
Casting Forging processes
14
Casting processes basically involve the introduction of a molten metal into a Mold cavity, where upon solidification, the metal takes on the shape of the Mold cavity. Simple and complicated shapes can be made from any metal that can be melted. Example of cast parts: frames, structural parts, machine components, engine blocks, valves, pipes, statues, ornamental artifacts….. Sand casting, also known as sand Molded casting, is a metal casting process characterized by using sand as the Mold material. The term "sand casting" can also refer to an object produced via the sand casting process. Sand castings are produced in specialized factories called foundries. Over 70% of all metal castings are produced via a sand casting process. [1] Sand casting is relatively cheap and sufficiently refractory even for steel foundry use. In addition to the sand, a suitable bonding agent (usually clay) is mixed or occurs with the sand. The mixture is moistened, typically with water, but sometimes with other substances, to develop strength and plasticity of the clay and to make the aggregate suitable for Molding. The sand is typically contained in a system of frames or Mold boxes known as a flask. The Mold cavitiesand gate system are created by compacting the sand around models, or patterns, or carved directly into the sand. Casting Steps quick route from raw material to finished product •Melt metals •Pour / force liquid into hollow cavity (mold) •Cool / Solidify •Remove •Finish
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Casting Forging processes
Casting processes basically involve the introduction of a molten metal into a Mold cavity, where upon solidification, the metal takeson the shape of the Mold cavity.
Simple and complicated shapes can be made from any metal that can bemelted. Example of cast parts: frames, structural parts, machine components, engine blocks, valves, pipes, statues, ornamental artifacts…..
Sand casting, also known as sand Molded casting, is a metal casting processcharacterized by using sand as the Mold material. The term "sand casting" can also refer to an object produced via the sand casting process. Sand castings are produced in specialized factories called foundries. Over 70% of all metal castings are produced via a sand casting process.[1]
