
UMI - OhioLINK ETD
270
INFORMATION TO USERS This manuscript has been reproduced from the microfilm master. UMI films the text directly from the original or copy submitted. Thus, some thesis and dissertation copies are in typewriter face, while others may be from any type of computer printer. The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleedthrough. substandard margins, and improper alignment can adversely affect reproduction. In the unlikely event that the author did not send UMI a complete manuscript arxf there are missing pages, these will be noted. Also. If unauthorized copyright material had to be removed, a note will indicate the deletion. Oversize materials (e.g.. maps, drawings, charts) are reproduced by sectioning the original, beginning at the upper left-hand comer and continuing from left to right in equal sections with small overlaps. Photographs included in the original manuscript have been reproduced xerographically in this copy. Higher quality 6” x 9” black and white photographic prints are available for any photographs or illustrations appearing in this copy for an additional charge. Contact UMI directly to order. Bell & Howell Information and Learning 300 North Zeeb Road. Ann Arbor. Ml 48106-1346 USA UKU 800-521-0600
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of UMI - OhioLINK ETD
INFORMATION TO USERS
This manuscript has been reproduced from the microfilm master. UMI films the text directly from the original or copy submitted. Thus, some thesis and dissertation copies are in typewriter face, while others may be from any type of computer printer.
The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleedthrough. substandard margins, and improper alignment can adversely affect reproduction.
In the unlikely event that the author did not send UMI a complete manuscript arxf there are missing pages, these will be noted. Also. If unauthorized copyright material had to be removed, a note will indicate the deletion.
Oversize materials (e.g.. maps, drawings, charts) are reproduced by sectioning the original, beginning at the upper left-hand comer and continuing from left to right in equal sections with small overlaps.
Photographs included in the original manuscript have been reproduced xerographically in this copy. Higher quality 6” x 9” black and white photographic prints are available for any photographs or illustrations appearing in this copy for an additional charge. Contact UMI directly to order.
Bell & Howell Information and Learning 300 North Zeeb Road. Ann Arbor. Ml 48106-1346 USA
U K U800-521-0600
PRODUCT, TOOL, AND PROCESS DESIGN METHODOLOGY FOR
DEEP DRAWING AND STAMPING OF SHEET METAL PARTS
DISSERTATION
Presented in Partial Fulfillment of the Requirements
for the Degree Doctor of Philosophy in the
Graduate School of The Ohio State University
ByWilliam J. Thomas, M.S.
* * * * *
Department of Mechanical Engineering
The Ohio State University
October, 1999
Approved byDissertation Committee:
Professor Taylan Altan, Adviser ^ ______
Professor Gary KinzelAdviser
Professor Jerald BrevickDepartment of Mechanical Engineering
UMI Number 9951736
Copyright 1999 by Thomas. William James
All rights reserved.
UMIUMI Microform9951736
Copyright 2000 by Bell & Howell Information and Leaming Company. All rights reserved. This microform edition is protected against
unauthorized copying under Title 17, United States Code.
Bell & Howell Information and Leaming Company 300 North Zeeb Road
P.O. 80x1346 Ann Arbor, Ml 48106-1346

Copyright by
William James Thomas
October, 1999

"But neither politics nor ethics nor philosophy [nor science J is an end in itself, neither in
life nor in literature. Only Man is an end in himself "
- Ayn Rand, The Goal o f My Writing, Lewis and Clark College, October I, 1963
ABSTRACT
More powerful sheet metal forming design tools are needed to help engineers design
better products and processes, to reduce lead times and costs, and to increase product
performance and accuracy. With these issues in mind, the objectives of this dissertation
are:
• To develop a part and process design methodology for the deep drawing and
stamping of sheet metal parts.
• To generate computerized tools to aid engineers on the use of this proposed
design methodology.
The scope of this dissertation consists of:
• Sheet metal parts ranging from cylindrical shells to complex automotive body
panels.
• Materials ranging from drawing quality steel, high strength steel, dent resistant
steel, and aluminum alloys (2000, 3000, 5000, and 6000 series).
The major research contributions and technologies that are associated with this
dissertation are:
• A mathematical model and computer software that allows engineers to calculate
forming forces, forraability limits, required tool geometry, and optimal process
conditions (BHF profiles) for simple part geometries such as round cups,
rectangular pans, U-channels, hemispherical shells, and asymmetric panels.
• A module for commercial finite element method (FEM) programs that
implements a feedback loop into the calculations (adaptive simulation) in order to
i i i
determine optimal process conditions (BHF profiles) for general complex
geometries.
• Computerized tools that provide engineers with the effect o f process parameters
on part quality (sensitivity data) for various simple laboratory tool geometries
using laboratory experiments and computer simulations.
The prediction of optimal process parameters will focus primarily on determining the
optimum time and spatial variation of the blank holder force (BHF) given a particular
geometry. It has been proven in laboratories that drawability can be improved by
changing the blank holder force during the stroke of the press (i.e. during deformation).
Also, it has been observed that part quality can be enhanced by m o d i^ n g the distribution
of blank holder pressure (BHP) around the periphery of the blank. Thus, the question
becomes given a certain geometry what is the optimum spatial distribution and time
variation of the BHF? It is the goal of this work to contribute towards answering this
question.
IV

For my wife and newborn son
Laura and Ethan
oo oo oo oo oo
Vous êtes en mon coeur...
ACKNOWLEDGMENTS
I would like to thank the following people for taking the time to mentor and tutor me.
Their insight, wisdom, support, and friendship were indispensable.
• Prof. Taylan Altan, Director, ERC/NSM
• Leonard Delac, Vice President, MTD Products
I would also like to show my appreciation to the following coworkers for their expertise
and advice.
• Hsien Chih Wu
• Suwat Jirathearanat
• Alex Shr
• Serhat Kaya
• Matt Jolliff
• Collis Wagner
Prof. Gary Kinzel
Dr. Nuri Akgerman
Dr. Mustafa Ahmetoglu
David Osborn
Adam Grosz
Tolga Uludag
Mahmoud Shatla
Carmen Crowley
Toshi Oenoki
Leonid Shulkin
Xin Jun Li
Mark Diller
Paul Schauer
Peter Riegler
Further, I would like to thank the following governmental agencies, industrial companies,
and colleagues for their generous tlnancial and in-kind support.
• Engineering Research Center for Net Shape Manufacturing
• National Science Foundation
• National Institute of Science and Technology
• Auto Body Consortium (Emie Vahala)
• Joint Venture Members o f the Near Zero Stamping Project
VI
• Sekely Industries (Chris Burbick)
• Century Aluminum Company (Paul Smith)
• Battelle Memorial Institute (Rich Tenaglia)
• Modem Tool and Die Company (Len Delac)
• Eaton Corporation - Clutch Division (Steve Lepard)
• Dickey Manufacturing (Walt Quandt)
• Autodie International (Craig Wieberdink)
• Engineering Systems International (Olivier Morisot, Laurent Taupin)
• Forming Technologies Incorporated (Stephen Fysh)
I would like to send my love to my parents, Fred and Sun Ye, my brother Bob and my
sister Lyn. God bless you all.
In closing, I would acknowledge the support of everyone who contributed to this work
and were not listed here. To the unnamed — Cheers!
V ll
VITA
October 17, 1971............................................Bom - Stuttgart, Germany.
U.S. Army Base Camp.
1990 - 1995................................................... Cooperative Student.
Modem Tool & Die. - Cleveland, Ohio.
1995................................................................ B.S. Mechanical Engineering.
Kettering University - Hint, Michigan.
(Formerly GM3/EMI)
1997.................................. ........................... M.S. Mechanical Engineering.
The Ohio State University - Columbus, Ohio
1995 - Present............................................... Full Time Staff Engineer.
Engr. Research Center for Net Shape Mfg.
The Ohio State University - Columbus, Ohio
PUBLICATIONS
Thomas, W., Ahmetoglu, M., Altan, T. Sheet Metal Forming: Fundamentals and Applications - a Practical Handbook. Society of Manufacturing Engineers. To be Published.
V lll
Thomas, W., Altan, T. Part and Process Design Methodology for Deep Drawing and Stamping of Sheet Metals. PhJD. Dissertation. The Ohio State University. Columbus, Ohio. To be Published.
Thomas, W., Altan, T. Forming of Aluminum Sheet. Chapter 2 of the “Handbook of Aluminum.” Marcel Dekker. To be Published.
Thomas, W., Altan, T. Regular R&D Update Column of the Stamping Journal. Fabricators and Manufacturers Association International.
Thomas, W., Vazquez, V., Koc, M., Altan, T. (1999) Simulation o f Metal Forming Processes - Applications and Fumre Trends. Proceedings of the 6 th International Conference on Technology of Plasticity. September 19-23. Nuremberg, Germany.
Thomas, W., Johnson, G., Altan, T. (1999) Improving the Formability of Aluminum Alloy 3003-H14 With Computer Simulation. Keynote Paper. Proceedings of the 6 th International Conference on Technology of Plasticity. September 19-23. Nuremberg, Germany.
Thomas, W., Oenoki, T., Altan, T. (1999) Process Simulation In Stamping - Recent Applications for Product and Process Design. Special Issue of the Journal of Materials Processing Technology. Highlights of the 3rd Int’l Conference on Sheet Metal Forming Technology. Columbus, OH. October 3-5, 1998. Elsevier.
Thomas, W., Oenoki, T., Altan, T. (1999) Implementing FEM Simulation into the Concept to Product Process. 1999 SAE International Congress. 12th Session on Sheet Metal Stamping (jointly sponsored by NADDRG). March 1-4. Detroit, MI. No. 99M-176.
Thomas, W., Oenoki, T., Altan, T. (1998) Process Simulation In Stamping - Recent Applications for Product and Process Design. Proceedings of the 3rd Int’l Conference on Sheet Metal Forming Technology. Columbus, OH. October 3-5, 1998. Fabricators and Manufacturers Association International.
Thomas, W. Altan, T. (1998) Application of Computer Modeling in Part, Die, and Process Design for Manufacturing of Automotive Stampings. Steel Research. Vol. 69. No. 4, 5. Verein Deutscher Eisenhuttenleute. Max-Plank Institute.
Thomas, W. Altan, T. (1998) Applying Computer Simulation to Automotive Part Stamping. The Fabricator. February, 1998. Fabricators and Manufacturers Association International.
Diller, M., Thomas, W., Ahmetoglu, M., Akgerman, N., Altan, T. (1997) Applications of Computer Simulations for Part and Process Design for Automotive Stampings. SAE International Congress. Feb. 24-27, 1997. No. 970985.
Thomas, W., Kinzel, G. Altan, T. (1997) Improving The Deep Drawability Of 2008-T4 Aluminum and 1008 AKDQ EG Steel Sheet With Location Variable Blank Holder Force Control. M.S. Thesis. The Ohio State University. Columbus, OH.
IX
Thomas, W., Erevelles, W. Sullivan, L. (1995) Implementation and Automation of a Composite Extrusion System. B.S. Thesis. Kettering University(Formerly GMEEMD. Hint, ML
FIELDS OF STUDY
Major Field: Mechanical Engineering
Minor Fields: Sheet Metal Forming, Manufacturing, Machine Design
TABLE OF CONTENTS
Page
ABSTRACT................................................................................................................................iü
ACKNOWLEDGMENTS..........................................................................................................viVITA.........................................................................................................................................vüi
TABLE OF CONTENTS.......................................................................................................... xiLIST OF FIGURES................................................................................................................... xv
LIST OF TABLES..................................................................................................................xxii
NOMENCLATURE...............................................................................................................xxivPREFACE........................................................................ l
CHAPTER I: INTRODUCTION AND PROBLEM STATEMENT....................................4
LI Introduction...................................................................................................................... 4
LIT Classification of Sheet Metal Forming Processes................................................ 4
I. L.2 Sheet Metal Forming as a System.......................................................................... 6
1.2 Problem Statement...........................................................................................................7
1 .3 Dissertation Organization................................................................................................ 8
CHAPTER H: FUNDAMENTALS OF DEEP DRAWING AND STAMPING................ 9
2 .1 Deep Drawing - Process and Technology..................................................................... 9
2.1.1 Drawability of Round Cups....................................................................................102 .1 .2 Effect of Strain Hardening.....................................................................................1 1
2.1.3 Effect of Anisotropy............................................................................................... 12
2.1.4 Product Quality........................................................................................................ 152.1.5 Deep Drawing of Complex Geometries............................................................... 15
2 . 2 Stamping - Process and Technology............................................................................ 172.2.1 Product Quality........................................................................................................ 18
2.2.2 Effect of Material Properties..................................................................................18
XI
2.2.3 Automotive Body Stamping................................................................................. 20
2.3 Blank Holder Force.......................................................................................................23
2.3.1 Issues with Blank Holders.....................................................................................25
2.3.2 Blank Holder Design.................................................................................. 26
2.3.3 Blank Holder Force Control................................................................................. 332.3.4 Closed-Loop BHF Control....................................................................................38
2.3.4.1 Round Cups - Experimental Optimal BHF Profiles.................................. 38
2.3.4.2 Round Cups - Computer Simulation of Optimal BHF Profiles............... 41
2.3.4.3 Round Cups - Analytical Prediction of Optimal BHF Profiles................ 43
2.3.4.4 Non-Round Parts- Experimental Optimal BHF Profiles............................44
2.3.4.5 Non-Round Parts- Computer Simulation of Optimal BHF Profiles 47
2.4 Analysis Techniques.................................................................................................... 48
2.4.1 Mathematical Modeling........................................................................................48
2.4.1. 1 Round Cup Deep Drawing............................................................................ 48
2.4.1.2 Deep Drawing of Rectangular Pans.............................................................50
2.4.2 Computer Simulation............................................................................................ 52
2.4.3 Failure Prediction...................................................................................................56
2.5 Issues with Forming Aluminum Alloys......................................................................61
2.5.1 Product Design Considerations.............................................................................61
2.5.2 Die and Process Design Considerations.............................................................. 62
2.5.3 Material Considerations........................................................................................ 65
CHAPTER ni: RESEARCH PLAN...................................................................................... 70
3.1 Rationale for the Proposed Research.......................................................................... 70
3.2 Research Objectives...................................................................................................... 73
3.3 Research Approach....................................................................................................... 74
3.4 Research P lan.................................................................................................................75
Phase 1: Conduct Literature Review................................................................. 75
Phase 2: Build New Laboratory Tooling....................................................................... 75
Phase 3: Develop Analytical Models to Predict Optimal BHF Profiles for Simple Geometries..........................................................................................................................76
XU
Phase 4: Develop a Module for a Commercial FEM Code to Predict Optimal BHF Profiles for Complex Geometries (Adaptive Simulation)............................................ 76
Phase 5: Conduct Experiments and Validate Models..................................................77
Phase 6 : Develop Sheet Forming Design Methodology............................................. 79
Phase 7: Deliver Research Results................................................................................ 80
CHAPTER IV: ANALYTICAL AND NUMERICAL MODELING OF DEEP DRAWING AND STAMPING.............................................................................................. 85
4 . 1 Deep Drawing of Basic Geometries — Predicting Optimal BHF Profiles...............85
4.1.1 Conceptual Approach............................................................................................85
4.1.2 Round Cup Deep Drawing - Analytical Derivations.......................................... 8 6
4 .1.3 Rectangular Pan Deep Drawing — Adaptation of Equations.............................92
4.1.4 Computerization.................................................................................................... 93
4.1.5 Validation of Analytical Model............................................................................93
4 .1 . 6 Fracture Prediction................................................................................................ 96
4 .1.7 Correlation of LDR and r ................................................................................... 98
4.2 Stamping of Complex Geometries — Predicting Optimal BHF Profiles with Adaptive Simulation........................................................................................................... 103
4.2.1 Elasticity of the Blank Holder............................................................................ 104
4.2.2 Robustness of the Control Algorithm.................................................................105
4.2.3 Wrinkling Based Adaptive Simulation..............................................................107
4.2.4 Stress Based Adaptive Simulation....................................................................110
4.2.5 Strain Based Adaptive Simulation....................................................................113
4.2.6 Force Based Adaptive Simulation.....................................................................115CHAPTER V: EXPERIMENTAL INVESTIGATION OF DEEP DRAWING AND STAMPING............................................................................................................................ 119
5 .1 Round Cup Deep Drawing......................................................................................... 119
5.2 Rectangular Pan Deep Drawing.................................................................................124
5.3 Asymmetric Panel Stamping...................................................................................... 129CHAPTER VI: PART, DIE, AND PROCESS DESIGN METHODOLOGY FOR DEEP DRAWING AND STAMPING.............................................................................................142
6 .1 Near Zero Stamping................................................................................................... 1426.1.1 The Concept to Production Process................................................................... 143
xui
6 .1.2 Final Deliverables to NZS.................................................................................. L45
6 . 1.3 Reports, Case Studies, Databases, Modules, and Software............................. 149
6.2 Industrial Case Studies..............................................................................................150
6.2.1 Deck Lid Soft Tool Tryouts - Case Study......................................................... 150
6.2.2 Fender Outer Hard Die Tryouts - Case Study...................................................155
CHAPTER VÜ: CONCLUSIONS AND FUTURE WORK............................................. 1657.1 Summary..................................................................................................................... 1657.2 Research Results........................................................................................................ 166
7.3 Conclusions................................................................................................................. 1677.4 Future W ork................................................................................................................ 167
REFERENCES........................................................................................................................169
APPENDIX A: REFERENCE EQUATIONS FOR DEEP DRAWING.........................183
A.l Round Cup Deep Drawing......................................................................... 183
A.2 Rectangular Pan Deep Drawing............................................................................... 185
A.3 Elasticity Equations for Cylinder/Blank Holder Contact.......................................186
APPENDIX B: INSTRUCTIONS FOR SHEET FORMING DESIGN SYSTEM 188
APPENDIX C: INSTRUCTIONS FOR COMPILING ROUTINES INTO THE FEM CODE PAM-STAMP.............................................................................................................193
APPENDIX D: INSTRUCTIONS FOR WRINKLING BASED ADAPTIVE SIMULATION............................................................................................................ 203
APPENDIX E
APPENDIX F
APPENDIX G
APPENDIX H
INSTRUCTIONS FOR STRESS BASED ADAPTIVE SIMULATION 212
INSTRUCTIONS FOR STRAIN BASED ADAPTIVE SIMULATION.......................................................................................................................225INSTRUCTIONS FOR FORCE BASED ADAPTIVE SIMULATION
.......................................................................................................................233DELIVERABLES FOR THE NEAR ZERO STAMPING PROJECT......
....................................................... 240
XIV
LIST OF FIGURES
Page
Figure L I: Air bending (LivatyalL 1998).............................................................................. 5Figure 1.2: Stretch forming (Crowley, 1998).........................................................................5
Figure 1.3: Classical deep drawing.........................................................................................5Figure 1.4: Sheet forming as a system ....................................................................................6
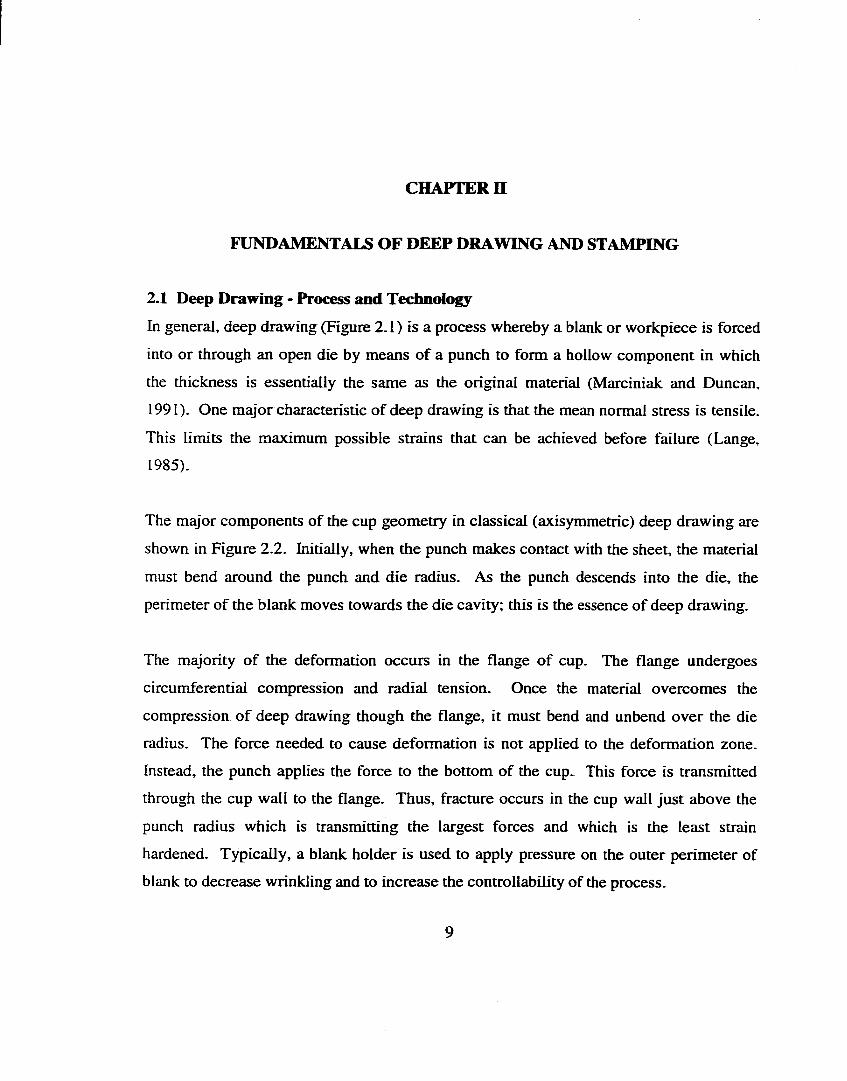
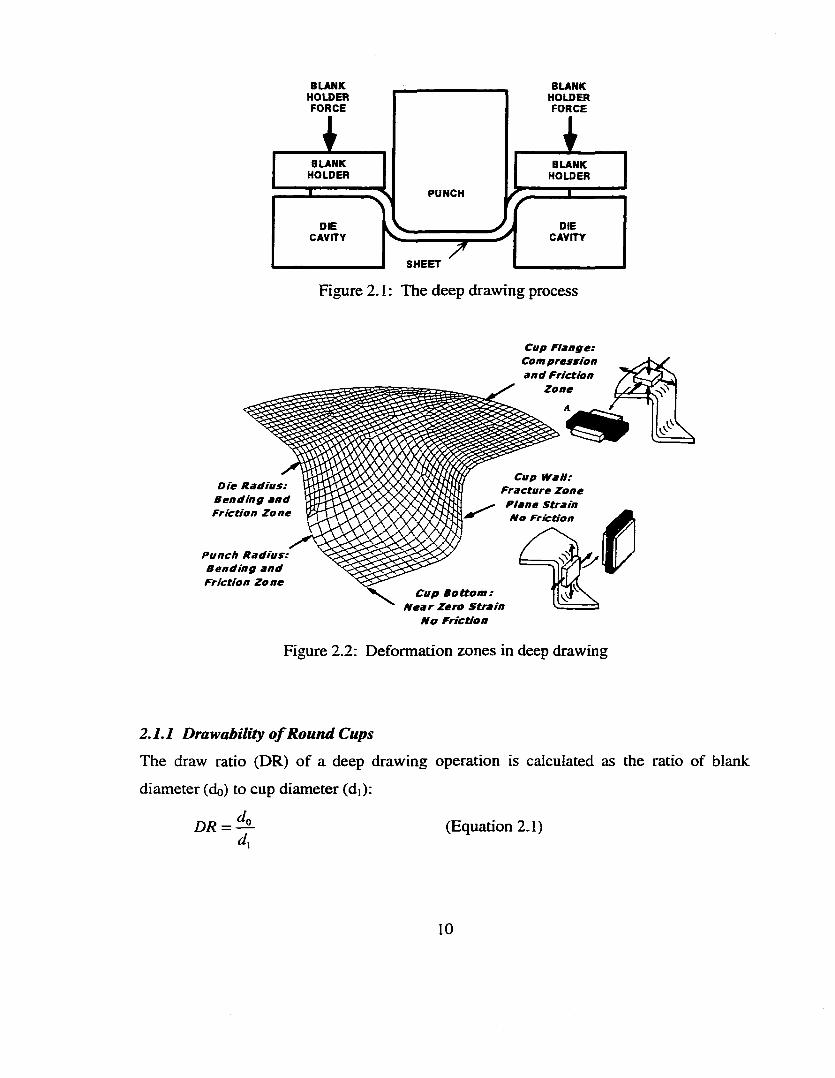
Figure 2.1: The deep drawing process..................................................................................10
Figure 2.2: Deformation zones in deep drawing..................................................................1 0
Figure 2.3: The r-values in a sheet material (Crowley, 1998)............................................ 14Figure 2.4: Earing in deep drawing (Hosford and Caddell, 1993).....................................14
Figure 2.5: Yield surface as a function of r -value (Hosford and Caddell, 1993).............14
Figure 2.6: Rectangular pan deep drawing (Hobbs, 1974).................................................. 16
Figure 2.7: Drawbead cross section (Hosford and Caddell, 1993)..................................... 17
Figure 2.8: Schematic of a stamping process (Diller, 1997)...............................................17Figure 2.9: Stretch-draw process with pad action (Crowley, 1998).................................... 19
Figure 2.10: Effect of strain versus springbuck (Yoshida, 1987)........................................20
Figure 2.11: Effect of strain versus dent resistance (Vreede, 1996).................................. 20
Figure 2.12: Outer automotive body panels (Diller, 1997).................................................21
Figure 2.13: Various press and die configurations (Shulkin, 1998)...................................21
Figure 2.14: Wrinkling in experimental and simulated round cups (ERC/NSM labs).... 24
Figure 2.15: Fracture in experimental round cups (ERC/NSM labs)................................. 24
Figure 2.16: Drawability chart............................................................................................... 25
Figure 2.17: Load/stroke curve with high speed blank holder impact (Teledyne, 1993) 26Figure 2.18: Using drawbeads and blank holder simultaneously........................................ 28Figure 2.19: Types of binder surfaces (Doege, 1995).......................................................... 28
Figure 2.20: BHP distribution for a 25.4 mm (1”) thick blank holder.............................. 31
XV
Figure 2.21 : Segmented blank holder (Siegert^ 1995)........................................................ 31
Figure 2.22: One piece blank holder optimized for BHF control (Siegert, 1998).............31
Figure 2.23: Pressure pattern caused by deep drawing with a nitrogen or hydrauliccylinder (Shulkin, 1998)..................................................................................................32
Figure 2.24: Coupling factor..................................................................................................32
Figure 2.25: Reduction of draw ratio during the deep drawing process........................... 33
Figure 2.26: Predicted pressure concentrations on a rectangular pan due to materialthickening..................................................................................................................... 34
Figure 2.27: Blank holder force control using hydraulic cylinders in a rectangular pan tooling (ERC/NSM equipment)..................................................................................... 34
Figure 2.28: Four point blank holder force control system (Siegert, 1991 )...................... 34
Figure 2.29: Time variable BHF control strategies..............................................................36Figure 2.30: Location variable BHF control strategies (Doege, 1995)..............................37
Figure 2.31 : Pulsating BHF control strategies..................................................................... 37Figure 2.32: Passive blank holder force control system (ERC/NSM equipment, Shulkin,
1996).................................................................................................................................. 38
Figure 2.33: Measured BHF profile with closed-loop control based on wrinkling limit strategy — round cup deep drawing (Kergen, 1992).....................................................40
Figure 2.34: Measured BHF profile with closed-loop control based on fracture limitstrategy — round cup deep drawing (Kergen, 1992)..................................................... 40
Figure 2.35: Various optimal BHF profiles (Shulkin, 1998)...............................................41
Figure 2.36: Predicted BHF profile obtained from closed-loop controlled simulationbased on wrinkling and critical strain (Cao and Boyce, 1994)...................................43
Figure 2.37: Measured BHF profile with closed-loop BHF system and friction forcefeedback (Lubricants: ZEPH p=0.13, ZE p=0.11, KTL p=0.075) (Siegert, 1996) .46
Figure 2.38: Simulation of a rectangular pan deep drawing with an elastic blank holder (Thomas, 1997)................................................. 47
Figure 2.39: Simulation of a VPF formed non-symmetric panel with an elastic blankholder (Shulkin, 1998)..................................................................................................... 47
Figure 2.40: Symbols used for round cup analysis............................................................. 50
Figure 2.41 : Stress calculation locations.............................................................................. 50Figure 2.42: Symbols used for rectangular pan analysis.................................................... 52
Figure 2.43: Optimal blank shape prediction for the cab comer outer panel usingFAST_FORM3D (one-step FEM from FIT Inc.)......................................................... 54
XVI
Figure 2.44: Improvement of strain distribution in the cab comer by optimizing the blank shape (Pam-Stamp from ESI Int’l - incremental simulation).....................................55
Figure 2.45: Prediction o f splitting and distortions in a door outer panel (Pam-Stampfrom ESI Int’l - incremental simulation)...................................................................... 55
Figure 2.46: Various sheet failures shown on a forming limit diagram (Hosford andCaddell, 1993)............................................................................................................... 59
Figure 2.47: Failure prediction in finite element simulation............................................ 60
Figure 2.48: Effect of strain path on the failure limit in biaxial strain space (Arrieux,1995)................................................................................................................................60
Figure 2.49: Effect of strain path on the failure limit in biaxial stress space (Arrieux,1995)................................................................................................................................60
Figure 2.50: Minimum bend radius to thickness ratio versus tensile reduction of area (Kalpakjian, 1991 ) .......................................................................................................... 63
Figure 2.51 : Cracking due to violation of minimum bend radius (Livatyali, 1997)......63
Figure 2.52: Alternative hem designs for aluminum (Livatyali, 1997)...........................63
Figure 2.53: Effect of material temperature and strain rate on flow stress......................6 6
Figure 2.54 Warm forming tooling (Hayashi, 1984).........................................................6 6
Figure 2.55: Computer simulation of the piercing process with experimental comparison (Taupin, 1996)................................................................................................................ 6 6
Figure 2.56: Various stretcher strain phenomena............................................................... 6 8
Figure 2.57: Stretcher strain marking window of occurrence...........................................69
Figure 2.58: Orange peel (Hosford, 1993).......................................................................... 69
Figure 3.1: 160 ton hydraulic Minster press with die cushion and rectangular tooling... 80
Figure 3.2: Round cup deep draw tooling........................................................................... 8 1
Figure 3.3: Rectangular tooling with hydraulic BHF control system and insertabledrawbeads .......................................................................................................................82
Figure 3.4: Rectangular pan (5" depth, 50 tons BHF, AKDQ steel)................................ 82
Figure 3.5: Various part geometries of the rectangular tooling........................................82
Figure 3.6: Minster press with rectangular tooling and hydraulic BHF control system.. 83
Figure 3.7: Asymmetric tooling with drawbeads, insertable emboss, adjustable stopblocks, and nitrogen pad................................................................................................ 83
Figure 3.8: Nitrogen pad to reduce panel distortion due to embossing............................ 83
Figure 3.9: Minster press with asymmetric tooling............................................................ 84
xvii
Figure 3.10: Asymmetric panel with oval emboss (AKDQ steel, 100 tons BHF)............84
Figure 3.11: Various emboss geometries o f the asymmetric tooling............ 84
Figure 4.1: Stress conditions in the cup flange and wall (Crowley, 1998)........................87
Figure 4.2: Siebel s radial drawing model to analyze flange deformation (Lange, 1985)87
Figure 4.3: Model for friction at the die radius (Lange, 1985)...........................................8 8
Figure 4.4: Bending model used by Siebel (Lange, 1985).................................................. 90
Figure 4.5: Bend angle and geometric parameters in deep drawing.................................. 90
Figure 4.6: Sample BHF profile as calculated by the sheet forming design system(aluminum 6111-T4, 0.040" thickness, 2.17 LDR) ..............................................94
Figure 4.7: Comparison o f analytical predictions with experimental data for round cup deep drawing o f aluminum 1100-0 (Ahmetoglu, 1996)..............................................95
Figure 4.8: Comparison of analytical predictions with experimental data for round cup deep drawing of high strength steel (Ahmetoglu, 1996)..............................................95
Figure 4.9: Comparison of analytical predictions with experimental data for rectangular pan deep drawing of 3003-H13 aluminum........................................ 96
Figure 4.10: Comparison of Hill's failure criterion with an FLD........................................99
Figure 4.11: Comparison of Crockroft and Lantham's failure criterion with an FL D 99
Figure 4.12: Comparison o f proposed failure criterion with an FLD ................. 100
Figure 4.13: Geometric conventions for Whiteley's analysis............................................ 102
Figure 4.14: Comparison of experimental measurements and analytical predictions of thecorrelation of r and LDR (experimental data from Whiteley, 1960)....................... 102
Figure 4.15: Feedback algorithm for calculating optimal time and location variable BHF profiles using conrunercial FEM software - adaptive simulation...............................103
Figure 4.16: Computer simulation model utilizing a segmented blank holder................105
Figure 4.17: Step input function and typical response used to tune control systems......107
Figure 4.18: Steady state oscillation from proportional controller used to tune control systems............................................................ 107
Figure 4.19: Optimal predicted BHF time profile for 6 ” round cup and 12” aluminum 6111-T4 blank based on binder gap/wrinkling criterion............................................ 109
Figure 4.20: Thinning plot for constant and time variable BHF for a 6 ” round cup and 13" aluminum 6111-T4 blank after a 5.25" draw........................................................ 109
Figure 4.21: Optimal time and location variable BHF profiles for a 5” by 12”by15”rectangular pan and a 22.7” by 24.8” aluminum blank (6.75” chamfer) with eightpoint control based on binder gap/wrinkling criterion................................................1 1 0
xvm
Figure 4.22: Optimal BHF profile for plane strain U-channel draw bending of a 1” wide aluminum 6111-T4 blank based on stress criterion................................................... 112
Figure 4.23: Optimal BHF time profile for a 6 ” round cup and 12” aluminum 6111-T4 blank based on stress criterion...................................................................................... 113
Figure 4.24: Optimal BHF profile for 6 ” round cup and 12” aluminum 6111-T4 blank based on thinning criterion........................................................................................... 114
Figure 4.25: Optimal BHF profile for 6 ” round cup deep drawing and 12” aluminum6 11-T4 blank based on force criterion........................................................................ 117
Figure 4.26: Thinning plots for constant and variable BHF via force control strategy for a 6 ” round cup and 13” aluminum 6111-T4 blank after a 5.25” draw........................ 117
Figure 4.27: Optimal BHF profile for a 5” by 12”by 15”rectangular pan and a 22.7” by 24.8” aluminum blank (6.75” chamfer) based on punch force feedback.................. 118
Figure 4.28: Thinning contour plot for a 5” by 12”by 15”rectangular pan and a 22.7” by 24.8” aluminum blank (6.75” chamfer) based on punch force feedback.................. 118
Figure 5.1: Dome cup tooling geometry (in millimeters)..................................................119
Figure 5.2: Results of tensile tests of aluminum 6111-T4, AKDQ, high strength, andbake hard steels............................................................................................................... 1 2 1
Figure 5.3: BHF time-profiles used for the dome cup study............................................. 122
Figure 5.4: Experimental effect of time variable BHF on engineering strain in an AKDQ steel dome cup................................................................................................................. 123
Figure 5.5: Simulated effect o f time variable BHF on true strain in an AKDQ steel dome cup................................................................................................................................... 123
Figure 5.6: Comparison of experimental and simulated load-stroke curves for an AKDQ steel dome cup................................................................................................................. 124
Figure 5.7: Blank shapes used in the rectangular pan study............................................. 126
Figure 5.8: Experimental BHF patterns for the rectangular pan studies.......................... 126
Figure 5.9: Effect of location variable BHF control on rectangular pan drawing.......... 127Figure 5.10: Simulated BHF patterns for the rectangular pan study (see Figure 5.8)... 128
Figure 5.11: Predicted and measured punch force comparisons for 2008-T4 aluminum rectangular pan ................................................................................................................ 128
Figure 5.12: Predicted and measured strain comparisons for AKDQ steel rectangular pan ...........................................................................................................................................129
Figure 5.13: Chamfered blank shape for the asymmetric panel (in millimeters).............132
Figure 5.14: Oval embossed asymmetric panel.................................................................. 134Figure 5.15: Rectangular embossed asymmetric panel................................................. 134
x i x
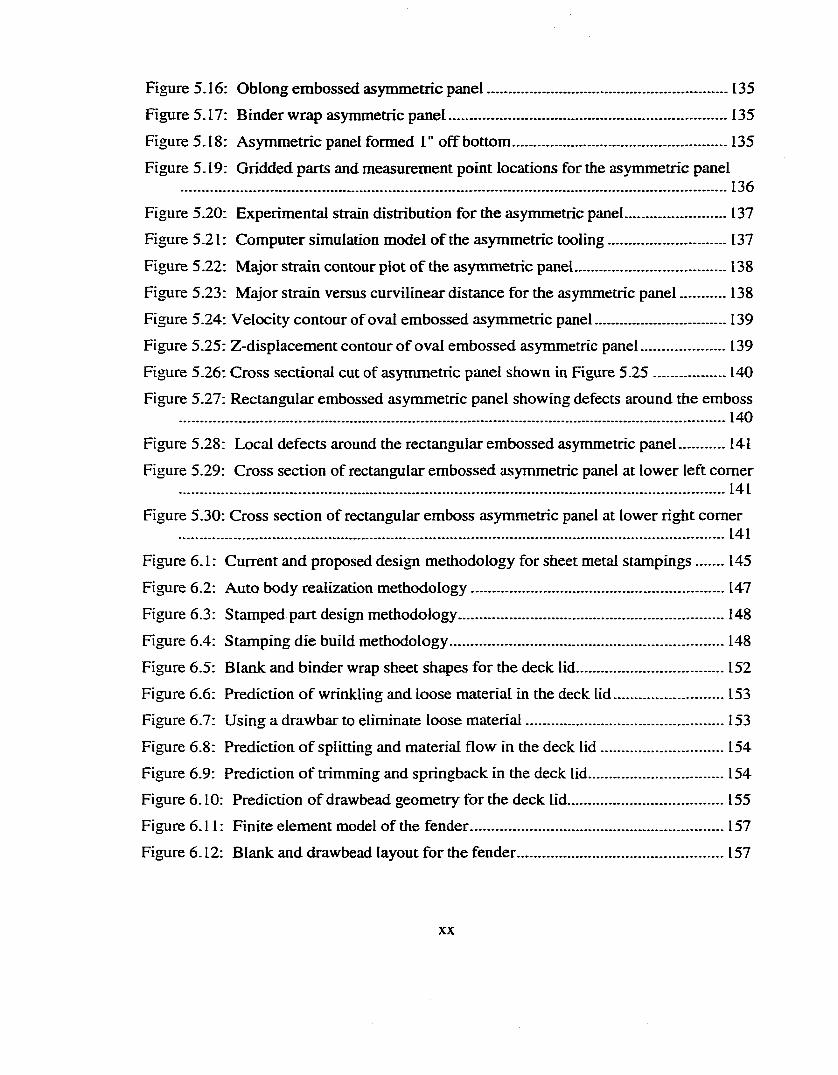
Figure 5.16: Oblong embossed asymmetric panel............................................................135
Figure 5.17: Binder wrap asymmetric panel.......................................................................135
Figure 5.18: Asymmetric panel formed I " off bottom.......................................................135
Figure 5.19: Gridded parts and measurement point locations for the asynunetric panel ............................................................................................................. .......................... 136
Figure 5.20: Experimental strain distribution for the asymmetric panel.......................... 137Figure 5.21 : Computer simulation model of the asymmetric tooling.............................. 137
Figure 5.22: Major strain contour plot of the asymmetric panel.......................................138
Figure 5.23: Major strain versus curvilinear distance for the asymmetric panel............ 138
Figure 5.24: Velocity contour of oval embossed asymmetric panel..................................139
Figure 5.25: Z-displacement contour of oval embossed asymmetric panel...................... 139
Figure 5.26: Cross sectional cut of asymmetric panel shown in Figure 5 .25...................140
Figure 5.27: Rectangular embossed asymmetric panel showing defects around the emboss ........................................................................................................................................ 140
Figure 5.28: Local defects around the rectangular embossed asymmetric panel............ 141
Figure 5.29: Cross section of rectangular embossed asymmetric panel at lower left comer ........................................................................................................................................ 141
Figure 5.30: Cross section of rectangular emboss asymmetric panel at lower right comer ........................................................................................................................................ 141
Figure 6 . 1 : Current and proposed design methodology for sheet metal stampings 145
Figure 6.2: Auto body realization methodology................................................................ 147
Figure 6.3: Stamped part design methodology................................................................... 148
Figure 6.4: Stamping die build methodology..................................................................... 148
Figure 6.5: Blank and binder wrap sheet shapes for the deck lid.................................. 152
Figure 6 .6 : Prediction o f wrinkling and loose material in the deck lid............................ 153Figure 6.7: Using a drawbar to eliminate loose material.................................................. 153
Figure 6 .8 : Prediction o f splitting and material flow in the deck lid ................................154
Figure 6.9: Prediction o f trimming and springback in the deck lid...................................154
Figure 6 .10: Prediction of drawbead geometry for the deck lid........................................155
Figure 6.11: Finite element model of the fender................................................................ 157
Figure 6.12: Blank and drawbead layout for the fender.....................................................157
XX
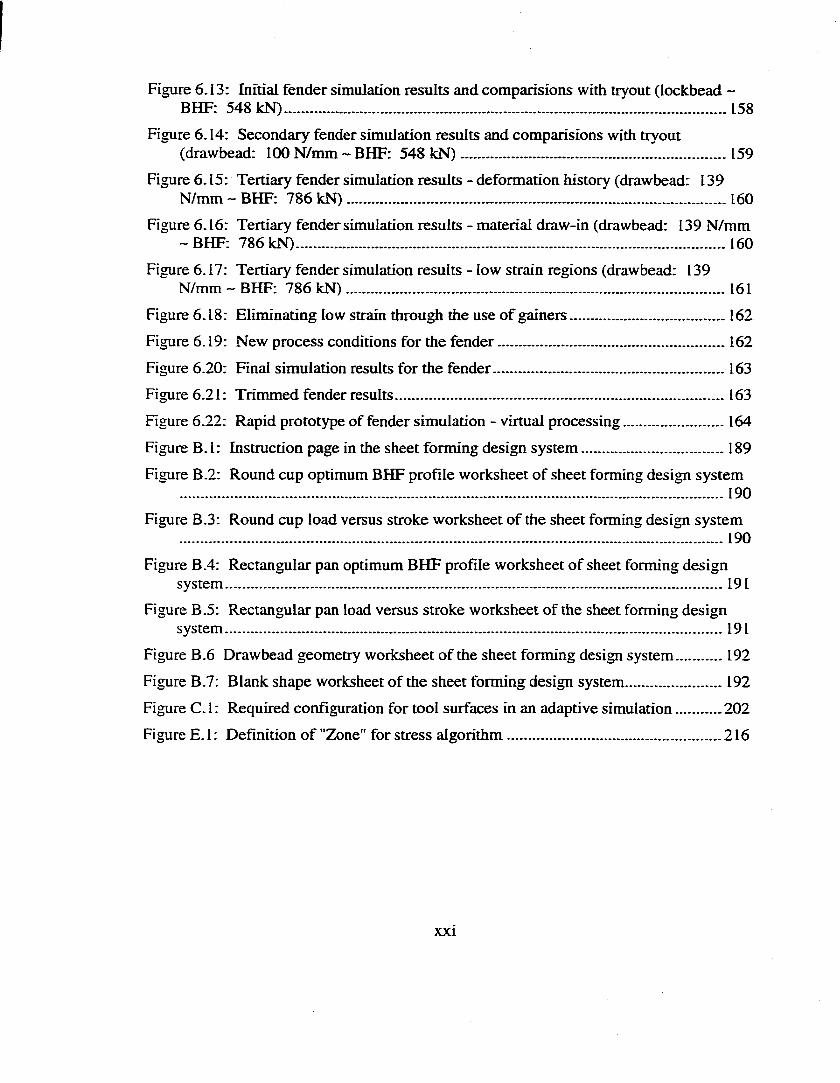
Figure 6.13: Initial fender simulation results and comparisions with tryout (iockbead - BHF: 548 kN).............................................................................................................. 158
Figure 6.14: Secondary fender simulation results and comparisions with tryout(drawbead: 100 N/mm ~ BHF: 548 kN )..................................................................159
Figure 6.15: Tertiary fender simulation results - deformation history (drawbead: 139 N/mm ~ BHF: 786 kN ).............................................................................................. 160
Figure 6.16: Tertiary fender simulation results - material draw-in (drawbead: 139 N/mm -B H F: 786 kN)........................................................................................................... 160
Figure 6.17: Tertiary fender simulation results - low strain regions (drawbead: 139N/mm - BHF: 786 kN ).............................................................................................. 161
Figure 6.18: Eliminating low strain through the use of gainers...................................... 162
Figure 6.19: New process conditions for the fender........................................................ 162
Figure 6.20: Final simulation results for the fender..........................................................163
Figure 6.21: Trimmed fender results.................................................................................. 163
Figure 6.22: Rapid prototype of fender simulation - virtual processing.......................... 164
Figure B.l: Instruction page in the sheet forming design system................................... 189
Figure B.2: Round cup optimum BHF profile worksheet of sheet forming design system ........................................................................................................................................190
Figure B.3: Round cup load versus stroke worksheet of the sheet forming design system ........................................................................................................................................190
Figure B.4: Rectangular pan optimum BHF profile worksheet of sheet forming design system............................................................................................................................ 191
Figure B.5: Rectangular pan load versus stroke worksheet of the sheet forming design system......................................................................................................................... 191
Figure B . 6 Drawbead geometry worksheet of the sheet forming design system...........192
Figure B.7: Blank shape worksheet of the sheet forming design system........................192
Figure C. 1 : Required configuration for tool surfaces in an adaptive simulation...........202
Figure E. 1 : Definition of "Zone" for stress algorithm..................................................... 216
XXI
LIST OF TABLES
Page
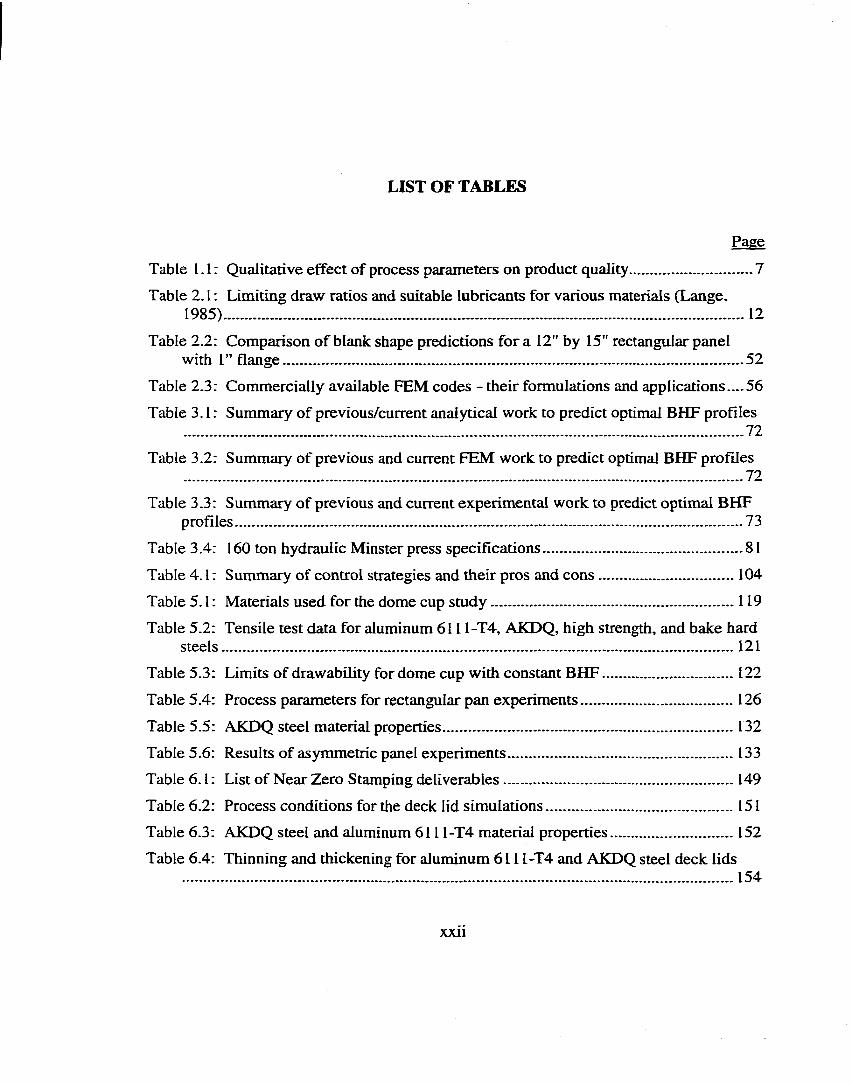
Table 1.1 : Qualitative effect of process parameters on product quality............................... 7
Table 2.1: Limiting draw ratios and suitable lubricants for various materials (Lange,1985)................................................................................................................................... 12
Table 2.2: Comparison of blank shape predictions fo ra 12" by 15" rectangular panelwith I” flange....................................................................................................................52
Table 2.3: Commercially available FEM codes - their formulations and applications.... 56
Table 3 .1 : Summary of previous/current analytical work to predict optimal BHF profiles .....................................................................................................................................72
Table 3.2: Summary of previous and current E^EM work to predict optimal BHF profiles........................................................... 72
Table 3.3: Summary of previous and current experimental work to predict optimal BHF profiles................................................................................................................................73
Table 3.4: 160 ton hydraulic Minster press specifications..................................................8 1
Table 4 . 1 : Summary of control strategies and their pros and cons...................................104
Table 5 .1 : Materials used for the dome cup study............................................................ 119
Table 5.2: Tensile test data for aluminum 6111-T4, AKDQ, high strength, and bake hard steels................................................................................................................................. 1 2 1
Table 5.3: Limits of drawability for dome cup with constant B H F..................................122
Table 5.4: Process parameters for rectangular pan experiments....................................... 126
Table 5.5: AKDQ steel material properties..........................................................................132
Table 5.6: Results of asymmetric panel experiments......................................................... 133
Table 6 . 1 : List of Near Zero Stamping deliverables...........................................................149
Table 6.2: Process conditions for the deck lid simulations.............................................. 15 1Table 6.3: AKDQ steel and aluminum 6111-T4 material properties................................152
Table 6.4: Thinning and thickening for aluminum 6111-T4 and AKDQ steel deck lids ...........................................................................................................................................154
XXII
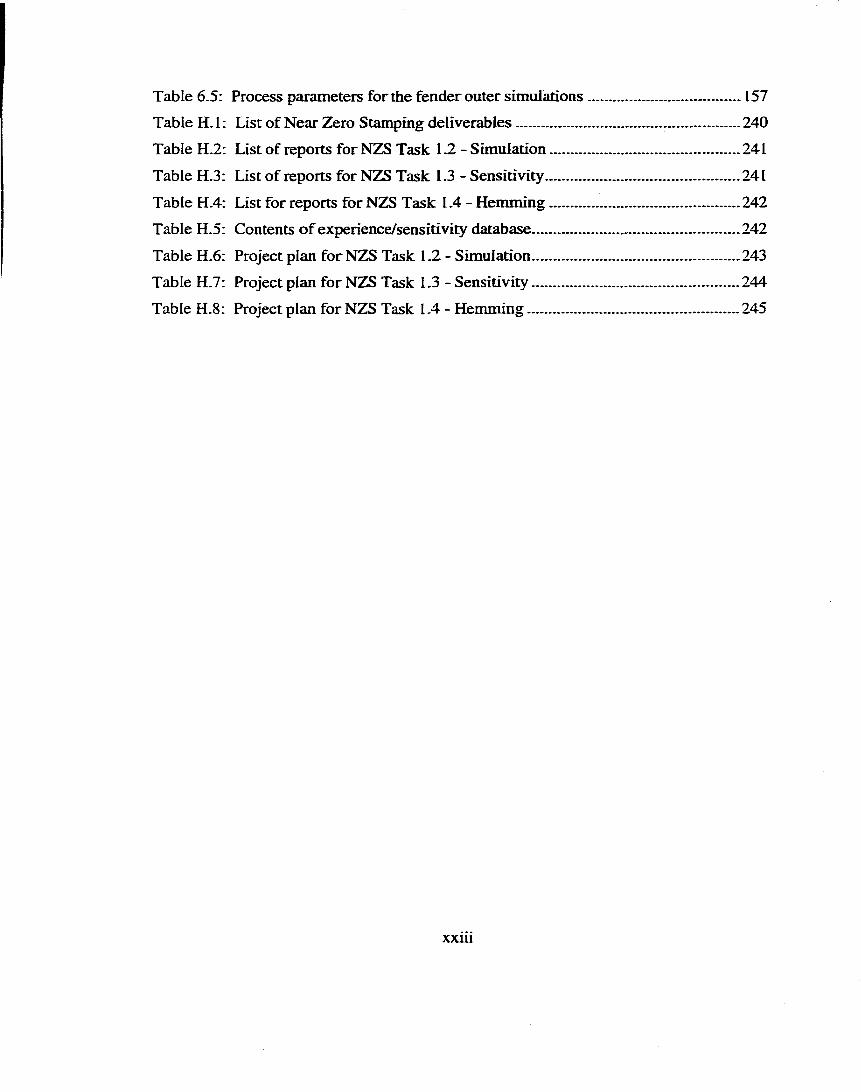
Table 6.5: Process parameters for the fender outer simulations.....................................157
Table H. 1 : List of Near Zero Stamping deliverables....................................................... 240
Table H.2: List of reports for NZS Task 1.2 - Simulation...............................................241
Table H.3: List of reports for NZS Task 1.3 - Sensitivity................................................241
Table H.4: List for reports for NZS Task L4 - Hemming...............................................242
Table H.5: Contents o f experience/sensitivity database...................................................242
Table H.6 : Project plan for NZS Task 1.2 - Simulation...................................................243
Table H.7: Project plan for NZS Task 1.3 - Sensitivity...................................................244
Table H.8 : Project plan for NZS Task 1A - Hemming....................................................245
x x m
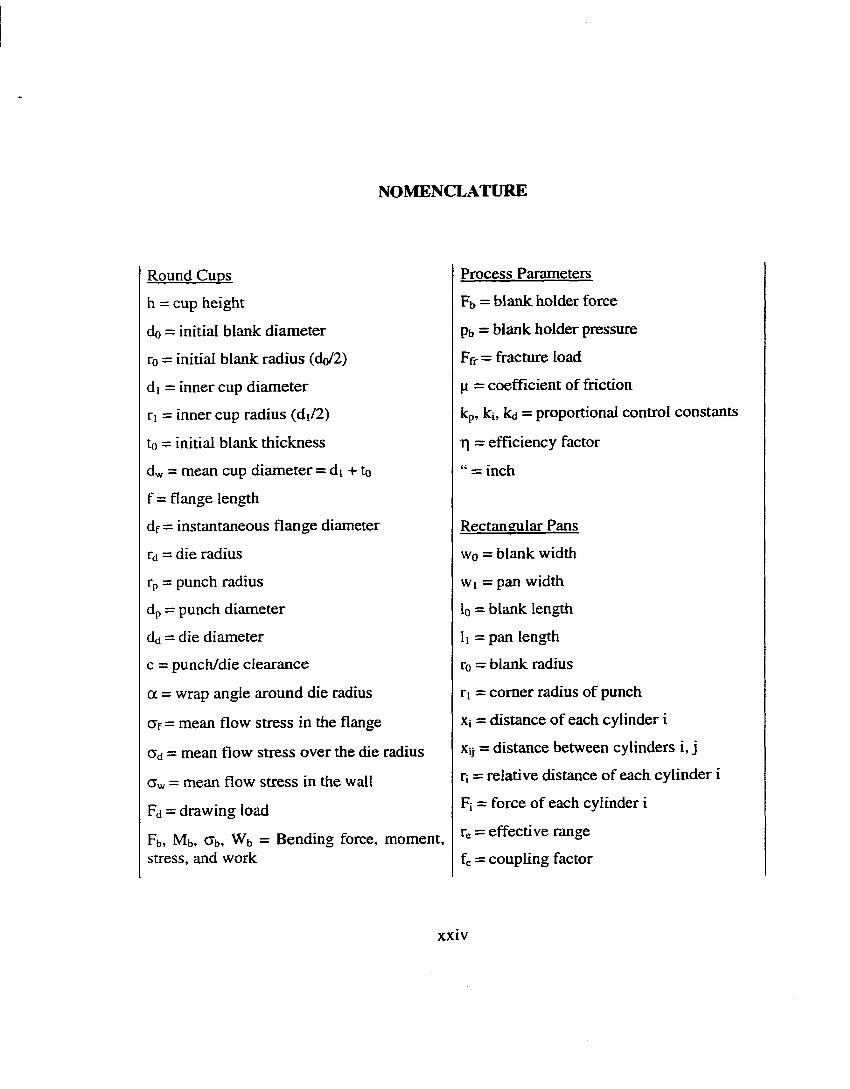
NOMENCLATURE
Round Cuds Process Parameters
h = cup height Fb = blank holder force
do = initial blank diameter Pb = blank holder pressure
fo = initial blank radius (do/2) Ffr = fracture load
di = inner cup diameter p = coefficient of friction
r, = inner cup radius (d[/2) kp, ki, kd = proportional control constants
to = initial blank thickness = efficiency factor
dw = mean cup diameter = di + to “ = inch
f = flange length
df = instantaneous flange diameter Rectangular Pans
Td = die radius Wo = blank width
Tp = punch radius W[ = pan width
dp = punch diameter 1q = blank length
dd = die diameter 1[ = pan length
c = punch/die clearance ro = blank radius
a = wrap angle around die radius ri = comer radius of punch
Œf = mean flow stress in the flange Xj = distance of each cylinder i
Od = mean flow stress over the die radius Xij = distance between cylinders i, j
(Jw = mean flow stress in the wall r, = relative distance of each cylinder i
Fd = drawing load Fi = force of each cylinder i
Fb, M b, ctb, W b = Bending force, moment. re = effective range
stress, and work fc = coupling factor
XXIV
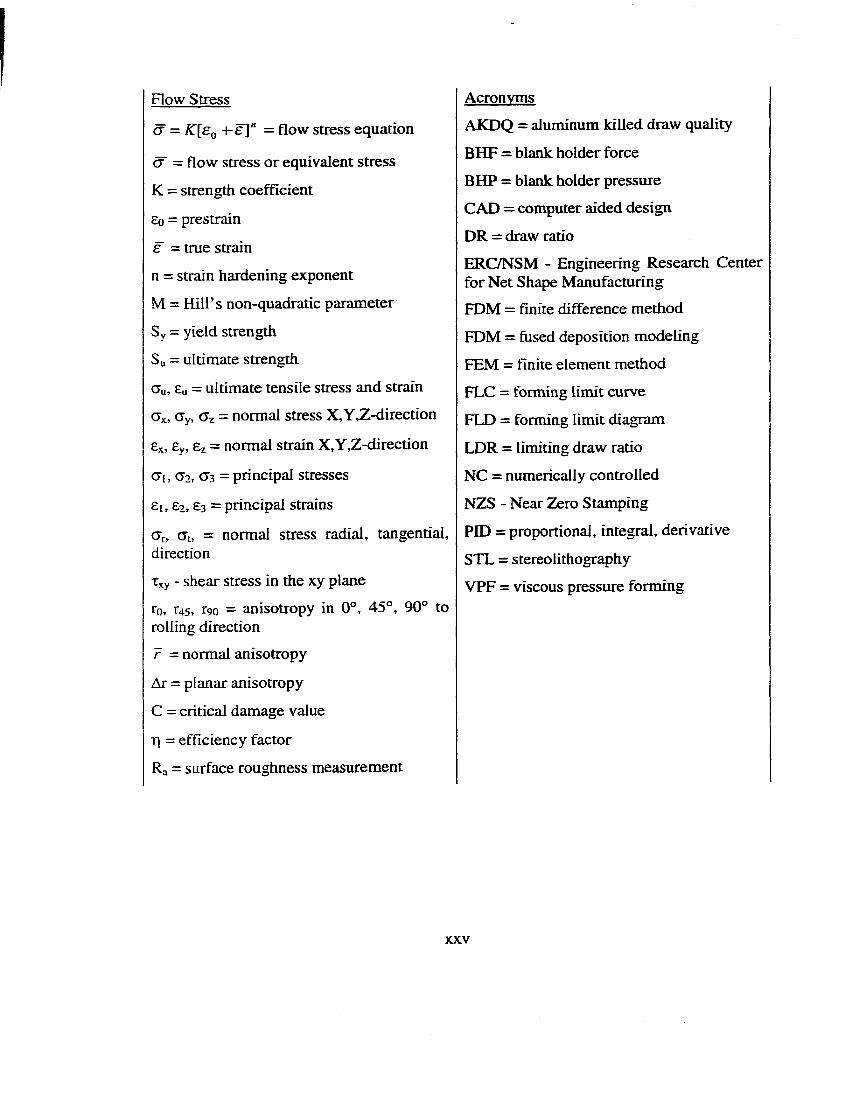
How Stress Acronvms
CT = K \ £ q + ë ] " = flow stress equation AKDQ = aluminum killed draw quality
CT = flow stress or equivalent stress
K = strength coefficient
Eo = prestrain
£ = true strain
n = strain hardening exponent
BHF = blank holder force
BHP = blank holder pressure
CAD = computer aided design
DR = draw ratio
ERC/NSM - Engineering Research Center for Net Shape Manufacturing
M = Hill’s non-quadratic parameter FDM = finite difference methodSy = yield strength FDM = fused deposition modelingSu = ultimate strength FEM = finite element methodCTu, Eu = ultimate tensile stress and strain FLC = forming limit curvecJx, CTy, (Jz = normal stress X,Y,Z-direction ETJD = forming limit diagramEx, Ey, Ez = normal strain X, Y,Z-direction LDR = limiting draw ratio
(Tt, (To, <5^ = principal stresses NC = numerically controlled
E%, E3 = principal strains NZS - Near Zero Stamping
d r, d t, = normal stress radial, tangential. PID = proportional, integral, derivativedirection STL = stereolithographyTxy - shear stress in the xy plane VPF = viscous pressure formingro, T4 5 , rgo = anisotropy in 0°, 45°, 90° to rolling direction
F = normal anisotropy
A r = planar anisotropy
C = critical damage value
T| = efficiency factor
Ra = surface roughness measurement
XXV
PREFACE
The low gasoline prices will not be enjoyed by the automotive industry indefinitely.
When gas prices go up, customers will be looking for more fuel efficient cars and
government regulations will become tighter. Among all the methods to increase
efficiency, weight reduction is by far the most effective. There are only two methods to
reduce weight - optimizing the design and changing the material. Aluminum is a good
candidate for weight reduction along with high strength steel and tailor welded blanks.
When compared to draw quality steel, aluminum has only one-third the density, a higher
strength to weight ratio, and has the potential to reduce the frame and body weight of an
automobile by 40-45% (McVay, 1998).
High strength steel has a higher strength and equivalent density when compared to draw
quality steel thus provides for good weight reduction. Tailor welded blanks offer the
designer greater possibility of designing products with varying thickness and materials.
This allows the designer to put strength in the product where necessary and take it out
when unnecessary.
The problematic issue within all this is that these low weight materials also suffer from
reduced formability when compared to draw quality steel. This situation puts a heavy
burden on new technologies and research. In particular, two technologies are at the
forefront of making the greatest impact on light weight less formable materials. The first
is blank holder force (BHF) control. This technology promises to increase the
formability of a material through high precision control of the process.
The second technology is computer simulation. Predictive software can optimize the
product, tool, and process before any metal is cut thus increasing the available forming
range and process robusmess. Both of these technologies are commercially available,
which thus leads to the question, what is the next step for researchers?
It is our belief that blank holder force control, albeit very effective, tends to increase the
number of process parameters that must be set by the press operator. Furthermore,
computer simulations, although accurate, inherently force the user to trial and error
tactics. Automatic predictive tools must be developed to provide an educated guess at
how to initially set sophisticated BHF control systems. Computer simulation codes must
be adapted to provide for this prediction capability without trial and error.
It is the goal of this dissertation to develop the next level of computer simulation -
namely Adaptive Simulation.
* * * * *
I would like to make one comment on the quote on the frontispiece of this dissertation. I
believe it is dreadfully important for all those who endeavor to complete works of
immense effort to maintain some kind of perspective on their lives. In particular, one
must put his or her work in context within the great scheme of things. I believe Ayn
Rand put it best with this quote:
"But neither politics nor ethics nor philosophy [nor science] is an end in itself, neither in
life nor in literature. Only Man is an end in himself "
- Ayn Rand, The Goal o f My Writing, Lewis and Clark College, October 1, 1963
Ayn Rand provided this in answer to the question, "Was the Fountainhead written for the
purpose of presenting your philosophy on life - Objectivism?" The Fountainhead is a
good reference, because the main character is Howard Roark an architect who loves
functionality over esthetics, not unlike an engineer. Objectivism is to ethics as capitalism
is the economics. This ideal is captured in her book of essays. The Virtue o f Selfishness.
The title just screams contradiction, but is in fact quite important. Ayn Rand was an
immigrated Russian who suffered within the socialist/communist system. I find this to be
an interesting point in fact in response to her beliefs. Furthermore, her faculty and
precision over the English language, albeit her second language, is astounding - a true
intellectual, no question.
Although, Ayn Rand's quote is in response to the above question, she does not waste the
answer and is more profound than necessary. In her response, we find that she is a
humanist above all else including her writing. She never loses her perspective despite her
deep convictions and her desire to document them in essays, fiction, and drama. Ayn
Rand reminds us all that we must put the ones we love including ourselves at highest
priority. My hat’s off to Ms. Rand for guiding me through this difficult task and helping
me to not forget what is important.
CHAPTER I
INTRODUCTION AND PROBLEM STATEMENT
1.1 Introduction1.1.1 Classification o f Sheet Metal Forming Processes
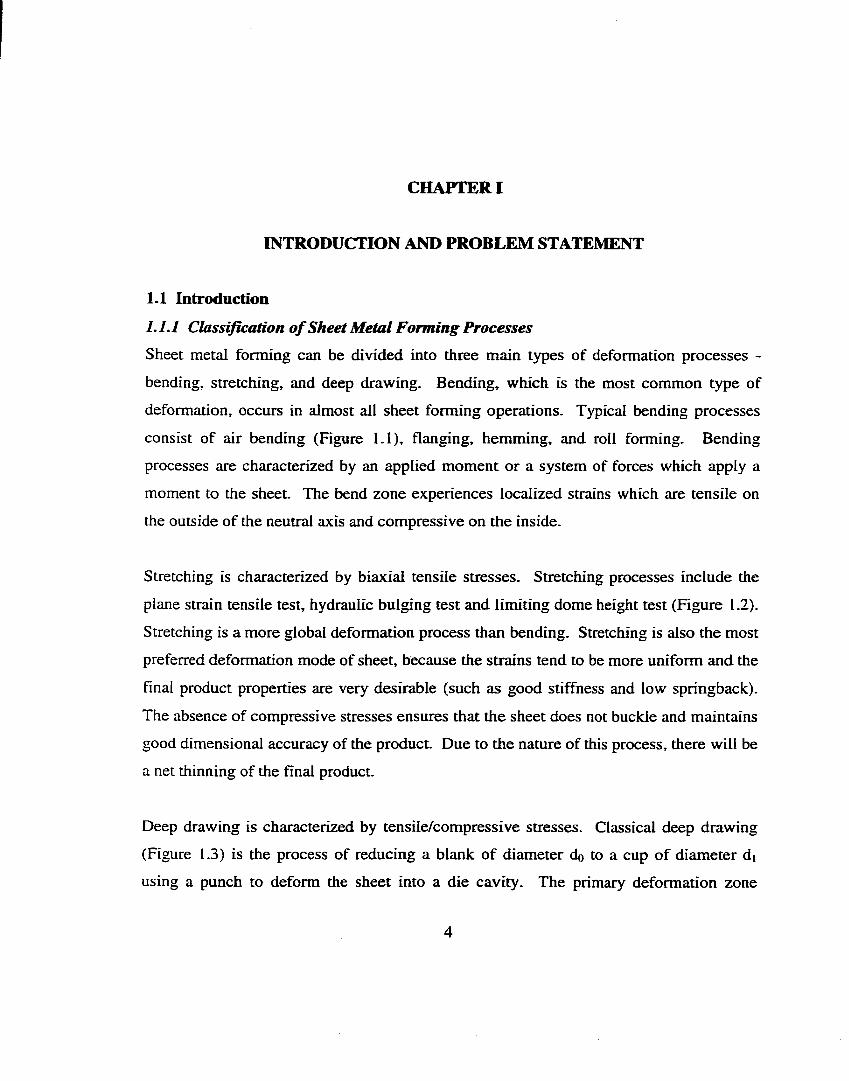
Sheet metal forming can be divided into three main types of deformation processes -
bending, stretching, and deep drawing. Bending, which is the most common type of
deformation, occurs in almost all sheet forming operations. Typical bending processes
consist of air bending (Figure 1.1), flanging, hemming, and roll forming. Bending
processes are characterized by an applied moment or a system of forces which apply a
moment to the sheet. The bend zone experiences localized strains which are tensile on
the outside of the neutral axis and compressive on the inside.
Stretching is characterized by biaxial tensile stresses. Stretching processes include the
plane strain tensile test, hydraulic bulging test and limiting dome height test (Figure 1.2).
Stretching is a more global deformation process than bending. Stretching is also the most
preferred deformation mode of sheet, because the strains tend to be more uniform and the
final product properties are very desirable (such as good stiffness and low springback).
The absence of compressive stresses ensures that the sheet does not buckle and maintains
good dimensional accuracy of the product. Due to the nature of this process, there will be
a net thinning of the final product.
Deep drawing is characterized by tensile/compressive stresses. Classical deep drawing
(Figure 1.3) is the process of reducing a blank of diameter do to a cup of diameter d,
using a punch to deform the sheet into a die cavity. The primary deformation zone
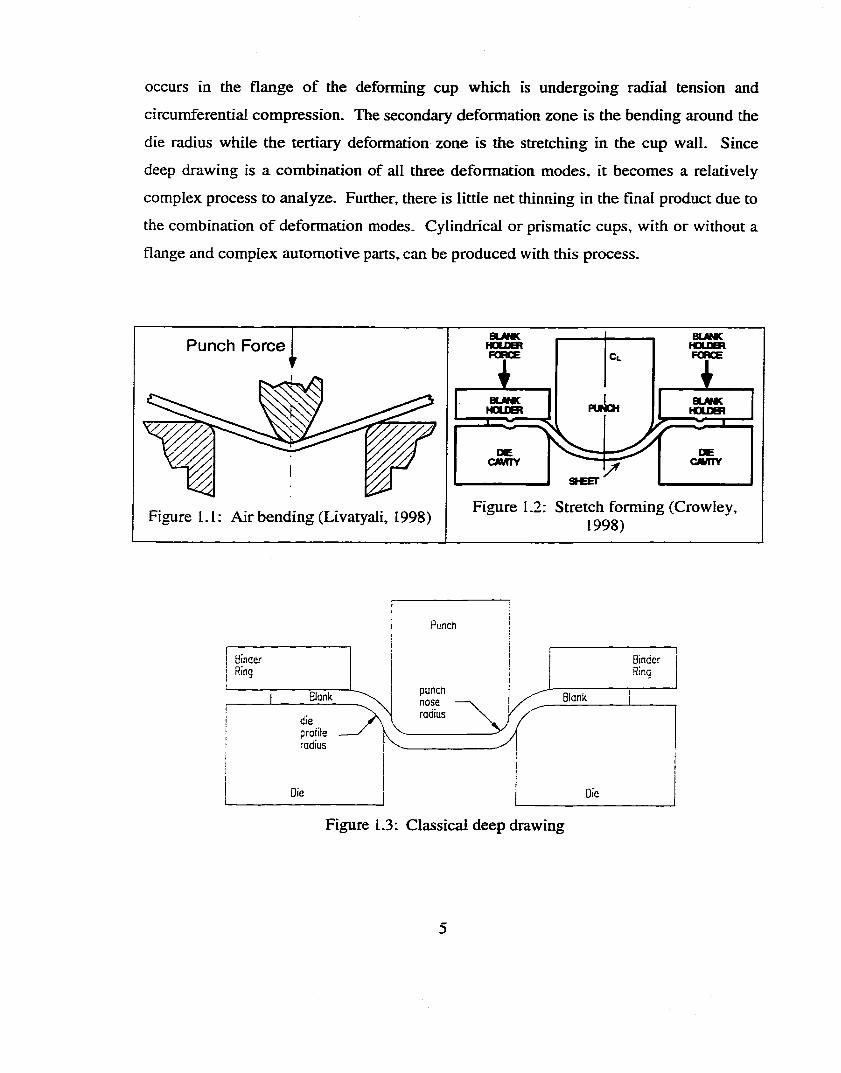
occurs in the flange of the deforming cup which is undergoing radial tension and
circumferential compression. The secondary deformation zone is the bending around the
die radius while the tertiary deformation zone is the stretching in the cup wall. Since
deep drawing is a combination of all three deformation modes, it becomes a relatively
complex process to analyze. Further, there is little net thinning in the final product due to
the combination of deformation modes. Cylindrical or prismatic cups, with or without a
flange and complex automotive parts, can be produced with this process.
BLANK BLWKPunch ForceFORCE Cl.
PUNCH
OECAMTY
DCCAVITY
Figure 1.2: Stretch forming (Crowley, 1998)Figure 1.1: Air bending (Livatyali, 1998)
Punch
j Bmder BinderRing
puncnnoseradius
Blank Blank
profileradius
Figure 1.3: C lassical deep drawing
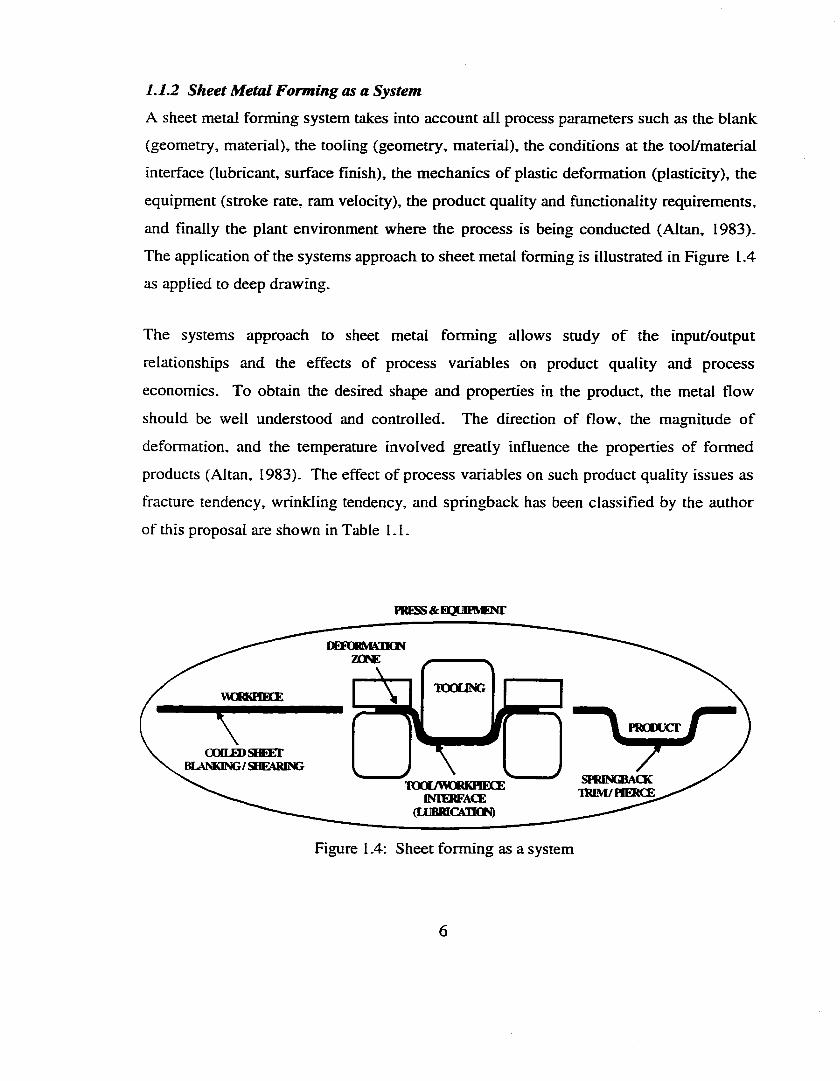
1.1.2 Sheet Metal Forming as a System
A sheet metal forming system takes into account all process parameters such as the blank
(geometry, material), the tooling (geometry, material), the conditions at the tool/material
interface (lubricant, surface finish), the mechanics of plastic deformation (plasticity), the
equipment (stroke rate, ram velocity), the product quality and functionality requirements,
and finally the plant environment where the process is being conducted (Altan, 1983).
The application of the systems approach to sheet metal forming is illustrated in Figure 1.4
as applied to deep drawing.
The systems approach to sheet metal forming allows study of the input/output
relationships and the effects of process variables on product quality and process
economics. To obtain the desired shape and properties in the product, the metal flow
should be well understood and controlled. The direction of flow, the magnitude of
deformation, and the temperature involved greatly influence the properties of formed
products (Altan, 1983). The effect of process variables on such product quality issues as
fracture tendency, wrinkling tendency, and springback has been classified by the author
of this proposal are shown in Table 1.1.
PRESS&BQPFIVCNr
DETORMVnONZONE
TOOLINGWORKHECE
PROWjCF
CXXLEDSŒET BLAMONG/SHEARING
SPRINGBACK TRIM/PIERCElOOLAMORKHECE
INTERFACE(LUBRICATION)
Figure 1.4: Sheet form ing as a system
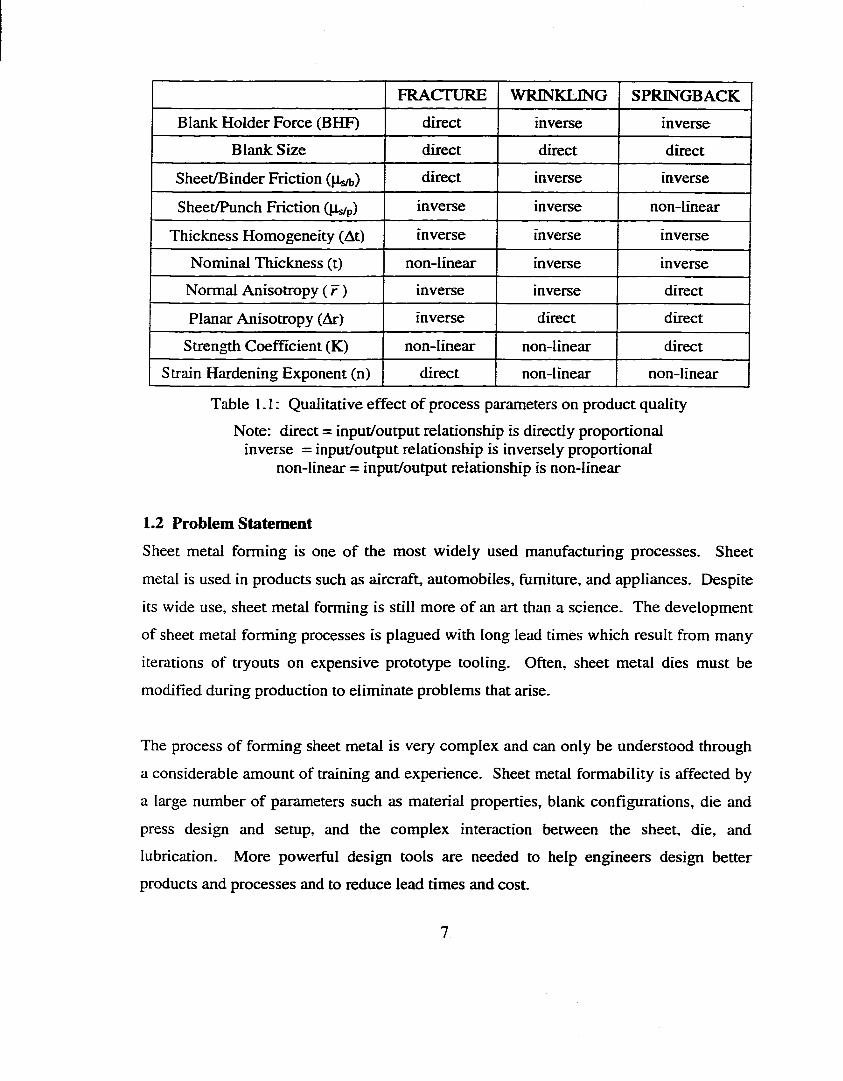
FRACTURE WRINKLING SPRINGBACKBlank Holder Force (BHF) direct inverse inverse
Blank Size direct direct direct
Sheet/Binder Friction (Ps^) direct inverse inverse
Sheet/Punch Friction (Ps/p) inverse inverse non-linear
Thickness Homogeneity (At) inverse inverse inverse
Nominal Thickness (t) non-linear inverse inverse
Normal Anisotropy ( r ) inverse inverse direct
Planar Anisotropy (Ar) inverse direct direct
Strength Coefficient (K) non-linear non-linear direct
Strain Hardening Exponent (n) direct non-linear non-linear
Table LI: Qualitative effect of process parameters on product quality
Note: direct = input/output relationship is directly proportional inverse = input/output relationship is inversely proportional
non-linear = input/output relationship is non-linear
1.2 Problem StatementSheet metal forming is one of the most widely used manufacturing processes. Sheet
metal is used in products such as aircraft, automobiles, furniture, and appliances. Despite
its wide use, sheet metal forming is still more of an art than a science. The development
of sheet metal forming processes is plagued with long lead times which result from many
iterations of tryouts on expensive prototype tooling. Often, sheet metal dies must be
modified during production to eliminate problems that arise.
The process of forming sheet metal is very complex and can only be understood through
a considerable amount of training and experience. Sheet metal formability is affected by
a large number of parameters such as material properties, blank configurations, die and
press design and setup, and the complex interaction between the sheet, die, and
lubrication. More powerful design tools are needed to help engineers design better
products and processes and to reduce lead times and cost.
Therefore the goal o f the proposed work is:
• To develop a part and process methodology for the deep drawing and stamping of
sheet metal parts.
• To generate computerized educational tools to instruct engineers on the use o f this
proposed design methodology.
1.3 Dissertation OrganizationFinally, the outline of this dissertation by chapters is:
1. Introduction and Problem Statement
2. Fundamentals of Deep Drawing and Stamping
3. Research Plan
4. Analytical and Numerical Modeling of Deep Drawing and Stamping
5. Experimental Investigation of Deep Drawing and Stamping
6 . Part and Process Design Methodology for Deep Drawing and Stamping
7. Conclusions and Future Work
8 . References
9. Appendices
CHAPTER n
FUNDAMENTALS OF DEEP DRAWING AND STAMPING
2.1 Deep Drawing - Process and TechnologyIn general, deep drawing (Figure 2.1) is a process whereby a blank or workpiece is forced
into or through an open die by means of a punch to form a hollow component in which
the thickness is essentially the same as the original material (Marciniak and Duncan,
1991). One major characteristic o f deep drawing is that the mean normal stress is tensile.
This limits the maximum possible strains that can be achieved before failure (Lange,
1985).
The major components of the cup geometry in classical (axisymmetric) deep drawing are
shown in Figure 2.2. Initially, when the punch makes contact with the sheet, the material
must bend around the punch and die radius. As the punch descends into the die, the
perimeter of the blank moves towards the die cavity; this is the essence of deep drawing.
The majority of the deformation occurs in the flange of cup. The flange undergoes
circumferential compression and radial tension. Once the material overcomes the
compression of deep drawing though the flange, it must bend and unbend over the die
radius. The force needed to cause deformation is not applied to the deformation zone.
Instead, the punch applies the force to the bottom of the cup. This force is transmitted
through the cup wall to the flange. Thus, fracture occurs in the cup wall just above the
punch radius which is transmitting the largest forces and which is the least strain
hardened. Typically, a blank holder is used to apply pressure on the outer perimeter of
blank to decrease wrinkling and to increase the controllability of the process.
BLANKHOLDERFO RC E
BLANKHOLDERFORCE
SH EET
BLANKHOLDER
BLANKHOLDER
DIECAVITY
DIECAVITY
PUNCH
Die Radius: Bending and Friction Zone
Punch Radius: Bending and Friction Zone
Figure 2 .1 : The deep drawing process
Cup Wall: Fracture Zone Plane Strain No Friction
Cup B ottom : N ear Zero Strain
No Friction
Cup Flange: Com pression and Friction
Zone
Figure 2.2: Deformation zones in deep drawing
2.1.1 Drawability o f Round Cups
The draw ratio (DR) of a deep drawing operation is calculated as the ratio of blank
diameter (do) to cup diameter (di):
D R = ^ (Equation 2.1)
10
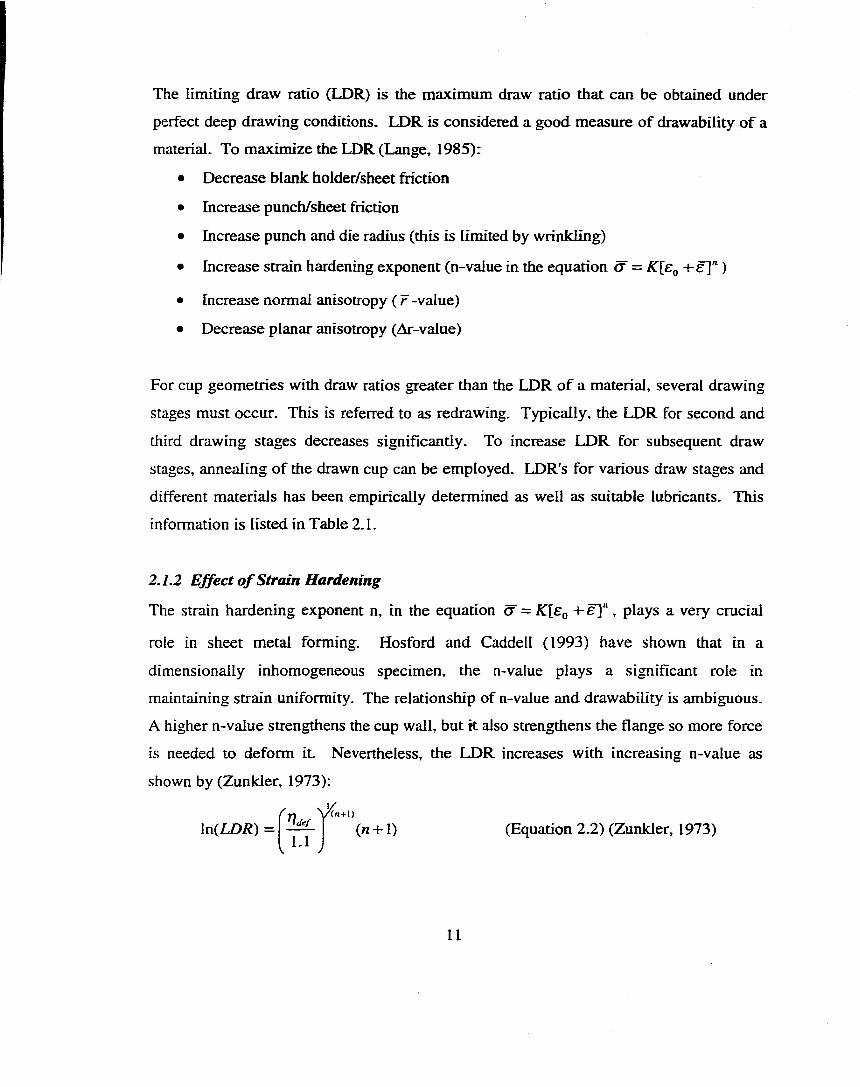
The limiting draw ratio (LDR) is the maximum draw ratio that can be obtained under
perfect deep drawing conditions. LDR is considered a good measure of drawability o f a
material. To maximize the LDR (Lange, 1985):
• Decrease blank holder/sheet friction
• Increase punch/sheet friction
• Increase punch and die radius (this is limited by wrinkling)
• Increase strain hardening exponent (n-value in the equation â = + ë]" )
• Increase normal anisotropy ( r -value)
• Decrease planar anisotropy (Ar-value)
For cup geometries with draw ratios greater than the LDR o f a material, several drawing
stages must occur. This is referred to as redrawing. Typically, the LDR for second and
third drawing stages decreases significantly. To increase LDR for subsequent draw
stages, annealing of the drawn cup can be employed. LDR's for various draw stages and
different materials has been empirically determined as well as suitable lubricants. This
information is listed in Table 2.1.
2.1.2 Effect o f Strain Hardening
The strain hardening exponent n, in the equation â = K\Eo + £ ]" , plays a very crucial
role in sheet metal forming. Hosford and Caddell (1993) have shown that in a
dimensionally inhomogeneous specimen, the n-value plays a significant role in
maintaining strain uniformity. The relationship of n-value and drawability is ambiguous.
A higher n-value strengthens the cup wall, but it also strengthens the flange so more force
is needed to deform it. Nevertheless, the LDR increases with increasing n-value as
shown by (Zunkler, 1973):
ln(LDR) =1.1
(n +1) (Equation 2.2) (Zunkler, 1973)
11
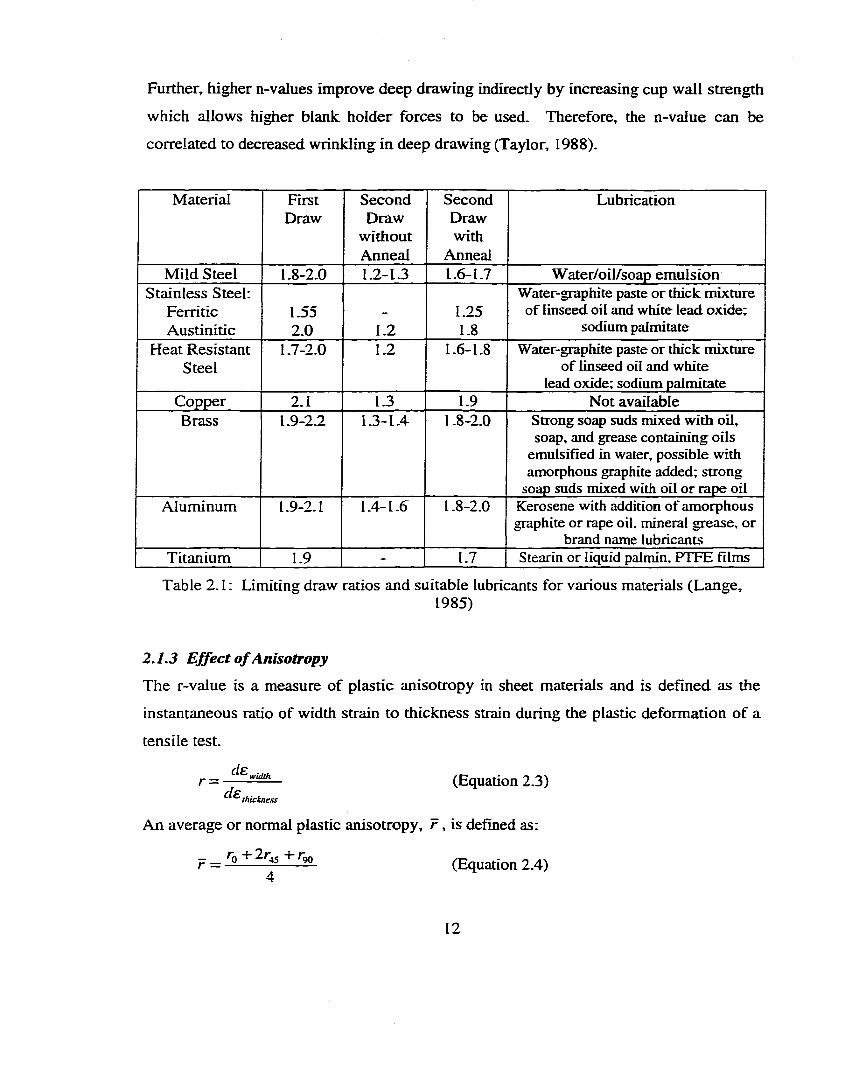
Further, higher n-values improve deep drawing indirectly by increasing cup wall strength
which allows higher blank holder forces to be used. Therefore, the n-value can be
correlated to decreased wrinkling in deep drawing (Taylor, 1988).
Material FirstDraw
SecondDraw
withoutArmeal
SecondDrawwith
Anneal
Lubrication
Mild Steel 1 .8 -2 . 0 1.2-1.3 1.6-1.7 Water/oil/soap emulsionStainless Steel:
Ferritic Austinitic
1.552 . 0 1 . 2
1.251 . 8
Water-graphite paste or thick mixture of linseed oil and white lead oxide;
sodium palmitateHeat Resistant
Steel1 .7-2.0 1 . 2 1 .6 - 1 . 8 Water-graphite paste or thick mixture
of linseed oil and white lead oxide; sodium palmitate
Copper 2 . 1 1.3 1.9 Not availableBrass 1 .9-2.2 1.3-1.4 1 .8 -2 . 0 Strong soap suds mixed with oil,
soap, and grease containing oils emulsified in water, possible with amorphous graphite added; strong
soap suds mixed with oil or rape oilAluminum 1 .9-2.1 I.4-1.6 1 .8 -2 . 0 Kerosene with addition of amorphous
graphite or rape oil, mineral grease, or brand name lubricants
Titanium 1.9 - 1.7 Stearin or liquid palmin, FIFE films
Table 2.1: Limiting draw ratios and suitable lubricants for various materials (Lange,1985)
2.1.3 Effect o f Anisotropy
The r-value is a measure of plastic anisotropy in sheet materials and is defined as the
instantaneous ratio of width strain to thickness strain during the plastic deformation of a
tensile test.
