
A Stochastic Model for a Delayed Product Customization
19
1 40th Anniversary Volume, IAPQR, 2013 A Stochastic Model for a Delayed Product Customization Thomas Ngniatedema * and Srinivas R. Chakravarthy ** * Department of Business Administration ** Department of Industrial and Manufacturing Engineering Kettering University, Flint, MI-48504, USA ABSTRACT Postponement, also known as delayed differentiation, is a strategy used by some firms in supply chain to delay the differentiation of a product until a latest possible point closer to consumption (via demands for the product) as a way to compromise between a complete push system and a complete pull system. The study herein extends Lee and Tang’s framework for mass customization of products in three different ways. First, the components coming from the supply side are incorporated in the framework to account for a possible supply risk. Secondly, we consider a push-pull system in which common tasks to manufacture two types of products are performed first up to a pre-determined differentiation point, and arriving demands will trigger the production process to begin making the final products based on individual customization. Thirdly, we model the demands to occur according to a Markovian arrival process (MAP), a versatile point process very useful in practice. We employ simulation to bring out the qualitative nature of the model under study through illustrative examples. Key words: Push and Pull systems, Markovian arrival process, supply chain, product differentiation, and simulation. 1. INTRODUCTION In today’s global market, increasing competition and customization needs are leading firms toward mass customization of their products. According to Stanley Davis (1987), the author of the book Future Perfect, mass customization is one of the ways to achieve low costs in a production process yet satisfy individual customer preferences for each unique product. However, the challenge of meeting individual customer preferences is the ability (a) to accurately forecast the demands of various products, (b) to manage inventories, and (c) to provide high service for the customers (Lee and Tang 1997; Peters and Saidin 2000).
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of A Stochastic Model for a Delayed Product Customization
1
40th Anniversary Volume,
IAPQR, 2013
A Stochastic Model for a Delayed Product Customization
Thomas Ngniatedema* and Srinivas R. Chakravarthy
**
*Department of Business Administration
**Department of Industrial and Manufacturing Engineering
Kettering University, Flint, MI-48504, USA
ABSTRACT
Postponement, also known as delayed differentiation, is a strategy used by some firms in
supply chain to delay the differentiation of a product until a latest possible point closer to
consumption (via demands for the product) as a way to compromise between a complete
push system and a complete pull system. The study herein extends Lee and Tang’s
framework for mass customization of products in three different ways. First, the
components coming from the supply side are incorporated in the framework to account
for a possible supply risk. Secondly, we consider a push-pull system in which common
tasks to manufacture two types of products are performed first up to a pre-determined
differentiation point, and arriving demands will trigger the production process to begin
making the final products based on individual customization. Thirdly, we model the
demands to occur according to a Markovian arrival process (MAP), a versatile point
process very useful in practice. We employ simulation to bring out the qualitative nature
of the model under study through illustrative examples.
Key words: Push and Pull systems, Markovian arrival process, supply chain, product
differentiation, and simulation.
1. INTRODUCTION
In today’s global market, increasing competition and customization needs are leading
firms toward mass customization of their products. According to Stanley Davis (1987), the
author of the book Future Perfect, mass customization is one of the ways to achieve low costs
in a production process yet satisfy individual customer preferences for each unique product.
However, the challenge of meeting individual customer preferences is the ability (a) to
accurately forecast the demands of various products, (b) to manage inventories, and (c) to
provide high service for the customers (Lee and Tang 1997; Peters and Saidin 2000).

2
40th Anniversary Volume, IAPQR, 2013
Postponement, also known as delayed differentiation, is a strategy used by some firms in supply
chain as enabler to delay the differentiation of a product until a latest possible point closer to
consumption by the customers (Anand and Girota, 2007; Swaminathan and Lee 2003; Van Hoek,
2001). Postponement is often cited as an effective technique to balance the trade-off between
cost and customer satisfaction in the presence of ever increasing product variety (demanded by
the customers); the pressure for individual customization of products, which calls for flexibility
and quick responsiveness to provide value to the customer; and the shortening of product life
cycle. All of the above mentioned requirements and restrictions rely heavily on very good
forecasting techniques. The complexities involved in accurately gauging customer demands for
customized products, such as demand planning and forecasting have been addressed in the
literature (Lee and Tang 1997; Zinn and Bowersox 1988; Twede et al. 2000; Battezzati and
Magnani 2000; Yang and Burn 2003; Christopher et al. 2007; Yang and Yang 2010).
Postponement is being implemented, for example, in the computer industry where most finished
products although different, share some common components at the beginning of their
production. Firms in this case either produce finished computers based on forecast or they can
customize the computers very late in the production process after demands are observed (Tibben-
Lembke and Bassok 2005). The customization can be as simple as putting different labels on the
computers to more complex ones such as assembling different electrical, electronic and
peripheral components (Feitzinger and Lee 1997).
The literature suggests three common features related to postponement implementation.
First, postponing the final assembly of a product provides major savings to firms as well as the
flexibility to pool common product diversifications in terms of maximizing the usage of
component inventory (Feitzinger and Lee 1997; Graman and Magazine 2002, Pollard et al. 2008;
Ngniatedema 2012; Wang et al. 2012). Secondly, postponement is also accomplished by
keeping inventory at the components’ level to best respond to the customer needs, which
enables firms to commit to the final product customization only after a demand is realized,
resulting in some savings in inventory holding and shortage costs (Tibben-Lembke and Bassok
2005). Because the final customization often takes place only after the demand is observed, the

3
NGNIATEDEMA AND CHAKRAVARTHY
customer’s desires must be quickly translated into the selection of needed components and then
quickly translated into a set of processes, which are integrated rapidly to create the products or
services. The customer in this case may be charged a premium price to cover the cost attached
to a high-speed operation; which may be expensive compared at a slower pace operation.
