Bulgur milling using a helical disc mill
7
Bulgur milling using a helical disc mill Ali Yıldırım a , Mustafa Bayram b, * , Mehmet D. O ¨ ner b a Nizip Vocational Training School, Food Technology Department, University of Gaziantep, 27700 Nizip, Gaziantep, Turkey b Department of Food Engineering, Faculty of Engineering, University of Gaziantep, 27310 Gaziantep, Turkey Received 25 May 2007; received in revised form 13 January 2008; accepted 15 January 2008 Available online 26 January 2008 Abstract In the present study, a helical disc mill was used to mill bulgur. Screen analysis (%), colour (lightness, redness, yellowness and yel- lowness index), yield, loss, energy consumption, capacity, hectolitre-weight (bulk density), ash, and moisture contents of bulgur were followed at the different disc gaps (1.9, 1.6, 1.3, 1.2, 1.0, 0.8, 0.6, 0.5 and 0.4 mm). The milled samples were classified as coarse (+/ 3.5), pilaf size (3.5/2.0), middle (2.0/1.0), fine (1.0/0.5) and by-product (0.5/+) using 3.5, 2.0, 1.0 and 0.5 mm sieves. The decreasing gap of the helical disc mill from 1.90 to 0.40 mm decreased the yield from 95.96% to 13.13%, hectolitre-weight from 87.37 kg/hl to 81.68 kg/hl, capacity from 705 kg/h to 322 kg/h, ash content from 1.34% (d.b.) to 1.24% (d.b.), redness from 5.03 to 4.82, percent masses of coarse from 1.29% to 0% and pilaf from 86.58% to 0.05% bulgurs. The loss from 4.04% to 86.87%, energy consumption from 0.02043 kWh/kg to 0.04472 kWh/kg, lightness from 53.30 to 57.58, yellowness from 17.38 to 20.47 and yellowness index from 65.63 to 69.85 values increased. The maximum amount of middle size bulgur (59.26%) was obtained at 0.5 mm disc gap. Due to the abrasion at narrow disc gap heat generation was observed, which caused the evaporation of water from bulgur and decreasing moisture content. In addition, a brighter yellow colour was obtained. Ó 2008 Elsevier Ltd. All rights reserved. Keywords: Bulgur; Disc mill; Milling; Size reduction 1. Introduction Bulgur is a whole grain product, which is generally pro- duced from Triticum durum using cleaning, cooking, dry- ing, tempering, peeling, milling, polishing (optional) and classification operations. It is a semi-ready-to-eat food product. However, in the some regions, it is also used as a ready-to-eat food product especially in tabbuleh salad (USA, EU and Arabic countries) and kısır (Turkey). It has long shelf-life and high nutritional value. Its price is also lower than bread and pasta. It is easily prepared and resistant to insect, mites and microorganisms (Bayram, 2000, 2005; Bayram and O ¨ ner, 2004, 2005, 2007). Bulgur is main ingredient pleasantly used in more than 250 deli- cious meals. It is also important as a dietary fibre source, having 18.3 g dietary fibre per 100 g. Its dietary fibre con- tent is 3.5, 6.8, 1.1, 1.8, 7.0, 15.3, 9.2, 2.3, 1.3 and 4.3 times higher than rice, wheat flour, barley, oat meal, spinach, tomato, turnip, whole wheat bread, soybean and pasta, respectively (Dreher, 2001). Bulgur is an ancient wheat product and its history goes back to 4000 BC. Recently, archaeological studies have been made by Valamoti (2002). Today, there are two basic processing methods to produce bulgur i.e. Antep and Kar- aman (Mut) methods (Bayram and O ¨ ner, 2005). Milling techniques (stone, disc, roll etc.) used in each method affect the significant properties of bulgur i.e. colour, shape, size etc. Therefore, recent studies are generally related to the milling of bulgur (Bayram and O ¨ ner, 2005, 2007; Yıldırım et al., 2008). The production of bulgur recently reached to important level around the world. For example, one million ton of bulgur ($800 million) is produced in Turkey by 500 plants. Out of Turkey, there is also important amount of 0260-8774/$ - see front matter Ó 2008 Elsevier Ltd. All rights reserved. doi:10.1016/j.jfoodeng.2008.01.010 * Corresponding author. Tel.: +90 342 360 12 00 2303; fax: +90 342 360 11 05. E-mail address: [email protected] (M. Bayram). www.elsevier.com/locate/jfoodeng Available online at www.sciencedirect.com Journal of Food Engineering 87 (2008) 564–570
Transcript of Bulgur milling using a helical disc mill
Available online at www.sciencedirect.com
www.elsevier.com/locate/jfoodeng
Journal of Food Engineering 87 (2008) 564–570
Bulgur milling using a helical disc mill
Ali Yıldırım a, Mustafa Bayram b,*, Mehmet D. Oner b
a Nizip Vocational Training School, Food Technology Department, University of Gaziantep, 27700 Nizip, Gaziantep, Turkeyb Department of Food Engineering, Faculty of Engineering, University of Gaziantep, 27310 Gaziantep, Turkey
Received 25 May 2007; received in revised form 13 January 2008; accepted 15 January 2008Available online 26 January 2008
Abstract
In the present study, a helical disc mill was used to mill bulgur. Screen analysis (%), colour (lightness, redness, yellowness and yel-lowness index), yield, loss, energy consumption, capacity, hectolitre-weight (bulk density), ash, and moisture contents of bulgur werefollowed at the different disc gaps (1.9, 1.6, 1.3, 1.2, 1.0, 0.8, 0.6, 0.5 and 0.4 mm). The milled samples were classified as coarse (+/3.5), pilaf size (3.5/2.0), middle (2.0/1.0), fine (1.0/0.5) and by-product (0.5/+) using 3.5, 2.0, 1.0 and 0.5 mm sieves.
