
ABOUT INITIAL SOLIDIFICATION IN CONTINUOUS CASTING ...
48
Rassegna << Atti e Notizie 56 luglio/agosto 2008 << la metallurgia italiana INTRODUCTION The quality of continuous casting steel de- pends very much on the control of the so- lidification conditions in the copper mould. There the hot melt enters in contact with the water-cooled mould and starts solidi- fying. Convective flow, slag-metal interac- tion, meniscus shape, heat extraction, sur- face waves, oscillation of the mould, etc. influence the first millimeters of the solid shell and leave their imprint on the surface of the casting. Already more than 50 years ago, Thornton [1] published experimental observations of solidification and deformation of the meniscus during ingot casting of low melt- ing point metals and steel. Reviews of the work of others during the early years can be found in [2] and [3]. In-between sub- stantial progress has been made in the understanding of the various phenomena which are responsible for the formation of defects such as surface marks or hot cracks (see Lesoult et al. [3]). The objective of this paper is to present some key elements of understanding the process fundamentals of the last 3 decades as far as they relate to the formation of the skin and its defects. It is neither intended ABOUT INITIAL SOLIDIFICATION IN CONTINUOUS CASTING OF STEEL W. Kurz Wilfried Kurz EPFL, the Swiss Federal Institute of Technology Lausanne 1015 Lausanne, Switzerland High solidification velocities, high temperature gradients and strong melt flow characterize the first moments of solidification in a continuous caster. The beginning of shell growth in the meniscus area is determined by the local heat flow, the strength of the shell and the fluid dynamics. In this region of the process, surface de- fects such as oscillation marks form, which influence the shell growth processes in the mould. Phase (ferrite/ austenite) and microstructure selections (cells/ dendrites) operate in this part of the process and control micro- segregation, mechanics and defects of the surface region of the product. One of the most serious problems is hot cracking and a proper control of the casting parameters and of the steel composition is essential for obtaining high quality products. Stainless steels are highly sensitive to these phenomena. Control of deformation of the solid with a mushy zone is also of great importance as it is an input for machine design. KEYWORDS: oscillation marks, meniscus, rapid solidification, phase selection, shell strength, hot cracking to give a detailed his- toric view nor a gener- al and coherent theory of the phenomena. In- stead, it will be shown which methods led and are still leading to a better knowledge of the system for an im- proved product quali- ty. Numerical methods which play an essential part in this endeavor are subject of other reviews. This paper starts with a review of certain aspects of research which has been under- taken at EPFL in collab- oration with Concast some 30 years ago. Later work at EPFL on microstructure and phase selection as well as on hot cracking will also be discussed in view of presenting a sufficiently com- plete methodology for the optimization of product quality in continuous casting. More recently, this topic has found re- newed interest, promising another era of progress. Important results of this research are also included in the present text. INITIAL STAGES OF SOLIDIFICATION Solidification in the mould The results of coupled numerical mod- elling of fluid flow and heat flow (Fig. 1), show nicely that convection in the melt and contact of the liquid with the copper mould produce a complex tem- perature field [4]. In this region, large thermo-mechanical constraints are built up and lead to deformation and often also to cracking. Further, due to the huge temperature difference be- tween the melt and the water-cooled mould of some 1400 K, wetting of the liquid is not possible and a convex meniscus forms. The solidification be- haviour of this meniscus region is fun- s Fig. 1 Flow and temperature field calculation of liquid steel solidifying in a water cooled copper mould (Lu- dwig et al., Calcom-ESI [4]).
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of ABOUT INITIAL SOLIDIFICATION IN CONTINUOUS CASTING ...
Rassegna << Atti e Notizie
56 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 5756 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 57
INTRODUCTION
The quality of continuous casting steel de-pends very much on the control of the so-lidification conditions in the copper mould. There the hot melt enters in contact with the water-cooled mould and starts solidi-fying. Convective flow, slag-metal interac-tion, meniscus shape, heat extraction, sur-face waves, oscillation of the mould, etc. influence the first millimeters of the solid shell and leave their imprint on the surface of the casting.Already more than 50 years ago, Thornton [1] published experimental observations of solidification and deformation of the meniscus during ingot casting of low melt-ing point metals and steel. Reviews of the work of others during the early years can be found in [2] and [3]. In-between sub-stantial progress has been made in the understanding of the various phenomena which are responsible for the formation of defects such as surface marks or hot cracks (see Lesoult et al. [3]). The objective of this paper is to present some key elements of understanding the process fundamentals of the last 3 decades as far as they relate to the formation of the skin and its defects. It is neither intended
ABOUT INITIAL SOLIDIFICATION IN CONTINUOUS CASTING OF STEEL
W. Kurz
Wilfried Kurz EPFL, the Swiss Federal Institute
of Technology Lausanne 1015 Lausanne, Switzerland
High solidification velocities, high temperature gradients and strong melt flow characterize the first moments of solidification in a continuous caster. The beginning of shell growth in the meniscus area is determined by the local heat flow, the strength of the shell and the fluid dynamics. In this region of the process, surface de-fects such as oscillation marks form, which influence the shell growth processes in the mould. Phase (ferrite/
austenite) and microstructure selections (cells/ dendrites) operate in this part of the process and control micro-segregation, mechanics and defects of the surface region of the product. One of the most serious problems is hot cracking and a proper control of the casting parameters and of the steel composition is essential for obtaining high quality products. Stainless steels are highly sensitive to these phenomena. Control of deformation of the
solid with a mushy zone is also of great importance as it is an input for machine design.
KEYWORDS: oscillation marks, meniscus, rapid solidification, phase selection, shell strength, hot cracking
to give a detailed his-toric view nor a gener-al and coherent theory of the phenomena. In-stead, it will be shown which methods led and are still leading to a better knowledge of the system for an im-proved product quali-ty. Numerical methods which play an essential part in this endeavor are subject of other reviews. This paper starts with a review of certain aspects of research which has been under-taken at EPFL in collab-oration with Concast some 30 years ago. Later work at EPFL on microstructure and phase selection as well as on hot cracking will also be discussed in view of presenting a sufficiently com-plete methodology for the optimization of product quality in continuous casting. More recently, this topic has found re-newed interest, promising another era of progress. Important results of this research are also included in the present text.
INITIAL STAGES OF SOLIDIFICATION
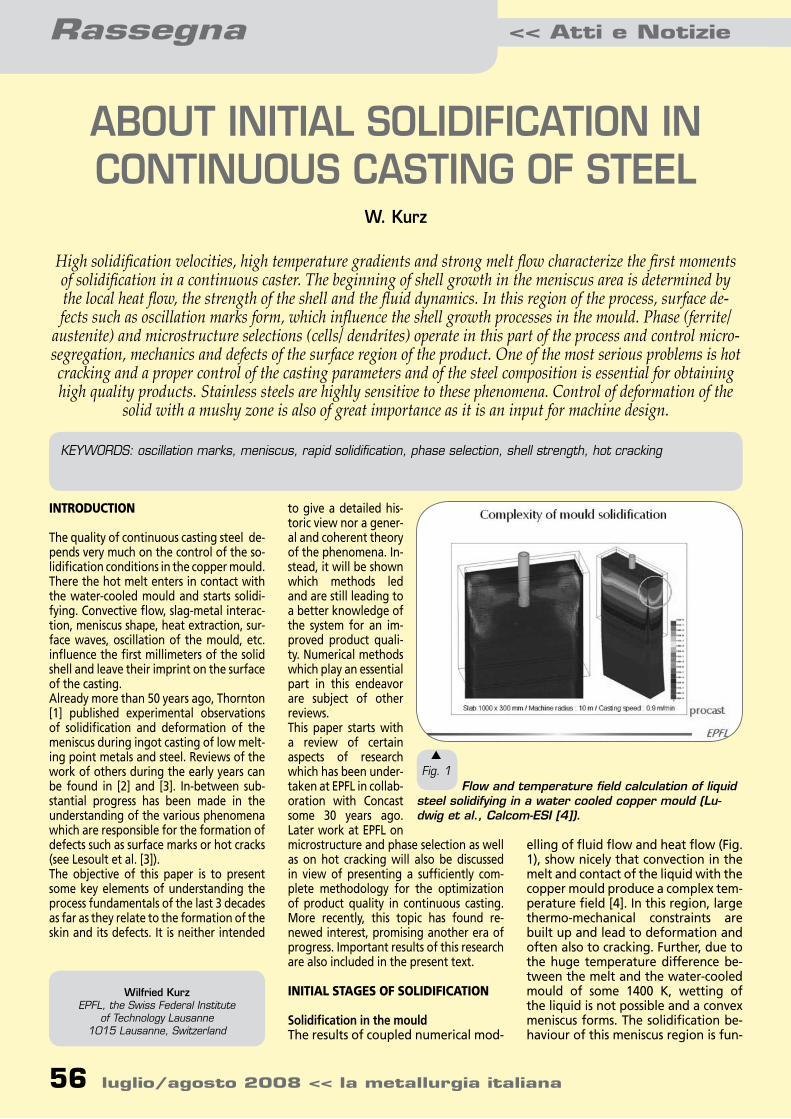
Solidification in the mouldThe results of coupled numerical mod-
elling of fluid flow and heat flow (Fig. 1), show nicely that convection in the melt and contact of the liquid with the copper mould produce a complex tem-perature field [4]. In this region, large thermo-mechanical constraints are built up and lead to deformation and often also to cracking. Further, due to the huge temperature difference be-tween the melt and the water-cooled mould of some 1400 K, wetting of the liquid is not possible and a convex meniscus forms. The solidification be-haviour of this meniscus region is fun-
s
Fig. 1 Flow and temperature field calculation of liquid
steel solidifying in a water cooled copper mould (Lu-dwig et al., Calcom-ESI [4]).

56 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 57
RassegnaAtti e Notizie >>
56 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 57
damental for the surface quality and in consequence for the solidification conditions. The sequence of events of the initial solidification which are interrelated is the following:
Meniscus solidification ↔ surface for-mation ↔ local gap formation ↔ heat flow ↔ local solidification conditions ↔ microstructure of skin ↔ phase se-lection ↔ microsegregation ↔ shell deformation ↔ hot cracking. In order to study mechanisms of sur-face formation a “minicaster” has been built in the late 70s, Fig. 2 [5]. The minicaster consisted of a 700 mm long 85 mm square billet mould. Dur-ing the casting operation, the mould was filled and then tilted for decant-ing the liquid metal. In this way, the outer and corresponding inner surface could be observed. Castings were pro-duced with and without mould oscil-lation and using different steels with carbon contents between 0, 01 and 0, 91 wt%. Commercial casting powder was used as lubricant. Without mould oscillation, the exter-nal surface of the billet in a 0,17 % C-steel and its counterpart, the decant-ed solid–liquid interface, were very irregular and showed finely spaced marks, which were called folding marks, Fig. 3.With mould oscillation, the same steel showed narrow spaced folding marks together with deeper oscillation marks, Fig. 4. A good correspondence of the depressions in the solid liquid
interface (lower photo of Fig. 4) with the marks at the outer surface (upper photo) can be observed [6]. The upper diagram of Fig. 5 sh ows the depth of the oscillation marks as a function of the carbon content. The difference in the contact area between steel and copper leads to a corresponding variation of the solidi-
s
Fig. 2 Minicaster
for the simulation of the first stages of solidification in the continuous casting process. The mould could be tilted for de-canting the liquid [5].
s
Fig. 3 External and internal
surfaces of a 0,17 % C-steel billet cast without mould oscillation [5,6].
s
Fig. 4 External and internal
surfaces of a 0,17 % C-steel billet cast with mould oscillation [5,6].
s
Fig. 5 Depth of oscillation marks (upper diagram)
and solidification constant for parabolic growth as a function of the carbon content [5].
s
Fig. 6 Chill casting mould with win-
dow for meniscus observation [8].

Rassegna << Atti e Notizie
58 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 5958 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 59
fication constant for parabolic growth (K=d/√t, with d the shell thickness in mm and t the solidification time in s). The growth rate of the solid was high when the marks were shallow and low when the marks were well developed [5].Such experiments have been made also with succinonitril, an organic model sub-stance, which allows direct observation of the phenomena [5-7]. Mazet and Le-soult varied the mould temperature in a wide range and showed the effect of the
tion of mark formation by overflow. Fig. 8 is a schematic representation of such an overflow mechanism. In Fig. 9, the trace of the solidified meniscus inside the cast-ing can be seen. In recent work, this trace is called “hook” [3,9]. Recently Sengupta et al. [9] have also un-dertaken such experiments and found that (i) hooks form by dendritic solidification of the meniscus during the negative strip time, and (ii) oscillation marks form by flow of the melt over the hook and consecutive solidi-fication of the liquid.In 1982 Stemple et al. [2] published results on the effect of surface waves on folding marks (which they called ripples) in Sn- Pb alloys. These authors applied a static mag-netic field to the casting and showed that ripple formation was strongly reduced.
Meniscus shapeAs the meniscus is the controlling part of the problem, it was necessary to under-stand its form. The photo of a water me-niscus just before the moment of overflow from a non-wetting container (Fig. 10) shows very clearly the form which is repre-
s
Fig. 8 Folding mark formation by overflow [6].
s
Fig. 9 Hook inside a folding mark [8].
s
Fig. 10 Water meniscus forming
during overflow in a non-wetting container [10].
s
Fig. 11 Theoretical form of a liquid cylinder on a non-
wetting horizontal surface [8,11].
s
Fig. 7 Menisci during bottom
pouring: (a) liquid steel in contact with chill, (b) liquid slag and steel in contact with chill [6,8].
a
b
liquid-mould contact angle on surface quality [7].
Folding Mark FormationIn order to study the mark mechanism without oscillation of the mould in more detail, a bottom pouring device with a copper chill was built, allowing the obser-vation of the meniscus dynamics through a quartz window, Fig. 6. Fig. 7a gives an oblique view on the steel meniscus through the window, with the lower trace in contact with the window in the front and the upper trace at the rear wall of the mould. When the casting was performed with a slag layer on top of the steel, two menisci could be seen (Fig. 7b). Filming the experiments allowed observa-

58 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 59
RassegnaAtti e Notizie >>
58 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 59
niscus region [12]. Some of the results are shown in Fig. 12. Helium increases the heat flux and deteriorates the surface, while vacuum (10-4 Torr) decreases the cooling ef-fect and leads to a smooth surface. Vertical groves machined into the copper mould with a spacing which, due to surface ten-sion, did not allow the melt to penetrate, led also to a substantial reduction of the heat flow and produced, even in the pres-ence of helium, a folding-mark free cast-ing. Heat flow calculations were confronted
s
Fig. 12
Chill castings under different atmospheres and chill morphologies [12].
Fig. 13 Decanted and calculated
initial solid in Al chill castings under He atmosphere. ΔT values indicate the superheat of the melt [12,13]. Note that the very first solid film along the meniscus is very weak, deforms easily and is carried away in the decanting operation.
s
▼
Fig. 14
Mark formation map showing the effect of casting rate,
melt superheat and heat flux on the limit above which no mark
formation occurs [12].
with decanted shells (Fig. 13 [13]). If the meniscus solidified as in (a), mark forma-tion was observed, while in the case of a highly superheated melt (b) no meniscus solidification took place, this producing a smooth surface. Case (c) with a ceramic coating, is intermediate and shows only weak marks. The casting rate has also an influence on mark formation. In Fig. 14 its effect, to-gether with the superheat of the melt and heat flow in the mould can be seen. Clearly, a high superheat of the melt is not a solu-tion in practice as it will promote extended columnar growth. Dip tests have also been developed in or-der to simulate the initial solidification behaviour in the mould [14,15]. This type of experiment is much easier to under-take than the more realistic experiments in a mould. Due to the contraction of the specimen onto the dip-mould, the steel ex-periences, however, a different heat flow which results in different microstructures and mechanical behaviour.
LOCAL SOLIDIFICATION CONDITIONS
The contact between the casting and the copper mould determines the heat flux and the latter the local solidification con-ditions. Fig. 15 indicates the variation of the solidification front velocity, V, and the interface temperature gradient, G [16]. According to these calculations, the veloc-
▼
Fig. 15 Local
solidification conditions for steel in the Cu-mould (numerical results [16]).
sented by the equation in Fig. 11. If a verti-cal wall comes in contact with this meniscus only the upper part of the curve is real. For a better understanding of the param-
b
a
c
eters which influence the folding marks, tin and aluminum castings have been per-formed in a vacuum furnace which allowed the control of the atmosphere in the me-

Rassegna << Atti e Notizie
60 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 6160 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 61
ity at the surface is of the order of 4 mm/s while the temperature gradient is around 15 K/mm, leading to a cooling rate of some 60 K/s. Fig. 16 gives an overview of different solidification processes with positive temperature gradients in a V-G diagram. Conventional continuous cast-ing processes are below the limit of rapid solidification while the high velocity cast-ing processes such as strip casting, melt spinning and the laser treatment proc-esses are above this limit, the latter being defined by the loss of local equilibrium. Rapid solidification theory is therefore of interest for many casting processes but only at the very beginning of convention-al continuous casting.
RAPID SOLIDIFICATION
Generally, solidification conditions in al-loys lead to dendritic or cellular micro-structures. The atomic processes at the solid-liquid interface are rapid enough to allow local equilibrium to establish, i.e. at
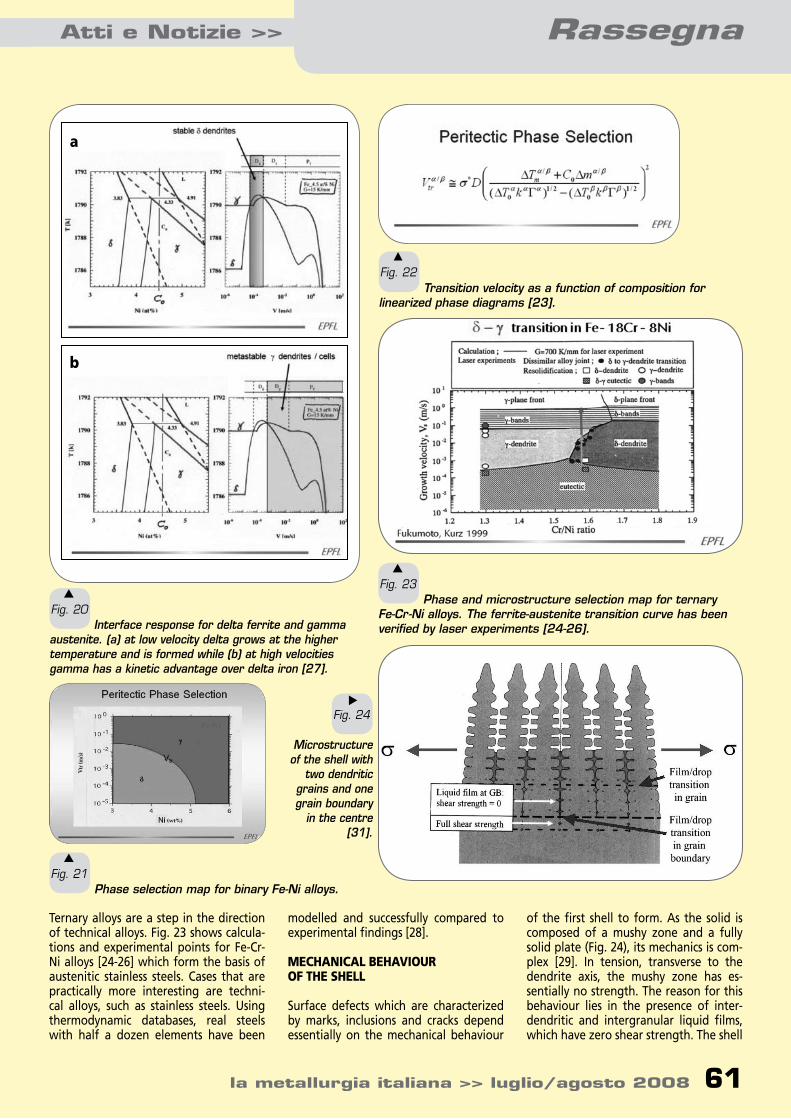
proach and using the models of Fig. 17, it is possible to control the phase formation such as delta or gamma iron in Fe-Ni alloys or in commercial 18-8 stainless steels. For example, Fig. 19 shows the Fe-Ni peritec-tic with its stable and metastable equilibria. With the aid of the theory sketched in Fig. 17 and the phase diagram informa-tion of Fig. 19, the growth rate range in which delta or gamma iron forms can be calculated. Both phases have a specific IR. The phase which is selected is character-ized by the highest dendrite tip tempera-ture. According to Fig. 20, ferrite will be observed at low velocities, while at high growth rates austenite will form [27].These results can be combined in a phase selection map (Fig. 21) which shows that the ferrite austenite transition is a func-tion of the Ni-composition. For a linear phase diagram, the transition velocity can be calculated by the equation given in Fig. 22. For details of this calculation, the reader is referred to a paper by Umeda et al. [23].
s
Fig. 19 Peritectic Fe-Ni phase
diagram with stable (continuous lines) and metastable equilibria (interrupted lines).
s
Fig. 18 High-V cell to dendrite
transition at 110 μm from the Cu-chill (see fig. 17) [21].
the very interface the phase diagram can be applied [17-19]. With increasing interface ve-locity, the microstruc-ture becomes refined, dendrites change to cells and, at very high rates, local equilibrium is progressively lost and plane front growth is observed. Fig. 17 schetches the micro-structure evolution for a given alloy and G-val-ue in steady state with the aid of the interface temperature [20]: At low velocities (below the limit of constitui-onal undercooling, Vc) and at high velocities (above the limit of ab-solute stability, Va) the solid-liquid interface assumes plane front morphology (indicated by the uninterrupted curve) and grows at solidus. Inbetween both limits dendritic and cellular structures prevail. In Fig. 18, the cell to dendrite transi-tion with increasing distance from the chill (decreasing velocity) can be observed [21]. The curves in Fig. 17
represent the Interface Response (IR) to a varying interface velocity. The IR al-lows the determination of the observed phases if there is more than one to com-pete with each other, for example alpha or gamma in austenitic steels (see below). Each phase has its IR and, if nucleation is abundant, the phase with the highest tip temperature will form preferentially. The chill technique employed by Mizukami et al. [21] allows the observation of the very first contact of the melt with the mould. Such experiments are helpful for the in-terpretation of microstructures obtained in strip casting processes [22].
PHASE SELECTION
Work on solidification microstructure and phase selection maps has produced a sim-ple and generally useful model for the op-timization of alloy composition (including effects of trace elements) and processing conditions in view of achieving the right microstructure [20,23]. Following this ap-
s
Fig. 17 Interface response (growth temperature as a
function of V) for an alloy composition Co [18,20].
s
Fig. 16 Processing map showing the range of G- and
V-values for various solidification processes.
60 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 61
RassegnaAtti e Notizie >>
60 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 61
Ternary alloys are a step in the direction of technical alloys. Fig. 23 shows calcula-tions and experimental points for Fe-Cr-Ni alloys [24-26] which form the basis of austenitic stainless steels. Cases that are practically more interesting are techni-cal alloys, such as stainless steels. Using thermodynamic databases, real steels with half a dozen elements have been
s
Fig. 20 Interface response for delta ferrite and gamma
austenite. (a) at low velocity delta grows at the higher temperature and is formed while (b) at high velocities gamma has a kinetic advantage over delta iron [27].
a
b
s
Fig. 21 Phase selection map for binary Fe-Ni alloys.
s
Fig. 22 Transition velocity as a function of composition for
linearized phase diagrams [23].
s
Fig. 23 Phase and microstructure selection map for ternary
Fe-Cr-Ni alloys. The ferrite-austenite transition curve has been verified by laser experiments [24-26].
Fig. 24
Microstructure of the shell with
two dendritic grains and one grain boundary
in the centre [31].
modelled and successfully compared to experimental findings [28].
MECHANICAL BEHAVIOUR OF THE SHELL
Surface defects which are characterized by marks, inclusions and cracks depend essentially on the mechanical behaviour
of the first shell to form. As the solid is composed of a mushy zone and a fully solid plate (Fig. 24), its mechanics is com-plex [29]. In tension, transverse to the dendrite axis, the mushy zone has es-sentially no strength. The reason for this behaviour lies in the presence of inter-dendritic and intergranular liquid films, which have zero shear strength. The shell
s

