
Constitutive and Blood Meal-Induced Trypsin Genes in Anopheles gambiae
A constitutive model and FE simulation for the sinteringprocess of powder compacts
Michael Gasik, Baosheng Zhang *
Laboratory of Materials Processing and Powder Metallurgy, Helsinki University of Technology, P.O. Box 6200, FIN-02015 HUT,
Finland
Received 25 October 1999; accepted 7 February 2000
Abstract
A model for describing the entire sintering process of powder compacts is presented based on the thermal elasto-
viscoplastic theory. The predications of shrinkage and stress changes of WC-6%Co powder compacts during sintering
process are simulated using the ABAQUS code. It was found that simulation results for displacements are a good ®t of
the experimental data. In situ measurement technique and simulation for stresses indicate that maximum tensile stresses
always arise at the beginning of cooling stage. The tensile hoop stress r33 is a major stress, which may cause surface
crack in the cylinder specimen in sintering process and is compared with experimental observation. Ó 2000 Elsevier
Science B.V. All rights reserved.
Keywords: Sintering; Modeling; Powder compacts; Finite element method; Stress
1. Introduction
Powder metallurgy (PM) is a highly developedmethod of manufacturing reliable near net shapeferrous matrix or ceramic matrix composites ma-terial products. Made by mixing elemental or alloypowders and compacting the mixture in a die, theresultant shape is then sintered or heated in acontrolled-atmosphere furnace to bond the parti-cles metallurgically [1]. Sintering is a commonlyused processing route for production of many ce-ramic components. During the sintering of powdercompacts, non-uniform shrinkage occurs due tothe distribution of density depending on the ge-
ometry and friction of the die, gravity, heteroge-neous inclusion and so on. These factors oftencause warpage, distortion or cracks in the sinteredbodies [2±4]. Temperature change during heatingand cooling stages also alters most of the proper-ties and causes thermal stresses [5]. In severalworks [6±8], the stress state and cracks induced bynon-uniform shrinkage in heterogeneous powdercompacts have been analyzed and some constitu-tive models, some of them applied to ®nite elementanalysis of a sintering body, were developed [9,10].However, the constitutive model considering stresschanging during sintering process has not beenconsidered in detail. It is very important to un-derstand the constitutive relationship betweenstrain and stress for powder compacts in the wholesintering process which includes the heating rate,holding temperature, cooling rate and so on[11,12].
www.elsevier.com/locate/commatsciComputational Materials Science 18 (2000) 93±101
* Corresponding author. Tel.: +358-9-4512-771; fax: +358-9-
4512-799.
E-mail address: [email protected].® (B. Zhang).
0927-0256/00/$ - see front matter Ó 2000 Elsevier Science B.V. All rights reserved.
PII: S 0 9 2 7 - 0 2 5 6 ( 0 0 ) 0 0 0 9 0 - 2

The control of dimensional accuracy and de-fects (voids) in sintered parts has been gettingmore important in modern PM. It is desirable todevelop a method for predicting the shape changeand defects occurring, taking into account all thesefactors in an analytical model.
In this study, in order to predict mathematicallyshape change and the thermal mechanical prop-erties of powder compacts under a given heatingregime and loading condition, a thermal elasto-viscoplastic model for describing the entire sin-tering process is developed to analyze the sinteringof powder compacts. The constitutive equationsdescribing the whole sintering behavior are im-plemented in the ABAQUS code to test the model.As an example, the sintering of a cylinder speci-men made of WC-Co has been simulated andcompared with experiment results measured in situby an optical dilatometer.
2. A thermal elasto-viscoplastic model for thesintering process of powder compacts
The majority of analyses of the behavior ofsintering bodies are based on isothermal sintering,where it is reasonable to assume the compact vis-cous. However, this is not true at lower tempera-ture. There is some evidence [13±15] that greencompact is usually elastic at room temperature andthere exists an elastic to viscous transition regionwith sintering. Fig. 1 shows a elasto-viscoplacticmodel extension for the constitutive relationship ofthe powder compacts to describe the entire sin-tering processes proposed in this work.
