
BAB II.pdf - Politeknik STTT Bandung
41
BAB II KEADAAN PABRIK 2.1 Perkembangan Perusahaan PT Tata Pusaka Sentosa Textile Mills atau disingkat PT Tastex merupakan perusahaan yang berbentuk badan hukum Perseroan Terbatas dengan status Penanaman Modal Dalam Negeri (PMDN). Perusahaan ini mencakup bidang pertenunan, pencelupan, dan penyempurnaan. Produksi yang dihasilkan adalah kain handuk. PT Tastex didirikan pada tahun 1989 berdasarkan Akta Notaris no. 51 yang disahkan oleh Notaris Liana Nugraha pada tanggal 21 September 1989. Pada awal berdiri, PT.Tastex memiliki mesin winding 4 unit, mesin hani 5 unit dan ATM teropong berjumlah 100 unit. Untuk memenuhi permintaan pasar yang semakin meningkat, maka PT Tastex menambah jumlah mesin produksi dan mesin pembantu produksi, meliputi 2 unit mesin winding, 3 unit mesin hani dan 1 unit mesin sizing. Perluasan pabrik selanjutnya dilakukan dengan menambah sekaligus mengganti sebagian mesin tenun lama ATM teropong dengan 25 unit AJL dan 49 unit rapier. Seiring dengan perkembangan zaman, guna meningkatkan kuantitas produksi maka dilakukan penambahan mesin AJL sebanyak 6 unit dan 27 unit rapier. 2.1.1 Lokasi Perusahaan PT Tastex berlokasi di jalan Rancaekek, Km 26,5 kabupaten Bandung, Jawa Barat berfungsi sebagai tempat produksi saja, sementara kantor pusat atau pemasarannya berada di Jalan Naripan No.73, kota Bandung. Untuk lebih memperjelas mengenai lokasi pabrik, dapat dilihat melalui gambar denah PT Tata Pusaka Sentosa Textile Mills yang disajikan pada Gambar 2.1 halaman 4. 2.1.2 Luas Tanah dan Bangunan PT Tastex mempunyai luas tanah 14.000 m 2 , untuk bangunan pabrik dan perkantoran menempati areal tanah seluas 7.500 m 2 . Pada Gambar 2.2 halaman 5 disajikan tata letak bangunan PT Tastex yang disesuaikan dengan keadaan sewaktu kerja praktek. 3
-
Upload
khangminh22 -
Category
Documents
-
view
6 -
download
0
Transcript of BAB II.pdf - Politeknik STTT Bandung

3
BAB IIKEADAAN PABRIK
2.1 Perkembangan Perusahaan
PT Tata Pusaka Sentosa Textile Mills atau disingkat PT Tastex merupakan
perusahaan yang berbentuk badan hukum Perseroan Terbatas dengan status
Penanaman Modal Dalam Negeri (PMDN). Perusahaan ini mencakup bidang
pertenunan, pencelupan, dan penyempurnaan. Produksi yang dihasilkan adalah
kain handuk.
PT Tastex didirikan pada tahun 1989 berdasarkan Akta Notaris no. 51 yang
disahkan oleh Notaris Liana Nugraha pada tanggal 21 September 1989.
Pada awal berdiri, PT.Tastex memiliki mesin winding 4 unit, mesin hani 5 unit dan
ATM teropong berjumlah 100 unit. Untuk memenuhi permintaan pasar yang
semakin meningkat, maka PT Tastex menambah jumlah mesin produksi dan mesin
pembantu produksi, meliputi 2 unit mesin winding, 3 unit mesin hani dan 1 unit
mesin sizing.
Perluasan pabrik selanjutnya dilakukan dengan menambah sekaligus mengganti
sebagian mesin tenun lama ATM teropong dengan 25 unit AJL dan 49 unit rapier.
Seiring dengan perkembangan zaman, guna meningkatkan kuantitas produksi maka
dilakukan penambahan mesin AJL sebanyak 6 unit dan 27 unit rapier.
2.1.1 Lokasi Perusahaan
PT Tastex berlokasi di jalan Rancaekek, Km 26,5 kabupaten Bandung, Jawa Barat
berfungsi sebagai tempat produksi saja, sementara kantor pusat atau
pemasarannya berada di Jalan Naripan No.73, kota Bandung. Untuk lebih
memperjelas mengenai lokasi pabrik, dapat dilihat melalui gambar denah PT Tata
Pusaka Sentosa Textile Mills yang disajikan pada Gambar 2.1 halaman 4.
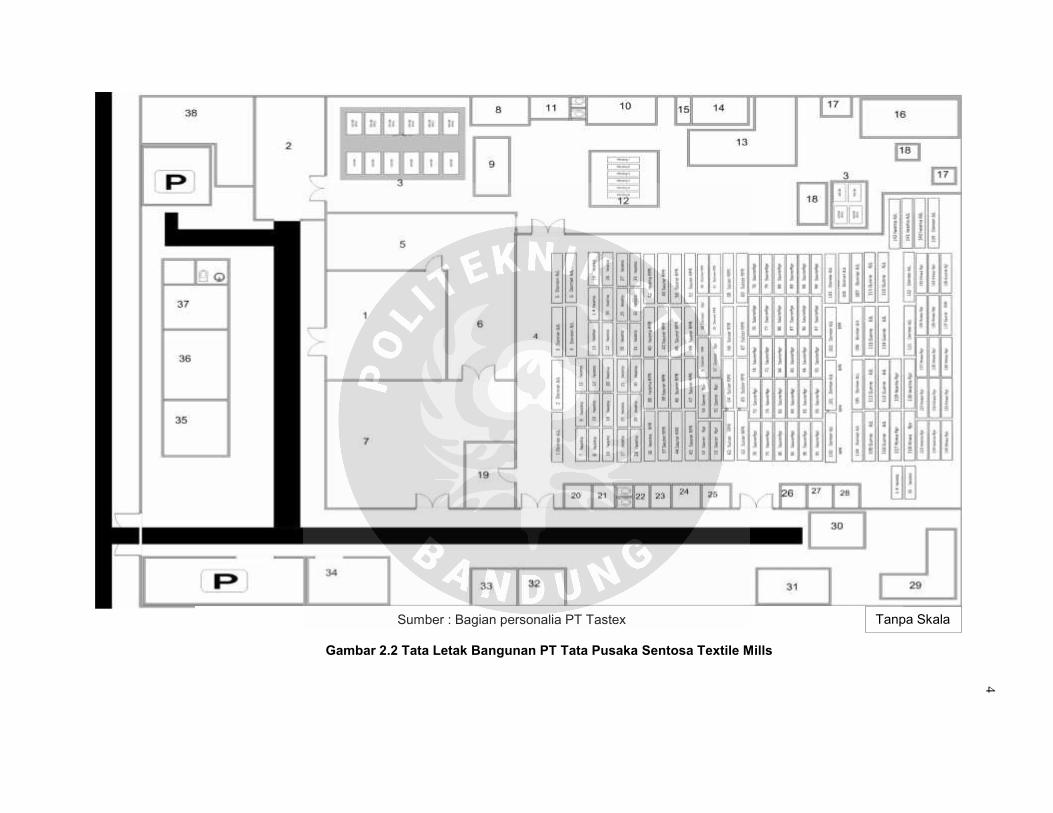
2.1.2 Luas Tanah dan Bangunan
PT Tastex mempunyai luas tanah 14.000 m2, untuk bangunan pabrik dan
perkantoran menempati areal tanah seluas 7.500 m2. Pada Gambar 2.2 halaman 5
disajikan tata letak bangunan PT Tastex yang disesuaikan dengan keadaan
sewaktu kerja praktek.
3

4
2.2 Struktur Organisasi2.2.1 Bentuk Struktur Organisasi Perusahaan
Struktur organisasi merupakan susunan yang terdiri dari fungsi-fungsi dan
hubungan-hubungan yang menyatakan keseluruhan kegiatan untuk mencapai suatu
sasaran. Struktur organisasi PT Tastex berbentuk garis. Garis vertikal menunjukkan
adanya wewenang perintah atasan kepada bawahan dan bawahan memberi
pertanggung jawaban kepada atasan, sedangkan staf hanya membantu
pimpinannya
Secara organisasi, PT Tastex dipimpin oleh Direktur Utama yang juga adalah
pemegang saham, tugasnya adalah memimpin dan mengkoordinasi seluruh
Sumber : Bagian personalia PT Tastex
Gambar 2.1 Lokasi PT Tata Pusaka Sentosa Textile Mills
Tanpa Skala
LOKASI
PERUSAHAAN
5
Sumber : Bagian personalia PT Tastex
Gambar 2.2 Tata Letak Bangunan PT Tata Pusaka Sentosa Textile Mills
4
Tanpa Skala
6
Keterangan:1. Kantor 20. Ruang Kepala Seksi Pertenunan
2. Gudang Bahan Baku 21. Bengkel Mesin ATM Shuttle
3. Penghanian 22. Musholla dan Toilet
4. Pertenunan 23. Pemaletan
5. Inspecting 24. Ruang Maintenance Shuttless
6. Konveksi 25. Administrasi Pertenunan
7. Gudang Bahan Jadi 26. Ruang Pembuatan Kartu
8. Administrasi Persiapan Pertenunan 27. Bengkel Kelistrikan
9. Tempat Penyimpanan Beam Tenun 28. Gudang Loker
10. Kantor Dyeing-Finishing 29. Pengolahan Limbah
11. Ruang Kelistrikan 30. Kompresor
12. Pengelosan 31. Bengkel Las
13. Finishing 32. Loker
14. Boiler 33. Kantin
15. Penyimpanan Air 34. Ruang Absensi
16. Penganjian 35. Pos Satpam
17. Shearing 36. Ruang Tunggu
18. Mesin Pengering 37. Mushola dan Toilet
19. Gudang Spare Part 38. Mes
pegawai yang menjalankan perusahaan sehari-hari adalah kepala pabrik dibantu
oleh beberapa kepala divisi dan kepala bagian yang saling berkoordinasi satu sama
lain dan saling berkerja sama untuk mencapai tujuan yang telah ditetapkan
perusahaan.
Struktur organisasi PT Tastex secara lengkap dapat dilihat pada Gambar 2.3
halaman 7, dan struktur organisasi Departemen Pertenunan Handuk dapat dilihat
pada Gambar 2.4 halaman 9.
2.2.1.1 Uraian Tugas
Berikut adalah uraian tugas dan tanggung jawab dalam struktur organisasi;
1. Direktur
Bertugas mengkoordinasi, mengawasi pelaksanaan rencana kerja dan
memperhatikan kebijaksanaan terhadap yang telah ditetapkan serta
memberikan pengarahan-pengarahan terhadap pertimbangan dalam
mengambil keputusan yang sangat vital bagi kelangsungan perusahaan.
Mengadakan rapat umum setiap minggu bila diperlukan
2. Manajer Umum dan Personalia
Bertugas merencanakan dan menyelenggarakan transportasi dan sistem serta

7
menyelenggarakan dan mengevaluasi kegiatan kepersonaliaan dan general affair
untuk menunjang terciptanya hubungan kerja yang harmonis antar sesama
karyawan dan antara karyawan dengan perusahaan, pengamanan perusahaan,
meningkatkan fungsi dan sumber daya manusia
3. Manajer Keuangan dan Akuntansi
Bertugas mengkoordinasikan kegiatan dalam bidang keuangan dan
pengendalian penggunaan harta perusahaan serta membuat laporan
keuangan, catatan dan laporan akuntansi sekaligus mengontrol biaya yang
akan dikeluarkan oleh perusahaan dan hal-hal yang menyangkut keuangan
4. Manajer Pemasaran
Bertugas mengelola dan bertanggung jawab terhadap seluruh kegiatan
pemasaran produk yang dihasilkan oleh bagian produksi serta mengatur arus
permintaan dan penawaran barang di pasar dan mengkoordinasikannya
dengan bagian produksi.
5. Manajer Produksi
Bertugas mengelola seluruh produksi dan operasional pabrik untuk
menghasilkan produk sesuai dengan target produksi secara kuantitas dan
kualitas yang telah ditetapkan dengan biaya efisien
Sumber: Bagian Personalia
Gambar 2.3 Struktur Organisasi PT Tata Pusaka Sentosa Textile Mills