Rassegna << Atti e Notizie
62 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 6362 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 63
is composed of four regions, each show-ing a different morphology and mechani-cal behaviour; (i) region of easy feeding (white interdendritic liquid in Fig. 24), (ii) region of restricted interdendritic flow due to densification of dendritic network and liquid film formation (dark grey in Fig. 24), (iii) region of liquid drops in the
grains (in blue) and films in the grain boundaries, (iv) region of liquid drops in grains and bounda-ries, and (v) fully solid region. Only beyond the morphological transition from films to drops in the grain boundaries which happens close to fs = 1, the solid recovers its full strength. There is there-fore a sharp transition of properties around this critical volume fraction solid.Note that the corre-sponding temperature is below the equilibrium solidus and its value de-pends on microsegrega-tion, solid state diffusion, dendrite morphology and grain boundary en-ergy [30].To measure the me-chanical strength of the solidifying shell an “in-situ” tensile test was developed in the early 1980s (Fig. 25a [32]). A cylindrical split copper chill (Fig. 25b) was low-ered into the liquid met-al. After a given time to allow growth of the shell, typically 10 to 20 s, the copper cylinder was separated and a force vs. time (displacement) diagram was recorded [32,33]. For more regu-lar shell solidification and less friction, the Cu was coated with a thin ceramic layer (Fig. 25c). After pullout from the melt, the solidified steel shell was machined and separated from the
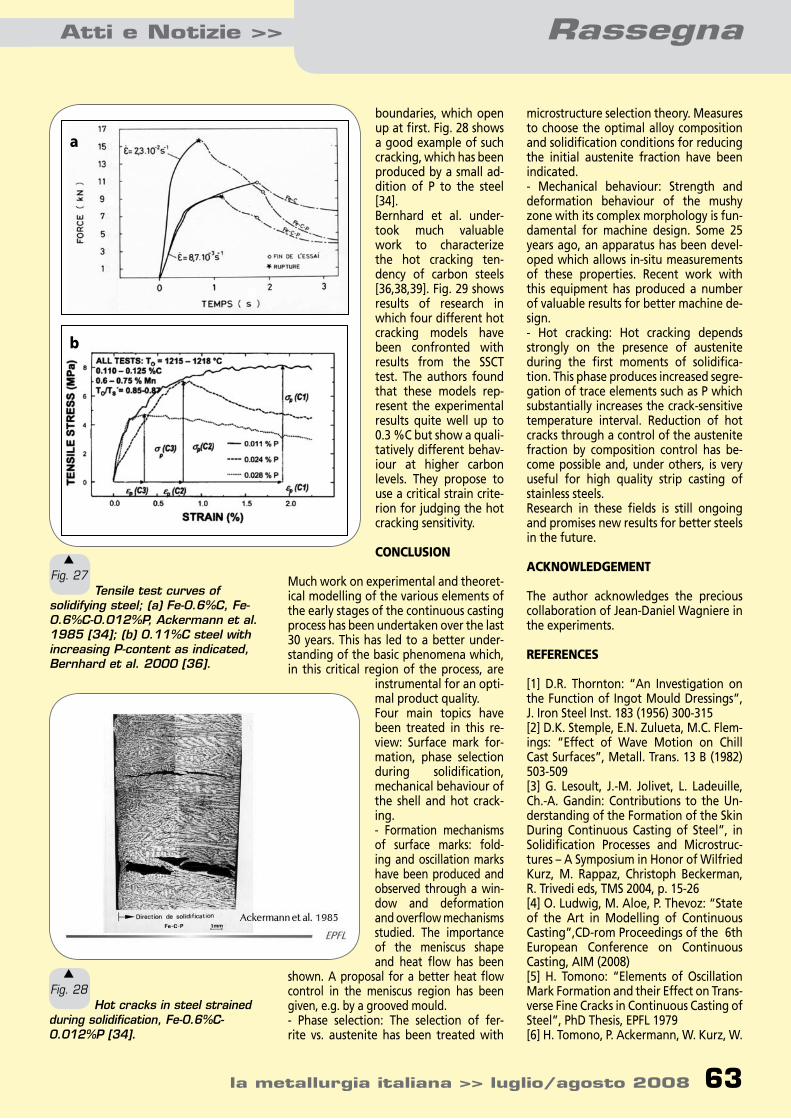
chill. Fig. 26 shows the shell with ther-mocouples for temperature measure-ments (Fig. 26a) and the microstructure of the shell (Fig. 26b). Typical tensile test results are shown in Fig. 27. In Fig. 27a, a force-time diagram [34] is presented. The coordinates can be easily converted into stress-strain curves, which, for other experiments, are shown in Fig. 27b [35, 36]. Over the years, this test has been developed further and used to character-ize many steel grades by the group of C. Bernhard from the University of Leoben. These authors called it “submerged split
chill tensile” (SSCT) test [35-39]. In the same period, B.G. Thomas and his group developed a numerical elasto-visco-plastic thermal stress model. They took into account shrinkage and solid-state transformations [29]; in this paper, they give also an overview of relevant work in this area. Further work on shrinkage and stress in the SSCT test has been per-formed by Bernhard and Xie [40].
HOT CRACKING
Hot (or solidification) cracking is a phe-nomenon where shear deformation of the nearly fully solid metal, containing connected liquid films, forms an elon-gated pore by cavitation, which develops into a crack. Only a narrow temperature interval is responsible for crack opening, i.e. the zone where liquid feeding is to slow to compensate for the deformation but where shear deformation is still pos-sible (volume fraction range of the order of 0.9 to 0.95). It depends largely on al-loy composition and phase diagram. Fig. 24 shows details of the mushy zone with the grain boundary forming the vulner-able part of the material as, due to the grain boundary energy, it extends over a larger temperature interval than the intragranular liquid films [30]. Deforma-tion is therefore localized at the grain
s
Fig. 25 In situ tensile test equip-
ment; (a) apparatus, (b) split chill with ceramic coating, [32].
a
b
s
Fig. 26 In-situ tensile test specimen;
(a) after pull out from the melt (left) and after machining (right); (b) columnar dendritic microstruc-ture transverse to the stress axis [33,34].
a
b
62 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 63
RassegnaAtti e Notizie >>
62 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 63
boundaries, which open up at first. Fig. 28 shows a good example of such cracking, which has been produced by a small ad-dition of P to the steel [34].Bernhard et al. under-took much valuable work to characterize the hot cracking ten-dency of carbon steels [36,38,39]. Fig. 29 shows results of research in which four different hot cracking models have been confronted with results from the SSCT test. The authors found that these models rep-resent the experimental results quite well up to 0.3 %C but show a quali-tatively different behav-iour at higher carbon levels. They propose to use a critical strain crite-rion for judging the hot cracking sensitivity. CONCLUSION
Much work on experimental and theoret-ical modelling of the various elements of the early stages of the continuous casting process has been undertaken over the last 30 years. This has led to a better under-standing of the basic phenomena which, in this critical region of the process, are
instrumental for an opti-mal product quality. Four main topics have been treated in this re-view: Surface mark for-mation, phase selection during solidification, mechanical behaviour of the shell and hot crack-ing. - Formation mechanisms of surface marks: fold-ing and oscillation marks have been produced and observed through a win-dow and deformation and overflow mechanisms studied. The importance of the meniscus shape and heat flow has been
shown. A proposal for a better heat flow control in the meniscus region has been given, e.g. by a grooved mould. - Phase selection: The selection of fer-rite vs. austenite has been treated with
microstructure selection theory. Measures to choose the optimal alloy composition and solidification conditions for reducing the initial austenite fraction have been indicated. - Mechanical behaviour: Strength and deformation behaviour of the mushy zone with its complex morphology is fun-damental for machine design. Some 25 years ago, an apparatus has been devel-oped which allows in-situ measurements of these properties. Recent work with this equipment has produced a number of valuable results for better machine de-sign.- Hot cracking: Hot cracking depends strongly on the presence of austenite during the first moments of solidifica-tion. This phase produces increased segre-gation of trace elements such as P which substantially increases the crack-sensitive temperature interval. Reduction of hot cracks through a control of the austenite fraction by composition control has be-come possible and, under others, is very useful for high quality strip casting of stainless steels.Research in these fields is still ongoing and promises new results for better steels in the future.
ACKNOWLEDGEMENT
The author acknowledges the precious collaboration of Jean-Daniel Wagniere in the experiments.
REFERENCES
[1] D.R. Thornton: “An Investigation on the Function of Ingot Mould Dressings”, J. Iron Steel Inst. 183 (1956) 300-315[2] D.K. Stemple, E.N. Zulueta, M.C. Flem-ings: “Effect of Wave Motion on Chill Cast Surfaces”, Metall. Trans. 13 B (1982) 503-509[3] G. Lesoult, J.-M. Jolivet, L. Ladeuille, Ch.-A. Gandin: Contributions to the Un-derstanding of the Formation of the Skin During Continuous Casting of Steel”, in Solidification Processes and Microstruc-tures – A Symposium in Honor of Wilfried Kurz, M. Rappaz, Christoph Beckerman, R. Trivedi eds, TMS 2004, p. 15-26[4] O. Ludwig, M. Aloe, P. Thevoz: “State of the Art in Modelling of Continuous Casting”,CD-rom Proceedings of the 6th European Conference on Continuous Casting, AIM (2008)[5] H. Tomono: “Elements of Oscillation Mark Formation and their Effect on Trans-verse Fine Cracks in Continuous Casting of Steel”, PhD Thesis, EPFL 1979[6] H. Tomono, P. Ackermann, W. Kurz, W.
s
Fig. 27 Tensile test curves of
solidifying steel; (a) Fe-0.6%C, Fe-0.6%C-0.012%P, Ackermann et al. 1985 [34]; (b) 0.11%C steel with increasing P-content as indicated, Bernhard et al. 2000 [36].
a
b
s
Fig. 28 Hot cracks in steel strained
during solidification, Fe-0.6%C-0.012%P [34].

Rassegna << Atti e Notizie
64 luglio/agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio/agosto 2008 64
Heinemann: “Elements of surface mark formation in continuous casting of steel«, Proc. Int. Conf. on “Solidification Tech-nology in the Foundry and Casthouse”, Univ. Warwick, the Metals Society 1983, 524-531[7] F. Mazet, G. Lesoult: Rev. Metall.-CIT/Sci. Gen. Materiaux (1994) 1296[8] H. Tomono, W. Kurz, W. Heinemann: “The liquid steel meniscus in moulds and its relevance to the surface quality of cast-ings” Met. Trans. 12 B (1981) 409-411[9] J. Sengupta, B.G. Thomas, Ho-Jung Shin, Go-Gi Lee, Seon-Hyo Kim: A New Mechanism of Hook formation during Continuous Casting of Ultra-Low-Car-bon Steel Slabs”, Metall. Mater. Trans. 37 (2006) 1597-1611[10] H. Tomono, Kurz 1978 unpublished [11] J.J. Bikerman: Physical Surfaces, Aca-demic Press, London, 1970[12] P. Ackermann, W. Heinemann, W. Kurz: “Surface quality and meniscus solid-ification in pure chill cast metals”, Arch. Eisenhüttenw. 55 (1984) 1/8[13] P. Ackermann, « Processus de forma-tion de marques de surface, typique de la coulée en lingotière fortement refroidie », PhD Thesis, EPFL 1983[14] Badri, A.; Natarajan, T.T.; Snyder, C.C.; Powers, K.D.; Mannion, F.J.; Cramb, A.W: “A Mold Simulator for the Continuous Casting of Steel: Part I. The Development of a Simulator”, Metall. Mater. Trans. 36B (2005) 355[15] Badri, A.; Natarajan, T.T.; Snyder, C.C.; Powers, K.D.; Mannion, F.J.; Byrne, M.; Cramb, A.W.: “A Mold Simulator for
Continuous Casting of Steel: Part II. The Formation of Oscillation Marks during the Continuous Casting of Low Carbon Steel”, Metall. Mater. Trans. 36B (2005) 373-383 [16] N.M. Vanaparthy, Malur N. Srinivasan: “Modelling of Solidification Structure of Continuous Cast Steel”, Modelling Simul. Mater. Sci. Eng. 6 (1998) 237-249[17] W.J. Boettinger, S.R. Coriell, R.F. Sekerka: Mater. Sci. Eng., 65 (1984) 27[18] R. Trivedi, W. Kurz: “Dendritic growth”, Int. Mater. Rev., 39 (1994) 49/74[19] W. Kurz, D.J. Fisher: Fundamentals of Solidification, Tech Trans, Switzerland, 4th ed. 1998[20] W. Kurz “Solidification microstruc-ture – processing maps: Theory and ap-plication” Adv. Eng. Materials, 3 (2001) 443-452[21] H. Mizukami, T. Suzuki, T. Umeda, W. Kurz: Mater. Sci. Eng. A173 (1993) 363-366[22] T. Emi, H. Fredriksson: “High Speed Continuous Casting of Peritectic Car-bon Steels”, Mater. Sci. Eng. A413-414 (2005) 2-9[23] T. Umeda, T. Okane, W. Kurz: “Phase Selection during Solidification of Peritec-tic Alloys”, Acta Mater. 44 (1996) 4209-16[24] S. Fukumoto, W. Kurz: “On the Alpha to Gamma Transition in Fe-Cr-Ni Alloys during Laser Treatment”, ISIJ-Internation-al 37 (1997)677-684[25] S. Fukumoto, W. Kurz: “Prediction of the Alpha to Gamma Transition in Auste-nitic Stainless Steels during Laser Treat-ment”, ISIJ International 38 (1998) 71-77
[26] S. Fukumoto, W. Kurz: “Solidification phase and microstructure selection maps for Fe-Cr-Ni alloys”, ISIJ International 39 (1999) 1270-79[27] M. Vandyoussefi, H.W. Kerr, W. Kurz: “Solidification microstructure selection map for Fe-Ni peritectic alloys”, in So-lidification Processing 1997, J. Beech, H. Jones, eds., Dep. Eng. Mater., Univ. Shef-field, Sheffield, 1997, p. 564-567[28] EPFL, unpublished work[29] Ya Meng, Chunsheng Li, Jon Park-man, B.G. Thomas: “Simulation of shrink-age and stress in solidifying steel shells of different grades”, in Solidification Proc-esses and Microstructure– A Symposium in Honor of Wilfried Kurz, M. Rappaz, Christoph Beckerman, R. Trivedi eds, TMS 2004, p. 33-39[30] M. Rappaz, A. Jacot, W. J. Boettinger: “Last-stage solidification of alloys: Theo-retical model of dendrite-arm and grain coalescence”, Metallurgical and Materials Transactions 34 (2003) 467-479[31] N. Wang, S. Mokadem, M. Rappaz, and W. Kurz: “Solidification cracking of superalloy single- and bi-crystals”, Acta Materialia, 52 (2004) 3173-3182[32] J.-D. Wagniere, P. Ackermann: „Le laboratoire d’aujourd’hui pour les brames de demain“, Revue Polytechnique (Swit-zerland) No 1464, 6(1985) 669-673[33] P. Ackermann, W. Kurz, W. Hein-emann: “In-situ testing of solidifying aluminium and Al-Mg shells”, Mater. Sci. Eng. 75 (1985) 79-86[34] P. Ackermann, J.-D. Wagniere, W. Kurz, EPFL1985, unpublished work[35] C. Bernhard, H. Hiebler, M.M. Wolf: „Simulation of Shell Strength Properties by the SSCT Test“, ISIJ Intern. 36 (1996) suppl., pp S163-S166[36] C. Bernhard, H. H. Hiebler, M.M. Wolf: Ironmaking Steelmaking, 27 (2000) 450-454[37] H. Hiebler, C. Bernhard: Steel Re-search 70 (1999) 349-355[38] R. Pierer, C. Bernhard, C. Chimani: „Gängige Heissrissbildungskriterien und experimentelle Überprüfung“, BHM 149 (2004) 95-101[39] R. Pierer, C. Bernhard, C. Chimani: “A contribution to hot tearing in the contin-uous casting process”, La Revue de Métal-lurgie – CIT, February 2007, 72-83[40] C. Bernhard, G. Xia: “Influence of alloying elements on the thermal con-traction of peritectic steels during initial solidification”, Ironmaking and Steelmak-ing 33 (2006) 52-56
s
Fig. 29 Comparison of calculated hot cracking sensitivity (dark curve) with SSCT results
(dots connected by thin lines). Four different models have been used for the calculations [39].

Metallurgia delle polveriMemorie >>
37 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 37
CRITERI DI CLASSIFICAZIONE DEL GRADO DI COMPLICAZIONE DELLE FORME DEI COMPONENTI
SINTERIZZATIG. F. Bocchini
Per agevolare la comprensione dei criteri in base ai quali classificare le difficoltà di forma di com-ponenti meccanici sinterizzati si premettono delle indicazioni di base sulla formatura mediante pressatura entro
stampi rigidi di miscele di polveri metalliche. L’aumento di densità apparente, dal valore tipico della polvere in riempitura, versata per gravità nella cavità dello stampo, a quello raggiunto alla fine dell’addensamento,
consente di ottenere corpi coerenti di forma definita. Poiché il comportamento delle polveri sottoposte a pressione differisce sostanzialmente da quello dei li-quidi, nel caso di particolari che presentano spessori
diversi nel senso della pressatura è necessa-rio suddividere idealmente le forme in prismi, ognuno individuato da una determinata altezza. Per ogni prisma così individuato lo stampo deve idealmente presentare
una coppia di punzoni. In ogni prisma, inoltre l’addensamento deve tendenzialmente essere bilaterale, simmetrico e simultaneo. Il numero di spessori in senso assiale, pertanto, costituisce un elemento di base per la classificazione delle difficoltà di forma. Al contrario, a differenza delle lavorazioni competitive, le
caratteristiche dei profili dei pezzi in pianta non hanno peso significativo sulla valutazione delle complicazioni di forma: un ingranaggio con foro scanalato ed una semplice bussola cilindrica appartengono alla stessa
categoria. Si presenta poi una serie di pezzi, suddivisi per grado di difficoltà. L’immissione sul mercato di presse multipiastra a controllo numerico ha reso più agevole e controllabile la for-matura di pezzi di geometria complicata con caratteristiche fisico-geometriche costanti. In questo modo, anche le proprietà meccaniche dei
sinterizzati rispettano le necessarie esigenze di qualità.
PAROLE CHIAVE: metallurgia delle polveri, processi, produzione, proprietà, sinterizzazione
INTRODUZIONE – INDICAZIONI DI BASE SULLA PRESSATURA DELLE POLVERI
Secondo un’affermazione piuttosto comune, la facilità di produ-zione di particolari di forma complicata e di buona precisione è uno dei principali punti di forza della metallurgia delle polveri. Come si può capire, però, la valutazione della complicazione di forma richiede delle considerazioni specifiche sulla tecnica di formatura. Forme di particolari anche notevolmente complicate, ottenute senza necessità di lavorazioni per asportazione di tru-ciolo, corrispondono ad un altissimo grado di utilizzazione del materiale. La modestissima entità degli sfridi è un altro dei pun-ti di forza della metallurgia delle polveri. In questa tecnologia i
Gian Filippo Bocchini Consulente in metallurgia delle polveri, Rapallo (Genova)
cicli produttivi possono essere più o meno complessi, a seconda dell’insieme delle esigenze funzionali delle applicazioni. La pres-satura di miscele di polveri entro stampi rigidi, prevalentemente senza apporto di calore dall’esterno, è il metodo usuale di forma-tura dei particolari. Il comportamento delle polveri metalliche sotto pressione differisce sostanzialmente da quello dei liquidi: il valore locale della pressione, infatti, non segue la legge di Pascal, ed i flussi e gli scorrimenti di polvere non avvengono in modo uniforme secondo direzioni diverse. È per questo motivo che gli stampi di formatura debbono essere progettati in base al numero degli spessori del pezzo, contati secondo l’asse di pressatura. Nel caso di un solo spessore, per esempio, due punzoni sono necessari e sufficienti. Uno schema semplificato di stampo di formatura di polveri è illustrato in Fig. 1. Questa soluzione, con addensamento unilaterale, non simmetrico, è ammissibile solo per particolari di piccolo spessore in senso assiale. Se questa dimensione non è pic-cola (dell’ordine di pochissimi millimetri), per effetto degli attriti fra polvere e pareti dello stampo si creano dei gradienti di densità incompatibili con la maggior parte delle possibili applicazioni. I

Metallurgia delle polveri << Memorie
38 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 39
38 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 39
s
Fig. 1 Schema semplificato delle sequenze di
formatura mediante pressatura unidirezionale di polveri entro stampi rigidi. Matrice fissa; anima, o spina, fissa; punzone superiore mobile; punzone inferiore mobile solo per l’estrazione. In grigio chiaro: polvere non addensata; in nero: pezzo pressato. Simplified scheme of the sequences of forming through unidirectional compaction of powders within rigid dies. Fixed die; core-rod, or pin, fixed; mobile upper punch; lower punch; lower punch, mobile only for part ejection (red). Loose powder, light grey; thickened powder; or compacted part, black.
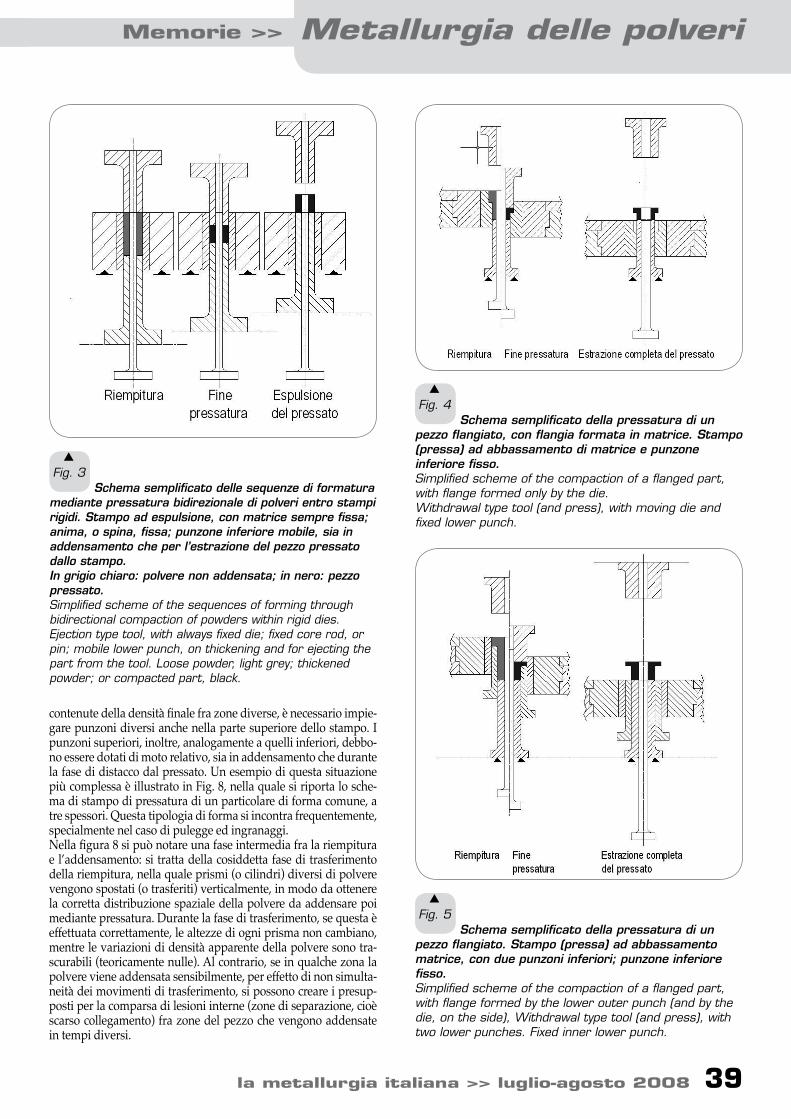
gradienti di densità generano gradienti di proprietà meccaniche dopo sinterizzazione.In generale, anche per pressati ad un solo spessore assiale si im-piegano presse che consentono movimenti della matrice o del punzone inferiore, oltre al moto di discesa del punzone superiore, in modo da ottenere un addensamento simmetrico della polvere rispetto al suo piano mediano iniziale, come indicato in Fig. 2. Per confronto, in Fig. 3 si riporta uno schema di stampo, destinato ancora alla formatura di un particolare ad un solo spessore in sen-so assiale, ma con montaggio su una pressa del tipo ad espulsione, cioè con matrice fissa. Dal punto di vista delle caratteristiche dei prodotti, i due sistemi si equivalgono. Tuttavia, nel corso di de-cenni, Nord America, Giappone ed Europa hanno dimostrato di preferire l’uno o l’altro dei due sistemi. Le differenze sono sostan-zialmente scomparse con l’introduzione delle presse multipiastra a controllo numerico. Nelle Fig. 4 e 5 sono schematizzate due diverse soluzioni di stam-po per la pressatura di un pezzo flangiato. La scelta fra le due so-luzioni dipende da diverse considerazioni, relative alle proprietà di resistenza meccanica sia dei materiali solo pressati che di quelle dei sinterizzati. Queste, infatti, dipendono dalle dimensioni del particolare (estensione radiale della flangia) e dalla distribuzione di densità. Nelle due figure sono rappresentate le soluzioni tipiche delle presse cosiddette “a estrazione” (withdrawal nella termino-logia anglosassone). Su queste presse le matrici, opportunamente sostentate per resistere alla spinta verso il basso durante la pressa-tura, possono comunque muoversi verso il basso, sia durante l’ad-densamento che nella fase successiva, per permettere l’estrazione dei pezzi pressati. Il punzone “inferiore”, che poggia sul piano inferiore della macchina, è costantemente fisso, mentre l’anima, o
spina, può muoversi verticalmente durante le diverse fasi del ciclo di formatura. Se si impiegano altre macchine, del tipo cosiddetto “a espulsione” (ejection nella terminologia anglosassone), le ma-trici sono fisse, ma i punzoni inferiori sono mobili verso l’alto, sia in addensamento che dopo formatura, per ottenere l’espulsione dalle matrici dei pezzi pressati. Nella Fig. 6 si riporta lo schema di uno stampo ad estrazione per la pressatura di un particolare caratterizzato da tre spessori in senso assiale. In questo caso i punzoni inferiori sono tre. I movimenti in verticale di quelli mobili sono opportunamente controllati, special-mente nelle macchine più moderne, in modo da avvicinarsi il più possibile alla condizione ideale di pressatura bilaterale, simmetri-ca e simultanea di ogni porzione del pezzo caratterizzata da una determinata altezza. In tutti gli esempi fin qui riportati il punzone superiore è unico, poiché la faccia superiore del pezzo è piana (o, eventualmente, presenta modeste variazioni di altezza, ad esem-pio piccoli mozzi o ribassi). In questi casi, cioè quando la faccia superiore è piana ed orizzontale, la configurazione della polvere in riempitura non subisce modifiche prima dell’inizio dell’adden-samento. Sono però frequenti altre forme di pezzi caratterizzate da faccia superiore non piana, con dislivelli non trascurabili. Se la faccia superiore non è piana ed unica, ma presenta variazioni di livello molto modeste, trascurabili per gli effetti sulle variazioni di densità, per ottenere il corretto addensamento, con differenze
s
Fig. 2 Schema semplificato delle sequenze di
formatura mediante pressatura bidirezionale di polveri entro stampi rigidi. Stampo ad estrazione, con matrice mobile; anima, o spina, mobile; punzone inferiore sempre fisso. In grigio chiaro: polvere non addensata; in nero: pezzo pressato. Simplified scheme of the sequences of forming through bidirectional compaction of powders within rigid dies. Withdrawal type tool, with mobile die; core-rod, or pin, mobile; always fixed lower punch. Loose powder, light grey; thickened powder; or compacted part, black.
38 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 39
Metallurgia delle polveriMemorie >>
38 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 39
contenute della densità finale fra zone diverse, è necessario impie-gare punzoni diversi anche nella parte superiore dello stampo. I punzoni superiori, inoltre, analogamente a quelli inferiori, debbo-no essere dotati di moto relativo, sia in addensamento che durante la fase di distacco dal pressato. Un esempio di questa situazione più complessa è illustrato in Fig. 8, nella quale si riporta lo sche-ma di stampo di pressatura di un particolare di forma comune, a tre spessori. Questa tipologia di forma si incontra frequentemente, specialmente nel caso di pulegge ed ingranaggi. Nella figura 8 si può notare una fase intermedia fra la riempitura e l’addensamento: si tratta della cosiddetta fase di trasferimento della riempitura, nella quale prismi (o cilindri) diversi di polvere vengono spostati (o trasferiti) verticalmente, in modo da ottenere la corretta distribuzione spaziale della polvere da addensare poi mediante pressatura. Durante la fase di trasferimento, se questa è effettuata correttamente, le altezze di ogni prisma non cambiano, mentre le variazioni di densità apparente della polvere sono tra-scurabili (teoricamente nulle). Al contrario, se in qualche zona la polvere viene addensata sensibilmente, per effetto di non simulta-neità dei movimenti di trasferimento, si possono creare i presup-posti per la comparsa di lesioni interne (zone di separazione, cioè scarso collegamento) fra zone del pezzo che vengono addensate in tempi diversi.
s
Fig. 3 Schema semplificato delle sequenze di formatura
mediante pressatura bidirezionale di polveri entro stampi rigidi. Stampo ad espulsione, con matrice sempre fissa; anima, o spina, fissa; punzone inferiore mobile, sia in addensamento che per l’estrazione del pezzo pressato dallo stampo. In grigio chiaro: polvere non addensata; in nero: pezzo pressato. Simplified scheme of the sequences of forming through bidirectional compaction of powders within rigid dies. Ejection type tool, with always fixed die; fixed core rod, or pin; mobile lower punch, on thickening and for ejecting the part from the tool. Loose powder, light grey; thickened powder; or compacted part, black.
s
Fig. 4 Schema semplificato della pressatura di un
pezzo flangiato, con flangia formata in matrice. Stampo (pressa) ad abbassamento di matrice e punzone inferiore fisso. Simplified scheme of the compaction of a flanged part, with flange formed only by the die.Withdrawal type tool (and press), with moving die and fixed lower punch.
s
Fig. 5 Schema semplificato della pressatura di un
pezzo flangiato. Stampo (pressa) ad abbassamento matrice, con due punzoni inferiori; punzone inferiore fisso. Simplified scheme of the compaction of a flanged part, with flange formed by the lower outer punch (and by the die, on the side), Withdrawal type tool (and press), with two lower punches. Fixed inner lower punch.