A delayed product differentiation framework for one market segment in which two
products can be manufactured with N stages was proposed by Lee and Tang (1997). Their
model describes a production process starting with some common operations up to, say, stage k,
which is referred to as the differentiation point, followed by individual customization of each
product from stages (k + 1) through N. Lee and Tang (1997) assume that for a given period,
when information about product demand distribution is known to be normally distributed, the
number of components needed at each stage of the assembly line is directly related to the
average demand of the end products. The study herein extends Lee and Tang’s framework for
mass customization of products in three different ways. First, components coming from the
supply side are incorporated in the framework to account for a possible supply risk. Second, we
consider a push-pull system in which common tasks to both products are performed first up to
the differentiation point k using an (s, S)-type inventory system to store the base (semi-finished)
items to meet the arriving demands for individual customization. As soon as a demand occurs,
the production process in stage k + 1 (and subsequently all stages through N) will be triggered to
begin making the final product. Finally, our model studies a general case where demands occur
according to a Markovian arrival process (MAP). We employ simulation to study the model and
bring out the qualitative nature of the model under study through illustrative examples.
The paper is organized as follows. In Section 2 we present a brief literature review. The
general model description of the postponement in supply chain is described in Section 3 and in
Section 4 we propose a model that is simulated using ARENA. The simulated results are
discussed in Section 5, and concluding remarks and future work are described in Section 6.

4
40th Anniversary Volume, IAPQR, 2013
2. BACKGROUND LITERATURE
The concept of delay product differentiation, first introduced in the marketing literature
by Anderson (1950), has attracted a lot of attention in the research community. Zinn and
Bowersox (1988) describe three different types of postponement used in supply chain. The first
type, time postponement, is used to delay the downstream movement of goods until customer
orders are received. The second type, place postponement, focuses on the storage of goods at
central locations until customer orders are received. Finally, form postponement is used to delay
product customization until customer orders are received. A comprehensive review of the
postponement literature can be found in Swaminathan and Lee (2003) and in Van Hoek (2001).
The form postponement, considered in this paper, is the most relevant type of
postponement. The recent literature in this category considers the case where activities are
performed before the differentiation point based on forecasted demand and semi-finished
products are stored in an inventory, whereas activities performed after the differentiation point
are triggered by customers’ orders (Lee 1987; Robinson 1990; Skipworth and Harrison 2004;
Tagaras and Cohen 1992). Thus, these studies propose solutions to a problem in which
customization takes place after (random) demands are observed.
Other development of delayed product differentiation has been in the area of integrated
supply chain (Anand and Girota 2007; Harrison and Skipworth 2008; Lee 2010; Narasimhan and
Mahapatra 2004; Trentin and Forza 2010; Yang and Burn 2003). Following Narasimhan and
Mahapatra (2004) and Graman and Magazine (2006)’s call for models that can better explain the
performance implications of integration across global supply chain, Choi et al (2012) and Anand
and Girota (2007) developed models to study the performance of a global postponement
implementation. Choi et al (2012) model an optimal postponement strategy under which the
decoupling points for export can be selected with the minimum cost.
In the literature, other authors also analyze the costs and benefits resulting in
implementing a postponement strategy. The studies by Baker et al. (1986), Gerchak and Henig
(1985), Gerchak et al. (1988), and Lee and Tang (1997) explain how major savings can be

5
NGNIATEDEMA AND CHAKRAVARTHY
generated from the ability to delay the assembly operation until after the demands are observed,
and thus benefiting from the risk pooling effect. The risk pooling effect occurs when the
inventory is held at a central location, allowing the demand variance to be combined, resulting in
a lower expected total cost (Eppen 1979). In the supply chain context, Aviv and Federgruen
(2001) emphasize the benefits of inventory reduction and service improvement since holding
inventory of a non-specific product requires less safety stocks as compared to holding inventory
of several specific products.
Although most of these studies suggest that postponement can be a powerful strategy for
improving inventory levels as well as balance the trade-off between costs and customer service,
there are still gaps in the literature to be filled. To fill this void, we build on the model by Lee
and Tang (1997) for delayed product differentiation in three different ways. First, Lee and
Tang’s model does not include a supply risk and the manufacturer does not order raw materials
directly from the supplier. We consider the supply of components at the first stage of the
production process and match the customer demands with these components from the supply
side. Second, we consider a push-pull system through the differentiation point k wherein the
common tasks to both types of products are performed. The arriving demands for individual
customization will trigger the production process (from stages k+1 through N) to begin making
the final products. Thirdly, our model assumes a more versatile point process, namely, MAP for
the demand process. Our model can be studied using matrix-analytic methods (under suitable
assumptions on the processing and lead times) with a very large state space, However, due to
very high dimension of the model, we resort to simulation. Towards this end, we use ARENA
software (see, Kelton et al.). In addition to obtaining some key system performance measures
such as (a) the mean time a demand has to wait for its product to be made and delivered, (b) the
probability that station(s) after the differentiation point will find a stock-out situation (i.e., not
able to start the production to meet a demand due to lack of semi-finished products at the
differentiation point), (c) fraction of demands exceeding the industry standard for waiting, and
(d) the average number of semi-finished items in the inventory, we also study a cost function.

6
40th Anniversary Volume, IAPQR, 2013
3. GENERAL MODEL DESCRIPTION
We consider the assembly of two end products in sequential steps in which
the first k steps are common to both products , where k is the point
(a.k.a. point of differentiation) after which the products assume their unique identities. Figure 1
depicts the assembly network structure used for our study here. There are buffers following each
assembly operation. Note that up to the differentiation point the buffers are used to produce
semi-finished items (to be consumed from stages k+1 through N as and when the demands occur)
up to the base stock level. Beyond this differentiation point the buffers are used to meet the
demands that are already observed.
Demands occur according to a MAP with representation of dimension m. A
brief description of MAP is given below. Production starts at Stage 1 with generic products and
partially finished are passed on to the next station in the sequence for further processing. The
production proceeds on this same manner until the differentiation stage k. The processing from
stage k+1 until the final processing stage is triggered by an arriving demand for the
finished products. We summarize the model assumption below.
Inventory for semi-finished
Processing Stage
1 2 k
M 1 k +1
k +1
- -
-
- -
- Buffer for raw materials M 2
- -
-
MAP
Figure 1: Description of the model
7
NGNIATEDEMA AND CHAKRAVARTHY
3.1. Assumptions of the model:
(a) Two types of products are made. They both have some common components.
(b) The product differentiation occurs after stage k, 0 ≤ k < min{M1, M2}.
