Impact Assessment of Perioperative Point-of-Care Ultrasound ...
Upload
khangminh22Category
view
0download
0
Application ofUltrasoundTimothy J Mason1, Enrique Riera2, Antonio Vercet3 and Pascual Lopez-Buesa3
1Coventry University, Sonochemistry Centre, School of Science and theEnvironment, Coventry, UK2Instituto de Acústica, CSIC, Ultrasonics Department, Madrid, Spain3Universidad de Zaragoza, Departamento de Producción Animal y Cienciade los Alimentos, Facultad de Veterinaria, Zaragoza, Spain
13
Nowadays, power ultrasound is considered to be an emerging and promising technology forfood processing in industry. In this chapter a review of the most recent uses of power ultra-sound in the food industry will be presented. The potential use of this novel technology toproduce permanent changes in the material will be discussed in liquid systems (by the pro-duction of intense cavitation) and in gases (by the generation of high-intensity acousticfields). Mechanical, chemical and biochemical effects produced by the propagation of high-intensity ultrasonic waves through the medium will be discussed. The inactivation of micro-organisms and enzymes for food preservation or decontamination by ultrasonic irradiation willdemonstrate the benefits of ultrasound (alone or combined with heat and high-pressure tech-niques) as a food preservation tool. In addition, the increasing number of industrial processesthat employ power ultrasound as a processing aid will be described including the mixing ofmaterials; foam formation or destruction; agglomeration and precipitation of airborne pow-ders; the improvement in efficiency of filtration, drying and extraction techniques in solidmaterials and the enhanced extraction of valuable compounds from vegetables and food prod-ucts. Finally, the effect of ultrasound on food properties such as flavour, colour and texturewill be analysed.
1 Introduction
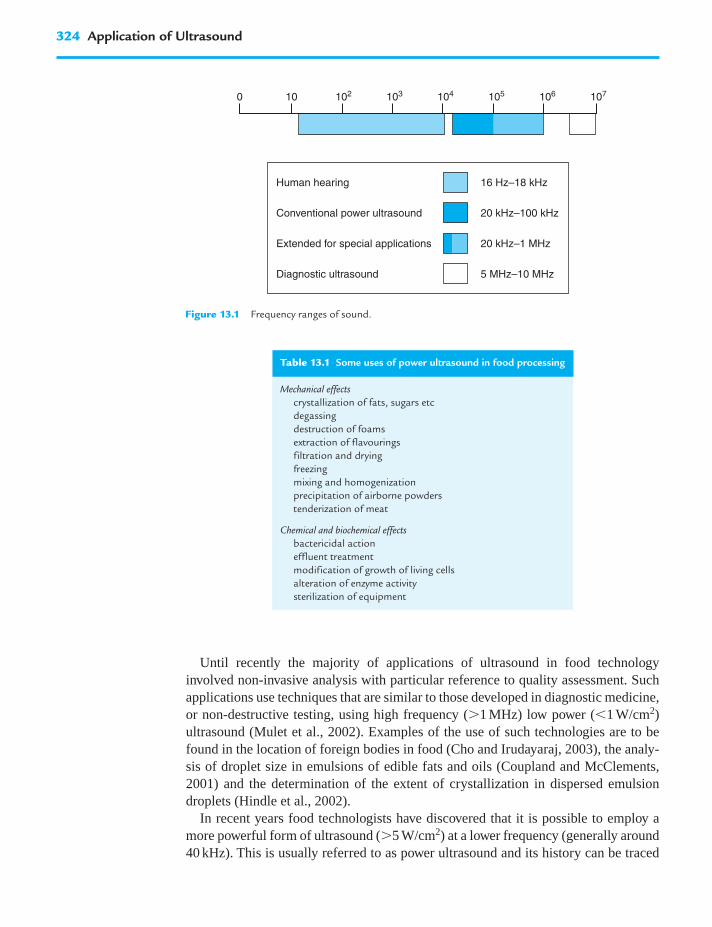
Probably the first question that might be asked about applications of ultrasound in foodtechnology is, why use ultrasound? For the answer to this we need only think of twoproperties of sound to appreciate the possibilities. The first is the use of sound as a diag-nostic tool, e.g. in non-destructive evaluation and the second is the use of sound as asource of energy, e.g. in sonochemistry. These applications involve different frequencyranges of ultrasound (Figure 13.1) and the uses of both ranges within the food industrycontinue to be an active subject for research and development (Povey and Mason, 1998).
Emerging technologies for food processingISBN: 0-12-676757-2
Copyright © 2005 Elsevier LtdAll rights of reproduction in any form reserved
P676757-Ch13.qxd 6/20/05 5:02 PM Page 323
Until recently the majority of applications of ultrasound in food technologyinvolved non-invasive analysis with particular reference to quality assessment. Suchapplications use techniques that are similar to those developed in diagnostic medicine,or non-destructive testing, using high frequency (�1 MHz) low power (�1 W/cm2)ultrasound (Mulet et al., 2002). Examples of the use of such technologies are to befound in the location of foreign bodies in food (Cho and Irudayaraj, 2003), the analy-sis of droplet size in emulsions of edible fats and oils (Coupland and McClements,2001) and the determination of the extent of crystallization in dispersed emulsiondroplets (Hindle et al., 2002).
In recent years food technologists have discovered that it is possible to employ amore powerful form of ultrasound (�5 W/cm2) at a lower frequency (generally around40 kHz). This is usually referred to as power ultrasound and its history can be traced
324 Application of Ultrasound
0 10 102 103 104 105 106 107
Human hearing 16 Hz–18 kHz
20 kHz–1 MHzExtended for special applications
20 kHz–100 kHzConventional power ultrasound
5 MHz–10 MHzDiagnostic ultrasound
Figure 13.1 Frequency ranges of sound.
Table 13.1 Some uses of power ultrasound in food processing
Mechanical effectscrystallization of fats, sugars etcdegassingdestruction of foamsextraction of flavouringsfiltration and dryingfreezingmixing and homogenizationprecipitation of airborne powderstenderization of meat
Chemical and biochemical effectsbactericidal actioneffluent treatmentmodification of growth of living cellsalteration of enzyme activitysterilization of equipment
P676757-Ch13.qxd 6/20/05 5:02 PM Page 324

back to 1927 when a paper was published entitled ‘The chemical effects of high frequency sound waves: a preliminary survey’, which described the development ofpower ultrasound for use in a range of processing including emulsification and sur-face cleaning (Richards and Loomis, 1927). By the 1960s the uses of power ultra-sound in the processing industries were well accepted and this interest has continuedto develop (Abramov, 1998; Mason, 2000; Mason and Lorimer, 2002). In this chapterwe will concentrate on possible applications of power ultrasound in the food industry,an indication of the breadth of which is shown in Table 13.1.
2 Fundamentals of ultrasound
2.1 The physics and chemistry of ultrasound
2.1.1 Power ultrasound in liquid systemsThe major mechanical effects of ultrasound are provided when the power is suffi-ciently high to cause cavitation. Like any sound wave, ultrasound is propagated via aseries of compression and rarefaction waves induced in the molecules of the mediumthrough which it passes. At sufficiently high power the rarefaction cycle may exceedthe attractive forces of the molecules of the liquid and cavitation bubbles will form.Such bubbles grow by a process known as rectified diffusion, i.e. small amounts ofvapour (or gas) from the medium enters the bubble during its expansion phase and isnot fully expelled during compression. The bubbles, distributed throughout the liquid,grow over the period of a few cycles to an equilibrium size for the particular fre-quency applied. If the bubbles were only subject to that particular frequency theywould remain as oscillating bubbles, however, the acoustic field that influences anindividual bubble among the many thousands generated in a cavitating fluid is notuniform. Each bubble will slightly affect the localized field experienced by neigh-bouring bubbles. Under such circumstances the irregular field will cause the cavita-tion bubble to become unstable and collapse. It is this collapse that generates theenergy for chemical and mechanical effects. For example, in aqueous systems at anultrasonic frequency of 20 kHz, each cavitation bubble collapse acts as a localized‘hotspot’ generating temperatures of about 4000 K and pressures in excess of 1000atmospheres. This bubble collapse, distributed through the medium, has a variety ofeffects within the system depending upon the type of material involved.
2.1.1.1 Homogeneous liquid-phase systemsIt is not absolutely correct to describe any system within which cavitation occurs ashomogeneous since cavitation bubbles must be present. However, it is logical to referto systems in the state that they were in before ultrasound is introduced. There are twomajor zones in which cavitation collapse can influence such systems: in the bulk liquid immediately surrounding the bubble where the rapid collapse of the bubblegenerates shear forces which can produce mechanical effects and in the bubble itselfwhere any species introduced during its formation will be subjected to extreme con-ditions of temperature and pressure on collapse, leading to chemical effects.
Fundamentals of ultrasound 325
P676757-Ch13.qxd 6/20/05 5:02 PM Page 325