Metallurgia delle polveri << Memorie
40 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 41
40 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 41
Dai vari esempi finora illustrati si ricava che, nel caso di partico-lari aventi n spessori, misurati secondo l’asse di pressatura, sono necessari almeno n + 1 punzoni, se il pezzo presenta una faccia di estremità completamente piana, mentre occorrono almeno 2n punzoni se entrambe le facce sono a gradini. In altri termini, quan-do si progetta uno stampo di pressatura, la forma del pezzo deve essere idealmente suddivisa in tanti prismi elementari. Ogni sin-golo prisma deve essere individuato da un determinato spessore, possibilmente costante, misurato secondo l’asse di pressatura. Per ogni spessore occorre una coppia di punzoni, ma un singolo pun-zone può agire su più prismi elementari. Per evitare problemi di integrità sui pressati la pressatura ideale, per ogni prisma di altez-za definita, dovrebbe rispondere a tre condizioni vincolanti: bila-teralità, simmetria, simultaneità. Nella pratica le situazioni sono a volte diverse, poiché alcune presse di pressatura non consentono il rispetto pieno delle tre condizioni vincolanti per la pressatura ideale. In particolare, il divario fra le condizioni ideali e la realtà produttiva è frequente quando il numero degli spessori è di tre o più. In linea di principio, solo le presse a camme, ormai in disuso, e le presse dell’ultima generazione, attrezzate con sistemi di con-trollo, mediante calcolatore, delle funzioni, delle corse, delle forze e delle battute, sono idonee alla pressatura “ideale”.
CLASSIFICAZIONE DELLE DIFFICOLTÀ DI FORMA
I criteri di valutazione delle difficoltà di forma usuali per le più comuni tecnologie di forma¬tura (con particolare riguardo alle lavorazioni per asportazione di truciolo) non possono essere tra-sferiti direttamente alla metallurgia delle polveri. Si deve poi pre-
cisare che, per altre lavo¬razioni “più comuni”, specialmente nel caso di serie produttive elevate, la difficoltà di forma può essere abbastanza correttamente individuata dai tempi unitari di lavo-razione del singolo pezzo, dall’entità degli investimenti in mac-chinario specifico, dall’incidenza dei costi di manodopera. Nella metallurgia delle polveri, invece, le difficoltà di forma dei partico-lari si traducono in complicazioni di progetto e in costi maggiori degli stampi. Tuttavia, una volta superata la fase di messa a punto delle attrezzature di formatura, anche se queste sono complicate, in modo da assicurare la ripetitività dei movimenti nelle varie fasi, le differenze fra tempi unitari di fabbricazione di pezzi di geome-tria semplice pezzi di geometria complessa risultano generalmen-te modeste. Anche le differenze nei costi di fabbricazione degli stampi, per quanto forti, incidono in misura contenuta sui costi di fabbricazione di serie elevate. Da un punto di vista generale, pertanto, si può affermare che le difficoltà di esecuzione dei parti-colari sinterizzati non sono legate in misura significativa alle geo-metrie dei profili in pianta, ma dipendono dal numero di spessori in senso assiale e dal profilo della sezione del pezzo. È però evi-dente che le caratteristiche dei profili debbono essere compatibili con le dimensioni delle particelle di polvere, con il comportamen-to “naturale” della materia prima, con le esigenze di robustezza degli stampi. Le semplici considerazioni sulla corretta pressatura sopra riportate fanno quindi comprendere che il grado di diffi-coltà di forma dei componenti sinterizzati, è collegato al numero degli spessori del pezzo nel senso dell’asse di pressatura. La forza esercitata da ogni punzone sul prisma di polvere corrispondente dipende dalle caratteristiche della miscela utilizzata, dalla densità da raggiungere sulle varie zone del pezzo, dagli effetti degli attriti,
s
Fig. 6 Schema semplificato della pressatura di un
pezzo a doppia flangia, cioè con 3 spessori misurati in senso assiale. Stampo (pressa) ad abbassamento matrice, con tre punzoni inferiori, di cui quello interno (più lungo) è sempre fisso. Simplified scheme of the compaction of a twice-flanged part, characterized by 3 thickness measured in axial sense. Withdrawal type tool (and press), with three lower punches. The inner one, which is the longest, is always fixed. always fixed.
s
Fig. 7 Schema semplificato della pressatura di un
pezzo a doppia flangia, cioè con 3 spessori misurati in senso assiale, ma con modesto rilievo, sporgente verso l’alto, sulla faccia superiore. Data la piccola dimensione assiale della sporgenza non è necessario un punzone specifico. Stampo (pressa) ad abbassamento matrice, con tre punzoni inferiori, di cui quello interno sempre fisso. Simplified scheme of the compaction of a twice-flanged part, characterized by 3 thickness measured in axial sense and having a modest relief, protruding upwards. Withdrawal type tool (and press), with three lower punches. The inner lower punch is always fixed. The small axial dimension of the prominence doesn’t require a specific “dedicated” upper punch.

40 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 41
Metallurgia delle polveriMemorie >>
40 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 41
sia fra polvere e pareti dello stampo sia all’interno della massa di polvere. Come è facile intuire, la scelta della densità è legata alle specifiche relative al materiale finito e deve tener conto degli even-tuali effetti della sinterizzazione. Per comprendere meglio l’in-fluenza della geometria sulla massa volumica di pressatura è utile un’analisi, almeno qualitativa, dei principali fattori che influisco-no sugli aumenti della densità generati dalle spinte esercitate dai punzoni su forme elementari semplici. I fatto¬ri da cui dipende la massa volumica ottenuta quando una miscela di una certa polve-re metallica viene pressata ad una data pressione sono numerosi. Tuttavia, se prescindiamo dalle proprietà distintive della polvere base e della miscela, si può ritenere che l’elenco dei fattori signi-ficativi, per forme elementari, sia limitato a quelli indicati nella prima colonna della Fig. 9. Il peso relativo di ogni fattore dipende dalla geome¬tria del pressato. Se si cerca di graduare la diversa incidenza relativa, prendendo in considerazione le varie possibili forme dei pezzi, si arriva alle indicazioni qualitative raccolte nella stessa figura. A parità di altre condizioni, la densità raggiunta ad una data pressione di pressatura sarà il risultato dell’intera¬zione ponderata dei vari fattori elencati. Anche se si deve tener conto delle limitazioni implicite nell’approccio qualitativo molto sempli-ficato, si può osservare che la densità dopo pressatura, a parità di pressione applicata, dipende, in misura significativa, dalla forma del pressato: anche se questa è semplice, per effetto degli attriti si possono riscontrare escursioni notevoli della densità stessa, da alta a media o addirittura molto bassa. In altri termini, una forma
s
Fig. 8 Schema di stampo di
pressatura, su pressa multipiastra, di un particolare a tre spessori, con diversi livelli anche nella parte superiore. Ogni prisma (o cilindro) di polvere presenta la stessa determinata altezza sia in riempitura che dopo i movimenti di trasferimento. Se questa condizione viene rispettata, ogni prisma “ideale” di polvere viene addensato secondo lo stesso rapporto. Simplified scheme of the compaction on a multiplaten press of three-thickness part, with important protruding boss on the upper face. Each prism (or cylinder) of powder presents the same determined height, both on filling and after filling transfer movements. If this condition is fulfilled, each “ideal” prism of powder is thickened by the same ratio.
s
Fig. 9 Indicazione qualitativa degli effetti della
geometria e degli attriti sulla densità di pressatura.Qualitative indications of the effects of part geometry and friction on compaction density.

Metallurgia delle polveri << Memorie
42 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 43
42 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 43
12, 13, 14, 15, 16. La sequenza delle figure caratterizza, nell’ordine: - forme semplicissime, caratterizzate da un solo spessore, senza fori o cavità passanti (Fig. 10),- forme molto semplici, caratterizzate da un solo spessore, con fori o cavità passanti (Fig. 11),- forme molto semplici, caratterizzate da due spessori, senza fori o cavità passanti (Fig. 12),- forme semplici, caratterizzate da due spessori, con fori o cavità passanti (Fig. 13 e 14).- forme moderatamente complicate, caratterizzate da tre spesso-ri, senza fori o cavità passanti (Fig. 15),- forme complicate, caratterizzate da tre spessori, con fori o ca-vità passanti (Fig. 16), - forme molto complicate, caratterizzate da tre o più spessori, che richiedono forti trasferimenti di polvere dalla fase di riempitura a quella di inizio dell’adden-samento (Fig. 17).
CONSIDERAZIONI CONCLUSIVE
Per facilitare la valutazione orientativa delle difficoltà di forma che caratterizzano i componenti sinterizzatipuò essere utile elencare le fasi tipiche dell’operazione di for-matura mediante pressatura di polveri entro stampi rigidi. Sostanzialmente, questa operazione avviene attraverso le fasi seguenti:- riempimento della cavità definita dalle pareti della matrice, dalle estremità superiori dei punzoni inferiori, dalle anime (o spine) eventualmente presenti e dal piano superiore della ma-trice, con una determinata quantità di polvere. La riempitura avviene a volume costante, mentre la massa del pezzo pressato potrà presentare variazioni, in genere piccole, legate ad escur-sioni della massa volumica apparente ed alla scorrevolezza della miscela impiegata;- discesa del punzone superiore (o dei punzoni superiori) dal punto morto superiore, penetrazione- graduale in matrice, eventuale trasferimento controllato di
s
Fig. 10 Particolari di forma semplicissima. Pezzi ad un
solo spessore, senza fori o cavità passantiEventuali differenze di spessore, dell’ordine del 10 % massimo, si ritengono trascurabili.Parts of extremely simple shape. Only one-thickness parts, without holes or passing cavities. Possible thickness differences, if lower than 10% maximum, can be considered negligible.
s
Fig. 11 Particolari di forma semplicissima. Pezzi ad un
solo spessore, senza fori o cavità passantiEventuali differenze di spessore, dell’ordine del 10 % massimo, si ritengono trascurabili.Parts of very simple shape. Only one-thickness parts, with holes or passing cavities. Possible thickness differences on the extremity faces, if lower than 10% maximum, can be considered negligible.
s
Fig. 12 Particolari di forma semplice. Pezzi a due
spessori, senza fori o cavità passanti.Eventuali differenze di spessore sulle facce estreme, dell’ordine del 10 % massimo, si ritengono trascurabili.Parts of simple shape. Two-thickness parts, without holes or passing cavities. Possible thickness differences on the extremity faces, if lower than 10% maximum, can be considered negligible.
s
Fig. 13 Particolari di forma moderatamente
complicata. Pezzi a due spessori, con fori o cavità passanti. Eventuali differenze di spessore sulle facce estreme, dell’ordine del 10 % massimo, si ritengono trascurabili.Parts of moderately complicated shape; two-thickness, with holes or passing cavities. Possible thickness differences on the extremity faces, if lower than 10% maximum, can be considered negligible.
che è relativamente semplice a media o bassa densità, può risulta-re non altrettanto semplice se la densità richiesta è elevata o molto elevata.Le precedenti considerazioni sulla formatura di polveri mostrano che, in linea puramente teorica, per poter formare un pezzo avente n spessori in senso assiale occorrono almeno n + 1 punzoni, i quali debbono muoversi in modo coordinato e controllato durante l’ad-densamento e durante l’estrazione. Per caratterizzare con maggior chiarezza i vari gradi di difficoltà può essere utile riportare delle figure di pezzi diversi, raggruppati però in classi di forma. Questa schematizzazione di massima è stata raccolta nelle figure 10, 11,

42 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 43
Metallurgia delle polveriMemorie >>
42 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 43
determinati volumi di polvere, con addensamento nullo o molto modesto;- compressione ed addensamento della massa di polvere con-tenuta nello stampo, per effetto del movimento coordinato della matrice, dei punzoni e delle anime, fino al grado e alle quote stabiliti;- distacco del punzone superiore (o dei punzoni superiori) dal-la faccia superiore (o dalle facce superiori) del pezzo pressato, e spostamento verso l’alto, fino all’uscita dalla matrice e al ri-torno al punto morto superiore;- traslazione del pezzo pressato nella matrice, verso l’uscita su-periore, per effetto di movimenti verso il basso della matrice e delle anime eventuali, oppure per effetto di movimenti verso l’alto di uno o più punzoni inferiori, nel caso di matrice fissa;- uscita del pezzo pressato dalla matrice. Al cessare dell’azione di contenimento trasversale esercitata dalla matrice “rigida”, il pezzo che esce dallo stampo si espande per effetto del rilascio delle tensioni;- allontanamento del pezzo pressato dallo stampo e trasferi-mento nei contenitori previsti per la sinterizzazione o per il trasporto ai nastri dei forni. Ritorno della matrice e dei punzo-ni, superiori ed inferiori, nella posizione di riempitura. Ogni fase può influire in misura significativa sui risultati. L’esposizione di indicazioni di base sulla concezione degli stampi, riportata nella prima parte del rapporto, può rendere più familiari, ai tecnici progettisti, gli aspetti della forma dei particolari che ne rendono più o meno problematica l’esecu-zione. Per concludere questa presentazione può essere utile fornire un quadro della situazione attuale. Se si cerca di suddividere i particolari sinterizzati correntemente in produzione si può avere un’idea del grado di difficoltà tipico che caratterizza la familiarità degli attuali utilizzatori con la progettazione orien-tata alla metallurgia delle polveri. La ripartizione per gradi di difficoltà, idealmente, dovrebbe seguire un andamento di tipo probabilistico. Un grado di conoscenza ottimale dovrebbe tra-dursi in una curva del tipo delle cosiddette “curve di Pareto”, con il valore modale decisamente spostato verso i gradi di dif-ficoltà elevata. Un’analisi del genere, fatta in Italia circa dieci
anni fa ha fatto invece constatare una distribuzione sostanzial-mente diversa come indicato in Fig. 18. La ripartizione per gra-di di difficoltà, infatti, portò ad una rappresentazione grafica del tipo diagrammato, cioè ad una curva effettivamente inqua-
s
Fig. 14 Particolari di forma moderatamente
complicata. Pezzi a due spessori, con fori o cavità passanti. Eventuali differenze di spessore sulle facce estreme, dell’ordine del 10 % massimo, si ritengono trascurabili.Parts of moderately complicated shape; two-thickness, with holes or passing cavities.Possible thickness differences on the extremity faces, if lower than 10% maximum, can be considered negligible.
s
Fig. 15 Particolari di forma complicata. Pezzi a tre
spessori, senza fori o cavità passantiEventuali differenze di spessore sulle facce estreme, dell’ordine del 10 % massimo, si ritengono trascurabili.Parts of complicated shape. Three-thickness parts, without holes or passing cavities.Possible thickness differences on the extremity faces, if lower than 10% maximum, can be considered negligible.
s
Fig. 16 Particolari di forma complicata. Pezzi a tre
spessori, con fori o cavità passantiEventuali differenze di spessore sulle facce estreme, dell’ordine del 10 % massimo, si ritengono trascurabili.Parts of complicated shape. Three-thickness parts, with holes or passing cavities. Possible thickness differences on the extremity faces, if lower than 10% maximum, can be considered negligible.
s
Fig. 17 Particolari di forma molto complicata. Pezzi a tre
spessori, con fori o cavità passanti, per i quali è necessaria la fase di trasferimento della riempitura. Eventuali differenze di spessore sulle facce estreme, dell’ordine del 10 % massimo, si ritengono trascurabili.Parts of complicated shape. Three-thickness parts, with holes or passing cavities. The phase of filling transfer is needed. Possible thickness differences on the extremity faces, if lower than 10% maximum, can be considered negligible.

Metallurgia delle polveri << Memorie
44 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 44
ABSTRACTCRITERIA TO CLASSIFY THE DEGREE OF SHAPE COMPLICATION OF PM PARTS
Keywords: powder metallurgy, processes production, properties, sintering
To facilitate the understanding of the criteria to be utilized for classifying shape difficulties of mechanical components manufactured by powder metal-lurgy (PM) a brief description of forming through compaction within rigid dies of metal powder mixes is given. The increase of apparent density, from the value typical of the powder in the filling stage (or “loose”), poured by gravity into the tool cavity, to that reached at thickening (or “densifica-tion”) end, allows to get coherent bodies of defined form. Since the behavior of powders submitted to pressure substantially differs from that of liquids, in the case of part shapes that have different thickness in the compaction
direction it is necessary to ideally divide the forms in prisms, each indi-vidualized by one determined height . For every prism so individualized the tool ideally should have a couple of punches. In every prism, moreover the density increase should be bilateral, symmetrical and simultaneous. The number of thickness in axial sense, therefore, constitutes a basic element for the classification of the shape difficulties. On the contrary, unlike the com-petitive manufacturing techniques, the characteristics of the profiles of the parts in plant don’t have significant importance on the evaluation of shape complications: a gear with grooved hole and a simple cylindrical bushing belong to the same shape category. Then, a series of parts is presented, which are grouped according to their degree of difficulty. The introduction on the market of NC multiplaten presses has made the forming of parts of com-plicated geometry easier and controllable, with constant physical-geometric characteristics. In this way, also the mechanical properties of sintered mate-rials fulfill the necessary quality needs.
drabile negli schemi previsti da Pareto, ma con il valore moda-le abbastanza chiaramente spostato verso i bassi gradi di diffi-coltà. Quel risultato, che presumibilmente è applicabile anche alla situazione attuale, e non solo nel nostro paese, dimostra ancora una volta l’importanza fondamentale e la necessità pri-maria della diffusione delle conoscenze sulla metallurgia delle polveri. L’obiettivo, ovviamente, è quello di arrivare ad una situazione del tipo schematizzato in Fig. 19, che si potrebbe definire di tipo probabilistico. Il cambiamento di situazione, da quello corrispondente alla Fig.18 a quello corrispondente alla Fig. 19 può significare non trascurabili riduzioni di costo per gli utilizzatori, grazie all’incremento di valore aggiunto che una progettazione specifica (o orientata alla metallurgia delle polveri) spesso consente.
RINGRAZIAMENTI
L’autore desidera ringraziare sentitamente le aziende che hanno fornito disegni e foto dei particolari sinterizzati riportati nella presente relazione. Le aziende, elencate in ordine alfabetico, sono:- GKN Sinter Metals, Brunico,- Gruppo GM (ex Tecsinter), San Bernardo d’Ivrea,- mG miniGears, Padova,- Sinteris, Bologna- Stame, Arosio.
s
Fig. 18 Ripartizione indicativa, per grado di difficoltà di forma,
dei particolari in produzione in Italia nella seconda metà degli anni novanta. Il numero sulle ordinate indica gli spessori, mentre no o si indica l’assenza o la presenza di fori o cavità passanti. trasf. indica la necessità di una fase di trasferimento dopo riempitura e prima dell’inizio dell’addensamento.Indicative distribution, by degree of shape difficulty, of PM parts in production in Italy in the second half of the nineties. The number on the ordinates points out the thicknesses, while no or si indicates absence or presence of holes or passing cavities. trasf. indicates the need of a transfer phase after filling and before the beginning of densification.
s
Fig. 19 Ripartizione indicativa più favorevole, per grado di
difficoltà di forma, dei particolari in produzione nel caso di una progettazione specifica, espressamente orientata alla metallurgia delle polveri. Il numero sulle ordinate indica gli spessori, mentre no o si indica l’assenza o la presenza di fori o cavità passanti. trasf. indica la necessità di una fase di trasferimento dopo riempitura e prima dell’inizio dell’addensamento.Most favorable distribution, by degree of shape difficulty, of PM parts, in case of specific design, expressly oriented to PM. The number on the ordinates points out the thicknesses, while no or si indicates absence or presence of holes or passing cavities. trasf. indicates the need of a transfer phase after filling and before the beginning of densification.
Corrosione Memorie >>
21 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 21
IDENTIFICAZIONE TRAMITE EMISSIONE ACUSTICA DI FENOMENI
DI DANNEGGIAMENTO DEL CALCESTRUZZO ARMATO DURANTE TEST DI CORROSIONE ACCELERATA
R. Bonfiglio, E. Proverbio, V. Venturi, L. Golaski
Nella letteratura scientifica sono oramai numerosi gli esempi di applicazione della tecnica di indagine basata sulla raccolta di segnali di Emissione Acustica (EA) per l’individuazione di fenomeni di corrosione nel calcestruzzo armato. Tale tecnica risulta particolarmente sensibile allorquando la corrosione è associata alla formazione di
microfessure nel calcestruzzo all’interfaccia armatura-calcestruzzo.Il presente lavoro riassume i risultati preliminari di una ricerca sperimentale volta a determinare la possibilità
di distinguere le varie tipologie di sorgenti di EA in un c.a. in condizione di corrosione e identificare, dall’analisi dei segnali di EA, la presenza di danneggiamenti pre-esistenti in strutture in c.a. degradate e sollecitate
meccanicamente. A tal fine sono stati fabbricati vari provini in c.a. in scala semireale con due diversi mix design con aggiunta di cloruri. Una parte di questi provini è stata sottoposta a corrosione accelerata con l’applicazione
di un flusso di corrente esterna. Ciclicamente e in condizione di quiete (assenza di flusso di corrente) è stata effettuata una raccolta di segnali di EA. L’analisi delle forme d’onda dei segnali ha permesso di identificare tre
differenti tipologie di sorgenti emissive ipoteticamente riconducibili a: corrosione dell’acciaio, microfessurazione del calcestruzzo, accrescimento dei prodotti di corrosione. Dopo la fase di accelerazione della corrosione i
campioni sono stati sollecitati a flessione, seguendo una specifica procedura di carico, per studiare il fattore di calm-ratio, ossia il rapporto tra il numero totale di eventi di EA durante la fase di scarico ed il numero totale
degli eventi durante l’ultimo ciclo di carico. Valori del calm-ratio maggiore di 1 sono da correlare alla presenza di danneggiamenti diffusi nella matrice di calcestruzzo. In questo modo è stato possibile confrontare i campioni
sottoposti a corrosione accelerata con quelli in condizione di corrosione naturale.
PAROLE CHIAVE: emissione acustica, calcestruzzo, corrosione, analisi del segnale
INTRODUZIONE
La tecnologia dell’Emissione acustica (EA), che consiste nella rilevazione di segnali acustici ad alta frequenza emessi du-rante la propagazione di cricche o in seguito all’evoluzione di
Roberto Bonfiglio Corpo Nazionale dei Vigili del Fuoco, I.S.A., Roma
Edoardo Proverbio Dipartimento di Chimica Industriale e Ingegneria dei Materiali,
Università di MessinaVincenzo Venturi
Sidercem srl, Misterbianco (CT) Leszek Golaski
Technical University of Kielce (Polonia)
fenomeni corrosivi, è oggi ampiamente usata nel campo dei controllo industriali di strutture metalliche come serbatoi, condotte, impianti chimici ecc.., L’utilizzo della tecnica per il controllo di strutture in calcestruzzo armato o di strutture complesse è tuttavia abbastanza recente [1-3].Uno dei punti cardine nell’utilizzo della tecnica si base sull’ana-lisi del segnale. Il segnale di EA dipende da diverse funzioni di trasferimento: quella della sorgente, quella che descrive la pro-pagazione nel mezzo, ed infine quella legata alla rilevazione del trasduttore (rispettivamente Hs, Hm e Ht) nel dominio delle frequenze. Il segnale acustico nel dominio delle frequenze vie-ne espresso dalla seguente relazione: HAE= Hs* Hm* HtLa forma d’onda dovuta all’emissione acustica nel dominio del tempo viene ottenuta attraverso la trasformata inversa di