(c) While processing in Stage 1 uses only raw materials, all other stations prior to the
differentiation point use their raw materials as well as the semi-finished products coming
into them. In this study we assume that there are unlimited raw materials available for all
stations (so that no station has to wait for raw materials).
(d) We consider a pull system after the differentiation point. That is, only the arriving
demands will trigger the production process to begin making the products from the
differentiation point onwards. Note that it is possible that production at this stage may
have to wait due to lack of semi-finished items at the differentiation point.
(e) Demands occur according to a Markovian arrival process (MAP) with representation
of dimension m. Using MAP for the demand process will allow us to capture
the correlation (within inter-demand times, and also between the demands of both
products). A brief description of MAP is given in Section 3.2.
(f) There are ni machines (or operators) available in Stage i.
(g) The processing times and the lead times are assumed to be random with specified
probability functions.
3.2 - Brief description of Markovian Arrival Process (MAP):
The MAP, a special class of tractable Markov renewal process, is a rich class of point
processes that includes many well-known processes such as Poisson, PH-renewal, and Markov –
modulated Poisson process. One of the most significant features of the MAP is the underlying
Markovian structure that fits ideally in the context of matrix-analytic were first introduced and
studied by Neuts (1979) as versatile point process. As is well known, Poisson processes are the
simplest and most tractable ones used extensively in stochastic modeling. The idea of the MAP
is to significantly generalize the Poisson processes and still keep tractability for modeling
purposes. Furthermore, in many practical applications, notably, in communications engineering,

8
40th Anniversary Volume, IAPQR, 2013
production and manufacturing engineering, the arrivals do not usually form a renewal process.
So, MAP is a convenient tool to model both renewal and nonrenewal arrivals. While MAP is
defined for both discrete and continuous times, here we will define only for the single arrival
case (with two types of customers) and in continuous time.
The MAP, a special case of batch Markovian arrival process (BMAP), in continuous time
is described as follows. Let the underlying Markov chain be irreducible and let Q* be the
generator of this Markov chain. At the end of a sojourn time in state i, that is exponentially
distributed with parameter , one of the following two events could occur: with probability
the transition corresponds to an arrival of a Type l customer, and the underlying
Markov chain is in state j with 1 < i , j < m; with probability the transition corresponds to
no arrival and the state of the Markov chain is j, j ≠ i. Note that the Markov chain can go from
state i to state i only through an arrival. For 0 < l < 2, define matrices such that
and
Assuming D0 to be a nonsingular matrix guarantees the inter-arrival times will
be finite with probability one and hence the arrival process does not terminate. Thus, D0 is a
stable matrix. The generator Q* is given by . Thus, the MAP is described by the
matrices {Dr} with D0 governing the transitions corresponds to no arrivals and Dr governing
those corresponding to demands for Type r products, 1 < r < 2.
Let η be the stationary probability vector of the Markov process with generator Q*. That
is, η is the unique (positive) probability vector satisfying η Q*=0 and ηe =1. Let δ be the initial
probability vector of the underlying Markov chain governing MAP; this vector can be chosen in
a number of ways, but the most interesting case is the one where we get the stationary version of
MAP by setting δ= η. The constant , referred to as the fundamental rate, gives
the expected number of demands per unit of time in the stationary version of the MAP. The
quantity gives the demand rate of type i products, for i =1, 2. Note that .
For further details on MAP and their usefulness in stochastic modeling, we refer to Lucantoni
(1991), Neuts (1981, 1989, and Neuts 1992), and for a review and recent work on MAP, we refer
to Chakravarthy (2001 and 2010).

9
NGNIATEDEMA AND CHAKRAVARTHY
3.3 – Expected Total Cost
In this study, we focus on the stock-out costs, the delay costs, and the inventory costs.
The stock-outs and delays pose serious threats to customer satisfaction in most product
customization as quick response to meeting the demands is critical. In the present study, a stock-
out occurs when the manufacturing of a product after the differentiation point (at the time a
demand occurs) cannot start due to lack of a semi-finished item in Stage 2. Suppose that Ti, i =1,
2, denotes the duration that a demand for Type i product has to wait before it is made. Let wi
denote the norm (or industry standard) for the production time of a demand of a Type i product.
We say that a delay in the production of a demand of Type i product occurs whenever
Defining c1 = inventory holding cost/semi-finished item/unit of time; c2 = cost/unit of
time/stock-out, c3i = cost of delay/unit of time/demand of Type i, (i =1, 2), the expected total cost
(ETC) per unit of time to manufacture and customize the two types of products is obtained as:
where
and denote respectively, the mean number of semi-finished items
(waiting at the end of Stage 2), the probability that an arriving demand of Type j will face a
stock-out situation, the average delay beyond the industry norm of wj that a demand of Type j
product has to face, and the probability that the time to produce the demand for Type j product
will exceed the industry norm.
4. MODEL UNDER STUDY
For this study, we use the assembly of a product that can be assembled in four stages for
our illustrative examples through simulation. We look at the assembly of certain desktop
personal computers (PC) which, based on our conversations with computer professionals, follow
the processing pattern of the general model discussed in Section 3. In this application, the
assembly starts with internal components such as the motherboard, the memory chips, the CPU,
and then the addition of other external components based on the demands.