The decreasing gap of the helical disc mill from 1.90 to 0.40 mm decreased the yield from 95.96% to 13.13%, hectolitre-weight from87.37 kg/hl to 81.68 kg/hl, capacity from 705 kg/h to 322 kg/h, ash content from 1.34% (d.b.) to 1.24% (d.b.), redness from 5.03 to 4.82,percent masses of coarse from 1.29% to 0% and pilaf from 86.58% to 0.05% bulgurs. The loss from 4.04% to 86.87%, energy consumptionfrom 0.02043 kWh/kg to 0.04472 kWh/kg, lightness from 53.30 to 57.58, yellowness from 17.38 to 20.47 and yellowness index from 65.63to 69.85 values increased. The maximum amount of middle size bulgur (59.26%) was obtained at 0.5 mm disc gap. Due to the abrasion atnarrow disc gap heat generation was observed, which caused the evaporation of water from bulgur and decreasing moisture content. Inaddition, a brighter yellow colour was obtained.� 2008 Elsevier Ltd. All rights reserved.
Keywords: Bulgur; Disc mill; Milling; Size reduction
1. Introduction
Bulgur is a whole grain product, which is generally pro-duced from Triticum durum using cleaning, cooking, dry-ing, tempering, peeling, milling, polishing (optional) andclassification operations. It is a semi-ready-to-eat foodproduct. However, in the some regions, it is also used asa ready-to-eat food product especially in tabbuleh salad(USA, EU and Arabic countries) and kısır (Turkey). Ithas long shelf-life and high nutritional value. Its price isalso lower than bread and pasta. It is easily prepared andresistant to insect, mites and microorganisms (Bayram,2000, 2005; Bayram and Oner, 2004, 2005, 2007). Bulguris main ingredient pleasantly used in more than 250 deli-cious meals. It is also important as a dietary fibre source,
0260-8774/$ - see front matter � 2008 Elsevier Ltd. All rights reserved.
doi:10.1016/j.jfoodeng.2008.01.010
* Corresponding author. Tel.: +90 342 360 12 00 2303; fax: +90 342 36011 05.
E-mail address: [email protected] (M. Bayram).
having 18.3 g dietary fibre per 100 g. Its dietary fibre con-tent is 3.5, 6.8, 1.1, 1.8, 7.0, 15.3, 9.2, 2.3, 1.3 and 4.3 timeshigher than rice, wheat flour, barley, oat meal, spinach,tomato, turnip, whole wheat bread, soybean and pasta,respectively (Dreher, 2001).
Bulgur is an ancient wheat product and its history goesback to 4000 BC. Recently, archaeological studies havebeen made by Valamoti (2002). Today, there are two basicprocessing methods to produce bulgur i.e. Antep and Kar-aman (Mut) methods (Bayram and Oner, 2005). Millingtechniques (stone, disc, roll etc.) used in each method affectthe significant properties of bulgur i.e. colour, shape, sizeetc. Therefore, recent studies are generally related to themilling of bulgur (Bayram and Oner, 2005, 2007; Yıldırımet al., 2008).
The production of bulgur recently reached to importantlevel around the world. For example, one million ton ofbulgur (�$800 million) is produced in Turkey by 500plants. Out of Turkey, there is also important amount of

A. Yıldırım et al. / Journal of Food Engineering 87 (2008) 564–570 565
bulgur production (250,000–300,000 tonnes by 15–20 bul-gur plants in the United States plus Canada, 60,000–80,000 tonnes by 4–6 bulgur plants in the EU and100,000–120,000 tonnes by 10–15 bulgur plants in the Ara-bic countries) (Bayram and Oner, 2005, 2007).
The consumption of bulgur is also important to under-stand its economical and nutritional value. It is approx.2.5 and 2.0 times higher than that of pasta and rice in Tur-key, respectively (Bayram and Oner, 2007). The averageannual consumption of bulgur is about 12 kg/person. Thisconsumption is extremely high in the East and South Partsof Turkey (�25 kg/person) and in Syria, Iraq, Iran, Israel,Lebanon, Arabia (�30–35 kg/person) (Bayram, 2000,2005; Bayram and Oner, 1996, 2002, 2004; Bayram et al.,2003). The amount of bulgur in food-aid programs madeby United Nation and WFP annually reached to 60,000–80,000 tonnes and gradually increase each year. The sameamount of bulgur is additionally supplied by USAID pro-gram (USA) to the developing countries (Bayram andOner, 2007). Due to the significant trend to produce bulgurin developing and developed countries, some technologicalupgrades are required. Durum and hard wheat containmore protein (12–16%) than do soft wheat (8–10%) (Saya-slan et al., 2005). Durum wheat with the hardest endo-sperm among wheats is used for semolina, pasta, bulgurand couscous due to its strong gluten elasticity anddesirable yellow colour. Hard or soft wheat flours withweak- to medium-strength gluten are suitable for the Asiannoodles, steam breads, and flat breads (Oleson, 1994; Pos-ner, 2000; Seib, 1997). Another the most important productis bulgur which is produced from durum wheat.