^ wiiUhcIe thickness
(Equation 2.3)
An average or normal plastic anisotropy, r , is defined as:
— _ ^ 0 2^5 + (Equation 2.4)
12
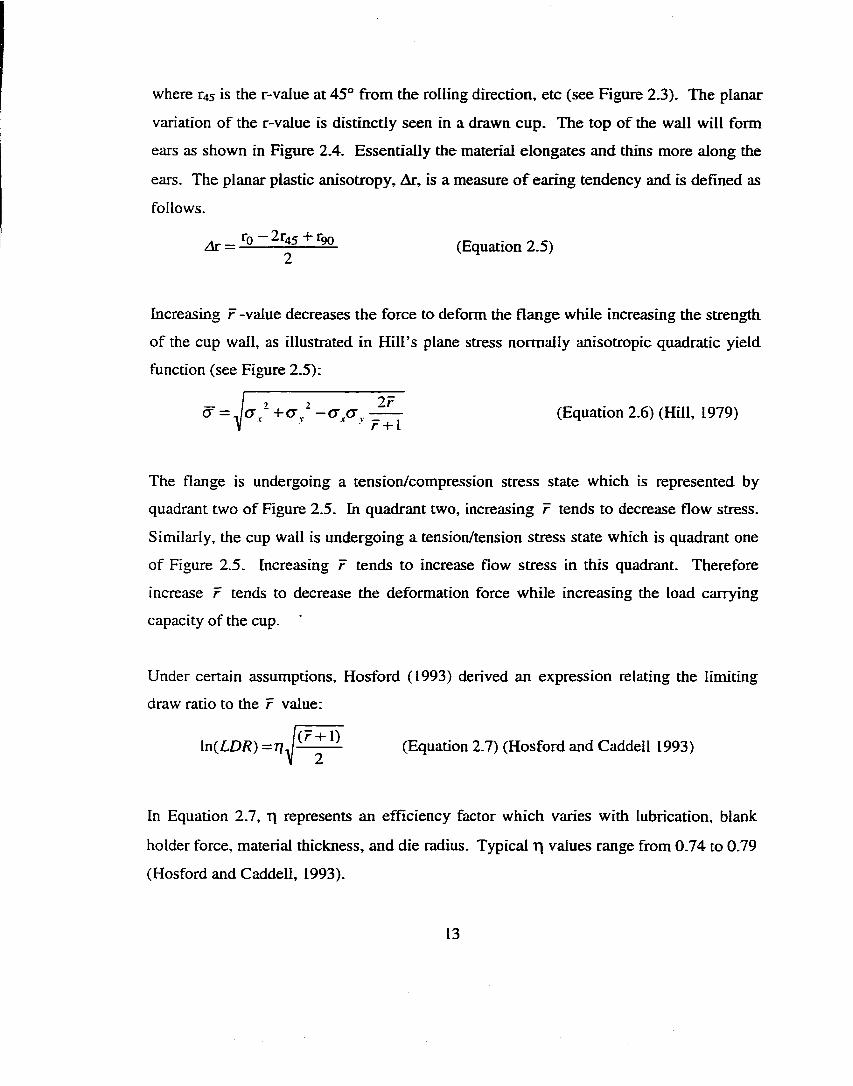
where r4 s is the r-value at 45° from the rolling direction, etc (see Figure 2.3). The planar
variation of the r-value is distinctly seen in a drawn cup. The top of the wall will form
ears as shown in Figure 2.4. Essentially the material elongates and thins more along the
ears. The planar plastic anisotropy, Ar, is a measure o f earing tendency and is defined as
follows.
Ar = —— ^0 (Equation 2.5)
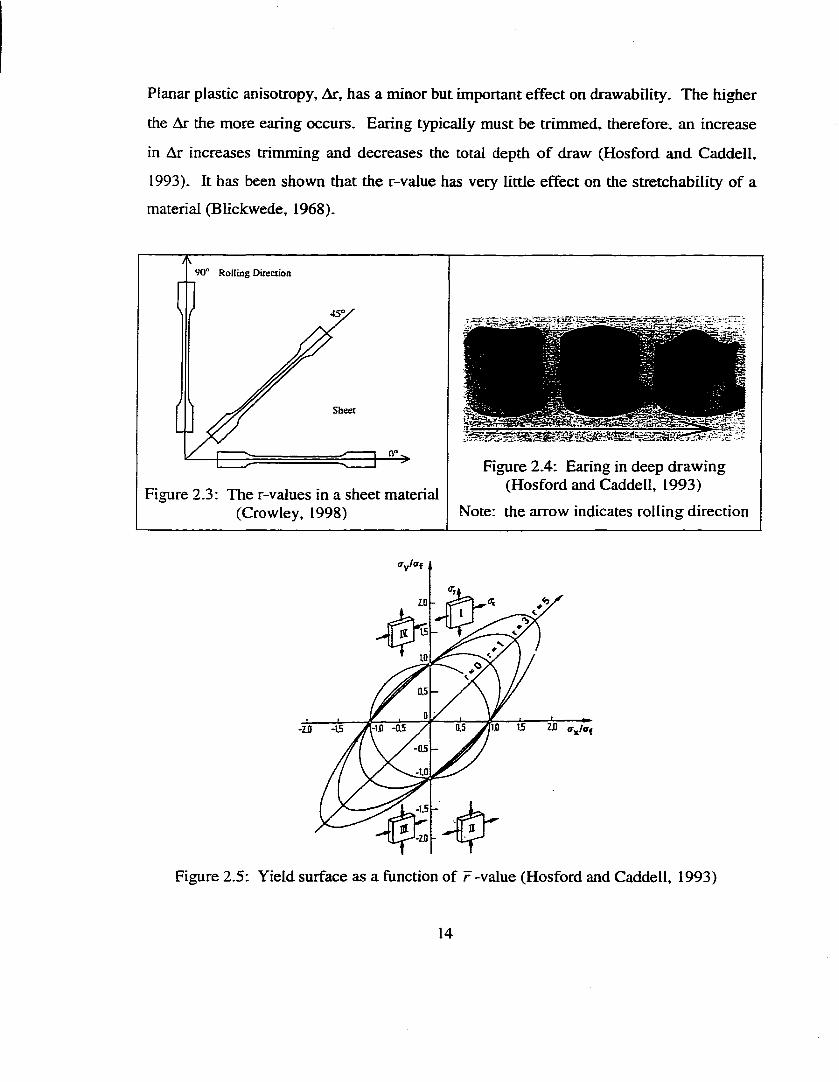
Increasing r -value decreases the force to deform the flange while increasing the strength
of the cup wall, as illustrated in Hill’s plane stress normally anisotropic quadratic yield
function (see Figure 2.5):
(J = - i -c r /-cr.cr, (Equation 2.6) (Hill, 1979)
The flange is undergoing a tension/compression stress state which is represented by
quadrant two of Figure 2.5. In quadrant two, increasing r tends to decrease flow stress.
Similarly, the cup wall is undergoing a tension/tension stress state which is quadrant one
of Figure 2.5. Increasing r tends to increase flow stress in this quadrant. Therefore
increase r tends to decrease the deformation force while increasing the load carrying
capacity of the cup.
Under certain assumptions, Hosford (1993) derived an expression relating the limiting
draw ratio to the r value:
ln(LD/?) (Equation 2.7) (Hosford and Caddell 1993)
In Equation 2.7, T) represents an efficiency factor which varies with lubrication, blank
holder force, material thickness, and die radius. Typical t j values range from 0.74 to 0.79
(Hosford and Caddell, 1993).
13
Planar plastic anisotropy, Ar, has a minor but important effect on drawability. The higher
the Ar the more earing occurs. Earing typically must be trimmed, therefore, an increase
in Ar increases trimming and decreases the total depth of draw (Hosford and Caddell,
1993). It has been shown that the r-value has very little effect on the stretchability of a
material (Blickwede, 1968).
90“ Rolling Direction
Sheet
0“.
Figure 2.3: The r-values in a sheet material (Crowley, 1998)
Figure 2.4: Earing in deep drawing (Hosford and Caddell, 1993)
Note: the arrow indicates rolling direction
-Z.0 -15
-as- 1.0
-1.5
Figure 2.5: Yield surface as a function of r-value (Hosford and Caddell, 1993)
14
2.1.4 Product Quality
Due to the circumferential compressive forces, buckling may occur in the sheet during
deep drawing. Buckling in the flange is typically called wrinkling while buckling in the
wall of a conical cup is called puckering- Wrinkling may be decreased or eliminated by
(Lange, 1985):
• Increasing blank holder force
• Increasing material thickness
• Increasing normal anisotropy ( r -value)
• Decreasing planar anisotropy (Ar-value)
When the punch/die clearance is large the drawn cups are referred to as tapered walled
cups. The difficulty in deep drawing tapered cups is that the wall is unsupported and
undergoing circumferential compression. Even though the wall in a straight walled cup is
also unsupported, at least wall wrinkling can be controlled by the tight punch/die
clearance. Puckering may also be reduced by the above means for reducing wrinkling in
straight walled cups or by the following additional means (Lange, 1985):
• Increasing the blank diameter
• Increasing blank holder/sheet friction
• Increasing drawbead restraint
In tapered cups, the only method to control puckering is to increase the radial tension in
the wall. This may be achieved by increasing blank diameter, increasing blank holder
force, increasing blank holder/sheet friction, and using drawbeads. There is a limit to the
amount of taper that can be deep drawn. Once, this limit is exceeded, puckering will
occur no matter how much blank holder force is applied.
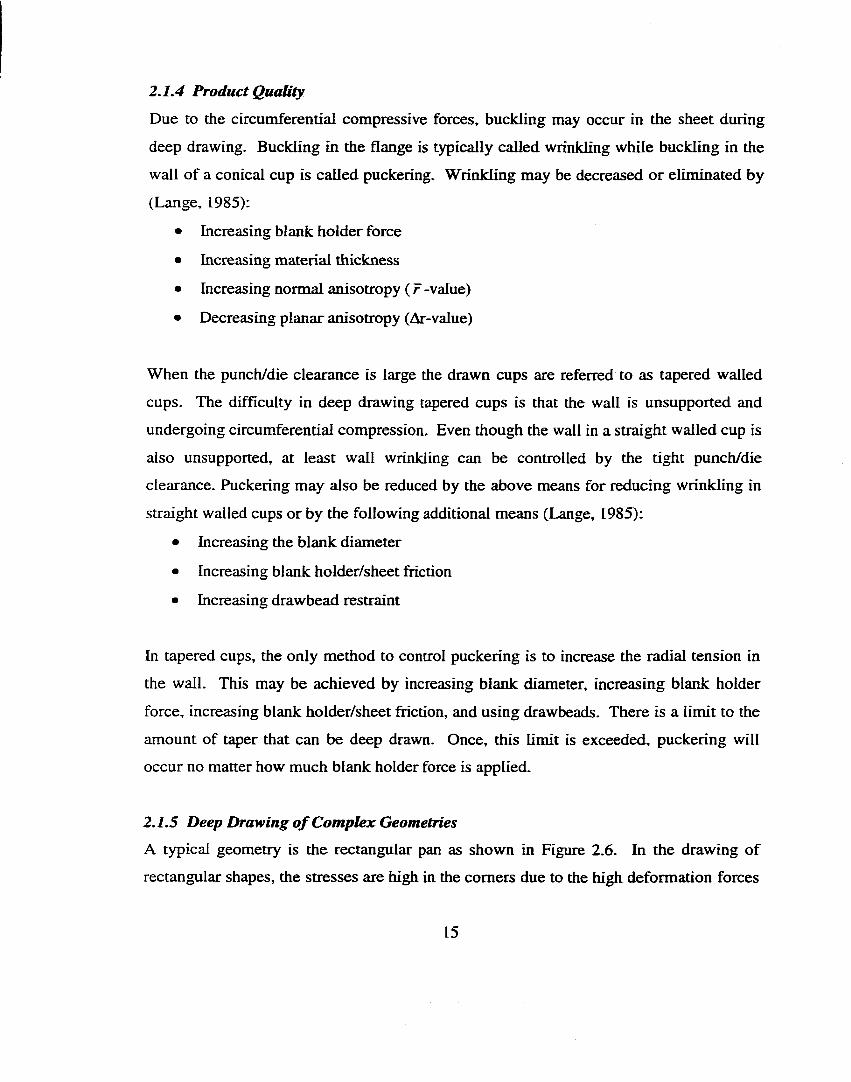
2.1.5 Deep Drawing o f Complex Geometries
A typical geometry is the rectangular pan as shown in Figure 2.6. In the drawing of
rectangular shapes, the stresses are high in the comers due to the high deformation forces
15
required for the deep drawing condition that is occurring in this region. Thus rectangular
pans typically fail in the comers. Stresses are usually low in the side regions of the pan.
Upon springback, excess material is often trapped in the wall between the highly stressed
comer regions causing distortions, side wall curl, and even oil canning. Figures 2.6 and
2.7 demonstrate the use o f drawbeads to control metal flow in the deep drawing of
rectangular pans. Drawbeads increase the restraining force applied to the sheet by
making the sheet bend and unbend as it flows through the binder surfaces.
Non-round parts can be analyzed with round cup equations by using an equivalent blank
and punch diameter which are calculated based on equating the areas of the rectangular
blank and punch to an equivalent round blank and punch. Since high r-values increase
round cup deep drawing it is desirable to orient the high r-value directions (0° and 90°
from rolling direction) of the blank along the comers of the pan. Rectangular blanks that
are cut at 45° from the rolling direction orient the high r-value directions along the
comers of the rectangular pan and thus improve the depth of draw (Hobbs, 1974). Thus,
in the case of non-round parts, the high r-value directions of the blank should be placed
along the regions which experience deep draw conditions.
Punch Blankholdar
B lanked^I after drawing
Bead
B endrsnd>straighUn
/-u n g in a / blank
edgeDeepdraw
Bead I Zero minor | atraia
Figure 2.6: Rectangular pan deep drawing (Hobbs, 1974)
16
I
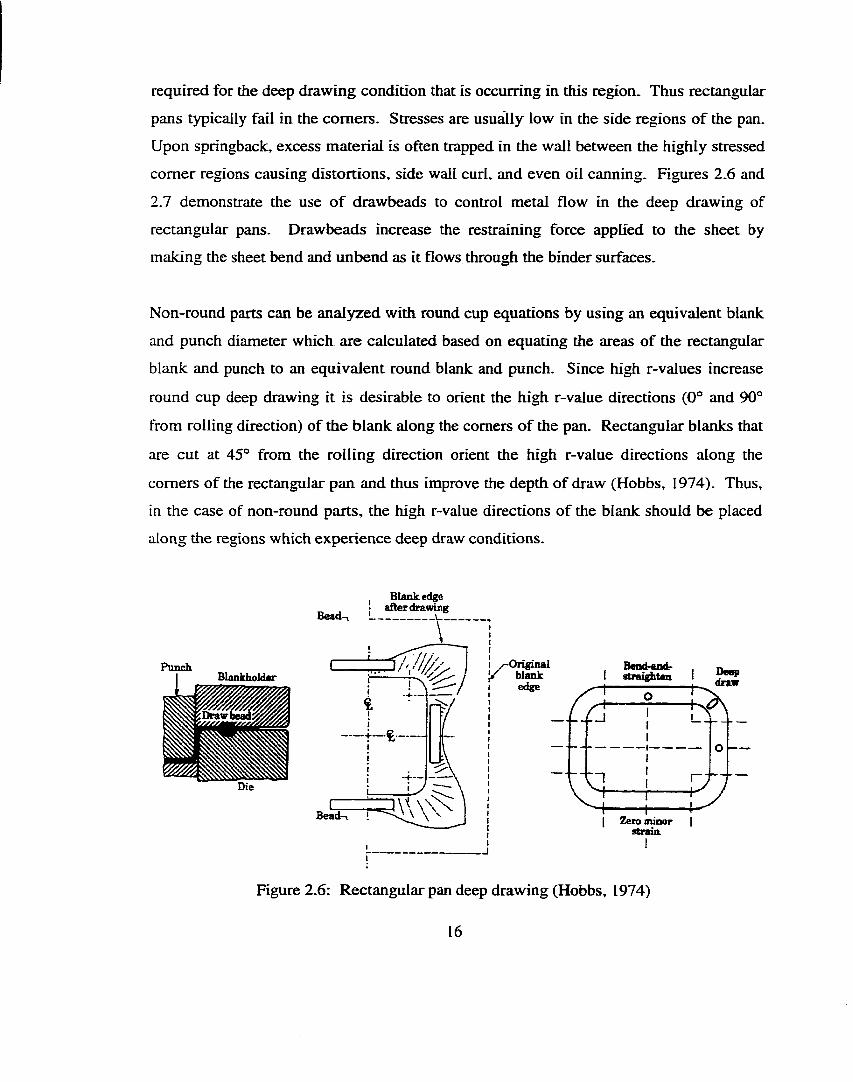
Figure 2.7: Drawbead cross section (Hosford and Caddell, 1993)
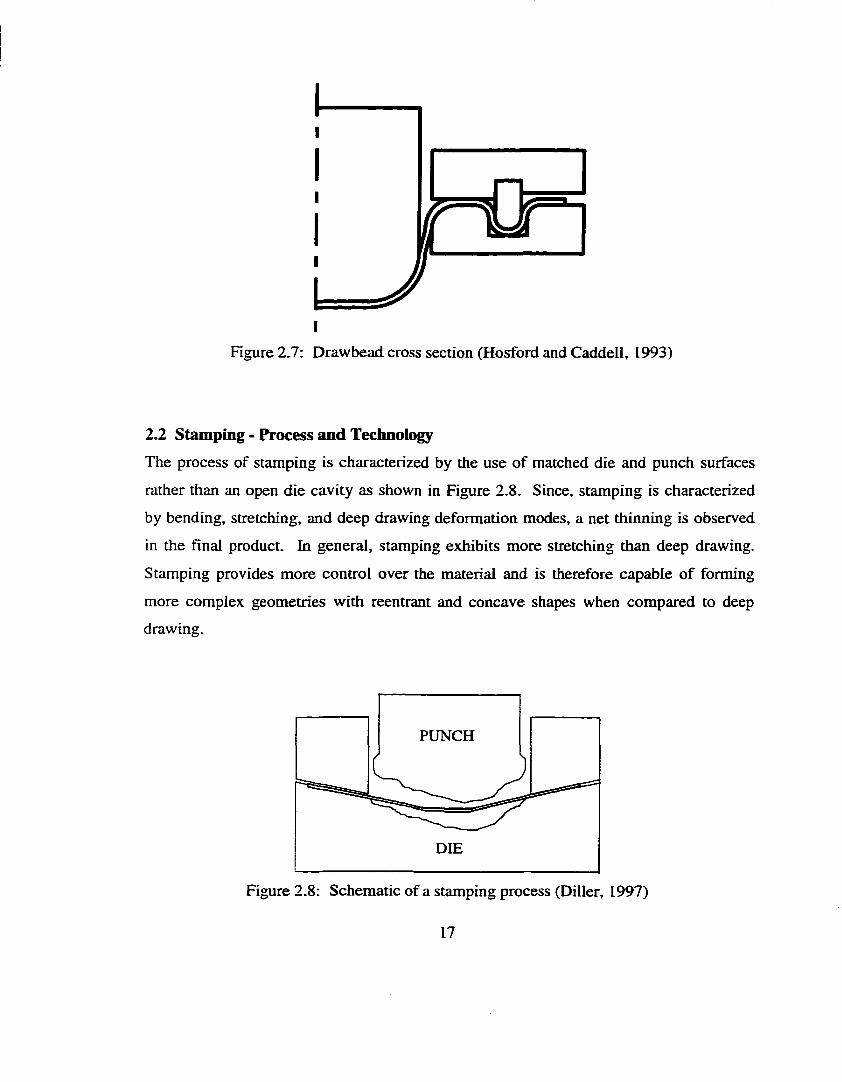
2.2 Stamping - Process and TechnologyThe process of stamping is characterized by the use of matched die and punch surfaces
rather than an open die cavity as shown in Figure 2.8. Since, stamping is characterized
by bending, stretching, and deep drawing deformation modes, a net thinning is observed
in the final product. In general, stamping exhibits more stretching than deep drawing.
Stamping provides more control over the material and is therefore capable of forming
more complex geometries with reentrant and concave shapes when compared to deep
drawing.
PUNCH
DIE
Figure 2.8: Schematic of a stamping process (Diller, 1997)
17
2.2.1 Product Quality
The forming of reentrant shapes in stamping is referred to as embossing. Embossing
includes the forming o f such automotive features as door handle cavities, license plate
cavities, or door window cavities. Geometric distortions are also associated with
embossing. During an embossing operation the material around the cavity is supported
only on one side by the male die half. Once the embossing tool makes contact with the
sheet, compressive forces due to the material deformation cause the sheet to buckle.
Before an embossing operation, the strain distribution in a stretch-drawn panel is fairly
uniform. During the embossing operation, the strain distribution becomes non-uniform
due to the variation in material deformation around the cavity. This non-uniform strain
pattern increases the residual stresses and promotes the so called “rabbit earing” effect
upon springback. One method proposed to reduce rabbit earing consists of using a
pressure pad in the female die cavity. This pad would suppress the buckling of the
material during the embossing process and provide better control over the metal
deformation as shown in Figure 2.9.
By increasing the amount of stretch, springback is reduced because the variation in strain
through the material thickness caused by localized bending is minimized. Increased
stretch increases the level of strain hardening thereby increasing strength, hardness, and
dent resistance. Figures 2.10 and 2.11 demonstrate that increasing strain decreases
springback and increases dent resistance. These effects are saturated at about 2% strain,
therefore 2 % is a good target for minimum strain in a stamping.
2.2.2 Ejfect o f Material Properties
In a tensile test of a Holloman material (c t= K e '^ ), the n-value is numerically equivalent to
the uniform true strain. Therefore, the larger the n-value the more elongation can occur
before necking (Wick, 1984). Hecker (1974) has shown that limiting depths of
hemispherical dome tests can be related to n-value. Hosford and Caddell (1993) have
18
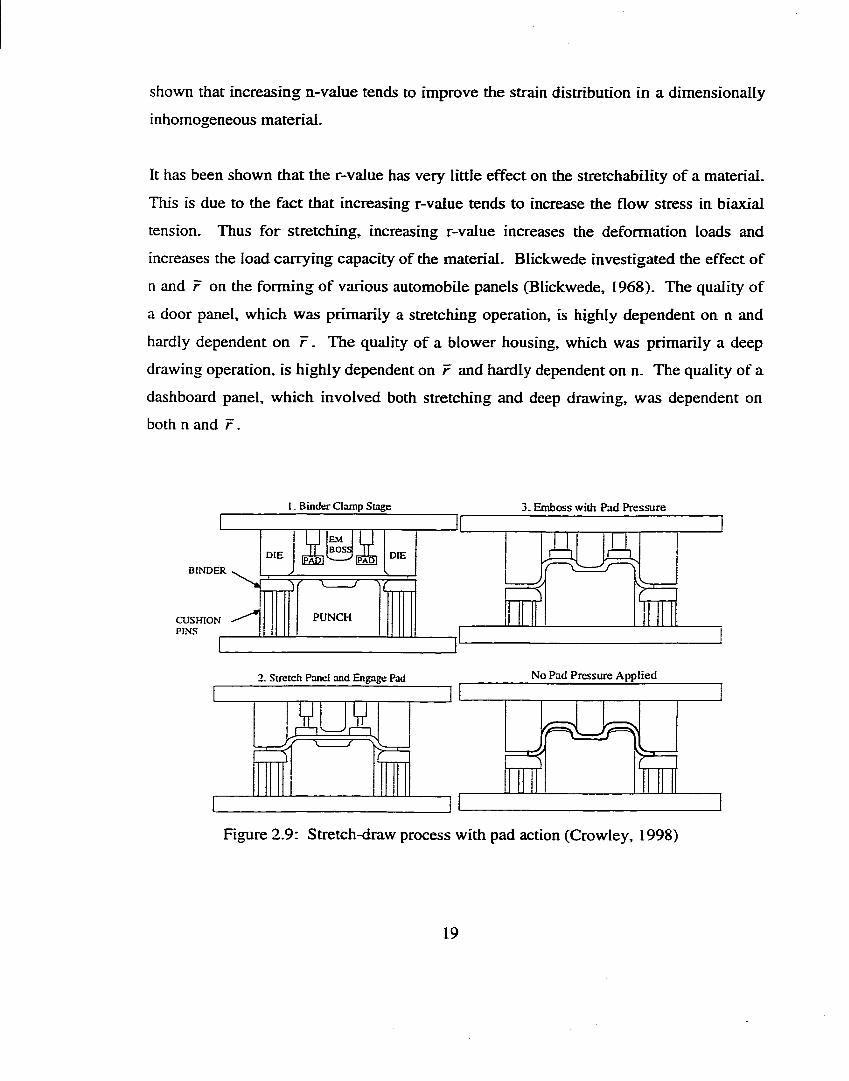
shown that increasing n-value tends to improve the strain distribution in a dim ensionally
inhomogeneous material.
It has been shown that the r-value has very little effect on the stretchability of a material.
This is due to the fact that increasing r-value tends to increase the flow stress in biaxial
tension. Thus for stretching, increasing r-value increases the deformation loads and
increases the load carrying capacity of the material. Blickwede investigated the effect of
n and r on the forming o f various automobile panels (Blickwede, 1968). The quality of
a door panel, which was primarily a stretching operation, is highly dependent on n and
hardly dependent on r . The quality of a blower housing, which was primarily a deep
drawing operation, is highly dependent on r and hardly dependent on n. The quality of a
dashboard panel, which involved both stretching and deep drawing, was dependent on
both n and r .
1. Binder Clamp Stage 3. Emboss with Pad Pressure
EMBOSSDIE DIEIPADT
BINDER
PUNCHCUSHIONPINS
2. Stretch Panel and Engage Pad
MUX\ /
No Pad Pressure Applied
Figure 2.9: Stretch-draw process with pad action (Crowley, 1998)
19
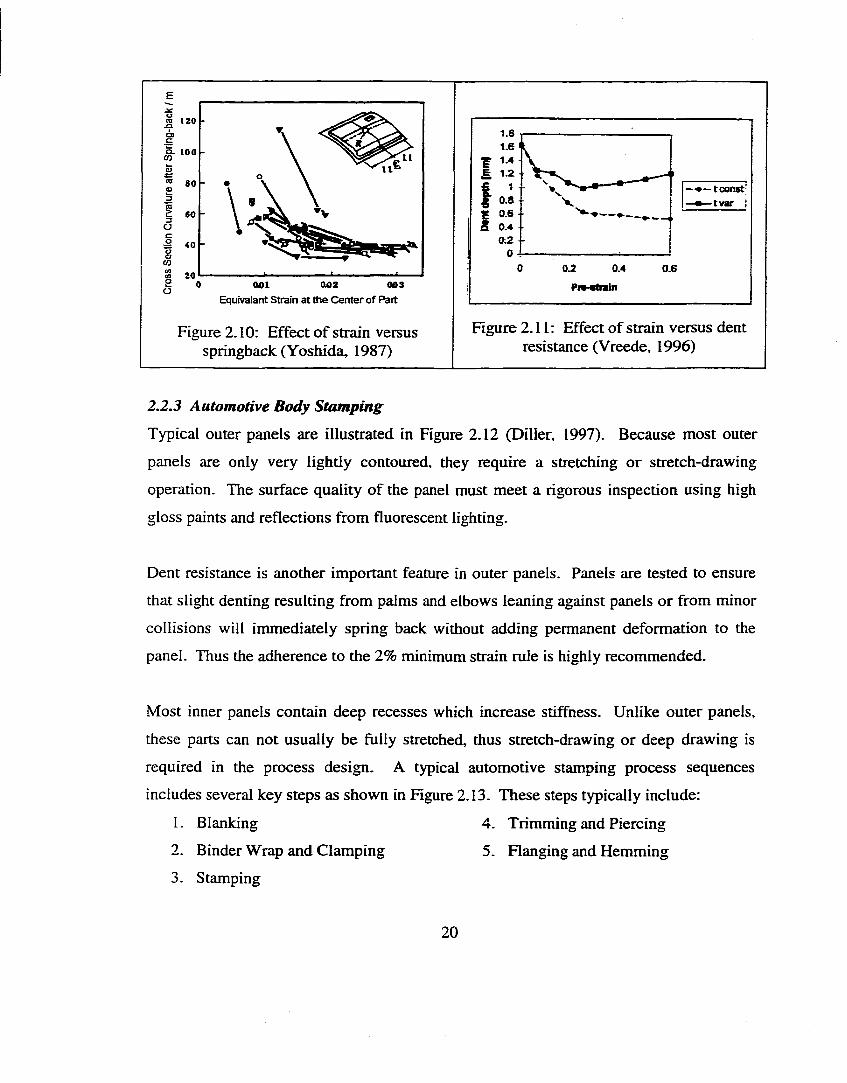
m 120
Q. 100
«as
üc
80
80
^ 40
% 2 00 001 002 003
Equivalant Strain at the Center of Part
Figure 2.10: Effect of strain versus springback (Yoshida, 1987)
1.8 1.6 I
I :— tcorwt;
# tvar !f 0.8 -g 0.6 - 8 0.4
0.2 -
0.4 0.6
Figure 2.11: Effect of strain versus dent resistance (Vreede, 1996)
2.2.3 Automotive Body Stamping
Typical outer panels are illustrated in Figure 2.12 (Diller, 1997). Because most outer
panels are only very lightly contoured, they require a stretching or stretch-drawing
operation. The surface quality of the panel must meet a rigorous inspection using high
gloss paints and reflections from fluorescent lighting.
Dent resistance is another important feature in outer panels. Panels are tested to ensure
that slight denting resulting from palms and elbows leaning against panels or from minor
collisions will immediately spring back without adding permanent deformation to the
panel. Thus the adherence to the 2% minimum strain rule is highly recommended.
Most inner panels contain deep recesses which increase stifftiess. Unlike outer panels,
these parts can not usually be fully stretched, thus stretch-drawing or deep drawing is
required in the process design. A typical automotive stamping process sequences
includes several key steps as shown in Figure 2.13. These steps typically include:
1. Blanking 4. Trinuning and Piercing
2. Binder Wrap and Clamping 5. Flanging and Hemming
3. Stamping
2 0
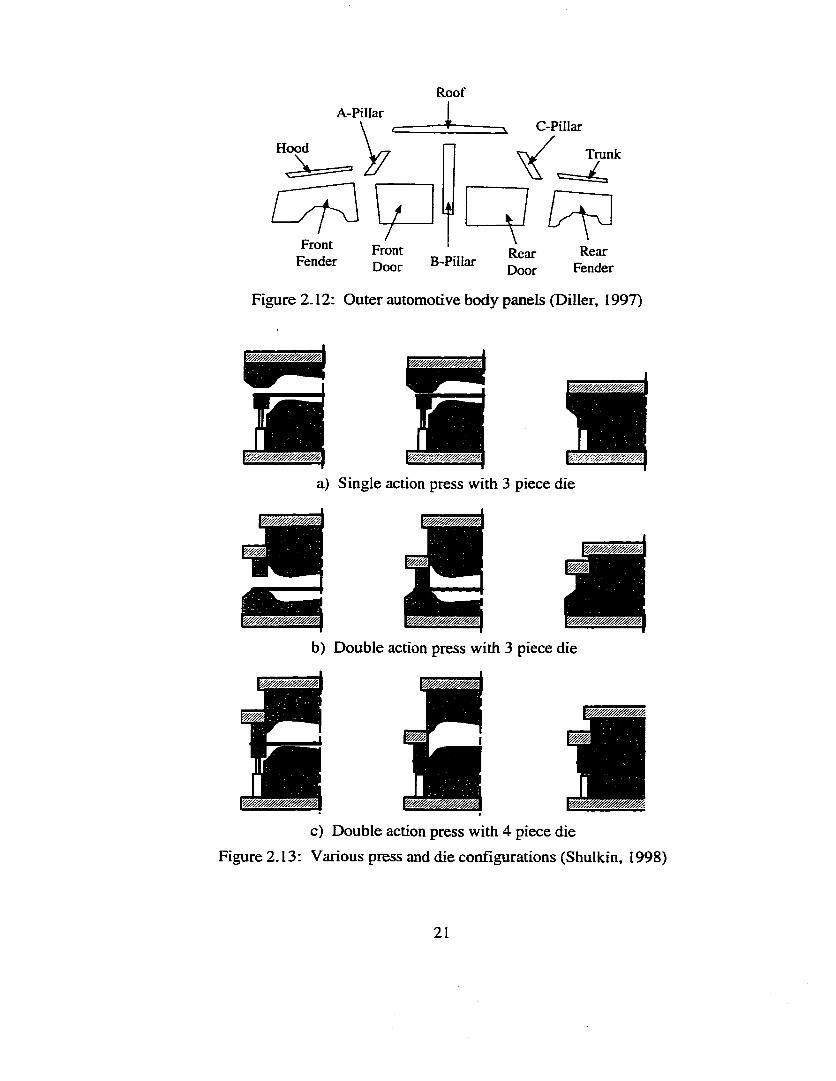
RoofA-Pillar
C-PülarHood Trunk
FrontFender
FrontDoor
RearFender
RearDoorB-Pillar
Figure 2.12: Outer automotive body panels (Diller, 1997)
a) Single action press with 3 piece die
b) Double action press with 3 piece die
c) Double action press with 4 piece die Figure 2.13: Various press and die configurations (Shulkin, 1998)
2 1
The blanking process is used to cut the initial blank shape from the coil of metal. The
binder wrap stage is a simple positioning of the sheet on the face o f the binder and
allowing it to conform to the binder surface geometry due only to gravity. Although the
binder surface may be flat, typically the binder is contoured to provide ample material in
the die cavity during forming.
The binder surfaces come together to clamp the sheet along its edges and a binder
pressure is applied to create frictional restraining forces which help to control material
flow during forming. The binders also serve to set the drawbeads which add to the
restraining forces through bending and additional friction. During the forming stage, the
matched punch and die surface come together and impart large plastic deformations to
the sheet in order to form the part geometry. For more complex panels, more than one
forming stage is often necessary to avoid fracmre.
The tooling design of automotive stampings is typically divided into two stages (Burk,
1996). The first step is draw design which includes determination of the tooling surfaces
and orientations which are necessary to achieve a successful draw. This involves the
design of the punch, die, binder, addendum, and other feamres which will define the
material flow during forming. The next step is die design which deals with press and
structural related issues. The goal of this stage is to create functional tooling which is as
stiff and light as possible. The steps in tool design are typically:
1. Process Sequence Design
2. Tip Angle Determination
3. B inder Development
4. Punch Opening Layout
5. Addendum Design
6 . Drawbead Layout
2 2
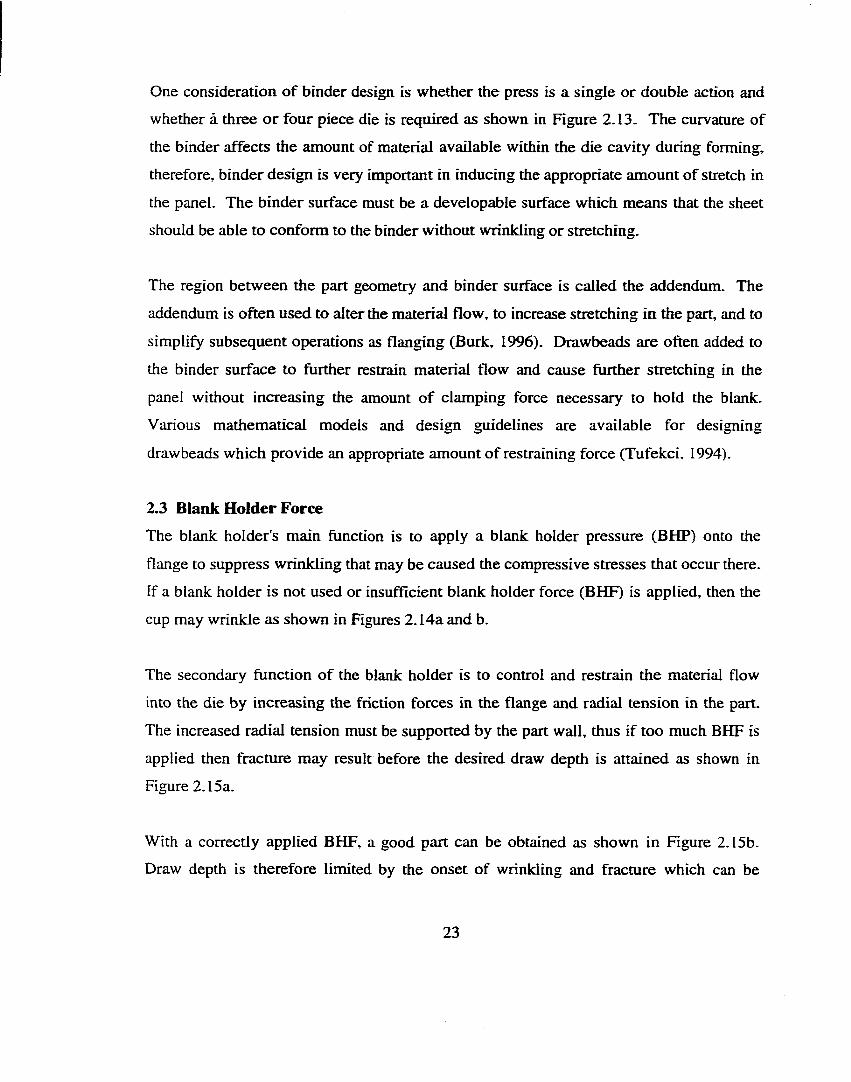
One consideration of binder design is whether the press is a single or double action and
whether à three or four piece die is required as shown in Figure 2.13. The curvature of
the binder affects the amount of material available within the die cavity during forming,
therefore, binder design is very important in inducing the appropriate amount of stretch in
the panel. The binder surface must be a developable surface which means that the sheet
should be able to conform to the binder without wrinkling or stretching.
The region between the part geometry and binder surface is called the addendum. The
addendum is often used to alter the material flow, to increase stretching in the part, and to
simplify subsequent operations as flanging (Burk, 1996). Drawbeads are often added to
the binder surface to further restrain material flow and cause further stretching in the
panel without increasing the amount of clamping force necessary to hold the blank.
Various mathematical models and design guidelines are available for designing
drawbeads which provide an appropriate amount of restraining force (Tufekci. 1994).
2.3 Blank Holder ForceThe blank holder's main function is to apply a blank holder pressure (BHP) onto the
flange to suppress wrinkling that may be caused the compressive stresses that occur there.
If a blank holder is not used or insufficient blank holder force (BHP) is applied, then the
cup may wrinkle as shown in Figures 2 .14a and b.
The secondary function of the blank holder is to control and restrain the material flow
into the die by increasing the friction forces in the flange and radial tension in the part.
The increased radial tension must be supported by the part wall, thus if too much BHF is
applied then fracture may result before the desired draw depth is attained as shown in
Figure 2.15a.
With a correctly applied BHF, a good part can be obtained as shown in Figure 2.15b.
Draw depth is therefore limited by the onset of wrinkling and fracture which can be
23
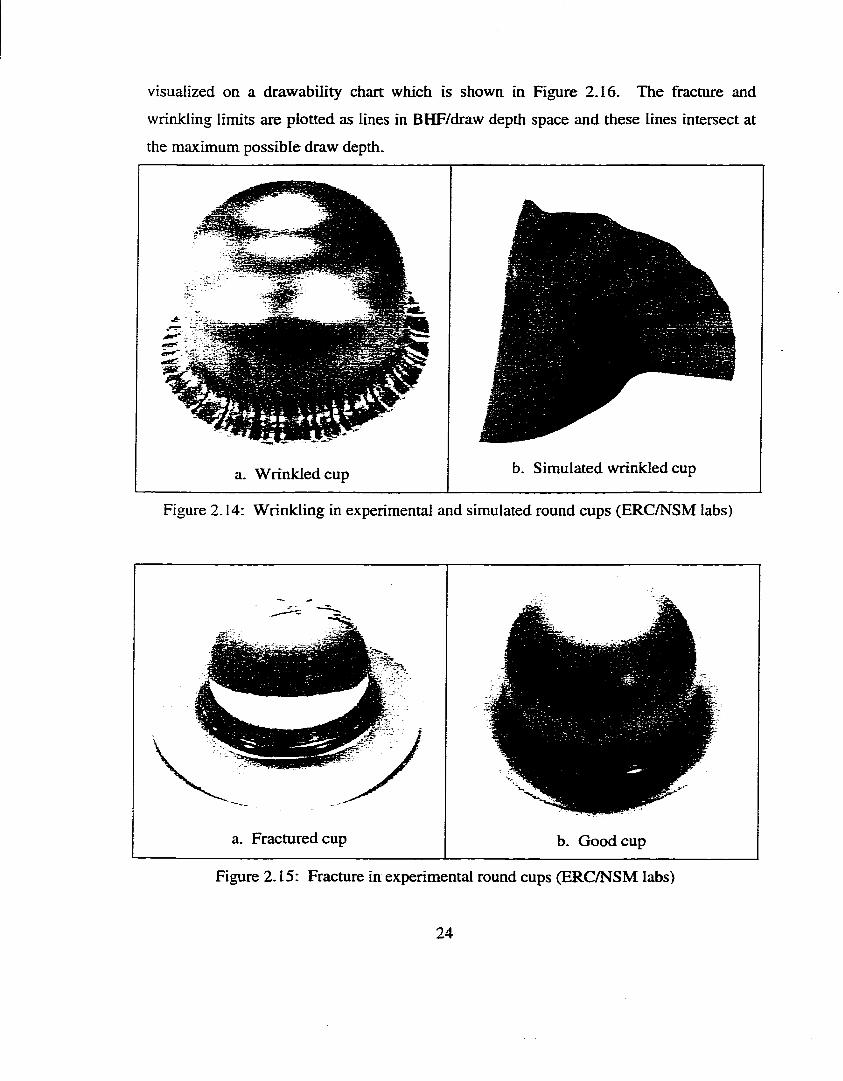
visualized on a drawability chart which is shown in Figure 2.16. The fracture and
wrinkling limits are plotted as lines in BHF/draw depth space and these lines intersect at
the maximum possible draw depth.
a. Wrinkled cup b. Simulated wrinkled cup
Figure 2.14: Wrinkling in experimental and simulated round cups (ERC/NSM labs)
a. Fractured cup b. Good cup
Figure 2.15: Fracture in experimental round cups (ERC/NSM labs)
24
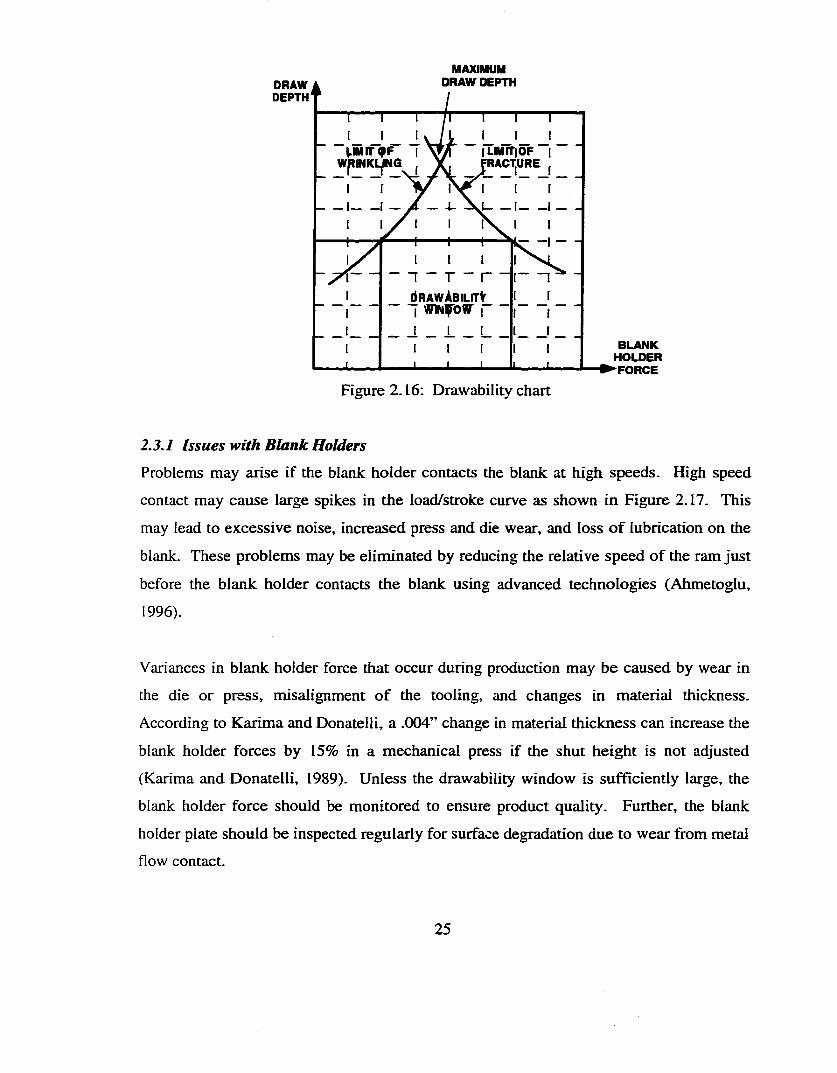
DRAW ▲ D E P T H ^
MAXIMUM DRAW DEPTH
|.iMir9 F [ [LMrriOFRACTUREwpwKywG
1
~ T ~ r
dR A W À B ILnt 7 WHfoir i~I I II I I
Figure 2.16: Drawability chart
BLANKHOLDER
►FORCE
2.3.1 Issues with Blank Holders
Problems may arise if the blank holder contacts the blank at high speeds. High speed
contact may cause large spikes in the load/stroke curve as shown in Figure 2.17. This
may lead to excessive noise, increased press and die wear, and loss o f lubrication on the
blank. These problems may be eliminated by reducing the relative speed of the ram just
before the blank holder contacts the blank using advanced technologies (Ahmetoglu,
1996).
Variances in blank holder force that occur during production may be caused by wear in
the die or press, misalignment o f the tooling, and changes in material thickness.
According to Karima and Donatelli, a .004” change in material thickness can increase the
blank holder forces by 15% in a mechanical press if the shut height is not adjusted
(Karima and Donatelli, 1989). Unless the drawability window is sufficiendy large, the
blank holder force should be monitored to ensure product quality. Further, the blank
holder plate should be inspected regularly for surface degradation due to wear from metal
flow contact.
25
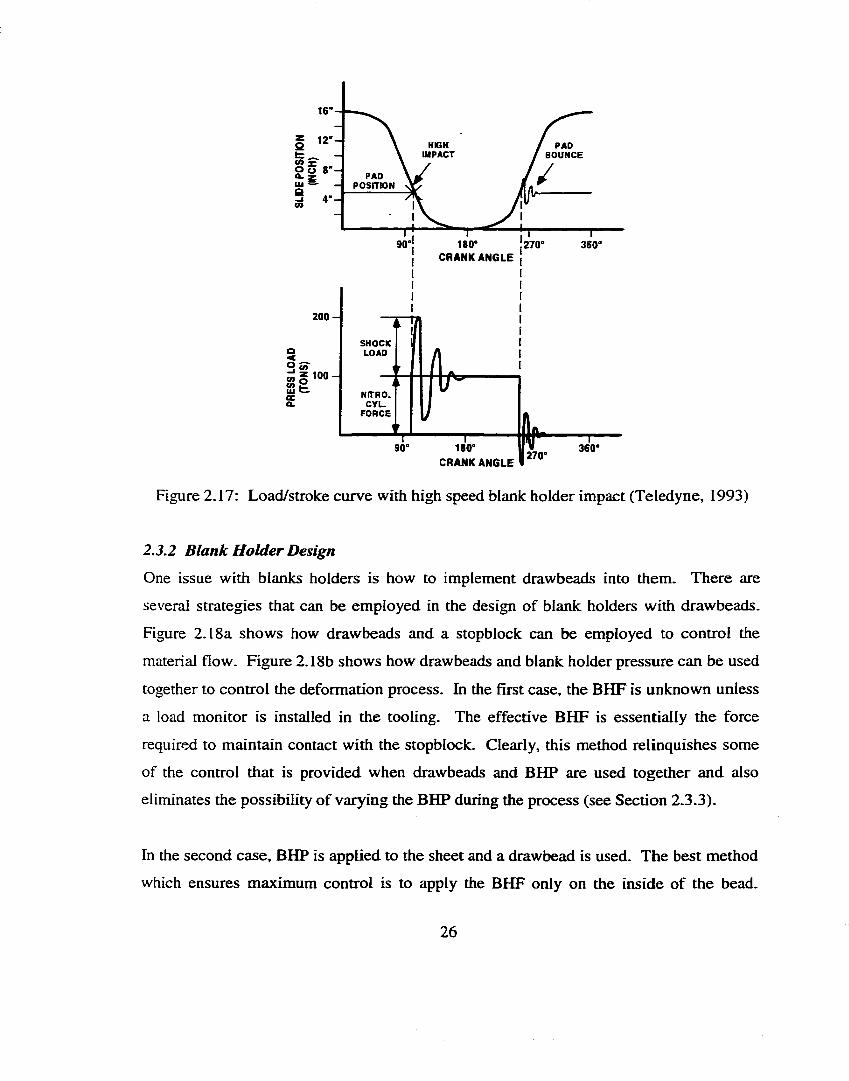
16"
HIGHIMPACT
PADBOUNCE
PADPOSITION
90° 180° CRANK ANGLE
360°270'
200 -
SHOCKLOADQ
NITRO.C Y U
FO RCE
90° 180°
CRANK ANGLE360°
Figure 2.17: Load/stroke curve with high speed blank holder impact (Teledyne, 1993)
2.3.2 Blank Holder Design
One issue with blanks holders is how to implement drawbeads into them. There are
several strategies that can be employed in the design of blank holders with drawbeads.
Figure 2.18a shows how drawbeads and a stopbiock can be employed to control the
material flow. Figure 2.18b shows how drawbeads and blank holder pressure can be used
together to control the deformation process. In the first case, the BHF is unknown unless
a load monitor is installed in the tooling. The effective BHF is essentially the force
required to maintain contact with the stopbiock. Clearly, this method relinquishes some
of the control that is provided when drawbeads and BHP are used together and also
eliminates the possibility of varying the BHP during the process (see Section 2.3.3).
In the second case, BHP is applied to the sheet and a drawbead is used. The best method
which ensures maximum control is to apply the BHF only on the inside of the bead.
2 6
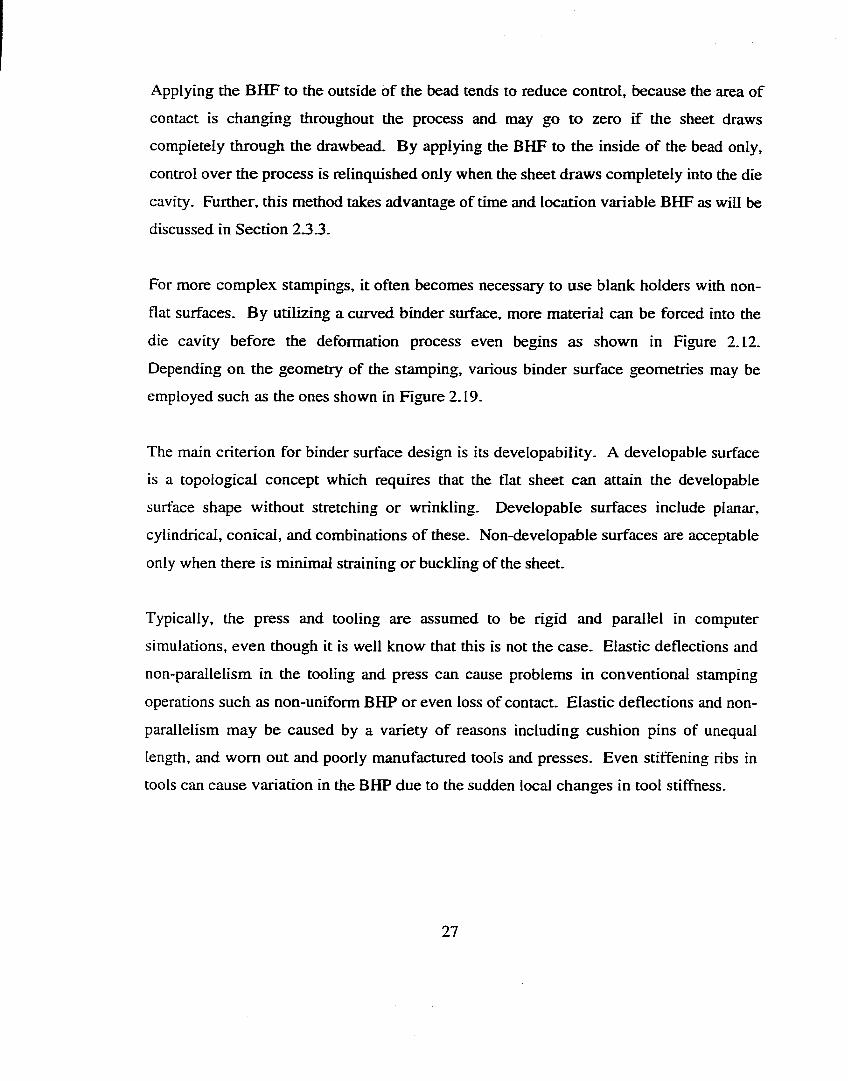
Applying the BHF to the outside of the bead tends to reduce control, because the area of
contact is changing throughout the process and may go to zero if the sheet draws
completely through the drawbead. By applying the BHF to the inside of the bead only,
control over the process is relinquished only when the sheet draws completely into the die
cavity. Further, this method takes advantage of time and location variable BHF as will be
discussed in Section 2.3.3.
For more complex stampings, it often becomes necessary to use blank holders with non
flat surfaces. By utilizing a curved binder surface, more material can be forced into the
die cavity before the deformation process even begins as shown in Figure 2.12.
Depending on the geometry of the stamping, various binder surface geometries may be
employed such as the ones shown in Figure 2.19.
The main criterion for binder surface design is its developabiiity. A developable surface
is a topological concept which requires that the flat sheet can attain the developable
surface shape without stretching or wrinkling. Developable surfaces include planar,
cylindrical, conical, and combinations of these. Non-developable surfaces are acceptable
only when there is minimal straining or buckling of the sheet.
Typically, the press and tooling are assumed to be rigid and parallel in computer
simulations, even though it is well know that this is not the case. Elastic deflections and
non-parallelism in the tooling and press can cause problems in conventional stamping
operations such as non-uniform BHP or even loss of contact. Elastic deflections and non
parallelism may be caused by a variety of reasons including cushion pins of unequal
length, and worn out and poorly manufactured tools and presses. Even stiffening ribs in
tools can cause variation in the BHP due to the sudden local changes in tool stiffness.
27
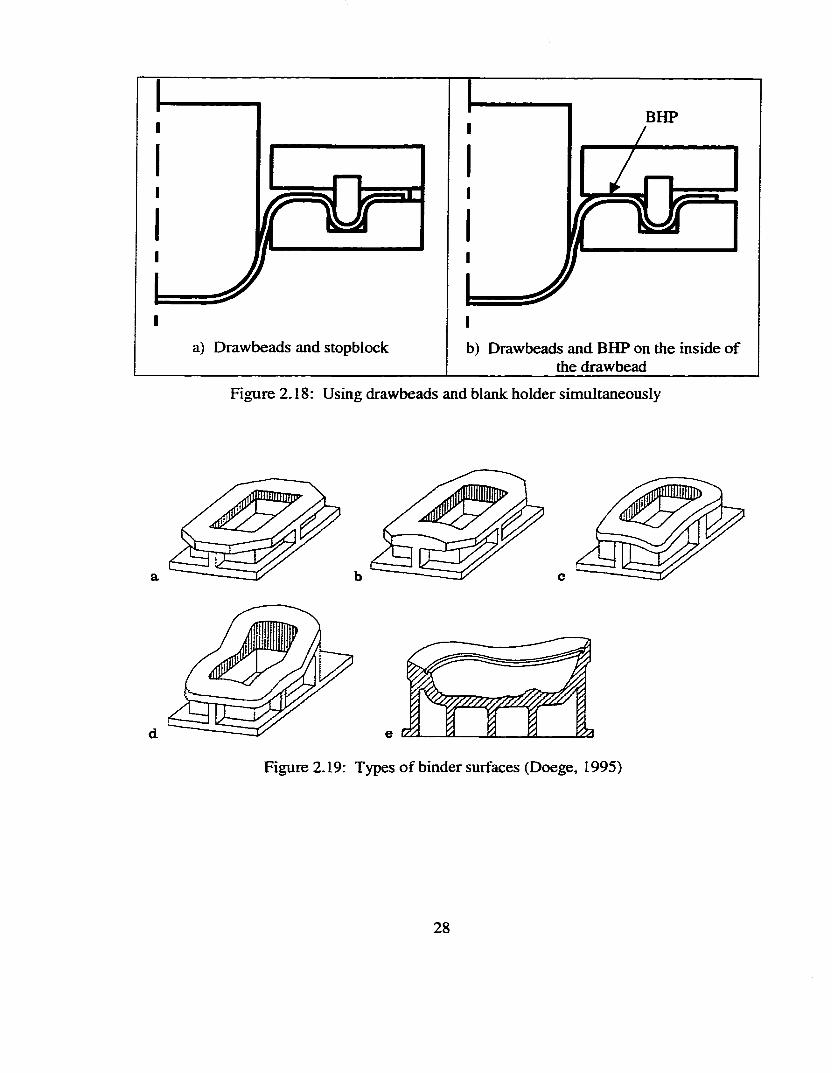
BHP
a) Drawbeads and stopbiock b) Drawbeads and BHP on the inside of the drawbead
Figure 2.18: Using drawbeads and blank holder simultaneously
a b c
e
Figure 2.19: Types o f binder surfaces (Doege, 1995)
28
One method to reduce the effect of elastic deflections and non-parallelism is to use
manifolded nitrogen or hydraulic cylinders to impart the BHF. The manifolding of
cylinders ensures that each cylinder transmits an equal force and thus the effects of elastic
deflections and non-parallehsm are reduced. The pressure pattern caused by elastic
deflections can be measured with pressure sensitive paper or predicted using computer
simulations as shown in Figure 2.20.
When using nitrogen or hydraulic cylinders, it is desirable to maintain as uniform a BHP
pattern as possible. One method is to design a very stiff or rigid blank holder that would
ensure a uniform BHP. The problem with this is that any non-parallelism would have an
even greater effect on the process. Also, a rigid blank holder eliminates any possibility of
applying a non-uniform BHP onto the sheet which could be desirable (see Section 2.3.3).
Another method is to design a blank holder which is made up o f very rigid segmented
sections as shown in Figure 2.21. This method provides good independent control over
the material, but the tool design is complex and the segments may damage the sheet
surface. Another strategy is to design a one-piece binder which is made up of rigid cones
which are elastically connected as shown in Figure 2.22 (Siegert, 1998). Although this
design is complex, it can be readily sand casted and it provides good control and a non
damaging contact on the sheet.
Alternatively, the blank holder can be designed as one-piece and elastic. The contact of a
cylinder piston and an elastic blank holder causes a pressure pattern at the blank
holder/sheet interface as shown in Figure 2.23. This pressure pattern is high at the center
of contact and decays exponentially radially outward. The effective range ( r j can be
defined as the radius at which 90% of the BHF of the cylinder is inside.
If the effective range is too small then there will be regions o f low BHP where the sheet
will not be properly controlled. If the effective range is too large, then the actions of the
29
cylinders will be coupled which will cause a loss of independent control of the cylinders.
Shulkin (1998) studied this problem and determined that for a given cylinder and blank
holder, a proper effective range could ensured by calculating an appropriate blank holder
thickness.
Shulkin (1998) developed equations which determines the pressure pattern which is
developed in the simplified cylinder/blank holder model in Figure 2.23.
h4
4[ - ( 4 r S C + S ^ ) S , + ( S C + )3 + | z S ^ ) a ] j
6pi'
(Equation 2.8)
Where d(|3), S, C, 8%, €%, P, F (^ and 1 are given in Appendix A 3. Shulkin (1998)
implemented these equations into a computer program to be used as a tool for proper
elastic blank holder design. Also, the degree of coupling or dependency of the cylinders
can be determined with this program. For example if the effective range was designated
as re and the distance between cylinders one and two was Xi?, then a coupling factor, fc,
can be defined as follows (see Figure 2.24):
jr _ (Equation 2.9)
Thus for fe<0, the cylinders are uncoupled. For 0<fc<l, the cylinders are partially
coupled. For fc>l, the cylinders are fully coupled as shown in Figure 2.24.
30
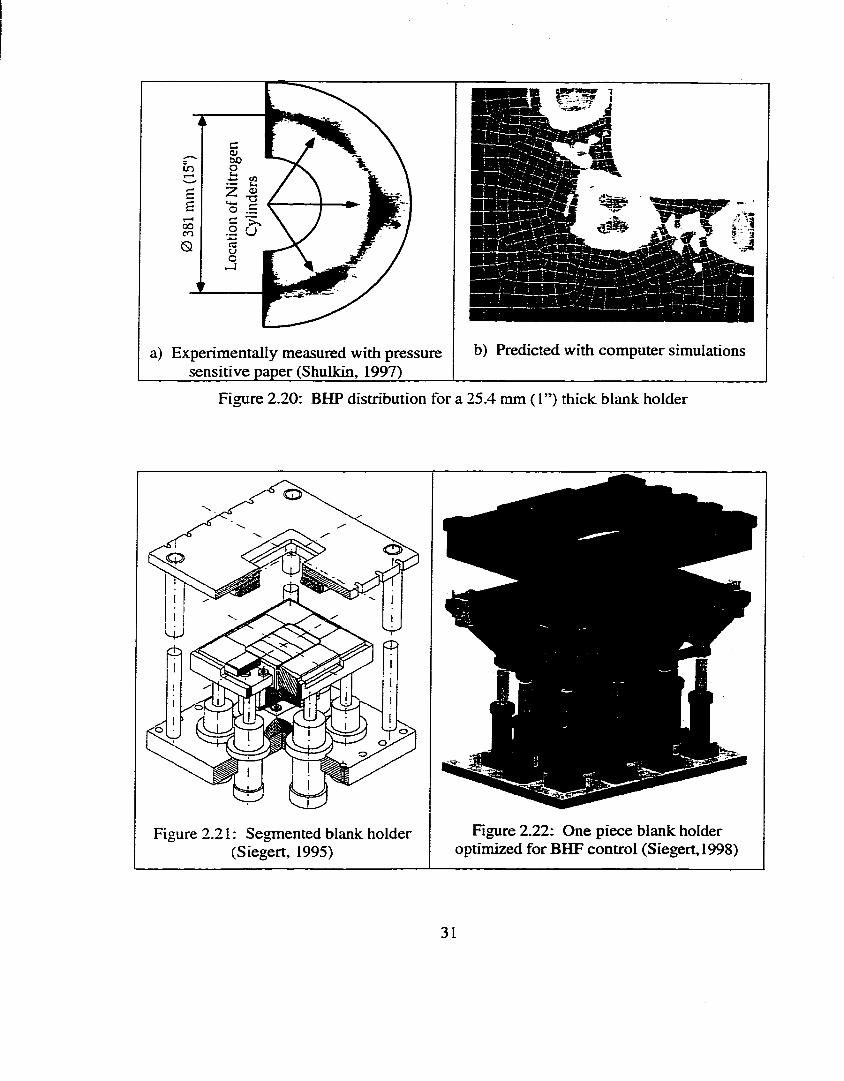
a) Experimentally measured with pressure sensitive paper (Shulkin, 1997)
b) Predicted with computer simulations
Figure 2.20: BHP distribution for a 25.4 ram ( I”) thick blank holder
O
Figure 2.21 : Segmented blank holder (Siegert, 1995)
Figure 2.22: One piece blank holder optimized for BHF control (Siegert, 1998)
31
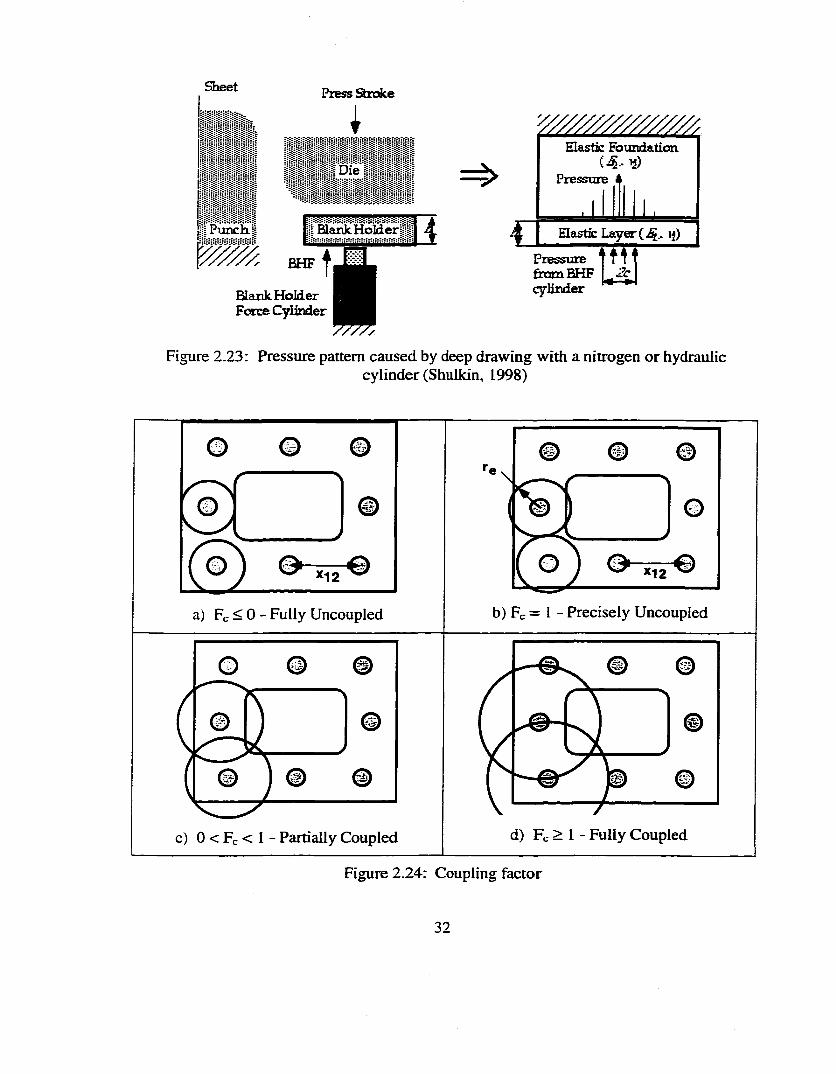
Sheet Press Stroke
IDie
iP u n c h
Blank Holder Force Cylinder
Blank H oM eri
Elastic Foundation ( 4 - Tf)
Pressure 4
Elastic Layer(j§.. ij)Pressure foam BHF cylinder
t f l f2c
Figure 2.23: Pressure pattern caused by deep drawing with a nitrogen or hydrauliccylinder (Shulkin, 1998)
a) Fc < 0 ' Fully Uncoupled b) Fc = 1 - Precisely Uncoupled
c) 0 < Fc < 1 - Partially Coupled d) Fc > 1 - Fully Coupled
Figure 2.24: Coupling factor
32
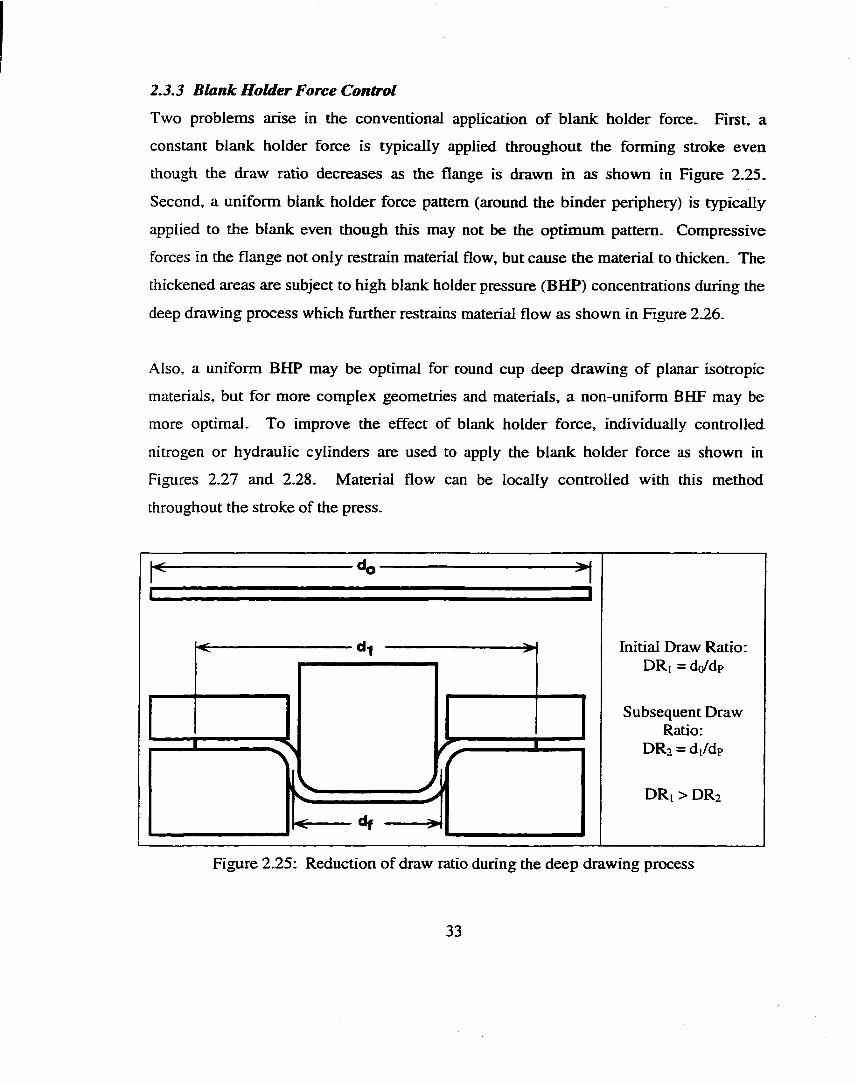
2.3.3 Blank H older Force Control
Two problems arise in the conventional application o f blank holder force. First, a
constant blank holder force is typically applied throughout the forming stroke even
though the draw ratio decreases as the flange is drawn in as shown in Figure 2.25.
Second, a uniform blank holder force pattern (around the binder periphery) is typically
applied to the blank even though this may not be the optimum pattern. Compressive
forces in the flange not only restrain material flow, but cause the material to thicken. The
thickened areas are subject to high blank holder pressure (BHP) concentrations during the
deep drawing process which further restrains material flow as shown in Figure 2.26.
Also, a uniform BHP may be optimal for round cup deep drawing of planar isotropic
materials, but for more complex geometries and materials, a non-uniform BHF may be
more optimal. To improve the effect of blank holder force, individually controlled
nitrogen or hydraulic cylinders are used to apply the blank holder force as shown in
Figures 2.27 and 2.28. Material flow can be locally controlled with this method
throughout the stroke of the press.
« 1
'A
Initial Draw Ratio: DR[ = d(/dp
Subsequent Draw Ratio:
DR% = di/dp
DRi > DR?
Figure 2.25: Reduction o f draw ratio during the deep drawing process
33
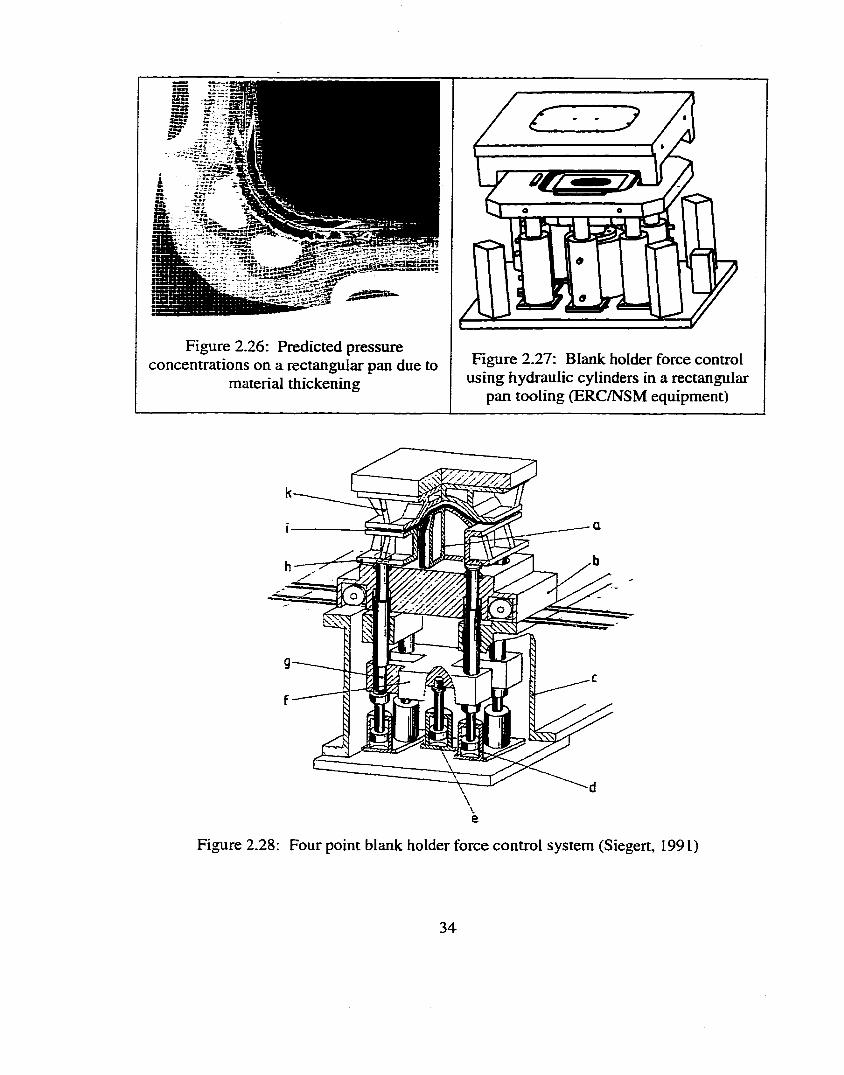
Figure 2.26: Predicted pressure concentrations on a rectangular pan due to
material thickeningFigure 2.27: Blank holder force control
using hydraulic cylinders in a rectangular pan tooling (ERC/NSM equipment)
Figure 2.28: Four point blank holder force control system (Siegert, 1991)
34
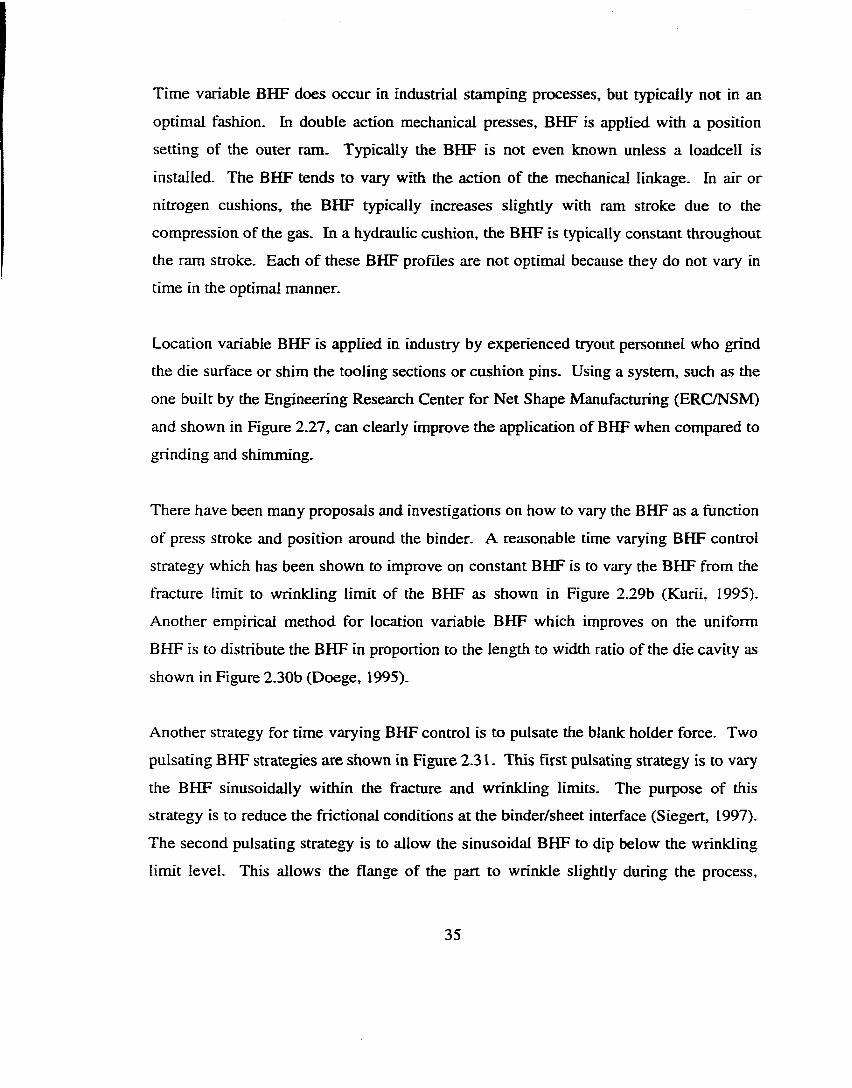
Time variable BHF does occur in industrial stamping processes, but typically not in an
optimal fashion. In double action mechanical presses, BHF is applied with a position
setting of the outer ram. Typically the BHF is not even known unless a loadcell is
installed. The BHF tends to vary with the action of the mechanical linkage. In air or
nitrogen cushions, the BHF typically increases slightly with ram stroke due to the
compression of the gas. In a hydraulic cushion, the BHF is typically constant throughout
the ram stroke. Each of these BHF profiles are not optimal because they do not vary in
time in the optimal manner.
Location variable BHF is applied in industry by experienced tryout personnel who grind
the die surface or shim the tooling sections or cushion pins. Using a system, such as the
one built by the Engineering Research Center for Net Shape Manufacturing (ERC/NSM)
and shown in Figure 2.27, can clearly improve the application of BHF when compared to
grinding and shimming.
There have been many proposals and investigations on how to vary the BHF as a function
of press stroke and position around the binder. A reasonable time varying BHF control
strategy which has been shown to improve on constant BHF is to vary the BHF from the
fracture limit to wrinkling limit of the BHF as shown in Figure 2.29b (Kurii, 1995).
Another empirical method for location variable BHF which improves on the uniform
BHF is to distribute the BHF in proportion to the length to width ratio of the die cavity as
shown in Figure 2.30b (Doege, 1995).
Another strategy for time varying BHF control is to pulsate the blank holder force. Two
pulsating BHF strategies are shown in Figure 2.31. This first pulsating strategy is to vary
the BHF sinusoidally within the fracture and wrinkling limits. The purpose of this
strategy is to reduce the frictional conditions at the binder/sheet interface (Siegert, 1997).
The second pulsating strategy is to allow the sinusoidal BHF to dip below the wrinkling
limit level. This allows the flange of the part to wrinkle slightly during the process,
35
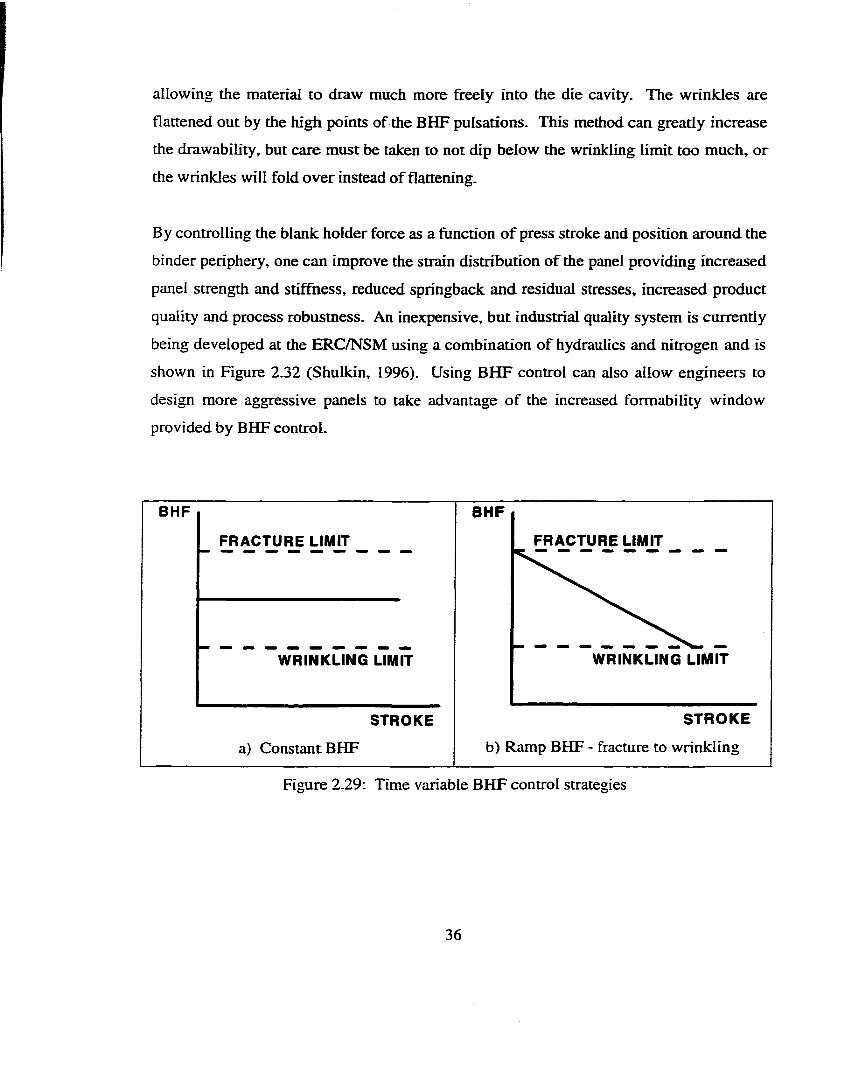
allowing the material to draw much more freely into the die cavity. The wrinkles are
flattened out by the high points of the BHF pulsations. This method can greatly increase
the drawability, but care must be taken to not dip below the wrinkling limit too much, or
the wrinkles will fold over instead of flattening.
By controlling the blank holder force as a function o f press stroke and position around the
binder periphery, one can improve the strain distribution of the panel providing increased
panel strength and stifftiess, reduced springbuck and residual stresses, increased product
quality and process robusmess. An inexpensive, but industrial quality system is currently
being developed at the ERC/NSM using a combination of hydraulics and nitrogen and is
shown in Figure 2.32 (Shulkin, 1996). Using BHF control can also allow engineers to
design more aggressive panels to take advantage of the increased formability window
provided by BHF control.
BHF
FRACTURE LIMIT
WRINKLING LIMIT
STROKE
BHF
FRACTURE LIMIT
WRINKLING LIMIT
STROKE
a) Constant BHF b) Ramp BHF - fracture to wrinkling
Figure 2.29: Time variable BHF control strategies
36
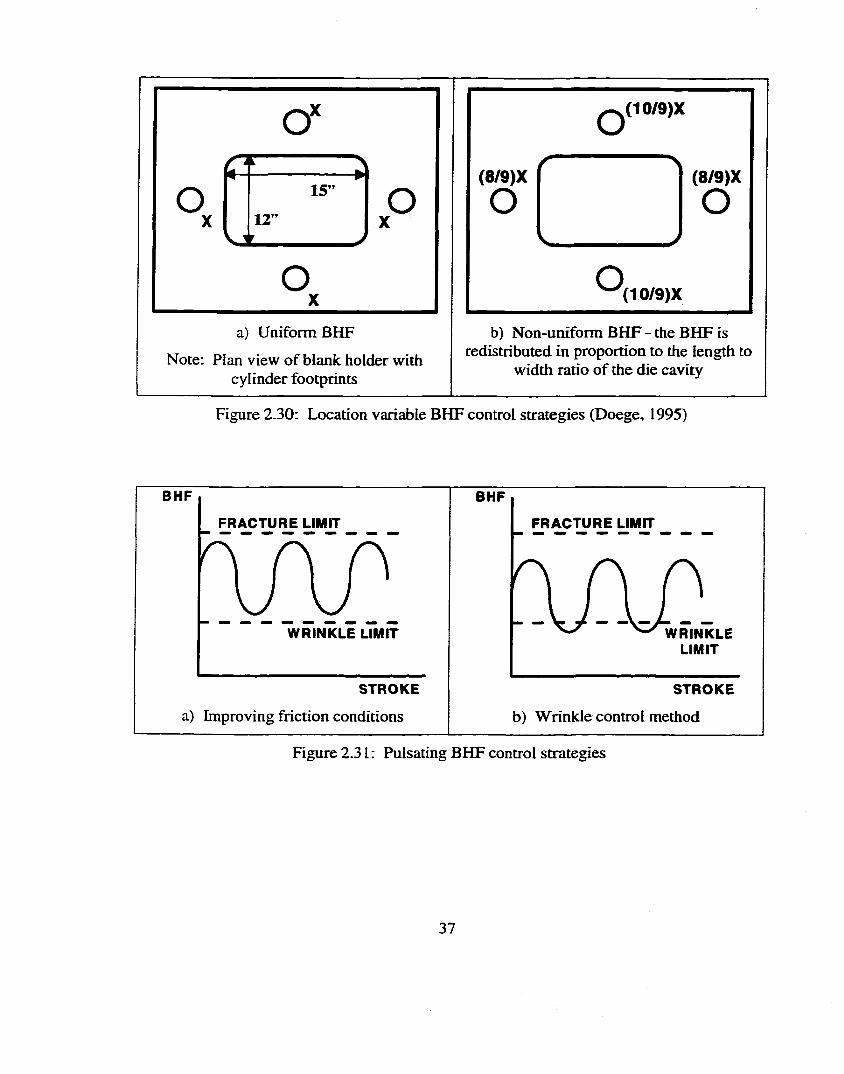
V i
a) Uniform BHF
Note: Plan view of blank holder with cylinder footprints
q ( 1 0 / 9 ) X
( 8 / 9 ) X ( 8 / 9 ) XO oV ■ >n
' ' ( 1 0 / 9 ) X
b) Non-uniform BHF - the BHF is redistributed in proportion to the length to
width ratio of the die cavity
Figure 2.30: Location variable BHF control strategies (Doege, 1995)
BHF
FRACTURE LIMIT
WRINKLE LIMIT
STROKE
a) Improving friction conditions
BHF
FRACTURE LIMIT
WRINKLELIMIT
STROKE
b) Wrinkle control method
Figure 2.31 : Pulsating BHF control strategies
37
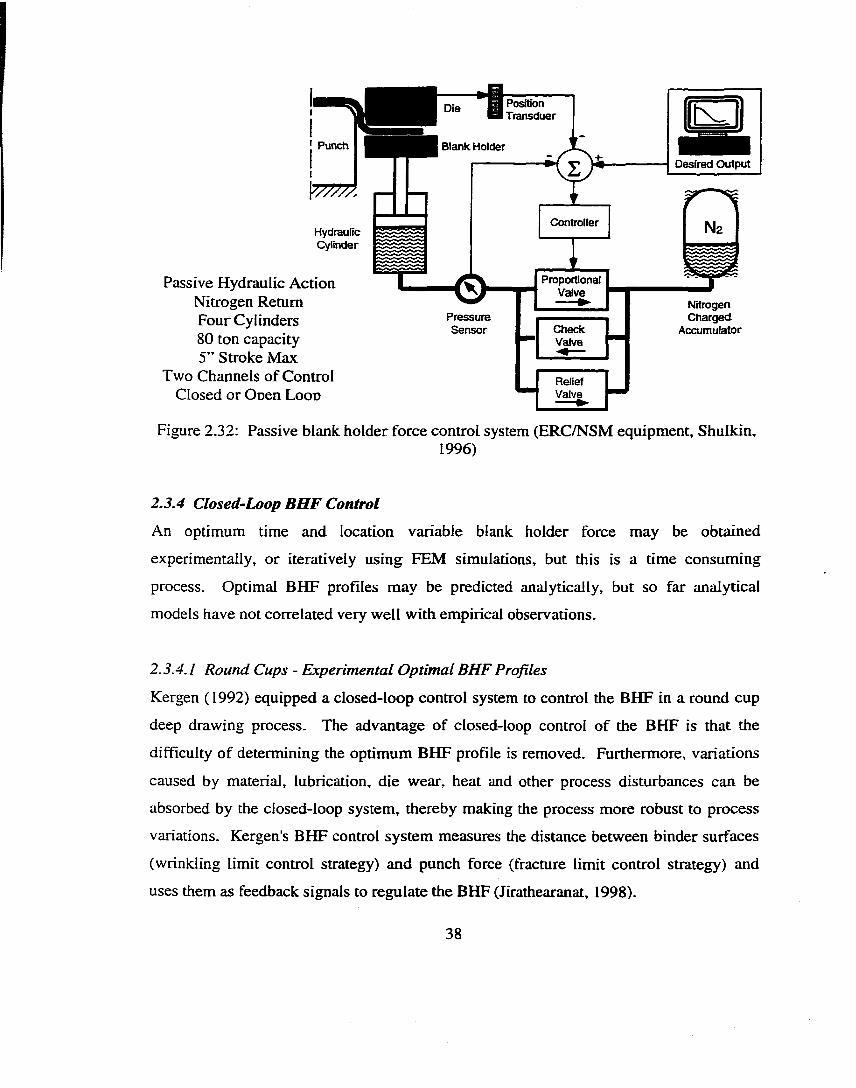
HydraulicCylinder
Position Transduer
Punch Blank HolderDesired Output
Controller
Proportional Valve
CheckValve
ReliefValve
NitrogenCharged
Accumulator
Passive Hydraulic Action Nitrogen Return Four Cylinders 80 ton capacity 5” Stroke Max
Two Channels of Control Closed or Onen Loon
Figure 2.32: Passive blank holder force control system (ERC/NSM equipment, Shulkin,1996)
2.3.4 Closed-Loop BHF Control
An optimum time and location variable blank holder force may be obtained
experimentally, or iteratively using FEM simulations, but this is a time consuming
process. Optimal BHF profiles may be predicted analytically, but so far analytical
models have not correlated very well with empirical observations.
2.3.4.1 Round Cups - Experimental Optimal BHF Profiles
Kergen ( 1992) equipped a closed-loop control system to control the BHF in a round cup
deep drawing process. The advantage of closed-loop control of the BHF is that the
difficulty of determining the optimum BHF profile is removed. Furthermore, variations
caused by material, lubrication, die wear, heat and other process disturbances can be
absorbed by the closed-loop system, thereby making the process more robust to process
variations. Kergen's BHF control system measures the distance between binder surfaces
(wrinkling limit control strategy) and punch force (fracture limit control strategy) and
uses them as feedback signals to regulate the BHF (Jirathearanat, 1998).
38
The wrinkling limit control strategy consists of monitoring the distance between the
binder surfaces (or the binder gap) in order to detect wrinkling. The system compares the
current binder gap with a predicted current sheet thickness (this varies with the amount of
draw-in of the material). If the measured value is above the predicted one the BHF is
increased; below this value the BHF is decreased. A proportional, integral, derivative
(PID) controller is used to determine how much the BHF is changed in order to maintain
the specified binder gap. Figure 2.33 shows the measured BHF using this control
strategy. The advantage in this approach is ± a t the obtained BHF profiles are actually
the minimum necessary BHF to suppress wrinkling. The application o f this profiled BHF
offers less severe forming conditions to form less formable materials.
The fracture limit control strategy consists of using a closed-loop control system to obtain
BHF profiles that maintain a predetermined punch force. In this system, the punch force
is kept just below the punch force which would cause fracture in the material (determined
through constant BHF experiments, see Figure 2.34). By utilizing this method, the BHF
is maintained at a level which maximizes the strain in the sheet without fracture. Thus
this method tends to increase dent resistance and stiffness and decreases springback.
Further, limiting draw ratios are dramatically increased, due to the increased stretching of
the material that is obtained.