10
40th Anniversary Volume, IAPQR, 2013
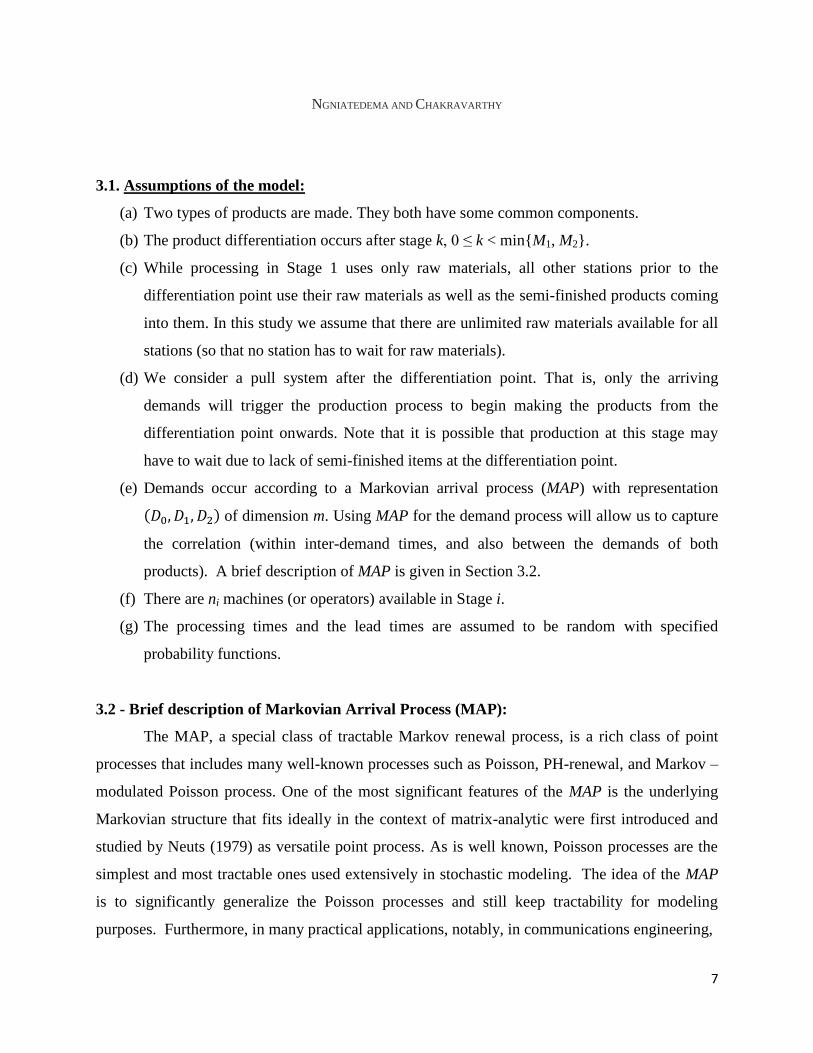
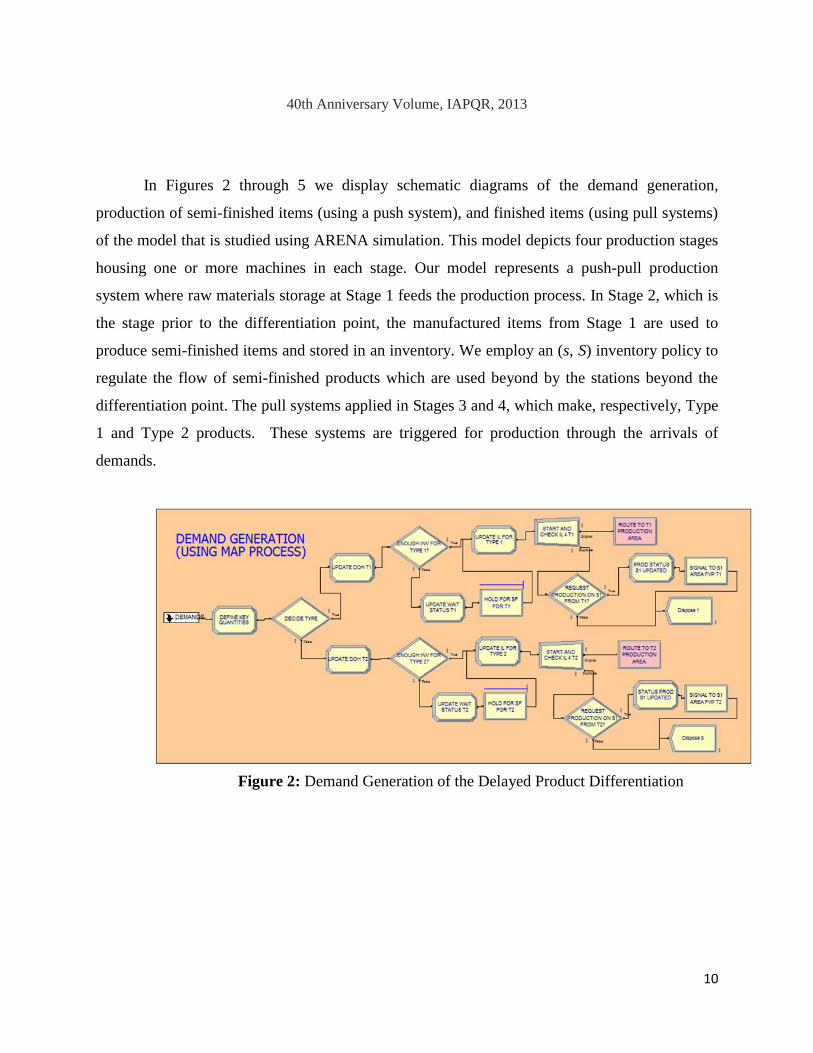
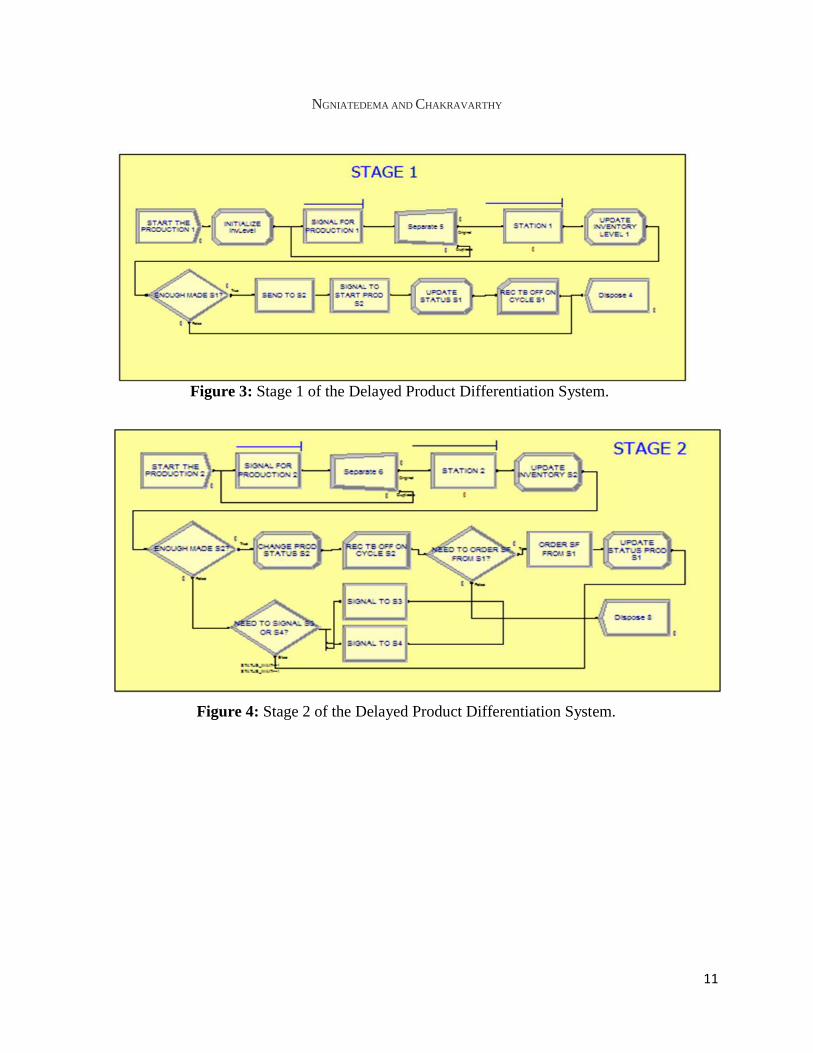
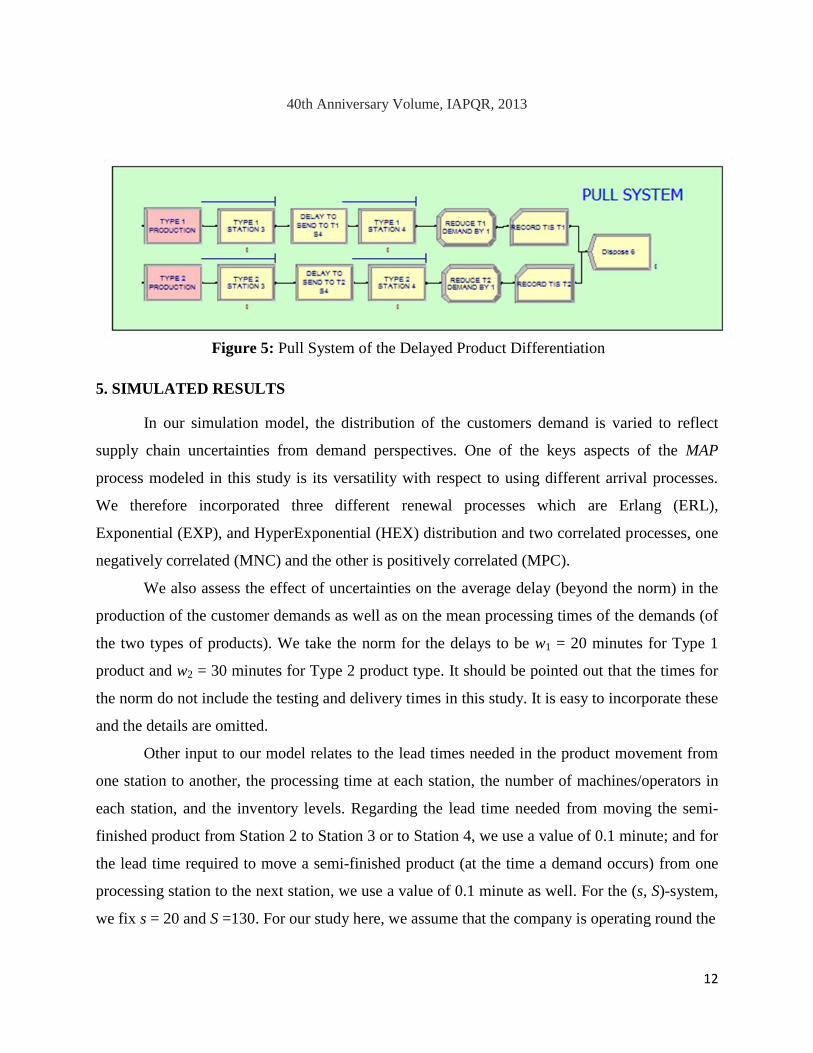
In Figures 2 through 5 we display schematic diagrams of the demand generation,
production of semi-finished items (using a push system), and finished items (using pull systems)
of the model that is studied using ARENA simulation. This model depicts four production stages
housing one or more machines in each stage. Our model represents a push-pull production
system where raw materials storage at Stage 1 feeds the production process. In Stage 2, which is
the stage prior to the differentiation point, the manufactured items from Stage 1 are used to
produce semi-finished items and stored in an inventory. We employ an (s, S) inventory policy to
regulate the flow of semi-finished products which are used beyond by the stations beyond the
differentiation point. The pull systems applied in Stages 3 and 4, which make, respectively, Type
1 and Type 2 products. These systems are triggered for production through the arrivals of
demands.
Figure 2: Demand Generation of the Delayed Product Differentiation
system.
11
NGNIATEDEMA AND CHAKRAVARTHY
Figure 4: Stage 2 of the Delayed Product Differentiation System.
Figure 3: Stage 1 of the Delayed Product Differentiation System.
12
40th Anniversary Volume, IAPQR, 2013
5. SIMULATED RESULTS
In our simulation model, the distribution of the customers demand is varied to reflect
supply chain uncertainties from demand perspectives. One of the keys aspects of the MAP
process modeled in this study is its versatility with respect to using different arrival processes.
We therefore incorporated three different renewal processes which are Erlang (ERL),
Exponential (EXP), and HyperExponential (HEX) distribution and two correlated processes, one
negatively correlated (MNC) and the other is positively correlated (MPC).
We also assess the effect of uncertainties on the average delay (beyond the norm) in the
production of the customer demands as well as on the mean processing times of the demands (of
the two types of products). We take the norm for the delays to be w1 = 20 minutes for Type 1
product and w2 = 30 minutes for Type 2 product type. It should be pointed out that the times for
the norm do not include the testing and delivery times in this study. It is easy to incorporate these
and the details are omitted.