Grain milling is a complex process because, along withthe size reduction, efficient removal of the bran and germfrom the endosperm of the wheat kernel has to be achieved.The cells of the aleurone layer comprise 7% of the wheatkernel weight and contain within their walls the major partof the grain micronutrients and phytochemicals (Antoineet al., 2002).
The breakage patterns for each grain depend on the inter-action between the physical, chemical and structural charac-teristics (kernel size distribution, hardness, ash content,protein content) and set of parameters (gap, velocities, dif-ferential, the type and condition of surface) (Fistes andTanovic, 2006). The magnitude and type of the forces actingon the wheat kernel undergoing size reduction in a milldepends on these parameters (Hague, 1991). To study theeffectiveness of the milling process one needs quantity rates(break release, yield and particle size distribution of the out-put) and qualitative analyses (ash and protein content orsize fractions of the output, etc.) (Farrel and Ward, 1965).
In single disc mill, the feedstock is passed into a narrowgap between a high speed, rotating grooved disc and the sta-tionary casing of the mill. Intense shearing action results incomminution of the feed. The gap is adjustable, dependingon feed size and product requirements (Brennan et al., 1976).
In the literature, there are a lot of study on the milling ofwheat flour (Fistes and Tanovic, 2006; Sayaslan et al.,
2005; Tang et al., 2005), legumes (Indira and Bhattacharya,2006) and grains (Chung and Lee, 2003; Heinio et al., 2003;Yusofa et al., 2005; Harkonen et al., 1997). But, to the bestof our knowledge, there are no published research studiesabout the milling of bulgur using a helical disc mill.
Different milling techniques (roll, stone, hammer, rollerand disc (single and double, having straight opened teeth))were applied to bulgur by Bayram and Oner (2005, 2007)and Yıldırım et al. (2008). In these studies, the main goalwas to find the suitable mills. Stone and disc (havingstraight opened teeth) caused the loss of capacity and qual-ity. However, the colour and shape results were good (Bay-ram and Oner, 2005, 2007).
In the milling of bulgur obtained from the study of Bay-ram and Oner (2005, 2007), there were some problems suchas (1) deformation, scratching and formation of burr onthe surface of bulgur particle using abrasive type mills; (2)formation of sharp edges on granular bulgur particles whichcauses adhesiveness, breaking, flour formation and qualityloss; (3) loss of translucency and polish appearance of bul-gur; (4) decreasing yield due to flour formation during sizereduction of disc milling; (5) creation of different sized bulgurparticles (not uniform sizes). Therefore, a new milling systemwas required to obtain a good milling quality.
Due to suitability of disc mill based on colour and shapein the bulgur milling operation, a modification (helicallyopened teeth on the disc mill) was required in contrast tothe study of Bayram and Oner (2005). Therefore, the aimof this study was to determine the effects of helical disc millon the particle size, colour, yield, loss, hectolitre-weight(bulk density), protein, ash and moisture content of bulgur.
2. Materials and methods
2.1. Raw material
The cooked, dried and debranned durum wheat (peeledintact wheat) (Triticum durum, Zenit spp.) was obtainedfrom the Tiryaki Bulgur Factory (Gaziantep, Turkey). Thecolour values of sample before the milling operation wereL = 44.76, a = 4.82, b = 16.96 and YI = 68.58. Its moistureand ash contents were 13.2% (w.b) and 1.369% (d.b), respec-tively (AOAC, 1990). The hectolitre-weight was 84.32 kg/hl.
2.2. Disc milling
The helical disc mill used (Guven Machinary Co., Gaz-iantep, Turkey) in this study had a stationary upper discand rotating lower one at 250 rpm using 18 kW motor(47.7 A, 380 V, 970 rpm). Power index of motor was0.574 (Fig. 1). The sample was fed through the centre holeof the upper disc and distributed to ground between sta-tionary upper and revolved bottom discs. In order to guardthe motor against electrical damage and over-load, 80% ofmaximum ampere was set during the milling operation i.e.37.9 A. Due to 80% working ratio, the power used bymotor was 14.4 kW.

Fig. 1. Illustration of the disc mill (dimensions in millimetre).
566 A. Yıldırım et al. / Journal of Food Engineering 87 (2008) 564–570
The details of upper disc are shown in Fig. 2. The diam-eters of the disc and uncorrugated part were 580 and420 mm, respectively. The corrugation part of the discwas 80 mm in width. The thicknesses of disc without andwith teeth were 32 and 35 mm, respectively. The centre holeof the disc was 250 mm in diameter. The dimensions of therotating bottom disc were identical with the stationaryupper one, but there was no hole at the centre.