Corrosione << Memorie
22 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 23
22 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 23
Fourier di HAE, ed il prodotto dovuto alla precedente equazio-ne diventa un integrale di convoluzione. Tuttavia l’uso dell’analisi deconvolutiva non è stata molto svi-luppata durante gli ultimi 20 anni, anche perché questa tec-nica risulta essere instabile ed altamente sensibile ai rumori di fondo. Altre difficoltà sono rappresentate dall’esistenza di un gran numero di combinazioni di parametri che dipendono dalla sorgente emissiva e dai possibili percorsi di propagazio-ne seguiti dalle onde acustiche. Risulta quindi difficile ottenere risultati di cui si possa confermare la validità. Inoltre la man-canza di valutazioni di Hm per campioni di diverse forme rap-presenta un ulteriore svantaggio. Alla fine degli anni ’80 Ohtsu e Ono [4] hanno sviluppato una teoria generalizzata dell’AE sulle basi della teoria elastodinamica e dei modelli dislocativi. Le sorgenti di AE sono rappresentate come movimenti dislo-cativi, includendo sia discontinuità che spostamenti. Ohtsu e Ono [5] estesero la rappresentazione della sorgente nella teoria generalizzata correlando la cricca al tensore dei momenti (che fu originariamente introdotto in geofisica). I principali vettori e valori del tensore dei momenti denotano la orientazione della cricca e lo spostamento (o l’area di spostamento). Per un cricca in apertura secondo il modo I, il tensore dei momenti consiste di tre componenti principali posti sulla diagonale del tenso-re, [ (λ+2µ)b; λb; λb], dove b è lo spostamento del fessura in apertura, mentre µ e λ sono le costanti elastiche. Per le cricche dovute a sforzi di taglio il tensore dei momenti ha due termini uguali al di fuori della diagonale, del tipo µb. Ohtsu e Ono [6] dimostrarono che la distribuzione della ampiezza dei tempi di arrivo iniziali restituisce le caratteristiche della sorgente e fornisce le componenti del tensore dei momenti. Questo me-todo ha permesso la classificazione delle sorgenti da trazione da quelle di taglio, ed hanno successivamente permesso lo svi-luppo della analisi SIGMA, specialmente per gli studi di AE sul calcestruzzo armato [7]. Un approfondimento dell’analisi simulata introdotta da Ohtsu e Ono è stata effettuata da Take-moto e Hayashi [8] con l’utilizzo di un sistema computerizzato che includeva una procedura per l’ottimizzazione della cor-rispondenza tra la forma d’onda osservata e quella simulata. Suzuki e altri [9-11] hanno espanso continuamente l’analisi con ulteriori modellazioni. Il presente lavoro riassume i risultati preliminari di una ricerca sperimentale volta a determinare la possibilità di distingue-re le varie tipologie di sorgenti di EA in un c.a. in condizione di corrosione e identificare, dall’analisi dei segnali di EA, la presenza di danneggiamenti pre-esistenti in strutture in c.a. degradate e sollecitate meccanicamente. L’analisi delle forme d’onda dei segnali ha permesso di identificare tre differenti tipologie di sorgenti emissive ipoteticamente riconducibili a: corrosione dell’acciaio, microfessurazione del calcestruzzo, ac-crescimento dei prodotti di corrosione.
SPERIMENTAZIONE
Per la valutazione dei segnali di emissione acustica sono stati preparati sei differenti travetti (dimensioni 150 cm x 25 cm x 25 cm), usando 2 differenti mix design, come mostrato nella Tab. 1. Sono stati preparati tre campioni usando il primo mix design, e tre campioni usando il secondo. In quattro campioni (due per ogni mix design) è stato aggiunto il 3% in peso di CaCl2 rispetto al contenuto in cemento. Le armature sono state studiate in modo da avere il trasferimento della corrente elet-trica su tutte e quattro le barre longitudinali. Per questo moti-vo ci sono due staffe (quelle esterne) saldate con le armature, e le alter tre staffe sono isolate dalle armature attraverso l’uso di
s
Tab. 1 Mix design delle miscele di calcestruzzo utilizzate.
Mix design of the two concrete mixture used in the experimentation.
Costituente
Acqua Cemento Bazalt 1 Piasek
Bazalt 2 Tricosal 1 Tricosal 2
A/C Rck (MPa)
Mix design 1120 355 590 707 668 1,41 1,06 0,34 35
Dosaggio (kg/m3)Mix design 2
124 430
637,5 717
637,5 1,92 1,29 0,29 45
s
Fig. 1 Disposizione dell’armatura nei travetti nel
calcestruzzo armato. Arrangement of the reinforcing bars in the concrete beams.
a
b

22 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 23
Corrosione Memorie >>
22 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 23
s
Tab. 2 Tipologie di campioni utilizzati e esempio test in
condizioni di corrosione accelerata.List of the samples used for the experimentation (left); example of the accelerated corrosion test (right).
isolatori cilindrici in gomma. La sezione trasversale della trave in calcestruzzo armato è mostrata in Fig. 1: La posizione delle barre di armature nella sezione trasversale è stata scelta in maniera tale da favorire la delaminazione del calcestruzzo in corrispondenza degli spigoli. I campioni sono stati successivamente immersi in una vasca e con l’ausilio di una lastra in rame come controelettrodo sono state generate delle condizioni di corrosione accelerata con un flusso di cor-rente anodica di 100 µA/cm2 per 170 ore e di 200 µA/cm2 per successive 170 ore. In queste condizioni sono stati utilizzati tre sensori di EA posizionati sulla superficie del calcestruzzo e due sulle barre verticali: in questo modo è stato possibile confrontare i segnali rilevati dai sensori sulle barre (4-5) con i sensori sulla superficie (1-2-3).I sensori sulla superficie di calcstruzzo sono stati uniforme-mente distribuiti (58 cm di distanza l’uno dall’altro), in modo tale da rilevare segnali acustici provenienti da posizioni diffe-renti. I sensori utilizzati sono stati del tipo VS30-V, banda di frequenza 23 – 80 kHz C=140 pF, (-70/-60 dB re 1V/µBar nel range 20-80 kHz). Il valore di soglia (threshold) è stato impo-stato a 40 dB. Una misura di attenuazione dei segnali è state eseguita, ottenendo un valore di attenuazione di 15 dB/m di lunghezza della trave in calcestruzzo armato. Le travi sono state successivamente sottoposte ad un ciclo di carico fino a rottura incipiente secondo la procedura riportata di seguito.1) 0 KN a 50 KN, velocità di applicazione del carico 0,05 KN/sec; (1000 sec) 2) 5 minuti a deformazione costante a partire da un carico di 50 KN; (300 sec) 3) 50 KN a 75 KN, velocità di applicazione del cario 0,05 KN/sec; (500 sec) 4) 5 minuti a deformazione costante a partire da un carico di 75 KN; (300 sec) 5) 75 KN a 87,5 KN, velocità di applicazione del carico 0,05 KN/sec; (250 sec) 6) 5 minuti a deformazione costante a partire da un carico di 87,5 KN; (300 sec) 7) 87,5 KN a 100 KN, velocità di applicazione del carico 0,05 KN/sec; (250 sec) 8) 5 minuti a deformazione costante a partire da un carico di 100 KN; (300 sec) 9) Fase di scarico da100 KN a 0 KN in 30 sec; Per questa valutazione è stata utilizzata una diversa configu-
razione del sistema di acquisizione e più precisamente il siste-ma consisteva in sei sensori posizionati sui campioni con le seguenti coordinate (l’origine è posizionata sullo spigolo del campione):Sensore n°1 (52,5; 12,5; 25) sensore a banda larga teipoVS30-V. Sensore n°2 (92,5; 12,5; 25) sensore risonante a 55 KHz; Sensore n°3 (92,5; 12,5; 0) come il sensore 1;. Sensore n°4 (52,5; 12,5; 0) come il sensore 2; Sensore n°5 (0; 12,5; 12,5) come il sensore 1; Sensore n°6 (145; 12,5; 12,5) come il sensore 2.
RISULTATI
I risultati delle campagne sperimentali sono stati riassunti di seguito:L’AE si è mostrata in grado di rilevare la presenza di corrosio-ne, specie quando questa era legata alla formazione di cricche, all’interfaccia calcestruzzo - barra d’acciaio. Il numero di eventi cresce dopo l’applicazione della corrente, per poi portarsi ad un valore stabile giorno dopo giorno, con un picco massimo al terzo giorno; Il numero degli eventi acustici è più grande nei sensori collega-ti direttamente alle barre verticali; Nella prova senza corrente elettrica applicata e dopo due setti-mane di trattamento, tramite l’uso del software di VC, è stato possibile identificare tre classi di segnali, che potrebbero cor-rispondere a tre diversi meccanismi di AE (corrosione dell’ac-
s
Fig. 2 Numero di eventi nel tempo per il campione 1 e
per il campione 4. AE hits vs time collected from concrete and steel surface for sample n°1 and sample n° 4.
a
b

Corrosione << Memorie
24 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 25
24 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 25
ciaio, microfessurazione del calcestruzzo, accrescimento dei prodotti di corrosione) Differenti tipi di forme d’onda sono state registrate per ogni classe, ed è stato possibile stabilire che i segnali provenienti dalla corrosione sono quelli più deboli, ma a più alta frequen-za; Le forme d’onda che presentano più di un picco di frequenza provengono dall’interfaccia calcestruzzo – barra armata, e la frequenza di 18 kHz è quella comune a tutte le forme d’on-da; I due mix design utilizzati sono risultati abbastanza simili tra loro, anche perché le velocità media delle onde acustiche in essi calcolati era confrontabile (v=3200 m/s); in Fig. 2 è pos-sibile vedere l’andamento del numero di eventi in funzione del tempo durante il quale i campioni sono stati sottoposti a corrosione accelerata. Come si può vedere gli eventi registrati nei sensori posizionati sul calcestruzzo sono di gran lunga inferiori a quelli registrati sulle barre in acciaio. Per quanto riguarda le prove in condizione di carico (Fig. 3) una importante valutazione del comportamento è stata ef-fettuata attraverso l’uso del fattore di Calm Ratio. Si defini-sce Calm Ratio il rapporto tra il numero di eventi cumulati durante la fase di scarico e il numero di eventi totali emessi durante l’ultimo ciclo carico fino al valore massimo di solleci-tazione imposta in quel ciclo. Nel nostro caso non esiste una fase di scarico vera e propria poiché si è deciso di far perma-nere i campioni a deformazione costante nelle fasi interme-die tra un valore di carico e quello successivo, così possiamo calcolare il Calm Ratio dal rapporto tra il numero totale di
eventi emessi durante la fase successiva e il numero totale degli eventi emessi durante la fase precedente. I risultati ot-tenuti sono mostrati nella Tab. 3 ove DF/F è il rapporto tra DF (differenza in KN tra il carico applicato nello stadio finale dello step successivo e il carico applicato allo stadio iniziale dello stesso step) ed F il carico stabilito per lo step a defor-mazione costante.Valori di Calm Ratio maggiori di 1 sono indicativi di estesi danneggiamenti.Un’ulteriore analisi dei segnali acustici secondo la classifica-
s
Fig. 3 Travetto di calcestruzzo armato durante il ciclo
di carico.Arrangement of the reinforcing bars in the concrete beams.
s
Tab. 3 Risultati delle analisi del fattore di Calm Ratio.
Calm ratio analysis results.
Step 1-2 Trave n°
1 4 5 6
Step 3-41 4 5 6
Step 5-61 4 5 6
Calm ratio sensori 1 – 3 - 5
0 0,07 0,38 0,35
0,52 0,08 0,33 0,84
1,24 0,067 0,9
1,39
Calm ratio sensori 2 – 4 - 6
1,04 0,24 0,44 0,13
0,76 0,32 0,24 0,18
0,65 2,52 1,67 0,61
DF/F
0,208 0,04
0,062 0,08
0,098 0,053 0,053 0,064
0,094 0,057 0,057 0,07
s
Fig. 4 Valori di rise time in funzione del tempo e delle
fasi di carico (curva a gradini) classificati secondo la procedura NOESIS.NOESIS classification of the AE signals during loading test.

24 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 25
Corrosione Memorie >>
24 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 25
zione NOESIS, effettuata sulla variabile rise time ha permesso di ottenere l’individuazione di cinque classi di segnale diver-samente distribuite durante le diverse condizioni di carico. Un esempio di tale analisi è riportato in Fig. 4.
CONCLUSIONI
La tecnica di EA si è dimostrata uno strumento efficace per l’identificazione dei diversi fenomeni che intervengo nei pro-cessi di danneggiamento e di comportamento meccanico di elementi in calcestruzzo armato corrosi. L’interpretazione dei segnali è purtroppo ancora uno dei punti più critici per permettere un’ ampia diffusione di tale tecnica in campo pratico. L’utilizzo di strumenti di analisi delle forme d’on-da (NOESIS) o di parametri macroscopici come il Calm ratio sembrano tuttavia molto promettenti, anche se ulteriori ricer-che sono necessarie per rendere tale tecnica completamente fruibile come strumento di indagine.
BIBLIOGRAFIA
1] Weiler, B., Xu, S., and Mayer, U., Acoustic emission analy-sis applied to concrete under different loading conditions, Otto Graf Journal, Vol.8, 1997. 27
2] Ohtsu, m. and Tomoda, Y., Corrosion monitoring in rein-forced concrete by AE, Journal of Acoustic Emission, 2003, 21 pp157-165.
ABSTRACTIDENTIFICATION BY ACOUSTIC EMISSION OF DAMAGES IN REINFORCED CONCRETE DURING ACCELERATED CORROSION TEST
Keywords: Acoustic emission, concrete, corrosion, damage evaluation, pattern recognition
In the scientific literature there are several examples about the use of the Acoustic Emission (AE) techniques on reinforced concrete structures for corrosion related damage identification.However the application of the AE technique in the civil engineering still requires the overtaking of several problems related to structure complexity, material inhomogeneity and the high attenuation factor for high frequency acoustic waves in concrete, environmental noise. Relationship between AE signal parameters and failure processes that produce these signals have to be properly defined by means of signal analysis procedures, these however needs a reference AE signals database. The reference signals have to be iden-
tified in laboratory tests on samples, for which the dominant failure mecha-nism was under control.In the present work the preliminary results of an experimental research aimed to evaluate the influence of damage due to reinforcement corrosion on AE behaviour of different reinforced concrete beams was reported (Tab. 2).Corrosion of reinforcement were accelerated by applying an electrical density current ranging from 100 μA/cm2 to 200 μA/cm2. Samples were continuou-sly monitored by means of 5 AE sensors (Fig. 2). After two weeks of accelera-ted corrosion condition the samples were tested by acoustic emission without current. Each sample was then gradually loaded, under AE monitoring, with three points bending machine, in order to evaluate its mechanical behaviour in comparison with the beams without corrosion damages (Fig. 3). AE data were treated by means of calm ratio analysis. From this analysis, we found that the low strength concrete samples treated with electric current showed the highest calm ratio values in the first and intermediate loading steps (Tab. 3). NOESIS classification of the AE signals was also performed by supervised method (Fig. 4).
3] Colombo, S., Forde,, M.C., Main, I.G., Halliday, J and Shi-geishi, M., AE energy analysis on concrete bridge beams, Materials and structures 38-2005 pp851-856.
4] Ohtsu, M. and Ono, K. A generalized theory and source re-presentation of acoustic emission. And Green’s functions in half space Journal of Acoustic Emission 1984, 3, pp27-40.
5] Ohtsu, M. and Ono, K. The generalized theory and source representation of acoustic emission, Journal of acoustic emission, 1986, 5, pp124-133.
6] Ohtsu, M. and Ono, K. AE source location and orientation determination of tensile cracks from surface observation, NDT Int., 1988, 21, pp143-152.
7] Shigeishi, M. and Ohtsu, M. A SIGMA analysis of the 2-Dimen-sional PMMA, Acoustic Emission Vol. VI 1992, pp211-217.
8] Takemoto, M., and Hayashi, Y., Direct measurement of wa-ter hammer pressure by AE source wave analysis, Journal of Acoustic Emission, 1988, 7, pp185-192.
9] Suzuki, H., Takemoto, M., and Ono, K., A study of fracture dynamics in a model composite by AE, Journal of Acoustic Emission, 1993, 11, pp117-128.
10] Suzuki, H., Kinjo, T., Hayashi, Y., Takemoto, M., and Ono, K., Wavelet transform of acoustic emission signals, Journal of Acoustic Emission, 1996, 14, pp69-84.
11] Suzuki, H., Takemoto, M. and Ono, K., The fracture dyna-mics in a dissipative glass-fiber/epoxy model composite with AE source wave analysis, Journal of Acoustic Emis-sion, 1996, 14, pp35-50.

AcciaioMemorie >>
5 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 5
INVESTIGATION OF SECONDARY PHASES EFFECT ON 2205 DSS
FRACTURE TOUGHNESSI. Calliari, E. Ramous, G.Rebuffi, G. Straffelini
It is well known that the fracture toughness of DSS is strongly reduced by the precipitation of various inter-metallic phases occurring in the temperature range 600-1000°C. A large decrease in impact fracture toughness occurs even at room temperature for volume fractions of intermetallic phases lower than 1%, when only small
and rare particles are present. In the present investigation, the influence of the intermetallic phases on the impact fracture behaviour of a
2205 grade DSS has been investigated. Samples containing different amounts of the intermetallic phases have been obtained by isothermal aging treatments in the range 800-950°C. The results of the impact tests confirm that the dangerous phase content determine both the toughness and the fracture behaviour of the DSS exami-ned. At content lower than 1%, when precipitates are rare and small, their effect is a reduction of the absorbed energy for the ductile fracture. But the 1% appears as the critical content, when some particles became large enough to operate the nucleation of the brittle fracture. Indeed, at higher content, a number of large particles
are present, well sufficient to induce a general brittle fracture. The obtained results allow correlating the absor-bed energy values with the intermetallic phases content and dimensions.
KEYWORDS: duplex stainless steels, intermetallics, fracture
INTRODUCTION
Duplex stainless steels (DSS) have an austenitic-ferritic micro-structure that gives them a very good combination of mecha-nical and corrosion properties, at a competitive cost. A typical property of DSS is the high pitting resistance that makes them suitable for structural applications in very aggressive environ-ments. However the use of DSS is limited by their susceptibili-ty to the formation of dangerous intermetallic phases, such as σ-phase and χ-phase, resulting in detrimental effects on impact toughness and corrosion resistance [1-12]. Therefore, many standards, relating to manufacturing of DSS, require “no inter-metallic phases” in the microstructure [13].To this end, DSS are submitted to a solution treatment, followed by water quenching, if and where it is possible. The aim of this treatment is not only to redissolve the dangerous phases and to avoid their precipitation in the 600-900 °C temperature range, but also to restore the ferrite/austenite ratio to approximately equal amounts, corresponding to the best mechanical and cor-rosion properties for the DSS.
I. Calliari, E. Ramous, G. RebuffiUniversity of Padova, Italy
G. Straffelini University of Trento, Italy
In a previous paper [14], the formation of secondary phases in the most popular DSS steel, the 2205 grade, has been examined, during both continuous cooling and isothermal treatments, to compare and define times and sequences of precipitation in the two different conditions. Our results indicate that the sequence of precipitation during continuous cooling can be different from that obtained by isothermal ageing. In the latter the χ-phase is always the first precipitating phase, as metastable “precursor” of the stable σ-phase. On the contrary, in the continuous cooling the same sequence occurs only at lower cooling rates, but at the highest cooling rate the χ-phase formation is no longer possible and the σ remain as the first and only precipitating phase. Generally, the deterioration of the toughness of DSS is attribu-ted to sigma phase, but this statement would not seem to be always correct. It is true that if the sigma phase is present, the toughness is lowered. However some results [13] indicate that the toughness of 2205 steel is already lowered before significant sigma content appears. The main drop in toughness occurs at the early stages of precipitation, also when the only phase detec-ted are small and rare χ-phase particles. Surely, the σ is a dange-rous phase for the toughness, but it does not seem to be the only phase which determines the embrittlement of the DDS steels, especially at very low intermetallic phase’s content, when the σ is still virtually absent.This conclusion agrees with Nilsson [2] who underlined the role of the χ-phase in the drop of toughness and with Gunn [4], who