Other input to our model relates to the lead times needed in the product movement from
one station to another, the processing time at each station, the number of machines/operators in
each station, and the inventory levels. Regarding the lead time needed from moving the semi-
finished product from Station 2 to Station 3 or to Station 4, we use a value of 0.1 minute; and for
the lead time required to move a semi-finished product (at the time a demand occurs) from one
processing station to the next station, we use a value of 0.1 minute as well. For the (s, S)-system,
we fix s = 20 and S =130. For our study here, we assume that the company is operating round the
Figure 5: Pull System of the Delayed Product Differentiation
system.

13
NGNIATEDEMA AND CHAKRAVARTHY
clock for a period of ten weeks and take the costs per day (i.e., 1440 minutes) to be:
For our illustrative examples here, three types of processing times are considered. The
numbers of machines in each of the stations for all examples are fixed. These are displayed in
Table 1 below.
Table 1: Distribution of the Processing Time and number of machines at each station
Processing Station 1 2 3 4 5 6
Processing
Time
Example 1 Exp(1) Exp(2) Exp(0.2) Exp(0.2) Exp(0.2) Exp(0.2)
Example 2 Erlang
(0.2,5)
Erlang
(0.2,5)
Erlang
(0.04,5)
Erlang
(0.04,5)
Erlang
(0.04,5)
Erlang
(0.04,5)
Example 3 1 2 0.2 0.2 0.2 0.2
Number of machines 2 4 2 2 2 2
For demand processes, we consider the following five MAP processes with representation
(D0, D1, D2). Recall that D1 and D2, respectively, govern Type 1 and Type 2 demands. Here we
take D1 = D2 = 0.5D, so that Type 1 and Type 2 demands occur with equal probability.
1. Erlang (ERL):
.
2. Exponential (EXP): .
3. HyperExponential (HEX):
.
4. MAP with Negative Correlation (MNC):
.

14
40th Anniversary Volume, IAPQR, 2013
5. MAP with Positive Correlation (MPC):
.
All these five MAP processes are normalized so as to have specific overall demand rate to
be 1. That is, However, these MAPs are qualitatively different in that they have different
variance and correlation structure. Looking only at points at arrivals of demands (irrespective of
whether they are for Type 1 or Type 2), the first three arrival processes correspond to renewal
processes and so the correlation is 0. The arrival process labeled MNC has correlated arrivals
with a correlation value of –0.48891, and the arrivals corresponding to the process labeled MPC
has a positive correlation value of 0.48891. The ratio of the standard deviations of the inter-
arrival times of these five arrival processes with respect to ERL are, respectively, 1, 2.2361,
5.0193, 3.1518, and 3.1518.
We simulated the model using 10 replications and for 70 days per replicate with a warm-
up period of 5 days. Our expected total cost is on a per day basis and is rounded to the nearest
dollar. The expected total cost for various scenarios (i.e., for five MAPs and for three types of
processing times) is displayed in Table 2.
Table 2: Expected total cost for various scenarios
Expected Total Cost ($)/day
Demand Example 1 Example 2 Example 3
ERL 99 89 85
EXP 131 118 111
HEX 1355 1381 1626
MNC 135 119 112
MPC 9198 9554 12671
First, it should be pointed out that we noticed (which is not displayed here) the major
contributor to the expected cost comes from the delays in the production of the demands beyond
the norms. Secondly, a quick look at the numbers in Table 2 reveals that the expected total cost
appears to increase with increasing variability in the demand processes (an observation that has
15
NGNIATEDEMA AND CHAKRAVARTHY
been noticed in other contexts of stochastic modeling in the literature). Thirdly, the effect of
correlation (especially the positive one) appears to be significant indicating that one should not
ignore correlation in practice.
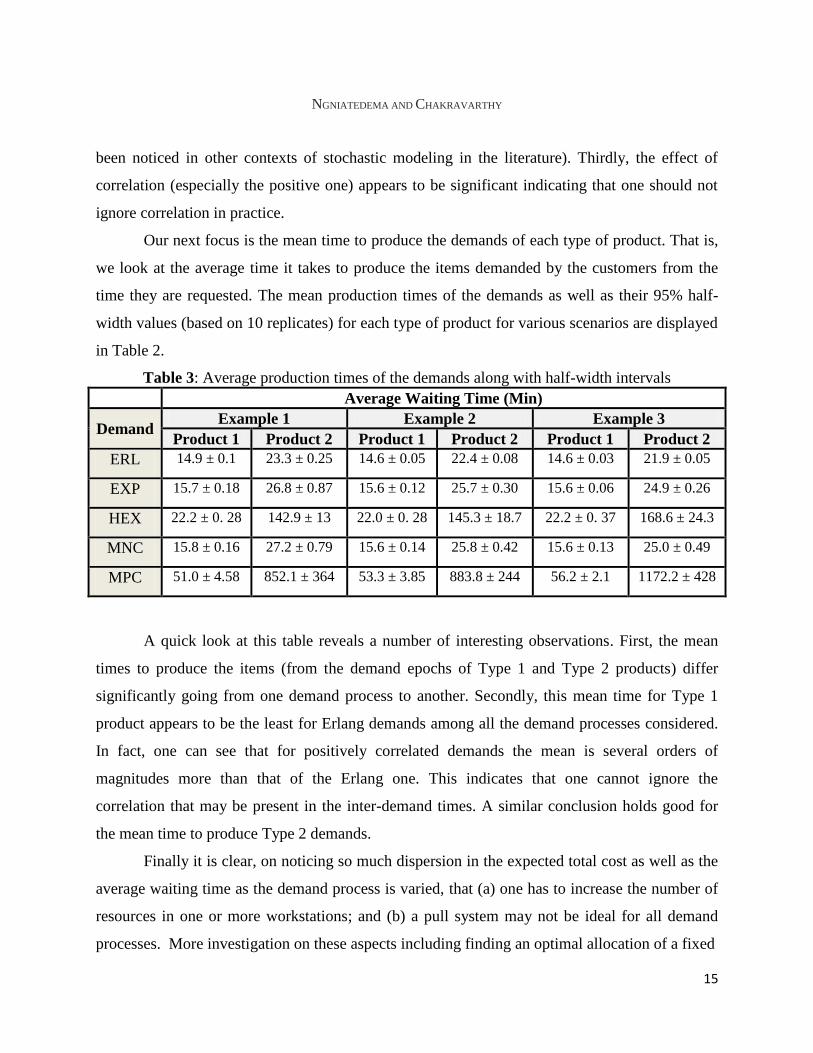
Our next focus is the mean time to produce the demands of each type of product. That is,
we look at the average time it takes to produce the items demanded by the customers from the
time they are requested. The mean production times of the demands as well as their 95% half-
width values (based on 10 replicates) for each type of product for various scenarios are displayed
in Table 2.
