
การปรับปรุงกระบวนการรับรองชิ้นส่วนการผลิต...
10
วิศวกรรมสารฉบับวิจัยและพัฒนา ปี ที่ 22 ฉบับที่ 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011 การปรับปรุงกระบวนการรับรองชิ้นส่วนการผลิต กรณีศึกษาส่วนประกอบของแผงคอนโซลหน้า Improvement of Production Part Approval Process (PPAP): A Case Study of Instrument Panel Components สมยศ กาญจนจิตกร และดํารงค์ ทวีแสงสกุลไทย ภาควิชาวิศวกรรมอุตสาหการ คณะวิศวกรรมศาสตร์ จุฬาลงกรณ์มหาวิทยาลัย เขตปทุมวัน กทม. 10330 โทร. 0-2218-6814-6 โทรสาร 0-2251-3969, 0-2218-6813 บทคัดย่อ วิทยานิพนธ์ฉบับนี ้มีวัตถุประสงค์เพื่อปรับปรุงกระบวนการ รับรองชิ้นส่วนการผลิต สําหรับชิ้นส่วนยานยนต์ที่จัดซื ้อจาก ผู้ส่งมอบ โดยผู้วิจัยพบว่าชิ ้นส่วนจากผู ้ส่งมอบในปัจจุบัน มี ข้อบกพร่องด้านคุณภาพเกิด ขึ ้นเป็นจํานวนมาก และเกินกว่า เป้าหมายที่ผู้ประกอบ การกําหนดไว้ แม้ว่าชิ ้นส่วนต่างๆ ดังกล่าวได้ผ่านการอนุมัติ ตามกระบวนการรับรองชิ้นส่วน การผลิตของผู้ ประกอบการไปแล้ว ดังนั ้นจึงได ้ศึกษาถึง ข้อบกพร่องกระบวนการรับรองชิ ้นส่วนการผลิตในปัจจุบัน ที่ ให้ผู้ส่งมอบปฏิบัติ ซึ ่งเป็นผลจากการปฏิบัติตามขั ้นตอนของ การวางแผนคุณภาพผลิตภัณฑ์ล่วงหน้า โดยพบว่ายังมี ข้อบกพร่องอยู ่ในขั ้นตอนต่างๆ คือ (1)ขั ้นตอนการวางแผน และกําหนดโปรแกรม (2) ขั ้นตอนออกแบบและพัฒนา กระบวนการ (3) ขั ้นตอนการรับรองผลิต ภัณฑ์และ กระบวนการ (4) ขั ้นตอนการจัดเตรียมเพื่อการผลิตจริง (5) การป้อนข้อมูล,การประเมินและการแก้ไข หลังจากนั ้นจึงได ้ หาสาเหตุและปรับปรุงข้อบก พร่องในแต่ละกระบวนการ ดังกล่าว โดยการประยุกต์ ใช้ Core Tool ในระบบ ISO/TS16949เช่นการวิเคราะห์ ระบบการวัด (MSA), การ วิเคราะห์ลักษณะผลกระทบและข้อบกพร่อง(FMEA) และ เครื่องมือด้านการวาง แผนคุณภาพ เช่น การควบคุมการ เปลี่ยนแปลงของกระ บวนการ,การจัดผังองค์กรเป็นต้น และ ได้นําเงื่อนไขต่างๆที่ปรับปรุงเหล่านี ้ จัดทําเป็นคู่มือคุณภาพ ของผู้ส่งมอบเพื่อใช้ในการเสนออนุมัติรับรองชิ ้นส่วน โดยได้ นําไปทดลองกับผู้ผลิตส่วนประกอบของแผงคอนโซลหน้า ซึ ่งได้ดําเนินการตามกระบวนการรับรองชิ ้นส่วนการผลิตใหม่ พบว่าข้อบกพร่องด้านคุณภาพจากผู้ส่งมอบรายดังกล่าว มี แนวโน้มลดลงโดยจํานวนชิ ้นส่วนบกพร่องก่อนปรับปรุง ตั ้งแต่ ม.ค.- ธ.ค. 2553 มีจํานวนชิ้นส่วนบกพร่องเฉลี่ย 22.23 PPM เทียบกับในช่วงหลังการปรับปรุงตั ้งแต่เดือนเม.ย.–ก.ค. 2554 มีจํานวนชิ้นส่วนบกพร่องเฉลี่ย 14.25 PPM Abstract The main objective of this study is improvement the current production part approval process for supplier’s merchandised automotive parts. The many defective parts from supplier occurred although these parts were passed the production part approval process, so finding the gap of the current production part approval process (PPAP) for suppliers that are the result of advance products quality planning (APQP). And The fault in these processes are found in (1) Plan and define program ,(2) Process design and development , (3) Product and process validation ,(4) Mass production preparation ,(5)Feedback,assessment and corrective action. After Analysed the cause, the core tools in ISO/TS16949 are applied for processes improvement such as MSA, FMEA. and quality tool such as Process change control, Organization chart and etc. New requirements are issued in supplier quality manual that all suppliers must operate as production part approval process. New requirements are implemented with Instrument panel components supplier and found the tendency of quality defective parts are reduced by compare amount of defective part before and after improvement .The conclusion of RECEIVED 23 August, 2011 ACCEPTED 10 November, 2011
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of การปรับปรุงกระบวนการรับรองชิ้นส่วนการผลิต...

