
Sintering behavior and microstructural evolution of NbC-Ni ...

Available online at www.sciencedirect.com
www.elsevier.com/locate/wasman
Waste Management 28 (2008) 1993–2002
Coal fly ash utilization: Low temperature sintering of wall tiles
Navin Chandra a,*, Priya Sharma a, G.L. Pashkov b, E.N. Voskresenskaya b,S.S. Amritphale a, Narendra S. Baghel a
a Regional Research Laboratory, Bhopal (CSIR), Habib Ganj Naka, Hoshangabad Road, Bhopal- 462026, Indiab Institute of Chemistry and Chemical Technology, Siberian Branch of the Russian Academy of Sciences, 42,
Karl Marx Street, Krasnoyarsk-660049, Russia
Accepted 5 September 2007Available online 22 October 2007
Abstract
We present here a study of the sintering of fly ash and its mixture with low alkali pyrophyllite in the presence of sodium hexa metaphosphate (SHMP), a complex activator of sintering, for the purpose of wall tile manufacturing. The sintering of fly ash with SHMP inthe temperature range 925–1050 �C produces tiles with low impact strength; however, the incremental addition of low alkali pyrophylliteimproves impact strength. The impact strength of composites with P40% (w/w) pyrophyllite in the fly ash–pyrophyllite mix satisfies theacceptable limit (19.6 J/m) set by the Indian Standards Institute for wall tiles. Increasing the pyrophyllite content results in an increase inthe apparent density of tiles, while shrinkage and water absorption decrease. The strength of fly ash tiles is attributed to the formation ofa silicophosphate phase; in pyrophyllite rich tiles, it is attributed to the formation of a tridymite-structured T-AlPO4 phase. Scanningelectron micrographs show that the reinforcing rod shaped T-AlPO4 crystals become more prominent as the pyrophyllite contentincreases in the sintered tiles.� 2007 Elsevier Ltd. All rights reserved.
1. Introduction
Approximately 75% of India’s electricity is produced byburning coal in thermal power plants, while hydroelectricproduction accounts for 20%; the 5% remainder is pro-vided primarily by nuclear, solar, and wind power (Asokanet al., 2005). Coal burning leads to the generation of enor-mous amounts of solid waste in the form of fly ash (Scheetzand Earle, 1998). The worldwide generation of fly ash in2003 was estimated to be 650 Mt (Dhir, 2005). Since Indiancoals are associated with a higher silica percentage, the cor-responding fly ash generation per unit of electricity pro-duced is also higher (Rehsi and Garg, 1998; Chandraet al., 2005). The fly ash generated from April 2004 toMarch 2005 from Indian thermal power plants was esti-mated to be �112 Mt (TIFAC India, 2006). Of the flyash generated, 35% is reported to be used for making
0956-053X/$ - see front matter � 2007 Elsevier Ltd. All rights reserved.
doi:10.1016/j.wasman.2007.09.001
* Corresponding author. Tel.: +91 755 2472360 (office); +91 7552787731 (home); fax: +91 755 2457042/2488323.
E-mail address: [email protected] (N. Chandra).
