






Bahasa
Halaman
Hukum


i
ANALISA PENGARUH KECEPATAN SPINDEL TERHADAP
HASIL PEMBUBUTAN OBLIQUE DAN ORTHOGONAL
MATERIAL TEMBAGA DIAMETER 32 PADA MESIN BUBUT
KONVENSIONAL
LAPORAN TUGAS AKHIR
Diajukan sebagai salah satu syarat untuk menyelesaikan
jenjang Program Diploma Tiga
Disusun oleh :
Nama : Muhammad Tubagus Aditya
NIM : 17021035
PROGRAM STUDI DIII TEKNIK MESIN
POLITEKNIK HARAPAN BERSAMA TEGAL
2020

ii
HALAMAN PERSETUJUAN
LAPORAN TUGAS AKHIR
ANALISA PENGARUH KECEPATAN SPINDEL TERHADAP HASIL
PEMBUBUTAN OBLIQUE DAN ORTHOGONAL MATERIAL
TEMBAGA 32PADA MESIN BUBUT KONVENSIONAL
Sebagai salah satu syarat untuk mengikuti Sidang Tugas Akhir
Disusun oleh :
Nama : Muhammad Tubagus Aditya
NIM : 17021035
Telah diperiksa dan dikoreksi dengan baik dan cermat karena itu pembimbing
menyetujui mahasiswa tersebut untuk diuji
Tegal, 29 Juli 2020
Pembimbing I Pembimbing II M.Wawan Junaidi Usman, M.Eng M.Taufik Qurohman,M.Pd NIDN.0604067901 NIPY.08.015.265
Mengetahui, Ketua Program Studi DIII Teknik Mesin.
Politeknik Harapan Bersama
Drs. Agus Suprihadi, M.T NIPY. 07.010.054

iii
HALAMAN PENGESAHAN
LAPORAN TUGAS AKHIR
Judul : ANALISA PENGARUH KECEPATAN SPINDEL
TERHADAP HASIL PEMBUBUTAN OBLIQUE DAN
ORTHOGONAL MATERIAL TEMBAGA DIAMETER
32PADA MESIN BUBUT KONVENSIONAL
Nama : Muhammad Tubagus Aditya
NIM : 17021035
Progam Studi : DIII Teknik Mesin
Jenjang : Diploma Tiga (DIII)
Dinyatakan LULUS Setelah Dipertahankan di Depan Tim Penguji Sidang Tugas
Akhir Program Studi DIII Teknik Mesin Politeknik Harapan Bersama Tegal.
1. Penguji I Tanda Tangan
M. Wawan Junaid Usman, M.Eng ................................... NIDN.0604067901
2. Penguji II Tanda Tangan
Faqih Fatkhurrozak, M.T ..................................... NIDN.0616079002
3. Penguji III Tanda Tangan
Drs. Agus Suprihadi, M.T .....................................
NIDN.8800650017 Mengetahui, Ketua Program Studi DIII Teknik Mesin.
Politeknik Harapan Bersama
Drs. Agus Suprihadi, M.T
NIPY. 07.010.054
iv
HALAMAN PERNYATAAN
Yang bertanda tangan dibawah ini:
Nama : Muhammad Tubagus Aditya
NIM : 17021035
Judul Tugas Akhir : ANALISA PENGARUH KECEPATAN SPINDEL TERHADAP HASIL PEMBUBUTAN OBLIQUE DAN ORTHOGONAL MATERIAL TEMBAGA DIAMETER 32 PADA MESIN BUBUT KONVENSIONAL
Menyatakan bahwa Laporan Tugas Akhir ini merupakan karya ilmiah hasil
pemikiran sendiri secara orisinil dan saya susun secara mandiri dengan tidak
melanggar kode etik karya hak cipta. Laporan Tugas Akhir ini juga bukan
merupakan karya yang pernah diajukan untuk memperoleh gelar akademik
tertentu suatu perguruan tinggi, dan sepanjang pengetahuan saya juga tidak
terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain,
kecuali yang secara tertulis di acu dalam naskah ini dan disebutkan dalam daftar
pustaka.
Apabila di kemudian hari ternyata Laporan Tugas Akhir ini terbukti
melanggar kode etik karya cipta atau merupakan karya yang dikategorikan
mengandung unsure plagiatisme, maka saya bersedia untuk melakukan penelitian
baru dan menyusun laporan sebagai Laporan Tugas Akhir sesuai ketentuan yang
berlaku.
Demikian pernyataan ini saya buat dengan sebenarnya dan sesungguhnya.
Tegal, 29 Juli 2020
Yang membuat pernyataan,
Muhammad Tubagus Aditya
NIM.17021035
v

vi
MOTTO DAN PERSEMBAHAN
MOTTO
1. Hai orang-orang beriman, jadikanlah sabar dan shalatmu sebagai
penolongmu, sesungguhnya Allah berserta orang-orang yang sabar (Al-
Baqarah: 153).
2. Usaha tidak akan menghianati hasil, maka teruslah berusaha dan berdoa jika
ingin jadi orang yang sukses.
3. Belajarlah dari masa lalu, hiduplah dimasa sekarang, dan rencanakan untuk
hari esok.
4. Sesungguhnya bersama kesukaran itu ada keringanan, karena itu bila kamu
sudah selesai (mengerjakan yang lain). Dan berharaplah kepada tuhanmu
(Q.S Al-Insyirah: 6-8).
PERSEMBAHAN
1. Sembah sujud serta syukur kepada Allah SWT.
2. Tugas Akhir ini saya persembahkan untuk kedua orang tua dan kedua kaka
saya yang selalu mendukung serta nasihatnya yang menjadi motivasi.
3. Terimakasih kepada bapak M.Wawan Junaidi Usman, M.Eng selaku
pembimbing I.
4. Terimakasih kepada bapak M.Taufik Qurohman, M.Pd selaku pembimbing
II.
5. Terimakasih banyak atas bantuan teman-teman DIII Teknik Mesin angkatan
2017 dan kerja samanya selama ini dalam penyusunan laporan Tugas Akhir
ini.

vii
ABSTRAK
ANALISA PENGARUH KECEPATAN SPINDEL TERHADAP HASIL
PEMBUBUTAN OBLIQUE DAN ORTHOGONAL MATERIAL
TEMBAGA DIAMETER 32 PADA MESIN BUBUT KONVENSIONAL
Disusun oleh :
Nama : Muhammad Tubagus Aditya
NIM : 17021035
Dalam bidang industri dan logam, mesin bubut konvensional masih banyak dipakai dalam sentra industri kecil atau menengah, proses pembubutan dapat menentukan hasil dari benda kerja, oleh karena itu pemilihan kecepatan pembubutan sangat penting. Kecepatan putar mesin bubut mempunyai beberapa tingkatan putaran spindle yang digunakan sesuai kebutuhan produksi, dan kecepatan yang berbeda akan menghasilkan kehalusan dan kerataan yang berbeda pada benda kerja. Proses pembubutan dimulai pada tepi penampang dengan gerak lurus pada sumbu benda kerja baja tembaga diameter 32 dengan pemakanan perlahan sedalam 1,5 mm sehingga diperoleh hasil yang halus dan rata dengan kecepatan 370 rpm, 500 rpm, dan 800 rpm. Proses pembubutan dilakukan satu kali pengujian dengan diameter 32 mm. Pemilihan material benda kerja juga akan mempengaruhi hasil akhir dari proses pembubutan yang pemakanan yang dilakukan oleh pahat. Kata kunci : Mesin Bubut, Rpm, Tembaga Diameter32.

viii
ABSTRACT
ANALYSIS OF THE EFFECT OF SPINDLE SPEED ON THE RESULTS OF
OBLIQUE AND ORTHOGONAL TURNING OF COPPER MATERIAL
DIAMETER 32 ON A LATHE
Arranged by :
Name : Muhammad Tubagus Aditya
NIM : 17021035
In the industrial and metal fields, conventional lathes are still widely used in small or medium industrial centers, the turning process can determine the results of the workpiece, therefore the choice of turning speed is very important. The turning speed of the lathe has several levels of spindle rotation that are used according to production requirements, and different speeds will produce different smoothness and evenness on the workpiece. The turning process starts at the cross section with a straight motion on the axis of the copper diameter 32 workpiece with a gentle feed as deep as1,5 mm to obtain smooth and even results with speeds of 370 rpm, 500 rpm and 800 rpm. The turning process is carried out one test with a diameter of 32 mm. The choice of workpiece material will also affect the final results of the turning process which is carried out by the chisel. Keywords: Lathe machine, Rpm, copper diameter 32.