8
6. Kepala Bagian Keuangan
Bertugas memberikan laporan keuangan secara keseluruhan dari aktivitas
perusahaan kepada Manajer Keuangan
7. Kepala Bagian Akuntansi
Bertugas mengkoordinasi sistem akuntansi perusahaan dan bertugas
memberikan laporan keuangan perusahaan kepada Manajer Keuangan
8. Kepala Bagian PPC (Production Planning and Control)
Bertugas memberikan supervisi dan membantu terlaksananya proses
perencanaan produksi yang disesuaikan dengan kemampuan yang dimiliki oleh
bagian produksi (mulai dari bagian persiapan pertenunan, pertenunan sampai
penyempurnaan) untuk memenuhi permintaan pasar
9. Kepala Bagian Utilitas
Bertugas mengawasi dan mengkoordinir kegiatan operasional produksi sehari-
hari untuk membantu proses produksi dengan suplai energi dan maintenance
gedung
10. Kepala Bagian Pertenunan
Bertugas untuk bertanggung jawab terhadap kelancaran pengelolaan benang
menjadi handuk melalui proses pertenunan sesuai dengan target
11. Kepala Bagian QC (Quality Control)
Bertugas mengawasi dan mengkoordinir kegiatan operasional hasil produksi
12. Kepala Bagian Dyeing
Bertanggung jawab terhadap kelancaran pengelolaan handuk mentah menjadi
kain yang bermutu melalui proses pencelupan sesuai dengan target dan
kualitas yang ditentukan
13. Kepala Seksi Persiapan
Bertugas dalam perencanaan dan pelaksanaan kegiatan operasional persiapan
dengan lebih menitikberatkan segi pelaksanaan dan pengawasan. Bertugas
membantu kepala bagian dalam kegiatan produksi
14. Kepala Seksi Gudang
Bertugas dalam mengawasi serta memberikan laporan mengenai keluar-
masuknya bahan hasil produksi serta zat-zat dan suku cadang yang digunakan
oleh setiap departemen
15. Kepala Seksi Mekanik
Bertanggung jawab terhadap pemeriksaan, pemeliharaan dan perbaikan
peralatan dan mesin-mesin produksi guna kelancaran proses produksi
16. Kepala Seksi Elektrik
Bertanggung jawab terhadap pemeriksaan, pemeliharaan dan perbaikan peral-
9
atan elektrik pada mesin-mesin produksi guna kelancaran proses produksi
17. Kepala Seksi Produksi
Bertugas mengawasi jalannya produksi di departemen pertenunan handuk,
bertanggung jawab memberikan laporan kepada Kepala Bagian Pertenunan
18. Kepala Seksi Inspecting
Bertugas dalam perencanaan, pelaksanaan, dan pengawasan secara langsung
terhadap segala aktifitas pemeriksaan cacat pada kain. Selain itu juga, bertugas
mengawasi kelancaran proses shearing.
19. Kepala Seksi Packing
Bertugas dalam perencanaan, pelaksanaan, dan pengawasan secara langsung
terhadap segala aktifitas packing kain meliputi penyimpanan kain hasil proses
produksi serta konfeksi
20. Kepala Seksi Produksi
Bertugas mengawasi jalannya produksi di departemen pencelupan benang.
Bertanggung jawab memberikan laporan kepada Kepala Bagian Dyeing
21. Kepala Seksi Color Matching
Bertugas mengawasi jalannya pewarnaan benang di departemen pencelupan
benang. Bertanggung jawab memberikan laporan kepada Kepala Bagian
Dyeing
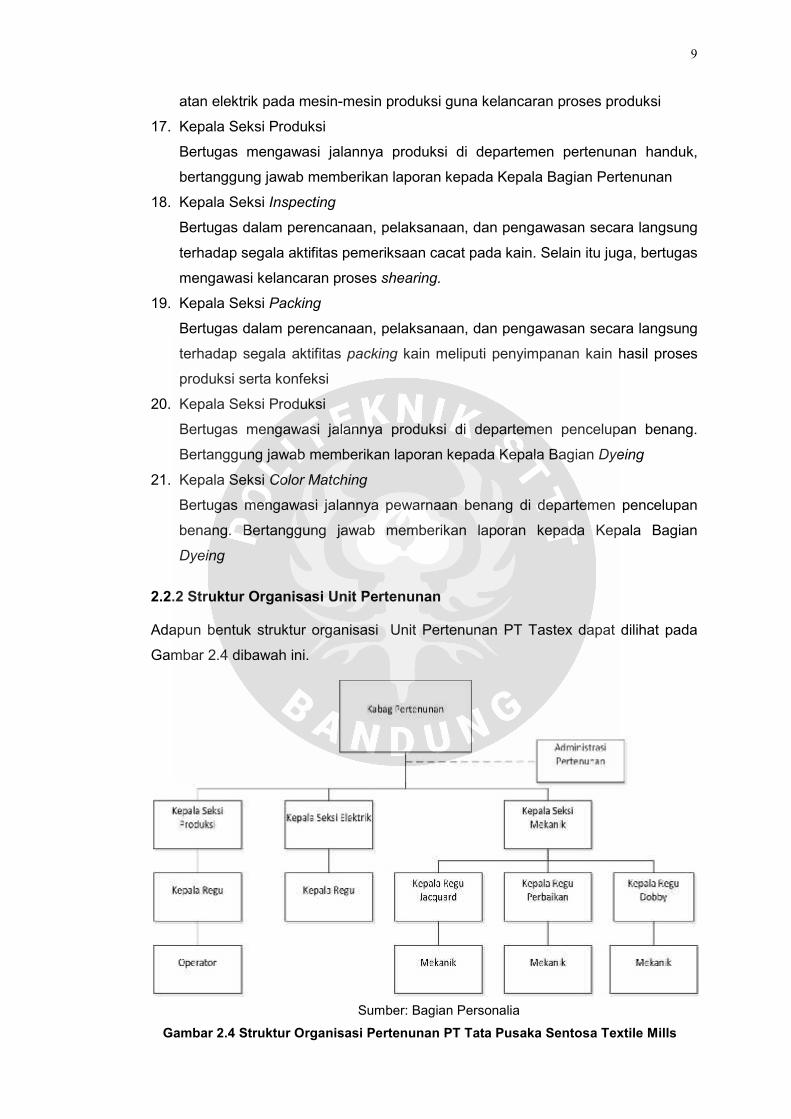
2.2.2 Struktur Organisasi Unit Pertenunan
Adapun bentuk struktur organisasi Unit Pertenunan PT Tastex dapat dilihat pada
Gambar 2.4 dibawah ini.
Sumber: Bagian Personalia
Gambar 2.4 Struktur Organisasi Pertenunan PT Tata Pusaka Sentosa Textile Mills
10
2.2.2.1 Uraian Tugas
Sebagian uraian tugas telah diterangkan di halaman 8. Uraian tugas masing-masing
dalam struktur organisasi Unit Pertenunan PT Tastex:
1. Kepala Regu
Bertugas memimpin secara teknik dan operasional dari suatu kelompok
pelaksana pekerjaan. Melaksanakan tugas yang diberikan oleh Kepala Seksi.
2. Operator/mekanik
Sebagai pelaksana teknis operasional untuk setiap pekerjaan. Bertugas
mengatasi penyimpangan yang harus langsung dikerjakan pada saat produksi
sedang berjalan. Melaksanakan kegiatan produksi secara efektif, efisien, dan
aman. Melaporkan kegiatan kepada Kepala Regu.
2.3 Permodalan
Permodalan di PT Tastex adalah Penanaman Modal Dalam Negeri (PMDN) yang
berasal dari modal dasar yang didapat dari para pemegang saham keluarga atau
modal pribadi. Pemegang sahamnya yaitu Liely Kurniawan dan keluarga.
2.4 Pemasaran
Pemasaran merupakan faktor penting bagi perusahaan. Pemasaran produksi PT
Tastex berdasarkan pesanan. Pemasaran kain handuk seluruhnya dipasarkan
dalam negeri yang berasal dari kota-kota besar di Indonesia seperti Bandung,
Jakarta, Bali, Surabaya, dan Bogor.
2.5 Produksi
Proses produksi dilakukan berdasarkan rencana yang sudah dibuat oleh bagian
PPC. Perencanaan dibuat mulai dari bahan yang akan dikerjakan, jenis dan jumlah
zat kimia yang dibutuhkan, mesin dan tenaga kerja yang tersedia. Proses produksi
PT Tastex meliputi proses persiapan, pertenunan, pencelupan.
2.5.1 Urutan Proses Produksi2.5.1.1 Perencanaan Produksi
Perencanaan merupakan fungsi dasar yang paling penting dalam proses produksi,
dengan perencanaan, memungkinkan tenaga kerja dapat melanjutkan kegiatan
yang konsisten sesuai dengan tujuan dan prosedur yang telah dipilih.
Perencanaan produksi yang dilakukan di PT Tastex dimulai dari penerimaan
pesanan (order) dari konsumen (buyer), diterima oleh Bagian Marketing kemudian
11
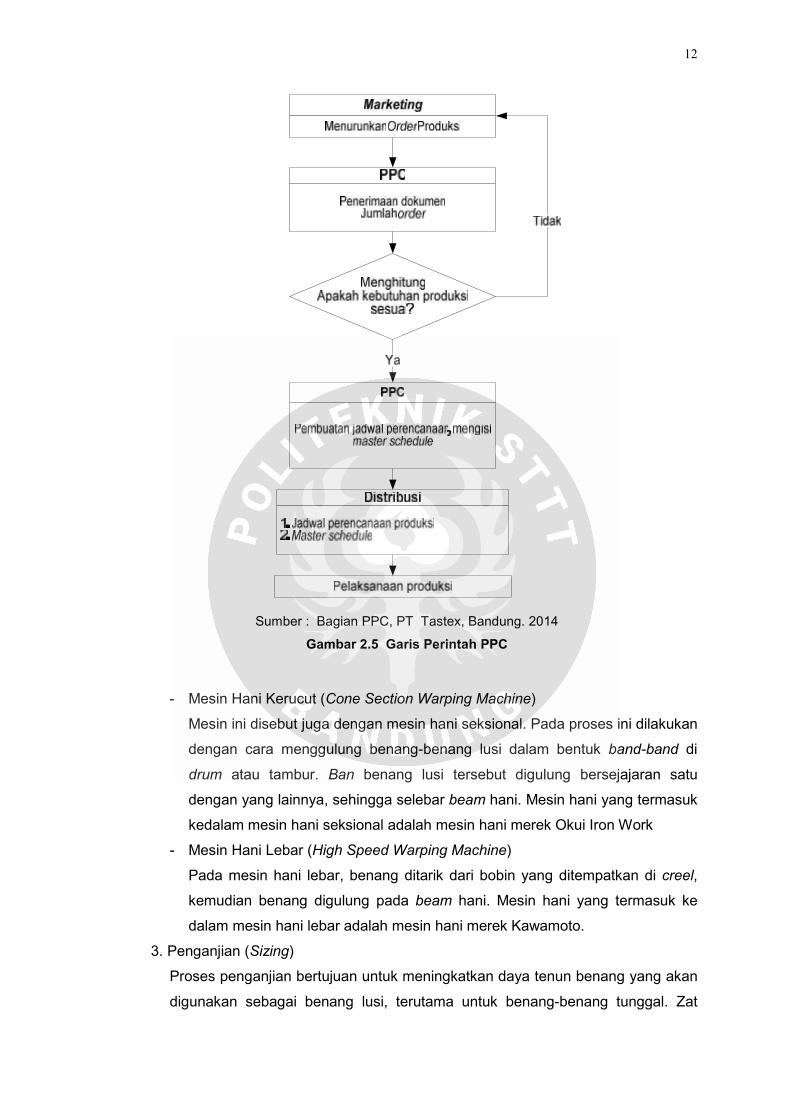
diolah pada Bagian PPC yang akhirnya perencanaan produksi tersebut akan
diberikan kepada masing-masing Kepala Bagian mulai dari Bagian Weaving sampai
Bagian Konfeksi untuk dilaksanakan. Diagram Alir PPC dapat dilihat pada Gambar
2.5 halaman 12.
2.5.1.2 Persiapan Pertenunan
Benang-benang yang dihasilkan oleh pabrik pemintalan adalah benang grey yang
masih kurang sempurna, antara lain adanya kotoran-kotoran, neps, simpul-simpul
sambungan yang tidak rata dan lain-lain. Hal ini mempengaruhi atau menurunkan
mutu benang tersebut. Adapun tujuan utama dari proses persiapan yaitu[1]:
1. Meningkatkan mutu benang, sehingga dalam proses selanjutnya tidak
mengalami kesukaran, kemacetan dan meningkatkan efisiensi
2. Membuat gulungan yang sesuai dengan persyaratan proses selanjutnya, baik
dalam bentuk maupun volumenya
3. Meningkatkan daya kain tenun.
Oleh karena itu bagian pertenunan berusaha untuk mengurangi atau
menghilangkan kekurangan-kekurangan pada benang. Proses persiapan
pertenunan yang biasa dilakukan di PT Tastex meliputi antara lain: pengelosan,
penghanian, pencucukan, penyambungan benang dan pemaletan untuk mesin
tenun teropong.
Proses persiapan di Departemen Pertenunan handuk PT Tastex adalah sebagai
berikut:
1. Pengelosan (Winding)
Proses pengelosan bertujuan untuk menggulung dari bentuk cone ke cone yang
sesuai dengan kebutuhan pada proses berikutnya. Contohnya penggulungan
dari cone kertas ke cone besi untuk proses pencelupan benang. Maksud proses
pengelosan adalah untuk memperbaiki mutu benang yang dikelos, mengurangi
ongkos produksi dan membuat gulungan yang sesuai dengan penggunaan pada
proses berikutnya. Pada Departemen Pertenunan Handuk menggunakan mesin
kelos merek Murata.
2. Penghanian (Warping)
Proses penghanian bertujuan untuk menggulung benang ke dalam beam lusi
dengan bentuk gulungan sejajar. Di Departemen Pertenunan Handuk
menggunakan 2 macam merek mesin hani yaitu: Okui Iron Work dan Kawamoto.
Penggolongan mesin hani ada dua jenis, yaitu :
12
- Mesin Hani Kerucut (Cone Section Warping Machine)
Mesin ini disebut juga dengan mesin hani seksional. Pada proses ini dilakukan
dengan cara menggulung benang-benang lusi dalam bentuk band-band di
drum atau tambur. Ban benang lusi tersebut digulung bersejajaran satu
dengan yang lainnya, sehingga selebar beam hani. Mesin hani yang termasuk
kedalam mesin hani seksional adalah mesin hani merek Okui Iron Work
- Mesin Hani Lebar (High Speed Warping Machine)
Pada mesin hani lebar, benang ditarik dari bobin yang ditempatkan di creel,
kemudian benang digulung pada beam hani. Mesin hani yang termasuk ke
dalam mesin hani lebar adalah mesin hani merek Kawamoto.
3. Penganjian (Sizing)
Proses penganjian bertujuan untuk meningkatkan daya tenun benang yang akan
digunakan sebagai benang lusi, terutama untuk benang-benang tunggal. Zat
Sumber : Bagian PPC, PT Tastex, Bandung. 2014
Gambar 2.5 Garis Perintah PPC