Figs. 3 and 4 illustrate the shapes and teeth sizes of thedisc mill. The alpha (sharp edge) and beta (dull edge)angles of teeth were 30� and 60�, respectively. The thicknessof teeth was 3 mm. Distances between two teeth line in thecorrugation were 2.5 and 5 mm at the inside and outside ofdisc, respectively (Fig. 3). The grooves on the discs were
Fig. 2. Dimensions of the top disc of the
helically opened. The discs were worked at sharp-to-sharpposition.
The disc mill gap was set to 1.9, 1.6, 1.3, 1.2, 1.0, 0.8,0.6, 0.5 and 0.4 mm, giving a total of nine different arrange-ments. The screen analysis (%), moisture content (%, w.b.),ash content (%, d.b.), colour values i.e. lightness (L),redness (a), yellowness (b) and yellowness index (YI), loss(%), yield (%) and hectolitre-weight (kg/hl) of the finishedproducts were determined.
2.3. Sample collection and analysis
After the optimum conditions were obtained (14.4 kW,37.9 A), the disc mill was worked for further 15 min with
disc mill (dimensions in millimetre).

Fig. 3. Sharp and dull angles of the teeth of the disc mill (dimensions inmillimetre).
Fig. 4. Teeth size of the disc mill (dimensions in millimetre).
A. Yıldırım et al. / Journal of Food Engineering 87 (2008) 564–570 567
continuous feeding, then 10 kg sample was collected ateach disc gap.
The sample milled of 1 kg was collected from each gapfor screen analysis (using 3.5, 2.0, 1.0 and 0.5 mm circularaperture sieve made of steel). Moisture (%, w.b.) and ashcontents (%, d.b.) were measured (AOAC, 1990). The ashcontent was measured for the upper part of 2.0 mm sieveto prevent the penalties during the measurements due tobran particles.
Hectoliter-weight was measured according to the proce-dure of TSE (1989) for whole sample milled using a grad-uated cylinder and analytical balance (±0.001, AveryBerkel, UK). The colour values of the retained sampleson the 2.00 mm screen (lightness (L), redness (a), yellow-ness (b) and yellowness index (YI)) to prevent the penaltiesdue to flour and bran were measured using Hunter LabColorimeter (Colourflex, USA). A white standard tile wasused to calibrate the colorimeter (L = 93.01, a = �1.11,b = 1.30) before each measurement. The experiments ateach disc gap were two replicated, and then the measure-ments were duplicated.
2.4. Determination of percent yield and loss