cement, concrete, bricks, wallboards, and wood substitutes,and is used in backfill/road embankments, agriculture/soilamelioration, and wasteland development. However, theremaining 65% remains unused (Asokan et al., 2007) andis dumped in landfills and ash ponds. The fly ash disposedin landfills/ash ponds occupies valuable land resources, andcertain fractions of fly ash are a source of air pollution dueto their low density (Cokca and Yilmaz, 2004; Cheerarotand Jaturapitakkul, 2004). Since fly ash is generated inenormous quantities, bulk disposal methods are especiallyattractive (Chandra et al., 2005). The construction industryis an important sector where bulk use of fly ash is feasible(Baykal et al., 2004). Processes for making bricks from flyash are already available (www.buildnova.com, 2005;www.cbri.org, 2005). The Indian government’s Ministryof Environment and Forests (MOEF) has ordered the useof fly ash in manufacturing bricks and the use of thesebricks in all types of building construction within 100 kmof thermal power stations (MOEF, 2003, www.env-for.nic.in). The transportation of fly ash/bricks beyondthis distance is not economically feasible due to the high
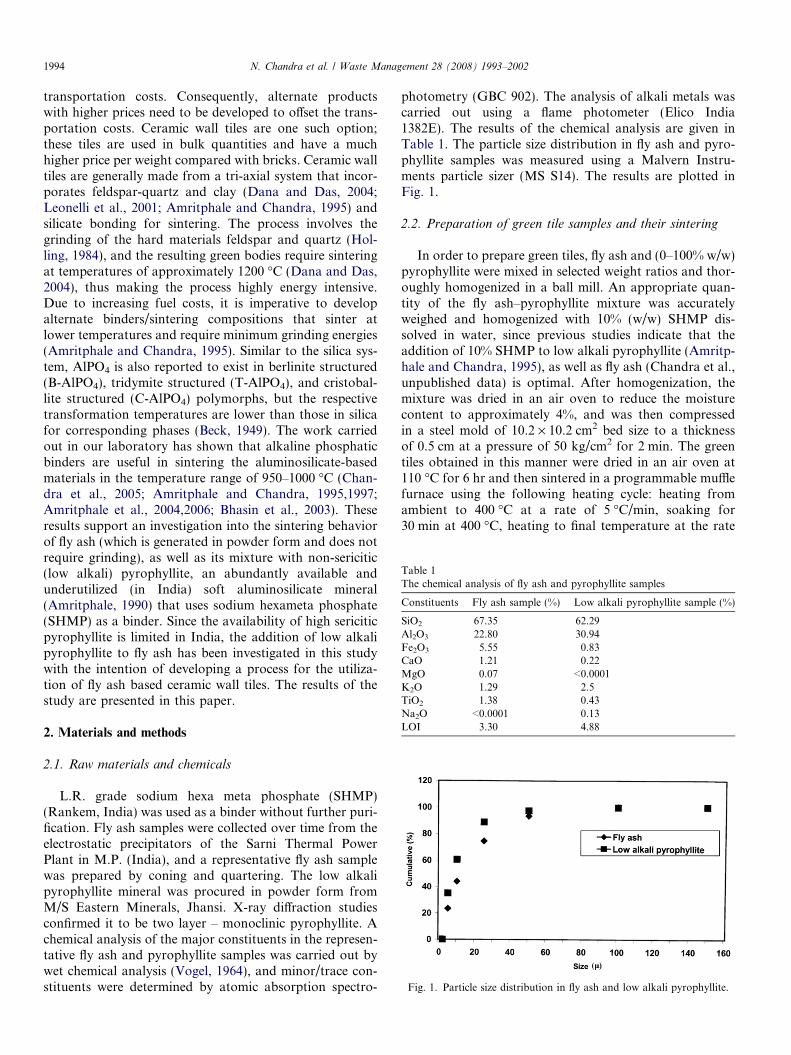
Table 1The chemical analysis of fly ash and pyrophyllite samples
Constituents Fly ash sample (%) Low alkali pyrophyllite sample (%)
SiO2 67.35 62.29Al2O3 22.80 30.94Fe2O3 5.55 0.83CaO 1.21 0.22MgO 0.07 <0.0001K2O 1.29 2.5TiO2 1.38 0.43Na2O <0.0001 0.13LOI 3.30 4.88
Fig. 1. Particle size distribution in fly ash and low alkali pyrophyllite.
1994 N. Chandra et al. / Waste Management 28 (2008) 1993–2002
transportation costs. Consequently, alternate productswith higher prices need to be developed to offset the trans-portation costs. Ceramic wall tiles are one such option;these tiles are used in bulk quantities and have a muchhigher price per weight compared with bricks. Ceramic walltiles are generally made from a tri-axial system that incor-porates feldspar-quartz and clay (Dana and Das, 2004;Leonelli et al., 2001; Amritphale and Chandra, 1995) andsilicate bonding for sintering. The process involves thegrinding of the hard materials feldspar and quartz (Hol-ling, 1984), and the resulting green bodies require sinteringat temperatures of approximately 1200 �C (Dana and Das,2004), thus making the process highly energy intensive.Due to increasing fuel costs, it is imperative to developalternate binders/sintering compositions that sinter atlower temperatures and require minimum grinding energies(Amritphale and Chandra, 1995). Similar to the silica sys-tem, AlPO4 is also reported to exist in berlinite structured(B-AlPO4), tridymite structured (T-AlPO4), and cristobal-lite structured (C-AlPO4) polymorphs, but the respectivetransformation temperatures are lower than those in silicafor corresponding phases (Beck, 1949). The work carriedout in our laboratory has shown that alkaline phosphaticbinders are useful in sintering the aluminosilicate-basedmaterials in the temperature range of 950–1000 �C (Chan-dra et al., 2005; Amritphale and Chandra, 1995,1997;Amritphale et al., 2004,2006; Bhasin et al., 2003). Theseresults support an investigation into the sintering behaviorof fly ash (which is generated in powder form and does notrequire grinding), as well as its mixture with non-sericitic(low alkali) pyrophyllite, an abundantly available andunderutilized (in India) soft aluminosilicate mineral(Amritphale, 1990) that uses sodium hexameta phosphate(SHMP) as a binder. Since the availability of high sericiticpyrophyllite is limited in India, the addition of low alkalipyrophyllite to fly ash has been investigated in this studywith the intention of developing a process for the utiliza-tion of fly ash based ceramic wall tiles. The results of thestudy are presented in this paper.