In order for cavitation to occur it is necessary to pull molecules of the liquid apart toproduce a hole (cavity). A pure liquid would require very high power levels to initiatecavitation, too high to be achieved by normal ultrasonic equipment. However, mostnormal liquids contain some discontinuities, such as gas bubbles or dust motes, whichact as weak spots and allow the bubbles to form. Ultrasonic degassing is normally per-formed before cleaning equipment is used because it increases the efficiency of cavi-tation by removing air bubbles which absorb acoustic energy and dampen sonication.
After degassing continued sonication will provide continuous and more powerfulcavitation that will have other effects. The cavitation bubble does not contain a vac-uum; during the process of growth in an acoustic field vapour from the liquid mediumor dissolved volatile reagents will have entered the bubble. On collapse, these vapourswill be subjected to extremely large increases in temperature and pressure, resultingin molecular fragmentation. In the case of water the extreme conditions are sufficientto cause rupture of the O-H bond, leading to the production of small quantities of oxygen gas and hydrogen peroxide.
2.1.1.2 Solid–liquid systemsUnlike cavitation bubble collapse in the bulk liquid, collapse of a cavitation bubble onor near to a surface is asymmetrical because the surface provides resistance to liquidflow from that side. The result is an inrush of liquid predominantly from the side ofthe bubble remote from the surface, resulting in a powerful liquid jet being formed,targeted at the surface. The effect is equivalent to high pressure jetting and is the rea-son that ultrasound is used for cleaning. This effect can also increase mass and heattransfer to the surface by disruption of the interfacial boundary layers.
Acoustic cavitation can also produce dramatic effects on powders suspended in aliquid. Surface imperfections or trapped gas can act as the nuclei for cavitation bubbleformation on the surface of a particle and subsequent surface collapse can then lead toshock waves which break the particle apart. Cavitation bubble collapse in the liquidphase near to a particle can force it into rapid motion. Under these circumstances thegeneral dispersive effect is accompanied by interparticle collisions that can lead to erosion, surface cleaning and wetting of the particles and particle size reduction.
2.1.1.3 Liquid–liquid systemsThe general mechanical effects of cavitation at or close to a liquid–liquid interfacelead to very effective emulsification/homogenization.
2.1.2 Power ultrasound in gasesThere are two difficulties that pertain to the use of ultrasound in gaseous systems.First, there is a greater attenuation (power loss) in the transmission of sound throughair compared with that through liquid. Secondly, the transfer of acoustic energy gen-erated in air into a food material is inefficient due to the mismatch between acousticimpedances of gases and solids or liquids. Significant attempts have been made toalleviate these problems by developing very powerful sources of airborne ultrasoundthat can achieve more efficient energy transmission to the material (Gallego et al.,
326 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 326

1994). The system is based on the use of a stepped-plate transducer to generate airborne ultrasound (Gallego et al., 1978) and incorporates an extended titaniumstepped-grooved radiating plate (350 mm in diameter) which allows the ultrasonicenergy to focus (Figure 13.2). Sound pressure levels (SPL) of about 165 dB (ca3 W/cm2) have been recorded at a distance of about 330 mm from the centre of theplate, when a maximum power of 150 W is applied to the transducer. Using this typeof device, airborne ultrasound has been used in the precipitation of airborne powders,drying and defoaming.
2.2 Ultrasonic processing equipment
2.2.1 Laboratory scaleWhatever food processing application is to be studied or developed, the essentialrequirement is a source of ultrasound. The two most common pieces of laboratoryequipment used for processing liquids are an ultrasonic cleaning bath, which is inex-pensive and is commonly used to sonicate liquid samples in vessels immersed in thebath (Figure 13.3), or the more powerful probe system, which introduces vibrationsdirectly into the sample (Figure 13.4) (Mason, 1999).
2.2.2 Large scaleThere are essentially two types of large scale plant: batch and flow types. The resultsfrom successful small-scale experiments can be adapted for large scale work provid-ing that information is available on power input and volume treated. Several scale-updesigns are available for food processing which can be broadly divided into batch andflow systems. A general review of large scale processors has been published by
Fundamentals of ultrasound 327
Mechanicalamplifier
Sandwichtransducer
Steppedradiating
platePiezoelectric
ceramics
Figure 13.2 Dish emitter for airborne ultrasound.
P676757-Ch13.qxd 6/20/05 5:02 PM Page 327

Mason and Peters (2002). Several large scale applications using airborne ultrasoundwill be discussed later in this chapter.
2.2.2.1 Batch systemsBatch systems will generally be based upon the ultrasonic cleaning bath using thewhole bath as the reactor. Examples can be found in cleaning and decontamination of
328 Application of Ultrasound
Reaction mixturein conical flask
Stainlesssteel tank
Water withdetergent
Transducers bonded to base
Optionalheater
Figure 13.3 Ultrasonic bath.
Generator
Casing containingtransducer element
Upper fixedhorn (booster)
Screw fittingat null point
Detachablehorn
Replaceabletip
Figure 13.4 Ultrasonic probe system.
P676757-Ch13.qxd 6/20/05 5:02 PM Page 328

equipment, e.g. in the cleaning of chicken shackles to avoid cross-contamination(Quartly-Watson, 1998).
2.2.2.2 Flow systemsOne of the oldest devices used to achieve emulsification through cavitation is the liquid whistle. Process material is forced under pressure generated by a powerfulpump through an orifice from which it emerges and expands into a mixing chamber(Figure 13.5). With no moving parts, other than a pump, the system is rugged anddurable (Moser et al., 2001).
The systems that are particularly suitable for general usage in the food industry areresonating tube reactors. Essentially the liquid to be processed is passed through apipe with ultrasonically vibrating walls. In this way the sound energy generated fromtransducers bonded to the outside of the tube is transferred directly into the flowingliquid. Generally, commercial tube reactors are constructed of stainless steel and thechoices for pipe cross-section are rectangular, pentagonal, hexagonal and circular.
An alternative arrangement is via the coaxial insertion of a radially emitting barinto the pipe containing the flowing liquid; this would require minimal change toexisting pipework. One such system consists of a hollow tube sealed at one end anddriven at the other by a standard piezo transducer. Another concept involves a cylin-drical bar of titanium with opposing piezoelectric transducers attached at each end.The design of both inserts is such that the ultrasonic energy is emitted radially at halfwavelength distances along their lengths.
3 Ultrasound as a food preservation tool
Food preservation can be defined as the extension of shelf-life of raw materials or pre-pared foods beyond their ‘natural’ (i.e. without human intervention) decay times. Thisextension can be considered to be a competition between different physical, chemical
Ultrasound as a food preservation tool 329
Region of controlledformation andcollapse of cavitationbubbles
Flow frompump
Figure 13.5 Liquid whistle.
P676757-Ch13.qxd 6/20/05 5:02 PM Page 329

or biochemical processes. It is also depends upon the growth and development of dif-ferent microbial populations, which can be sometimes beneficial or, more commonly,detrimental for maintaining desirable food properties.
3.1 Inactivation of microorganisms
The food industry has generally concentrated on inactivating or killing micro-organisms and enzymes as a means of preservation by using a number of physicalmethods, mostly involving heat, with enormous success. However, while heat can aidfood preservation it can also cause some deterioration, e.g. the loss of some nutrientsand reduction in the organoleptic properties of the material. Thus the scientific com-munity has been searching for alternative methods to preserve foods using differentstrategies or physical principles.
The attempt to use ultrasound for food preservation is not new but it has experienceda relative revival in the last 10 years (Mason et al., 2003). Initial investigations of ultra-sound were devoted to its effects on the most important food alteration agent – micro-bial populations. The destruction of microorganisms by power ultrasound was reportedin the 1920s when the work of Harvey and Loomis (1929) was first published. Theirwork examined the reduction in light emission from a seawater suspension of rod-shaped Bacillus fisheri caused by sonication at 375 kHz under temperature-controlledconditions. Maintaining the temperature during sonication at 19°C prevented re-growth and all the bacteria appeared to be dead when viewed under a microscope.They attributed microbial death to cell disruption caused by cavitation. Other authors(Lepeschkin and Goldman, 1952; Kinsloe et al., 1954) pointed out that microbialinactivation due to ultrasound could be also achieved in the absence of cavitation,which led them to suggest that other inactivation mechanisms could play a significantrole. Subsequently, investigations of the effects of ultrasound on different microbialspecies revealed very different sensitivities, which were related to the shape and sizeof the microorganisms. With some exceptions, it is generally accepted that biggercells are more sensitive than smaller ones and that coccal forms more resistant thanrod-shaped bacteria. Further, Gram-positive are more resistant than Gram-negativeand aerobic are also more resistant than anaerobic bacteria. The physiological state ofthe cells also plays a role, with younger cells more sensitive than older ones andspores much more resistant than vegetative cells (Paci, 1953; Jacobs and Thornley,1954; Davies, 1959; Ahmed and Russell, 1975). However, comparisons between thesensitivities of different species or even within the same species is very difficultmostly due to the different types of equipment used for sonication and the conditionsused, especially the control of temperature.
In the 1970s and 1980s, a research group led by Burgos explored the effects ofultrasound on sporulated and vegetative forms of Bacillus spp. (Burgos et al., 1972).In 1987, the first report of synergy between ultrasound and heat in the inactivation ofbacteria was published by the same group and, interestingly, there was a reduction inthe effectiveness of ultrasound at elevated temperatures (Ordoñez et al., 1987). In1989, Burgos suggested that this efficiency loss could be due to the elevation ofvapour pressure in the sonicated medium that would impair or at least diminish the
330 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 330

intensity of cavitational collapse (Garcia et al., 1989). Burgos suggested in that paper,that this problem could be avoided by increasing the applied pressure of the sonicatedmedium and patented the process in 1993 (Sala et al., 1993) that was termed manoth-ermosonication or MTS (reviewed by Burgos, 1999). The enhanced killing ofmicroorganisms when ultrasound is combined with heat or pressure is generallyascribed to a greater mechanical disruption of cells.
Very interesting results have been obtained by the group of Sala (Sala et al., 1995;Mañas et al., 2000) in the inactivation of emerging pathogenic microorganisms suchas Listeria monocytogenes, a number of strains of Salmonella spp., Escherichia coli,or Staphylococcus aureus which are increasingly found in outbreaks of food poison-ing from mildly treated and/or refrigerated foods. Ultrasonic treatment at ambienttemperature was not very effective on L. monocytogenes giving a decimal reductiontime of 4.3 min. By using manosonication, the D-value of the ultrasonic treatment wasreduced to 1.5 min. Temperatures up to 50°C did not have any significant effect oninactivation, but at higher temperatures, a considerable enhancing effect was noted(Pagan et al., 1999). Similar results have been obtained with Salmonella (Mañas et al.,2000).
One of the most remarkable features of manosonication and manothermosonicationis that the factors that make microorganisms more resistant to heat treatment do notseem to affect their resistance to ultrasound. This makes inactivation by ultrasoundvery interesting for food preservation as its efficacy would be much less dependent ontreatment and real food conditions than current heat treatments. The other advantageis that damage to cells caused by heat can be reversible but, in contrast to this, experi-mental results show that damage caused by manosonication is irreversible (Pagan et al., 1999).
Ultrasound has also been used in combination with other non-thermal technologies(San Martin et al., 2001) such as magnetic fields and high pressure together withlisozyme treatments in model systems using pulses of 20 kHz ultrasound to reducecontamination by E. coli ATCC 11775. Inactivation of Saccharomyces with a combin-ation of heat and ultrasound has been found to be almost independent of pH (Guerreroet al., 2001). Continuous ultrasonic treatment systems have been shown to producesimilar results to batch treatments (Villamiel and de Jong, 2000a). Another continuoussystem working in combination with steam injection has been shown to affordbetween 1.5- and 4-fold higher inactivation rates of E. coli and Lactobacillus acidophilus in several liquid foods such as milk or fruit juices (Zenker et al., 2003).
All of the above refers to the preservation of liquid systems, but microbial decont-amination of some solid foods can also be achieved by ultrasonic irradiation.Decontamination of minimally processed fruit and vegetables (lettuce, cucumber, car-rots, parsley and others) has been attempted (Seymour et al., 2002) using ultrasoundto remove microorganisms from the surface of the vegetable pieces which were sub-sequently killed by the use of chemical sanitizers, generally chlorine. It was suggestedthat the low increase in cleaning efficiency did not justify the extra cost of the process.A similar approach by Scouten and Beuchat (2002) to decontaminate alfalfa seeds inocu-lated with Salmonella or E. coli O157 showed that the combined treatments of ultra-sound and Ca(OH)2 could be an alternative to chlorine treatments to avoid contamination
Ultrasound as a food preservation tool 331
P676757-Ch13.qxd 6/20/05 5:02 PM Page 331