Acciaio << Memorie
6 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 7
6 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 7
observed that the drop could occur also before any intermetallic phase could be detected by ordinary metallographic techniques. Nevertheless, it is not easy to understand and to justify how an extremely low intermetallic phase content, about 0, 5 %, that is few and very small intermetallic particles, could induce such an abrupt embrittlement even at room temperature Therefore it seems interesting to study in more detail the drop of the tough-ness of the DSS deriving from the first stages of precipitation of intermetallic phases.
EXPERIMENTAL
The as received material was a wrought SAF 2205 DSS rod (30mm), with chemical composition reported in Tab. 1. Isother-mal ageing treatments of specimens, previously solubilised at 1050 °C for 30 minutes, were carried out in the temperature range 780-900 °C. Relatively short ageing times were chosen, on the basis of previous results [14-15], to produce low amounts of secondary phases and to investigate its influence on the impact toughness of the alloy. Different phases have been identified by SEM-BSE examina-tion of unetched samples. The ferrite appears slightly darker than austenite, while the secondary phases are lighter. Owing to the higher content of molybdenum, in combination with the large atomic scattering factor of molybdenum χ-phase appears in brighter contrast than σ-phase. The amount of secondary phases has been determined using image analysis software on SEM-BSE micrographs (10 fields, 1000x) [17]. The contribution of each phase to the total volume fractions was determined. The volume fractions of ferrite and austenite in a solution treated sample have been measured on 3 longitudinal and 3 transversal sections (20 fields for each section) by image analysis on light micrographs at 200x, after etching with the Beraha’s reagent (R.T., 10s). The impact fracture toughness of the materials under study has been investigated by means of instrumented impact testing. The tests were carried out at room temperature using Charpy-V notched specimens (10 x 10 x 55 mm) and using an available energy of 300 J (impact velocity of 5.52 m/s). The load deflec-tion curves were partially smoothed using the moving averages method.
RESULTS AND DISCUSSION
MicrostructureIn the SEM-BSE images of samples after isothermal aging ferrite and austenite appear in the background: with the ferrite darker than austenite. The secondary phases appear as small bright re-gions, with the χ-phase brighter than sigma. Two examples of secondary phase’s morphology and distribu-tion, at the first stages of precipitation, are shown in the Fig. 1a and 1b. The morphology and localization of precipitating pha-ses, χ and σ appears very similar.As already reported [15], in all the range of the temperatures of isothermal aging considered, the first precipitating phase is the χ, generally decorating the grain boundaries. By increasing the
holding time, the amount of χ increases and also the σ-phase appears, in the form of coarser precipitates at the γ/α boundary, but growing into the ferrite. Although σ particles are, at the be-ginning, less numerous than χ-phase particles, they are coarser, and grow more rapidly, quickly arriving almost to the same vo-lume fraction. By increasing the holding time, σ grows to large particles, moving from the boundaries into the ferrite, embed-ding some small χ particles. This seems to show the progressive transformation of χ to σ, occurring mainly at 900°C. In the sam-ples at lowest soaking times, we can observe that the preferen-tial sites of formation of the first small particles of χ-phase are the triple points connections of γ/α boundaries.The localization of the new phases at the ferrite/austenite boundaries is well known [1]. Generally the secondary phase’s formation at grain boundaries and the growth into ferrite is ju-stified by diffusion behaviour of the elements involved in the transformation: Mo diffusion coefficient is higher than Cr and Ni and is also higher in ferrite than in austenite.
s
Tab. 1 Chemical composition of DSS 2205 (wt-%).
Composizione chimica del 2205 DSS (% ponderale).
C0.030
Si0.56
Mn1.46
Cr22.75
Ni5.04
Mo3.19
P 0.025
S 0.002
N 0.16
s
Fig. 1 SEM backscattered electron ima-
ges, left: Sample 20’at 850°C with χ-phase; right: Sample 40’ at 850°C, with σ and χ-phase.Immagine SEM con elettroni retrodiffusi, sinistra: campio-ne trattato per 20’ a 850°C con fase χ; destra: campio-ne trattato 40’ a 850°C.
a
b

6 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 7
AcciaioMemorie >>
6 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 7
Impact fracture toughnessIn Fig. 2 the impact energy of the materials under study is shown as a function of their content of intermetallic phases. The effect of the secondary phases is evident starting from 0.5% volume fractions, this value giving impact energy about 100 J. A drastic drop is evident at 1%, when the impact energy is about 50J, with a more severe deterioration of toughness induced by higher values (volume fractions > 1.5-2%). This statement agrees with the generally accepted specification for the DDS, asking for an intermetallic phase’s content of less than 1%, or lower, to main-tain the toughness value of 40-50 J. It is also evident the weak of correlation between impact toughness and volume fraction at the lowest secondary phase content. If the volume fraction is about 0, 5%, the toughness lies between 200 and 50 J: clearly the toughness do not depend on the volume fraction but probably on the morphology and distribution of the secondary phase’s particles.The analysis of the data in Fig. 2 and of the impact curves, al-lows us to subdivide the impact behaviour of the materials un-der study in three regions. The first region pertains to the materials with impact energy higher than 150 J. The content of intermetallic phases in these materials is lower than 0.5% and the fracture behaviour is com-pletely ductile. This is demonstrated by the impact curve shown in Fig. 3 , relevant to the material aged at 850°C for 15 ’ (with a content of intermetallic phases not quantifiable, only small chi phase particles have been detected). It can be clearly noted that after general yielding (at about 15 kN), the applied load initially increases, because of strain hardening, and then continuously decreases, because of the ductile propagation of the crack nu-cleated at the maximum load. It can be therefore stated that the intermetallic phases simply act as nuclei for ductile damage. The second region pertains to the materials with impact energy between 50 and 150 J, characterized by a content of intermetallic phases lower than 1.5%. A typical impact curve of the materials of this region is displayed in Fig. 4. It is relevant to the material aged at 850°C for 30’ (with a content of 0.6% of intermetallic phases). In this case, after general yielding (at 15 kN), the mate-rials undergo strain hardening and ductile crack nucleation (at the maximum load). After some stable propagation, however, brittle fracture takes place and there is an abrupt drop in the
applied load. Brittle fracture can be clearly attributed to the bre-aking of a hard intermetallic phase and to the successive propa-gation of the crack in the neighbour ferrite phase. The third region pertains to the materials with impact energy lo-wer than 50 J, characterized by a content of intermetallic phases larger than 1.5%. In this case, fracture is completely brittle, as demonstrated, as an example, by the impact curve in Fig 5. It is relevant to the material aged at 850°C for 40’ (with a content of
s
Fig. 2 Charpy toughness versus vol. % of secondary
phases detected with SEM-BSE.Tenacità a frattura ottenuta con prova Charpy in funzione della frazione volumetrica percentuale delle fasi seconda-rie quantificata al SEM-BSE.
s
Fig. 3 Impact curve of the sample aged at 850°C, 15’.
Curva di impatto del campione trattato per 15’ a 850°C.
s
Fig. 4 Impact curve of the sample aged at 850°C, 30’
Curva di impatto del campione trattato per 30’ a 850°C.
s
Fig. 5 Impact curve of the sample aged at 850°C, 40’
Curva di impatto del campione trattato per 40’ a 850°C.

Acciaio << Memorie
8 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 8
2.5% of intermetallic phases). After yielding at the notch root (at a load of about 15 kN), brittle fracture suddenly take place as long as the local plastic radius reaches a critical value. In all the material, dynamic yielding takes place at a load of about 15 kN, showing that the amount of the intermetallic pha-ses does not influence the yielding behaviour of the materials under study.This allows estimating for the materials under study, using the Server [18] equation, the impact yield stress (σYd) and with the well-known Griffith relation, the critical brittle fracture stress, which depend by both the matrix properties and by the size of the embrittling particles. From the analysis of the size distribution of the intermetallic particles, using above simple calculations, it is possible to eva-luate that for contents of the intermetallic phases larger than 1% (with the coarsest particles lager than 1.1 μm), the critical con-ditions for room temperature brittle fracture at the notch root of the Charpy-V specimen can easily reached. On the contrary, if the content is lower than 1% (and the coarsest intermetallic par-ticles smaller than 1.1 mm), brittle fracture cannot occur.These evaluations agree and justify the effect of intermetallic phase’s precipitation on the impact behaviour of the steel under examination.
CONCLUSIONS The effects of isothermal treatments in the temperature range 780-900 °C on the microstructure and fracture toughness of SAF 2205 duplex stainless steel can be so summarized:1 During the isothermal heat treatments, χ-phase is the first in-termetallic phase to precipitate, always at the α/γ boundaries: σ-phase appears later on, and gradually substitutes χ-phase;2 The effect of the secondary phases on DSS fracture toughness is evident starting from 0.5% volume fractions, this value giving impact energy about 100 J.3 A drastic drop is evident at 1%, when the impact energy is about 50J, with a more severe deterioration of toughness indu-ced by higher values (volume fractions > 1.5-2%). 4 It is also evident the weak of correlation between impact tou-ghness and volume fraction at the lowest secondary phase con-tent.5 At volume fraction about 0, 5% the toughness lie between 200 and 50 J: clearly the toughness do not depend on the volume fraction but probably on the morphology and distribution of the secondary phases particles.
6 At contents of the intermetallic phases larger than 1% (with the coarsest particles lager than 1.1 μm), the critical conditions for room temperature brittle fracture at the notch root of the Char-py-V specimen can easily reached, while if the content is lower than 1% (and the coarsest intermetallic particles smaller than 1.1 mm), brittle fracture cannot occur.
REFERENCES
1] J.O. NILSSON, Mat. Sci. Techn., 8, (1992), p. 685. 2] J.O. NILSSON, T. HUHTALA, L. KARLSSON, Metall. Mat.
Trans., 27A, (1996), p. 2196.3] J.O. NILSSON, Proceedings of Conference “Duplex Stainless
Steel 97” (1997) KCI publishing, p. 73.4] R.N. GUNN, Proceedings of the Conference “Duplex Ameri-
ca 2000” (2000) ed. KCI Publishing p.299.5] L. KARLSSON, L. BENGTSSON, U. ROLANDER, S. PAK,
Proceedings of Conference “Application stainless steel 92”, Stockholm, 1992, ed. The Institute of Metals, p. 335.
6] T.H. CHEN, K.L. WENG, J.R. YANG, Mat. Sci. Eng., A338, (2002), p. 259.
7] L. DUPREZ, B.C. COOMAN, N. AKDUT, Proc. Duplex 2000, Venice, 2000, ed. Italian Association of Metallurgy (AIM) p. 355
8] K.M. LEE, H.S. CHO, D.C. CHOI, J. Alloys Comp., 285, (1999), p. 156.
9] Y.S. AHN, J.P. KANG, Mat. Sci. Techn., 16, (2000), p.382.10] T.H. CHEN, J.R. YANG, Mat. Sci. Eng., A311, (2001), p. 28.11] S.B. KIM, K.W. PAIK, Y.G. KIM, Mat. Sci. Eng., A247, (1998),
p. 67.11] E. JOHNSON, Y.J. KIM, L. SCOTT CHUMBLEY, B. GLEE-
SON, Scri. Mat., 50, (2004) p. 1351.12] RB.JOHANSEN, BH. LIENUM, S.KARLSEN, AH.TRANDEM,
G.VALDO, AO.TJERNAES, T.HELGESEN, Proc. Duplex 2000, Venice (2000), ed. Italian Association of Metallurgy (AIM), p. 405
14] I.CALLIARI, E.RAMOUS, M.ZANESCO, P.BASSANI, J. Mat.Eng.Perf., 16, (2007), p. 109.
15] I.CALLIARI, M.ZANESCO, E.RAMOUS, J.Mater.Sci., 41, (2006), p.7643
16] J.MICHALSKA, M.SOZANSKA, Mat. Charact., 52, (2006), p.355
17] I. CALLIARI, M. MAGRINI, F. PIASENTINI, E. RAMOUS, Prakt. Met. Sonderband, 42, (2003) 35.
18 W.L. SERVER, Journal of Engineering Materials and Techno-logy, 100,(1978), p. 183.
ABSTRACTSTUDIO DELL’EFFETTO DELLE FASI SECONDARIE SELLA TENACITÀ A FRATTURA IN UN 2205 DSS
Parole chiave: acciai inossidabili duplex, intermetallici,fratture
È ben noto che la tenacità a frattura degli acciai duplexduplex è fortemente ridotta dalla precipitazione di fasi intermetalliche che avviene nell’intervallo di temperatura compreso tra 600°C e 1000°C.La frazione di volume critica di fasi intermetalliche che comporta il crollo della tenacità a frattura nella prova di impatto, anche a temperatura am-biente, è di 1%, sotto la quale i precipitati si presentano piccoli ed finemente dispersi. Nel presente studio è stata investigata l’influenza della precipita-zione di fasi intermetalliche sulla tenacità a frattura nel 2205 DSS (tabella
1). Sono stati condotti trattamenti termici isotermi a temperature comprese tra i 800-950°C per ottenere campioni contenenti differenti quantitativi di fasi intermetalliche (Fig. 1). Il risultato delle prove di impatto ha confermato l’influenza sfavorevole delle fasi intermetalliche sulla tenacità e sul compor-tamento a frattura dell’acciaio esaminato (Fig. 2). Quando il contenuto di fasi intermetalliche è inferiore a 1% i precipitati sono piccoli e finemente di-spersi e diminuiscono l’energia assorbita nel meccanismo di frattura duttile (Fig. 3). Mentre, se il contenuto supera il valore critico di 1%, i precipitati sono grandi abbastanza da agire come nucleanti di fratture fragili (Fig. 4). Quando il contenuto cresce ulteriormente, le particelle di fasi intermetalli-che sono sufficientemente grandi e ravvicinate da indurre un meccanismo di frattura complessivamente fragile (Fig. 5). In accordo con questi risultati l’energia assorbita durante la frattura può essere correlata sia con il conte-nuto che con la dimensione delle fasi intermetalliche.
Trattamenti termiciMemorie >>
15 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 15
NEW DEVELOPMENTS IN GASEOUS FERRITIC NITROCARBURISING BY
USING HYDROCARBON GASESB. Edenhofer, D. Joritz, W. Lerche
Industrial gaseous ferritic nitrocarburising processes, or shortly named „fnc“, use mainly carbon dioxide or endothermic gas as the carbon providing gas in addition to ammonia gas. Both processes have positive and ne-gative aspects and produce somewhat different layer structures. The carbon dioxide fnc process depicts a faster layer growth yielding a thicker and more porous nitride layer, whereas the endothermic fnc process produces a
nitride layer with higher carbon content and a larger proportion of the å-nitride phase.A newer variant of a fnc process uses hydrocarbons, and preferably propane or natural gas, as carbon providing gas replacing partly or totally carbon dioxide gas. This newer process uses different single or double step cycles combining the advantages of the enhanced nitrogen transfer as created by the carbon dioxide variant with the
increased carbon transfer rate of the endothermic gas. This results in faster layer growth producing nitride layers with higher carbon content and a larger proportion of the å-phase. This is advantageous with respect to
wear resistance of the nitrocarburised components. In addition, it improves furnace productivity.
KEYWORDS: gaseous ferritic nitrocarburising, propane, nitride layer structure, å/ã’-ratio, multiple step cycles, wear resistance, gear wheels, crankshafts, element concentration profiles
INTRODUCTION
With nitrocarburising, the aim is to produce a wear resistant compound layer of high å-nitride content having a thickness of normally 15 – 20 μm. To achieve this, finished components are soaked for a few hours at a temperature normally between 570°C and 580°C in an atmosphere produced by feeding ammonia and a carbon supplying gas into a furnace. The first industrially de-veloped nitrocarburising process (Nitemper®) uses a gas mixture of 50% of ammonia and 50% of endothermic gas producing in 3 to 5 hours at 570°C, a compound layer with more than 90% of å-phase possessing a high carbon content up to 3 wt.-% [1].In the middle of the 1970’s, a second nitrocarburising variant was developed using exothermic gas (or nitrogen gas plus car-bon dioxide) in place of endothermic gas (Nitroc®) [2].The activating effect of the oxidizing gas CO2, increases the ni-trogen transfer resulting in thicker compound layers (or reduced soaking times). Due to the lower carbon activity of an atmos-
Bernd Edenhofer Ipsen International GmbH Germany
Dirk Joritz Ipsen International GmbH, Germany
Wolfgang Lerche Ipsen International GmbH, Germany
Paper presented at the European Conference Innovation in Heat Treatment for Industrial Competitiveness, organised by AIM,
Verona, 7-9 May 2008
phere produced with 5 vol-% of CO2 (compared to 20 vol-% of CO as in endothermic gas), the compound layer produced by the “CO2-process” (Nitroc®) has a lower amount of å-nitride phase and contains less carbon [3] which is not beneficial for applica-tions where wear resistance is important.Thus from an applicational view point, the use of the “endo-thermic-process” is advantageous whereas from a view point of economics and of gas availability, the “CO2-process” has a pre-ference.The purpose of this development programme was to create a new nitrocarburising process producing in short times sufficien-tly thick and wear resistant compound layers possessing a high amount of å-nitride phase with a large carbon content, but not needing the availability of an endothermic gas generator.
PROCESS DEVELOPMENT
The development work is based on the utilization of a hydrocar-bon gas in place of or in addition to CO2.This is not the first time that hydrocarbon gases are utilized in nitrocarburising. A number of people like Prenosil [4] and Wün-ning [2] have shown as early as the 1960’s that nitrocarburising in ammonia and a hydrocarbon gas is possible using especially gases like methane (natural gas) or propane. Their development work, however, did not lead to an industrially utilized process. It also did not have the goal of developing a new process which combines the positive effects of the “CO2-process” with those of the “endothermic-process” without using endothermic gas and

Trattamenti termici << Memorie
16 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 17
16 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 17
which also allows the independent control of the nitriding po-tential KN and of the carburising potential KC of the nitrocarbu-rising atmosphere.In nitrocarburising atmospheres produced by ammonia and CO or CO2, the respective nitriding and carburising potentials are given by
KN = and KC =
Thus raising or lowering the carburising potential by modifying the flow of endothermic gas has a direct influence on the nitri-ding potential. This influence is enhanced by the water gas re-action
CO + H2O ↔ CO2 + H2
which even at the low temperature of 570°C brings the 4 gas components into equilibrium. Different to this, the carburising potential in nitrocarburising atmospheres produced by ammo-nia and hydrocarbons like methane is defined by
KC =
which makes it possible to vary the carburising potential by changing the hydrocarbon gas flow without largely affecting the nitriding potential [5].In the first development phase of the technology, various hydro-carbon gases like the unsaturated ones
ethylene C2H4propylene C2H8 but also the saturated ones
methane CH4ethane C2H6propane C3H8
were tried. They all proved to be suitable with naturally the amount of the hydrocarbon gas addition added to the ammonia gas being in need to be adapted to the carburising capability of each hydrocarbon gas. This second stage of process development is thus more focused on developing the cycle conditions for optimum layer growth and optimum layer properties.For the cycle development, 3 commercially available steel types were used (C45, 16MnCr5 and 42CrMo4). Due to space and time restrictions, the results shown are mainly limited to the steel C45.Within the scope of this development programme certain cycle data where kept constant. All loads were pre-oxidized for 60 min. at 350°C and nitrocarburised at 570°C for a total of 5 hours on temperature.
GAS COMPOSITION
Nitrogen and carbon concentration profiles as received by the GDOES-method on samples of C45 (AISI 1045) material after va-rious gas nitrocarburising processes are shown in Fig. 1. They demonstrate that by replacing carbon dioxide by propa-ne in the otherwise standard “CO2-method” produces similar nitrogen and carbon profiles as with the “CO2-process”. There are slight differences with the thickness of the compound layer being slightly smaller using propane and the carbon concen-tration near the surface being somewhat higher but by far not reaching the carbon concentration of 2 wt.-% and more of the compound layer produced by using endothermic gas.Fig. 1 also indicates that leaving out the nitrogen gas and wor-king with a pure ammonia-propane mixture achieves compara-ble results. With respect to a faster growth of the compound layer it might be wise to not replace the total amount of carbon dioxide, but to work with a propane-carbon dioxide mixture. This tendency is evident in Fig. 2 with the NH3 + C3H8 + CO2 + N2 gas mixture delivering the deepest nitrogen profile, but a somewhat lower carbon concentration in the first 2 micrometers.Thus the positive effect of retaining some CO2 in the gas mixture entering the furnace is the speeding up of the layer growth (hi-gher nitrogen flux into the surface). The negative effect is the lo-wer surface carbon concentration due to a more diluted propane gas in the gas mixture.
MULTIPLE STEP CYCLE
The best way of using the positive properties for both gases – carbon dioxide increasing the kinetic of the nitrogen transfer and propane increasing the carbon activity – is not to mix the
s
Fig. 1 Element concentration profiles for a) nitrogen
and b) carbon of steel samples of C45 (AISI 1045) after nitrocarburising (5 hrs. at 570°C) in 4 different gas mixtures with different carbon supplying gas additions.Profili di concentrazione degli elementi a) azoto e b) carbonio in campioni di acciaio C45 (AISI 1045) dopo nitrocarburazione (5 h. a 570°C) utilizzando 4 diverse miscele di gas con differenti composizioni relativamente ai gas contenenti carbonio.
a
b
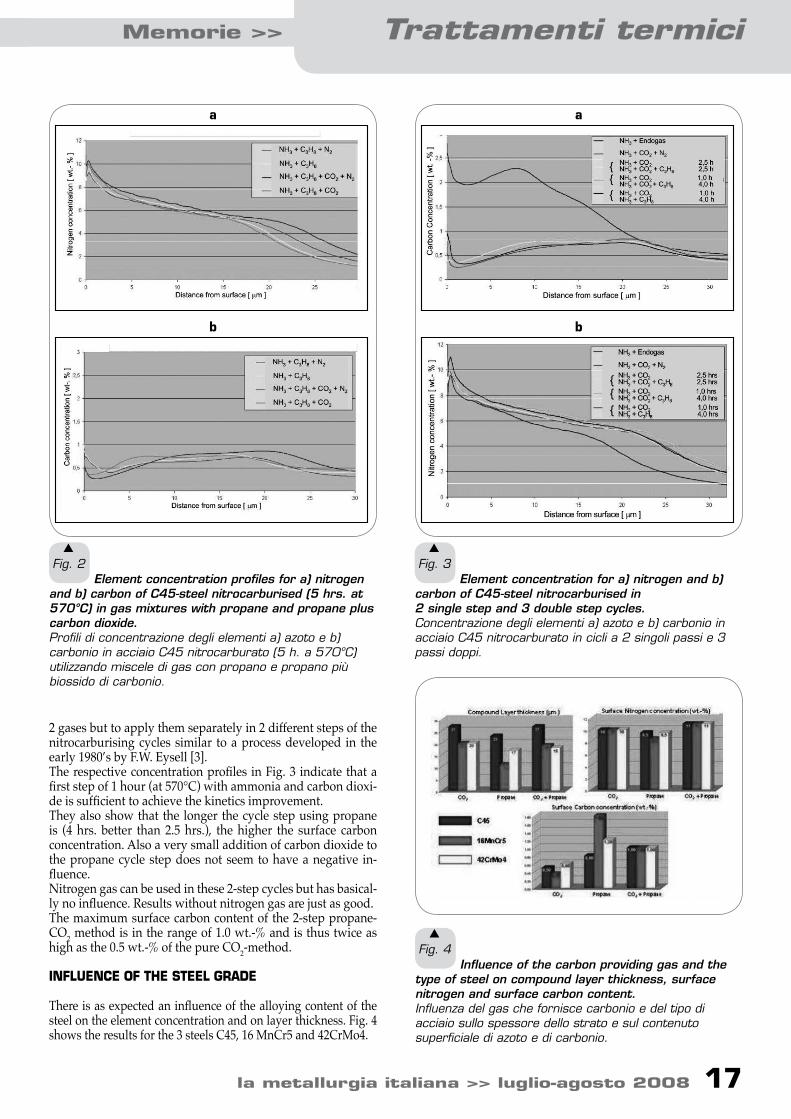
16 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 17
Trattamenti termiciMemorie >>
16 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 17
2 gases but to apply them separately in 2 different steps of the nitrocarburising cycles similar to a process developed in the early 1980’s by F.W. Eysell [3].The respective concentration profiles in Fig. 3 indicate that a first step of 1 hour (at 570°C) with ammonia and carbon dioxi-de is sufficient to achieve the kinetics improvement.They also show that the longer the cycle step using propane is (4 hrs. better than 2.5 hrs.), the higher the surface carbon concentration. Also a very small addition of carbon dioxide to the propane cycle step does not seem to have a negative in-fluence.Nitrogen gas can be used in these 2-step cycles but has basical-ly no influence. Results without nitrogen gas are just as good.The maximum surface carbon content of the 2-step propane-CO2 method is in the range of 1.0 wt.-% and is thus twice as high as the 0.5 wt.-% of the pure CO2-method.
INFLUENCE OF THE STEEL GRADE
There is as expected an influence of the alloying content of the steel on the element concentration and on layer thickness. Fig. 4 shows the results for the 3 steels C45, 16 MnCr5 and 42CrMo4.
s
Fig. 2 Element concentration profiles for a) nitrogen
and b) carbon of C45-steel nitrocarburised (5 hrs. at 570°C) in gas mixtures with propane and propane plus carbon dioxide. Profili di concentrazione degli elementi a) azoto e b) carbonio in acciaio C45 nitrocarburato (5 h. a 570°C) utilizzando miscele di gas con propano e propano più biossido di carbonio.
a
b
s
Fig. 3 Element concentration for a) nitrogen and b)
carbon of C45-steel nitrocarburised in 2 single step and 3 double step cycles. Concentrazione degli elementi a) azoto e b) carbonio in acciaio C45 nitrocarburato in cicli a 2 singoli passi e 3 passi doppi.
a
b
s
Fig. 4 Influence of the carbon providing gas and the
type of steel on compound layer thickness, surface nitrogen and surface carbon content.Influenza del gas che fornisce carbonio e del tipo di acciaio sullo spessore dello strato e sul contenuto superficiale di azoto e di carbonio.

