
Effect of curing under pressure on compressive strength development of cemented paste backfill
Upload
independentCategory
view
0download
0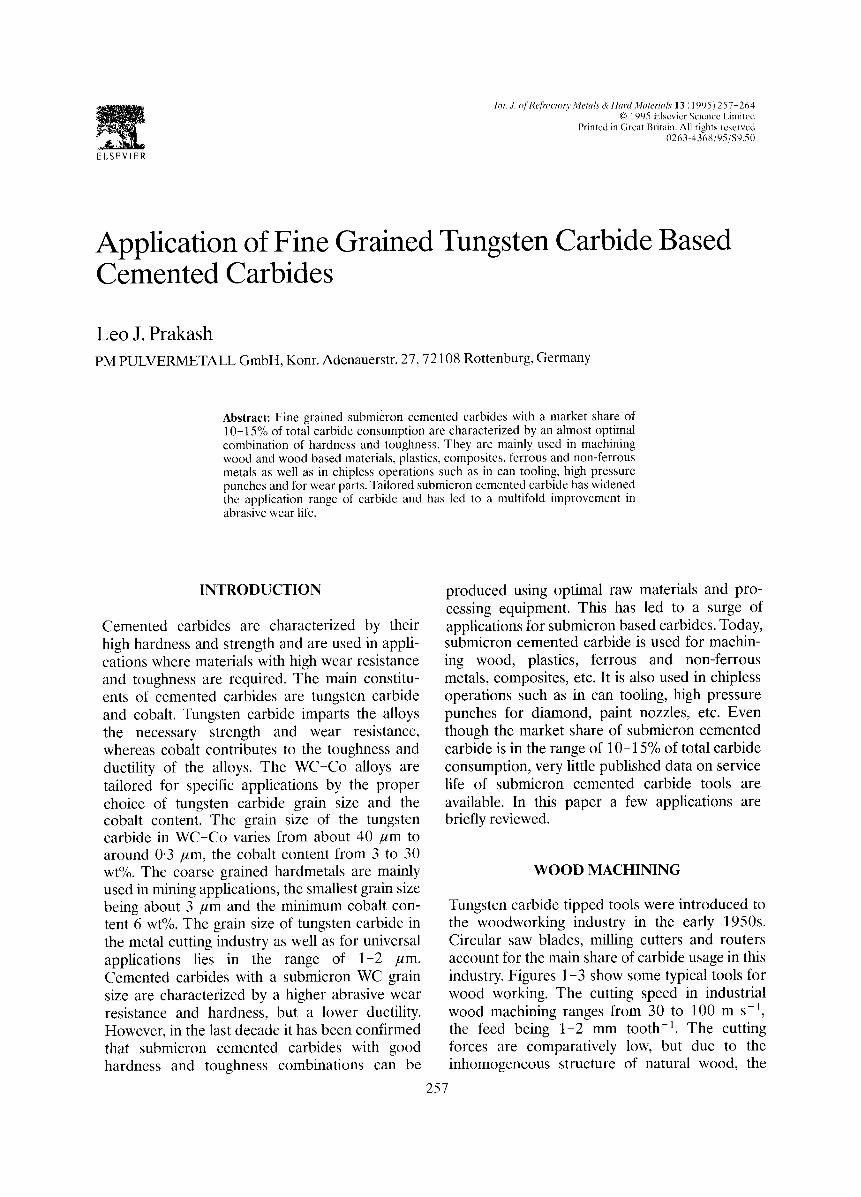
ELSEVIER
Int. J. ~f Re[mcto O, Metals & ~lard Materials 13 / 1995) 257-264 © 1995 Elsevier Science Limited
Printed in Great Britain. All rights reserved 0263-4368/95/$9.50
Application of Fine Grained Tungsten Carbide Based Cemented Carbides
Leo J. Prakash PM PULVERMETALL GmbH, Konr. Adenauerstr. 27, 72108 Rottenburg, Germany
Abstract: Fine grained submicron cemented carbides with a market share of 10-15% of total carbide consumption are characterized by an almost optimal combination of hardness and toughness. They are mainly used in machining wood and wood based materials, plastics, composites, ferrous and non-ferrous metals as well as in chipless operations such as in can tooling, high pressure punches and for wear parts. Tailored submicron cemented carbide has widened the application range of carbide and has led to a multifold improvement in abrasive wear life.