in the sprouts. One to 1.5 log reductions of Salmonella contaminating poultry surfaceshave been achieved by using ultrasonic irradiation alone but up to 4 log reductions wereachieved by combining the same irradiation intensities with minimal (0.5 ppm) chlorineconcentrations (Lillard, 1994). However, Sams and Feria (1991) reported no decreasein total aerobic counts from broiler drumsticks sonicated with and without heat.
3.2 Inactivation of enzymes
An excellent review was published some years ago of ultrasound inactivation ordenaturation of enzymes and proteins (El’Piner, 1964), nevertheless, the study ofenzyme inactivation by ultrasound has received less attention than microbial inactiva-tion. As is the case of microbial species, enzymes are found to show a huge variety ofsensitivities toward ultrasonic irradiation but, for the same reasons as given above,comparisons between different work from different authors are difficult.
In 1994 a research group headed by Burgos initiated the study of the application ofMTS treatments to model enzymes relevant to the food industry (lipoxygenase, per-oxidase and polyphenol oxidase) in model buffer systems (Lopez et al., 1994). MTStreatments proved to be much more efficient than heat treatment for inactivating theseenzymes, especially those which are more thermally labile (lipoxygenase andpolyphenol oxidase). MTS inactivated peroxidase by splitting its prosthetic hemegroup, the same inactivation mechanism as heat (Lopez and Burgos, 1995a), whereaslipoxygenase seemed to be inactivated by a free radical mediated mechanism (Lopezand Burgos, 1995b). This group extended their studies to other harmful food enzymes.Proteases and lipases from psychrotrophic Pseudomonas (Vercet et al., 1997), thelimiting factor for UHT (ultra heat treated) milk shelf-life, were found to be inacti-vated up to ten times faster by MTS treatments. Thermostable pectin methylesterasefrom oranges affects the cloudiness in citrus juices and whose inactivation is thereforemandatory in the citric juice industry, is inactivated almost 500 fold faster by MTStreatments than by heat treatment at an identical temperature. This is probably due tothe impairment of substrate (pectin) enzyme stabilization by ultrasound (Vercet et al.,1999). Pectic enzymes of tomatoes, pectin methylesterase and the two endopoly-galacturonase isozymes are also inactivated by MTS treatments with much higherefficiency, both in model systems (Lopez et al., 1998) and in tomato juice (Vercet et al., 2002a). General trends arose from all these enzyme inactivation studies; ther-molabile enzymes are more sensitive to ultrasound than those which are heat resistant.The stabilization mechanisms operating against heat inactivation do not protectagainst MTS treatments (unlike that which occurs to microbial populations) and smallenzymes seem to be more resistant than bigger ones (Vercet et al., 2001a).
The use of ultrasound at ambient pressure has also been successfully used to inacti-vate food relevant enzymes. Peroxidase was inactivated by combinations of heat andultrasound at neutral (Gennaro et al., 1999) or low pH (Yoon-Ku et al., 2000) andlipoxygenase has been shown to be inactivated at low sonication intensities (Thakurand Nelson, 1997). Villamiel and de Jong (2000b) report no effect of ultrasound onendogenous milk enzymes (alkaline phosphatase, g-glutamyltranspeptidase and lac-toperoxidase) at room temperature but synergistic inactivation at 60–75°C.
332 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 332

4 Ultrasound as a processing aid
4.1 Mixing and homogenization
There are a large number of industrial processes that employ power ultrasound as ameans of mixing materials (Canselier et al., 2002). Although the ultrasound can besupplied through bath or horn systems, there is another method of achieving the mix-ing via mechanical means. The device used for this purpose is often called the liquidwhistle and it was developed many years ago for liquid processing, particularly for homogenization. As the name suggests, it operates on the whistle principle in that ultrasonic vibrations are generated via the flow of a liquid. The required operat-ing pressure and throughput is determined by the use of different sized orifices or jets and the velocity can be changed to achieve the necessary particle size or degreeof dispersion.
A typical emulsion base for soups, sauces or gravies would consist of water, milkpowder, edible oil and fat together with flour or starch as thickening agent. Thesematerials are premixed together and, after passing through the homogenizer, producea fine particle size emulsion with a smooth texture. Ketchup is processed in a similarway to produce a smooth product with increased viscosity and improved taste as a result of the complete dispersion of any clumps of tomato pulp. Often the rate-determining step of a particular process involves an energy interchange through a liquid–solid interface. In the food industry one such process is the extraction of components from vegetable material.
A comparison has been made of the oil-in-water emulsions produced by mechan-ical agitation (Uitra-Turrax, 10 000 rpm, P � 170 W) or power ultrasound (ultrasoundhorn, 20 kHz, 130 W) using the same model system: water/kerosene/polyethoxylated(20 EO) sorbitan monostearate. With ultrasound, the drop size is much smaller thanthat given by mechanical agitation under the same conditions, which makes insonatedemulsions more stable. In addition, for a given drop size, less surfactant is required.These two methods were also used in a process for the encapsulation of liquid cheesearoma (20 per cent) in different carbohydrate matrices by spray-drying (Mongenot et al.,2000). In terms of encapsulation efficiency, the best system of cheese aroma encap-sulation was obtained using ultrasound for the emulsification step, which gave a lowermicrocapsule size and a higher aroma retention than when an Ultra-Turrax mixer wasused. The effect of position of the ultrasound source from the interface on emulsionquality has been studied using ultrasonic bath and horn (Mujumdar et al., 1997).Large variation in the emulsion properties with small changes in the position of ultra-sound source were observed and this offered a possible explanation for discrepanciesin the results of heterogeneous liquid phase systems reported in the literature.
A continuous ultrasound emulsification process has been compared with other con-tinuous mechanical emulsifying devices (Behrend et al., 2000). Continuous phase vis-cosity was varied by means of water-soluble stabilizers (o/w systems) and differentoils (w/o systems). At constant energy density, droplet size decreases when addingstabilizers, whereas the viscosity of the oil in w/o emulsions has no effect. Qualitativeinvestigations of the local distribution of cavitation have shown very small penetration
Ultrasound as a processing aid 333
P676757-Ch13.qxd 6/20/05 5:02 PM Page 333

depths of cavitation into the liquid which emphasizes the need for improvement ofapparatus design to optimize ultrasonic emulsification processes.
4.2 Foam formation and destruction
Foam is a dispersion of gas in a liquid in which the distances between the gas bubblesare very small. In fact, foam can be considered as the agglomeration of gas bubblesseparated by a very thin liquid film. In a foam system the volume ratio of gas to liquid is very great and the bulk density approaches that of a gas. The generation of afoam may result from the:
• aeration and agitation of liquids (if the gas is already dissolved in the liquid)• vaporization of the liquid phase• action of microbiological or chemical agents that under certain reaction condi-
tions will release a gas.
The various types of foam can be classified into different categories depending ontheir characteristics (Ghildyal et al., 1988).
Among different foam-characterizing factors, stability is the most essential one asthis defines its natural or forced rupture (Viesturs et al., 1982). Natural collapse offoams takes place because of liquid escape from foams (or syneresis). This processmeans liquid drains from the upper layers of the foam to the lower ones, while the capil-lary pressure gradient along the height of the foam column increases, thus preventingrunning out. Other relevant factors affecting the stability of foams are pH, molecularsurface electrical charge, temperature, viscosity and surface tension.
Foams are frequently produced in technical situations as unwanted side effects and,in general, they cause difficulties in process control and in equipment handling.Therefore, a great effort has been made either to prevent foam formation or to controlit once it has been formed, for example in bioreactors or when gases are releasedunder conditions of sudden pressure relief in a chemical reactor.
In the food industry, submerged fermentation processes represent a good exampleof where foam formation is disadvantageous because it adversely affects productivity,causes fermenter contamination and hinders downstream processing among anothereffects (Ghildyal et al., 1988; Sandor and Stein, 1993; Freeman et al., 1997). In viewof the adverse effects, it is important to control the foam in the reactors. Nowadays,there are several conventional foam control methods employing water sprays, chem-ical defoamers or mechanical foam breakers, although a combination of chemical andmechanical methods has been found to be more effective in the control of foam.
Chemical methods use antifoam agents or defoamers. These products are usuallysurface-active agents which are unable to produce a stable foam by themselves. Theyare very effective but sometimes cause adverse effects by contaminating the process.The use of antifoams also tends to be largely based on a ‘hit and miss’ approach bothwith regard to the type of antifoam and the amount added. Furthermore, the additionof antifoams may also be limited by legislative problems relating to the production offood and pharmaceutical products.
334 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 334