2. Materials and methods
2.1. Raw materials and chemicals
L.R. grade sodium hexa meta phosphate (SHMP)(Rankem, India) was used as a binder without further puri-fication. Fly ash samples were collected over time from theelectrostatic precipitators of the Sarni Thermal PowerPlant in M.P. (India), and a representative fly ash samplewas prepared by coning and quartering. The low alkalipyrophyllite mineral was procured in powder form fromM/S Eastern Minerals, Jhansi. X-ray diffraction studiesconfirmed it to be two layer – monoclinic pyrophyllite. Achemical analysis of the major constituents in the represen-tative fly ash and pyrophyllite samples was carried out bywet chemical analysis (Vogel, 1964), and minor/trace con-stituents were determined by atomic absorption spectro-
photometry (GBC 902). The analysis of alkali metals wascarried out using a flame photometer (Elico India1382E). The results of the chemical analysis are given inTable 1. The particle size distribution in fly ash and pyro-phyllite samples was measured using a Malvern Instru-ments particle sizer (MS S14). The results are plotted inFig. 1.
2.2. Preparation of green tile samples and their sintering
In order to prepare green tiles, fly ash and (0–100% w/w)pyrophyllite were mixed in selected weight ratios and thor-oughly homogenized in a ball mill. An appropriate quan-tity of the fly ash–pyrophyllite mixture was accuratelyweighed and homogenized with 10% (w/w) SHMP dis-solved in water, since previous studies indicate that theaddition of 10% SHMP to low alkali pyrophyllite (Amritp-hale and Chandra, 1995), as well as fly ash (Chandra et al.,unpublished data) is optimal. After homogenization, themixture was dried in an air oven to reduce the moisturecontent to approximately 4%, and was then compressedin a steel mold of 10.2 · 10.2 cm2 bed size to a thicknessof 0.5 cm at a pressure of 50 kg/cm2 for 2 min. The greentiles obtained in this manner were dried in an air oven at110 �C for 6 hr and then sintered in a programmable mufflefurnace using the following heating cycle: heating fromambient to 400 �C at a rate of 5 �C/min, soaking for30 min at 400 �C, heating to final temperature at the rate
N. Chandra et al. / Waste Management 28 (2008) 1993–2002 1995
of 5 �C/min, and soaking for 1 h at final temperature. Atthe end of the heating cycle, the furnace was switched offand the sintered tile samples were allowed to cool insidethe furnace to ambient temperature.
2.3. Testing of sintered tiles
Tile samples prepared by the method described abovewere tested for their impact strength, percent linearshrinkage, apparent density and percent water absorptionfollowing the procedures described earlier (IS specifica-tions, 1970; Chandra et al., 2005; Monteiro et al., 2004).
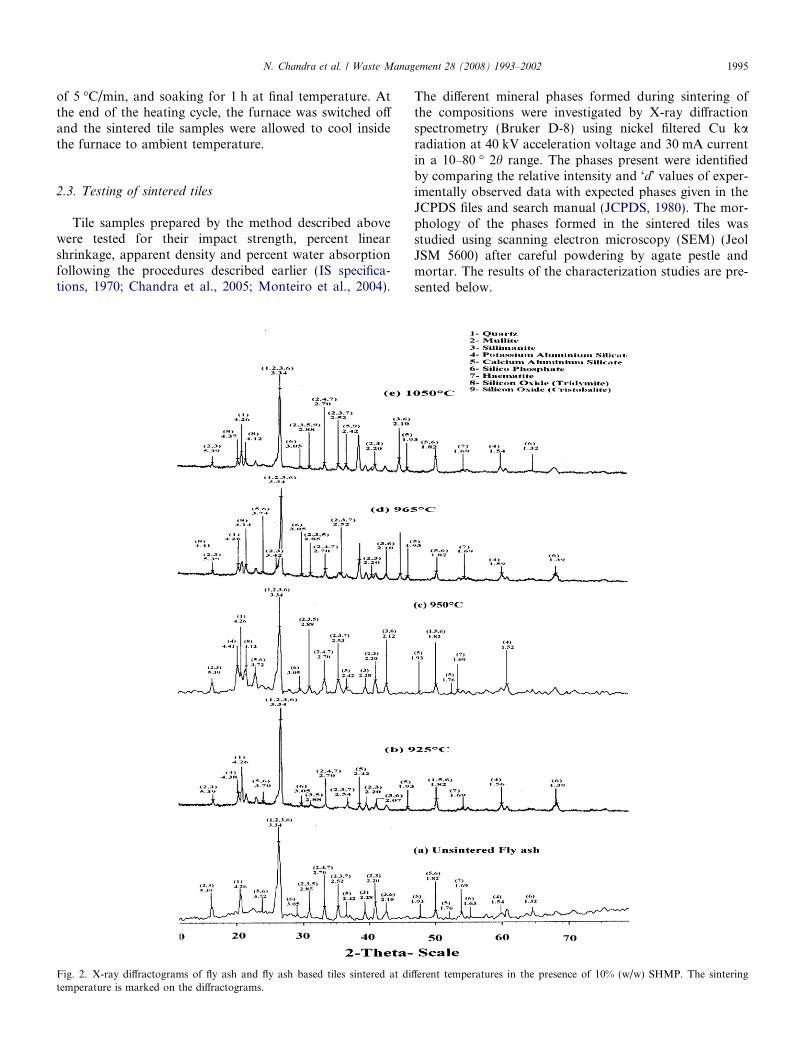
Fig. 2. X-ray diffractograms of fly ash and fly ash based tiles sintered at ditemperature is marked on the diffractograms.