ix
KATA PENGANTAR
Dengan menyebut nama Allah SWT, dan berkat rahmatnya saya dapat
menyelesaikan Laporan Tugas Akhir dengan judul “ANALISA PENGARUH
KECEPATAN SPINDEL TERHADAP HASIL PEMBUBUTAN OBLIQUE
DAN ORTHOGONAL MATERIAL TEMBAGA DIAMETER 32PADA
MESIN BUBUT KONVENSIONAL”. Tugas Akhir merupakan suatu kewajiban
yang harus dilaksanakan untuk memenuhi salah satu syarat kelulusan dalam
mencapai gelar Diploma pada program Studi DIII Teknik Mesin. Politeknik
Harapan Bersama Tegal. Selama melaksanakan penelitian dan kemudian tersusun
dalam laporan Tugas Akhir ini.
Pada kesempatan ini, tidak lupa mengucapkan terimakasih yang sebesar-besarnya
kepada :
1. Bapak Mc. Chambali, B.Eng., M.Kom Selaku Direktur Politeknik Harapan
Bersama Tegal.
2. Bapak Drs. Agus Suprihadi, M.T Selaku Ketua Program Studi DIII Teknik
Mesin Politeknik Harapan Bersama Tegal.
3. Bapak M.Wawan Junaidi Usman, M.Eng selaku pembimbing I.
4. Bapak M.Tauik Qurohman, M.Pd selaku pembimbing II.
5. Bapak dan Ibu saya selaku orang tua yang telah mendukung dan
mendo’akan untuk saya sehingga dapat menyelesaikan Laporan Tugas
Akhir ini.
Penulis menyadari akan kekurangan dari laporan Tugas Akhir ini yang jauh
dari kesempurnaan baik dari materi maupun segi penulisan laporan Tugas Akhir
ini, semoga laporan Tugas Akhir ini dapat memberikan sumbangan untuk
pengembangan ilmu pengetahuan dan teknologi.
Tegal, 29 Juli 2020
Muhammad Tubagus Aditya
x
DAFTAR ISI
Halaman
HALAMAN JUDUL ...................................................................................... i
HALAMAN PERSETUJUAN ...................................................................... ii
HALAMAN PENGESAHAN ........................................................................ iii
HALAMAN PERNYATAAN ....................................................................... iv
HALAMAN PUBLIKASI .............................................................................. V
HALAMAN MOTTO DAN PERSEMBAHAN ......................................... vi
HALAMAN ABSTRAK ............................................................................... vii
KATA PENGANTAR ................................................................................... ix
DAFTAR ISI .................................................................................................. x
DAFTAR GAMBAR ..................................................................................... xii
DAFTAR RUMUS ........................................................................................ xv
DAFTAR TABEL ......................................................................................... xvi
DAFTAR LAMPIRAN ................................................................................. xvii
BAB I PENDAHULUAN ....................................................................... 1
1.1 Latar Belakang ....................................................................... 1
1.2 Rumusan Masalah .................................................................. 3
1.3 Batasan Masalah ..................................................................... 3
1.4 Tujuan ..................................................................................... 3
1.5 Manfaat ................................................................................... 4
1.6 Sistematika Penulisan .............................................................. 4
BAB II LANDASAN TEORI ................................................................... 6
2.1 Mesin Bubut ........................................................................... 6
2.2 Jenis-Jenis Mesin Bubut Konvensional .................................. 6
2.3 Fungsi Mesi Bubut Konvensional .......................................... 7
2.4 Bagian Utama Mesin Bubut ................................................... 7
2.4.1 Sumbu Utama (Main Spindle) ...................................... 7
2.4.2 Meja Mesin (Bed) ......................................................... 8
2.4.3 Eretan (Carriage) ......................................................... 8

xi
2.4.4 Kepala Lepas (Tail Stock) ............................................ 9
2.4.5 Penjepit Pahat (Tool Post) ............................................ 9
2.4.6 Tuas Pengatur Kecepatan Sumbu Utama Dan Plat
Penunjuk Kecepatan ..................................................... 10
2.4.7 Transporter Dan Sumbu Pembawa .............................. 10
2.4.8 Chuck (Cekam) ............................................................. 11
2.5 Gerakan-Gerakan Dalam Membubut ...................................... 11
2.6 Parameter Yang Dapat Diatur Pada Mesin Bubut .................. 12
2.7 Pahat ....................................................................................... 13
2.8 Tembaga Diameter 32 ............................................................ 16
2.9 Oblique Dan Orthogonal ....................................................... 17
2.10 Macam-Macam Teknik Pembubutan .................................. 17
2.10.1 Pembubutan Silindris ................................................. 18
2.10.2 Pembubutan Muka (Facing)........................................ 18
2.10.3 Cutting Off .................................................................. 19
2.10.4 Recessing ................................................................... 19
2.10.5 Parting ....................................................................... 20
2.10.6 Biting ......................................................................... 20
2.10.7 Pembubutan Tirus ...................................................... 21
2.10.8 Pembubutan Copy ...................................................... 21
2.10.9 Pembubutan Ulir ........................................................ 22
2.10.10 Chamfering ............................................................... 22
2.11 Kekasaran Permukaan ........................................................ 23
2.12 Roughness Tester ................................................................ 25
BAB III METODELOGI PENELITIAN ................................................. 27
3.1 Diagram Alur Penelitian ..................................................... 27
3.2 Alat Dan Bahan ................................................................... 28
3.2.1 Alat ............................................................................ 28
3.2.2 Bahan ......................................................................... 30
3.3 Pelaksanaan Penelitian ........................................................ 32
3.4 Metode Pengumpulan Data .................................................. 33
xii
3.5 Metode Analisa Data .......................................................... 34
BAB IV HASIL DAN PEMBAHASAN ................................................... 35
4.1 Hasil .................................................................................... 35
4.2 Pembahasan ........................................................................ 36
4.2.1 Hasil Pembubutan Rata Dan Serat Pemakanannya ... 36
4.2.2 Grafik Kecepatan Pemakanan Pembubutan Rata
Deangan Kecepatan Putaran (370 rpm, 500 rpm,
Dan 800 rpm) ............................................................ 39
BAB V PENUTUP .................................................................................... 41
5.1 Kesimpulan ............................................................................. 41
5.2 Saran ....................................................................................... 41
DAFTAR PUSTAKA .................................................................................... 42

xiii
DAFTAR GAMBAR
Halaman
Gambar 2.1 Komponen Utama Mesin Bubut .................................................. 6
Gambar 2.2 Sumbu Utama .............................................................................. 7
Gambar 2.3 Meja Mesin .................................................................................. 8
Gambar 2.4 Eretan .......................................................................................... 8
Gambar 2.5 Kepala Lepas ............................................................................... 9
Gambar 2.6 Penjepit pahat .............................................................................. 9
Gambar 2.7 Tuas Pengatur Kecepatan Sumbu Utama Dan Plat Penunjuk
Kecepatan .................................................................................... 10
Gambar 2.8 Transporter Dan Sumbu Pembawa .............................................. 10
Gambar 2.9 Cekam .......................................................................................... 11
Gambar 2.10 Tembaga Diameter 32 ............................................................... 16
Gambar 2.11 Orthogonal dan Oblique Cutting ............................................... 17
Gambar 2.12 Pembubutan Silindris ................................................................ 18
Gambar 2.13 Facing ........................................................................................ 18
Gambar 2.14 Cutting Off ................................................................................ 19
Gambar 2.15 Recessing ................................................................................... 20
Gambar 2.16 Biting ......................................................................................... 20
Gambar 2.17 Pembubutan Bentuk .................................................................. 21
Gambar 2.18 Pembubutan Tirus ..................................................................... 21
Gambar 2.19 Pembubutan Ulir ....................................................................... 22
Gambar 2.20 Camfring ................................................................................... 23
Gambar 2.21 Mitutoyo SJ 210 Portable Surface Roughness Tester ............... 26
Gambar 3.1 Diagram Alur Penelitian .............................................................. 27
Gambar 3.2 Proses Pembubutan ..................................................................... 28
Gambar 3.3 Kunci Chuck Spindle .................................................................. 28
Gambar 3.4 Jangka Sorong ............................................................................. 29
Gambar 3.5 Mistar Baja .................................................................................. 29
Gambar 3.6 Penggaris Busur ........................................................................... 30

xiv
Gambar 3.7 Tembaga Diameter 32 ................................................................. 30
Gambar 3.8 Pahat HSS .................................................................................... 31
Gambar 3.9 Sketsa Pembubutan Tembaga Diameter 32 ................................. 31
Gambar 3.10 Contoh Tembaga Diameter 32 Setelah Dibubut ....................... 32
Gambar 4.1 Hasil Pembubutan Dengan Kecepatan 370 rpm .......................... 36
Gambar 4.2 Hasil Pembubutan Dengan Kecepatan 500 rpm ........................... 37
Gambar 4.3 Hasil Pembubutan Dengan Kecepatan 800 rpm .......................... 37
Gambar 4.4 Chip Proses Pembubutan ............................................................. 38
Gambar 4.5 Chip Proses Pembubutan ............................................................. 39
Gambar 4.6 Grafik Pembahasan Pembubutan Rata ........................................ 39
Gambar 4.7 Diagram Kekasaran Benda Kerja ................................................ 40
xv
DAFTAR RUMUS
Halaman
Rumus 2.1 Kecepatan Pemakanan .................................................................. 12
Rumus 2.2 Kecepatan Putaran ........................................................................ 13

xvi
DAFTAR TABEL
Halaman
Tabel 2.1 Angka Kekasaran Permukaan ......................................................... 24
Tabel 2.2 Tingkat Kekasaran Rata-Rata Permukaan Menurut Proses
Pengerjaannya ................................................................................ 25
Tabel 4.1 Hasil Penelitian ............................................................................... 35

xvii
DAFTAR LAMPIRAN
Halaman
Lampiran A Foto Praktek Pembubutan ........................................................... 43
Lampiran B Pembahasan ................................................................................. 44
Lampiran C Sertifikat Uji Kekasaran Permukaan ........................................... 45