Mechanical methods are more widely used mainly to overcome the disadvantagesrelated to the use of antifoam agents. The collapse of bubbles is produced by anymechanical shock (rapid pressure changes, shear force, compressive force, impactforce, suction and centrifugal forces). The use of ultrasonic energy can be consideredas a mechanical method based on the propagation of high intensity ultrasonic wavesand represents a clean method of breaking foams without contact with the liquid. Thebreaking and destruction of foams by ultrasound based defoamers is assumed to be acombination of:
1 partial vacuum on the foam bubble surface produced by high acoustic pressure2 impingement of radiation pressure on the bubble surface3 resonance of the foam bubbles which create interstitial friction causing bubble
coalescence4 cavitation5 atomization from the liquid film surface6 acoustic streaming (Boucher and Weiner, 1963; Gallego, 1999).
The potential use of ultrasound for foam breaking was first introduced during the1950s and 1960s by using various types of acoustic defoamers. Most liquids with vis-cosities up to 500 cp can be acoustically defoamed (Chendke and Fogler, 1975). Themajority of them were based on aerodynamic acoustic sources of various types suchas the Hartmann whistle, the rotatory siren, etc. The main disadvantages that thesesystems present are related to noise problems (they usually operate in the hearing fre-quency range), but they also require high air generation capacity, control and steril-ization of the air-flow and involve high energy consumption.
A new concept for a high-intensity ultrasonic defoamer has been developed(Rodríguez et al., 1985) based on the use of a stepped-plate transducer to generate airborne ultrasound (see Figure 13.2) (Gallego et al., 1978) and incorporates anextended titanium stepped-grooved radiating plate (350 mm in diameter) whichallows the ultrasonic energy to focus. Sound pressure levels (SPL) of about 165 dB(�3 W/cm2) were measured at a distance of about 330 mm from the centre of theplate, when a maximum power of 150 W is applied to the transducer. As an exampleof the potential use of this system, the airborne ultrasound has been successfullyapplied to the control of excess foam produced during the filling operation of bottlesand cans on high-speed canning lines before capping. The focal area covered by theultrasonic beam is about 3 cm2. Two focused transducers working at 20 kHz were usedin parallel to improve this effect in order to cover the can surface. The overflow offoam was also controlled with bottles in a champagne company with powers lowerthan 100 W due to the great volume ratio of gas to liquid. Other experiments were carried out in milk and beer factories presenting promising results.
Details of a more powerful second generation ultrasonic defoamer with a powercapacity of 400 W and a radiating plate of 480 mm in diameter was published 2 yearslater (Rodríguez et al., 1987). The system was applied to defoaming in a beer cylindro-conical fermenter 6 m in diameter located in a brewery company in London. This morepowerful system allowed an increase in the SPL in the focal area (12 cm2) at up to 170 dB(ca 10 W/cm2) (Gallego, 1998). The pilot trials demonstrated that the ultrasound was
Ultrasound as a processing aid 335
P676757-Ch13.qxd 6/20/05 5:02 PM Page 335

able to break older foam much more effectively than freshly formed foam. There maybe several reasons for this:
1 the older foam at the surface would be less stable due to drainage and coalescence2 the lower liquid content of the less dense foam would cause the foam to reflect
less of the ultrasound3 as the foam was destroyed liquid passed downwards into the lower levels of foam
which may have made it more resistant to the ultrasound; any large bubblesformed at the broth surface might make their way to the top of the foam.
Nakamura et al. (1996) developed a device to control the large amount of foam gen-erated at the time of filling bottles in a food machine plant. In this work, carried outat a small scale, the mechanism and energy efficiency of various physical andmechanical defoaming technologies were compared. The tests were carried out in asmall cell within which the foam was generated and a rectangular (585 � 93 mm) flatvibrating plate made in aluminium was used in the experiments to generate ultrasonicwaves. The experimental results obtained showed that ultrasonic defoaming is themost effective method when compared with laser and infrared techniques.
Recently, a more versatile and powerful ultrasonic defoamer system has beendeveloped and tested to break and control foam growth in big reactors in accordancewith a procedure patented by Gallego et al. (2002). The application of the system inthe dissipation of foam in reactors has been successfully used in the control of foamin industrial fermenters. More recently, this device has been improved by using sev-eral airborne focusing ultrasonic emitters, with an electronically controlled rotationsystem. Most of the bubbles break almost immediately under the influence of theacoustic intensity beam. From the point of view of manufacture, it is a powerful andcompact device, without airflow and therefore it does not interfere with the processbeing treated and it can be easily sterilized.
4.3 Precipitation of airborne powders
Having suspended airborne particles in most gases is generally regarded as undesir-able and a method of removing airborne particles (solid or liquid) is by means ofcoagulation. One of the most promising methods to agglomerate and precipitate air-borne particles is by using high intensity sonic or ultrasonic vibrations (Table 13.2).
It is a well-known fact that the application of a high intensity acoustic field on anaerosol originates a coagulation process of the suspended particles. This phenomenonwas reported by Patterson and Cawood (1931) when they observed the rapid particleagglomeration in a standing wave sound tube. Shortly afterwards independent acousticagglomeration experiments were carried out by Brant and Hiedemann (1936) inGermany, Andrade (1936) in the UK, and St Clair in the USA (1949). They found thatthe microscopically small particles, both liquid and solid, in the aerosol, which werenormally light enough to remain suspended for a considerable time, were agglomer-ated by the ultrasonic vibrations, the bigger particles then settling more rapidly underthe influence of gravity and causing the aerosol to precipitate out.
336 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 336

Although, acoustic agglomeration has been widely studied, the development of thisprocess into an industrial application has been slow. This is probably because of thelack of suitable high-intensity, high efficiency sound sources and appropriate full-scaleagglomeration chambers. Methods of obtaining high-intensity levels have involved sev-eral types of acoustic sources (Hartmann whistles, St Clair emitter, sirens and steppedplate transducers). The majority of these generators have efficiencies of about 25 percent and poor directivity in air. Nevertheless, Gallego et al. (1978) and Rodríguez et al. (1987) showed that vibrating stepped plate transducers have very high efficiencies,up to 80 per cent, and can be applied to an industrial process where control and precipitation of fine particles is required.
Magill et al. (1992) carried out investigations to remove submicron particles (meanparticle diameter of 0.8 �m) from a gas stream, using a combined acoustic moduleand electrostatic precipitator (ESP). Stepped plate transducers with power capacitiesup to 0.5 kW were used in a pilot-scale plant. The aerosol flow rate ranged from 150to 1500 m3/h with resulting flow velocities of 0.17–1.7 m/s inside the acoustic cham-ber and 0.33–3.3 m/s in the ESP. In the experiments, the total particle number con-centration was 2 � 106/cm3 and mass loading of about 1.35 g/m3. The separationefficiency of 0.8 �m particles was increased from 87 to 92 per cent when ultrasonicenergy was applied at 20 kHz (transducer operating at 400 W).
Gallego et al. (1996, 1999a) developed a pilot scale acoustic preconditioning sys-tem for fumes of a 0.5 MWt fluidized bed coal combustor. In these tests the objectivewas to agglomerate not only micron-sized particles but also finer particulates in thesubmicron range. Fly ash-laden fumes generated by the combustor were let into a3.6 m long horizontal acoustic agglomeration chamber. The residence time of the aerosolin the acoustic chamber was in the order of 2 s. Four stepped-plate, high-intensitymacrosonic transducers were used to achieve average sound pressure levels of about151 dB at 10 kHz and 152 dB at 20 kHz and peak values of 165 dB, in the entire vol-ume of the chamber. Optical and scanning mobility particle sizers were employedalong with cascade impactors to measure a wide range of particles. Using ultrasound(four transducers at 400 W), the reduction in micron-sized particles was up to 70 percent in terms of the initial number of particles. Reductions of about 30 per cent were obtained in the submicron size distribution. The system can be applied to anyindustrial process where agglomeration and precipitation of airborne particles isrequired. The preconditioning procedure is equally useful in combination with otherfiltering or removal systems such as cyclone filters, bag houses, ceramic filters, etc.Another important benefit is its applicability to high-pressure and high-temperatureenvironments.
More recently, Riera et al. (2002a) have investigated the influence of humidity onthe ultrasonic agglomeration and precipitation of submicron particles in dieselexhaust by using a linear array of four high-power 20 kHz stepped-plate trans-ducers. At flow rates of 900 Nm3/h, there was a small reduction (25 per cent) in the number concentration of particles at the outlet of the chamber but at a humidity of 0.06 kgwater/kggas the reduction increased to 56 per cent. A general enhancement of the acoustic particle agglomeration was also found with higher levels of initialhumidity.
Ultrasound as a processing aid 337
P676757-Ch13.qxd 6/20/05 5:02 PM Page 337