13
yang digunakan pada proses penganjiannya menggunakan PVA (Polyvinyl
Alcohol). Departemen Pertenunan Handuk menggunakan mesin penganjian
merek Taya. Pada prinsipnya proses penganjian mesin ini dibagi 4 tahap yaitu :
- Proses Penguluran Lusi
Proses ini terjadi karena benang-benang lusi pada boom-boom hani secara
bersama ditarik oleh karena ada gerakan putar dari rol pemeras dan rol
delivery
- Proses Penganjian
Proses ini terjadi karena benang-benang lusi dilewatkan pada peralatan rol
perendam, bak kanji dan rol-rol pemeras.
- Proses Pengeringan
Proses ini terjadi karena benang-benang lusi dikeringkan melewati silinder-
silinder pengering
- Proses Pemisahan dan Penggulungan Benang
Proses pemisahan benang lusi yang telah dikanji dilakukan oleh rol pemisah,
benang kering, dan sisir kanji.
4. Pemaletan (pirn-winding)
Tujuan dari proses pemaletan yaitu untuk menggulung kembali benang-benang
dari bentuk cone atau silinder menjadi palet (pirn). Pada proses pertenunan,
palet ini dipasangkan pada alat tenun teropong (shuttle), yang selanjutnya
benang dari palet tersebut akan berfungsi sebagai benang pakan. Departemen
Pertenunan Handuk menggunakan mesin palet merek Seobu.
5. Pencucukan (Drawing-in)
Tujuan proses pencucukan pada proses pertenunan adalah memasukkan
benang lusi kedalam dropper, kawat harness, sisir tenun (reed) sesuai dengan
anyaman kain. Proses pencucukan hanya dilakukan apabila terjadi perubahan
konstruksi kain.
6. Penyambungan Benang (Tying-In)
Setelah beam tenun dipasang pada mesin tenun, jika tidak ada perubahan
konstruksi kain termasuk cucukan harness, maka benang-benang lusi yang
terdapat pada beam tenun baru dapat disambung dengan benang-benang lusi
sisa pertenunan sebelumnya yang masih tercucuk pada dropper wires, heddles
dan sisir tenun dengan terlebih dahulu memotong dari beam tenun lamanya.
7. Mempersiapkan Jacquard
Departemen Pertenunan Handuk menggunakan dua jenis jacquard, yaitu:
jacquard konvensional dan jacquard elektronik. Disain anyaman jacquard
konvensional dibuat terlebih dahulu pada kertas desain yang kemudian akan
14
disalin kedalam kartu jacquard berupa lubang-lubang dengan aturan tertentu.
Kartu ini dipasang pada peralatan jacquard di mesin tenun yang nantinya akan
mengatur naik turunnya mulut lusi terhadap benang pakan yang disilang.
Sedangkan disain anyaman pada jacquard elektronik dibuat di komputer dengan
suatu program yang kemudian akan disalin ke dalam sebuah disket komputer.
Disket ini dimasukkan ke peralatan jacquard elektronik yang nantinya data
dalam disket yang menentukan naik atau turunnya hook. Sebelum dilakukan
proses pertenunan, terlebih dahulu harus mempersiapkan mesin jacquard.
Mempersiapkan mesin jacquard dilakukan agar proses pertenunan berjalan
dengan lancar, dimana proses-prosesnya adalah sebagai berikut:
- Pembuatan dan pemasangan tali harness
Proses membuat tali harness yaitu menggulung tali harness pada papan
pengukur yang diatasnya dilengkapi dengan empat batang besi pengait tali
harness, yang kemudian tali harnes tersebut siap dipasang pada hook
- Pencucukan tali harness pada comber board
Sistem pencucukan tali harness pada comber board secara teori ada
beberapa cara yaitu : sistem Prancis, sistem Jerman dan sistem Jepang
- Pemasangan tali harness pada wire heald
Tali harness diikat pada wire heald dengan simpul yang terjadi diusahakan
sekecil-kecilnya agar pada saat pembukaan mulut lusi, gesekan yang terjadi
antara tali harness dengan wire heald seminimal mungkin
- Pencucukan benang lusi pada mail/wire heald
Pencucukan lusi pada kawat wire heald dibagi atas dua kelompok, yaitu
bagian depan dicucuk untuk lusi bulu dan bagian belakang dicucuk untuk lusi
dasar.
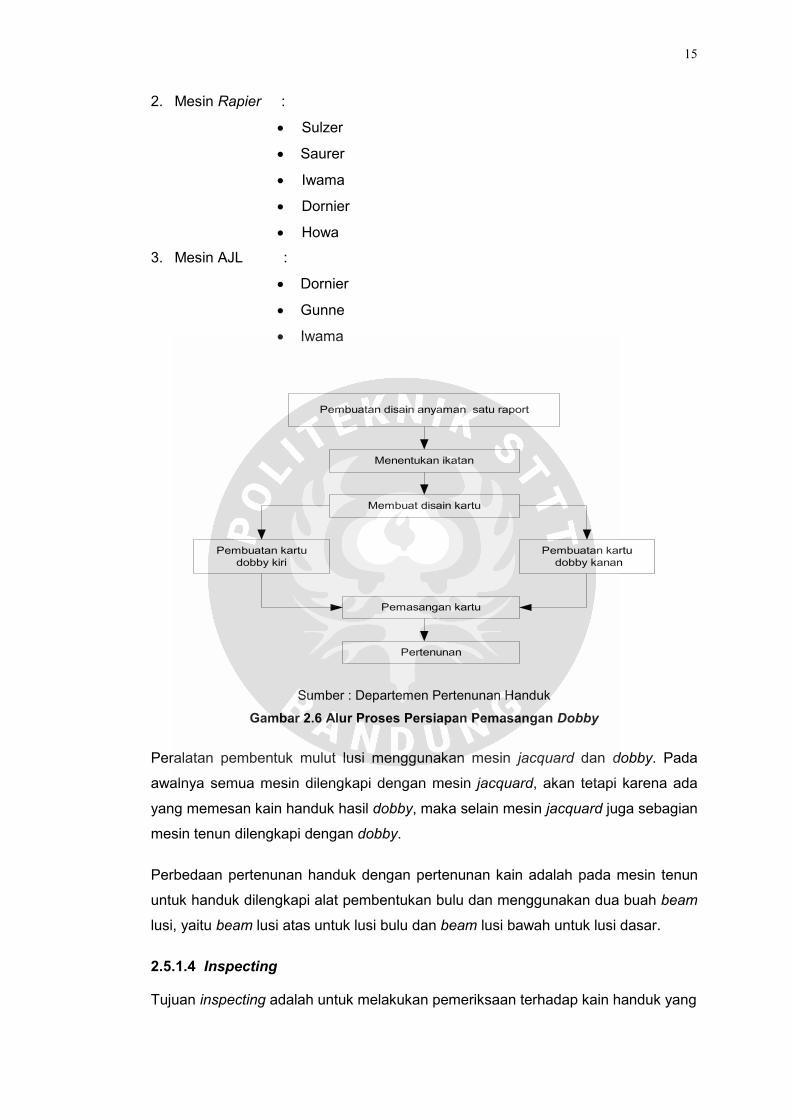
8. Mempersiapkan Dobby
Selain menggunakan jacquard, Departemen Pertenunan Handuk juga
menggunakan mesin dobby. Mesin dobby yang digunakan adalah dobby
konvensional. Dobby konvensional yang ada adalah dobby double lift yang terdiri
dari dobby kanan dan dobby kiri. Gambar 2.6 di halaman 15 merupakan gambar
alur proses persiapan dobby.
2.5.1.3 Pertenunan
Di Departemen Pertenunan Handuk terdapat 35 unit mesin tenun teropong, 76 unit
mesin tenun rapier dan 31 unit mesin AJL yang terdiri dari beberapa tipe dan merek,
yaitu:
1. Mesin Teropong : Iwama
15
2. Mesin Rapier :
Sulzer
Saurer
Iwama
Dornier
Howa
3. Mesin AJL :
Dornier
Gunne
Iwama
Pembuatan disain anyaman satu raport
Menentukan ikatan
Membuat disain kartu
Pembuatan kartudobby kiri
Pembuatan kartu dobby kanan
Pemasangan kartu
Pertenunan
Sumber : Departemen Pertenunan Handuk
Gambar 2.6 Alur Proses Persiapan Pemasangan Dobby
Peralatan pembentuk mulut lusi menggunakan mesin jacquard dan dobby. Pada
awalnya semua mesin dilengkapi dengan mesin jacquard, akan tetapi karena ada
yang memesan kain handuk hasil dobby, maka selain mesin jacquard juga sebagian
mesin tenun dilengkapi dengan dobby.
Perbedaan pertenunan handuk dengan pertenunan kain adalah pada mesin tenun
untuk handuk dilengkapi alat pembentukan bulu dan menggunakan dua buah beam
lusi, yaitu beam lusi atas untuk lusi bulu dan beam lusi bawah untuk lusi dasar.
2.5.1.4 Inspecting
Tujuan inspecting adalah untuk melakukan pemeriksaan terhadap kain handuk yang
16
dihasilkan oleh setiap operator. Penilaian terhadap kain handuk meliputi cacat kain
seperti: cacat lusi, cacat pakan, cacat anyaman, cacat panjang dan lebar kain
handuk serta tinggi bulu handuk.
Pemeriksaan dilakukan per kain dengan menggunakan meja inspecting di ruang
khusus inspecting dan hasilnya dicatat dalam buku laporan produksi, nantinya akan
menentukan besarnya premi yang dihasilkan dan diberikan kepada operator yang
bersangkutan.
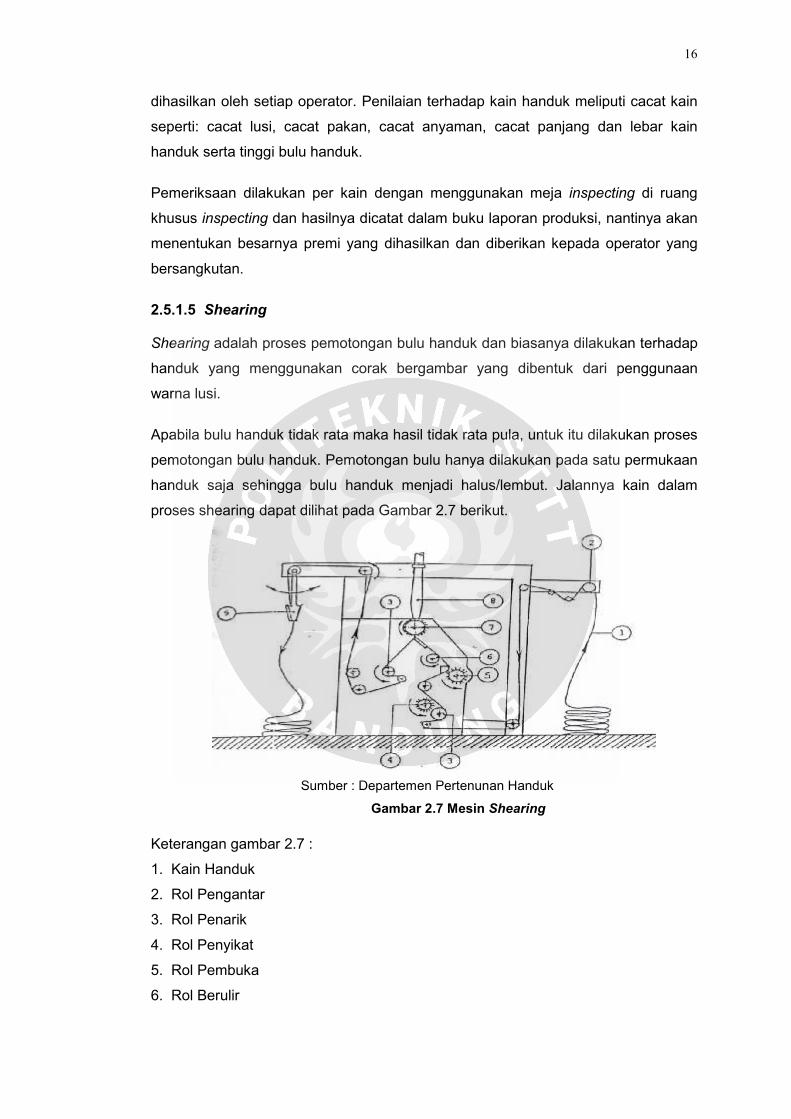
2.5.1.5 Shearing
Shearing adalah proses pemotongan bulu handuk dan biasanya dilakukan terhadap
handuk yang menggunakan corak bergambar yang dibentuk dari penggunaan
warna lusi.
Apabila bulu handuk tidak rata maka hasil tidak rata pula, untuk itu dilakukan proses
pemotongan bulu handuk. Pemotongan bulu hanya dilakukan pada satu permukaan
handuk saja sehingga bulu handuk menjadi halus/lembut. Jalannya kain dalam
proses shearing dapat dilihat pada Gambar 2.7 berikut.
Keterangan gambar 2.7 :
1. Kain Handuk
2. Rol Pengantar
3. Rol Penarik
4. Rol Penyikat
5. Rol Pembuka
6. Rol Berulir
Sumber : Departemen Pertenunan Handuk
Gambar 2.7 Mesin Shearing
17
7. Pisau
8. Penghisap
9. Pelipat kain handuk
2.5.1.6 Konveksi
Tujuan proses konveksi adalah merupakan proses akhir bagi kain-kain handuk yang
akan dipasarkan dalam bentuk kain handuk jadi. Konveksi ini meliputi beberapa
proses, yaitu:
1. Pemotongan handuk ke arah panjang
2. Menjahit ke arah panjang
3. Memotong ke arah lebar
4. Memberikan label dan menjahit ke arah lebar
5. Mengukur panjang dan lebar kain hasil jahitan
6. Inspecting
7. Pengepakan.
2.5.2 Jenis dan Jumlah Produksi
Hasil produksi PT Tastex terdiri dari macam-macam produk yang dihasilkan oleh
departemen produksi yaitu kain handuk, lokal dan pesanan. Benang pakan maupun
lusi bukan hasil produksi PT Tastex melainkan pesanan dari perusahaan lain.
2.5.2.1 Departemen Pertenunan
Kain handuk lokal diproduksi guna memenuhi segmen pasar handuk sedangkan
handuk pesanan diproduksi sesuai pesanan. Handuk terdiri dari 6 macam yaitu:
1. Handuk pantai dengan ukuran 90 x 160 cm dan berat 700-1.300 g
2. Handuk mandi dengan ukuran 70 x 140 cm dan berat 400-600 g
3. Handuk tanggung dengan ukuran 50 x 100 cm dan berat 250-300 g
4. Handuk muka dengan ukuran 30 x 50 cm dan berat 150-200 g
5. Handuk tangan dengan ukuran 30 x 30 cm dan berat 30-60 g
6. Handuk keset dengan ukuran 40 x 60 cm dan berat 200-350 g
2.5.2.2 Jumlah Produksi
Produksi kain handuk ini tidak dihitung berdasarkan panjang tetapi berdasarkan
berat handuk (kg). Sehingga hasil produksinya tiap bulan tidak tetap karena ukuran
dari masing-masing handuk ini sendiri berbeda-beda. Untuk mengetahui jumlah
produksi dalam bulan Maret dan April 2014 dapat dilihat pada Tabel 2.1 halaman 18