The different mineral phases formed during sintering ofthe compositions were investigated by X-ray diffractionspectrometry (Bruker D-8) using nickel filtered Cu karadiation at 40 kV acceleration voltage and 30 mA currentin a 10–80 � 2h range. The phases present were identifiedby comparing the relative intensity and ‘d’ values of exper-imentally observed data with expected phases given in theJCPDS files and search manual (JCPDS, 1980). The mor-phology of the phases formed in the sintered tiles wasstudied using scanning electron microscopy (SEM) (JeolJSM 5600) after careful powdering by agate pestle andmortar. The results of the characterization studies are pre-sented below.
fferent temperatures in the presence of 10% (w/w) SHMP. The sintering

Fig. 3. Effect of sintering temperature on percent shrinkage and apparentdensity of fly ash tiles sintered in the presence of 10% SHMP.
Fig. 4. Effect of sintering temperature on the impact strength of fly ashtiles sintered in the presence of 10% SHMP.
1996 N. Chandra et al. / Waste Management 28 (2008) 1993–2002
3. Results and discussion
3.1. Phase identification in fly ash based tiles by X-ray
diffraction
The X-ray diffractograms of the tiles made from the flyash + 10% (w/w) SHMP sintered at different temperaturesbetween 925 and 1050 �C are shown in Fig. 2. For compar-ison, the X-ray diffractogram of the fly ash sample is alsoincluded in the figure. The fly ash sample is seen to containquartz (‘d’ values: 4.26, 3.34, 1.82), mullite (‘d’ values: 5.39,3.39, 3.42, 2.69, 2.54, 2.20), sillimanite (‘d’ values: 5.35,3.41, 3.36, 2.88, 2.53, 2.20, 2.10), hematite (‘d’ values: 2.70,2.52, 1.69), potassium aluminium silicate (‘d’ values: 2.70,4.41, 1.56) and calcium aluminium silicate (‘d’ values:3.72, 2.85,2.44, 1.93, 1.81, 1.76) phases. Upon sinteringwith SHMP, the diffractograms show the presence of addi-tional phases of silico-phosphate (‘d’ values: 3.74, 3.05,3.34, 2.07, 1.81, 1.63, 1.32), T-SiO2 (‘d’ values: 4.12, 4.37)and sodium aluminium silicate (‘d’ values: 2.53, 4.38,2.55, 2.07, 1.71), while sillimanite is observed to be absent.The intensity of the peaks corresponding to quartz areobserved to decrease, leading to the formation of T-SiO2.It is likely that a part of this T-SiO2 reacts with phosphatefrom the SHMP to form SiO(PO3)2, and the availablesodium reacts with sillimanite to form sodium aluminiumsilicate (Marghussian and Naghizadeh, 1999; Amritphaleet al., 2006). At high temperatures (1050 �C), the T-SiO2
is converted to C-SiO2 (‘d’ values: 2.485, 1.431).
3.2. Apparent density and percent shrinkage of fly ash based
tiles
The apparent density and percent shrinkage of fly ashbased tiles sintered in the presence of 10% (w/w) SHMPis observed to increase with increasing sintering tempera-ture (cf. Fig. 3); this increase is marginal between 925and 980 �C but significant from 980 to 1050 �C.
3.3. Impact strength of fly ash based tiles
Fig. 4 shows the effect of sintering temperature on theimpact strength of fly ash based tiles sintered for 1 h using10% (w/w) SHMP as a binder. The impact strength isobserved to gradually increase with sintering temperatureup to 980 �C,. However, the impact strength graduallydecreases as the temperature is increased further from1000 to 1050 �C.
It has been reported that the formation of SiO(PO3)2 atthe interface is responsible for providing good binding dur-ing sintering of SiC using phosphate, and also that strengthincreases with temperature up to 1200 �C (Marghussianand Naghizadeh, 1999). Hence, the impact strengthachieved in the fly ash based tiles may be attributed tothe formation of a silico-phosphate phase during sintering.However, in contrast to observations from SiC sintering,the impact strength of fly ash tiles is observed to decrease
with an increase in sintering temperature beyond 980 �C;this effect may be attributed to the formation of a brittleC-SiO2 phase. The excessive presence of quartz in the flyash is responsible for tile shrinkage, which increases withincreasing sintering temperature (cf. Fig. 3) due to densifi-cation. During cooling, the inversion of quartz leads to thegeneration of microcracks in the sintered tiles and to adecrease in the impact strength. In general, the higher the

N. Chandra et al. / Waste Management 28 (2008) 1993–2002 1997
shrinkage, the lower the impact strength. Shrinkage is alsoresponsible for the observed increase in density with anincrease in sintering temperature.