วศวกรรมสารฉบบวจยและพฒนา ปท 22 ฉบบท 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011
การปรบปรงกระบวนการรบรองชนสวนการผลต กรณศกษาสวนประกอบของแผงคอนโซลหนา Improvement of Production Part Approval Process (PPAP): A Case Study of Instrument Panel
Components สมยศ กาญจนจตกร และดารงค ทวแสงสกลไทย
ภาควชาวศวกรรมอตสาหการ คณะวศวกรรมศาสตร จฬาลงกรณมหาวทยาลย เขตปทมวน กทม. 10330 โทร. 0-2218-6814-6 โทรสาร 0-2251-3969, 0-2218-6813
บทคดยอ วทยานพนธฉบบนมวตถประสงคเพอปรบปรงกระบวนการรบรองชนสวนการผลต สาหรบชนสวนยานยนตทจดซอจากผสงมอบ โดยผวจยพบวาชนสวนจากผสงมอบในปจจบน มขอบกพรองดานคณภาพเกด ขนเปนจานวนมาก และเกนกวาเปาหมายทผประกอบ การกาหนดไว แมวาชนสวนตางๆดงกลาวไดผานการอนมต ตามกระบวนการรบรองชนสวนการผลตของผ ประกอบการไปแลว ดงน นจงไดศกษาถงขอบกพรองกระบวนการรบรองชนสวนการผลตในปจจบน ทใหผสงมอบปฏบต ซงเปนผลจากการปฏบตตามขนตอนของการวางแผนคณภาพผลตภณฑลวงหนา โดยพบวาย งมขอบกพรองอยในขนตอนตางๆ คอ (1)ขนตอนการวางแผนและกาหนดโปรแกรม (2) ข นตอนออกแบบและพฒนากระบวนการ (3) ข นตอนการ รบรองผ ลต ภณฑและกระบวนการ (4) ขนตอนการจดเตรยมเพอการผลตจรง (5) การปอนขอมล,การประเมนและการแกไข หลงจากนนจงไดหาสาเหตและปรบปรงขอบก พรองในแตละกระบวนการดงกลาว โดยการประยกต ใช Core Tool ในระบบ ISO/TS16949เชนการวเคราะห ระบบการวด(MSA), การวเคราะหลกษณะผลกระทบและขอบกพรอง(FMEA) และเครองมอดานการวาง แผนคณภาพ เชน การควบคมการเปลยนแปลงของกระ บวนการ,การจดผงองคกรเปนตน และไดนาเงอนไขตางๆทปรบปรงเหลาน จดทาเปนคมอคณภาพของผสงมอบเพอใชในการเสนออนมตรบรองชนสวน โดยไดนาไปทดลองกบผผลตสวนประกอบของแผงคอนโซลหนา ซงไดดาเนนการตามกระบวนการรบรองชนสวนการผลตใหม พบวาขอบกพรองดานคณภาพจากผสงมอบรายดงกลาว มแนวโนมลดลงโดยจานวนชนสวนบกพรองกอนปรบปรง
ตงแต ม.ค.- ธ.ค. 2553 มจานวนชนสวนบกพรองเฉลย 22.23 PPM เทยบกบในชวงหลงการปรบปรงตงแตเดอนเม.ย.–ก.ค.2554 มจานวนชนสวนบกพรองเฉลย 14.25 PPM Abstract The main objective of this study is improvement the current production part approval process for supplier’s merchandised automotive parts. The many defective parts from supplier occurred although these parts were passed the production part approval process, so finding the gap of the current production part approval process (PPAP) for suppliers that are the result of advance products quality planning (APQP). And The fault in these processes are found in (1) Plan and define program ,(2) Process design and development , (3) Product and process validation ,(4) Mass production preparation ,(5)Feedback,assessment and corrective action. After Analysed the cause, the core tools in ISO/TS16949 are applied for processes improvement such as MSA, FMEA. and quality tool such as Process change control, Organization chart and etc. New requirements are issued in supplier quality manual that all suppliers must operate as production part approval process. New requirements are implemented with Instrument panel components supplier and found the tendency of quality defective parts are reduced by compare amount of defective part before and after improvement .The conclusion of