Manabe (1995) developed a round cup deep draw tool with closed-loop fuzzy controlled
blank holder force. The control algorithm was designed to achieve a uniform wall
thickness through the use of two evaluation functions. The first function evaluated the
deviation of the punch versus blank reduction ratio curve from an experimental punch
curve going near the fracture limit. The second function evaluated the deviation of the
maximum flange thickness from the initial blank thickness (which determined the
wrinkling limit). The resulting BHF profile is shown in Figure 2.35. With this control
strategy, more uniform thickness distribution was achieved, thinning at the flange nose
was reduced, and thickening of the flange was suppressed which, in turn, prevented the
39
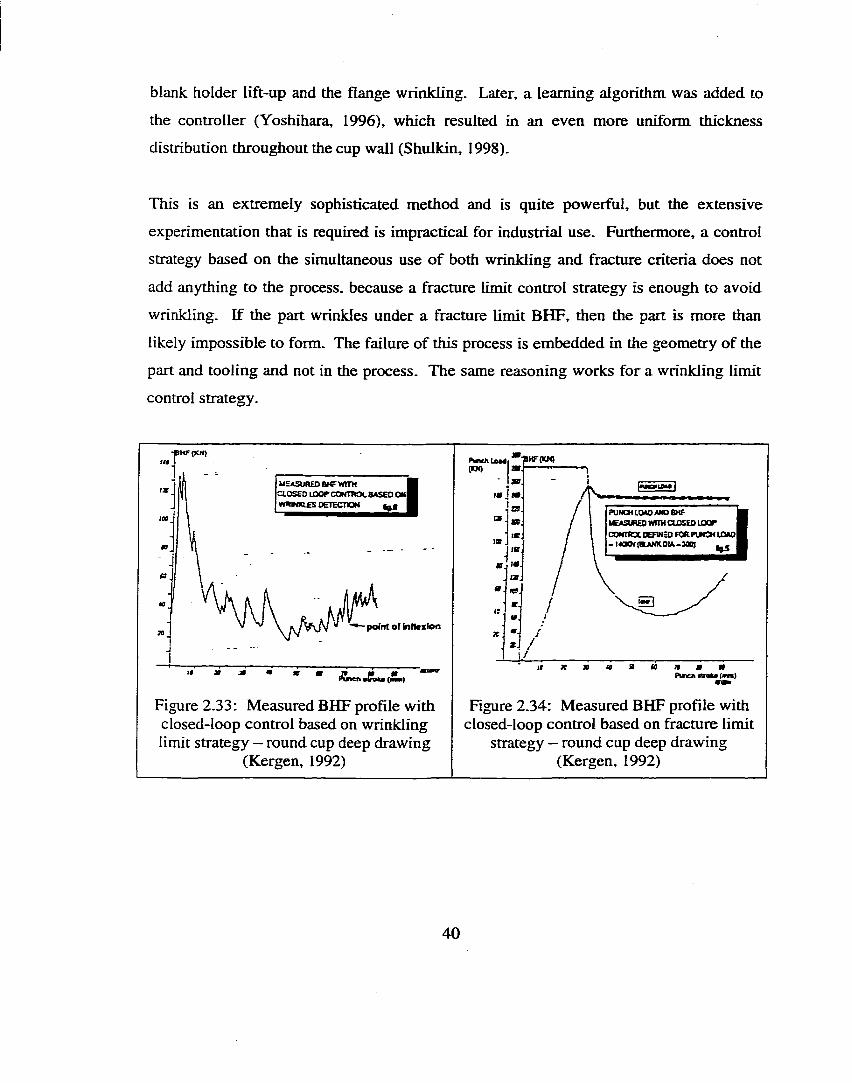
blank holder lift-up and the flange wrinkling. Later, a learning algorithm was added to
the controller (Yoshihara, 1996), which resulted in an even more uniform thickness
distribution throughout the cup wall (Shulkin, 1998).
This is an extremely sophisticated method and is quite powerful, but the extensive
experimentation that is required is impractical for industrial use. Furthermore, a control
strategy based on the simultaneous use o f both wrinkling and fracture criteria does not
add anything to the process, because a fracture limit control strategy is enough to avoid
wrinkling. If the part wrinkles under a fracture limit BHF, then the part is more than
likely impossible to form. The failure of this process is embedded in the geometry of the
part and tooling and not in the process. The same reasoning works for a wrinkling limit
control strategy.
149
UEASUREOBHTWtTHCLOSED LOOP CONTROL BASED ONWWWQ£SDETECTK3W I
pofnt of Intlcxfon
499 m
Figure 2.33: Measured BHF profile with closed-loop control based on wrinkling limit strategy — round cup deep drawing
(Kergen, 1992)
ZS.»19
re.m.
1 9 .
c.
Figure 2.34: Measured BHF profile with closed-loop control based on fracture limit
strategy — round cup deep drawing (Kergen, 1992)
4 0
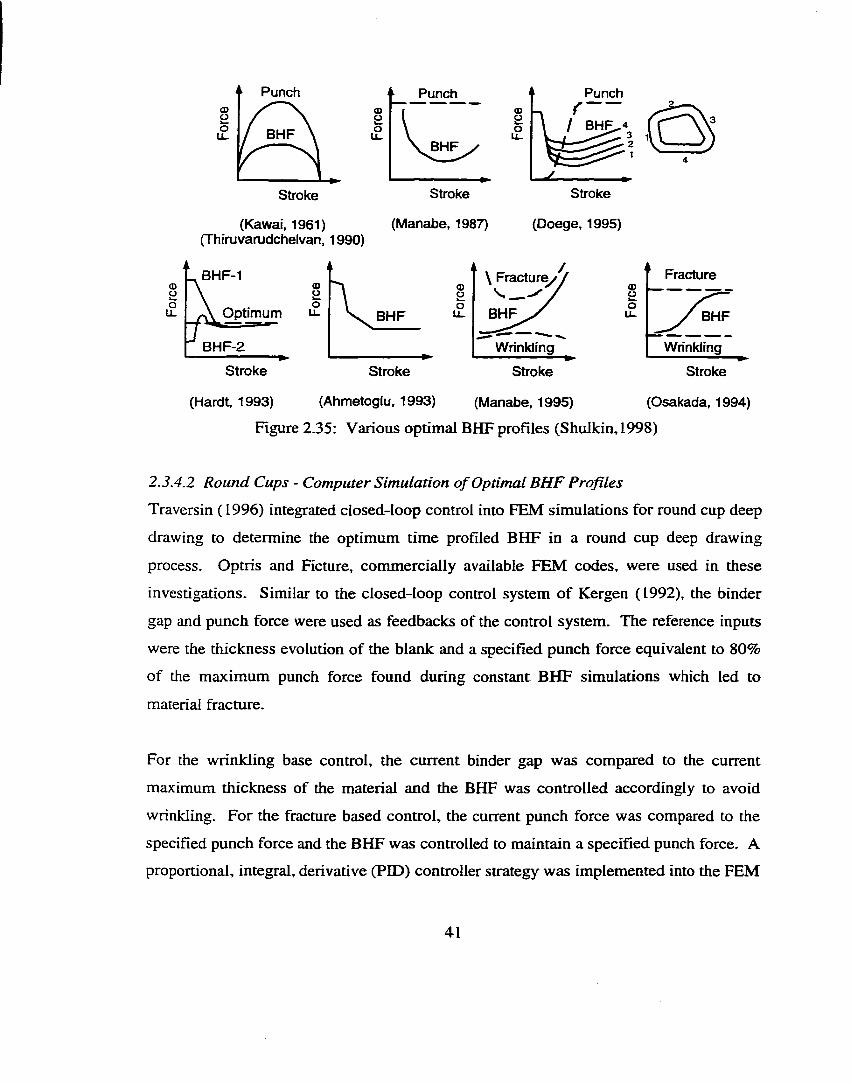
' ‘ Punch
BHFu_
Stroke
Punchou_
BHF
Stroke
321
Stroke
(Kawai, 1961) (Thiruvarudchelvan, 1990)
(Manabe, 1987) (Doege, 1995)
BHF-10)2
Optimum u- BHF
BHF-2Stroke Stroke
Si2
\ Fractur^ '' ^
Wnnkling
(Hardt, 1993) (Ahmetoglu, 1993)
Stroke
(Manabe, 1995)
Fracture
u_ BHF
WrinklingStroke
(Osakada, 1994)
Figure 2.35: Various optimal BHF profiles (Shulkin, 1998)
2.3.4.2 Round Cups - Computer Simulation o f Optimal BHF Profiles
Traversin ( 1996) integrated closed-loop control into FEM simulations for round cup deep
drawing to determine the optimum time profiled BHF in a round cup deep drawing
process. Optris and Ficture, commercially available FEM codes, were used in these
investigations. Similar to the closed-loop control system of Kergen (1992), the binder
gap and punch force were used as feedbacks of the control system. The reference inputs
were the thickness evolution of the blank and a specified punch force equivalent to 80%
of the maximum punch force found during constant BHF simulations which led to
material fracture.
For the wrinkling base control, the current binder gap was compared to the current
maximum thickness of the material and the BHF was controlled accordingly to avoid
wrinkling. For the fracture based control, the current punch force was compared to the
specified punch force and the BHF was controlled to maintain a specified punch force. A
proportional, integral, derivative (PID) controller strategy was implemented into the FEM
41
code to determine the amount the BHF needed to be changed in order to maintain the
specified punch force or binder gap.
The simulation results of Traversin’s work show good agreement with the experimental
results of Kergen. Kergen and Traversin explain the discrepancies as the results of
inappropriate friction conditions, improper reference inputs (i.e. thickness evolution), and
coarse time intervals. The problem with the work of Kergen and Traversin is that
wrinkling based strategy does not attempt to maximize the part strain in order to improve
final product properties such as dent resistance, stiffness, and springback. AJso, the
fracture based strategy relies on a specified punch force which was developed from
extensive constant BHF experiments. Also, punch force is not the best indicator of
fracture. Further, their work did not provide detailed information on control strategies for
location and time variable BHF.
Cao and Boyce (1994) implemented a closed-loop control strategy into the commercial
FEM code Abaqus for round cup deep drawing. A theoretical wrinkling based criterion
and the maximum major strain were used simultaneously as feedbacks to regulate the
BHF in round cup deep drawing. The predicted BHF profile (Figure 2.36) shows a
gradual increase of BHF with the punch displacement. The problem with Cao and
Boyce’s method is that the maximum strain is not the best indicator of fracture. The
maximum strain at fracture is a function of both major and minor strain. Only monitoring
the major strain will lead to under- or overestimation o f the failure limit. Furthermore,
their method controls the BHF using the wrinkling limit method at the beginning of the
process and the fracture limit method at the end. It could be possible in a complex
stamping, that fracture was more likely at the beginning than wrinkling and wrinkling
was more likely at the end, therefore Cao and Boyce’s control strategy would fail in this
case. Clearly, their strategy was formulated for simple round cups only. Finally, the use
of two feedbacks was unnecessary as previous explained.
42
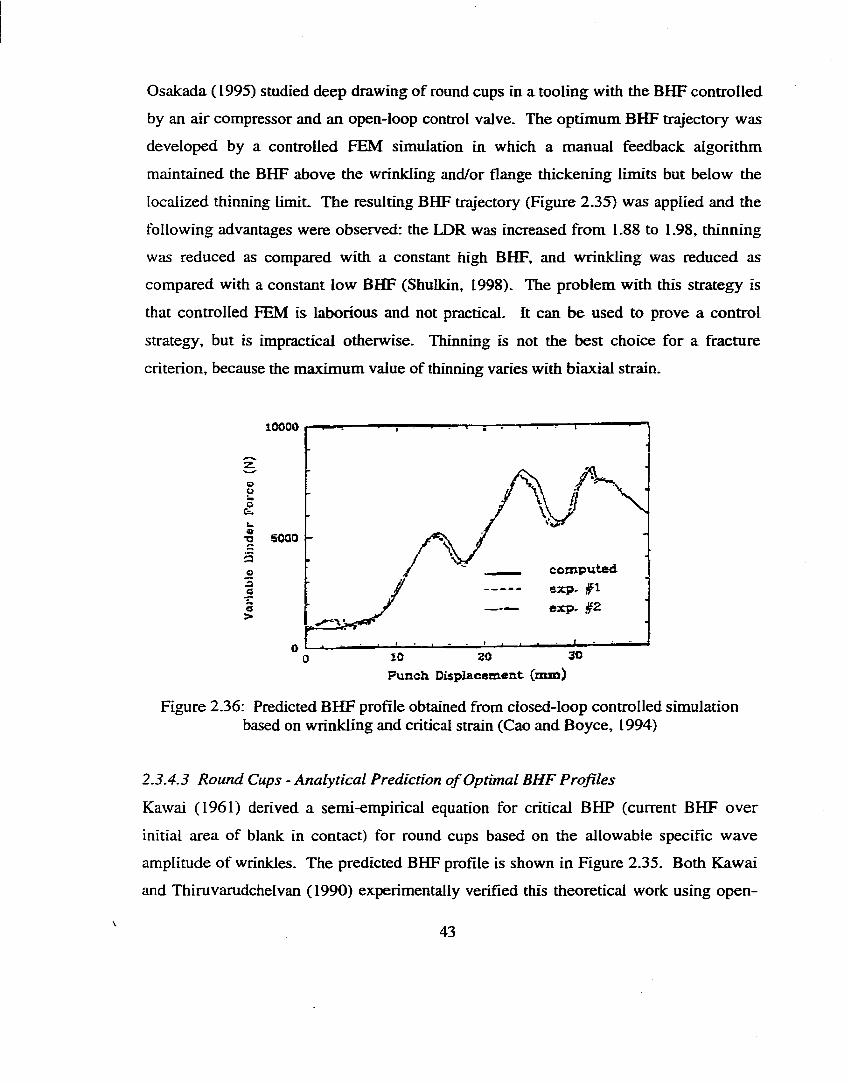
Osakada ( 1995) studied deep drawing of round cups in a tooling with the BHF controlled
by an air compressor and an open-loop control valve. The optimum BHF trajectory was
developed by a controlled FEM simulation in which a manual feedback algorithm
maintained the BHF above the wrinkling and/or flange thickening limits but below the
localized thinning limit. The resulting BHF traj'ectory (Figure 2.35) was applied and the
following advantages were observed: the LDR was increased from 1.88 to 1.98, thinning
was reduced as compared with a constant high BHF, and wrinkling was reduced as
compared with a constant low BHF (Shulkin, 1998). The problem with this strategy is
that controlled FEM is laborious and not practical. It can be used to prove a control
strategy, but is impractical otherwise. Thinning is not the best choice for a fracture
criterion, because the maximum value of thinning varies with biaxial strain.
lOOOO
z6>aê.k■a soaoa
e>
30to 30Punch Displacsment (nmt)
Figure 2.36: Predicted BHF profile obtained from closed-loop controlled simulation based on wrinkling and critical strain (Cao and Boyce, 1994)
2.3.4.3 Round Cups - Analytical Prediction o f Optimal BHF Profiles
Kawai (1961) derived a semi-empirical equation for critical BHP (current BHF over
initial area of blank in contact) for round cups based on the allowable specific wave
amplitude of wrinkles. The predicted BHF profile is shown in Figure 2.35. Both Kawai
and Thiruvarudchelvan (1990) experimentally verified this theoretical work using open-
43
loop BHF control. It was reported that the application o f Kawai’s method minimized
frictional resistance on the blank, eliminated flange wrinkling, reduced the punch force,
reduced thinning at the punch nose area, and increased the LDR by 5% when compared
with constant BHF (Shulkin, 1998). The problem with this work is that it is based on
wrinkling and does not attempt to maximize strain.
Manabe (1987) derived equations to calculate fracture limit BHF trajectories for round
cup deep drawing. However, the experimentally determined BHF curves differed
considerably from the ones predicted by the equations. Nevertheless, Manabe observed
dramatic improvement of the drawability using experimentally determined, fracture limit
based, closed-loop control BHF profiles as shown in Figure 2.35 (Shulkin, 1998). The
weakness in this investigation is that Manabe does not take into account anisotropy or
wrap angle in his derivations.
Ahmetoglu (1996) used finite difference method (FDM) analysis to develop an optimum
BHF variation for round cup deep drawing on a single action hydraulic press with an
open-loop controlled die cushion. The analysis was based on three criteria: 1)
maintaining the punch force below a calculated failure value, 2 ) maintaining the radial
sheet tension below a calculated failure value, and 3) maintaining the cup wall thickness
above a user specified value. The application o f the BHF profile obtained with the above
procedure (Figure 2.35) resulted in an increase of the LDR (Shulkin, 1998). The
weakness of this work is that three control criteria are required, making the control
strategy redundant and difficult to implement.
2.3.4A Non-Round Parts- Experimental Optimal BHF Profiles
Siegert (1996) designed a closed-loop, BHF control system for round cup and rectangular
pan deep draw tools. He used punch force, binder gap, friction force, and draw-in as
feedbacks to the control system. A piezoelectric sensor in the binder measured the
friction force during the process and was used as a feedback loop as shown in Figure
4 4
2.37. Spring loaded pin sensors were installed on the tooling to measure the position of
the blank edge during the process and was also used as a feedback loop. Siegert reported
good improvement of drawability using this control strategy and an increase in process
robusmess.
For the rectangular pan case, Siegert (1998) implemented a system of ten individually
controlled hydraulic cylinders to control the BHF as shown in Figure 2.22. Siegert
suggested that one strategy for spatial control of BHF is to provide as uniform a BHP
pattern as possible. Siegert has also developed a method to control the pressure in a
nitrogen cylinder as a function of stroke thereby making the BHF control process much
cleaner (Schlegel, 1994). The problem with Siegert's work is that the reference curves
for the friction force and draw-in were determined from laborious constant BHF
experiments. This technique may limit the amount of improvement that may be attained
using BHF control to the level o f constant BHF.
Doege (1995) extended the fracmre limit closed-loop control method to experimental
non-symmetric parts. The die cavity consisted of four sides of different lengths. Parts
were drawn using a deep drawing tool with four point BHF control, one BHF control
cylinder on each side of the part. The initial values of the BHF were determined by a
trial-and-error procedure. The force of each cylinder was adjusted proportionally to the
corresponding side length (Figure 2.35). This control method resulted in a uniform
distribution of the BHP around the flange. Cracks and wrinkles, observed for a constant
BHF, were eliminated (Shulkin, 1998). The problem with this work is that it relied on
laborious experimentation to determine the initial values of the BHF which would be
impractical for industrial use.
Hardt (1993) developed a closed-loop BHF control algorithm to draw laboratory conical
cups and square parts with dissimilar comer radii. The control strategy was to make the
BHF converge to an optimum constant BHF from any initial BHF level as shown in
45
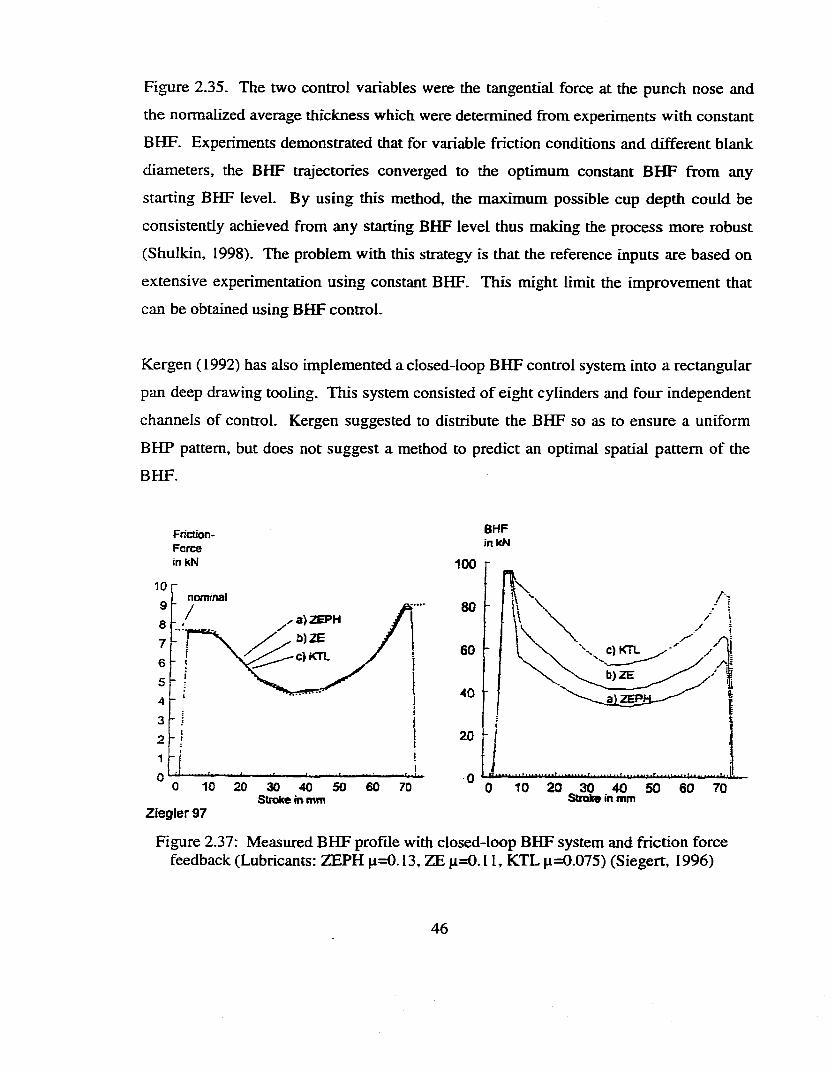
Figure 2.35. The two control variables were the tangential force at the punch nose and
the normalized average thickness which were determined from experiments with constant
BHF. Experiments demonstrated that for variable friction conditions and different blank
diameters, the BHF trajectories converged to the optimum constant BHF from any
starting BHF level. By using this method, the maximum possible cup depth could be
consistently achieved from any starting BHF level thus making the process more robust
(Shulkin, 1998). The problem with this strategy is that the reference inputs are based on
extensive experimentation using constant BHF. This might limit the improvement that
can be obtained using BHF control.
Kergen (1992) has also implemented a closed-loop BHF control system into a rectangular
pan deep drawing tooling. This system consisted of eight cylinders and four independent
channels of control. Kergen suggested to distribute the BHF so as to ensure a uniform
BHP pattern, but does not suggest a method to predict an optimal spatial pattern of the
BHF.
Friction- Force in KN
BHFInkN
100
a)2EPHb)ZEc)KTL
30 40 50 60Stroke in mm
C)KTL
20 30 40 50Strok» in mm
Ziegler 97
Figure 2.37: Measured BHF profile with closed-loop BHF system and friction force feedback (Lubricants: ZEPH |i=0.13, ZE p=0.11, KTL p=0.075) (Siegert, 1996)
46
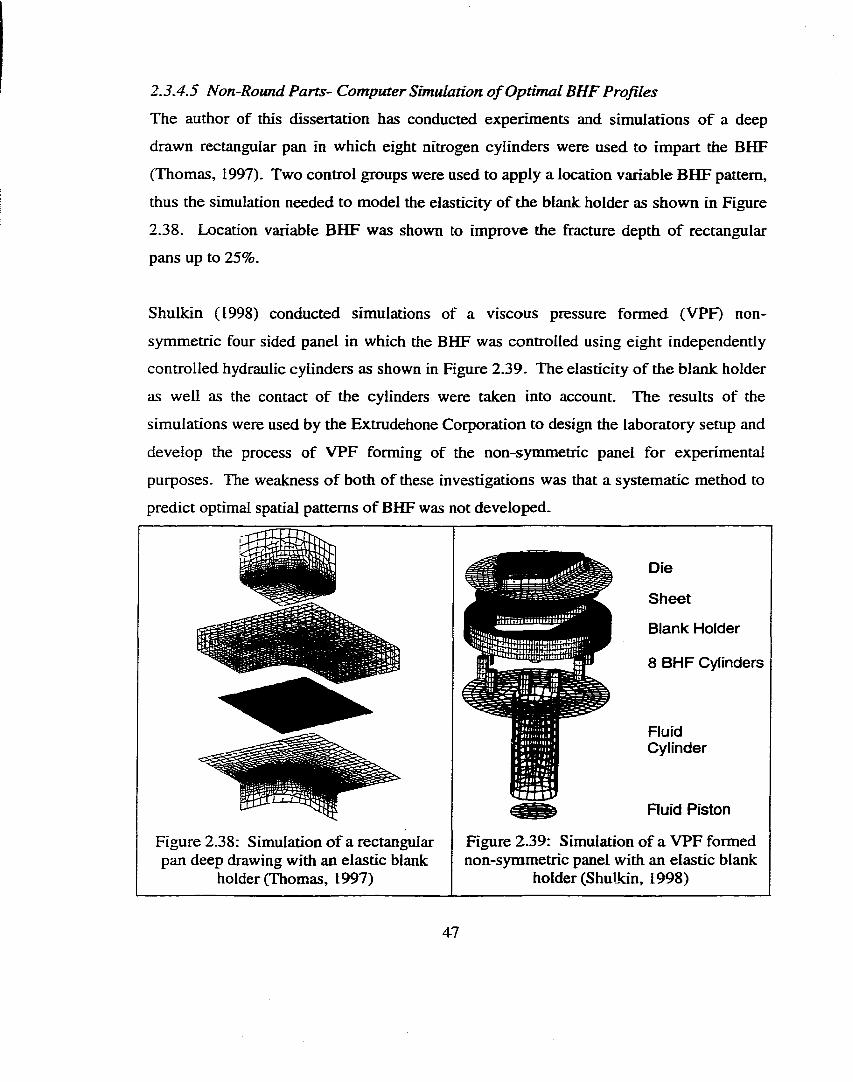
2.3 A .5 Non-Round Parts- Computer Simulation o f Optimal BHF Profiles
The author of this dissertation has conducted experiments and simulations o f a deep
drawn rectangular pan in which eight nitrogen cylinders were used to impart the BHF
(Thomas, 1997). Two control groups were used to apply a location variable BHF pattern,
thus the simulation needed to model the elasticity of the blank holder as shown in Figure
2.38. Location variable BHF was shown to improve the fracture depth of rectangular
pans up to 25%.
Shulkin (1998) conducted simulations of a viscous pressure formed (VPF) non-
symmetric four sided panel in which the BHF was controlled using eight independently
controlled hydraulic cylinders as shown in Figure 2.39. The elasticity of the blank holder
as well as the contact of the cylinders were taken into account. The results of the
simulations were used by the Extrudehone Corporation to design the laboratory setup and
develop the process of VPF forming of the non-symmetric panel for experimental
purposes. The weakness o f both of these investigations was that a systematic method to
predict optimal spatial patterns o f BHF was not developed.
Figure 2.38: Simulation o f a rectangular pan deep drawing with an elastic blank
holder (Thomas, 1997)
Die
S h eet
Blank Holder
8 BHF Cylinders
FluidCylinder
Fluid Piston
Figure 2.39: Simulation of a VPF formed non-symmetric panel with an elastic blank
holder (Shulkin, 1998)
47
2.4 Analysis Techniques2.4.1 Mathenmtical Modeling
2.4.1.1 Round Cup Deep Drawing
In round cup deep drawing, the cup height (h) that is obtained from a particular blank
diameter (do), cup diameter (di), and flange length (f) is calculated by assuming
constancy of volinne and no thickness change as shown below (Lange, 1985). Please
refer to Figure 2.40 for a description of the symbols used for round cups.
A = — - (Equation 2.10)4d,
Using the same assumptions, simple formulas to calculate an initial geometry of the blank
can be determined. For example, the diameter of a blank for a round cup with vertical
walls and a flange is given as:
Jq = -y/(d, + 2f ) ~ +4dih (Equation 2.11)
The drawing force (Fd) can be calculated using the following equation derived by Siebel
( 1955). A complete development of this equation is shown in Appendix A .I.
Pad A (Equation 2.12)
(Siebel. 1955)
The first term in the large brackets of Equation 2.12 captures the force to overcome
friction at the die radius. The second term calculates the force to overcome the
compressive forces in the flange. The third term takes into account the friction at the
blank holder/sheet interface. The final term calculates the bending forces at ± e die
radius. Equation 2.12 does not take into account the anisotropy of the sheet or the
evolution of the wrap angle around the die radius.
48
Equation 2 . 1 2 calculates the drawing forces at any stage of the process. The term df
refers to the instantaneous flange diameter at the desired stage of deep drawing and can
be calculated by assuming contancy of volume and no thickness change.
djr = jdo~ —4dph (Equation 2.13)
In order to use Equation 2.12, the average flow stress in the flange (ctf) and die radius
(cTd) must be calculated. This is done by calculating the strain at points 1, 2, and 3 as
shown in Figure 2.41 and using the flow stress equation a = K{£q +Ê]" to calculate the
stresses at these points. The average flange flow stress is calculated by averaging stresses
I and 2 and the average flow stress over the die radius is the average of stresses 2 and 3.
Please refer to Appedix A.1 for ± e equations to calculate the strains and stresses at points
I, 2 and 3.
Due to the compressive stresses that develop in the flange, a blank holder is used to apply
pressure to suppress tlie wrinkling. Siebel has suggested the following empirical
equation to calculate the blank holder pressure (pb) necessary to suppress wrinkling. The
factor c ranges from 2 to 3. The term DR is the draw ratio.
Ph = 1 0 (DR - ly-h (Equation 2.14) (Siebel, 1955)
The drawing load must not exceed an amount greater than the fracture load (Ffr). Since
fracture tends to occur at the cup wall near the punch radius, the fracture load is
calculated by determining the force which causes the stress in the fracture region to reach
the ultimate stress o f the material (uniaxial conditions, anisotropy and thinning not
included).
(Equation 2.15) (Siebel, 1955)
Under certain assumptions. Siebel calculated the limiting draw ratio as follows:
49
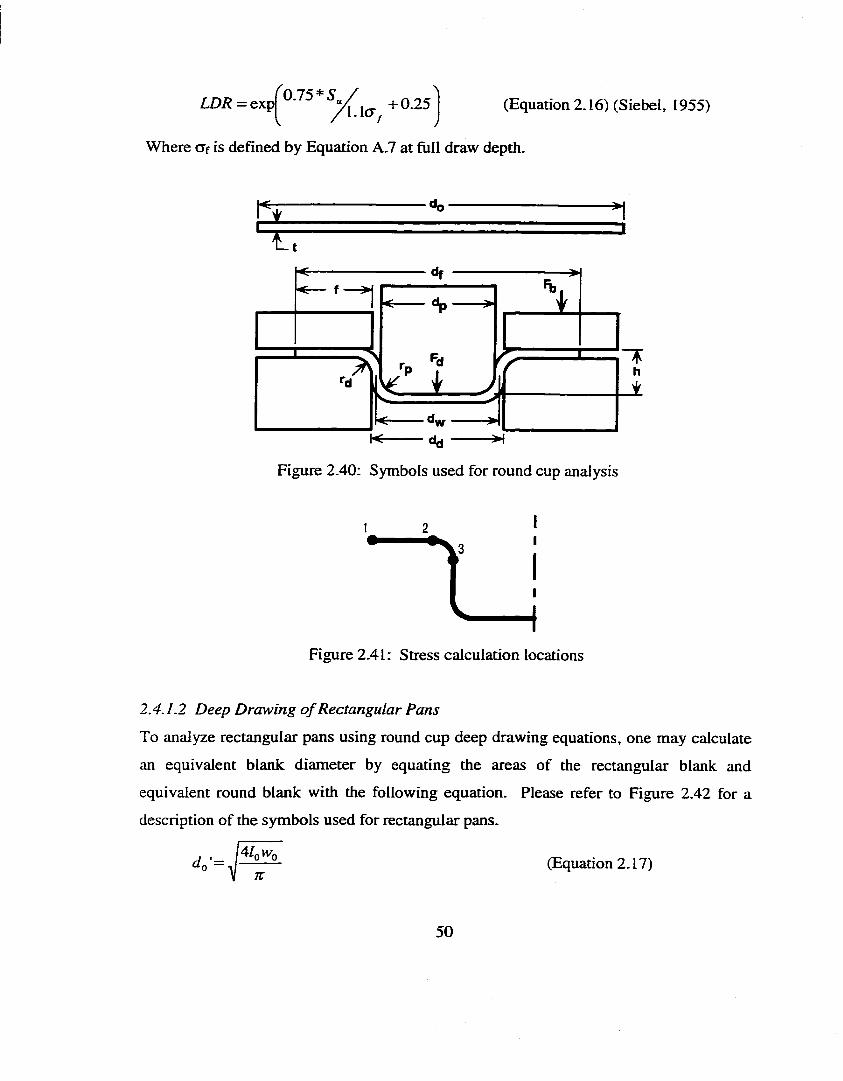
LD/?=exp| +0.25 (Equation 2.16) (Siebel, 1955)
Where df is defined by Equation A.7 at full draw depth.
T 7
'c
"4.
k ll1
“wdd
Th
Figure 2.40: Symbols used for round cup analysis
0 I1
Figure 2.41: Stress calculation locations
2.4.1.2 Deep Drawing o f Rectangular Pans
To analyze rectangular pans using round cup deep drawing equations, one may calculate
an equivalent blank diameter by equating the areas of the rectangular blank and
equivalent round blank with the following equation. Please refer to Figure 2.42 for a
description of the symbols used for rectangular pans.
(Equation 2.17)
50
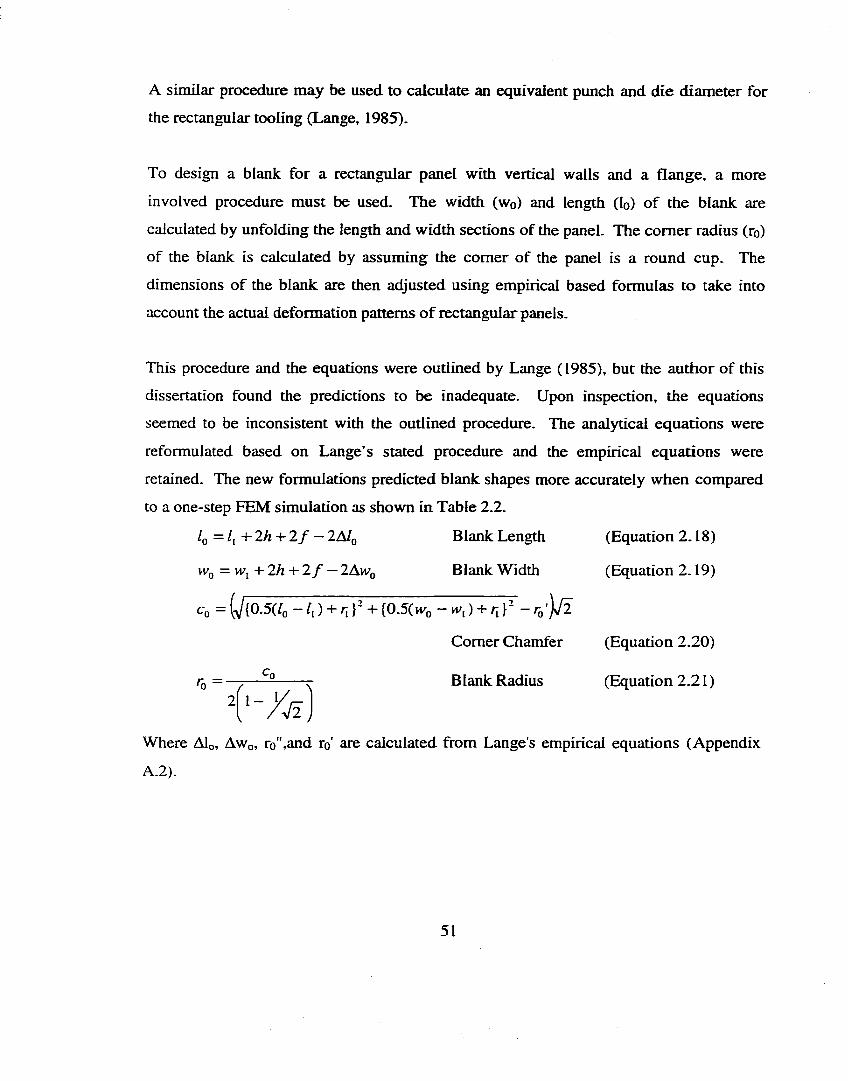
A similar procedure may be used to calculate an equivalent punch and die diameter for
the rectangular tooling (Lange, 1985).
To design a blank for a rectangular panel with vertical walls and a flange, a more
involved procedure must be used. The width ( wq) and length (lo) of the blank are
calculated by unfolding the length and width sections of the panel. The corner radius (ro)
of the blank is calculated by assuming the comer of the panel is a round cup. The
dimensions of the blank are then adjusted using empirical based formulas to take into
account the actual deformation patterns o f rectangular panels.
This procedure and the equations were outlined by Lange (1985), but the author of this
dissertation found the predictions to be inadequate. Upon inspection, the equations
seemed to be inconsistent with the outlined procedure. The analytical equations were
reformulated based on Lange’s stated procedure and the empirical equations were
retained. The new formulations predicted blank shapes more accurately when compared
to a one-step FEM simulation as shown in Table 2.2.
/q = /[ + 2A -h 2 / — 2A/q Blank Length (Equation 2.18)
Wq = W[ + 2/i -h 2 / — 2Awo Blank Width (Equation 2.19)
Co = ij[0.5(lo + + {0.5(Wo - Wi ) + /I}- - To ')>/2
Comer Chamfer (Equation 2.20)
/■(, = —T— —------^ Blank Radius (Equation 2.21)
V ' X i ï
Where Alo, Awq, ro",and ro' are calculated from Lange's empirical equations (Appendix
A.2).
51
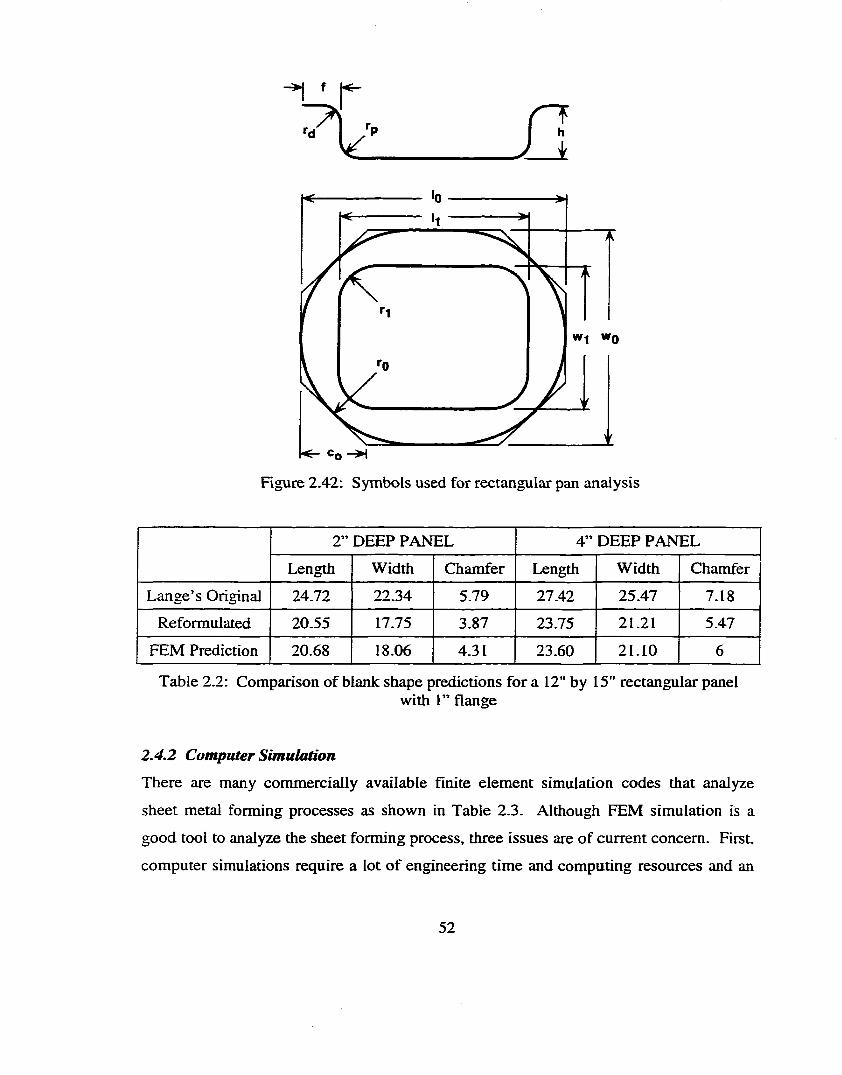
nW l WQ
Figure 2.42: Symbols used for rectangular pan analysis
2” DEEP PANEL 4” DEEP PANEL
Length Width Chamfer Length Width Chamfer
Lange’s Original 24.72 22.34 5.79 27.42 25.47 7.18
Reformulated 20.55 17.75 3.87 23.75 2 1 . 2 1 5.47
FEM Prediction 2 0 . 6 8 18.06 4.31 23.60 2 1 . 1 0 6
Table 2.2: Comparison of blank shape predictions for a 12" by 15" rectangular panelwith I” flange
2.4.2 Computer Simulation
There are many commercially available finite element simulation codes that analyze
sheet metal forming processes as shown in Table 2.3. Although FEM simulation is a
good tool to analyze the sheet forming process, three issues are of current concern. First,
computer simulations require a lot of engineering time and computing resources and an
52
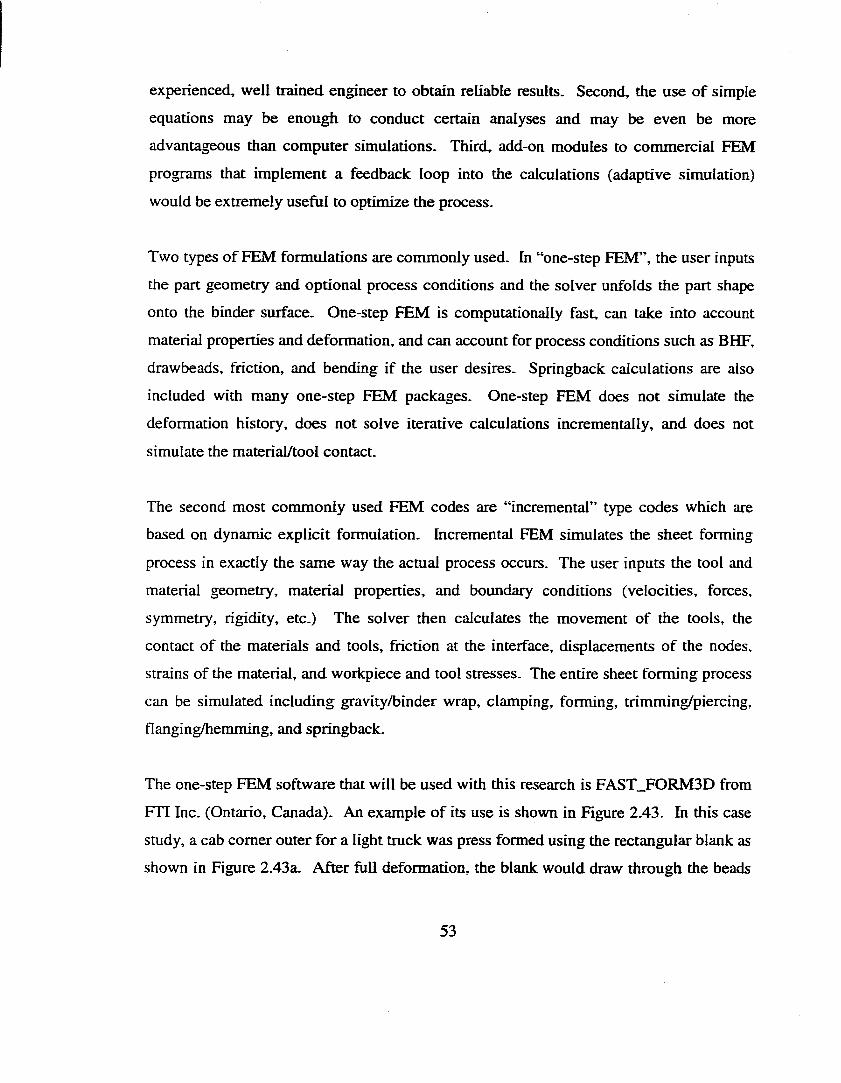
experienced, well trained engineer to obtain reliable results. Second, the use of simple
equations may be enough to conduct certain analyses and may be even be more
advantageous than computer simulations. Third, add-on modules to commercial FEM
programs that implement a feedback loop into the calculations (adaptive simulation)
would be extremely useful to optimize the process.
Two types of FEM formulations are commonly used. In “one-step FEM”, the user inputs
the part geometry and optional process conditions and the solver unfolds the part shape
onto the binder surface. One-step FEM is computationally fast, can take into account
material properties and deformation, and can account for process conditions such as BHF,
drawbeads, friction, and bending if the user desires. Springbuck calculations are also
included with many one-step FEM packages. One-step FEM does not simulate the
deformation history, does not solve iterative calculations incrementally, and does not
simulate the material/tool contact.
The second most commonly used FEM codes are “incremental” type codes which are
based on dynamic explicit formulation, bicremental FEM simulates the sheet forming
process in exactly the same way the actual process occurs. The user inputs the tool and
material geometry, material properties, and boundary conditions (velocities, forces,
symmetry, rigidity, etc.) The solver then calculates the movement of the tools, the
contact of the materials and tools, friction at the interface, displacements of the nodes,
strains of the material, and workpiece and tool stresses. The entire sheet forming process
can be simulated including gravity/binder wrap, clamping, forming, trimming/piercing,
flanging/hemming, and springback.
The one-step FEM software that will be used with this research is FAST_FORM3D from
FTI Inc. (Ontario, Canada). An example of its use is shown in Figure 2.43. In this case
study, a cab comer outer for a light truck was press formed using the rectangular blank as
shown in Figure 2.43a. After fuü deformation, the blank would draw through the beads
53
as shown in Figure 2.43c. Drawing fully through the bead causes process instability and
non-uniformity of the part strain which increases springback and decreases the
formabihty window.
FAST_FORM3D was used to calculate a blank shape which would draw right to the
outside edge of the bead at every point as shown in Figures 2.43b and 2.43d. Using the
incremental FEM code Pam-Stamp (ESI Int’l - Paris, France) the original and optimized
blank was simulated and is shown in Figure 2.44. These simulations show that the
optimized blank improved the strain distributions significantly.
In another case study, Pam-Stamp was used to simulate a door outer panel that was in
hard tool production. Figure 2.45 shows how splitting and distortion were predicted to
occur on the part surface. Splitting did occur on the header of the door during physical
tool tryouts thus confirming the predictions. In order to eliminate the splitting condition,
some of the take up beads in the window cavity were removed.
a) Current blank shape b) Optimized blank shape
d) Optmuzed draw processc) Current draw process
Figure 2.43 : Optimal blank shape prediction for the cab comer outer panel using FAST_FORM3D (one-step FEM from FTI Inc.)
5 4
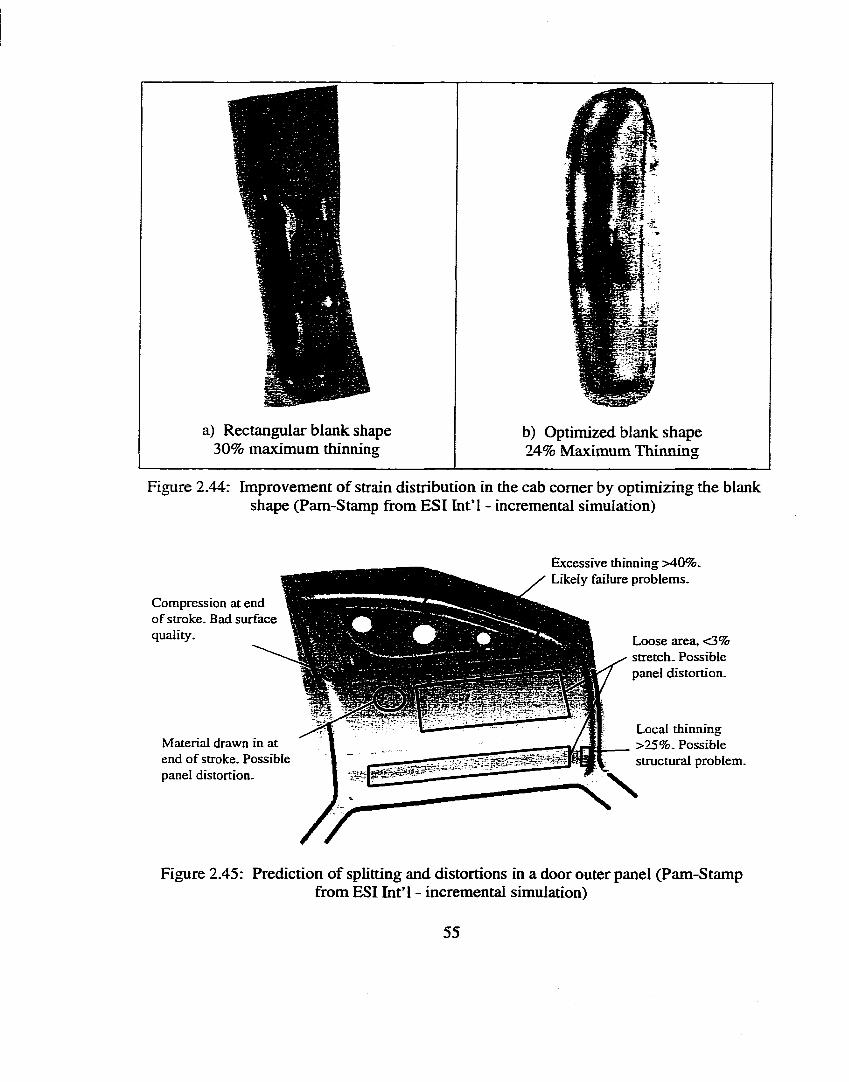
a) Rectangular blank shape 30% maximum thinning
b) Optimized blank shape 24% Maximum Thinning
Figure 2.44: Improvement of strain distribution in the cab comer by optimizing the blank shape (Pam-Stamp from ESI IntT - incremental simulation)
Compression at end of stroke. Bad surface quality.
Material drawn in at end of stroke. Possible panel distortion.
Excessive thinning >40%. Likely failure problems.
Loose area, <3% stretch. Possible panel distortion.
Local thinning >25%. Possible structural problem.
Figure 2.45: Prediction of splitting and distortions in a door outer panel (Pam-Stampfrom ESI DitT - incremental simulation)
55
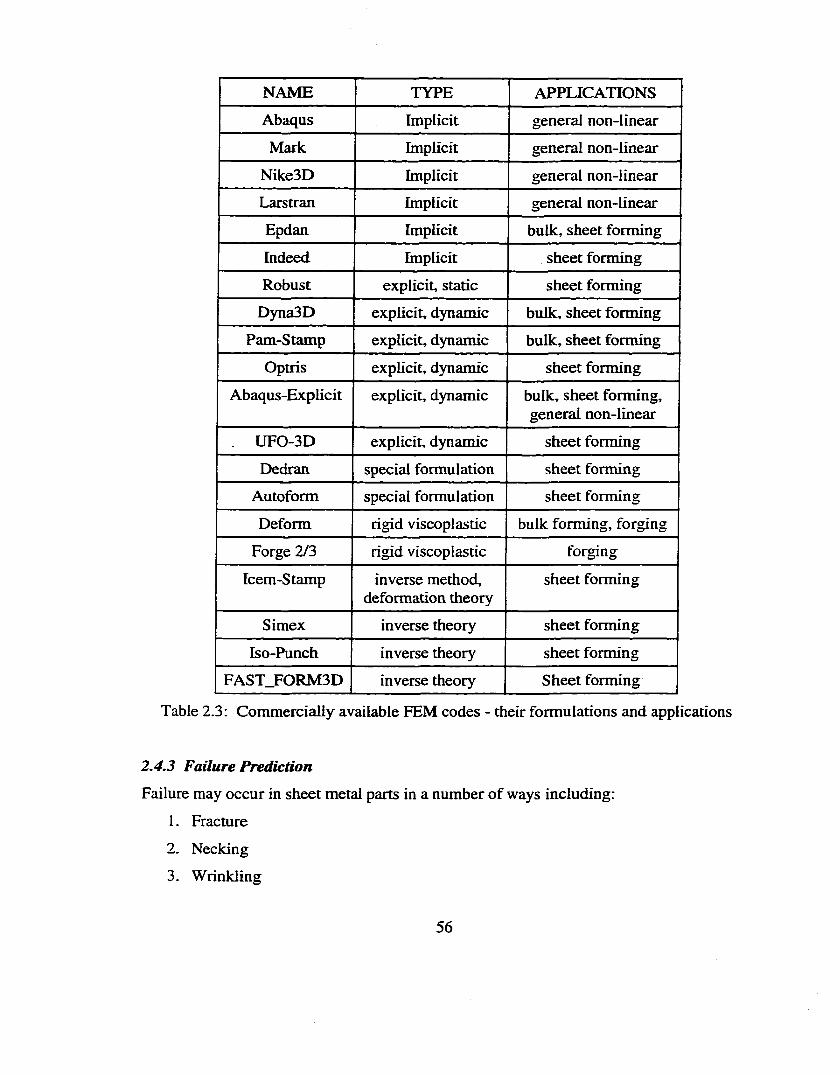
NAME TYPE APPLICATIONS
Abaqus Implicit general non-linear
Mark Implicit general non-linear
Nike3D Implicit general non-linear
Larstran Implicit general non-linear
Epdan Implicit bulk, sheet forming
Indeed Implicit sheet forming
Robust explicit, static sheet forming
Dyna3D explicit, dynamic bulk, sheet forming
Pam-Stamp explicit, dynamic bulk, sheet forming
Optris explicit, dynamic sheet forming
Abaqus-Explicit explicit, dynamic bulk, sheet forming, general non-linear
UFO-3D explicit, dynamic sheet forming
Dedran special formulation sheet forming
Autoform special formulation sheet forming
Deform rigid viscoplastic bulk forming, forging
Forge 2/3 rigid viscoplastic forging
Icem-Stamp inverse method, deformation theory
sheet forming
Simex inverse theory sheet forming
Iso-Punch inverse theory sheet forming
FAST_FORM3D inverse theory Sheet forming
Table 2.3: Commercially available FEM codes - their formulations and applications
2.4.3 Failure Prediction
Failure may occur in sheet metal parts in a number of ways including:
1. Fracture
2. Necking
3. Wrinkling
56
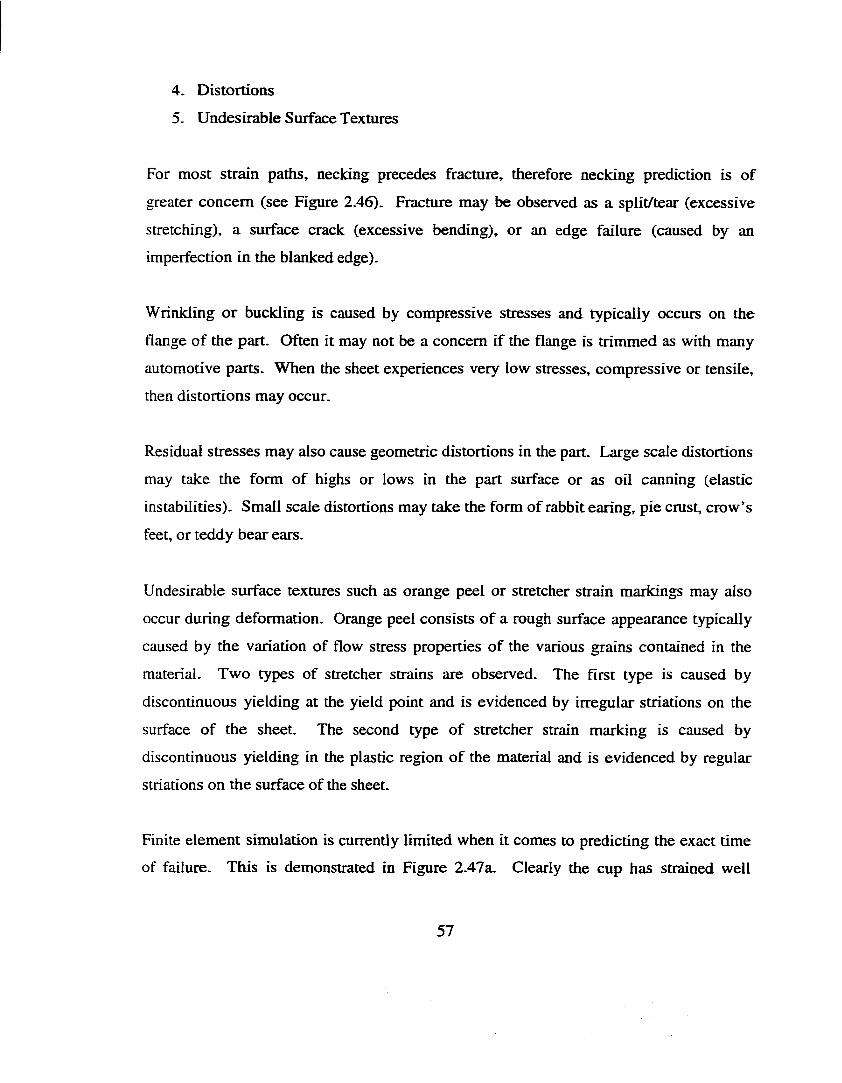
4. Distortions
5. Undesirable Surface Textures
For most strain paths, necking precedes fracture, therefore necking prediction is of
greater concern (see Figure 2.46). Fracture may be observed as a split/tear (excessive
stretching), a surface crack (excessive bending), or an edge failure (caused by an
imperfection in the blanked edge).
Wrinkling or buckling is caused by compressive stresses and typically occurs on the
flange of the part. Often it may not be a concern if the flange is trimmed as with many
automotive parts. When the sheet experiences very low stresses, compressive or tensile,
then distortions may occur.
Residual stresses may also cause geometric distortions in the part. Large scale distortions
may take the form of highs or lows in the part surface or as oil canning (elastic
instabilities). Small scale distortions may take the form of rabbit earing, pie crust, crow’s
feet, or teddy bear ears.
Undesirable surface textures such as orange peel or stretcher strain markings may also
occur during deformation. Orange peel consists of a rough surface appearance typically
caused by the variation of flow stress properties of the various grains contained in the
material. Two types of stretcher strains are observed. The first type is caused by
discontinuous yielding at the yield point and is evidenced by irregular striations on the
surface of the sheet. The second type of stretcher strain marking is caused by
discontinuous yielding in the plastic region of the material and is evidenced by regular
striations on the surface of the sheet.
Finite element simulation is currently limited when it comes to predicting the exact time
of failure. This is demonstrated in Figure 2.47a. Clearly the cup has strained well
5 7
beyond the point of failure, but the deformation continues to be blindly calculated by the
solver. Further, even though failure is evident, it is not clear exactly when it occurs.
Many failure criteria have been proposed in the past. The thinning in the part has been
traditionally used to estimate proximity to failure and is demonstrated in Figure 2.47b.
This is an approximate method, because the limit of thinning can vary with strain path.
Biaxial strain has been proposed by Keeler (1965) and Goodwin (1968) to estimate
failure in the form of a forming limit diagram (FLD) as shown in Figure 2.46. It has been
shown by several researchers that the forming limit curve (FLC) is highly dependent on
strain path as shown in Figure 2.48 (Arrieux, 1995). Further, the measurement of a FLC
requires extensive and laborious experimentation. For steel, the following formula has
been experimentally developed to calculate the FLD as a function of n-value and material
thickness:
FZDo = (105.02 + 69.885f)noWhere Hq = n if n > 0.22, otherwise n„ = 0.22
g, = 0 5 3 3 8 8 * ( - g 2 + FZDo fo re , < 0 (Equation 2.22)
g[ = 1.3941 * + FZDq fo re , > 0 g[ = FLDq fo re , = 0
Other failure criteria have been proposed based on examining the stress in the part rather
than the strain. For example, it is noted that stress based fracture limits are insensitive to
strain paths as shown in Figure 2.49 (Arrieux, 1995). The most notable feature of Figure
2.49 is the fact that the failure limit in biaxial stress space resembles a yield siuface. This
gives credence to the use of a stress based limit to predict failure based on yield criteria
such a Tresca’s (normal stress limit). Von Mises (isotropic equivalent stress limit), or
Hill’s (anisotropic and/or non-quadratic equivalent stress limit).
The previous failure criteria were based on instantaneous values of stress and strain. A
failure criterion that considers the instantaneous stresses and the deformation history was
proposed by Cockroft and Latham (1968):
58
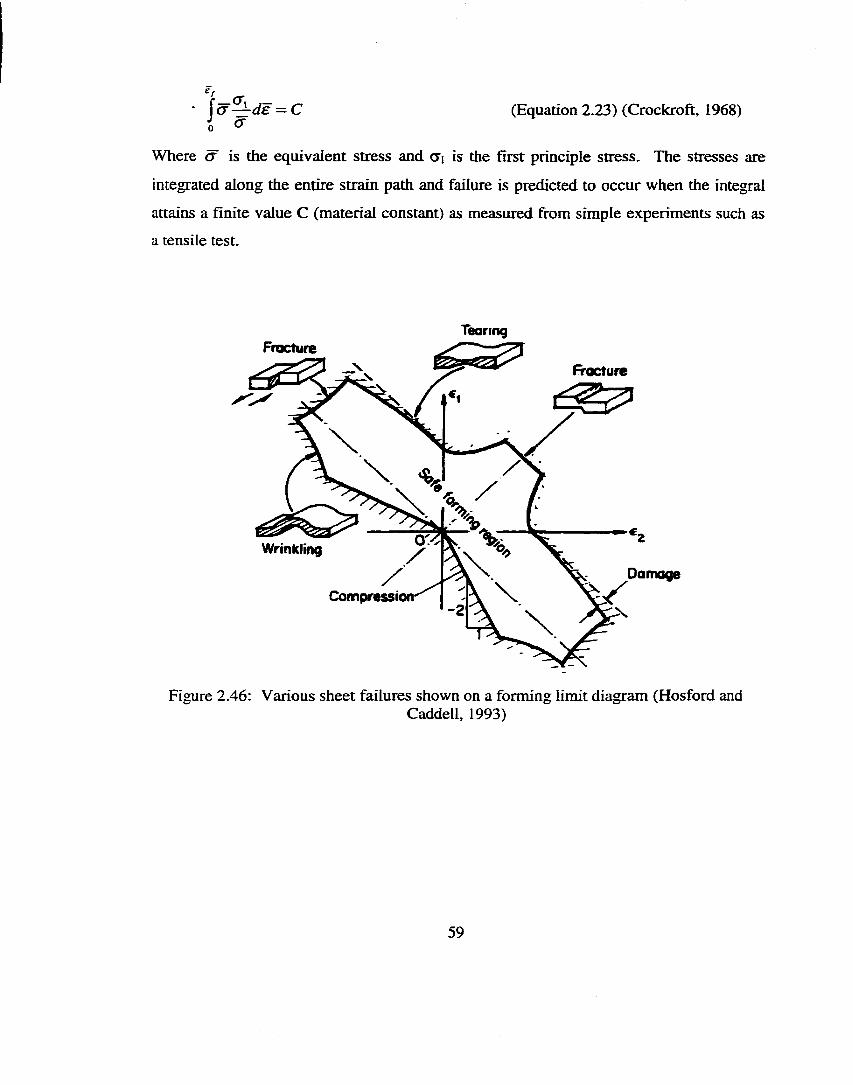
f â ^ d ë = C i (T
(Equation 2.23) (Crockroft, 1968)
Where â is the equivalent stress and Ci is the first principle stress. The stresses are
integrated along the entire strain path and failure is predicted to occur when the integral
attains a finite value C (material constant) as measured from simple experiments such as
a tensile test.
FractureTearing
Wrinkling ^/
CompressiiDamage
Figure 2.46: Various sheet failures shown on a forming limit diagram (Hosford andCaddell, 1993)
59
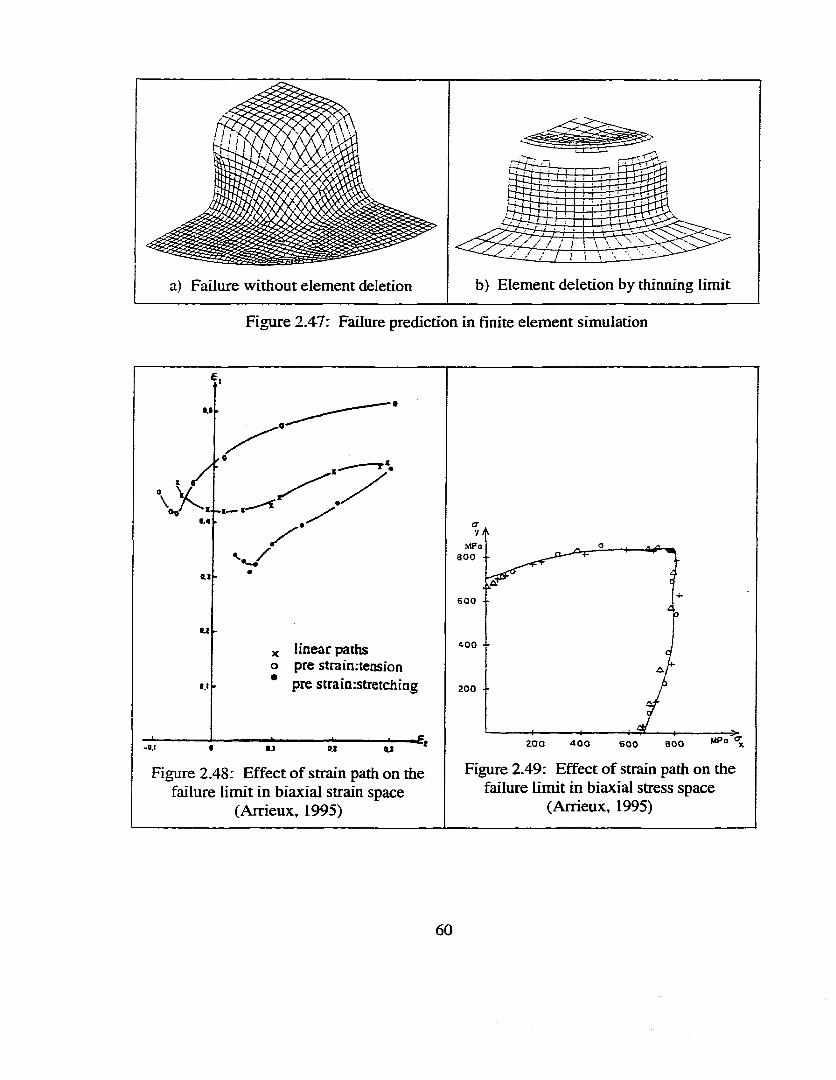
b) Element deletion by thinning limita) Failure without element deletion
Figure 2.47: Failure prediction in finite element simulation
V '*■1.4
X linear paths o pre strainrtension* pre strainrstretching
-1.1 u -ft
Figure 2.48: Effect of strain path on the failure limit in biaxial strain space
(Arrieux, 1995)
MPo
Figure 2.49: Effect of strain path on the failure limit in biaxial stress space
(Arrieux, 1995)
6 0
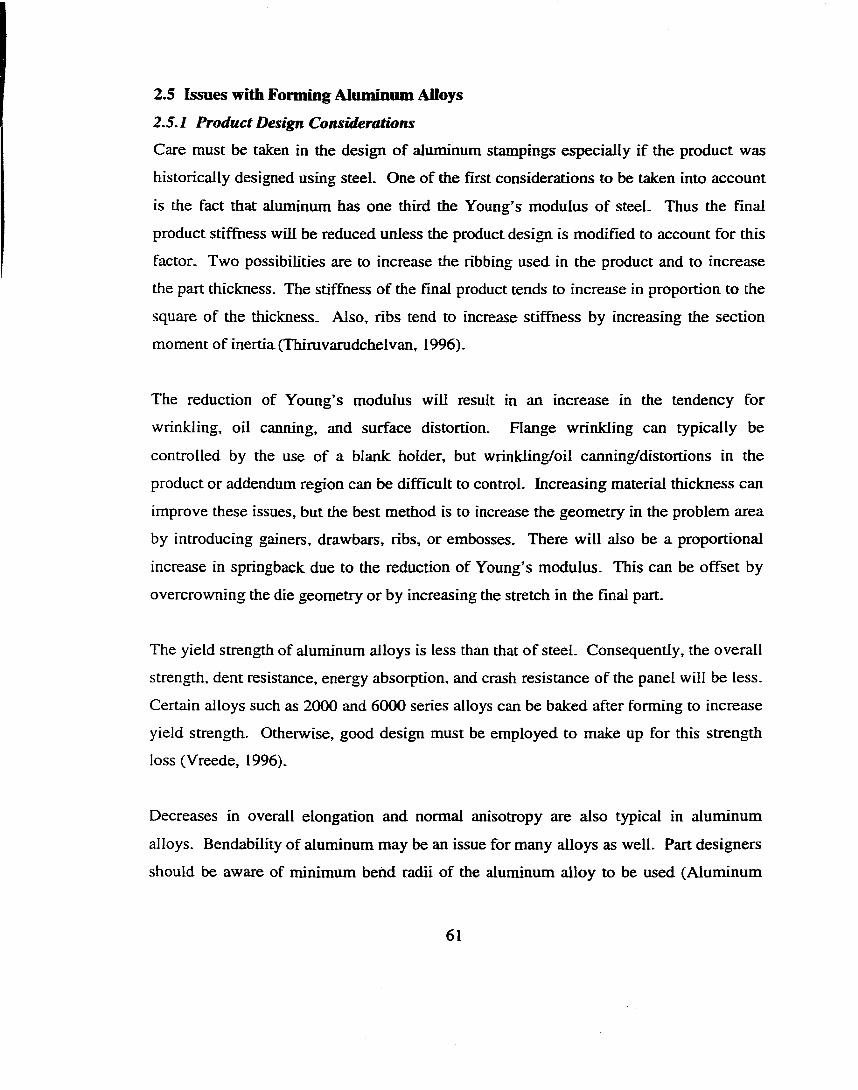
2.5 Issues with Forming Aluminum Alloys2.5.1 Product Design Considerations
Care must be taken in the design of aluminum stampings especially if the product was
historically designed using steel. One of the first considerations to be taken into account
is the fact that aluminum has one third the Young’s modulus of steel. Thus the final
product stiffiiess will be reduced unless the product design is modified to account for this
factor. Two possibilities are to increase the ribbing used in the product and to increase
the part thickness. The stiffness of the final product tends to increase in proportion to the
square of the thickness. Also, ribs tend to increase stiffness by increasing the section
moment of inertia (Thiravarudchelvan, 1996).
The reduction of Young’s modulus will result in an increase in the tendency for
wrinkling, oil canning, and surface distortion. Range wrinkling can typically be
controlled by the use of a blank holder, but wrinkling/oil canning/distortions in the
product or addendum region can be difficult to control. Increasing material thickness can
improve these issues, but the best method is to increase the geometry in the problem area
by introducing gainers, drawbars, ribs, or embosses. There will also be a proportional
increase in springback due to the reduction of Young’s modulus. This can be offset by
overcrowning the die geometry or by increasing the stretch in the final part.
The yield strength of aluminum alloys is less than that o f steel. Consequently, the overall
strength, dent resistance, energy absorption, and crash resistance of the panel will be less.
Certain alloys such as 2000 and 6000 series alloys can be baked after forming to increase
yield strength. Otherwise, good design must be employed to make up for this strength
loss (Vreede, 1996).
Decreases in overall elongation and normal anisotropy are also typical in aluminum
alloys. Bendability of aluminum may be an issue for many alloys as well. Part designers
should be aware of minimum bend radii of the aluminum alloy to be used (Aluminum
61
Association, 1997). If minimum bend radii are not available from the material supplier.
Figure 2.50 may be used. Figure 2.50 is a graph of minimum bend radius versus tensile
reduction of area. If the reduction of area from a tensile test is known, an approximate
minimum radius to thickness ratio may be obtained from this graph. If minimum bend
radii limitations are not considered in the part design then cracking may be observed in
the final part as shown in Figure 2.51. Hemming is also associated with bendability. If
the material cannot be bent to a zero radius then the hem design must reflect this
limitation. Figure 2.52 illustrates alternative hem designs for cases when flat hems
cannot be used.
The reduction of the formability of aluminum must also be taken into consideration for
the drawing and stretching o f deep recesses. A corresponding decrease in the depth of
the recess may be required to accommodate the formability o f the aluminum. Further,
aluminum alloys typically have lower forming limit diagrams (FLD) when compared
with steel and this must be taken into account when designing dies for stamping of
complex geometries.
One of the most important considerations in stamping aluminum alloys is the increased
cost of the material when compared to steel. This can be offset by the design o f robust
production systems that produce very low scrap rates through the use of in process
control of the blank holder force. Tailor welded blanks may also be used to increase
material utilization, minimize assembly, and increase dimensional accuracy (Story, 1998;
Wagoner, 1999).
2.5.2 Die and Process Design Considerations
Die and process design must be carefully considered in order to deal with the reduced
formability window of aluminum. To ensure good product quality, the process must be
optimized to ensure at least 2% minimum stretch throughout the part. This minimum
value of strain is confirmed by Figures 2.10 and 2.11. Figure 2.10 shows that a t strains
6 2
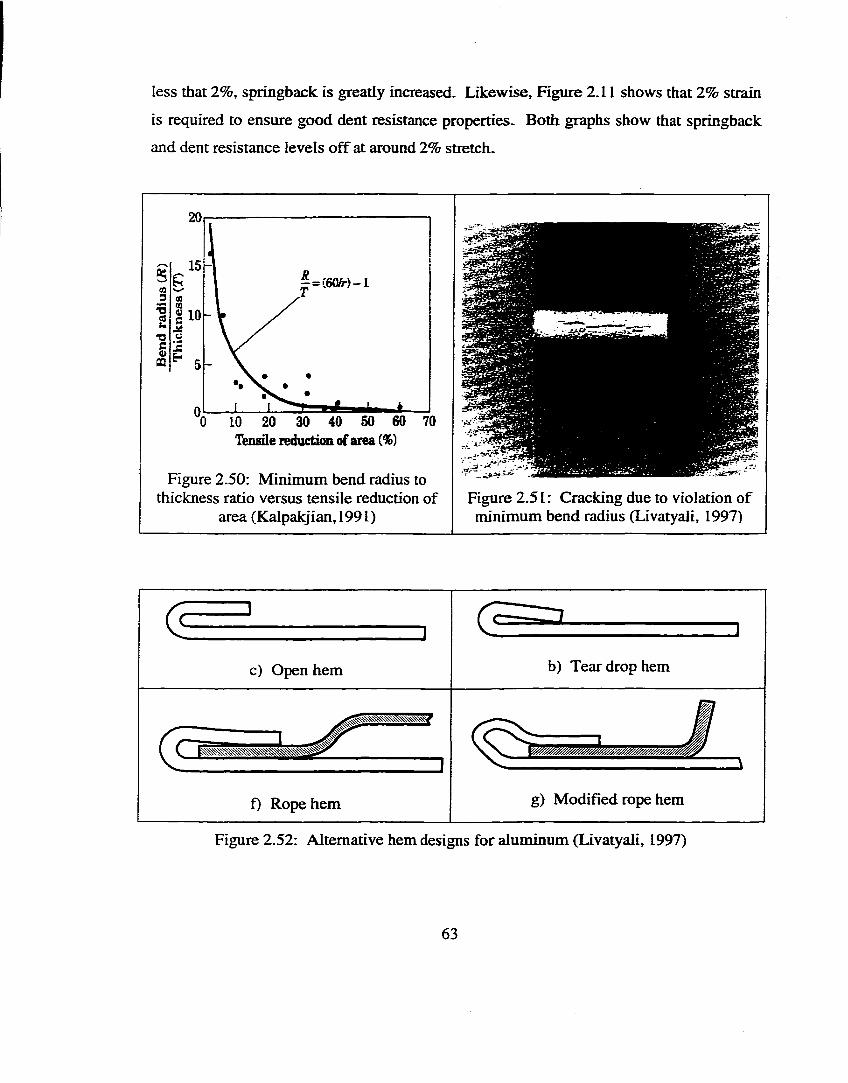
less that 2%, springback is greatly increased. Likewise, Figure 2.11 shows that 2% strain
is required to ensure good dent resistance properties. Both graphs show that springback
and dent resistance levels off at around 2 % stretch.
<0
s
IJie
Tensile redaction, of area (%)
Figure 2.50: Minimum bend radius to thickness ratio versus tensile reduction of
area (Kaipakjian, 1991)Figure 2.51: Cracking due to violation of minimum bend radius (Livatyali, 1997)
b) Tear drop hemc) Open hem
;) Modified rope hemcrf) Rope hem
Figure 2.52: Alternative hem designs for alum inum (Livatyali, 1997)
63
The decrease in formability o f aluminum can also be offset through the use o f advanced
die and process design and through the use of advanced technology (Ahmetoglu, 1996).
The clever use of advanced addendum design has been used successfully to widen the
formability margins so that complicated geometries may be formed from aluminum
(Burk, 1996). The addendum is defined as the portion of the die between the binder and
the trim line. The most typical addendum feature is the drawwall which is used to
connect the binder surface to the part geometry. Other addendum features include the use
of gainers and drawbars. The downside to increasing the addendum region is that
addendum is typically engineered scrap and thus this method tends to increase scrap
realized per part.
The use of advanced technologies such as blank holder force control, hydroforming, and
warm forming may also be use to increase the formability window of aluminum alloys.
The cost associated with this solution is the capital investment of the presses and
equipment needed to implement these processes. Blank holder force control has been
shown to increase drawability and process robustness. Similarly, hydroforming can
increase formability, strain uniformity, strain hardening, and decrease tooling costs.
Warm forming by definition is the forming of material at a temperature between cold
forming and hot forming. Typically hot forming is exhibited by temperatures just below
the melting temperature of the material while cold forming is conducted at room
temperature. Warm forming requires less energy, insulation, technology and logistics
than hot forming and thus is an attractive process for difficult to form parts. By
increasing the temperature of the aluminum sheet material, many advantages in terms of
formability can be obtained. As shown in Figure 2.53, the flow stress of the material
tends to decrease as temperature increases which thereby decreases forming loads.
Further investigations have shown that increasing material temperatures tends to increase
elongation, increase strain rate hardening, decrease ludering, and increase the forming
limit curve (Holt, 1998).
64
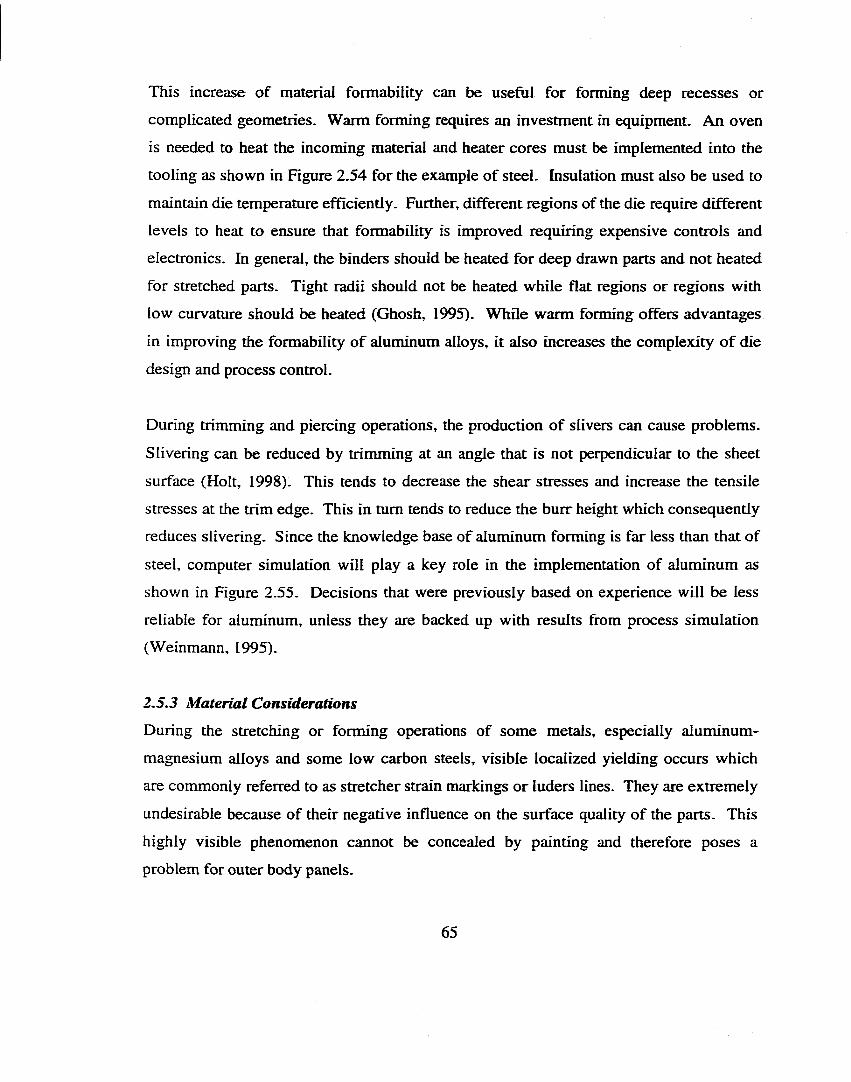
This increase o f material formability can be useful for forming deep recesses or
complicated geometries. Warm forming requires an investment in equipment. An oven
is needed to heat the incoming material and heater cores must be implemented into the
tooling as shown in Figure 2.54 for the example of steel. Insulation must also be used to
maintain die temperature efficiently. Further, different regions of the die require different
levels to heat to ensure that formability is improved requiring expensive controls and
electronics. In general, the binders should be heated for deep drawn parts and not heated
for stretched parts. Tight radii should not be heated while flat regions or regions with
low curvature should be heated (Ghosh, 1995). While warm forming offers advantages
in improving the formability o f aluminum alloys, it also increases the complexity o f die
design and process control.
During trimming and piercing operations, the production of slivers can cause problems.
Slivering can be reduced by trimming at an angle that is not perpendicular to the sheet
surface (Holt, 1998). This tends to decrease the shear stresses and increase the tensile
stresses at the trim edge. This in turn tends to reduce the burr height which consequently
reduces slivering. Since the knowledge base of aluminum forming is far less than that of
steel, computer simulation will play a key role in the implementation of aluminum as
shown in Figure 2.55. Decisions that were previously based on experience will be less
reliable for aluminum, unless they are backed up with results from process simulation
(Weinmann, 1995).
2.5,3 Material Considerations
During the stretching or forming operations of some metals, especially aluminum-
magnesium alloys and some low carbon steels, visible localized yielding occurs which
are commonly referred to as stretcher strain markings or luders lines. They are extremely
undesirable because of their negative influence on the surface quality of the parts. This
highly visible phenomenon cannot be concealed by painting and therefore poses a
problem for outer body panels.
65
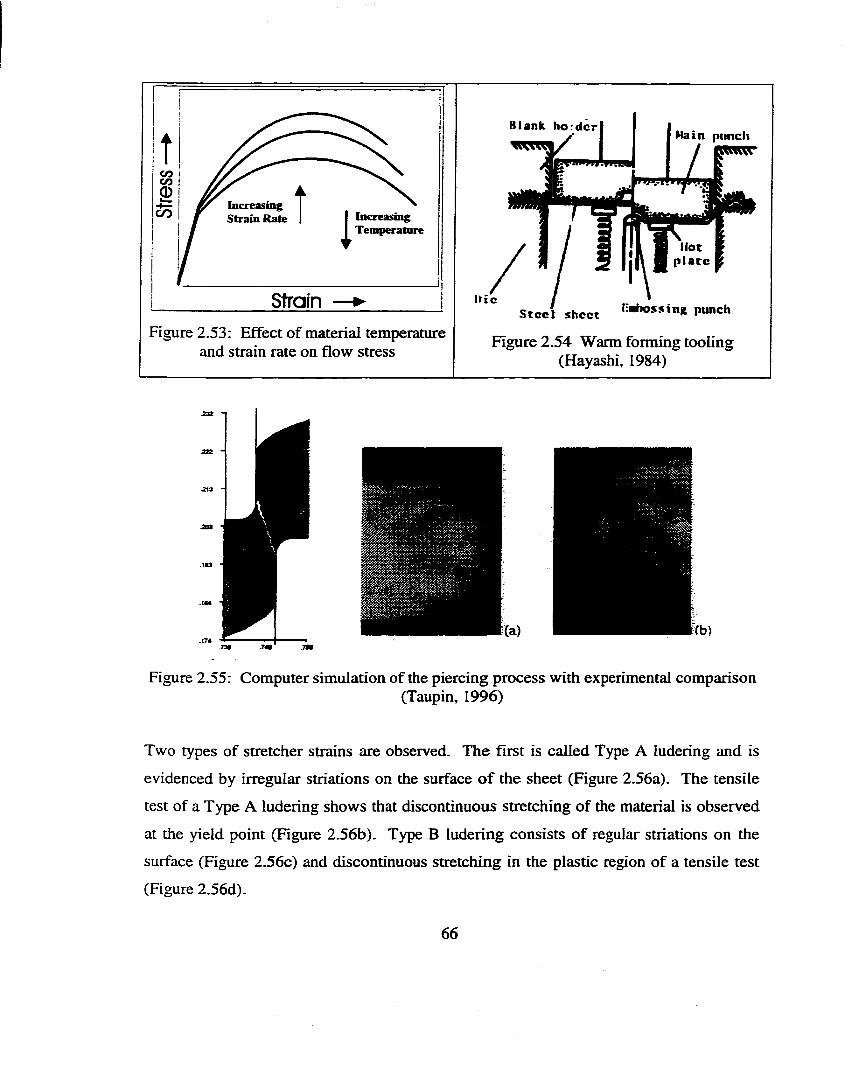
stra in RateCO IncreasingTemperature
StrainFigure 2.53: Effect of material temperature
and strain rate on flow stress
Rlank b o r d e rM a i n p t i n c h
i t i cS t e e l s h e e t P«nch
Figure 2.54 Warm forming tooling (Hayashi, 1984)
.Tat .im
Figure 2.55: Computer simulation of the piercing process with experimental comparison(Taupin, 1996)
Two types of stretcher strains are observed. The first is called Type A ludering and is
evidenced by irregular striations on the surface o f the sheet (Figure 2.56a). The tensile
test of a Type A ludering shows that discontinuous stretching of the material is observed
at the yield point (Figure 2.56b). Type B ludering consists of regular striations on the
surface (Figure 2.56c) and discontinuous stretching in the plastic region of a tensile test
(Figure 2.56d).
66
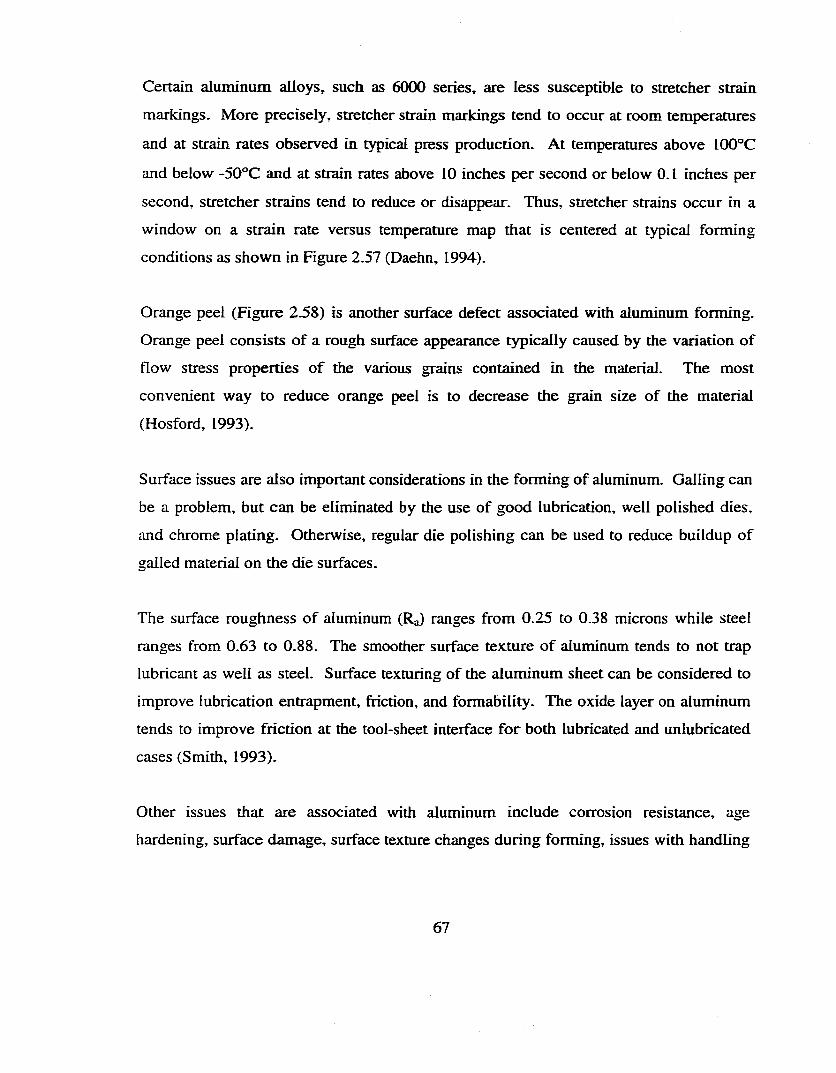
Certain aluminum alloys, such as 6000 series, are less susceptible to stretcher strain
markings. More precisely, stretcher strain markings tend to occur at room temperatures
and at strain rates observed in typical press production. At temperatures above IOO°C
and below -50°C and at strain rates above 10 inches per second or below 0.1 inches per
second, stretcher strains tend to reduce or disappear. Thus, stretcher strains occur in a
window on a strain rate versus temperature map that is centered at typical forming
conditions as shown in Figure 2.57 (Daehn, 1994).
Orange peel (Figure 2.58) is another surface defect associated with aluminum forming.
Orange peel consists of a rough surface appearance typically caused by the variation of
flow stress properties o f the various grains contained in the material. The most
convenient way to reduce orange peel is to decrease the grain size of the material
(Hosford, 1993).
Surface issues are also important considerations in the forming of aluminum. Galling can
be a problem, but can be eliminated by the use of good lubrication, well polished dies,
and chrome plating. Otherwise, regular die polishing can be used to reduce buildup of
galled material on the die surfaces.
The surface roughness of aluminum (RJ ranges from 0.25 to 0.38 microns while steel
ranges from 0.63 to 0.88. The smoother surface texture of aluminum tends to not trap
lubricant as well as steel. Surface texturing of the aluminum sheet can be considered to
improve lubrication entrapment, friction, and formability. The oxide layer on aluminum
tends to improve friction at the tool-sheet interface for both lubricated and unlubricated
cases (Smith, 1993).