INTRODUCTION
Cemented carbides are characterized by their high hardness and strength and are used in appli- cations where materials with high wear resistance and toughness are required. The main constitu- ents of cemented carbides are tungsten carbide and cobalt. Tungsten carbide imparts the alloys the necessary strength and wear resistance, whereas cobalt contributes to the toughness and ductility of the alloys. The W C - C o alloys are tailored for specific applications by the proper choice of tungsten carbide grain size and the cobalt content. The grain size of the tungsten carbide in WC-Co varies from about 40 ktm to around 0"3 /tm, the cobalt content from 3 to 30 wt%. The coarse grained hardmetals are mainly used in mining applications, the smallest grain size being about 3 ktm and the minimum cobalt con- tent 6 wt%. The grain size of tungsten carbide in the metal cutting industry as well as for universal applications lies in the range of 1-2 /zm. Cemented carbides with a submicron WC grain size are characterized by a higher abrasive wear resistance and hardness, but a lower ductility. However, in the last decade it has been confirmed that submicron cemented carbides with good hardness and toughness combinations can be
produced using optimal raw materials and pro- cessing equipment. This has led to a surge of applications for submicron based carbides. Today, submicron cemented carbide is used for machin- ing wood, plastics, ferrous and non-ferrous metals, composites, etc. It is also used in chipless operations such as in can tooling, high pressure punches for diamond, paint nozzles, etc. Even though the market share of submicron cemented carbide is in the range of 10-15% of total carbide consumption, very little published data on service life of submicron cemented carbide tools are available. In this paper a few applications are briefly reviewed.
WOOD MACHINING
Tungsten carbide tipped tools were introduced to the woodworking industry in the early 1950s. Circular saw blades, milling cutters and routers account for the main share of carbide usage in this industry. Figures 1-3 show some typical tools for wood working. The cutting speed in industrial wood machining ranges from 30 to 100 m s-J, the feed being 1-2 mm tooth -~. The cutting forces are comparatively low, but due to the inhomogeneous structure of natural wood, the
257

258 Leo J. Prakash
Fig. 1. Sawblade for wood cutting.
Fig. 3. Wood workingrouters.
Fig. 2. Wood working milling cutters.
tools are subjected to high impact forces during the intermittent machining of the wood. Tough- ness is of utmost priority, not only due to the impact forces but also due to the high centrifugal forces during the high speed machining. Man made woods, such as chipboard, contain a large amount of inorganic matter. This, combined with the decorative plastic laminates on chipboards, causes severe abrasive wear of the tools. In addi- tion to the material properties, toughness and abrasive wear resistance, the cutting tools must have a sharp cutting edge to produce a product with a good surface finish. In the light of these requirements, submicron cemented carbides are ideal candidates for this application. A range of different alloys have been developed for various woodworking applications and their nominal pro- perties as shown in Table 1. The alloys with a fine grain size and a low binder content are used to machine laminated chipboard and medium den- sity fibreboard. The wear of a milling cutter car- bide blade is to be seen in Figs 4(a)-4(c). The initial sharp cutting edge is rounded and carbide, as well as cobalt, is being abraded during machin- ing. Figure 4(c) clearly shows that large carbide

Tungsten carbide based cemented carbides
Table 1. Properties of some submicron cemented carbides used in woodworking
259
1SO group Grain Density Hardness" size (g cm ~) (HVIO) (ktm)
Transverse Compressive rapture strength strength (N mm- :)
(N mm- :)
K01 0"5 15"15 2000 1800 7100 K05 0"8 14'80 1800 1900 6700 K15-K40 0'8 14"70 1750 2400 6200 K30-K40 0"8 14"50 1600 2700 5500 K40 0-8 14"20 1500 2700 4600
grains tend to fracture during use and this leads to a poor surface integrity of the finished product. By a proper combination of carbide grain size, binder content and processing parameters to prevent coarse grain growth, fine grained cemented carbides with a hardness of 2000 HV 10 have been developed, that on average have a 30% higher wear resistance than standard grades. This applies not only for milling cutters but also for saw teeth for circular saws.