RECEIVED 23 August, 2011 ACCEPTED 10 November, 2011

วศวกรรมสารฉบบวจยและพฒนา ปท 22 ฉบบท 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011
62
average defective parts are reduced from 22.23 PPM ( Jan-Dec ’10 ) to 14.25 PPM ( April – July ’11 ) 1. บทนา 1.1 ทมาและความสาคญ ปจจบนอตสาหกรรมรถยนตและการผลตชนสวนรถยนตเปนอตสาหกรรมหลกตอเศรษฐกจของประเทศ ไทยเปนอตสาหกรรมทรฐใหการสงเสรมสนบสนน มเปาหมายอยางชดเจน และตอเนองทจะทาใหประเทศไทยเปนศนยกลางการผลตและสงออกยานยนต คาดวาตวเลขสงออกรถยนตจะโตตอเนองในป 2554 บรษททศกษาเปนผผลตชนสวนปอนโรงงานรถ ยนตโดยตรง (1st-Tier Supplier) ซงผลตใหกบโรงงานรถยนตทงในและตางประเทศ โดยมนโยบายทจะปรบ ปรงกระบวนการในดานตางๆท งในดานคณภาพ ราคาและการสงมอบเพอแขงขนกบผสงมอบรายอน กระ บวนการผลตของบรษทประกอบดวย กระบวนการฉดพลาสตก,กระบวนการพนส และประกอบชนสวน ซงจะตองมการซอวตถดบมาจากผสงมอบ ปญหาทพบในปจจบนคอชนสวนตางๆจากผสงมอบ ทผานการอนมตกระบวนการรบรองชนสวนการผลตไปแลวนน เมอมการผลตจรง พบวาชนสวนตางๆดงกลาวยงมขอ บกพรองดานคณภาพเกดขนเปนจานวนมากและ เกนกวาเปาหมายของผประกอบการ ซงพจารณาไดจากรปท 1
รปท 1 จานวนชนสวนบกพรองจากผสงมอบในป 2553
ปจจบนพบวามผสงมอบถง 11 บรษทจาก 40 บรษททมจานวนชนสวนบกพรองเฉลย เกนกวาเปา หมายทกาหนดไว คอสงกวา 20 PPM ดงพจารณาไดจากรปท 2 แสดงใหเหนวากระบวนการ รบรอง ชนสวนการผลตในปจ จบนย ง มขอบกพรองอย
รปท 2 จานวนชนสวนบกพรองดานคณภาพโดยแยก ตามผสงมอบในป 2553
ดวยสาเหตนจงมความจาเปนทจะตองทบทวนกระ บวนการรบรองชนสวนการผลต ในปจจบนวามขอบก พรองในเงอนไขขอกาหนดตางๆอยางไร เพอทาการปรบปรงตอไป ท ง น ก ารป รบป ร ง คณภาพ เ ปนการส ร า งห รอ แกไขกระบวนการทควบคมไมไดใหสามารถควบ คมได และเพอใหกระบวนการผลตและผลตภณฑอยในระดบทดทสดเทาทจะสามารถทาได[1] 1.2 การวเคราะหปญหา เนองจากกระบวนการรบรองชนสวนการผลต (Production part approval process),PPAP [2] เปนผลลพธทเกดขน จากกระบวนการวางแผนคณภาพผลต ภณฑลวงหนา (Advance Products Quality Planning), APQP [3] ดงนนการวเคราะหปญหาในปจจบนทเกด ขนจงพจารณามาจากขนตอนของกระบวนการวางแผนผลตภณฑลวงหนา 6 ขนตอนทผ ประกอบการไดกา หนดใหผ สงมอบดาเนนการ ต งแตในชวงพฒนาผลต ภณฑใหม โดยการระดมสมองจากทมงานทเกยวของในกระบวนการตางๆ และใชวธวเคราะหปญหา

วศวกรรมสารฉบบวจยและพฒนา ปท 22 ฉบบท 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011
63
จากแผนภมกางปลาซงสามารถสรปปญหาทพบในขนตอนตางๆ ไดดงรปท 3
