
IPSS: A Hybrid Approach to Planning and Scheduling Integration
Upload
mmumullanaCategory
view
4download
0
This article was downloaded by: [National Institute of Technology - Kurukshetra]On: 11 June 2012, At: 02:15Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
International Journal of Computer IntegratedManufacturingPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/tcim20
An approach for integration of process planning andschedulingRakesh Kumar Phanden a , Ajai Jain a & Rajiv Verma aa Department of Mechanical Engineering, National Institute of Technology, Kurukshetra,India
Available online: 07 Jun 2012
To cite this article: Rakesh Kumar Phanden, Ajai Jain & Rajiv Verma (2012): An approach for integration of process planningand scheduling, International Journal of Computer Integrated Manufacturing, DOI:10.1080/0951192X.2012.684721
To link to this article: http://dx.doi.org/10.1080/0951192X.2012.684721
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use: http://www.tandfonline.com/page/terms-and-conditions
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form toanyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae, and drug doses shouldbe independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims,proceedings, demand, or costs or damages whatsoever or howsoever caused arising directly or indirectly inconnection with or arising out of the use of this material.

An approach for integration of process planning and scheduling
Rakesh Kumar Phanden, Ajai Jain* and Rajiv Verma
Department of Mechanical Engineering, National Institute of Technology, Kurukshetra, India
(Received 2 October 2011; final version received 1 April 2012)
Process planning and scheduling are the two most important tasks in manufacturing. Traditionally, these tasks areperformed separately and sequentially through process planning and scheduling departments. As functionalintegration is essential to realise the benefits of computer-integrated manufacturing, an approach for integration ofprocess planning and scheduling has been introduced in this paper. The proposed approach can quickly integratethese two functions and be implemented in a company with existing process planning and scheduling departments. Itconsists of four main modules introduced in detail in this paper. They are process plan selection module, schedulingmodule, schedule analysis module and process plan modification module. The performance of the proposedintegration methodology is accessed from mean tardiness and makespan viewpoints as well as compared with thehierarchical approach through case studies. It reveals that proposed integration approach performs better thanhierarchical approach.
Keywords: process planning; scheduling; integrated process planning and scheduling; heuristics; simulation; geneticalgorithm
1. Introduction
In a manufacturing system, both process planning andscheduling functions play cardinal role, as thesefunctions strongly influence the profitability of manu-facturing a product, resource utilisation and productdelivery time. Process planning is the systematicdetermination of methods by which a product is to bemanufactured economically and competitively (ElMar-aghy 1992, 1993, Yang et al. 2001, Xu et al. 2011). Theprimary goal of process planning function is to generateprocess plans, which specifies raw materials or compo-nents, processes and operations needed to produce aproduct. Scheduling receives process plans as its inputand its task is to schedule the operations on machineswhile satisfying the precedence relations given inprocess plans. Scheduling is bound by process sequen-cing instructions given by the process plan and dictatedby time-phased availability of production resources(Khoshnevis and Chen 1990). Thus, both processplanning and scheduling involve assignment of re-sources and are highly interrelated. However, tradi-tionally, process planning and scheduling are carriedout separately and sequentially. This approach is basedon the concept of subdividing the tasks into smaller andseparated duties to satisfy the requirements of sub-optimisation and results in slow functioning, responsi-bility flee, inability to communicate in dynamicsituations and initiate conflicts (Larsen and Alting
1992). Moreover, it is unable to respond in presentmanufacturing environment which is characterised byincreased product variety, shorter delivery time, exact-ing standards of quality and highly competitive. Theseproblems can be avoided by considering the integratedapproach to process planning and scheduling. It canrespond to present manufacturing environment, facil-itate flexibility, improves profitability of a product,resource utilisation, product delivery time and creationof realistic process plans that can readily be executedwithout frequent alterations (Larsen and Alting 1992).Thus, integration of process planning and scheduling(IPPS) is essential to achieve full benefits of computer-integrated manufacturing.
This paper initially provides brief literature relatedwith IPPS in Section 2. Section 3 presents an integrationscheme for process planning and scheduling functions. Itconsists of four modules, viz. process plan selectionmodule (PPSM), scheduling module (SM), scheduleanalysis module (SAM) and process plan modificationmodule (PPMM). Section 4 presents SM implementa-tion details. Section 5 deals with the results as well asdiscussions and conclusions are presented in Section 6.
2. Literature review
In the literature, two ways for IPPS have beendiscussed. One is to merge process planning and
*Corresponding author. Email: [email protected]
International Journal of Computer Integrated Manufacturing
2012, 1–19, iFirst article
ISSN 0951-192X print/ISSN 1362-3052 online
� 2012 Taylor & Francis
http://dx.doi.org/10.1080/0951192X.2012.684721
http://www.tandfonline.com
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2

scheduling into a single optimisation task (Huang et al.1995). However, scheduling problem alone belongs tothe class of non-deterministic polynomial complete(NP-complete); the resulting problem will be evenmore difficult to solve (Khoshnevis and Chen 1990).Another way is to increase the information exchangebetween process planning and scheduling departments.There are several approaches that fall under thiscategory. These are briefly described below. Fordetails, readers can refer to Phanden et al. (2011).
2.1. Non-linear approach
Here, all possible plans (called multiple or flexibleprocess plans – MPPs) for each part before it enters tothe shop floor are created by considering operationflexibility (possibility of performing an operation onmore than a machine), sequencing flexibility (possibi-lity of interchanging the sequence in which requiredmanufacturing operations are performed) and proces-sing flexibility (possibility of producing the samemanufacturing feature with alternative operations, orsequence of operations; Benjaafar and Ramakrishnan1996). All these possible process plans are rankedaccording to process planning criterion (such as totalmachining time and total production time) and storedin a process planning database. The first priority planis always ready for submission when the job is requiredand then scheduling makes the real decision. If the firstpriority plan does not fit well in the current status ofthe shop floor, the second priority plan is provided forscheduling. This procedure is repeated until a suitableplan is identified from already generated process plans.The non-linear approach (NLA) method has a one-way information flow, i.e. from process planning toproduction planning, and thus it may be impossible toachieve full optimal results in integrating two activities(Kempenaers et al. 1996, Gaalman et al. 1999).However, modern production systems maintainMPPs (Kim and Egbelu 1999).
Chryssolouris and Chan (1985) gave a manufactur-ing decision-making approach. It is the first conceptionfor IPPS available in the literature. Sundaram and Fu(1988) presented a methodology for schedule improve-ment through the outcome of process planning in anautomated system based on Group Technology. Kimet al. (1997) proposed a simulation-based schedulingsystem which was supported by flexible process plansand based on negotiations. Kim and Egbelu (1999)developed a scheduling system based on the mathema-tical functions for multiple jobs with each having MPPsin order to minimise throughput/makespan. Saygin andKilic (1999) presented an integration framework withconsideration of MPPs for predictive (offline) schedulingin an flexible manufacturing system (FMS). Lee and
Kim (2001) used a simulation-based genetic algorithm(GA) approach for IPPS. Yang et al. (2001) proposed afeature-based multiple alternative process planningsystem with scheduling verification. Kim et al. (2003)proposed a search technique to simultaneously deal withprocess planning and job-shop scheduling evolvingFMS. They proposed to solve the IPPS based on thefact that parallel searches for different pieces of solutionwere more efficient than a single search for the entiresolution. Min et al. (2004) proposed integration ofcomputer-aided process planning (CAPP) and produc-tion planning system (PPS) based on distributed anddynamic process planning (ICAPPS) which includes thedesigning, part planning, shop planning and schedulinglayer for single-piece, small-lot and made-to-orderproduction. Choi and Park (2006) presented a GA-based IPPS system in order to minimise makespan ofeach job order evolving MPPs. Jain et al. (2006) gave anIPPS scheme that can take advantage of MPPs whilefollowing a real-time strategy for scheduling suitable forchanging shop floor status. Grabowik et al. (2005)concluded that availability of MPPs of a part typeexpanded flexibility of control system and increasedefficiency of rescheduling. A simulated annealing-basedapproach for IPPS evolving processing, operationsequencing and scheduling flexibility was proposed byLi and McMahon (2007). Rajkumar et al. (2010)proposed a multi-objective greedy randomised adaptivesearch procedures for IPPS in a flexible job-shopenvironment. Li et al. (2010b) presented an alternativeformulation and evolutionary-based model for IPPS. Liet al. (2010c) synthesised the advantages of GA andTabu Search for IPPS. An ant colony optimisationalgorithm evolving multi-agent system (MAS) basedplatform was presented by Leung et al. (2010). Li et al.(2012b) presents an active learning genetic algorithm(ALGA) for IPPS having better searching ability thanthe simple GA. Naseri and Afshari (2012) proposedhybrid GA for IPPS considering alternative sequence ofoperations with precedence constraints.
2.2. Closed loop approach
It overcomes the shortcoming of NLA by means of adynamic feedback from production scheduling and theavailable resources. Production scheduling tells processplanning regarding availability of different machineson shop floor for the coming job, so that every plan isfeasible with respect to the current availability ofproduction facilities. Every time an operation iscompleted on the shop floor, a feature-based work-piece description is studied in order to determine thenext operation and allocate resources. Thus, real-timestatus is crucial for closed loop approach (CLA). Themajor disadvantage of this approach is that process
2 R.K. Phanden et al.
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2

planning and scheduling departments in a companymay have to be dismantled and reorganised to take fulladvantage of CLA (Iwata and Fukuda 1989). More-over, this approach is unrealistic because the complex-ity of manufacturing processes might be unavoidablein achieving real-time process plan generation (Jooet al. 2001).
Usher and Fernandes (1996) gave a feature-basedintegration architecture evolving two phases, viz. ‘staticplanning’ and ‘dynamic planning’ phase. Static planningphase generates alternative macro-level plans, whiledynamic planning phase considers availability of shopfloor resources and objective specified by schedulers. Jooet al. (2001) presented a framework for adaptive anddynamic process planning system in order to generate theneeded process plans based on shop floor status. In Choet al. (1998), initial process plan was repeatedly modifiedand improved by iterating ‘scheduling’–‘bottleneck blockselection’–‘process replanning’ cycle, in order to balancethe workload of resources. In Zhang et al. (2003a), an‘intelligent facilitator’ was developed to generate instruc-tions for process plan modification that provides feed-back to process planning system for a particular job.Agent-based multistage negotiation protocol system wasdeveloped byWong et al. (2006a). InWong et al. (2006b),an online hybrid agent-based negotiations protocolsystem was proposed for IPPS. Shrestha et al. (2008)developed an IPPS system for holonic manufacturingsystem (HMS) using dynamic programming-based meth-od for the modification of process plans and GA-basedmethod to select a combination of process plans. Zhaoet al. (2010) discussed the basic architecture of HMS andprocess planning for IPPS based on the objectives of jobs’time and machining cost, selection of machiningsequences as well as sequences of machining equipments.Machine load was balanced by using hybrid particleswarm optimisation with differential evolution. Theyconcluded that fuzzy logic chooses the most reliablemachine instead of choosing alternative machinesrandomly.
2.3. Distributed approach
Distributed approach (DA) performs both processplanning and scheduling simultaneously. It dividesprocess planning and scheduling tasks into two phases.The first phase is preplanning. In this phase, processplanning function analyses the job based on productdata. The features and feature relationships arerecognised, and corresponding manufacturing pro-cesses are determined. The required machine capabil-ities are also estimated. The second phase is finalplanning, which matches the required job operationswith the operation capabilities of available productionresource. The integration occurs at the point when
resources are available and the job is required. Theresult is dynamic process planning and productionscheduling constrained by real-time events. The DAapproach is the only one that integrates the technicaland capacity-related planning tasks into a dynamicfabrication planning system (Larsen and Alting 1990).However, this approach requires high capacity andcapability from both hardware and software, andscope of DA is limited within some specific CAPPfunctions such as process and machine selection, asdetailed process planning tasks are shifted down tomanufacturing stages for enhancing flexibility (Jooet al. 2001).