The equation for describing the model can beconsidered as follows:
de � fdeEg � fdeVpg � fdesintg � fd�aT �g; �1�where de is the total strain increment, deE the elasticstrain increment, deVp the viscous plastic strain in-
crement [16,17], desint the free sintering volumetricstrain increment [16] and d�aT � is the thermal strainincremental. They are given by the equations:
fdeg � �De�ÿ1fdrg; �2�
fdeVPg � �g�ÿ1fdrg; �3�
�De� � E1� v
1ÿ v1ÿ 2v
v1ÿ 2v
1
1ÿ 2v0 0 0
v1ÿ 2v
1ÿ v1ÿ 2v
v1ÿ 2v
0 0 0
v1ÿ 2v
v1ÿ 2v
1ÿ v1ÿ 2v
0 0 0
0 0 01
20 0
0 0 0 01
20
0 0 0 0 01
2
26666666666666666664
37777777777777777775
;
�4�
�g� � 3gq2nÿ1
a b b 0 0 0b a b 0 0 0b b a 0 0 00 0 0 c 0 00 0 0 0 c 00 0 0 0 0 c
26666664
37777775; �5�
where
a � f 2 � 4
9; b � f 2 ÿ 2
9; c � 1
3;
f � 1
2:5�����������1ÿ qp :
The free sintering volumetric strain increment isgiven in [16] as
desint � 3
4
1
g1ÿ q
q4rs dt; �6�
where rs is a sintering stress caused by surfacetension acting on the pore surface perpendicularlyand is given by
rs � qN 2c�r; �r � kR
q0�1ÿ q�q�1ÿ q0�
� �1=3
; �7�Fig. 1. The thermal elasto-viscoplastic model for the entire
sintering process of powder compacts.
94 M. Gasik, B. Zhang / Computational Materials Science 18 (2000) 93±101
where r is the e�ective pore radius and R is theinitial radius of a powder particle. Values N, K, q0
usually have to be obtained from experiment. Theincremental stress fdrg can be assumed to be alinear function of the incremental strain [18] suchthat
fdrg � �D� fdeg�
ÿ �g�ÿ1f�rg dt ÿ fdesintg ÿ dfaTg�:
�8�
Here �r is the average stress for the time interval dt,as given by [19]
f�rg � frg � 1
2fDrg: �9�
Combining Eqs. (8) and (9), the incremental stressthen can be expressed in form
fdrg � �D�� fdeg�
ÿ �g�ÿ1frg dt ÿ fdesintg ÿ dfaTg�;
�10�
where �D�� is the modi®ed elastic matrix given by
�D�� � �I ��� 1
2�D��g�ÿ1
dt�ÿ1
�D�: �11�
3. The mechanical and thermal properties of the
sintering material
The mechanical properties, such as YoungÕsmodulus and PoissonÕs ratio of the material at anysintering time or temperature generally depend onthe relative density [20]. This can be expressed insimple functional forms by using experimentaldata, for instance,
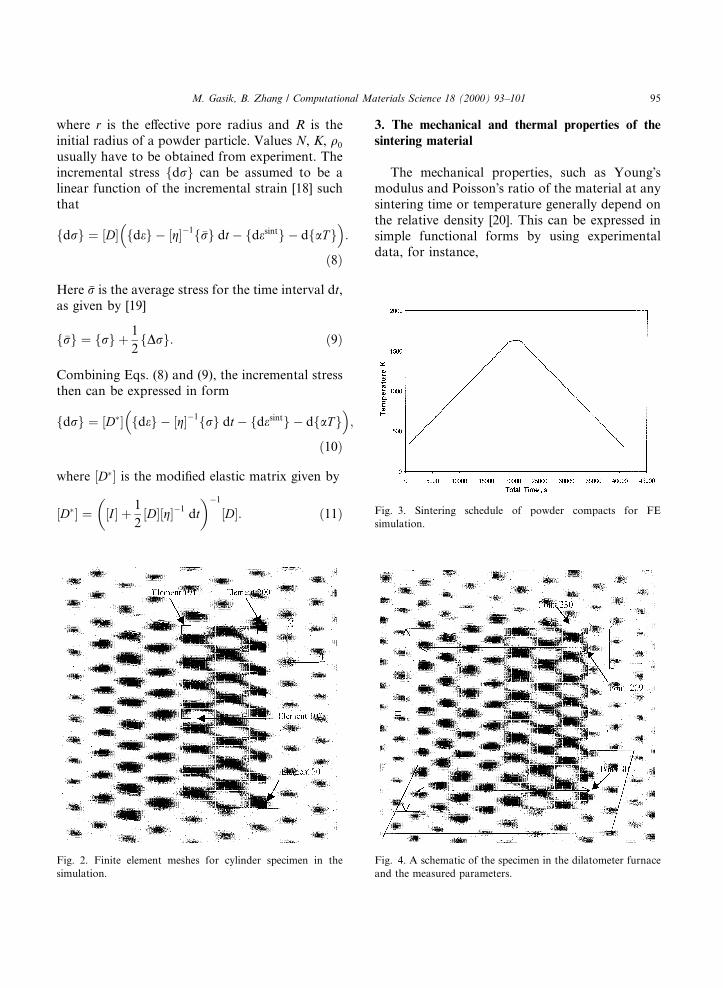
Fig. 2. Finite element meshes for cylinder specimen in the
simulation.