รปท 3 ปญหาทพบในแตละขนตอนของกระบวนการ วางแผนผลตภณฑลวงหนา 1.3 วธการดาเนนงานวจย หลงจากการวเคราะหปญหาขอบกพรองของกระ บวนการอนมตรบรองชนสวนการผลต ทใชอยในปจจ บนผวจยและทมงาน ไดรวมกนหาแนวทางวธการในการแกไขปรบปรงขอบกพรองเหลานนโดยประยกตใช ใช Core Tool ในระบบ ISO/TS16949เชนการวเคราะห ระบบการวด (MSA) ,การวเคราะหลกษณะผลกระทบและขอบกพรอง(FMEA), และเครองมอทางดานการวางแผนคณภาพ เชนการควบคมการเปลยนแปลงของกระบวนการ,การจดผงองคกร เปนตน โดยหลงจากท ไดขอสรปวธการในการปรบปรงแลว จะนาขอกาหนดตางๆไประบไวในคมอคณภาพของผสงมอบ เพอกาหนดเปนมาตรฐานแลวนาไปทดลองใชกบผสงมอบ การเลอกผสงมอบมาทาการศกษาจะเลอกโรงงานทมอตราของเ สยมากท สดคอบรษทA101 ซ ง เ ปนโรงงาน ผลตสวนประกอบยอยของแผงคอนโซลหนา โดยการประเมนผลพจารณาจาก (1) ผลของการปฎบตตามเงอนไขขอกาหนดใหม (2) การทผ ผลตชนสวนยอยของแผงคอนโซลหนาสามารถปฏบต ไดตาม เ งอนไขขอกาหนดใหม ตาม
กระบวนการรบรองคณภาพชน สวนการผลตทจดทาขน และสามารถผานการอนมตรบรองการผลต (3) การเปรยบเทยบจานวนขอบกพรองเฉลยกอนและหลงการปรบปรง 2.การปรบปรงเงอนไขขอกาหนดของกระบวนการ วางแผนผลตภณฑลวงหนา หลง จ าก ท ไดว เ ค ร า ะ ห ปญหาขอบกพ รอง ในแ ตละกระบวนการของการวางแผนผลตภณฑลวงหนาทง 6ขนตอนแลว ผวจยและทมงานทเกยวของไดระดมสมอง เพอหาวธในการแกไขปรบปรงขอบกพรองในกระบวนการตางๆเหลานน และสามารถสรปการปรบ ปรงเงอนไขขอกาหนดตางๆไดดงหวขอยอยตอไปน
รปท 4 การจดตงทมงานขามฝาย 2.1 การจดตงทมงานขามฝาย ในปจจบนการดาเนนงานเกยวกบผลตภณฑใหม ต งแตขนตอนการวางแผนผลตภณฑลวงหนานนขาดผรบผดชอบทชดเจน จากการทผประกอบการไม ไดกาหนดใหผสงมอบแตงตงผรบผดชอบ ในแตละกจ กรรม ปญหาตางๆทเกดขนในชวงพฒนาผลตภณฑจงแกไขไดลาชากวาทควรจะเปน ดงนนการแกไขขอบก พรองดงกลาวน จงไดมการกาหนดใหผสงมอบ จดทาผงองคกรเพอกาหนดผรบผด ชอบในแตละกจกรรมไวในรปของผงองคกร ซงเรยกวาการจดตงทมงานขามฝาย (Cross functional team) เพอกาหนดผรบผดชอบประสานงานไดโดยตรงในแตละกจกรรม 2.2 การกาหนดจดควบคมพเศษในแผนควบคม ผลตภณฑยานยนตซงอยในประเภทตกแตงภายใน, ตกแตงภายนอก ลกคาสวนใหญจะออก แบบผลตภณฑโดยไมได

วศวกรรมสารฉบบวจยและพฒนา ปท 22 ฉบบท 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011
64
กาหนดจดควบคมพเศษไวในแบบ ซงโดยปกตของเสยทเกดขน จากกระบวนการผลตตางๆจะ สามารถสงเกตสงผดปกตได จากการเฝาระวงโดยการสงเกต พารามเตอรตวใดตวหนงในกระบวนการผลต ดงนนการแกไขขอบกพรองน จงกาหนดใหผสงมอบกาหนดจดควบคมพเศษในแตละชนสวน และกาหนดมาตรการทเหมาะสมไวในแผนควบคม การนาจดควบคมพเศษมาคานวณคา Cp, Cpk เปนตน
2.3 กาหนดการตรวจสอบมตขนาดตาม Drawing ตาม รอบระยะเวลาทเหมาะสม ขอกาหนดปจจบน ผประกอบการกาหนดใหผสงมอบสงผลการตรวจวดชนงานไมครอบคลมขนาดหรอ มตของชนงานทกสวนตามแบบ แตเปนเพยงการสมตรวจวด ทาใหมบอยครงทลกคาพบปญหาเกยวกบมตขนาดของชนงานไมไดตามคามาตรฐาน ไมสามารถประกอบชนงานได ซงตาแหนงทเปนปญหาดงกลาว อยนอกเหนอจากจดสมตรวจวด ดงนนเพอแกไขขอบก พรองนจง ไดเพมขอกาหนดใหผสงมอบตรวจสอบขนาดมตตามแบบ อยางนอยปละหนงค รงนอกเหนอ จากการตรวจสอบตามแบบเมอมการอนมตในครงแรก
รปท 5 หวขอการตรวจประเมนกอนการอนมตใหผลต 2.4 กาหนดเกณฑการตรวจประเมนกอนอนมตการ ผลตโดยทมงานทเกยวของ ปญหาของผลตภณฑใหมคอในชวงแรกของการผลตจะพบปญหาเรอง ความพรอมของกระบวนการผลตในดานตางๆ