18
Tabel 2.1 Produksi Kain Handuk Bulan Maret dan April 2014(satuan kg)
Sumber : Bagian Produksi PT Tata Pusaka Sentosa Textile Mills
Keterangan : 1. Handuk pantai
2. Handuk mandi
3. Handuk tanggung
4. Handuk muka
5. Handuk tangan
6. Handuk Keset
2.5.3 Mesin dan Tata Letak2.5.3.1 Tata Letak Ruang Produksi
Tata letak ruangan dan mesin merupakan sarana untuk menunjang kelancaran arus
produksi dan koordinasi dari satu bagian ke bagian lainnya maupun dari satu unit ke
unit mesin lainnya, atau unit mesin berikutnya. Tata letak ruangan pada mesin diatur
sedemikian rupa untuk mempermudah proses produksi dengan mengikuti pola alir
urutan proses produksi, faktor pengawasan, pemeliharaan dan beban kerja
operator. Namun di PT Tastex, layout produksi terdapat jarak ruangan ataupun
mesin ke satu bagian lainnya yang saling berhubungan berjauhan. Sehingga untuk
menyelesaikan satu proses memakan jarak tempuh yang cukup jauh.
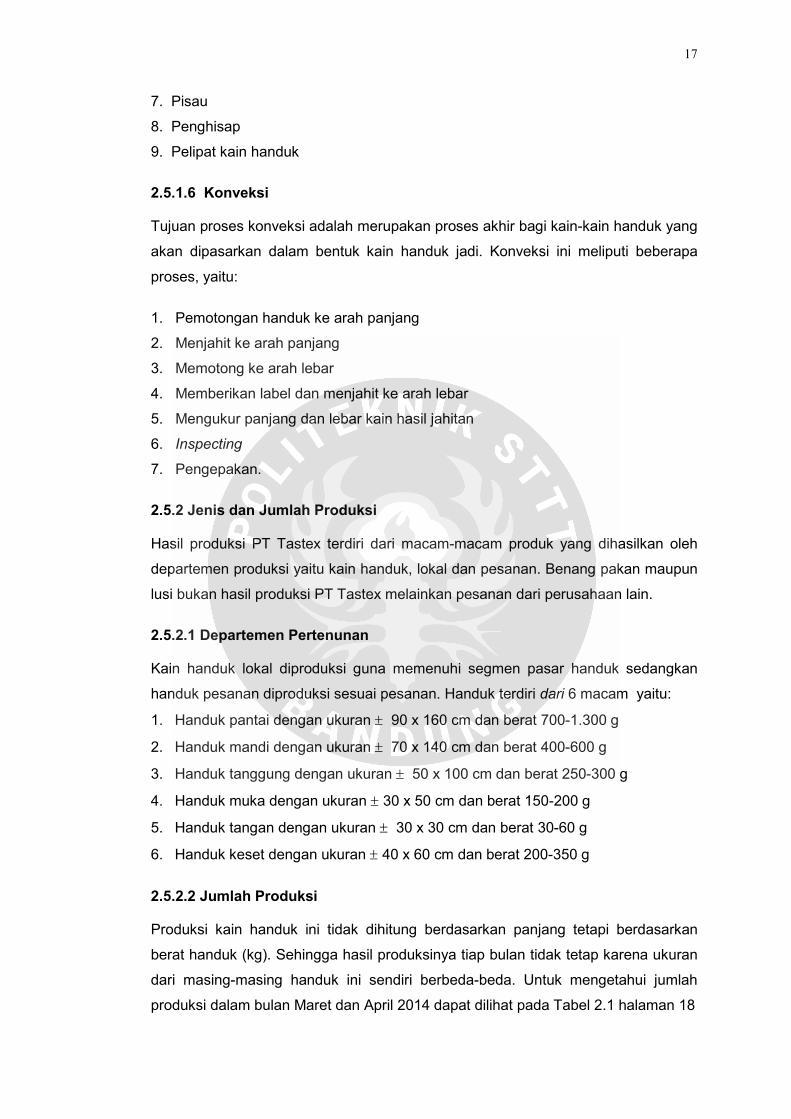
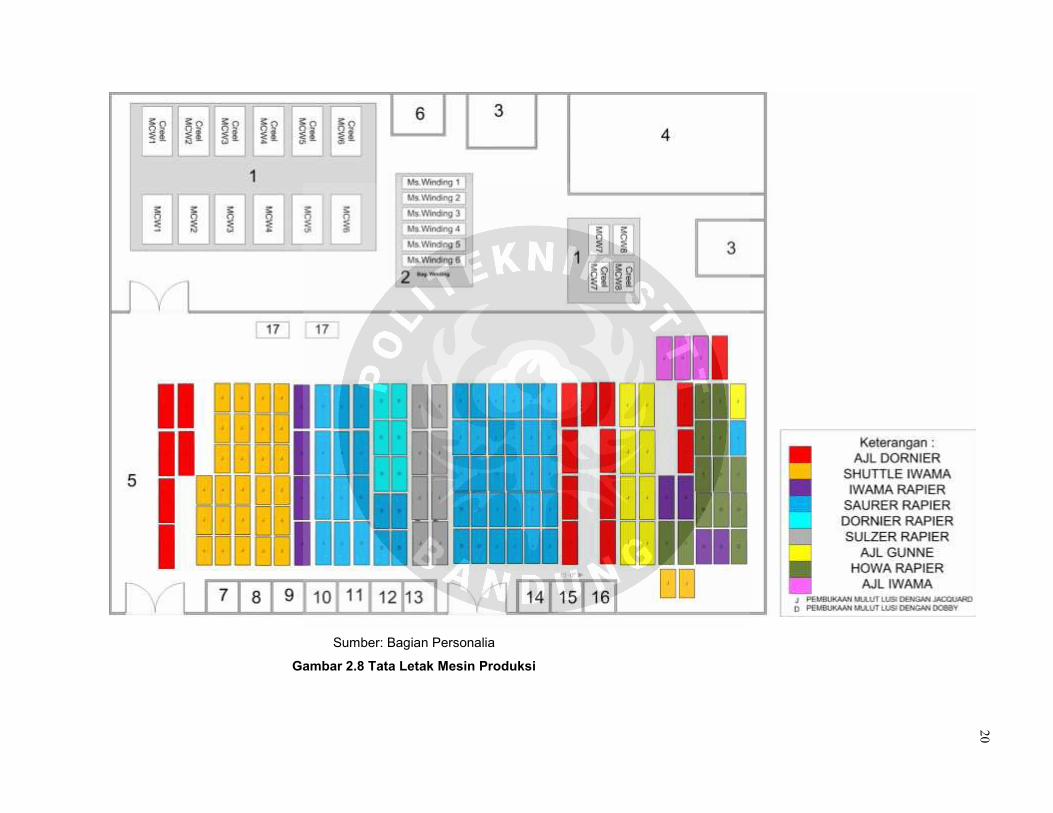
PT Tastex memiliki satu gedung produksi yang terdiri dua ruangan produksi yaitu
ruangan persiapan pertenunan dan ruangan pertenunan handuk. Untuk lebih
jelasnya dapat dilihat pada Gambar 2.8 halaman 20.
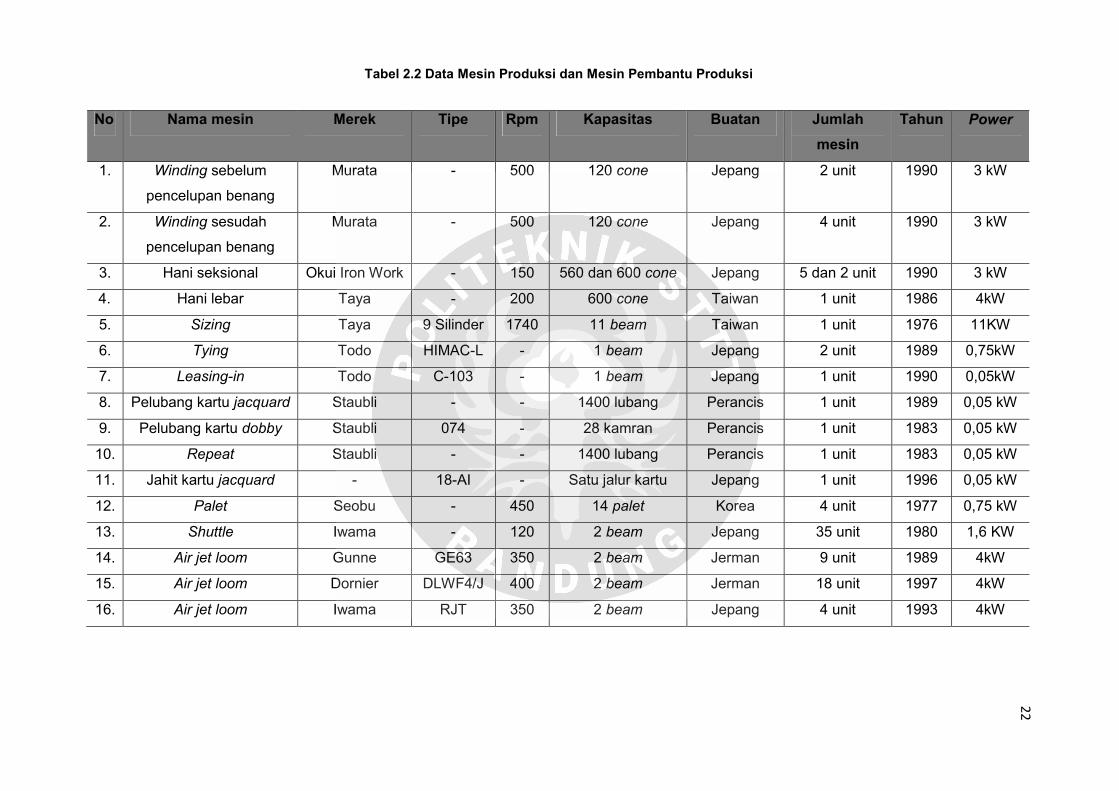
2.5.3.2 Mesin ProduksiMesin merupakan salah satu faktor yang amat berpengaruh untuk memperoleh
suatu produksi yang baik. Sehingga keberadaan mesin ini perlu dijaga terutama
mengenai kelancaran jalannya proses, melalui pencegahan, perawatan dan
perbaikan. Data mesin produksi dan mesin pembantu produksi di Departemen
handuk dapa dillihat pada Tabel 2.2 pada halaman 22 dan 23.
1 2 3 4 5 6
Maret 15.780 63.930 37.080 33.690 12.240 6.840
April 19.050 71.340 40.140 38.670 15.360 10.050
Jumlah 34.830 135.270 77.220 72.360 27.600 16.890

19
Berikut fungsi mesin-mesin yang digunakan pada Departemen Pertenunan Handuk,
antara lain :
1. Mesin Winding
- Sebelum pencelupan benang
Fungsinya menggulung benang dari cone kertas ke cone besi untuk proses
pencelupan benang dan memperbaiki mutu benang
- Sesudah pencelupan benang
Fungsinya menggulung benang dari cone besi ke cone kertas sesudah proses
pencelupan benang dan memperbaiki mutu benang.
2. Mesin Hani
- Mesin Hani Seksional
Fungsinya menggulung benang ke dalam beam lusi dalam bentuk gulungan
sejajar dan proses penghanian dilakukan dengan membagi benang lusi dalam
band-band.
- Mesin Hani lebar
Fungsinya menggulung benang ke dalam beam lusi dalam bentuk gulungan
sejajar, penarikan benang dari cone dan digulung pada beam lusi
3. Mesin Sizing
Fungsinya meningkatkan daya tenun benang yang akan digunakan sebagai
benang lusi, terutama benang-benang tunggal.
4. Mesin Tying
Fungsinya memisahkan benang lusi pada beam lusi lama dengan benang lusi
pada boom lusi baru
5. Mesin Leasing-in
Fungsinya membedakan benang lusi genap dan ganjil dengan memberi benang
silang untuk mempermudah proses penyambungan beam lusi
6. Mesin Pelubang Kartu Jacquard
Fungsinya membuat lubang pada kartu jacquard.
7. Mesin Repeat
Fungsinya menggandakan atau memperbanyak kartu jacquard
8. Mesin Jahit Kartu Jacquard
Fungsinya menjahit kartu-kartu jacquard menjadi satu atau menghubungkan
kartu jacquard yang satu dengan kartu jacquard yang lain.
9. Mesin Palet
Fungsinya mengubah bentuk gulungan dari cone ke dalam gulungan palet.
10. Mesin Tenun Rapier Jacquard
Fungsinya membuat kain handuk yang peluncuran benang pakannya dengan
20
Sumber: Bagian Personalia
Gambar 2.8 Tata Letak Mesin Produksi
20
21
Keterangan:
1. Penghanian 10. Mushola
2. Pengelosan 11. Pemaletan
3. Shearing 12. Maintenance Shuttleless
4. Penganjian 13. Administrasi Pertenunan
5. Pertenunan 14. Ruang Pembuatan Kartu
6. Administrasi Persiapan 15. Gudang Spare Part
7. Kepala Seksi Produksi Pertenunan 16. Kelistrikan
8. Maintenance Shuttle 17. Leasing in
9. Toilet
rapier dan pembentukan motif bulunya menggunakan jacquard
11. Mesin Tenun Rapier Dobby
Fungsinya membuat kain handuk yang peluncuran benang pakannya dengan
rapier dan pembentukan motif bulunya menggunakan dobby.
12. Mesin Jacquard Elektronik
Fungsinya mengangkat benang lusi secara individu dengan sistem jacquard
elektronik dan digunakan pada mesin tenun rapier dan AJL.
13. Mesin Jacquard mekanik
Fungsinya mengangkat benang lusi secara individu secara mekanik dan
digunakan pada mesin tenun teropong dan rapier.
14. Mesin Dobby Mekanik Kanan
Fungsinya mengangkat benang lusi secara berkelompok sesuai dengan corak
dan mesin dobby terletak di kanan mesin tenun.
15. Meja Inspeksi
Fungsinya memeriksa kain hasil produksi sebelum ke proses finishing.
16. Mesin Shearing
Fungsinya sebagai alat pemotong bulu handuk.
17. Mesin Pengangkat beam Bawah
Fungsinya mengangkat dan membawa beam lusi bawah.
18. Mesin Pengangkat beam Atas
Fungsinya mengangkat dan membawa beam lusi.
2.5.4 Proses Produksi
Bagan alir proses produksi (flow proses) kain handuk menggunakan dua macam
beam lusi yaitu beam lusi atas (lusi bulu) dan beam lusi bawah (lusi dasar). Lusi
22
No Nama mesin Merek Tipe Rpm Kapasitas Buatan Jumlahmesin
Tahun Power
1. Winding sebelum
pencelupan benang
Murata - 500 120 cone Jepang 2 unit 1990 3 kW
2. Winding sesudah
pencelupan benang
Murata - 500 120 cone Jepang 4 unit 1990 3 kW
3. Hani seksional Okui Iron Work - 150 560 dan 600 cone Jepang 5 dan 2 unit 1990 3 kW
4. Hani lebar Taya - 200 600 cone Taiwan 1 unit 1986 4kW
5. Sizing Taya 9 Silinder 1740 11 beam Taiwan 1 unit 1976 11KW
6. Tying Todo HIMAC-L - 1 beam Jepang 2 unit 1989 0,75kW
7. Leasing-in Todo C-103 - 1 beam Jepang 1 unit 1990 0,05kW
8. Pelubang kartu jacquard Staubli - - 1400 lubang Perancis 1 unit 1989 0,05 kW
9. Pelubang kartu dobby Staubli 074 - 28 kamran Perancis 1 unit 1983 0,05 kW
10. Repeat Staubli - - 1400 lubang Perancis 1 unit 1983 0,05 kW
11. Jahit kartu jacquard - 18-AI - Satu jalur kartu Jepang 1 unit 1996 0,05 kW
12. Palet Seobu - 450 14 palet Korea 4 unit 1977 0,75 kW
13. Shuttle Iwama - 120 2 beam Jepang 35 unit 1980 1,6 KW
14. Air jet loom Gunne GE63 350 2 beam Jerman 9 unit 1989 4kW
15. Air jet loom Dornier DLWF4/J 400 2 beam Jerman 18 unit 1997 4kW
16. Air jet loom Iwama RJT 350 2 beam Jepang 4 unit 1993 4kW
Tabel 2.2 Data Mesin Produksi dan Mesin Pembantu Produksi22
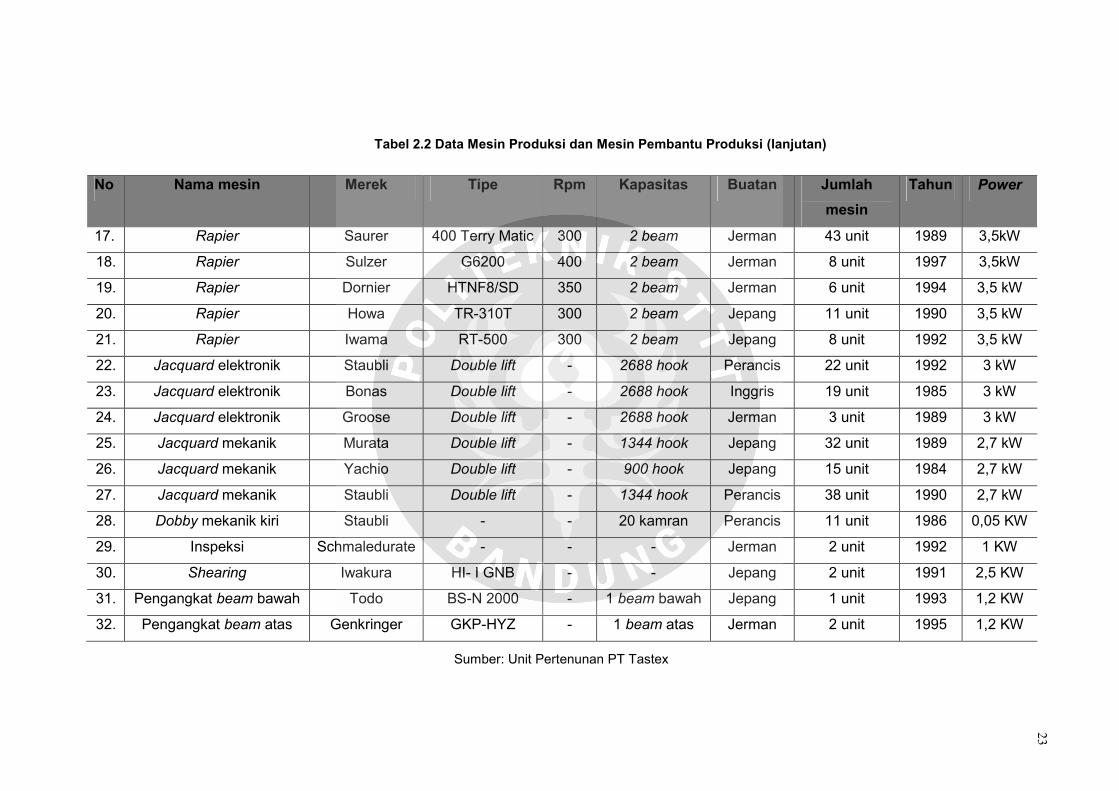
23
No Nama mesin Merek Tipe Rpm Kapasitas Buatan Jumlahmesin
Tahun Power
17. Rapier Saurer 400 Terry Matic 300 2 beam Jerman 43 unit 1989 3,5kW
18. Rapier Sulzer G6200 400 2 beam Jerman 8 unit 1997 3,5kW
19. Rapier Dornier HTNF8/SD 350 2 beam Jerman 6 unit 1994 3,5 kW
20. Rapier Howa TR-310T 300 2 beam Jepang 11 unit 1990 3,5 kW
21. Rapier Iwama RT-500 300 2 beam Jepang 8 unit 1992 3,5 kW
22. Jacquard elektronik Staubli Double lift - 2688 hook Perancis 22 unit 1992 3 kW
23. Jacquard elektronik Bonas Double lift - 2688 hook Inggris 19 unit 1985 3 kW
24. Jacquard elektronik Groose Double lift - 2688 hook Jerman 3 unit 1989 3 kW
25. Jacquard mekanik Murata Double lift - 1344 hook Jepang 32 unit 1989 2,7 kW
26. Jacquard mekanik Yachio Double lift - 900 hook Jepang 15 unit 1984 2,7 kW
27. Jacquard mekanik Staubli Double lift - 1344 hook Perancis 38 unit 1990 2,7 kW
28. Dobby mekanik kiri Staubli - - 20 kamran Perancis 11 unit 1986 0,05 KW
29. Inspeksi Schmaledurate - - - Jerman 2 unit 1992 1 KW
30. Shearing Iwakura HI- I GNB - - Jepang 2 unit 1991 2,5 KW
31. Pengangkat beam bawah Todo BS-N 2000 - 1 beam bawah Jepang 1 unit 1993 1,2 KW
32. Pengangkat beam atas Genkringer GKP-HYZ - 1 beam atas Jerman 2 unit 1995 1,2 KW
Sumber: Unit Pertenunan PT Tastex
Tabel 2.2 Data Mesin Produksi dan Mesin Pembantu Produksi (lanjutan)
423