Fig. 4. A schematic of the specimen in the dilatometer furnace
and the measured parameters.
Fig. 3. Sintering schedule of powder compacts for FE
simulation.
M. Gasik, B. Zhang / Computational Materials Science 18 (2000) 93±101 95
E � E0eÿb0�1ÿq�; �12�
m � mf
��������������q
3ÿ 2q
r; �13�
where E0 and mf are the elastic modulus andPoissonÕs ratio for fully dense matrix and b0 is aconstant. In this paper, we used WC-6%Co hardmetal compacted by CIP into cylindrical specimen;10� 10 mm at 300 MPa and sintered at 1623 Kat a heating rate 5 K/min and cooling to roomtemperature. Viscosity of the material can be de-scribed by [16]
g � C1T expC2
T
� �d3;
d3 � d30 �
Z t
0
C3t expC4
T
� �dt; d0 � 2R:
�14�
The constants C1, C2, C3, C4 are obtained fromexperimental data [21,22]. For WC-6%Co ®nepowder,
g � 217610
�� 106 � T � exp
1659:84
T
� ��� D3;
D3 � D30
�� 9:8391� 1016
�Z t
0
exp
�ÿ 78810
T
�ds
�� 10ÿ18; m3:
�15�
4. Finite element analysis procedure using the
ABAQUS code
4.1. Sintering process and mesh of model geometryfor cylinder specimen
As an example, the above constitutive materialmodel can be applied to a WC-Co cylinder speci-men. Quadric elements have been chosen for themeshing, the corresponding model geometries aremeshed with approximately 200 axisymmetricsolid elements CAX4T [23] for fully coupledthermal-displacement analyses. Fig. 2 shows ®niteelement meshes for axisymmetric cylinder speci-men and some speci®c element are shown for in-vestigation of stress change during sintering.