เ ม อ ถ ง เ วลาผ ลตจ ร ง จ ง เ กด ปญหา ขน ซ ง ใน ปจ จบนกระบวนการผลตชนสวนใหมนน ถกอนมตใหผลต โดยไมมหลกเกณฑการตรวจประเมนความพรอมในดานตางๆทชดเจน ดงน นเพอแกไขขอ บกพรองน ผประกอบการไดกาหนดใหมการตรวจประ เมนกอนอนมตใหผลต เพอตดตามปญหาท เ กด ขนใน ชวงทดลองการผลต และเปนการตรวจสอบยนยนทกกระบวนการผลต ทมความเสยงทอาจเกดปญหาขน จนสงผลกระทบตอการจดสงชน สวนในชวงการผลตจรง โดยหวขอการตรวจประเมนแสดงไดดงรปท 5 และผลการประเมนจะตองผานเกณฑ 80% ขนไป
รปท 6 การประเมน FMEA โดยการใช Tracking Chart 2.5 ปรบปรงวธการประเมน FMEA โดยใช Tracking chart และการกาหนดมาตรการแกไข 5 อนดบ การประเมน FMEA [4] ประกอบดวยหวขอความรนแรงของปญหา (Severity, S), โอกาสในการเกด (Occurrence, O) และการตรวจจบปญหา (Detection, D) สวนใหญผสงมอบจะประเมนคา O ตาๆเพอทาใหคาดชนความเสยง ( Risk Priority Number,RPN) ซงเปนผลคณระหวาง SOD นนตากวาความเปนจรงจนมผลใหมาตรการควบคมทมประสทธภาพนน ถกละเลยไป ขอบกพรองดงกลาวจงมโอกาสเกดขนในภายหลง จากมาตรการควบคมทไมมประสทธภาพ เ พอแกไขขอ

วศวกรรมสารฉบบวจยและพฒนา ปท 22 ฉบบท 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011
65
บกพรองนจงมขอกาหนดเพมเตมวา (1)ใหผสงมอบใช Tracking Chart เปนเครองมอสาหรบการประเมน FMEA โดยใหมการนาจานวนปญหาทเคยเกดขนในอดตมาระบไว ซงทาใหคาโอกาสในการเกดถกคานวณจาก Tracking Chart นโดยอตโนมต (2) กาหนดใหระบมาตรการแกไขสาหรบคาดชนความเสยงสงสด 5 อนดบแรก เพอปองกนการหลกเลยงการทบทวนมาตร การควบคมจากการประเมนตวเลขตากวาขอเทจจรง 2.6 การทบทวนเอกสารทเกยวของในระบบหลงจาก พบปญหาคณภาพ หลงจากเกดปญหาคณภาพแลว เอกสารดานคณภาพทเกยวของ เชน FMEA, Control Plan ควรจะถกนามาพจารณาทบทวน แตในปจจบนพบวาเมอเกดปญหาคณภาพขน ผสงมอบไมไดนาเอกสารทเกยวของไปทบทวน ทาใหปญหาเกดขนซ า ดงนนเพอแกไขขอบกพรองน จงไดมการทบทวนแบบฟอรม CAR (ซงใชสาหรบการรองขอมาตรการแกไขจากผสงมอบเมอพบปญหา) ใหมโดยเพม Checklist สาหรบการทบทวนเอกสารทเกยวของไวขางทาย เพอตรวจสอบวามาตรการแกไขจากผ สงมอบน น ไดทบทวนเอกสารทเกยวของอยางครบถวนและเหมาะสม 2.7 จดทาขอกาหนดการวเคราะหระบบการวด (MSA) [5] ทง Variable และ Attribute เนองจากปญหาขอบกพรองดานคณภาพปจจบนสวนใหญเกดข น กบ ปญห า ท เ ป นป ร ะ เ ภท ค ณลก ษณะภ า ยนอก (Appearance) ทสามารถมองเหนไดเปนสวนใหญซงความผดพลาดจากการตดสนใจของผตรวจ สอบเปนปญหาหนงของผสงมอบ ดงนนเพอแกไขขอ บกพรองนจงมขอกาหนดเพมเตมดงน 2.1 จดทาการวเคราะหระบบการวด (MSA) ในสวนทเปนเชงคณลกษณะ (Attribute) เพมเตมจากการว เคราะหเพยงขอมลเชงตวเลข (Variable) เพอใหการตด สนใจของพนกงาน สาหรบปญหาประเภทคณลกษณะเปนไปอยางมประสทธภาพและตดสนใจไดถกตอง
2.2 จดทารายงานอนมตคณลกษณะ (Appearance Approval report) โดยใหเกบบนทกรายละเอยดชน สวนทมคณลกษณะภายนอก ทเปนไปตามขอกาหนด พรอมท งชนงานตวอยาง สงใหผประกอบการอนมตเพอใชเปนขอมลอางอง ในกรณเกดปญหาคณภาพ 2.8 จดทาวธการประเมนผสงมอบในชวงของการ พฒนาผลตภณฑ เนองจากพบวาการดาเนนการในชวงพฒนาผลตภณฑ มกจะลาชากวากาหนดการของการวางแผนผลต ภณฑลวงหนา เพอใหทราบถงปญหากรณทเปนความลาชาจากผสงมอบ และรบทราบโดยผบรหารของผสงมอบ ผประกอบการจงไดจดทาเกณฑประเมนผสงมอบ การในชวงของการพฒนาผลตภณฑใหม ซงมหวขอประเมนดงตอไปน 1. การดาเนนงานของผสงมอบเปนไปตามแผน 2. ประเมนคณภาพของชนงาน 3. ประเมนจากการสงมอบทนตามกาหนดการ 4. ประเมนจากความรวมมอของผสงมอบ