4.4 Filtration and drying
4.4.1 FiltrationThe requirement to remove suspensions of solids from liquids is common to manyindustries. This separation can be either for the production of solids-free liquid or toisolate the solid from its mother liquors. Conventionally, membranes of various sortshave been employed for these processes ranging from the simple filter pad throughsemipermeable osmotic type membranes to those which are used on a size-exclusionprinciple for the purification of polymeric materials. Unfortunately, the conventionalmethodologies often lead to ‘clogged’ filters and, as a consequence, there will alwaysbe the need either to replace filters or stop the operation and clean them on a regularbasis. The application of ultrasound enables the filtration system to operate more efficiently and for much longer periods without maintenance through two specificeffects. First, sonication will cause agglomeration of fine particles and, secondly, willsupply sufficient vibrational energy to the system to keep the particles partly sus-pended and therefore leave more free ‘channels’ for solvent elution. This so-calledacoustic filtration has been studied for many years and in many systems achieving, forexample, an 18-fold increase in filtration rate of motor oil through a sandstone filter(Fairbanks and Chen, 1971).
There have been a number of developments in acoustic filtration and separationprocesses (Tarleton and Wakeman, 1997). One such is the application of an electricalpotential across the slurry mixture while acoustic filtration is performed (Senapati,1991). The filter itself is made the cathode while the anode, on the top of the slurry,functions as a source of attraction for the predominantly negatively charged particu-late material. An example of its application can be found in the dewatering of coalslurry (50 per cent moisture content). Conventional filtration reduces the moisture to40 per cent, using ultrasound this was improved to 25 per cent and using electro-acoustic filtration further improved to 15 per cent. The potential for this process isclearly enormous when applied to a continuous belt drying process in the deliquoringof such extremes as sewage sludge or fruit pulps.
4.4.2 DryingThe reduction of moisture is one of the oldest techniques for food preservation. Thereare two basic methods to remove the moisture in a solid material: mechanical andthermal. Mechanical drying is based on the application of pressure or centrifugalforces to the material, whereas thermal drying uses heat to evaporate the liquid. Thefirst method acts on the moisture weakly attached to the material and the second onecan provide a more complete drying effect on the product.
The use of ultrasonic energy in drying is very promising because it can act withoutaffecting the main characteristics and quality of the products. In particular, powerultrasound is an especially attractive means of drying heat-sensitive foods becausethey can be dried more rapidly and at a lower temperature than in the conventionalhot-air driers.
Some applications of high-power acoustics in food drying are summarized in Table13.3 where different authors reported studies of acoustic drying of a number of
338 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 338

materials using airborne radiation, ultrasonic vibration in contact with food, productsimmersed in hypertonic solutions, in sugar solutions and in salt brine. In all caseshigh-intensity acoustic waves accelerate the drying process of food solid materials.
Although acoustic drying has been known for more than five decades, its applica-tion and development has been very slow due to technical problems in the design ofefficient and powerful airborne acoustic generators. Boucher dried gelatin, yeast cakeand granulated sugar using a multi-whistle device operating in the frequency range of10–33 kHz (Boucher, 1961). In these experiments the intensity level is considered themain factor governing the evaporation rate. Boucher suggests a minimum intensitylevel of about 145 dB for industrial purposes. A clear benefit in the final moisturecontent of about 50–75 per cent less was obtained with ultrasound compared withconventional drying processing.
In order to increase the benefit of ultrasound on food drying, ultrasonic vibrationshave been applied in direct contact with the samples. Gallego et al. (1999b) applieddirect contact ultrasound together with a static pressure at 22°C in the drying of car-rots. Results obtained with carrot slices of 2, 4 and 8 mm in thickness and 14 mm in diam-eter showed that the drying effect was remarkably improved. A final moisture contentof about 1 per cent was obtained. Riera et al. (2002b) also obtained encouragingresults applying the same technique to the drying of apples, carrots and mushrooms.
Osmotic dehydration is widely used for partial removal of water from food mater-ials by immersion in a hypertonic solution. However, one of the main difficultieswhen applying this technique is the usually slow kinetics of the process. A classicalway to increase the rates of mass transfer is the application of a mechanical agitationsystem; another possibility is the use of power ultrasound.
Simal et al. (1998) reported the application of ultrasound with cubes of apples in ahypertonic solution of sucrose (70°Brix) at four different temperatures (40, 50, 60 and70°C) and showed that the rates of mass transfer increase with the use of ultrasoundat 40 kHz. They found an increase of water loss (14–17 per cent) and a sugar gain rate(23 per cent at 40°C; 11 per cent at 70°C) when ultrasound was applied. Therefore,
Ultrasound as a processing aid 339
Table 13.2 Experimental data relating to particle precipitation
Airborne particle Frequency Intensity Reference(kHz) (dB)
Paraffin oil 10 138; 148; 151 Brant and Hiedemann (1936)Carbon black smoke 20.4 159.5 Gallego et al. (1999a)Coal fly-ash 1.42–2.5 144 and 160 Tiwary (1985)Soot; black soot glycerine; 20 133–149 Magill et al. (1991, 1992)glycol fog aerosol 21 140–160Coal fly-ash 1.42–2.5 144 and 160 Song (1990)Fly-ash calcined limestone 44 160 Hoffmann (1993), Hoffmann
et al. (1993)Glycol fog aerosol; soot 10 and 20 Caperán et al. (1995)Glass spheres; quartz particles 0–0.9 Hoffmann and Koopmann (1997)Fly-ash laden fumes 10 and 20 140–165 Gallego et al. (1996)Fly-ash laden; diesel exhausts 10 and 20 140–165 Riera et al. (2002a)
P676757-Ch13.qxd 6/20/05 5:02 PM Page 339

osmotic dehydration can be carried out at a lower solution temperature to obtainhigher water loss and solute gain rates, while preserving the heat-sensitive nutritivecomponents, flavour and colour. Experiments carried out by Sanchez et al. (1999)obtained similar results with cheese immersed in saturated NaCl. Water loss increasedby 11 per cent and NaCl was increased by 5 per cent compared with normal briningagitation.
Cárcel et al. (2002) studied the mass transfer processes of apple slices immersed ina solution of sucrose (30°Brix) at 30°C when different intensities were applied (from3.6 to 11.5 W/cm2) at 20 kHz with a horn. The authors (Cárcel et al., 2002) detectedan intensity threshold of about 9 W/cm2. Above this intensity the water loss and thesolute gain were clearly higher compared with experiments carried out with agitatedbrine. These experiments were repeated for brining pork loin slices with and withoutultrasound at several intensities (from 15 to 76 W/cm2) at 2°C. The results for NaClgain behaved in a similar way to those that observed for solute gain in apples treatedin sugar solution. Above the corresponding intensity threshold, the increase of NaClgain was proportional to the ultrasonic intensity applied and much higher than inexperiments with mechanical agitation of the brine.
4.5 Extraction
Power ultrasound has been shown to be a promising and innovative method to assistthe extraction of valuable compounds from vegetables and food products (Mason et al., 1996; Mason, 1998; Vinatoru, 2001; Valachovic et al., 2001). It is particularly use-ful in combination with conventional solvent extraction and a range of examples isgiven in Table 13.3. The beneficial effects of ultrasound derive from its mechanicaleffects on the process by increasing the penetration of the solvent into the product andenhancing the mass transfer process to and from interfaces. It is supposed that thosebenefits are related to the enhancement of diffusion of cellular contents through thedisruption of the cell walls produced by acoustical cavitation (Chendke and Fogler,1975). On collapse, bubbles are capable of producing shock waves. Oscillatory par-ticle motion produced by high-intensity ultrasonic waves can also induce secondaryflows, known as acoustic streaming. Moreover, cavitation produces microjets at thesurface of the food material that may introduce the liquid into the solid. This effectcan increase mass transfer in both directions from the liquid to the solid or in reverse.Therefore, cavitation induced cell disruption and dispersion of suspended solids coupled with enhanced mass transfer rates due to acoustic streaming are believedresponsible for the improved extraction (Toma et al., 2001).
Herbs provide a source of raw materials for the pharmaceutical, cosmetics and foodindustries and, more recently, in agriculture for pest control and the effect of ultra-sound on various extraction procedures has been reviewed (Vinatoru, 2001). Duringdistillation ultrasound will produce more rapidly boiling centres, but no collapsingbubbles, hence the use of ultrasound during distillation does not produce any signifi-cant effect. However, ultrasound can be successfully employed to enhance extractionwhen a low boiling point solvent is used and the temperature of the extraction mixtureis kept below its boiling point.
340 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 340

A combined ultrasound and microwave-assisted extraction method of essential oilfrom caraway seeds has been proposed by Chemat et al. (2003). A microwave-ultrasonic(MW-US) reactor was designed for atmospheric pressure extraction of biological and chemical products. Its application has been shown by extraction of carvone andlimonene from caraway seeds. The system basically consists of a microwave oven cav-ity unit operating at 2.45 GHz with a power of 300 W, an open vessel reactor operat-ing at atmospheric pressure with a volume capacity of 20–150 ml and an ultrasonichorn-type transducer working at 20 kHz. The samples were caraway seeds prepared bygrinding with liquid nitrogen in a roller mill. Samples were directly introduced intothe extraction reactor and conventional solid–liquid extraction was also performed forcomparison. The analysis of the extracts was carried out by gas chromatography andthe structure of the specimen analysed by scanning electron microscopy (SEM). Asignificant improvement in extraction was obtained using simultaneous ultrasoundand microwave-assisted extraction.
Supercritical fluid extraction (SFE) with CO2 is a non-conventional technique thatcan offer very good yields. This technique is suitable for fragrance extraction, givingbetter yields and good quality essential oil. Nevertheless, fixed bed SFE of oil fromsolid matrix is slow even when solute-free solvent is re-circulated and thereforeimprovements in mass transfer are required. The use of power ultrasound represents apotentially efficient way of enhancing mass transfer processes. This is due to the
Ultrasound as a processing aid 341
Table 13.3 Application of acoustic energy in the drying of food
Material Assisted drying procedure Reference
Gelatin; yeast cake; granulated Airborne radiation in solid–gas Brun and Boucher (1957)sugar system Boucher (1961)Grated cheese; orange crystals; Airborne radiation in solid–gas Soloff (1964)gelatine beds; rice grains systemPotato cylinders Airborne radiation in solid–gas Bartolome et al. (1969)
systemRice Airborne radiation in solid–gas Muralidhara et al. (1985)
systemApple cubes Hypertonic solution of sucrose in Simal et al. (1998)
solid–liquid systemCheese cylinders and Saturated NaCl brine in Sánchez et al. (1999)parallelepipeds; curd solid–liquid systemOnions Airborne radiation in solid–gas Da Motta and Palau (1999)
systemCarrots Airborne radiation and direct Gallego et al. (1999b)
contact in solid–gas systemCarrots; apples; mushrooms Airborne radiation and direct Riera et al. (2002b)
contact in solid–gas systemApple slices 30°Brix solution of sucrose in Cárcel et al. (2002)
solid–liquid systemPork loin slices Saturated NaCl brine in Cárcel et al. (2003)
solid–liquid systemApples; potatoes Ultrasonic vibration in direct de la Fuente et al. (2003)
contact in solid–gas system
P676757-Ch13.qxd 6/20/05 5:02 PM Page 341