Fig. 3 shows the sintering schedule mentionedabove, which consists of three sequences: heating
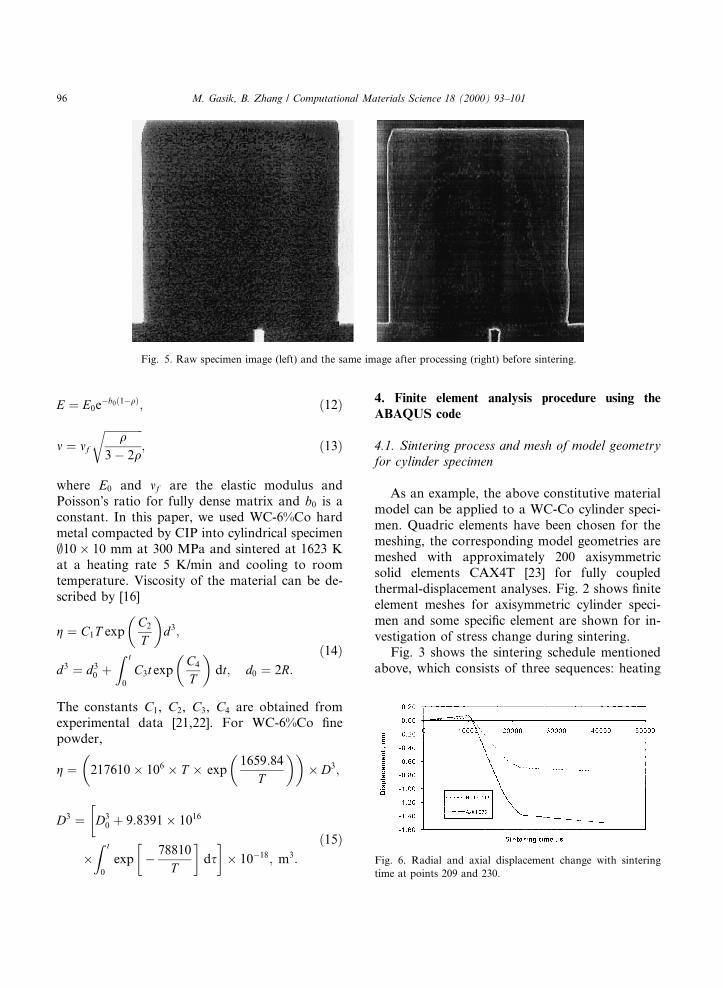
Fig. 5. Raw specimen image (left) and the same image after processing (right) before sintering.
Fig. 6. Radial and axial displacement change with sintering
time at points 209 and 230.
96 M. Gasik, B. Zhang / Computational Materials Science 18 (2000) 93±101
from room temperature to 1623 K at 5 K/min, halfan hour holding at 1623 K and cooling down toroom temperature at 5 K/min.
4.2. Boundary and initial conditions
The surface temperature of the cylinder speci-men is given as the ®rst class boundary condition
added to cylinder surfaces. The initial relativedensity is assumed to be 62%. The friction e�ectbetween the specimen with substrate of sinteringplate form on the sintering was also considered.The Coulomb friction law was used for this case,which can be written as follows [23]:
sf � lP ; �16�
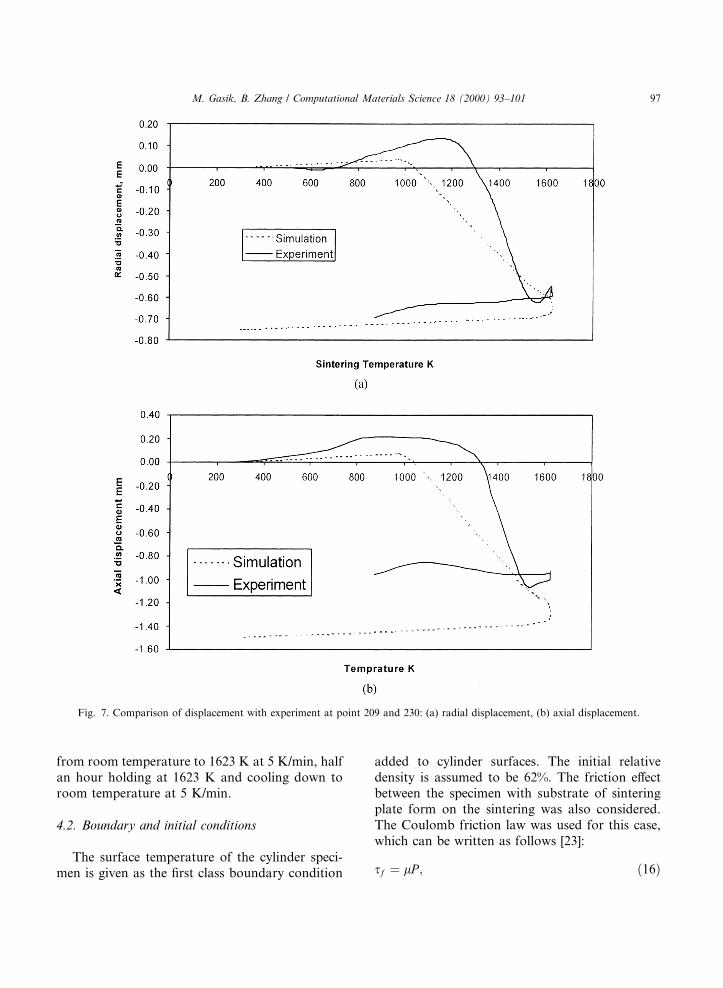
Fig. 7. Comparison of displacement with experiment at point 209 and 230: (a) radial displacement, (b) axial displacement.