2.9 จดทามาตรฐานการชบงชนสวนใหม ปญหาขอบกพรองดานคณภาพปญหาหนงทเกด ขนบอยครงคอปญหาการจดสงชนงานผดรน การตดฉลากไมตรงกบชนงานในบรรจภณฑ เนองจากไมมมาตร ฐานการชบง ทงนทาใหในปจจบนพนกงานตรวจสอบรบชนงานเขาไมสามารถเฝาระวงปญหาขางตนได ดง นนเพอแกไขขอบกพรองน จงไดกาหนดแบบฟอรมทเปนมาตรฐานสาหรบฉลากชบงบนบรรจภณฑ
รปท 7 การประเมนประสทธภาพของแผนควบคม

วศวกรรมสารฉบบวจยและพฒนา ปท 22 ฉบบท 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011
66
2.10 การประเมนประสทธภาพของแผนควบคม โดย การตงเปาหมายและปรบปรงตามกรอบเวลา หลงจากทมการอนมตผลตชนสวนใหมแลวพบวาในชวงเรมแรกของการผลตมกม ขอบกพรองเกด ขนหลายปญหา เชนความชานาญของพนกงาน ในกระบวนการผลต หรอประสทธภาพการตรวจสอบของพนกงานทมอยอยางจากดอยเปนตน ดงน นเ พอแกไขขอบกพรองน จงกาหนดใหมกาหนดกจกรรมดานคณภาพเพมเตม กลาวคอมการต ง เปาหมายขอบกพรองและปรบปรงตามกรอบเวลา หากจานวนขอบกพรองไมเปนไปตามเปาหมาย จะมการตรวจตดตามสถานทจรง โดยทมงานทเกยวของจะตรวจประเมน และทบทวนแผนควบคมของแตละกระ บวนการทผสงมอบจดทาขน 2.11 ปรบปรงเกณฑการประเมนผสงมอบดานคณภาพ เนองจากเกณฑการประเมนดานคณภาพมเกณฑการประเมนในปจจบนไมเหมาะสมดงน 1. เกณฑการประเมนในปจจบน ไมพจารณาถงจานวนปญหาทเกดขน ทาใหผสงมอบขาดความใสใจในการแกไขปญหาไมใหเกดขนซ า 2. เกณฑการประเมนในปจจบน ไมพจารณาถงปญหาทเกดขนซ าสองครงในรอบเดอน ทงทเกดขนจากการแกไข และปองกนปญหาของผสงมอบถกละเลยหรอ ไมเหมาะสม ดงนนจงไดมการปรบปรงเกณฑการประเมนผสงมอบดานคณภาพโดย
1. เปลยนแปลงการตดคะแนน จากการตอบกลบภาย ในเวลาทกาหนดเปนการตดคะแนนจากจานวนครงในการออกเอกสารรองขอการแกไข (CAR)
2. เปลยนแปลงใหมการตดคะแนนจากปญหาทเกด ซ าครงทสองเปนตนไป
รปท 8 เกณฑการสารวจดานคณภาพสาหรบ 4M เมอมการเปลยนแปลงเงอนไขการผลต 2.12 จดทาเกณฑการประเมนและตรวจตดตามกรณท มเงอนไขการผลตเปลยนแปลงโดยใช 4M เ มอผ ส งมอบแจง เปลยนเ งอนไขในการผลต แลวทางผประกอบการเอง กลบไมมมาตรฐานการตรวจตดตามทชดเจนทาให มผลทาใหขอบกพรองดานคณภาพขน มาภายหลง ดงนนจงไดมการจดทาเกณฑมาตรฐานในการตรวจประเมนดานคณภาพ กรณทเงอนไขการผลตเปลยนแปลงโดยพจารณาจากการใช 4M ตามรปท 8 สาหรบหวขอ 2.11 และ 2.12 นนจะนาไปใชกบชนสวนทเคยผานการอนมตรบรองการผลตไปแลว 3.การปรบปรงคมอคณภาพของผสงมอบ [6] หลงจากทไดขอสรปในการปรบปรงเงอนไขขอ กาหนดตางๆแลวไดนาไประบไวในคมอคณภาพของผสงมอบ ซงผสงมอบตองปฏบตตามในการเสนออนมต รบรองชนสวน และสามารถเปรยบเทยบเงอนไขขอกา หนดใหมกบขอกาหนดเดมไดในตารางท1 เงอนไขการ ปรบปรงกระบวนการรบรองชนสวนการผลต (PPAP) ซงเปนผลลพธทเกดขนจากการปฏบต ตามกระบวน การวางแผนคณภาพผลตภณฑลวงหนา ทมการปรบ ปรงเงอนไขนนเอง

วศวกรรมสารฉบบวจยและพฒนา ปท 22 ฉบบท 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011
67
ตารางท 1 เงอนไขการปรบปรงทเกยวของในกระบวน การรบรองชนสวนการผลต (PPAP)