The total quantity obtained from the upper part of0.5 mm sieve (+/0.5 mm) and the lower part of 0.5 mmsieve (0.5 mm/+) were used to calculate the yield (%) andloss (%), respectively.
2.5. Determination of energy consumption and capacity
The optimum feeding rate and the capacity of the discmill were determined at the optimum working condition(37.9 A, 380 V and 14.4 kW). The energy consumptionwas calculated in the unit of kWh/kg.
2.6. Statistical analysis
The data obtained was subjected to the statistical analy-sis of variance (ANOVA) and Duncan multiple range testto assess difference between means and homogeneous sub-sets using the SPSS 8.0 statistical software (SPSS Inc.,USA). Figure representations were carried out using SigmaPlot 2000 (SPW 6.0, SPSS Inc., USA) and AutoCAD 2000(AutoDesk Inc., USA) Engineering Drawing Softwares.
3. Results and discussion
3.1. Colour results
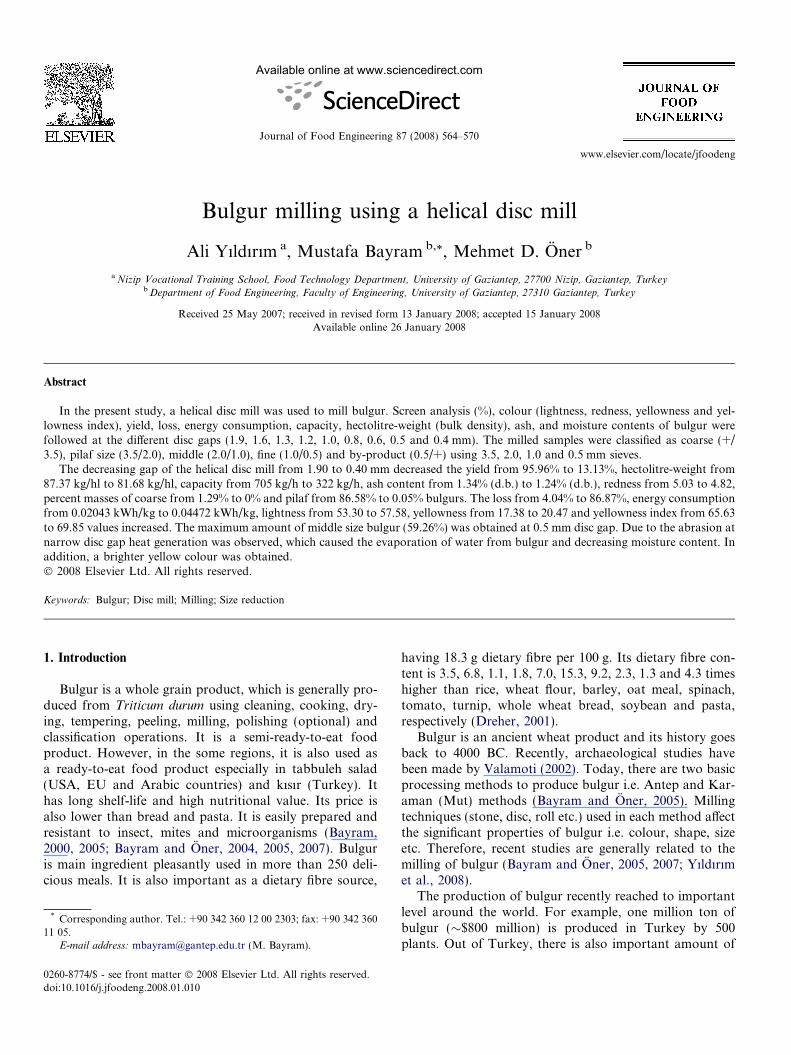
The first quality judgment made by consumers on bul-gur at the point of sale and acceptability is its visualappearance. In general, low redness and high lightnessand yellowness colour is required for bulgur by consumers.However, there is no commercially specific L, a, b and YI-values for bulgur. The colour values of bulgur milled usingthe different disc gaps are given in Fig. 5. The change in thedisc gaps significantly (P < 0.05) affected each colour value(L = 44.76). All L-values measured after the disc millingswere bigger than before the milling. The results illustratethat the disc mill causes an increase in the L-value. Simi-larly, increasing the disc gap causes a decrease in the aand YI-values in contrast to the b-value.
The lighter colour at narrow gaps was due to the effect ofheat generated with friction. The increase in temperature ofbulgur during the milling causes the denaturation of pig-ments found in wheat (carotene, riboflavin, chlorophylletc.). As stated, it was correlated with the lower a-value (red-ness) of bulgur at narrow gaps. The similar changes occurduring industrially milled bulgur during harder milling oper-ations (stone, abrasive type mills) (Bayram and Oner, 2005).
3.2. Screen analysis
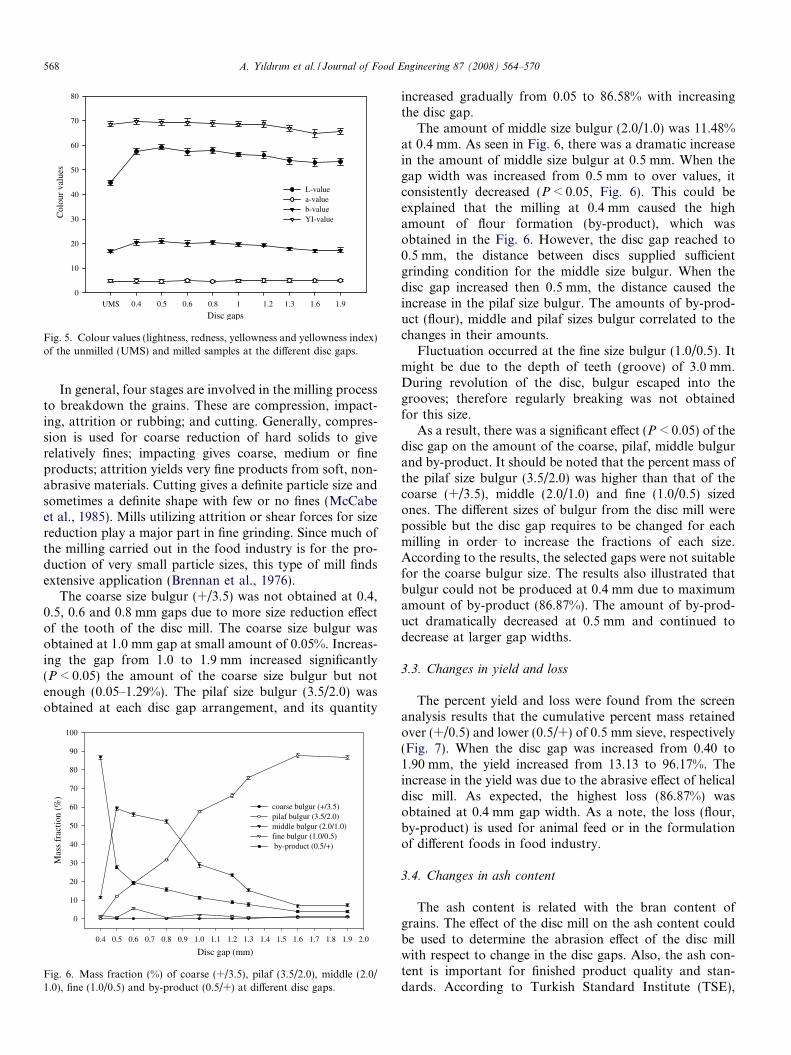
Screen analysis was carried out using 3.5, 2.0, 1.0 and0.5 mm screens at the disc gaps of 0.4, 0.5, 0.6, 0.8, 1.0,1.2, 1.3, 1.6 and 1.9 mm (Fig. 6). The coarse, pilaf, middle,fine bulgur and by-product were classified as +/3.5, 3.5/2.0,2.0/1.0, 1.0/0.5 and 0.5/+, respectively.