effects produced by compressions and decompressions, as well as by radiation pres-sure, streaming, etc. In addition, this is probably the unique practical way to produceagitation in SFE because the use of mechanical stirrers is not possible. Riera et al.(2002c, 2004) examined the effect of ultrasound (20 kHz and 50 W) on the particulatealmond oil extraction kinetics using supercritical CO2. As a consequence of the trials(at 280 bar and 55°C) at the end of the extraction time (8 h 30 min) the yield of the oilwas significantly increased (20 per cent) when SFE was assisted by ultrasound.Alternatively, mass transfer was speeded up to such an extent that yields comparableto those obtained by SFE alone could be achieved in about 30 per cent shorter timewhen using ultrasound.
5 Ultrasound effects on food properties
The primary goal of food preservation technologies is to extend food shelf-life,mostly by preventing enzymatic deleterious reactions and microbial spoilage.However, on the other hand, they need also to preserve all those attributes that makefood a pleasant and nutritious material to be eaten, i.e. flavour, colour and texture.This is especially true in First World consumer societies where interests lie muchmore in the pleasure of eating than in the Third World where the primary goal of eat-ing is survival. Ultrasonic irradiation concentrates quite large amounts of energy intovery small volumes (hot spots) and this has the potential to change food properties inunexpected ways. There are, however, very few reports of these effects either becausethey are insignificant or perhaps because the experimental findings do not alwaysshow the expected (good) results.
5.1 Effects of ultrasound on dairy products
Milk is one of the most studied raw materials in relation to the ultrasonic irradiationof foods. Villamiel and de Jong (2000b) report effects on sonication at ambient pres-sure on several of its constituents. Milk fat globules are finely homogenized, individ-ual caseins seem not to be affected, although the authors do not give any indicationabout their multimeric structures, the micelles. Serum proteins �-lactalbumin and �-lactoglobulin, on the other hand, are denatured more extensively when ultrasound is combined with heat than with these two treatments performed separately. Similarresults were obtained in fat globule homogenization when applying continuous man-othermosonication. This also results in a slight change in milk colour according toinstrumental measurements, but this is probably just a consequence of different lightreflection (Vercet et al., 2002b). Milk is also a good source of thiamine and riboflavin.The former is stable to light and oxidation but it is the least heat stable vitamin.Meanwhile, riboflavin is thermostable but it is rather sensitive to oxidation and degrad-ation by light. Another parameter to take into account is the Maillard reactionbecause, in milk, lactose usually reacts with amino groups of lysine to form anAmadori product. This reaction is the first step of a complicated group of reactions
342 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 342

that eventually lead to browning of milk and milk products. However, the ultimateresult is not only the changes in colour but also the loss of the bioavailability of lysine(an essential aminoacid). There is no significant loss of riboflavin and thiamine inMTS treated milk compared with samples treated only with heat (under otherwiseidentical conditions). However, there was a dramatic change in the kinetics of brown-ing when ultrasound was applied with and without pressure, even at the relatively lowtemperature of 92°C. Although the kinetics was very different, it proved impossible toidentify the precise changes induced by ultrasound in the browning pathways (Vercetet al., 2001b). Another problem arose with the modification of milk flavour inducedby MTS treatment which had an extreme cooked flavour (Vercet and Lopez Buesa,unpublished observation) very similar to that of UHT milk just after thermal treat-ment. The cooked flavour of UHT milk is due to exposure of sulphydril volatilegroups derived from proteins and disappears after a short storage (a few days) period.Strong flavour changes have also been found in sonicated sunflower oil: they were dueto the apparition of volatile derivatives of fatty acids such as hexanal and hept-2-enal(Chemat et al., 2004).
Using MTS-treated milk for yoghurt production, better textural properties havebeen found than in control milks homogenized with standard methods (Vercet et al.,2002c). No flavour defect could be observed in these yoghurts (Vercet and LopezBuesa, unpublished observation). A similar finding has been reported by Wu et al.(2001) using milk sonicated at ambient pressure. These authors (Wu et al., 2001)attribute the effect to more effective milk homogenization, but work by Vercet et al.(2002c) showed that control yoghurts were even more finely homogenized than MTSyoghurts. The change was attributed to protein modification by ultrasound whichagrees also with the cooked flavour derived from proteins in MTS treated milk andwith the fact that MTS-treated milk does not coagulate in cheese making (milk coagu-lation for cheese production is mostly a protein dependent phenomenon) (Vercet andLopez Buesa, unpublished observation).
5.2 Effects of ultrasound on juices
The textural properties of tomato juices after manothermosonication treatments com-pared with controls have been thoroughly studied (Vercet et al., 2002a). MTS resultedin higher consistency and initial apparent viscosities. Tomato juices are, from a rheo-logical point of view, pseudogels, whose flow properties depend on the interaction orentanglement of cell particles (mostly cell walls), soluble pectin concentration and thechemical properties of the latter. MTS treatments of pure pectin solutions yieldedmolecules with lower apparent viscosities due to a size reduction (Lopez Buesa,unpublished observation). A similar result was observed by Seshadri et al. (2003). Itis difficult to predict what might be expected from a modification of pectin propertiesin gels, or pseudogel derived from pectin. Longer molecules show higher resistance toflow but shorter ones can interact in a different way with suspended particles leadingalso to increased resistance to flow.
An untrained panel detected some flavour differences in MTS-treated tomato juice butthese were not considered detrimental by the panellists, just different. Instrumental
Ultrasound effects on food properties 343
P676757-Ch13.qxd 6/20/05 5:02 PM Page 343

colour measurements of tomato treated juice also revealed some differences fromcontrol samples. This is most probably due to the disappearance of almost 70 per centof the initial lycopene, the main carotene responsible for tomato red colour (LopezBuesa, unpublished results). However, no appreciable change was observed in thetomato juice content of another readily oxidable and important molecule, ascorbicacid. Zenker et al. (2003) also found that sonication had no effect on the ascorbic acidcontent in milk and orange juice. This is somewhat surprising taking into account thatMTS treatments are able to produce substantial amounts of hydroxyl radicals (Vercetet al., 1998). The explanation could lie in a competition (different reaction rates)between hydroxyl groups and all the other oxidizable substrates available (i.e. proteinsor sugars).
A comparison study has been made of the effect of the heating and sonication oforange juice in terms of:
1 ascorbic acid, the most important vitamin in orange juice which is quite sensitiveto oxidation
2 carotenoid content which is important for both colour and as a nutrient (provita-min A and functional molecules) and
3 non-enzymatic browning that, in this case, is related to sugars and ascorbic aciddegradation.
Indeed, browning intermediates derived probably from sugar degradation were foundonly in MTS treated orange juice. Also a 10 per cent decrease was found in carotenoidcontent. Only a slight decrease in ascorbic acid was found in MTS treated juice (Vercetet al., 2001b).
5.3 Effects of ultrasound on egg products
Liquid eggs have been also submitted to MTS treatments without any noticeablechange in functional properties (Mañas, 1999). However, there was a detectablediminution of the gelling properties of isolated ovalbumin submitted to MTS treat-ments (a 50 per cent decrease in storage modulus of ovalbumin gels). The gellingproperties of manosonicated ovalbumin samples recovered partially after 24 hourscold storage which points to protein unfolding and refolding processes occurring during and after MTS treatments, respectively (Sánchez et al., 2002).
6 Conclusions
The effectiveness of ultrasound as a food processing tool has been proven in the laboratory and there are a number of examples of scale-up. In most cases the frequencyused has been that which is available commercially, i.e. 20 or 40 kHz and this hasproved quite satisfactory. In such cases the variable parameters are temperature, treat-ment time and acoustic power. Little attention has been paid to the use of different fre-quencies except in a few cases. One such is the use of ultrasound in food preservation
344 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 344

using the bactericidal action of sonication combined with other techniques such asheat, ultraviolet light and the use of a biocide.
The results presented in this chapter should provide a starting point for more com-prehensive research and development leading to the introduction of power ultrasoundinto a wider range of industrially significant food processing operations.
References
Abramov OV (1998) High-Intensity Ultrasound: Theory and Industrial Applications.London: Gordon and Breach.
Ahmed FIK, Russell C (1975) Synergism between ultrasonics waves and hydrogen perox-ide in killing microorganisms. Journal of Applied Microbiology 39, 31–40.
Andrade EN da C (1936) The coagulation of smoke by supersonic vibration. Transactionsof Faraday Society, 134, 1111–1115.
Bartolome LG, Hoff JE, Purdy KR (1969) Effect of resonant acoustic vibrations on dry-ing rates of potato cylinders. Food Technology, 23, 47–50.
Behrend O, Ax K, Schubert H (2000) Influence of continuous phase viscosity on emulsi-fication by ultrasound. Ultrasonics Sonochemistry, 7, 77–85.
Boucher RMG (1961) Drying by airborne ultrasonics. Ultrasonic News, 3, 8–9, 14–16.Boucher RMG, Weiner AL (1963) Foam control by acoustic and aerodynamic means.
British Chemical Engineering, 8, 808–812.Brant O, Hiedemann E (1936) The aggregation of suspended particles in gases by sonic
and supersonic waves. Transactions of Faraday Society, 42, 1101–1110.Brun E, Boucher RMG (1957) Research on the acoustic air-jet generator: A new develop-
ment. Journal of Acoustical Society America, 29, 573–583.Burgos J, Ordoñez JA, Sala FJ (1972) Effect of ultrasonic waves on the heat resist-
ance of Bacillus cereus and Bacillus licheniformis spore. Applied Microbiology, 24,497–498.
Burgos J (1999) Manothermosonication. In Encyclopedia of Food Microbiology(Robinson RK, Batt CA, Patel PD, eds). New York: Academic Press, pp. 1462–1469.
Canselier JR, Delmas H, Wilhelm AM, Abismail B (2002) Ultrasound emulsification – Anoverview. Journal of Dispersion Science and Technology, 23, 333–349.
Caperan Ph, Somers J, Richter K, Fourcaudot S (1995) Acoustic agglomeration of a gly-col fog aerosol: influence of particle concentration and intensity of the sound field attwo frequencies. Journal of Aerosol Science, 26, 575–594.
Cárcel JA, Golás Y, Benedito J, Mulet A (2002) Influence of power ultrasound in osmoticdehydration of apple slices. Proceedings of the International Drying Symposium(IDS 2002). Beijing, China, pp. 1281–1286.
Cárcel JA, Benedito J, Mulet A, Riera E (2003) Mass transfer effects during meat ultra-sonic brining. Proceedings of World Congress on Ultrasonics WCU, Paris, France,pp. 431–434.
Chemat S, Lagha A, AitAmar H, Chemat F (2003) Combined ultrasound and microwave-assisted extraction of essential oil from caraway seeds. Proceedings of Fourth
References 345
P676757-Ch13.qxd 6/20/05 5:02 PM Page 345