It is notable that as per the specifications laid down bythe Indian Standards Institute, the minimum impactstrength required for acceptance is 0.020 Kgf.m/cm(19.8 J/m), hence none of the above tiles made from flyash satisfy the acceptable limit. Our earlier work (Amritp-hale and Chandra, 1995) has shown that sintering of lowalkali pyrophyllite (an underutilized mineral in India) usingSHMP binder leads to sintered tiles with an impactstrength of approximately 32 J/m. We therefore decidedto investigate the effect of adding low alkali pyrophylliteto fly ash on the sintering behavior of fly ash based tiles.
Fig. 5a. X-ray diffractograms of fly ash and fly ash + pyrophyllite mix based tilof the mix is marked on the diffractograms.
Further, these earlier studies also showed that the use of10% (w/w) SHMP and sintering at 950 �C for 1 h is opti-mal, since an increase in binder content, sintering tempera-ture or duration leads to a decrease in the impact strength(Amritphale and Chandra, 1995). Accordingly, the tilescontaining the fly ash – pyrophyllite mix were made usingthese optimized parameters.
3.4. Phase identification in fly ash + pyrophyllite mix based
tiles
Figs. 5a and 5b show X-ray diffractograms of the sam-ples made from the 90% [fly ash + (10–90%) pyrophyl-lite] + SHMP 10% (w/w) mix sintered at 950 �C. For the
es sintered at 950 �C in the presence of 10% (w/w) SHMP. The composition

1998 N. Chandra et al. / Waste Management 28 (2008) 1993–2002
sake of comparison, the X-ray diffractogram of the pow-dered tile made from 90 g pyrophyllite + 10 g SHMP sin-tered at 950 �C is also included in Fig. 5b. The X-raydiffraction results of the sample made from pyrophyl-lite + SHMP (no fly ash) show the presence of dehydroxy-late pyrophyllite (‘d’ values: 4.42, 4.24, 3.12, 4.13, 9.35,4.34) and quartz (‘d’ values: 4.26, 3.34) as major phases.The following other phases were observed to be present:mullite (‘d’ values: 3.39, 3.42, 2.20, 5.39, 2.54), the tridymiteform of aluminium phosphate (T-AlPO4) (‘d’ values: 4.37,4.13, 3.86, 2.55, 2.33, 2.11) and muscovite (‘d’ values:9.97, 4.99, 3.33). In the samples made from the fly ash–pyrophyllite mix, the intensity of the peaks corresponding
Fig. 5b. X-ray diffractograms of fly ash + pyrophyllite mix and pyrophyllitecomposition of the mix is marked on the diffractograms.
to quartz and SiO(PO3)2 phases is observed to decrease,whereas the intensity of the peaks corresponding to dehy-droxylate pyrophyllite and T-AlPO4 is observed to increasewith an increase in pyrophyllite content in the mix. Thepeaks corresponding to muscovite (‘d’ values 9.97, 4.99,3.33) appear when the pyrophyllite content in the tile mixis 60% or more.
3.5. Apparent density and percent linear shrinkage of fly
ash + pyrophyllite mix based tiles
The effect of adding pyrophyllite to fly ash on the appar-ent density and percent linear shrinkage of sintered tiles
based tiles sintered at 950 �C in the presence of 10% (w/w) SHMP. The
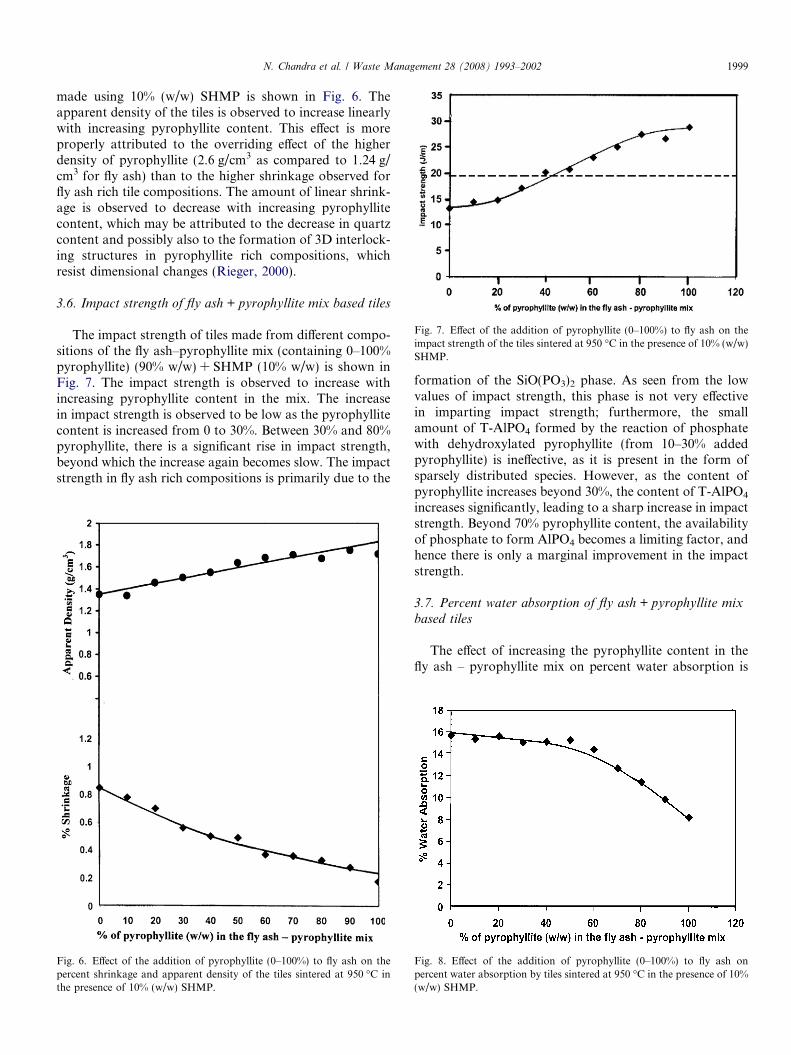
Fig. 7. Effect of the addition of pyrophyllite (0–100%) to fly ash on theimpact strength of the tiles sintered at 950 �C in the presence of 10% (w/w)SHMP.
N. Chandra et al. / Waste Management 28 (2008) 1993–2002 1999