Aanen et al. (1989) described a hierarchicalapproach to integrate both functions. Initially, plan-ning function was solved and resulting output becomesinput for scheduling. Zhang and Merchant (1993)developed an integrated process planning model whichcan work at three levels of integration, viz. pre-planning module at initial integration level, pairingplanning module at decision-making level and finalplanning module at functional integration level. Huanget al. (1995) demonstrated a three-phased progressiveapproach. The first phase is pre-planning which isexecuted in early stage as soon as product design isfinished. The second phase is pairing planning whichexecuted when an order has been released to shop andfinal planning phase is executed just before themanufacturing begins. Kempenears et al. (1996)proposed a collaborative system for integration,consisting three evaluators, viz. workshop evaluator,schedule evaluator and process plan evaluator. Moradand Zalzala (1999) proposed a multi-objective andconcurrent engineering-based IPPS approach usingGA. Wu et al. (2002) gave Java-based MAS for IPPSevolving distributed virtual manufacturing environ-ment. Zhang et al. (2003b) presented a concurrentintegrated process planning system (CIPPS) evolvingHMS. Wang and Shen (2003) developed a two-leveldecision-making supervisory planning and operationplanning architecture for IPPS evolving reconfigurablemanufacturing system. Ueda et al. (2007) proposed anevolutionary artificial neural network for IPPS. Shuklaet al. (2008) proposed a bidding-based MAS for IPPSusing hybrid Tabu Search and Simulated Annealing(TS–SA) algorithm in which tool cost was consideredas dynamic quantity rather than a constant. Li et al.(2008) proposed a cooperative process planning andscheduling system for IPPS in a job-shop environment.Moreover, Li et al. (2009, 2010a) proposed an agent-based approach with an optimisation agent and amathematical model for IPPS in a job-shop environ-ment. In Li et al. (2012a), a game theory-based hybridalgorithm has been applied to solve multi-objectiveIPPS problem.
International Journal of Computer Integrated Manufacturing 3
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2

Cai et al. (2009) proposed to solve IPPS problemindirectly through a multi-machine set-up planningapproach using GA, which utilised the adaptability ofprocess plan associated with set-ups. A tool accessi-bility examination approach was used for adaptive set-up planning (ASP), and it was extended to solve themulti-machine set-up planning problem. Wang et al.(2010) proposed an IPPS approach for job-shopmachining operations via a two-step ASP using GAs.It consists of generic set-up planning (step one) andadaptive set-up merging (step two) in order to optimisecost, quality, makespan and machines utilisation.Zattar et al. (2010) proposed a hierarchical MAS usingoperation-based time-extended negotiation protocolfor decision-making in real-time adaptation of processplan with alternatives. They found that assumption ofinclusion of set-up time in total processing time ofmachines may result in an incorrect analysis.
2.4. Other approaches
Several other approaches which utilise the character-istics of above-mentioned approaches are also pro-posed in the literature to integrate process planningand scheduling functions.
Zijm and Kals (1995) proposed an integrationmethodology for a small batch manufacturing shop.Chan et al. (2006) proposed an artificial immunesystem-based algorithm inherited with fuzzy logiccontroller to solve IPPS problem. Chan et al. (2009)extended their earlier work (Chan et al. 2006) andproposed an enhanced swift converging simulatedannealing algorithm for scheduling. Shao et al. (2009)proposed an approach by synthesising integrationmethodology of NLA and DA. They used a simulationapproach-based modified GA. Sormaz et al. (2010)proposed an integration model for product design withprocess planning and scheduling information usingXML-based data representation. Nejad et al. (2011)proposed MAS composed of six basic agents and anegotiation protocol for IPPS. They developed anopen robot interface network architecture for a realmanufacturing system. Lihong and Shengping (2012)developed a mathematical model and improved GAfor IPPS in order to determine both process plan andscheduling plan simultaneously. Lian et al. (2011)proposed a meta-heuristic algorithm termed as im-perialist competitive algorithm for IPPS which gen-erates schedule as well as process plan for each partsimultaneously.
The literature review reveals that implementationof DA and CLA approaches require dismantling ofexisting process planning and scheduling departmentsof company. On the other hand, NLA approach can beimplemented with the existing process planning and
scheduling departments of company, and it has beenseen as one of the ways to integrate process planningand scheduling. Thus, a technique that can quicklyintegrate process planning and scheduling and can beimplemented in a company with existing processplanning and scheduling departments is the need ofhour. As flexibility has been recognised as a tool forimproving the system performance and to handleuncertainties, an approach utilising flexibilities ismore suitable in current manufacturing scenario.Thus, in the present work, an attempt has been madeto develop a methodology to integrate process plan-ning and scheduling function that can be quicklyimplemented in a company with existing processplanning and scheduling departments.
3. An integration system structure
Figure 1 shows a scheme for the IPPS. It consists offour modules, viz. PPSM, SM, SAM and PPMM.These modules are discussed below in detail.
3.1. Process plan selection module
ThePPSMselects a set of best process plans for eachparttype of a production order. Once a production order andMPPs of each part type of productionorder are received,PPSM is invoked. It ranks MPPs on the basis of totalproduction time criterion for each sequence of opera-tions of a part type and selects the best process plancorresponding to each sequence. During ranking, if tieoccurs, any one of the process plans is selectedrandomly. Total production time is taken as criterion,as in manufacturing system; shop time of each part iscomposed of machining time, transfer time and waitingtime in input and output queues of the machines. Whilewaiting time at input and output queues of machine isinfluenced by scheduling of parts, the two othercategories of shop time, i.e. machining time and transfertime, are influenced by the process plans selected toproduce the part. Thus, for each part type, MPPscorresponding to each sequence of operations arearranged in decreasing order of their priority on thebasis of total production time criterion. Ranked MPPsare stored in process planning database. Now, the bestprocess plan corresponding to each sequence for a givenpart type is selected. The PPSM is invoked for all parttypes of a production order. Thus, output of PPSM is aset of process plans for each part type of the productionorder.
3.2. Scheduling module
This module is invoked after the execution of PPSM.The set of process plans supplied by PPSM for each
4 R.K. Phanden et al.
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
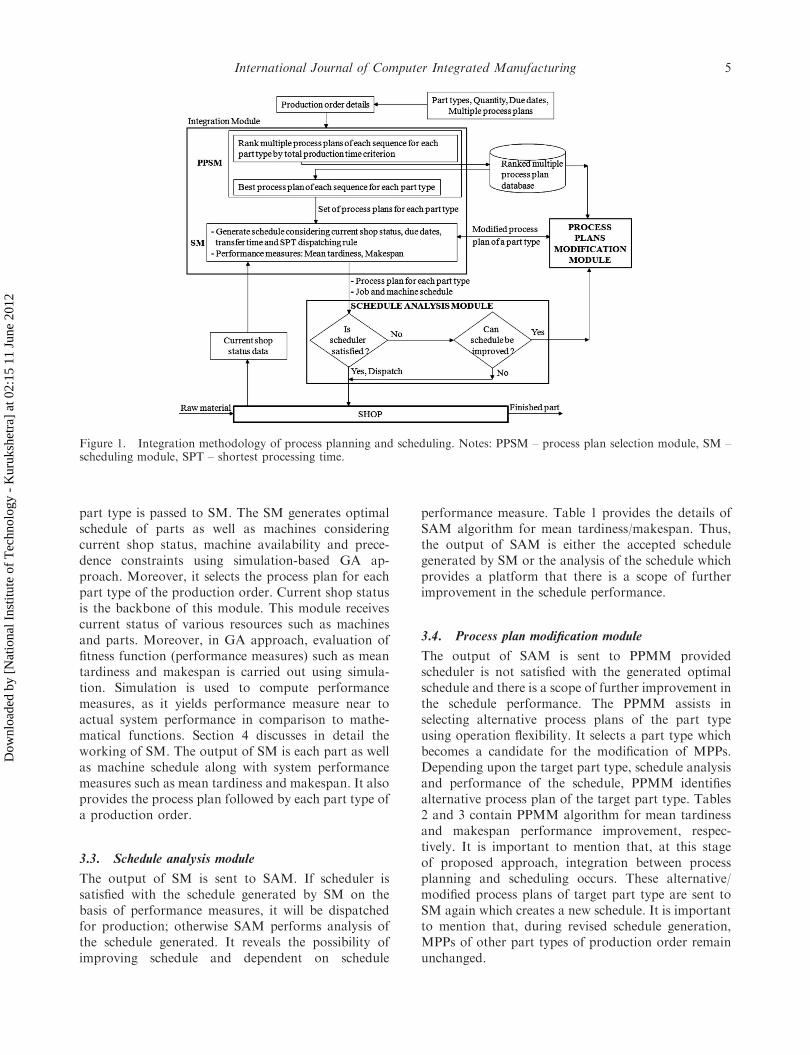
part type is passed to SM. The SM generates optimalschedule of parts as well as machines consideringcurrent shop status, machine availability and prece-dence constraints using simulation-based GA ap-proach. Moreover, it selects the process plan for eachpart type of the production order. Current shop statusis the backbone of this module. This module receivescurrent status of various resources such as machinesand parts. Moreover, in GA approach, evaluation offitness function (performance measures) such as meantardiness and makespan is carried out using simula-tion. Simulation is used to compute performancemeasures, as it yields performance measure near toactual system performance in comparison to mathe-matical functions. Section 4 discusses in detail theworking of SM. The output of SM is each part as wellas machine schedule along with system performancemeasures such as mean tardiness and makespan. It alsoprovides the process plan followed by each part type ofa production order.
3.3. Schedule analysis module
The output of SM is sent to SAM. If scheduler issatisfied with the schedule generated by SM on thebasis of performance measures, it will be dispatchedfor production; otherwise SAM performs analysis ofthe schedule generated. It reveals the possibility ofimproving schedule and dependent on schedule
performance measure. Table 1 provides the details ofSAM algorithm for mean tardiness/makespan. Thus,the output of SAM is either the accepted schedulegenerated by SM or the analysis of the schedule whichprovides a platform that there is a scope of furtherimprovement in the schedule performance.
3.4. Process plan modification module
The output of SAM is sent to PPMM providedscheduler is not satisfied with the generated optimalschedule and there is a scope of further improvement inthe schedule performance. The PPMM assists inselecting alternative process plans of the part typeusing operation flexibility. It selects a part type whichbecomes a candidate for the modification of MPPs.Depending upon the target part type, schedule analysisand performance of the schedule, PPMM identifiesalternative process plan of the target part type. Tables2 and 3 contain PPMM algorithm for mean tardinessand makespan performance improvement, respec-tively. It is important to mention that, at this stageof proposed approach, integration between processplanning and scheduling occurs. These alternative/modified process plans of target part type are sent toSM again which creates a new schedule. It is importantto mention that, during revised schedule generation,MPPs of other part types of production order remainunchanged.
Figure 1. Integration methodology of process planning and scheduling. Notes: PPSM – process plan selection module, SM –scheduling module, SPT – shortest processing time.