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Mesin bubut adalah mesin yang dibuat dari logam yang berguna untuk
menyayat dengan gerakan utamanya dengan memutar benda kerja,Dibidang
industri mesin bubut sangat berperan dalam pembuatan komponen seperti
mur,baut,roda gigi,poros dan lain sebagainya (Marsyahyo, 2003).
Bagi seorang teknisi di bidang pengerjaan logam maupun mahasiswa pada
jurusan teknik mesin,mesin bubut telah dikenal fungsi dan perannya membuat
komponen dari bermacam-macam mesin. Mesin bubut merupakan perkakas yang
mempunyai gerakan utama berputar yang berfungsi untuk mengubah bentuk dan
ukuran benda kerja tersebut dengan suatu pahat menyayat ,posisi benda searah
sumbu mesin bubut untuk penyayatan atau pemakanan (Sutarmo,
2012).Kecepatan spindel dan bentuk dari sebuah benda kerja yang dihasilkan oleh
mesin bubut merupakan hal yang penting, karena kecepatan dan bentuk dari benda
kerja tersebut berkaitan dengan gesekan, keausan, sistem dan lain-lainnya. Pada
benda kerja hasil proses permesinan, akan berbeda dari kecepatan dan bentuknya
seperti permukaan yang halus dan kasar. Proses permesinan akan menentukan
dari benda kerja tersebut dimana kecepatan spindel dapat dijadikan acuan untuk
evaluasi produk pemesinan. sebuah benda kerja tidak harus memiliki nilai yang
kecil,
2
tetapi terkadang sebuah produk membutuhkan nilai kekasaran permukaan yang
besar sesuai dengan fungsinya. Salah satu produk yang dituntut memiliki
kekasaran permukaan yang rendah adalah poros. Dimana poros sering
digunakan sebagai alat untuk mentransmisikan putaran dari alat penggerak seperti
motor listrik, sehingga poros dituntut harus halus agar keausan dapat dikurangi.
Proses pemesinan poros dapat dilakukan dengan menggunakan mesin bubut
dimana sering diperoleh nilai kekasaran permukaan yang tidak sesuai dengan
yang diinginkan. Hal ini dipengaruhi oleh beberapa faktor seperti kecepatan
makan, kedalaman potong, putaran dan jenis material pahat. Selain itu faktor
mesin bubut dan operatornya juga berperan dalam produk yang dihasilkan. Untuk
mendapatkan nilai kekasaran permukaan dari poros yang halus dari proses bubut
dapat dilakukan dengan pemilihan mata pahat, penentuan ANALISA
PENGARUH KECEPATAN SPINDEL TERHADAP HASIL
PEMBUBUTAN OBLIQUE DAN ORTHOGONAL MATERIAL
TEMBAGA DIAMETER 32PADA MESIN BUBUT
KONVENSIONAL”.Kecepatan spindel yang sesuai dengan kebutuhan.
Ketajaman dan kekuatan dari mata pahat sangat berpengaruh terhadap produk
yang dihasilkan. (Muhamad Choirul Azhar, 2014)
Berdasarkan latar belakang diatas peneliti mengambil judul tugas akhir
tentang analisis pengaruh kecepatan spindel terhadap hasil pembubutan oblique
dan orthogonal material tembaga diameter32 pada mesin bubut konvesional.
3
1.2 Rumusan Masalah
Pada Tugas Akhir ini dapat dirumuskan permasalahan yaitu bagaimana
analisis pengaruh kecepatan spindel terhadap hasil pembubutan oblique dan
orthogonal material tembaga diameter32 pada mesin bubut konvesional.
1.3 Batasan Masalah
Berdasarkan rumusan masalah diatas maka batasan penelitian ini sebagai
berikut :
1. Pengujian material tembaga diameter32 dengan kecepatan 370, 500, dan
800 rpm.
2. Pahat yang digunakan pahat HSS.
3. Pembubutan oblique dan orthogonal.
4. Material yang digunakan tembaga diameter32.
5. Menggunakan mesin bubut konvesional.
6. Pemakanan benda kerja pada diameter 1,5 mm.
7. Pengujian dilakukan di laboratorium yang terakreditasi
1.4 Tujuan
Adapun tujuan yang diperoleh dari proposal Tugas Akhir ini yaitu:
1. Dapat memahami variasi pemakanan benda kerja pada mesin bubut
2. Dapat memahami variasi kecepatan putaran terhadap pemakanan benda
kerja
3. dapat memahami perbandingan tingkat kekasaran material yang di bubut

4
4. Dapat memahami variasi jenis pahat dan juga sudut potong terhadap benda
kerja.
1.5 Manfaat
1. Mengerti komponen utama mesin bubut konvensional.
2. Mengerti tentang pengaruh kecepatan putaran dan kecepatan pemakanan
pada mesin bubut konvensional pada kecepatan 370 rpm, 500 rpm dan
800rpm.
3. Dapat mengetahui berbagai macam variasi jenis pemahatan.
1.6 Sistematika Penulisan
Adapun sistematika dalam penulisan laporan ini adalah :
BAB I PENDAHULUAN
Pada bab ini tentang latar belakang, rumusan masalah, batasan masalah,
tujuan, manfaat, dan sistematika penulisan.
BAB II LANDASAN TEORI
Pada bab ini berisi tentang pengertian mesin bubut, fungsi mesin bubut
konvensional, bagian utama mesin bubut konvensional, parameter yang
dapat diatur pada mesin bubut. .
BAB III METODE PENELITIAN
Pada bab ini berisi tentang diagram alur penelitian, alat dan bahan, jenis dan
sumber data.

5
BAB IV HASIL DAN PEMBAHASAN
Pada bab ini berisi tentang pembahasan pembubutan rata dengan kecepatan
370 rpm, 500 rpm dan 800 rpm.
BAB V PENUTUP
Pada bab ini berisi tentang kesimpulan dan saran.
DAFTAR PUSTAKA
LAMPIRAN

6
BAB II
LANDASAN TEORI
2.1 Mesin Bubut
Mesin bubut (engine lathe) merupakan mesin perkakas serbaguna
dioperasikan secara manual, dan banyak dipakai dalam kecepatan produksi rendah
sampai sedang. Komponen utama mesin bubut diperlihatkan pada gambar 2.1.
Gambar 2.1 Komponen Utama Mesin Bubut (Henggar Patria Atmantawarna, 2013)
2.2 Jenis-Jenis Mesin Bubut Konvensional
Dilihat dari segi dimensinya,mesin bubut konvensional dibagi dalam
beberapa kategori, yaitu: mesin bubut ringan, mesin bubut sedang, mesin bubut
standar, dan mesin bubut berat. Mesin bubut berat digunakan untuk benda kerja
yang berdimensi besar. Terbagi atas mesin bubut beralas panjang, mesin bubut
lantai, dan mesin bubut tegak. (Henggar Patria Atmantawarna, 2013)

7
2.3 Fungsi Mesin Bubut Konvensional
Fungsi mesin bubut konvensional adalah untuk membuat atau memproduksi
benda-benda berpenampang silindris, misalnya poros lurus, poros bertingkat,
poros tirus, poros berulir, dan berbagai bentuk bidang permukaan lainnya
misalnya anak buah catur (raja,ratu,pion,dll). (Henggar Patria Atmantawarna,
2013)
2.4 Bagian Utama Mesin Bubut Konvensional
Pada umumnya bagian utama mesin bubut konvensional sama walaupun
dibuat di pabrik yang berbeda, hanya saja terkadang posisi handle atau tuas,
tombol, tabel penunjukan pembubutan letak/posisinya berbeda.
Demikian juga dengan cara pengoperasiannya karena memiliki fasilitas
yang sama maka tidak jauh berbeda. (Muhamad Choirul Azhar, 2014)
2.4.1 Sumbu Utama (Main Spindle)
Sumbu utama merupakan bagian mesin bubut yang berfungsi sebagai
dudukan chuck (cekam) yang didalamnya terdapat susunan roda gigi yang dapat
digeser-geser melalui tuas untuk mengatur putaran mesin sesuai kebutuhan
pembubutan. (Muhamad Choirul Azhar, 2014).
Gambar 2.2 Sumbu Utama (Dokumentasi, 2020)

8
2.4.2 Meja Mesin (Bed)
Meja mesin merupakan tumpuan pada waktu pembubutan. Meja mesin
berfungsi sebagai tempat dudukan kepala lepas dan eretan. Bentuk alas ini
bermacam-macam, ada yang datar dan ada yang salah satu atau kedua sisinya
mempunyai ketinggian tertentu. Permukaannya halus dan rata, sehingga gerakan
kepala lepas dan eretan menjadi lancar. (Muhamad Choirul Azhar, 2014)
Gambar 2.3 Meja Mesin
(Dokumentasi, 2020)
2.4.3 Eretan (Carriage)
Eretan seperti merupakan bagian dari mesin bubut yang berfungsi sebagai
pembawa dudukan pahat potong. Eretan terdiri dari beberapa bagian seperti
engkol dan transporter. (Muhamad Choirul Azhar, 2014)
Gambar 2.4 Eretan
(Dokumentasi, 2020)

9
2.4.4Kepala Lepas (Tail Stock)
Kepala lepas digunakan sebagai dudukan senter putar sebagai pendukung
benda kerja pada saat pembubutan, dudukan bor tangkai tirus, dan cekam bor
sebagai penjepit bor. (Muhamad Choirul Azhar, 2014)
Gambar 2.5 Kepala Lepas
(Dokumentasi, 2020)
2.4.5 Penjepit Pahat (Tools Post)
Penjepit pahat digunakan untuk menjepit atau memegang pahat potong.
(Muhamad Choirul Azhar, 2014)
Gambar 2.6 Penjepit Pahat
(Dokumentasi, 2020)