Trattamenti termici << Memorie
18 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 19
18 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 19
It becomes clear that surface nitrogen content is not at all influen-ced by the steel grade and only very little by the different carbon providing gases delivered to the furnace. The nitriding potential is about 2.0 for the CO2-process and for the propane-process. It is almost double (4.0) for the 2-step propane-CO2 process, which accounts for the increase in surface nitrogen content.Compound layer thickness decreases as expected with increa-sing steel alloy content, whereas surface carbon content seems to increase somewhat with the alloying content but strongly with the addition of propane to the gas. This is because the carbon po-tential of a propane containing nitriding atmosphere is about 3 times higher as compared to the CO2-process (0.16 versus 0.05).The micrograph of a compound layer as produced by nitrocar-burising the steel 16MnCr5 using the new 2-step method with propane and CO2 (for 5 hours at 570°C) is depicted in Fig. 5.
s
Fig. 5 Micrograph of compound layer on the steel
16MnCr5 after nitrocarburising in a 2-step cycle using propane and CO2.Micrografia dello strato superficiale su acciaio 16MnCr5 dopo nitrocarburazione con un ciclo in 2-passi, utilizzando propano e CO2.
s
Fig. 6 Surface appearance of the journals of cran-
kshafts nitrocarburised with a) the CO2-process and b) the propane-process [6].Aspetto superficiale di un supporto di albero a gomito nitrocarburato utilizzando i processi a) con CO2 e b) con propano[6].
a
b
The compound layer thickness is almost 20 μm and shows a low porosity in the first 5 to 6 μm.
INDUSTRIAL APPLICATIONS
Crankshafts of high powered diesel engines (weighing 100 kg and more) are subjected to high torsional stresses but also high wear loading on the surfaces of the journals. They are produced from C45 steel, forged, normalized and nitrocarburised. Their specification with respect to the nitrocarburising results is shown in Tab. 1. The standard CO2-nitrocarburising process (50 vol-% ammo-nia, 45 vol-% nitrogen gas, 5 vol-% carbon dioxide) achieved all values of the specification expect for passing the heavy duty pilot test. All crankshafts treated this way and put through the pilot test with high loading failed and showed
s
Tab. 1 Specifications for nitrocarburising of diesel engine
crankshafts plus results achieved after nitrocarburising with the CO2-process and with the propane process [6].Specifiche di nitrocarburazione di un albero a gomito di un mo-tore diesel e risultati ottenuti con il procedimento a CO2 e con quello a propano.

18 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 19
Trattamenti termiciMemorie >>
18 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 19
s
Fig. 7 Drive sprocket made of 16MnCr5 steel.
Ruota dentata in acciaio 16MnCr5.component.One car manufacturer obviously does. He prescribes in the nitro-carburising specification of the sprocket of Fig. 7 among others the achievement of a minimum å/ã’-ratio of 7 : 1 (Tab. 2). The standard CO2-process was not able to fulfil this requirement. The propane process far over exceeded this goal and has been in use as a standard process for this part since some years.As mentioned earlier, propane is not the only hydrocarbon gas to be used. Others as ethane, methane, ethylene or propylene work as well.A commercial heat treater in Italy has been working with a 2-step cycle method for some time now using ammonia and methane (without nitrogen) in the second step. Naturally, due to the lower carbon availability of methane, the amount of methane in the gas mixture needs to be higher than the usual 4 to 6 vol.-% as in the case of propane. Fig. 8 shows typical gear wheels of 42CrMo4 treated with this method.The gears receive a compound layer of 15 – 17 μm after a 2-step cycle of 5 hours at 570°C (Fig. 9).
s
Fig. 8 Gear wheels of 42CrMo4 material
nitrocarburised in ammonia plus methane.Ingranaggi in acciaio 42CrMo4 nitrocarburati con ammoniaca più metano.
clear wear marks on the journals.In order to overcome this problem, the manufacturer of the die-sel engines raised the nitriding potential of the atmosphere by 1) omitting the nitrogen gas and increasing the ammonia content and 2) working with a higher total gas flow to the furnace.Both measures were not successful. Once it was established that the low carbon content of the compound layer and the high amount of ã’-nitride phase could be the cause of the problem, the new propane process was tried using ammonia and propane without nitrogen gas. This lifted the carbon concentration in the compound layer and especially the ratio of å/ã’ from 4 : 1 to 11 : 1 (tab. 1).The result was a flawless surface appearance of the crankshafts’ journals after the heavy duty pilot test (Fig. 6) [6].There are not too many occasions that a manufacturer of a com-ponent and a user of the nitrocarburising process recognizes the importance of the carbon content and especially of the å/ã’-ratio of the compound layer on the wear behaviour of the respective
s
Tab. 2 Nitrocarburising specification for the drive
sprocket of 16MnCr5 steel and results achieved using the CO2-nitrocarburising process and the propane-process.Specifiche di nitrocarburazione per una ruota dentata in acciaio 16MnCr5 e risultati ottenuti con il procedimento a CO2 e con quello a propano.
s
Fig. 9 Compound layer of gear wheel (42CrMo4) after
nitrocarburising with ammonia and methane.Strato ottenuto su un ingranaggio (42CrMo4) dopo nitrocarburazione con ammoniaca più metano.

Trattamenti termici << Memorie
20 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 20
ABSTRACTNUOVI SVILUPPI NELLA NITROCARBURAZIONE FERRITICA IN FASE GASSOSA MEDIANTE L’UTILIZZO DI GAS DI IDROCARBURI
Parole chiave: trattamenti termici, processi
I processi industriali di nitrocarburazione ferritica, chiamati anche “FNC”, impiegano, come fonte del carbonio, principalmente biossido di carbonio op-pure gas endotermici, da aggiungere ai vapori di ammoniaca. Entrambe le soluzioni presentano aspetti positivi e negativi, e danno origine a strati con strutture leggermente diverse. Con il processo FNC con biossido di carbonio si ottiene una crescita più veloce dello strato di nitruro, che risulta essere anche di maggiore spessore e più poroso, mentre il processo FNC endotermi-
co produce uno strato di nitruro con maggiore contenuto di carbonio e una maggiore concentrazione della fase nitruro å. Una nuova variante del processo FNC utilizza degli idrocarburi come gas che forniscono carbonio - preferibilmente propano o gas naturale - sostituen-do parzialmente o totalmente il biossido di carbonio. Questo nuovo processo, che utilizza cicli a passo singolo o doppio, abbina i vantaggi del migliore trasferimento di azoto, che si è visto essere proprio del processo con biossido di carbonio, con la maggiore velocità di trasferimento di carbonio, caratte-ristica del caso di impiego di gas endotermici. Ciò permette di ottenere una crescita più veloce dello strato di nitruro, caratterizzato inoltre da un elevato contenuto di carbonio e da una maggiore presenza della fase å. Questo risul-ta essere vantaggioso per quanto riguarda la resistenza all’usura dei compo-nenti nitrocarburati, migliorando inoltre la produttività dell’impianto.
CONCLUSIONS
The addition of hydrocarbon gases to the nitrocarburising at-mosphere replacing partially or totally the carbon dioxide gas increases the carburising capability of the nitrocarburising atmo-sphere. This results in a higher surface carbon concentration of the å-layer and a larger å/ã’-nitride ratio yielding a remarkably improved resistance to wear under high loading.A 2-step procedure makes use of the kinetics improving capa-bility of carbon dioxide in the first cycle step and the increased carbon flux of the hydrocarbon gas in the second cycle step. This has the advantage of producing thick compound layers with a high carbon concentration in a comparatively short cycle.Growing industrial applications in the engine and gear box ma-nufacturing industry in the last few years clearly demonstrate the rising of this new technology.
BIBLIOGRAPHY
[1] Cable; J.W., Roger, R.D.: Nitemper – in Germany called Ni-kotrieren (German), HTM 26(1971)5, 375 – 78.
[2] Wünning, J.: New process and installations for nitriding with an å-compound layer (German), HTM 29(1974)1, 41 – 47
[3] Eysell, F.W.: Process variations and installations for nitro-carburising in gas (German), ZwF 77(1982)6, 292 – 99
[4] Prenosil, B.: Structures and layers produced by both nitri-ding and by nitriding in ammonia atmospheres with hydro-carbon additions (German), HTM 20(1965)1, 41 – 49
[5] Lerche, W., Edenhofer, B.: Process and use of an appara-tus for nitrocarburising of metallic parts, EP1122330 of 04.02.2000
[6] An, Y., Zhang, Z.: New nitrocarburising process for crankshafts of high power diesel engines, HTM 61(2006)5, 278 – 80
å

Storia della metallurgiaMemorie >>
27 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 27
SVILUPPO DELL’ATTIVITÀ METALLURGICA IN LIGURIA:
IL FERRO IN VALLE STURA DAL XIV AL XVIII SECOLO
P. Piccardo, R. Amendola, M.R. Rinasco, M.G. Ienco, G. Pellati, , E. Stagno, T. Pirlo
Molteplici sono i resti che testimoniano le attività siderurgiche nelle valli Stura e Orba e si può individuare in Rossiglione una sorta di “capitale del ferro” della Repubblica di Genova tra il XIV e il XVIII secolo.
I numerosi manufatti derivanti dalle intense attività di produzione che hanno caratterizzato i secoli scorsi sono in parte ancora in opera (soprattutto catene murarie, chiavi di volta, chiodature, ed altro materiale di
carpenteria che non è mai stato rimosso dalla sua posizione funzionale dal momento della costruzione di un edificio), in parte sono raccolti al museo del ferro di Masone (si va da attrezzi agricoli e artigianali in genere,
utensili d’impiego quotidiano, manufatti più umili ma non per questo meno importanti come chiodi, vergelle e simili). Lo studio ha riguardato una scoria, un chiodo, un punteruolo, un attizzatoio, un bolzone e una catena da muro provenienti da prelievi fatti su aree abitate e la cui collocazione storica si spande tra il XVI e il XVIII secolo. Questi reperti sono stati caratterizzati mediante microscopia ottica ed elettronica, microanalisi tramite microsonda in dispersione di energia e in dispersione di lunghezza d’onda. I risultati raccolti hanno permes-so di determinare la composizione, la microstruttura, la natura di inclusioni e scorie. L’elaborazione dei dati ottenuti ha fornito informazioni relativamente alla coerenza del pezzo con il periodo cui era stato attribuito e, attraverso la presenza di oligoelementi, la definizione del materiale di partenza, l’individuazione delle metodo-logie del processo di lavorazione del metallo: dal processo di scorificazione e sbozzatura alla saldatura tramite
forgia (bollitura) fino alla rifinitura.
PAROLE CHIAVE: acciaio, corrosione, forgiatura, metallografia, storia metallurgia
INTRODUZIONE
Tra Voltri e Ovada corre una vallata che attraversa l’Appen-nino Ligure in tutto il suo spessore. È anche una sorta di con-dotto che risucchia dal mare straordinarie quantità di preci-pitazioni già sull’immediato entroterra voltrese e via via, più marcatamente, tutto su verso il valico del Turchino, man mano che cresce il dislivello montano. Sul crinale la differenza netta di temperatura dei due versanti facilita la condensa dell’umi-dità in pioggia, per cui la Valle Stura è uno dei posti più piovo-si della Penisola. Oggi questa abbondanza di precipitazioni è soltanto uno dei caratteri distintivi del microclima della zona. Nel passato è stata invece un elemento di decisiva importan-
P. Piccardo, R. Amendola, M.R. Pinasco, M.G. Ienco, G. Pellati, E. Stagno
DCCI, Università di Genova, via Dodecaneso 31, 16146 Genova, e-mail: [email protected]
T. Pirlo Consulente storico, Campo Ligure
za produttiva poiché l’abbondanza d’acque in rapida caduta è stata l’energia motrice e, quindi, la premessa fondamentale per l’insediamento dei “mulini da ferro” necessari ad azionare meccanicamente i magli di ferriere e maglietti, prima lungo il Cerusa e il Leira poi in Valle Stura, dove i tre feudi genovesi di Campo, Rossiglione e Masone, posti a presidio della strada di fondovalle, si sono progressivamente trasformati in tre centri produttivi. Questa abbondanza di precipitazioni ha anche corrisposto ad una ricca copertura boschiva che, come verrà meglio spiegato in seguito, rappresenta l’altra conditio sine qua non per il funzio-namento di una ferriera [2, 3]. In particolare, con la creazione delle prime ferriere (verso la fine del XIII secolo), si sviluppò la coltura del castagno che permette di produrre un carbone più adatto ad estrarre dall’ematite dell’Elba un ferro malleabile, “saldabile”: un ferro “dolcissimo – dirà un esperto di metalli d’altri tempi - del quale si può fare qualsiasi opera fabbrile” [4, 5]. Alla luce di queste circostanze “geo-storiche” non pare casuale che Voltri sia diventato, e sia rimasto per secoli, il principale punto di sbarco della vena ferrosa importata dall’Isola d’Elba

Storia della metallurgia << Memorie
28 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 29
28 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 29
s
Fig. 1 La scoria sezionata per lo studio metallografico.
Iron slag sections for the metallographic analyses.
dalla cosiddetta “Maona del ferro”, sorta di società genovese per azioni del passato, e che, allo stesso tempo, sia durato mol-to meno il ruolo di Voltri come centro produttivo del ferro.Il basso fuoco, infatti, necessita di grandi quantità di carbone: nel XVI secolo la produzione di un cantaro di ferro (48 chili circa) comportava il consumo di dieci sacchi di carbone di ca-stagno da 25-28 chili che, per il rapporto 5:1 che corre tra legna e carbone, erano il risultato della carbonizzazione di 15 quin-tali di bosco. La produzione annua di una ferriera per l’epoca è tale per cui vengono consumati 12.500 sacchi di carbone. Que-sto spiega il motivo per cui spesso i bassi fuochi della zona, qui come altrove, bruciano prima il bosco più vicino allo sbarco del minerale, poi quello via via più lontano, nonostante questo comporti un aumento delle spese di trasporto. Così i “bassi fuochi” attivi nel Voltrese nel basso medioevo chiudono defi-nitivamente i loro battenti nei primi decenni del ‘500 mentre crescono in numero e prodotto nelle vicine Valli Stura ed Orba. Ed è questa la più probabile spiegazione del fatto che Maso-ne, il paese della Valle Stura più vicino a Voltri, nella seconda metà del ‘400 sia il centro di produzione più importante del circondario, con un forno a cannecchio e tre ferriere, per poi perdere gradualmente di importanza con la crescita del centro di Campo, prima, e di Rossiglione poi. Quest’ultima cittadina è il centro della Valle più distante da Voltri, e possiede l’area forestale in assoluto più estesa e meglio conservata. Tra metà ‘500 e primi decenni del ‘600 Rossiglione diventa, quindi, la capitale del ferro del Genovesato.Le numerose tracce documentarie, facilmente reperibili negli archivi di stato e in quelli parrocchiali, sono vistosamente mar-cate da un fervore e da una crescita che vanno oltre la semplice attività produttiva, e che derivano dalla continua richiesta di materiali da parte di una Genova in forte sviluppo, nei settori dell’economica, dell’urbanistica, dell’edilizia, durante quella felice congiuntura che è stata autorevolmente definita come “il Secolo dei Genovesi”(1528 – 1627) [6, 7].In questo periodo le famiglie più abbienti e di maggior potere avviano la costruzione di nuove residenze misurate sul respiro internazionale della loro attività finanziaria. Già nella prima metà del ‘500 la Città sta diventando superba dei nuovi palazzi della Via Nuova e Ripa e lustra delle tante ristrutturazioni, dei tanti rinnovati “prospetti” delle vecchie residenze aristocrati-che [8]. E fuori porta, tutto in là verso Voltri e di qua verso il Levante, fino a Camogli, si moltiplicano i “palazzi di villa” che sono il complemento residenziale extraurbano dei suntuosi palazzi entro le mura [9]. Genova cresce anche di case per la gente, di chiese nuove o vecchie da ridisegnare alla luce dei canoni tridentini [10]. E questa crescita edilizia genovese, che dura ben oltre la feli-ce congiuntura, per tutto il Seicento, diventa necessariamente crescita della domanda di ferro con il conseguente sviluppo dei paesi che lo producono. Il pronunciato sviluppo verticale della casa genovese, quello articolato dei palazzi di prestigio e quello tendenzialmente grandioso delle fabbriche religiose, richiedono un’“incatenatura” robusta che chiuda in una morsa di ferro le spinte della “scatola edilizia”. Morsa che è allestita, anche e soprattutto con il ferro proveniente dalla Valle, di qua-lità forse non eccelsa ma sicuramente adeguata alle peculiari esigenze del costruire edilizio. Il “basso fuoco alla genovese”, che funziona per “riduzione” di circa due quintali di ematite, sminuzzata in pezzi non più grandi di una noce, posta sopra una base di carboni di legna su di un fucinale in pietra e dotato di due mantici a pressione crescente [11], produce quindi “…un ferro di non alta qualità, adatto – dice un osservatore del XVIII secolo [12] – soltanto “ad
impiegarsi per bolzoni e chiavi per fabbriche di case”. Un ferro da edilizia, quindi, per i suoi limiti ma anche per le sue qualità, rappresentate specialmente dalla sua malleabilità, che lo rende adatto ad essere trasformato nella grande varietà di chiodi ne-cessaria a fermare in unità le tante articolazioni in legno della fabbrica, e nelle pesanti componenti dell’ “incatenatura”. Un ferro adatto ad essere “bollito” (saldato per forgiatura) e quin-di prodotto in barre di lunghezza opportuna per il trasporto a dorso di mulo e poi forgiato in cantiere e per adattare le barre alle dimensioni della fabbrica. Un ultimo importante aspetto, di cui si forniscono qui i primi risultati di ricerca, è legato all’ipotesi che, questo tipo di fer-ro, con tutti i suoi difetti, abbia una resistenza alla corrosione migliore rispetto al ferro più ‘pulito’ il che lo renderebbe ulte-riormente adatto all’uso in edilizia ed anche nella cantieristica navale. In effetti le poche informazioni a disposizione ci per-mettono di stabilire che la “chiavagione”, cioè il complesso di chiodi e perni necessari a tessere un’imbarcazione, comporta circa 11,5 % della costo dei materiali e, nel periodo storico pre-so in esame, lavorano in Vallata più di cento fucine da chiodi che producono, specialmente a Campo, anche “aguti” e perni da barca, mentre a Masone si forgiano grossi chiodi da vascello [13].Il presente articolo raccoglie i risultati relativi ad una parte di una ben più ampia analisi delle fonti scritte, l’osservazione del-le vestigia archeologiche e lo studio di manufatti di produzio-ne locale per il periodo compreso nei secoli XIV – XVIII, che ha corrisposto agli sviluppi socio economici di cui si è discusso, permetta di comprendere le complesse implicazioni dell’ori-

28 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 29
Storia della metallurgiaMemorie >>
28 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 29
gine e dello sviluppo delle attività siderurgiche nell’entroter-ra genovese e, al contempo, fornisca importanti informazioni sull’efficacia del processo produttivo e la qualità dei materiali (greggi, semilavorati o finiti) che ne derivarono.
MATERIALI E METODI
Il presente lavoro riporta e discute i risultati sperimentali otte-nuti studiando i seguenti reperti:- una scoria di circa 400 g (Fig. 1) ritrovata in prossimità di un’area di riduzione e collocabile, di conseguenza, nell’ambito produttivo locale per il periodo previsto senza permettere una maggior esattezza. L’interesse di questo reperto rientra nella possibilità di valutare non solo il processo di estrazione del fer-ro dai minerali ma anche di fornire utili informazioni sul ferro che ne è derivato e sulle sue caratteristiche. Il reperto è stato ta-gliato con una lama diamantata in modo da offrire una sezione trasversale, lucidata metallograficamente e documentata sia in microscopia elettronica che in microscopia ottica (BF e DF).- Una barra a sezione ottagonale (Fig. 2) utilizzata come chiodo da muro o, eventualmente, come bolzone, databile attorno alla fine del ‘500 e ritrovato in una struttura di datazione incerta denominata ‘Cascina Ronco’.- Una catena da muro con occhiello (Fig. 3) proveniente da una casa costruita in via Brignole Sale nel 1632 (per cui, non es-sendo noti importanti rimaneggiamenti della struttura, si può fissare questa come data post quem di produzione).- Un “plafone” (chiodo a testa circolare larga) tipicamente utilizzato per strutture in legno (Fig. 4) e databile attorno alla metà del ‘700 epoca della struttura in cui è stato ritrovato. Per i tre campioni metallici le metodologie di indagini applica-te sono quelle previste dalle normative vigenti in fatto di carat-terizzazione metallografica (ASTM E 03 – 95) adattate alle esi-genze di materiali di origine storico-archeologica. I campioni
preparati in sezione trasversale e lucidati metallograficamente sono stati, quindi, analizzati, prima e dopo attacco, tramite microscopia ottica ed elettronica a scansione. Le composizioni della matrice metallica, delle scorie in essa incluse, la presen-za di elementi di lega sono state valutate tramite microanalisi EDXS e WDXS connesse al SEM.La presenza di fosforo è stata evidenziata tramite metallogra-fia a colori utilizzando l’attacco chimico Klemm II e conferma-ta semiquantitativamente tramite microanalisi WDXS.
RISULTATI SPERIMENTALI
ScoriaLa scoria è stata esaminata per prima in modo da ottenere in-formazioni relative alla tipologia di produzione utilizzata e per valutare la coerenza con il ferro di cui sono costituiti i reperti presi in considerazione. All’esame macroscopico si presenta come una massa vetrosa di colore scuro e rugginoso con porosità sferiche affioranti. In sezione si sono osservati noduli di ferro racchiusi al suo inter-no in prossimità della superficie.Dalla scoria sono stati prelevati diversi campioni per l’esame micrografico (Fig. 1) e l’analisi alla microsonda EDXS. I costi-tuenti della massa vetrosa sono risultati:a) noduli metallici frammisti alla matrice vetrosa silicacea (Fig. 5), all’interno dei quali si osservano grani informi ferritici
s
Fig. 2 Barra a sezione ottagonale utilizzata come chio-
do da muro o come bolzone.Octagonal section iron bar.
s
Fig. 3 Catena da muro con occhiello per il bolzone.
Buttonholed wall chain.
s
Fig. 4 Plafone, Chiodo da legno a testa piatta.
“plafone” the bullet head nail.
s
Fig. 5 M.O., attacco Nital sulla scoria, noduli metallici
con precipitati aciculari e privi di carburi. Slag optical metallography after Nital etching.

Storia della metallurgia << Memorie
30 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 31
30 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 31
con precipitati aghiformi (idruri e/o nitruri) derivanti dall’at-mosfera del forno. b) noduli metallici pressoché privi di inclusioni silicacee, co-stituiti da grani ferritici uniformi, con rare aree di precipitati aghiformi, o da grani ferritico-perlitici a morfologia aciculare (Fig. 6). La presenza di perlite è indicativa di un arricchimento in carbonio legato all’atmosfera del forno; inoltre la sua mor-fologia testimonia un raffreddamento piuttosto rapido quale si ha nelle zone superficiali.c) ampie aree a grani principalmente di grossa taglia e aspetto geometrico costituiti da ferro, silicio e ossigeno, interpretabili per composizione e morfologia come faialite prodottasi ad alta temperatura (Fig. 7). Il loro colore è grigio chiaro in microsco-pia elettronica a scansione (SEM-BSE). d) all’interno delle zone sopra descritte si riconoscono compo-sti a grani poligonali, appartenenti alla famiglia delle rhoniti, costituiti prevalentamente da ferro, alluminio e ossigeno. Essi, al SEM-BSE, appaiono di colore grigio più o meno scuro, in funzione della composizione interna al cristallo (Fig. 7).e) all’interno della matrice vetrosa si osservano grosse aree di aspetto nodulare o dendritico (Fig. 8) composte da ossidi di ferro (assimilabili all’ematite o alla wustite a seconda della composizione). Le aree chiare adiacenti ai noduli di ossido di ferro sono costituite da ferro metallico o da leghe ferro-nichel (a testimonianza di una presenza di nichel nei minerali di par-tenza), formatesi durante la riduzione, in questo caso incom-pleta, degli ossidi.Questa tipologia di scoria, per l’aspetto e per le fasi contenu-te, può essere interpretata come un prodotto del processo di estrazione per via diretta del ferro come indicato dalla presen-za di numerosi noduli metallici inglobati. Allo stesso tempo, la presenza di grani di faialite di grossa taglia, correlabile ad un raffreddamento lento della scoria, permette di ipotizzare che questa si sia depositata all’interno del forno stesso [14]. Benché in assenza di un contesto ben definito che ne permettesse la datazione a priori ha mostrato aspetto e caratteristiche tipiche delle scorie prodotte nel corso dell’estrazione diretta del ferro secondo i principi del “basso fuoco alla genovese”.
Chiodo proveniente da Cascina Ronco Il manufatto si presenta con una superficie uniformemente
ricoperta da un compatto strato di ossido scuro abbastanza sottile da non alterarne la morfologia. La sezione della testa è squadrata e la sezione del corpo è ottagonale (Fig. 2).La Fig. 9 a e b mostra le macrografie ottenute sulla sezione
s
Fig. 6 M.O., attacco Nital, noduli metallici contenenti
perlite aciculare. Slag optical metallography after Nital etching.
s
Fig. 7 SEM – BSE, Matrice vetrosa della scoria con
presenza di faialiti, rhoniti, ossidi di ferro e piccole aree metalliche. BSE-SEM observations and EDXS analyses of the slag glassy mass.
s
Fig. 8 SEM – BSE, grosso nodulo costituito da ossidi
di ferro immerso nella matrice amorfa. BSE-SEM observations and EDXS analyses of a big iron nodule in the glassy mass .