4.การทดลองใชคมอคณภาพกบผสงมอบ หลงจากไดระบขอกาหนดใหมเปนมาตรฐานในค มอคณภาพของผสงมอบแลว ไดนาไปทดลองใชกบผสงมอบ ซงเปนผผลตชนสวนประกอบยอยของแผงคอนโซลหนา ซงไดปฏบตตามขนตอนทกาหนดคอจดทาแผนคณภาพผลตภณฑลวงหนา แลวดาเนนการตามแผนทระบไวจนกระทงไดสงมอบเอกสารตามกระ บวนการรบรองชนสวนการผลต ในหวขอทเ กยวของตามเงอนไขขอกาหนดทปรบปรงเพอพจารณาอนมต 5. การประเมนผล (1) ประเมนผลจากกระบวนการรบรองชนสวนการผลตตามเงอนไขใหมทผ สงมอบเสนออนมต โดยสา มารถวดผลกระบวนการตางๆทเกยวของไดดงน 1.1 การจดตงทมงานขามฝายจากผสงมอบ ทาใหความ คบหนาของขนตอนตางๆ เมอเทยบกบระยะเวลาท กาหนดในแผนคณภาพผลตภณฑลวงหนา (APQP) เปนไปตามแผนอยในชวง 75-100% หลงจากทกอน ปรบปรง พบวาความคบหนาอยในชวง 30-50% 1.2.การกาหนดจดควบคมพเศษ นอกเหนอจากแบบ
และไดนาจดดงกลาวมาคานวณ Cp และ Cpk ซงคาทไดอยในชวงระหวาง 1.4–1.6 (ผานมาตรฐาน ทกาหนดให Cp,Cpk > 1.33 ) 1.3.กาหนดการตรวจสอบมตขนาดตามแบบ 100 % ตามรอบระยะเวลาคอปละหนงครง หลงจากทกอน ปรบปรงมการตรวจสอบเพยงในชวงอนมตครงแรก 1.4 การตรวจประเมนเพออนมตการผลต ผสงมอบราย นผานเกณฑการตรวจประเมนท 80% (Std > 80%) 1.5 ปรบปรงวธการประเมน FMEA โดยใช Tracking Chart ทาใหขอบกพรองอยางนอย 5 ลาดบ ไดรบ การทบทวนเพอลดดชนความเสยงลงซงกอนหนาน มการทบทวนมาตรการแกไขไมเกน 3 ลาดบเทานน 1.6.การกาหนดใหผสงมอบทบทวน FMEA เมอพบ ปญหา ทาใหผสงมอบกาหนดใหมการประชมทบ ทวน FMEA เดอนละ 1 ครง 1.7.การวเคราะหระบบการวด (MSA) ไดมการจดทา เพมเตมในสวน Attribute และผานเกณฑทกาหนด คอคา Kappa = 1.00 (Std > 0.75), คา OE = 100% (Std > 90%), คา IFA = 0 % (Std < 5%) และ IMISS = 0% (Std<2%) ทงนแสดงวาประสทธ ภาพในการตรวจสอบของเสย ประเภทคณลกษณะ ภายนอกของพนกงานเปนไปตามขอกาหนด 1.8 การประเมนผสงมอบในชวงของการพฒนาผลตทา ใหสามารถพบเหนปญหา ในชวงพฒนาผลตภณฑ ไดชดเจนขน ซงปญหาหลกของผสงมอบรายนคอ การสงมอบไมทนตามเวลา และความรวมมอใน ชวงพฒนาผลตภณฑซงตองมการปรบปรงตอไป 1.9 การจดทาฉลากชบงชนสวนใหม เปนไปตามมาตร ฐานทกาหนดซงจะชวยลดปญหาการจดสงชนสวน ผดรนการตดฉลากไมตรงกบชนงานในบรรจภณฑ 1.10 การประเมนประสทธภาพของแผนควบคมโดยตง เปาหมายขอบกพรองและปรบปรง ตามกรอบเวลา ซงผสงมอบรายนกาหนดเปาหมายท 10%, 7% และ 5% ตามลาดบโดยขอบกพรองจรงอยท 7%, 6% และ 3% ตามลาดบซงเปนไปตามเปาหมายทกาหนด
วศวกรรมสารฉบบวจยและพฒนา ปท 22 ฉบบท 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011
68
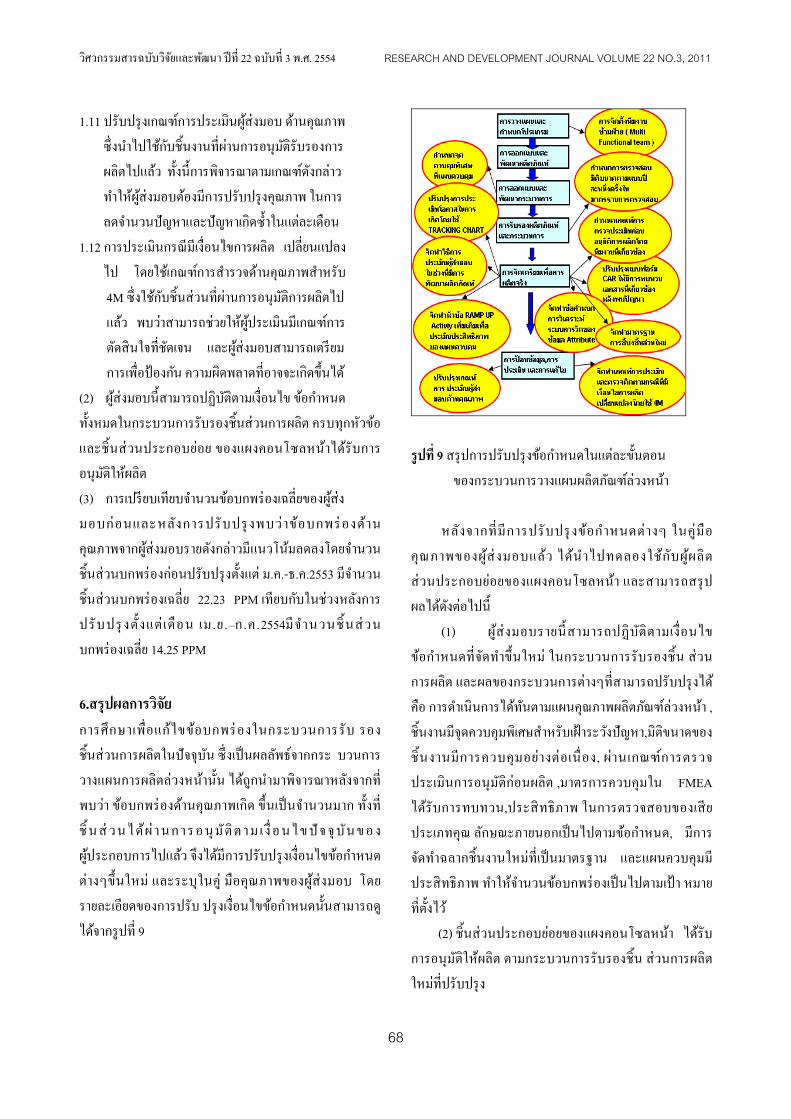
1.11 ปรบปรงเกณฑการประเมนผสงมอบ ดานคณภาพ ซงนาไปใชกบชนงานทผานการอนมตรบรองการ ผลตไปแลว ทงนการพจารณาตามเกณฑดงกลาว ทาใหผสงมอบตองมการปรบปรงคณภาพ ในการ ลดจานวนปญหาและปญหาเกดซ าในแตละเดอน 1.12 การประเมนกรณมเงอนไขการผลต เปลยนแปลง ไป โดยใชเกณฑการสารวจดานคณภาพสาหรบ 4M ซงใชกบชนสวนทผานการอนมตการผลตไป แลว พบวาสามารถชวยใหผประเมนมเกณฑการ ตดสนใจทชดเจน และผสงมอบสามารถเตรยม การเพอปองกน ความผดพลาดทอาจจะเกดขนได (2) ผสงมอบนสามารถปฏบตตามเงอนไข ขอกาหนด ทงหมดในกระบวนการรบรองชนสวนการผลต ครบทกหวขอและชนสวนประกอบยอย ของแผงคอนโซลหนาไดรบการอนมตใหผลต (3) การเปรยบเทยบจานวนขอบกพรองเฉลยของผสง มอบกอนและหลงการปรบปรงพบวาขอบกพรองดาน คณภาพจากผสงมอบรายดงกลาวมแนวโนมลดลงโดยจานวนชนสวนบกพรองกอนปรบปรงตงแต ม.