Submicron cemented carbide is also being successfully used to machine complicated profiles in natural wood, where it has been replacing stel- lites and high speed steels. In this case a binder content of around 10 wt% and a hardness level of 1600 HV 10 has led to optimal tool life, the tool life criterion being chipping, and not wear, as the primary factor.
METAL MACHINING
In metal cutting, straight WC-Co alloys are mainly used to machine cast irons. Submicron cemented carbides are also used to machine stain- less steels and some nickel based high strength alloys. Major productivity gains have been achieved on using submicron cemented carbides as the tool material to produce drills with and without coolant holes. Examples of such products can be seen in Fig. 5.
Coated drills are even used for steel drilling, since the coolant prevents the tool from reaching temperatures that facilitate thermal or chemical degradation of the tool material. Standard sub- micron cemented carbides for drills contain about 10 wt% cobalt binder and have a hardness of around 1600 HV 10. Typical cutting speeds are 40-100 m rain -~ depending on the workpiece material. With the advent of near net shape manu- facturing and thin walled components, the use of
submicron carbide is growing, since their high compressive strength and abrasive wear resistance can be used to produce tools with a sharp cutting edge and a large positive rake angle. Some exam- ples of metal machining tools, such as circular saws, reamers, threaders and drills, are shown in Fig. 6.
TOOLS FOR THE ELECTRONICS INDUSTRY
Every printed circuit board contains a large number of holes that have been mechanically drilled using carbide tools. Routers used for sizing or shaping of the boards are also carbide tipped. As in any other machining operation, it is just not the tool material alone that determines the pro- ductivity of the process. Whereas a decade ago, a drill tool of around 1000 holes at a cutting speed of 20 000 rpm and a tool diameter of 1 mm was considered standard, todays tools have a diameter of around 0.4 mm, are used at 100000 rpm and have a tool life of 10 000 holes. One of the major factors that have made this productivity surge possible are truly submicron cemented tungsten carbide alloys with a homogeneous structure and a high reliability factor. Todays top notch pcb microdrills use a submicron carbide with an average grain size of 0-5 ktm and a cobalt content of around 8 wt%. The transverse rupture strength requirements are above 3500 N mm -2 and the hardness level often exceeds 2000 HV 10.
Figure 7 shows some examples of pcb drills and routers; the wear on the cutting edge of a drill can be discerned in Figs 8(a)-8(c). However, it is not primarily wear that is of utmost importance but chipping of the cutting tool edges in todays automated multi spindle nc drilling machines. Chipping and wear greatly influence the quality of the drilled hole surface. Irregularities enhance

260 Leo J. Prakash
Fig. 5. Cemented carbide drills with coolant holes for metal machining.
Fig. 4. Worn cutting edge of a planar knife used for machining chipboard.
Fig. 6. Examples of metal machining tools.
premature failure of the brazed electrical contact surfaces, which means that the reliability factor is greatly reduced. Other tools in the electronic industry using fine grained carbides are punches and dies for the boards as well as circular lead cutter knives.