Disc gapsUMS 0.4 0.5 0.6 0.8 1.2 1.3 1.6 1.9
Col
our
valu
es
0
10
20
30
40
50
60
70
80
L-valuea-valueb-valueYI-value
1
Fig. 5. Colour values (lightness, redness, yellowness and yellowness index)of the unmilled (UMS) and milled samples at the different disc gaps.
568 A. Yıldırım et al. / Journal of Food Engineering 87 (2008) 564–570
In general, four stages are involved in the milling processto breakdown the grains. These are compression, impact-ing, attrition or rubbing; and cutting. Generally, compres-sion is used for coarse reduction of hard solids to giverelatively fines; impacting gives coarse, medium or fineproducts; attrition yields very fine products from soft, non-abrasive materials. Cutting gives a definite particle size andsometimes a definite shape with few or no fines (McCabeet al., 1985). Mills utilizing attrition or shear forces for sizereduction play a major part in fine grinding. Since much ofthe milling carried out in the food industry is for the pro-duction of very small particle sizes, this type of mill findsextensive application (Brennan et al., 1976).
The coarse size bulgur (+/3.5) was not obtained at 0.4,0.5, 0.6 and 0.8 mm gaps due to more size reduction effectof the tooth of the disc mill. The coarse size bulgur wasobtained at 1.0 mm gap at small amount of 0.05%. Increas-ing the gap from 1.0 to 1.9 mm increased significantly(P < 0.05) the amount of the coarse size bulgur but notenough (0.05–1.29%). The pilaf size bulgur (3.5/2.0) wasobtained at each disc gap arrangement, and its quantity
Disc gap (mm)
0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2.0
Mas
s fr
actio
n (%
)
0
10
20
30
40
50
60
70
80
90
100
coarse bulgur (+/3.5)pilaf bulgur (3.5/2.0)middle bulgur (2.0/1.0) fine bulgur (1.0/0.5) by-product (0.5/+)
Fig. 6. Mass fraction (%) of coarse (+/3.5), pilaf (3.5/2.0), middle (2.0/1.0), fine (1.0/0.5) and by-product (0.5/+) at different disc gaps.
increased gradually from 0.05 to 86.58% with increasingthe disc gap.
The amount of middle size bulgur (2.0/1.0) was 11.48%at 0.4 mm. As seen in Fig. 6, there was a dramatic increasein the amount of middle size bulgur at 0.5 mm. When thegap width was increased from 0.5 mm to over values, itconsistently decreased (P < 0.05, Fig. 6). This could beexplained that the milling at 0.4 mm caused the highamount of flour formation (by-product), which wasobtained in the Fig. 6. However, the disc gap reached to0.5 mm, the distance between discs supplied sufficientgrinding condition for the middle size bulgur. When thedisc gap increased then 0.5 mm, the distance caused theincrease in the pilaf size bulgur. The amounts of by-prod-uct (flour), middle and pilaf sizes bulgur correlated to thechanges in their amounts.
Fluctuation occurred at the fine size bulgur (1.0/0.5). Itmight be due to the depth of teeth (groove) of 3.0 mm.During revolution of the disc, bulgur escaped into thegrooves; therefore regularly breaking was not obtainedfor this size.
As a result, there was a significant effect (P < 0.05) of thedisc gap on the amount of the coarse, pilaf, middle bulgurand by-product. It should be noted that the percent mass ofthe pilaf size bulgur (3.5/2.0) was higher than that of thecoarse (+/3.5), middle (2.0/1.0) and fine (1.0/0.5) sizedones. The different sizes of bulgur from the disc mill werepossible but the disc gap requires to be changed for eachmilling in order to increase the fractions of each size.According to the results, the selected gaps were not suitablefor the coarse bulgur size. The results also illustrated thatbulgur could not be produced at 0.4 mm due to maximumamount of by-product (86.87%). The amount of by-prod-uct dramatically decreased at 0.5 mm and continued todecrease at larger gap widths.
3.3. Changes in yield and loss
The percent yield and loss were found from the screenanalysis results that the cumulative percent mass retainedover (+/0.5) and lower (0.5/+) of 0.5 mm sieve, respectively(Fig. 7). When the disc gap was increased from 0.40 to1.90 mm, the yield increased from 13.13 to 96.17%. Theincrease in the yield was due to the abrasive effect of helicaldisc mill. As expected, the highest loss (86.87%) wasobtained at 0.4 mm gap width. As a note, the loss (flour,by-product) is used for animal feed or in the formulationof different foods in food industry.
3.4. Changes in ash content
The ash content is related with the bran content ofgrains. The effect of the disc mill on the ash content couldbe used to determine the abrasion effect of the disc millwith respect to change in the disc gaps. Also, the ash con-tent is important for finished product quality and stan-dards. According to Turkish Standard Institute (TSE),

Disc gap (mm)UMS 0.4 0.5 0.6 0.8 1.2 1.3 1.6 1.9
Val
ues
0
20
40
60
80
100
120
moisture content yield losshectoliter-weight
1
Fig. 7. Yield (%), loss (%), hectolitre-weight (kg/hl) and moisture contents(%) of the unmilled (UMS) and milled samples by the disc mill for thedifferent disc gap.