International Journal of Computer Integrated Manufacturing 5
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
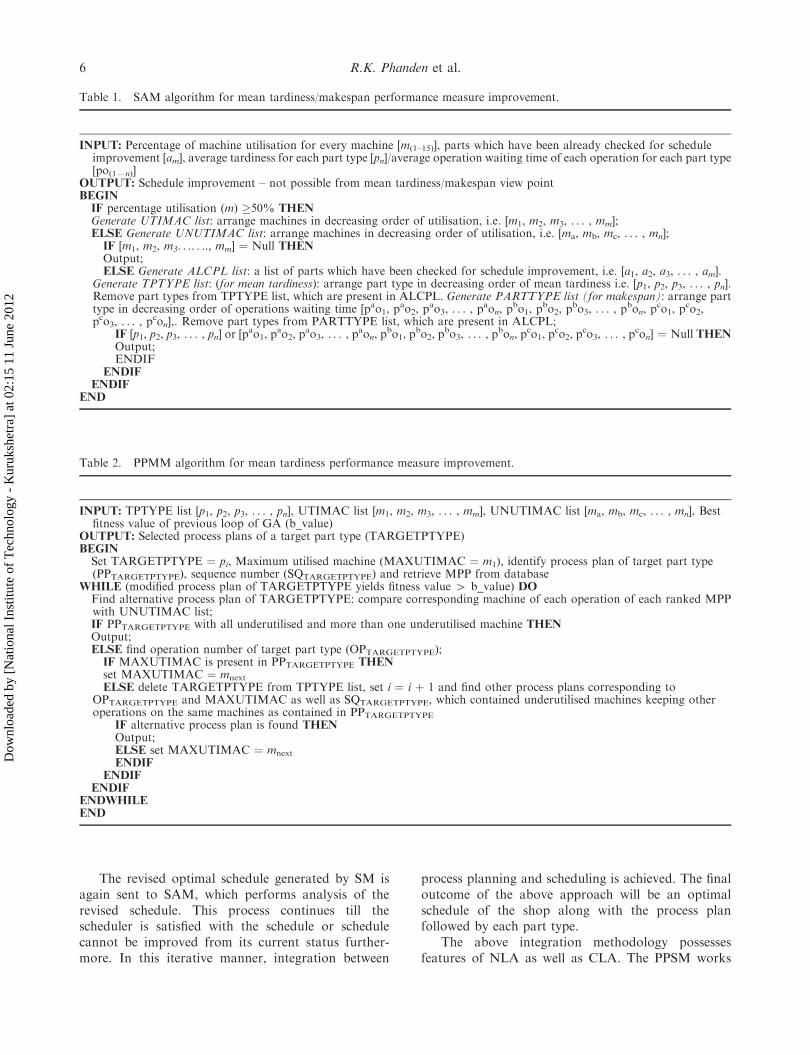
The revised optimal schedule generated by SM isagain sent to SAM, which performs analysis of therevised schedule. This process continues till thescheduler is satisfied with the schedule or schedulecannot be improved from its current status further-more. In this iterative manner, integration between
process planning and scheduling is achieved. The finaloutcome of the above approach will be an optimalschedule of the shop along with the process planfollowed by each part type.
The above integration methodology possessesfeatures of NLA as well as CLA. The PPSM works
Table 1. SAM algorithm for mean tardiness/makespan performance measure improvement.
INPUT: Percentage of machine utilisation for every machine [m(1–15)], parts which have been already checked for scheduleimprovement [am], average tardiness for each part type [pn]/average operation waiting time of each operation for each part type[po(17n)]
OUTPUT: Schedule improvement – not possible from mean tardiness/makespan view pointBEGINIF percentage utilisation (m) �50% THENGenerate UTIMAC list: arrange machines in decreasing order of utilisation, i.e. [m1, m2, m3, . . . , mm];ELSE Generate UNUTIMAC list: arrange machines in decreasing order of utilisation, i.e. [ma, mb, mc, . . . , mn];IF [m1, m2, m3. . .. . .., mm] ¼ Null THENOutput;ELSE Generate ALCPL list: a list of parts which have been checked for schedule improvement, i.e. [a1, a2, a3, . . . , am].
Generate TPTYPE list: (for mean tardiness): arrange part type in decreasing order of mean tardiness i.e. [p1, p2, p3, . . . , pn].Remove part types from TPTYPE list, which are present in ALCPL. Generate PARTTYPE list (for makespan): arrange parttype in decreasing order of operations waiting time [pao1, p
ao2, pao3, . . . , p
aon, pbo1, p
bo2, pbo3, . . . , p
bon, pco1, p
co2,pco3, . . . , p
con],. Remove part types from PARTTYPE list, which are present in ALCPL;IF [p1, p2, p3, . . . , pn] or [p
ao1, pao2, p
ao3, . . . , paon, p
bo1, pbo2, p
bo3, . . . , pbon, p
co1, pco2, p
co3, . . . , pcon] ¼ Null THEN
Output;ENDIF
ENDIFENDIF
END
Table 2. PPMM algorithm for mean tardiness performance measure improvement.
INPUT: TPTYPE list [p1, p2, p3, . . . , pn], UTIMAC list [m1, m2, m3, . . . , mm], UNUTIMAC list [ma, mb, mc, . . . , mn], Bestfitness value of previous loop of GA (b_value)
OUTPUT: Selected process plans of a target part type (TARGETPTYPE)BEGINSet TARGETPTYPE ¼ pi, Maximum utilised machine (MAXUTIMAC ¼ m1), identify process plan of target part type(PPTARGETPTYPE), sequence number (SQTARGETPTYPE) and retrieve MPP from database
WHILE (modified process plan of TARGETPTYPE yields fitness value 4 b_value) DOFind alternative process plan of TARGETPTYPE: compare corresponding machine of each operation of each ranked MPPwith UNUTIMAC list;IF PPTARGETPTYPE with all underutilised and more than one underutilised machine THENOutput;ELSE find operation number of target part type (OPTARGETPTYPE);IF MAXUTIMAC is present in PPTARGETPTYPE THENset MAXUTIMAC ¼ mnext
ELSE delete TARGETPTYPE from TPTYPE list, set i ¼ i þ 1 and find other process plans corresponding toOPTARGETPTYPE and MAXUTIMAC as well as SQTARGETPTYPE, which contained underutilised machines keeping otheroperations on the same machines as contained in PPTARGETPTYPE
IF alternative process plan is found THENOutput;ELSE set MAXUTIMAC ¼ mnext
ENDIFENDIF
ENDIFENDWHILEEND
6 R.K. Phanden et al.
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2

on the principle of NLA, whereas SAM and PPMMwork on the principle of CLA. The PPSM restricts thenumber of process plans for each part type. It utilisesthe results from the literature that limited amount offlexibility is advantageous and assists the scheduler inimproving system performance (Benjaafar and Ra-makrishnan 1996, Albino and Garavelli 1999). TheSAM analyses the generated schedule so that PPMMcan identify alternative process plans for the targetpart type. Thus, SAM and PPMM assist in increasingthe information exchange between PPSM and SM. Thedecision-maker for schedule is generally a humanscheduler.
4. SM implementation
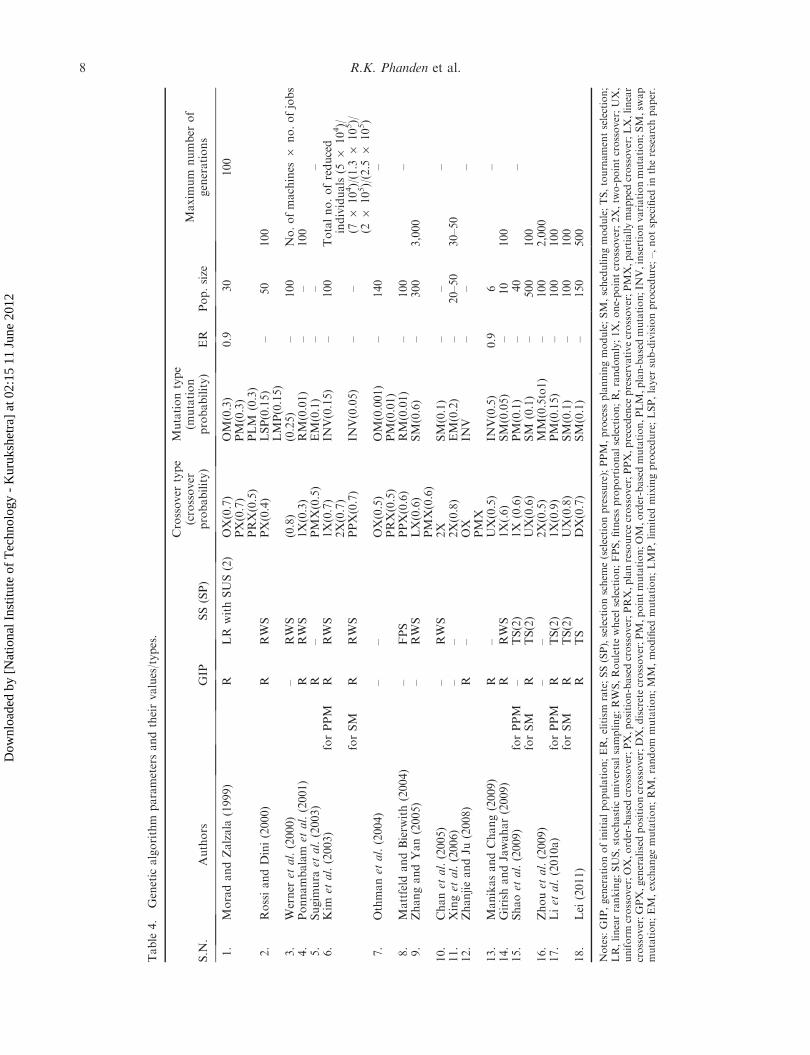
Section 3.2 briefly introduced SM which utilises asimulation-based GA algorithm approach. In order toimplement SM, selection of GA parameters is essential.Table 4 summarises the various operators and theirvalues/types such as selection operators, crossoverprobability for GA used by different researchers forIPPS as well as job-shop scheduling. It clearly revealsthat different researchers utilised different parametersand their values/types in their work. Keeping in mindthe recommendations of researchers as well as funda-mentals of GA, Table 5 provides various GA operatorswith their types and values that are used in the presentwork.
Encoding/representation is the first step of GA. Asequence-oriented representation is used in the presentwork. Here, a bit (gene) of a chromosome is formed bya process plan number (i.e. alphabets) of a part type.Each bit of the chromosome is in fixed sequence/orderto represent associate process plan of a part type. Forexample, if there are three part types A, B and C havingfour MPPs, and each part type can be processed by anyof its given MPPs. Then, this information can beencoded as: {2, 1, 4}, where 2 represents processing ofpart type A by following its second process plan, 1represents processing of part type B by its first processplan and 4 represents processing of part type C by itsfourth process plan. In this work, initial population isgenerated randomly and utilises linear ranking (LR)selection method with stochastic universal sampling(SUS), as it assists in avoiding premature convergence(Mitchell 2002). In this method, individuals in thepopulation are ranked according to their fitness, andthe expected value of each individual depends on itsrank rather than on its absolute fitness (Baker 1985).Once the expected values are assigned, SUS method isapplied to sample the population (i.e. choose parents).Thus, a mating pool consisting of selected individual isformed (Mitchell 2002).
In this study, two-point random crossover ap-proach is applied on the individuals of mating pool.For two-point crossover, two strings are selectedrandomly from the mating pool to make a pair. For
Table 3. PPMM algorithm for makespan performance measure improvement.
INPUT: PARTTYPE list [pao1, pao2, p
ao3, . . . , paon, p
bo1, pbo2, p
bo3, . . . , pbon, p
co1, pco2, p
co3, . . . , pcon], UNUTIMAC list
[ma, mb, mc, . . . , mn], Best fitness value of previous loop of GA (b_value)OUTPUT: Selected process plans of target part type (SETPART)BEGINSet SETPART ¼ pion, identify process plan of target part type (PPSETPART), sequence number (SQSETPART) and retrieve MPPfrom database
WHILE (modified process plan of SETPART yields fitness value greater than 4 b_value) DOFind alternative process plan of SETPART: Compare corresponding machine of each operation of each ranked MPP withUNUTIMAC list;IF PPSETPART with all underutilised and more than one underutilised machine THENOutput;ELSE find operation number (OPSETPART) having highest average operation waiting time and corresponding machine number(MSETPART) from PPSETPART;IF MSETPART belongs to UNUTIMAC list THENDelete SETPART from PARTTYPE list and set i ¼ i þ 1ELSE find other process plans corresponding to SQSETPART and OPSETPART which contained underutilised machineskeeping other operations on the same machines as contained in PPSETPART
IF alternative process plan is found THENOutput;ELSE delete SETPART from PARTTYPE list and set i ¼ i þ 1ENDIF
ENDIFENDIF
ENDWHILEEND
International Journal of Computer Integrated Manufacturing 7
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
Table
4.
Genetic
algorithm
parametersandtheirvalues/types.
S.N
.Authors
GIP
SS(SP)
Crossover
type
(crossover
probability)
Mutationtype
(mutation
probability)
ER
Pop.size
Maxim
um
number
of
generations
1.
MoradandZalzala
(1999)
RLR
withSUS(2)
OX(0.7)
OM(0.3)
0.9
30
100
PX(0.7)
PM(0.3)
PRX(0.5)
PLM
(0.3)
2.
RossiandDini(2000)
RRWS
PX(0.4)
LSP(0.15)
–50
100
LMP(0.15)
3.