M. Gasik, B. Zhang / Computational Materials Science 18 (2000) 93±101 97
where P is the contact pressure between specimenwith substrate and l is friction coe�cient. Gravitywas added for friction calculation between thespecimen and the substrate with an isotropic fric-tion coe�cient l � 0:2.
5. Results and discussion
5.1. Experiment of sintering of homogeneousWC-Co materials
Sintering was performed in HUT optical dila-tometer in argon ¯ow with heating schedule(shown in Fig. 3). The shrinkage measurementshave been done with a CCD camera and videoframe grabber on a Pentium PC. The resolution ofthe screen was 1280� 1024 pixels which corre-sponds to the raw image resolution of1:3� 0:05 lm=mm of the specimen length without
image preprocessing. Because the edges of thespecimens were not straight, measurements of di-ameters were performed at 1=10 height distancefrom either the top or bottom plane as shown inFig. 4.
Fig. 5 displays an initial picture of the sample inthe furnace and the same picture after ®lter ap-plication, showing a clear border between thespecimen and environment. This gives a possibilityto exclude body points from the analysis and usethe automated edge/line tracking and recognitionfeature of the software.
5.2. Results of the simulation of sintering
Fig. 6 shows radial and axial displacements ofthe cylinder specimen at points 209 and 230,changing with sintering time.
Fig. 7 shows the comparison of the displace-ment with experimental results. It is shown that
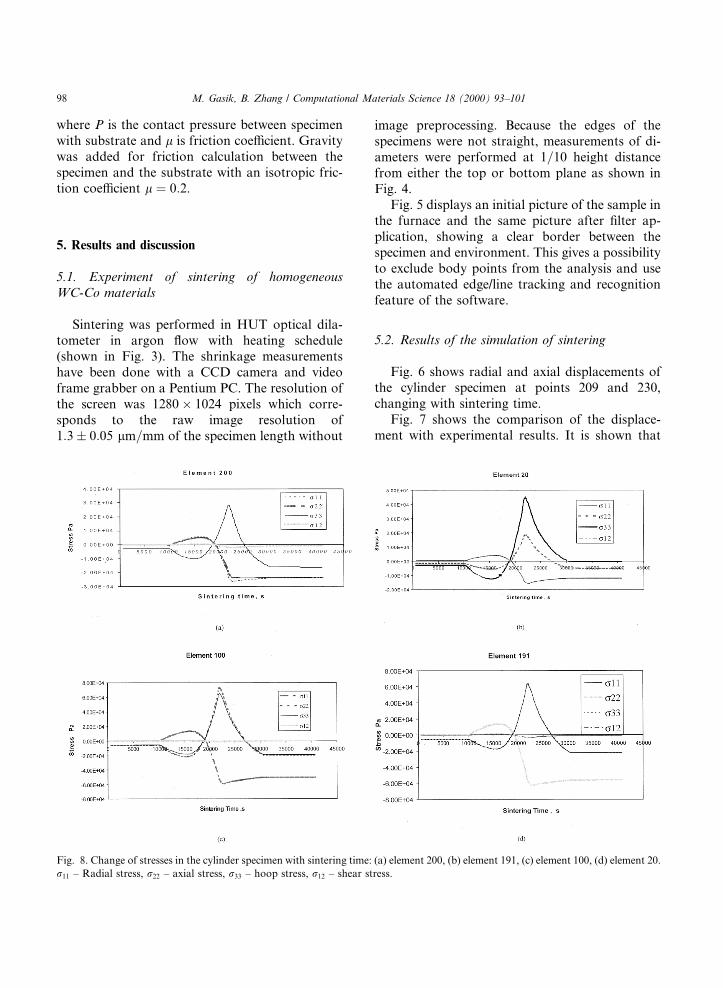
Fig. 8. Change of stresses in the cylinder specimen with sintering time: (a) element 200, (b) element 191, (c) element 100, (d) element 20.
r11 ± Radial stress, r22 ± axial stress, r33 ± hoop stress, r12 ± shear stress.