10
2.4.6 Tuas Pengatur Kecepatan Sumbu Utama Dan Plat Penunjuk
Kecepatan
Tuas pengatur kecepatan berfungsi untuk mengatur kecepatan putaran mesin
sesuai hasil dari perhitungan atau pembacaan dari tabel putaran, plat tabel
kecepatan sumbu utama menunjukkan angka-angka besaran.
Kecepatan sumbu utama yang dapat dipilih sesuai dengan pekerjaan
pembubutan. (Muhamad Choirul Azhar, 2014)
Gambar 2.7 Tuas Pengatur Kecepatan Sumbu Utama Dan Plat Penunjuk
Kecepatan (Dokumentasi, 2020)
2.4.7 Transporter Dan Sumbu Pembawa
Transporter atau poros transporter, digunakan untuk membawa eretan pada
waktu kerja otomatis, misalnya waktu membubut ulir, alur, atau pekerjaan
pembubutan lainnya. Sedangkan sumbu pembawa atau poros pembawa adalah
poros yang selalu berputar untuk membawa atau mendukung jalannya eretan.
(Muhamad Choirul Azhar, 2014)
Gambar 2.8 Transporter Dan Sumbu Pembawa
(Dokumentasi, 2020)
11
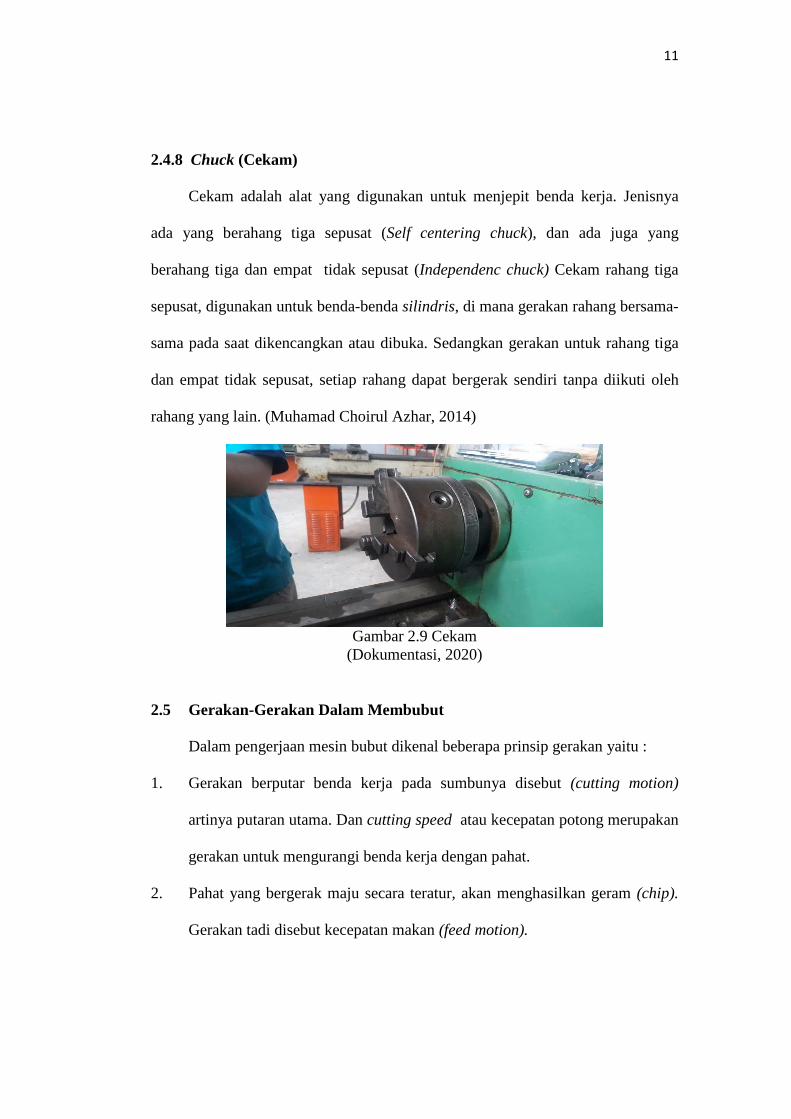
2.4.8 Chuck (Cekam)
Cekam adalah alat yang digunakan untuk menjepit benda kerja. Jenisnya
ada yang berahang tiga sepusat (Self centering chuck), dan ada juga yang
berahang tiga dan empat tidak sepusat (Independenc chuck) Cekam rahang tiga
sepusat, digunakan untuk benda-benda silindris, di mana gerakan rahang bersama-
sama pada saat dikencangkan atau dibuka. Sedangkan gerakan untuk rahang tiga
dan empat tidak sepusat, setiap rahang dapat bergerak sendiri tanpa diikuti oleh
rahang yang lain. (Muhamad Choirul Azhar, 2014)
Gambar 2.9 Cekam
(Dokumentasi, 2020)
2.5 Gerakan-Gerakan Dalam Membubut
Dalam pengerjaan mesin bubut dikenal beberapa prinsip gerakan yaitu :
1. Gerakan berputar benda kerja pada sumbunya disebut (cutting motion)
artinya putaran utama. Dan cutting speed atau kecepatan potong merupakan
gerakan untuk mengurangi benda kerja dengan pahat.
2. Pahat yang bergerak maju secara teratur, akan menghasilkan geram (chip).
Gerakan tadi disebut kecepatan makan (feed motion).

12
3. Bila pahat dipasang dengan dalam pemotongan (depth of cutting), pahat
dimajukan ke arah melintang sampai kedalaman pemotongan yang
dikehendaki. Gerakan ini disebut “adjusting motion”.
2.6 Parameter Yang Dapat Diatur Pada Mesin Bubut
Tiga parameter utama pada setiap proses bubut adalah kecepatan putar
spindel (speed), gerak makan (feed), dan kedalaman potong (depth of cut). Tiga
parameter di atas adalah bagian yang bisa diatur oleh operator langsung pada
mesin bubut. Kecepatan putar (speed), selalu dihubungkan dengan sumbu utama
(spindel) dan benda kerja. Kecepatan putar dinotasikan sebagai putaran per menit
(rotations per minute, rpm).
Untuk menghitung putaran mesin bubut mengunakan persamaan :.
Kecepatan Pemakanan :
Kecepatan Putaran :
Keterangan : d : Diameter benda kerja (mm)
Cs : Kecepatan potong (meter/menit)
: 3,14
n : Putaran mesin (rpm)
13
Contoh :
Sebuah baja berdiameter 25 mm, akan dibubut dengan kecepatan potong (Cs) 25
mm/menit. Berapa kecepatan putaran (rpm) nya :
Jadi kecepatan putaran mesinnya adalah sebesar 318,471 rpm.
Hasil perhitungan diatas sebagai acuan dalam menyetel putaran mesin agar sesuai
dengan putaran mesin yang tertulis pada table yang ditempel di mesin tersebut.
2.7 Pahat
Pahat adalah suatu alat yang terpasang pada mesin perkakas yang berfungsi
untuk memotong benda kerja atau membentuk benda kerja menjadi bentuk yang
diinginkan. Pada proses kerjanya pahat digunakan untuk memotong meterial-
material yang keras sehingga mataterial dari pahat haruslah lebih keras dari pada
material yang akan dibubut.
Namun pada saat ini material pahat yang banyak digunakan adalah HSS dan
Karbida. Berikut ini adalah material-material pahat secara berurutan dari yang
paling lunak tetapi ulet sampai dengan yang paling keras tetapi getas, yaitu :

14
2.7.1 Baja Karbon Tinggi
Baja dengan kandungan karbon yang relatif tinggi 9o,7% - 1,4%C) tanpa
unsur lain atau dengan presentase unsur lain yang rendah 2%Mn, W, Cr)
mempunyai kekrasan permukaan permukaan yang cukup tinggi.
(http://keluargasepuh86.blogspot.com/2019/12/material-pahat-bubut.html)
2.7.2 HSS (High Speed Steels)
Merupakan baja paduan tinggi dengan unsur paduan crom dan tungsten.
Melalui proses penuangan (molten metalurgy) kemudian diikuti pengerolan
ataupun penempaan baja dibentuk menjadi batang atau silindris.
(http://keluargasepuh86.blogspot.com/2019/12/material-pahat-bubut.html)
2.7.3 Paduan Cor Nonferro
Paduan cor non ferro (Stellite) adalah campuran (paduan) yang memiliki
sifat antara HSS dan Carbida, digunakan dalam hal khusus diantara pilihan
dimana karbida terlalu rapuh dan HSS mempunyai Hot Hardness dan Wear
Resistance yang terlalu rendah.
(http://keluargasepuh86.blogspot.com/2019/12/material-pahat-bubut.html)
2.7.4 Karbida
Merupakan jenis pahat yang disemen (cemented carbides) dengan bahan
padat yang dibuat dengan cara sintering serbuk karbida (nitrida oksida) dengan
bahan pengikat yang umumnya dari kobalt (Co). Cara carbuzing masing -

15
masing bahan dasar (serbuk). Tungsten, titanium, tatalum yang dibuat menjadi
karbida yang digiling dan disaring.
(http://keluargasepuh86.blogspot.com/2019/12/material-pahat-bubut.html)
2.7.5 CBN (Cubic Baron Nitride)
CBN termasuk jenis keramik, dibuat dengan penekanan panas sehingga
serbuk grafit putih nitrida boron dengan struktur atom heksagonal berubah
menjadi struktur kubik. (http://keluargasepuh86.blogspot.com/2019/12/material-
pahat-bubut.html)
2.8 Tembaga Diameter32
Tembaga diameter32 adalah suatu unsur kimia dalam tabel periodik yang
memiliki lambang CU dan nomor atom 29.Tembaga merupakan kondukter panas
dan listrik yang baik,selain itu usur ini memiliki korosi yang cepat
sekali.Tembaga murni sifatnya halus dan lunak,dengan permukaan berwarna
jingga kemerahan.
Selain itu juga Tembaga merupakan penghantar panas dan listrik yang
sangat baik,maka banyak digunakan pada alat-alat listrik.sebagai perhiasan
,campuran antara tembaga dan emas, uang logam.