Werner
etal.(2000)
–RWS
(0.8)
(0.25)
–100
No.ofmachines
6no.ofjobs
4.
Ponnambalam
etal.(2001)
RRWS
1X(0.3)
RM(0.01)
––
100
5.
Sugim
ura
etal.(2003)
R–
PMX(0.5)
EM(0.1)
––
–6.
Kim
etal.(2003)
forPPM
RRWS
1X(0.7)
INV(0.15)
–100
Totalno.ofreduced
individuals(5
6104)/
(76
104)/(1.3
6105)/
(26
105)/(2.5
6105)
2X(0.7)
forSM
RRWS
PPX(0.7)
INV(0.05)
––
7.
Othmanet
al.(2004)
––
OX(0.5)
OM(0.001)
–140
–PRX(0.5)
PM(0.01)
8.
Mattfeld
andBierw
ith(2004)
–FPS
PPX(0.6)
RM(0.01)
–100
–9.
ZhangandYan(2005)
–RWS
LX(0.6)
SM(0.6)
–300
3,000
PMX(0.6)
10.
Chanet
al.(2005)
–RWS
2X
SM(0.1)
––
–11.
Xinget
al.(2006)
––
2X(0.8)
EM(0.2)
–20–50
30–50
12.
ZhanjieandJu
(2008)
R–
OX
INV
––
–PMX
13.
ManikasandChang(2009)
R–
UX(0.5)
INV(0.5)
0.9
6–
14.
GirishandJawahar(2009)
RRWS
1X(.6)
SM(0.05)
–10
100
15.
Shaoet
al.(2009)
forPPM
–TS(2)
1X
(0.6)
PM(0.1)
–40
–forSM
RTS(2)
UX(0.6)
SM
(0.1)
–500
100
16.
Zhouet
al.(2009)
––
2X(0.5)
MM(0.5to1)
–100
2,000
17.
Liet
al.(2010a)
forPPM
RTS(2)
1X(0.9)
PM(0.15)
–100
100
forSM
RTS(2)
UX(0.8)
SM(0.1)
–100
100
18.
Lei
(2011)
RTS
DX(0.7)
SM(0.1)
–150
500
Notes:GIP,generationofinitialpopulation;ER,elitism
rate;SS(SP),selectionschem
e(selectionpressure);PPM,process
planningmodule;SM,schedulingmodule;TS,tournamentselection;
LR,linearranking;SUS,stochasticuniversalsampling;RWS,Roulettewheelselection;FPS,fitnessproportionalselection;R,randomly;1X,one-pointcrossover;2X,tw
o-pointcrossover;UX,
uniform
crossover;OX,order-basedcrossover;PX,position-basedcrossover;PRX,planresourcecrossover;PPX,precedence
preservativecrossover;PMX,partiallymapped
crossover;LX,linear
crossover;GPX,generalisedpositioncrossover;DX,discretecrossover;PM,pointmutation;OM,order-basedmutation,PLM,plan-basedmutation;IN
V,insertionvariationmutation;SM,sw
ap
mutation;EM,exchangemutation;RM,random
mutation;MM,modified
mutation;LMP,limited
mixingprocedure;LSP,layer
sub-divisionprocedure;–,notspecified
intheresearchpaper.
8 R.K. Phanden et al.
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2

each pair, essentiality of carrying out crossover isdetermined using crossover probability (pc ¼ 0.8).Moreover, crossover sites are selected randomly fromfirst to last position. The present work utilisesexchange type of mutation operator with mutationprobability (pm ¼ 0.2), and it is applied on thepopulation including offspring produced after cross-over. The mutation position (from first to last bit) isselected randomly twice, and process plans at thesesites are interchanged, keeping other bits unchanged.
After mutation, some illegal offspring may gener-ate, i.e. one part type, may exceed the limit of givenMPPs in the individuals which undergoes mutationoperation. Thus, a repairing strategy is required toresolve this illegitimacy of offspring. In the presentwork, after mutation, all the individuals which under-go mutation are checked to ensure that there is no parttype that exceeds the limit range of process plans.Moreover, the repairing procedure also ensures if, atany position/site of string exceeding the limit ofavailable process plans, it shall be replaced by anyone process plan from the given range of process plansrandomly. For reproduction, elitism way is embeddedwith LR selection. Elitism transfers few good indivi-duals from previous population to population of nextgeneration. In the present work, an elitism rate (e_rate)and value of population size (pop_size) are taken as 0.9and 10, respectively. Moreover, maximum number ofgenerations (max_gen) is considered as a terminationcriterion and equal to the number of machines (m)times number of part types (n) i.e. ‘m’ 6 ‘n’.
In the present work, to overcome prematureconvergence in the population, a restart scheme basedon the ideas of a similar scheme used by Ruiz andMaroto (2006) is used. Accordingly, at each genera-tion, the maximum fitness value is stored. If the bestfitness value is not changed for more than a pre-specified number of generations (best_count), therestart phase commences to regenerate the population.
In the present work, the value of counter (best_count)is set at 15, i.e. if the highest fitness value in thepopulation does not change for more than 15generations, restart phase will activate. Table 6 showsthe working procedure of adopted restart scheme.
The evaluation of fitness function of GA is carriedout using simulation. Simulation is used to computeperformance measures as it yields performance mea-sure near to actual system performance in comparisonto mathematical functions. In the present work,ProModel Simulation software (http://www.promo-del.com/) is used for computing the fitness functionvalue and GA code is developed in C. Figure 2 showsthe flowchart of working of GA.
The present work focuses on a job-shop manufac-turing system consisting of ‘m’ machines that are ableto process ‘n’ different part types simultaneously. Theshop is modelled using ProModel and standardassumptions such as (1) each job is to be processedon a set of machines and processing time of eachoperation is known in advance, (2) one machine canprocess only one operation at a time and pre-emptionof any operation is prohibited, (3) machines areindependent from each other and are available atzero time, (4) jobs are independent from each other, (5)all jobs are available at the commencement ofprocessing, (6) infinite buffer location capacities areassumed in front of individual machine and each partenters in buffer location before the processing atmachine and (7) shortest processing time is used toselect a job from the queue of a machine and if there isa tie first come first serve rule is used.
5. Experimental studies and discussion
The proposed approach of integration is implementedfor six case studies for mean tardiness and makespanperformance measures. These case studies are takenfrom the test bed problems as reported in Kim et al.
Table 5. Genetic algorithm operators and their values/types used in the present work.
S.N. Parameters Values/types
1. Generation of initial population Randomly2. Selection scheme LR with SUS3. Selection pressure (Sp) 1.64. Crossover type Two points5. Crossover probability (pc) 0.86. Mutation type Exchange7. Mutation probability (pm) 0.28. Elitism rate (e_rate) 0.99 Population size (pop_size) 1010. Termination criterion (max_gen) Maximum number of generations and it is equal to product of number of
machines (m) and number of part types (n)11. Restart phase activation (best_count) 15
International Journal of Computer Integrated Manufacturing 9
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
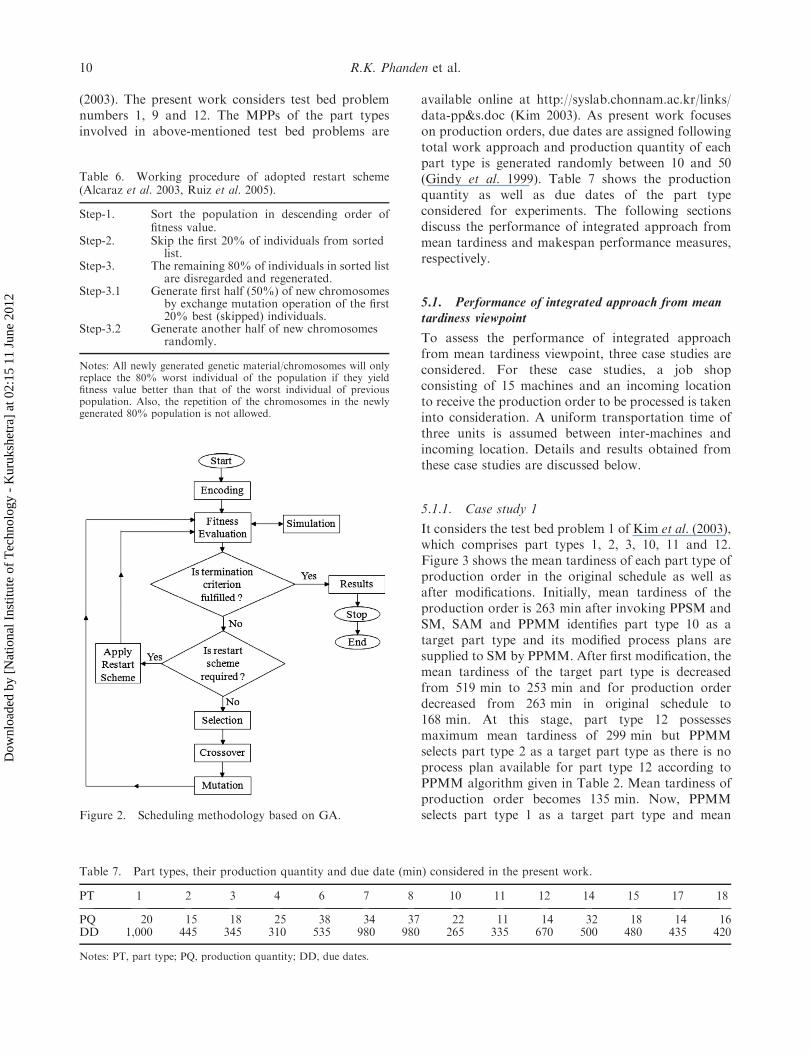
(2003). The present work considers test bed problemnumbers 1, 9 and 12. The MPPs of the part typesinvolved in above-mentioned test bed problems are
available online at http://syslab.chonnam.ac.kr/links/data-pp&s.doc (Kim 2003). As present work focuseson production orders, due dates are assigned followingtotal work approach and production quantity of eachpart type is generated randomly between 10 and 50(Gindy et al. 1999). Table 7 shows the productionquantity as well as due dates of the part typeconsidered for experiments. The following sectionsdiscuss the performance of integrated approach frommean tardiness and makespan performance measures,respectively.
5.1. Performance of integrated approach from meantardiness viewpoint
To assess the performance of integrated approachfrom mean tardiness viewpoint, three case studies areconsidered. For these case studies, a job shopconsisting of 15 machines and an incoming locationto receive the production order to be processed is takeninto consideration. A uniform transportation time ofthree units is assumed between inter-machines andincoming location. Details and results obtained fromthese case studies are discussed below.
5.1.1. Case study 1
It considers the test bed problem 1 of Kim et al. (2003),which comprises part types 1, 2, 3, 10, 11 and 12.Figure 3 shows the mean tardiness of each part type ofproduction order in the original schedule as well asafter modifications. Initially, mean tardiness of theproduction order is 263 min after invoking PPSM andSM, SAM and PPMM identifies part type 10 as atarget part type and its modified process plans aresupplied to SM by PPMM. After first modification, themean tardiness of the target part type is decreasedfrom 519 min to 253 min and for production orderdecreased from 263 min in original schedule to168 min. At this stage, part type 12 possessesmaximum mean tardiness of 299 min but PPMMselects part type 2 as a target part type as there is noprocess plan available for part type 12 according toPPMM algorithm given in Table 2. Mean tardiness ofproduction order becomes 135 min. Now, PPMMselects part type 1 as a target part type and mean
Table 6. Working procedure of adopted restart scheme(Alcaraz et al. 2003, Ruiz et al. 2005).
Step-1. Sort the population in descending order offitness value.
Step-2. Skip the first 20% of individuals from sortedlist.
Step-3. The remaining 80% of individuals in sorted listare disregarded and regenerated.
Step-3.1 Generate first half (50%) of new chromosomesby exchange mutation operation of the first20% best (skipped) individuals.
Step-3.2 Generate another half of new chromosomesrandomly.
Notes: All newly generated genetic material/chromosomes will onlyreplace the 80% worst individual of the population if they yieldfitness value better than that of the worst individual of previouspopulation. Also, the repetition of the chromosomes in the newlygenerated 80% population is not allowed.