Other issues that are associated with aluminum include corrosion resistance, age
hardening, surface damage, surface texture changes during forming, issues with handling
67
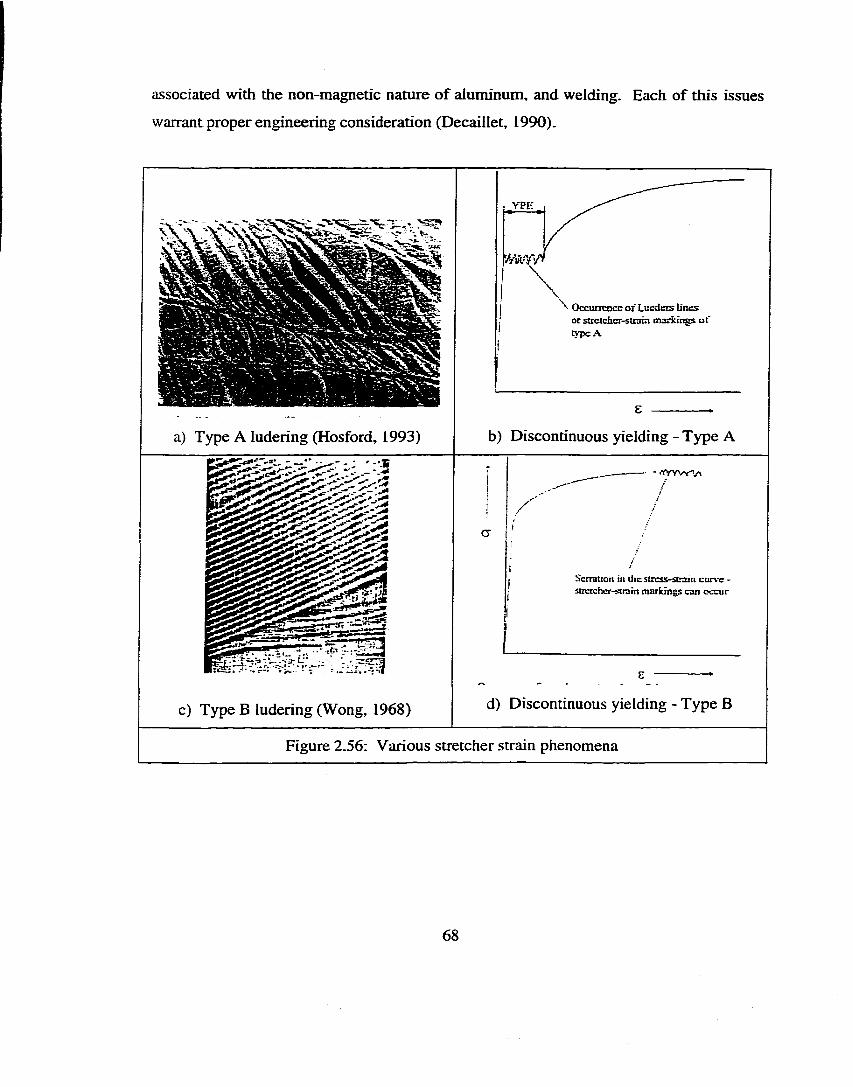
associated with the non magnetic nature of aluminum, and welding. Each of this issues
warrant proper engineering consideration (Decaiilet, 1990).
a) Type A ludering (Hosford, 1993)
YPE
\\ Occuncncc of Lucdea tines
or sirclchcr.5tnnn m aiiin g s o f type .A.
b) Discontinuous yielding - Type A
c) Type B ludering (Wong, 1968)
Scrratton itt tlicstrcsS'SCniiL curve - strcccher-strsin markings can occur
d) Discontinuous yielding - Type B
Figure 2.56: Various stretcher strain phenomena
68
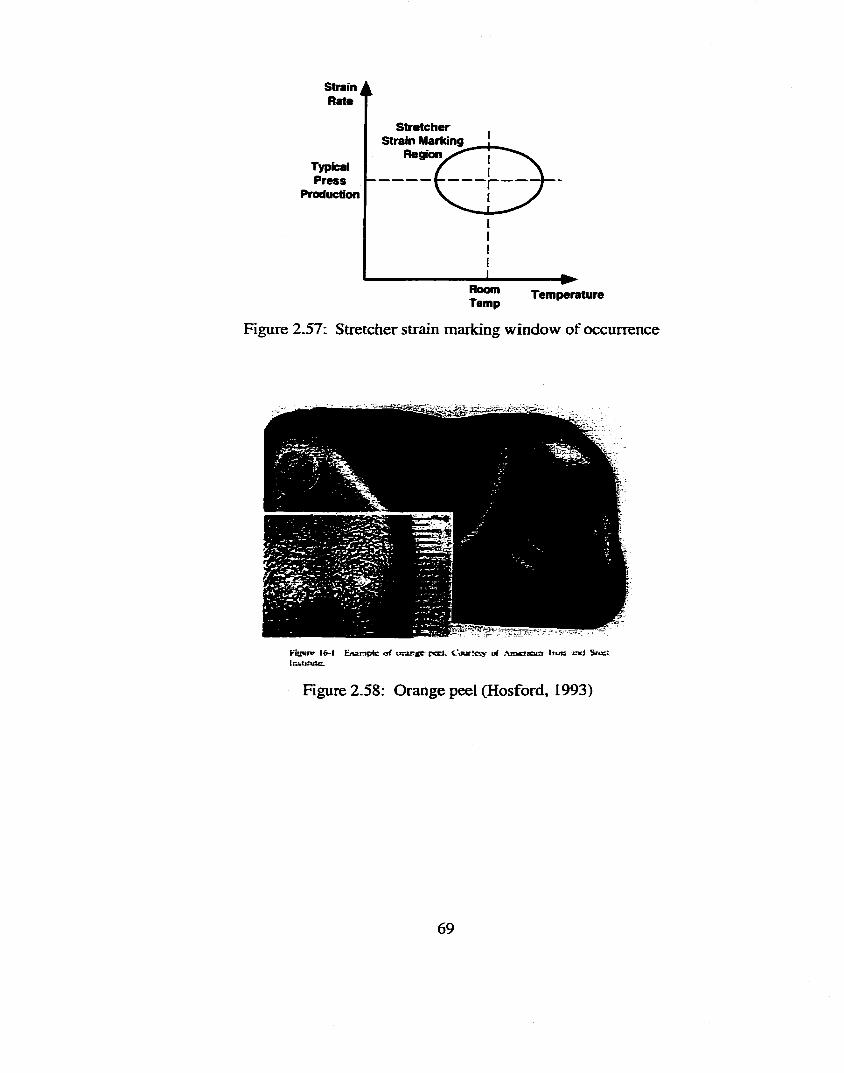
s t r a in A R a te
S tr e tc t ie r S tra in M ark ing
Region^^TypicalP r e s s
P ro d u c tio n
RoomT em p
T e m p e ra tu re
Figure 2.57: Stretcher strain marking window of occurrence
Kitrnrv 16-1 B u in p lc o f o n r g e po d . C o u rto y of A m o n a ia Irms r d Srud ItiUajic,
Figure 2.58: Orange peel (Hosford, 1993)
69
CHAPTER in
RESEARCH PLAN
3.1 Rationale for the Proposed ResearchThe literature for deep drawing and stamping has been perused exhaustively and
summarized in Chapter 2. Table 3.1 below summarizes the work done to analytically
predict optimal BHF profiles. Brief comments on each investigator's work are also
included. The last line of Table 3.1 summarizes analytical work proposed by the author
of this dissertation and contrasts this approach to the other works.
In short, research is needed to improve upon the previous analytical investigations to
predict optimal BHF profiles for deep drawing and stamping. The strategy is to start first
with simple geometries, i.e. deep drawing of round cups and rectangular pans, and
develop an analytical approach and computer program to predict optimal BHF
trajectories in function of punch stroke. Based on the results of this first step, work will
be extended to develop a method for estimating optimum BHF strategies in time and
location for rectangular and asymmetric stampings using finite element analysis with
feedback. We will refer to this approach as adaptive simulation.
The proposed analytical research will expand previous research in the following four
major areas (details in Section 4.1):
• Equivalent stress will be used as the feedback parameter. Stress has been shown
to be a good failure criterion due to its insensitivity to strain and stress path
(Arrieux, 1995). The use of only one feedback will make the analysis simpler
than previous works.
7 0
• Anisotropy of the material will be included in the analysis.
• The evolution of the wrapping o f material around the die radius will be included
in the analysis.
• The predictions will be extended to rectangular pan deep drawing.
Similarly, Table 3.2 summarizes the previous research involving the prediction of
optimal BHF profiles by implementing feedback control into commercial FEM
simulation packages (adaptive simulation). The proposed research will build upon what
previous researchers have accomplished through the following (details in Section 4.2):
• Use binder gap (wrinkling), equivalent stress, thickness strain, and punch force as
the feedback loop for time variable BHF.
• Expand the binder gap (wrinkling) method to predict optimal spatial patterns for
location variable BHF. The author of this dissertation has not found any previous
work concerning the prediction of optimal spatial patterns of the BHF.
• Round cups, rectangular pans, and asymmetric panels will be included in the
analysis.
Table 3.3 summarizes previous research into experimental closed-loop BHF control. The
proposed experimental research will build upon the work of previous researchers by
accomplishing the following.
• Verification of the analytical and FEM predictions for optimal BHF profiles using
round cups, rectangular pans, and asymmetric panels (fully asymmetric
geometries have not been explored extensively in the laboratory).
• The physical BHF control system will be hydraulic, passive (does not use a pump
and reacts to the press motion only), and closed-loop controlled (Shulkin, 1996).
This will greatly reduce the cost of such systems and make implementation easier.
• The physical BHF control system will use tool displacement, pressure, and punch
force as feedback parameters for the control algorithm.
71
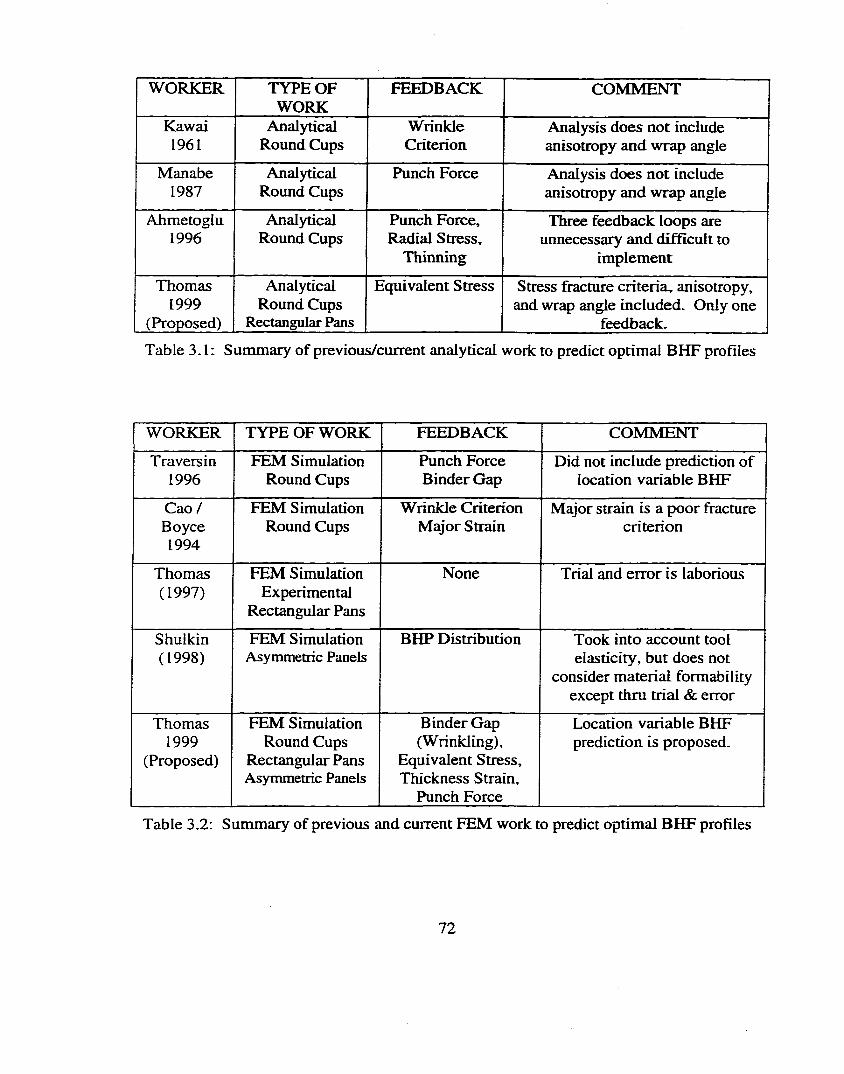
WORKER TYPE OF WORK
FEEDBACK COMMENT
Kawai1961
Analytical Round Cups
WrinkleCriterion
Analysis does not include anisotropy and wrap angle
Manabe1987
Analytical Round Cups
Punch Force Analysis does not include anisotropy and wrap angle
Ahmetoglu1996
Analytical Round Cups
Punch Force, Radial Stress,
Thinning
Three feedback loops are unnecessary and difficult to
implement
Thomas1999
(Proposed)
Analytical Round Cups
Rectangular Pans
Equivalent Stress Stress fracmre criteria, anisotropy, and wrap angle included. Only one
feedback.
Table 3.1: Summary of previous/current analytical work to predict optimal BHF profiles
WORKER TYPE OF WORK FEEDBACK COMMENT
Traversin1996
FEM Simulation Round Cups
Punch Force Binder Gap
Did not include prediction of location variable BHF
Cao / Boyce 1994
FEM Simulation Round Cups
Wrinkle Criterion Major Strain
Major strain is a poor fracture criterion
Thomas(1997)
FEM Simulation Experimental
Rectangular Pans
None Trial and error is laborious
Shulkin(1998)
FEM Simulation Asymmetric Panels
BHP Distribution Took into account tool elasticity, but does not
consider material formability except thru trial & error
Thomas1999
(Proposed)
FEM Simulation Round Cups
Rectangular Pans Asymmetric Panels
Binder Gap (Wrinkling),
Equivalent Stress, Thickness Strain,
Punch Force
Location variable BHF prediction is proposed.
Table 3.2: Summary of previous and current FEM work to predict optimal BHF profiles
72
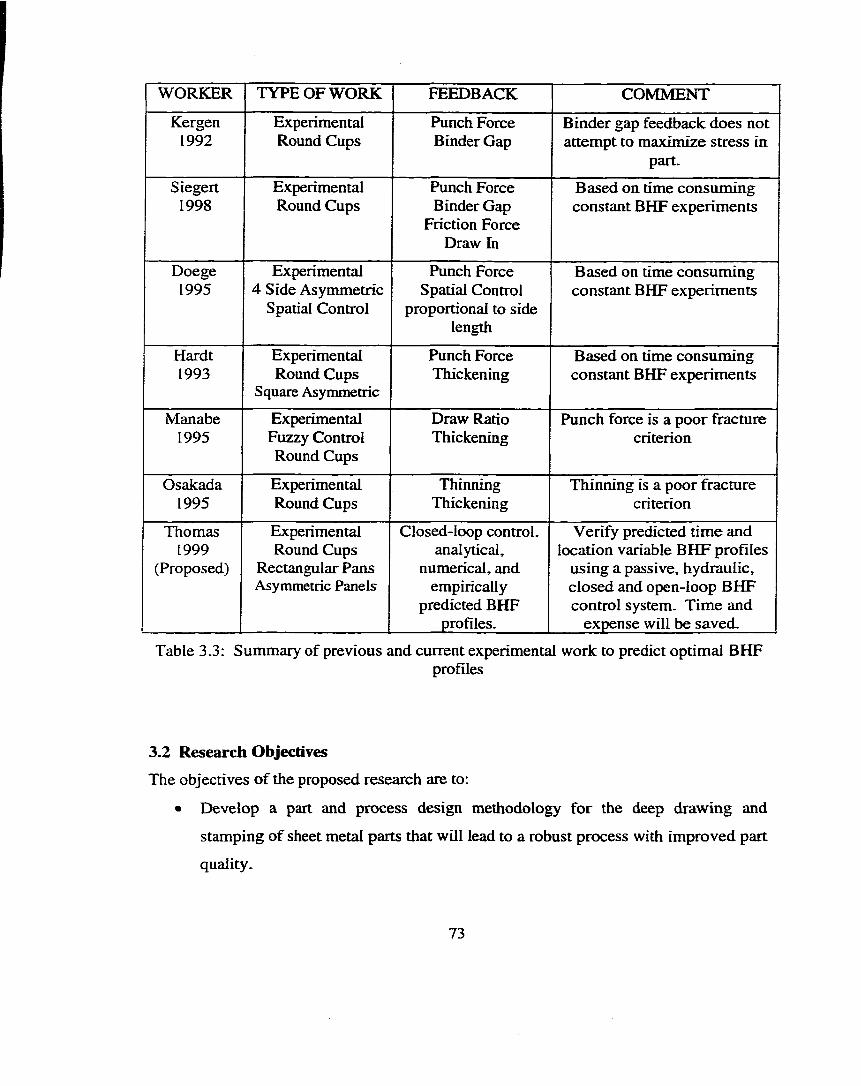
WORKER TYPE OF WORK FEEDBACK COMMENT
Kergen1992
Experimental Round Cups
Punch Force Binder Gap
Binder gap feedback does not attempt to maximize stress in
part.
Siegert1998
Experimental Round Cups
Punch Force Binder Gap
Friction Force Draw In
Based on time consuming constant BHF experiments
Doege1995
Experimental 4 Side Asymmetric
Spatial Control
Punch Force Spatial Control
proportional to side length
Based on time consuming constant BHF experiments
Hardt1993
Experimental Round Cups
Square Asymmetric
Punch Force Thickening
Based on time consuming constant BHF experiments
Manabe1995
Experimental Fuzzy Control Round Cups
Draw Ratio Thickening
Punch force is a poor fracture criterion
Osakada1995
Experimental Round Cups
ThinningThickening
Thinning is a poor fracture criterion
Thomas1999
(Proposed)
Experimental Round Cups
Rectangular Pans Asymmetric Panels
Closed-loop control, analytical,
numerical, and empirically
predicted BHF profiles.
Verify predicted time and location variable BHF profiles
using a passive, hydraulic, closed and open-loop BHF control system. Time and
expense will be saved.
Table 3.3: Summary of previous and current experimental work to predict optimal BHFprofiles
3.2 Research ObjectivesThe objectives of the proposed research are to:
• Develop a part and process design methodology for the deep drawing and
stamping of sheet metal parts that will lead to a robust process with improved part
quality.
73
Develop a mathematical model and computer software that allows engineers to
calculate forming forces, formability limits, required tool geometry, and optimal
BHF profiles for simple part geometries such as round cups, rectangular pans, U-
channels, hemispherical shells, and asymmetric panels.
Develop a module for commercial finite element method (FEM) programs that
implements a feedback loop into the calculations (adaptive simulation) in order to
determine optimal BHF time trajectories and spatial patterns for general complex
geometries.
• Develop computerized tools that provide engineers with the effect of process
parameters on part quality (sensitivity data) for various simple tool geometries
using laboratory experiments and computer simulations.
The scope of this dissertation consists of:
• Sheet metal parts ranging from cylindrical shells to complex automotive body
panels.
• Materials ranging from drawing quality steel, high strength steel, dent resistant
steel, and aluminum alloys (2000, 3000,5000, and 6000 series).
3.3 Research ApproachThis research will be completed in six phases as follows:
Phase 1
Phase 2
Phase 3
Conduct Literature Review
Build New Laboratory Tooling
Develop Analytical Models to Predict Optimal BHF Profiles forSimple Geometries
Phase 4: Develop a Module for a Commercial E^M Code to Predict OptimalBHF Profiles for Complex Geometries (Adaptive Simulation)
Phase 5: Conduct Experiments and Validate Models
Phase 6 : Develop Sheet Forming Design Methodology
Phase 7: Deliver Research Results
74
3.4 Research PlanA detailed description of the seven phases of this research is given.
Phase 1: Conduct Literature Review
The objective of this phase is:
• To conduct a literature review to understand the current industrial part and
process design methodology for sheet metal stampings.
The tasks of this phase are:
1.1: Conduct a literature review of deep drawing and stamping.
1.2: Outline the current design process from concept to production.
1.3: Identify the tools that are needed by engineers to improve the current design
process. Determine the format of these tools and when in the design process are
they needed.
1.4: Collect all available part and process design rules from literamre and the current
research and put them in a computer module for easy use by an engineer.
Phase 2: Build New Laboratory Tooling
The objective of this phase is:
• To design, validate, build, and test new laboratory tooling.
The tasks of this phase are:
2.1: Design, validate, build, and test a new rectangular pan deep draw tooling for the
purpose of investigating time and location variable BHF control (see Figure 3.3).
2.2: Design, validate, build, and test a new asymmetric panel stretch-draw tooling for the
purpose of investigating the automotive outer body panel stamping process (see
Figure 3.7).
75
Phase 3: Develop Analytical Models to Predict Optimal BHF Profiles fo r Simple
Geometries
The objective of this phase is:
• To develop analytical models of the deep drawing o f round cups and rectangular
pans in order to calculate optimum BHF profiles and to create computer based
tools using these derivations.
The tasks of this phase are:
3.1: Develop equations for calculating optimal BHF profiles for round cup and
rectangular pan deep drawing. These derivations are included in Section 4.1.
3.2: Implement these derivations and other useful equations into a computer module.
This sheet forming design system will include the following types of calculations:
• Round Cups and Rectangular Pan Deep Drawing
• Optimal BHF Time Profiles
• Minimum and Maximum Constant BHF
• Load Versus Stroke
• Limiting Draw Ratio
• Drawbead Forces and Geometry
• Blank Shapes
• Forming Limit Diagrams
Phase 4: Develop a Module fo r a Commercial FEM Code to Predict Optimal BHF
Profiles fo r Complex Geometries (Adaptive Simulation)
The objective of this phase is:
• To implement a feedback loop into a commercially available analysis software
(adaptive simulation) in order to determine optimum BHF time profiles and
spatial patterns for complex geometries.
76
The tasks of this phase are:
4 .1 : "Manually" control an E^M simulation at discrete time intervals in order to prove
the concept of implementing a feedback loop for the prediction of optimal BHF time
profiles and spatial patterns for round, rectangular, and asymmetric parts.
4.2: Upgrade the commercially available FEM simulation software Pam-Stamp with a
closed-loop controller which will allow the prediction of optimal BHF time and
location variable profiles for any general geometry and process. The methodology
is outlined in Section 4.2.
Phase 5: Conduct Experiments and Validate Models
The objectives of this phase are:
• To vahdate the analytical tools with extensive laboratory experiments.
• To test these analytical tools in an industrial setting.
A series of experiments will be conducted at the ERC/NSM laboratories. These
experiments will be conducted in a 160 ton hydraulic Minster press with numerically
controlled (NC) die cushion (see Figure 3.1 and Table 3.4). The tasks of this phase are:
5 . 1 : Round Cup Deep Drawing Experiments (6 ” diameter, 7” deep, see Figure 3.2)
• Conduct full sensitivity analysis with experiments and simulations in order to
determine to the effect of all relevant process parameters on product quality.
• Verify predicted time variable BHF profiles from analytical equations and
FEM simulations using the NC press cushion (see Figure 3.1).
• Verify the blank shape prediction of analytical equations and one-step FEM.
• Investigate the formability of aluminum 6111-T4, AKDQ, bake hard, and high
strength steel.
77
5.2: Rectangular Pan Deep Drawing Experiments (12” by 15”, 7” deep, see Figure 33
through 3-6)
• Conduct full sensitivity analysis with experiments and simulations in order to
determine to the effect o f all relevant process parameters on product quality.
• Verify predicted time variable BHF profile from analytical equations using the
NC press cushion (see Figure 3.1).
• Verify predicted time and location variable BHF profiles from FEM
simulations using the hydraulic BHF control system (see Figure 2.32).
• Verify the blank shape prediction of analytical equations and one-step FEM.
• Investigate the formability of aluminum alloys 2008-T4, 3(X)3-H13, 6111-T4,
and AKDQ steel.
5.3: Asymmetric Panel Stretch-Draw Experiments (17” by 24”, 3” deep, see Figure 3.7
through 3.11)
• Conduct full sensitivity analysis with experiments and simulations in order to
determine to the effect of all relevant process parameters on product quality.
• Determine the interaction of BHF, drawbeads, and stopblocks (see Figure
3.7).
• Determine the effect of pad pressure on distortions caused by embossing (see
Figure 3.8 and 2.9).
• Investigate the formability of AKDQ steel.
5.4: Industrial Validation
• Test the tools developed in this project in an actual industrial setting. The
following phases of the current design process with be tested using the
proposed design methodology:
1. Product Design — Light Weight Closure and Cab Comer Case Study
2. Soft Tooling Tryout - Deck Lid Case Smdy
3. Hard Tooling Tryout - Fender and Door Outer Case Study
78
4. Production - Wheel Housing Case Study
Phase 6: Develop Sheet Forming Design Methodology
The objective of this phase is:
• To develop a sheet forming design methodology and the associated tools needed
to aid an engineer in the design of better sheet metal parts and processes.
The tasks of this phase are:
6 . 1 : To outline a new concept to production process utilizing these tools.
6.2: To develop educational modules which will instruct the engineer on the use o f the
proposed design methodology and associated tools. The modules will include:
• Sheet Forming Design Methodology
• Fundamentals of Deep Drawing and Stamping
• Presses and Equipment
• Tools and Dies
• Formability and Failure of Materials
• Friction and Lubrication
• Product Quality in Sheet Forming
• New Technologies in Sheet Forming (BHF control, hydroforming, tailor
welded blanks, light weight materials, warm forming, surface texturing)
• Database of Sensitivity Data (bending, flanging, hemming, drawbeads, U-
channels, round cups, rectangular pans, asymmetric panels)
• The Finite Element Method and Simulation Methodology (incremental and
one-step FEM)
• Industrial Case Studies (doors, deck lid, cabin inner, fender, roof, wheel
housings, cab comer)
79
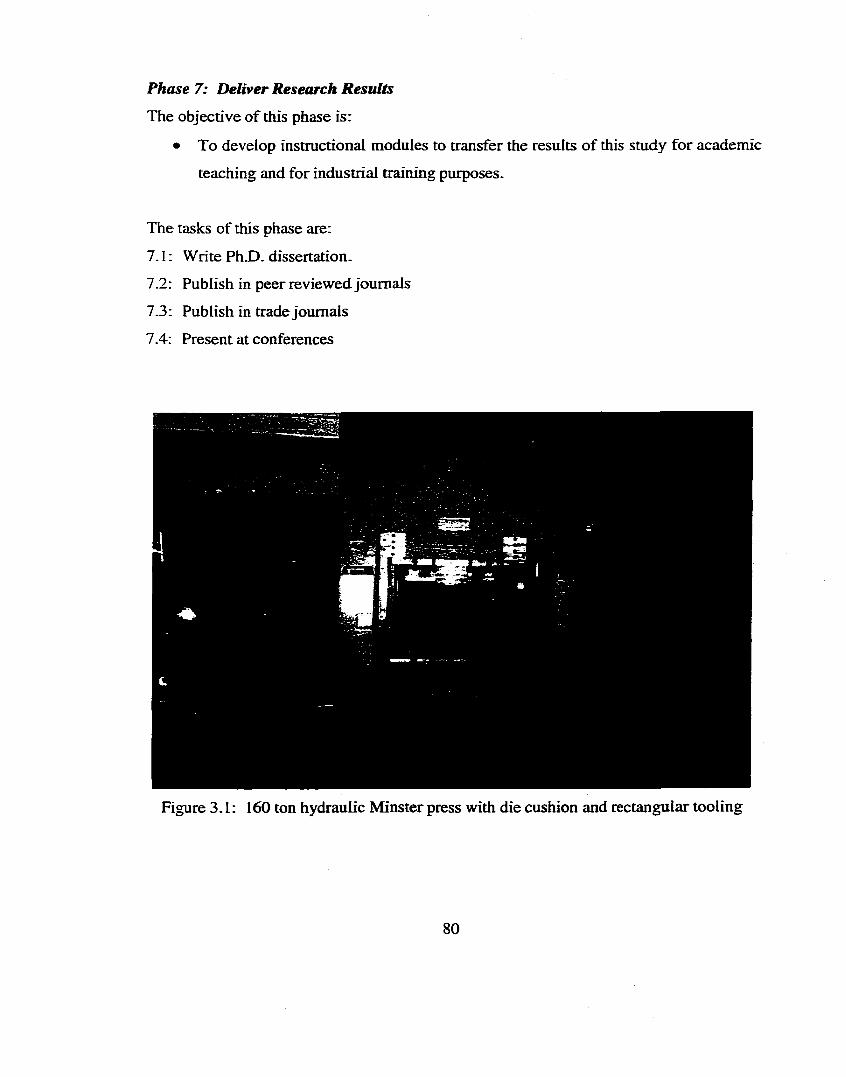
Phase 7: Deliver Research Results
The objective of this phase is:
• To develop instructional modules to transfer the results of this study for academic
teaching and for industrial training purposes.
The tasks of this phase are:
7 . 1 : Write PhD . dissertation.
7.2: Publish in peer reviewed journals
7.3: Publish in trade journals
7.4: Present at conferences
Figure 3.1: 160 ton hydraulic Minster press with die cushion and rectangular tooling
80
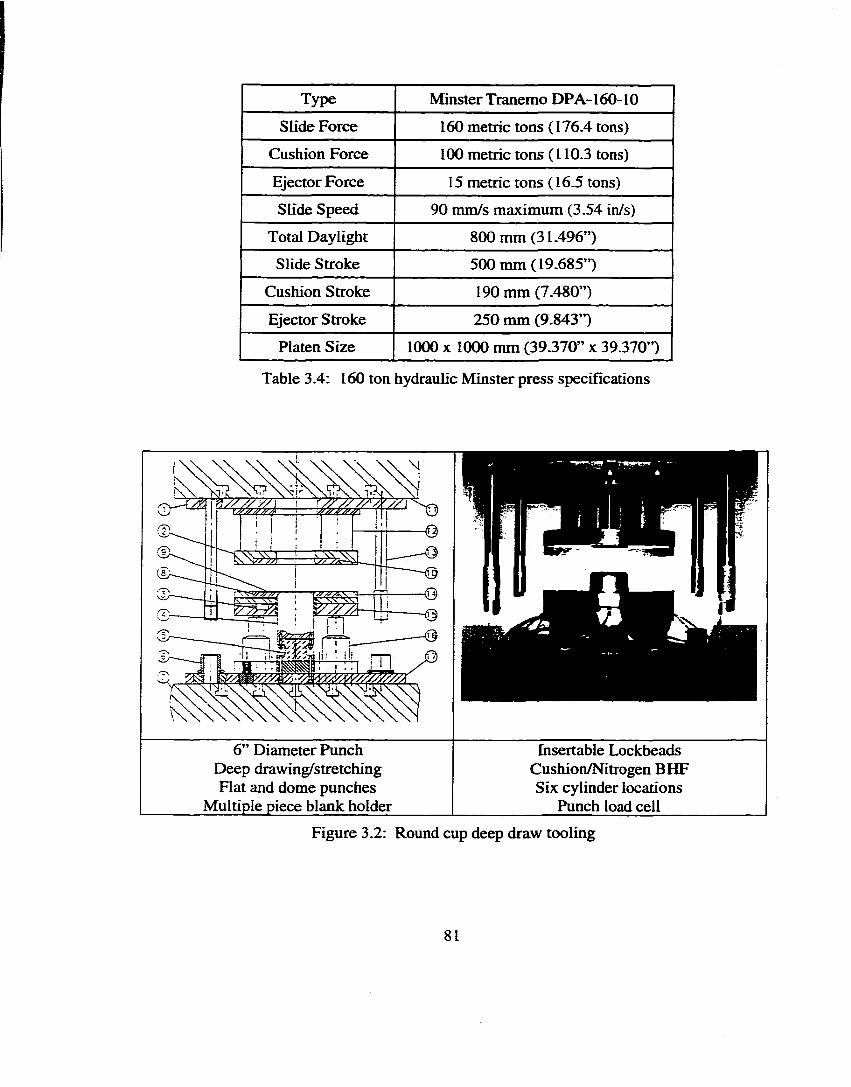
Type Minster Tranemo DPA-160-10
Slide Force 160 metric tons (176.4 tons)
Cushion Force 100 metric tons (110.3 tons)
Ejector Force 15 metric tons ( 16.5 tons)
Slide Speed 90 mm/s maximum (3.54 in/s)
Total Daylight 800 mm (31-496”)
Slide Stroke 500 mm (19.685”)
Cushion Stroke 190 mm (7.480”)
Ejector Stroke 250 mm (9.843”)
Platen Size 1000 X 1000 mm (39.370” x 39.370”)
Table 3.4: 160 ton hydraulic Minster press speciOcations
G
^
6 ” Diameter Punch Deep drawing/stretching Flat and dome punches
Multiple piece blank holder
Insertable Lockbeads Cushion/Nitrogen BHF Six cylinder locations
Punch load cell
Figure 3.2: Round cup deep draw tooling
81
- 15 -
Figure 3.3: Rectangular tooling with hydraulic BHF control system and
insertable drawbeads
Figure 3.4: Rectangular pan (5" depth, 50 tons BHF, AKDQ steel)
f<TR 3 -
OIE CAVITY (PLAN VIEW)
1 2 -
R 0 .3 9 4 - PANELS _ y (ELEVATION VIEW)
R 0 J 9 4 - //
FLAT BOTTOM
%
/ /
FLAT BOTTOM WITH E M B O SS
CURVED BOTTOM
TW O LEVELED BOTTOM
Figure 3.5: Various part geometries of the rectangular tooling
12” by 15” Cavity 7” Draw Depth
Insertable Drawbead Interchangeable Punches
Cushion/Nitrogen/Hydraulic 8 Cylinder Locations
Punch Load Cell
82
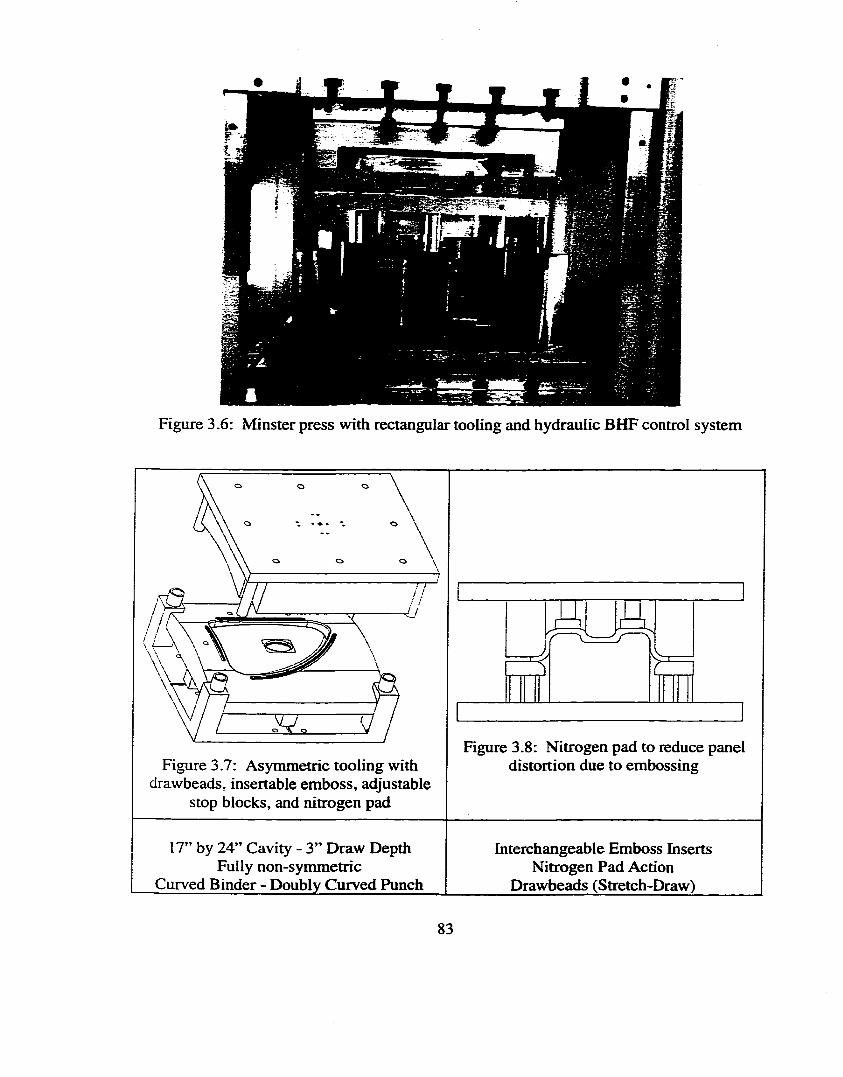
Figure 3.6: Minster press with rectangular tooling and hydraulic BHF control system
Figure 3.7: Asymmetric tooling with drawbeads, insertable emboss, adjustable
stop blocks, and nitrogen pad
Figure 3.8: Nitrogen pad to reduce panel distortion due to embossing
17” by 24” Cavity - 3” Draw Depth Fully non-symmetric
Curved Binder - Doubly Curved Punch
Interchangeable Emboss Inserts Nitrogen Pad Action
Drawbeads (Stretch-Draw)
83
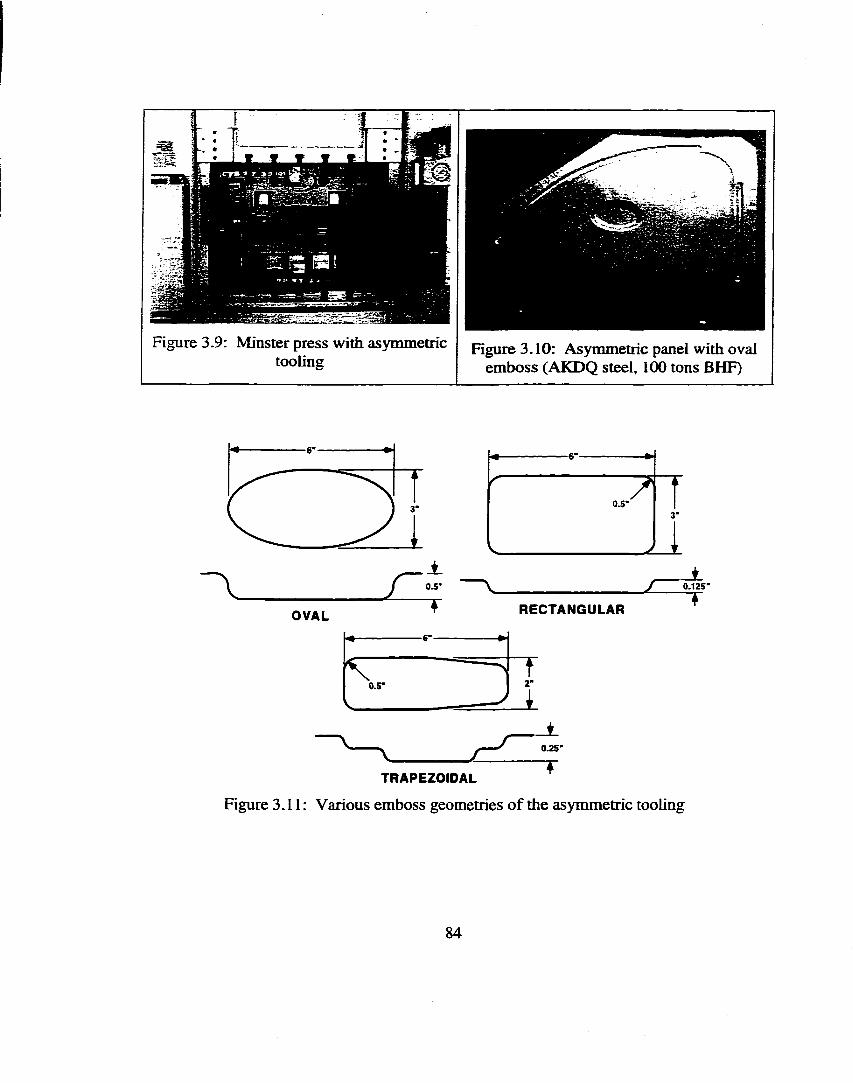
Figure 3.9: Minster press with asymmetric tooling
Figure 3.10: Asymmetric panel with oval emboss (AKDQ steel, ICO tons BHF)
OVAL
f{ 0.S-
0.5"
G
" 70.5"
RECTANGULAR
T2"
1
. _ t0.125-
0.25"
TTRAPEZOIDAL
Figure 3.11: Various emboss geometries o f the asymmetric tooling
84
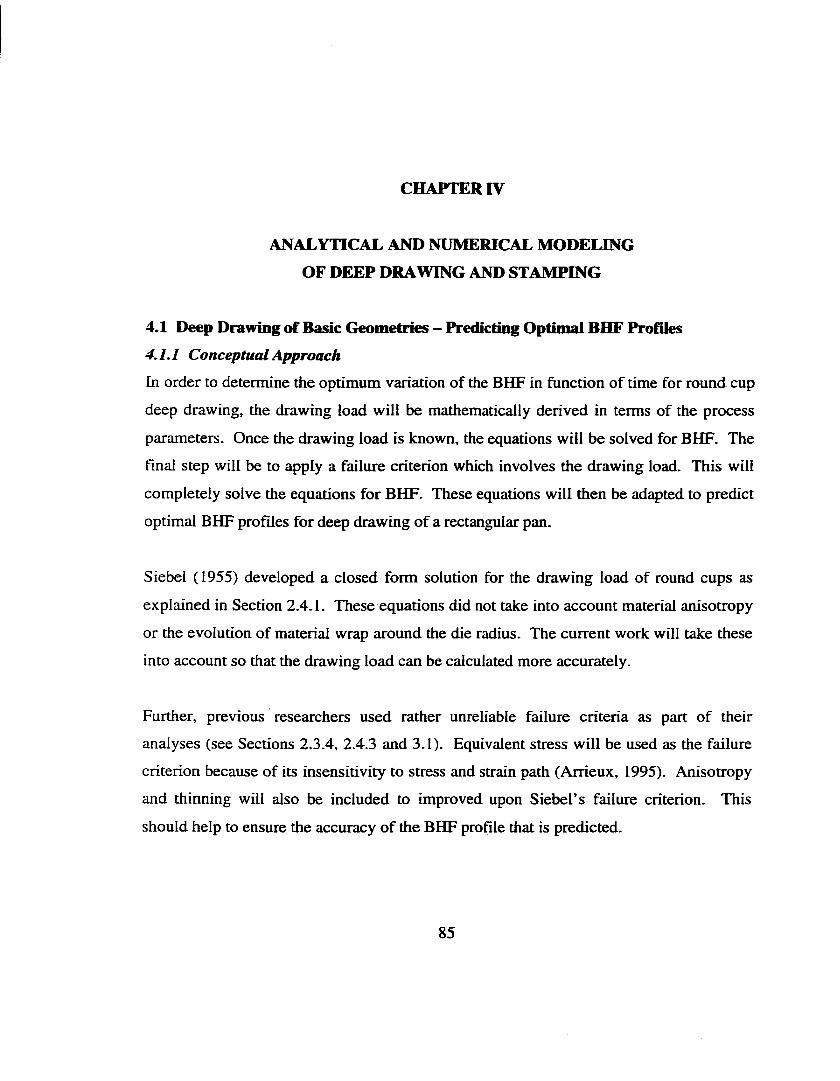
CHAPTER IV
ANALYTICAL AND NUMERICAL MODELING OF DEEP DRAWING AND STAMPING
4.1 Deep Drawing of Basic Geometries — Predicting Optimal BHF Profiles4.1.1 Conceptual Approach
In order to determine the optimum variation of the BHF in function of time for round cup
deep drawing, the drawing load will be mathematically derived in terms of the process
parameters. Once the drawing load is known, the equations will be solved for BHF. The
final step will be to apply a failure criterion which involves the drawing load. This will
completely solve the equations for BHF. These equations will then be adapted to predict
optimal BHF profiles for deep drawing of a rectangular pan.
Siebel (1955) developed a closed form solution for the drawing load of round cups as
explained in Section 2.4.1. These equations did not take into account material anisotropy
or the evolution of material wrap around the die radius. The current work will take these
into account so that the drawing load can be calculated more accurately.
Further, previous researchers used rather unreliable failure criteria as part of their
analyses (see Sections 2.3.4, 2.4.3 and 3.1). Equivalent stress will be used as the failure
criterion because of its insensitivity to stress and strain path (Arrieux, 1995). Anisotropy
and thinning will also be included to improved upon Siebel’s failure criterion. This
should help to ensure the accuracy of the BHF profile that is predicted.
85
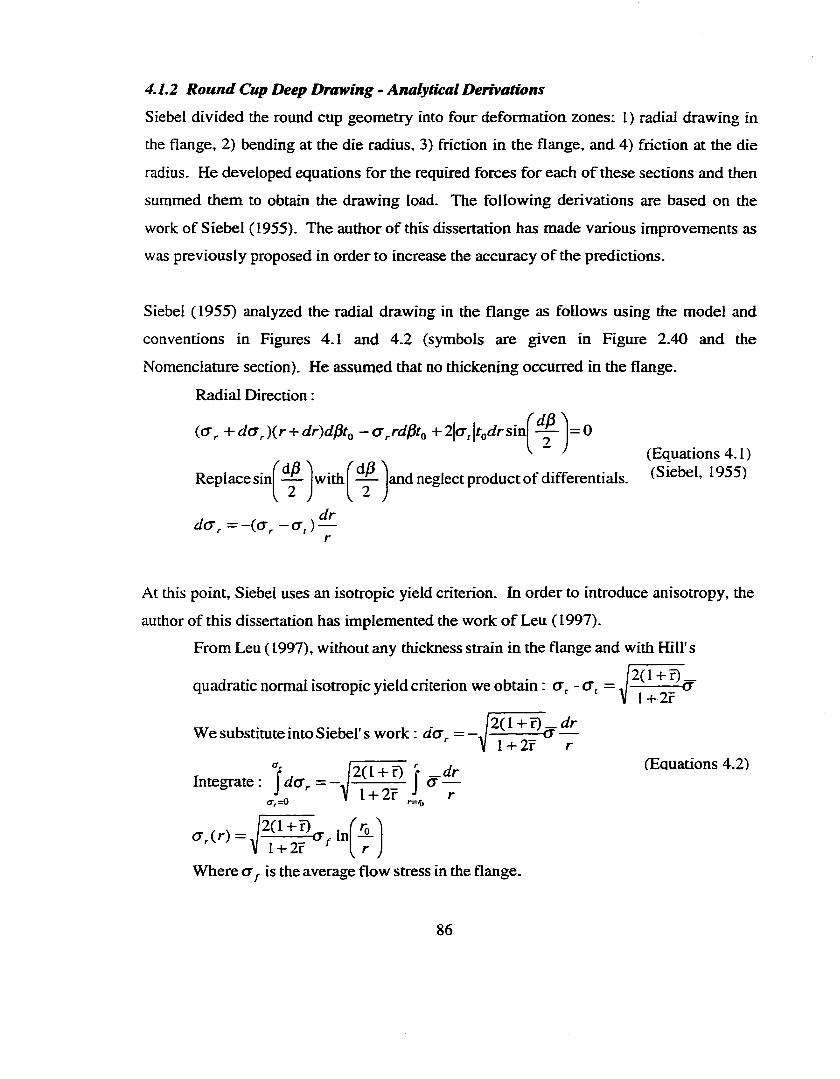
4.L2 Round Cup Deep Drawing - Analytical Derivations
Siebel divided the round cup geometry into four deformation zones: I) radial drawing in
the flange, 2) bending at the die radius, 3) friction in the flange, and 4) friction at the die
radius. He developed equations for the required forces for each o f these sections and then
summed them to obtain the drawing load. The following derivations are based on the
work of Siebel ( 1955). The author o f this dissertation has made various improvements as
was previously proposed in order to increase the accuracy o f the predictions.
Siebel (1955) analyzed the radial drawing in the flange as follows using the model and
conventions in Figures 4.1 and 4.2 (symbols are given in Figure 2.40 and the
Nomenclature section). He assumed that no thickening occurred in the flange.
Radial Direction :
(cr^ -td(j^){r + dr)dpÎQ —(T^rdPto +2[<T,|roJrsin
Replace sin
= 0(Equations 4.1 )
w ith f^ ^ and neglect product of differentials. (Siebel, 1955)I -
d(J^ — —((%r ) ----r
At this point. Siebel uses an isotropic yield criterion. In order to introduce anisotropy, the
author of this dissertation has implemented the work o f Leu ( 1997).
From Leu ( 1997), without any thickness strain in the flange and with Hill's
quadratic normal isotropic yield criterion we obtain : cr - cr =
We substitute into Siebel's work : da^ = — —V l + 2r r
r , , /2 ( l + f) f _ d rIntegrate : d(T =-- J —------- (T —A V l + 2 r 1 r
ov '2 (l + f) f dr (Equations 4.2)
<T,= 0 “ r=ra/2(l-hf), ^
1 + 2?Where <r is the average flow stress in the flange.
86
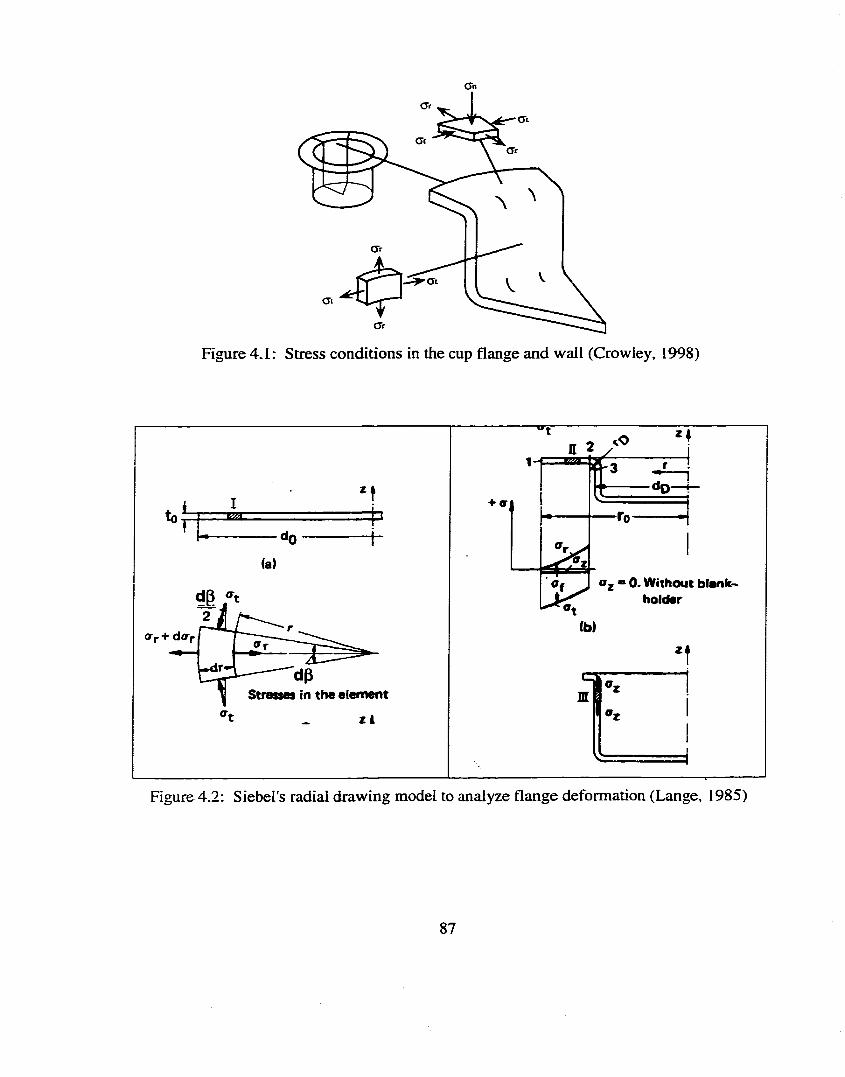
anar
ar
ar
- ^ a tat
at
Figure 4.1: Stress conditions in the cup flange and wall (Crowley, 1998)
1 -f
*2 " 0. Without blanks holder
Stratses in the element
Figure 4.2: Siebel’s radial drawing model to analyze flange deformation (Lange, 1985)
87
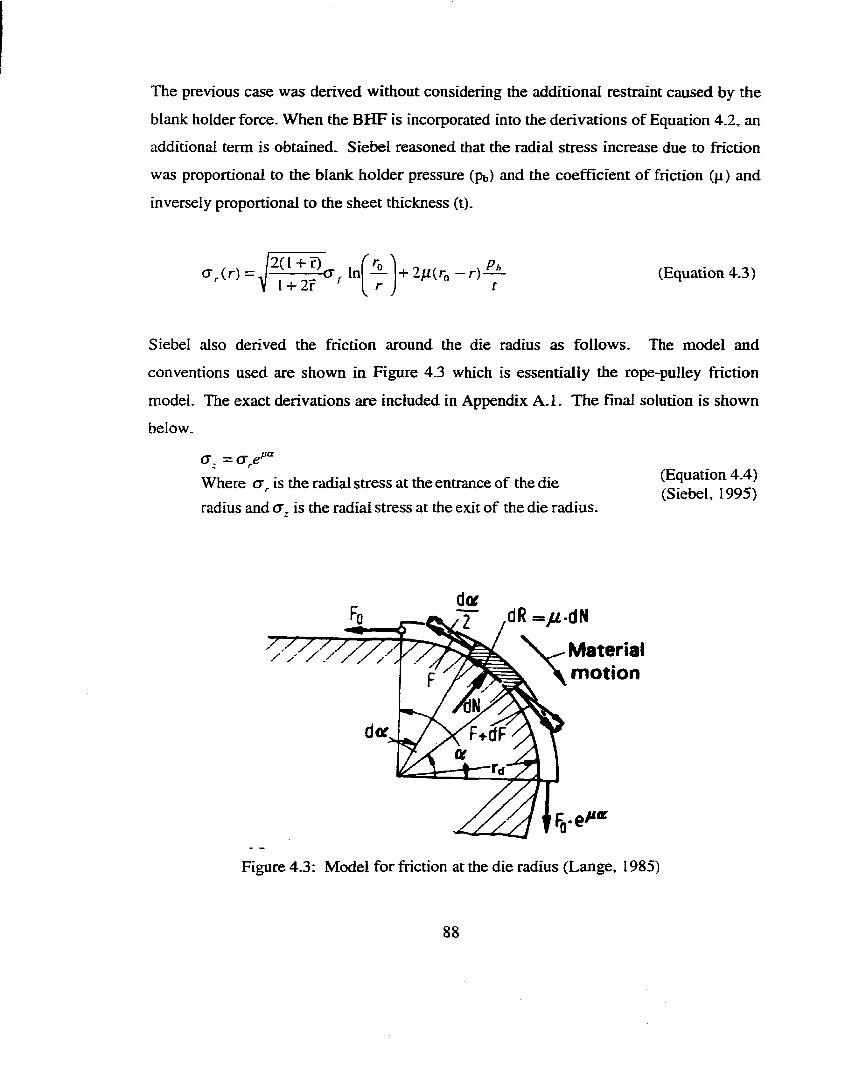
The previous case was derived without considering the additional restraint caused by the
blank holder force. When the BHF is incorporated into the derivations of Equation 4.2, an
additional term is obtained. Siebel reasoned that the radial stress increase due to friction
was proportional to the blank holder pressure (pb) and the coefficient of friction (p.) and
inversely proportional to the sheet thickness (t).
1 + 2F '+ 2 ^ ( r „ - r ) ^ (Equation 4.3)
Siebel also derived the friction around the die radius as follows. The model and
conventions used are shown in Figure 4.3 which is essentially the rope-pulley friction
model. The exact derivations are included in Appendix A .I. The final solution is shown
below.
(J = (j^e^Where cr is the radial stress at the entrance of the die radius and <T, is the radial stress at the exit of the die radius.
(Equation 4.4) (Siebel, 1995)
Materialm otion
dec.
Figure 4.3: M odel for friction at the die radius (Lange, 1985)
88
Siebel’s derivations for bending around the die radius using an isotropic yield function
are shown below. The physical model and conventions that he used are shown in Figure
4.4. He assumed that the bending is plane strain due to the fact that the ratio o f the punch
diameter to die radius is large. Also Siebel assumed that the sheet conforms to the full
90° arc o f the die radius.
Calculate the bending work (W^ ) from the bending moment (My )„ (Equations 4.5)
W ,= M ,a = F ,rja => F ,= — ^ (Siebel, 1995)
At this point, the author of this dissertation implements the work of Wang ( 1993) in order
to take anisotropy into account.
From Wang (1993), plane strain bending and Hill's quadratic
normally anisotropic yield criterion : <Jy = - ^ = = = â
Assume rigid plastic material : (Equations 4.6)
M. = (vv = width of bent sheet)Vl + 2 r 4
I + r â w rCombine with Siebel's work : FJ = •V l+ 2 r 4r.
Double for bending and unbending and w = :I + r Kâd...r
b Vl + 2 r 2 d
The author of this dissertation now introduces the bend angle (a) into the bending force
equation as a proportional multiplier.
Fy (Equation 4.7)Vl + 2 r
89
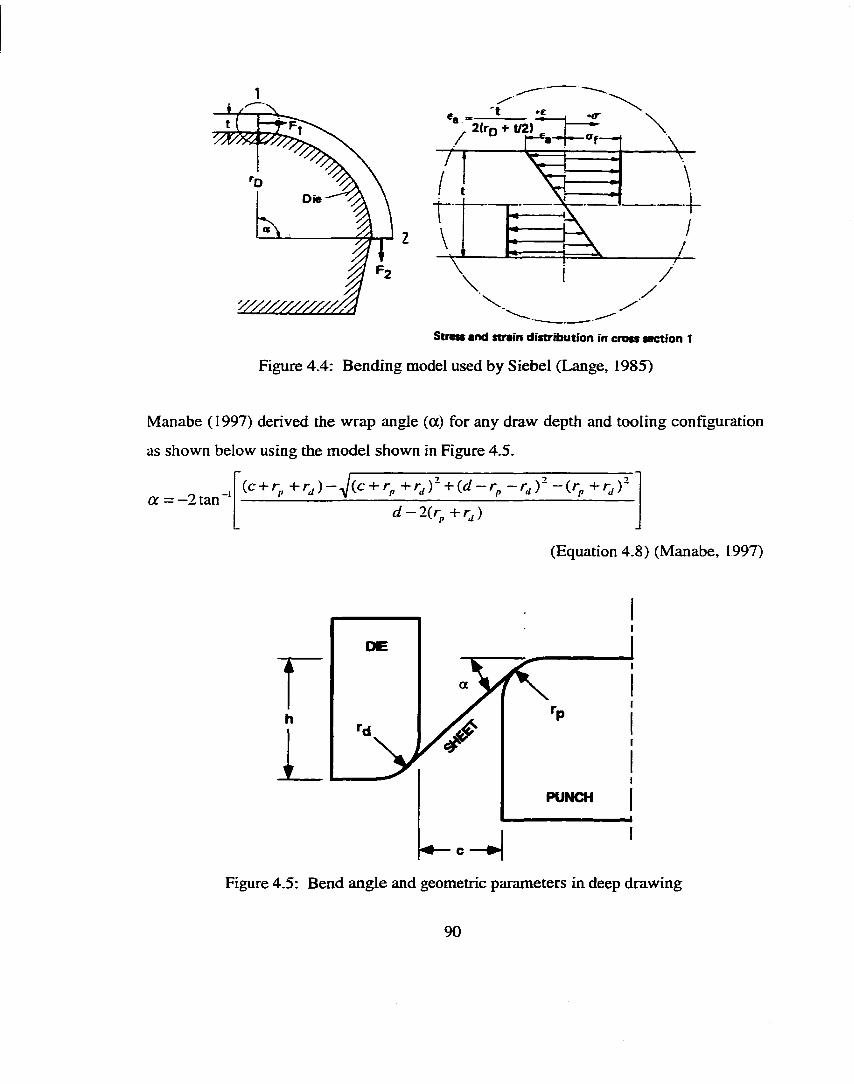
O ie
*<r
2
S tr e n e n d s tra in d is tr ib u t io n in c ro s s se c t io n 1
Figure 4.4: Bending model used by Siebel (Lange, 1985)
Manabe (1997) derived the wrap angle (a) for any draw depth and tooling configuration
as shown below using the model shown in Figure 4.5.
a = —2 tan -I + -h{cl - - r ^ Ÿ “ (/>d - 2 (r^ +r^)
(Equation 4.8) (Manabe, 1997)
OE
PUNCH
Figure 4.5: Bend angle and geometric parameters in deep drawing
90
Combining Equations 4.2, 4.3, 4.4, and 4.7, an expression for the drawing load (Fd) is
found. Please note that this equation takes anisotropy ( r ) and wrap angle (a) into
account, unlike Siebel’s (1955) equation (see Equation 2.12).
(Ty Iny 2(1-hr) l+ 2 f
+ +Vl + 2r ^
(Equation 4.9)
Now that we have a closed form solution for the drawing load o f the round cup deep
drawing process, we solve this equation for the blank holder force (Fy). Solving for BHF
has only been done by one other researcher namely Manabe ( 1987).
P'h =Lv
fia f 2 ( l+ f)I + 2F
atn l + r
yj 2 m
(Equation 4.10)
In order to calculate the instantaneous flange diameter (dp) and the average flow stress in
the flange (crp) and die radius (<Td) please refer to Appendix A.I. In order to calculate the
wrap angle (a), we use Equation 4.8.
Now, the only unknown parameter on the right side of Equation 4.10 is the drawing load
(Fd). We obtain this by utilizing a failure criterion that was proposed by Chiang and
Kobayashi (1966). This failure criterion calculates the maximum drawing load to avoid
failure in the cup. Chiang's criterion takes into account the anisotropy and thinning of the
sheet material. Chiang utilized Holloman’s flow stress laws to derive this criterion. The
author of this dissertation has implemented Swift’s hardening law as shown below.
Starting from Hill’s plane stress normally anisotropic quadratic yield function (Wagoner,
1997):
91
Plane Strain : de^ = 0 => <T, = ■r + I
Assume proportional path : e =
Substitute into Hill's equivalent stress formula : cT =
Instability Criterion for Swift Power Law O' = K ( e +£□)“Fora tensile test : = / ! —£(,
_ r + I _ Combining to obtain plane strain criterion : ... (n -£„ )V2r + 1
Substitute into Swift’s Law : a.. = K r + 1.V2 7 + I
Calculate the thickness at the failure zone
( /I—e o ) - ^ o
Volume Constancy : £ 3 = -£[ => In — = ----- '2^ + 1 gr + 1
VZr + l _ ■£r + 1
Calculate Critical Load
F„ =;rd^to exp(£o -n )Æ
f = fo exp(£g - n )
r + lV2r + l
( « —Cq) “ ^ 0
r + lV2r + l
(Equations 4.11)
4.1.3 Rectangular Pan Deep Drawing Adaptation o f Equations
To expand this work to rectangular pans, we will use the equivalent blank method as
outlined in Section 2.4.1.2. Essentially, equivalent round blanks and tool geometries are
calculated from the rectangular blanks and tool geometries based on equal areas as
follows (symbols are given in Figure 2.42 and the Nomenclature section):
K(Equation 4.12)
This method works extremely well for predicting load versus stroke curves for
rectangular pans as will be shown in Section 4.1.4. This method does not work well for
predicting the optimal BHF profiles. This is due to the fact that the wall stresses are not
92
distributed uniformly around the rectangular panel. In fact, the wall stresses are primarily
concentrated in the comers of the rectangular pan. Therefore, to account for this
phenomenon, the failure criterion will estimate the maximum punch load for the
rectangular pan by assuming a round cup of diameter equal to twice the comer radius of
the pan.
4.1.4 Computerization
The equations of Section 4.1.3 have been programmed into a Microsoft Excel
spreadsheet. Excel was chosen because it is nearly a full featured programming
environment with double precision, conditional arguments, and iterative calculations
available. Excel also has a built in user interface that is familiar to most engineers. Thus,
the development time and the learning curve are greatly reduced.
Instructions on the use of this spreadsheet are included in Appendix B. The opening page
of the spreadsheet (or sheet forming design system) instructs the user on where to find the
various calculations and how to use the module. Each sheet contains a user interface in
which the user inputs the material data and tool geometry. The software then calculates
various process conditions including loads, strains, stresses, geometry, and BHF profiles.
A sample BHF profile from this package is shown in Figure 4.6.
4.1.5 Validation o f Analytical Model
A complete validation of the analytical work will be conducted as a part of this
dissertation. Some validation has been conducted already as a part of the development
work. Since experiments have not been conducted in regards to the BHF predictions yet,
data from the literature has been used in this validation. First, notice that the shape of the
predicted BHF profile in Figure 4.6 is similar to the shape o f Kergen's and Siegert’s
experimentally measured BHF profiles (Figures 2.33 to 2.34). This similarity gives
confidence to this approach.
93
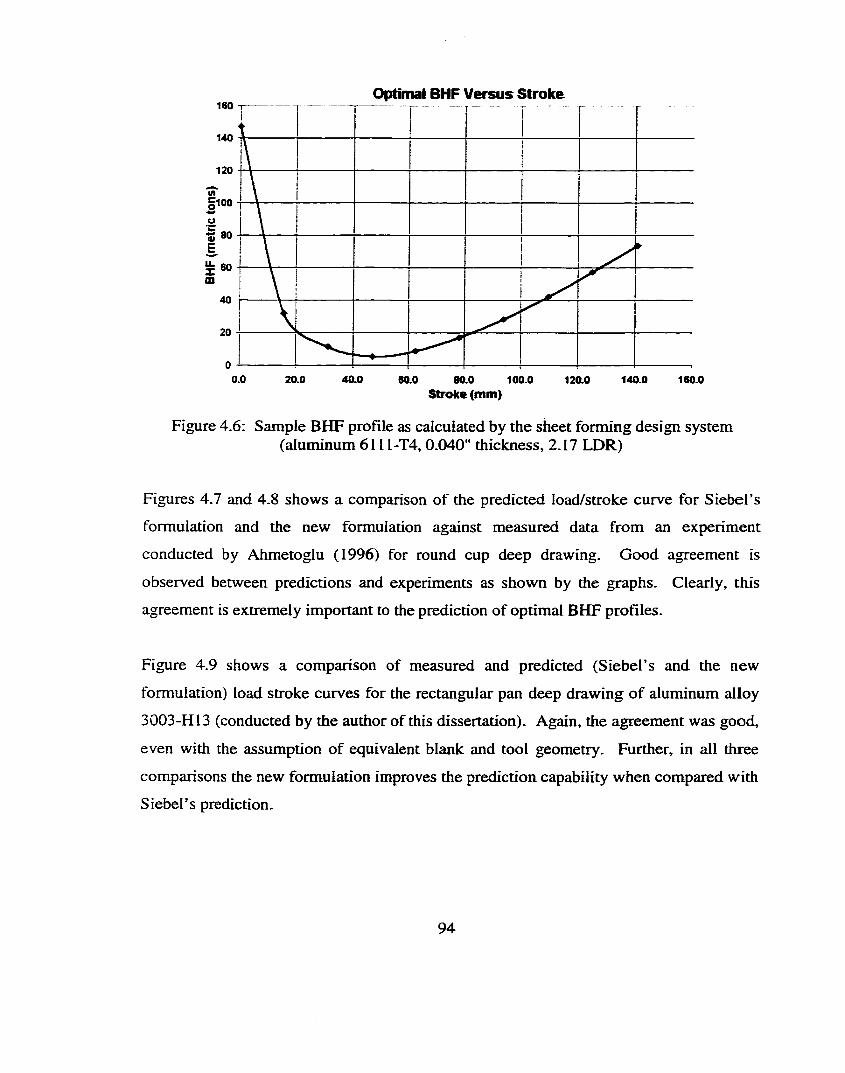
optimal BHF Versus Stroke160 T
140
120
■a 80
40
0.0 20.0 40.0 80.0 80.0 100.0Stroke (mm)
120.0 140.0 160.0
Figure 4.6: Sample BHF profile as calculated by the sheet forming design system (aluminum 6111-T4,0.040" thickness, 2.17 LDR)
Figures 4.7 and 4.8 shows a comparison of the predicted load/stroke curve for Siebel’s
formulation and the new formulation against measured data from an experiment
conducted by Ahmetoglu (1996) for round cup deep drawing. Good agreement is
observed between predictions and experiments as shown by the graphs. Clearly, this
agreement is extremely important to the prediction of optimal BHF profiles.
Figure 4.9 shows a comparison of measured and predicted (Siebel’s and the new
formulation) load stroke curves for the rectangular pan deep drawing o f aluminum alloy
3003-H13 (conducted by the author of this dissertation). Again, the agreement was good,
even with the assumption of equivalent blank and tool geometry. Further, in all three
comparisons the new formulation improves the prediction capability when compared with
Siebel’s prediction.
9 4
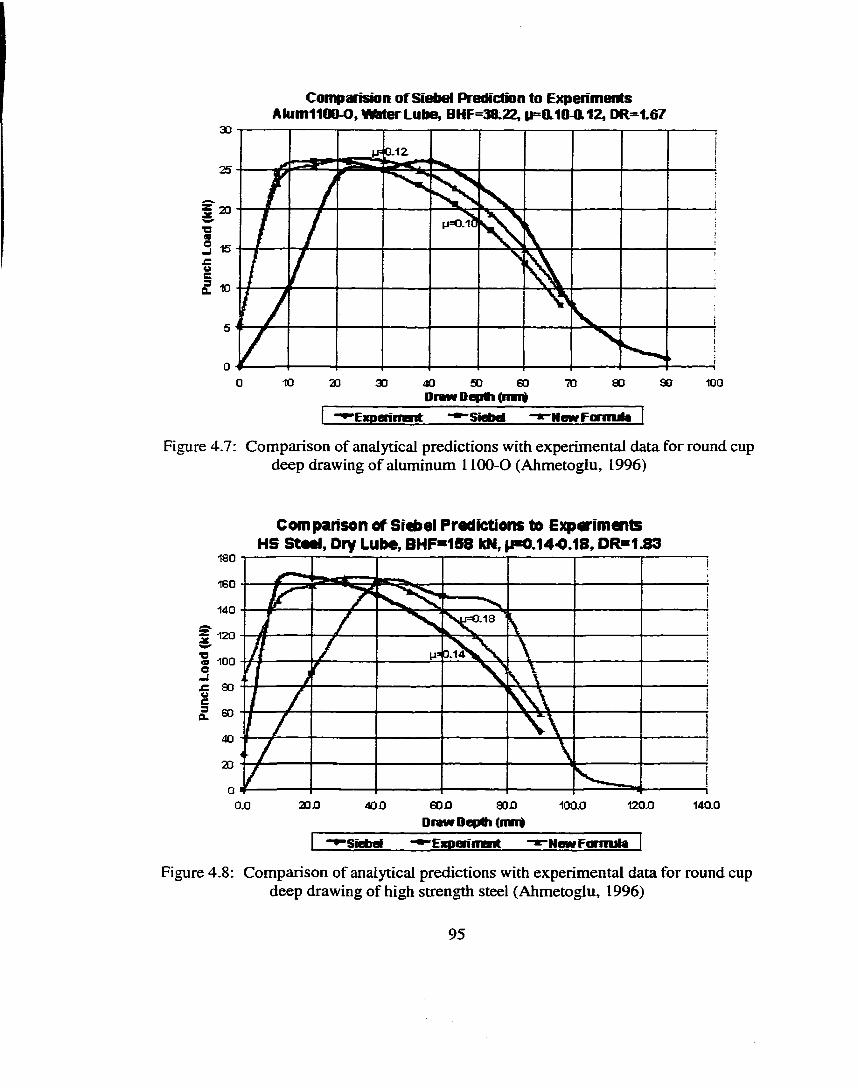
Comparision of Sîebel Predictnii to Experiments Alum1100-0, WMerLube, BHF=38.22, |i=ai0-ai2, DR=1.67
30
25
* 2 0
J 15
1 0 900 2 0 30 40 SO GO 80 10070Draw Depth (nnf
"^Experiment -Siebd •WewFomule
Figure 4.7; Comparison of analytical predictions with experimental data for round cup deep drawing of aluminum 1100-0 (Ahmetoglu, 1996)
Comparison of Siebel Predictions to Experiments HS Steel, Dry Lube, BHF=158 KN, p=0.140.18, DR» 1.83
180
160
140t.18
5 120
a 100
80
40
2 0
200 600 1200 14000.0 400 100.0Draw Depth (mn*
•Siebel -■-Experiment ‘NewFormjia
Figure 4.8: Comparison of analytical predictions with experimental data for round cup deep drawing of high strength steel (Ahmetoglu, 1996)
95
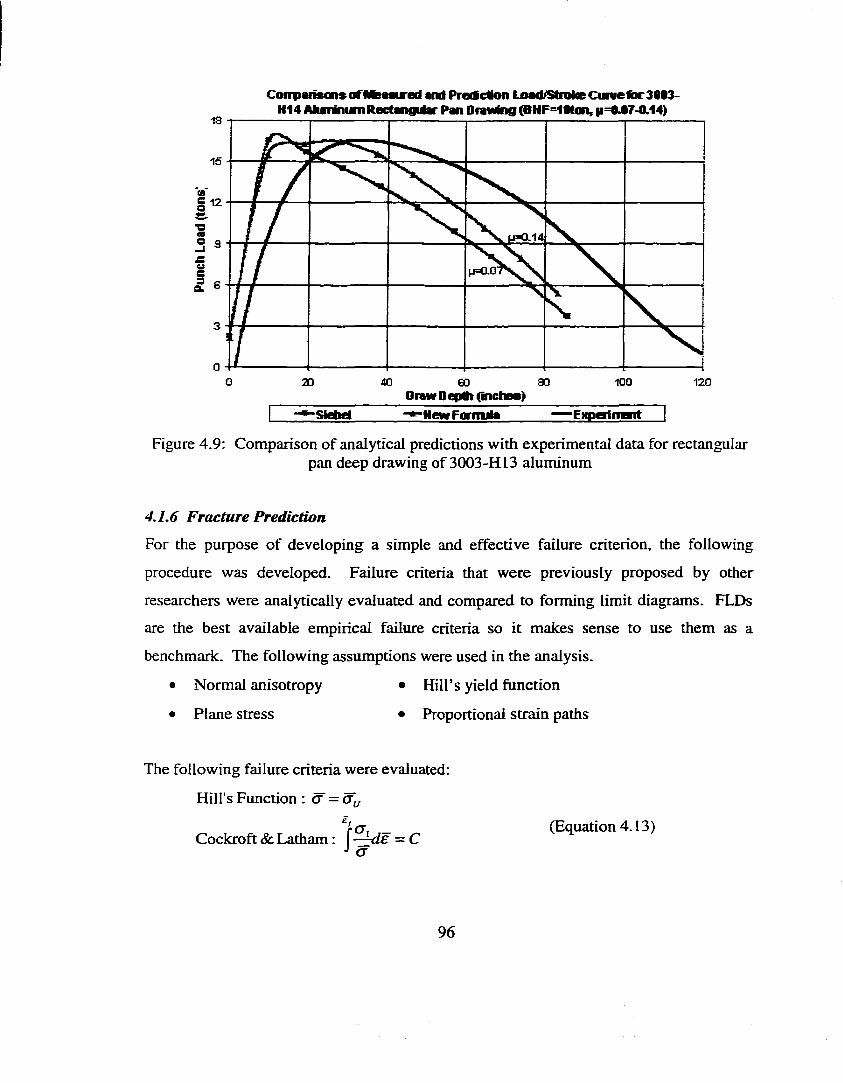
CotiparisonsoTMeMired and Preif cion Loafi/StniteCunie1br3i03-H14 AkannumRectangitfar Pan OmWng (BHF=10ton, p=*.#741.14)
■o
0 100 1202 0 40 8060Oiawr Depit (inches)
Siehel 'NeMrFormjIa •Expert nant
Figure 4.9: Comparison of analytical predictions with experimental data for rectangularpan deep drawing of 3003-H13 aluminum
4.1.6 Fracture Prediction
For the purpose of developing a simple and effective failure criterion, the following
procedure was developed. Failure criteria that were previously proposed by other
researchers were analytically evaluated and compared to forming limit diagrams. FLDs
are the best available empirical failure criteria so it makes sense to use them as a
benchmark. The following assumptions were used in the analysis.
• Normal anisotropy • Hill’s yield function
• Plane stress • Proportional strain paths
The following failure criteria were evaluated:
Hill's Function : a =(T,u
Cockroft & Latham : f = C a
(Equation 4.13)
96

The value C in the Crockroft and Lantham criterion can be evaluated with a tensile test.
Using the above assumptions and the the additional assumption of uniaxial stress in the
tensile test» the integrand becomes unity and the value C becomes exactly equal to the
strain in the axial direction at failure:
C — eA (Equation 4.14)
This simple result will be useful later. One problem with this development is the
assumption of proportional strain paths which is a good assumption in a tensile until
necking begins and is increasingly poor thereafter. Since failure proceeds necking
quickly, the final result is estimated to be within 1 0 % of actual, thus making the
assumption reasonable.
Now, we find the biaxial strain which satisfies each of the failure criteria above. The
same assumptions are made and in each case the integrand becomes constant functions of
material parameters. The following results are obtained:
Crockroft & Lantham : ffill's Function :C ( p / £ / (Equations 4.15)
—
Where p, X., tp, 5 are given as:
^ i ± Z ± I t/ ^ x L + r + r/3
f = J l + A-2FAl + r
(l + F)-1 V ( 1 + 2F)
2rP (1 + F)
(Equations 4.16)
97
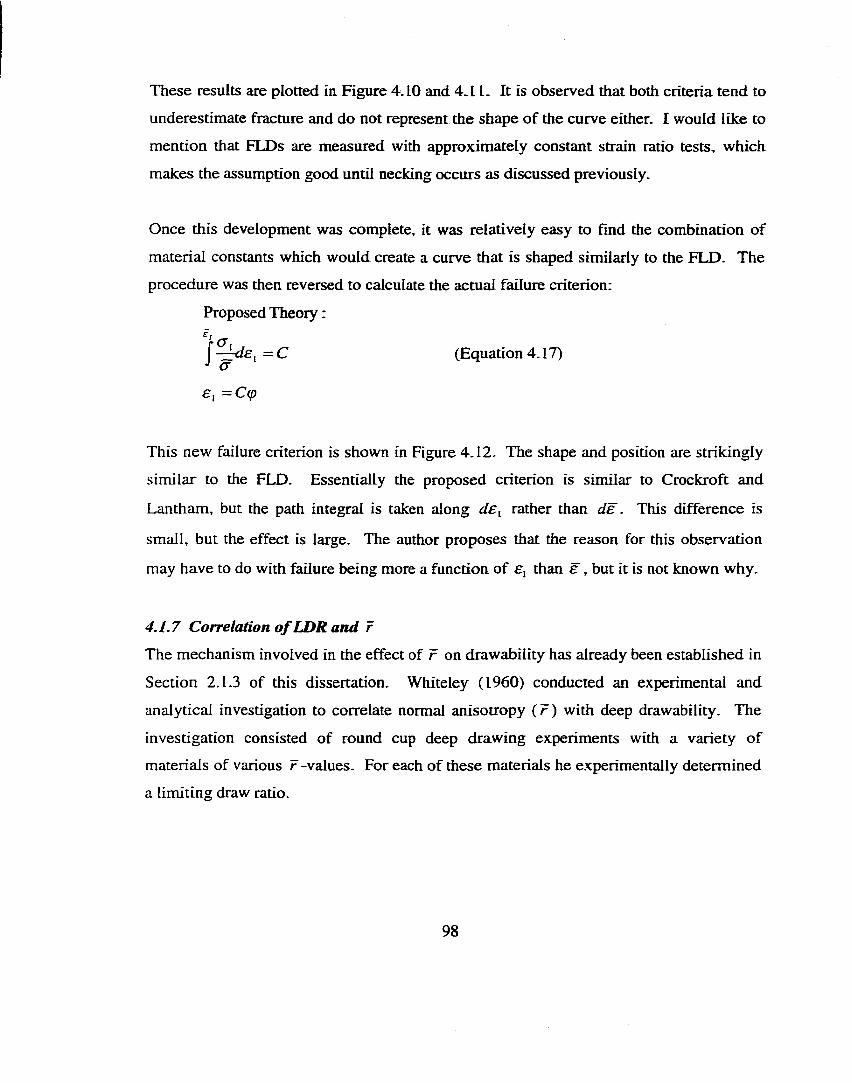
These results are plotted in Figure 4.10 and 4.11. It is observed that both criteria tend to
underestimate fracture and do not represent the shape o f the curve either. I would like to
mention that FLDs are measured with approximately constant strain ratio tests, which
makes the assumption good until necking occurs as discussed previously.
Once this development was complete, it was relatively easy to find the combination of
material constants which would create a curve that is shaped similarly to the FLD. The
procedure was then reversed to calculate the actual failure criterion:
Proposed Theory :
%(J
£, =Cq>
= C (Equation 4.17)J / T
This new failure criterion is shown in Figure 4.12. The shape and position are strikingly
similar to the FIX). Essentially the proposed criterion is similar to Crockroft and
Lantham, but the path integral is taken along de^ rather than de . This difference is
small, but the effect is large. The author proposes that the reason for this observation
may have to do with failure being more a function of e, than ë , but it is not known why.
4.1.7 Correlation o f LDR and ?
The mechanism involved in the effect of r on drawability has already been established in
Section 2.1.3 of this dissertation. Whiteley (1960) conducted an experimental and
analytical investigation to correlate normal anisotropy ( r ) with deep drawability. The
investigation consisted of round cup deep drawing experiments with a variety of
materials of various r -values. For each of these materials he experimentally determined
a limiting draw ratio.
98
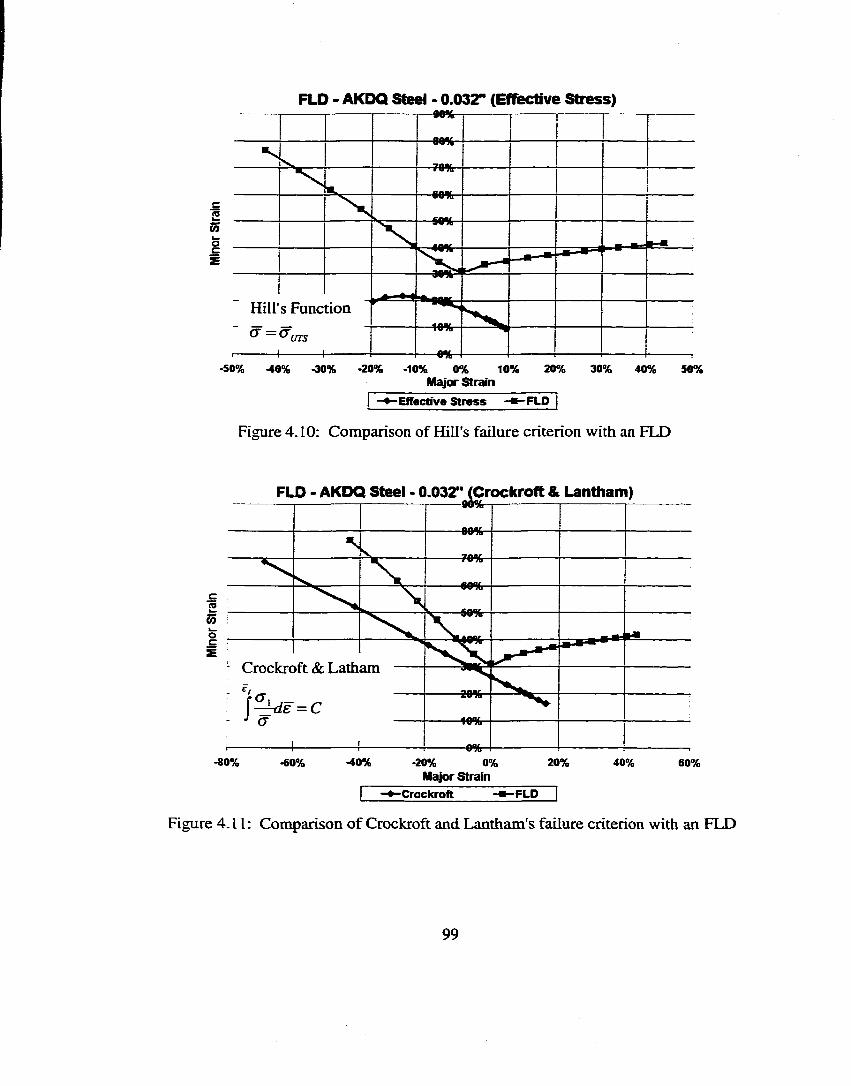
FLD - AKDQ Steel - 0.03Z' (Effècb've S tress)
c2
IHill's Function
«%-•50% -40% -30% 20% -10% 2 0 % 30% 40%1 0 % 50%0 %
M ajor S tra fn
•E ffec tive S t r e s s -FLD
Figure 4.10: Comparison of Hill's failure criterion with an FLD
2
o
------ 90%
_ g -Ji-
^.rucKroiL ot L,aui
J ^ £ = C- ■' ai------------ 1------------
am
------- 0 %-•80% •60% •40% •20% 0%
M ajor S tra in2 0 % 40% 60%
-C ro ck ro ft •FLD
Figure 4.11: Comparison o f Crockroft and Lantham's failure criterion with an FLD
99
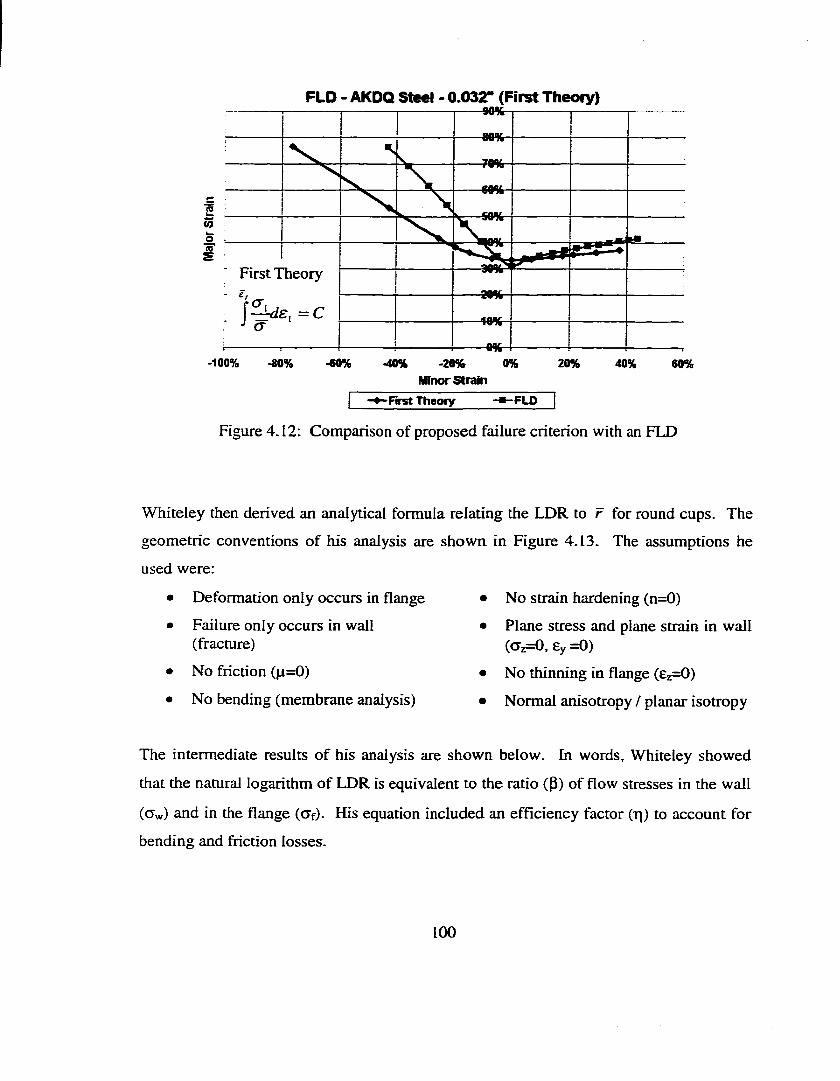
FLD - AKDO Steel - 0.032" (F irst Theory)
Ç2CO
IFirst Theory
4*-100% -60%•80% •40% 0 % 2 0 %-2 0 % 40% 60%
M inor S tra in
-F frst T h eo ry -FLD
Figure 4.12: Comparison of proposed failure criterion with an FLD
Whiteley then derived an analytical formula relating the LDR to r for round cups. The
geometric conventions of his analysis are shown in Figure 4.13. The assumptions he
used were:
Deformation only occurs in flange
Failure only occurs in wall (fracmre)
No friction (p=0)
No bending (membrane analysis)
No strain hardening (n=0)
Plane stress and plane strain in wall(<Tz=0 , £y =0 )
No thinning in flange (Ez=0)
Normal anisotropy / planar isotropy
The intermediate results of his analysis are shown below. In words, Whiteley showed
that the natural logarithm of LDR is equivalent to the ratio (P) of flow stresses in the wall
(CTw) and in the flange (cTf). His equation included an efficiency factor (q) to account for
bending and friction losses.
100
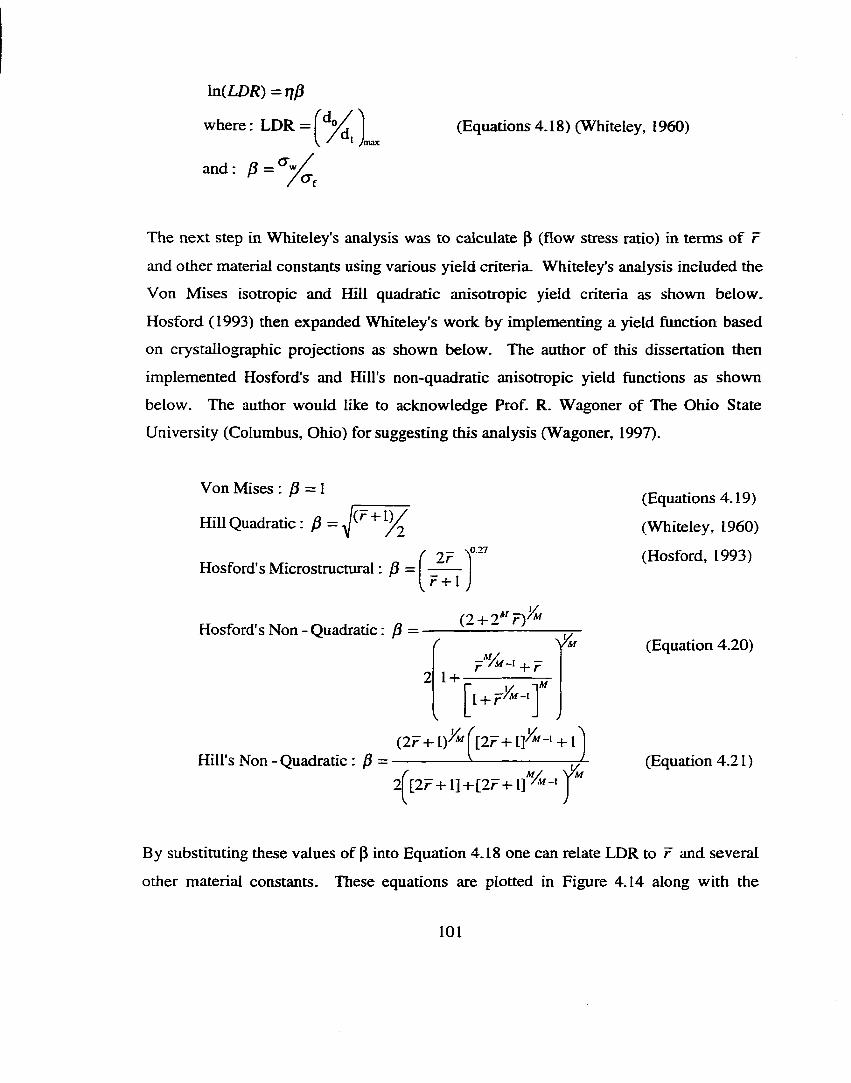
\n{LDR) = T]j3
where: LDR =
and : P = ^ '
(Equations 4.18) (Whiteley, I960)
The next step in Whiteley's analysis was to calculate p (flow stress ratio) in terms of r
and other material constants using various yield criteria. Whiteley's analysis included the
Von Mises isotropic and Hill quadratic anisotropic yield criteria as shown below.
Hosford (1993) then expanded Whiteley's work by implementing a yield function based
on crystallographic projections as shown below. The author of this dissertation then
implemented Hosford's and Hill's non-quadratic anisotropic yield functions as shown
below. The author would like to acknowledge Prof. R. Wagoner of The Ohio State
University (Columbus, Ohio) for suggesting this analysis (Wagoner, 1997).
Von Mises : p = l
Hill Quadratic : P =
Hosford's Microstructural : P = r 2 FF + l
Hosford's Non-Quadratic : P (2 -h2 * 'F )^
1 -f-M/
7 + rAf
Hill's Non - Quadratic : p —(2 F - t- l) '^ f [2 F + l]^ -‘ + l
/ Af/2 [2F + l]-i-[2F + l]^ ''- ' I
(Equations 4.19)
(Whiteley, I960)
(Hosford, 1993)
(Equation 4.20)
(Equation 4.21)
By substituting these values of P into Equation 4.18 one can relate LDR to r and several
other material constants. These equations are plotted in Figure 4.14 along with the
101
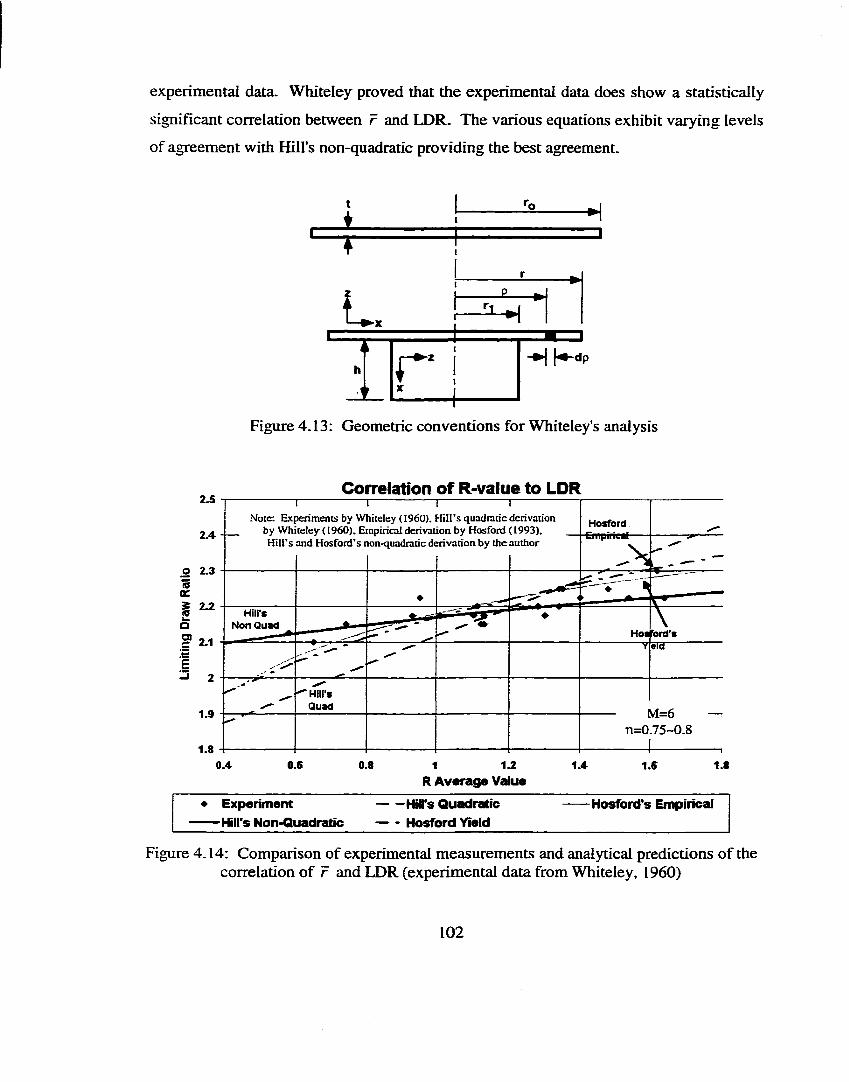
experimental data. Whiteley proved that the experimental data does show a statistically
significant correlation between r and LDR. The various equations exhibit varying levels
of agreement with Hill's non-quadratic providing the best agreement.