made using 10% (w/w) SHMP is shown in Fig. 6. Theapparent density of the tiles is observed to increase linearlywith increasing pyrophyllite content. This effect is moreproperly attributed to the overriding effect of the higherdensity of pyrophyllite (2.6 g/cm3 as compared to 1.24 g/cm3 for fly ash) than to the higher shrinkage observed forfly ash rich tile compositions. The amount of linear shrink-age is observed to decrease with increasing pyrophyllitecontent, which may be attributed to the decrease in quartzcontent and possibly also to the formation of 3D interlock-ing structures in pyrophyllite rich compositions, whichresist dimensional changes (Rieger, 2000).
3.6. Impact strength of fly ash + pyrophyllite mix based tiles
The impact strength of tiles made from different compo-sitions of the fly ash–pyrophyllite mix (containing 0–100%pyrophyllite) (90% w/w) + SHMP (10% w/w) is shown inFig. 7. The impact strength is observed to increase withincreasing pyrophyllite content in the mix. The increasein impact strength is observed to be low as the pyrophyllitecontent is increased from 0 to 30%. Between 30% and 80%pyrophyllite, there is a significant rise in impact strength,beyond which the increase again becomes slow. The impactstrength in fly ash rich compositions is primarily due to the
Fig. 6. Effect of the addition of pyrophyllite (0–100%) to fly ash on thepercent shrinkage and apparent density of the tiles sintered at 950 �C inthe presence of 10% (w/w) SHMP.
formation of the SiO(PO3)2 phase. As seen from the lowvalues of impact strength, this phase is not very effectivein imparting impact strength; furthermore, the smallamount of T-AlPO4 formed by the reaction of phosphatewith dehydroxylated pyrophyllite (from 10–30% addedpyrophyllite) is ineffective, as it is present in the form ofsparsely distributed species. However, as the content ofpyrophyllite increases beyond 30%, the content of T-AlPO4
increases significantly, leading to a sharp increase in impactstrength. Beyond 70% pyrophyllite content, the availabilityof phosphate to form AlPO4 becomes a limiting factor, andhence there is only a marginal improvement in the impactstrength.
3.7. Percent water absorption of fly ash + pyrophyllite mix
based tiles
The effect of increasing the pyrophyllite content in thefly ash – pyrophyllite mix on percent water absorption is
Fig. 8. Effect of the addition of pyrophyllite (0–100%) to fly ash onpercent water absorption by tiles sintered at 950 �C in the presence of 10%(w/w) SHMP.

Fig. 9b. SEM micrograph of a powdered tile sample made by sintering offly ash with 10% (w/w) SHMP at 950 �C.
Fig. 9c. SEM micrograph of a sample made by sintering of a 90% mix(80% fly ash + 20% pyrophyllite) with 10% (w/w) SHMP at 950 �C.
2000 N. Chandra et al. / Waste Management 28 (2008) 1993–2002
shown in Fig. 8. As the pyrophyllite content is increasedfrom 0 to 50%, only a marginal decrease in percent waterabsorption is observed. However, the percent waterabsorption decreases significantly with a further increasein pyrophyllite content from 50 to 100%. It is notable thatduring the cooling of sintered tiles, the formation of micro-cracks due to the inversion of quartz is responsible for thecreation of voids; hence, the fly ash tiles exhibit greaterwater absorption. The lower content of quartz in pyrophyl-lite and the formation of interlocking structures, whichresist microcracks, are responsible for the lower waterabsorption observed in pyrophyllite rich tiles (Rieger,2000).