16
Gambar 2.10 Tembaga (Dokumentasi, 2020)
2.9 Oblique Dan Orthogonal
Penyayatan oblique merupakan penyayatan yang memiliki sudut buang
tatal. Penyayatan oblique memiliki beberapa keunggulan. Berikut keunggulan dari
penyayatan oblique.
- Mampu menyayat dengan tebal
- Usia pahat lebih panjang
- Hasil penyayatan lebih baik, kualitas geometris lebih baik
Penyayatan orthogonal merupakan penyayatan yang tidak memiliki sudut
buang tatal(chip). Penyayatan tersebut menggunakan alat potong berbentuk baji

17
(wedge-shaped tool) dimana tepi pemotong tegak lurus terhadap arah kecepatan
pemotongan.
Gambar 2.11 Orthogonal dan Oblique Cutting (Malinc.com)
2.10 Macam-Macam Teknik Pembubutan
Pembubutan silindris merupakan proses penyayatan di mana gerakan pahat
bubut sejajar dengan sumbu benda kerja. Metode pembubutan ini digunakan
untuk membuat bentuk dengan diameter seragam (seperti poros lurus).
2.10.1 Pembubutan Silindris
Pembubutan silindris merupakan proses penyayatan di mana gerakan pahat
bubut sejajar dengan sumbu benda kerja. Metode pembubutan ini digunakan
untuk membuat bentuk dengan diameter seragam (seperti poros lurus).
Gambar 2.12 Pembubutan Silindris (Tschatsch, 2009)
18
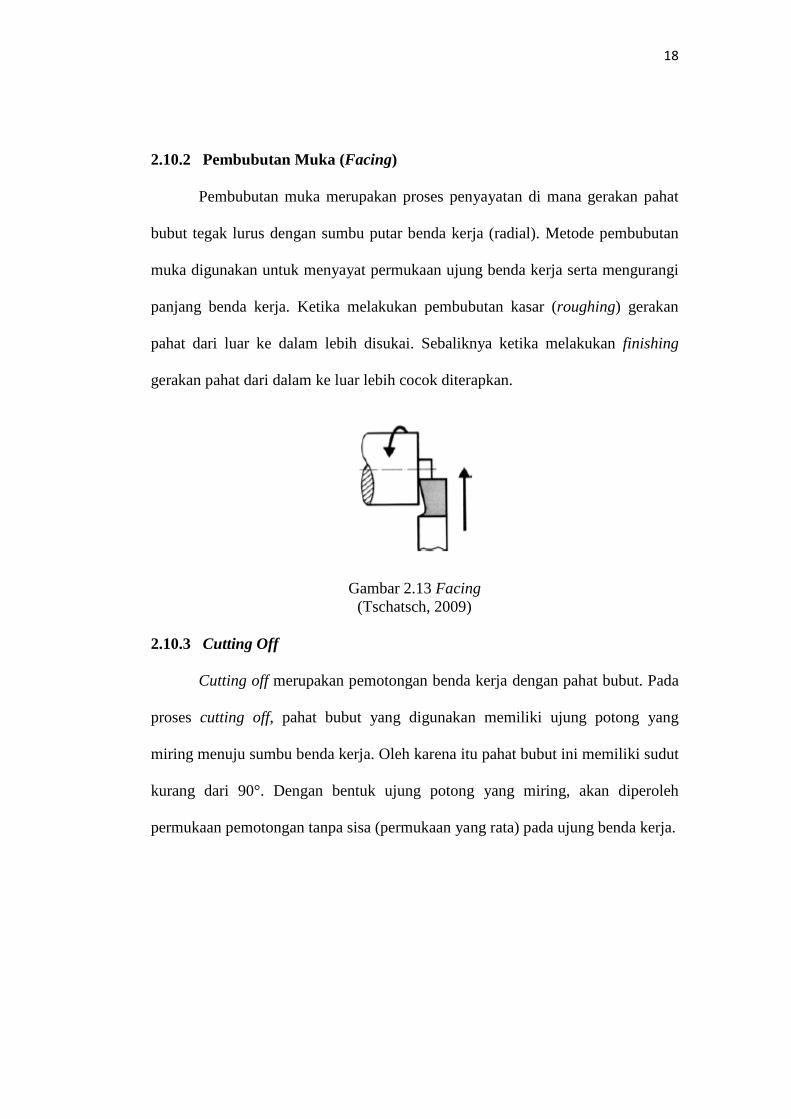
2.10.2 Pembubutan Muka (Facing)
Pembubutan muka merupakan proses penyayatan di mana gerakan pahat
bubut tegak lurus dengan sumbu putar benda kerja (radial). Metode pembubutan
muka digunakan untuk menyayat permukaan ujung benda kerja serta mengurangi
panjang benda kerja. Ketika melakukan pembubutan kasar (roughing) gerakan
pahat dari luar ke dalam lebih disukai. Sebaliknya ketika melakukan finishing
gerakan pahat dari dalam ke luar lebih cocok diterapkan.
Gambar 2.13 Facing (Tschatsch, 2009)
2.10.3 Cutting Off
Cutting off merupakan pemotongan benda kerja dengan pahat bubut. Pada
proses cutting off, pahat bubut yang digunakan memiliki ujung potong yang
miring menuju sumbu benda kerja. Oleh karena itu pahat bubut ini memiliki sudut
kurang dari 90°. Dengan bentuk ujung potong yang miring, akan diperoleh
permukaan pemotongan tanpa sisa (permukaan yang rata) pada ujung benda kerja.

19
Gambar 2.14 Cutting Off (Tschatsch, 2009)
2.10.4 Recessing
Recessing merupakan penyayatan pada benda kerja yang bertujuan untuk
membentuk sebuah alur. Ujung potong pahat yang digunakan biasanya sejajar
dengan sumbu benda kerja (sudut pahat 90°). Recessing mirip dengan cutting off.
Perbedaan keduanya hanya terletak pada bentuk atau sudut pahat saja. Recessing
biasanya digunakan untuk membuat alur pemisah antara bentuk pembubutan
silindris dan ulir.
Gambar 2.15 Recessing (Tschatsch, 2009)

20
2.10.5 Parting
Parting merupakan pembubutan di mana pahat bubut bergerak sejajar
maupun tegak lurus terhadap sumbu benda kerja. Sesuai dengan namanya, parting
digunakan untuk memotong/memisahkan benda kerja. Beberapa juga mengenal
parting sama dengan cutting off.
2.10.6 Biting
Biting merupakan pembubutan ujung atau muka, di mana arah pemakanan
ujung pahat sejajar dengan sumbu benda kerja. Metode biting biasanya digunakan
untuk membuat alur atau lubang besar pada permukaan ujung benda kerja.
Gambar 2.16 Biting (Tschatsch, 2009)
2.10.7 Pembubutan Bentuk (Form Turning)
Pada pembubutan bentuk, ujung potong pahat bubut berukuran besar
membentuk kontur pada benda kerja. Teknologi pembubutan bentuk seperti
recessing namun perbedaannya terdapat pada bentuk pahat yang unik pada
pembubutan bentuk. Bentuk pahat yang unik ini dapat disebut dengan istilah pahat
bubut bentuk.

21
Gambar 2.17 Pembubutan Bentuk (Tschatsch, 2009)
2.10.8 Pembubutan Tirus
Pembubutan tirus merupakan penyayatan silindris yang menghasilkan
perbedaan diameter secara konstan. Metode pembubutan tirus digunakan untuk
membuat poros tirus/konis.
Gambar 2.18 Pembubutan Tirus (Groover, 2010)
2.10.9 Pembubutan Copy
Pembubutan copy merupakan penyayatan yang menghasilkan bentuk
benda kerja sesuai dengan geometri benda replika yang telah ada. Replika tersebut
ditransmisikan dengan eretan melintang dan eretan memanjang.