98 M. Gasik, B. Zhang / Computational Materials Science 18 (2000) 93±101
(b)(a)
(c)
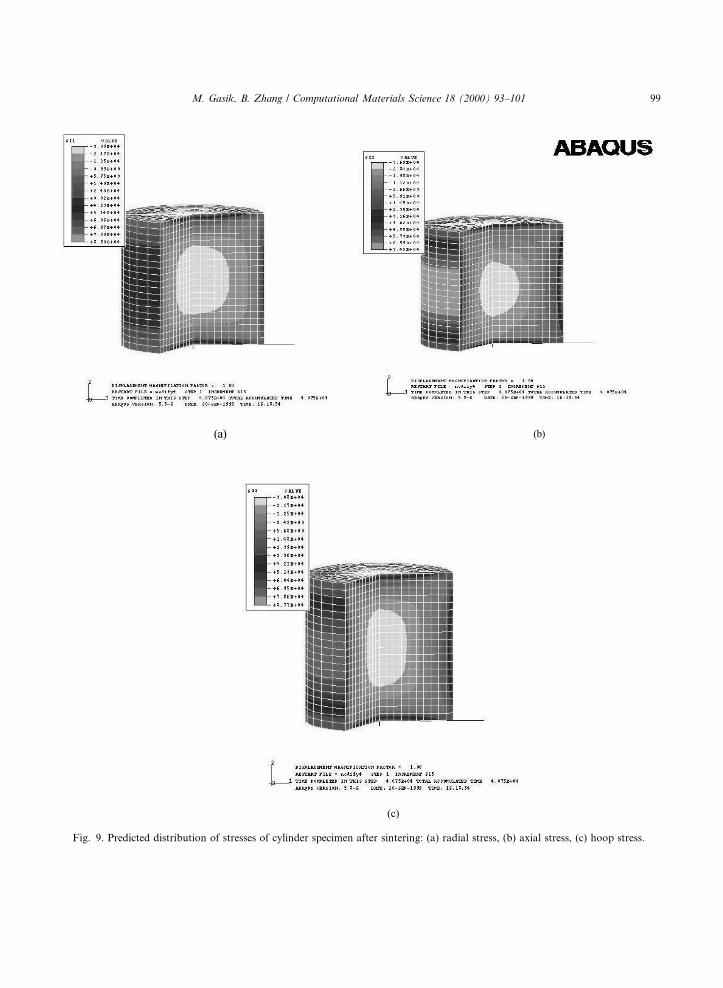
Fig. 9. Predicted distribution of stresses of cylinder specimen after sintering: (a) radial stress, (b) axial stress, (c) hoop stress.
M. Gasik, B. Zhang / Computational Materials Science 18 (2000) 93±101 99
the thermal expansion dominates at the initialheating temperature range (600±1000 K), bothaxial and radial displacements have thermalexpansion.
With increasing temperature, the shrinkageoverwhelms the thermal expansion and the axialshrinkage becomes signi®cantly greater than theradial one. The simulation results show that thesintering shrinkage of the cylinder specimen ofpowder compacts is anisotropic, the axial shrink-age was slightly overestimated by the model. So toget better predication of the shrinkage of sinteredpowder compacts, it is necessary to know the realgreen density ®eld distribution after compressionby CIP or die compaction. The change of stresseswith time in each element (200, 191, 20, 100) areshown in Fig. 8. Comparing with Fig. 2 one can®nd that all the maximum tensile stress in thecylinder specimen arises at the beginning of cool-ing stage. It should be noticed that tensile hoopstress, r33, at di�erent positions on the specimen isthe highest, which may be the cause for the crack.This means the initial cracks along the radial di-rection in the cylinder specimen may easily occur.