T
I rFigure 4.13: Geometric conventions for Whiteley's analysis
Correlation o f R value to LDR2.5
Note: Experiments by Whiteley (I960). Hill’s quadratic derivation by Whiteley ( I960). Empirical derivation by Hosford ( 1993). Hill's and Hosford’s non<(uadratic derivation by the author
HosfordEwpiriesi2 .4 - —
0 2.31 0£
2.2< ►
I Hill’s Non QuadQ
g» 2.1Hos lord's
E3Hill'sQuad M=6
n=0.75~0.81.9
1.80.6 0.8 1.2 1.80 .4 1
R Average Value♦ Experiment ----- Hill's Quadratic -----Hosford's Empirical
------Hill's Non-Quadratic ---- Hosford Yield
Figure 4.14: Comparison of experimental measurements and analytical predictions of the correlation of r and LDR (experimental data from Whiteley, 1960)
102
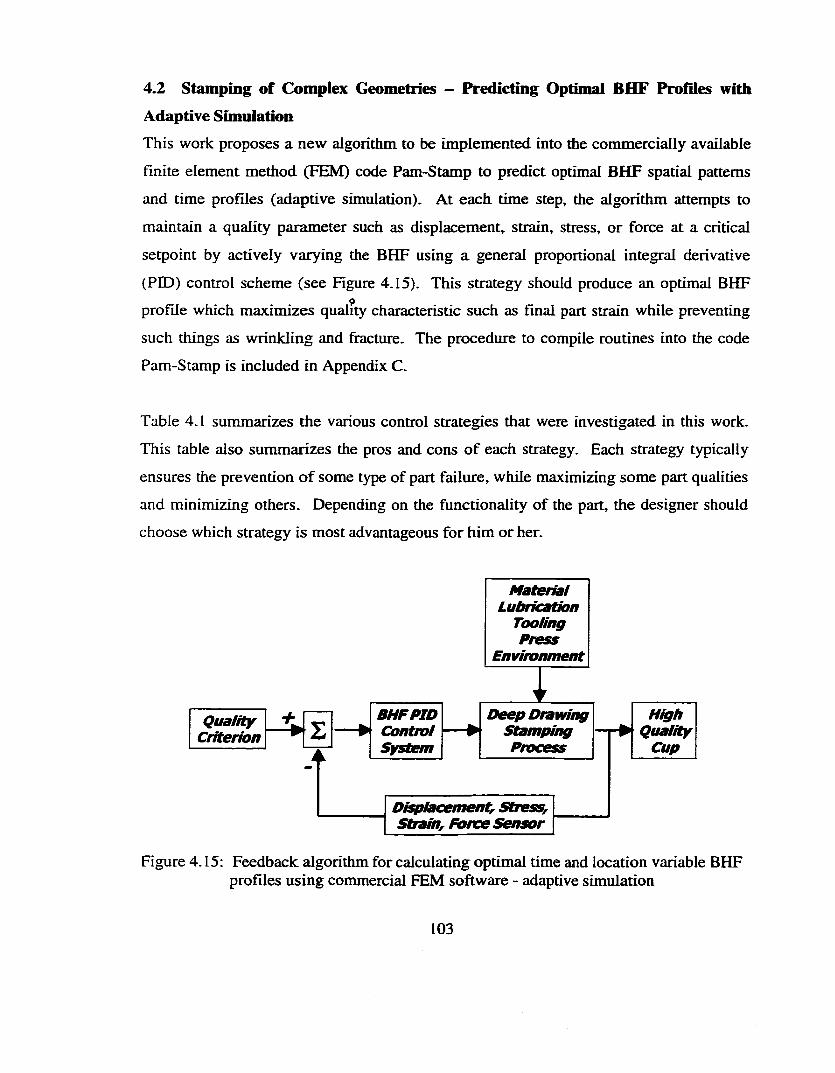
4.2 Stamping of Complex Geometries — Predicting Optimal BHF Profiles with Adaptive SimulationThis work proposes a new algorithm to be implemented into the commercially available
finite element method (FEM) code Pam-Stamp to predict optimal BHF spatial patterns
and time profiles (adaptive simulation). At each time step, the algorithm attempts to
maintain a quality parameter such as displacement, strain, stress, or force at a critical
setpoint by actively varying the BHF using a general proportional integral derivative
(FED) control scheme (see Figure 4.15). This strategy should produce an optimal BHF9
profile which maximizes quality characteristic such as final part strain while preventing
such things as wrinkling and fracture. The procedure to compile routines into the code
Pam-Stamp is included in Appendix C.
Table 4.1 summarizes the various control strategies that were investigated in this work.
This table also summarizes the pros and cons o f each strategy. Each strategy typically
ensures the prevention o f some type of part failure, while maximizing some part qualities
and minimizing others. Depending on the functionality of the part, the designer should
choose which strategy is most advantageous for him or her.
QuathyCriterion
HighQuality
Cup
BHFPIDControlSystem
Deep Drawing Stamping Process
Displacement, Stress, Strain, Force Sensor
MaterialLubrication
TooUngPress
Environment
Figure 4.15: Feedback algorithm for calculating optimal time and location variable BHF profiles using commercial E EM software - adaptive simulation
103
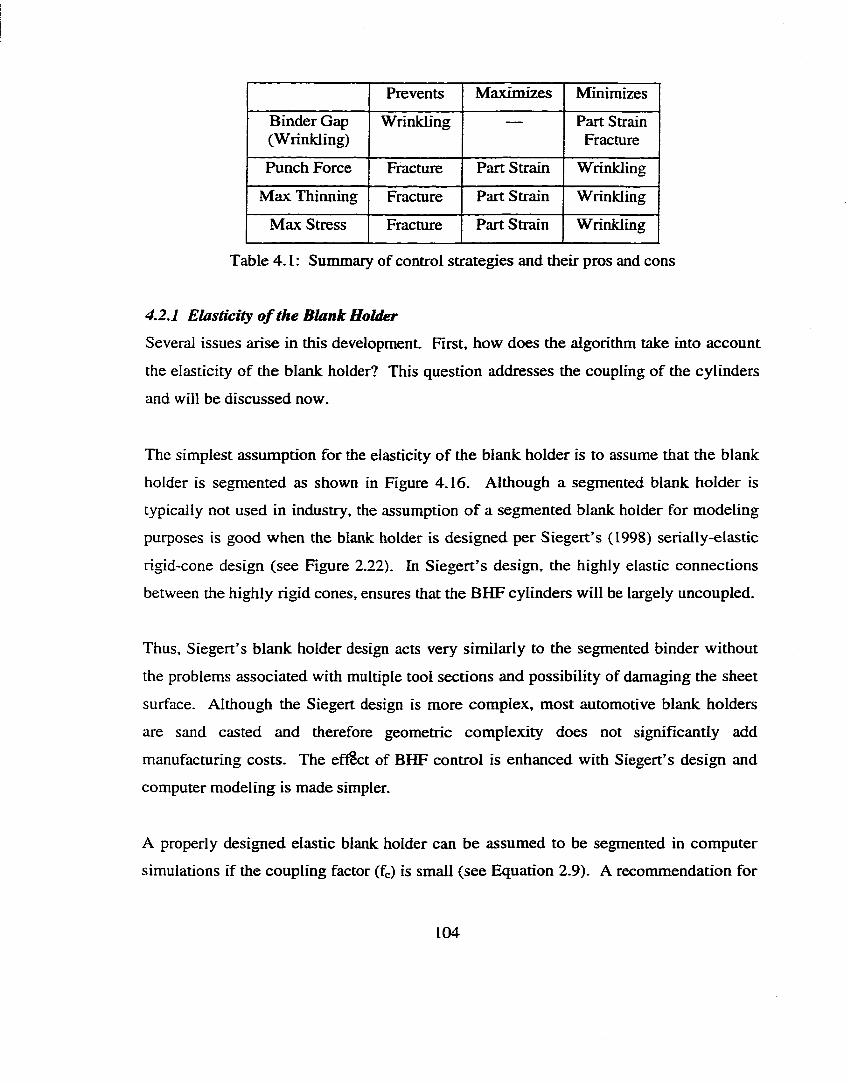
Prevents Maximizes Minimizes
Binder Gap (Wrinkling)
Wrinkling Part Strain Fracmre
Punch Force Fracture Part Strain Wrinkling
Max Thinning Fracmre Part Strain Wrinkling
Max Stress Fracture Part Strain Wrinkling
Table 4 .1 : Summary of control strategies and their pros and cons
4.2.1 Elasticity o f the B lank Holder
Several issues arise in this development. First, how does the algorithm take into account
the elasticity of the blank holder? This question addresses the coupling of the cylinders
and will be discussed now.
The simplest assumption for the elasticity of the blank holder is to assume that the blank
holder is segmented as shown in Figure 4.16. Although a segmented blank holder is
typically not used in industry, the assumption o f a segmented blank holder for modeling
purposes is good when the blank holder is designed per Siegert’s (1998) serially-elastic
rigid-cone design (see Figure 2.22). In Siegert’s design, the highly elastic connections
between the highly rigid cones, ensures that the BHF cylinders will be largely uncoupled.
Thus, Siegert’s blank holder design acts very similarly to the segmented binder without
the problems associated with multiple tool sections and possibility of damaging the sheet
surface. Although the Siegert design is more complex, most automotive blank holders
are sand casted and therefore geometric complexity does not significantly add
manufacturing costs. The effect of BHF control is enhanced with Siegert’s design and
computer modeling is made simpler.
A properly designed elastic blank holder can be assumed to be segmented in computer
simulations if the coupling factor (fc) is small (see Equation 2.9). A recommendation for
104
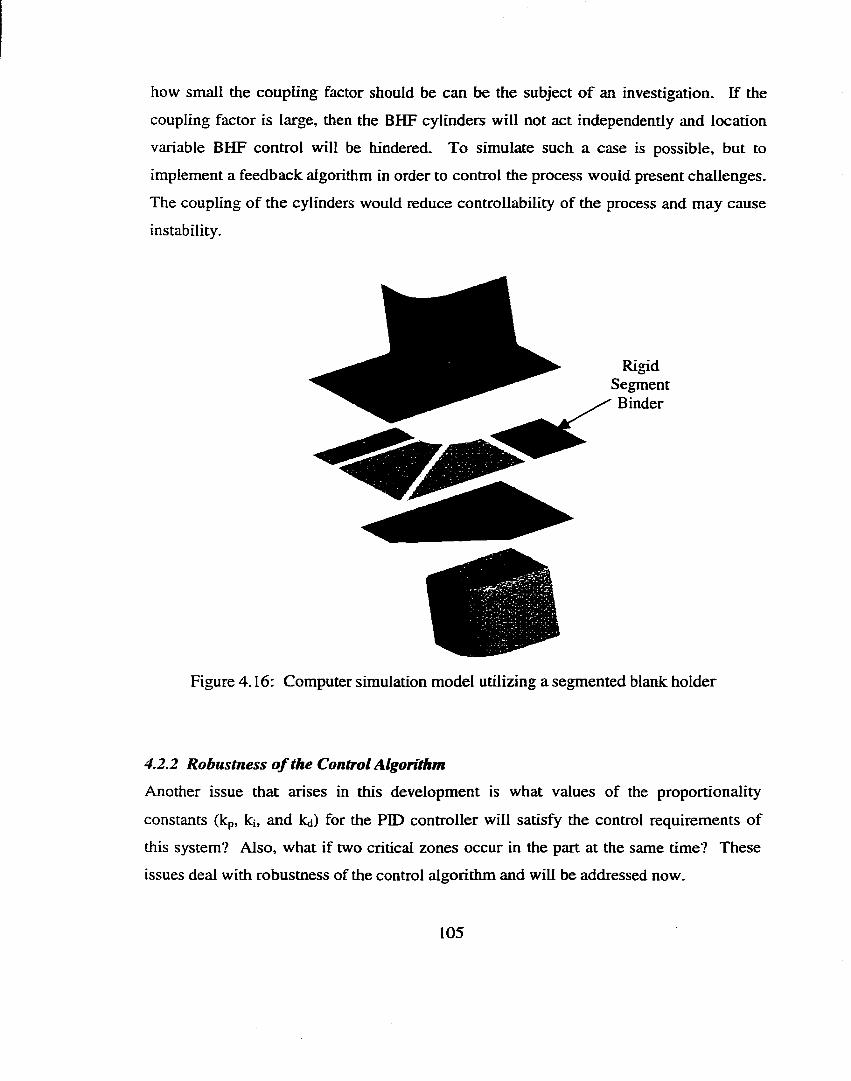
how small the coupling factor should be can be the subject o f an investigation. If the
coupling factor is large, then the BHF cylinders will not act independently and location
variable BHF control will be hindered. To simulate such a case is possible, but to
implement a feedback algorithm in order to control the process would present challenges.
The coupling of the cylinders would reduce controllability of the process and may cause
instability.
RigidSegmentBinder
Figure 4.16: Computer simulation model utilizing a segmented blank holder
4.2.2 Robustness o f the Control Algorithm
Another issue that arises in this development is what values of the proportionality
constants (kp, ki, and kd) for the FID controller will satisfy the control requirements of
this system? Also, what if two critical zones occur in the part at the same time ? These
issues deal with robustness of the control algorithm and will be addressed now.
105
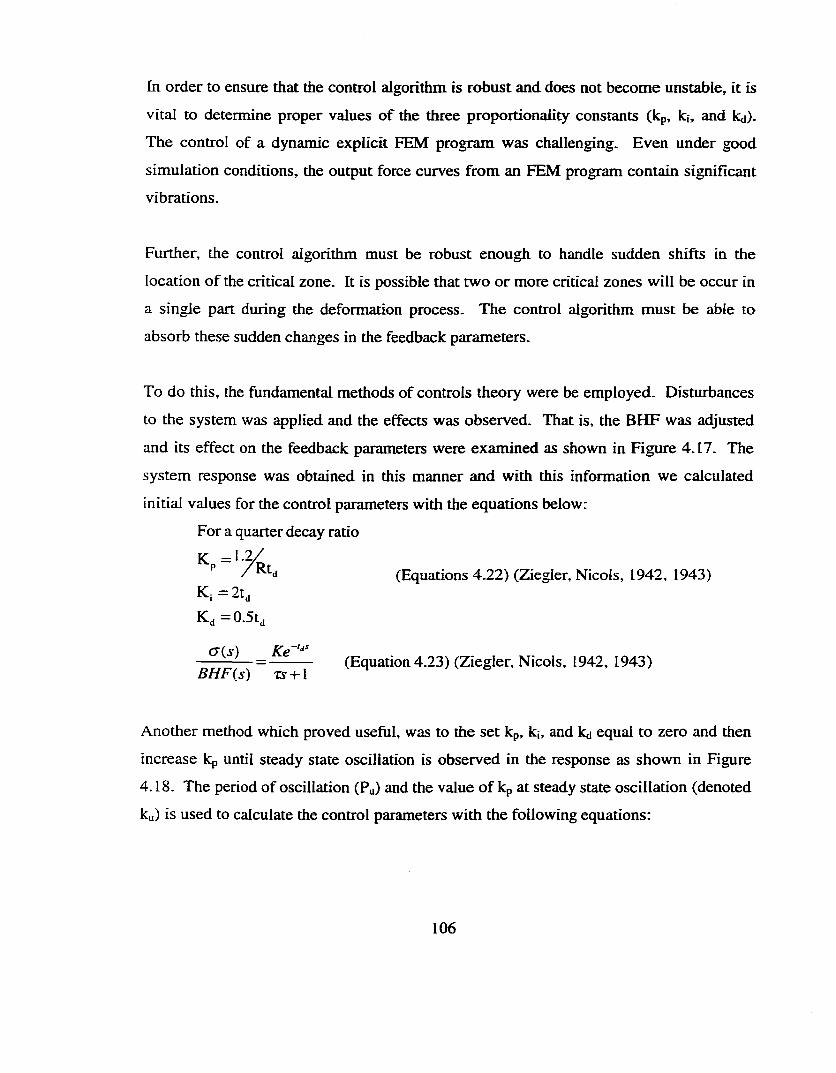
In order to ensure that the control algorithm is robust and does not become unstable, it is
vital to determine proper values of the three proportionality constants (kp, kj, and k^).
The control of a dynamic explicit FEM program was challenging. Even under good
simulation conditions, the output force curves from an FEM program contain significant
vibrations.
Further, the control algorithm must be robust enough to handle sudden shifts in the
location of the critical zone. It is possible that two or more critical zones will be occur in
a single part during the deformation process. The control algorithm must be able to
absorb these sudden changes in the feedback parameters.
To do this, the fundamental methods of controls theory were be employed. Disturbances
to the system was applied and the effects was observed. That is, the BHF was adjusted
and its effect on the feedback parameters were examined as shown in Figure 4.17. The
system response was obtained in this manner and with this information we calculated
initial values for the control parameters with the equations below:
For a quarter decay ratio K = 1 .2 /
(Equations 4.22) (Ziegler, Nicols, 1942, 1943)K i= 2 t,Kj =0.5tj
(Tis) Ke (Equation 4.23) (Ziegler, Nicols, 1942, 1943)
Another method which proved useful, was to the set kp, k,, and kj equal to zero and then
increase kp until steady state oscillation is observed in the response as shown in Figure
4.18. The period of oscillation (Pu) and the value o f kp at steady state oscillation (denoted
ku) is used to calculate the control parameters with the following equations:
106
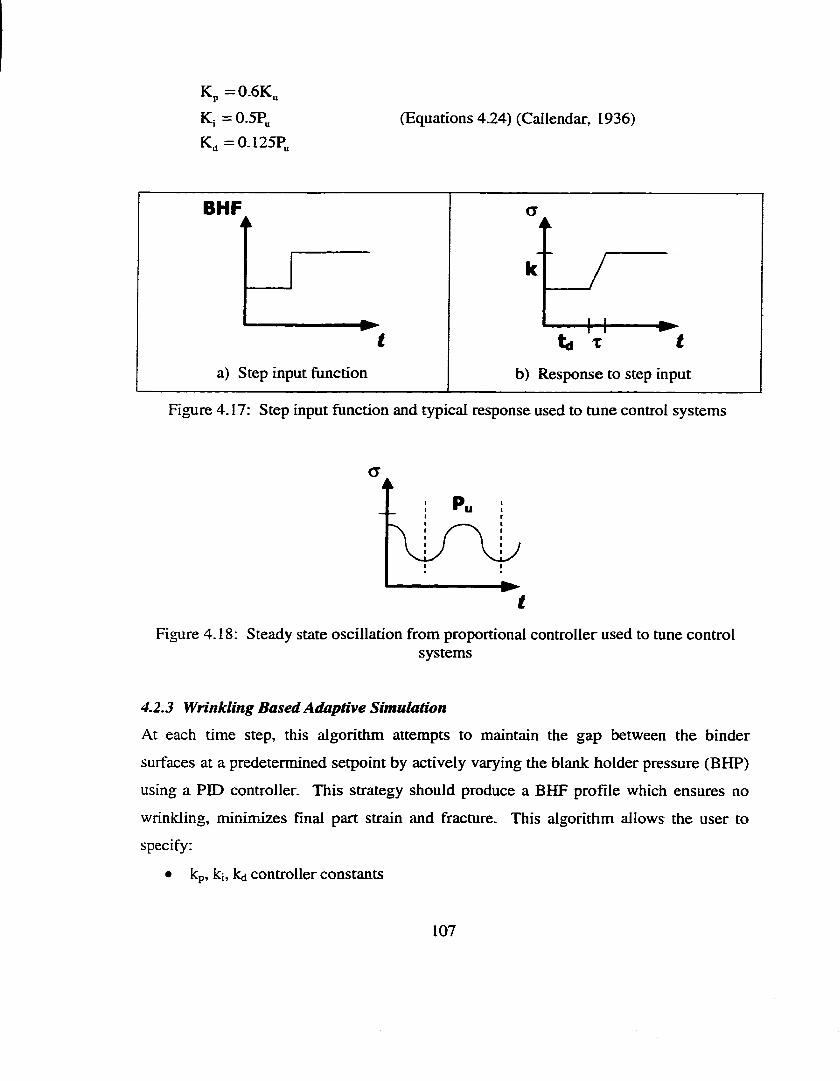
Kp =0.6K„ K, =0.5P„K , =0.125P„
(Equations 4J24) (Callendar, 1936)
BHFi i.
ai
k
I
_ v
t
a) Step input function
■■■ ' r I^ T t
b) Response to step input
Figure 4.17: Step input function and typical response used to tune control systems
t
Figure 4.18: Steady state oscillation from proportional controller used to tune controlsystems
4.2.3 Wrinkling Based Adaptive Simulation
At each time step, this algorithm attempts to maintain the gap between the binder
surfaces at a predetermined setpoint by actively varying the blank holder pressure (BHP)
using a PDD controller. This strategy should produce a BHF profile which ensures no
wrinkling, minimizes final part strain and fracture. This algorithm allows the user to
specify:
• kp, ki, kd controller constants
107
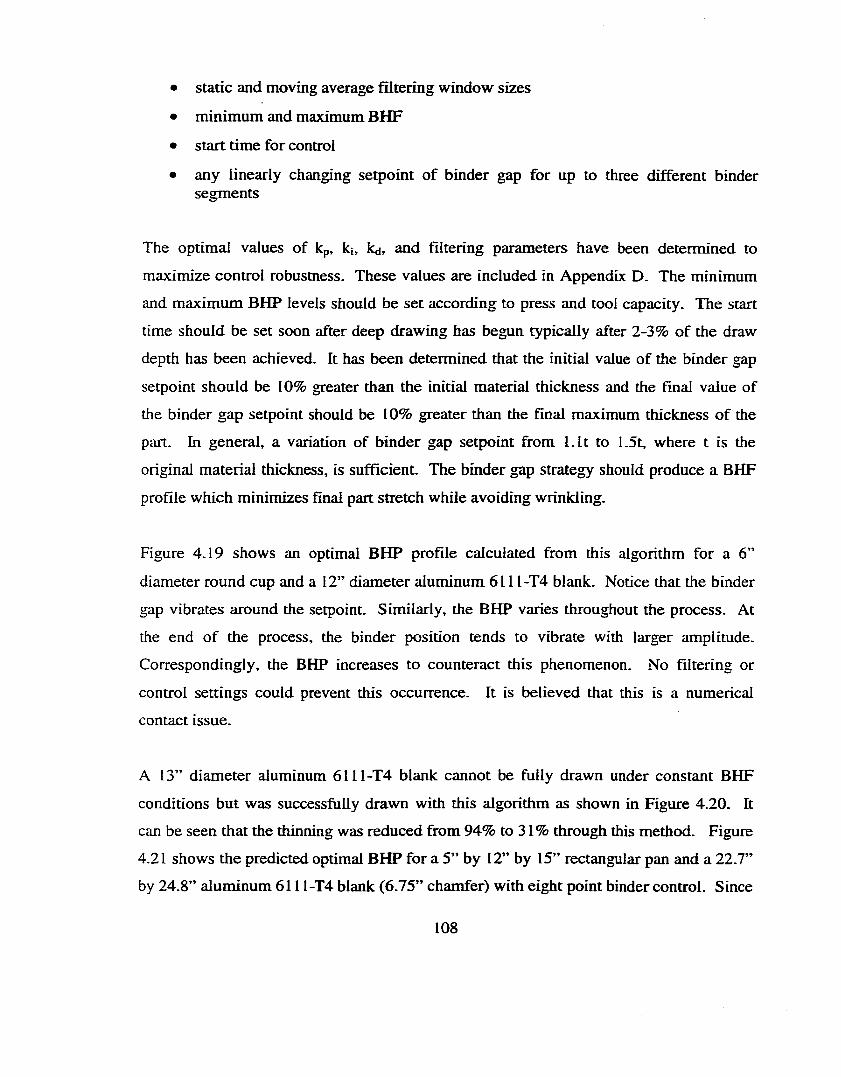
• static and moving average filtering window sizes
• minimum and maximum BHF
• start time for control
• any linearly changing setpoint of binder gap for up to three different binder segments
The optimal values of kp, ki, kd, and filtering parameters have been determined to
maximize control robustness. These values are included in Appendix D. The minimum
and maximum BHP levels should be set according to press and tool capacity. The start
time should be set soon after deep drawing has begun typically after 2-3% of the draw
depth has been achieved. It has been determined that the initial value of the binder gap
setpoint should be 1 0 % greater than the initial material thickness and the final value of
the binder gap setpoint should be 1 0 % greater than the final maximum thickness of the
part. In general, a variation of binder gap setpoint from L it to 1.5t, where t is the
original material thickness, is sufficient. The binder gap strategy should produce a BHF
profile which minimizes final part stretch while avoiding wrinkling.
Figure 4.19 shows an optimal BHP profile calculated from this algorithm for a 6 ”
diameter round cup and a 12” diameter aluminum 6111-T4 blank. Notice that the binder
gap vibrates around the setpoint. Similarly, the BHP varies throughout the process. At
the end of the process, the binder position tends to vibrate with larger amplitude.
Correspondingly, the BHP increases to counteract this phenomenon. No filtering or
control settings could prevent this occurrence. It is believed that this is a numerical
contact issue.
A 13” diameter aluminum 6111-T4 blank cannot be fully drawn under constant BHF
conditions but was successfully drawn with this algorithm as shown in Figure 4.20. It
can be seen that the thinning was reduced from 94% to 31% through this method. Figure
4.21 shows the predicted optimal BHP for a 5” by 12” by 15” rectangular pan and a 22.7”
by 24.8” aluminum 6111-T4 blank (6.75” chamfer) with eight point binder control. Since
108
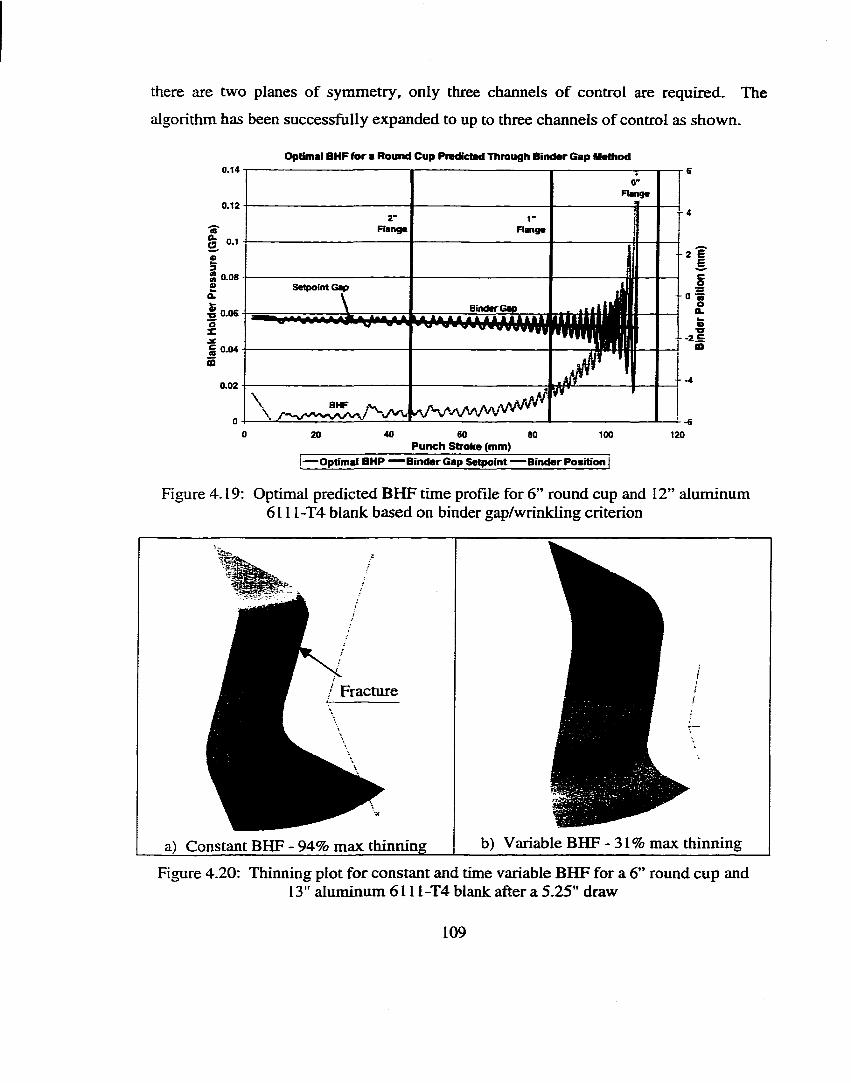
there are two planes of symmetry, only three channels o f control are required- The
algorithm has been successfully expanded to up to three channels of control as shown-
Optimal BHF for a Round Cup Prediclad Through Binder Gap Method0 .1 4
R a n g e0.12
- 4
R a n g e R a n g e0.1
S 0 .08
12 0 .0 6
S e tp o in t G ap- 0 «
Binder Gap
g 0 .04
0.02
BHF
400 SO20 80 100 120Punch Stroke (mm)
Optimal BHP — Binder Gap Setpoint —Binder Position |
Figure 4.19: Optimal predicted BHF time profile for 6 ” round cup and 12” aluminum 6111-T4 blank based on binder gap/wrinkling criterion
' Fracture
a) Constant BHF - 94% max thinning b) Variable BHF -31% max thinning
Figure 4.20: Thinning plot for constant and time variable BHF for a 6 ” round cup and 13" aluminum 6111-T4 blank after a 5.25" draw
109
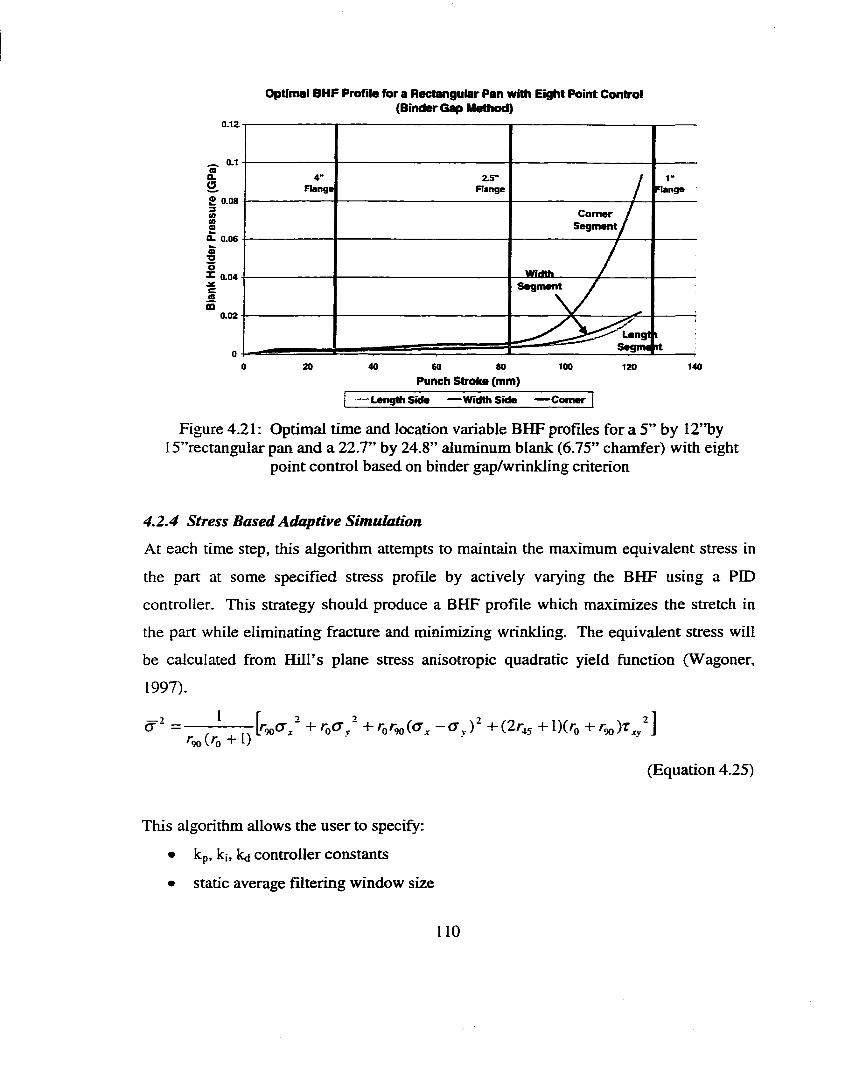
O p tim al B H F P ro file f o r a R e c ta n g u la r P a n w itti E ig lit P o in t C o n tro l (B in d e r G a p M ettiod )
0.12
0.1
£ 2S"R a n g e
1"R a n g eR a n g e
£ 0 .08
CornerSegment
z 0 .04Segment
0.02
Lengt i
0 20 40 60 80 100 140120
P unch S tro k e (m m )
-Length Side — Width Side — Comer
Figure 4.21: Optimal time and location variable BHF profiles for a 5” by I2”by I5”rectangular pan and a 22.7” by 24.8” aluminum blank (6.75” chamfer) with eight
point control based on binder gap/wrinkling criterion
4.2.4 Stress Based Adaptive Simulation
At each time step, this algorithm attempts to maintain the maximum equivalent stress in
the part at some specified stress profile by actively varying the BHF using a PID
controller. This strategy should produce a BHF profile which maximizes the stretch in
the part while eliminating fracture and minimizing wrinkling. The equivalent stress will
be calculated from Hill’s plane stress anisotropic quadratic yield function (Wagoner,
1997).
= --- +'c)'90(O'x ~ ^ y ) ‘ +(^^45 +U(/b + /bo ]90 \ Q V
(Equation 4.25)
This algorithm allows the user to specify:
• kp, ki, kd controller constants
• static average filtering window size
110
• minimum and maximum BHF
• start time for control or automatic start
• any constant level stress profile and ramp time
• bulk search of maximum stress or target zone or target element
The optimal controller and filtering constants have been iteratively determined to
maximize robustness and are included in Appendix E. The maximum and minimum BHF
are dictated by press and tooling limits. It is recommended that the initial BHF should be
set relatively high near the fracture limit to minimize the amount o f time it takes the
stress reach the setpoint. The algorithm will quickly modify the BHF from this point on
to ensure no splitting. This high initial BHF tends to improve control stability.
The start time should be set when the process is well established typically after 5-10% of
the draw depth is achieved. There is also an option for the control to begin automatically
when the measured stress becomes greater than or equal than the setpoint stress. This
option improves control stability and is recommended as an initial starting point for
investigations.
Any constant level stress profile may be specified and this setpoint can be ramped in at
any slope to improve controllability. It is recommended that the stress setpoint be set at
the average of the yield and ultimate tensile strength o f the material to maximize stretch
while avoiding splitting. The setpoint should be ramped in over a short period of about
5-10% of the draw depth.
The entire sheet or zone may be defined whereby the algorithm searches for the
maximum stress. The zone option forces the algorithm to only analyze the region in
which fracture is likely to occur to minimize false readings. Another option is to specify
a specific element in which failure is likely to occur. It is recommended that a target
element be chosen rather than the entire part or a zone to improve stability.
I l l
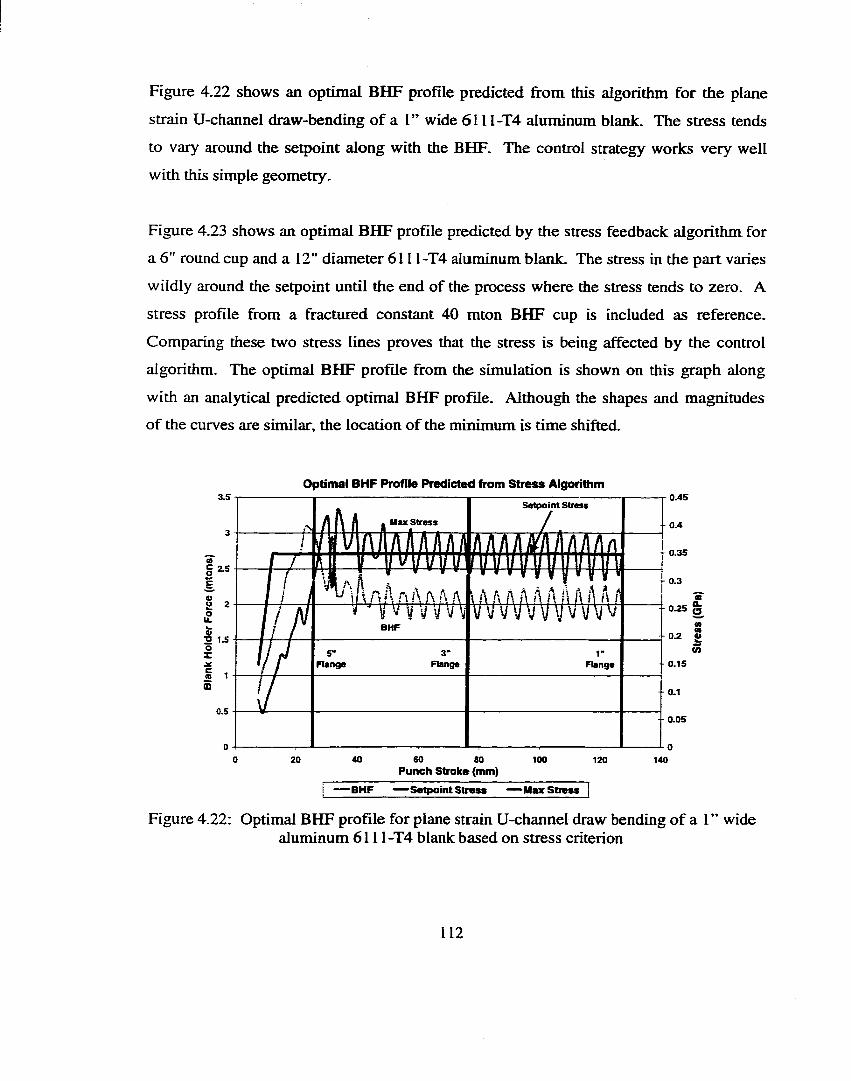
Figure 4.22 shows an optimal BHF profile predicted from this algorithm for the plane
strain U-channel draw-bending of a I” wide 6 1 11-T4 aluminum blank. The stress tends
to vary around the setpoint along with the BHF. The control strategy works very well
with this simple geometry.
Figure 4.23 shows an optimal BHF profile predicted by the stress feedback algorithm for
a 6 " round cup and a 12" diameter 6111-T4 aluminum blank. The stress in the part varies
wildly around the setpoint until the end of the process where the stress tends to zero. A
stress profile from a fractured constant 40 mton BHF cup is included as reference.
Comparing these two stress lines proves that the stress is being affected by the control
algorithm. The optimal BHF profile from the simulation is shown on this graph along
with an analytical predicted optimal BHF profile. Although the shapes and magnitudes
of the curves are similar, the location o f the minimum is time shifted.
O p tim a l B H F P ro f ile P re d ic te d fro m S t r e s s A lgorittim3 .5
M ax S t r e s s
2 1 .5oXjgS 1 m
0 .5
B H F
3>R a n g e
1“R a n g e
0 .4 5
0 .4
0 .3 5
-• 0 .3
s0.2 O
CO
0 .1 5
0.1
0 .0 5
20 4 0 6 0 80P u n ch S troke (mm)
100 120 140
— BHF Setpoint Stress — Max Strass
Figure 4.22: Optimal BHF profile for plane strain U-channel draw bending o f a 1” wide aluminum 6111-T4 blank based on stress criterion
112
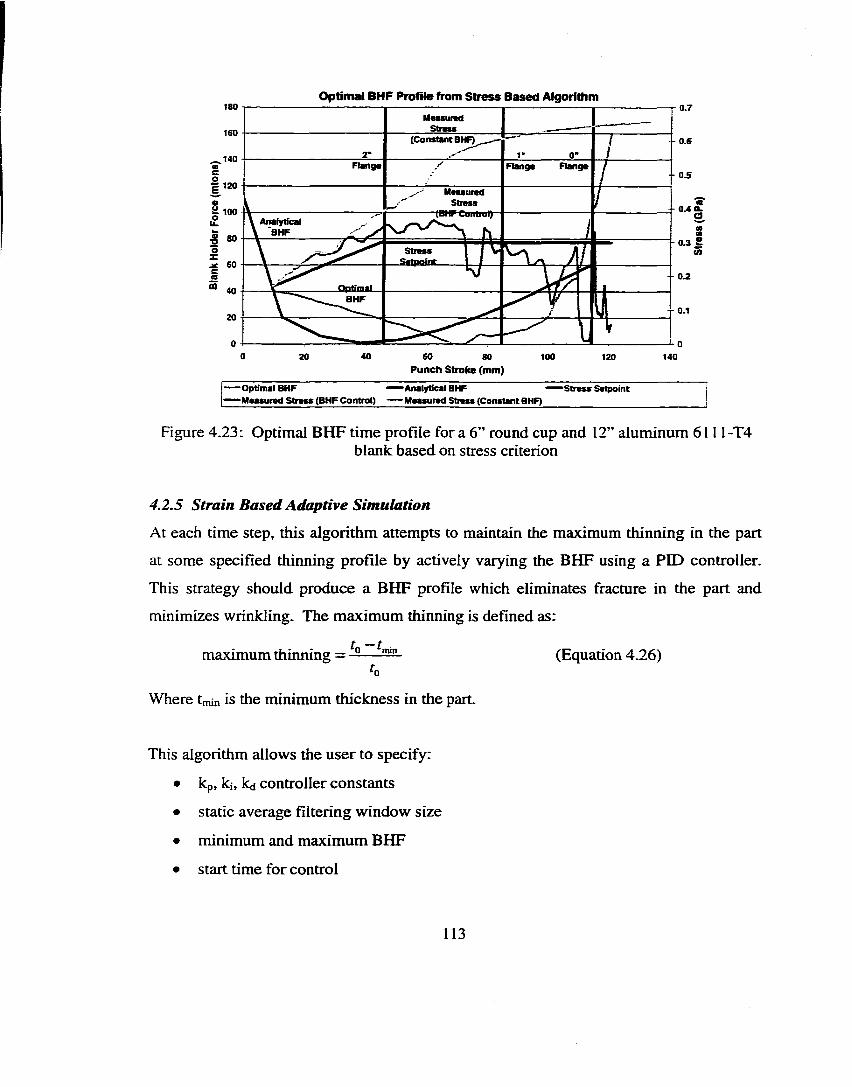
Optimal BHF Profile from Stress Based Algorithm180 0 .7
160(C o n s ta n t BHF) - 0.6
2" O’R a n g *
S 120M eaau tad
S tr e s s(BtlF Cu im u l)
J 0.4 a.ç 100A naly tica l
B H F80 ■ - 0 .3 S
S t r e s sSetpoint
O p tim a lB H F
- 0.120
0 40 6020 100 14080 120Punct) Stroke (mm)
-O p tim a l B H F — A naly tica l BH F ^ — S t r e s s S e tp o in t-M e a s u r e d S t r e s s (B H F C o n tro l) M e a s u re d S tr e s s (C o n s ta n t BHF)_____________________
Figure 4.23: Optimal BHF time profile for a 6 ” round cup and 12” aluminum 6111-T4blank based on stress criterion
4.2.5 Strain Based Adaptive Simulation
At each time step, this algorithm attempts to maintain the maximum thinning in the part
at some specified thinning profile by actively varying the BHF using a PID controller.
This strategy should produce a BHF profile which eliminates fracture in the part and
minimizes wrinkling. The maximum thinning is defined as:
tr.maximum thinning 0 min (Equation 4.26)
Where tmin is the minimum thickness in the part.
This algorithm allows the user to specify:
• kp, ki, kd controller constants
• static average filtering window size
• minimum and maximum BHF
• start time for control
113
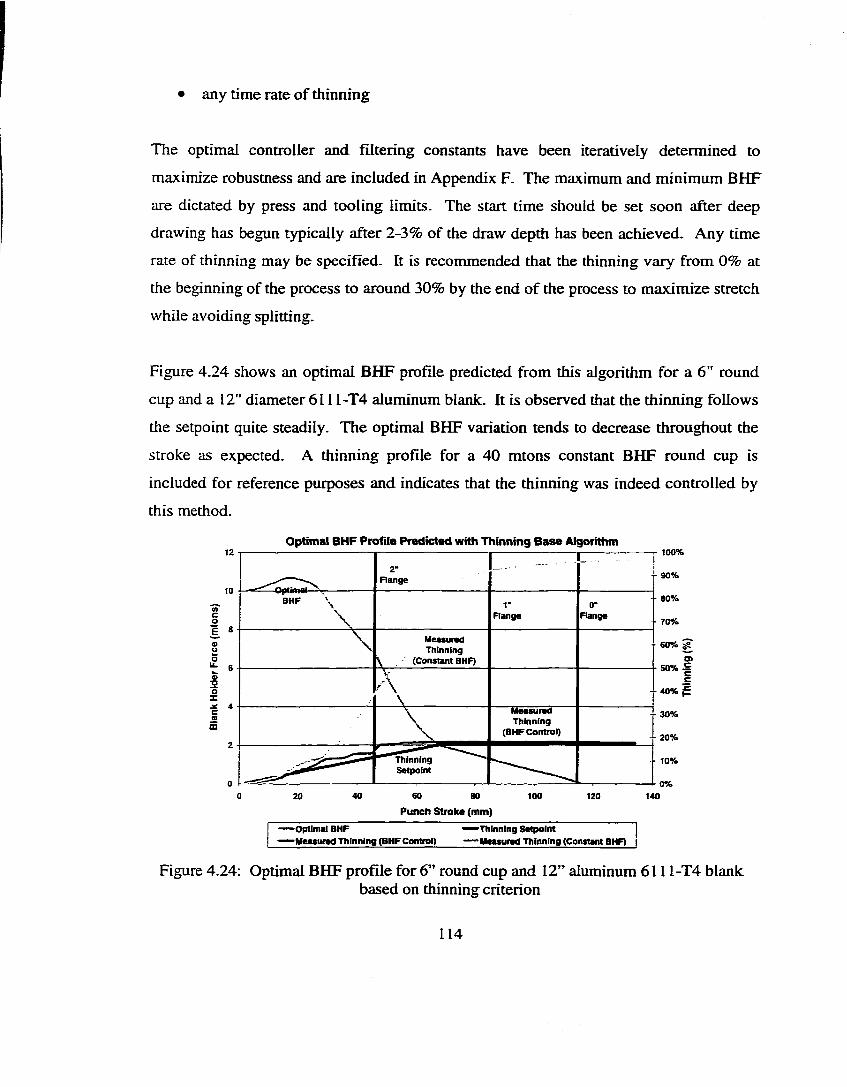
• any time rate of thinning
The optimal controller and filtering constants have been iteratively determined to
maximize robustness and are included in Appendix F. The maximum and minimum BHF
are dictated by press and tooling limits. The start time should be set soon after deep
drawing has begun typically after 2-3% of the draw depth has been achieved. Any time
rate of thinning may be specified. It is recommended that the thinning vary from 0% at
the beginning of the process to around 30% by the end of the process to maximize stretch
while avoiding splitting.
Figure 4.24 shows an optimal BHF profile predicted from this algorithm for a 6 " round
cup and a 12" diameter 6111-T4 aluminum blank. It is observed that the thinning follows
the setpoint quite steadily. The optimal BHF variation tends to decrease throughout the
stroke as expected. A thinning profile for a 40 mtons constant BHF round cup is
included for reference purposes and indicates that the thinning was indeed controlled by
this method.
O ptim al B H F P ro file P re d ic te d w ith T h in n in g B a s e A lgorithm12
10
'3Î*c
: =o2
VX
^ * m
2
2"R a n g e ' .......... ..
B H F \ 1"R a n g e
0"R a n g e
\ M easu redT h in n in g
\ (C o n s ta n t BHF)
--
A\
-•
\
M e a su re dT h in n in g
(B H F C on tro l)
" T h in n in g S e tp o in t
--
100%
80%
60% ^
g50% S
30%
20 4 0 60 BO
Punch Stroke (mm)100 120 140
— OpWmel B H F ' Men u m d T h tn n ln g (B H F C ontro l)
•T h in n in g S e tp o in t■ M eeeu red T h in n in g (C o n ita n t BHF)
Figure 4.24: Optimal BHF profile for 6 ” round cup and 12” aluminum 6111-T4 blankbased on thinning criterion
114
4.2.6 Force Based Adaptive Simulation
At each time step, this algorithm attempts to maintain the punch force of the process at
some specified force profile by actively varying the BHF using a PID controller. This
strategy should produce a BHF profile which eliminates fracture and minimizes
wrinkling in the part. This algorithm allows the user to specify:
• kp, kj, kd controller constants
• static average filtering window size
• minimum and maximum BHF
• start time for control o r automatic start
• any constant level force profile
The optimal controller and filtering constants have been iteratively determined to
maximize robustness and are included in Appendix G. The maximum and minimum
BHF are dictated by press and tooling limits. The initial value of the BHF should be set
relatively high (near the fracture limit) in order to minimize the time it takes to reach the
setpoint force. The controller will then modify the BHF to ensure that failure does not
occur. Control stability is improved by setting the initial BHF high.
The start time should be set when the process is well established typically after 5-10% of
the draw depth is achieved. There is also an option for the control to begin automatically
when the measured punch force becomes greater than or equal than the setpoint force.
This option improves control stability and is recommended as an initial starting point for
investigations.
Any constant level of punch force may be specified. It is recommended that the punch
force be set at 75% o f the minimum punch force that causes fracture in constant level
BHF trials. This should maximize final part stretch while avoiding splitting and
minimizing wrinkling.
115
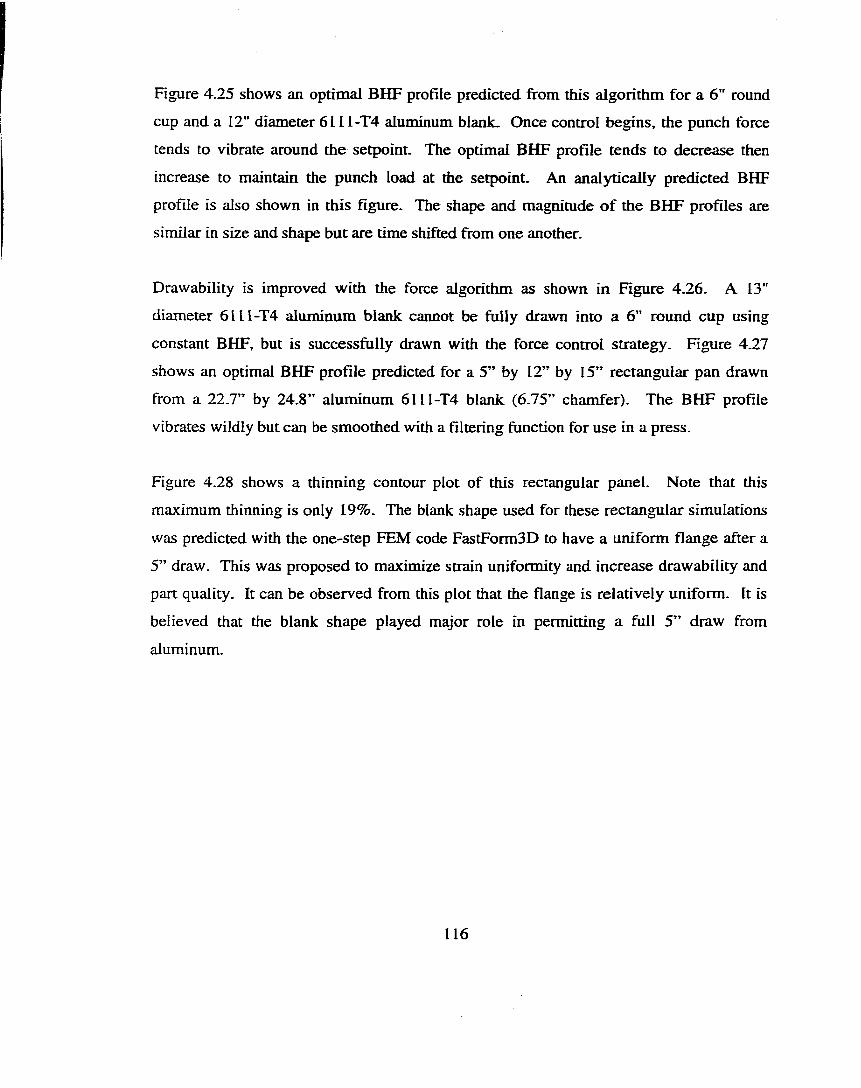
Figure 4.25 shows an optimal BHF profile predicted from this algorithm for a 6 " round
cup and a 12" diameter 6111-T4 aluminum blank. Once control begins, the punch force
tends to vibrate around the setpoint. The optimal BHF profile tends to decrease then
increase to maintain the punch load at the setpoint. An analytically predicted BHF
profile is also shown in this figure. The shape and magnimde o f the BHF profiles are
similar in size and shape but are time shifted from one another.
Drawability is improved with the force algorithm as shown in Figure 4.26. A 13"
diameter 6H I-T 4 aluminum blank cannot be fully drawn into a 6 " round cup using
constant BHF, but is successfully drawn with the force control strategy. Figure 4.27
shows an optimal BHF profile predicted for a 5” by 12” by 15” rectangular pan drawn
from a 22.7” by 24.8” aluminum 6111-T4 blank (6.75” chamfer). The BHF profile
vibrates wildly but can be smoothed with a filtering function for use in a press.
Figure 4.28 shows a thinning contour plot of this rectangular panel. Note that this
maximum thinning is only 19%. The blank shape used for these rectangular simulations
was predicted with the one-step FEM code FastFormBD to have a uniform flange after a
5” draw. This was proposed to maximize strain uniformity and increase drawability and
part quality. It can be observed from this plot that the flange is relatively uniform. It is
believed that the blank shape played major role in permitting a full 5” draw from
aluminum.
116
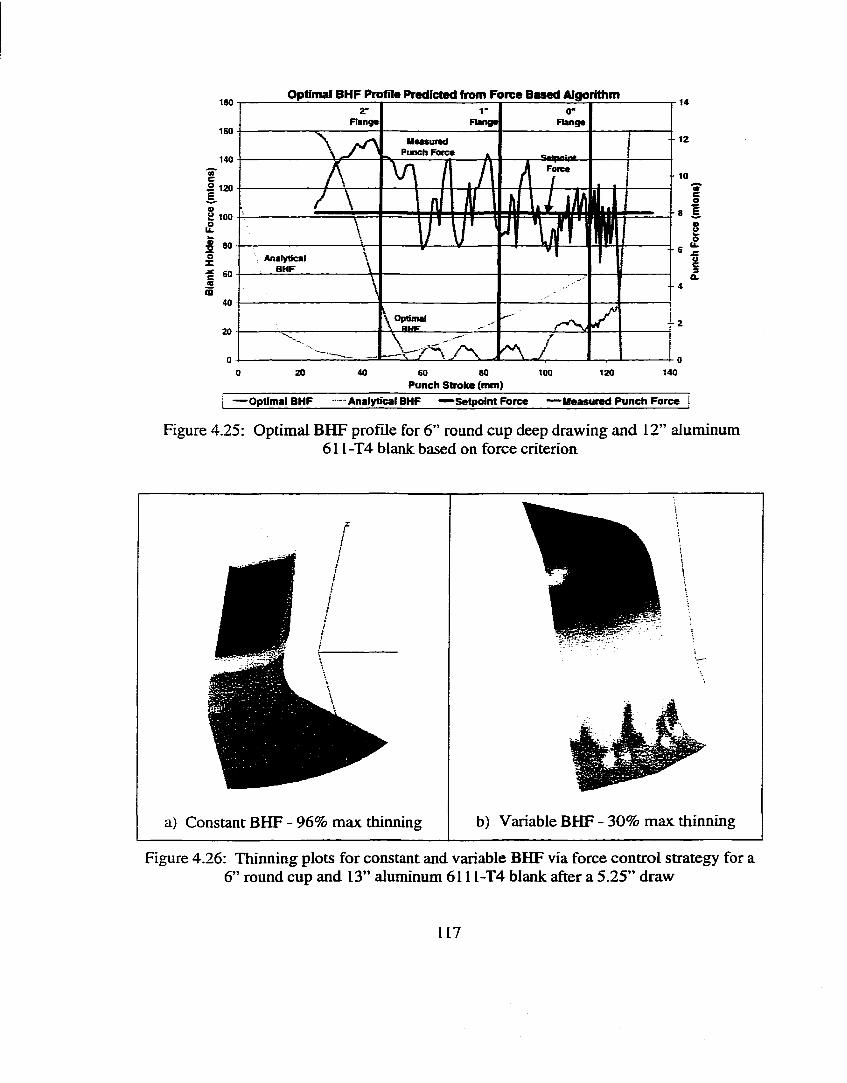
Optimal BHF Profile Predicted from Force Based Aloonthm
Flange
P u n c h F o rc eS e tp o in t
2 120
2 100
A n aly tica l
O p ttm alSHE
so 80Punch Stroke (mm)
— Optimal BHF - Analytical BHF ^ —Setpoint Force ’Measured Punch Force
Figure 4.25: Optimal BHF profile for 6 ” round cup deep drawing and 12” aluminum611-T4 blank based on force criterion
b) Variable BHF - 30% max thinninga) Constant BHF - 96% max thinning
Figure 4.26: Thinning plots for constant and variable BHF via force control strategy for a 6 ” round cup and 13” aluminum 6111-T4 blank after a 5.25” draw
117
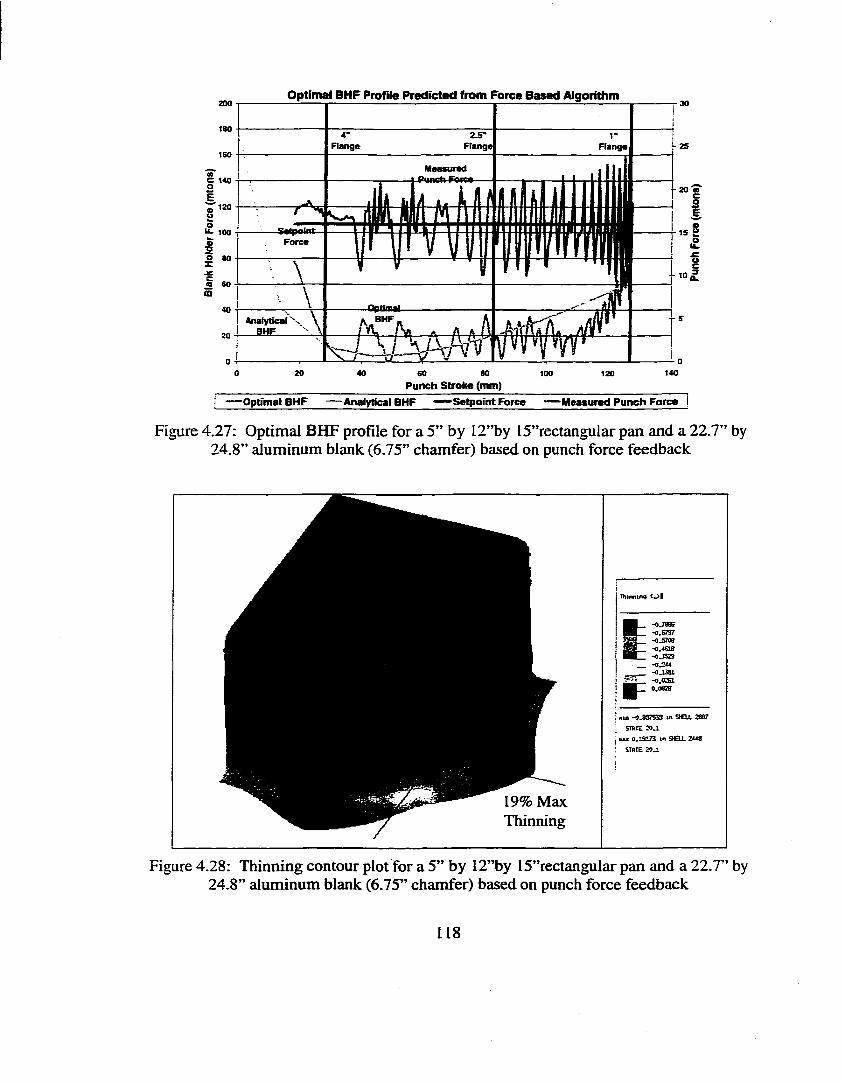
200 Optimal BHF Profile Predicted from Force Based Algorithm
M e a s u re d P un c h P a re #
20 CB
> e lp o in t
O p ttm alA naty tfcal
B H F
60 80 Punch Stroke (mm)
"Optimal BHF •Analytical BHF Setpoint Force "— Measured Punch Force
Figure 4.27: Optimal BHF profile for a 5” by I2”by I5”rectangular pan and a 22.7” by 24.8” aluminum blank (6.75” chamfer) based on punch force feedback
19% Max Thinning
Figure 4.28: Thinning contour plot for a 5” by 12”by 15”rectangular pan and a 22.7” by 24.8” aluminum blank (6.75” chamfer) based on punch force feedback
Thtmtn» O l
g -0.7888-0.6737-OJ5708-0.4S18-OJS29-0.20-OJ351-O.02S1
B F 0.0828
am -0.S37S33 in SKLL 2887 STBtE 20 j .
MX 0.l9t7? in 208 STftfE 20.1
118
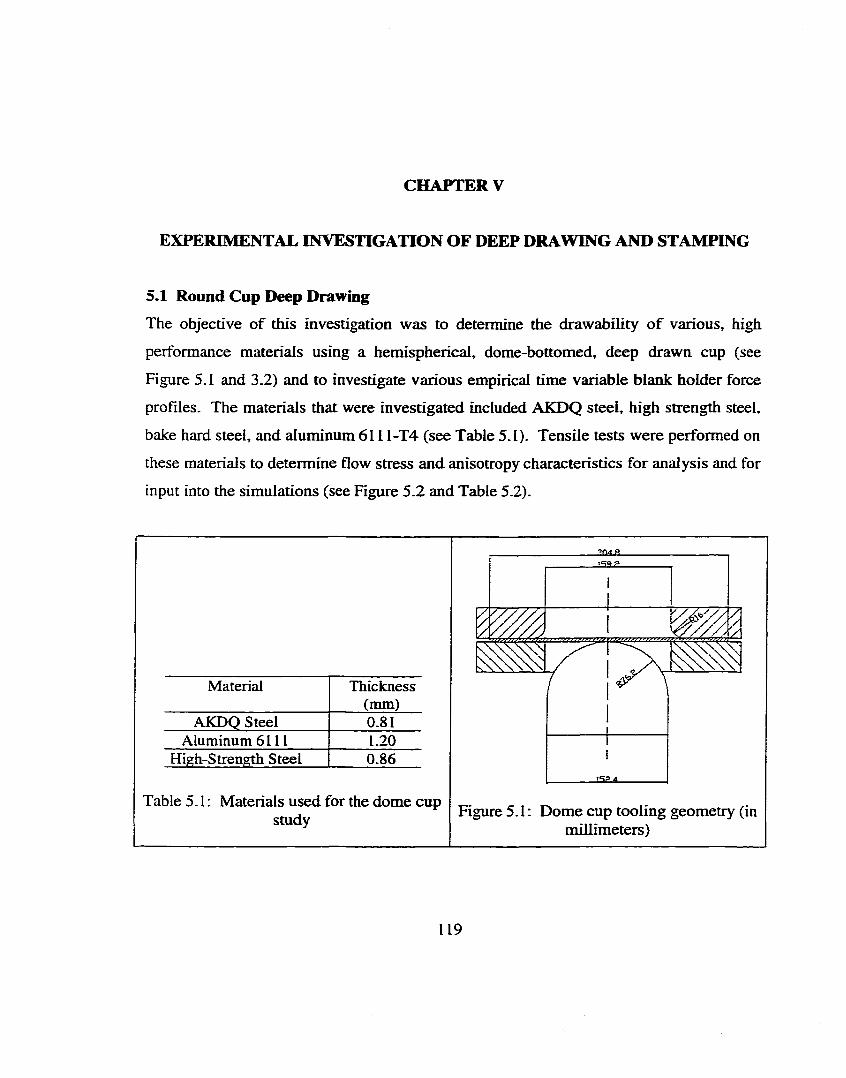
CHAPTER V
EXPERIMENTAL INVESTIGATION OF DEEP DRAWING AND STAMPING
5.1 Round Cup Deep DrawingThe objective of this investigation was to determine the drawability o f various, high
performance materials using a hemispherical, dome-bottomed, deep drawn cup (see
Figure 5.1 and 3.2) and to investigate various empirical time variable blank holder force
profiles. The materials that were investigated included AKDQ steel, high strength steel,
bake hard steel, and aluminum 6111-T4 (see Table 5.1). Tensile tests were performed on
these materials to determine flow stress and anisotropy characteristics for analysis and for
input into the simulations (see Figure 5.2 and Table 5.2).
Material Thickness(mm)
AKDQ Steel 0.81Aluminum 6111 1 . 2 0
High-Strength Steel 0 . 8 6
Table 5.1 : Materials used for the dome cup study Figure 5 .1 : Dome cup tooling geometry (in
millimeters)
119
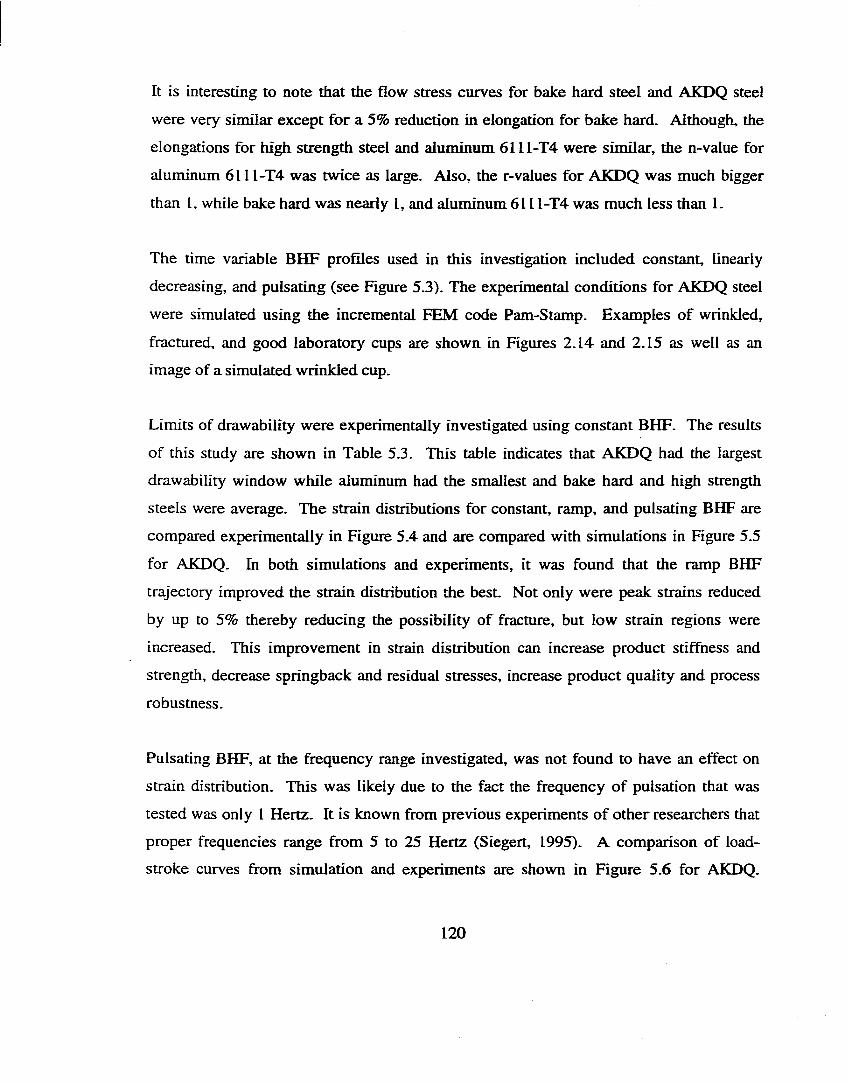
It is interesting to note that the flow stress curves for bake hard steel and AKDQ steel
were very similar except for a 5% reduction in elongation for bake hard. Although, the
elongations for high strength steel and aluminum 6111-T4 were similar, the n-value for
aluminum 6111-T4 was twice as large. Also, the r-values for AKDQ was much bigger
than 1, while bake hard was nearly 1, and aluminum 6111-T4 was much less than 1.
The time variable BHF profiles used in this investigation included constant, linearly
decreasing, and pulsating (see Figure 5.3). The experimental conditions for AKDQ steel
were simulated using the incremental FEM code Pam-Stamp. Examples o f wrinkled,
fractured, and good laboratory cups are shown in Figures 2.14 and 2.15 as well as an
image of a simulated wrinkled cup.
Limits of drawability were experimentally investigated using constant BHF. The results
of this study are shown in Table 5.3. This table indicates that AKDQ had the largest
drawability window while aluminum had the smallest and bake hard and high strength
steels were average. The strain distributions for constant, ramp, and pulsating BHF are
compared experimentally in Figure 5.4 and are compared with simulations in Figure 5.5
for AKDQ. In both simulations and experiments, it was found that the ramp BHF
trajectory improved the strain distribution the best. Not only were peak strains reduced
by up to 5% thereby reducing the possibility of fracture, but low strain regions were
increased. This improvement in strain distribution can increase product stiffness and
strength, decrease springbuck and residual stresses, increase product quality and process
robustness.
Pulsating BHF, at the frequency range investigated, was not found to have an effect on
strain distribution. This was likely due to the fact the frequency of pulsation that was
tested was only 1 Hertz. It is known from previous experiments o f other researchers that
proper frequencies range from 5 to 25 Hertz (Siegert, 1995). A comparison of load-
stroke curves from simulation and experiments are shown in Figure 5.6 for AKDQ.
120
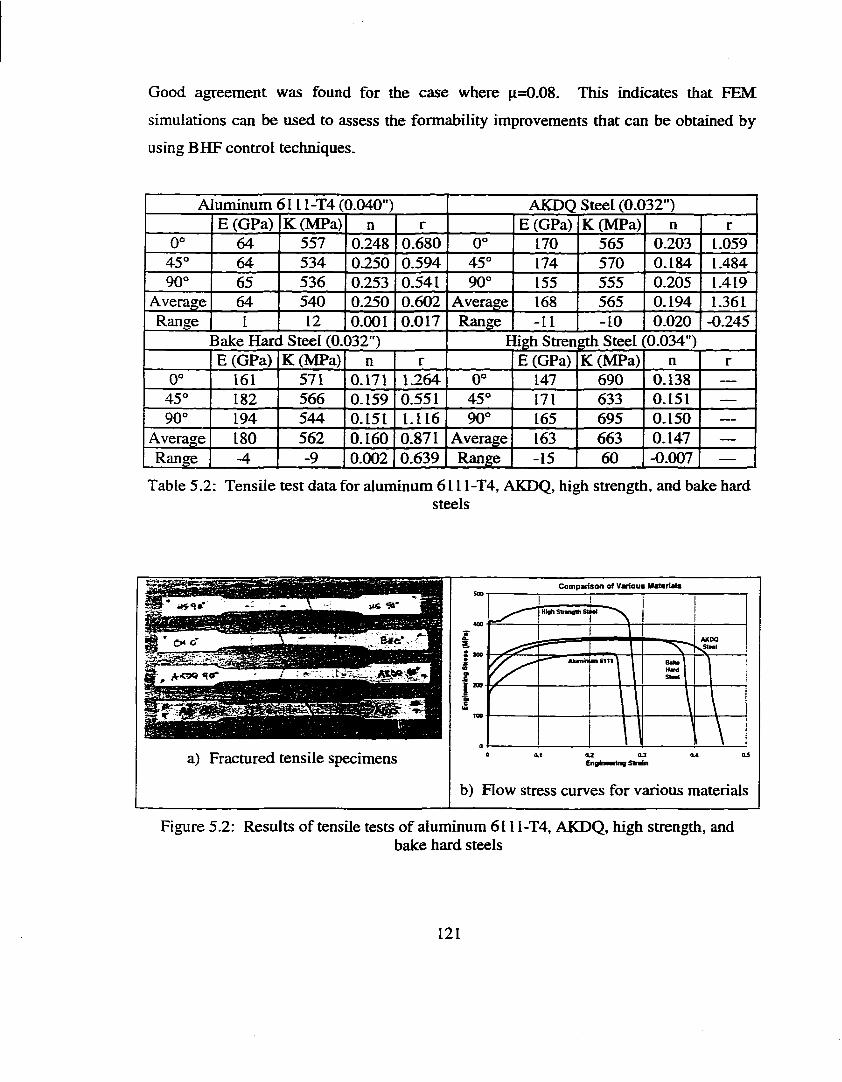
Good agreement was found for the case where ^=0.08. This indicates that FEM
simulations can be used to assess the formability improvements that can be obtained by
using BHF control techniques.
A uminum 6111-T4 (0.040") AKDQ Steel (0.032")E (GPa) K(MPa) n r E (GPa) K(MPa) n r
0 ° 64 557 0.248 0.680 0 ° 170 565 0.203 1.05945° 64 534 0.250 0.594 45° 174 570 0.184 1.48490° 65 536 0.253 0.541 90° 155 555 0.205 1.419
Average 64 540 0.250 0.602 Average 168 565 0.194 1.361Range 1 1 2 0 . 0 0 1 0.017 Range - 1 1 - 1 0 0 . 0 2 0 -0.245
Bake Hare Steel (0.032") t igh Strength Steel [0.034")E (GPa) K(MPa) n r E (GPa) K(MPa) n r
0 ° 161 571 0-171 1.264 0 ° 147 690 0.138 —
45° 182 566 0.159 0.551 45° 171 633 0.151 ---------
90° 194 544 0.151 1.116 90° 165 695 0.150 ---------
Average 180 562 0.160 0.871 Average 163 663 0.147 ---
Range -4 -9 0 . 0 0 2 0.639 Range -15 60 -0.007 ---
Table 5.2: Tensile test data for aluminum 6111-T4, AKDQ, high strength, and bake hardsteels
c
a) Fracmred tensile specimens
Comparison of Various Materials
High Stran«th St mi
engfnmhng Strain
b) Flow stress curves for various materials
Figure 5.2: Results of tensile tests of aluminum 6111-T4, AKDQ, high strength, andbake hard steels
121
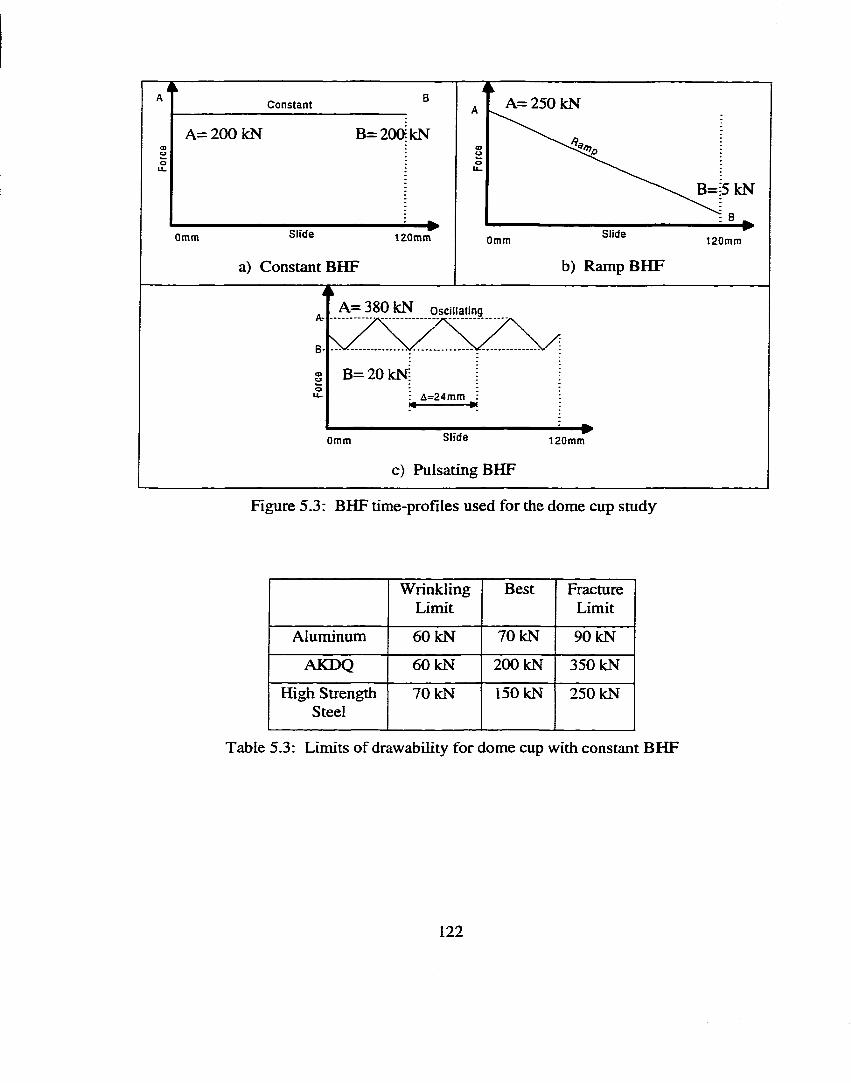
i iA= 250 kNConstant
A =200kN
Slide SlideQmm t 2 0 mm 0mm 120mm
b) Ramp BHFa) Constant BHF
A— 380 kN Oscillating
Slide0mm 120mm
c) Pulsating BHF
Figure 5.3: BHF time-profiles used for the dome cup study
WrinklingLimit
Best FractureLimit
Aluminum 60 kN 70 kN 90 kN
AKDQ 60 kN 200 kN 350 kN
High Strength Steel
70 kN 150 kN 250 kN
Table 5.3: Limits of drawabUity for dome cup with constant BHF
122
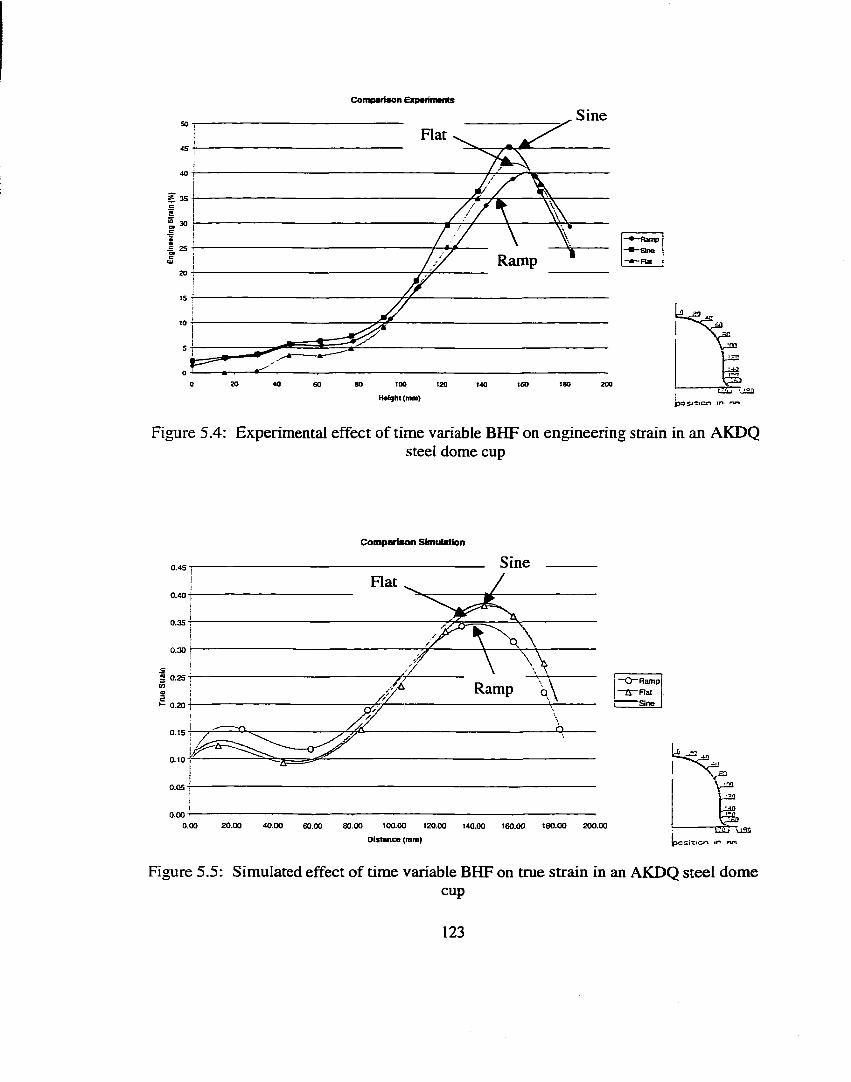
Comparison Exparimants
Sine50
Flata*.45
40
30
25
Ramp20
10
20 40 1000 80 120 160 180 200GO 140
-Ramp I “Sne I -Rai.
Height (nwn) lOSi'&cn in rw#
Figure 5.4: Experimental effect of time variable BHF on engineering strain in an AKDQsteel dome cup
C o m p a r i s o n S im u M fo n
Sine0.45
Flat0 .4 0 -j*
0 .30 t
5 0 .25 T
Ramp0.20 t
0.15
0.05
0.0020.000.00 40.00 100.00 120.00 180.0060.00 80.00 160.00 200.00
D istance (mm)%I4Q
Figure 5.5: Simulated effect of time variable BHF on true strain in an AKDQ steel domecup
123
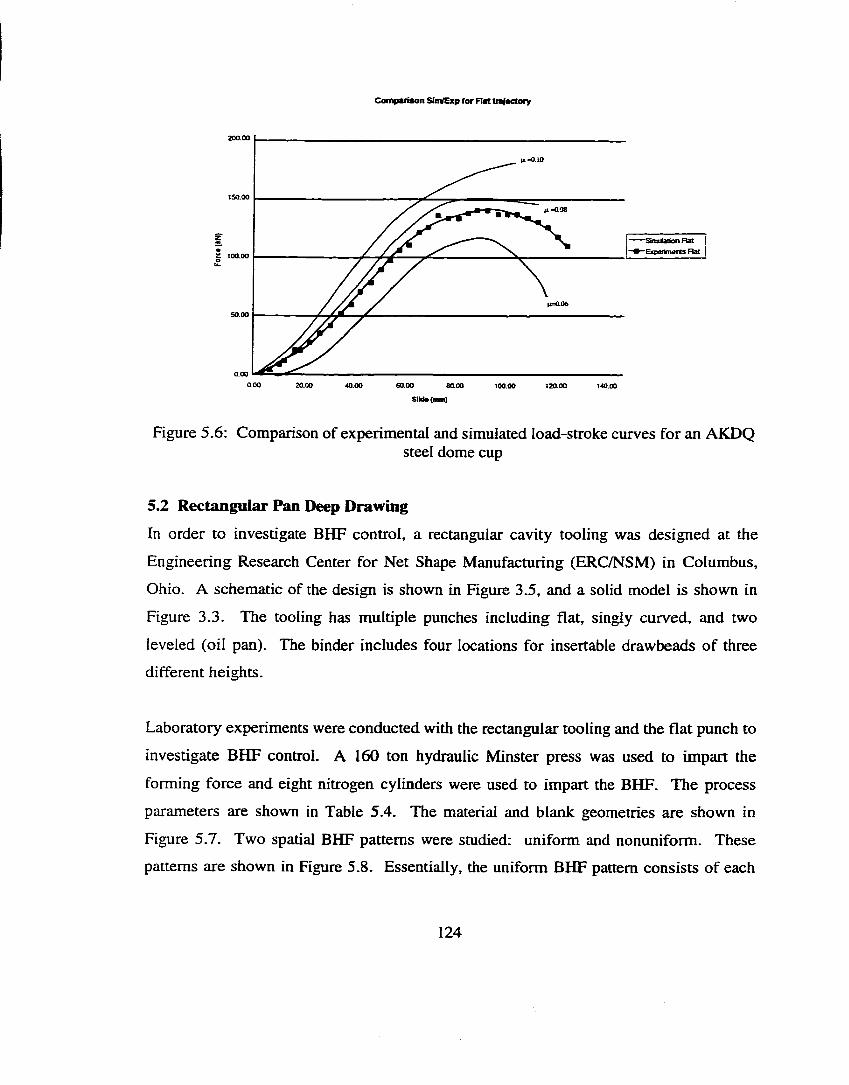
Comparison SinVExp for Flat trajactory
200.00
S 100.00
50.00
0.000.00 20.00 40.00 80.00 120.00 140.00100.00
SIM# (mm)
Figure 5.6: Comparison of experimental and simulated load-stroke curves for an AKDQsteel dome cup
5.2 Rectangular Pan Deep DrawingIn order to investigate BHF control, a rectangular cavity tooling was designed at the
Engineering Research Center for Net Shape Manufacturing (ERC/NSM) in Columbus,
Ohio. A schematic of the design is shown in Figure 3.5, and a solid model is shown in
Figure 3.3. The tooling has multiple punches including flat, singly curved, and two
leveled (oil pan). The binder includes four locations for insertable drawbeads of three
different heights.
Laboratory experiments were conducted with the rectangular tooling and the flat punch to
investigate BHF control. A 160 ton hydraulic Minster press was used to impart the
forming force and eight nitrogen cylinders were used to impart the BHF. The process
parameters are shown in Table 5.4. The material and blank geometries are shown in
Figure 5.7. Two spatial BHF patterns were studied: uniform and nonuniform. These
patterns are shown in Figure 5.8. Essentially, the uniform BHF pattern consists of each
124
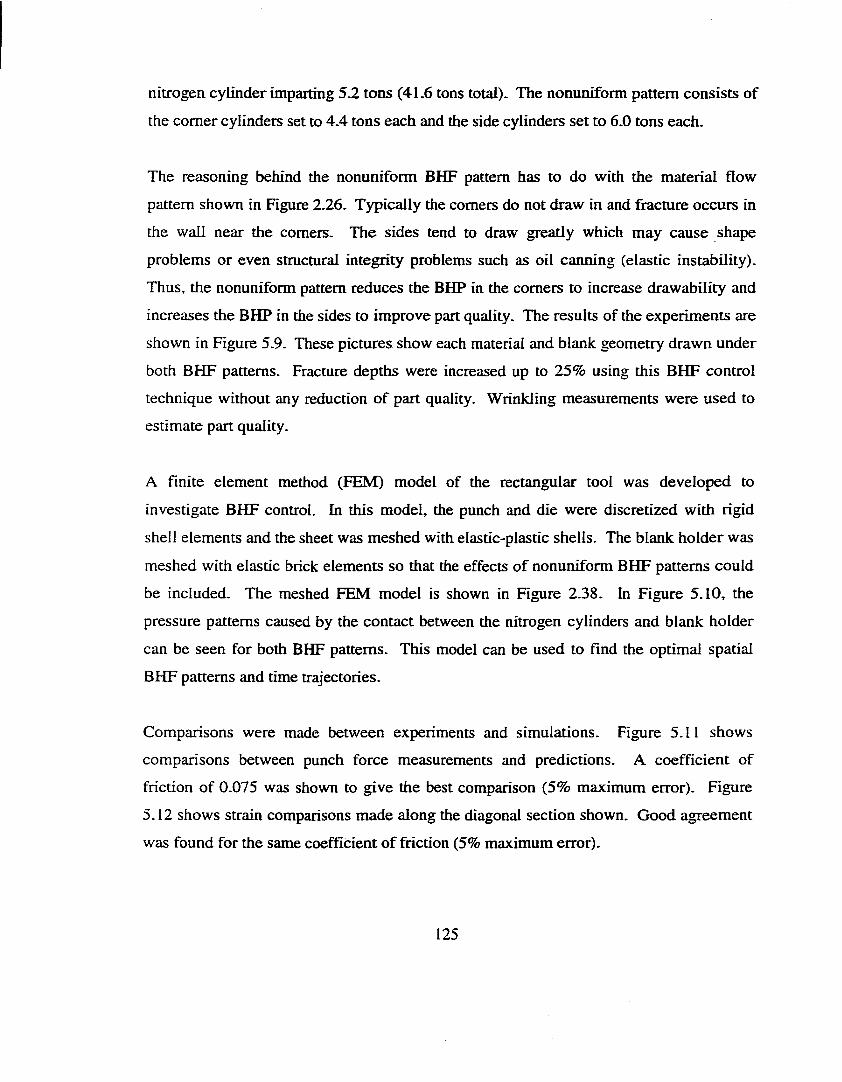
nitrogen cylinder imparting 5.2 tons (41.6 tons total). The nonuniform pattern consists of
the comer cylinders set to 4.4 tons each and the side cylinders set to 6.0 tons each.
The reasoning behind the nonuniform BHF pattern has to do with the material flow
pattern shown in Figure 2.26. Typically the comers do not draw in and fracture occurs in
the wall near the comers. The sides tend to draw greatly which may cause shape
problems or even stmctural integrity problems such as oil carming (elastic instability).
Thus, the nonuniform pattem reduces the BHP in the comers to increase drawabUity and
increases the BHP in the sides to improve part quality. The results of the experiments are
shown in Figure 5.9. These pictures show each material and blank geometry drawn under
both BHF pattems. Fracture depths were increased up to 25% using this BHF control
technique without any reduction of part quality. Wrinkling measurements were used to
estimate part quality.
A finite element method (FEM) model of the rectangular tool was developed to
investigate BHF control. In this model, the punch and die were discretized with rigid
shell elements and the sheet was meshed with elastic-plastic shells. The blank holder was
meshed with elastic brick elements so that the effects of nonuniform BHF pattems could
be included. The meshed FEM model is shown in Figure 2.38. In Figure 5.10, the
pressure pattems caused by the contact between the nitrogen cylinders and blank holder
can be seen for both BHF pattems. This model can be used to find the optimal spatial
BHF pattems and time trajectories.
Comparisons were made between experiments and simulations. Figure 5.11 shows
comparisons between punch force measurements and predictions. A coefficient of
friction of 0.075 was shown to give the best comparison (5% maximum error). Figure
5.12 shows strain comparisons made along the diagonal section shown. Good agreement
was found for the same coefficient of friction (5% maximum error).