24
bulu atau lusi atas biasanya ada yang dikanji dan ada yang digintir. Sedangkan lusi
dasar atau lusi bawah menggunakan benang gintir, tujuan dari proses penggintiran
yaitu untuk memberi kekuatan pada benang lusi. Benang pakan ada yang melalui
beberapa proses yaitu pengelosan dan pencelupan sedangkan proses pemaletan
hanya dilakukan pada mesin tenun shuttle. Benang gintir pada proses produksi
berupa pesanan dari pabrik lain bukan merupakan produksi perusahaan sendiri.
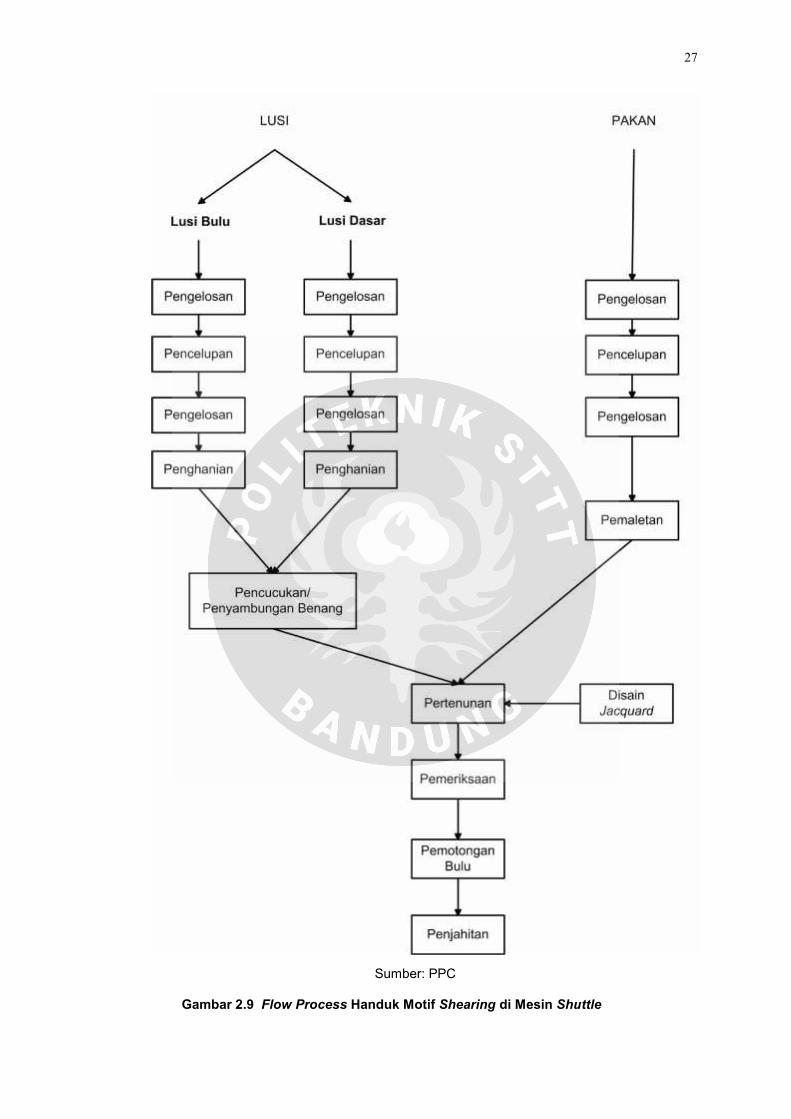
Gambar 2.9 di halaman 27 dan Gambar 2.12 di halaman 30 menunjukkan flow
process pertenunan handuk masing-masing untuk lusi bulu digintir dan lusi bulu
dikanji di mesin shuttle, sedangkan Gambar 2.10 di halaman 28 dan Gambar 2.11 di
halaman 29 menunjukkan flow process handuk motif masing-masing untuk lusi bulu
dikanji dan lusi bulu digintir di mesin shuttleless.
Mesin yang digunakan di Departemen Pertenunan Handuk yaitu mesin tenun
teropong, mesin tenun rapier, dan mesin tenun AJL. Pada mesin tenun teropong
menggunakan peralatan jacquard mekanik dan dobby mekanik/konvensional,
sedangkan mesin tenun rapier dan mesin tenun AJL menggunakan peralatan
jacquard dan dobby maupun yang elektronik ataupun mekanik.
Perbedaan proses antara mesin tenun Shuttleless dengan mesin tenun teropong
adalah pada mesin tenun Shuttleless proses pemaletan tidak ada, benang
pakannya berbentuk gulungan cone dan menggunakan jacquard dan dobby
elektronik, jadi desain anyaman disimpan berupa data dalam disket atau flashdisk.
Sedangkan pada mesin tenun teropong benang pakannya terlebih dahulu melalui
proses pemaletan, benang pakannya berupa gulungan palet dan menggunakan
jacquard dan dobby mekanik/konvensional, sehingga desain anyamannya dalam
bentuk kartu jacquard dan kartu dobby.
2.5.5 Pengendalian Mutu
Pengendalian mutu yang dilakukan di PT Tastex adalah pengendalian mutu
terpadu, yaitu proses pengendalian mutu dilakukan oleh seluruh bagian yang
berpartisipasi dalam kegiatan proses produksi, baik secara langsung maupun tidak
langsung sehingga pengendalian mutu dilakukan secara bertahap. Pengendalian
mutu dilakukan sebelum proses, pada saat proses, dan setelah proses. Dimulai dari
bahan baku, pada saat proses produksi dan hasil produksi.
1) Sebelum proses (pada proses perencanaan)
Pada proses perencanaan produksi, kegiatan pengendalian yang dilakukan
berupa: menentukan garis-garis besar rencana proses produksi yang akan dila-
25
kukan dan pembuatan jadwal produksi atau biasa disebut master schedule.
Contohnya pengadaan bahan baku, proses-proses produksi yang dilakukan,
serta jadwal pelaksanaan produksi. Perencanaan tersebut diatur untuk
kelancaran proses produksi.
2) Saat produksi berlangsung
Saat produksi berlangsung, pengendalian produksi yang dilakukan berupa :
- Setiap jenis handuk atau benang yang akan diproses harus selalu disertai
dengan kartu proses produksi yang berisi tentang proses-proses apa saja
yang harus dilakukan beserta resep pemakaian zat yang akan digunakan.
- Setiap Kepala Regu yang menangani produksi wajib mengisi dan
menyerahkan laporan kerjanya kepada Kepala Bagian.
- Pengawasan oleh atasan dilakukan dengan pengawasan secara langsung di
lapangan guna mengantisipasi hal-hal yang tidak diinginkan
- Adanya proses pengecekan terhadap mutu kain handuk atau benang yang
diproses.
- Setiap operator wajib melaporkan kepada atasannya jika terjadi cacat pada
produk yang sedang diproses.
- Jika terjadi cacat produksi, maka operator dan Kepala Regu wajib melapor
kepada Kepala Bagian.
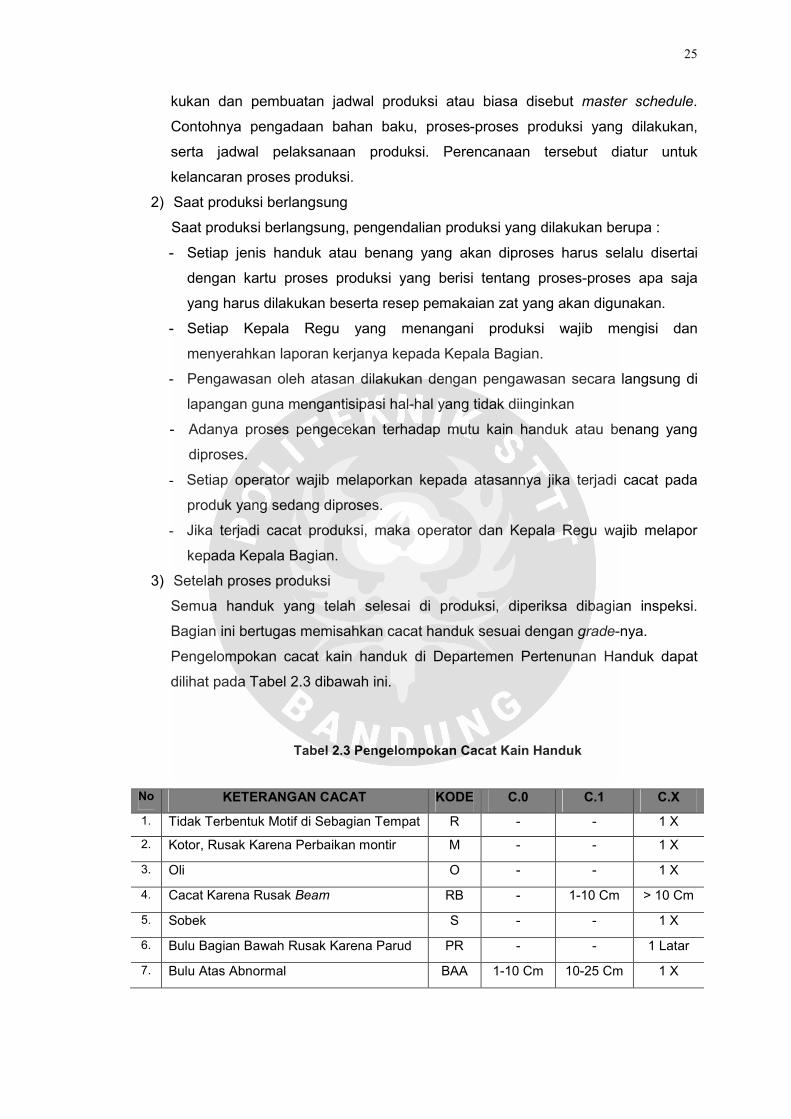
3) Setelah proses produksi
Semua handuk yang telah selesai di produksi, diperiksa dibagian inspeksi.
Bagian ini bertugas memisahkan cacat handuk sesuai dengan grade-nya.
Pengelompokan cacat kain handuk di Departemen Pertenunan Handuk dapat
dilihat pada Tabel 2.3 dibawah ini.
No KETERANGAN CACAT KODE C.0 C.1 C.X
1. Tidak Terbentuk Motif di Sebagian Tempat R - - 1 X
2. Kotor, Rusak Karena Perbaikan montir M - - 1 X
3. Oli O - - 1 X
4. Cacat Karena Rusak Beam RB - 1-10 Cm > 10 Cm
5. Sobek S - - 1 X
6. Bulu Bagian Bawah Rusak Karena Parud PR - - 1 Latar
7. Bulu Atas Abnormal BAA 1-10 Cm 10-25 Cm 1 X
Tabel 2.3 Pengelompokan Cacat Kain Handuk
26
Sumber: PPC
Gambar 2.9 Flow Process Handuk Motif Shearing di Mesin Shuttle
27
27
No. Keterangan Cacat Kode C.0 C.1 C.X
7. Bulu Atas Abnormal BAA 1-10 Cm 10-25 Cm 1 X
8. Bulu Bawah Abnormal BBA 1-2 Latar > 2 Latar 1 X
9. Tidak Ada Bulu Atas Arah Lusi Dua
Bulu
BL2 0,5-2 Cm 2-10 Cm > 10 Cm
10. Tidak Ada Bulu Atas Arah Pakan Satu
Bulu
BP1 3-10 Cm 10-20 Cm > 20 Cm
11. Tidak Ada Bulu Atas Arah Pakan Dua
Bulu
BP2 - 0,5-5 Cm > 5 Cm
12. Garis - garis BG 2-5 Cm 5-10 Cm > 10 Cm
13. Bulu Tebal Tipis BTT - - 1 X
14. Strip Arah Pakan SP - - 1 X
15. Strip Arah Lusi SL 0,5-2 Cm 2-10 Cm > 10 Cm
16. Bintik Pada Permukaan Kain BJ - 1 Latar 1 X
17. Sisir jarang SC - > 5 Cm -
18. Belang Karena Salah Persiapan BL 1 Latar > 1Latar 1 X
19. Pinggir Handuk Rusak PG - - 1 X
20. Salah Ukuran Karena Bekas Bongkar UP - 3% > 3%
21. Salah Ukuran Kesalahan Mesin UP - 3% > 3%
22. Salah Ukuran Lebar UP - 2% > 2%
23 Lusi Bawah Double LBD 1 Latar > 1Latar -
24 Bulu Atas Double LAD 1-5 cm > 10 cm 1 x
25 Floating F 1 x > 1x -
Sumber: Bagian Inspeksi PT Tata Pusaka Sentosa Textile Mills
Keterangan:
c.0: kerusakan yang tidak begitu parah namun bisa diperbaiki
c.1: kerusakan yang parah tetapi masih diperbaiki
c.x: kerusakan parah dan tidak bisa diperbaiki
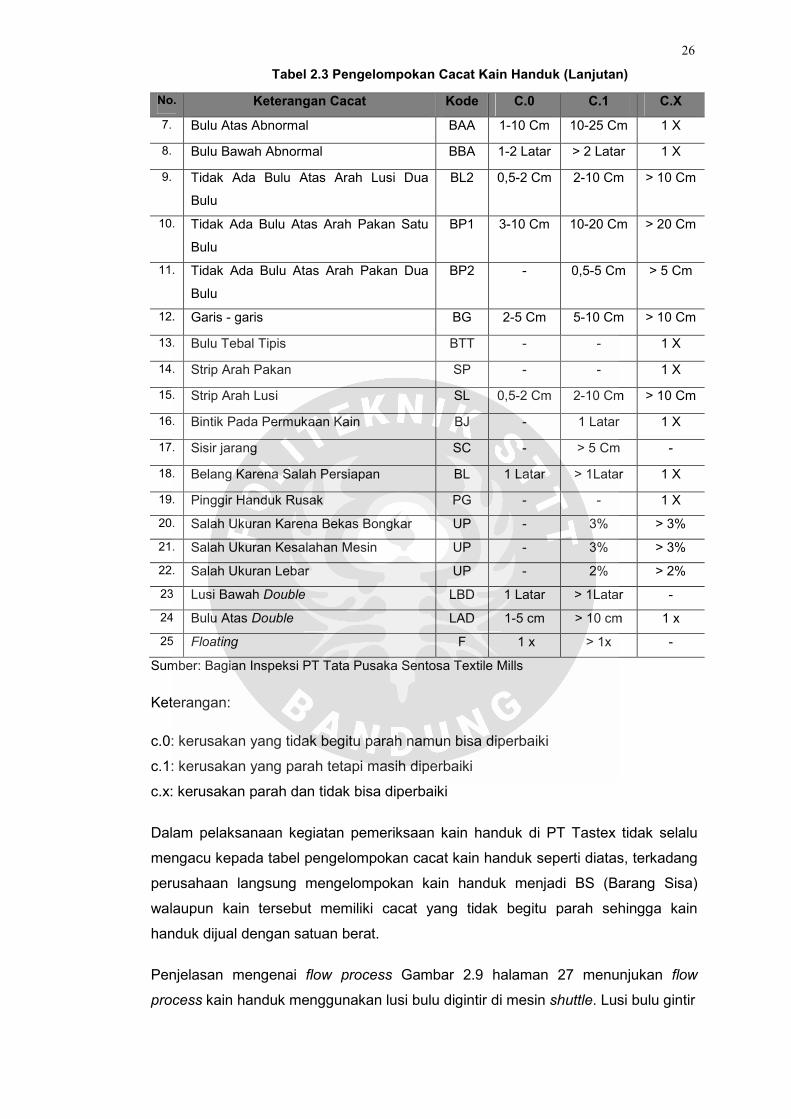
Dalam pelaksanaan kegiatan pemeriksaan kain handuk di PT Tastex tidak selalu
mengacu kepada tabel pengelompokan cacat kain handuk seperti diatas, terkadang
perusahaan langsung mengelompokan kain handuk menjadi BS (Barang Sisa)
walaupun kain tersebut memiliki cacat yang tidak begitu parah sehingga kain
handuk dijual dengan satuan berat.
Penjelasan mengenai flow process Gambar 2.9 halaman 27 menunjukan flow
process kain handuk menggunakan lusi bulu digintir di mesin shuttle. Lusi bulu gintir
Tabel 2.3 Pengelompokan Cacat Kain Handuk (Lanjutan)
26