Conference on the Application of Power Ultrasound in Physical and ChemicalProcessing, Becanson France, pp. 349–353.
Chemat F, Grondin I, Shum Cheong Sing A, Smadja J (2004) Deterioration of edible oilsduring food processing by ultrasound. Ultrasonics Sonochemistry, 11, 13–15.
Chendke PK, Fogler HS (1975) Macrosonics in Industry: 4. Chemical processing.Ultrasonics, 13, 31–37.
Cho BK, Irudayaraj JMK (2003) Foreign object and internal disorder detection in foodmaterials using noncontact ultrasound imaging. Journal of Food Science, 68, 967–974.
Coupland JN, McClements DJ (2001) Droplet size determination in food emulsions: compari-son of ultrasonic and light scattering methods. Journal of Food Engineering, 50, 117–120.
Da Motta VM, Palau E (1999) Acoustic drying of onion. Drying Technology, 17, 855–867.Davies R (1959) Observations on the use of ultrasonic waves for the disruption of
microorganisms. Bioochimica et Biophysica Acta, 33, 491–493.de la Fuente S, Riera E, Gallego JA, Gómez TE, Acosta VM, Vázquez F (2003) Parametric
study of ultrasonic dehydration process. Proceedings of World Congress onUltrasonics WCU, Paris, France, pp. 61–64.
El’Piner (1964) Ultrasound: Physical, Chemical and Biological Effects. New York:Consultants Bureau.
Fairbanks HV, Chen WI (1971) Ultrasonic acceleration of liquid flow through porousmedia. Chemical Engineering Symosium Series, 67, 108.
Freeman GJ, Reid AI, Valdecantos C, Lynch FJ, Gallego JA (1997) The use of ultrasonicradiation to suppresses foaming in fermenters. Proceedings of twenty sixth EuropeanBrewery Convention, EBC Congress, pp. 405–412.
Gallego JA (1998) Some applications of air-borne power ultrasound to food processing. In Ultrasonics in Food Processing (Povey MJW, Mason TJ, eds). London: ThomsonScience, pp. 127–143.
Gallego JA (1999) High-power ultrasound. In Wiley Encyclopedia of Electrical andElectronics Engineering (Webster JG, ed.). New York: John Wiley & Sons, Inc., 9, 49–59.
Gallego JA, Rodríguez G, Gaete L (1978) An ultrasonic transducer for high-power appli-cations in gases. Ultrasonics, 16, 267–271.
Gallego JA, Rodríguez G, San Emeterio JL, Montoya F (1994) Electroacoustic unit forgenerating high sonic and ultrasonic intensities in gases and at interfaces. US Patent5299175.
Gallego JA, Riera E, Rodriguez G et al. (1996) Pilot scale acoustic preconditioning of coal combustion fumes to enhance electrostatic precipitator performance. In HighTemperature Gas Cleaning (Schmidt E, Gäng P, Pilz T, Dittler A, eds). Karlsruhe:Inst. Mech. Verfahrenstechnik und Mechanik, pp. 60–68.
Gallego JA, Riera E, Rodríguez G et al. (1999a) Application of acoustic agglomeration toreduce fine particle emissions from coal combustion plants. Environmental Scienceand Technology, 33, 3843–3849.
Gallego JA, Rodriguez-Corral G, Moraleda JCG, Yang TS (1999b) A new high-intensityultrasonic technology for food dehydration. Drying Technology, 17, 597–608.
Gallego JA, Rodríguez G, Acosta VM, Andrés E, Blanco A, Montoya F (2002)Procedimiento y sistema ultrasónico de desespumación mediante emisores con placavibrante escalonada, Spanish Patent 200202113.
346 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 346

Garcia ML, Burgos J, Sanz B, Ordoñez JA (1989) Effect of heat and ultrasonic waves onthe survival of two strains of Bacillus subtilis. Journal of Applied Bacteriology, 67,619–628.
Gennaro LD, Cavella S, Romano R, Masi P (1999) The use of ultrasound in food technol-ogy I: inactivation of peroxidase by thermosonication. Journal of Food Engineering,39, 401.
Ghildyal NP, Lonsane BK, Karanth NG (1988) Foam control in submerged fermentation:state of the art. Applied Microbiology, 33,173–223.
Guerrero S, López-Malo A, Alzamora SM (2001) Effect of ultrasound on the survival ofSaccharomyces cerevisiae: influence of temperature, pH and amplitude. InnovativeFood Science and Emerging Technologies, 2, 31–39.
Harvey E, Loomis A (1929) The destruction of luminous bacteria by high frequency soundwaves. Journal of Bacteriology, 17, 373–379.
Hindle SA, Povey MJW, Smith KW (2002) Characterizing cocoa-butter seed crystals bythe oil-in-water emulsion crystallization method. Journal of the American OilChemists Society, 79, 993–1002.
Hoffmann TL (1993) Visualization of particle interaction and agglomeration in anacoustic field. PhD Dissertation, The Pennsylvania State University.
Hoffmann TL, Koopmann GH (1996) Visualization of acoustic particle interaction andagglomeration: Theory and experiments. Journal of the Acoustical Society ofAmerica, 99, 2130–2141.
Hoffmann TL, Chen W, Koopmann G, Song L, Scaroni AW (1993) Experimental andnumerical analysis of bimodal acoustic agglomeration. Transactions of ASMEJournal of Vibrations and Acoustics, 115, 232–240.
Jacobs SE, Thornley MJ (1954) The lethal actions of ultrasonic waves on bacteria sus-pended in milk and another liquids. Journal of Applied Bacteriology, 17, 38–55.
Kinsloe H, Ackerman E, Reid JJ (1954) Exposure of microorganisms to measured soundfields. Journal of Bacteriology, 68, 337–380.
Lepeschkin WW, Goldman DE (1952) Effects of ultrasound on cell structure. Journal ofCellular Composition and Physiology, 40, 393–397.
Lillard HS (1994) Decontamination of poultry skin by sonication. Food Technology, 44,73–74.
Lopez P, Sala FJ, Fuente JL, Condon S, Raso J, Burgos J (1994) Inactivation of peroxidase,lipoxygenase, and polyphenol oxidase by manothermosonication. Journal ofAgriculture and Food Chemistry, 42, 252–256.
Lopez P, Burgos J (1995a) Lipoxygenase inactivation by manothermosonication: effect ofsonication physical parameters, pH, KCl, sugars, glycerol, and enzyme concentra-tion. Journal of Agriculture and Food Chemistry, 43, 620–625.
Lopez P, Burgos J (1995b) Peroxidase stability and reactivation after heat treatment andmanothermosonication. Journal of Food Science, 60, 451–455.
Lopez P, Vercet A, Sanchez AC, Burgos J (1998) Inactivation of tomato pectic enzymes bymanothermosonication. Zeitschrift für Lebensmittel-Untersuchung und Forschung A,207, 249–252
Magill J, Caperan Ph, Somers J et al. (1991) Frequency dependence of acoustic agglom-eration rate of a glycol fog. Journal of Aerosol Science, 22, S27–S30.
References 347
P676757-Ch13.qxd 6/20/05 5:02 PM Page 347