Table 3: Average production times of the demands along with half-width intervals
Average Waiting Time (Min)
Demand Example 1 Example 2 Example 3
Product 1 Product 2 Product 1 Product 2 Product 1 Product 2
ERL 14.9 ± 0.1 23.3 ± 0.25 14.6 ± 0.05 22.4 ± 0.08 14.6 ± 0.03 21.9 ± 0.05
EXP 15.7 ± 0.18 26.8 ± 0.87 15.6 ± 0.12 25.7 ± 0.30 15.6 ± 0.06 24.9 ± 0.26
HEX 22.2 ± 0. 28 142.9 ± 13 22.0 ± 0. 28 145.3 ± 18.7 22.2 ± 0. 37 168.6 ± 24.3
MNC 15.8 ± 0.16 27.2 ± 0.79 15.6 ± 0.14 25.8 ± 0.42 15.6 ± 0.13 25.0 ± 0.49
MPC 51.0 ± 4.58 852.1 ± 364 53.3 ± 3.85 883.8 ± 244 56.2 ± 2.1 1172.2 ± 428
A quick look at this table reveals a number of interesting observations. First, the mean
times to produce the items (from the demand epochs of Type 1 and Type 2 products) differ
significantly going from one demand process to another. Secondly, this mean time for Type 1
product appears to be the least for Erlang demands among all the demand processes considered.
In fact, one can see that for positively correlated demands the mean is several orders of
magnitudes more than that of the Erlang one. This indicates that one cannot ignore the
correlation that may be present in the inter-demand times. A similar conclusion holds good for
the mean time to produce Type 2 demands.
Finally it is clear, on noticing so much dispersion in the expected total cost as well as the
average waiting time as the demand process is varied, that (a) one has to increase the number of
resources in one or more workstations; and (b) a pull system may not be ideal for all demand
processes. More investigation on these aspects including finding an optimal allocation of a fixed
16
40th Anniversary Volume, IAPQR, 2013
number of resources to various stations is under study and the results of this study will be
addressed elsewhere.
6. CONCLUDING REMARKS AND FUTURE WORK
The demand process is known to drive the managerial decisions when it comes to
balancing the trade-off between the most two important dimensions: cost and customer
satisfaction, in mass customization where the product diversity tends to be high.
This research emphasized the importance of delayed product differentiation for product
customization in supply chain where the demands occur according to a Markovian arrival
process. Postponement was used to compromise between a complete push system and a complete
pull system. We extended Lee and Tang’s framework for mass customization of products in
three different ways. First, the supplies of raw materials were incorporated into the framework to
account for supply risk. Second, we considered a push-pull system in which common tasks to
both products are performed first up to a pre-determined differentiation point, and the arriving
demands for individual customization triggers the production process to begin making the final
products. Using a versatile point process to model the demands we employed a simulation
method to bring out the qualitative nature of the model under study through illustrative examples.
Using five scenarios for the demand processes, we showed through simulation, the effect of the
type of demand processes on the average total operating costs as well as on the average
production times to meet the demands.
Our simulation results clearly indicated how the type of the customer demand process in
the context of a delayed differentiation approach has an impact on the key system measures and
the expected total operating cost. The ability to compare the expected total operating cost and the
mean time to produce the items of the demands of either type of the products provides a better
insight that is valuable to the stakeholder. Also, our study showed that when the inter-demand
times have a reasonably small variation (like in Erlang case), a pull system beyond the
differentiation point is appropriate as it has no inventory to store and also appears to have less
mean production time to meet the demands. However, if the inter-demand times have either a
large variation (such as hyperexponential) or have correlation between two successive ones (like

17
NGNIATEDEMA AND CHAKRAVARTHY
MPC demand process), a pull system may yield a higher mean production time to meet the
demands. A combination of a push and pull system may be a way to accomplish a smaller mean
wait time and hence a smaller expected total cost.
In practice, supply chains tend to suffer from uncertainties, and postponement is one of
the ways to minimize the effect of too much inventory or too much stock-outs. In our study we
made several assumptions, some of which represent limitations and therefore present
opportunities for future research. First, we assumed that there is an unlimited supply of raw
materials in Stage 1 that feeds the production process down the road. Further studies need to be
conducted to relax this assumption along with the possibility of having a stock-out at the
beginning of the production process. While we employed an (s, S)-type inventory policy in this
study, other policies are worth considering and it would be of interest to study the effect of the
inventory parameters on the expected total operating cost. Finally, we can extend the current set
up of four-stations for each of two types of products to several-stations case. Currently, we are
exploring different options to the one presented here and the results of the study will be reported
elsewhere.
REFERENCES
Anand, K.S., Girota, K. (2007). “The strategic perils of delayed differentiation”, Management
Science 53 (5), 697–712.
Alderson, W. (1950), “Marketing efficiency and the principle of postponement”, Cost and
Profit Outlook, 3, 15–18.
Aviv, Y. and Federgruen, A. (2001), “Design for postponement: a comprehensive
characterization of its benefits under unknown demand distributions”, Operation
Research, 49(4), 578–598.
Baker, K.R., Magazine, J.R. and Nuttle, H.W. (1986), “The effect of commonality on safety
stock in a simple inventory model, Management Science 32, 982–988.
Battezzati, L. and Magnani R. (2000), "Supply Chains for FMCG and Industrial Products in
Italy: Practices and the Advantages of Postponement", International Journal of Physical
Distribution & Logistics Management. 30(5), 413 – 424.
Chakravarthy, S.R. (2001), “The batch Markovian arrival process: A review and future work.
Advances in Probability Theory and Stochastic Processes”, Eds., A. Krishnamoorthy et
al., Notable Publications Inc., NJ, 21-39
Chakravarthy, S.R. (2010), “Markovian Arrival Processes. Wiley Encyclopedia of Operations
18
40th Anniversary Volume, IAPQR, 2013
Research and Management Science”, Published Online: 15 JUN 2010.