125
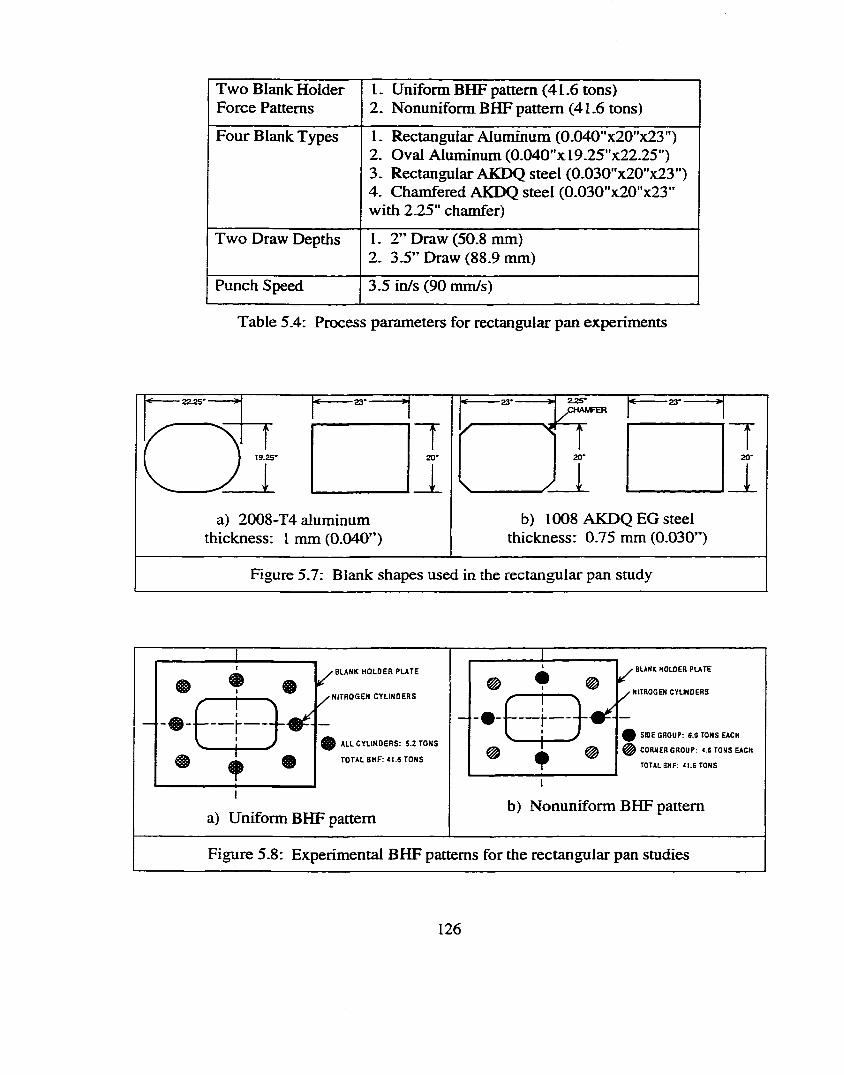
Two Blank Holder Force Pattems
1. Uniform BHF pattem (41.6 tons)2. Nonuniform BHF pattem (41.6 tons)
Four Blank Types 1. Rectangular Aluminum (0.040 "x20"x23")2. Oval Aluminum (0.040"xl9.25"x22.25")3. Rectangular AKDQ steel (0.030"x20 "x23")4. Chamfered AKDQ steel (0.030"x20"x23" with 2.25" chamfer)
Two Draw Depths 1. 2” Draw (50.8 mm)2. 3.5” Draw (88.9 mm)
Punch Speed 3.5 in/s (90 mm/s)
Table 5.4: Process parameters for rectangular pan experiments
225* 23* 23"CHAMFER
19.25*
b) 1008 AKDQ EG steel thickness: 0.75 mm (0.030”)
a) 2008-T4 aluminum thickness: I mm (0.040”)
Figure 5.7: Blank shapes used in the rectangular pan study
f 1 \
- h - WL j J
BLANK HOLDER PLATE
NITROGEN CYLINDERS
ALL CYLINDERS: 5.2 TONS
TOTAL SHF: 41.6 TONS
a) Uniform BHF pattem
z ' " 1- # - - - - - - -
V
N- - - - - - -
J® 1 1 #
/
BLANK holder PLATE
NITROGEN CYLINDERS
I SIDE GROUP: 6.0 TONS EACH
I CORNER GROUP: 4.6 TONS EACH
total BHF; 41.6 TONS
b) Nonuniform BHF pattem
Figure 5.8: Experimental B H F pattems for the rectangular pan studies
126
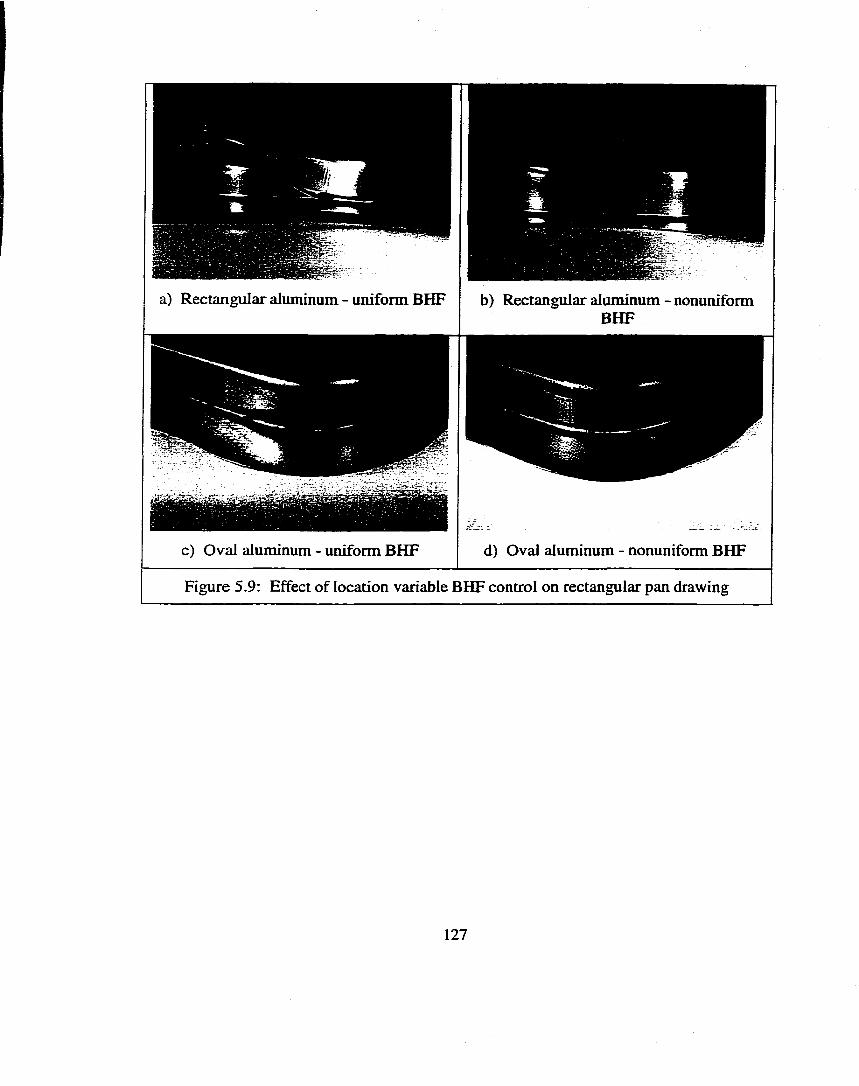
a) Rectangular aluminum - uniform BHF b) Rectangular aluminum - nonuniform BHF
c) Oval aluminum - uniform BHF d) Oval aluminum - nonuniform BHF
Figure 5.9: Effect of location variable BHF control on rectangular pan drawing
127
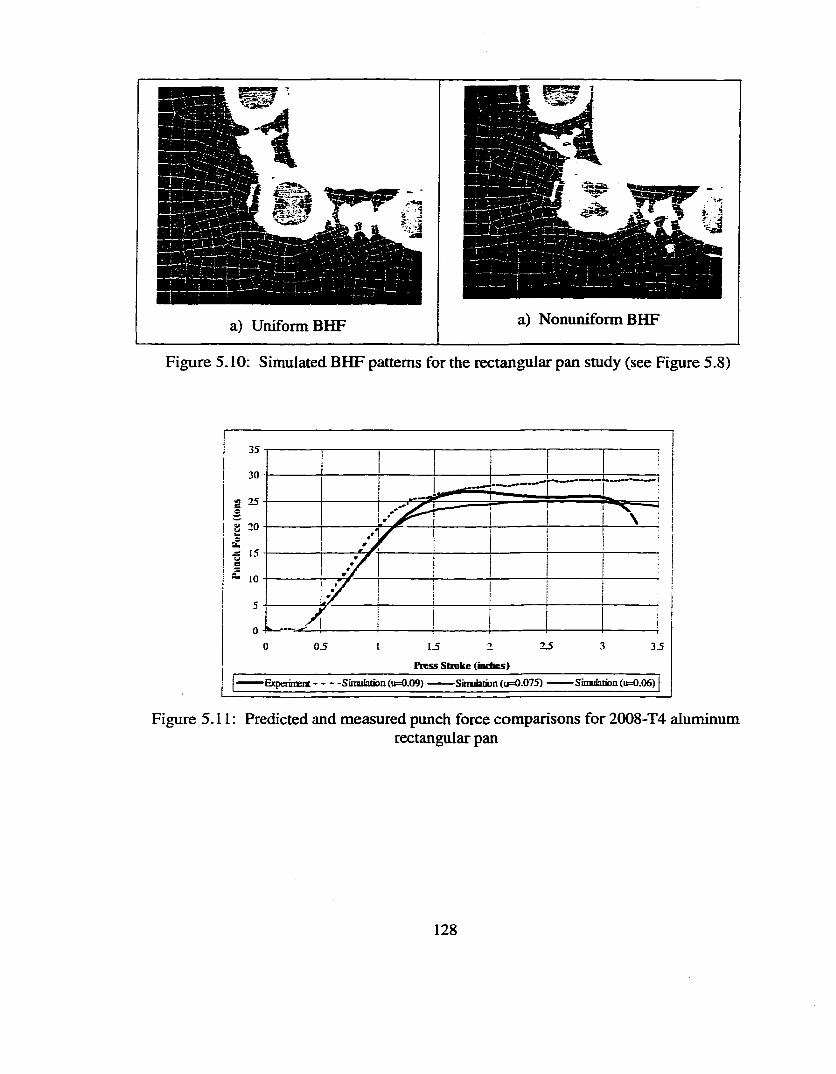
a) Uniform BHF a) Nonuniform BHF
Figure 5.10: Simulated BHF pattems for the rectangular pan study (see Figure 5.8)
S 20
- 10
Z5
Pnss Stroke (indies)
Experiment* - • -Siraifatk)n(u=0.09) — — SnnilanDn(u=0.075) — Sunulation(it=0.06)
Figure 5.11: Predicted and measured punch force comparisons for 2008-T4 aluminumrectangular pan
128
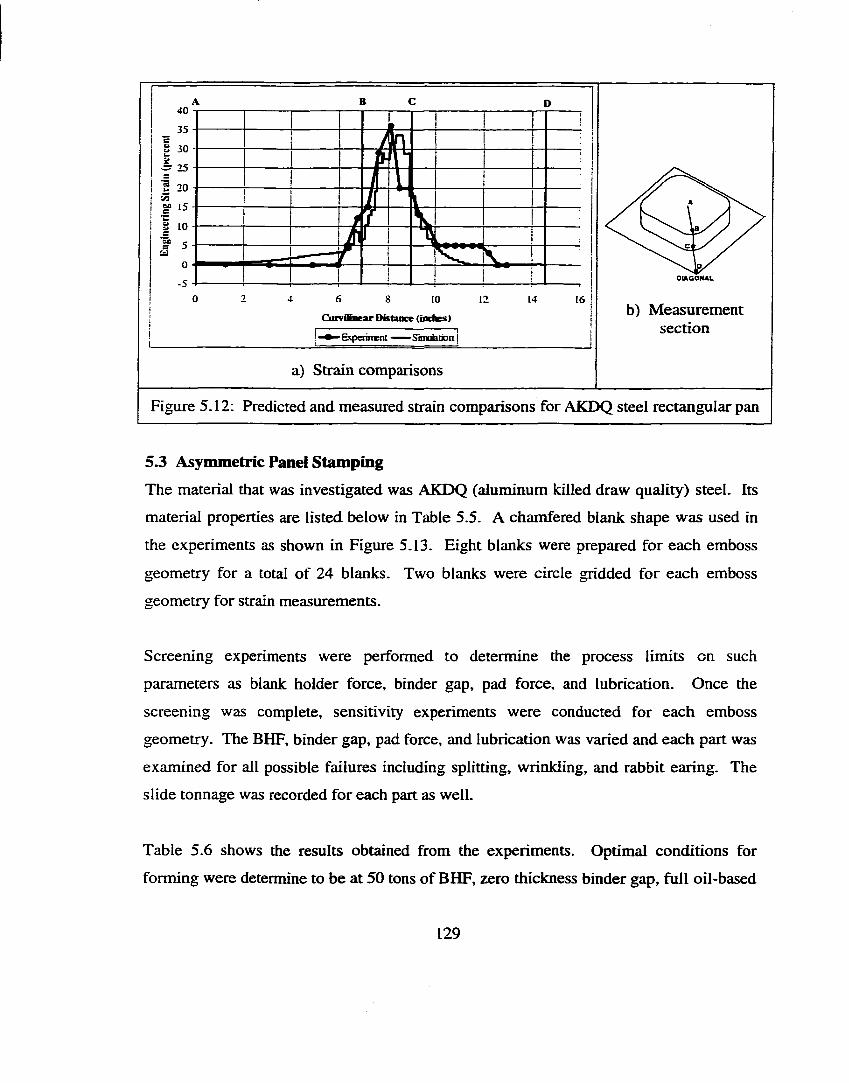
40
30
to -
DWGONAL
b) Measurement section
CmviMiiear Distance (oKhes)
Experiment Simulaoon |
a) Strain comparisons
Figure 5.12: Predicted and measured strain comparisons for AKDQ steel rectangular pan
5.3 Asymmetric Panel StampingThe material that was investigated was AKDQ (aluminum killed draw quality) steel. Its
material properties are listed below in Table 5.5. A chamfered blank shape was used in
the experiments as shown in Figure 5.13. Eight blanks were prepared for each emboss
geometry for a total of 24 blanks. Two blanks were circle gridded for each emboss
geometry for strain measurements.
Screening experiments were performed to determine the process limits on such
parameters as blank holder force, binder gap, pad force, and lubrication. Once the
screening was complete, sensitivity experiments were conducted for each emboss
geometry. The BHF, binder gap, pad force, and lubrication was varied and each part was
examined for all possible failures including splitting, wrinkling, and rabbit earing. The
slide tonnage was recorded for each part as well.
Table 5.6 shows the results obtained from the experiments. Optimal conditions for
forming were determine to be at 50 tons of BHF, zero thickness binder gap, full oil-based
129
water soluble lubrication, and 1250 psi pad pressure. Fracture was observed to occur at
75 and 100 tons of BHF and at fast press speeds (3.54 inches/second). Wrinkling was
observed to occur at 25 tons BHF and at binder gaps equal to one and two times the blank
thickness. Rabbit earing was not observed to occur on any o f the panels at any process
condition. Pad pressure was applied to the panel but did not have an observable effect on
the panel quality nor did it have a measurable effect on the strain distribution.
Figure 5.14 contains sample pictures of the asymmetric panel with the oval door emboss.
Similarly, Figure 5.15 shows sample pictures for the rectangular emboss and Figure 5.16
for the oblong emboss. In order to observe the history of deformation, a binder wrap
panel was formed as shown in Figure 5.17. A panel was formed one inch off bottom as
well and is shown in Figure 5.18. The history of deformation appeared to be good since
no gathering of material was observed.
Figure 5.19 indicates the locations and directions of strain measurements for each of the
asymmetric panels. Figure 5.20 is a graph of the major strain distribution versus original
blank position. This graph is indicated with positions A, B, C, and D which correspond
to the lettered positions in Figure 5.19. Essentially, A is located at the near panel wall
(header/sweeping curvature), B is at the beginning of the emboss, C is at the far edge of
the emboss and D is at the far panel wall (width side). It is observed that the oval emboss
distributes the strain the best while the oblong emboss distributes the strains the worst.
The initial design was confirmed using Pam-Stamp simulations. The model is shown in
Figure 5.21. It is important for the strain in the panel to exceed 3% so that springback
does not greatly effect final part geometry. The simulations showed that the asymmetric
part strain mostly exceeded the 3% minimum. Several attempts were made to maximize
this area including increasing the punch radius and increasing the blank holder force.
These methods helped but not significantly. Increasing the blank holder force does
increase the strain but it also increases the likelihood of fracture. Figure 5.22 is a strain
130
distribution of the simulated panel. The majority of the pan is well above the 2% range,
as shown in Figure 5.23 providing springback resistance. The predicted strain
distribution is noted to be of similar magnimde and distribution as the experiment
observations.
Pam-Stamp simulations were performed on each of the embossing geometries. Defects
appeared around the door handle indention in each panel. The oval emboss is shown in
Figure 5.24. The figure shows the velocity contour for the vertical direction. The
material has a greater amount of movement locally on either side o f the door handle
formation. This indicates that the material was buckling at these locations. A section cut
of the displacement confirms this result. Figure 5.25 shows the location of the cut and
Figure 5.26 is the graph of the vertical displacement. The section cut is compared to the
punch curvature to illuminate the defect. The large defect appears to be approximately
25 mm in height and 50 mm wide along the cut. It is difficult to detect this defect with a
displacement contour such as in Figure 5.25, due to the small amplimde. However,
deflections this small can be detected once a panel has been painted.
The second geometry is shown in Figure 5.27. This geometry is harder to form due the
tight comers and the shallow depth. The comers indicated by ( 1) have a single protrusion
near the comers. Item (2) points to where the material has formed a “pie crust" around
the comer. The third area is a deformation that occurs along the bottom side and the right
side of the punch. Item (3) is a long bulge in the vertical direction directly next to the
embossing. The sides close to the punch curvature withstand a higher amount of tension
compared to these sides. A detailed sketch of the deformation is given in Figure 5.28. In
addition, section cuts were performed next to each comer. Two of the section cuts are
shown in Figures 5.29 and 5.30.
131
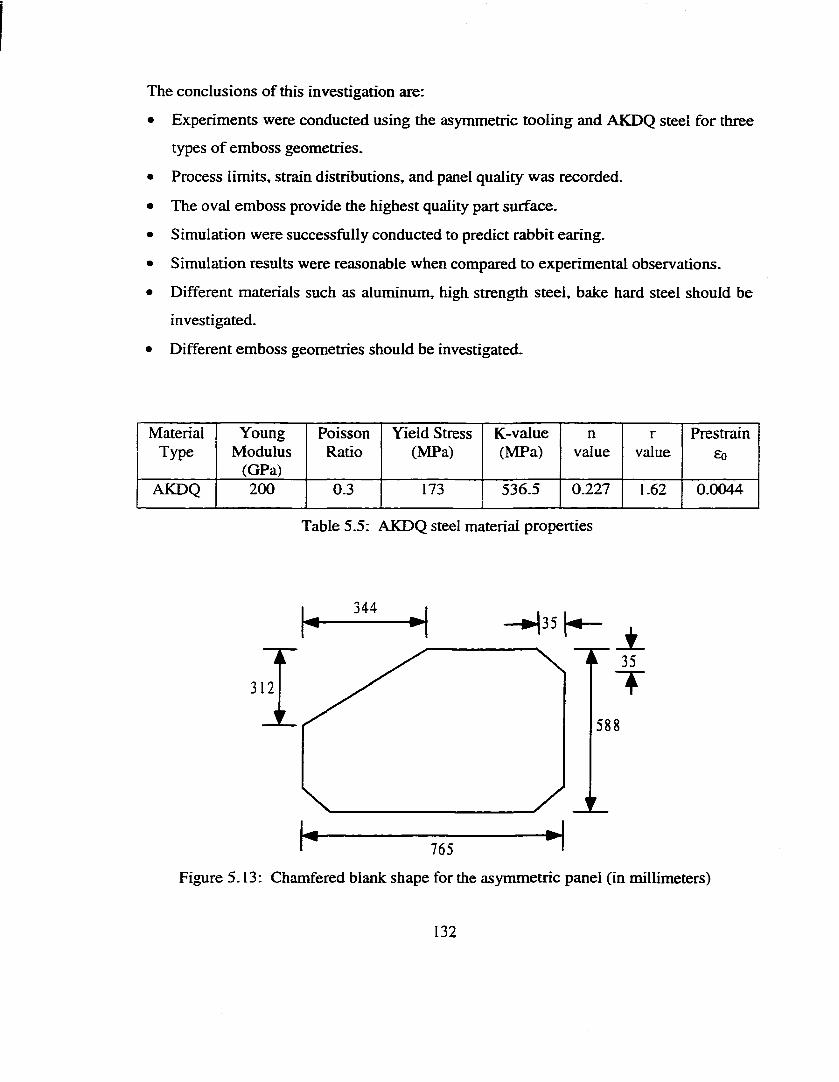
The conclusions of this investigation are:
• Experiments were conducted using the asymmetric tooling and AKDQ steel for three
types of emboss geometries.
• Process limits, strain distributions, and panel quality was recorded.
• The oval emboss provide the highest quality part surface.
• Simulation were successfiilly conducted to predict rabbit earing.
• Simulation results were reasonable when compared to experimental observations.
• Different materials such as aluminum, high strength steel, bake hard steel should be
investigated.
• Different emboss geometries should be investigated.
MaterialType
YoungModulus
(GPa)
PoissonRatio
Yield Stress (MPa)
K-value(MPa)
nvalue
rvalue
Prestrain£q
AKDQ 2 0 0 0.3 173 536.5 0.227 1.62 0.0044
Table 5.5: AKDQ steel material properties
34435
312
A35
T
588
HI 765
Figure 5.13: Chamfered blank shape for the asymmetric panel (in millimeters)
132
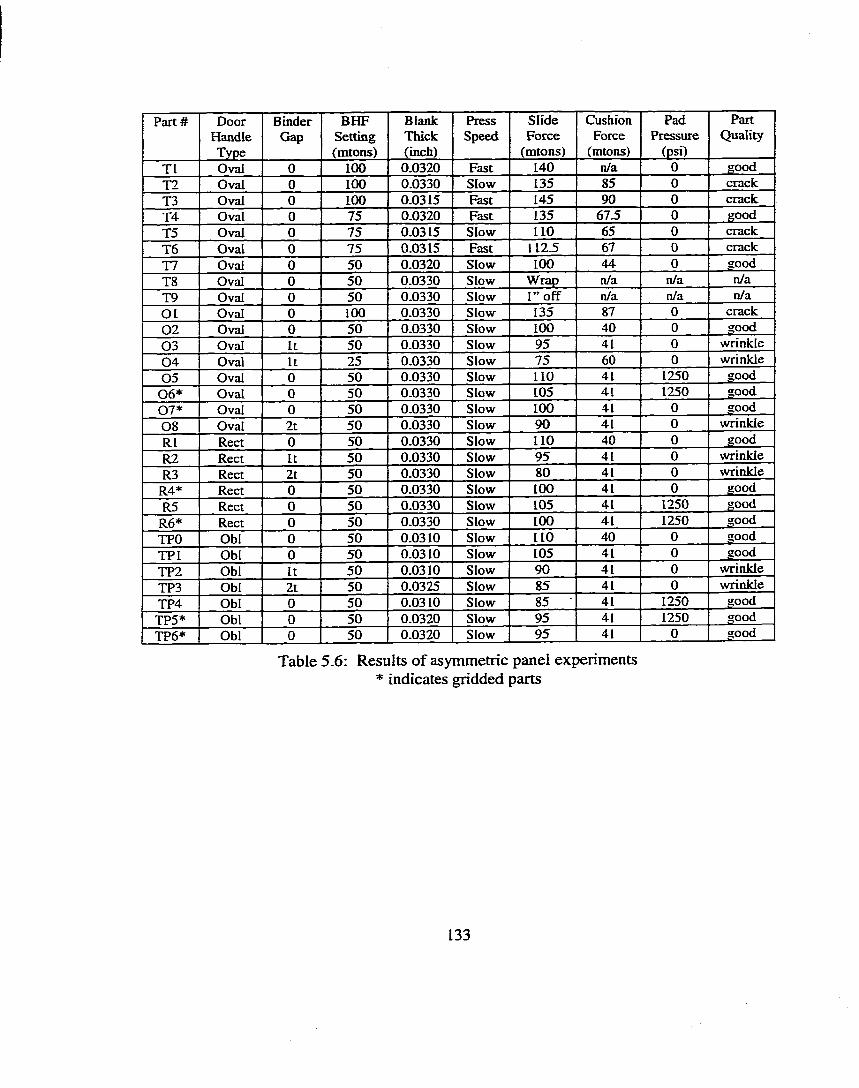
Part# DoorHandleType
BinderGap
BEIFSetting(mtons)
BlankThick(inch)
PressSpeed
SlideForce
(mtons)
CushionForce
(mtons)
PadPressure
(psi)
PartQuality
Tl Oval 0 100 0.0320 Fast 140 n/a 0 goodT2 Oval 0 100 0.0330 Slow 135 85 0 crackT3 Oval 0 100 0.0315 Fast 145 90 0 crackT4 Oval 0 75 0.0320 Fast 135 67.5 0 goodT5 Oval 0 75 0.0315 Slow 110 65 0 crackT6 Oval 0 75 0.0315 Fast 112.5 67 0 crackT7 Oval 0 50 0.0320 Slow 100 44 0 goodT8 Oval 0 50 0.0330 Slow Wrap n/a n/a n/aT9 Oval 0 50 0.0330 Slow I” off n/a n/a n/aOl Oval 0 100 0.0330 Slow 135 87 0 crack02 Oval 0 50 0.0330 Slow 100 40 0 good03 Oval It 50 0.0330 Slow 95 41 0 wrinkle04 Oval It 25 0.0330 Slow 75 60 0 wrinkle05 Oval 0 50 0.0330 Slow 110 41 1250 good06* Oval 0 50 0.0330 Slow 105 41 1250 good07* Oval 0 50 0.0330 Slow 100 41 0 good08 Oval 2t 50 0.0330 Slow 90 41 0 wrinkleR1 Rect 0 50 0.0330 Slow 110 40 0 goodR2 Reel It 50 0.0330 Slow 95 41 0 wrinkleR3 Rect 2t 50 0.0330 Slow 80 41 0 wrinkle
R4* Rect 0 50 0.0330 Slow 100 41 0 goodR5 Rect 0 50 0.0330 Slow 105 41 1250 good
R6* Rect 0 50 0.0330 Slow 100 41 1250 goodTPO Obi 0 50 0.0310 Slow 110 40 0 goodTPl Obi 0 50 0.0310 Slow 105 41 0 goodTP2 Obi It 50 0.0310 Slow 90 41 0 wrinkleTP3 Obi 2t 50 0.0325 Slow 85 41 0 wrinkleTP4 Obi 0 50 0.0310 Slow 85 41 1250 goodTPS* Obi 0 50 0.0320 Slow 95 41 1250 goodTP6* Obi 0 50 0.0320 Slow 95 41 0 good
Table 5.6: Results of asymmetric panel experiments * indicates gridded parts
133
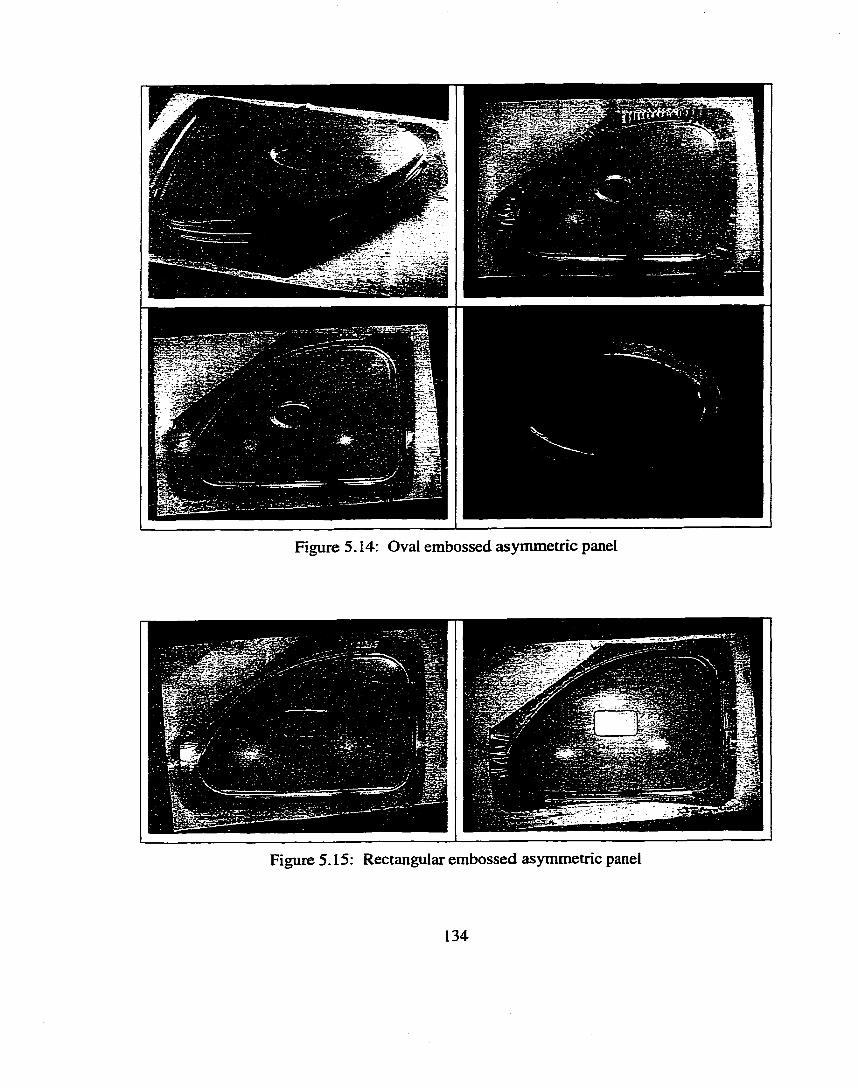
Figure 5.14: Oval embossed asymmetric panel
Figure 5.15: Rectangular em bossed asym m etric panel
134
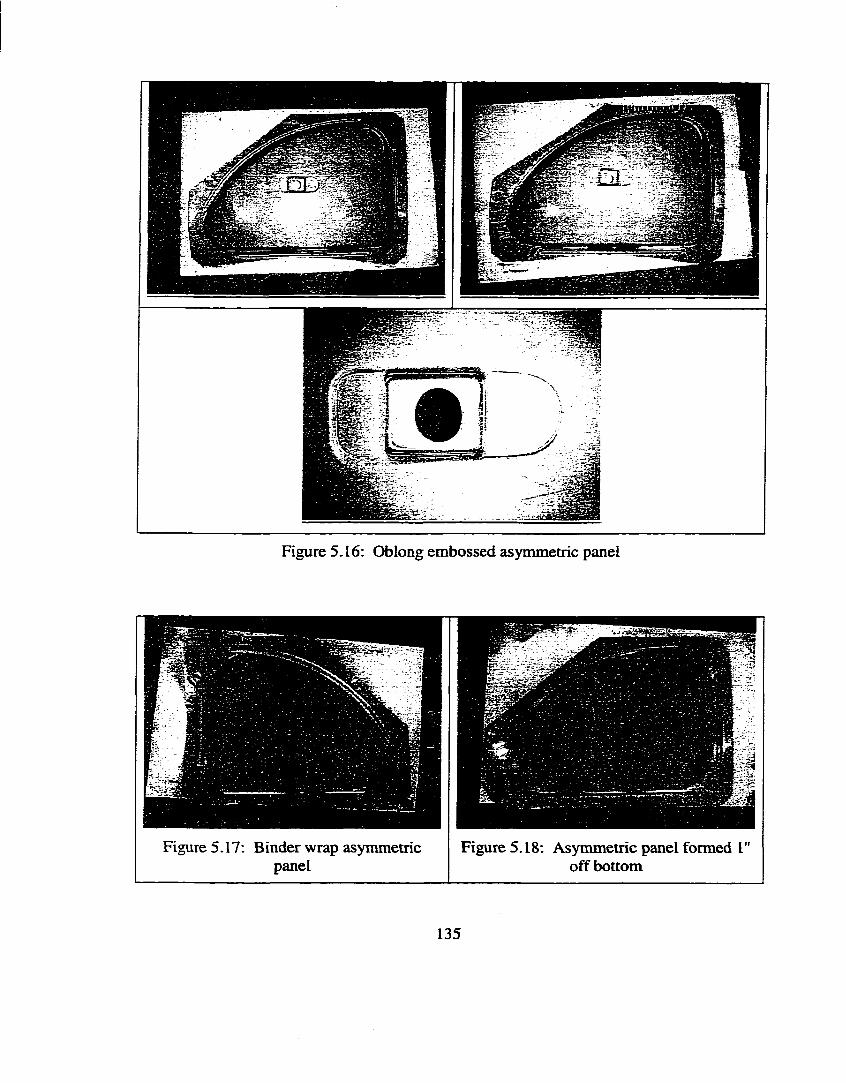
Figure 5.16: Oblong embossed asymmetric panel
Figure 5.17: Binder wrap asymmetric panel
Figure 5.18: Asymmetric panel formed I" off bottom
135
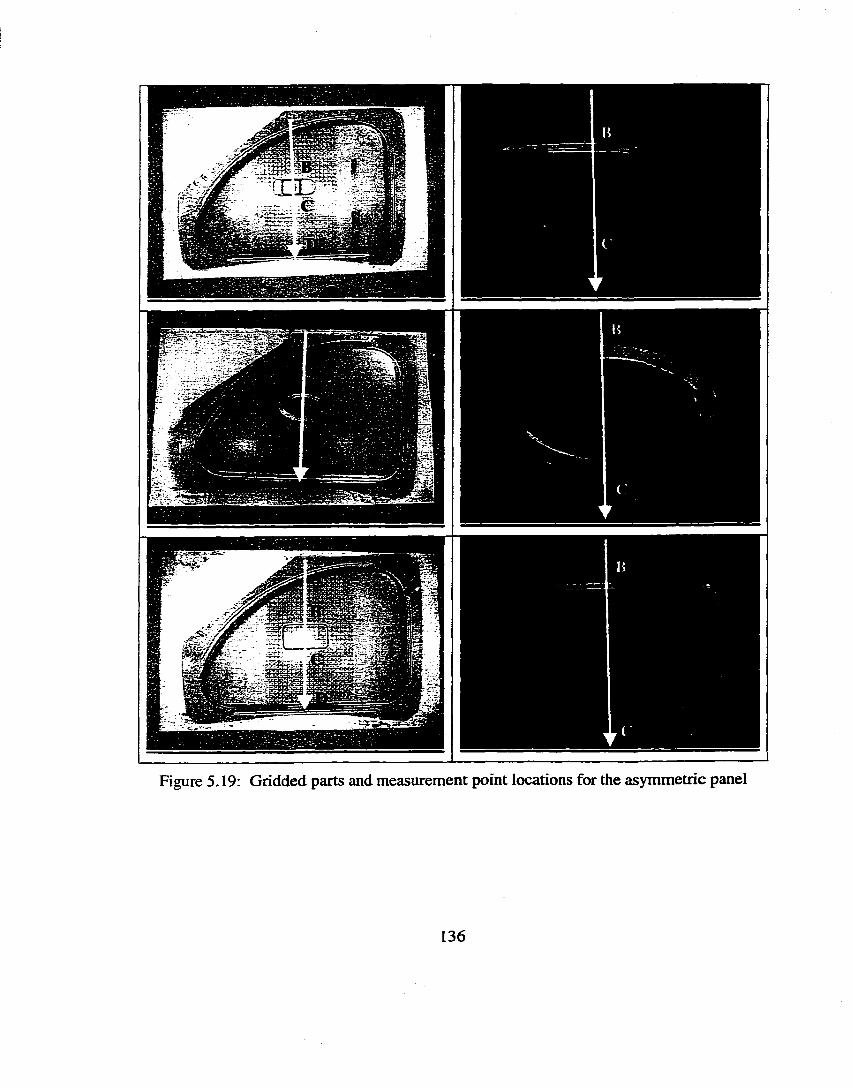
I
Figure 5.19: Gridded parts and measurement point locations for the asymmetric panel
136
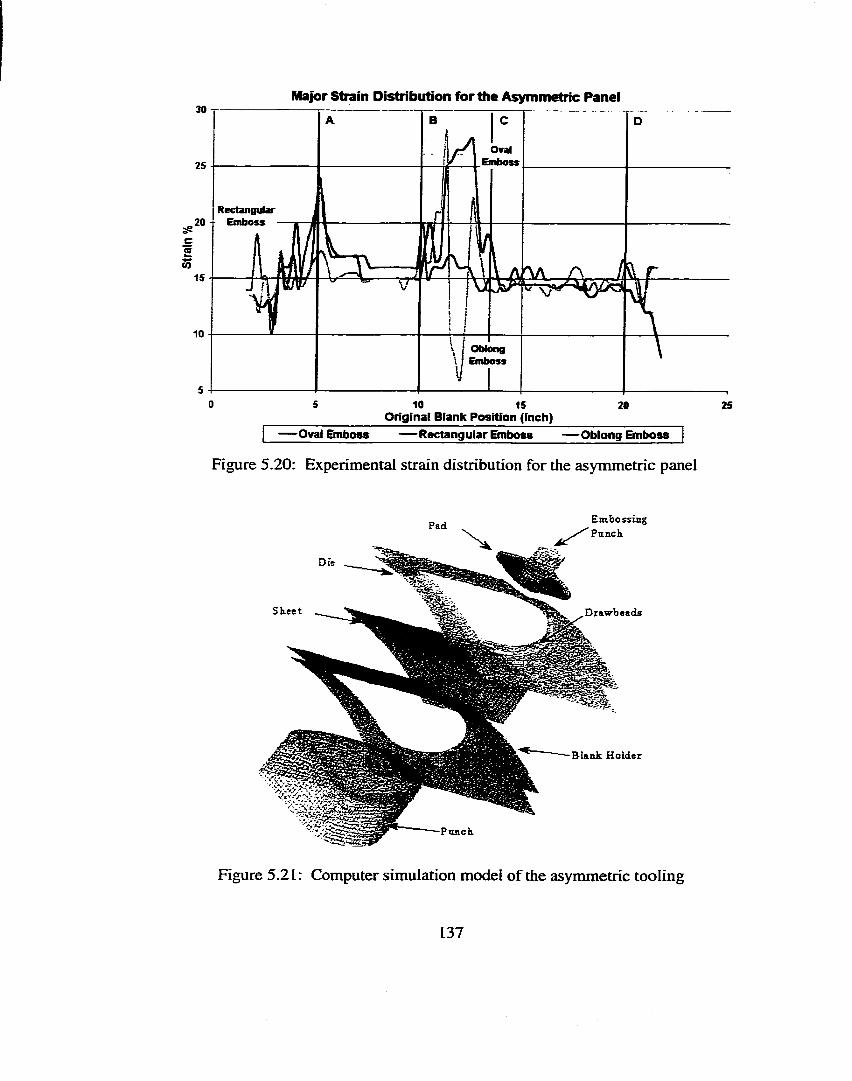
30 TMajor Strain Distribution for the Asymmetric Panel
A B
-l/\c
OvalniMss
D
RectanBUiar 111
r lII
^ A /1
\\ i mgOSS \
25
.20
c2
15
10
10 15O rig in a l B lan k P o s itio n (in ch )
20 25
— O val E m b o ss — R e c ta n g u la r E m b o ss — O b lo n g E m b o ss )
Figure 5.20: Experimental strain distribution for the asyrrunetric panel
Pad
Drawbeads
EmbossingPnnch.
Blank Holder
Figure 5 .2 L : Computer sim ulation m odel o f the asymmetric tooling
137
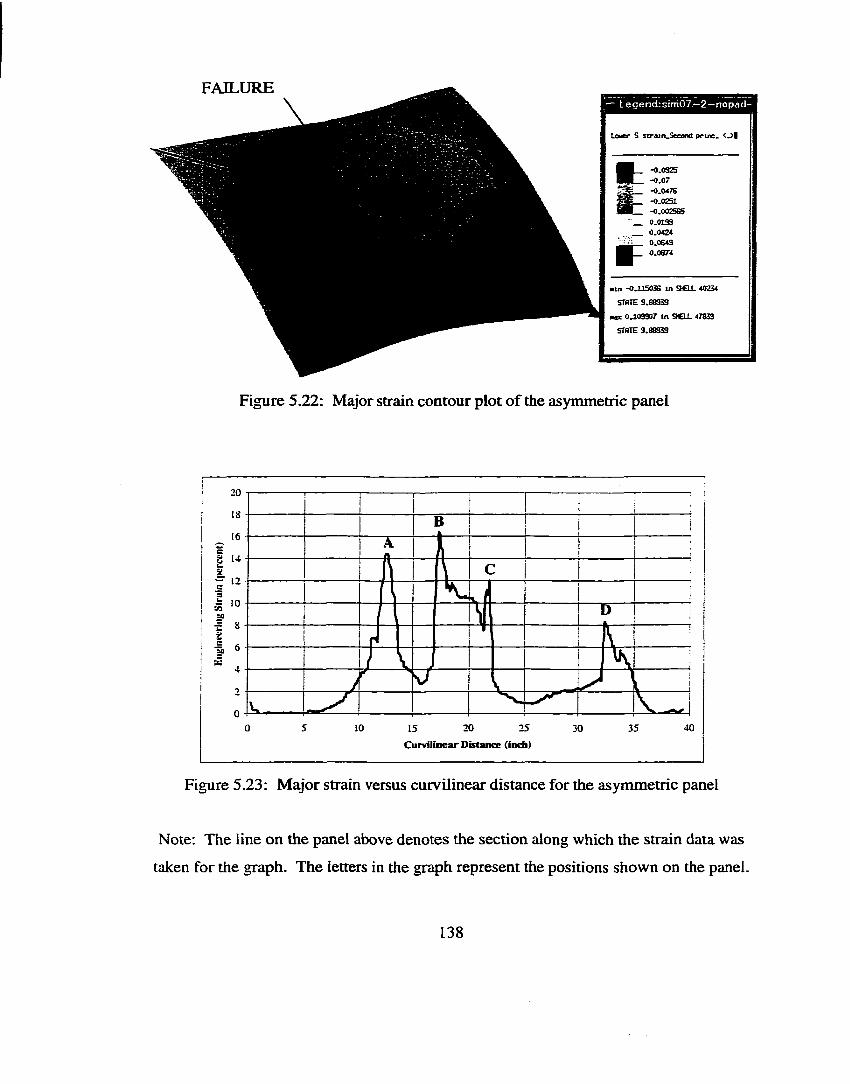
FAILUREL eg e n d :s im 0 7 —2 —n o p ad -
Lower S stratn_Seoond p rin c . < ^ |
-O.OS2S-0 07- 0.0476-0.0251-0.002565
0.0139 0.0424
0.0S430.0874
■m -0.115036 in SHELL 40234
STATE 9.88933
max 0a03907 in StCLL 47639
STATE 9.88939
Figure 5.22: Major strain contour plot o f the asymmetric panel
Î
20
18
16
14
12
10
8
6
4
2
0
5 20 25 35 400 10 15 30Curvilinear Distance (inch)
Figure 5.23: Major strain versus curvilinear distance for the asymmetric panel
Note: The line on the panel above denotes the section along which the strain data was
taken for the graph. The letters in the graph represent the positions shown on the panel.
138
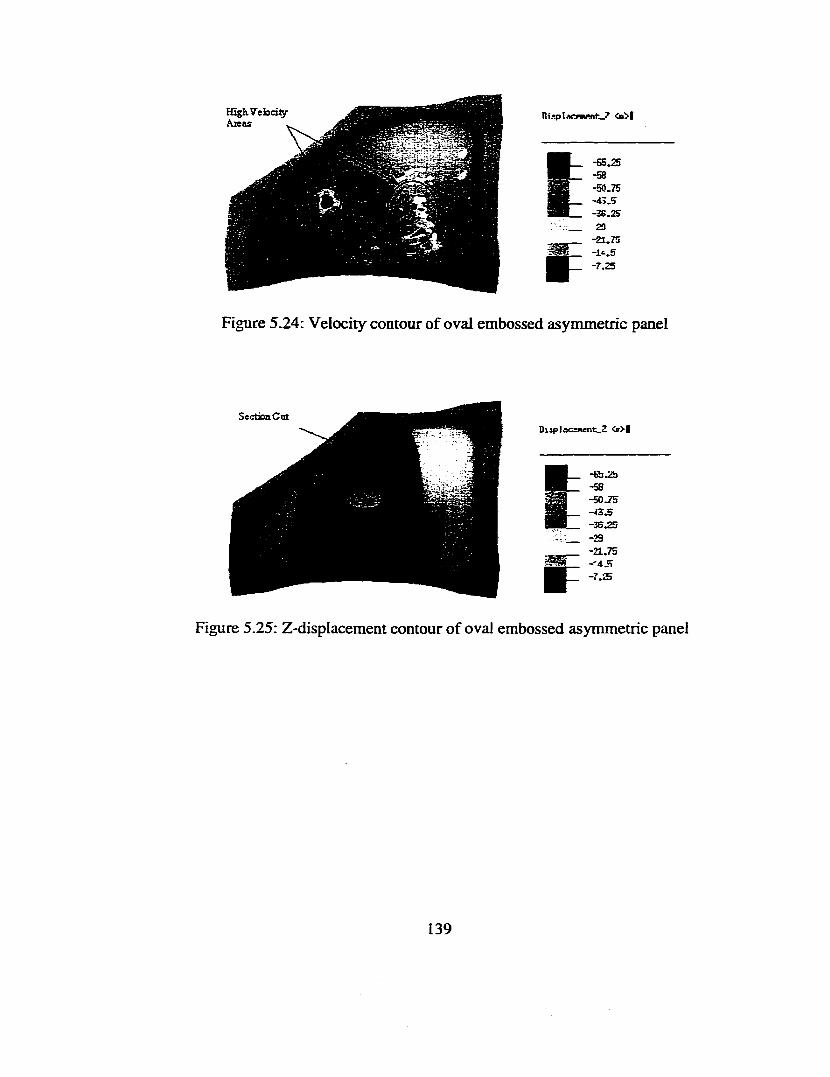
Hîgh.VeIoci^ Aie a s
-65.25-58-50-75-iîJS- 36.2523
- 21.75-L‘-.5-7.25
Figure 5.24: Velocity contour of oval embossed asymmetric panel
SectionCntDiiplacEinenC-Z <»>|
-55.25-58-50.75
-36.25-29-a .7 5
- 7.25
Figure 5.25: Z-dispIacement contour of oval embossed asymmetric panel
139
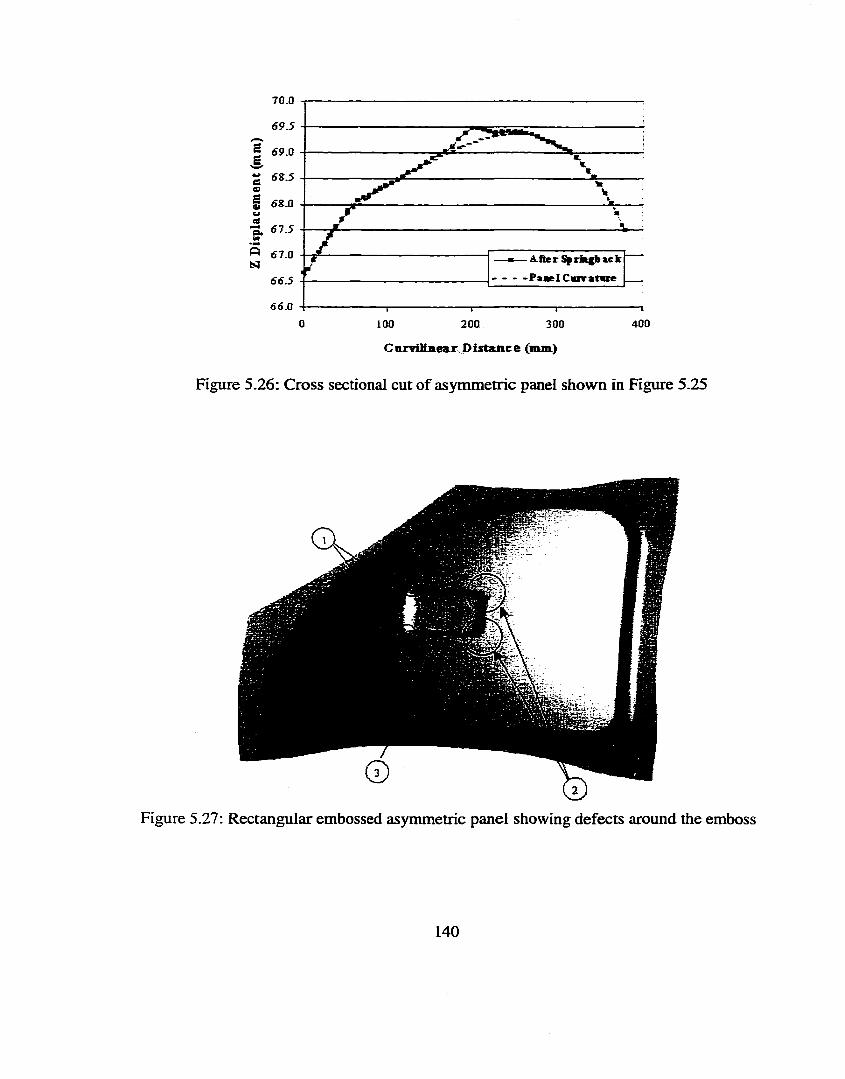
7 0 .0
I 9.0 S 6SS I 6 S .0
* 67.5
67.0 I— A fie r S ÿ n tg b a c k
- C w r a tw e
66.04000 200100 300
C urvilinear. D is tan ce (mm)
Figure 5.26: Cross sectional cut of asymmetric panel shown in Figure 5.25
Figure 5.27: Rectangular embossed asymmetric panel showing defects around the emboss
140
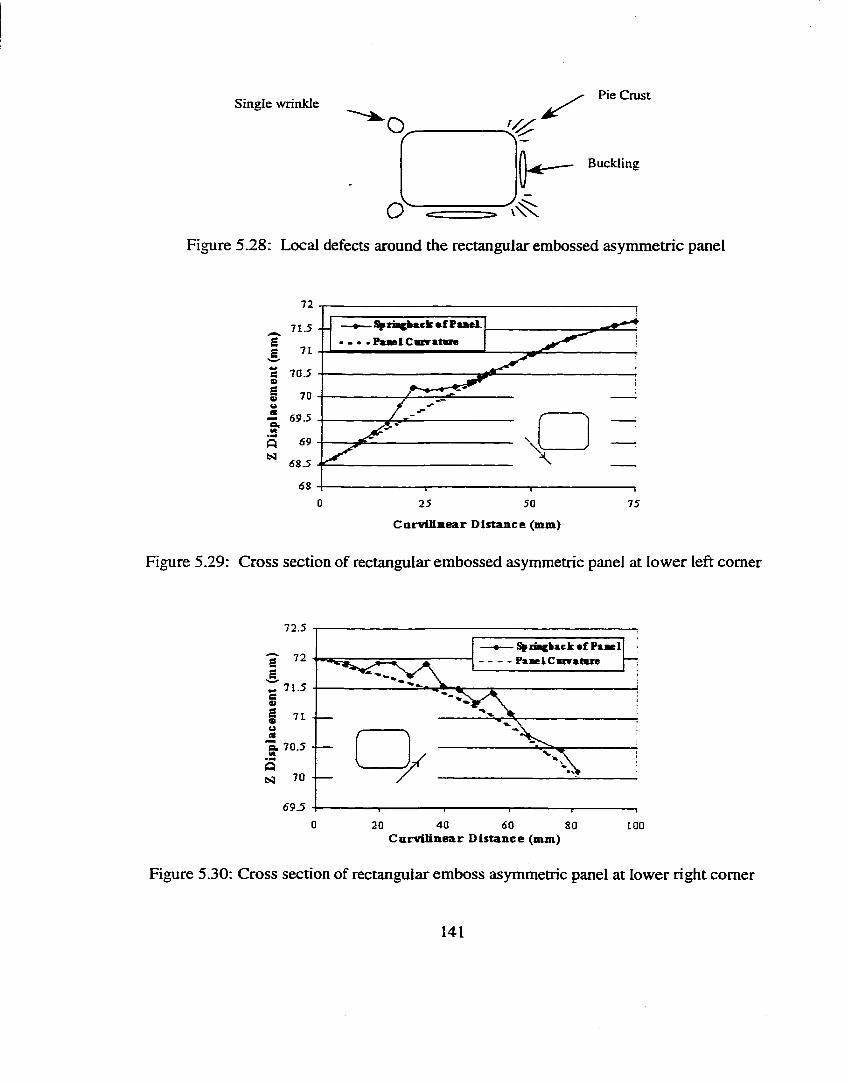
Single wrinkle Pie Crust
Buckling
Figure 5.28: Local defects around the rectangular embossed asymmetric panel
72
—•— Sÿxni(k»ck •£ Bamel - • • F u e l C a t r a t v e
_ 7 1 S -
1C 70^ - -9I
I 69.5
70
S'a 69
68.5
630 25 50 75
C u rv ilin e a r D istance (mm)
Figure 5.29: Cross section of rectangular embossed asymmetric panel at lower left comer
I— Sjpinckmck •£ Psmel - - PaBelCwateze72 ■
71.5
Bi 7 0 . 5 ------
7 0 ------
69.50 4020 60 80 100
C urv ilinear D istance (mm)
Figure 5.30: Cross section o f rectangular em boss asymmetric panel at low er right com er
141
CHAPTER VI
PART, DIE, AND PROCESS DESIGN METHODOLOGY FOR DEEP DRAWING AND STAMPING
6.1 Near Zero StampingIn 1994, the Auto Body Consortium (ABC) submitted the proposal entitled Near Zero
Stamping (NZS) to the National Institute of Science and Technology's (NIST) Motor
Vehicles Manufacturing Advanced Technology Program. In the NZS project, 26
automotive companies provided matching funds along with NIST funding to achieve a
total project budget of $ 18 million for 4 years. Five research instimtions were chosen to
conduct the technical work of the project which included the Engineering Research
Center for Net Shape Manufacturing (ERC/NSM) at the Ohio State University.
The author of this dissertation has managed this project as a full time engineer for the
ERC/NSM since kick off. Part of the intent of this work is to deliver this dissertation and
it contributions as part of the Near 2Iero Stamping project and to the members of the Auto
Body Consortium.
The Near Zero project was organized into four projects and eleven tasks of which the
ERC/NSM was involved in three tasks. This dissertation will largely concentrate on two
of these tasks whose primary goals are respectively:
• Task 1.2: Computer Simulation - To develop a methodology to implement
computer simulation into the auto body design process and to produce the
necessary technologies to make this possible/easier.
142
• Task 1.3: Sensitivity Analysis - To generate sensitivity data (input/output
relationships) of the basic, fundamental part geometries and processes involved in
sheet metal forming and to organize this data in a usable and easy to access
format for design engineers.
6.1.1 The Concept to Production Process
The design process o f complex shaped sheet metal stampings such as automotive panels,
consists of many stages of decision making and is a very expensive and time consuming
process. Currently in industry, many engineering decisions are made based on the
knowledge of experienced personnel and these decisions are typically validated during
the soft tooling and prototyping stage and during hard die tryouts as shown in Figure
6.1a. Very often the soft and hard tools must be reworked or even redesigned and
remanufactured to provide parts with acceptable levels of quality.
The best case scenario would consist of the process outlined in Figure 6.1b. In this
figure, the part design phase does not end after computer aided design. The initial
product design is immediately simulated on the computer to estimate formability and a
feedback loop is introduced in case redesign is required. This would allow the product
designer to make necessary changes up front as opposed to down the line after expensive
tooling has been manufactured.
One-step FEM is particularly suited for product analysis since it does not require binder,
addendum, or even most process conditions. Typically this information is not available
during the product design phase. One-step FEM is also easy to use and computationally
fast, which allows the designer to play “what i f ’ without much time investment. Without
the use of FEM simulation during the part design phase, the die and process design phase
may be fraught with the task of developing a good process from a bad part design. This
proposed design methodology will lead to reductions in costs and lead times for these
reasons.
143
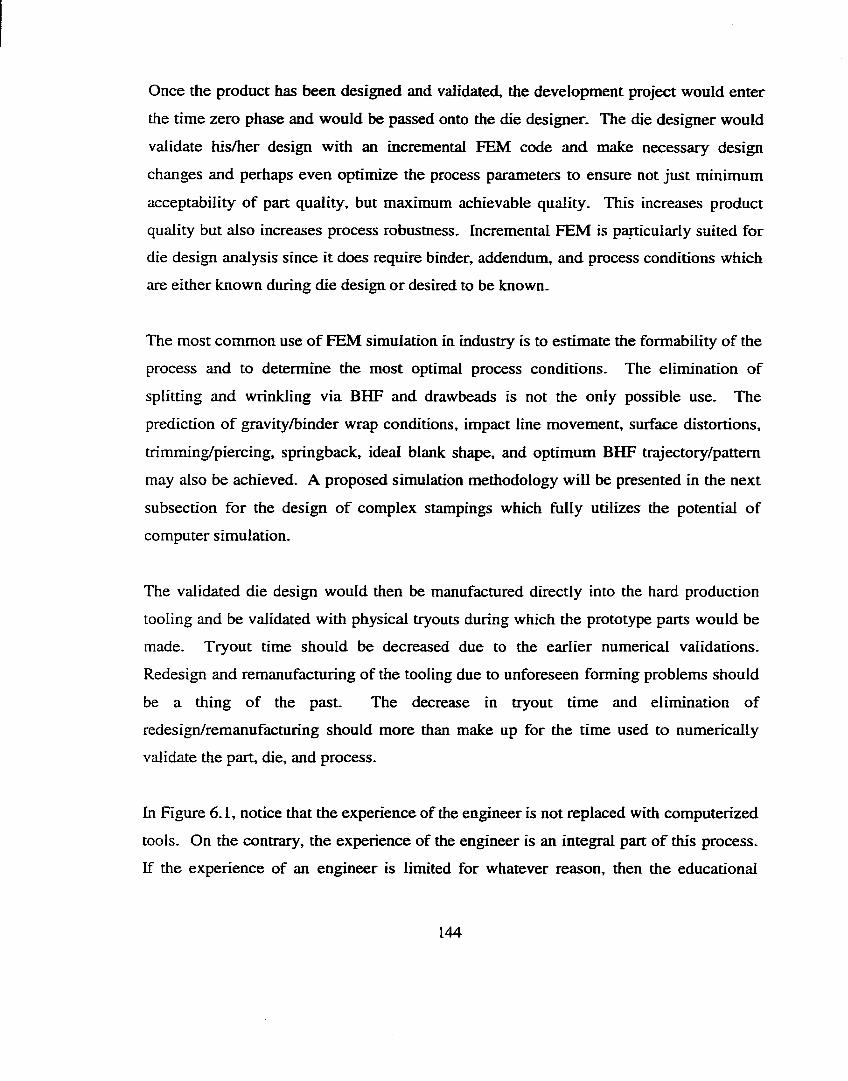
Once the product has been designed and validated, the development project would enter
the time zero phase and would be passed onto the die designer. The die designer would
validate his/her design with an incremental FEM code and make necessary design
changes and perhaps even optimize the process parameters to ensure not just minimum
acceptability of part quality, but maximum achievable quality. This increases product
quality but also increases process robusmess. Incremental FEM is particularly suited for
die design analysis since it does require binder, addendum, and process conditions which
are either known dining die design or desired to be known.
The most common use o f FEM simulation in industry is to estimate the formability o f the
process and to determine the most optimal process conditions. The elimination of
splitting and wrinkling via BHF and drawbeads is not the only possible use. The
prediction of gravity/binder wrap conditions, impact line movement, surface distortions,
trimming/piercing, springback, ideal blank shape, and optimum BHF trajectory/pattern
may also be achieved. A proposed simulation methodology will be presented in the next
subsection for the design o f complex stampings which fully utilizes the potential of
computer simulation.
The validated die design would then be manufactured directly into the hard production
tooling and be validated with physical tryouts during which the prototype parts would be
made. Tryout time should be decreased due to the earlier numerical validations.
Redesign and remanufacturing of the tooling due to unforeseen forming problems should
be a thing of the past. The decrease in tryout time and elimination of
redes ign/remanufacturing should more than make up for the time used to numerically
validate the part, die, and process.
In Figure 6.1, notice that the experience of the engineer is not replaced with computerized
tools. On the contrary, the experience of the engineer is an integral part o f this process.
If the experience of an engineer is limited for whatever reason, then the educational
144
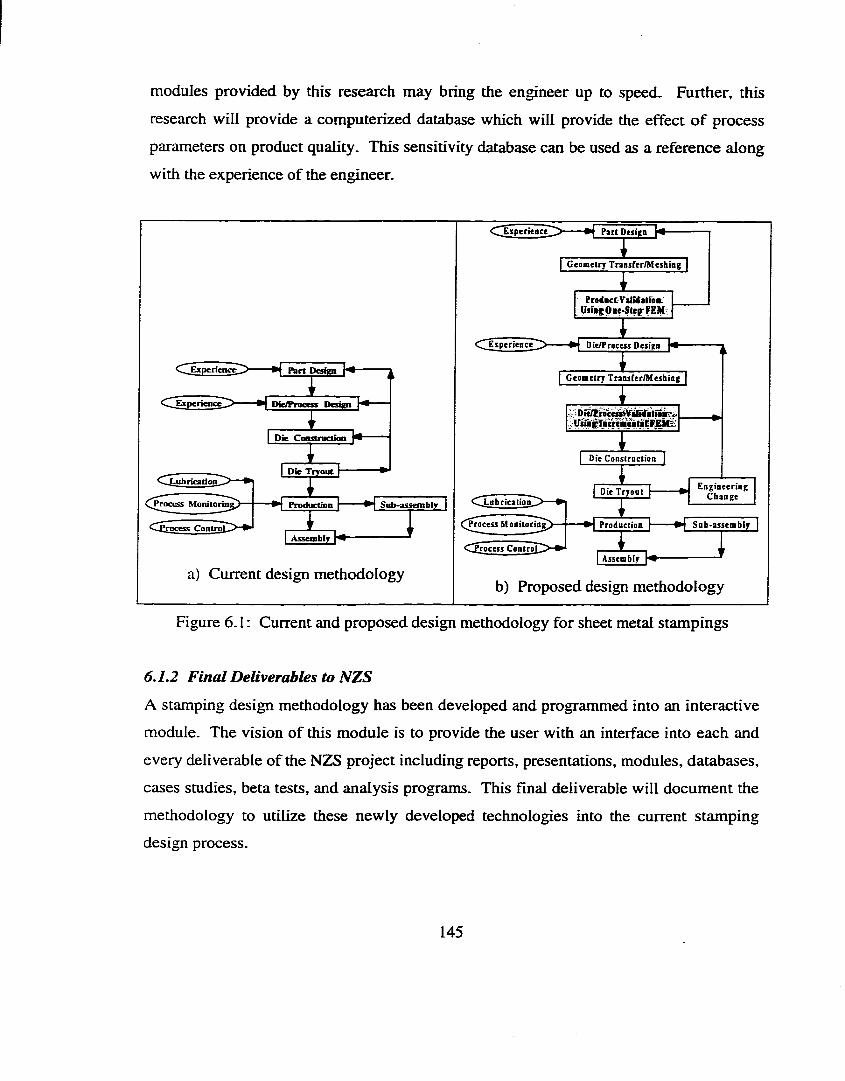
modules provided by this research may bring the engineer up to speed. Further, this
research will provide a computerized database which will provide the effect o f process
parameters on product quality. This sensitivity database can be used as a reference along
with the experience of the engineer.
[Experience
CCExpcri
^ X u b r i c a t i o n _
Monilor -
Process ControL "
Part Design
Die/Proccsy Design
I D i e C o n s t n i c t i o n
I Pie Tryout 1
Production H Sub-assem bly"l
I Assembly H
a) Current design methodology
ÇExpcriemcc >{~Tart
I G eom etry T ra a sfe r /M c sh ia g |TP raiticC V alMatfoa. aiiagOme SkpKKI
C T E x p e n e n c c ^ ^ # | D te/Process Dcsigo |4
I G eom etry T raosfer/M esh iiig I
7; Drt nccniValiifMK
IDie C an s tm c tio a
CTLubricaiiiiaZDie T ry o u t
Toceis Monitoria ^ CTProcess Comte»0 - 1
E n g in ee r in gC h an g e
Frodaction S n b -asse m b ly
A ssem bly |<
b) Proposed design methodology
Figure 6 . 1 : Current and proposed design methodology for sheet metal stampings
6.1.2 F inal Deliverables to N ZS
A stamping design methodology has been developed and programmed into an interactive
module. The vision of this module is to provide the user with an interface into each and
every deliverable of the NZS project including reports, presentations, modules, databases,
cases studies, beta tests, and analysis programs. This final deliverable will document the
methodology to utilize these newly developed technologies into the current stamping
design process.
145
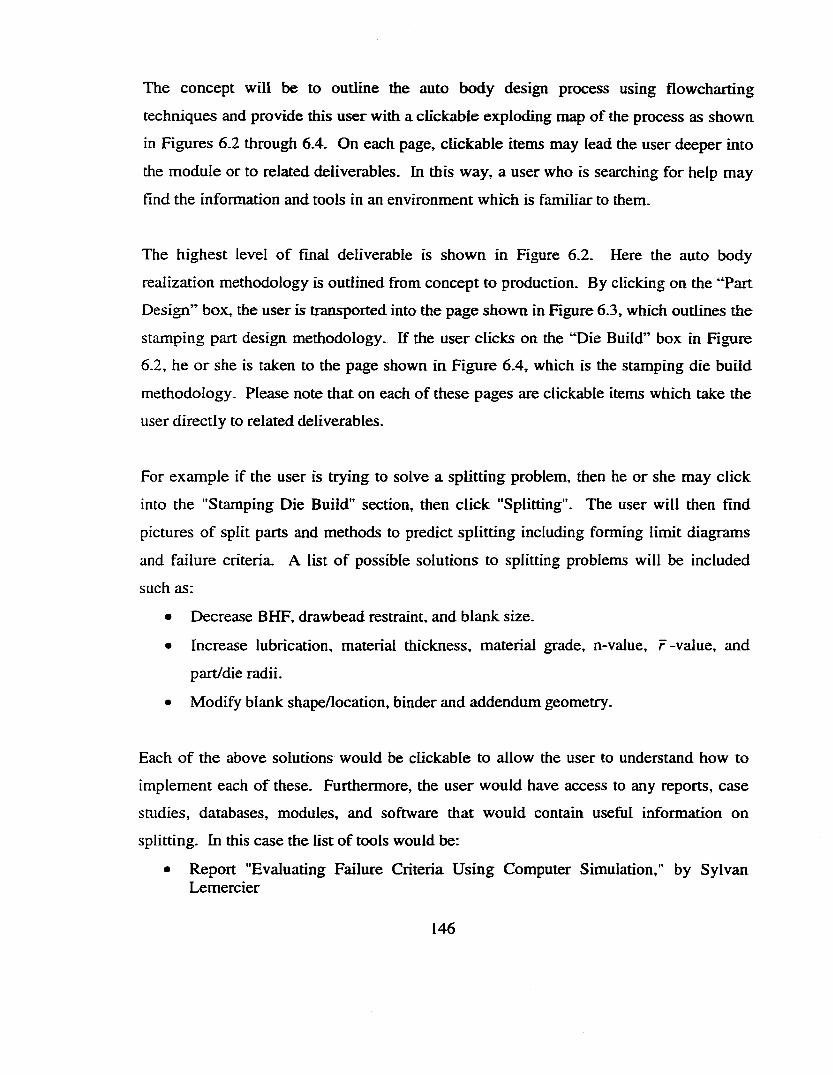
The concept will be to outline the auto body design process using flowcharting
techniques and provide this user with a clickable exploding map of the process as shown
in Figures 6.2 through 6.4. On each page, clickable items may lead the user deeper into
the module or to related deliverables. In this way, a user who is searching for help may
find the information and tools in an environment which is familiar to them.
The highest level of final deliverable is shown in Figure 6.2. Here the auto body
realization methodology is outlined from concept to production. By clicking on the “Part
Design” box, the user is transported into the page shown in Figure 6.3, which outlines the
stamping part design methodology. If the user clicks on the “Die Build” box in Figure
6.2, he or she is taken to the page shown in Figure 6.4, which is the stamping die build
methodology. Please note that on each of these pages are clickable items which take the
user directly to related deliverables.
For example if the user is trying to solve a splitting problem, then he or she may click
into the "Stamping Die Build" section, then click "Splitting". The user will then find
pictures of split parts and methods to predict splitting including forming limit diagrams
and failure criteria. A list of possible solutions to splitting problems will be included
such as:
• Decrease BHF, drawbead restraint, and blank size.
• Increase lubrication, material thickness, material grade, n-value, r-value, and
part/die radii.
• Modify blank shape/location, binder and addendum geometry.
Each of the above solutions would be clickable to allow the user to understand how to
implement each of these. Furthermore, the user would have access to any reports, case
studies, databases, modules, and software that would contain useful information on
splitting. In this case the list of tools would be:
• Report "Evaluating Failiure Criteria Using Computer Simulation," by Sylvan Lemercier
146
• Door Outer Case Study
• Experience/Sensitivity Database
• Deep Drawing Interactive Module
• Sheet Forming Design System Spreadsheet
• Sectionform - 2D FEM Analysis
• Adaptive Simulation - Optimal BHF Profiles
Thus, the user begins with a problem, then he or she peruses the design methodology
module through a series of choices and hyperlinks. Then the user is provided with useful
infomation and access to appropriate tools. In this way, the user is presented a
methodical solution and the means to implement this solution.
PartDesign
Stamping Die Buiid
HemmingTooi Buiid
ProductionFigure 6.2: Auto body realization methodology
147
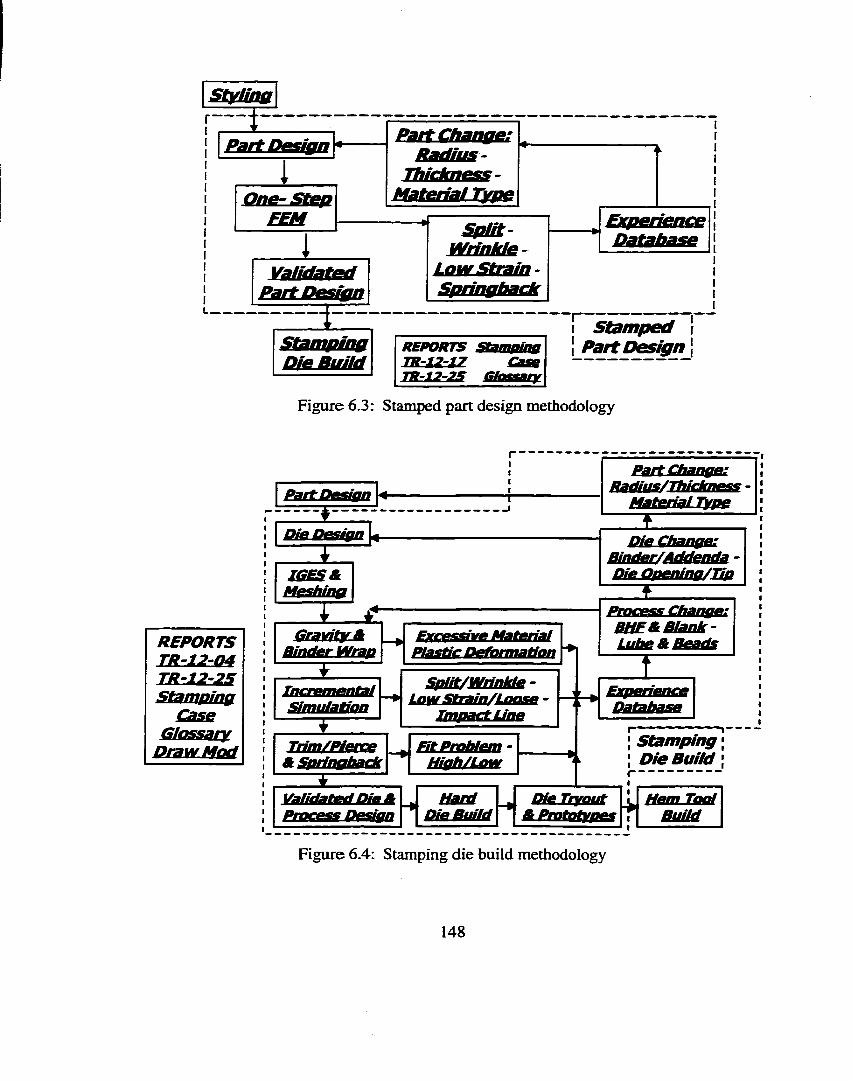
f stamped i I Part Design |
y r
Part Design
One- Step EEM Experience
DatabaseVaiidated
Part Design
REPORTS StampÎÊig TR-12-17 Cox TR-12~25 Gfossary
Spiit- Wrinkle-
Low strain-Springback
Part Change: R a d iu s-
T h lck n ess-Materiai Tÿpe
REPORTSTR-12-04T R zl2-25Stam ping
CaseG iossary
D raw M od
Figure 6.3: Stamped part design methodology
EoitDeaanr-IIII
T "
Part Change:B adius/Ibtdsaem -
MateriaLType
DieDesiBB «--------------------------------------------------_ T ------------
Binder/Addenda -IGESAMeshing
Die Opening/Tipf ....
T Z ^G a d ty n
Binder WrapExcesaxe M aterialPlastic Defomadan
Incranenta!Simulation
I : :
SpUt/W riDUe- Law strain/Lao^ -
Im padtU ne
Trim/Pierce & Sprittgbatic
M tP nM m n - H igh/Lew
Validated Die SProcnes Design
Hard Die Buiid
Process Change;BHF&Biank- Lube A Beads
Î ,ExperienceDatabase
f s m r n p ln g \ \ D ie B uiid ;I------------------------------I
Die Tryout A Prototypes
Hem Tool B uiid
Figure 6.4: Stamping d ie build methodology
148
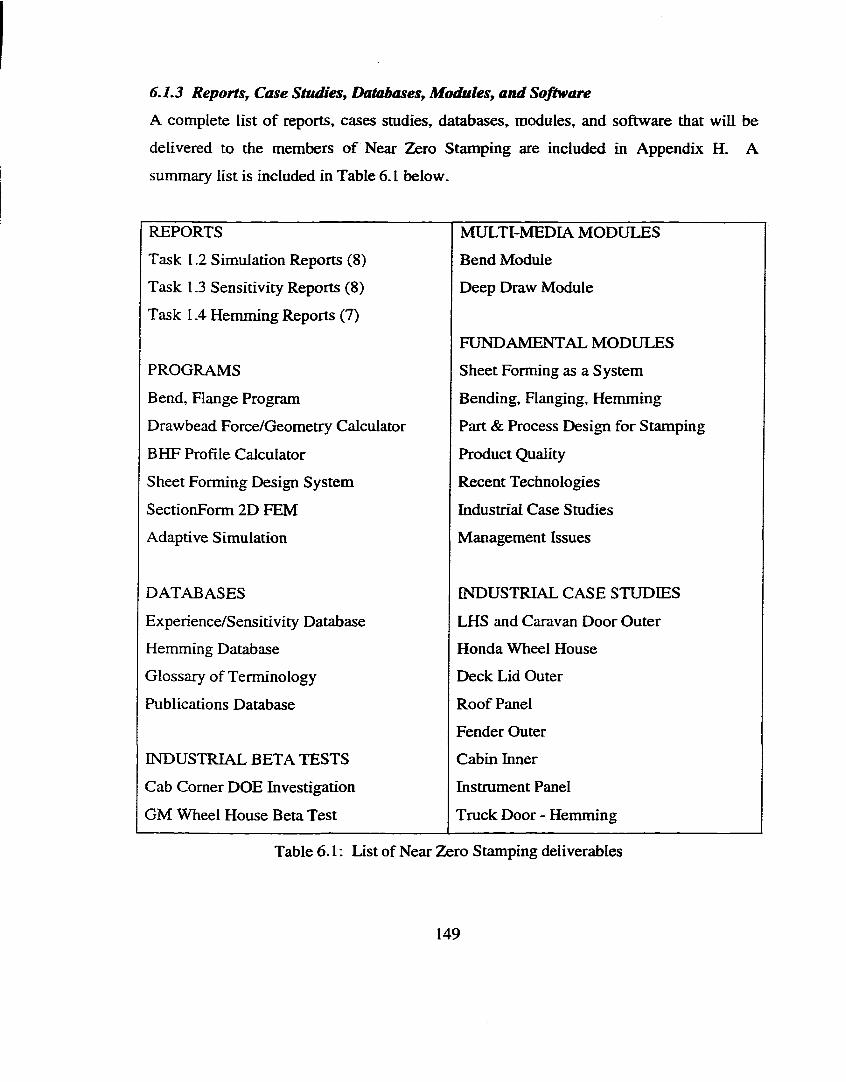
6.L3 Reports, Case Studies, Databases, Modules, and Software
A complete list of reports, cases studies, databases, modules, and software that will be
delivered to the members of Near Zero Stamping are included in Appendix H. A
summary list is included in Table 6 .1 below.
REPORTS MULTI MEDIA MODULES
Task 1.2 Simulation Reports (8 ) Bend Module
Task 1.3 Sensitivity Reports (8 ) Deep Draw Module
Task 1.4 Hemming Reports (7)
FUNDAMENTAL MODULES
PROGRAMS Sheet Forming as a System
Bend, Flange Program Bending, Flanging, Hemming
Drawbead Force/Geometry Calculator Part & Process Design for Stamping
BHF Profile Calculator Product Quality
Sheet Forming Design System Recent Technologies
SectionForm 2D FEM Industrial Case Studies
Adaptive Simulation Management Issues
DATABASES INDUSTRIAL CASE STUDIES
Experience/Sensitivity Database LHS and Caravan Door Outer
Hemming Database Honda Wheel House
Glossary of Terminology Deck Lid Outer
Publications Database Roof Panel
Fender Outer
INDUSTRIAL BETA TESTS Cabin Inner
Cab Comer DOE Investigation Instrament Panel
GM Wheel House Beta Test Truck Door - Hemming
Table 6 .1 : List of Near Zero Stamping deliverables
149
6.2 Industrial Case Studies6.2.1 Deck Lid Soft Tool Tryouts - Case Study
This section will discuss the results of a deck lid simulation Two materials were
simulated and formed in physical soft tool tryouts, 1004 AKDQ steel and 6111-T4
aluminum. The material properties are listed in Table 6.2. The process conditions used
in the simulations are listed in Table 6.3. The panel geometry was symmetrical, so only
half of the tooling was simulated.
The geometry for a rear deck lid draw die was obtained in IGES format and imported into
I DEAS, so that it could be cleaned and meshed. A coarse mesh was initially defined, so
that adaptive mesh refinement could later be used in regions of sharp geometry. The
meshed surfaces of the die, binder, sheet, and trim line were imported into Pam-Stamp’s
preprocessor module. The punch surface was created by offsetting the die surface by a
sheet thickness. The opposing binder surface was similarly created.
The first step in the forming process was binder wrap. This was simulated by orienting
the sheet between the binder surfaces and closing the binders together using a velocity
boundary condition. This process formed the initial blank shape shown in Figure 6.5a
into the binder wrap sheet shape shown in Figure 6.5b. The second step was to simulate
the stretch-draw operation. The appropriate binder force was applied and the punch was
assigned a velocity boundary condition. A typical drawbead restraining force was then
applied and the result is shown in Figure 6 . 6 for both materials. Severe wrinkling
occurred in the product area for the aluminum blank due to loose material in the die. The
steel blank does not exhibit the severe wrinkling but still exhibits less than 1 % strain in
the same region indicating a similar loose material condition. These predictions were
also observed during the soft tool tryouts. The loose material issue was resolved using a
drawbar in the addendum region as shown in Figure 6.7.
150
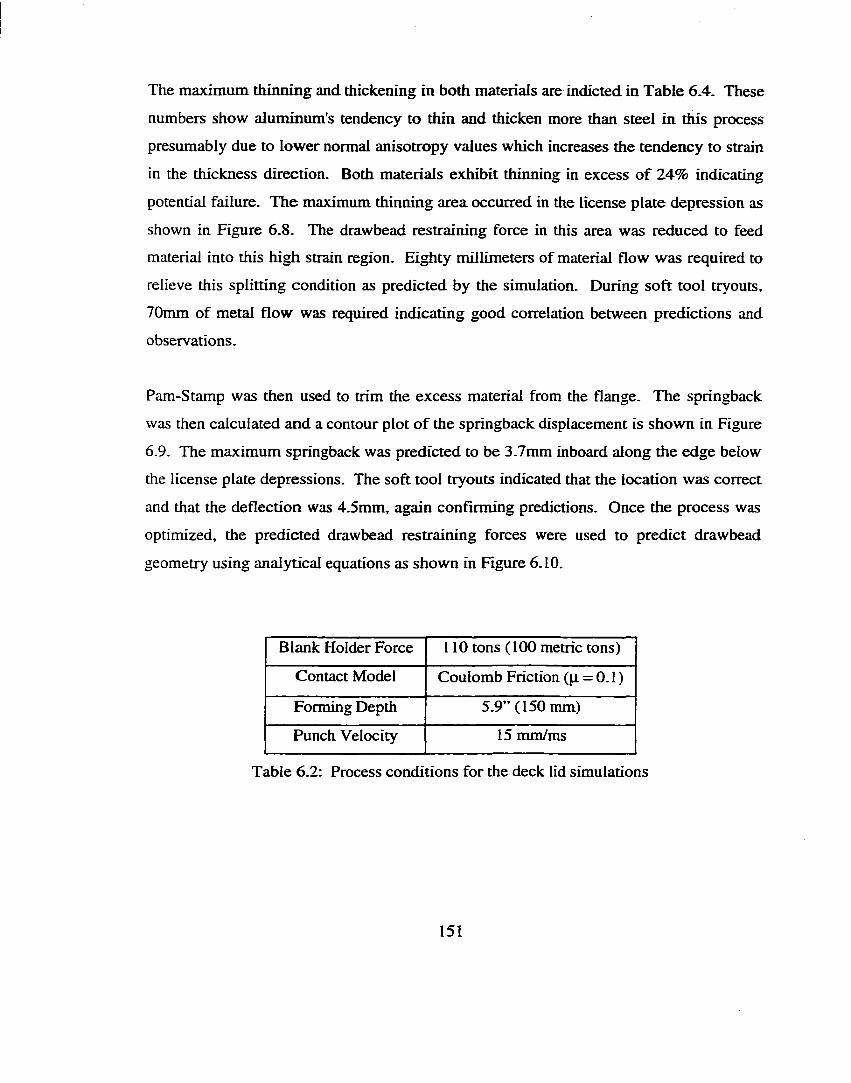
The maximum thinning and thickening in both materials are indicted in Table 6.4. These
numbers show aluminum's tendency to thin and thicken more than steel in this process
presumably due to lower normal anisotropy values which increases the tendency to strain
in the thickness direction. Both materials exhibit thinning in excess o f 24% indicating
potential failure. The maximum thinning area occurred in the license plate depression as
shown in Figure 6 .8 . The drawbead restraining force in this area was reduced to feed
material into this high strain region. Eighty millimeters of material flow was required to
relieve this splitting condition as predicted by the simulation. During soft tool tryouts,
70mm of metal flow was required indicating good correlation between predictions and
observations.
Pam-Stamp was then used to trim the excess material from the flange. The springback
was then calculated and a contour plot o f the springback displacement is shown in Figure
6.9. The maximum springback was predicted to be 3.7mm inboard along the edge below
the license plate depressions. The soft tool tryouts indicated that the location was correct
and that the deflection was 4.5mm, again confirming predictions. Once the process was
optimized, the predicted drawbead restraining forces were used to predict drawbead
geometry using analytical equations as shown in Figure 6.10.
Blank Holder Force 1 1 0 tons ( 1 0 0 metric tons)
Contact Model Coulomb Friction (p. = 0.1)
Forming Depth 5.9” (150 mm)
Punch Velocity 15 mm/ms
Table 6.2: Process conditions for the deck lid simulations
151
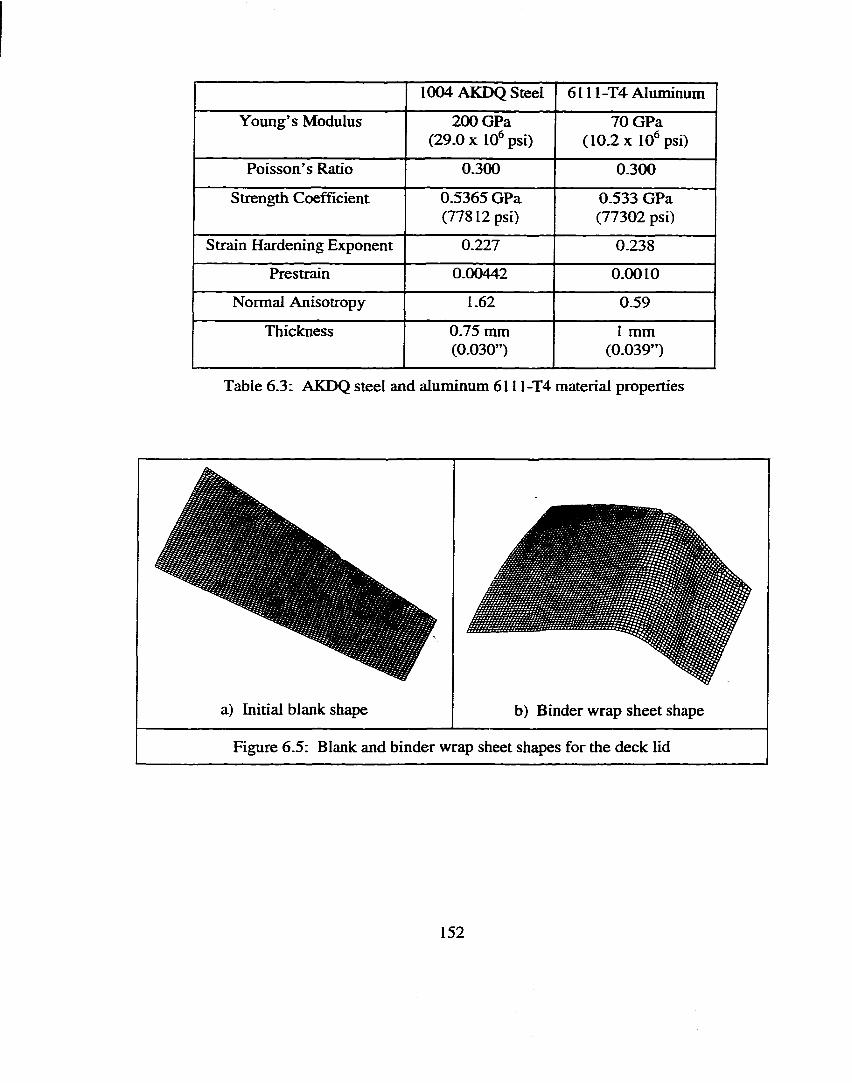
1004 AKDQ Steel 6 111-T4 Aluminum
Young’s Modulus 200 GPa (29.0 X 10® psi)
70 GPa (10.2 X 10® psi)
Poisson s Ratio 0.300 0.300
Strength Coefficient 0.5365 GPa (77812 psi)
0.533 GPa (77302 psi)
Strain Hardening Exponent 0.227 0.238
Prestrain 0.00442 0 . 0 0 1 0
Normal Anisotropy 1.62 0.59
Thickness 0.75 mm (0.030”)
1 mm (0.039”)
Table 6.3: AKDQ steel and aluminum 6111-T4 material properties
a) Initial blank shape b) Binder wrap sheet shape
Figure 6.5: Blank and binder wrap sheet shapes for the deck lid
152
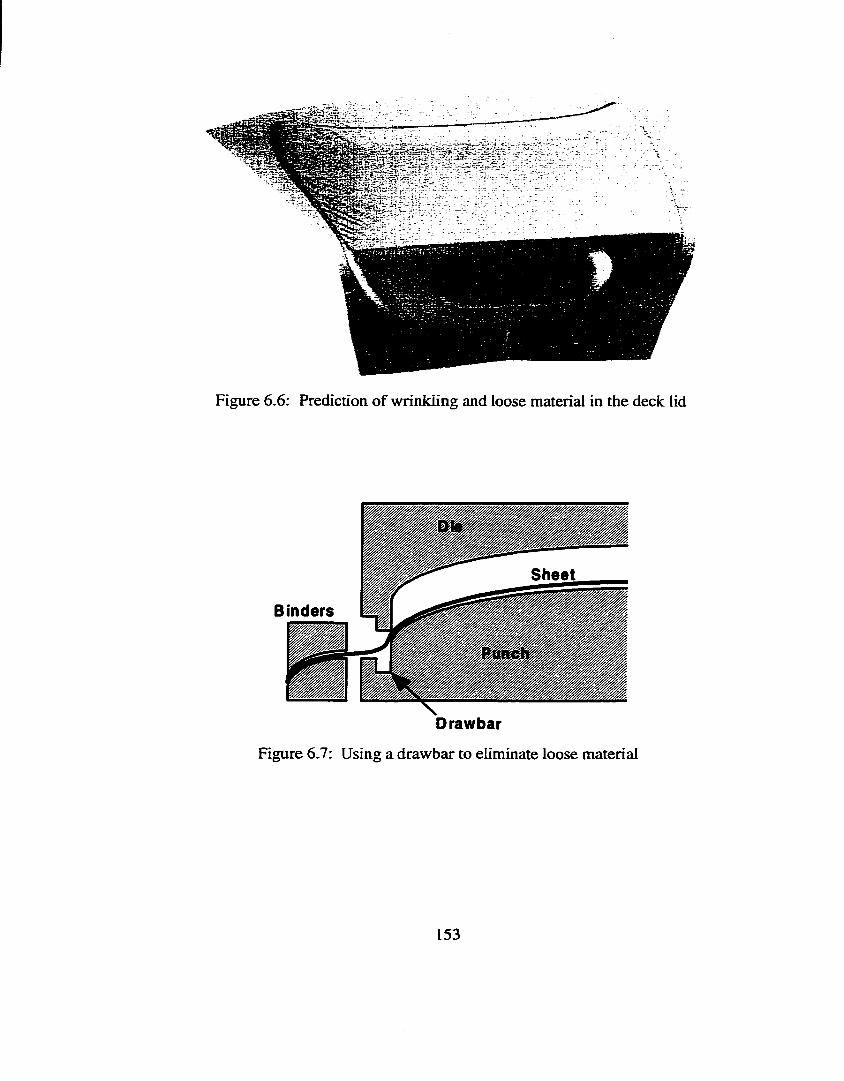
Figure 6 .6 : Prediction of wrinkling and loose material in the deck lid
Sheet
Binders
Drawbar
Figure 6.7: Using a drawbar to eliminate loose material
153
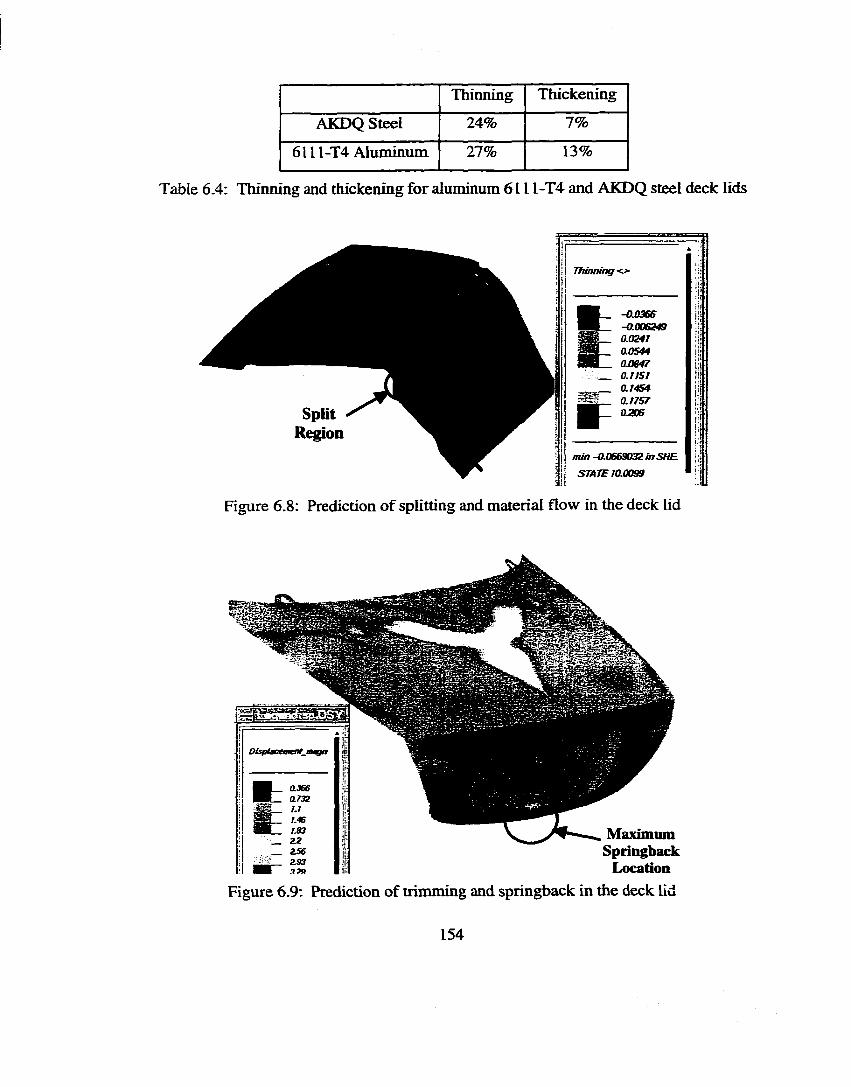
Thinning Thickening
AKDQ Steel 24% 7%
6111-T4 Aluminum 27% 13%
Table 6.4: Thinning and thickening for aluminum 6111-T4 and AKDQ steel deck lids
Thinning-K.
-a o s e s-aOQS249 0.0041 Q.OS44 0.084r
_ 0./757 a 74W
Q.nST aooB
m m -0.0b69O 3Z in SH B
STATE 10.0099
SplitRegion
Figure 6 .8 : Prediction o f splitting and material flow in the deck lid
Dtspiac tment m^gn
Maximum Springback
LocationFigure 6.9: Prediction of trimming and springback in the deck lid
154
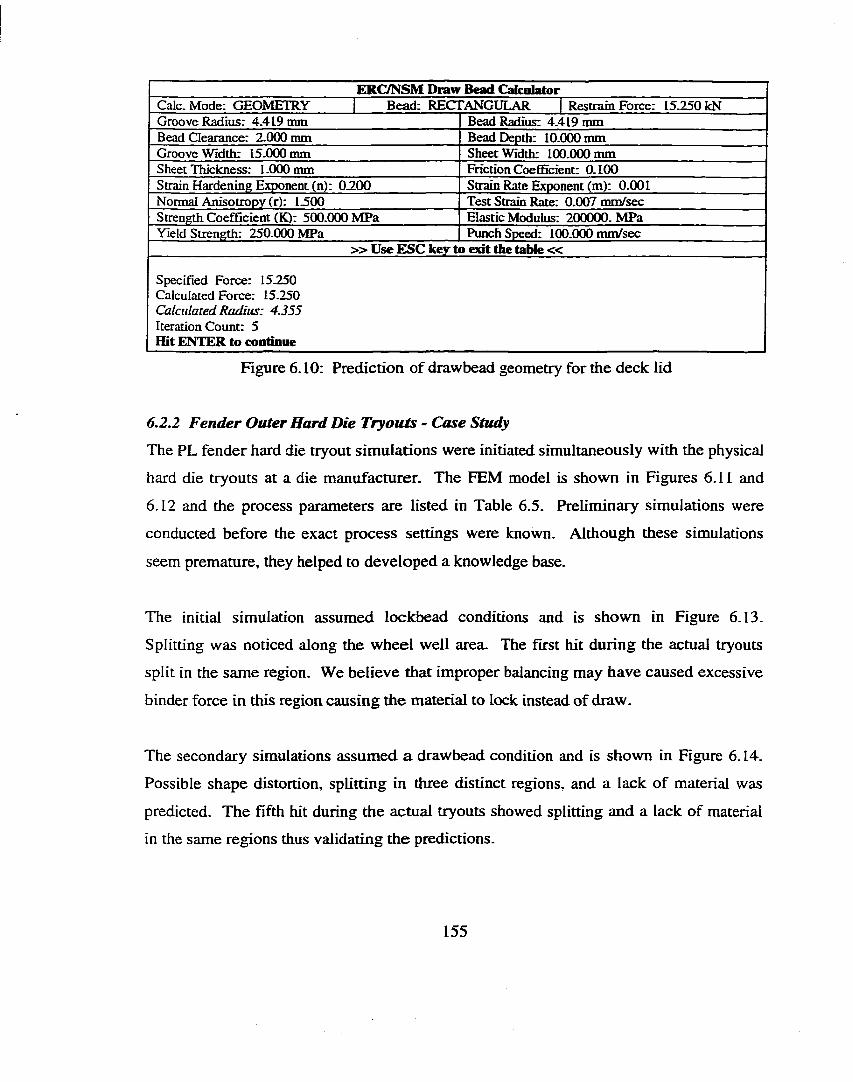
ERC/NSM Draw Bead CalculatorCalc. Mode: GEOMETRY Bead: RECTANGULAR Restrain Force: 15.250 kNGroove Radius: 4.419 mm Bead Radius: 4.419 mmBead Clearance: 2.000 mm Bead Depth: 10.000 mmGroove Width: 15.000 mm Sheet Width: 100.000 mmSheet Thickness: 1.000 mm Friction Coefficient: 0.100Strain Hardening Exponent (n): 0.200 Strain Rate Exponent (m): 0.001Normal Anisotropy (r): 1300 Test Strain Rate: 0.007 mm/secStrength Coefficient (K): 500.000 MPa Elastic Modulus: 200000. MPaYield Strength: 250.000 MPa Punch Speed: 100.000 mm/sec
» Use ESC key to exit the table «
Specified Force: 15.250 Calculated Force: 15.250 Calculated Radius: 4.355 Iteration Count: 5 Hit ENTER to continue
Figure 6 .10: Prediction of drawbead geometry for the deck lid
6.2.2 Fender Outer Hard Die Tryouts - Case Study
The PL fender hard die tryout simulations were initiated simultaneously with the physical
hard die tryouts at a die manufacturer. The FEM model is shown in Figures 6 . 11 and
6.12 and the process parameters are listed in Table 6.5. Preliminary simulations were
conducted before the exact process settings were known. Although these simulations
seem premature, they helped to developed a knowledge base.