Table 7. Part types, their production quantity and due date (min) considered in the present work.
PT 1 2 3 4 6 7 8 10 11 12 14 15 17 18
PQ 20 15 18 25 38 34 37 22 11 14 32 18 14 16DD 1,000 445 345 310 535 980 980 265 335 670 500 480 435 420
Notes: PT, part type; PQ, production quantity; DD, due dates.
Figure 2. Scheduling methodology based on GA.
10 R.K. Phanden et al.
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
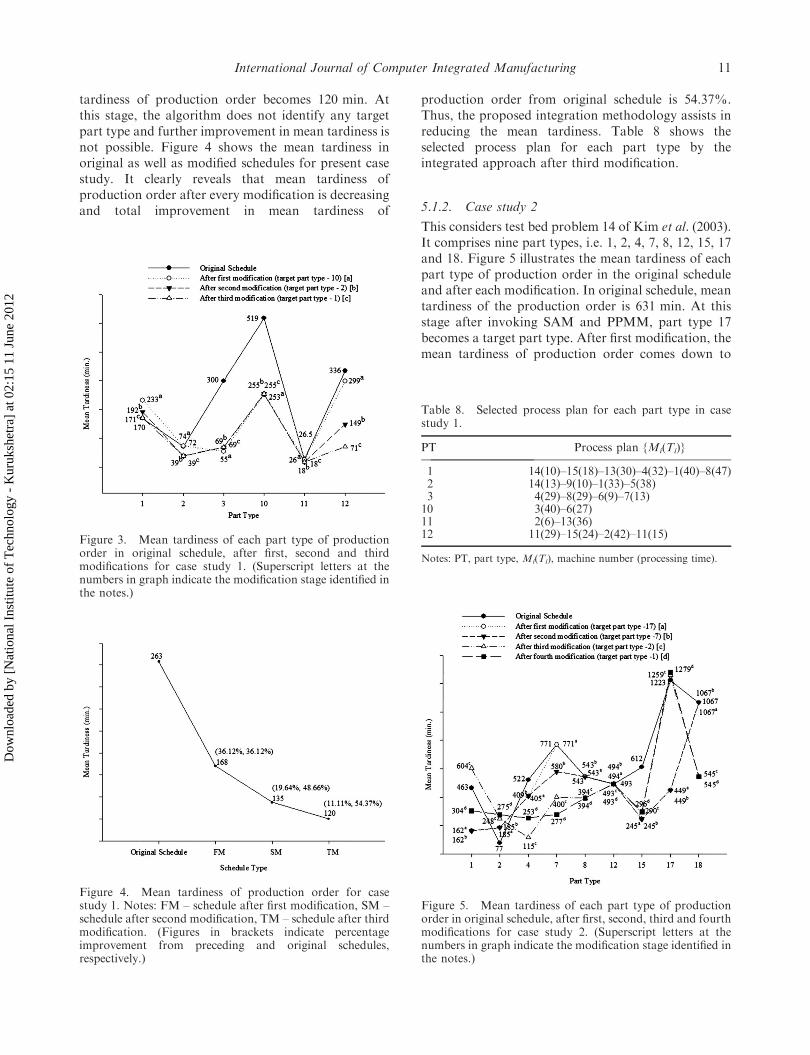
tardiness of production order becomes 120 min. Atthis stage, the algorithm does not identify any targetpart type and further improvement in mean tardiness isnot possible. Figure 4 shows the mean tardiness inoriginal as well as modified schedules for present casestudy. It clearly reveals that mean tardiness ofproduction order after every modification is decreasingand total improvement in mean tardiness of
production order from original schedule is 54.37%.Thus, the proposed integration methodology assists inreducing the mean tardiness. Table 8 shows theselected process plan for each part type by theintegrated approach after third modification.
5.1.2. Case study 2
This considers test bed problem 14 of Kim et al. (2003).It comprises nine part types, i.e. 1, 2, 4, 7, 8, 12, 15, 17and 18. Figure 5 illustrates the mean tardiness of eachpart type of production order in the original scheduleand after each modification. In original schedule, meantardiness of the production order is 631 min. At thisstage after invoking SAM and PPMM, part type 17becomes a target part type. After first modification, themean tardiness of production order comes down to
Table 8. Selected process plan for each part type in casestudy 1.
PT Process plan {Mi(Ti)}
1 14(10)–15(18)–13(30)–4(32)–1(40)–8(47)2 14(13)–9(10)–1(33)–5(38)3 4(29)–8(29)–6(9)–7(13)10 3(40)–6(27)11 2(6)–13(36)12 11(29)–15(24)–2(42)–11(15)
Notes: PT, part type, Mi(Ti), machine number (processing time).
Figure 5. Mean tardiness of each part type of productionorder in original schedule, after first, second, third and fourthmodifications for case study 2. (Superscript letters at thenumbers in graph indicate the modification stage identified inthe notes.)
Figure 3. Mean tardiness of each part type of productionorder in original schedule, after first, second and thirdmodifications for case study 1. (Superscript letters at thenumbers in graph indicate the modification stage identified inthe notes.)
Figure 4. Mean tardiness of production order for casestudy 1. Notes: FM – schedule after first modification, SM –schedule after second modification, TM – schedule after thirdmodification. (Figures in brackets indicate percentageimprovement from preceding and original schedules,respectively.)
International Journal of Computer Integrated Manufacturing 11
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
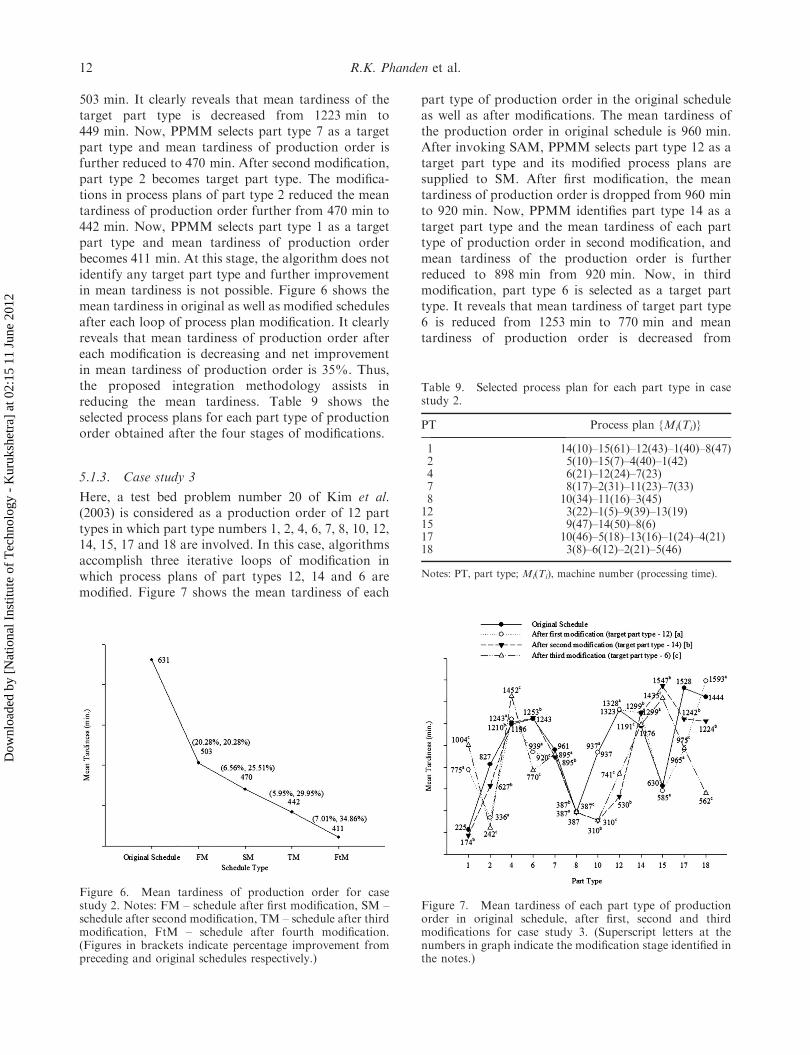
503 min. It clearly reveals that mean tardiness of thetarget part type is decreased from 1223 min to449 min. Now, PPMM selects part type 7 as a targetpart type and mean tardiness of production order isfurther reduced to 470 min. After second modification,part type 2 becomes target part type. The modifica-tions in process plans of part type 2 reduced the meantardiness of production order further from 470 min to442 min. Now, PPMM selects part type 1 as a targetpart type and mean tardiness of production orderbecomes 411 min. At this stage, the algorithm does notidentify any target part type and further improvementin mean tardiness is not possible. Figure 6 shows themean tardiness in original as well as modified schedulesafter each loop of process plan modification. It clearlyreveals that mean tardiness of production order aftereach modification is decreasing and net improvementin mean tardiness of production order is 35%. Thus,the proposed integration methodology assists inreducing the mean tardiness. Table 9 shows theselected process plans for each part type of productionorder obtained after the four stages of modifications.
5.1.3. Case study 3
Here, a test bed problem number 20 of Kim et al.(2003) is considered as a production order of 12 parttypes in which part type numbers 1, 2, 4, 6, 7, 8, 10, 12,14, 15, 17 and 18 are involved. In this case, algorithmsaccomplish three iterative loops of modification inwhich process plans of part types 12, 14 and 6 aremodified. Figure 7 shows the mean tardiness of each
part type of production order in the original scheduleas well as after modifications. The mean tardiness ofthe production order in original schedule is 960 min.After invoking SAM, PPMM selects part type 12 as atarget part type and its modified process plans aresupplied to SM. After first modification, the meantardiness of production order is dropped from 960 minto 920 min. Now, PPMM identifies part type 14 as atarget part type and the mean tardiness of each parttype of production order in second modification, andmean tardiness of the production order is furtherreduced to 898 min from 920 min. Now, in thirdmodification, part type 6 is selected as a target parttype. It reveals that mean tardiness of target part type6 is reduced from 1253 min to 770 min and meantardiness of production order is decreased from
Table 9. Selected process plan for each part type in casestudy 2.
PT Process plan {Mi(Ti)}
1 14(10)–15(61)–12(43)–1(40)–8(47)2 5(10)–15(7)–4(40)–1(42)4 6(21)–12(24)–7(23)7 8(17)–2(31)–11(23)–7(33)8 10(34)–11(16)–3(45)12 3(22)–1(5)–9(39)–13(19)15 9(47)–14(50)–8(6)17 10(46)–5(18)–13(16)–1(24)–4(21)18 3(8)–6(12)–2(21)–5(46)
Notes: PT, part type; Mi(Ti), machine number (processing time).
Figure 7. Mean tardiness of each part type of productionorder in original schedule, after first, second and thirdmodifications for case study 3. (Superscript letters at thenumbers in graph indicate the modification stage identified inthe notes.)
Figure 6. Mean tardiness of production order for casestudy 2. Notes: FM – schedule after first modification, SM –schedule after second modification, TM – schedule after thirdmodification, FtM – schedule after fourth modification.(Figures in brackets indicate percentage improvement frompreceding and original schedules respectively.)