Magill J, Caperan Ph, Somers J et al. (1992) Characteristics of an electro-acoustic precipi-tator (EAP). Journal of Aerosol Science, 23, S803–S806.
Mañas P (1999) Liquid whole egg hygienization by heat and ultrasound. Doctoral Thesis.Universidad de Zaragoza (Spain).
Mañas P, Pagan R, Raso J, Sala FJ, Condon S (2000) Inactivation of Salmonellatyphimurium and Salmonella seftenberg by ultrasonic waves under pressure. Journalof Food Protection, 63, 451–456.
Mason TJ (1998) Power ultrasound in food processing. In Ultrasound in Food Processing(Povey MJW, Mason TJ, eds). London: Blackie Academic & Professional, pp. 105–150.
Mason TJ (1999) Sonochemistry. Oxford University Primer Series No. 70. Oxford:Oxford Science Publications.
Mason TJ (2000) Large scale sonochemical processing: aspiration and actuality. UltrasonicsSonochemistry, 7, 145–149.
Mason TJ, Lorimer JP (2002) Applied Sonochemistry. Weinheim: Wiley VCH.Mason TJ, Peters D (2002) Practical Sonochemistry, Power ultrasound uses and applica-
tions, 2nd edn. Chichester: Ellis Horwood Publishers.Mason TJ, Paniwnyk L, Lorimer JP (1996) The uses of ultrasound in food technology.
Ultrasonics Sonochemistry, 3, S253–S260.Mason TJ, Paniwnyk L, Chemat F (2003) Ultrasound as a preservation technology.
In Food Preservation Techniques (Zeuthen P, Bøgh-Sørensen L, eds). Cambridge:Woodhead Publishers, pp. 303–337.
Mongenot N, Charrier S, Chalier P (2000) Effect of ultrasound emulsification on cheesearoma encapsulation by carbohydrates. Journal of Agricultural and Food Chemistry,48, 861–867.
Moser WR, Find J, Emerson SC, Krausz IM (2001) Engineered synthesis of nanostruc-tured materials and catalysts. Advances in Chemical Engineering, 27, 1–48.
Mujumdar S, Kumar PS, Pandit AB (1997) Emulsification by ultrasound: Relationbetween intensity and emulsion quality. Indian Journal of Chemical Technology, 4,277–284.
Mulet A, Benedito J, Golas Y, Carcel JA (2002) Non-invasive ultrasonic measurements inthe food industry. Food Reviews International, 18, 123–133.
Muralidhara MS, Ensminguer D, Putnam A (1985) Acoustic dewatering and drying (lowand high frequency). State of the art review. Drying Technology, 3, 529–566.
Nakamura S, Abe S, Iwata H, Itoh Y (1996) Development of foam breaking systems inultrasonics. Mitsubishi Heavy Industries, INNOPAC, 33, 374–377.
Ordoñez JA, Aguilera MA, Garcia ML, Sanz B (1987) Effect of combined ultrasonic andheat treatment (thermosonication) on the survival of a strain of Staphylococcusaureus. Journal of Dairy Research, 54, 61–67.
Paci C (1953) L´emploi des ultra-sons pour l´assainissement du lait. Le Lait, 33, 610–615.Pagan R, Mañas P, Alvarez I, Condon S (1999) Resistance of Listeria monocytogenes to
ultrasonic waves under pressure at sublethal (manosonication) and lethal (manother-mosonication) temperatures. Food Microbiology, 16, 139–148.
Patterson HS, Cawood W (1931) Phenomena in sounding tube. Nature, 124, 667–680.Povey MJW, Mason TJ (1998) Ultrasound in Food Processing. London: Blackie
Academic and Professional.
348 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 348
Quartly-Watson T (1998) The importance of power ultrasound in cleaning and disinfectionin the poultry industry – a case study. In Ultrasound in Food Processing (Povey M,Mason TJ, eds). London: Blackie Academic and Professional, pp. 144–150.
Richards WT, Loomis AL (1927) Chemical effects of high frequency sound waves.Journal of the American Chemical Society, 49, 3086–3100.
Riera E, Elvira L, González I, Rodríguez JJ, Muñoz R, Dorronsoro JL (2002a)Investigation of the influence of humidity on the ultrasonic agglomeration of submi-cron particles in diesel exhaust, Ultrasonics, 38, 642–646.
Riera E, Gallego JA, Rodríguez G, Acosta VM, Andrés E (2002b) Application of high-power ultrasound for drying vegetables, Revista de Acústica Vol. XXXIII (3-4), CD-ROM, ULT-05-004, pp.1–6.
Riera E, Gallego JA, Montoya F et al. (2002c) Procedimiento para procesos de separacióno extracción con fluidos supercríticos asistidos por ultrasonidos de alta intensidad.Spanish Patent 200201822.
Riera E, Golás Y, Blanco A, Gallego JA, Blasco M, Mulet A (2004) Mass transferenhancement in supercritical fluids extraction by means of power ultrasound.Ultrasonics Sonochemistry, 11, 241–244.
Rodríguez G, Gallego JA, Ramos A, Andrés E, San Emeterio JL, Montoya F (1985) High-power equipment for industrial defoaming. Proceedings of Ultrasonics International85, Guildford: Butterworth Scientific Ltd, pp. 506–511.
Rodríguez G, San Emeterio JL, Gallego JA (1987) Focused high-power ultrasonic trans-ducer with stepped-plate radiator for industrial application in gases. Proceedings ofUltrasonics International 87, Guildford: Butterworth Scientific Ltd, pp. 794–799.
Sala FJ, Burgos J, Condón S, López P, Ordoñez JA, Raso J (1993) Procedimiento para ladestrucción de microorganismos y enzimas: proceso MTS. Spanish patent 93/00021.
Sala FJ, Burgos J, Condón S, López P, Raso J (1995) Effect of heat and ultrasound onmicroorganisms and enzymes. In New methods of food preservation (Gould W, ed.).London: Blackie Academic & Professional, pp. 176–204.
Sams AR, Feria R (1991) Microbial effects of ultrasonication of broiler drumstick skin.Journal of Food Science, 56, 247–248.
San Martín MF, Harte FM, Lelieveld H, Barbosa-Cánovas G, Swanson BG (2001)Inactivation effect of an 18-T pulsed magnetic field combined with other technolo-gies on Escherichia coli. Innovative Food Science & Emerging Technologies, 2,273–277.
Sánchez ES, Simal S, Femenia A, Benedito J, Rosselló C (1999) Influence of ultrasoundon mass transport during cheese brining. European Food Research and Technology,209, 215–219.
Sánchez AC, Burgos J, Lopez-Buesa P (2002) Modification of gelation properties of oval-bumin by conventional methods and by ultrasound. Presented at First Innovative FoodCentre Conference ‘Emerging Technologies for the Food Industry’. Madrid (Spain).
Sandor N, Stein N (1993) Foam destruction by ultrasonic vibrations. Journal of Colloidand Interface Science, 161, 265–267.
Scouten AJ, Beuchat LR (2002) Combined effects of chemical, heat and ultrasound treat-ments to kill Salmonella and Escherichia coli O157:H7 on alfalfa seeds. Journal ofApplied Microbiology, 92, 668–674.
References 349
P676757-Ch13.qxd 6/20/05 5:02 PM Page 349

Senapati N (1991) Ultrasound in chemical processing. In Advances in Sonochemistry, 2 (Mason TJ, ed.). London: JAI Press, pp. 187–210.
Seshadri R, Weiss J, Hulbert GJ, Mount J (2003) Ultrasonic processing influences rheologi-cal and optical properties of high-methoxyl pectin dispersions. Food Hydrocolloids, 17,191–197.
Seymour IJ, Burfoot D, Smith RL, Cox LA, Lockwood A (2002) Ultrasound decontam-ination of minimally processed fruits and vegetables. International Journal of FoodScience and Technology, 37, 547–557.
Simal S, Benedito J, Sánchez ES, Rosselló C (1998) Use of ultrasound to increase mass trans-port rates during osmotic dehydration. Journal of Food Engineering, 36, 323–336.
Soloff RS (1964) Sonic drying. Journal of the Acoustic Society America, 36, 961–965.Song L (1990) Modelling of acoustic agglomeration of aerosol particles. PhD Dissertation,
The Pennsylvania State University.St Clair HW (1949) Agglomeration of smoke, fog, or dust particles by sonic waves.
Industrial and Engineering Chemistry, 41, 2434.Tarleton ES, Wakeman RJ (1997) Ultrasonically assisted separation processes. In Ultrasound
in Food Processing (Povey MJW, Mason TJ, eds). London: Thomson Science, pp.193–218.
Thakur BR, Nelson PE (1997) Inactivation of lipoxygenase in whole soy flour suspensionby ultrasonic cavitation. Die Nahrung, 41, 299–301.
Tiwary R (1985) Acoustic agglomeration of micron and submicron fly-ash aerosols. PhDDissertation, The Pennsylvania State University.
Toma M, Vinatoru M, Panywnyk L, Mason TJ (2001) Investigation of the effects of ultrasoundon vegetal tissues during solvent extraction. Ultrasonic Sonochemistry, 8, 137–142.
Valachovic P, Pechova A, Mason TJ (2001) Towards the industrial production of medicaltincture by ultrasound assisted extraction. Ultrasonic Sonochemistry, 8, 111–117.
Vercet A, Lopez P, Burgos J (1997) Inactivation of heat-resistant lipase and protease fromPseudomonas fluorescens by manothermosonication. Journal of Dairy Science, 80,29–36.
Vercet A, Lopez P, Burgos J (1998) Free radical production by manothermosonication.Ultrasonics, 36, 615–618.
Vercet A, Lopez P, Burgos J (1999) Inactivation of heat-resistant pectinmethylesterasefrom orange by manothermosonication. Journal of Agriculture and Food Chemistry,47, 432–437.
Vercet A, Burgos J, Crelier S, Lopez-Buesa P (2001a) Inactivation of proteases and lipasesby ultrasound. Innovative Food Science and Emerging Technologies, 2, 139–150.
Vercet A, Burgos J, Lopez-Buesa P (2001b) Manothermosonication of food and foodresembling systems: effect of nutrient content and non-enzymantic browning.Journal of Agriculture and Food Chemistry, 49, 483–489.
Vercet A, Sanchez C, Burgos J, Montañes L, Lopez-Buesa P (2002a) The effects of man-othermosonication on tomato pectic enzymes and tomato paste rheological proper-ties. Journal of Food Engineering, 53, 273–278.
Vercet A, Oria R, Negueruela I, Crelier S, Lopez-Buesa P (2002b) Manothermosonicationeffects on physical and optical properties of milk. Presented at First Innovative FoodCentre Conference ‘Emerging Technologies for the Food Industry’, Madrid (Spain).
350 Application of Ultrasound
P676757-Ch13.qxd 6/20/05 5:02 PM Page 350

Vercet A, Oria R, Marquina P, Crelier S, Lopez-Buesa P (2002c) Rheological properties ofyoghurt made with milk submitted to manothermosonication. Journal of Agricultureand Food Chemistry, 50, 6165–6171.
Viesturs UE, Kritapsons MZ, Levitans ES (1982) Foam in microbiological processes. InAdvances in Biochemical Engineering (Fiechter A, ed.). Berlin: Springer-Verlag, pp. 169–224.
Villamiel M, de Jong P (2000a) Inactivation of Pseudomonas fluorescens and Streptococcusthermophilus in tripticase soy broth and total bacteria in milk by continuous-flow ultra-sonic treatment and conventional heating. Journal of Food Engineering, 45, 171–179.
Villamiel M, de Jong P (2000b) Influence of high-intensity ultrasound and heat treatmentin continuous flow on fat, proteins and native enzymes of milk. Journal ofAgriculture and Food Chemistry, 48, 472–478.
Vinatoru M (2001) An overview of the ultrasonically assisted extraction of bioactive prin-ciples from herbs. Ultrasonics Sonochemistry, 8, 303–313.
Wu H, Hulbert GJ, Mount JR (2001) Effects of ultrasound on milk homogenisation andfermentation with yoghurt starter. Innovative Food Science & Emerging Technologies, 1, 211–218.
Yoon-Ku J, Park SO, Bong-Soo N (2000) Inactivation of peroxidase by hurdle technology.Food Science and Biotechnology, 9, 124–129.
Zenker M, Heinz V, Knorr D (2003) Application of ultrasound assisted thermal processingfor preservation and quality retention of liquid foods. Journal of Food Protection, 66,1642–1649.
References 351
P676757-Ch13.qxd 6/20/05 5:02 PM Page 351
Copyright © 2022 FDOKUMEN