A. Yıldırım et al. / Journal of Food Engineering 87 (2008) 564–570 569
ash content should be less than 1.80% (d.b.) (TSE, 2003).This value is permitted up to 3% (d.b.) in USA standards(USDA, 1996).
The decreasing the disc gap decreased the ash content byremoving the bran (P < 0.05, Fig. 8). At the bigger discgaps, the bran remained on the surface of bulgur particles,therefore ash content increased.
3.5. Change in the hectolitre-weight (bulk density)
Bulk density of granular materials increases withincrease in the size of granular material due to low surfacearea and void fraction. The void depends on the shape andsize of particles. The sharp edges of particles cause bigvoid. Therefore, this quantity was used to analyse the shapeand size of milled bulgur.
The hectolitre-weight of the disc milled productsobtained from the different gaps arrangements are illus-trated in Fig. 7. Increasing gap significantly (P < 0.05)increased the hectolitre-weight due to the big size of bulgur
Disc gap (mm)UMS 0.4 0.5 0.6 0.8 1 1.2 1.3 1.6 1.9
Ash
con
tent
(%
, d.b
.)
1.22
1.24
1.26
1.28
1.30
1.32
1.34
1.36
1.38
Fig. 8. Ash content (%, d.b.) of the unmilled (UMS) and milled samplesby the disc mill for the different disc gap.
particles. The biggest hectolitre-weight was obtained at1.9 mm to be 87.37 kg/hl.
3.6. Change in the moisture content
Moisture contents of products are very important crite-ria for the product quality and process ability. Especially,moisture content is controlled at each step along the bulgurprocessing line.
The outlet moisture contents obtained from the differentdisc gaps are given in Fig. 7. Decreasing the disc gapdecreased the moisture content of milled bulgur due tothe frictional heat generation, which caused the evapora-tion of water from bulgur. In addition, at small gap widths,the disc mill produced small bulgur particles, therefore highsurface area were created which increased the evaporationrate.
3.7. Energy consumption and capacity
An ideal grinder should (1) have a large capacity; (2)require a small power input per unit of product; and (3)yield a product of the single size or the size distributiondesired (McCabe et al., 1985). In the present study, the heli-cal disc mill was run by a motor (18 kW, 47.4 A) that had aspeed of 970 rpm. The speed of motor was decreased to250 rpm at the disc using the reductor. By 80% perfor-mance, the capacity of the disc mill at different gaps wasdetermined at 37.9 A and 14.4 kW (Fig. 8).
The capacity of the disc mill increased (r2 = 0.958) byincreasing the gap between the discs. The maximum capac-ity was 705 kg/h at 1.9 mm (energy consumption0.02043 kWh/kg). At larger gap values, the energy con-sumption (per kg bulgur) decreased linearly (r2 = 0.958)due to decreasing the effects of the abrasion (Fig. 9). Thesmallest capacity and biggest energy consumption weredetermined at 0.40 mm such as 322 kg/h and0.04472 kWh/kg, respectively. The capacity of disc mill
Disc gap (mm)0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2.0
Val
ues
0
300350400450500550600650700750
Col 1 vs capacity Col 1 vs energy consumption
0.04
0.03
0.02
0.01
0.05
Fig. 9. Energy consumption (kWh/kg) and capacity (kg/h) at differentdisc gaps.

570 A. Yıldırım et al. / Journal of Food Engineering 87 (2008) 564–570
studied in the present study is lower than the capacity ofternary roller mill used by Yıldırım et al. (2008). However,this important difference between mills is related with themilling area of the mills.
4. Conclusions
The action mechanism of the helically opened disc millwas abrasion and cutting due to rotation and teeth, respec-tively. It was determined that the particle shape obtainedfrom appearance was uniform due to the abrasion effectof disc mill along wide helical size reduction region. Also,screen analysis shown that homogeneity of bulgur wasacceptable.
The increase in the disc gap for the disc mill increasedthe percent mass of coarse products. The coarse size bulgurwas not obtained at the disc gaps of 0.4, 0.5, 0.6 and0.8 mm. By increasing the disc gap i.e. >1.9 mm, coarse sizecould also be produced at high quantity. Significantamount of pilaf, middle and fine bulgur could be producedusing the disc mill presented in this study.
The decreasing disc gap caused the increase in theamount of loss and energy consumption, and the decreasein the capacity. The ash and moisture contents decreasedwith decreasing the disc gap. The helical design (curvedor arch shape) could supply resistance to the tooth againstto fray. This helical shape increased the corrugated teethlength and increased the endurance of tooth compared withstraight teeth having disc mill. It can also be used for themilling of the different grains.
Acknowledgement
We wish to thank the Scientific Research Projects Exec-utive Council of University of Gaziantep (GUBAP) for thesupports.