Sand casting is relatively cheap and sufficiently refractory even for steelfoundry use. In addition to the sand, a suitable bonding agent (usually clay) is mixed or occurs with the sand. The mixture is moistened, typicallywith water, but sometimes with other substances, to develop strength and plasticity of the clay and to make the aggregate suitable for Molding. The sand is typically contained in a system of frames or Mold boxes known as a flask. The Mold cavitiesand gate system are created by compacting the sand around models, or patterns, or carved directly into the sand.
Casting Steps quick route from raw material to finished product •Melt metals
•Pour / force liquid into hollow cavity (mold)
•Cool / Solidify
•Remove
•Finish
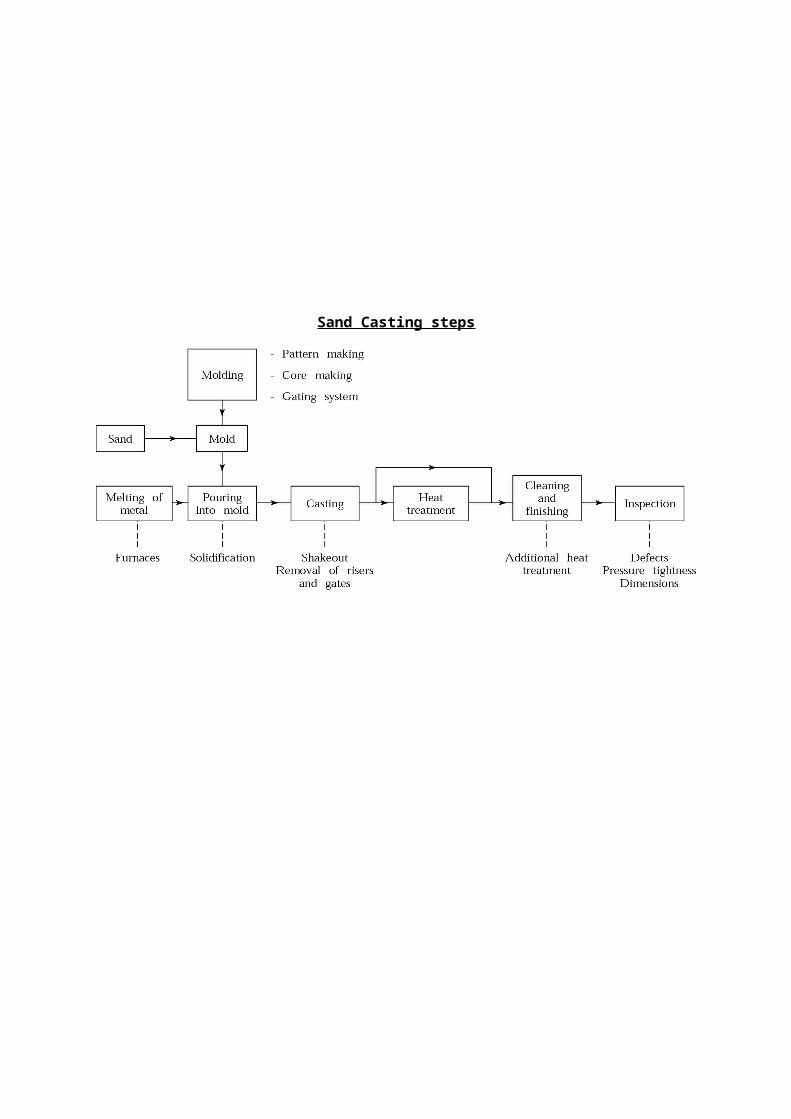
Sand Casting steps
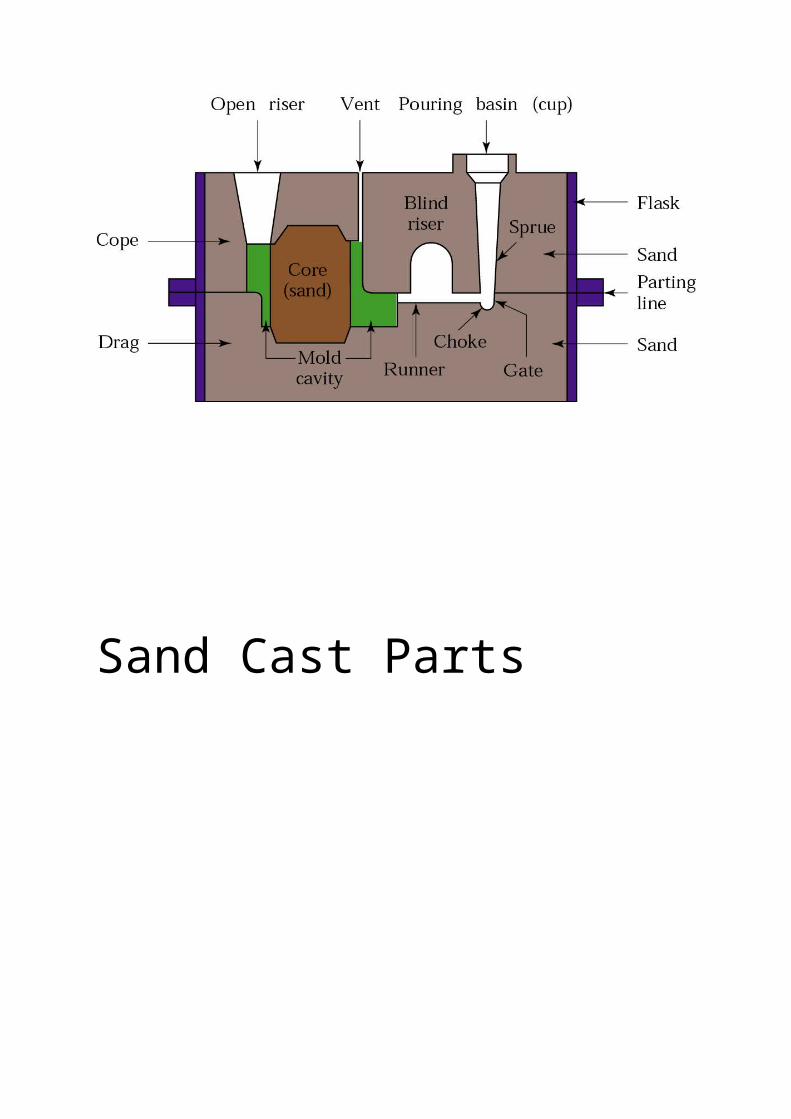
Sand Cast Parts

Casting Processes
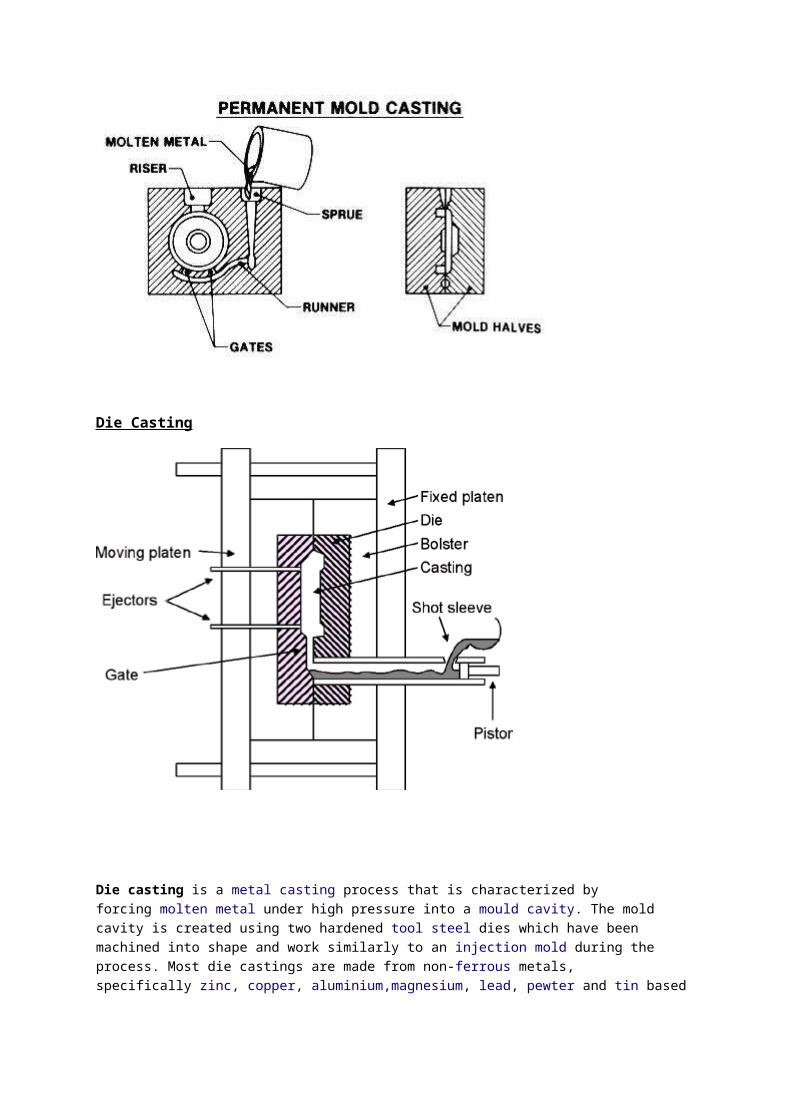
Die Casting
Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mould cavity. The mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminium,magnesium, lead, pewter and tin based
alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
The casting equipment and the metal dies represent large capital costs and this tends to limit the process to high volume production. Manufacture of parts using die casting is relatively simple, involving only four main steps, which keeps the incremental cost per item low. It is especially suited for a large quantity of small to medium sized castings, which is whydie casting produces more castings than any other casting process.[1] Die castings are characterized by a very good surface finish (by casting standards) and dimensional consistency.
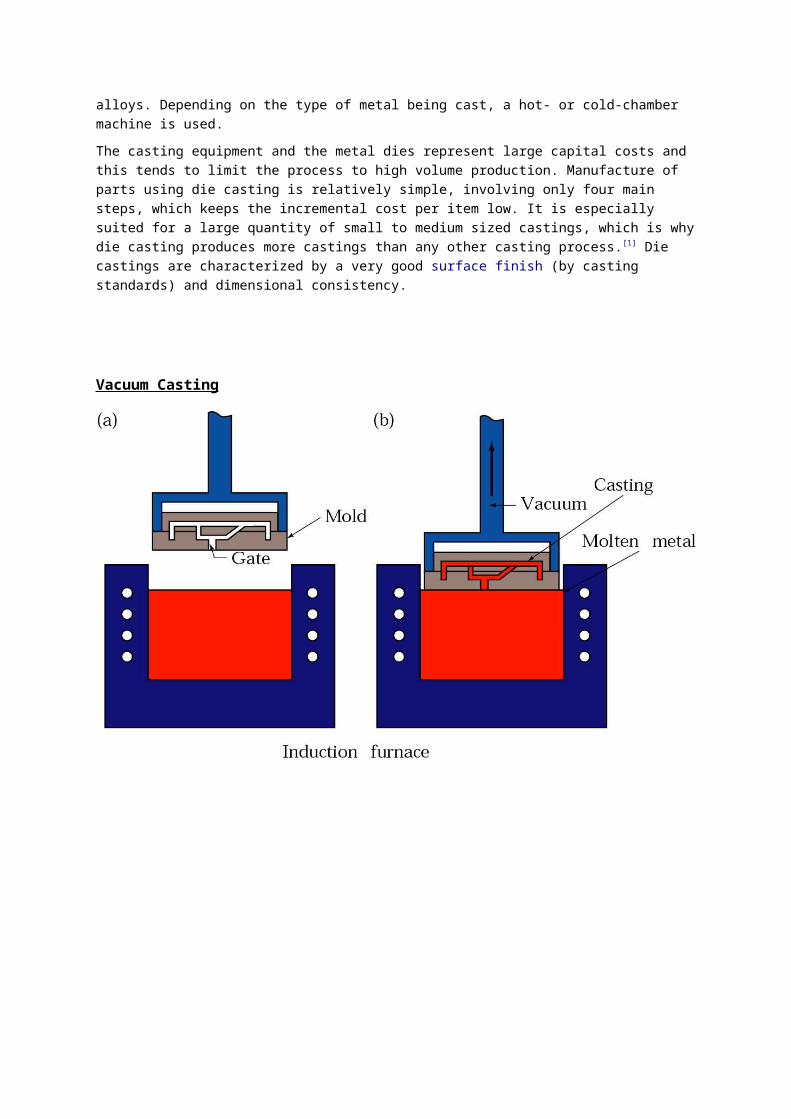
Vacuum Casting
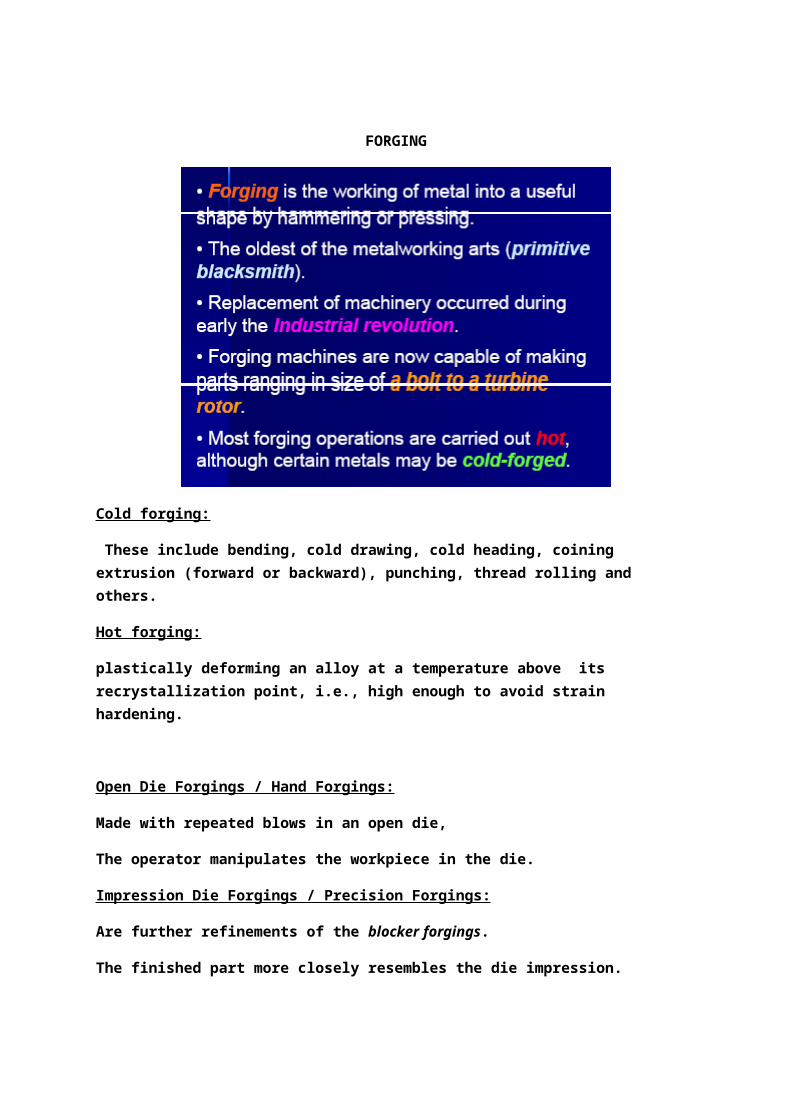
FORGING
Cold forging:
These include bending, cold drawing, cold heading, coining extrusion (forward or backward), punching, thread rolling and others.
Hot forging:
plastically deforming an alloy at a temperature above its recrystallization point, i.e., high enough to avoid strain hardening.