22
2.10.10 Pembubutan Ulir
Pembubutan ulir merupakan penyayatan yang menghasilkan bentuk ulir.
Pembubutan ulir terdiri dari pembubutan ulir luar dan ulir dalam. Pembubutan ulir
tergolong dalam pembubutan silindris di mana pemakanannya sama dengan pola
kisar ulir dari ulir yang akan dibuat.
Gambar 2.19 Pembubutan Ulir (Tschatsch, 2009)
2.10.11 Chamfering
Chamfering merupakan pembubutan pada sudut benda kerja menggunakan
ujung pahat. Hasil dari chamfering dikenal dengan istilah chamfer.
Gambar 2.20 Chamfering (Groover, 2010)
23
2.11 Kekasaran Permukaan
Setiap permukaan dari benda kerja yang telah mengalami proses pemesinan
akan mengalami kekasaran permukaan. Yang dimaksud dengan kekasaran
permukaan adalah penyimpangan rata-rata aritmetik dari garis rata-rata
permukaan. Definisi ini digunakan untuk menentukan harga rata-rata dari
kekasaran permukaan. Dalam dunia industri, permukaan benda kerja memiliki
nilai kekasaran permukaan yang berbeda, sesuai dengan kebutuhan dari alat
tersebut. Nilai kekasaran permukaan memiliki nilai kwalitas (N) yang berbeda,
Nilai kwalitas kekasaran permukaan telah diklasifikasikan oleh ISO dimana yang
paling kecil adalah N1 yang memiliki nilai kekasaran permukaan (Ra) 0,025 µm
dan yang paling tingggi N12 yang nilai kekasarannya 50 µm. Angka yang ada
pada symbol kekasaran permukaan merupakan nilai dari kekasaran permukaan
aritmatik (Ra). (Azhar, 2014)
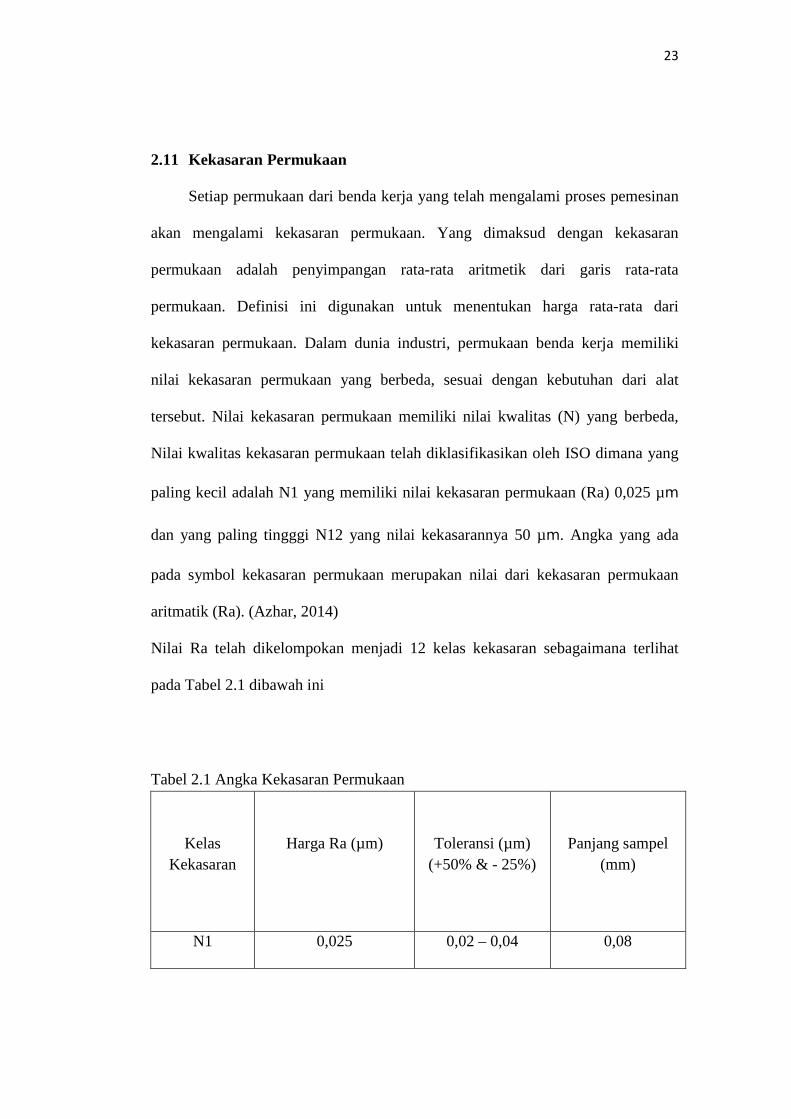
Nilai Ra telah dikelompokan menjadi 12 kelas kekasaran sebagaimana terlihat
pada Tabel 2.1 dibawah ini
Tabel 2.1 Angka Kekasaran Permukaan
Kelas Kekasaran
Harga Ra (µm)
Toleransi (µm) (+50% & - 25%)
Panjang sampel (mm)
N1 0,025 0,02 – 0,04 0,08

24
N2 0,05 0,04 – 0,08
0,25 N3 0,1 0,08 – 0,15
N4 0,2 0,15 – 0,03
N5 0,4 0,03 – 0,06
0,8
N6 0,8 0,6 – 1,2
N7 1,6 1,2 – 2,4
N8 3,2 2,4 – 4,8
N9 6,3 4,8 – 9,6
2,5 N10 12,5 9,6 – 18,75
N11 25 18,5 – 37,5
8 N12 50 37,5 – 75,0
Toleransi harga kekasaran rata-rata, Ra dari suatu permukaan tergantung
pada proses pengerjaannya. Hasil penyelesaian permukaan dengan menggunakan
mesin gerinda sudah tentu lebih halus dari pada dengan menggunakan mesin
bubut. Tabel 2.2 berikut ini memberikan contoh harga kelas kekasaran rata-rata
menurut proses pengerjaannya.
Tabel 2.2 Tingkat Kekasaran Rata-Rata Permukaan Menurut Proses Pengerjaannya
Proses pengerjaan Selang (N) Harga Ra
Lapping datar dan Silinder
Superfinishing Diamond Turning
N1 – N4
N1 – N6
0.025 – 0.2
0.025 – 0.8

25
Gerinda Silinder Datar
Finishing
N1 – N8
N4 – N8
0.025 – 3.2
0.1 – 3.2
Wajah dan Silinder Berputar
Milling and Reaming Drilling
N5 – N12
N7 – N10
0.4 – 50.0
1.6 – 12.5
Shapping, Perencanaan, Milling
Horizontal
Sandcasting Dan Penempaan
N6 – N12
N10– N11
0.8 – 50.0
12.5 – 25.0
Ekstrusi, Penggulungan Dingin,
Menggambar Die casting
N6 – N8
N6 – N7
0.8 – 3.2
0.8 – 1.6
2.12 Roughness Tester
Roughness atau kekasaran adalah ketidakhalusan bentuk hasil proses
produksi yang disebabkan oleh pengerjaan mesin. Pada surface roughness tester
terdapat alat peraba yang disebut stylus. “Stylus merupakan peraba dari alat ukur
kekasaran permukaan yang bentuknya konis atau piramida”. Bagian ujung stylus
ini ada yang berbentuk rata serta ada yang berbentuk radius. Prinsip kerja alat
ukur ini menggunakan sistem elektronik dengan stylus berbentuk diamond dan
terdapat motor penggerak sehingga stylus dapat bergerak bebas maju mundur
sepanjang garis lurus permukaan benda uji. Hasil pengukuran juga dapat dilihat
langsung pada layar operasi sehingga nilai kekasaran permukaan dapat langsung
diketahui. Jika hasil uji ingin dicetak, dapat dilakukan dengan menggunakan
kertas karbon dan menekan tombol print pada panel kontrol. (Adzkari, 2017)

26
Gambar 2.21 Mitutoyo SJ 210 Portable Surface
Roughness Tester (Dokumentasi Unwas, 2020)
27
BAB III
METODE PENELITIAN
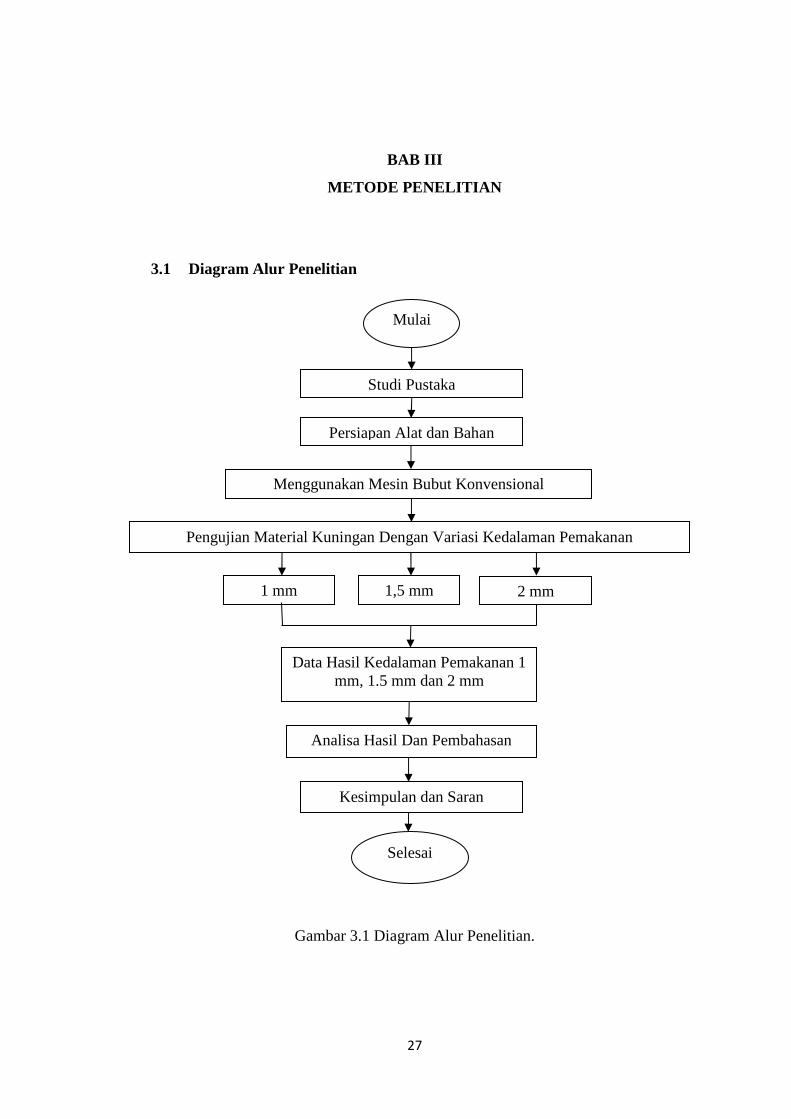
3.1 Diagram Alur Penelitian
Gambar 3.1 Diagram Alur Penelitian.
Pengujian Material Kuningan Dengan Variasi Kedalaman Pemakanan
Persiapan Alat dan Bahan
Studi Pustaka
Menggunakan Mesin Bubut Konvensional
Kesimpulan dan Saran
Selesai
1 mm 1,5 mm 2 mm
Analisa Hasil Dan Pembahasan
Mulai
Data Hasil Kedalaman Pemakanan 1 mm, 1.5 mm dan 2 mm