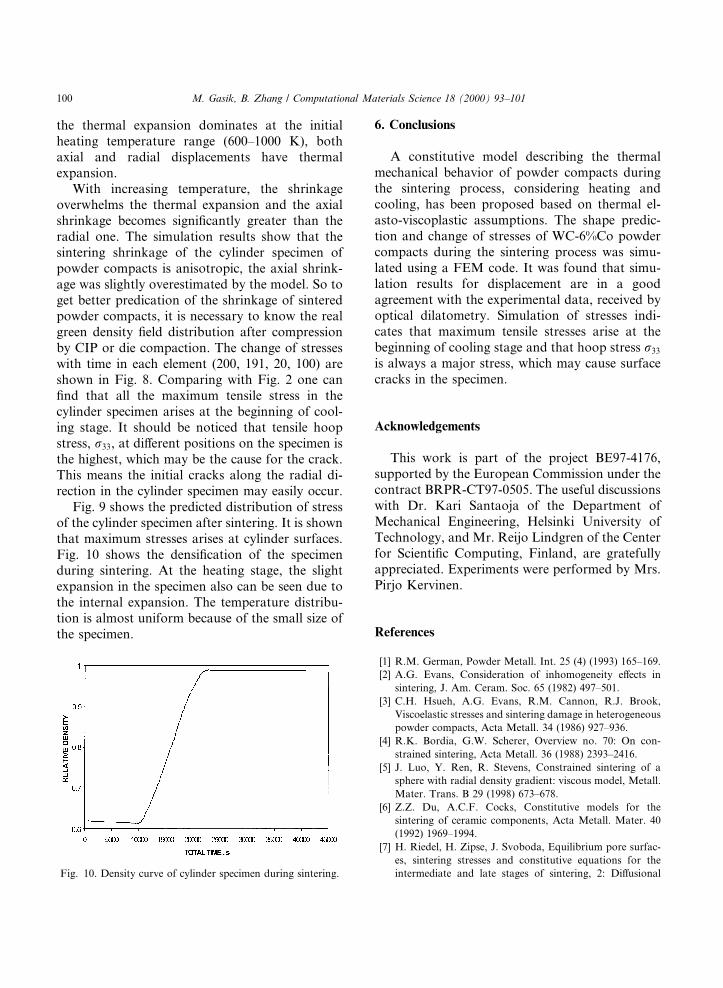
Fig. 9 shows the predicted distribution of stressof the cylinder specimen after sintering. It is shownthat maximum stresses arises at cylinder surfaces.Fig. 10 shows the densi®cation of the specimenduring sintering. At the heating stage, the slightexpansion in the specimen also can be seen due tothe internal expansion. The temperature distribu-tion is almost uniform because of the small size ofthe specimen.
6. Conclusions
A constitutive model describing the thermalmechanical behavior of powder compacts duringthe sintering process, considering heating andcooling, has been proposed based on thermal el-asto-viscoplastic assumptions. The shape predic-tion and change of stresses of WC-6%Co powdercompacts during the sintering process was simu-lated using a FEM code. It was found that simu-lation results for displacement are in a goodagreement with the experimental data, received byoptical dilatometry. Simulation of stresses indi-cates that maximum tensile stresses arise at thebeginning of cooling stage and that hoop stress r33
is always a major stress, which may cause surfacecracks in the specimen.
Acknowledgements
This work is part of the project BE97-4176,supported by the European Commission under thecontract BRPR-CT97-0505. The useful discussionswith Dr. Kari Santaoja of the Department ofMechanical Engineering, Helsinki University ofTechnology, and Mr. Reijo Lindgren of the Centerfor Scienti®c Computing, Finland, are gratefullyappreciated. Experiments were performed by Mrs.Pirjo Kervinen.
References
[1] R.M. German, Powder Metall. Int. 25 (4) (1993) 165±169.
[2] A.G. Evans, Consideration of inhomogeneity e�ects in
sintering, J. Am. Ceram. Soc. 65 (1982) 497±501.
[3] C.H. Hsueh, A.G. Evans, R.M. Cannon, R.J. Brook,
Viscoelastic stresses and sintering damage in heterogeneous
powder compacts, Acta Metall. 34 (1986) 927±936.