3.8. Morphological studies on fly ash and fly
ash + pyrophyllite mix based tiles
A scanning electron micrograph of the fly ash sample(without sintering) shows predominantly broken sphericalparticles (cf. Fig. 9a). The tile samples made from the flyash–(0–100%) pyrophyllite mix in the presence of 10% w/w SHMP made by sintering at 950 �C for 1 h were pow-dered carefully by agate pestle and mortar for morpholog-ical studies. The micrograph of the tile sample made fromfly ash + 10% (w/w) SHMP shows agglomeration andbinding of spherical fly ash particles (cf. Fig. 9b). In themicrograph of the powdered tile sample made from a80% fly ash + 20% pyrophyllite mix in the presence of10% SHMP, chunky dehydroxylated pyrophyllite and rodshaped crystals of AlPO4 (Amritphale et al., 2006) are alsoobserved to be present, in addition to fly ash spheres (cf.Fig. 9c). As the percentage of pyrophyllite is furtherincreased to 40% in the mix, the AlPO4 crystals areobserved to become prominent (cf. Fig. 9d). In the caseof the powdered tile sample made from the 40% flyash + 60% pyrophyllite mix in the presence of 10% (w/w)SHMP, the T-AlPO4 crystals are observed to be bigger,
Fig. 9a. SEM micrograph of unsintered fly ash.Fig. 9d. SEM micrograph of a sample made by sintering of a 90% mix(60% fly ash + 40% pyrophyllite) with 10% (w/w) SHMP at 950 �C.

Fig. 9e. SEM micrograph of a powdered tile sample made by sintering ofa 90% mix (40% fly ash + 60% pyrophyllite) with 10% (w/w) SHMP at950 �C.
Fig. 9f. SEM micrograph of a powdered tile sample made by sintering of a90% mix (20% fly ash + 80% pyrophyllite) with 10% (w/w) SHMP at950 �C.
N. Chandra et al. / Waste Management 28 (2008) 1993–2002 2001
and the spherical fly ash particles are substantially reducedin size (cf. Fig. 9e). As the pyrophyllite content is furtherincreased, as in the sample made from the 20% flyash + 80% pyrophyllite mix sintered in the presence of10% SHMP, substantial amounts of both T-AlPO4 crystalsand the dehydroxylate pyrophyllite phase are observed (cf.Fig. 9f).
4. Conclusions
1. Sintering of fly ash with 10% SHMP binder results in thetile samples having too low of an impact strength to passthe acceptable limit set by the Indian StandardsInstitute.
2. The addition of low alkali pyrophyllite to fly ashimproves the impact strength of tiles sintered at 950 �Cin the presence of 10% (w/w) SHMP.
3. Tiles made with a mix of fly ash-pyrophyllite containingP40% (w/w) pyrophyllite and sintered at 950 �C in thepresence of 10% (w/w) SHMP possess sufficient impactstrength to pass the acceptable limit set by the IndianStandards Institute.
4. The percent shrinkage allowed by Indian Standards is0.5%. Compositions with 70% or less fly ash areobserved to have <0.5% shrinkage, and hence pass theacceptability limit. There is no standard value in theIS specification for apparent density.
5. The percent water absorption by the tiles, which variesbetween 16% and 8% (w/w), is observed to decrease withincreasing pyrophyllite content in the mix, and is wellsuited for cementing purposes.
6. The temperature of sintering of fly ash–pyrophyllite mixbased sintered tiles in the presence of 10% (w/w) SHMP,which pass the acceptable limit set by Indian StandardsInstitute, is observed to be substantially lower (950 �C)as compared to roughly 1200 �C required in conven-tional tile making processes.
Acknowledgements
The authors are thankful to the Department of Scienceand Technology, New Delhi, India and the Russian Acad-emy of Sciences, Moscow, Russia for providing a grant tofund this joint project and to Dr. N. Ramakrishnan, Direc-tor, RRL, Bhopal for his interest in the work.
References
Amritphale, S.S., 1990. Ph.D. thesis, ‘Characterization & Utilization of
Madhya Pradesh Pyrophyllite’ Barkatullah University Bhopal.
Amritphale, S.S., Chandra, N., 1995. Low temperature sintering pyro-
phyllite compositions for wall tiles. J. Canadian Ceram. Soc. 64 (4),
241–244.
Amritphale, S.S., Chandra, N., 1997. Thermal transformation of pyro-
phyllite mineral: effect of a complex activator of sintering. Sil. Ind. 62
(11–12), 205–209.