Choi, K., Narasimhan, R. and Kim, S. W. (2012), Postponement strategy for international
transfer of products in a global supply chain: A system dynamics examination. Journal of
Operations Management, 30 (6), 167–179.
Christopher, M., Jia, F., Khan, O., Mena, C., Palmer, A., Sandberg, E. (2007), "Global sourcing
and logistics", Department for Transport, Cranfield School of Management, Cranfield,
Logistics project number LP 0507.
Davis, S. M., “Future Perfect”. Addison-Wesley Publishing. Reading, MA, 1987.
Eppen G.D. (1979), Effects of centralization on expected costs in a multi-location newsboy
problem. Management Science, 25(5):498–501.
Feitzinger, E. and Lee, H.L. (1997), “Mass customization at Hewlett Packard: the power of
postponement.” Harvard Business Review, 75(1), 116-121.
Graman G.A. and Magazine M.J. (2002), A Numerical analysis of capacitated postponement.
Production and Operations Management, 11(3), 340-357.
Gerchak, Y. and Henig M. (1985), “An inventory model with component commonality”,
Operations Research Letters, 5(3), 157–160.
Gerchak, Y., Magazine, M. and Gamble A.B. (1988), Component commonality with service
level requirements, Management Science 34 (6), 753–760.
Harrison, A. and Skipworth, H. (2008), “Implications of Form Postponement to
Manufacturing: a Cross Case Comparison”, International Journal of Production Research.
46(1):173-195.
Jensen P.A. and Bard J.F. (2003), "Operations Research Models and Methods", John Wiley &
Sons, New York.
Kelton, W.D., Sadowski, R.P., Swets, N.B. (2010), “Simulation with ARENA”, Fifth ed.,
McGraw-Hill, New York.
Lee, L.H. (2010), Global trade process and supply chain management. In: Sodhi, M.S.,
Tang, C.S. (Eds.), A Long View of Research and Practice in Operations Research
and Management Science: The Past and the Future, International Series in Operations
Research & Management Science, vol. 148. Springer, Massachusetts.
Lee H., Billington C., and Carter B. (1993), Hewlett-Packard gains control of inventory and
service through design for localization, Interfaces, 23 (4),1–11.
Lee H. (1987), “A multi-echelon inventory model for repairable items with emergency lateral
transshipments”, Management Science, 33(10), 1302–1316.
Lee, H. and Tang, C.S. (1997), “Modelling the costs and benefits of delayed product
differentiation”, Management Science, 43(1), 40–53.
Lucantoni, D.M. (1991), “New results on the single server queue with a batch Markovian arrival
process. Stochastic Models”, 7, 1-46.
Narasimhan, R. and Mahapatra, S. (2004), “Decision Models in Global Supply Chain
Management”, Industrial Marketing Management. 33(1), 21–27.
Neuts, M.F.(1979), “A versatile Markovian point process”, J. Appl. Prob., 16, 764-779.

19
NGNIATEDEMA AND CHAKRAVARTHY
Neuts, M.F. (1981), “Matrix-Geometric Solutions in Stochastic Models: An Algorithmic
Approach”, The Johns Hopkins University Press, Baltimore, MD [1994 version is Dover
Edition].
Neuts, M.F. (1989), “Structured Stochastic Matrices of M/G/1 type and their Applications”,
Marcel Dekker, NY.
Neuts, M.F. (1992), “Models based on the Markovian arrival process”, IEICE Transactions on
Communications, E75B, 1255-1265.
Ngniatedema, T. 2012: “A Mass Customization Information Systems Architecture
Framework”, Journal of Computer Information Systems. 52(3), 60-70.
Peters, L. and Saidin, H. (2000), “IT and the mass customization of services: the challenge of
Implementation”, International Journal of Information Management. 20(2), 103–119.
Pollard, D., Chuo, S. and Lee B. (2008), “Strategies for mass customization”, Journal of
Business and Economics Research. 6(7), 77-86
Robinson L.(1990), “Optimal and approximate policies in multi-period multi-echelon inventory
models with transshipments”, Operations Research 23 (2), 278–295.
Skipworth, H. and Harrison, A. (2004), “Implications of form postponement to manufacturing: a
case study”, International Journal of Production Research, 42(10), 2063–2081.
Swaminathan, J.M. and Lee, H.L.(2003), “Design for postponement. In Supply Chain
Management”—Handbook in OR/MS, edited by S. Graves and T. de Kok, 11, 199–226.
Tagaras, G. and Cohen M. (1992), “Pooling in two-location inventory systems with non-
negligible lead times”, Management Science, 38 (8), 1067–1078.
Tibben-Lembke R.S. and Bassok Y. (2005), “An inventory model for delayed customization: A
hybrid approach”, European Journal of Operational Research, 165(3) 748–764.
Trentin, A.and Forza, C. (2010), “Design for Form Postponement: Do Not Overlook
Organization Design”, International Journal of Operations & Production Management.
30 (4), 338–364.
Twede, D. T., Clarke, R. H. and Tailt, J. A. (2000), “Packaging Postponement: A Global
Packaging Strategy”, Packaging Technology and Science. 13(3), 105–115.
Van Hoek, R. I. (2001), “The Rediscovery of Postponement: A Literature Review and Directions
for Future Research”, Journal of Operations Management. 19(2), 161–184.
Wang, X. Xie, Z. and Guan, Z. (2012), “Partial Postponement Strategy: Application in
Automobile Manufacturers”, Advanced Materials Research. 443-444(296), 296-301.
Yang, B. and Burns, N. D. (2003), “The Implications of Postponement for the Supply Chain”,
International Journal of Production Research. 41(9), 2075–2090.
Yang, B. and Yang, Y. (2010), “Postponement in Supply Chain Risk Management: A
Complexity Perspective”, International Journal of Production Research, 48(7), 1901–12.
Zinn, W. and Bowersox, D.J. (1988), “Planning physical distribution with the principle of
Postponement”, Journal of Business Logistics. 19(2), 117–136.




