The initial simulation assumed lockbead conditions and is shown in Figure 6.13.
Splitting was noticed along the wheel well area. The first hit during the actual tryouts
split in the same region. We believe that improper balancing may have caused excessive
binder force in this region causing the material to lock instead of draw.
The secondary simulations assumed a drawbead condition and is shown in Figure 6.14.
Possible shape distortion, splitting in three distinct regions, and a lack of material was
predicted. The fifth hit during the actual tryouts showed splitting and a lack of material
in the same regions thus validating the predictions.
155
We received the exact drawbead geometry and blank holder force and incorporated the
new information into the third set of simulations. Figure 6.15 shows the binder wrap and
shaded images of the deformation history of the fender. Figure 6.16 shows the draw-in
pattern after the draw stage which predicts a lack of material in the wheel well region.
Figure 6.17 shows a strain contour which predicts areas of low strain.
The combination of poor binder wrap, excessive material flow, and insufficient length o f
line caused the low strain problem in the simulation. After trimming the tryout fender,
the region o f low strain could not retain its geometry thus validating the predictions.
Gainers were added to the section between the left and right hand fenders as shown in
Figure 6.18 to eliminate the low strain condition.
Final process conditions were provided by the die manufacturer for the final fender
simulations. The blank, drawbeads, BHF, and balancing blocks were redesigned as
shown in Figure 6.19. The changes were implemented into the simulation, and final
simulation was run. Figure 6.20 shows that a good panel was obtained thus ending the
tryouts.
The simulated panel was trimmed as a final exercise and is shown in Figure 6.21. To aid
in the visualization of the simulated fender geometry, rapid prototypes were made of the
binder wrap, 75% draw, and 100% draw (Figure 6.22). Nodal and connectivity data were
obtained from Pam-Stamp and fed into a custom-made software developed by the
ERC/NSM to generate stereolithography (STL) files. The STLs were then downloaded
into a fused deposition machine (FDM) to create the models. This process is referred to
as virtual processing.
156
BHF: 548 kN, 768 kN
Drawbead: Locked, 100 N/mm, 139 N/mm
Part Depth: 134.0mm
Material: AKDQ Steel
Thickness: 0.7112mm thick
Stress/Strain: a=550[e+0.0049]°~°*
Anisotropy: rave=L70
Tool Friction(p): 0.10 all tools
Drawbead Friction(p): 0.17 on drawbeads
Table 6.5: Process parameters for the fender outer simulations
1%Figure 6 . 1 1 : Finite element model of the
fender
Figure 6.12: Blank and drawbead layout for the fender
157
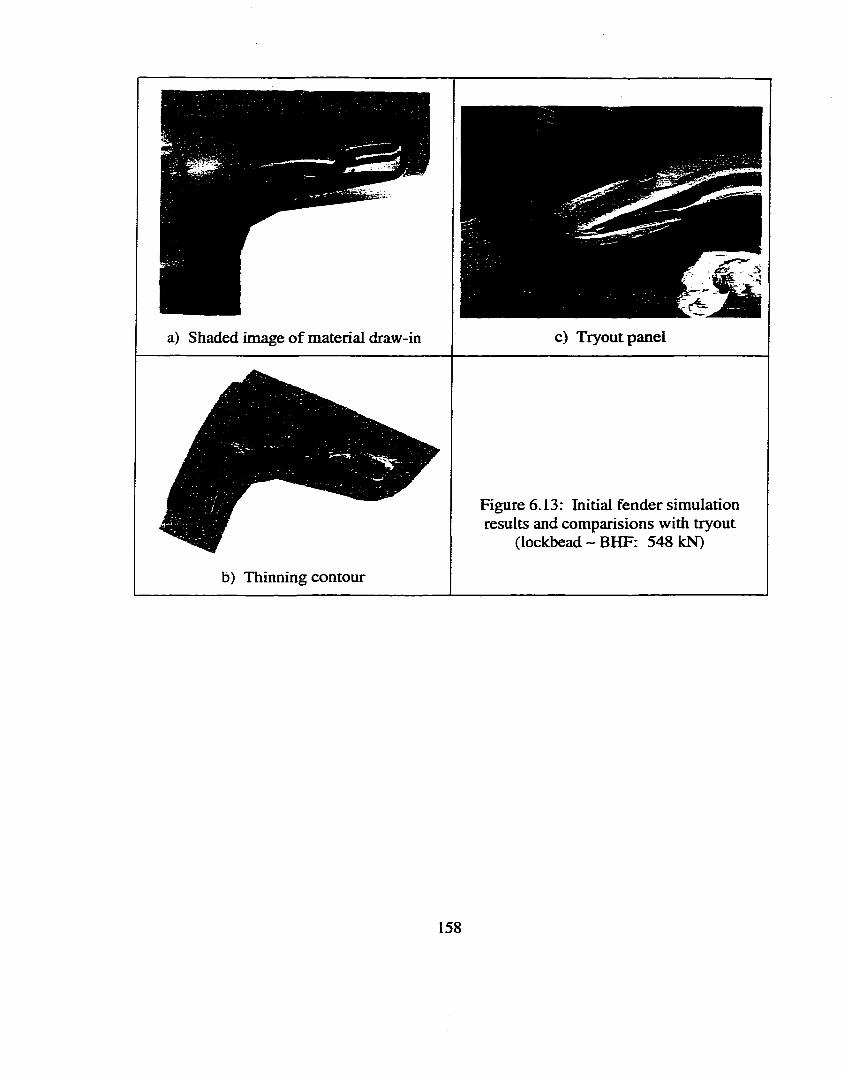
a) Shaded image o f material draw-in c) Tryout panel
Figure 6.13: Initial fender simulation results and comparisions with tryout
(lockbead - BHF: 548 kN)
b) Thinning contour
158
a) Shaded image of material draw-in
b) Thinning contour
c) Shaded image o f wrinkling
Spl itt injd
d) Tryout panel
Figure 6.14: Secondary fender simulation results and comparisions with tryout (drawbead: 100 N/mm ~ BHF: 548 kN)
159
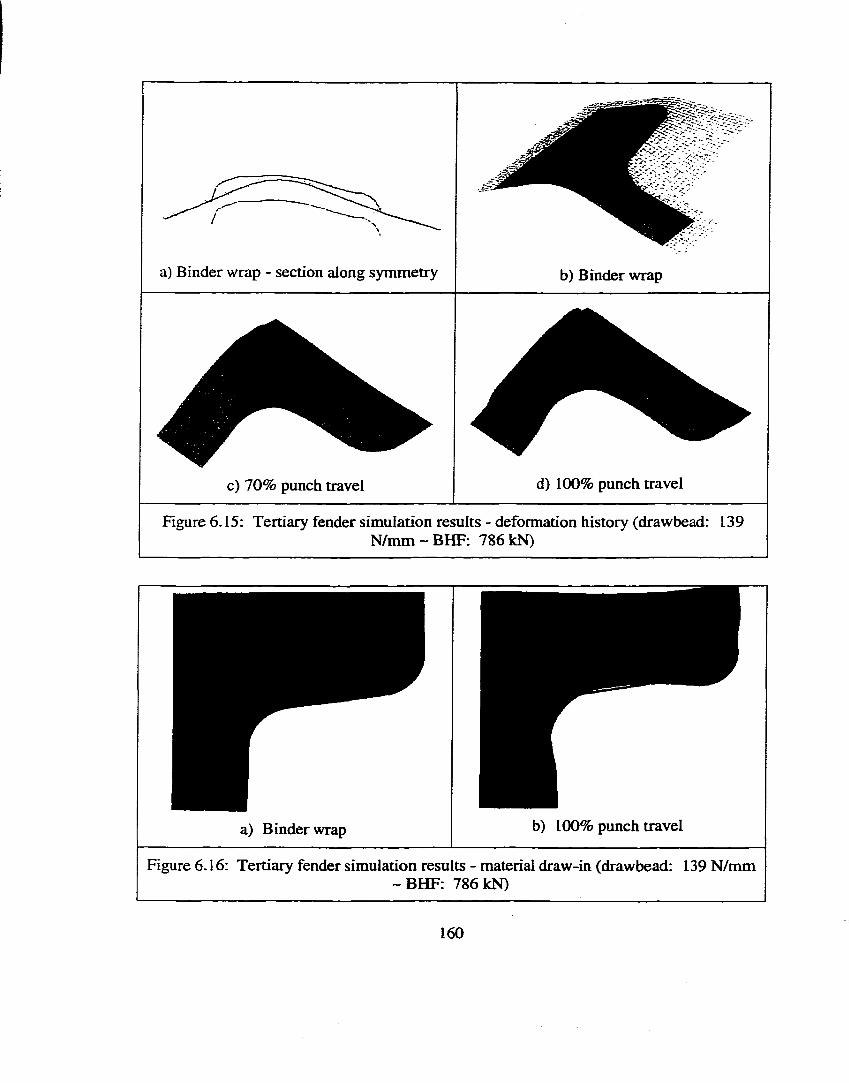
a) Binder wrap - section along symmetry b) Binder wrap
c) 70% punch travel d) 1 0 0 % punch travel
Figure 6.15: Tertiary fender simulation results - deformation history (drawbead: 139N/mm — BHF: 786 kN)
a) Binder wrap b) 1 0 0 % punch travel
Figure 6.16: Tertiary fender simulation results - material draw-in (drawbead: 139 N/mm-B H F : 7 86kN)
160
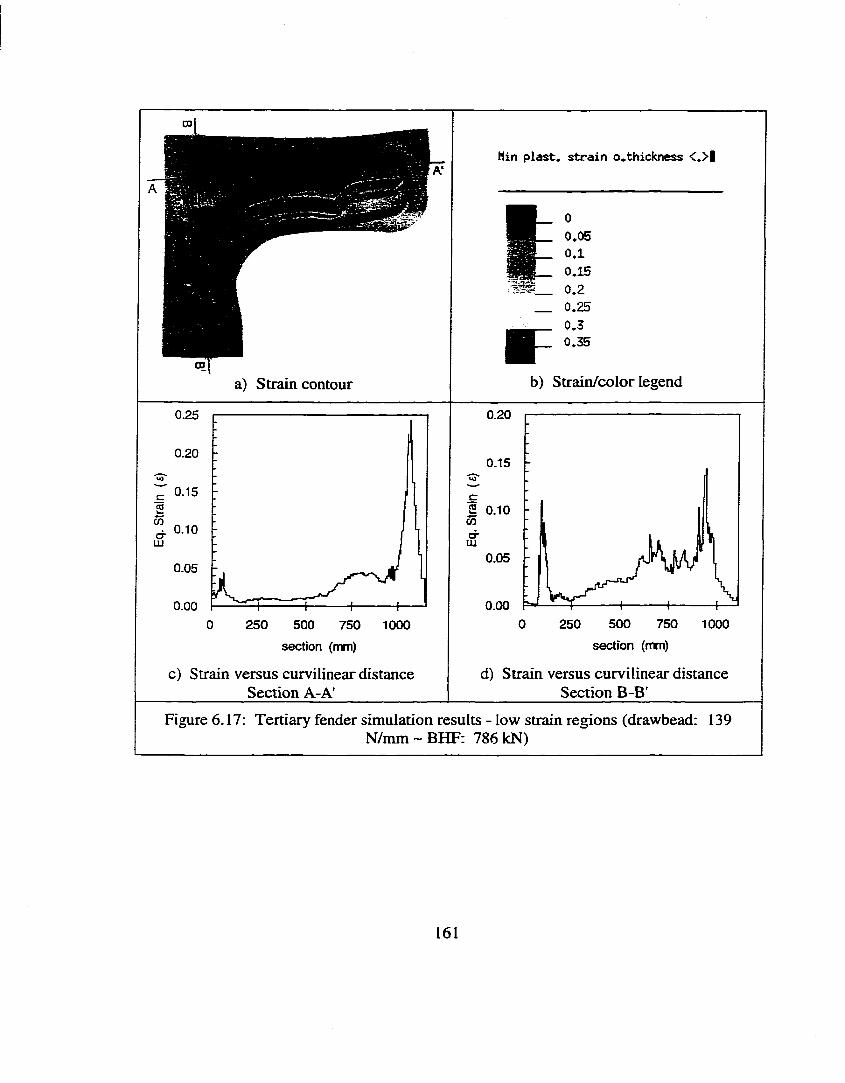
a) Strain contour
Min p last. strain o*thickness 0 |
00.050.10.150.20.250.30.35
b) Strain/color legend
0.25
0.20
0.15
- 0.10crLU
0.05
0.000 250 500 750 1000
0.20
0-15
S 0-10CO
0.05
0.00500 750 10000 250
section (mm)
c) Strain versus curvilinear distance Section A-A’
section (mm)
d) Strain versus curvilinear distance Section B-B
Figure 6-17: Tertiary fender simulation results - low strain regions (drawbead: 139N/mm ~ BHF: 786 kN)
161
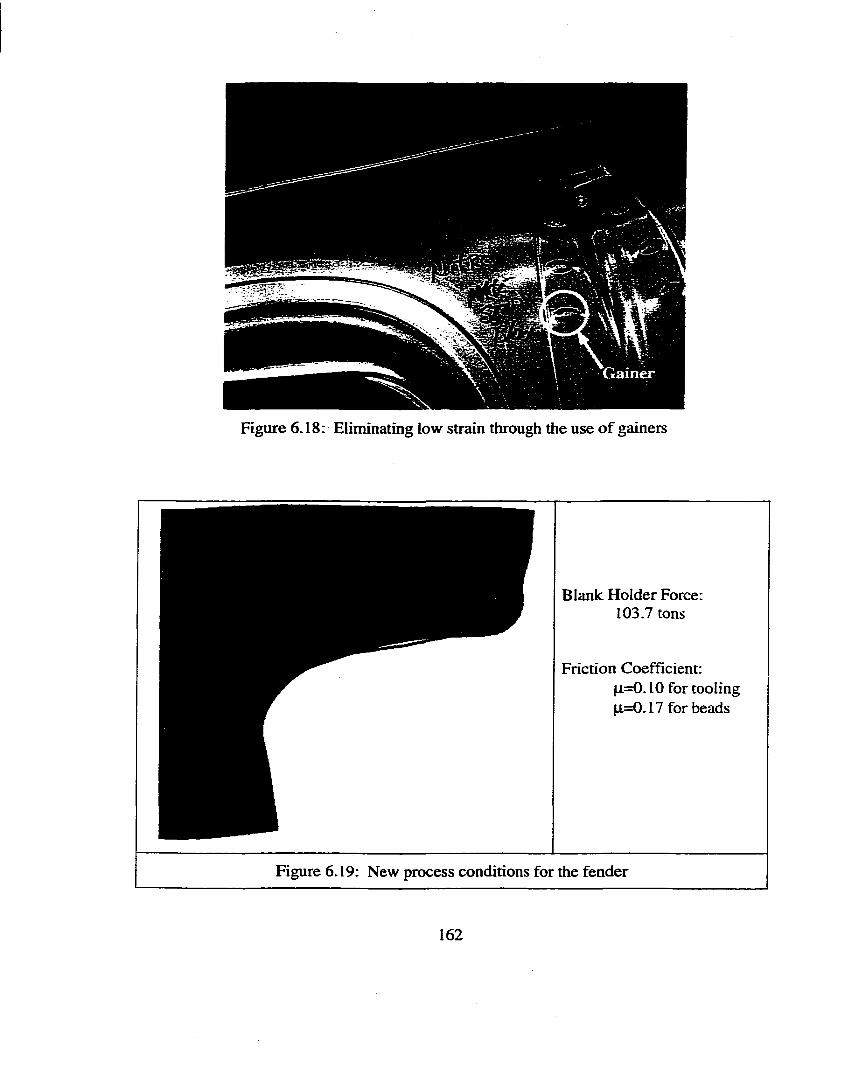
Figure 6.18: Eliminating low strain through the use o f gainers
Blank Holder Force: 103.7 tons
Friction Coefficient:(1 =0 . 1 0 for tooling (1=0.17 for beads
Figure 6.19: New process conditions for the fender
162
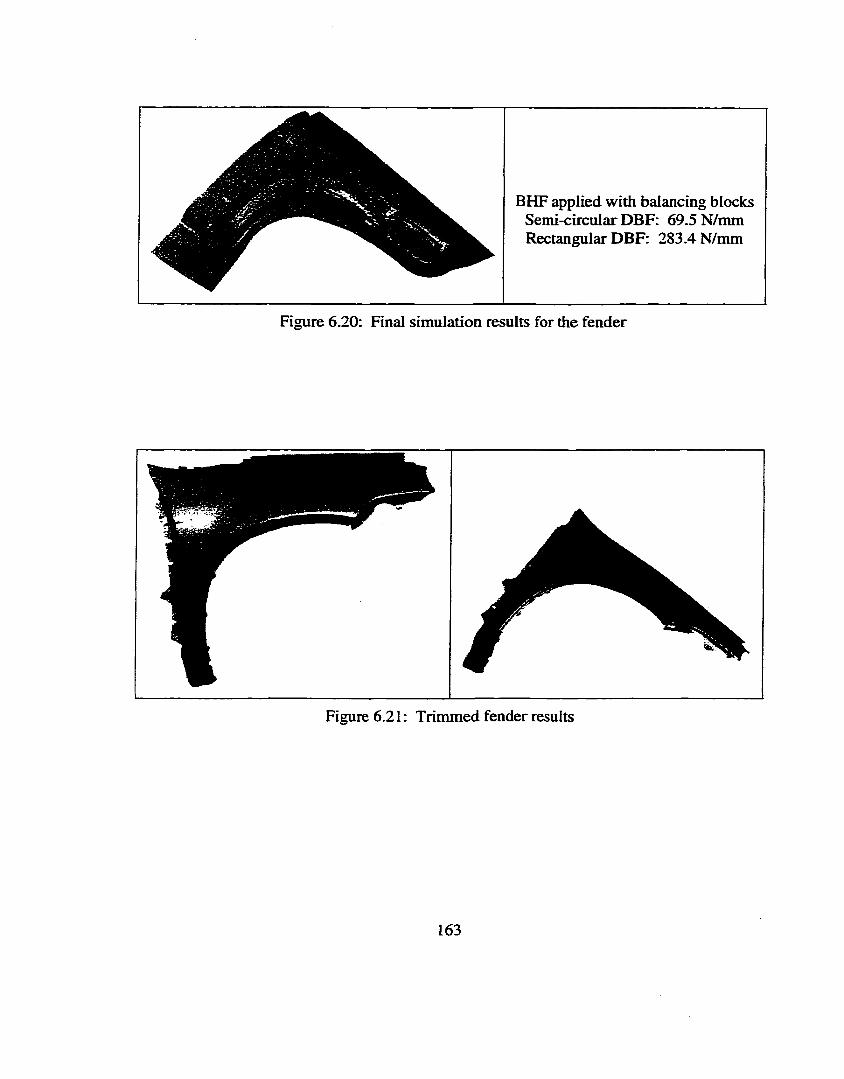
BHF applied with balancing blocks Semi-circular DBF: 69.5 N/mm Rectangular DBF: 283.4 N/mm
Figure 6.20: Final simulation results for the fender
Figure 6.21 : Trimmed fender results
163
Figure 6.22: Rapid prototype of fender simulation - virtual processmg
164
CHAPTER Vn
CONCLUSIONS AND FUTURE WORK
7.1 SummaryThis dissertation has provided the results of a literature search on deep drawing,
stamping, and blank holder force control in Chapters I and 2. This literature review
made it clear that more advanced tools were needed to help engineers design better parts
and processes. In particular, a method to predict optimal BHF profiles was lacking.
Furthermore, a design methodology that properly outlined the use of these tools in the
current part design process was needed.
A detailed research plan was provided in Chapter 3 that would develop and validate this
proposed design methodology and tools. Two methods were presented in Chapter 4 to
predict optimal BHF profiles: analytical equations and FEM with feedback (adaptive
simulation). The purpose of the analytical equations was to allow an engineer to quickly
obtain optimal BHF profiles for simple parts. The adaptive simulation method will be
useful for predicting BHF profiles for complex stampings. Also, a method to predict
splitting in stamping was analytically derived. The procedures and derivations were
accounted for in detail in Chapter 4.
In Chapter 5, the results of an experimental study of the deep drawing and stamping
process was provided. These experiments were used to validate the analytical and
numerical models developed in Chapter 4. Comparisons were made between predictions
of optimal BHF profiles and observations. In general, agreement was good indicating
that the proposed approach is valid.
165
A general description for the proposed design methodology was provided in Chapter 6.
This system outlines the current and proposed design methodology. The proposed design
methodology designates when in the design process does each tool or module enter in.
This design methodology provides the framework by which engineers may improve their
stamping designs. The analytical and empirical tools o f this research will allow engineers
to conduct their work more scientifically. The educational modules provided by this
dissertation will deliver these concepts and tools to engineers in an efficient manner. In
addition, the results and deliverables of the Near Zero Stamping project was described.
7.2 Research ResultsThe following research contributions to the state of the art were developed through this
dissertation:
• Part and process design methodology for the deep drawing and stamping of sheet
metal parts that will lead to a robust process with improved drawability.
• Computerized tools that provide engineers with the effect of process parameters
on part quality (sensitivity data) for various simple tool geometries from
laboratory experiments and computer simulations.
• Mathematical model and computer software that allows engineers to calculate
forming forces, formability limits, required tool geometry, and optimal BHF
profiles for simple part geometries such as round cups, rectangular pans, U-
channels, hemispherical shells, and asymmetric panels.
• Module for commercial finite element method (FEM) programs that implements a
feedback loop into the calculations (adaptive simulation) in order to determine
optimal process BHF time profiles and spatial patterns for general complex
geometries.
1 6 6
7.3 ConclusionsThe following conclusions are made based on the previously described dissertation work:
• Three new laboratory tools have been designed, built, and implemented through
this dissertation work including the rectangular pan tooling, the hydraulic BHF
control system, and the asymmetric panel tooling.
• The analytical and numerical models were successfiiUy validated through the use
of laboratory experiments on round, rectangular, and asymmetric parts.
• The analytical and numerical models successfully predict optimal time and
location variable BHF profiles for simple deep drawing and complex stamping.
• The proposed design methodology has been validated through a series of
industrial cases studies.
• A variety of tools has been developed for the sheet forming engineer including an
interactive module which guides the user through the proposed design
methodology and provides him or her with access to reports, cases studies,
databases, modules, and software developed through the NZS project.
• The results of this dissertation can be used to help implement light weight, less
formable materials into automotive products.
• The appendices at the end of this dissertation outline the detailed procedures to
develop the analytical and numerical tools and can be helpful to anyone who
wishes to follow this work.
7.4 Future WorkThe author of this dissertation proposes the following items as future work:
• Develop an analytical method to predict time and location variable BHF profiles
for rectangular and asymmetric panels.
• Continue the numerical investigation of implementing a feedback loop into
commercial FEM software (adaptive simulation) for the purpose of predicting
optimal time and location variable BHF profiles and vahdate with laboratory
experiments.
167
• Conduct adaptive simulations and experiments with the non-flat rectangular panel
tooling and hydraulic BHF control system.
• Conduct adaptive simulations on industrial parts and validate with industrial
experiments.
• Implement failiue criteria into a commercial FEM program and validate with
laboratory experiments.
• Beta test the proposed design methodology and interactive modules at an
industrial site and use the results to improve the methodology.
168
REFERENCES
Adamson, A.M., Ulsoy, A.G., Demeri, M. (1996) Dimensional Control in Sheet Metal Forming via Active Binder Force Adjustment. Transactions of the North American Manufacturing Research Institution o f SME. Vol. XXIV. pp. 167-172.
Ahmetoglu, Brouwers, D., Shuikin, L., Taupin L., Kinzel, GX., Altan, T. (1995) Deep Drawing of Round Cups from Tailor-Welded Blanks. Elsevier. Journal of Materials Processing Technology. Vol. 53. pp.684-694.
Ahmetoglu, M., Altan, T. (1996) Using Computer Simulations for Sheet Metal Forming. Stamping Quarterly. July/August, pp. 42.
Ahmetoglu, M., Broek, T.R., Kinzel, G., Altan, T. (1996) How to Improve Results when Deep Drawing Rectangular Parts Controlling BHF to Eliminate Wrinkling and Fracture. The Fabricator. October.
Ahmetoglu, M., Kinzel, G., Altan, T. (1996) Advanced Techniques to Improve the Formability of Aluminum Alloys. METALFORM '96 PMA Technical Symposium. March.
Aida Press Handbook (1992) Aida Engineering. Ltd.Aita, S., Khaldi, F., Fontaine, L., Tamada, T., Tamura, E. (1992) Numerical Simulation
of Stretch Drawn Autobody. Warrendale, PA; SAE International Congress and Exposition.
Altan, T., Oh, S., and Gegel, H. L. (1983) Metal Forming: Fundamentals and Applications. American Society for Metals.
Aluminum Association. (1997) Aluminum Standards and Data.
Antunez, H.J., Kleiber, M. (1996) Parameter Sensitivity of Metal Forming Processes. Computer Assisted Mechanics and Engineering Sciences, pp.263-282.
Arrieux, R. (1995) Determination and Use of the Forming Limit Stress Diagrams in Sheet Metal Forming. Journal of Materials Processing Technology. Vol. 53. pp. 47-56.
Asnafi, N. (1993) The Influence of In-Process Variation of Blank Holding Force on Deep-Drawability Swedish Institute for Metals Research. Sept. 27.
169
Auto Body Consortium. (1995) Near Zero Stamping Proposal to the Advance Technology Program (95-02) for the 1995 Motor Vehicle Manufacturing Technology.
Avitzur, B. (1983) Deep-Drawing. Handbook of Metal-Forming Processes, pp. 527- 579.
Badrinarayanan, S., Zabaras, N. (1996) A Sensitivity Analysis for the Optimal Design of Metal-forming Processes. Computer Methods in Applied Mechanics and Engineering, pp.319-348.
Balanethiram, V., Daehn, G. (1994) Hyperplasticity-Increased Forming Limits at High Workpiece Velocities. Scripta Metallurgica. Vol. 31.
Banabic, D., Achimas, G., Dorr, I.R. (1993) The Influence of Pulsatory Straining on the Forming Limit Diagrams. Advance Technology of Plasticity. Proceedings of the Fourth International Conference on Technology o f Plasticity, pp. 1923-1928.
Blickwede, D. (1968) Metals Progress. December, pp. 64-70.
Blurael, K.W., Hartmann, G., Heldbuchel, P. (1991) Computer Driven Variable Blankholder. International Deep Drawing Research Group.
Burk, T.G., Chandorkar, K.V., Story, JM ., Assempoor, A., Kolodziejski, J. (1996) Tool Design For Aluminum Stamping. Aluminum and Magnesium for Automotive Applications Proceedings TMS Materials Week 95 Symposium 1996. pp. 49-67.
Callendar, A., Hartree, D., Porter, A. (1936) Time Lag in a Control System. Philos. Transactions R. Soc. London. Cambridge University Press.
Cao, J., Bakkestuen, R., Jalkh, P., Boyce, M.C., Hardt, D.E. (1994) Improvement of Forming Height and Stability of Aluminum Parts Using Active Binder Control- International Deep Drawing Research Group.
Ceretti, E., Giardini, C., Maccarini, G. (1994) Theoretical and Experimental Analysis of Non-Axisymmetrical Deep Drawing. Journal of Materials Processing Technology. Vol. 54. pp. 375-384.
Cherril, A.P., Zhang, S., Ousterhout, K.B. (1996) A Variable Force Binder for a Draw Press. Journal of Materials Processing Technology. Vol. 73. pp. 7-17.
Chiang, D., Kobayashi, S. (1966) The Effect of Anisotropy and Work-Hardening Characteristics on the Stress and Strain Distribution in Deep Drawing. Journal of Engineering for Industry. November, pp. 443.
Crockroft, M., Latham, D. (1968) Ductility and the Workability of Metals. Journal Institute of Metallurgy. Vol. 96. pp. 33-39.
Crowley, C. (1998) Investigation of Process Variables in Deep Drawing of Round Cups and Asymmetric Stamping Design and Tryout. M.S. Thesis. The Ohio State University. Columbus, Ohio.
170
Decaillet, C., Millet, P., Saur, E. (1990) Recent Developments in Aluminum Sheet Manufacture for Car Body Panels. International Journal of Vehicle Design. Vol. 11. No. 3.
Diller, M. (1997) A Systematic Approach to Automotive Stamping Design with Finite Element Analysis. M.S. Thesis. The Ohio State University. Columbus, Ohio.
Doege, E., Sommer, N. (1987) Blank Holder Pressure and Blank Holder Layout in Deep Drawing of Thin Sheet Metal. Advanced Technology of Plasticity. Vol. 2. pp. 1305-1314.
Doege, E., Stock G. (1995) Locked Tool - Deep-Drawing Process and Examples of Operations with Elastic Blank-Holders. SAE Paper No. 950917.
Duncan, J.L., Sowerby, R. (1987) Review of Practical Modeling Methods for Sheet Metal Forming. 2nd International Conference on Technology of Plasticity, 1. pp. 615-624.
Eary, D., Reed, E. (1974) Techniques of Pressworking Sheet Metal: An Engineering Approach to Die Design Prentice Hall, Inc.
El Sabaie, M., Melior, P. (1972) Plastic Instability Conditions in the Deep Drawing of a Circular Blank of Sheet Metal. International Journal of Mechanical Sciences, pp. 535.
Esche, S., Kinzel, G., Altan, T. (1996) Review of Failure Analysis in Sheet Metal Forming Simulations. NUMISHEET.
Esche, S.K., Khamitkar, S., Kinzel, G.L., Altan, T. (1996) Process and Die Design for Multi-Step Forming of Round Parts from Sheet Metal. Journal of Materials Processing Technology. Vol. 59. pp. 24-33.
Feteke, J R. (1997) Overview of Sheet Metals for Stamping. SAE Papers. No 970715. pp. 125-137.
Forming Technologies Inc. (1994) Stampability of Aluminum Panels With Reference to Spotting of Blankholder and Selection of Drawbead. Oakville, Ontario.
Frankling, G., Powell, J., Emami-Neiini, A. (1994) Feedback Control o f Dynamic Systems. Addison-Wesley. 3"* Edition.
Gerdeen, J.C., Huang, M. (1992) Factors Affecting the Formability of Comers in Sheet Metal Parts. SAE Technical Paper Series. No. 920637. pp. 173-181.
Ghouati, O., Gelin, J.C. (1996) Sensitivity Analysis and Optimization o f Shape and Process Parameters in Metal Forming. PD-Vol.75. Engineering Systems Design and Analysis. Vol.3. ASME.
Goodwin, G.M. (1968) Application Of Strain Analysis To Sheet Metal Forming Problems In The Press Shop. SAE Paper No. 680093.
171
Gotoh, M-, Katoh, M., Yamasitha^ M. (1997) Studies of Stretch-Drawing Process of Sheet Metals. Journal of Materials Processing Technology. Vol. 63. pp. 123- 128.
Guida, M., Li, X., Messina, A., Strona, P. (1994) Industrial Integrated Methodology for Deep-Drawing Process Optimization by Numerical Simulation. Journal Material Processing Technology. Vol.45. pp.323-328.
Gunnarsson, L., Thilderkvist, P., Runesson, J. (1997) In-Process Control of the Blank Holder Force with Gas Springs Applied on a Modified Cup Test and a Muffler. Swedish Institute for Metals Research. Feb. 26.
Hancock, T. (1989) A Systems Approach to Sheet Metal Processing. Computers in Industry. Vol. 13. pp. 245-251.
Hardt, D., Fenn, R. (1993) Real-Time Control of Sheet Stability During Forming. Journal of Engineering Industry. Vol. 115. pp. 299-308.
Haug, E., Di Pasquale, E., Pickett, AJC., and Ulrich, D. (1991) Industrial Sheet Metal Forming Simulation using Explicit Finite Element Method. Int. VDI Conference, Zurich. May 14-16.
Haug, E., Lefebvre, D., Heath, A., Recke, L., Guida, M., Panico, F., Westerling, C., Felder, E., Levaillant, C„ Netsch, T., Mazilu, P. (1994) Investigation for an Innovative Methodology for Sheet Metal Stamping. Presented at Umformtechnisches KoUoquiura Darmstadt (U K D '94). March 16-17.
Hayashi, Y., Takatani, M. (1984) New Forming Method for Avoiding Geometrical Defects of Outer Auto-body Panels. IDDRG 13^ Beinnal Congress, pp. 63-72.
Hecker, S. (1974) Metallurgical Engineering Quarterly, v 14, #4, 30.
Herderich, M. (1990) Experimental Determination of the Blankholder Forces Needed for Stretch Draw Die Design. Warrendale, PA: Society of Automotive Engineers. No. 900281. pp. 53-61.
Hill, R. (1979) Theoretical Plasticity of Textured Aggregates. Math. Proc. Cambridge Phil. Soc. Vol.85. pp. 179-191.
Hill, R. (1980) Constitutive Modelling of Orthotropic Plasticity in Sheet Materials. Journal of Mech Phys Solids. Vol. 38. No. 3. pp. 405-417.
Hirose, Y., Hishida, Y., Furubayashi, T., Oshima, M. (1990) Research on Techniques for Controlling Body Wrinkles by Controlling the Blank Holder Force. Spring Conference on Plastic Working, pp. 1-11.
Hishida, Y., Ujihara, S., Furubayashi, T., Hirose, Y., Kojima, M. (1990) Development of Blank Holding Force Control Forming Method— Part I. Nissan Motor Co. Ltd. Sumitomo Metal Industries Ltd.
172
Hishida, Y., Wagoner. R. (1993) Analysis of Blank Holding Force Control Forming Using Hydraulic Forming Simulator. Advanced Technology o f Plasticity. Vol. 2. Proceedings of 4th International Conference on Technology o f Plasticity, pp. 1740-1746.
Hobbs, R. (1974) Section I: Classification of Sheet Metal Operations, Prediction and Analysis o f Press Performance for Sheet Steels. BPH Technical Bulletin. Vol. 18. pp. 1-13.
Holt, R. ( 1998) Advances in Forming o f Aluminum Sheet for Automotive Applications. 3rd International Conference on Sheet Metal Forming Technology. Fabricators & Manufacturers Association.
Hosford, W. (1985) Comments on Anisotropic Yield Criteria. International Journal of Mechanical Sciences. Vol. 27. No. 78. pp. 423-427
Hosford, W., Caddell, R. (1993) Metal Forming: Mechanics and Metallurgy. New Jersey: Prentice Hall.
Jirathearanat, S. (1998) Virtual Processing and Rapid Tooling Techniques in Sheet Metal Forming. M.S. Thesis. The Ohio State University. Columbus. Ohio.
Kalpakjian, S. (1984) Manufacmring Processes for Engineering Materials. Addison- Wesley.
Karaflllis, A., Cao, J., Boyce, M. (1994) Simulation and Control of Sheet Metal Forming. Proceedings of the 15th Riso International Symposium on Materials Science: Numerical Predictions of Deformation Processes and the Behavior of Real Materials. Riso National Laboratory, Denmark.
Karima, M. (1994) Practical Application of Process Simulation in Stamping. Journal of Materials Processing Technology. Vol. 46. pp. 309-320.
Karima, M., Donatelli, V. (1989) Understanding Blank Holder Effect on Formability of Sheet Metal Stampings. SAE Annual Congress and Exposition, pp. 1-10.
Kawai, N. (1961) Critical Conditions o f Wrinkling in Deep Drawing of Sheet Metals. Bulletin of Japan Society of Mechanical Engineers. Vol. 4. No. 13. Reports 1-3. pp. 169-192.
Keeler, S. (1965) Determination of Forming Limits in Automotive Stampings. Sheet Metal Industries, pp. 683.
Kergen, R. (1983) Closed Loop Control of Blankholder Force Based on Deep Drawing Parameters: Its Laboratory and Industrial Applications. International Deep Drawing Research Group. Helsinki.
Kergen, R. (1996) A Comparison of Different Blank Holder Force Control Principles Based on the Cup Test. International Deep Drawing Research Group.
173
Kergen, R., Dauby, B. (1995) Computerised Control of BHF in Deep Drawing: A System Allowing Independent Closed Loop Control of the Blank Holder Force on Several Zones of the Blank Holder. International Deep Drawing Research Group.
Kergen, R., Jodogne, P. (1992) Computerized Control o f the Blankholder Pressure on Deep Drawing Presses. SAE Technical Papers. No. 920433.
Kojima, N. (1986) Effects of Drawbead Geometry on Drawbead Forces in Sheet Metal Forming. Proceedings of Advance Technology of Plasticity, pp. 434-435.
Konieczny, A., Kolodziejski, J., Karima, M. (1996) On Feasibility Assessment Tools for Car Body Styling and Body/Product Design. IBEC Body Assembly and Manufacturing.
Korhonen, A. (1982) Drawing Force in Deep Drawing o f Cylindrical Cup with Flat- Nose Punch. Journal of Engineering for Industry. February. Vol. 104. pp. 29.
Kuehne, L., Wohnig, W. (1993) Design and Simulation o f Press Dies for Body Panels. IBEC. pp. 73-80.
Kurii, K-, Shinabe, M., Hirabayashi, Y., Akiyama M. (1995). Binding Force Control of Uni-Pressure Cushion in Automobile Panel Stamping. SAE Paper #950916.
Kusuda, H , Takasago, T., Natsumi, F. (1996) Formability o f Tailored Blanks. Proceedings of the 2nd International Conference & Exhibits on Sheet Forming Technology.
Lange, K. (1985) Handbook of Metal Forming (Lehrbuch der Umformtechnik). Berlin, Springer- Verlag.
Lee, C.H., Huh, H. (1997) Blank Design and Strain Prediction of Automobile Stamping Parts by an Inverse Finite Element Approach. Journal of Materials Processing Technology. January, pp. 645-650.
Leu, D.K. (1997) Prediction of the Maximum Drawing Load in the Cup-Drawing Process of Sheet Metals. Journal of Materials Processing Technology. Vol. 72. pp. 256-261.
Livatyali, H. (1998) Computer Aided Process Design of Selected Sheet Metal Bending Processes - Flanging and Hemming. Ph D. Dissertation. The Ohio State University. Columbus, Ohio.
Logan, R.W. (1996) Use of Non-Quadratic Yield Surfaces in Design of Optimal Deep- Draw Part Geometry. Society of Automotive Engineers. No. 960597. pp. 61-72.
Majlessi, S.A., Lee, D. (1993) Deep Drawing of Square-Shaped Sheet Metal Parts, Part 2: Experimental Study. Journal of Engineering for Industry. Vol. 115. pp. 110- 117.
Makinouchi, A. (1996) Sheet Metal Forming Simulation in Industry. Journal of Materials Processing Technology. Vol. 60. pp. 19-26
174
Manabe, K., Nishimura, H. (1987) An Improvement in Deep Drawability of Steel/Plastic Laminate Sheets by Control of Blank Holding Force. Advanced Technology of Plasticity. Vol. 2. pp. 1297-1304.
Manabe, K., S. Yoshihara, M. Yang, Nishimura, H. (1995) Fuzzy Controlled Variable Blank Holding Force Technique for Circular Cup Deep Drawing of Aluminum Alloy Sheet. Transactions o f the North American Manufacturing Research Institution of SME. No MF995-121. Vol. 13. pp. 41-46.
Manabe, K., Yang, M., Teramac, T., Nishimura, H. (1996) Development of a Square- Cup Deep-Drawing Simulator with Cellularly Divided Blank Holder Control System. 19th International Deep Drawing Research Group Biennial Congress.pp. 101-108.
Manabe, K., Yoshihara, S., Nishimura, H., Shibata, A. (1996) Theoretical Analysis of Punch Speed and Blank Holder Force Control in Deep Drawing Process of Strain- Rate-Sensitive Materials. Proceedings of AS ME International Mechanical Engineering Congress, Dynamic Systems and Control Division. DSC-Vol. 58. pp. 175-182.
Marciniak, Z., Duncan, J i . (1991) The Mechanics of Sheet Metal Forming. London: Edward Arnold.
McVay, G., Courtright, E., Jones, R., Smith, M., Pacific Northwest National Lab. (1998) Reducing Manufacturing Costs: Key to Increasing Light Metal Usage inAutomotive Applications. Light Metal Age. Vol. 56. No. 9, 10. Fellom Publishing. San Franscico, CA.
Michigan Technological University. (1994) International Workshop on the Application of Closed Loop Control in Metal-Forming Processes.
Michler, J., Weinmann, K. (1995) Experimental and Finite Element Study of Sheet Metal Flow in a Strip Test Apparatus with Controllable Drawbead Penetration. Transactions of NAMRJ/SME. Vol. XXIII. pp. 45-50.
Michler, J.R., Kashani, A.R., Bohn, M L., Weinmann, K.J. (1995) Feedback Control of the Sheet Metal Forming Process Using Drawbead Penetration as a Control Variable. Transactions of the North American Manufacturing Research Institution of SME. Vol. X X d . pp. 71-76.
Mielnik, E.M. (1991) Metalworking Science and Engineering. McGraw-Hill, NY.Moessle, E. (1983) Influence of Deep-Drawing on the Surface State of Aluminum
Materials. Aluminum. May. Vol. 59. No. 5. pp. 349-357.
Muderrisoglu, A., Livatyali, H., Ahmetoglu, M., Altan, T. (1997) Computer Aided Design for Bending, Flanging and Hemming of Steels and Aluminum Alloys. Proceedings of the PMA Metalform '97 Symposium. March 9-12. Chicago, IL. pp. 151.
175
Murata, A., Matsui, M. (1994) Effects o f Control of Local Blank Holding Forces on Deep Drawability of Square Shell. International Deep Drawing Research Group, pp. 503-512.
Nakagawa, T. (1993) Recent Developments in Auto Body Panel Forming Technology. Annals of CIRP. Vol. 42/2. pp. 717-722.
Nakagawa, T., Nakamura, K. (1996) Various Applications of Hydraulic Counter- Pressure Deep Drawing. Proceedings of the 2nd International Conference & Exhibits on Sheet Forming Technology.
Nine, H.D. (1978) Drawbead Forces in Sheet Metal Forming. Mechanics of Sheet Metal Forming. Ed. Koistinen, D. P., Wang, N. M. Plenum Press, pp. 179-211.
Obermeyer, E.J., Majlessi, S_A. (1998) A Review of Recent Advances in the Application of Blank-Holder Force Towards Improving the Forming Limits of Sheet Metal Parts. Journal of Engineering Materials and Technology. Vol. 75. pp. 222-234.
Oehler, G., Kaiser, F. (1973) Blanking, Punching, and Drawing Tools. Fertingungstech. U. Betr., 17.
Okamoto, L, Takahashi, A., Sugiiu'a, H., Hiramatsu, T., Yamada, N., Mori, T. (1988) Computer Aided Design and Evaluation System for Stamping Dies in Toyota. SAE Technical Paper Series. No. 880524. pp. 79-89.
Osakada, K., Wang, C., Mori, K. (1995) Controlled FEM Simulation for Determining History of Blank Holding Force in Deep Drawing. Annals of the CIRP. Vol. 44/1. pp. 243-246.
Pahl, K.J. (1996) New Developments in Multi-Point Die-Cushion Technology. Proceedings o f 2nd International Conference on Sheet Metal Forming Technology. Engineering Research Center for Net Shape Manufacmring, Columbus, Ohio.
Painter, M., Pearce, R. (1976) Metal Flow Though a Drawbead. Sheet Metal Industries, pp. 12-19.
Park, K., Kim, Y. (1995) The Effect of Material and Process Variables on the Stamping Formability of Sheet Materials. Journal of Materials Processing Technology. Vol. 51. pp. 64-78.
Prasad, A.V., Chamverdi, R.C. (1996) Deep Drawing o f Cylindrical Cups — An Improved Software for Industrial Use. Numisheet. pp. 94-101.
Ray, R., Berry, J. (1970) Prediction of Press Loads in Deep Drawing Ti-6Al-4V, Stainless Steel AISI 304 and Inconel X Alloy Under Various Conditions of Lubrication at Room Temperamre. Transactions of the ASME. May. pp. 412.
Rebeio, N., Nagtegaal, J.C., Hibbitt, H.D. (1989) Practical Aspects of Modeling Sheet Forming Processes. NUMIFORM.
176
Roll, K. (1995) Finite Element Simulation of Eitemal and External High Pressure Forming. Proceedings of the Sheet Forming Technology Conference. Technical University Stuttgart, pp. 421-434.
Ruger, H. (1989) Modem Control o f Deep Drawing Presses. Sheet Metal Industries. May. pp. 221-223.
Sachs, G. (1951) Deep Drawing o f Thin-Walled Cylindrical Cups. Principles and Methods of Sheet-Metal Fabricating. Reinhold Publishing Co., NY. pp. 185-186.
Saran, M. (1997) Sensitivity of Forming Process to Variation of Material and Process Parameters. Society of Automotive Engineers.
Saran, M.J. (1990) Numerical and Experimental Investigations of Deep Drawing of Metal Sheets. Journal of Engineering for Industry. August. Vol. 112. pp. 272- 277.
Schey, J.A. (1996) Friction and Lubrication in Drawing Coated Steel Sheets on Chromium-Coated Beads. Lubricating Engineering. Sept. Vol. 52. No. 9. pp. 667-681.
Schey, J.A. (1997) Friction in Sheet Metalworking. SAE Technical Paper Series. No. 970712. International Congress and Exposition. February.
Schlegel, M. (1994) Pressure Controlled Nitrogen Cylinders for Draw Dies. Journal of Materials Processing Technology. Vol. 46. pp. 505-518.
Schuler GmbH. (1998) Metal Forming Handbook. Springer-Verlag, Berlin.
Schunemann, M., Ahmetoglu, M.A., Altan, T. (1996) Prediction of Process Conditions in Drawing and Ironing of Cans. Journal of Materials Processing Technology. Vol. 59. pp. 1-9.
Sellin, W. (1931) Handbook of Drawing Technology. Berling: Springer.
Semiatin, S. (Ed.). (1988) Deep Drawing. Metals Handbook. Vol. 14: Forming and Forging. American Society of Metals, pp. 575-590.
Semiatin, S. (Ed.). (1988) Stretch Forming. Metals Handbook. Vol. 14: Forming and Forging. American Society o f Metals, pp. 591-598.
Shang, H.M., Qin, S., Mo, J. (1996) Combined Effect of Drawing and Stretching in Axisymmetrical Sheet Forming. Journal of Materials Processing Technology. Vol. 62. pp. 454-457.
Shiraya, S. (1993) A Study of the Estimation Method for Sheet Blank Shape. Toyota Technical Report. Vol.43.
Shulkin, L. (1998) Blank Holder Pressure (BHP) Control with Flexible Blank Holder in Sheet Metal Forming. Ph D. Dissertation. The Ohio State University. Columbus, Ohio.
177
Shulkin, L. Rowan, D-, Kinzel, G., Altan, T. (1996) A New Hydraulic/Nitrogen Blank Holder Force Control System. Proceedings o f the ICTP. pp. 813.
Siebel, E., Beisswanger, H. (1955) Deep Drawing. Munich: Carl Hanser.
Siegert, K. (1995) Closed- Loop Control System for Blank Holder Forces In Deep Drawing. Annals o f CIRP. Vol. 44/1/1995. page 251-254.
Siegert, K. (1998) Tendencies in Draw Dies. 3"* International Conference on Sheet Forming Technology. Columbus, Ohio. Fabricators & Manufacturers Association.
Siegert, K., Harthun, S., Engelmann, D. (1996) Binder Design for Automotive Body Panels. SAE Technical Papers. No. 960822.
Siegert, K., Klamser. (1991) Four Point Hydraulic Draw System for Single Acting Mechanical Presses. Proceedings of the Conference on Draw Systems for Single Action Presses for Sheet Metal Forming. Technical University Stuttgart, pp. 41.
Siegert, K., Knabe, E. (1995) Fundamental Research and Draw Die Concepts for Deep Drawing of Tailored Blanks. SAE Technical Paper Series. No. 950921. pp. 159-169.
Siegert, K., Ziegler, M. (1997) Pulsating Blankholder Force. SAE Technical Papers. Paper No 970987. pp. 249-259.
Siegert, K., Ziegler, M., Wagner, S. (1996) Closed Loop Control of the Friction Force. Proceedings of 2nd International Conference on Sheet Metal Forming Technology. Engineering Research Center for Net Shape Manufacturing, Columbus, Ohio.
Siekirk, J. (1986) Process Variable Effects on Sheet Metal Quality. Journal of Applied Metal Working. Vol. 4. No. 3. pp. 262-269.
Siekirk, J. (1988) A Systems Approach to Sheet Metal Forming Process Control. Proceedings of the International Deep Drawing Research Group, pp. 1-7.
Sklad, M., Siekirk J. (1990) Aspects of Process Variables in Sheet Forming Simulation. International Deep Drawing Research Group, pp. 1-9.
Smith, D. A. (1994) Fundamentals of Pressworking. Society of Manufacturing Engineers (SME). Dearborn, Michigan.
Smith, M., Dunn, J. (1993) Lubrication Considerations for Aluminum Automotive Sheet. Journal of the Society of Tribologists and Lubrication Engineers.
Sonuner, N. (1986) Blankholder Force and Design o f Blankholders in Deep Drawing. University of Hannover. IFUM, VDI VERLAG.
Spisak, E., Stachowicz, F. (1994) Deformation Analysis o f Large-Sized Autobody Panels. Journal of Materials Processing Technology, pp. 817-826.
178
Stasik, M.,. Wagoner R. (1999) Forming of Tailor-Welded Aluminum Blanks. International Journal of Forming Technology (accepted for publication).
Story, J., Heinemann, S., Naegeler, S., Fraunhofer, USA. (1998) Forming and Joining Issues and Processes for Aluminum Tailored Blank Applications. Light Metal Age. Vol. 56. No. 9, 10. Fellom Publishing. San Franscico, CA.
Stoughton, T 3 . (1988) Model o f Drawbead Forces in Sheet Metal Forming. 15th Congress of IDDRG. May 16-18. Dearborn, MI. pp. 205-215.
Takahashi, A., Okamoto, I. (1988) Computer Aided Design Engineering in Body Stamping. Annals of CIRP. Vol. 37. pp. 569-577.
Tang, D., Wang, X. (1996) A Study o f Overlapping Vibration on Blank Holder for Improving Deep Drawing. Advanced Technology of Plasticity. Vol. 2. Proceedings of 5th International Conference on Technology of Plasticity, pp. 819-822.
Tatenami, T., Seki, Y. (1993) Effect of Controlling Blank Holding Force in Suppressing Wrinkle in Sheet Metal Forming. Advanced Technology of Plasticity. Vol. 3. Proceedings of 4th International Conference on Technology of Plasticity, pp. 1917-1922.
Taupin, E., Breitling, J., Wu, W., Altan, T. (1996) Material Fracture and Burr Formation in Blanking Results of FEM Simulation and Comparison with Experiments. Journal of Materials Processing Technology. Vol. 59. pp. 68-78.
Taylor, B. (1988) Formability Testing of Sheet Metals. Metals Handbook, 14: Forming and Forging, American Society of Metals, 877-899.
Teledyne Hyson (Company). (1993) DRAG Reference Manual: Basic Principles, Dynamic Solutions. BrecksviUe, OH.
Thiruvarudchelvan, S. (1990) Deep Drawing with Blank Holder Force Approximately Proportional to the Punch Force. Journal of Engineering for Industry. Vol. 112. pp. 278-285.
Thiruvarudchelvan, S., Loh, N. (1993) Drawing of Cylindrical and Hemispherical Cups Using and Improved Tooling for Friction-Actuated Blank Holding. Journal of Materials Processing Technology. Vol. 37. pp. 267-280.
Thiruvarudchelvan, S., Travis, F. (1996) Experimental Investigations on the Forming of Regularly Spaced Deep Recesses on Aluminum Sheet Metal Panels. Journal of Materials Processing Technology. Vol. 57. pp. 121-128.
Thomas, W., Altan, T. (1998) Application of Computer Modeling in Part, Die, and Process Design for Manufacturing of Automotive Stampings. Steel Research. Vol. 69. No. 4, 5.
179
Thomas, W., Kinzel, G. and Altan, T. (1997) Improving The Deep Drawability Of 2008-T4 Aluminum and 1008 AKDQ EG Steel Sheet With Location Variable Blank Holder Force Control. M.S. Thesis. The Ohio State University. Columbus, OH.
Thomas, W., Oenoki, T., Altan, T. (1999) Implementing FEM Simulation into the Concept to Product Process. 1999 SAE International Congress. 12th Session on Sheet Metal Stamping (jointly sponsored by the NADDRG). March 1-4. Detroit. MI.
Thoms, V. (1996) New Modular Car Structure and the Constancy for an Automotive Press-Shop. Proceedings of the 2nd International Conference & Exhibits on Sheet Forming Technology.
Traversin, M., Kergen, R., Harlet, P. (1996) Finite Element Simulation of the Closed- Loop Control of the Blankholder Force in Deep Drawing. 19th IDDRG Biennial Congress. June.
Tufekci, S., Wang, C.T., Kinzel, G.L., Altan, T. (1994) Estimation and Control of Drawbead Forces in Sheet Metal Forming. Society o f Automotive Engineers. Analysis o f Autobody Stamping Technology, SP-1021. No. 940941. pp. 153- 162.
Ujihara, S., Hirose, Y. (1992) Formability of Automotive Blanks Using Variable BHF. Journal of JSTP. Vol. 33. pp. 373-378.
Van der Hoeven, J., Lundgren, K., Brattstmm, L., Andersson, K. (1991) AvoidingSurface Deflections on a Automobile Rear Fender. IDDRG Work GroupMeeting. Pisa, Italy.
Vemuri, K.R., Raghupathi, P.S., Hoang-Vu, K. (1986) A Computer-Aided Design System for Axisymmetric Deep Drawing Process. NAMRC Conference.
Verma, R., Friedman, P., Ghosh, A. (1995) Superplastic Forming Characteristics of Fine-Grained 5083 Aluminum. Journal of Materials Engineering andPerformance. Vol. 4. Oct. 1995. pp. 543-550.
Vreede, P., Roelofsen, M., B rocking, R., Kranendonk, W. (1996) Dent Resistance and Material Properties. International Body Engineering Committee, Material and Body Engineering.
Wagoner, R., Chenot, J. (1997) Fundamentals of Metal Forming. Wiley. New York.
Wagoner, R.H., Chan, K.S., Keeler, S.P., (1989) Forming Limit Diagram: Concepts, Methods, and Applications. Minerals, Metals and Materials Society. Warrendale, PA.
Wallace, D. (1998) Improvement and Evaluation of a Practical Method for the Measurement of Formability and Friction in Stamping. M.S. Thesis. The Ohio State University. Columbus, Ohio.
180
Wang, C.T., Kinzel, G.L., Altan, T. (1993) Mathematical Modeling of Pîane-Strain Bending of Sheet and Plate. Journal of Materials Processing Technology. Vol. 39. pp. 279-304.
Wang, N.M. (1982) A Mathematical Model of Drawbead Forces in Sheet Metal Forming. Journal of Applied Metalworking. Vol. 2. No. 3. pp. 193-199.
Wang, Y.W., Majlessi, S.A. ( 1994) The Design of an Optimum Binder Force System for Improving Sheet Metal Formability. International Deep Drawing Research Group, pp. 491-502.
Weidemann, C. (1978) The Blankholdlng Action of Drawbeads. Sheet Metal Industries. Sept. 1984. pp. 79-85.
Wenner, M.L. ( 1992) Elementary Solutions and Process Sensitivities for Plane-Strain Sheet-Metal Forming. Journal of Applied Mechanics, pp. 1-6.
Whiteley, R. L. (1960) The Importance of Directionality in Drawing Quality Steel Sheet. Transactions of the ASM. Vol. 52. pp. 155-169.
Wick C. (Ed.). (1984) Forming. Tool and Manufacturing Engineer’s Handbook. Vol. 2. Society of Manufacturing Engineers, pp. 1.1-1.33,4.33-4.68.
Wong, W., Publisher. ( 1968) Luders Lines in Cold Worked 5252.Xu, S.G., Bohn, M L., Weinmann, K.J. (1997) Drawbeads in Metal Stamping - A
Review. Society of Automotive Engineers, pp. 233-247.
Yellup, J.M. (1984) Modeling of Sheet Metal Flow Through a Drawbead. 13thCongress of the IDDRG. Feb. 20-25. Melbourne, Australia, pp. 167-177.
Yoshida, K. (1993) Handbook of Ease or Difficulty in Press Forming (Translated from Japanese). National Center for Manufacturing Sciences foe. Ann Arbor, Michigan.
Yoshida, K., Hayashi, Y. (1979) Developments in Research into Sheet Metal Forming Processes in Japan. Sheet Metal Industries, International Issue, pp. 261-270.
Yoshida, K., Miyauchi, K. (1978) Experimental Studies of Material Behavior as Related to Sheet Metal Forming. Mechanics of Sheet Metal Forming: Material Behavior and Deformation Analysis. New York. pp. 19-52.
Yoshihara, S., Manabe, K., Yang, M., Nishimura, H. (1996) Fuzzy Model Optimization Based on Learning Algorithm in the Variable Blank Holder Force Control of Circular Cup Deep Drawing. Proceedings o f 5th International Conference on Technology of Plasticity. Vol. 2. pp. 735-738.
Yu, T., Johnson, W. (1982) The Buckling of Annular Plates in Relation to the Deep Drawing Process. International Journal of Mechanical Sciences, pp. 729.
Ziegler, J., Nichols, N. (1942) Optimum Settings for Automatic Controllers. Transactions of ASME. Vol. 64. pp. 759-768.
181

Ziegler, J., Nichols, N. (1943) Process Lags in Automatic Control Circuits. Transactions of ASME. Vol. 65. No. 5. pp. 433-444.
Zunkler, X. (1973) Workhardening Influence on Drawing Force and Limit-Drawing Ratio during Deep Drawing. Blech Rohre Profile. Vol. 20. pp. 343-346.
Zuocheng, W., Xianjin, W., Di, T. (1993) Effect of Composition and Processing Parameters on Deep Drawing Properties of High Strength If Steel. Proceedings of 4th International Conference on Technology of Plasticity, pp. 1856-1860.
182

APPENDIX A
REFERENCE EQUATIONS FOR DEEP DRAWING
A .l Round Cup Deep DrawingThe drawing force (Fd) can be calculated using the following equation derived by Siebel
(1955). Please refer to Figure 2.40 for a description of the symbols used for round cups.
d . ) ^+ + (Equation A.1)
(Siebel, 1955)
The first term in the large brackets of Equation A.1 captures the force to overcome
friction at the die radius. The second term calculates the force to overcome the
compressive forces in the flange. The third term takes into account the friction at the
blank holder/sheet interface. The final term calculates the bending forces at the die
radius. Equation A.1 does not take into account the anisotropy of the sheet or the
evolution of the wrap angle around the die radius.
Equation A. 1 calculates the drawing forces at any stage of the process. The term df refers
to the instantaneous flange diameter at the desired stage of deep drawing and can be
calculated by assuming contancy of volume and no thickness change.
d^ — 4dph (Equation A.2)
In order to use Equation A.1, the average flow stress in the flange (<Tf) and die radius (cJd)
must be calculated. This is done by calculating the strain at points 1, 2, and 3 as shown in
Figure 2.41 and using the flow stress equation o ' = K[Sg -he]" to calculate the stresses at
183

these points. The average flange flow stress is calculated by averaging stresses I and 2
and the average flow stress over the die radius is the average of stresses 2 and 3.
The strains and stresses at points I, 2 and 3 and the average flow stresses can be
calculated using the following equations:
£, ——In (Equation A.3) (Siebel, 1955)
- d jdu+2rj
1 +
C7, =AT(£, +eoV
(Ty =0.5((Ti -f-cr,)
a j =0.5(0", + 0 -3 )
(Equation A.4) (Siebel, 1955)
(Equation A.5) (Siebel, 1955)
(Equation A.6 ) (Siebel, 1955)
(Equation A.7) (Siebel, 1955)
(Equation A.8 ) (Siebel, 1955)
Siebel derives the friction around the die radius as follows. The model and conventions
used are shown in Figure 4.3 which is essentially the rope-pulley friction model.
f d a ^Radial direction : dN — / s i n f ^ ^
I 2 .-(F -t-d F )s in = 0
Replacesinf d a ^ . , f d a ^ with : dN — Fda = 0
Tangential direction : dF = d R = fJdN dFCombine :F
Integrate : In
fjda
fia
Isolate : F, = F^e^S ince die radius is very smallcompared to cup diameter :
cr. =
(Equations A.9) (Siebel, 1995)
184

Where CTr is the radial stress at the entrance of the die radius and Oe is the radial stress at
the exit of the die radius.
A.2 Rectangular Pan Deep DrawingTo design a blank for a rectangular panel with vertical walls and a flange, a more
involved procedure must be used. The width (wq) and length (lo) of the blank are
calculated by unfolding the length and width sections o f the panel. The comer radius (ro)
of the blank is calculated by assuming the comer of the panel is a round cup. The
dimensions of the blank are then adjusted using empirical based formulas to take into
account the actual deformation patterns of rectangular panels.
This procedure and the equations were outlined by Lange (1985), but the author of this
dissertation found the predictions to be inadequate. Upon inspection, the equations
seemed to be inconsistent with the outlined procedure. The analytical equations were
reformulated based on Lange’s stated procedure and the empirical equations were
retained. The new formulations predicted blank shapes more accurately when compared
to a one-step FEM simulation as shown in Table 2.2. Please refer to Figure 2.42 for a
description of the symbols used for rectangular pans.
Iq = ly + 2 h -h 2 f — 2A/q Blank Length
Wq = vvj +2h + 2 f — 2AvVo Blank Width
Cq =(^{0.5(/(j —/,) + /]}“ -t-{0.5(Wo +
Comer Chamfer
(Equation A. 10)
(Equation A .11)
Blank Radius
To ■ ’ = 0.5-^4(ry+f)--i-Sryh
(Equation A. 12)
(Equation A. 13)
(Equation A. 14)
185
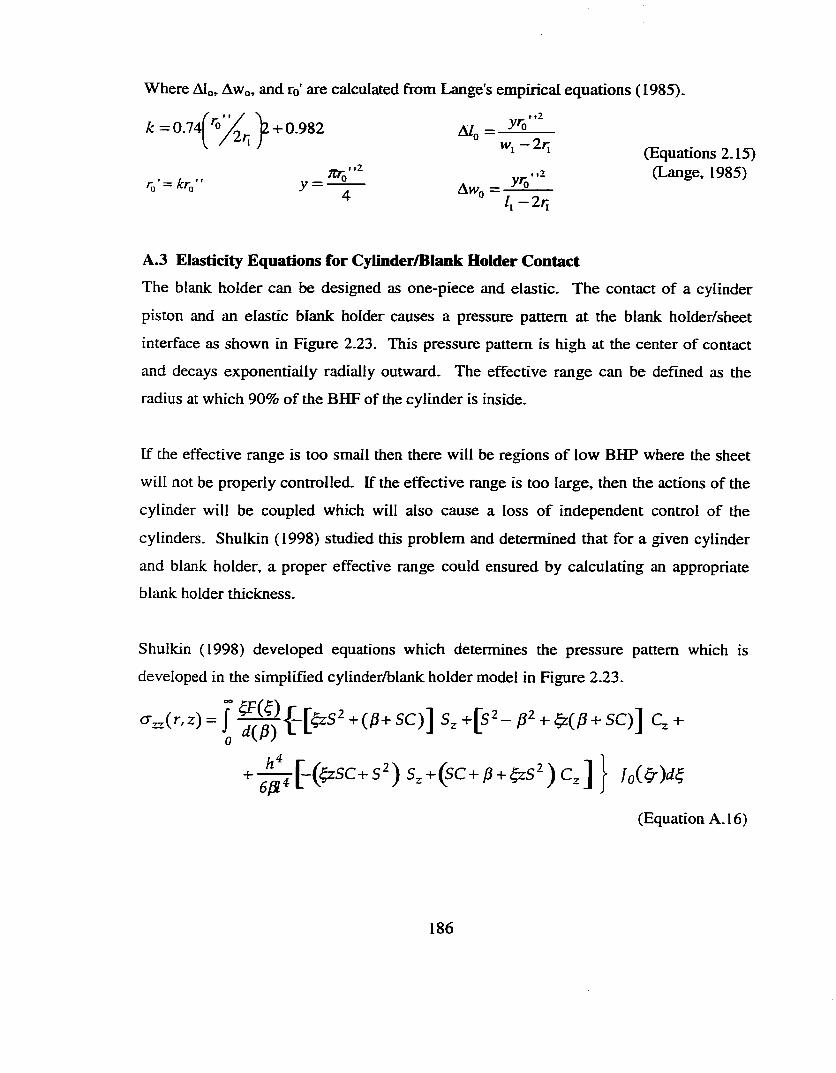
Where AIo, Awo, and ro' are calculated from Lange's empirical equations (1985).
k = 0.74 '■o Z b +0.982 A/o =(Equations 2.15)
a -g = .1 9 8 5 )
A.3 Elasticity Equations for Cylinder/Blank Holder ContactThe blank holder can be designed as one-piece and elastic. The contact of a cylinder
piston and an elastic blank holder causes a pressure pattern at the blank holder/sheet
interface as shown in Figure 2.23. This pressure pattern is high at the center of contact
and decays exponentially radially outward. The effective range can be defined as the
radius at which 90% of the BHF of the cylinder is inside.
If the effective range is too small then there will be regions of low BHP where the sheet
will not be properly controlled. If the effective range is too large, then the actions of the
cylinder will be coupled which will also cause a loss of independent control of the
cylinders. Shulkin (1998) studied this problem and determined that for a given cylinder
and blank holder, a proper effective range could ensured by calculating an appropriate
blank holder thickness.
Shulkin (1998) developed equations which determines the pressure pattern which is
developed in the simplified cylinder/blank holder model in Figure 2.23.
= [$ :S ^ + (/3 + S C )] S , + [ s 2 - ^ 2 + ^ ( ^ + SC )] Q +
+ - ^ [ - ( f ^ S C + s " ) S^+(SC +;3 + ^ z S ^ ) q ] I
(Equation A. 16)
186
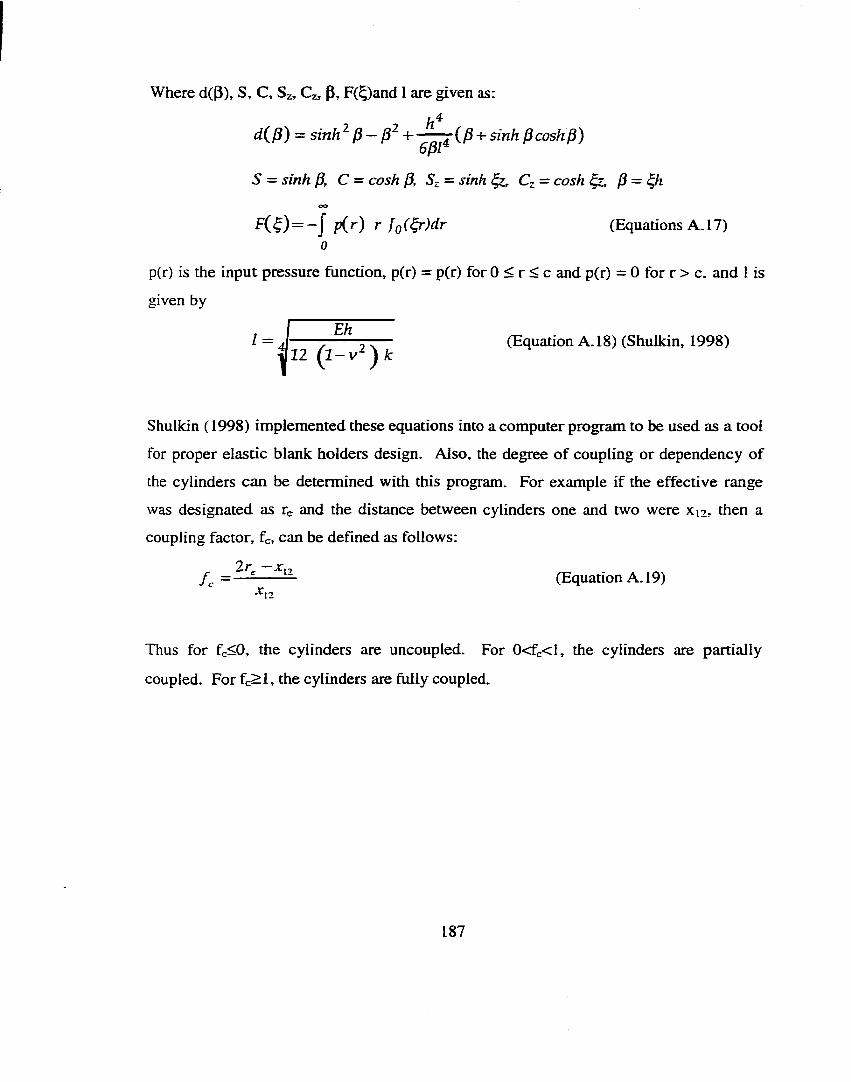
Where d(|3), S, C, S^, Cz, 3, F(^)and I are given as:
d ^ P ) = s i n h ^ p — + - ^ ^ { p - t s i n h P c o s h p )
S = sink P, C = cosh p, = sink Q = cosh P = ^h
F((^) = - J p{r) r [Q(^)dr (Equations A. 17)0
p(r) is the input pressure function, p(r) = p(r) for 0 < r < c and p(r) = 0 for r > c, and I is
given by
1= C Z E Z| l 2 ( I - v- ) A :
Eh(Equation A. 18) (Shulkin, 1998)
Shulkin ( 1998) implemented these equations into a computer program to be used as a tool
for proper elastic blank holders design. Also, the degree of coupling or dependency of
the cylinders can be determined with this program. For example if the effective range
was designated as r and the distance between cylinders one and two were Xi2 , then a
coupling factor, fc, can be defined as follows:
/ . = — (Equation A. 19)
Thus for fc<0, the cylinders are uncoupled. For 0<fc<l, the cylinders are partially
coupled. For fc^l, the cylinders are fully coupled.
187
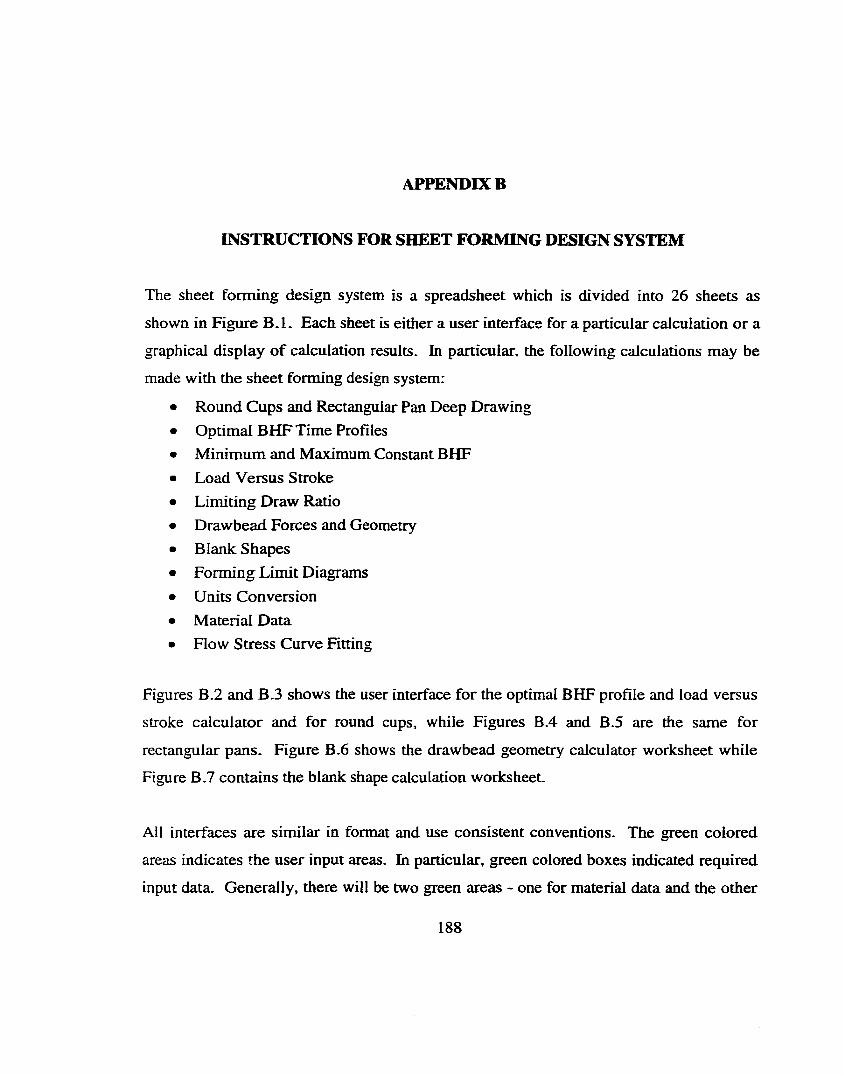
APPENDK B
INSTRUCTIONS FOR SHEET FORMING DESIGN SYSTEM
The sheet forming design system is a spreadsheet which is divided into 26 sheets as
shown in Figure B .L Each sheet is either a user interface for a particular calculation or a
graphical display o f calculation results. In particular, the following calculations may be
made with the sheet forming design system:
Round Cups and Rectangular Pan Deep Drawing Optimal BHF Time Profiles Minimum and Maximum Constant BHF Load Versus Stroke Limiting Draw Ratio Drawbead Forces and Geometry Blank Shapes Forming Limit Diagrams Units Conversion Material Data Flow Stress Curve Fitting
Figures B.2 and B.3 shows the user interface for the optimal BHF profile and load versus
stroke calculator and for round cups, while Figures B.4 and B.5 are the same for
rectangular pans. Figure B . 6 shows the drawbead geometry calculator worksheet while
Figure B.7 contains the blank shape calculation worksheet.
All interfaces are similar in format and use consistent conventions. The green colored
areas indicates the user input areas. In particular, green colored boxes indicated required
input data. Generally, there will be two green areas - one for material data and the other
188
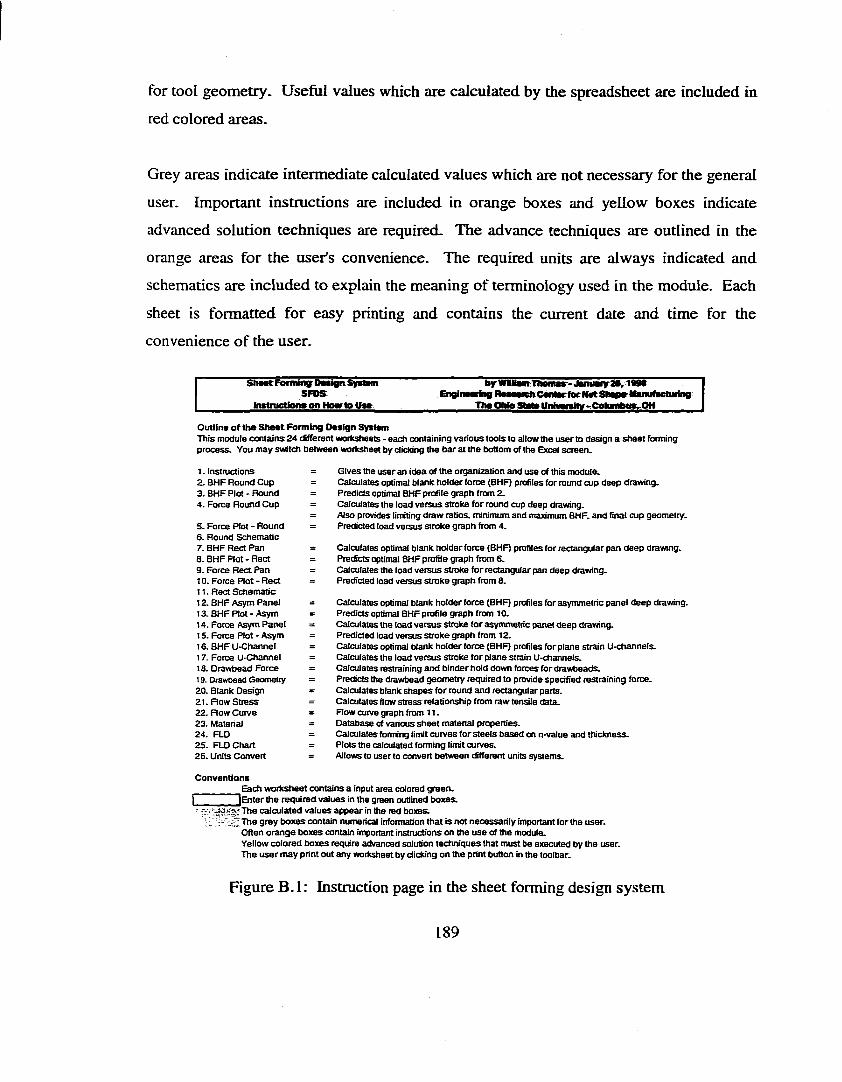
for tool geometry. Useful values which are calculated by the spreadsheet are included in
red colored areas.
Grey areas indicate intermediate calculated values which are not necessary for the general
user. Important instructions are included in orange boxes and yellow boxes indicate
advanced solution techniques are required. The advance techniques are outlined in the
orange areas for the user’s convenience. The required units are always indicated and
schematics are included to explain the meaning of terminology used in the module. Each
sheet is formatted for easy printing and contains the current date and time for the
convenience of the user.
S h ee t Form ing DM ign Systm t SFD S
tn»tnieMon»onHmirtoU«»
birWiUiiiitTlwimsr>JanMiir2t,19M Engineering tlee—ichC nlir foe Met Slwpie llMiufacturing
O u tlin e o f t h e S h e e t Form ing D esign SystemThis module c on ta ins 2 4 différent woiftsheets - each containing various tools to allow the u s e r to design a s h e e t fomting process. You m ay switch betw een worksheet by clicking the b a r a t th e bottom of the Excel screen .
1. Instiuctions2 . BHF R ound Cup3. BHF Plot - R ound4 . Force Round Cup
5- Force Plot - R ound6 . Round Schem atic7. BHF Rect Pan a . BHF P lo t-R ec t9. Force R ect Pan10. Force Plot - R ect11. Rect Schem atic12. BHF Asym Panel13. BHF P lo t-A sym14. Force Asym P anel15. Force Plot - Asym IS .B H FU -C hannel17. Force U-Channel18. Drawbead Force19. OrawbeaO Geom etry20. Blank Design21. Row S tress22. R ow Curve23. Material24 . FLO25. FLO C hart26 . Units Convert
G ives the u se r an idea of th e organization and u se of this m odule.Calculates optimal blank holder force (BHF) profiles for round cup deep drawing. Predicts optimal BHF profile graph from 2 .Calculates the load versus stroke fo r round cup deep drawing.Also provides limiting d raw ratios, minimum and maximum BHF. and final cup geometry. Predicted load versus stroke g raph from 4.
Calculates optimal blank holder force (BHF) profiles for rectangular pan d eep drawing. Predicts optimal BHF profile graph from 6 .Calculates the load versus stroke fo r rectangular pan d eep drawing.Predicted load versus s troke graph from 8.
Calculates optimal blank holder force (BHF) profiles for asymmetric panel deep drawing. Predicts optimal BHF profile graph from 10.C alculates the load versus stroke fo r asymmetric panel d eep drawing.Predicted load versus s troke graph from 12.Calculates optimal blank holder force (BHF) profiles (or plane strain U-channels. Calculates the load versus stroke fo r plane strain U-channels.Calrxjlates restraining and binder hold down forces for drawbeatjs.Predicts the drawtiead geom etry required to provide specified restraining force. Calculates blank sh ap es fo r round and rectangular parts.Calculates How s tre ss relationship from raw tensile data.R ow cunre graph from 11.D atabase of various s h e e t material properiies.Calculates fomring limit curves fo r s te e ls based on n-value and thickness.Plots the calculated forming limit curves.Allows to u ser to convert betw een different units system s.
C o n v e n t io n s___________Each w orksheet contains a input area colored g reen .I y Enter th e requ ired values in the green outlined boxes.
' T /yca:T he calculated values a p p ea r in the red b o x e s- - ' T he g rey bo x es contain numerical information th a t is not necessarily important for the u ser.
Often o ran g e boxes contain important instructions on the u se of the module.Yellow colored b oxes require advanced solution terrimiques that m ust be exerxjted by th e user.The u s e r m ay print ou t any worksheet by clicking on the print button in the toolbar.
Figure B . 1 : Instruction page in the sheet forming design system
189
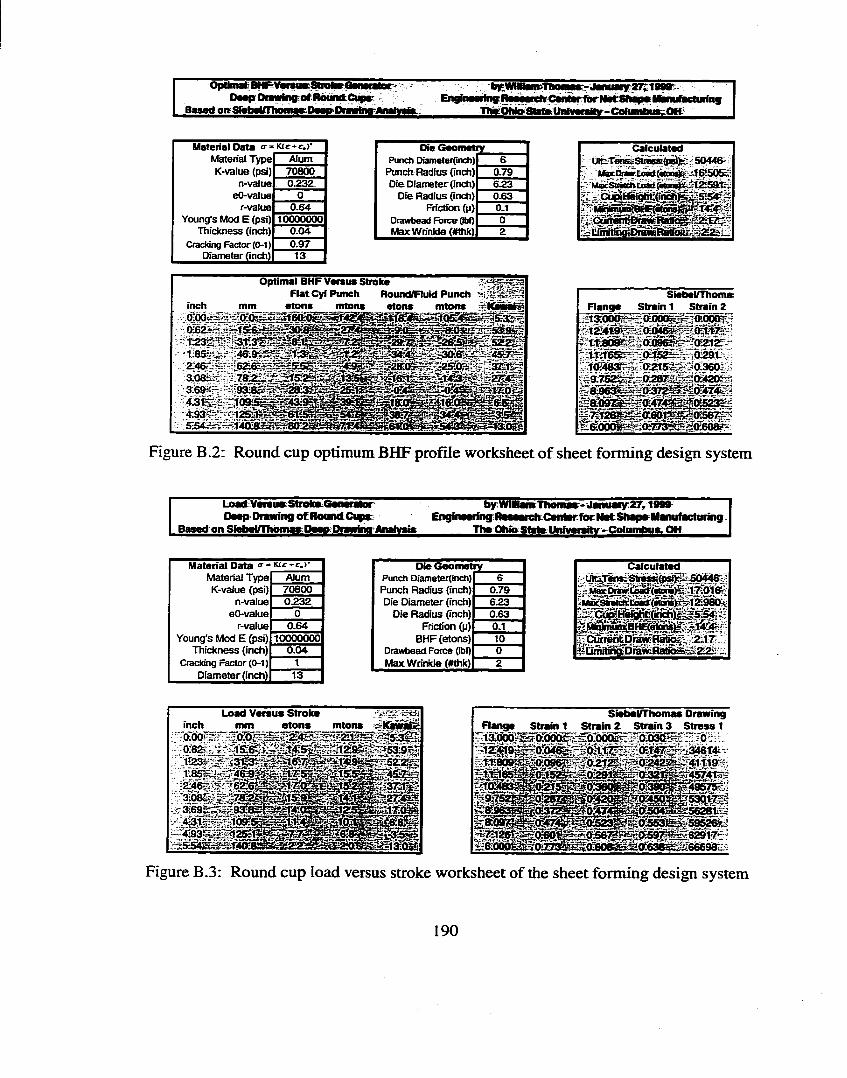
OpHmaiBHF-VeisueSiioteGeiw ' De#p Oimwln* of RowntCiîpm
. BMgd nJfcbgMnwnwrDiggiDwjjjhibKWH^^
Engfnairing n« tip cli CmiIm lurM>tStMip»lfcnuftcturinj
M aterial D ata o- - Kfr+c.)- Die G eo m etryMaterial Type Alum Punch DiameterOnch) 6K-value (psi) 70800 Punch Radius (inch) 0.79
n-value 0.232. Die Diameter (inch) 6.23eO-value 0 Die Radius (inch) 0.63
rvalue 0.64 Friction (p) 0.1Young's Mod E (psi) 10000000 Drawtiead Force (|bf) 0
Thickness (inch) 0.04 Max Wrinkle (#thk) 2Cracking Rictor(0-1) 0.97
Diameter (inch) 13
C a lc u la te dUKT«i%SÔâsm(p j 5044Ç MaxOiawUmt(«laai 2-f6'505;1
MaçârÉtchLc Cdôii: MÀârùlfl. q m # ^
ESS54
inch0’00~=a.62.—:23t"
laST ,2.46..308L369*--43Î" -4 93534-—
O p tim al BH F V e n u * S tro k eF la t Cyl P u n c h RoundlFlufd P u n c h
m m e to n s m to n e
.6263 -*J
—14«m#W8IE
e to n s m to n s - KeetMK
.-27:431
F la n g eSletaelTThoma:
S tra in 1 S tra in 2 :l3ÎOQ(R:: lKOOO= a«X t24i9i,T „ao^^^.o.ttn t t 6 ^ 0.096.*:--"0212 IT i f e S n ^ - 03t52= , 0:291 1&483h 02153" . 0.360. 9 7 5 ^ 02873% 0:420—
“8C963fc3 î0 3 7 ^p iÆ 4 7 ^ .^ 0 ^ 3 £ -
* - ‘ '
Figure B.2: Round cup optimum BHF profile worksheet of sheet forming design system
Load yofsi»Strol»6siionNor Deep OraMringoCRouiMf Cupsr
_BMedonSk*ginTMmgKgaegOggAngdga|g^
byWI8lamThoma#-JanwatyZ7,1999 EnginearingnaaaaicliCanlar.Ibr Nat Shap> Manufacturing
______TlmOh«o MglfahMmdgg _ColunggM OH_ _ _
M aterial D a ta » - K(£:--c.>-Material Type AlumK-value (psi) 70800
n-vaiue 0.232eO-vaiue 0
r-value 0.64Young's Mod E (psi) 10000000
Thickness (inch) 0.04Cracking Factor (0-1) 1
Diameter (inch) 13
D ie G e o m e tryPunch Diameteitkich) 6Punch Radius (inch) 0.79Die Diameter (inch) 623
Die Radius (inch) 0.63Friction (p) 0.1
BHF (etons) 10Drawtiead Force (Itil) 0Max Wrinkle (#thk) 2
C a lc u la te d
L o ad V e r s u s S tro k e . ' tm m e t o n s m to n s «^K àw aiâ
zjfkaxil
Siebein’homas D raw ing R a n g e S tra in 1 S tra in 2 S tra in 3 S t r e s s 1
i lm ,629#
Figure B.3: Round cup load versus stroke worksheet o f the sheet form ing design system
190
O p tim a l B H E V M su K S tra teO a iN fa iac : Deepr Drawihg:ief. B ee lan g u le r P a n e
_BaaaJpngftbaOT1wnwrDaag£majng i^^b y .w q » |n i îT h o ii ia * - J a n a a n r2 7 ,ie 9 e
E h g f n e e t6 ie F la a a a iè h C e n lB r fe c liÉ tS h a ^ lla n u ia e lie in g --
_______TheOhfeaijyii*m g£2£sS55Si!SSÊ£-—- ■
M aterial D a ta - K l t - r . r D ie G eom etryM aterial Type Alum Punch Length (inch) 1 4 346
K-value (psi) 70800 Punch W idth (inch) 1 1 3 9n-value 0 3 3 2 Pinch Conar Red Oi) 2 3 5
eO-value 0 P unch R ad iu s (inch) 0 3 9rv a lu e 0.64 Die L ength (inch) 15.098
Y oung's M od E (psi) 10000000 Die W idth (inch) 12:142T hickness (inch) 0 .04 D ie C o m er R ad (in) 3
Ccackkig c t o r (0-1) 0 3 D ie R a r tu s (inch) 0 3 9S n a sO iW tiU ia n (0 -1 ) 0.15 Draw D epth (inch) 5
Blank Length (inch) 24.8 Friction (p) 0.1Blank W idth (inrdi) 2 2 .7 □rawtwad Force (IbO 0
C o m er C u t (inch) 6 .75C om er R aifius (inch) 0
O ptim al BH F V arsu s S troke in ch m m e to iw m tons
aaa-.
b a rs2168.8SOt.7139.957.777.1151.8 264.4405.8 570.3753.8
S ieb e l/T h o m as D raw ing L oad Anaiy R a n g e Strain 1 S train 2 S t r a i n ) S t r e s s 1 S tre s s 2 2 4 5 1 0 - 0 .0 0 0 _.OLOOQ^ O O W _ 0 _ 83572 3 5 ^ ' a œ t f - 0 0 6 3 - O i l ï O ^ ~ , ^ 6 0 p ’’ 37233.23;irâ"_:ZL0r058E5- 0118 -= 0-teBg-.l36élE;f'SSISfK
Figure B.4: Rectangular pan optimum BHF profile worksheet o f sheet forming designsystem
L o a d V e rsu s S tro k e G e n e ra to r D e ep D raw ing o f R ec tan g u ia r P a n s
_BasedMBWePTImmasOeagOrawggdgl] ^b y WHHam T h o m a s • J a n u a ry 2 7 ,1 9 M
E ng ineering R ese a rch 'C e n te r f o r N a t S h a p e M anuC K turing ______ri»OW»SmieUnhj5tsit] ;Colunjbj«gOlf___
M aterial D ata <r- K t t» r . r D ie G eom etryM aterial Type Alum Punch Length (inch) 14.946K-value (psi) 70800 Punch W idth (inch) 1 139
n-vaiue 0 3 3 2 P is c h C om er Rad (n ) 2 9 5eO-vaiue 0 Punch R ad iu s (inch) 0.39
rv a lu e 0.64 Die Length (inch) 15.098Y oungs Mod E (psi) 10000000 Die W idth (inch) 1 2 1 4 2
T hickness (inch) 0 .04 Die C o m e r Had (in) 3Craddng Factor (0-1) 0.95 Die R ad ius (inch) 0.39
Stress D Btribulion(0-1) 0.15 Draw D epth (inch) 5Blank Length (inch) 2 5 3 4 Friction (p) 0.1Blank W idth (inch) 22.9 B H F(etons) 10
C om er C u t (inch) 6 3 [3rawbead Force OhI) 0C o m er R ad ius (inch) 0
C aieu la ted
m a s #
---- .a083j£|:' CùirîéiÆl»J‘ «050^
R a Ü W ô f P unch ,.-7 3 9 4
L o a d V e rsu s S tro k e inch m m e to n s0 0 0 „«o!dSgi^0 5 8 1.11
seesR a n g e S train 1
S ieb e l/T h o m as D raw ing L oad Analy S train 2 S tra in 3 S tr e s s 1 S tre s s 2
835Wmm=2321 fH4M34ÎS
B t9 i3 3
Figure B.5: Rectangular pan load versus stroke worksheet of the sheet forming designsystem
191
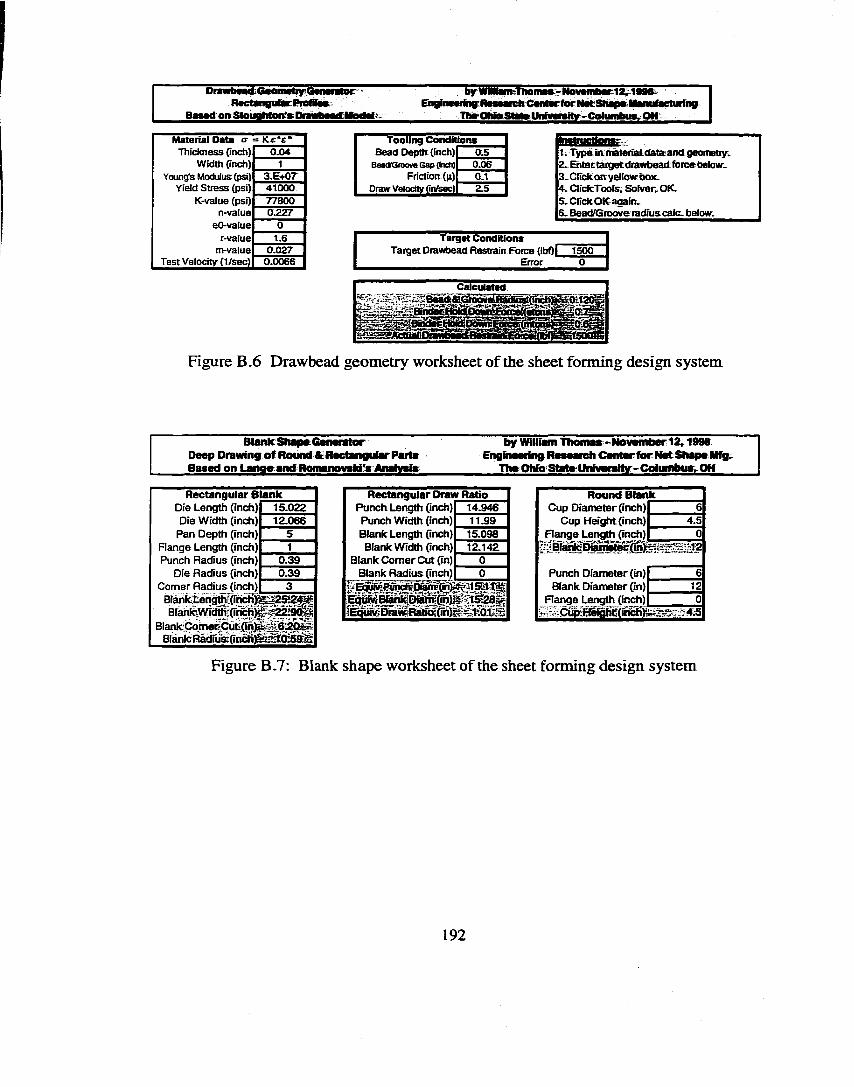
D re w b e e d iG e o m e tiy G e iw s lo c R a c ta n g u la c P io f iliK
_Ba##d KSIgggggiAçOgg###g*gd^Iiy-W«llimmieiiws:-Ne¥wiibetri2^19964!