12 R.K. Phanden et al.
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
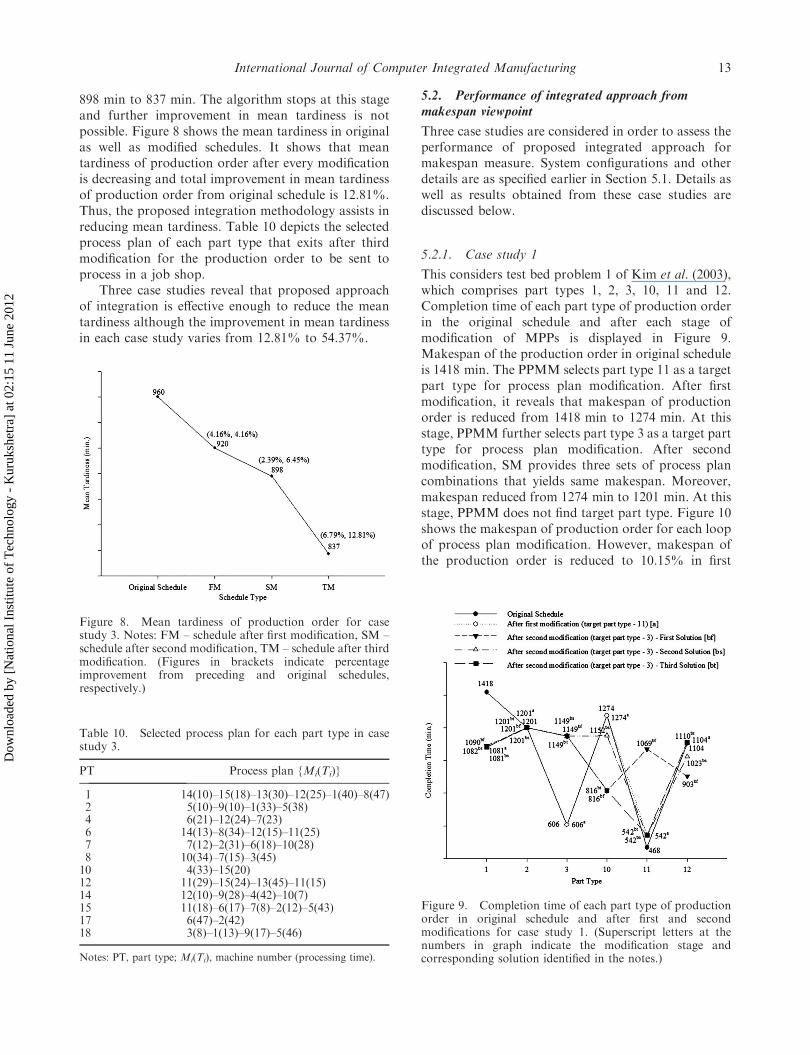
898 min to 837 min. The algorithm stops at this stageand further improvement in mean tardiness is notpossible. Figure 8 shows the mean tardiness in originalas well as modified schedules. It shows that meantardiness of production order after every modificationis decreasing and total improvement in mean tardinessof production order from original schedule is 12.81%.Thus, the proposed integration methodology assists inreducing mean tardiness. Table 10 depicts the selectedprocess plan of each part type that exits after thirdmodification for the production order to be sent toprocess in a job shop.
Three case studies reveal that proposed approachof integration is effective enough to reduce the meantardiness although the improvement in mean tardinessin each case study varies from 12.81% to 54.37%.
5.2. Performance of integrated approach frommakespan viewpoint
Three case studies are considered in order to assess theperformance of proposed integrated approach formakespan measure. System configurations and otherdetails are as specified earlier in Section 5.1. Details aswell as results obtained from these case studies arediscussed below.
5.2.1. Case study 1
This considers test bed problem 1 of Kim et al. (2003),which comprises part types 1, 2, 3, 10, 11 and 12.Completion time of each part type of production orderin the original schedule and after each stage ofmodification of MPPs is displayed in Figure 9.Makespan of the production order in original scheduleis 1418 min. The PPMM selects part type 11 as a targetpart type for process plan modification. After firstmodification, it reveals that makespan of productionorder is reduced from 1418 min to 1274 min. At thisstage, PPMM further selects part type 3 as a target parttype for process plan modification. After secondmodification, SM provides three sets of process plancombinations that yields same makespan. Moreover,makespan reduced from 1274 min to 1201 min. At thisstage, PPMM does not find target part type. Figure 10shows the makespan of production order for each loopof process plan modification. However, makespan ofthe production order is reduced to 10.15% in first
Table 10. Selected process plan for each part type in casestudy 3.
PT Process plan {Mi(Ti)}
1 14(10)–15(18)–13(30)–12(25)–1(40)–8(47)2 5(10)–9(10)–1(33)–5(38)4 6(21)–12(24)–7(23)6 14(13)–8(34)–12(15)–11(25)7 7(12)–2(31)–6(18)–10(28)8 10(34)–7(15)–3(45)10 4(33)–15(20)12 11(29)–15(24)–13(45)–11(15)14 12(10)–9(28)–4(42)–10(7)15 11(18)–6(17)–7(8)–2(12)–5(43)17 6(47)–2(42)18 3(8)–1(13)–9(17)–5(46)
Notes: PT, part type; Mi(Ti), machine number (processing time).
Figure 9. Completion time of each part type of productionorder in original schedule and after first and secondmodifications for case study 1. (Superscript letters at thenumbers in graph indicate the modification stage andcorresponding solution identified in the notes.)
Figure 8. Mean tardiness of production order for casestudy 3. Notes: FM – schedule after first modification, SM –schedule after second modification, TM – schedule after thirdmodification. (Figures in brackets indicate percentageimprovement from preceding and original schedules,respectively.)
International Journal of Computer Integrated Manufacturing 13
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
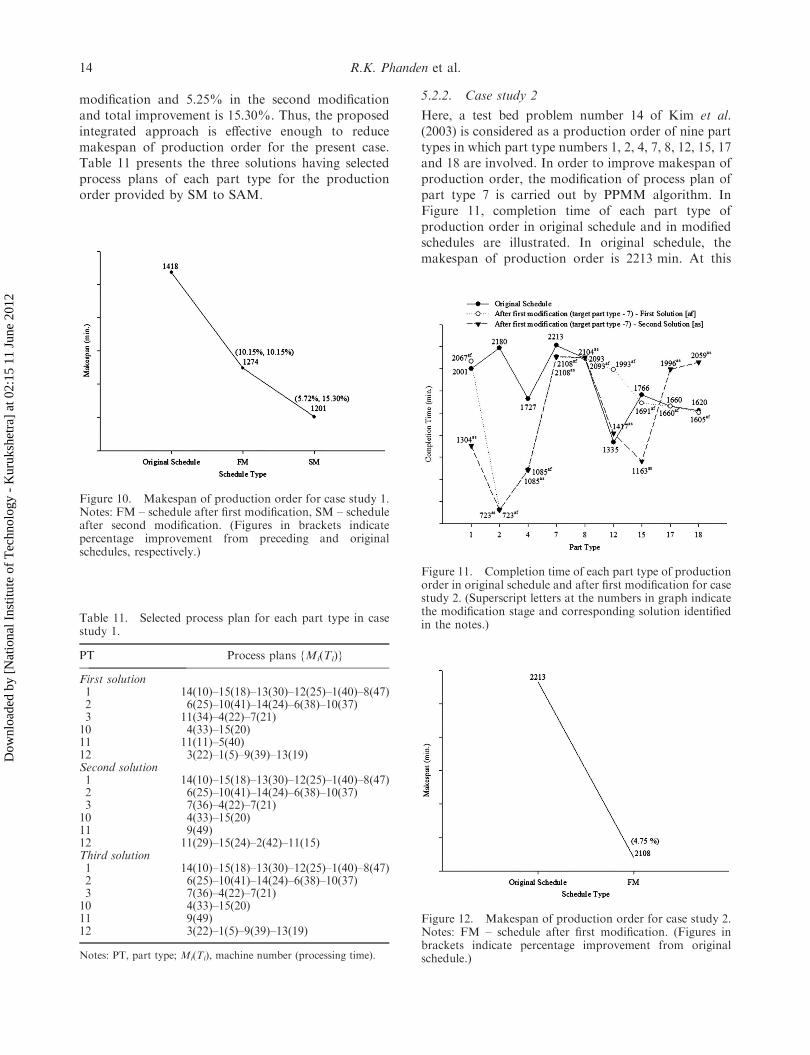
modification and 5.25% in the second modificationand total improvement is 15.30%. Thus, the proposedintegrated approach is effective enough to reducemakespan of production order for the present case.Table 11 presents the three solutions having selectedprocess plans of each part type for the productionorder provided by SM to SAM.
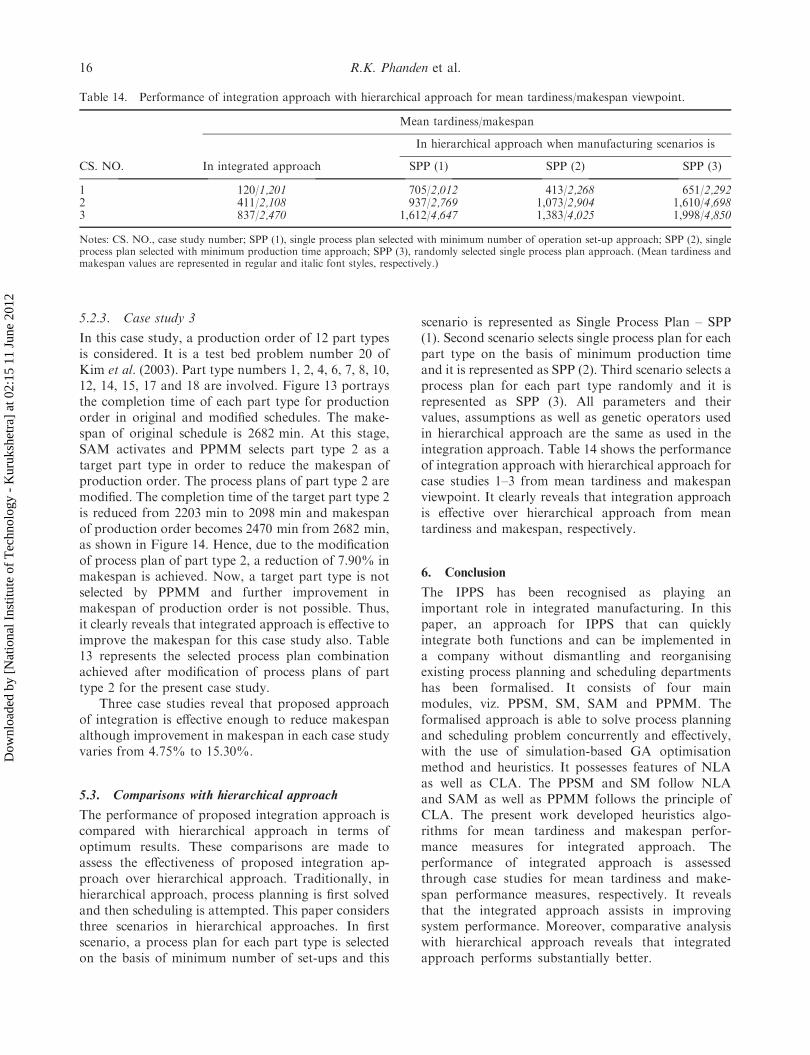
5.2.2. Case study 2
Here, a test bed problem number 14 of Kim et al.(2003) is considered as a production order of nine parttypes in which part type numbers 1, 2, 4, 7, 8, 12, 15, 17and 18 are involved. In order to improve makespan ofproduction order, the modification of process plan ofpart type 7 is carried out by PPMM algorithm. InFigure 11, completion time of each part type ofproduction order in original schedule and in modifiedschedules are illustrated. In original schedule, themakespan of production order is 2213 min. At this
Table 11. Selected process plan for each part type in casestudy 1.
PT Process plans {Mi(Ti)}
First solution1 14(10)–15(18)–13(30)–12(25)–1(40)–8(47)2 6(25)–10(41)–14(24)–6(38)–10(37)3 11(34)–4(22)–7(21)10 4(33)–15(20)11 11(11)–5(40)12 3(22)–1(5)–9(39)–13(19)Second solution1 14(10)–15(18)–13(30)–12(25)–1(40)–8(47)2 6(25)–10(41)–14(24)–6(38)–10(37)3 7(36)–4(22)–7(21)10 4(33)–15(20)11 9(49)12 11(29)–15(24)–2(42)–11(15)Third solution1 14(10)–15(18)–13(30)–12(25)–1(40)–8(47)2 6(25)–10(41)–14(24)–6(38)–10(37)3 7(36)–4(22)–7(21)10 4(33)–15(20)11 9(49)12 3(22)–1(5)–9(39)–13(19)
Notes: PT, part type; Mi(Ti), machine number (processing time).
Figure 11. Completion time of each part type of productionorder in original schedule and after first modification for casestudy 2. (Superscript letters at the numbers in graph indicatethe modification stage and corresponding solution identifiedin the notes.)
Figure 12. Makespan of production order for case study 2.Notes: FM – schedule after first modification. (Figures inbrackets indicate percentage improvement from originalschedule.)