28
Sumber: PPC
Gambar 2.10 Flow Process Handuk Lusi Bulu Dikanji (Grey)
29
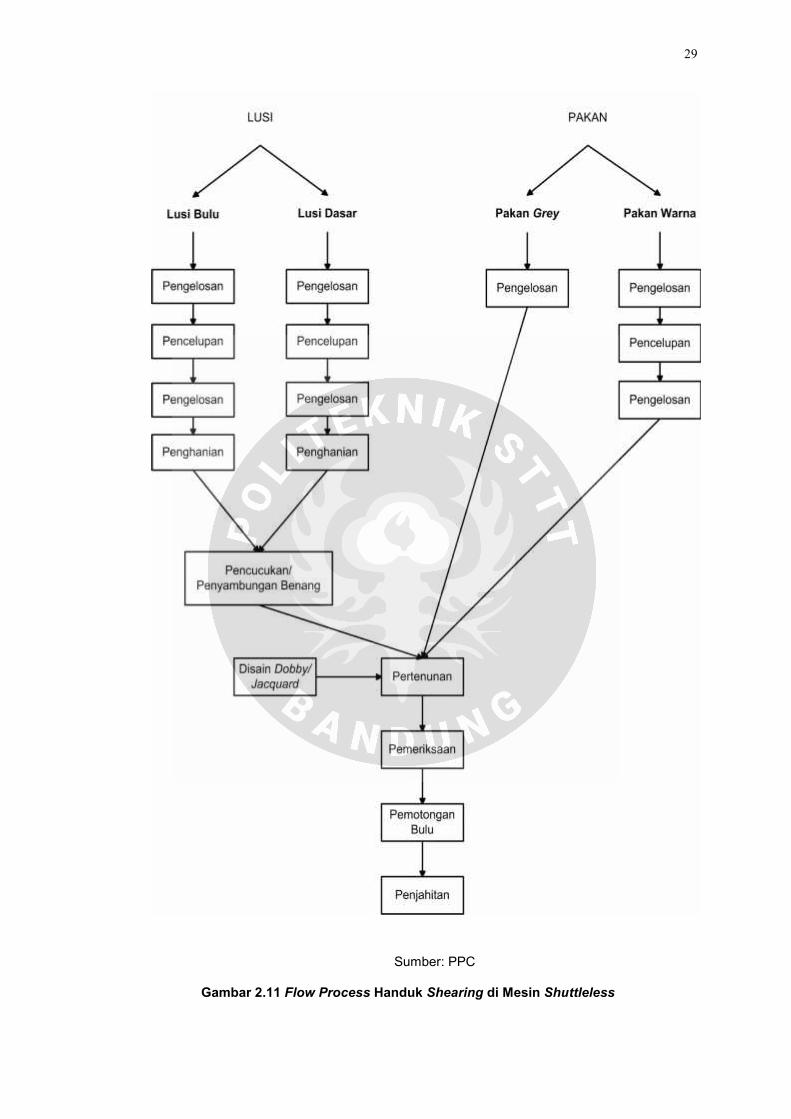
Sumber: PPC
Gambar 2.11 Flow Process Handuk Shearing di Mesin Shuttleless
30
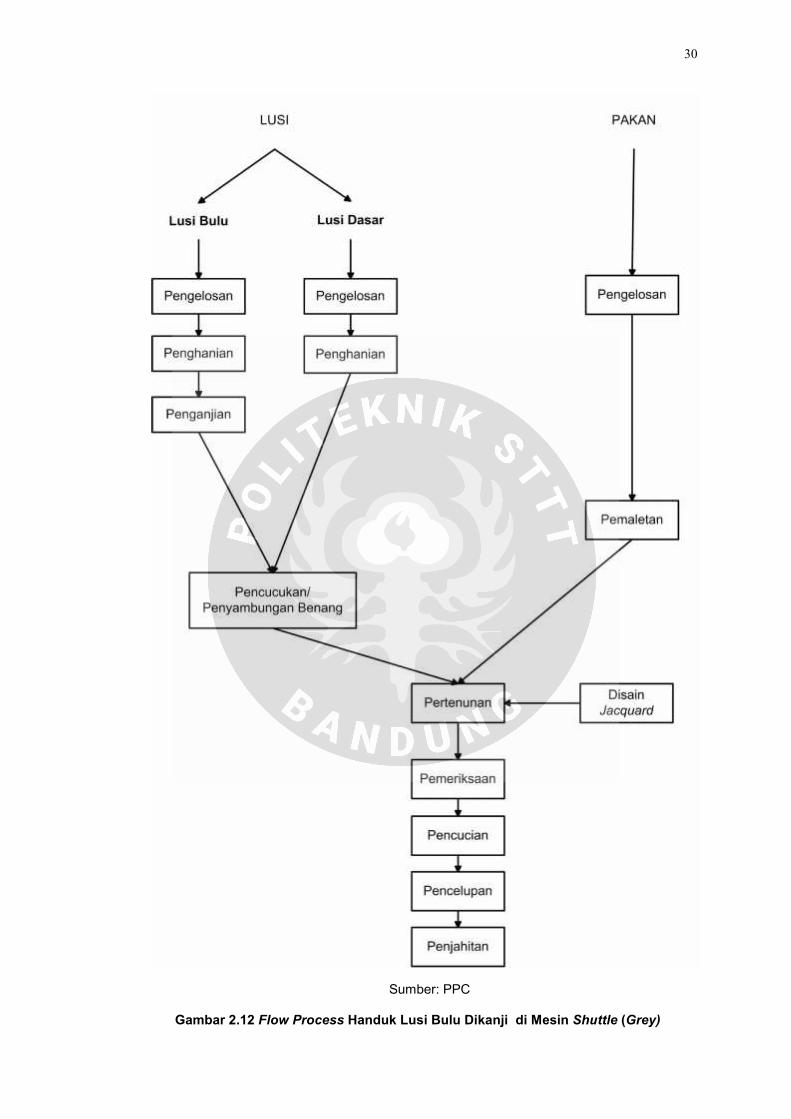
Sumber: PPC
Gambar 2.12 Flow Process Handuk Lusi Bulu Dikanji di Mesin Shuttle (Grey)
31
dipesan dari perusahaan lain. Proses persiapan benang lusi bulu dan lusi dasar
melalui alur proses yang sama yakni, pengelosan, pencelupan, pengelosan,
penghanian dan penyambungan benang atau pencucukan bila diinginkan konstruksi
anyaman yang baru. Lusi bulu yang digunakan adalah lusi bulu Ne1 20/2 sedangkan
lusi dasar Ne1 16, benang pakan Ne1 16, nomor benang yang digunakan tergantung
pesanan dan konstruksi anyaman.
Sedangkan benang pakan melewati proses pengelosan, pencelupan, pengelosan
dan pemaletan. Alat pembentuk mulut lusi yakni jacquard mekanik, disain anyaman
menggunakan kartu jacquard yang sudah dilubangi sesuai dengan disain yang
dikehendaki. Proses selanjutnya yaitu membuat kain diatas mesin tenun dengan
disain dan konstruksi anyaman yang sudah direncanakan, kain hasil produksi
kemudian diperiksa di ruang inspeksi terlebih dahulu sebelum dilakukan
pemotongan bulu di mesin shearing. Tahap terakhir yaitu konveksi meliputi
penjahitan, pemotongan, pemberian label dan pengepakan.
Gambar 2.12 halaman 30 menunjukkan flow process kain handuk menggunakan
lusi bulu dikanji di mesin shuttle. Lusi bulu biasanya menggunakan Ne 16.
Perbedaan terdapat pada alur proses benang lusi bulu dengan lusi dasar. Lusi bulu
melewati proses penganjian setelah penghanian guna meningkatkan daya tenun
benang. Proses selanjutnya yaitu pencucukan atau penyambungan benang bila
konstruksi anyaman yang diinginkan masih sama dengan konstruksi sebelumnya.
Benang pakan melewati proses pada umumnya yaitu, pengelosan dan pemaletan.
Disain diatur menggunakan jacquard mekanik. Guna memaksimalkan proses
pencelupan maka kain melewati proses pencucian terlebih dahulu. Proses
pencucian yaitu proses mencuci kain handuk untuk menghilangkan kotoran ataupun
benda asing lainnya yang dapat mengganggu proses pencelupan.
Gambar 2.10 halaman 28 menunjukkan flow process kain handuk menggunakan
lusi bulu dikanji di mesin shuttleless. Alur proses pembuatan kain handuk ini sama
seperti alur proses pada mesin shuttle kecuali pemaletan dan terdapat benang
pakan tambahan untuk bagian border. Kain handuk premium atau handuk kelas
tinggi selalu menyertakan bagian border yang berfungsi sebagai penghias dan
biasanya memiliki tetal pakan yang tinggi. Benang yang biasa digunakan ialah
benang poliester guna efek berkilau. Gambar 2.11 halaman 29 menunjukkan flow
process kain handuk menggunakan lusi gintir yang prosesnya kurang lebih sama
dengan proses di mesin shuttle Gambar 2.9 namun tanpa pemaletan.
32
2.5.6 Pemeliharaan dan Perbaikan Mesin
Pemeliharaan dan perbaikan sarana produksi mesin-mesin merupakan suatu
kegiatan yang mempunyai peranan penting dalam menunjang kelancaran produksi.
Hal ini perlu dilakukan agar sarana produksi yang ada dapat berfungsi dengan baik.
Pemeliharaan dan perbaikan mesin-mesin yang ada di PT Tastex dilakukan oleh
mekanik maintenance bagian regu perbaikan.
Pemeliharaan mencakup:
1. Penyetelan dan pemeriksaan (Adjustment and Checking Maintenance), yaitu
pemeriksaan teknis dan penyetelan yang diperlukan, pekerjaan ini dilakukan
untuk kerusakan kecil yang dapat dengan mudah diperbaiki tanpa memakan
waktu yang lama.
2. Perawatan (Preventive Maintenance), yaitu pemeriksaan bagian-bagian mesin
secara teratur, meliputi pembersihan, penyetelan, dan pergantian bagian-bagian
mesin dengan memperhitungkan pula faktor-faktor usia mesin.
3. Perbaikan kerusakan (Corrective Maintenance), yaitu dilakukan apabila mesin
mengalami kerusakan yang mengakibatkan berhentinya proses produksi, bagian
mesin yang rusak segera diganti atau diperbaiki.
4. Membongkar dan memperbaiki seluruh bagian mesin (Overhaulling, Levelling,
and Linning frame) yang dilakukan pada waktu-waktu tertentu pada semua
mesin secara bergantian. Overhaul biasanya dilakukan dalam interval waktu
kurang lebih 5-7 tahun. Seluruh bagian mesin dibuka dan dibersihkan, bagian
yang rusak diganti atau diperbaiki dan dipasangkan kembali, diberi pelumas dan
dilakukan penyetelan.
Perawatan yang teratur pada mesin dapat memperpanjang umur mesin dan
menjaga kualitas serta efektifitas kerja mesin. Supaya kegiatan perawatan mesin
dilakukan secara maksimal, perlu adanya kesadaran dari pihak perusahaan dan
pihak pelaksana yaitu montir.
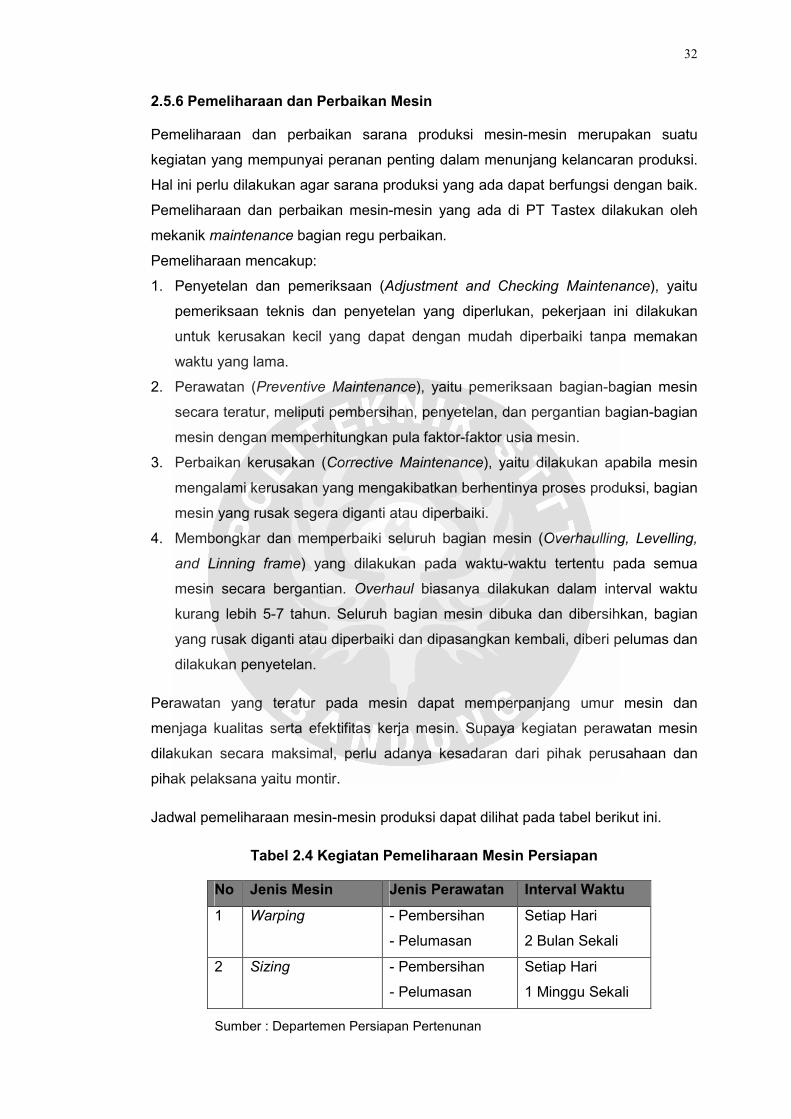
Jadwal pemeliharaan mesin-mesin produksi dapat dilihat pada tabel berikut ini.
Tabel 2.4 Kegiatan Pemeliharaan Mesin Persiapan
No Jenis Mesin Jenis Perawatan Interval Waktu
1 Warping - Pembersihan
- Pelumasan
Setiap Hari
2 Bulan Sekali
2 Sizing - Pembersihan
- Pelumasan
Setiap Hari
1 Minggu Sekali
Sumber : Departemen Persiapan Pertenunan

