. & Huang, Y.-H. 2021 Struvite recovery from swine wastewater usingfluidized-bed homogeneous granulation process. Journal of Environmental Chemical Engineering 9, 105019.
Li, X., Yuan, Y., Wang, F., Huang, Y., Qiu, Q.-T., Yi, Y. & Bi, Z. 2018 Highly efficient of nitrogen removal frommature landfill leachate using acombined DN-PN-Anammox process with a dual recycling system. Bioresource Technology 265, 357–364.
Oller, I., Malato, S. & Sanchez-Perez, J. A. 2011 Combination of Advanced Oxidation Processes and biological treatments for wastewaterdecontamination-a review. Science of the Total Environment 409, 4141–4166.
Pehkonen, S. O. & Zhang, Q. 2002 The degradation of organophosphorus pesticides in natural waters: a critical review. Critical Reviews inEnvironmental Science and Technology 32, 17–72.
Renou, S., Givaudan, J. G., Poulain, S., Dirassouyan, F. & Moulin, P. 2008 Landfill leachate treatment: review and opportunity. Journal ofHazardous Materials 150, 468–493.
Roman, M., Idrees, M. & Scholar, M. 2013 A qualitative study of causes and effects of air pollution on human health in Faisalabad Pakistan.International Journal of Environment, Ecology, Family and Urban Studies (IJEEFUS) 3, 139–146.
Rowe, R. K. & Yu, Y. 2012 Clogging of finger drain systems in MSW landfills. Waste Management 32, 2342–2352.Tang, Z. J., Chen, Z. & Ou Yang, Y. D. 2002 New relation of ammonia synthesis reaction heat effect. Chemical Fertilizer Design 3 (40), 14–16.
(in Chinese).Teichgraber, B. & Stein, A. 1994 Nitrogen elimination from sludge treatment reject water – comparison of the stream-stripping and
denitrification processes. Water Science and Technology 30, 41–51.Xiong, J., Zheng, Z., Yang, X., Dai, X., Zhou, T., He, J. & Luo, X. 2018 Recovery of NH3-N from mature leachate via negative pressure steam-
stripping pretreatment and its benefits on MBR systems: a pilot scale study. Journal of Cleaner Production 203, 918–925.Yuan, M.-H., Chen, Y.-H., Tsai, J.-Y. & Chang, C.-Y. 2016 Removal of ammonia from wastewater by air stripping process in laboratory and
pilot scales using a rotating packed bed at ambient temperature. Journal of the Taiwan Institute of Chemical Engineers 60, 488–495.Zhang, W., Xie, D., Shang, P. & Yang, Z. 2013 Study on novel type struvite precipitate for ammonium removal from landfill leachate. In: 2013
International Conference on Materials for Renewable Energy and Environment. pp. 598–600.
First received 19 August 2021; accepted in revised form 18 December 2021. Available online 6 January 2022
://iwaponline.com/wst/article-pdf/doi/10.2166/wst.2022.003/986658/wst2022003.pdf