Figure 10. Makespan of production order for case study 1.Notes: FM – schedule after first modification, SM – scheduleafter second modification. (Figures in brackets indicatepercentage improvement from preceding and originalschedules, respectively.)
14 R.K. Phanden et al.
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2

stage, PPMM selects part type 7 as a target part typeand its modified process plans are supplied to SM. TheSM provides two solutions after first modification andPPMM does not find target part type for furthermodifications as per algorithm in Table 3. It revealsthat completion time of target part type 7 is decreasedfrom 2213 min to 2108 min. Figure 12 shows thatmakespan of production order is dropped from
2213 min to 2108 min after first modification. It showsthat net improvement in makespan of productionorder from original schedule is 4.75%. Thus, proposedintegration approach assists in reducing the makespanfor this case study. Table 12 presents the selectedprocess plan of each part type for both solutions.
Table 12. Selected process plan for each part type in casestudy 2.
PT Process plans {Mi(Ti)}
First solution1 14(10)–15(18)–13(30)–12(25)–1(40)–8(47)2 5(10)–8(6)–4(40)–5(38)4 6(21)–12(24)–7(23)7 7(12)–2(31)–11(23)–7(33)8 10(34)–11(16)–3(45)12 11(29)–15(44)–5(5)–12(41)–11(15)15 9(47)–8(56)17 6(47)–2(42)18 3( 8)–1(13)–9(17)–5(46)Second solution1 14(10)–15(18)–13(30)–12(25)–1(40)–8(47)2 5(10)–8(6)–4(40)–5(38)4 6(21)–12(24)–7(23)7 7(12)–2(31)–11(23)–7(33)8 10(34)–11(16)–3(45)12 3(22)–1(5)–9(39)–13(19)15 9(47)–14(50)–8(6)17 6(33)–8(7)–1(5)–2(42)18 3(8)–6(12)–2(21)–5(46)
Notes: PT, part type; Mi(Ti), machine number (processing time).
Table 13. Selected process plan for each part type in casestudy 3.
PT Process plans {Mi(Ti)}
First solution1 14(10)–15(18)–13(30)–12(25)–1(40)–8(47)2 8(16)–9(10)–11(43)–1(42)4 6(21)–12(24)–7(23)6 14(13)–5(31)–12(15)–9(24)7 7(12)–2(31)–6(18)–10(28)8 10(34)–7(15)–3(45) {3}10 4(33)–15(20)12 3(22)–1(5)–9(39)–13(19)14 12(10)–15(25)–4(42)–10(7)15 9(47)–14(50)–8(6)17 6(47)–2(42)18 3( 8)–6(12)–2(21)–5(46)Second solution1 14(10)–15(18)–13(30)–12(25)–1(40)–8(47)2 8(16)–9(10)–11(43)–1(42)4 6(21)–12(24)–7(23)6 14(13)–5(31)–12(15)–9(24)7 7(12)–2(31)–6(18)–10(28)8 10(34)–11(16)–3(45)10 4(33)–15(20)12 3(22)–1(5)–9(39)–13(19)14 12(10)–15(25)–4(42)–10(7)15 7(45)–9(21)–1(42)17 6(47)–2(42)18 3( 8)–6(12)–2(21)–5(46)
Notes: PT, part type; Mi(Ti), machine number (processing time).
Figure 13. Completion time of each part type of productionorder in original schedule and after first modification for casestudy 3. (Superscript letters at the numbers in graph indicatethe modification stage and corresponding solution identifiedin the notes.)
Figure 14. Makespan of production order for case study 3.Notes: FM – schedule after first modification. (Figures inbrackets indicate percentage improvement from originalschedule.)
International Journal of Computer Integrated Manufacturing 15
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
5.2.3. Case study 3
In this case study, a production order of 12 part typesis considered. It is a test bed problem number 20 ofKim et al. (2003). Part type numbers 1, 2, 4, 6, 7, 8, 10,12, 14, 15, 17 and 18 are involved. Figure 13 portraysthe completion time of each part type for productionorder in original and modified schedules. The make-span of original schedule is 2682 min. At this stage,SAM activates and PPMM selects part type 2 as atarget part type in order to reduce the makespan ofproduction order. The process plans of part type 2 aremodified. The completion time of the target part type 2is reduced from 2203 min to 2098 min and makespanof production order becomes 2470 min from 2682 min,as shown in Figure 14. Hence, due to the modificationof process plan of part type 2, a reduction of 7.90% inmakespan is achieved. Now, a target part type is notselected by PPMM and further improvement inmakespan of production order is not possible. Thus,it clearly reveals that integrated approach is effective toimprove the makespan for this case study also. Table13 represents the selected process plan combinationachieved after modification of process plans of parttype 2 for the present case study.
Three case studies reveal that proposed approachof integration is effective enough to reduce makespanalthough improvement in makespan in each case studyvaries from 4.75% to 15.30%.
5.3. Comparisons with hierarchical approach
The performance of proposed integration approach iscompared with hierarchical approach in terms ofoptimum results. These comparisons are made toassess the effectiveness of proposed integration ap-proach over hierarchical approach. Traditionally, inhierarchical approach, process planning is first solvedand then scheduling is attempted. This paper considersthree scenarios in hierarchical approaches. In firstscenario, a process plan for each part type is selectedon the basis of minimum number of set-ups and this
scenario is represented as Single Process Plan – SPP(1). Second scenario selects single process plan for eachpart type on the basis of minimum production timeand it is represented as SPP (2). Third scenario selects aprocess plan for each part type randomly and it isrepresented as SPP (3). All parameters and theirvalues, assumptions as well as genetic operators usedin hierarchical approach are the same as used in theintegration approach. Table 14 shows the performanceof integration approach with hierarchical approach forcase studies 1–3 from mean tardiness and makespanviewpoint. It clearly reveals that integration approachis effective over hierarchical approach from meantardiness and makespan, respectively.
6. Conclusion
The IPPS has been recognised as playing animportant role in integrated manufacturing. In thispaper, an approach for IPPS that can quicklyintegrate both functions and can be implemented ina company without dismantling and reorganisingexisting process planning and scheduling departmentshas been formalised. It consists of four mainmodules, viz. PPSM, SM, SAM and PPMM. Theformalised approach is able to solve process planningand scheduling problem concurrently and effectively,with the use of simulation-based GA optimisationmethod and heuristics. It possesses features of NLAas well as CLA. The PPSM and SM follow NLAand SAM as well as PPMM follows the principle ofCLA. The present work developed heuristics algo-rithms for mean tardiness and makespan perfor-mance measures for integrated approach. Theperformance of integrated approach is assessedthrough case studies for mean tardiness and make-span performance measures, respectively. It revealsthat the integrated approach assists in improvingsystem performance. Moreover, comparative analysiswith hierarchical approach reveals that integratedapproach performs substantially better.
Table 14. Performance of integration approach with hierarchical approach for mean tardiness/makespan viewpoint.
Mean tardiness/makespan
In hierarchical approach when manufacturing scenarios is
CS. NO. In integrated approach SPP (1) SPP (2) SPP (3)
1 120/1,201 705/2,012 413/2,268 651/2,2922 411/2,108 937/2,769 1,073/2,904 1,610/4,6983 837/2,470 1,612/4,647 1,383/4,025 1,998/4,850
Notes: CS. NO., case study number; SPP (1), single process plan selected with minimum number of operation set-up approach; SPP (2), singleprocess plan selected with minimum production time approach; SPP (3), randomly selected single process plan approach. (Mean tardiness andmakespan values are represented in regular and italic font styles, respectively.)
16 R.K. Phanden et al.
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
The present work can be extended in several ways.The performance of formalised approach can beassessed for other performance measures such asmean flow time and maximum tardiness. Moreover,its performance can also be assessed for satisfyingmultiple shop objectives such as makespan and meantardiness and mean flow time. However, assessing theperformance of formalised approach requires develop-ment of heuristics (algorithms for SAM and PPMM)for each objective function separately. It can also beextended to incorporate external disturbances such asrush order arrival, order cancellation, change indemand pattern and internal disturbances such asmachine breakdown and tool failure routinemaintenance.
Acknowledgements
This research is supported by Science and EngineeringResearch Council, Department of Science and Technology,Government of India, New Delhi, India (SR/SR3/MERC-098/2007). We would like to thank the reviewers and editorfor their valuable comments and recommendations forimproving the content of this paper.
References
Aanen, E., Gaalman, G.J., and Nawijn, W.M., 1989.Planning and scheduling in an FMS. Engineering Costsand Production Economics, 17 (1–4), 89–97.
Albino, V. and Garavelli, A.C., 1999. Limited flexibility incellular manufacturing systems: a simulation study.International Journal of Production Economics, 60–61,447–455.
Baker, J.E., 1985. Adaptive selection methods for geneticalgorithms. In: Proceedings of the first internationalconference on genetic algorithms and their applications.Hillsdale, NJ: Lawrence Erlbaum, 101–111.
Benjaafar, S. and Ramakrishnan, R., 1996. Modeling,measurement and evaluation of sequencing flexibility inmanufacturing systems. International Journal of Produc-tion Research, 4 (5), 1195–1220.
Cai, N., Wang, L., and Feng, H.Y., 2009. GA-based adaptivesetup planning toward process planning and schedulingintegration. International Journal of Production Research,47 (10), 2745–2766.
Chan, F.T.S., Wong, T.C., and Chan, L.Y., 2005. A geneticalgorithm-based approach to machine assignment pro-blem. International Journal of Production Research, 43(12), 2451–2472.
Chan, F., Kumar, V., and Tiwari, M., 2006. Optimizing theperformance of an integrated process planning andscheduling problem: an AIS-FLC based approach. In:Proceedings of 2006 IEEE conference on cybernetics andintelligent systems, 7–9 June Bangkok, Thailand, 1–8.
Chan, F., Kumar, V., and Tiwari, M., 2009. The relevance ofoutsourcing and leagile strategies in performance opti-mization of an integrated process planning and schedul-ing model. International Journal of Production Research,47 (1), 119–142.
Cho, K.K., et al., 1998. An integrated process planning andscheduling system for block assembly in shipbuilding.Annals of the CIRP, 47 (1), 419–422.
Choi, H. and Park, B., 2006. Integration of process planningand job shop scheduling using genetic algorithm. In:Proceedings of 6th WSEAS international conference onsimulation, modelling and optimization, 22–24 SeptemberLisbon, Portugal, 13–18.
Chryssolouris, G. and Chan, S., 1985. An integratedapproach to process planning and scheduling. Annals ofthe CIRP, 34 (1), 413–417.
ElMaraghy, W., 1992. Integrated assembly planning andscheduling – CAPP related issues. Annals of the CIRP,41, 11–14.
ElMaraghy, H.A., et al., 1993. Evolution and futureperspectives of CAPP. CIRP Annals – ManufacturingTechnology , 42 (2), 739–751.
Gaalman, G.J.C., Slomp, J., and Suresh, N.C., 1999.Towards an integration of process planning and produc-tion planning and control for flexible manufacturingsystems. International Journal of Flexible ManufacturingSystems, 11, 5–17.
Gindy, N., Saad, S., and Yue, Y., 1999. Manufacturingresponsiveness through integrated process planning andscheduling. International Journal of Production Research,37 (11), 2399–2418.
Girish, B.S. and Jawahar, N., 2009. Scheduling job shopassociated with multiple routings with genetic and antcolony heuristics. International Journal of ProductionResearch, 47 (14), 3891–3917.
Grabowik, C., Kalinowski, K., and Monica, Z., 2005.Integration of the CAD/CAPP/PPC systems. Journal ofMaterials Processing Technology, 164–165, 1358–1368.
Huang, S.S., Zhang, H.C., and Smith, M.L., 1995. Aprogressive approach for the integration of processplanning and scheduling. IIE Transactions, 27, 456–464.
Iwata, K. and Fukuda, Y., 1989. A new proposal of dynamicprocess planning in machine shop. In: Proceedings ofCIRP international workshop on computer aided processplanning, 21–22 September. Germany: Hanover Univer-sity, 73–83.
Jain, A., Jain, P., and Singh, I., 2006. An integrated schemefor process planning and scheduling in FMS. Interna-tional Journal of Advanced Manufacturing Technology,30, 1111–1118.