30 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 31
Storia della metallurgiaMemorie >>
30 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 31
longitudinale e trasversale del chiodo dopo attacco con Nital (9a) e con il reattivo di Klemm II (9b). Nella Fig. 9a, relativa alla sezione longitudinale, si osserva una zona centrale ricca in scorie allineate lungo il profilo del chiodo, coerentemente con la direzione principale di lavorazione. Lungo i fianchi si osservano bande più scure, di spessore non uniforme, legate alla presenza di carbonio. Dalla macrografia relativa alla se-zione trasversale si osserva che l’arricchimento in carbonio è casuale. Questo consente di ipotizzare che sia il risultato di eventi, accaduti in fase di riscaldamento del ferro nella forgia tra un ciclo di martellatura e l’altro, piuttosto che ad una pre-cisa volontà dell’artigiano. Infatti la carburazione è possibile a seguito della permanenza del ferro tra le braci a temperature superiori ai 1000 °C e in presenza di atmosfera carburante.Nella Fig. 9b l’attacco a colori mette in evidenza la presenza del fosforo nella matrice ferrosa, sottoforma di bande chiare corrispondenti ad un suo maggior tenore [15].Al microscopio ottico, la parte superiore della testa mostra grani allungati (Fig. 10) tipici di una deformazione applicata a freddo e numerose scorie allineate parallelamente alla sua superficie. Non si osservano aree arricchite in carbonio tranne che in pic-cole zone nelle quali si ha presenza di perlite finissima e di grani sensibilmente più piccoli rispetto alla matrice circostante oltre che di una sottostruttura correlabile all’eterogeneità nel tenore di fosforo disciolto in lega (Fig. 11). La sottile striscia di colore giallo scuro visibile in figura corrisponde, come confer-mato anche dalla analisi WDS, ad una concentrazione di fosfo-ro. Questo aspetto microstrutturale trova una sua corrispon-denza anche nella sezione trasversale ed è correlabile ad un processo di bollitura. È, infatti, probabile che il chiodo derivi da un processo di saldatura di due sbozzati al fine di produr-re un semilavorato di maggiori dimensioni. L’uso di polveri di bollitura con funzioni disossidanti e fondenti, derivanti da resti animali (come ad esempio gli zoccoli di capra [16]), è coe-rente con questo arricchimento di fosforo. Inoltre, è plausibile
ipotizzare che nella fabbricazione del chiodo sia intervenuta una “troncatura” mediante forceps [16], infatti si sono osserva-te bande parallele lungo lo stelo del chiodo che si piegano in prossimità della testa e scorie allineate nella direzione di ta-glio, infine l’assenza di carburazione superficiale prevede che la troncatura sia stata effettuata a lavorazione avanzata.Nello sviluppo del chiodo dalla testa al gambo e poi lungo il gambo stesso, le diverse microstrutture messe in evidenza dall’attacco Nital, testimoniano diverse velocità di raffredda-mento legate alle fasi di lavorazione (Fig. 12 a e b). In partico-lare si osserva che nella piega tra testa e corpo (Fig. 12a) si ha un insieme di grani ferritici e perlitici derivanti da un raffred-damento abbastanza lento. Nel gambo del chiodo, invece, la microstruttura delle varie zone (Fig. 12b) mostra nella parte
s
Fig. 9 Macrografia dopo attacco Nital (a) o Klemm II (b).
octagonal section iron bar optical metallography after Nital (a) and Klemm II (b) etching.
s
Fig. 10 M.O., sezione longitudinale, attacco Nital,
bordo della testa del chiodo con deformazione meccanica ortogonale allo sviluppo longitudinale. Longitudinal section optical metallography of the octagonal iron bar after Nital etching.
s
Fig. 11 M. O., sezione trasversale, Klemm II, area
parzialmente carburata lungo una linea di bollitura con arricchimento localizzato di P. cross section optical metallography in a forged zone of the octagonal iron bar after Klemm II etching.
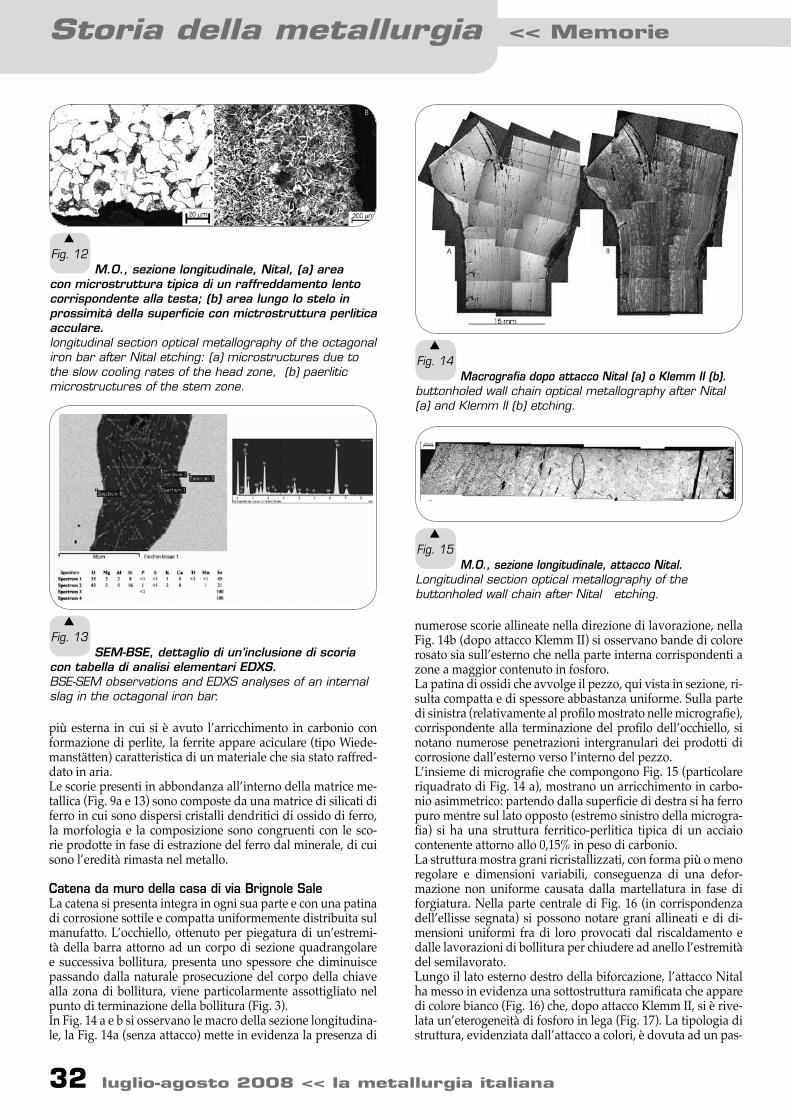
Storia della metallurgia << Memorie
32 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 33
32 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 33
più esterna in cui si è avuto l’arricchimento in carbonio con formazione di perlite, la ferrite appare aciculare (tipo Wiede-manstätten) caratteristica di un materiale che sia stato raffred-dato in aria.Le scorie presenti in abbondanza all’interno della matrice me-tallica (Fig. 9a e 13) sono composte da una matrice di silicati di ferro in cui sono dispersi cristalli dendritici di ossido di ferro, la morfologia e la composizione sono congruenti con le sco-rie prodotte in fase di estrazione del ferro dal minerale, di cui sono l’eredità rimasta nel metallo.
Catena da muro della casa di via Brignole SaleLa catena si presenta integra in ogni sua parte e con una patina di corrosione sottile e compatta uniformemente distribuita sul manufatto. L’occhiello, ottenuto per piegatura di un’estremi-tà della barra attorno ad un corpo di sezione quadrangolare e successiva bollitura, presenta uno spessore che diminuisce passando dalla naturale prosecuzione del corpo della chiave alla zona di bollitura, viene particolarmente assottigliato nel punto di terminazione della bollitura (Fig. 3). In Fig. 14 a e b si osservano le macro della sezione longitudina-le, la Fig. 14a (senza attacco) mette in evidenza la presenza di
numerose scorie allineate nella direzione di lavorazione, nella Fig. 14b (dopo attacco Klemm II) si osservano bande di colore rosato sia sull’esterno che nella parte interna corrispondenti a zone a maggior contenuto in fosforo. La patina di ossidi che avvolge il pezzo, qui vista in sezione, ri-sulta compatta e di spessore abbastanza uniforme. Sulla parte di sinistra (relativamente al profilo mostrato nelle micrografie), corrispondente alla terminazione del profilo dell’occhiello, si notano numerose penetrazioni intergranulari dei prodotti di corrosione dall’esterno verso l’interno del pezzo. L’insieme di micrografie che compongono Fig. 15 (particolare riquadrato di Fig. 14 a), mostrano un arricchimento in carbo-nio asimmetrico: partendo dalla superficie di destra si ha ferro puro mentre sul lato opposto (estremo sinistro della microgra-fia) si ha una struttura ferritico-perlitica tipica di un acciaio contenente attorno allo 0,15% in peso di carbonio. La struttura mostra grani ricristallizzati, con forma più o meno regolare e dimensioni variabili, conseguenza di una defor-mazione non uniforme causata dalla martellatura in fase di forgiatura. Nella parte centrale di Fig. 16 (in corrispondenza dell’ellisse segnata) si possono notare grani allineati e di di-mensioni uniformi fra di loro provocati dal riscaldamento e dalle lavorazioni di bollitura per chiudere ad anello l’estremità del semilavorato.Lungo il lato esterno destro della biforcazione, l’attacco Nital ha messo in evidenza una sottostruttura ramificata che appare di colore bianco (Fig. 16) che, dopo attacco Klemm II, si è rive-lata un’eterogeneità di fosforo in lega (Fig. 17). La tipologia di struttura, evidenziata dall’attacco a colori, è dovuta ad un pas-
s
Fig. 12 M.O., sezione longitudinale, Nital, (a) area
con microstruttura tipica di un raffreddamento lento corrispondente alla testa; (b) area lungo lo stelo in prossimità della superficie con mictrostruttura perlitica acculare. longitudinal section optical metallography of the octagonal iron bar after Nital etching: (a) microstructures due to the slow cooling rates of the head zone, (b) paerlitic microstructures of the stem zone.
s
Fig. 13 SEM-BSE, dettaglio di un’inclusione di scoria
con tabella di analisi elementari EDXS. BSE-SEM observations and EDXS analyses of an internal slag in the octagonal iron bar.
s
Fig. 14 Macrografia dopo attacco Nital (a) o Klemm II (b).
buttonholed wall chain optical metallography after Nital (a) and Klemm II (b) etching.
s
Fig. 15 M.O., sezione longitudinale, attacco Nital.
Longitudinal section optical metallography of the buttonholed wall chain after Nital etching.

32 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 33
Storia della metallurgiaMemorie >>
32 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 33
saggio ad alta temperatura. Durante i riscaldamenti effettuati in fase di messa in forma alla forgia si raggiungono tempera-ture tali da consentire la trasformazione Fe α ➞ Fe γ. In tale stato (Feγ) il fosforo presenta una solubilità inferiore rispetto a quella nel ferro α, l’eccesso di fosforo segrega formando una sottostruttura tipica ramificata. Questo fenomeno non è rever-sibile poiché è seguito da un raffreddamento veloce (in aria durante la martellatura, o in acqua a seguito della martellatura prima di procedere con il riscaldamento successivo) che non consente la diffusione del fosforo nella matrice circostante.In corrispondenza del profilo di bollitura si ha un accumulo di scorie e, osservando l’intero profilo della sezione (Fig. 14b), si nota una disomogeneità relativa sia al tenore di carbonio sia alla taglia dei grani.Se si osserva un dettaglio della zona di bollitura, dopo aver attaccato la superficie con il reattivo di Klemm II (Fig. 18), si
può osservare come il fosforo sia concentrato nella parte cen-trale della zona saldata. Come per il manufatto descritto prece-dentemente questo fenomeno suggerisce un arricchimento di fosforo correlabile al processo stesso di bollitura.
Plafone L’aspetto del manufatto dimostra un discreto stato di conser-vazione con formazioni rugginose su di una patina compatta e ben aderente alla superficie del plafone. La zona di punta è particolarmente alterata e i prodotti di corrosione impedisco-no di definirne il profilo d’origine. Il pezzo sezionato presenta un’ampia zona di alterazione sottostante la testa in concomi-tanza con una penetrazione che ne taglia in due il profilo. Nelle restanti parti la patina di ossidi si presenta di spessore conte-nuto ed abbastanza omogeneo.La macrografia in Fig. 19a (senza attacco) mostra una forte presenza di scorie di dimensioni variabili e allineate lungo il
s
Fig. 16 M.O., sezione longitudinale, attacco Nital, dettaglio
di una zona con una sottostruttura relativa alla presenza di fosforo. Optical metallography of a phosphorous enriched zone in a longitudinal section of the buttonholed wall chain after Nital etching.
s
Fig. 17 M.O., sezione longitudinale, attacco Klemm II,
dettaglio di una zona con evidenziata la sottostruttura dovuta alla presenza di fosforo in lega. Optical metallography of a phosphorous enriched zone in a longitudinal section of the buttonholed wall chain after Klemm II etching.
s
Fig. 18 M.O., sezione longitudinale, attacco Klemm
II, dettaglio di un’area di bollitura con conseguente arricchimento in fosforo. Optical metallography of a forged, phosphorous enriched zone in a longitudinal section of the buttonholed wall chain after Klemm II etching.
s
Fig. 19 Macrografia della sezione longitudinale senza attacco
Nital (a) e dopo attacco Klemm II (b). “plafone” optical metallography without etching (a) and after Klemm II etching (b).

Storia della metallurgia << Memorie
34 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 35
34 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 35
profilo del pezzo seguendo la direzione di deformazione. È visibile l’allineamento delle scorie che piega passando dal corpo alla testa prima a sinistra e poi a destra nella zona più esterna. Inoltre si osserva una venatura corrosa, con-tenente una scoria di notevoli dimensioni, che attraversa il corpo.La macrografia a colori ottenuta con il reattivo Klemm II (Fig. 19b) mostra lungo la venatura un’area chiara, te-stimonianza di un arricchimento di fosforo dovuto alla giunzione, mediante bollitura, di due semilavorati in una fase di lavorazione precedente alla messa in forma finale dell’oggetto. Sono inoltre visibili bande di colore rosato diffuse sia nel corpo sia nella testa che indicano presenza di fosforo in concentrazione minore rispetto a quello pre-sente nella connessione. Le analisi eseguite sulle scorie (Fig. 20), hanno evidenziato una matrice di silicato di ferro in cui sono dispersi cristalli
s
Fig. 20 SEM – BSE, sezione longitudinale.
“plafone” BSE-SEM observations and EDXS analyses .
a morfologia dendritica di ossido di ferro. Il tenore di fo-sforo presente è elevato e giustifica la presenza diffusa di questo elemento nel pezzo. La concentrazione di fosforo nelle scorie suggerisce che questo elemento fosse contenu-to in percentuali non trascurabili nei minerali di partenza. Ciò permette di ipotizzare che tali inclusioni derivino dalla scoria prodotta durante il processo di estrazione del ferro dai suoi minerali attraverso un basso fuoco.L’osservazione al microscopio ottico dopo attacco Nital mostra che il plafone è costituito interamente da ferro esente da carbonio. Passando dalle zone periferiche alla parte interna, si osserva una differenza nella forma e nelle dimensioni dei grani; in particolare dove il materiale ha subito più martellature i grani appaiono più piccoli e di forma più regolare.La testa, nella parte più schiacciata, presenta una micro-struttura costituita da grani molto piccoli nella parte più esterna, con tendenza all’aumento delle dimensioni an-dando verso l’interno (Fig. 21). Nella parte destra della testa, in prossimità della piega verso il gambo del plafone, l’andamento delle scorie segue la lavorazione ed inoltre si osserva una sottostruttura che appare chiara dopo attacco Nital (Fig. 22a) si trova distri-buita lungo tutto il profilo del gambo. L’osservazione della stessa zona dopo attacco con il reattivo Klemm II (Fig. 22b) si nota che tale sottostruttura è legata alla presenza di una elevata concentrazione di fosforo (attorno a 0,4 % in peso) propria della matrice. Come precedentemente descritto, i processi di ricottura e raffreddamento veloci con trasfor-mazioni allotropiche allo stato solido sono all’origine della sottostruttura.
CONCLUSIONI
1. In tutti i reperti esaminati si è osservata una linea di co-siddetta bollitura (sistema di saldatura dei masselli alla forgia quale praticata all’epoca) talvolta non perfettamen-te eseguita e quindi visibile macroscopicamente, talvolta deducibile soltanto dalla presenza massiccia di fosforo nel caso di una lavorazione particolarmente accurata.2. L’utilizzo del reattivo Klemm II ha permesso di mettere chiaramente in evidenza la presenza di fosforo, talvolta in tutto il pezzo e quindi proveniente anche dal minerale di partenza (vedi esame scoria e plafone) talvolta solo lungo la linea di bollitura e quindi proveniente dal materiale or-ganico utilizzato come fondente, disossidante etc…3. L’analisi della scoria, ritrovata in prossimità di una zona di produzione del ferro, ha condotto a qualificarla quale prodotto del processo di estrazione per via diretta del fer-ro; la presenza di numerosi noduli metallici inglobati ne sono la testimonianza. Inoltre la grossa taglia dei grani di faialite presenti, correlabile ad un raffreddamento lento della scoria, permette di ipotizzare che questa si sia depo-sitata all’interno del forno stesso.4. Le inclusioni di scorie sono presenti in tutti i reperti ma in quantità differenti. Ciò non sembra dovuto alla cura dell’artigiano nell’eseguire la scorificazione per martella-tura del massello ma piuttosto al fatto che il ferro prodotto, talvolta mediocre, era tuttavia funzionale per l’applicazio-ne richiesta.Una breve discussione conclusiva merita la presenza di fo-sforo riscontrata in questi campioni. Tale elemento, infatti, proviene normalmente dai minerali poichè diffonde natu-ralmente in modo incontrollabile nel ferro grezzo estrat-

34 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 35
Storia della metallurgiaMemorie >>
34 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 35
to per via diretta ed anche gli ossidi possono contenerne tenori più o meno elevati. Precedentemente non era mai stata riscontrato fosforo introdotto per bollitura, ma la sua presenza in manufatti con concentrazioni localizzate lun-go le aree di saldatura per forgia, permette di ipotizzare che questo fenomeno sia tutt’altro che trascurabile. La co-esistenza, non sempre riscontrata, di perlite o carburi in corrispondenza delle zone di bollitura potrebbe conferma-re tale ipotesi. Alcune sperimentazioni, difficili da realiz-zare per la difficoltà di riprodurre esattamente un processo di cui si è perduta l’indispensabile conoscenza empirica, hanno dato risultati mediamente buoni, per ciò che con-cerne la bollitura, ma coerenti con l’ipotesi formulata per quanto concerne la diffusione di fosforo e la cementazione. Ulteriori test, in corso di realizzazione, permetteranno di approfondire l’argomento e di fare luce sull’apporto di fo-sforo o altri elementi in fase di bollitura. La presenza di fosforo in lega apre, inoltre, un altro capi-tolo relativo ai seguenti aspetti: la provenienza e la natura dei minerali ossidati utilizzati per l’estrazione del ferro; l’utilizzo di questi manufatti in opere che necessitino una buona resistenza alla ossidazione e soprattutto alla forma-zione di ossidi con forte aumento di spessore. In effetti la presenza del fosforo sembra essere un fattore di non se-condaria importanza. Diversi studi sono in corso sull’ar-gomento poiché, tra le altre cose, l’eccezionale resistenza della colonna in ferro di Delhi [17, 18] sembra proprio de-rivare principalmente dall’elevato tenore in fosforo (0,5 – 0,6 % in peso). Nel caso si verificasse una tale ipotesi si potrebbe proporre, quale ulteriore sviluppo, la cernita dei minerali all’origine al fine di produrre un ferro più o meno ricco di fosforo a seconda delle proprietà di resistenza chi-mica richieste dal suo impiego. Allo stesso tempo, la scelta di utilizzare un materiale con una concentrazione di scorie superiore rispetto ad altri manufatti, oltre a derivare da esigenze dettate proprio dall’utilizzo, che non necessitava qualità di pulizia del ferro sopraffine, potrebbe anche esse-re legato al fatto che un eccessiva scorificazione potrebbe portare ad una perdita del fosforo necessario per garantire un miglior comportamento all’ossidazione.
s
Fig. 21 M.O., sezione longitudinale, attacco Nital, testa del
plafone con grani ferritici di taglia diversa da zona a zona. longitudinal section optical metallography in the head zone of the plafone after Nital etching.
RINGRAZIAMENTI
Si ringraziano per l’efficace collaborazione e per la con-cessione dei materiali da studiare: la famiglia Pastorino di Masone, i sindaci di Masone (Ge), Campo Ligure (Ge) e Rossiglione (Ge), la Comunità Montana delle Valli Stu-ra e Orba, Il Dott. Niccolò Ammanati e la Dott.ssa Ele-na Martellucci del Centro Ricerche Europa Metalli per la gentile concessione degli strumenti necessari all’analisi dei reperti.
RIFERIMENTI BIBLIOGRAFICI
1] T.Pirlo, In principio era il bosco, ed. Franco Angeli, Mila-no, in corso di stampa2] F. Braudel, Le strutture del quotidiano, in Civiltà Materia-le Economia e capitalismo (secoli XV-XVIII), I, Torino, 1982, pp. 331-332. 3] D. Moreno, La selva d’Orba (Appennino Ligure), in Rivi-sta Geografica Italiana, Annata LXXVIII, fasc. III, settembre 1971, pp. 311-454] Pirotechnia del signor Vannoccio Biringuccio senese, Bo-logna, 1540, Cap. VI, libro I p. 17.5] E. Baraldi, Produzione e consumo del carbone di legna nella siderurgia della montagna ligure (XV-XVIII secolo), Comunicazione presentata al Congresso di Storia Economica “Ettlingen Tagung eur Europaischen Bergbau Gestchichte”, Ettlingen, 1 ottobre 1989.6] E. Neri, Uomini d’affari e di governo tra Genova e Ma-drid (secoli XVI e XVII), Milano, 1989, pp 37.7] G. Felloni, Apogeo delle fiere genovesi: banchieri e affari di cambio a Piacenza nel 1600, in Scritti di Storia Economica, cit., p.551.8] L. Grossi Bianchi – E. Poleggi, Una città portuale nel Medioevo, Genova nei secoli X-XVI, Genova, 1980, pp. 259-263.9] G. Doria, Investimenti della nobiltà genovese nell’edilizia di prestigio, in Nobiltà e investimenti a Genova in Età mo-derna, pp. 242 – 245.10] E. Poleggi, Strada Nuova: una lottizzazione del Cinque-
a b
s
Fig. 22 M.O., sezione londigudinale, attacco Nital (a) o
Klemm II (b). Plafone longitudinal section optical metallography after Nital (a) and Klemm II (b) etching.