ค.-ธ.ค.2553 มจานวนชนสวนบกพรองเฉลย 22.23 PPM เทยบกบในชวงหลงการปรบปรงต งแต เ ดอน เม .ย .–ก .ค .2554มจานวนชนสวนบกพรองเฉลย 14.25 PPM 6.สรปผลการวจย การศกษาเพอแกไขขอบกพรองในกระบวนการรบ รองชนสวนการผลตในปจจบน ซงเปนผลลพธจากกระ บวนการวางแผนการผลตลวงหนานน ไดถกนามาพจารณาหลงจากทพบวา ขอบกพรองดานคณภาพเกด ขนเปนจานวนมาก ทงทช น ส วนไดผ านการอ นม ต ต าม เ ง อนไข ปจ จบนของผประกอบการไปแลว จงไดมการปรบปรงเงอนไขขอกาหนดตางๆขนใหม และระบในค มอคณภาพของผสงมอบ โดยรายละเอยดของการปรบ ปรงเงอนไขขอกาหนดนนสามารถดไดจากรปท 9
รปท 9 สรปการปรบปรงขอกาหนดในแตละขนตอน ของกระบวนการวางแผนผลตภณฑลวงหนา หลงจากทมการปรบปรงขอกาหนดตางๆ ในค มอคณภาพของผ สงมอบแลว ไดนาไปทดลองใชกบผ ผลตสวนประกอบยอยของแผงคอนโซลหนา และสามารถสรปผลไดดงตอไปน (1) ผสงมอบรายนสามารถปฏบตตามเงอนไขขอกาหนดทจดทาขนใหม ในกระบวนการรบรองชน สวนการผลต และผลของกระบวนการตางๆทสามารถปรบปรงได คอ การดาเนนการไดทนตามแผนคณภาพผลตภณฑลวงหนา ,ชนงานมจดควบคมพเศษสาหรบเฝาระวงปญหา,มตขนาดของชนงานมการควบคมอยางตอเนอง, ผานเกณฑการตรวจประเมนการอนมตกอนผลต ,มาตรการควบคมใน FMEA ไดรบการทบทวน,ประสทธภาพ ในการตรวจสอบของเสยประเภทคณ ลกษณะภายนอกเปนไปตามขอกาหนด, มการจดทาฉลากชนงานใหมทเปนมาตรฐาน และแผนควบคมมประสทธภาพ ทาใหจานวนขอบกพรองเปนไปตามเปา หมายทตงไว (2) ชนสวนประกอบยอยของแผงคอนโซลหนา ไดรบการอนมตใหผลต ตามกระบวนการรบรองชน สวนการผลตใหมทปรบปรง

วศวกรรมสารฉบบวจยและพฒนา ปท 22 ฉบบท 3 พ.ศ. 2554 RESEARCH AND DEVELOPMENT JOURNAL VOLUME 22 NO.3, 2011
69
(3) ขอบกพรองของผลตภณฑจากผสงมอบรายดง กลาวมแนวโนมลดลงดงแสดงไวในหวขอท 5 จะเหนไดวาการใชขอกาหนดใหมทปรบปรงนทาใหกระบวนการผลตมความพรอมกอนทจะผลตจรง ดง ไดสรปไวขางตน ซงหากขอบกพรองของผลตภณฑลด ลงในระยะยาวจะเปนผลดกบทงผประกอบการ และผสงมอบในการลดเวลา และคาใชจายทเสยไปในการดา เนนการกบขอบกพรองดานคณภาพของผลตภณฑ ซงเปนผลจากการวางแผนควบคมคณภาพทดตงแตเรมตน เอกสารอางอง [1] รศ.ดารงค ทวแสงสกลไทย: การควบคมคณภาพ สาหรบนกบรหารและกรณศกษา, ภาควชาวศวกรรม
อ ตสาหการ คณะว ศวกรรมศาสต ร จ ฬ าลงกร ณ มหาวทยาลย, 2540, บรษท เอมแอนดอ จากด
[2] Production Part Approval Process: PPAP Reference Manual Fourth Edition; June 2008, Ford Motor Company, General Motor Corporation [3] Advance Products Quality Planning and parts Approval process & Production Part Approval Process, สถาบนเพมผลผลตแหงชาต, ม.ค. 2011 [4] Failure mode and Effective Analysis, FMEA Reference Manual Fourth Edition; June 2008, Ford Motor Company, General Motor Corporation [5] MSA for TS16949 Training Course, SGS (Thailand) Limited, 2011 [6] Supplier Quality Manual, Hitachi Chemical Automotive Products (Thailand) Co., Ltd., 2011



