28
3.2 Alat Dan Bahan
3.2.1 Alat
Pada saat melakukan pengujian ini. Saya membutuhkan alat yang digunakan
untuk membantu melakukan pengujian ini, diantaranya adalah :
1. Mesin bubut konvensional
Proses analisa menggunakan mesin bubut konvensional dengan kecepatan
370 rpm, 500 rpm, dan 800 rpm.
Gambar 3.2 Proses Pembubutan (Dokumentasi, 2020)
2. Kunci chuck spindel
Digunakan untuk mengencangkan atau mengendorkan cekam agar tidak
oleng saat berputar.
Gambar 3.3 Kunci Chuck Spindel (Dokumentasi, 2020)

29
3. Jangka Sorong
Untuk mengukur diameter benda kerja proses pembubutan.
Gambar 3.4 Jangka Sorong (Dokumentasi, 2020)
4. Mistar baja
Digunakan untuk mengukur panjang benda kerja.
Gambar 3.5 Mistar Baja (Dokumentasi, 2020)

30
5. Penggaris busur
Untuk mengukur sudut pahat menggunakan penggaris busur.
Gambar 3.6 Penggaris Busur (Dokumentasi, 2020)
3.2.2 Bahan
1. Tembaga diameter32
Untuk bahan penelitian yang akan dilaksanakan menggunakan bahan
tembaga dengan diameter 32 mm dan panjang 160 mm.
Gambar 3.7 Tembaga (Dokumentasi, 2020)
31
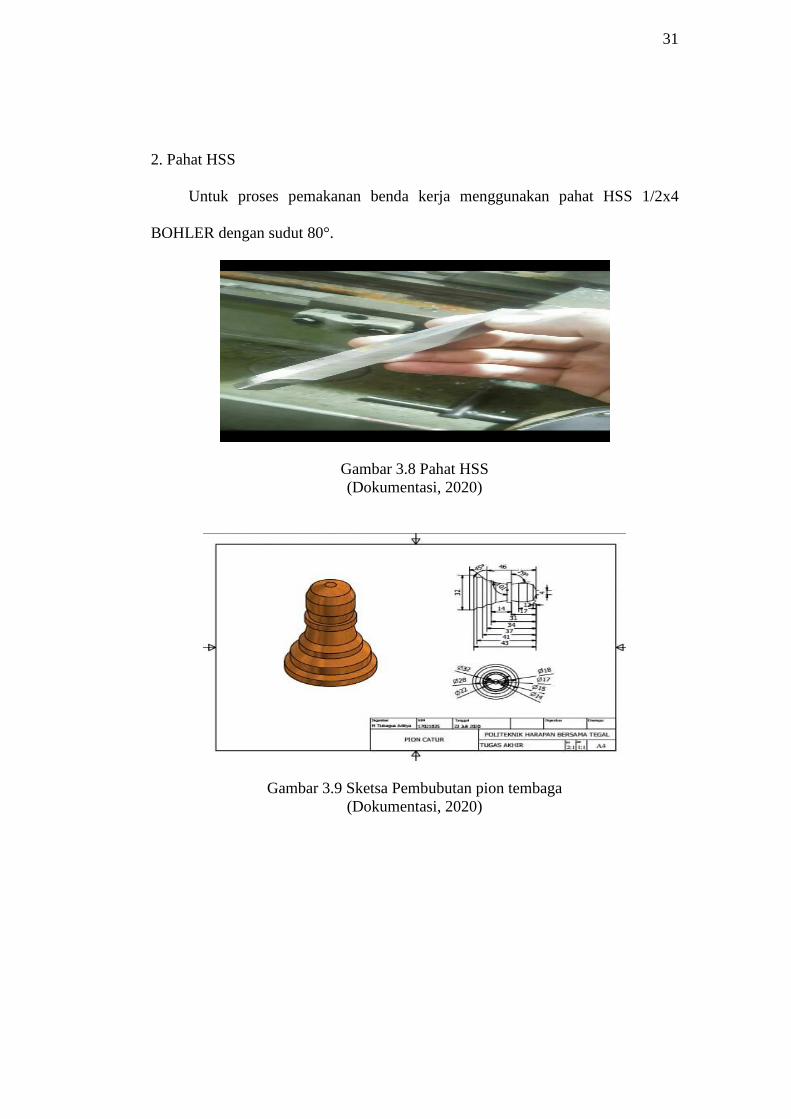
2. Pahat HSS
Untuk proses pemakanan benda kerja menggunakan pahat HSS 1/2x4
BOHLER dengan sudut 80°.
Gambar 3.8 Pahat HSS (Dokumentasi, 2020)
Gambar 3.9 Sketsa Pembubutan pion tembaga (Dokumentasi, 2020)

32
Gambar 3.10 Contoh Tembaga diameter32 Setelah Dibubut
(Dokumentasi, 2020)
3.3 Pelaksanaan Penelitian
1. Proses pembuatan rata.
2. Mempersiapkan bahan dan alat penelitian.
3. Menyiapkan pahat bubut HSS ukuran 1/2x4 BOHLER dengan sudut 80°.
4. Menyiapkan tembaga diameter 32 yang akan diuji dengan diameter 32
mm dan panjang 160 mm.
5. Memasang tembaga yang akan diuji dengan diameter 32 mm dan panjang
160 mm chuck atau cekam mesin bubut.
6. Memasang pahat HSS ukuran 1/2x4 BOHLER dengan sudut 80° pada
penjepit pahat.
7. Setting untuk pembubutan rata dengan kecepatan pembubutan 370 rpm, 500
rpm, 800 rpm .
8. Analisa hasil pemakanan mesin bubut pada kecepatan pembubutan 370 rpm,
500 rpm, 800 rpm.
9. Setting sudut 15 derajat untuk penirusan pertama dan 15 derajat untuk
penirusan kedua.
10. Hasil pembahasan

33
3.4 Metode Pengumpulan Data
Adapun metode pengumpulan data dan penulisan yang berhasil penulis
susun dan penulis dapatkan untuk menyusun Tugas Akhir ini melalui :
1. Metode literatur
Penulis mungumpulkan data dari skripsi, jurnal dan tugas akhir.
2. Metode wawancara
Penulis mengumpulkan data dengan cara tanya langsung ke Pembimbing .
3. Metode observasi
Penulis mengumpulkan data dengan cara peninjauan langsung ke tempat
penjualan tembaga diameter32 yang terpercaya.
Berikut data spesifikasi mesin bubut konvensional :
Voltase : 220V/50Hz
Daya Listrik : 550Watt
Motor : 3/4HP
Spindle Travel : 85 mm
Jumlah Kecepatan : 12
Swing : 410 mm
Kapasitas Bor Besi : 16 mm
Spindle Taper : MT#2
Ukuran Alas : 300 mm (diameter)
Tinggi : 960 mm

34
3.5 Metode Analisa Data
Metode analisis data dilakukan dengan metode experimen untuk mengetahui
pengaruh kecepatan putaran dan kecepatan pemakanan pembubutan rata dengan
kecepatan 370 rpm, 500 rpm, 800 rpm terhadap kekasaran permukaan material
tembaga diameter 32 pada mesin bubut konvensional.

35
BAB IV
HASIL DAN PEMBAHASAN
4.1 Hasil
Dari hasil pengujian pembubutan rata dengan menggunakan mesin bubut
konvensional diperoleh hasil penelitian pengaruh kecepatan putaran dan
kecepatan pemakanan bubut rata pada material tembaga berdiameter 32 mm
dengan panjang 160 mm menggunakan kecepatan putaran 370 rpm, 500 rpm, 800
rpm dapat disimpulkan hasilnya sebagai berikut :
Tabel 4.1 Hasil Penelitian NO. RPM
(Revolution per minute)
CS (Cutting Speed)
Ukuran Pahat (Inchi)
Pengaruh Proses pemakanan
1. 370 37,1776 m/menit 1/2x4 Serat pemakanan kasar
2. 500 50,240 m/menit 1/2x4 Serat pemakanan lebih halus
3. 800 80,384 m/menit 1/2x4 Serat pemakanan paling halus
Dari tabel diatas dapat disimpulkan hasil pengujian dari proses pemakanan
tembaga dengan menggunakan rpm yang berbeda mulai dari kecepatan yang
terendah sampai yang tertinggi. Pada kecepatan 370 rpm, proses pemakanan
benda kerja berjalan lambat dan hasil seratnya masih terlihat kasar

36
Kemudian pada kecepatan berikutnya yaitu 500 rpm, proses pemakanan
benda kerja lebih halus dari pada kecepatan 370 rpm. Sedagkan pada kecepatan
800 rpm, proses pemakanan benda kerja sangat halus dari kecepata 370 rpm dan
500 rpm. Karna kecepatan disini lebih cepat dari sebelumnya
4.2 Pembahasan
Setelah melakukan proses penelitian pembubutan rata dengan menggunakan
mesin bubut maka diperoleh hasil pengaruh pemakanan bubut rata pada material
tembaga dengan diameter 32 mm menggunakan variasi kecepatan sebagai berikut:
4.2.1 Hasil Pembubutan Rata Dan Serat Pemakananya
1. Pada proses pembubutan rata dengan kecepatan 370 rpm, pembubutan rata
berjalan dengan lambat sehingga dalam proses pembubutan rata pada
tembaga dengan diameter 32 mm menghasilkan serat yang kasar atau
kurang bagus.
Gambar 4.1 Hasil Pembubutan Dengan Kecepatan 370 rpm (Dokumentasi, 2020)