Storia della metallurgia << Memorie
36 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 36
ABSTRACTDEVELOPMENT OF THE LIGURIAN METALLURGICAL ACTIVITY : THE IRON IN STURA VALLEY FROM XIV TO VIII CENTURY
Keywords: history of metallurgy, forging, metallography, steel, corrosion
The Republic of Genoa was, between XIV and XVIII century, the “iron capital”; to witness this fact there is a large quantity of manufactured products, many of which has existed and worked till to our days. The Stura valley is one of the rainiest site in Italy; this permits to have all the year, rivers rich in water. In the past this phenomenon was a funda-mental element to permit the development of the “iron mills”. The abun-dant rains was also the way to have large chestnuts woods which produce a very good charcoal right to extract a malleable iron from the hematite mineral of the Elba island .During XVI century to product a “cantaro”, local measure unit corre-sponding to 48 Kg, of iron meant to consume 25-28 Kg of charcoal equal to 15 quintals of chestnuts woods: before Masone, then Campo Ligu-re and last Rossiglione helped, with their strong iron production, to the urbanization and to the economic growth of Genoa, till to name times between 1528 and 1627 the “genoese’s century”. The “low Genoese shaft furnace” was able to reduce two quintals of hema-tite mineral to have an iron suitable to produce nails for wood and bars, right to be welded by forge directly in the construction site.This aim of this work is to study some manufactured product representa-tive of XIV-XVII centuries.The three investigated samples were:- an iron slag - an octagonal section iron bar- a buttonholed wall chain- a “plafone” which is a bullet head nail The applied methodologies were those provided for the ASTM E 03-95 normative appropriate for archeomaterials.For every sample, a cross section was studied before and after chemical etching, by optical and scanning electronic microscopy. To evaluate the chemical composition of the metallic matrix and, to identify alloying ele-ments, EDXS and WDXS microanalyses were used. Phosphorous presen-ce was highlighted by Klemm II etching and confirmed by semiquantita-tive WDXS microanalyses.The external look of the slag is that of a dark porous glass mass (figure
1). The bulk EDXS analyses have revealed amorphous ferritic grains and silicon free ferritic nodule with perlitic needles (figures 5, 6); this last fact suggests a carbon enrichment due to the oven atmosphere. Mineral phases formed at high temperature as faialite, rhonite, and wustite witness the slow cooling process probably inside the same oven. This last fact is cohe-rent with the iron extraction process by low Genoese shaft furnace.The octagonal section iron bar was used as wall nail, it looks protected by an homogeneous dark oxide layer (figure 2). The Nital etching showed, on the longitudinal section, a central zone rich in glassy slags following the working direction, at the sides of the same zone, a perlitic random cemen-tation (figure 9a). These characteristics are probably due to the forging process among different hammering cycles. The Klemm II etching showed the phosphorous presence in the iron matrix: light bands are the signal of an enrichment of this element in the area where slags and iron oxides were found (figure 9b). The presence of slags, oxides and phosphorous enrichment in the welded by forge area, is coherent with the use of silicon rich sand and organic powders ( from animal horns, nails or bones) as de-oxidizer. The optical microscope analyses showed in the upper head zone, extended grains typical for a cold working deformation.The different microstructures (i.e. ferritic and perlitic phases) showed by the Nital etching, witnessed the different cooling rates linked to the defor-mation phases. The wall chain was in a very good conservation state with a thin and compact oxide layer (figure 3). The not etched longitudinal section (figure 14 a) showed, as seen for the iron bar, a zone of aligned slag following the working direction and, after Klemm II etching (figure 14 b), external and internal pink zones highlighted phosphorous presence. The micrographs showed an asymmetric carbon enrichment (figures 14a, 15) from pure iron on the right side to a ferritic-perlitic structure with 0.15%wt of carbon to the left side. Differently sized recrystallyzed grains (figure 16), due to a not uniform hammering during the forging phase, are visible while aligned grains with similar sizes are present in the hole chain zone due to the forging process to close the ring.The “plafone” (figure 4), had the same internal slag distribution seen of the octagonal bar and on the wall chain, the Klemm II etching (figure 19 b) showed the phosphorous enrichment in the forged head junction zone. An higher phosphorous content in this sample suggests the presence of this element in the starting iron mineral. This study showed phosphorous as alloying element, this fact is strictly correlated to its presence in the starting iron minerals and during the forging process, and to the quantities of internal slag and could justify the good corrosion behaviour in the final product.
cento a Genova, Genova, 1968, p.51. 11] “Inventario della ferriera dell’Abadia di Tiglieto”, ASR, 198, n. 1, 7.10.168012] S. N. Nicolis de Robilant, Essai geographique suivi d’une topographie soutteraine, mineralogique des etats des.S. M. en terre ferme, Torino, 1785-86, pp. 191-304.13] L. Gatti, Navi e Cantieri, pp. 5914] V. Serneels, Archéométire des scories de fer. Recher-che sur la sidérurgie ancienne en Suisse occidentale, Cahiers d’Archéologie Romande, 61, Lausanne 2003
15] P. Piccardo, M. G. Ienco, R. Balasubramaniam, P. Dil-lmann, Detecting non-uniform phosphorus distribution in ancient Indian iron by colour Metallography, Current Science, Vol. 87, No. 5, 10 September 2004, p. 650.16] C. Montagni, Il legno e il ferro, antiche tecniche costrut-tive liguri, Manuali SAGEP, Genova, 199317] P.Piccardo, R. Balasubramaniam, Delhi Iron Pillar, Proc. Archaeometallurgy in Europe, Milano 200318] R. Balasubramaniam, Delhi Iron Pillar. New insights, Ed. Arian Books International, New Delhi, 2002.

Materiali compositiMemorie >>
9 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 9
SVILUPPO DI UN PROCESSO A BASSO COSTO PER REALIZZARE MATERIALI COMPOSITI A MATRICE
DI TITANIO MEDIANTE “ROLL DIFFUSION BONDING”.
C.Testani , F. Ferraro
PAROLE CHIAVE: laminazione, lav. plastiche caldo, processi, titanio e leghe, compositi a matrice metallica, superplasticità
I materiali compositi a matrice metallica con base titanio rappre-sentano ad oggi la famiglia di materiali a più elevata resistenza specifica nel campo di temperature fino a 800°C.La maggiore riserva per una introduzione incisiva nelle applica-zioni industriali è ancora il costo di questi materiali. Costo che è rappresentato dalla somma dei costi dei materiali costituenti e del processo di fabbricazione. Per quanto una diminuzione dei costi dei materiali costituenti sia sicuramente possibile per effetto dell’aumento dei volumi prodotti, le maggiori riserve sono concentrate sul processo di fabbricazione. Il processo standard consiste nella preparazione di lotti di precursori che vengono comunemente consolidati per compattazione isostatica a caldo, [2-7].In questo filone il CSM ha investito risorse per ottenere una so-luzione innovativa che ha permesso il contenimento della voce “costo di fabbricazione” rispetto alla linea di Compattazione Isostatica a Caldo (HIP) con un risparmio finale che ha raggiun-to il 40% .Per ottenere ciò si è sviluppato un impianto sperimentale di co-laminazione ad elevata temperatura in campo superplastico di lamierini di lega di titanio e di tessuti monodirezionali di fibre di Carburo di Silicio tipo SCS-6 che è stato oggetto della domanda di brevetto n° 2006A000261 depositato in data 17 maggio 2006.Durante il processo la stratificazione composta dai lamierini di lega di titanio con interposte le fibre di carburo di silicio vengo-no consolidate in un materiale unico per deformazione plastica della lega di titanio che avvolge le fibre e con conseguente dif-fusione allo stato solido di atomi principalmente di C verso i lamierini metallici e si osserva la formazione all’interfaccia di nuovi composti chimici come il TiC, [8-10]In particolare si dimostra mediante osservazioni metallografi-che come la fabbricazione del composito sia stata realizzata in un campo di lavoro almeno 2 ordini di grandezza più veloci ri-
C.Testani , F. FerraroCentro Sviluppo Materiali SpA
Via di Castel Romano 100, 00128 Roma, [email protected]
spetto ai tempi della pressatura isostatica.Nel presente lavoro sono descritti inoltre i principali risultati ot-tenuti in prove di trazione a temperatura ambiente ed a caldo.I campioni prodotti sono stati inoltre sottoposti ad esami di dissoluzione elettrolitica della matrice metallica per la verifica dell’integrità geometrica delle fibre dopo il “bonding”.I risultati ottenuti e le conoscenze acquisite con la sperimenta-zione pilota rendono possibile una ulteriore fase di applicazione industriale.
INTRODUZIONE
Il presente articolo descrive le fasi di sviluppo che sono state alla base della dimostrazione della fattibilità tecnologica del proces-so di “Roll Diffusion Bonding” per la fabbricazione di campio-ni di composito a matrice di titanio e fibre di carburo di silicio (MMC).Il processo consiste nella realizzazione di campioni di MMC con fibre unidirezionali ceramiche a base di SiC e richiede come ma-teriali di partenza: dei lamierini di lega di Ti e delle fibre conti-nue di SiC.I materiali vengono assemblati in modo da costituire una strati-ficazione, “precursore”, formata da due lamierini di lega di tita-nio con in mezzo uno strato di fibre di SiC, secondo lo schema metallo-fibra-metallo di Fig. 1.Durante la fase di Roll-Diffusion-Bonding il precursore,
s
Fig. 1 Schema di preparazione e foto di un precursore
per Ti-MMC.Foil/Fibre/Foil precusor for Ti-MMC.

Materiali compositi << Memorie
10 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 11
10 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 11
sottoposto ad un tiro a monte ed a valle della sezione di lavoro, viene trascinato, ad una opportuna velocità, nella gabbia tra i cilindri di Roll-Diffusion -Bonding (RDB). Il metallo, che funge da matrice del composito, sotto l’effet-to di pressione e temperatura, fluisce plasticamente da en-trambi i lati negli interstizi tra le-fibre di SiC portando alla giunzione metallurgica.Le fasi avvengono nella seguente sequenza:1. riscaldamento della stratificazione per irraggiamento e contatto con gli anelli;2. deformazione plastica della matrice metallica che fluisce negli interstizi tra le fibre;3. reazioni di interdiffusione tra matrice e superficie delle fibre;4. contatto tra i due fronti di metallo fluito tra gli spazi in-ter-fibra;5. ricristallizzazione della matrice lungo la superficie di contatto;Il processo procede in condizioni di moto stazionario e dal punto 1 al punto 5 trascorrono circa 10 secondi.
Approccio alla realizzazione dell’ impianto pilotaI parametri di processo di riferimento per la realizzazione dell’impianto (velocità di rotazione dei rulli di co-lamina-zione e bonding, pressioni e temperature) sono stati rica-vati dalla letteratura integrate con prove sperimentali di compressione a caldo. I parametri assunti per il dimensio-namento iniziale sono riportati in Tab. 1.La notevole differenza di massa termica tra lamierino e rulli ha fatto scartare la soluzione di riscaldare solo il precursore (lamierini + fibre) per l’impossibilità di mantenere la tem-peratura idonea al Super Plastic Forming ed al successivo Bonding nell’arco di contatto con i rulli. Simulazioni di det-taglio hanno ulteriormente escluso la possibilità di realiz-zare rulli con uno strato ceramico superficiale con funzione di barriera termica.La soluzione adottata consistente nel riscaldare i rulli di la-minazione ha trovato conforto nella simulazione numerica dell’andamento delle temperature nel sistema rulli/lamie-rino. In effetti il notevole volano termico dei rulli, confron-tato con la massa del lamierino è assimilabile ad una sor-gente di calore infinita che irraggia il lamierino e lo riscalda a 900°C in circa 0,2 secondi dall’inizio del contatto (Fig. 2). Sempre in Fig. 2 le varie linee rappresentano l’andamento della temperature a varie profondità di spessore nel lamie-rino di titanio fino alla temperatura all’interfaccia Titanio-Fibre di SiC.Dal punto di vista impiantistico il problema tecnico si è ri-dotto alla realizzazione, in modo semplice ed economico, di un sistema che permette il contemporaneo rispetto della temperatura (900°C) e della pressione di processo (almeno 500 MPa nell’arco di contatto) in un sistema dinamico.
s
Fig. 2 Simulazione termica sul lamierino da contatto
con i rulli caldi (900°C). In ascisse il tempo in centesimi di secondo, in ordinata la Temperatura in °C.Thermal simulation of the contact between the sheet and the hot rollers (900°C).
s
Tab. 1 Dati sperimentali di riferimento, in condizioni
statiche.Experimental parameters in hot pressing process.
Temperatura (°C)900
Pressione nell’arco di contatto (Mpa)
500
Tempo (s)
6
s
Fig. 3 Cilindri di spinta e di riscaldo: è stato separato
l’aspetto termico dalla forza di chiusura.Rolling Cylinders with the splitting of the thermal feature (external ring) and the closure pressure (inner cylinder).
s
Fig. 4 Simulazione termica durante la rotazione (an-
tioraria) misure in °C.Simulation of the thermal trend during the counter-clockwise rotation.

10 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 11
Materiali compositiMemorie >>
10 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 11
Per l’aspetto termico la scelta è caduta su un forno tradizio-nale a irraggiamento con resistenze elettriche agenti su un arco dei rulli di oltre 240 gradi, scartando sistemi ad indu-zione o ad effetto Joule, più costosi e difficili da gestire.Per conservare il calore accumulato sino alla zona di contat-to, evitando il raffreddamento attraverso gli assi del lamina-toio, si è utilizzato l’espediente di scindere le componenti: pressione e calore, sostituendo ai rulli massivi un accoppia-mento anello riscaldato esterno e cilindro di spinta interno raffreddato, secondo il concetto mostrato nella Fig. 3.La soluzione è stata verificata mediante una simulazione termica con anelli in rotazione, Fig. 4 eseguita con il codi-ce di calcolo MSC NASTRAN. La rotazione dei rulli inizia quando la parte irraggiata raggiunge una temperatura ido-nea ad ottenere i 900°C di riferimento nella zona di contat-to, in basso nella simulazione. L’arco irraggiato, copre circa 60° a partire dal punto superiore. L’anello è supposto ruo-tare in moto antiorario.L’impianto realizzato è mostrato in Fig. 5. Il cuore consi-ste nella camera di RDB (a destra nella Fig. 5) con forza di chiusura sino a 30 Tonnellate, temperature di servizio am-missibili fino a 1150°C. tale camera mostrata aperta in Fig. 5, viene chiusa con una parete sagomata che viene sigillata per realizzare una copertura gassosa in Argon per evitare ogni possibile contaminazione dei lamierini di titanio du-rante la fase di Roll-Bonding.Le prove di sviluppo eseguite sono state riassunte in ter-mini di pressione/temperatura/tempo in, dove sempre per chiarezza sono state riportate e rielaborati i dati di processo disponibili in letteratura [10].Dall’osservazione del diagramma di Fig. 6 si deducono due principali osservazioni:- l’insieme delle condizioni di lavoro note in letteratura in termini di tempo/pressione/temperatura è molto lonta-no (tre ordini di grandezza in termini di tempo) da quello determinato sperimentalmente con l’impianto di RDB del CSM.- il campo di fabbricazione efficace sperimentato è molto ristretto e richiede un controllo fine.In riferimento alla prima osservazione si deve aggiungere che la temperatura di processo a parità di risultato è al-meno 30°C inferiore a quella di compattazione per HIP almeno. Tale risultato è spiegabile osservando che la diffu-
sione all’interfaccia Ti-SiC appare notevolmente accelerata perché contemporanea alla formazione di superfici pulite non ossidate apertesi per deformazione plastica durante la co-laminazione, meccanismo del resto ben noto in let-teratura [2].
Osservazioni metallografiche:Nelle metallografie mostrate nelle Fig. 7 e Fig. 8 si dimostra l’efficacia della compattazione per diffusione in un cam-pione tipico. La struttura appare fine, ben ricristallizzata
s
Fig. 5 Impianto (a sinistra) e particolare del Forno/
Gabbia di laminazione (a destra).Roll diffusion bonding pilot plant (on the left) and detail of the lamination furnace.
s
Fig. 6 Grafico dei parametri di processo.
Processing parameters.
s
Fig. 7 Micrografia di una sezione del “bonding”: “A”
rappresenta la zona di giunzione tra i due lamierini.Micrography of a section in which the bonding occurred: “A” is the bonding bondary.
s
Fig. 8 Micrografia che evidenzia la perfetta ricristral-
lizzazione del metallo fluito tra le fibre e giunto a contatto nel piano passante per gli assi delle fibre.Micrography evidencing the perfect re-crystallization of the metal flowed between the fibres and came into con-tact on the plane of the fibre axes.

Materiali compositi << Memorie
12 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 13
12 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 13
all’interfaccia e sui fronti di giunzione tra i due lamierini precursori.Sui campioni è stata eseguita anche una microanalisi con microsonda EDS, Fig. 9, che ha evidenziato una zona di in-terazione all’interfaccia fibra matrice dove prevale la diffu-sione del C verso la matrice di Ti per uno spessore di circa 1 micrometro;
Integrità delle fibrePer verificare l’integrità delle fibre nel composito è stata eseguita una dissoluzione elettrolitica della matrice fino ad esporre le fibre inglobate. L’indagine ha evidenziato che l’ordito del tessuto di fibre in lega di titanio presenta una buona compatibilità con il processo, e partecipa alla plasticizzazione della matrice senza tranciare le fibre. Ciò è dimostrato sia dalla integrità delle fibre estratte mediante la suddetta dissoluzione elettrolitica, sia dalle micrografie di sezioni coincidenti con la presenza del filo di ordito, Fig. 10 e Fig. 11.In particolare in Fig. 10, è evidenziata la traccia dell’ordito in titanio (evidenziata in chiaro nella banda tratteggiata in rosso), e si può osservare come le fibre di SiC siano rimaste integre.
Caratterizzazione MeccanicaDai campioni di MMC realizzati per Roll Diffusion Bon-ding (RDB) sono state ricavate delle provette secondo Nor-ma ASTM E21 per eseguire prove meccaniche di trazione sia a temperatura ambiente che a temperature crescenti fino a T=800°C i cui risultati sono riportati in Tab. 2.Per confronto sono stati realizzati altri campioni di compo-sito a matrice di titanio con due altri processi alternativi. Il primo consistente nella compattazione isostatica a caldo di lamierini e fibre ed il secondo nella compattazione di fibre precedentemente termospruzzate al plasma. Entrambi i campioni così ricavati sono stati destinati alla caratterizza-zione. Si precisa che tutti i campioni sono stati realizzati a parità di frazione volumetrica di fibre con i campioni otte-nuti con il processo innovativo di RDB.In Tab. 2 sono riportati tutti i valori misurati che come si può verificare sono tra loro confrontabili ed anche vicini a quelli di letteratura [3-4].
Analisi dei CostiL’analisi dei costi di tutte le fasi di realizzazione è stata ese-guita normalizzando ad 1 il valore ottenuto per il processo innovativo di RDB. In sintesi si è ottenuto, come risultato principale, che i costi di produzione con RDB risultano più bassi del 40% rispetto ai processi più noti come la compat-tazione isostatica a caldo HIP. Ovviamente un amento dei volumi di produzione delle materie prime permetterebbe una ulteriore riduzione dei costi di produzione. Questo risultato giustificato dal fatto che sono completa-mente assenti tutte le voci relative alla preparazione degli stampi ed alle lavorazioni di macchina, sigillatura in vuoto e di estrazione dei campioni dagli stampi.
CONCLUSIONI
L’impianto pilota realizzato da CSM ha permesso di di-mostrare che è possibile ottenere un materiale composito a matrice di titanio sfruttando un approccio innovativo con-sistente nella co-laminazione di lamierini di lega di titanio e fibre di carburo di silicio in particolari condizioni di tem-
s
Fig. 9 Esame SEM-EDS Microprobe (Energy
Dispersive Analysis).SEM EDS Microprobe / Energy Dispersive Analysis)
s
Fig. 10 MMC dopo dissoluzione parziale elettrolitica
con fibre di SiC integre in presenza del filo di ordito in lega di Ti.MMC with no-cut fibers by wrap.
s
Fig. 11 Micrografie in una sezione trasversale
coincidente con il filo di ordito ben plasticizzato.Transversal section with the Ti wrap-wire well deformed.

12 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 13
Materiali compositiMemorie >>
12 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 13
peratura/pressione e velocità di rotazione dei rulli. Le qualità dei compositi ottenuti sono paragonabili a quel-le degli stessi materiali ottenuti con altri processi produttivi già noti in letteratura che utilizzano la pressatura isostatica a caldo come processo di compattazione finale.Questo fatto permette una possibile riduzione dei costi fino al 40% nel caso di produzione di materiali compositi a matrice di titanio e rappresenta un passo avanti per rendere meno critico l’utilizzo di questa classe di materiali innova-tivi nei velivoli di prossima generazione.Come ultima osservazione si riporta che l’impianto stesso si presta alla lavorazione di altri materiali, anche molto re-attivi come le leghe di Mg.
RINGRAZIAMENTI
Gli autori ringraziano tutti i colleghi del CSM Spa che han-no contribuito alla realizzazione dell’impianto pilota di “Roll-Bonding”, in particolare il nostro riconoscimento va: per lo sviluppo dell’idea agli Ingg. Ugo Franzoni e Fran-cesco Sintoni, per la traduzione in un progetto esecutivo agli Ingg. Tommaso Coppola e Marco Tripepi e non in ul-timo per il governo del processo di laminazione speciale e controllo-macchina all’ Ing. Maurizio Lubrano ed al tecnico Andrea Primavera.
BIBLIOGRAFIA
1] “Procedimento per la produzione in continuo di un na-stro composito con giunzione per diffusione allo stato so-lido degli strati componenti ed impianto idoneo alla sua esecuzione “ . Data 17.05.2006, appl. N°: RM2006A000261
s
Tab. 2 Risultati delle prove di trazione eseguite sui materiali prodotti con diversi processi.
Ti-MMC tensile test results comparison.
Processo di produzione
(Frazione volumetrica: 10,6%)
Composito ottenuto per stratificazione di lamierini e fibre.Compattazione per HIP
Composito ottenuto per termospruzzatura al plasma di fibre.Compattazione HIP
Composito ottenuto per Roll-Diffusion-BondingRDB
Temperatura di prova
(°C)
Ta400600800
Ta400600800
Ta400600800
Yield Strength (Mpa)
893 ± 10710 ±12543 ±13285 ± 21
853 ± 12728 ±16533 ±14276 ± 15
898 ± 35712 ± 34553 ± 27315 ± 29
Ultimate Tensile Strength
(Mpa)
1298 ± 20876 ± 35569 ± 26329 ± 24
1152 ± 15884 ± 23559 ± 16320 ± 15
1282 ± 11942 ± 27656 ± 23337 ± 36
2] G. Mazzone, A. Montone, and M. Vittori Antisari, “Effect of plastic flow on the kinetics of amorphous phase growth by solid state reaction in the Ni-Zr system”, Phys. Rev. Lett. 65, 2019 - 2022 (1990).3] C. Testani, R. Montanari, M.E. Tata, G. Valdrè: “Prepa-razione del composito Ti6Al4V+SiC fibre e sue evoluzione strutturale dopo trattamenti termici, 60° Congresso AIM Italiano, 22-24 Novembre 2006 , Milano e pubblicato su “La Metallurgia Italiana” 7-8/2005, pp.43-50.4] T. Valente, C. Bartuli, J. Thermal Spray Tech., 3 (1), (1994) 63-68.5] Donnini, S. Kaciulis, A. Mezzi, R. Montanari, M.E. Tata, C. Testani, Caratterizzazione microchimica dell’interfaccia fibra-matrice nel composito Ti6Al4V-SiC, 60° Congresso AIM Italiano, 22-24 Novembre 2006 , Milano e pubblicato su “La Metallurgia Italiana” N° Ottobre 2007, pp.15-20. 6] Peters, P. W. M.; Hemptenmacher, J. Composites, Part A: Applied Science and Manufacturing 33A(10), (2002), 1373-1379.7] H. D. Hanes, D. A. Seifert and C.R. Watts, ‘‘Hot Isostatic Pressing’’, Battelle Press, Columbus, OH, (1979).8] P.D. Nicolau, S.L. Semiatin et Al, ., “Design of Metal Ma-trix Composite Consolidation Practices Based on the Foil/Fiber/Foil Approach”, Scripta Met. Et Mat, Vol. 32, pp 57-62, 1995.9] G. Das, ‘‘Interfacial Reactions in SiC Fiber-Reinforced Ti-tanium Alloy and Titanium Aluminide Composites’’, in pro-ceedings of TMS annual meeting in Anaheim, CA, U.S.A., ‘‘Metal and Ceramic Matrix Composites’’, 413, (1990).10] P. R. Smith and F. H. Froes, ‘‘Developments in Titanium Metal Matrix Composites’’, J. of Met, 19, March(1984).

Materiali compositi << Memorie
14 luglio-agosto 2008 << la metallurgia italiana la metallurgia italiana >> luglio-agosto 2008 14
ABSTRACTDEVELOPMENT OF A LOW COST PROCESS FOR MANUFACTURING OF TI-MMC BY ROLL-DIFFUSION-BONDING
Keywords: metal matrix composit (mmc), titanium, superplasticity’, hot roll bonding, superplastic forming
Composite materials with titanium-alloy matrix are nowadays the class of material with the highest specific resistance at temperature up to 800°C.The main hurdle towards to their application is due to their final cost. Even if is clear that the costs of constituent materials are decreasing due to volume production effects, the production processing remain high due to the batches production approach. CSM efforts have been focused on the manufacturing process in order to obtain an innovative solution to reduce the amount of the “manufac-turing costs” with respect to hot isostatic pressure process (HIP) that represent the standard production process for this class of materials.The new approach can allow a costs reduction of about 40%: this result
has been obtained by developing an experimental “diffusion bonding” plant for co-rolling at high temperature in superplastic rolling field, she-ets of titanium alloy and monofilaments silicon carbide fabrics. The expe-rimental pilot plant has been proposed for patent with n° 2006A000261 on may 2006, [1].This paper describe the manufacturing phases and process results. Mo-reover the metallograhic examination by mean of a electro-scanning mi-croscope with electron-microprobe chemical analysis, that the diffusion at the solid state has been realised in a work field that is at least 100 times faster than that of HIP.High temperature tensile tests have been carried on specimens machined from metallic matrix composite materials produced with the Roll Diffu-sion Bonding (RDB) process. The produced samples have also been submitted to test of electro-chemical dissolution of the metallic matrix in order to verify the geometric integri-ty of the fibres inside the matrix after the bonding phase.The results achieved as well as the process knowledge acquired with the CSM pilot plant are the base of a further development of industrial appli-cation of the Ti-Roll Diffusion Bonding.




