33
Tabel 2.5 Kegiatan Pemeliharaan Mesin Produksi
No Jenis Mesin Jenis Perawatan Interval Waktu
1 Dyeing - Pembersihan
- Pelumasan
Setiap Hari
2 Minggu Sekali
2 Winding - Pembersihan
- Pelumasan
Setiap Hari
2 Bulan Sekali
3 Weaving - Pembersihan
- Pelumasan
- Pemeriksaan
Setiap Hari
2 Minggu Sekali
2 Minggu Sekali
4 Shearing - Pembersihan
- Pelumasan
Setiap Hari
2 Minggu Sekali
Kegiatan pemeliharaan tersebut berdasarkan petunjuk umum mesin yang harus
dilakukan secara rutin. Namun, pada kenyataannya, di PT Tastex kegiatan
pemeliharaan tidak terlaksana dengan baik, tidak sedikit terdapat penyimpangan
pada kegiatan pemeliharaan mesin. Kurangnya pengetahuan dan kesadaran
mekanik dalam melakukan pemeliharaan mesin merupakan penyebab utama tidak
terlaksananya kegiatan pemeliharaan dengan baik[3]. Pemeliharaan yang tidak
teratur dapat menyebabkan umur mesin dan kualitas produksi menurun yang
nantinya akan merugikan perusahaan. Selain itu, penyediaan spare parts yang
terbatas membuat kegiatan produksi menjadi terhambat sehingga menyebabkan
mesin berhenti produksi sementara.
2.6 Ketenagakerjaan2.6.1 Jumlah dan Tingkat Pendidikan
Jumlah tenaga kerja di PT Tata Pusaka Sentosa Textile Mills sampai April 2014
berjumlah 619 orang. Berdasarkan tingkat pendidikan, komposisi tenaga kerja di PT
Tata Pusaka Sentosa Textile Mills dapat dilihat pada Tabel 2.6 halaman dibawah ini:
Tabel 2.6 Jumlah dan Tingkat Pendidikan Karyawan
No Tingkat Pendidikan Jumlah (orang) (%)
1. Sekolah Dasar (SD) 10 1,62%
2. Sekolah Menengah Kejuruan (SMK) 589 95,15%
3. Perguruan Tinggi (PT) 20 3,23%
Total 619 100
Sumber: Bagian Personalia PT Tata Pusaka Sentosa Textile Mills
Sumber : Departemen Pertenunan

34
2.6.2 Distribusi Tenaga Kerja di Bagian ProduksiTenaga kerja tersebar di beberapa bagian, seperti diperlihatkan pada Tabel 2.7
halaman dibawah ini:
Tabel 2.7 Distribusi Tenaga Kerja
No DivisiTetap
Pegawai KontrakWaktu Tertentu Total
L P L P
1 Staf 2 0 0 6 8
2 Pertenunan 9 63 65 200 337
3 Persiapan 2 23 5 21 51
4 Inspeksi 1 0 12 49 62
5 Pengepakan 0 32 2 60 94
6 Gd. Benang/spare part/jadi 2 0 11 5 18
7 Pencelupan 8 1 4 8 31
8 Umum 10 0 8 0 18
Total 619Sumber: Bagian Personalia PT Tata Pusaka Sentosa Textile Mills
2.6.3 Sistem Pembinaan dan Pengembangan Karyawan
Sistem pembinaan dan pengembangan karyawan merupakan hal penting dalam
meningkatkan kinerja dari sumber daya manusia yang dimiliki oleh perusahaan.
Proses ini dapat dilakukan dengan berbagai cara, sebagai contoh diadakannya
pendidikan dan latihan mengenai manajerial, keterampilan, motivasi. Sistem
pembinaan dan pengembangan karyawan di PT Tata Pusaka Sentosa Textile Mills
belum dilakukan secara sistematik baik formal ataupun informal. Pembinaan dan
pengembangan karyawan masih dilakukan secara kultural dan belum adanya usaha
peningkatan kualitas sumber daya manusia dengan diadakannya pelatihan –
pelatihan yang sistematis.
2.6.3.1 Peraturan Kerja
Semua pekerja wajib menegakkan disiplin, memperhatikan dan melaksanakan
pedoman dan standar kerja yang diberikan oleh perusahaan lewat unitnya masing-
masing. Tata tertib PT Tata Sentosa Textile Mills sebagai berikut:
1. Hadir tepat waktu di tempat kerja dengan bukti absensi kehadiran sesuai
ketentuan berikut :
- Shift pagi 07.00 – 14.00
- Shift siang 14.00 – 22.30

35
- Shift malam 22.30 – 07.00
- Non–shift :
o Senin – Jum’at 08.00 – 16.00
o Sabtu 08.00 – 14.00
2. Jika terdapat karyawan yang masuk tidak sesuai ketentuan ataupun terdapat
izin maka wajib lapor kepada atasan
3. Untuk meningkatkan kedisplinan pekerja bila mendapat ;
- SP 1, selama 1 bulan dilarang untuk lembur wajib (otomatis) dan lembur
resmi
- SP 2, selama 2 bulan dilarang untuk lembur wajib (otomatis) dan lembur
resmi
- SP 3, selama 3 bulan dilarang untuk lembur wajib (otomatis) dan lembur
resmi
Tata tertib dalam hal kelengkapan kerja, antara lain :
1. Karyawan tetap
- Seluruh karyawan masuk kerja memakai seragam atau kelengkapan
seragam, jilbab/apok dll, yang telah ditentukan perusahaan
- Seluruh karyawan tidak diperkenankan memakai sandal/tanpa bersepatu
- Bagi karyawan yang menggunakan kelengkapan kerja/jilbab milik pribadi
harus menyesuaikan ukuran dan warna sesuai ketentuan perusahaan
tidak menyimpang dari norma-norma keselamatan kerja
2. Karyawan kontrak
- Seluruh karyawan masuk kerja memakai seragam atau kelengkapan
seragam tanpa diberikan perusahaan
- Seluruh karyawan tidak diperkenankan memakai sandal/tanpa bersepatu
- Bagi karyawan yang menggunakan kelengkapan kerja/jilbab milik pribadi
harus menyesuaikan ukuran dan warna sesuai ketentuan perusahaan
tidak menyimpang dari norma-norma keselamatan kerja
3. Untuk semua karyawan (kontrak dan tetap)
- Kelengkapan kerja/ sepatu tidak diberikan perusahaan
- Bagi pekerja wanita diimbau untuk merapikan rambut dengan kondisi
kerja agar terhindar dari kecelakaan
- Bagi pekerja laki-laki diimbau untuk merapikan rambut, tidak
diperkenankan untuk berambut gondrong serta memakai aksesoris diluar
kebiasaan (menyimpang dari etika)
- Bagi karyawan yang melanggar ketentuan sebagaimana dimaksud