Open Die Forgings / Hand Forgings:
Made with repeated blows in an open die,
The operator manipulates the workpiece in the die.
Impression Die Forgings / Precision Forgings:
Are further refinements of the blocker forgings.
The finished part more closely resembles the die impression.
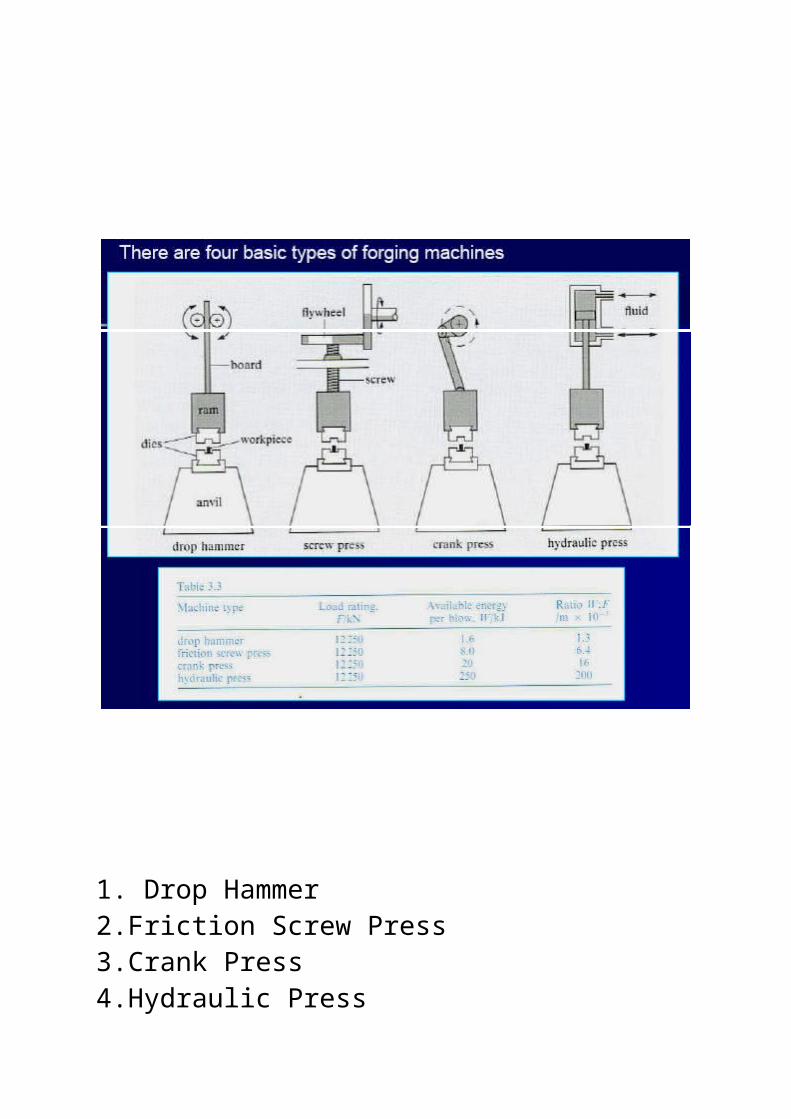
1. Drop Hammer2.Friction Screw Press3.Crank Press4.Hydraulic Press
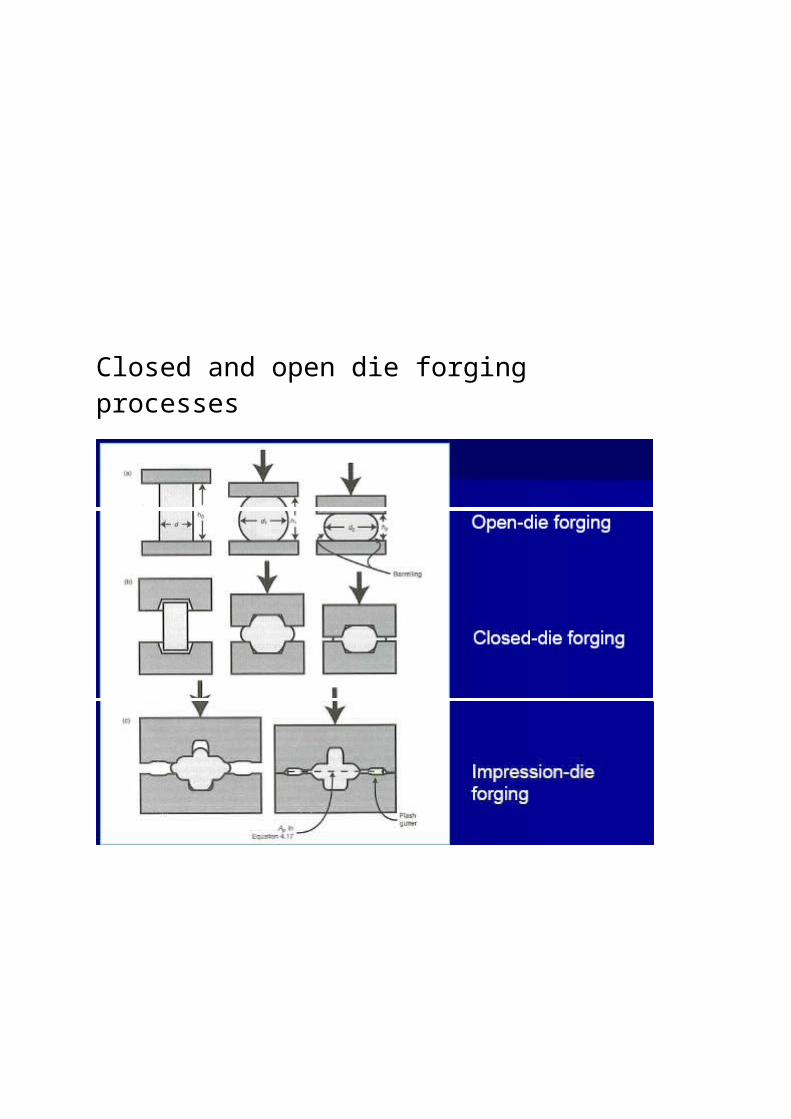
Closed and open die forgingprocesses
Wheel ExampleMost modern performance wheels aremade from aluminum by casting orforging. Forged wheels are manufacturedin multiple steps compared to the onestep in the casting process.Cast wheelCasting has the advantage of allowingthe designer more styling freedombecause the process is a more flexiblemethod. Until recently, most wheels havebeen gravity cast (heavier and thicker).Today, low pressure die castingtechniques are used to substantiallyreduce porosity. Indeed, castings tend tocontain porosity which stronglyinfluences the mechanical integrity of thecomponent. Thus, cast wheels aregenerally designed larger and heavier inorder to achieve an acceptable structuralstrength for a given application.Forged wheelThe forged wheel, because of theenormous pressures involved, compactsthe metal, eliminating porosity and thevoids that can be a source for cracks orcorrosion. The result is that less metal isrequired to achieve a given strength,meaning lighter wheels can be made.Furthermore, due to the density of thegrain structure, the polished forgedwheel will maintain its luster for muchlonger than a polished cast wheel whichis very porous.To summarize, forging yield wheels withhigher strength to weight ratio but thetooling due to the multiple steps processand the based alloy are comparativelymore expensive than in casting