Amritphale, S.S., Bhasin, S., Chandra, N., 2004. Studies on sintering
behaviour of pyrophyllite based ceramic tiles using Di-potassium
phosphatic binder. Sil. Ind. 69 (1–2), 14–18.
Amritphale, S.S., Bhasin, S., Chandra, N., 2006. Energy efficient process
for making pyrophyllite-based ceramic tiles using phosphoric acid and
mineralizers. Ceram. Int. 32 (2), 181–187.
Asokan, P., Saxena, M., Asolekar, S.R., 2005. Coal combustion residues –
environmental implications and recycling potentials. Resour. Conser.
Recycl. 43, 239–262.
Asokan, P., Saxena, M., Asolekar, S.R., 2007. Solid wastes generation in
India and their recycling potential in building materials. Build.
Environ. 42, 2311–2320.
Baykal, G., Edlincliler, A., Saygili, A., 2004. Highway embankment
construction using fly ash in cold regions. Resour. Conserv. Recycl. 42,
209–222.
Beck, W.R., 1949. Crystallographic inversions of the aluminium ortho-
phosphate polymorphs and their relation to those of silica. J. Am.
Ceram. Soc. 32, 147–151.

2002 N. Chandra et al. / Waste Management 28 (2008) 1993–2002
Bhasin, S., Amritphale, S.S., Chandra, N., 2003. Effect of pyrophyllite
additions on sintering characteristics of fly ash based ceramic wall tiles.
Brit. Ceram. Trans. 102, 83–86.
Buildnova website www.buildnova.com Bricks, Blocks Tiles. Downloaded
on 06/09/2005.
CBRI; Indian Patent, No. 132327, 28.06.1972. Lightweight clay bricks,
blocks and tiles for insulation and multistoried construction. From site
http://www.cbri.org/index1.htm.
Chandra, N., Agnihotri, N., Bhasin, S., Khan, A.F., 2005. Effect of
addition of talc on the sintering characteristics of fly ash based ceramic
tiles. J. Eur. Ceram. Soc. 25, 81–88.
Cheerarot, R., Jaturapitakkul, C., 2004. A study of disposed fly ash from
landfill to replace Portland cement. Waste Manage. 24, 701–709.
Cokca, E., Yilmaz, Z., 2004. Use of rubber and bentonite added fly ash as
a liner material. Waste Manage. 24, 153–164.
Dana, K., Das, S.K., 2004. Evolution of microstructure in fly ash-
containing porcelain body on heating at different temperatures. Bull.
Mater. Sci. 27 (2), 183–188.
Dhir, R.K., 2005. Emerging trends in fly ash utilization. World Scenario. In:
Proceedings of International Congress Fly Ash Utilization Programme
(FAUP), TIFAC, DST, New Delhi. 4–7 December, pp. 1.1–1.5.
Holling, E., 1984. Data for the grinding of hard materials. Interceram. 4,
54–57.
Indian Standards Specification No. 777–1970.
JCPDS, 1980. Powder Diffraction File and Search Manual, JCPDS.
International Centre for Diffraction Data, Swarthmore.USA.
Leonelli, C., Bondioli, F., Veronesi, P., Romagnoli, M., Manfredini, T.,
Pellacani, G.C., Cannillo, V., 2001. Enhancing the mechanical
properties of porcelain stoneware tiles: a micro structural approach.
J. Eur. Ceram. Soc. 21, 785–793.
Marghussian, V.K., Naghizadeh, R., 1999. Chemical bonding of silicon
carbide. J. Eur. Ceram. Soc. 19, 2815–2821.
Ministry of Environment & Forests, India home page, http://
www.envfor.nic.in, March 2003; down loaded on 18/09/2006. The
Gazette of India on Dumping and Disposal of fly ash discharged
from coal or lignite based thermal power plants on land.
Notification No. S.O. 763 (E) [14/9/1999] further amended on
27th August 2003.
Monteiro, S.N., Pecanha, L.A., Vieira, C.M.F., 2004. Reformulation of
roofing tiles body with addition of granite waste from sawing
operation. J. Eur. Ceram. Soc. 24, 2349–2356.
Rehsi, S.S., Garg, S.K., 1998. Characteristics of Indian fly ashes. In:
Proceedings of National Workshop on Utilization of Fly Ash,
Roorkee, India. 19–20 May, pp. 131–36.
Rieger, K.C., 2000. Minerals review – pyrophyllite. Am. Ceram. Soc. Bull.
79, 68–74.
Scheetz, B.E., Earle, R., 1998. Utilization of fly ash. Curr. Opin. Solid
State Mater. Sci. 3, 510–520.
TIFAC Website http://www.tifac.org.in. downloaded on 17th July 2006;
Fly ash India 2005, National Seminar cum Business Meet.
Vogel, A.I., 1964. Textbook of Quantitative Inorganic Analysis. Long-
man, London, UK.
Copyright © 2022 FDOKUMEN




