[4] R.K. Bordia, G.W. Scherer, Overview no. 70: On con-
strained sintering, Acta Metall. 36 (1988) 2393±2416.
[5] J. Luo, Y. Ren, R. Stevens, Constrained sintering of a
sphere with radial density gradient: viscous model, Metall.
Mater. Trans. B 29 (1998) 673±678.
[6] Z.Z. Du, A.C.F. Cocks, Constitutive models for the
sintering of ceramic components, Acta Metall. Mater. 40
(1992) 1969±1994.
[7] H. Riedel, H. Zipse, J. Svoboda, Equilibrium pore surfac-
es, sintering stresses and constitutive equations for the
intermediate and late stages of sintering, 2: Di�usionalFig. 10. Density curve of cylinder specimen during sintering.
100 M. Gasik, B. Zhang / Computational Materials Science 18 (2000) 93±101
densi®cation and creep, Acta Metall. Mater. 42 (1994)
445±452.
[8] K. Shinagawa, Y. Hirashima, A constitutive model for
sintering of mixed powder compacts, Mater. Sci. Forum
308±311 (1999) 1041±1046.
[9] M. Abouaf, J.L. Chenot, G. Raisson, B. Baudin, Int. J.
Numer. Methods Eng. 25 (1988) 191±195.
[10] K. Shinagawa, JSME Int. J. A 39 (4) (1996) 565±570.
[11] A.F. Plankensteiner, E. Parteder, H. Riedel, D.-Z. Sun,
Micromechanism based macrostructural ®nite element
analysis of the sintering behavior of refractory metal parts
using ABAQUS, in: Proceedings of the ABAQUS UsersÕConfererence, 26±28 May 1999, Chester, UK, pp. 643±657.
[12] H. Riedel, T. Kraft, Distortion and Cracking of Graded
Components during Sintering, Mater. Sci. Forum 308±311
(1999) 1035±1040.
[13] P.Z. Cai, G.L. Messing, D.L. Green, Determination of the
mechanical response of sintering compacts by cyclic
loading dilatometry, J. Am. Ceram. Soc. 80 (2) (1997)
445±452.
[14] P.Z. Cai, D.L. Green, G.L. Messing, Constrained densi®-
cation of alumina/zirconia hybrid laminates I: experimental
observations of processing defects, J. Am. Ceram. Soc. 80
(8) (1997) 1929±1939.
[15] P.Z. Cai, G.L. Messing, D.L. Green, Constrained densi®-
cation of alumina/zirconia hybrid laminates II: viscoelastic
stress computation, J. Am. Ceram. Soc. 80 (8) (1997)
1940±1948.
[16] K. Shinagawa, Finite element simulation of sintering
process, Trans. Jpn. Soc. Mech. Eng. 62 (593) (1996)
240±245.
[17] S. Shima, M. Oyane, Plasticity theory for porous metals,
Int. J. Mech. Sci. 18 (2) (1976) 285±290.
[18] O.C. Zienkiewicz, L. Watson, I.P. King, Int. J. Mech. Sci.
10 (1968) 807±810.
[19] Y. Yamada, Nonlinear matrices, Comput. Mech. Appl.
Mech. Eng. 33 (1982) 417±422.
[20] J.R. Moon, Elastic moduli of powder metallurgy steels,
Powder Metall. 32 (2) (1989) 132±139.
[21] M. Gasik, B. Zhang, in: Proceedings of the Symposium
Nordic Ceramic98, Tampere, Finland, 20±21 August 1998,
pp. 18±20.
[22] Z. Fang, J.W. Eason, Study of nanostructure WC_Co
Composites, in: H. Bildstein, R. Eck (Eds.), Proceeding of
the 13th International Pansee Seminar, Metallwerk Plansee
Reutte, vol. 3, 1993, pp. 625±637.
[23] ABAQUS/STANDART User Manual 5.8.
M. Gasik, B. Zhang / Computational Materials Science 18 (2000) 93±101 101
Copyright © 2022 FDOKUMEN




