processes. Furthermore, with lighterweight wheels, you will benefit fromincreased fuel savings, and betteracceleration due to less amount ofinertial weight at the rotational axis. Forthose reasons, usually forged wheels areonly used for high performanceapplications
Strength of forging:
- Good Mechanical properties
(yield strength, ductility,
toughness)
- Reliability (used for critical parts)
- No liquid metal treatment
Weakness of forging:
- Defects
- Laps
- Die unfill
- Die failure
- Piping
- Shape limited when undercuts or
cored sections are required
- Overall cost usually higher than
casting
- Multiple steps often required
Strength of casting:
- Large and complex parts
- High production rate
- Design flexibility
Weakness of casting:
- Defects
- Shrinkage porosity
- Metallic projections
- Cracks, hot tearing, cold
shuts
- Laps, oxides
- Misruns, insufficient
volume
- Inclusions
- Requires close process control
and inspections (porosity may
occur)
Mechanical forging presses of the cranks type have found wide application inforging practiceThe operative units of the press are powered from motor mounted on thepress frame. By means of the v-belt drive, power is transmitted from pulley toflywheel mounted on the auxiliary shaft .The is stopped by the auxiliary brake which is automatically engaged whenthe motoris switched off.Used for the production of rivets, screws ,and nuts where a
high operating speed is desired

Upset forging is a metal shaping process in which a heated workpieceof uniform thickness is gripped between split female dies while a heading die is forced against the workpiece, deforming and enlarging the need of the workpiece.




