36
di atas tidak dibenarkan masuk kerja, tanpa dibayar upah.
Dengan adanya peraturan kerja perusahaan diharapkan para karyawan terhindar
dari kecelakaan kerja. Walaupun pada saat dilapangan banyak ditemukan beberapa
pelanggaran tata tertib oleh karyawan, seperti, rambut panjang terurai, rambut
gondrong dan kelengkapan kerja seperti sepatu tidak begitu diperhatikan.
2.6.3.1.1 Pengaturan Jam Kerja
Pengaturan waktu kerja yang dilakukan di PT Tata Sentosa Textile Mills yaitu 8 jam
sehari dengan waktu istirahat 30 menit untuk karyawan non shift dan shift. Waktu
kerja karyawan pada hari sabtu dilakukan oleh shift pagi saja sedangkan hari
minggu dilakukan oleh shift malam. Jadi, tidak terdapat kegiatan produksi pada
sabtu sore hingga minggu sore. Untuk waktu pelaksanaan kerja dibagi menjadi 2
yaitu waktu kerja shift dan non-shift.
1. Waktu kerja karyawan non–shift
Tabel 2.8 Waktu Kerja Karyawan Non–Shift
Hari Waktu Kerja Istirahat
Senin – Kamis 08.00 – 16.00 12.00 – 12.30
Jumat 08.00 – 16.00 11.45 – 12.45
Sabtu 08.00 – 14.00 12.00 – 12.30
Sumber : Bagian Personalia dan Umum PT Tata Pusaka Sentosa Textile Mills
Waktu kerja non – shift merupakan waktu kerja yang telah ditetapkan tanpa adanya
perubahan. Karyawan yang termasuk golongan non-shift ini adalah pimpinan
perusahaan, manajer pabrik, kepala bagian, karyawan administrasi, serta karyawan
lain yang bekerja pada jam kerja yang telah ditentukan secara umum. Waktu kerja
tersebut dapat dilihat pada Tabel 2.8 halaman 36.
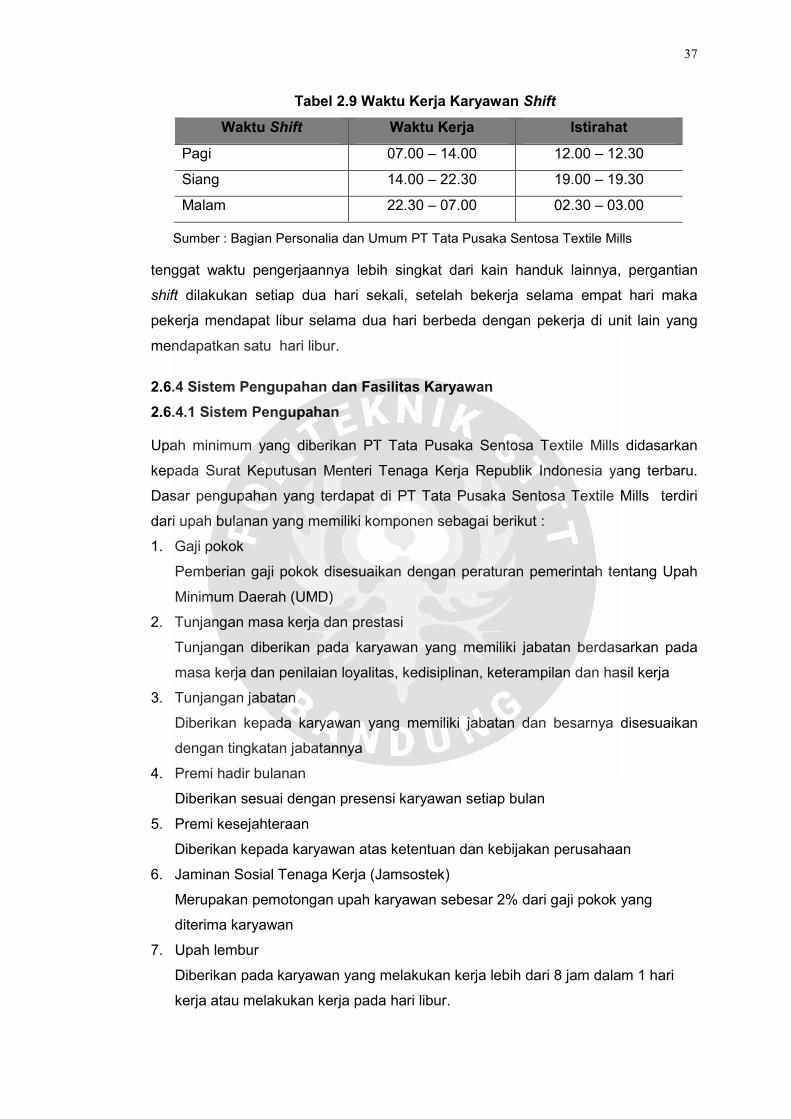
2. Waktu kerja karyawan shift
Waktu kerja shift adalah waktu kerja yang sudah ditetapkan tetapi dibedakan
menjadi tiga bagian waktu yaitu pagi, siang, dan malam, yang dilakukan secara
bergantian oleh karyawan shift. Karyawan shift adalah mereka yang bekerja dan
berhubungan langsung dengan pelaksanaan produksi pabrik. Di PT Tata Pusaka
Sentosa Textile Mills, shift ini dilakukan setiap 1 minggu sekali secara bergiliran
yaitu setiap hari Senin. Untuk lebih jelasnya dapat dilihat pada Tabel 2.9 di halaman
37 Waktu kerja malam hanya berlaku untuk divisi selain persiapan dan pencelupan.
Pengaturan waktu kerja shift mengikuti keadaan dan kebutuhan pabrik. Untuk
bagian pertenunan pada mesin Dornier misalnya, jika terdapat pesanan kain yang
37
Tabel 2.9 Waktu Kerja Karyawan Shift
Waktu Shift Waktu Kerja Istirahat
Pagi 07.00 – 14.00 12.00 – 12.30
Siang 14.00 – 22.30 19.00 – 19.30
Malam 22.30 – 07.00 02.30 – 03.00
Sumber : Bagian Personalia dan Umum PT Tata Pusaka Sentosa Textile Mills
tenggat waktu pengerjaannya lebih singkat dari kain handuk lainnya, pergantian
shift dilakukan setiap dua hari sekali, setelah bekerja selama empat hari maka
pekerja mendapat libur selama dua hari berbeda dengan pekerja di unit lain yang
mendapatkan satu hari libur.
2.6.4 Sistem Pengupahan dan Fasilitas Karyawan2.6.4.1 Sistem Pengupahan
Upah minimum yang diberikan PT Tata Pusaka Sentosa Textile Mills didasarkan
kepada Surat Keputusan Menteri Tenaga Kerja Republik Indonesia yang terbaru.
Dasar pengupahan yang terdapat di PT Tata Pusaka Sentosa Textile Mills terdiri
dari upah bulanan yang memiliki komponen sebagai berikut :
1. Gaji pokok
Pemberian gaji pokok disesuaikan dengan peraturan pemerintah tentang Upah
Minimum Daerah (UMD)
2. Tunjangan masa kerja dan prestasi
Tunjangan diberikan pada karyawan yang memiliki jabatan berdasarkan pada
masa kerja dan penilaian loyalitas, kedisiplinan, keterampilan dan hasil kerja
3. Tunjangan jabatan
Diberikan kepada karyawan yang memiliki jabatan dan besarnya disesuaikan
dengan tingkatan jabatannya
4. Premi hadir bulanan
Diberikan sesuai dengan presensi karyawan setiap bulan
5. Premi kesejahteraan
Diberikan kepada karyawan atas ketentuan dan kebijakan perusahaan
6. Jaminan Sosial Tenaga Kerja (Jamsostek)
Merupakan pemotongan upah karyawan sebesar 2% dari gaji pokok yang
diterima karyawan
7. Upah lembur
Diberikan pada karyawan yang melakukan kerja lebih dari 8 jam dalam 1 hari
kerja atau melakukan kerja pada hari libur.
38
2.6.4.2 Jaminan Sosial dan Kesejahteraan
Dalam hal kesejahteraan karyawan, perusahaan memberikan berbagai macam
pelayanan diantaranya :
1. Tunjangan Hari Raya (THR)
Tunjangan hari raya diberikan kepada karyawan sekali dalam setahun berbentuk
uang yang besarnya sama dengan 1 kali gaji pokok. THR ini diberikan 1 minggu
menjelang hari raya
2. Jaminan sosial dan hari tua
Sesuai dengan anjuran dan peraturan pemerintah, maka PT Tastex
mengikutsertakan seluruh karyawannya dalam program Jaminan Sosial Tenaga
Kerja (Jamsostek).
3. Konsumsi
Hanya tersedia bagi karyawan yang memiliki jabatan seperti, kepala bagian,
karyawan administrasi, manajer pabrik dan beberapa karyawan yang
memegang peranan penting di pabrik
4. Peribadatan
Perusahaan menyediakan mushola dengan luas 15 m2 yang terletak dekat
satpam dan area pertenunan
5. Transportasi
Transportasi tersedia bagi karyawan yang memiliki jabatan seperti, kepala
bagian, karyawan administrasi, manajer pabrik dan beberapa karyawan yang
memegang peranan penting di pabrik.
2.6.4.3 Pembebasan Waktu Kerja
Pembebasan waktu kerja atau cuti diberikan oleh perusahaan kepada karyawan
sebagai bentuk perhatian perusahaan terhadap kondisi karyawan. Waktu dan
lamanya diatur sesuai jenis cuti. Berikut adalah beberapa cuti yang diterapkan di PT
Tata Pusaka Sentosa Textile Mills :
2.6.4.3.1 Cuti Tahunan
Cuti tahunan diberikan kepada setiap karyawan yang telah mempunyai masa kerja
tanpa terputus selama 12 bulan penuh terhitung dari tanggal ditetapkannya masuk
dan diterima sebagai karyawan serta semenjak hak cuti tahunannya berakhir.
Lamanya adalah 1 hari untuk tiap 23 hari kerja setiap bulannya dan maksimum 12
hari kerja setiap tahun. Selama menjalani istirahat tahunan karyawan tetap
mendapat upah.
39
2.6.4.3.2 Cuti Haid dan Cuti Hamil/Gugur Kandungan
Cuti haid, cuti hamil atau cuti keguguran hanya diberikan kepada karyawan wanita
dan ketentuan gaji pokoknya tetap dibayar penuh oleh perusahaan. Perusahaan
memberikan hak cuti bagi karyawan wanita dengan aturan :
1. Cuti haid pada hari pertama dan kedua, dengan menunjukkan surat
dokter/bidan, dilegalisir oleh dokter perusahaan
2. Cuti hamil yang lamanya 1,5 bulan sebelum dan 1,5 bulan setelah melahirkan.
Bagi yang mengalami keguguran , diberikan cuti 1,5 bulan dihitung sejak hari
keguguran kandungannya. Cuti ini hanya dapat diperpanjang selama 3 bulan
dengan pertimbangan kesehatan atas keterangan dokter. Selama menjalani cuti
hamil/gugur kandungan sampai anak ketiga karyawan mendapat upah,
sedangkan cuti untuk anak keempat dan seterusnya, tidak dibayar upahnya dan
dinyatakan sebagai cuti diluar tanggungan perusahaan.
2.6.4.3.3 Cuti Istimewa
Perusahaan akan memberikan cuti istimewa kepada karyawan dengan dibayar
upahnya apabila :
1. Karyawan sendiri menikah, selama 3 hari
2. Karyawan menikahkan anaknya, selama 2 hari
3. Istri karyawan melahirkan/gugur kandungan, selama 2 hari
4. Kematian istri/suami/anak/orang tua/mertua karyawan, selama 3 hari
5. Karyawan mengkhitankan/membaptiskan anaknya, selama 2 hari
2.6.4.3.4 Cuti Bersama
Pelaksanaan cuti bersama diperhitungkan dengan cuti tahunan dan
pelaksanaannya disesuaikan dengan kebutuhan dan kepentingan perusahaan. Bila
dipandang perlu perusahaan akan menetapkan cuti tahunan bersama kepada
semua karyawan pada waktu-waktu tertentu yaitu :
1. Setiap menjelang dan sesudah Hari Raya Idul Fitri
2. Sesudah Hari Raya Natal/Tahun Baru
2.7 Sarana Penunjang Produksi2.7.1 Tenaga Listrik
Sumber tenaga listrik di PT Tastex diperoleh dari PLN (Perusahaan Listrik Negara)
dengan daya 1200 kVa yang digunakan untuk menggerakan mesin-mesin produksi
maupun untuk fasilitas umum seperti penerangan. Tenaga listrik cadangan
digunakan generator/mesin diesel dengan bahan bakar solar. Generator ini digunak-
40
akan apabila sewaktu-waktu listrik dari PLN padam, sehingga produksi masih dapat
berjalan. Generator yang tersedia ada 1 unit mesin dengan daya 325 kVa.
Diesel
Merek : MWM
Buatan/Tahun : Jerman/2000
2.7.2 Tenaga Uap2.7.2.1 BoilerSumber tenaga uap yang digunakan berasal dari steam/boiler uap dengan bahan
bakar batu bara. Uap ini digunakan untuk memenuhi kebutuhan mesin-mesin yang
ada di produksi pencelupan dan sizing. Terdapat dua boiler di PT.Tastex boiler
utama dan boiler tambahan/cadangan yang digunakan bila diperlukan.
Boiler Utama
Merek : Sho ming shu
Buatan/Tahun : China/1997
Kapasitas : 6 ton
Boiler Residu
Merek : Aerosiatif
Buatan/Tahun : Jerman/1997
Kapasitas : 8 ton
2.7.2.2 Compressor
Compressor adalah suatu alat yang dapat menghasilkan udara bertekanan, oleh
karena itu termasuk pada sarana penunjang produksi karena tekanan ini digunakan
untuk menghisap dan membersihkan mesin dari kotoran-kotoran, debu dan fly
waste. Compressor yang dimiliki yaitu merek Atlas Copco buatan Italy dengan
kapasitas angin delapan bar digunakan untuk operasional mesin-mesin tenun.
sebagian besar udara disalurkan untuk mesin air jet loom karena mesin tersebut
merupakan mesin yang mengkonsumsi udara paling banyak.
2.7.3 Pengolahan Air Proses dan Limbah2.7.3.1 Pengolahan Air Proses
Pengolahan air bersih yang dilakukan di PT Tastex dilakukan dalam proses yang
disebut Water Treatment. Air proses di PT.Tastex berasal dari dua buah sumur bor
dengan kedalaman 95 m. Air proses ini digunakan untuk kebutuhan ketel uap
(boiler), Pencelupan, Penganjian dan kebutuhan non produksi. Untuk keperluan

41
boiler air dari sumur dalam/deep well ditampung dalam bak penampungan dan
setelah itu diproses terlebih dahulu untuk meminimasi kotoran yang dapat
mengganggu peralatan boiler dan proses produksi, setelah ditampung dalam bak
penampunngan, air tersebut langsung digunakan sesuai kebutuhan. Untuk lebih
jelasnya alur proses dari pengolahan air terdapat pada gambar dibawah ini.
Sumber: Bagian Utilitas PT Tastex
Gambar 2.13 Proses Pengolahan Air
2.7.3.2 Pengolahan Air Limbah
Limbah cair di PT Tastex sebagian besar dihasilkan oleh proses dyeing.
Pengolahan ini ditujukan untuk mengolah air bekas proses produksi agar air
tersebut siap untuk dibuang dan tidak mengganggu lingkungan hidup disekitar
lingkungan pabrik, pengolahan air limbah dilakukan secara biologi yaitu dengan
penambahan kadar oksigen (aerasi). pengolahan secara fisika yaitu dengan
penyaringan dan pengendapan, sedangkan pengolahan kimia dilakukan dengan
cara netralisasi dan koagulasi. Gambar 2.14 pada halaman 42 merupakan alur
proses pengolahan air limbah. Penjelasan alur proses Gambar 2.14 sebagai berikut
- Limbah dari pencelupan dialirkan melalui parit menuju bak equalisasi
- Equalisasi bertujuan untuk memisahkan padatan serta menurunkan Ph
- Setelah equalisasi kemudian menuju radiasi yang bertujuan untuk
menurunkan suhu air limbah
- Kemudian masuk ke tahap mixing yaitu proses penambahan obat kimia
Bak Penampungan
Non-Produksi
Boiler,Pencelupan,Penganjian
Pompa
sumur
Penampungan Utama
BakPenampungan
Cadangan
Mess
Water treatment

42
Polimer + pencair untuk menetralkan air limbah
- Sedimentasi adalah proses pengendapan atau pemisahan cairan dengan
lumpur. Untuk memaksimalkan pengendapan dilakukan dua sedimentasi
- Filtrasi merupakan tahap terakhir yaitu berfungsi menyaring
2.7.4 Laboratorium
Laboratorium merupakan tempat untuk mengontrol mutu bahan dalam proses,
dimana dilakukan pengujian-pengujian terhadap produk, baik sebelum maupun
sesudah proses. PT Tastex tidak memiliki laboratorium untuk melakukan pengujian,
sehingga dalam melakukan pengontrolan mutu kain handuk dilakukan secara
formalitas tidak ada pengujian secara mendalam. Jika terdapat konstruksi baru
maka dilakukan analisa konstruksi kain handuk secara sederhana.
2.7.5 Pergudangan
Pergudangan menjadi salah-satu sarana yang penting terutama dalam
penyimpanan, pemeriksaan, penyediaan bahan baku dan suku cadang mesin. Di
PT.Tastex pergudangan yang dimiliki antara lain :
1. Gudang bahan baku yaitu berfungsi untuk penyimpanan bahan baku produksi
seperti benang Cotton Ne1 10, Ne1 20/2, Ne1 16, Ne1 30/2, Polyester Ne1 20,
Polyester Ne1 20/2, Polyester Cotton Ne1 20/2. Tempat penyimpanan benang
sudah diatur supaya memudahkan proses produksi, di PT Tastex, penyimpanan
bahan baku benang tidak hanya berada di dalam gudang akan tetapi sampai
menyebar tidak tersusun rapih ke area produksi lainnya seperti ruang produksi
warping, winding. Hal ini dapat mengganggu proses produksi mesin lainnya.
Equalisasi Radiasi Equalisasi Mixing
Filtrasi
Penampung Sedimentasi 2 Sedimentasi 1
Pembuangansungai
Sumber: Bagian Utilitas PT TastexGambar 2.14 Pengolahan Air Limbah
43
2. Gudang kimia berisi bahan-bahan yang akan digunakan untuk proses
penganjian, pencelupan benang maupun proses finishing
3. Gudang barang jadi yaitu berfungsi untuk menyimpan handuk (hasil produksi)
sebelum selanjutnya dipasarkan atau dikirim ke pemesan
4. Gudang suku cadang yaitu berfungsi untuk menyimpan suku cadang (spare
part) mesin-mesin produksi, mesin-mesin penunjang produksi serta pelumas
mesin. Pada keadaan lapangan di PT Tastex, ketersediaan spare part yang
terbatas mengakibatkan beberapa mesin berhenti produksi sementara dan
mengganggu jalannya produksi. Penggunaan spare part dengan kualitas rendah
mengganggu kelancaran produksi karena usia pakai spare part rendah
dibandingkan dengan spare part orisinil yang memiliki usia pakai lebih lama dan
lebih terjamin kualitasnya[4].




