References
Antoine, C., Lullien-Pellerin, V., Abecassis, J., Rouau, X., 2002. Interetnutritionel de la couche aleurone du grain de ble. Sciences des Aliments22, 545–556.
AOAC, 1990. Official Methods of Analysis of the Association of OfficialAnalytical Chemists, 15th ed. Association of Official AnalyticalChemists, Washington, DC.
Bayram, M., 2000. Bulgur around the world. Cereal Foods World 45, 80–82.Bayram, M., Oner, M.D., 2002. The new old wheat: convenience and
nutrition driving demand for bulgur. World Grain (November), 51–53.Bayram, M., Oner, M.D., 2004. 2003’de bulgur sektoru-1. Unlu Mamuller
Teknolojisi 61, 23–29.Bayram, M., Oner, M.D., 2005. Stone, disc and hammer milling of bulgur.
Journal of Cereal Science 41, 291–296.Bayram, M., Oner, M.D., 2007. Bulgur milling using roller, double disc
and vertical disc mills. Journal of Food Engineering 79, 181–187.
Bayram, M., Oner, M.D., 1996. Bulgur uretiminin bugunku durumu vesorunları. II, Un-Bulgur-Biskuvi Sempozyumu (Symposium book),Karaman-Turkey, pp. 165–177.
Bayram, M., 2005. New Possibilities for Ancient Product, World Grain,June, pp. 72–75.
Bayram, M., Kaya, A., Oner, M.D., 2003. Color-sorting systems forbulgur production. Cereal Food World 48, 168–172.
Brennan, J.G., Butters, J.R., Cowell, N.D., Lilly, A.E.V., 1976. Foodengineering operations. second ed. In: National Collage of FoodTechnology. University of Reading, pp. 66–80.
Chung, J.H., Lee, Y.B., 2003. Simulation of a rice mill process. BiosystemsEngineering 86, 145–150.
Dreher, M.L., 2001. Dietary fiber overview. In: Sungsoo, S. (Ed.),Handbook of Dietary Fiber. Marcel Dekker Inc, New York, USA, pp.21–36.
Farrel, E.P., Ward, A.B., 1965. Flow rates and analyses for ashand protein of all streams in the Kansas State University pilotflour mill. Association of Operative Millers-Bulletin (March),2842–2847.
Fistes, A., Tanovic, G., 2006. Predicting the size and compositionaldistributions of wheat flour stocks following first break roller millingusing the breakage matrix approach. Journal of Food Engineering 75,527–534.
Hague, E., 1991. Application of size reduction theory to roller mill designand operation. Cereal Foods World 36, 368–375.
Harkonen, H., Pessa, E., Suortti, T., Poutanen, K., 1997. Distribution andsome properties of cell wall polysaccharides in rye milling fractions.Journal of Cereal Science 26, 95–104.
Heinio, R.L., Liukkonen, K.H., Katina, K., Myllymaki, O., Poutanen, K.,2003. Milling fractionation of rye produces different sensory profiles ofboth flour and bread. Lebensmittel-Wissenschaft und-Technologie-Food Science and Technology 36, 577–583.
Indira, T.N., Bhattacharya, S., 2006. Grinding characteristics of somelegumes. Journal of Food Engineering 76, 113–118.
McCabe, W.L., Smith, J.C., Harriott, P., 1985. Unit Operations ofChemical Engineering, fourth ed. McGraw-Hill Co., NY.
Oleson, B.T., 1994. World wheat production, utilization, and trade. In:Bushuk, W., Rasper Wheat, V.F. (Eds.), Production, Properties andQuality. Chapman and Hall, New York, pp. 1–11.
Posner, E.S., 2000. Wheat. In: Kulp, K., Ponte, J.G., Jr. (Eds.), Handbookof Cereal Science and Technology, second ed. Marcel Dekker, NewYork, pp. 1–30.
Sayaslan, A., Seib, P.A., Chung, O.K., 2005. Wet-milling properties ofwaxy wheat flours by two laboratory methods. Journal of FoodEngineering 72, 167–178.
Seib, P.A., 1997. Wheat starch as a quality determinant. In: Proceedings ofInternational Wheat Quality Conference. Grain Industry Alliance,Manhattan, KS, pp. 61–82.
Tang, H., Mitsunaga, T., Kawamura, Y., 2005. Functionality of starchgranules in milling fractions of normal wheat grain. CarbohydratePolymers 59, 11–17.
TSE, 1989. Tahıllar-Hektolitre Agırlıgı Tayini (TS 6531), Turkish Stan-dard Institute.
TSE, 2003. Bulgur-TS2284, Turkish Standard Institute.USDA, 1996. Bulgur standard, USDA, FSA:PDD:EDB.Valamoti, S.M., 2002. Food remains from bronze age Archondiko and
Mesimeriani Toumba in northern Greece. Vegetation History andArchaeobotany 11, 17–22.
Yıldırım, A., Bayram, M., Oner, M.D., 2008. Ternary milling of bulgurwith four rollers. Journal of Food Engineering 84 (3), 394–399.
Yusofa, Y.A., Smith, A.C., Briscoe, B.J., 2005. Roll compaction of maizepowder. Chemical Engineering Science 60, 3919–3931.