Joo, J., Park, S., and Cho, H., 2001. Adaptive and dynamicprocess planning using neural networks. InternationalJournal of Production Research, 39 (13), 2923–2946.
Kempenaers, J., Pinte, J., and Detand, J., 1996. Acollaborative process planning and scheduling system.Advances in Engineering Software, 25, 3–8.
Khoshnevis, B. and Chen, Q., 1990. Integration of processplanning and scheduling functions. Journal of IntelligentManufacturing, 1, 165–176.
Kim, Y.K., 2003. A set of data for the integration of processplanning and job shop scheduling [online]. Available from:http://syslab.chonnam.ac.kr/links/data-pp&s.doc [As-sessed 7 November 2011].
Kim, K. and Egbelu, P., 1999. Scheduling in a productionenvironment with multiple process plans per job. Inter-national Journal of Production Research, 37 (12), 2725–2753.
Kim, K., Song, J., and Wang, K., 1997. A negotiation basedscheduling for items with flexible process plans. Compu-ters and Industrial Engineering, 33 (3–4), 785–788.
Kim, Y., Park, K., and Ko, J., 2003. A symbioticevolutionary algorithm for the integration of processplanning and job shop scheduling. Computers andOperations Research, 30, 1151–1171.
International Journal of Computer Integrated Manufacturing 17
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
Larsen, N.E. and Alting, L., 1990. Simulations engineeringwithin process and production planning. In: Pacificconference on manufacturing, 17–21 December Australia.
Larsen, N.E. and Alting, L., 1992. Dynamic planningenriches concurrent process and production planning.International Journal of Production Research, 30 (8),1861–1876.
Lee, H. and Kim, S., 2001. Integration of process planningand scheduling using simulation based genetic algo-rithms. International Journal of Advanced ManufacturingTechnology, 18, 586–590.
Lei, D., 2011. Scheduling stochastic job shop subject torandom breakdown to minimize makespan. The Interna-tional Journal of Advanced Manufacturing Technology, 55(9–12), 1183–1192.
Leung, C.W., et al., 2010. Integrated process planning andscheduling by an agent-based ant colony optimization.Computers and Industrial Engineering, 59 (1), 166–180.
Li, W. and McMahon, C., 2007. A simulated annealing-based optimization approach for integrated processplanning and scheduling. International Journal of Com-puter Integrated Manufacturing, 20 (1), 80–95.
Li, W., et al., 2008. Game theory-based cooperation ofprocess planning and scheduling. In: 12th internationalCSCWD, CSCWD2008, 16–18 April Xi’an, China, 841–845.
Li, X., et al., 2009. Multi-agent based integration of processplanning and scheduling. In: 13th international conferenceon computer supported cooperative work in design, 22–24April Santiago, Chile, 215–220.
Li, X., et al., 2010a. An agent-based approach for integratedprocess planning and scheduling. Expert Systems withApplications, 37, 1256–1264.
Li, X., et al., 2010b. Mathematical modeling and evolu-tionary algorithm-based approach for integrated processplanning and scheduling. Computers and OperationsResearch, 37, 656–667.
Li, X., et al., 2010c. An effective hybrid algorithm forintegrated process planning and scheduling. InternationalJournal of Production Economics, 126 (2), 289–298.
Li, X., Gao, L., and Li, W., 2012a. Application of gametheory based hybrid algorithm for multi-objective inte-grated process planning and scheduling. Expert Systemswith Applications, 39 (1), 288–297.
Li, X., Gao, L., and Shao, X., 2012b. An active learninggenetic algorithm for integrated process planning andscheduling. Expert Systems with Applications, 39 (8),6683–6691.
Lian, K., Zhang, C., and Gao, L., 2011. Integrated processplanning and scheduling using an imperialist competitivealgorithm. International Journal of Production Research,DOI: 10.1080/00207543.2011.622310.
Lihong, Q. and Shengping, L., 2012. An improved geneticalgorithm for integrated process planning and schedul-ing. The International Journal of Advanced ManufacturingTechnology, 58 (5), 727–740.
Manikas, A. and Chang, Y.L., 2009. Multi-criteria sequence-dependent job shop scheduling using genetic algorithms.Computers and Industrial Engineering, 56 (1), 179–185.
Mattfeld, D.C. and Bierwirth, C., 2004. An efficient geneticalgorithm for job shop scheduling with tardinessobjectives. European Journal of Operational Research,155 (3), 616–630.
Min, L., Li, B., and Zhang, S., 2004. Modeling integratedCAPP/PPS systems. Computers and Industrial Engineer-ing, 46 (2), 275–283.
Mitchell, M., 2002. An introduction to genetic algorithms.New Delhi, India: Prentice-Hall of India.
Morad, N. and Zalzala, A., 1999. Genetic algorithms inintegrated process planning and scheduling. Journal ofIntelligent Manufacturing, 10, 169–179.
Naseri, M.R.A. and Afshari, A.J., 2012. A hybrid geneticalgorithm for integrated process planning and schedulingproblem with precedence constraints. The InternationalJournal of Advanced Manufacturing Technology, 59, 273–287.
Nejad, H.T.N., Sugimura, N., and Iwamura, K., 2011.Agent-based dynamic integrated process planning andscheduling in flexible manufacturing systems. Interna-tional Journal of Production Research, 49, 5, 1373–1389.
Othman, Z., Subari, K., and Morad, N., 2004. Job shopscheduling with alternative machines using geneticalgorithms. Jurnal Teknologi, 41 (d), 67–78.
Phanden, R.K., Jain, A., and Verma, R., 2011. Integration ofprocess planning and scheduling: a state-of-the-artreview. International Journal of Computer IntegratedManufacturing, 24 (6), 517–534.
Ponnambalam, S.G., Ramkumar, V., and Jawahar, N., 2001.A multiobjective genetic algorithm for job shop schedul-ing. Production Planning and Control, 12 (8), 764–774.
Rajkumar, M., et al., 2010. A GRASP algorithm for theintegration of process planning and scheduling in aflexible job-shop. International Journal of ManufacturingResearch, 5 (2), 230–251.
Rossi, A. and Dini, G., 2000. Dynamic scheduling of FMSusing a real-time genetic algorithm. International Journalof Production Research, 38 (1), 1–20.
Ruiz, R. and Maroto, C., 2006. A genetic algorithm forhybrid flowshops with sequence dependent setup timesand machine eligibility. European Journal of OperationalResearch, 169, 781–800.
Saygin, C. and Kilic, S., 1999. Integrating flexible processplans with scheduling in flexible manufacturing systems.The International Journal of Advanced ManufacturingTechnology, 15, 268–280.
Shao, X., et al., 2009. Integration of process planning andscheduling: a modified genetic algorithm-based ap-proach. Computers and Operations Research, 36, 2082–2096.
Shrestha, R., et al., 2008. A study on integration of processplanning and scheduling system for holonic manufactur-ing with modification of process plans. InternationalJournal of Manufacturing Technology and Management,14 (3–4), 359–378.
Shukla, S., Tiwari, M., and Son, Y., 2008. Bidding-basedmulti-agent system for integrated process planning andscheduling: a data-mining and hybrid Tabu-SA algo-rithm-oriented approach. The International Journal ofAdvanced Manufacturing Technology, 38,163–175.
Sormaz, D.N., et al., 2010. Integration of product design,process planning, scheduling, and FMS control usingXML data representation. Robotics and Computer-Inte-grated Manufacturing, DOI: 10.1016/j.rcim.2010. 07.014.
Sugimura, N., Shrestha, R., and Inoue, J., 2003. Integratedprocess planning and scheduling in holonic manufactur-ing systems – optimization based on shop time andmachining cost. In: Proceedings of the 5th IEEEinternational symposium on assembly and task planning,10–11 July Besanqon, France, 36–41.
Sundaram, R.M. and Fu, S.S., 1988. Process planning andscheduling. Computer and Industrial Engineering, 15,296–307.
18 R.K. Phanden et al.
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
Ueda, K., Fuji, N., and Inoue, R., 2007. An emergentsynthesis approach to simultaneous process planning andscheduling. Annals of CIRP, 56 (1), 463–466.
Usher, J. and Fernandes, K., 1996. Dynamic processplanning – the static phase. Journal of MaterialsProcessing Technology, 61, 53–58.
Wang, L. and Shen, W., 2003. DPP: an agent-basedapproach for distributed process planning. Journal ofIntelligent Manufacturing, 14 (5), 429–439.
Wang, L., et al., 2010. ASP: an adaptive setup planningapproach for dynamic machine assignments. IEEETransactions on Automation Science and Engineering, 7(1), 2–14.
Werner, J.C., Aydin, M.E., and Fogarty, T.C., 2000.Evolving genetic algorithm for job shop schedulingproblems. In: Proceedings of ACDM 2000 PEDC. UK:University of Plymouth.
Wong, T.N., et al., 2006a. An agent-based negotiationapproach to integrate process planning and scheduling.International Journal of Production Research, 44 (7),1331–1351.
Wong, T.N., et al., 2006b. Integrated process planning andscheduling/rescheduling – an agent-based approach.International Journal of Production Research, 44 (18–19), 3627–3655.
Wu, S., Fuh, J., and Nee, A., 2002. Concurrent processplanning and scheduling in distributed virtual manufac-turing. IIE Transactions, 34, 77–89.
Xing, Y.J., et al., 2006. A multi-objective fuzzy geneticalgorithm for job-shop scheduling problems. Journal ofAchievements in Materials and Manufacturing Engineer-ing, 17 (1–2), 297–300.
Xu, X., Wang, L., and Newman, S.T., 2011. Computer-aidedprocess planning – a critical review of recent develop-ments and future trends. International Journal ofComputer Integrated Manufacturing, 24 (1), 1–31.
Yang, Y.N., Parsaei, H.R., and Leep, H.R., 2001. Aprototype of a feature-based multiple-alternative processplanning system with scheduling verification. Computersand Industrial Engineering, 39, 109–124.
Zattar, I.C., et al., 2010. A multi-agent system for theintegration of process planning and scheduling usingoperation-based time-extended negotiation protocols.International Journal of Computer Integrated Manufac-turing, 23 (5), 441–452.
Zhang, H.C. and Merchant, M.E., 1993. IPPM – a prototypeto integrate process planning and job shop schedulingfunctions. CIRP Annals – Manufacturing Technology, 42(1), 513–518.
Zhang, X.D. and Yan, H.S., 2005. Integrated optimization ofproduction planning and scheduling for a kind of job-shop. The International Journal of Advanced Manufactur-ing Technology, 26 (7–8), 876–886.
Zhang, Y., Saravanan, A., and Fuh, J., 2003a. Integration ofprocess planning and scheduling by exploring theflexibility of process planning. International Journal ofProduction Research, 41 (3), 611–628.
Zhang, J., et al., 2003b. A holonic architecture of theconcurrent integrated process planning system. Journal ofMaterials Processing Technology, 139, 267–272.
Zhanjie, W. and Ju, T., 2008. The research about integrationof process planning and production scheduling based ongenetic algorithm. CSSE, International Conference onComputer Science and Software Engineering, 1, 9–12.
Zhao, F., et al., 2010. A hybrid particle swarm optimisationalgorithm and fuzzy logic for process planning andproduction scheduling integration in holonic manufac-turing systems. International Journal of Computer Inte-grated Manufacturing, 23 (1), 20–39.
Zhou, H. Cheung, W., and Lawrence, C.L., 2009. Minimiz-ing weighted tardiness of job-shop scheduling using ahybrid genetic algorithm. European Journal of Opera-tional Research, 194 (3), 637–649.
Zijm, W.H.M. and Kals, H.I.J., 1995. The integration ofprocess planning and shop floor scheduling in smallbatch part manufacturing. CIRP Annals – ManufacturingTechnology, 44 (1), 429–432.
International Journal of Computer Integrated Manufacturing 19
Dow
nloa
ded
by [
Nat
iona
l Ins
titut
e of
Tec
hnol
ogy
- K
uruk
shet
ra]
at 0
2:15
11
June
201
2
Copyright © 2022 FDOKUMEN




