37
2. Pada proses pembubutan rata dengan kecepatan 800 rpm, pembubutan rata
berjalan dengan kecepatan tinggi sehingga dalam proses pembubutan rata pada
tembaga dengan diameter 32 mm menghasilkan serat yang rata atau halus dari
pada pembubutan rata kecepatan 370 rpm
Gambar 4.2 Hasil Pembubutan Dengan Kecepatan 500 rpm
(Dokumentasi, 2020)
3. Pada proses pembubutan rata dengan kecepatan 800 rpm, pembubutan rata
berjalan dengan kecepatan hampir maksimal sehingga dalam proses pembubutan
rata pada tembaga dengan diameter 32 mm menghasilkan serat yang lebih rata
atau lebih halus dari kecepatan 500 rpm.
Gambar 4.3 Hasil Pembubutan Dengan Kecepatan 800 rpm
(Dokumentasi, 2020)

38
4. Chip (gram), ketika melakukan proses pembubutan pasti akan menghasilkan
chip (gram). Bentuk chip (gram) dapat dilihat pada gambar dibawah ini.
Gambar 4.4 Chip proses pembubutan (Dokumentasi, 2020)

39
4.2.2 Grafik Kecepatan Pemakanan Pembubutan Rata Dengan Kecepatan
Putaran (370 rpm, 500 rpm, dan 800 rpm)
Grafik Pembahasan Pembubutan Rata
0102030405060708090
370 rpm
500 rpm
800 rpm
370 rpm 37.1776 m/s
500 rpm 50.24 m/s
800 rpm 80.384 m/s
Gambar 4.5 Grafik Pembahasan Pembubutan Rata
(Dokumentasi, 2020)
Pada gambar 4.6 menunjukkan grafik dari hasil pembubutan dengan variasi
kecepatan putaran mesin dari yang terendah sampai yang tertinggi. Yaitu putaran
370 rpm dengan diameter benda kerja 32 mm (0,032 m) menunjukkan hasil dari
setiap menitnya yaitu 37,1776 m/menit. Selanjutnya dengan putaran 500 rpm
menunjukkan hasil dari setiap menitnya yaitu 50,240 m/menit. Sedangkan dengan
putaran 800 rpm menunjukkan hasil dari setiap menitnya yaitu 80,384 m/menit.
40
Diagram Kekasaran Benda Kerja
Paling Halus
Halus
Kasar
370 rpm 500 rpm 800 rpm
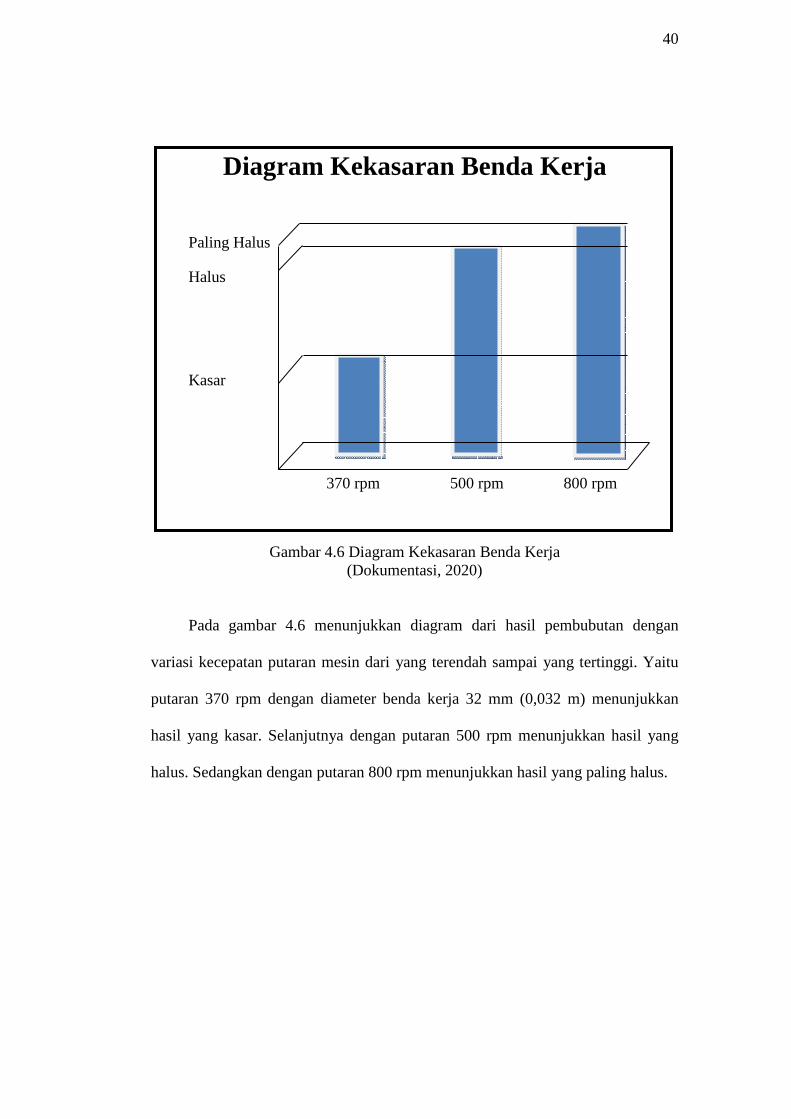
Gambar 4.6 Diagram Kekasaran Benda Kerja (Dokumentasi, 2020)
Pada gambar 4.6 menunjukkan diagram dari hasil pembubutan dengan
variasi kecepatan putaran mesin dari yang terendah sampai yang tertinggi. Yaitu
putaran 370 rpm dengan diameter benda kerja 32 mm (0,032 m) menunjukkan
hasil yang kasar. Selanjutnya dengan putaran 500 rpm menunjukkan hasil yang
halus. Sedangkan dengan putaran 800 rpm menunjukkan hasil yang paling halus.

41
BAB V
PENUTUP
5.1 Kesimpulan
Dari hasil penelitian “Analisa Pengaruh Kecepatan Spindel Terhadap Hasil
Pembubutan Oblique dan Orthogonal Material Tembaga Diameter 32 Pada Mesin
Bubut Konvensional” dengan kecepatan putaran 370 rpm, 500 rpm, dan 800 rpm
ini maka dapat disimpulkan kecepatan putaran mempengaruhi tingkat kekasaran
benda kerja, semakin rendah putarannya maka semakin tinggi nilai kekasarannya.
Hal ini dapat dibuktikan pada saat pembubutan rata menggunakan kecepatan 370
rpm yang hasilnya kasar, sedangkan pada kecepatan 500 rpm hasil nya halus, dan
yang paling bagus adalah di putaran 800 rpm karena mesin berputar dengan cepat.
5.2 Saran
Dari laporan Tugas Akhir ini penulis memberikan saran yang berkaitan
dengan analisa pengaruh kecepatan spindel terhadap putaran pembubutan rata
terhadap kekasaran permukaan material tembaga diameter 32 pada mesin bubut
konvensional, sebagai berikut:
1. Dalam proses pembubutan harus memperhatikan pahat dan kecepatan yang
digunakan, agar hasil benda kerja sesuai seperti yang diinginkan.
2. Proses pembubutan harus dilakukan dengan hati-hati, agar tidak terjadi hal-
hal yang tidak diinginkan.

42
DAFTAR PUSTAKA Atmantawarna Patria Henggar, 2013. Perbaikan Mesin Bubut dan Uji Untuk
Kerja Dengan Besi Pejal. Laporan Tugas Akhir, Program Studi DII Teknik
Mesin, Universitas Diponegoro Semarang. Azhar Choirul Muhamad, 2014. Analisa Kekasaran Permukaan Benda Kerja
dengan Variasi Jenis Material dan Pahat Potong. Skripsi, Program Studi Teknik Mesin, Fakultas Teknik Universitas Bengkulu.
Mikell, P. Groover, 2010. Fundamentals of Modern Manufacturing: Materials,
Processes, and Systems. 4th Edition. New Jersey: John Wiley & Sons,
Inc.,111 River Street, Hoboken.
Nofri, Taryana, 2017. Analisis Sifat Mekanik Baja SKD 61 Dengan Baja ST 41 Dilakukan Dengan Hardening Dengan Variasi Temperatur. Bina Teknika, Volume 13 Nomor 2, Edisi Desember 2017, 189-199.
Tschätsch, H., (2009). Applied Machining Technology. New York (halaman
51,52,53).

43
Lampiran A Foto Praktek Pembubutan

44
Lampiran B Pembahasan Kecepatan 370 Rpm
Cs = π d.n 1000 = 3,14.32.370 1000 = 37,1776 1000 = 37,1776 (m/menit)
Kecepatan 500 Rpm
Cs = π d.n 1000 = 3,14.32.500 1000 = 50240 1000 = 50,24 (m/menit)
Kecepatan 800 Rpm
Cs = π d.n 1000 = 3,14.32.800 1000 = 80,384 1000 = 0,080384 (m/menit)

45
Lampiran C Sertifikat Uji Kekasaran Permukaan

46

47
48
Top Related
Copyright © 2022 FDOKUMEN