CIRCULAR SHEARING AND CUTTING B L A D E S
Submicron cemented carbide is also used to manufacture circular shearing blades, as used in

Tungsten carbide based cemented carbides 261
Fig. 7. PCB drills and routers.
the paper as well as the magnetic tape industry. Whereas steel blades used in the paper industry had to be replaced every couple of weeks, the tool life of carbide blades could be up to a year betweens re-grinds. Other productivity gains are better edge quality of the cut surfaces (less rough- ness) and higher cutting speeds.
Magnetic tape cutting causes much more abra- sive wear than paper on cemented carbide. When high speed steel blades were first replaced by cemented carbide in the late 1970s, medium grained WC (grain size 1-2 ~tm) was used. The tool life between re-grinds was around 100 km of audio tape. With the advent of video tape, the demands on the edge quality of the tape became very stringent and improvements in the magnetic media led to more wear of the slitter blades. Through the use of submicron cemented carbide and optimal grinding conditions, slitter blades with a reliable sharp edge free of chipping could be produced. Tool life between regrinds is in excess of 400 km. Figure 9 shows the wear of a submicron carbide slitter knife. The cutting edge is still intact in spite of the wear on the radial and
flank surfaces. Due to less wear, re-grinding stock removal has been minimized.
DENTAL APPLICATIONS
Most of the modern drilling and shaping tools used by the dentists are carbide tipped. A few examples of such tools can be seen in Fig. 10. Fine grained cemented carbide is preferred as the tool material due to its high wear resistance and tough- ness characteristics. The preferable alloy contains approximately 10% cobalt as the binder. Since the dentist drills are precision instruments, absolute reliability of the tools is a must. The delicate and sharp cutting edges must possess adequate wear resistance and toughness to prevent wear, as well as chipping, in order to keep cutting forces low and minimize heat generation. Cutting forces are of the order of 0.5-2 N and the tool speed is 2000-250000 rpm. Submicron cemented car- bides with a binder content of about 10% and a hardness of around 1600 HV 10 are best suited for this application.

262 Leo J. Prakash
PCB-Drill
New Cutting l ip
Worn cutting l ip
Fig. 8. PCB drill wear.
CHIPLESS FORMING, BLANKING AND PIERCING TOOLS
Some examples of these applications can be seen in Fig. 11. The binder content of these submicron
alloys is 15-20% and, with a toughness that is almost equivalent to that of high speed steels, the wear resistance is between five and 10 times higher.

Tungsten carbide based cemented carbides 263
cutting edge
k J
cutting edge
Fig. 9. Wear of a slitter knife.
Abb. I Hartmetall:Bohrer Abb. 2 Hartmetall-Finierer
Fig. 10. Dentists' drills.
WEAR PARTS
Submicron based cemented carbide parts are used in almost every industry to combat abrasive, erosive and even corrosive wear. Most alloys used here are tailor-made for the particular applica- tion; the binder content could range from 4 to 25 wt%, the hardness from 2200 to 1000 HV 10. In some cases, the cobalt binder is also replaced by
nickel. Textile knives, mud nozzles, paint nozzles, valves, high pressure pistons, glass cutters, paper punches and guides, etc., are just a few examples.
OUTLOOK
The use of submicron cemented carbide is growing at a steady pace in all applications where
264 Leo J. Prakash
Fig. 11. Examples of chipless forming and blanking tools.
high strength and high abrasive resistance are critical factors. The impact strength of these alloys is, however, limited. Todays processes for produ- cing the submicron carbides have matured and products with high reliability are available. Efforts to further reduce the grain size of the existing sub- micron carbides, from the 0"3-0-5 ktm range down to 0.1/~m and lower, have been successful and one can expect marked productivity gains in the near future, especially if the alloys are tailored for the specific application.
ACKNOWLEDGEMENT
The author wishes to thank Dr Wolfram-Leder- mann, of the Leuco-Hawera Werkzeug Holding AG, for permission to publish this article, as well as his colleagues from the hard-metals industry for their assistance.
Copyright © 2022 FDOKUMEN




