E hgine«i«g:A w e*dt Center fo r NetiShapBiemiiteelurfng TlwOtifeSteletUnhieieitr-ColiiHibue^OH
M aterial D ata <r = Ke'É~Thickness (inch) 0.04
Width (inch) 1Young's Modulus (psi) 3.5*07
Yield Stress (psi) 41000K-value (psi) 77800
n-vaiue 0.227eO-value 0
rvalue 1.6m-value 0.027
Test Velocity (1/sec) 0.0066
T oo ling C ond itionaBead Depth (inch)|_ 0.5
Bead/Sroom Gap (kiOi)P 0.06Frictloatpjr 0.1
Draw Vetodtv (in/sec) P 25
Ine tn ic ttoiwÊt. Typftin materiaLdata; and geometiy. L te c targetdraiMbeactforça below. L Click OK yellow box:4. ClicfcTools,, Solver, OK.5. ClickOKagain.6. Bead/Groove radius calc, below.
T a rg e t C on d itio n sTarget Drawbead Restrain Force (IbO I 1500
Error 0
•mBmàtM
Figure B . 6 Drawbead geometry worksheet of the sheet forming design system
B lank S h a p e G w M fator Deep Drawing o f R ound A: R ec tan g u la r P a rts B ased o n L an q o an rt R om anoseldTf A nalysis
by William T h o m as -N o v em b er1 2 r 1998 Engm aaring R esea rch C e n la r f o r N et S h ap e Mtg
T heO h io S ta tsU n iv e rs ih f-C o lu m b u s OH
R ectangular B lankDie Length (inch) 15.022Die Width (inch) 1Z066
Pan Depth (inch) 5Range Length (inch) 1Punch Radius (inch) 0.39
Die Radius (inch) 059Comer Radius (inch) 3
Blanlc:Corher-Cuti(fnteBIW cRàdiüËfincAimSTOisa#
R ectangular Draw RatioPunch Length (inch) 14.946Punch Width (inch) 11.99Blank Length (inch) 15.098Blank Width (inch) 12.142
Blank Comer Cut (in) 0Blank Radius (inch) 0
m m
R ound B lankCup Diameter (inch) 6
Cup Height (inch) 4.5Flange Length (inch) 0
Punch Diameter (in) 6Blank Diameter (In) 12
Range Length (inch) 0
Figure B.7: Blank shape worksheet of the sheet forming design system
192
APPENDIX C
INSTRUCTIONS FOR COMPILING ROUTINES INTO THE FEM CODE PAM-STAMP
Engineering Systems International (ESI) has provided the author of this dissertation with
the means to implement subroutines into Pam-Stamp. This subroutine would be executed
at every timestep and allows the user the ability to modify any velocity or force profile
based on the forming conditions. The forming conditions that could be accessed through
the subroutine are:
L. current time 6 . elemental strain
2. nodal coordinates 7. elemental thitming
3. nodal displacement 8 . elemental stress
4. nodal velocity 9. contact force
5. nodal acceleration
The following files were provided by ESI.
1. Idcmod.f
2. v98.102.a
3. makefile
4. PC_INIT
The first file named "v98.102.a" is a library containing the Pam-Stamp core solver
program. The second file named "ldcmod.f is the user subroutine. The "makefile" is a
batch file which executes the commands to compile the core program with the user
subroutine. The "PC_INIT" file contains the license which will be required to run the
193
adaptive simulation. There is an expiration date on the License, so any renewal requests
should be directed to ESI.
The user subroutine is programmed in Fortran. The user has any Fortran command at his
or her disposal. In addition, the following commands are provided by ESI to the user:
DXYZ: Array of nodal coordinates
DISP: Array of nodal displacements
VEL: Array o f nodal velocities
ACC: Array of nodal accelerations
INOD(N): External number of internal node number N
ISHEL(N)- External number of internal element number N
IMAT(N)- External number of internal material number N
TIME: Current time of simulation
NUMCON: Number of contact interfaces
CONFORCE(l,N): Contact force X-direction of contact interface N
CONFORCE(2,N): Contact force Y-direction of contact interface N
CONFORCE(3,N): Contact force X-direction of contact interface N
NUMNOD: Number of nodes
LABNOD(N): External node number of internal node number N
NUMSHE: Number of shell elements
LABSHE(N): External element number of internal element number N
KONSHE(N,M): For N =l, the internal material number is returned for element M. For N=2,3,4,5, the internal node numbers of element M are returned. For N=6 , the number of through thickness integration points of internal element M is returned.
INDEX(N): Address of internal element N in the index table.
STRTAB(N): Return various strain and stress values from the index table.
NUMCUR: Number of velocity and forces curves
LABCUR(N): External curve number of internal curve number N
FUNVAL(N): Current value of internal curve N
194
MATTYP(N): Material type of internal material number N
CCM(N,M): For N=68,69,70, returns the G, F, and N values from Hill's Yield Function for internal element M.
ESI has also provided a routine which iteratively returns various strain and stress values
for each and every element successively in a DO loop. The various values and their
names are listed below.
THO: Original thickness
THK: Current thickness
THN: Current thinning
S 1(1): Normal stress in the X-direction for integration point I
S2(I): Normal stress in the Y-direction for integration point I
S3 (I): Shear stress integration point I
LSIGl I : Lower surface normal stress in the X-direction
LSIG22: Lower surface normal stress in the Y-direction
LSIGl2: Lower surface shear stress
USIGl I : Upper surface normal stress in the X-direction
USIG22: Upper surface normal stress in the Y-direction
USIG12: Upper surface shear stress
MSIGl 1: Middle surface normal stress in the X-direction
MSIG22: Middle surface normal stress in the Y-direction
M SIGl2: Middle surface shear stress
MSIG1 : Middle surface first principal stress
MSIG2: Middle surface second principal stress
MBPS PL: Middle surface plastic strain
LEPS11 : Lower surface normal strain in the X-direction
LEPS22: Lower surface normal strain in the Y-direction
LEPS 12: Lower surface shear strain
UEPS11 : Upper surface normal strain in the X-direction
195
UEPS22: Upper surface normal strain in the Y-direction
UEPS 12: Upper surface shear strain
STRESSEQ: Equivalent stress
Please note that the elemental values above correspond to the local coordinate system of
each element. ESI has also provided a routine which will find the maximum stress in the
sheet at every time step, the element number of this maximum stress, and the coordinates
of the center of gravity of this element. The variables used are:
STRESSMAX: Value of the maximum stress in the sheet
NBSHEMAX: Internal element number of the maximum stress
XCOG: Coordinate X of the center of gravity of the maximum stress element
YCOG: Coordinate Y of the center of gravity of the maximum stress element
ZCOG: Coordinate Z of the center of gravity of the maximum stress element
One thing to keep in mind is that Pam-Stamp renumbers nodes, elements, materials, and
curves internally. Therefore, if you want to get the stress of element 100. Then you must
find the internal numbering of the external element 100 by using the command "ISHEL".
Finally, ESI has provided a routine which accesses the current value of any force or
velocity curve and modifies it for the next timestep. The following variable is used in the
routine:
NCURSL: The external number of the curve to be modified.
Nuri Akgerman has provided the author with a subroutine which finds the next
uncommented line in a text file. This is very useful to read data from a configuration file.
The command structure is as follows:
196
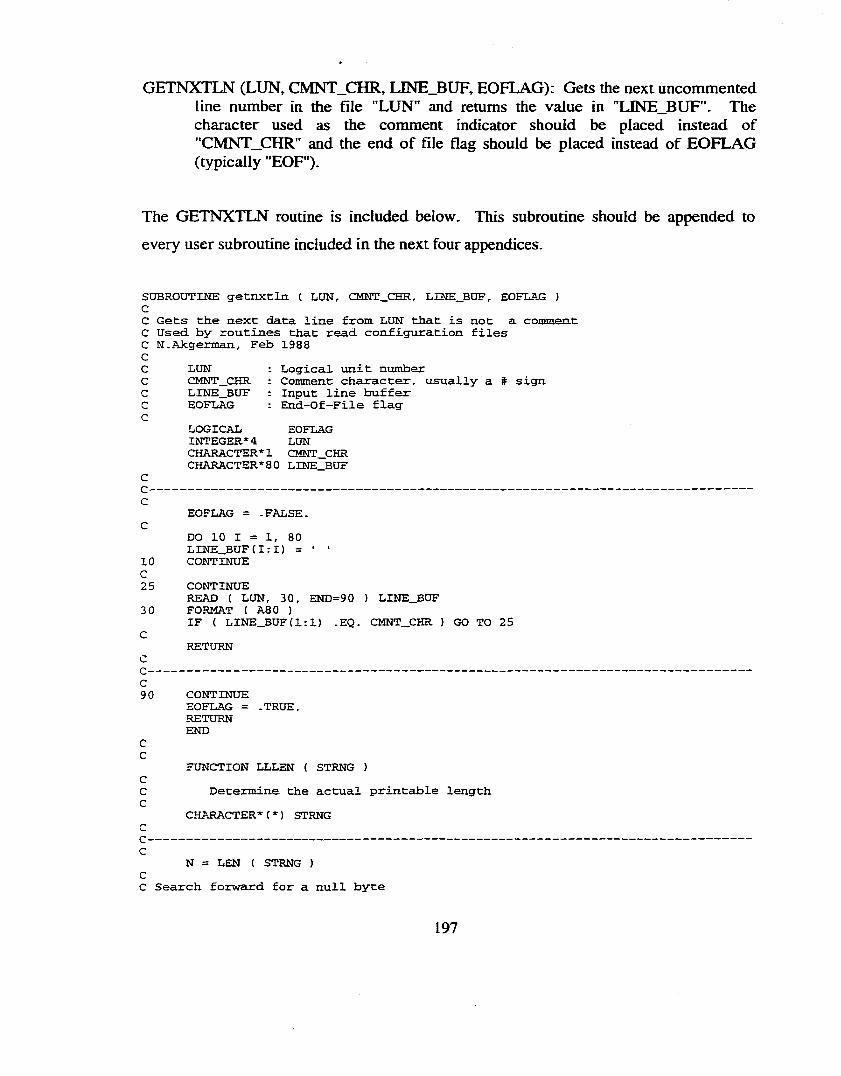
GETNXTLN (LUN, CMNT_CHR, LINE_BUF, EOFLAG): Gets the next uncommented line number in the file "LUN” and returns the value in "LINE_BUF”. The character used as the comment indicator should be placed instead of "CMNTjCHR" and the end o f file flag should be placed instead of EOFLAG (typically "EOF").
The GETNXTLN routine is included below. This subroutine should be appended to
every user subroutine included in the next four appendices.
SUBROUTINE getnxCln ( LUN, CMNT_CHR, LINE_BUF, EOFLAG )CC Gets the next data line from LUN that is not a comment C Used by routines that read configuration files C N .Akgerman, Feb 1988 CC LUN : Logical unit numberC CMNT_CHR : Comment character, usually a # signC LXNE_BUF : Input line bufferC EOFLAG : End-Of-File flagC
LOGICAL EOFLAGINTEGER* 4 LUNCHARACTER* 1 CMNT_CHR CHARACTER* 80 LINE_BUF
CC------------------------------------------------------------C
EOFLAG = -FALSE.C DO 10 I = 1, 80
LINE_BUFCI:I) = • *10 CONTINUEC25 CONTINUE
READ ( LUN, 30, END=90 ) LINE_BUF 3 0 FORMAT ( A80 )
IF ( LINE_BUF(1:1) .EQ. CMNT_CHR ) GO TO 25C RETURNCC---------------------------------------------------C90 CONTINUE
EOFLAG = .TRUE.RETURNEND
CC
FUNCTION LLLEN ( STRNG )CC Determine the actual printable lengthC
CHARACTER* C *) STRNGC---------------------------------C
N = LEN ( STRNG )CC Search forward for a null byte
197
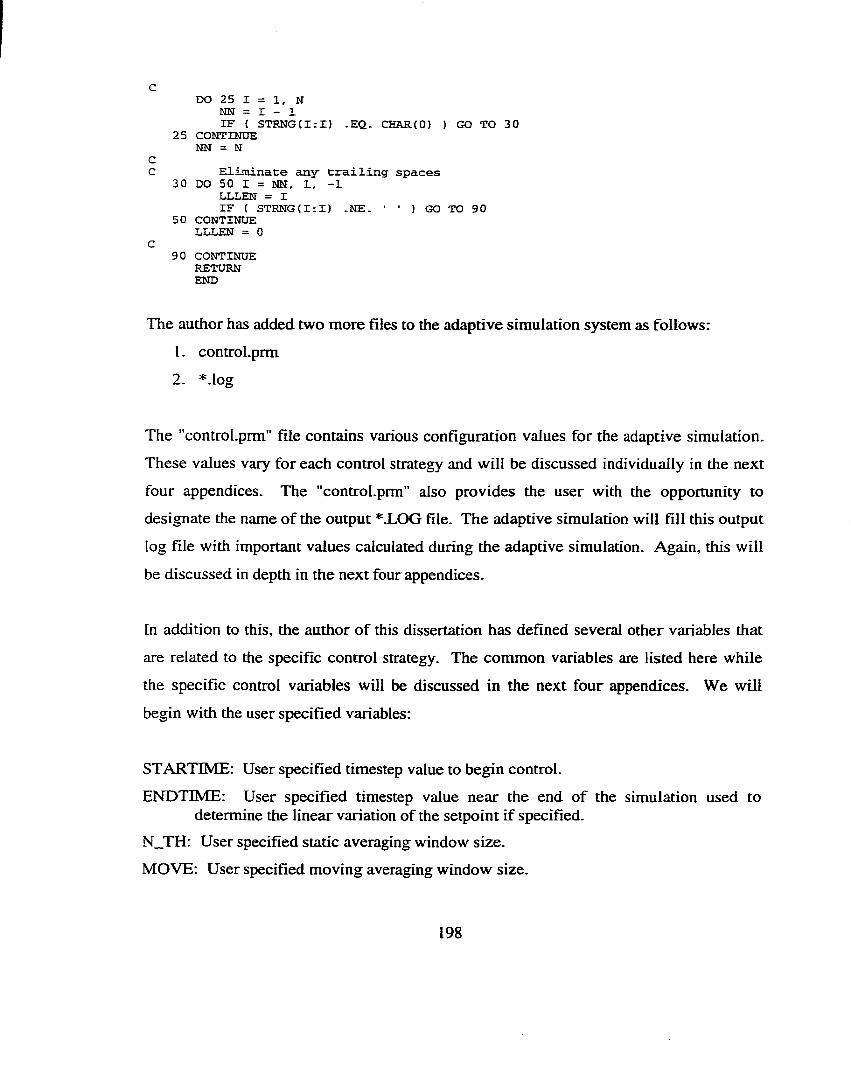
DO 2 5 I = 1 , N NN = r - 1I F { ST E N G C X rr) -E Q . CHARCO) } GO TO 3 0
2 5 CONTINDE NN = N
CC Eliminate any trailing spaces
3 0 DO 50 I = NN, 1 , - 1 LLLEN = II F ( ST H N G C IrX ) -N E . ' ' ) GO TO 9 0
5 0 CONTINDE LItLEN = 0
C9 0 CONTINUE
RETURN END
The author has added two more files to the adaptive simulation system as follows:
1. control.prm
2 . * .Io g
The "control.prm" file contains various configuration values for the adaptive simulation.
These values vary for each control strategy and will be discussed individually in the next
four appendices. The "control.prm" also provides the user with the opportunity to
designate the name of the output *.LOG file. The adaptive simulation will fill this output
log file with important values calculated during the adaptive simulation. Again, this will
be discussed in depth in the next four appendices.
In addition to this, the author o f this dissertation has defined several other variables that
are related to the specific control strategy. The common variables are listed here while
the specific control variables will be discussed in the next four appendices. We will
begin with the user specified variables:
STARTIME: User specified timestep value to begin control.
ENDTIME: User specified timestep value near the end of the simulation used todetermine the linear variation of the setpoint if specified.
N_TH: User specified static averaging window size.
MOVE: User specified moving averaging window size.
198
KP: User specified proportional constant for the PBD controller.
KI: User specified integral constant for the PID controller.
KD: User specified derivative constant for the PID controller.
MINBHF: User specified minimum BHF.
MAXBHF: User specified maximum BHF.
The following are the calculated common variables that have been designated by the
author.
TIMESTEP: Current timestep value (incremented every time the user subroutine is called).
NTMS: Static averaging window counter.
ERROR: Current error value or proportional value of the PID controller (=setpoint- measurement).
SUMERROR: Current summated error value or integral value of the PID controller (=summerror+error).
SLOPE: Current slope value or derivative value of the PID controller (= currentmeasurement - previous measurement).
AVGERROR: Current summated error value to be used for static averaging and is reset everytime the static averaging window is renewed.
DELTABHF: Current BHF modification as specified by the PID controller(=KP*ERROR+KI*SUMERROR+KD*SLOPE).
BHFHISTORY: The current summated DELTABHF to be used to modify theFUNVALCN) or BHF profile (=BHFHISTORY+DELTABHF).
BHF INITIAL: The initial value of the BHF used to ensure that the BHFHISTORY does not obtain a value which violates the MINBHF and MAXBHF.
PAMBHF: The current value of the BHF profile from Pam-Stamp used to output to the *.LOG file.
If a user want to develop his or her own control strategy, then he or she may develop a
new user subroutine "Idcmod.f. Once this new subroutine is created then it must be
compiled by executing an "Til" on the user subroutine and then compiling by executing
199
the make file. Thus make sure that the current directory contains the user subroutine, the
"makefile" and the Pam-Stamp core library. Thus the sequence of commands are:
f7 7 Id c m o d .fmakerm a .o u t:
No error should be indicated after any of these commands. Ignore any warnings as they
are permitted. This procedure will create an executable file named "v98.I02.x" which
contains the Pam-Stamp core solver embedded with the new user subroutine. Please
note, that the user subroutine variable "FUNVAL(N)" is the current value of the force
curve only. Thus, if the user is modifying these values as part of the control scheme, the
user must remember to modify these values every timestep as if from the starting value.
If a user wants to run an adaptive simulation on an existing Pam-Stamp input deck
(typically *.ps), then he or she must configure "control.prm" configiuration file as
necessary. Once this is complete, the adaptive simulation may be executed in C shell on
a Unix workstation. The environment variable "PCHOME" must be pointed to the
directory containing license file provided by ESI. Then adaptive simulation executable
file "v98.102.x" must be executed. Thus the sequence of commands are:
c s hset:env PCHOME p a .th ./v98.102.x <*.ps >* . out Sc
Please keep in mind, that the user must be aware of which control strategy he or she
would like to use, since all executable files have the same name but different control
methods. Typically, the directory which contains the executable has a descriptive name
indicating the control method.
200
There are several requirements for the adaptive simulation. First, the specified
"STARTIME " should be a value equal to or greater than the moving averaging window
size (MOVE) which should be in turn be greater than or equal to the static averaging
window size (N_TH). The "MINBHF" should not be less that zero and the "MAXBHF"
should not be larger than the maximum force allowable by the contact model. If a larger
"MAXBHF" is necessary then the user should input a larger contact penalty.
Also, there are several requirements for the setup o f the FEM model for an adaptive
simulation. First, the press must be double action. That is the die surface must be
stationary, the binder surface must apply a constant force onto the die, and the punch
must travel with a velocity boundary condition into the sheet and die cavity. The
stamping direction and punch movement must be in the positive Z-direction. The die
surface must be entirely in the positive Z space with the lowest portion of the die surface
at Z=0. The remaining tools are arranged accordingly from there. See Figure C. 1 for an
illustrated example.
Each of these feedback routines modify curve number 2. Therefore, the user should
make sure that the nodal force BHF boundary condition be defined with curve number 2,
or else the control will not work correctly. The scalar value of the nodal force should be
equal to one and curve 2 should contain the actual BHF values which should be of
constant value during the control sequence. The user should renumber the nodes,
elements, materials, curves, and contact interfaces sequentially beginning from one.
There are automatic routines in the Pam-Stamp preprocessor. Future, the user should
remember to set Eo greater than zero when using Krupkowski’s flow law, CT=K(e+eo)“.
The final restriction is that the adaptive simulation is developed only for sheet material
models 107 or 109 with reduced integration (see Pam-Stamp manuals).
201
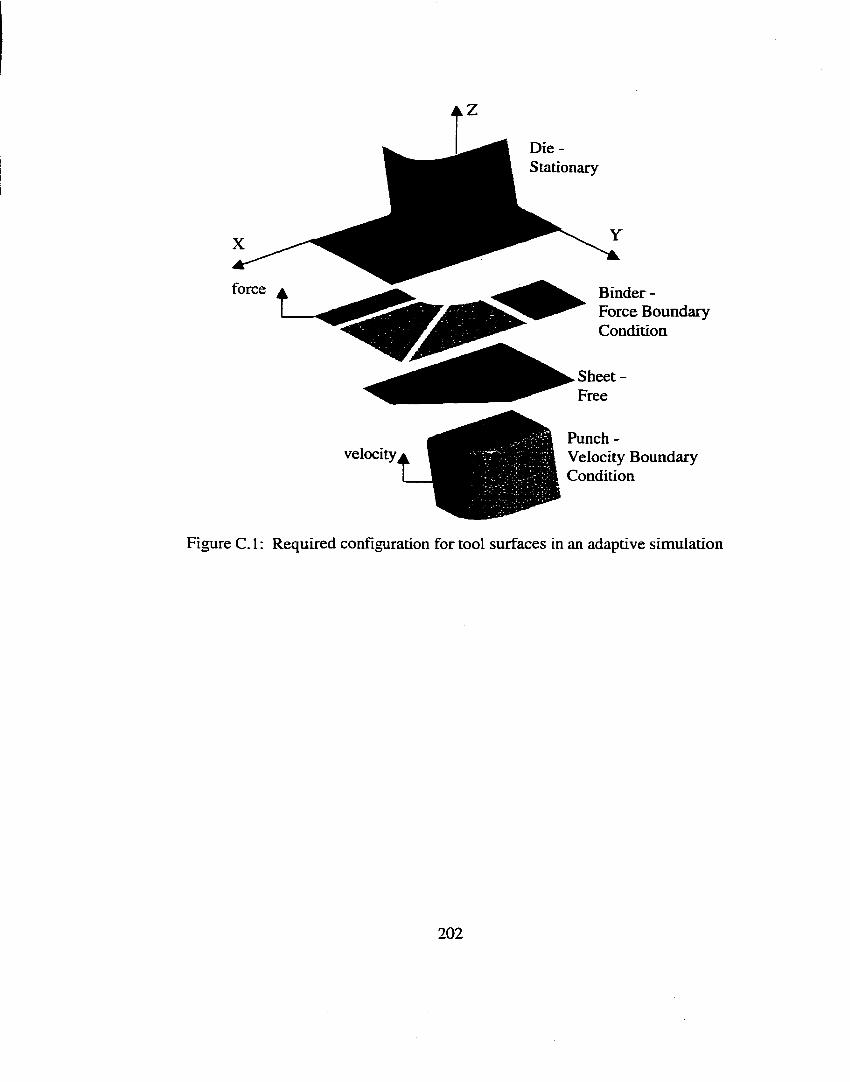
Die -Stationary
Sheet -
velocity
Binder - Force Boundary Condition
Punch -Velocity Boundary Condition
Figure C. I : Required configuration for tool surfaces in an adaptive simulation
202
APPENDIX D
INSTRUCTIONS FOR WRINKLING BASED ADAPTIVE SIMULATION
At each time step, this algorithm attempts to maintain the gap between the binder
surfaces at a predetermined setpoint by actively varying the blank holder pressure (BHF)
using a PID controller. This strategy should produce a BHF profile which ensures no
wrinkhng, minimizes final part strain and fracture. This algorithm allows the user to
specify:
• kp, ki, kd controller constants
• static and moving average filtering window sizes
• minimum and maximum BHF
• start time for control
• any linearly changing setpoint of binder gap for up to three different binder segments
The optimal values of kp, kj, kd, and filtering parameters have been determined to
maximize control robustness. They are as follows:
KP = 0.001
K1 = 0.0
KD = 0.0
N_TH = 100
MOVE = 100
The minimum and maximum BHP levels should be set according to press and tool
capacity. The start time should be set soon after deep drawing has begun typically after
203
2-3% of the draw depth has been achieved- It has been determined that the initial value
of the binder gap setpoint should be 1 0 % greater than the initial material thickness and
the final value of the binder gap setpoint should be 1 0 % greater than the final maximum
thickness of the part. In general, a variation of binder gap setpoint from L it to 1.51,
where t is the original material thickness, is sufficient. The binder gap strategy should
produce a BHF profile which minimizes final part stretch while avoiding wrinkling.
This is the only user routine which controls the blank holder pressure rather than the
blank holder force. It was found that the optimal values for the controller constants kp, ki,
kd were functions of the binder surface area. Thus, by controlling the BHP rather than the
BHF, control stability was improved and a unique set of kp, ki, kd were found. Thus the
user should keep in mind to define a static pressure to the binder surface or surfaces
rather than a nodal force. If only one binder segment is to be controlled, then the static
pressure for this segment should be defined with curve number 2. If two or more binder
segments are to be controlled, then define static pressures for binder segment 2 with
curve number 3 and binder segment 3 with curve number 4.
Thus the previously defined variable, MINBHF, MAXBHF, DELTABHF,
BHFHISTORY, BHF INITIAL, and PAMBHF are actually pressure instead of force. The
minimum and maximum BHP should be set to 0.0 and 1.0 GPa. Due to the intrinsic
nature of this control scheme, violent vibrations are imparted onto the system In order to
reduce contact problems, the penalty contact values for the binder-sheet and die-sheet
interfaces should be set to 0 . 1 .
The following user specified variables are defined for this control algorithm:
STARTGAP: User specified initial binder gap setpoint Z position.
ENDGAP: User specified final binder gap setpoint Z position.
NODEfN): User specified external node number contained in the binder segment N to be controlled.
204
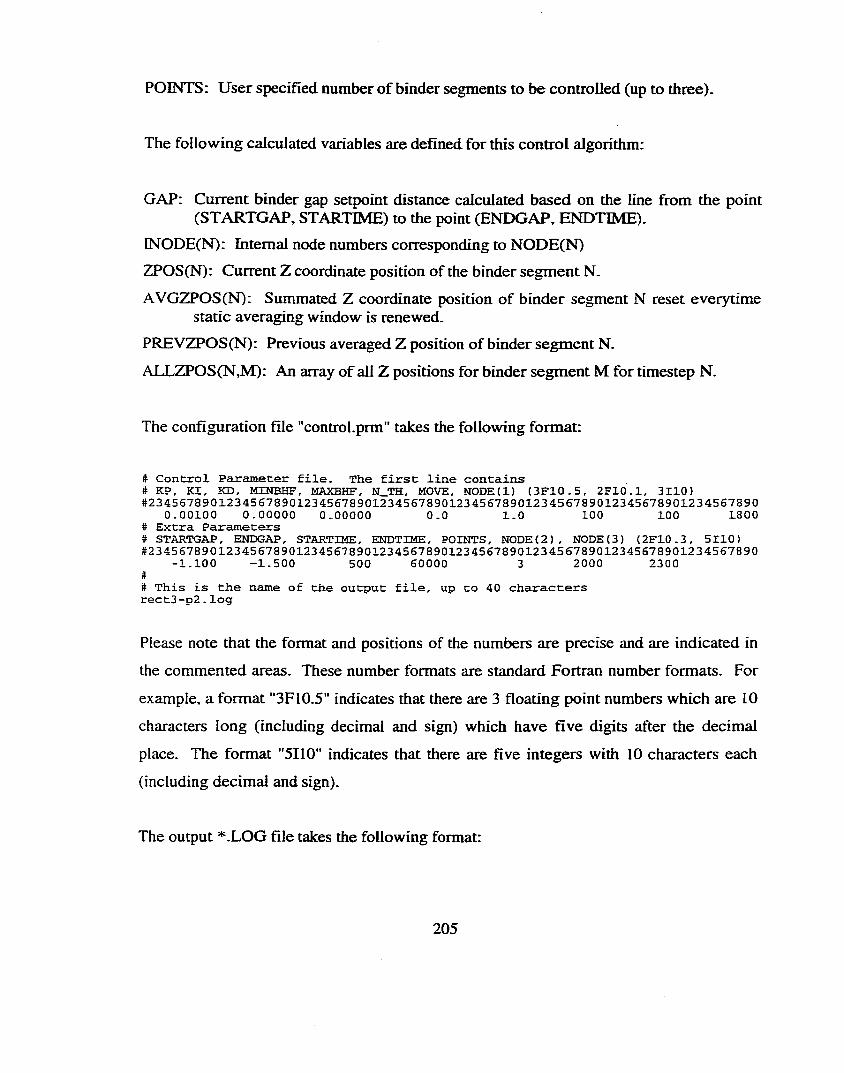
POINTS: User specified number of binder segments to be controlled (up to three).
The following calculated variables are defined for this control algorithm:
GAP: Current binder gap setpoint distance calculated based on the line from the point (STARTGAP, STARTIME) to the point (ENDGAP, ENDTIME).
INODE(N): Internal node numbers corresponding to NODE(N)
ZPOS(N): Current Z coordinate position of the binder segment N.
AVG2TOS(N): Summated Z coordinate position o f binder segment N reset everytime static averaging window is renewed.
PREVZPOS(N) : Previous averaged Z position of binder segment N.
ALLZPOS(N,M) : An array of all Z positions for binder segment M for timestep N.
The configuration file "control.prm" takes the following format:
# Control Parameter file. The first line contains# KP, KI. KD, MINBHF, MAXBHF, N_TH, MOVE, NODE(l) (3F10.5, 2F10.1, 3110) #2345678901234567890123456789012345678901234557890123456789012345578901234567890
0.00100 0.00000 0.00000 0.0 1.0 100 100 1800# Extra Parameters# STARTGAP, ENDGAP, STARTIME, ENDTIME, POINTS, NODE{2), NODE(3) (2F10.3, 5110)#2345678901234567890123456789012345678901234567890123456789012345678901234567890
-1.100 -1.500 500 60000 3 2000 2300## This is the name of the output file, up to 40 characters rect3-p2.log
Please note that the format and positions of the numbers are precise and are indicated in
the commented areas. These number formats are standard Fortran number formats. For
example, a format "3F10.5" indicates that there are 3 floating point numbers which are 10
characters long (including decimal and sign) which have five digits after the decimal
place. The format "5110" indicates that there are five integers with 10 characters each
(including decimal and sign).
The output *.LOG file takes the following format:
205
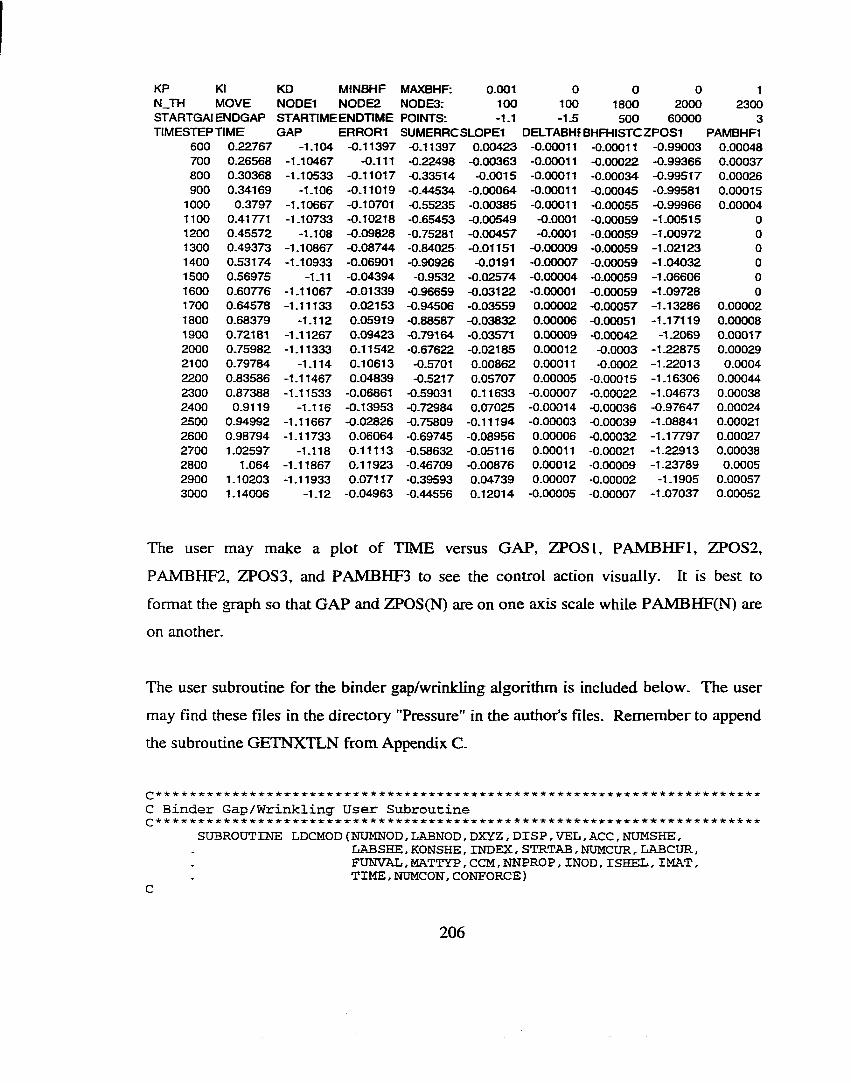
KP KI KD MINBHF MAXBHF: 0.001 0 0 0 1N_TH MOVE NODE1 NODE2 N0DE3: 100 100 1800 2000 2300STARTGAI ENDGAP STARTIME ENDTIME POINTS: -1.1 -1.5 500 60000 3TIMESTEP TIME GAP ERROR1 SUMERRCSLOPEl DELTABHF BHFHISTCZPOS1 PAMBHF1
600 0.22767 -1.104 -0.11397 -0.11397 0.00423 -0.00011 -0.00011 -0.99003 0.00048700 0.26568 -1.10467 -0.111 -0.22498 -0.00363 -0.00011 -0.00022 -0.99366 0.00037800 0.30368 -1.10533 -0.11017 -0.33514 -0.0015 -0.00011 -0.00034 -0.99517 0.00026900 0.34169 -1.106 -0.11019 -0.44534 -0.00064 -0.00011 -0.00045 -0.99581 0.00015
1000 0.3797 -1.10667 -0.10701 -0.55235 -0.00385 -0.00011 -0.00055 -0.99966 0.000041100 0.41771 -1.10733 -0.10218 -0.65453 -0.00549 -0.0001 -0.00059 -1.00515 01200 0.45572 -1.108 -0.09828 -0.75281 -0.00457 -0.0001 -0.00059 -1.00972 01300 0.49373 -1.10867 -0.08744 -0.84025 -0.01151 -0.00009 -0.00059 -1.02123 01400 0.53174 -1.10933 -0.06901 -0.90926 -0.0191 -0.00007 -0.00059 -1.04032 01500 0.56975 -1.11 -0.04394 -0.9532 -0.02574 -0.00004 -0.00059 -1.06606 01600 0.60776 -1.11067 -0.01339 -0.96659 -0.03122 -0.00001 -0.00059 -1.09728 01700 0.64578 -1.11133 0.02153 -0.94506 -0.03559 0.00002 -0.00057 -1-13286 0.000021800 0.68379 -1.112 0.05919 -0.88587 -0.03832 0.00006 -0.00051 -1.17119 0.000081900 0.72181 -1.11267 0.09423 -0.79164 -0.03571 0.00009 -0.00042 -1.2069 0.000172000 0.75982 -1.11333 0.11542 -0.67622 -0.02185 0.00012 -0.0003 -1.22875 0.000292100 0.79784 -1.114 0.10613 -0.5701 0.00862 0.00011 -0.0002 -1.22013 0.00042200 0.83586 -1.11467 0.04839 -0.5217 0.05707 0.00005 -0.00015 -1.16306 0.000442300 0.87388 -1.11533 -0.06861 -0.59031 0.11633 -0.00007 -0.00022 -1.04673 0.000382400 0.9119 -1.116 -0.13953 -0.72984 0.07025 -0.00014 -0.00036 -0.97647 0.000242500 0.94992 -1.11667 -0.02826 -0.75809 -0.11194 -0.00003 -0.00039 -1.08841 0.000212600 0.98794 -1.11733 0.06064 -0.69745 -0.08956 0.00006 -0.00032 -1.17797 0.000272700 1.02597 -1.118 0.11113 -0.58632 -0.05116 0.00011 -0.00021 -1.22913 0.000382800 1.064 -1.11867 0.11923 -0.46709 -0.00876 0.00012 -0.00009 -1.23789 0.00052900 1.10203 -1.11933 0.07117 -0.39593 0.04739 0.00007 -0.00002 -1.1905 0.000573000 1.14006 -1.12 -0.04963 -0.44556 0.12014 -0.00005 -0.00007 -1.07037 0.00052
The user may make a plot of TIME versus GAP, 2TOSI, PAMBHF I, ZPOS2,
PAMBHF2, ZPOS3, and PAMBHF3 to see the control action visually. It is best to
format the graph so that GAP and ZPOS(N) are on one axis scale while PAMBHF(N) are
on another.
The user subroutine for the binder gap/wrinkling algorithm is included below. The user
may find these files in the directory "Pressure" in the author's files. Remember to append
the subroutine GETNXTLN from Appendix C.
^ i c ' * c * i F i c i e - t r i c i r i e i e - i e i r ' i c i r i e i c i c i e i e i c i e i c i e i e i e ' i e i c i c i r i f * c i C ' i r i c i f i e i e i c i e i e i c - i c ' i e ' i e i c - t r i c i e i c i c i r i e ' i e i e ' i e i e * ' * e * * * * * * * * i c i e * *
C Binder Gap/Wrinkling User SubroutineSUBROUTINE LDCMOD (NUMNOD, LABNOD, DXYZ, DISP, VEL, ACC, NUMSHE,
LAB SHE, KONSHE, INDEX, STRTAB, NUMCUR, LABOUR,FUNVAL. MATTYP, COM, NNPRO P , INOD, ISHEL, IMAT,TIME, NUMCON, CONFORCE )
C
206
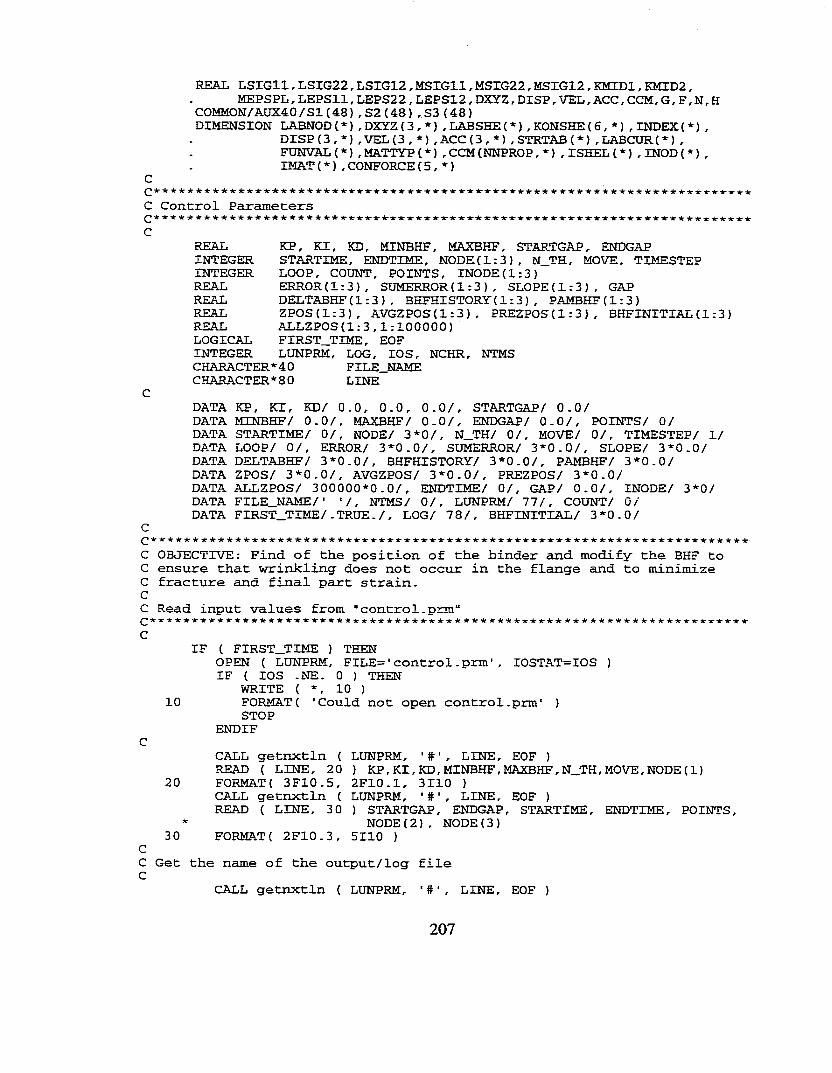
REAL LSIGll, LSIG22, LSIG12, MSIGll, MSIG22, MSLG12, KMTDL, KMID2,MEPSPL, LEPSll, LEPS22 , LEPS12 , DXYZ, DXSP, VEL, ACC, CCM, G , F, N , H
COMMON/AÜX40/SK48) , S2 (48) , S3 (48)DIMENSION LABNOD (*) ,DXYZ(3,*) ,LABSHE(*) ,K0NSHE(6, *) ,INDEX(*) ,
DISP(3,*),VEL(3,*),ACC(3,*),STRTAB(*),LABCUR(*),FUNVAL (*) ,MATTYP(*) ,CCM(NNPROP, *) , ISHEL (*) ,INOD(*) , IMAT (*),CONFORCE(5,*)C
C Control Parametersc
REAL KP, KI, KD, MINBHF, MAXBHF, STARTGAP, ENDGAPINTEGER STARTIME, ENDTIME, N0DE(L:3), N_TH, MOVE, TIMESTEPINTEGER LOOP, COUNT, POINTS, INODE(1:3)REAL ERROR(l:3), SUMERROR (1:3 ) , SLOPE (1:3) , GAPREAL DELTABHF(1:3) , BHFHISTORY( 1:3 ) , PAMBHF (1:3)REAL ZPOS(l:3), AVGZPOS(1:3), PREZPOS(1:3), BHFINITIAL(1:3)REAL ALLZPOS(1:3,1:100000)LOGICAL FIRST_TIME, EOFINTEGER LUNPRM, LOG, lOS, NCHR, NTMSCHARACTER*40 FILE_NAMECHARACTER* 80 LINE
CDATA KP, KI, KD/ 0.0, 0.0, 0.0/, STARTGAP/ 0.0/DATA MINBHF/ 0.0/, MAXBHF/ 0.0/, ENDGAP/ 0.0/, POINTS/ 0/DATA STARTIME/ 0/, NODE/ 3*0/, N_TH/ 0/, MOVE/ 0/, TIMESTEP/ 1/ DATA LOOP/ 0/, ERROR/ 3*0.0/, SUMERROR/ 3*0.0/, SLOPE/ 3*0.0/ DATA DELTABHF/ 3*0.0/, BHFHISTORY/ 3*0.0/, PAMBHF/ 3*0.0/DATA ZPOS/ 3*0.0/, AVGZPOS/ 3*0.0/, PREZPOS/ 3*0.0/DATA ALLZPOS/ 300000*0.0/, ENDTIME/ 0/, GAP/ 0.0/, INODE/ 3*0/ DATA FILE_NAME/' '/, NTMS/ 0/, LUNPRM/ 77/, COUNT/ 0/DATA FIRST_TIME/.TRUE./, LOG/ 78/, BHFINITIAL/ 3*0.0/C
C OBJECTIVE : Find of tiie position of the binder and modify the BHF to C ensure that wrinkling does not occur in the flange and to minimize C fracture and final part strain.CC Read input values from "control.prm"c
IF ( FIRST_TIME ) THENOPEN ( LUNPRM, FILE='control.prm ' , IOSTAT=IOS )IF ( lOS .NE. 0 ) THEN
WRITE ( *, 10 )10 FORMAT( 'Could not open control.prm' )
STOPENDIF
CCALL getnxtln ( LUNPRM, LINE, EOF )READ ( LINE, 20 ) KP,KI,KD,MINBHF,MAXBHF,N_TH,MOVE,NODE(1)
20 FORMAT( 3F10.5, 2F10.1, 3110 )CALL getnxtln ( LUNPRM, ' , LINE, EOF )READ ( LINE, 3 0 ) STARTGAP, ENDGAP, STARTIME, ENDTIME, POINTS,
* NODE(2), NODE(3)30 FORMAT( 2F10.3, 5110 )C
C Get the name of the output/log file CCALL getnxtln ( LUNPRM, '#', LINE, EOF )
207
NCHR = LLLEN ( LINE )FILE_NAME = LINE(L:NCHR) // CHAR(O)CCLOSE ( LUNPRM )FIRST_TIME = .FALSE.C
C Open the log file C
OPEN ( LOG, FILE=FILE_NAME, IOSTAT=IOS )WRITE { LOG, 40 ) KP, KI, KD, MINBHF, MAXBHF
40 FORMAT( 'KP, KI, KD, MINBHF, MAXBHF: ' , 3F10.5, 2F10.1 )WRITE{ LOG, 50 ) N_TH, MOVE, NODE(l), NODE(2), NODE(3)
50 FORMAT( 'N_TH, MOVE, NODEl, N0DE2, NODE3:', 5110)WRITE( LOG, 60 ) STARTGAP, ENDGAP, STARTIME, ENDTIME, POINTS
60 FORMAT ( ' STARTGAP, ENDGAP, STARTIME, ENDTIME, POINTS : ' , 2F10 .3 , 3110)WRITE( LOG, 70 )7 0 FORMAT ( ' , TIMESTEP, TIME, GAP, ERRORl, SDMERRORl, SLOPEl, DELTABHFl, ' ,
• BHFHISTORYl, ZPOSl, PAMBHFl, ERROR2 , SOMERROR2 , SLOPE2 , ' ,* • DELTABHF2, BHFHIST0RY2 , ZPOS2 , PAMBHF2, ERR0R3 , SUMERROR3 , ' ,
' SLOPES , DELTABHF3 , BHFHIST0RY3 , ZP0S3 , PAMBHF3 ' )ENDIFCC Get Z displacement of NODE c
DO 77 COUNT=l,NUMNOD DO 73 L00P=1,3
IF (INOD (COUNT) .EQ. NODE (LOOP) ) INODE (LOOP) = COUNT 73 CONTINUE 77 CONTINUE
CDO 80 LOOP = 1, POINTS
ALLZPOS(LOOP,TIMESTEP) = DXYZ(3,INODE(LOOP))80 CONTINUEC
* ie ie •ie ie ie ir * ic ie * * * * * * ic * -ie -k ir ie irir * ie -ie -ir -ie ir -te * * "ir ic ■iç ir * -tc* it -ie * ir -it ir ir ir ir icie it * * * * -icie * ie *■ ic * ie -k icic * ic *
C Proportional, Integral, Derivative Controller C
IF (TIMESTEP .GT. STARTIME) THEN NTMS = NTMS + 1 IF (NTMS .GE. N_TH) THEN
DO 100 COUNT = 1, POINTSDO 90 LOOP = (TIMESTEP-MOVE+1) , (TIMESTEP)
AVGZPOS (COUNT) = AVGZPOS (COUNT) + ALLZPOS (COUNT, LOOP)90 CONTINUEZPOS(COUNT) = AVGZPOS(COUNT) / MOVE
100 CONTINUEC
DO 175 COUNT = 1, POINTSIF (PREZPOS(COUNT) .EQ. 0.0) THEN AVGZPOS(COUNT) =0.0DO 150 LOOP = (TIMESTEP-MOVE-N_TH-i-l) , (TIMESTEP-N_TH) AVGZPOS (COUNT) = AVGZPOS (COUNT) + ALLZPOS (COUNT, LOOP)
150 CONTINUEPREZPOS(COUNT) = AVGZPOS(COUNT) / MOVE ENDIF
175 CONTINUEC
GAP = STA R TG A P+( ( (E N D G A P -S T A R T G A P )/E N D T IM E ) * T IM E S T E P )
208
IF ( ABS(GAP) .G T . ABS (ENDGAP) ) GAP = ENDGAPC
DO 200 COUNT = 1, POINTSERROR(COUNT) = GAP - ZPOS(COUNT)SUMERROR (COUNT) = SUMERROR (COUNT) + ERROR (COUNT)SLOPE(COUNT) = ZPOS(COUNT) - PREZPOS(COUNT)PREZPOS(COUNT) = ZPOS(COUNT)AVGZPOS(COUNT) = 0.0
200 CONTINUENTMS = 0
CC Now calculate the binder load adjustment DELTABHF.C
DO 225 COUNT = 1, POINTSDELTABHF (COUNT) = KP*ERROR(COUNT)+KI*SUMERROR(COUNT) +
KD*SLOPE(COUNT)BHFHISTORY (COUNT) = BHFHISTORY (COUNT) + DELTABHF (COUNT)
225 CONTINUECC Adjust the binder load curve #2 thru 4 by BHFHISTORY(N) .C
DO 275 LOOP = 1. POINTS NCURSL = LOOP + 1 DO 250 ICUR = 1, NUMCUR NCUR = LABCUR(ICUR)IF (NCUR .EQ. NCURSL) THEN IF ( TIMESTEP . EQ . ( STARTIME+N_TH) )
* BHFINITIAL(LOOP)=FUNVAL(ICUR)FUNVAL(ICUR) = BHFHISTORY(LOOP) + FUNVAL(ICUR)IF (FUNVAL(ICUR) .LT. MINBHF) THEN FUNVAL(ICUR) = MINBHFBHFHISTORY(LOOP) = MINBHF - BHFINITIAL(LOOP)
ENDIFIF (FUNVAL (ICUR) .GT. MAXBHF) THEN FUNVAL(ICUR) = MAXBHFBHFHISTORY(LOOP) = MAXBHF - BHFINITIAL(LOOP)
ENDIFIF (ZPOS(LOOP) .GT. 10) THEN FUNVAL(ICUR) =0.0BHFHISTORY (LOOP) = MINBHF - BHFINITIAL(LOOP)ENDIFPAMBHF(LOOP) = FUNVAL(ICUR)
ENDIF 250 CONTINUE275 CONTINUEC
C Output to Log File C
WRITE ( LOG, 300 ) TIMESTEP, TIME,GAP, ERROR( 1) , SUMERROR( 1) ,* SLOPE(1) ,DELTABHF(1),BHFHISTORY (1) ,ZP0S(1) ,PAMBHF(1) ,* ERR0R(2) ,SUMERR0R(2) ,SLOPE( 2 ) ,DELTABHF(2) ,BHFHISTORY (2) ,* ZPOS(2),PAMBHF(2),ERR0R(3),SUMERR0R(3),SLOPE(3),DELTABHF(3),
BHFHISTORY(3),ZPOS(3),PAMBHF(3)300 FORMAT( 110, 23 ( I h , F10.5) )
CENDIF
CC Adjust the binder load curve #2 by DELTABHF again.C
DO 350 LOOP = 1, POINTS NCURSL = LOOP + 1
209
c
DO 325 ICUR = 1, NUMCUR NCUR = LABCUR(ICUR)IF (NCUR-EQ.NCURSL) FUNVAL (ICUR) =BHFHISTORY(LOOP)+FDNVALCICUR) IF (ZPOS(LOOP) -GT. 10) THEN FUNVAL(ICUR) =0.0BHFHISTORY (LOOP) = MINBHF - BHFINITIAL (LOOP)
ENDIF 325 CONTINUE 3 50 CONTINUE
ENDIFT IM E S T E P = t i m e s t e p + 1
RETURNEND
210
APPENDIX E
INSTRUCTIONS FOR STRESS BASED ADAPTIVE SIMULATION
At each time step, this algorithm attempts to maintain the maximum equivalent stress in
the part at some specified stress profile by actively varying the BHF using a PID
controller. This strategy should produce a BHF profile which maximizes the stretch in
the part while eliminating fracture and minimizing wrinkling. The equivalent stress will
be calculated from Hill’s plane stress anisotropic quadratic yield function (Wagoner,
1997).
= --- :------— +'c)' 9o(‘ x +(2rt5 + 0 ( ^ 0''wC'b- < - 0
(Equation 4.25)
This algorithm allows the user to specify:
• kp, ki, kd controller constants
• static average filtering window size
• minimum and maximum BHF
• start time for control or automatic start
• any constant level stress profile and ramp time
• bulk search of maximum stress or target zone or target element
The optimal controller and filtering constants have been iteratively determined to
maximize robustness. They are as follows:
KP = 20
KI = 0.0
BCD = 0.0
211
N_TH = 250
The maximum and minimum BHF are dictated by press and tooling limits. It is
recommended that the initial BHF should be set relatively high near the fracture limit to
minimize the amount o f time it takes the stress reach the setpoint. The algorithm will
quickly modify the BHF from this point on to ensure no splitting. This high initial BHF
tends to improve control stability.
The start time should be set when the process is well established typically after 5-10% of
the draw depth is achieved. There is also an option for the control to begin automatically
when the measured stress becomes greater than or equal than the setpoint stress. This
option improves control stability and is recommended as an initial starting point for
investigations. To use automatic start, just enter a negative value for the STARTIME.
Any constant level stress profile may be specified and this setpoint can be ramped in at
any slope to improve controllability. It is recommended that the stress setpoint be set at
the average of the yield and ultimate tensile strength of the material to maximize stretch
while avoiding splitting. The setpoint should be ramped in over a short period of about
5-10% of the draw depth.
The entire sheet or zone may be defined whereby the algorithm searches for the
maximum stress. The zone option forces the algorithm to only analyze the region in
which fracture is likely to occur to minimize false readings. Another option is to specify
a specific element in which failure is likely to occur. It is recommended that a target
element be chosen rather than the entire part or a zone to improve stability.
The following user specified variables are defined for this control algorithm:
STRESSLIMTT: User specified stress setpoint target.
212
RAMPTIME: User specified timestep value for ramping in of die stress setpoint. The RAMPTIME should be less than ENDTIME and greater then STARTIME.
ELEMENT: User specified external element number for stress measurement.
The following calculated variables are defined for this control algorithm:
lELEM: Internal element number of ELEMENT.
STRESSMAX: Current Hill’s equivalent stress for ELEMENT.
AVGSTRESSMAX: Current summated STRESSMAX value to be used for the static averaging window and is reset everytime the static averaging window is renewed.
STRESSINrriAL: Equivalent stress value of ELEMENT at TIMESTEP=STARTIME. This is used to calculate the ramping of the stress setpoint.
STRESSRAMP: Current stress setpoint with ramping calculation. The STRESSRAMP begins at STARTIME or automatic start and takes on the value of the current STRESSMAX. The STRESSRAMP then ramps up to the STRESSLIMTT value by RAMPTIME. The STRESSRAMP is equivalent to STRESSLIMTT thereafter.
STRESSPREV: Value of STRESSMAX during the previous static averaging window.
The configuration file "control.prm" takes the following format:
# Control Parameter file. The first line contains# KP,KI,KD, STRESSLIMIT, MINBHF, MAXBHF, ELEMENT, N_TH in (4F10.5, 2F10.1, 2110) #234567890123456789012345678901234567890123456789012345678901234557890123455789020.00000 0.00000 0.00000 0.30000 0.0 200.0 585 250## Extra Parameters# STARTIME, RAMPTIME, ENDTIME (3F10.1)#2345678901234567890123456789012345678901234567890123456789012345678901234567890 2750 12500 51500## This is the name of the output file, up to 40 characters piel2-e3.log
Please note that the format and positions of the numbers are precise and are indicated in
the commented areas. These number formats are standard Fortran number formats. For
example, a format "3F10.5" indicates that there are 3 floating point numbers which are 10
characters long (including decimal and sign) which have five digits after the decimal
213
place. The format "5110" indicates that there are five integers with 10 characters each
(including decimal and sign).
The output *.LOG file takes the following format:
KP KI KD STRESSU 20 0 0 0.3MINBHF MAXBHF ELEMENT 0 200 585STARTIME RAMPTIM ENDTIME N_TH: 1 5 15.1 250TIMESTEFTIME ERROR SUMERRC SLOPE DELTABHIBHFHISTC STRESSR STRESSM PAMBHF
2869 1.09594 -0.00213 -0.00213 0.1708 -0.04251 -0.04251 0.17026 0.1708 49.957493119 1.19214 -0.00474 -0.00686 0.00581 -0.09474 -0.13725 0.17346 0.1766 49.862753369 1.28847 -0.01299 -0.01985 0.01145 -0.25977 -0.39702 0.17666 0.18805 49.602983619 1.38491 -0.01112 -0.03097 0.00134 -0.22246 -0.61948 0.17986 0.18939 49.380523869 1.48153 -0.01692 -0.04789 0.009 -0.33837 -0.95785 0.18307 0.19839 49.042154119 1.5783 -0.02084 -0.06873 0.00714 -0.41684 -1.37469 0.18629 0.20553 48.625314369 1.67521 -0.02078 -0.08952 0.00316 -0.41562 -1.79031 0.18951 0.20869 48.209694619 1.77234 -0.02169 -0.11121 0.00414 -0.43384 -222415 0.19274 0.21282 47.775854869 1.86966 -0.02562 -0.13682 0.00715 -0.5123 -273645 0.19597 0.21998 47.263555119 1.96719 -0.02814 -0.16496 0.00576 -0.56271 -3.29917 0.19921 0.22574 46.700835369 2.06494 -0.03173 -0.19669 0.00684 -0.63455 -3.93372 0.20246 0.23257 46.066285619 2.16293 -0.03772 -0.23441 0.00925 -0.75449 -4.6882 0.20572 0.24182 45.311795869 2.26108 -0.03904 -0.27345 0.00458 -0.78088 -5.46908 0.20898 0.2464 44.530926119 2.35937 -0.03894 -0.31239 0.00316 -0.77872 -6.24781 0.21225 0.24956 43.752196369 2.45786 -0.04277 -0.35516 0.00711 -0.85543 -7.10324 0.21552 0.25666 42.896766619 2.55666 -0.04552 -0.40068 0.00602 -0.91035 -8.01359 0.2188 0.26268 41.986416869 2.65579 -0.04748 -0.44816 0.00526 -0.9497 -8.96329 0.2221 0.26794 41.036717119 2.75509 -0.0428 -0.49097 -0.00139 -0.85606 -9.81934 0.2254 0.26656 40.18066
The user may make a plot of TIME versus STRESSRAMP, STRESSMAX, and
PAMBHF to see the control action visually. It is best to format the graph so that
STRESSRAMP and STRESSMAX are on one axis scale while PAMBHF is on another.
There are two other variations of the stress based algorithm that may prove potentially
useful. The first looks for the maximum stress in the entire part rather than just in a
particular element. The second looks for the maximum stress in a particular user defined
"ZONE". Each of the variations are contained in the following directories of the author's
files:
214
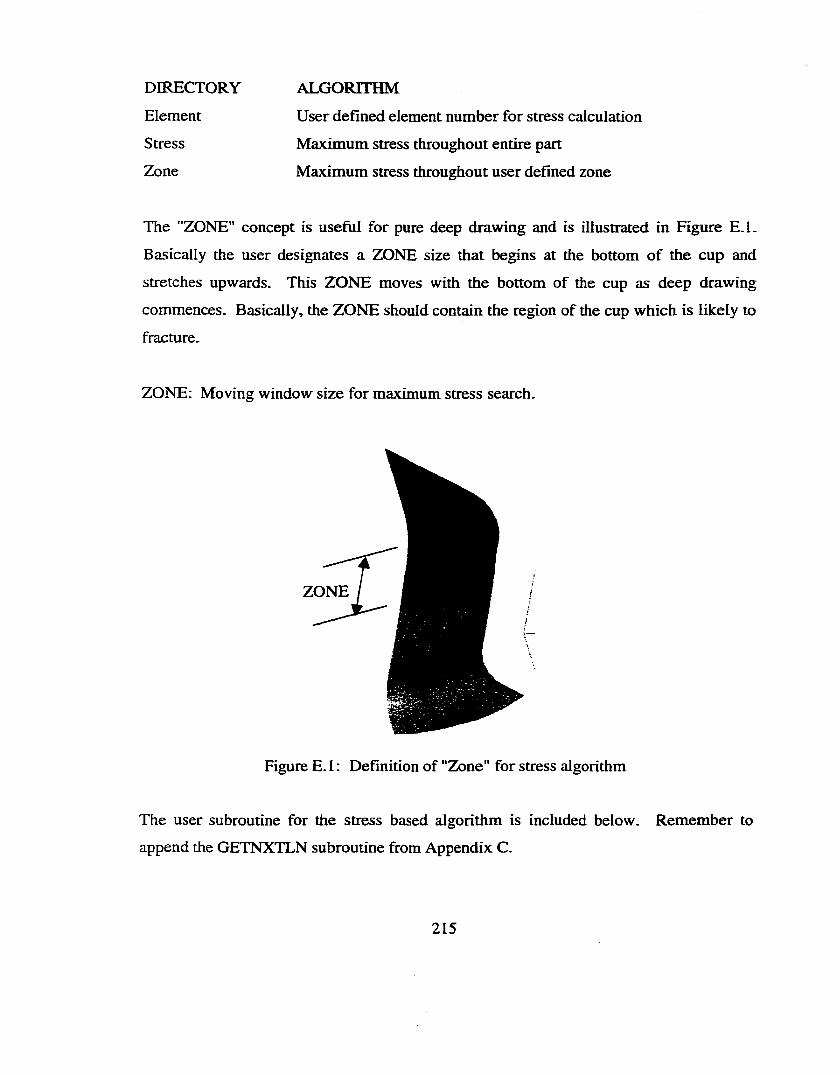
DIRECTORY
Element
Stress
Zone
ALGORITHM
User defined element number for stress calculation
Maximum stress throughout entire part
Maximum stress throughout user defined zone
The "ZONE" concept is useful for pure deep drawing and is illustrated in Figure E.L
Basically the user designates a ZONE size that begins at the bottom o f the cup and
stretches upwards. This ZONE moves with the bottom of the cup as deep drawing
commences. Basically, the ZONE should contain the region of the cup which is likely to
fracture.
ZONE: Moving window size for maximum stress search.
ZONE
Figure E. 1 : Definition of "Zone" for stress algorithm
The user subroutine for the stress based algorithm is included below. Remember to
append the GETNXTLN subroutine from Appendix C.
215
C Stress Based User SubroutineSUBROUTINE LDCMOD ( NUMNOD, LABNOD, DXYZ, DISP, VEL, ACC, NUMSHE,
LAB SHE, KONSHE, INDEX, STRTAB, NUMCUR. LABCUR, FUNVAL, MATTYP, CCM, NNPROP, INOD, ISHEL, IMAT,TIME, NUMCON, CONFORCE )C
REAL LSIGll, LSIG22 , LSIG12 ,MSIGll, MSIG22, MSIG12, KMIDl, KMID2 ,MEPSPL, LEPSll, LEPS22 , LEPS12 , DXYZ, DISP, VEL, ACC, CCM, G , F , N, H
COMMON/AUX40/Sl(48),S2(48),S3(48)DIMENSION LABNOD (*) .DXYZ (3, *) .LABSHEC*) .KONSHE(6.*) ,INDEX(*) .
DISP(3,*) ,VEL(3.*) .ACC(3,*} .STRTAB(*) ,LABCUR(*) ,FUNVAL ( * ) . MATTYP ( * ) . CCM (NNPROP, * ) . ISHEL ( * ) . INOD ( * ) . IMAT(*).CONFORCE(5 .*)C
C Control Parameters c
REAL KP. KI. KD, STRESSLIMIT. MINBHF, MAXBHFINTEGER N_TH, ELEMENT, TIMESTEP, NTMSINTEGER STARTIME, RAMPTIME, ENDTIMEREAL DELTABHF, BHFHISTORY, PAMBHF. BHFINITIALREAL STRESSMAX, STRESSINITIAL. STRESSRAMP. AVGSTRESSMAXREAL STRESSPREV. ERROR. SUMERROR. AVGERR. SLOPELOGICAL FIRST_TIME. EOF. BEGININTEGER LUNPRM. LOG, lOS. NCHR. lELEMCHARACTER*40 FILE_NAMECHARACTER*80 LINECDATA KP. KI. KD/ 0.0. 0.0. 0.0/. STRESSLIMIT/ 0.0/DATA MINBHF / 0.0/. MAXBHF/ 0.0/. ELEMENT/ 0/. lELEM/ 0/DATA STARTIME/ 0/. RAMPTIME/ 0/. ENDTIME/ 0/. N_TH/ 0/DATA TIMESTEP/ 1/. NTMS/ 0/. DELTABHF/ 0.0/. BHFHISTORY/ 0.0/DATA PAMBHF/ 0.0/. BHFINITIAL/ 0.0/. STRESSMAX/ 0.0/DATA STRESSINITIAL/ 0.0/, STRESSRAMP/ 0.0/. AVGSTRESSMAX/ 0.0/ DATA STRESSPREV/ 0.0/, ERROR/ 0.0/, SUMERROR/ 0.0/DATA AVGERR/ 0.0/, SLOPE/ 0.0/. BEGIN/.FALSE./DATA FILE_NAME/■ '/, LONPRM/ 77/. LOG/78/ , FIRST_TIME/.TRUE. /C
C Find the stress of the user specified element and vary the BHF C with a PID controller to match this stress with a user specified C stress setpoint to avoid splitting, minimize wrinkling, and maximize C final part stretch.CC Read input values from "control.prm".c
IF ( FIRST_TIME ) THENOPEN ( LUNPRM. FILE='control.prm ' . IOSTAT=IOS )IF ( 10S .NE. 0 ) THEN
WRITE ( *. 5 )5 FORMAT( 'Could not open control.prm' )
STOPENDIFCCALL getnxtln ( LUNPRM, '#', LINE, EOF )READ (LINE, 10) KP. KI. KD. STRESSLIMIT. MINBHF,MAXBHF. ELEMENT,N_TH
10 FORMAT( 4F10.5. 2F10.1. 2110 )
216
CALL getnxtln ( LDNPRM, LINE, EOF )READ ( LINE, 15 ) STARTIME, RAMPTIME, ENDTIME
15 FORMAT( 3110 )CC Get the name of the output/log file C
CALL getnxtln ( LONPRM, LINE, EOF )NCHR = LLLEN { LINE )FILE_NAME = LINE(1:NCHR) // CHAR(O)CCLOSE { LONPRM )NTMS = 0 AVGERR =0.0 FIRST_TIME = .FALSE.C
C Find Internal Element Number C
DO 100 ISHE=1,NOMSHEIF (ISHEL(ISHE) .EQ. ELEMENT) lELEM = ISHE
100 CONTINUECC Open the log file C
OPEN ( LOG, FILE=FILE_NAME, IOSTAT=IOS )CWRITE ( LOG, 20 ) KP, KI, KD, STRESSLIMIT
20 FORMAT( 'KP,KI,KD,STRESSLIMIT, 4F10.5 )WRITE( LOG, 25 ) MINBHF, MAXBHF, ELEMENT, lELEM
25 FORMAT( 'MINBHF, MAXBHF, ELEMENT, lELEM: ', 2F10.1, 2110 )WRITE( LOG, 3 0 ) STARTIME, RAMPTIME, ENDTIME, N_TH
3 0 FORMAT( 'STARTIME, RAMPTIME, ENDTIME, N_TH:’,4I10)WRITE( LOG, 35 }
3 5 FORMAT ( ' , TIMESTEP, TIME, ERROR, SUMERROR, SLOPE, DELTABHF, ' ,* ■ BHFHISTORY, STRESSRAMP, STRESSMAX, PAMBHF ' )ENDIF
CC Initialization of STRESSMAX CC STRESSLIMIT = 250
STRESSMAX = -1.0 NBSHEMAX = 0
CC Get element values of element number NSHESL c
ISHE=IELEMCC DO 200 ISHE=1,NUMSHEC NSHE = LABSHECISHE)C IF{NSHE.EQ.NSHESL) THENCC Define variables relative to element NSHE C
IGAUS = 0 1 Inteçrration type flagIN = INDEX { ISHE) - 1 1 Address of NSHE in INDEX tableIP = KONSHE(5,ISHE) 1 Number of through thickness
int. points CC Extract thickness and thinning values C
2 1 7
IF(IGAUS.EQ.l) THEN I Selective integration (Hughes-Tezd.)
CCCCCCCCCCCCCccccccc
ISTEP = 6ISFIX = 2 2lADD = 4c THO = STRTAB (IN4-21) I Initial thicknessc THK = STRTAB (IN4- 1) I Current thicknessc THN = (THO-THK)/THO i Thinning ratio
ELSE I Reduced integration (BelytISTEP = 6ISFIX = 18lADD - 4c THO = STRTAB(IN+17) I Initial thicknessc THK = STRTAB(IN+ 1) t Current thicknessc .THN = (THO-THK) /THO
c ENDIF
cccccccccccc
Get stresses at each, integration pointDO 210 1=1,IP
K = IN + ISFIX 4. (I-1)*ISTEP SKI) = STRTAB (K-f-l) !S2(I) = STRTAB (K-i-2) !S3 (I) = STRTAB (K+3) !
210 CONTINUEGet Lower/Upper surface stress tensor
SigmaSigmaSigma
112212
LSIGll = LSIG22 = LSIG12 = USIGll = USIG22 = USIG12 =
SKI) S2(l) S3 (1) SKIP) S2(IP) S3(IP)
Get Middle surface stress tensor151 = (IP+D/2152 = IP/2 + 1MSIGll = 0.5*(S1(IS1) 4- SKIS2) )MSIG22 = 0.5* (S2 (ISl) 4- S2(IS2) )MSIG12 = 0.5* (S3 (ISl) 4- S3 (IS2) )
Get Middle surface plastic strainKMIDl = IN + ISFIX 4- (ISl-1) *ISTEP 4- lADDKMID2 = IN 4- ISFIX 4- (IS2-1) *ISTEP 4- lADDMEPSPL = 0 .5* (STRTAB (KMIDl) 4-STRTAB (KMID2) )
Get Lower/Upper surface strain tensorK = IN 4- ISFIX - 8LEPSll = STRTAB (K4-4) LEPS22 = STRTAB (K4-5)' LEPS12 = .5*STRTAB(K4-6) UEPSll = STRTAB (K4-1)UEPS22 = STRTAB (K4-2) UEPS12 = .5*STRTAB(K4-3) ENDIF
Compute Equivalent Stress (Hill)
EpsilonEpsilonEpsilonEpsilonEpsilonEpsilon
11 Lower 22 Lower12 Lower11 Upper 22 Upper12 Upper
surfacesurfacesurfacesurfacesurfacesurface
218
ccccccccccccccccccccccccccccccccccccc
2 * HMSIGllMSIG22
C C C C C C C C C C C CC Check if che element is in the wall of the part C
NODEl = KONSHE(2. ISHE)N0DE2 = KONSHE(3,ISHE)NODE3 = KONSHE (4, ISHE)NODE4 = KONSHE(5, ISHE)
IF ( (MATTYP (KONSHE(1, ISHE) ) -EQ.107) -OR.(MATTYP(K0NSHE(1,ISHE) ) -EQ-109) ) THEN
G = CCM( 68, KONSHE (1, ISHE) )F = CCM( 69, KONSHE (1, ISHE) )N = CCM(70,KONSHE(1,ISHE) )H = 2 - GSTRESSAOX = 2 * N * MSIG12 STRESSAOX = STRESSAUX + (G STRESSAOX = STRESSAOX -t- (F STRESSAOX = SQRT (STRESSAOX STRESSEQ = STRESSAOX
2 -
H) * H) * 0-5)
* MSIGll * * 2
2
MSIG22
ZNODEl = DXYZ (3 ,NODEl)ZN0DE2 = DXYZ(3 ,N0DE2)ZNQDE3 = DXYZ (3 , N0DE3 )IF (NODE4 -NE- 0) THEN
ZNODE4 = DXYZ(3,NODE4)ELSEZNODE4 = DEPTH ENDIFIF (TIMESTEP -GT- STARTIME) THEN
ZONEPOS = (DEPTH/ENDTIME*TIMESTEP) - ZONE IF (ZONEPOS -LT- 0-0) ZONEPOS = 0.0IF (ZONEPOS -GT. (DEPTH-ZONE) ) ZONEPOS = DEPTH - ZONE IF ( (ZNODEl -GT- ZONEPOS) -AND- (ZNODE2 -GT- ZONEPOS) -AND.
(ZNODE3 -GT- ZONEPOS) -AND- (ZN0DE4 -GT- ZONEPOS) -AND- (STRESSEQ -GT. STRESSMAX) ) THEN
STRESSMAX = STRESSEQ NBSHEMAX = ISHE
ENDIF ELSE
IF (STRESSEQ -GT. STRESSMAX) THEN STRESSMAX = STRESSEQ NBSHEMAX = ISHE
ENDIF ENDIF
ENDIFCalculate Equivalent Stress of EILEMENT
IF (ISHEL (ISHE) -EQ- ELEMENT) THEN G = CCM (68, KONSHE (1, ISHE) )F = CCM(69, KONSHE (1, ISHE) )N = CCM(70, KONSHE (1, ISHE) )H = 2 - GSTRESSAUX = 2 * N * MSIG12 ** 2 - 2 * H ^STRESSAUX = STRESSAOX + (G + H) * MSIGllSTRESSAUX = STRESSAOX + (F + H) * MSIG22STRESSAUX = SQRT (STRESSAUX * 0.5)STRESSEQ = STRESSAOX STRESSMAX = STRESSEQ
MSIGll * * 2 * * 2
MSIG22
219
c ENDIFCC Calculated Major Stress of ELEMENT CC IF (ISHE .EQ. lELEM) THENC MSIGl = ((MSIG11+MSIG22)/2)C MSIGl = MSIGl + SQRT (CCMSIG11-MSIG22)/2)**2+MSIG12**2)C MSIG2 = MSIGl - SQRT ( C (MSIG11-MSIG22)/2) **2+MSIG12**2)C ENDIFCC 200 CONTINUE CC Get displacement of all nodes of element NBSHEMAXcc NODEl = KONSHE (2, NBSHEMAX)C N0DE2 = KONSHE ( 3 . NBSHEMAX)C N0DE3 = KONSHE (4. NBSHEMAX)C N0DE4 = KONSHE C 5, NBSHEMAX)C NDOF = 6C XNODEl = DXYZ(1,NODEl)C YNODEl = DXYZ(2,NODEl)C ZNODEl = DXYZ(3,NODEl)C XNODE2 = DXYZ(1,N0DE2)C YNODE2 = DXYZ(2,NODE2)C ZNODE2 = DXYZ(3,NODE2)C XNODE3 = DXYZ(1,N0DE3 )C YN0DE3 = DXYZ(2,NODE3)C ZN0DE3 = DXYZ(3,N0DE3 )C IF (NODE4 .NE. 0) THENC XN0DE4 = DXYZ(1,N0DE4)C YNODE4 = DXYZ(2,N0DE4)C ZN0DE4 = DXYZ{3,NODE4)c XCOG = (XNODEl XN0DE2 + XNODE3 + XN0DE4) / 4c YCOG = (YNODEl + YN0DE2 + YNODE3 + YN0DE4) / 4c ZCOG = (ZNODEl -r ZN0DE2 + ZN0DE3 + ZN0DE4) / 4c ELSEc XCOG = (XNODEl + XN0DE2 XNODE3 ) / 3c YCOG = (YNODEl -f- YN0DE2 YNODE3 ) / 3c ZCOG = (ZNODEl + ZN0DE2 +■ ZNODE3 ) / 3C ENDIFC
ie ie -X -ie * iç -k- ir -te -ie * ir * * ie * ir * * * * * * ie ie ie *icie * ir icie * * * * * -k-"te ie ie icir ie ir ie * -ie ic ic ie ir-ie ic * * * * * * ie-ie * * * * ir'*e *
C Proportional, Integral, Derivative ControllercC Checlc to see if it is time to begin control.CC Find the error (proportional), sum of previous errors (integral), and C slope (derivative)C
IF (STARTIME .LT. 0) THENIF (STRESSMAX .GE. STRESSLIMIT) BEGIN=.TRaE.
ELSEIF (TIMESTEP .GT. STARTIME) BEGIN=.TRUE.
ENDIFC
IF (BEGIN) THENIF ( ( TIMESTEP . LT. RAMPTDXE ) .AND. (STARTIME .GE. 0)) THEN
STRESSRAMP = STRESSINITIAL + (STRESSLIMIT - STRESSINITIAL)
2 2 0
* / (RAMPTIME - STARTIME) * (TIMESTEP - STARTIME}ELSE
STRESSRAMP = STRESSLIMIT ENDIFERROR = STRESSRAMP - STRESSMAX
CC Average N_TH steps before attempting control action C
AVGERR = AVGERR + ERRORAVGSTRESSMAX = AVGSTRESSMAX + STRESSMAX NTMS = NTMS +■ 1
CIF ( NTMS .GE. N_TH ) THEN
ERROR = AVGERR/NTMS STRESSMAX = AVGSTRESSMAX/NTMS NTMS = 0 AVGERR =0.0 AVGSTRESSMAX = 0.0
CSUMERROR = SUMERROR + ERROR SLOPE = STRESSMAX - STRESSPREV STRESSPREV = STRESSMAX
CC Now calculate the binder load adjustment DELTABHF. This is C calculated by summating the proportional, intergral, and derivative C values by their proportionality constants and then dividing by C STRESSLIMIT is obtain a unitless value.C
DELTABHF = KP*ERROR + KI*SUMERROR + KD*SLOPE BHFHISTORY = BHFHISTORY +- DELTABHF
CC Adjust the binder load curve #2 by DELTABHF.C
NCURSL = 2DO 400 ICUR=1,NUMCUR
NCUR = LABCUR (ICUR)IF ( NCUR. EQ. NCURSL ) THEN
BHFIÎHTIAL=FUNVAL ( ICUR)FUNVAL (ICUR) = BHFHISTORY+FUNVAL (ICUR)IF (FUNVAL (ICUR) .LT. MINBHF) THEN
FUNVAL ( ICUR) = MINBHF BHFHISTORY = MINBHF - BHFINITIAL
ENDIFIF (FUNVAL (ICUR) .GT. MAXBHF) THEN
FUNVAL(ICUR) = MAXBHF BHFHISTORY = MAXBHF - BHFINITIAL
ENDIFPAMBHF = FUNVAL(ICUR)
ENDIF 400 CONTINUE
CC Output values to log file C
WRITE ( LOG, 450 ) TIMESTEP, TIME, ERROR, SUMERROR, SLOPE,* DELTABHF, BHFHISTORY, STRESSRAMP, STRESSMAX, PAMBHF
450 FORMAT( 110, 9 (lh,F10.5) )C
ENDIFCC Adjust the binder load curve #2 by DELTABHF again.C
221
NCDRSL = 2 DO 500 ICDR=1,N0MCDR
NCUR = LABOUR (XCUR)IF (NCUR.EQ.NCURSL) THEN
FUNVAL ( rCUR) = BHFHISTORY+FDNVAL ( ICUR) ENDIF
500 CONTINUEC
ELSESTRESSINITIAL = STRESSMAX
ENDIFTIMESTEP = TIMESTEP + 1
CR E T U R NEND
2 2 2
APPENDK F
INSTRUCTIONS FOR STRAIN BASED ADAPTIVE SIMULATION
At each time step, this algorithm attempts to maintain the maximum thinning in the part
at some specified thinning profile by actively varying the BHF using a FID controller.
This strategy should produce a BHF profile which eliminates fracture in the part and
minimizes wrinkling. The maximum thinning is defined as:
maximum thinning = —— (Equat i on 4.26)^0
Where tmin is the minimum thickness in the part.
This algorithm allows the user to specify:
• kp, ki, kd controller constants
• static average filtering window size
• minimum and maximum BHF
• start time for control
• any time rate of thinning
The optimal controller and filtering constants have been iteratively determined to
maximize robusmess. They are as follows:
KP = 3
KI = 0
KD = 0
N_TH = 100
223
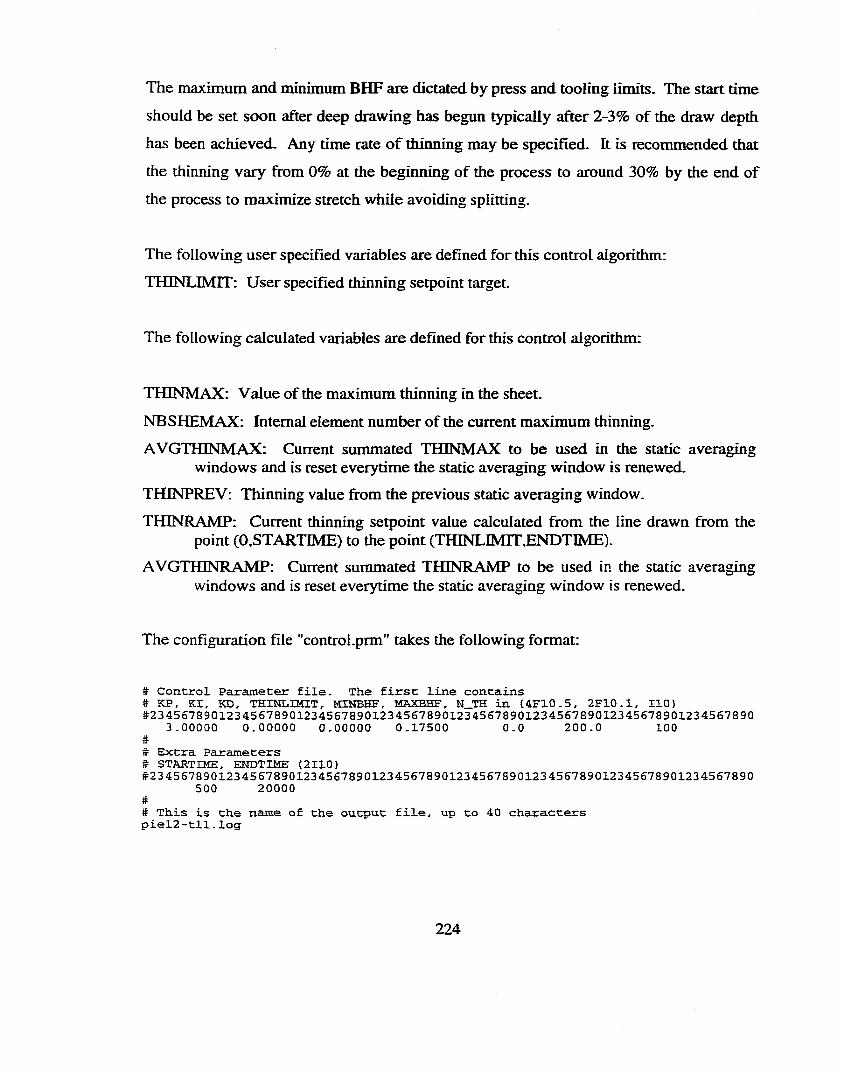
The maximum and minimum BHF are dictated by press and tooling limits. The start time
should be set soon after deep drawing has begun typically after 2-3% of the draw depth
has been achieved. Any time rate o f thiiming may be specified. It is recommended that
the thiiming vary from 0% at the beginning of the process to around 30% by the end of
the process to maximize stretch while avoiding splitting.
The following user specified variables are defined for this control algorithm:
THINLIMIT: User specified thinning setpoint target.
The following calculated variables are defined for this control algorithm:
THINMAX: Value of the maximum thinning in the sheet.
NBSHEMAX: Internal element number of the current maximum thinning.
AVGTHINMAX: Current summated THINMAX to be used in the static averaging windows and is reset everytime the static averaging window is renewed.
THINPREV: Thinning value from the previous static averaging window.
THINRAMP: Current thinning setpoint value calculated from the line drawn from the point (0,STARTIME) to the point (THINLIMIT^NDTTME).
AVGTHINRAMP: Current summated THINRAMP to be used in the static averaging windows and is reset everytime the static averaging window is renewed.
The configuration file "control.prm" takes the following format:
# Control Parameter file. The first line contains# KP, KX, KD, THINLIMIT, MINBHF, MAXBHF, N_TH in (4F10.5, 2F10.1, 110) #2345S7890123456789012345S7890123456789012345S789012345S789012345678901234567890
3.00000 0.00000 0.00000 0.17500 0.0 200.0 100## Extra Parameters# STARTIME, ENDTIME (2110)#2345578901234557890123455789012345578901234567890123455789012345578901234567890
500 20000## This is the name of the output file, up to 40 characters piel2-tll.log
224
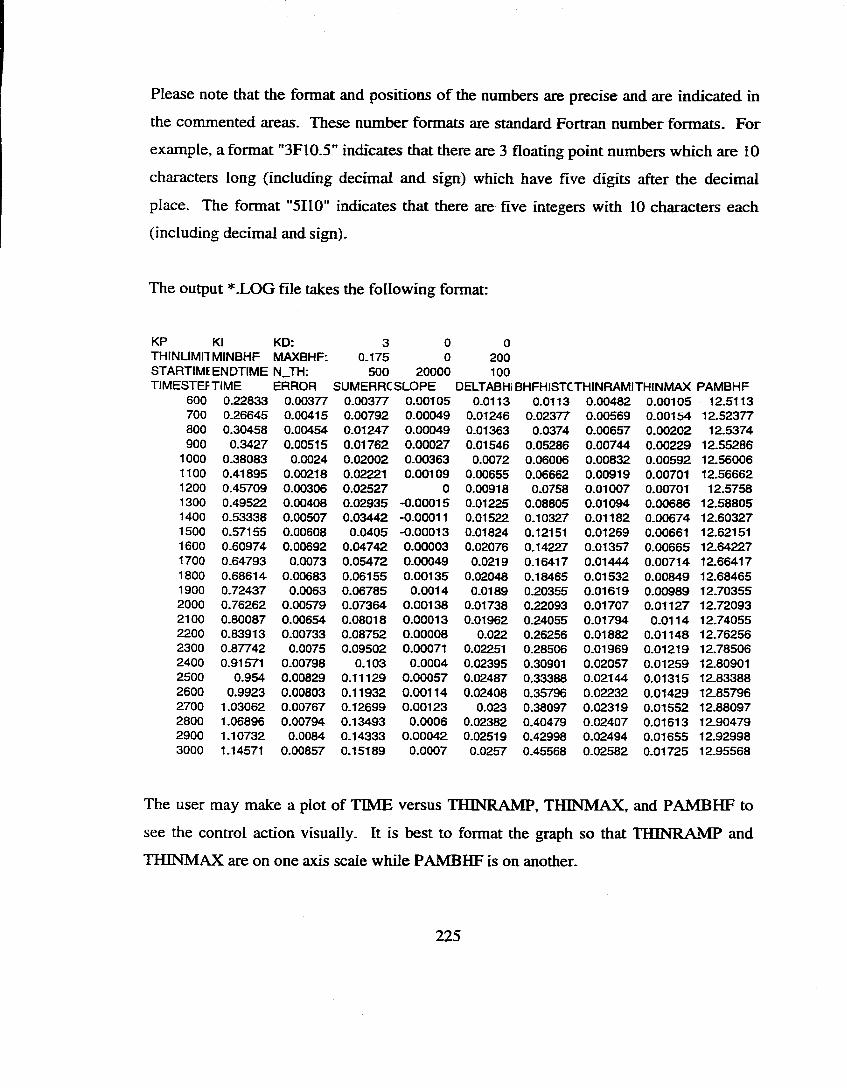
Please note that the format and positions of the numbers are precise and are indicated in
the commented areas. These number formats are standard Fortran number formats. For
example, a format "3F10.5" indicates that there are 3 floating point numbers which are 10
characters long (including decimal and sign) which have five digits after the decimal
place. The format "5110 " indicates that there are five integers with 10 characters each
(including decimal and sign).
The output *.LOG file takes the following format:
KP KI KD: 3 0 0THINLIMn MINBHF MAXBHF: 0-175 0 200STARTIME ENDTIME N_TH: 500 20000 100TIMESTEFTIME ERROR SUMERRC SLOPE DELTABHi BHFHISTCTHINRAMITHINMAX PAMBHF
600 0.22833 0.00377 0.00377 0.00105 0.0113 0.0113 0.00482 0.00105 12.5113700 0.26645 0.00415 0.00792 0.00049 0.01246 0.02377 0.00569 0.00154 12.52377800 0.30458 0.00454 0.01247 0.00049 0.01363 0.0374 0.00657 0.00202 12.5374900 0.3427 0.00515 0.01762 0.00027 0.01546 0.05286 0.00744 0.00229 12.55286
1000 0.38083 0.0024 0.02002 0.00363 0.0072 0.06006 0.00832 0.00592 12.560061100 0.41895 0.00218 0.02221 0.00109 0.00655 0.06662 0.00919 0.00701 12.566621200 0.45709 0.00306 0.02527 0 0.00918 0.0758 0.01007 0.00701 12.57581300 0.49522 0.00408 0.02935 -0.00015 0.01225 0.08805 0.01094 0.00686 12.588051400 0.53338 0.00507 0.03442 -0.00011 0.01522 0.10327 0.01182 0.00674 12.603271500 0.57155 0.00608 0.0405 -0.00013 0.01824 0.12151 0.01269 0.00661 12.621511600 0.60974 0.00692 0.04742 0.00003 0.02076 0.14227 0.01357 0.00665 12.642271700 0.64793 0.0073 0.05472 0.00049 0.0219 0.16417 0.01444 0.00714 12.664171800 0.68614 0.00683 0.06155 0.00135 0.02048 0.18465 0.01532 0.00849 12.684651900 0.72437 0.0063 0.06785 0.0014 0.0189 0.20355 0.01619 0.00989 12.703552000 0.76262 0.00579 0.07364 0.00138 0.01738 0.22093 0.01707 0.01127 12.720932100 0.80087 0.00654 0.08018 0.00013 0.01962 0.24055 0.01794 0.0114 12.740552200 0.83913 0.00733 0.08752 0.00008 0.022 0.26256 0.01882 0.01148 12.762562300 0.87742 0.0075 0.09502 0.00071 0.02251 0.28506 0.01969 0.01219 12.785062400 0.91571 0.00798 0.103 0.0004 0.02395 0.30901 0.02057 0.01259 12.809012500 0.954 0.00829 0.11129 0.00057 0.02487 0.33388 0.02144 0.01315 12.833882600 0.9923 0.00803 0.11932 0.00114 0.02408 0.35796 0.02232 0.01429 12.857962700 1.03062 0.00767 0.12699 0.00123 0.023 0.38097 0.02319 0.01552 12.880972800 1.06896 0.00794 0.13493 0.0006 0.02382 0.40479 0.02407 0.01613 12.904792900 1.10732 0.0084 0.14333 0.00042 0.02519 0.42998 0.02494 0.01655 12.929983000 1.14571 0.00857 0.15189 0.0007 0.0257 0.45568 0.02582 0.01725 12.95568
The user may make a plot of TIME versus THINRAMP, THINMAX, and PAMBHF to
see the control action visually. It is best to format the graph so that THINRAMP and
THINMAX are on one axis scale while PAMBHF is on another.
225
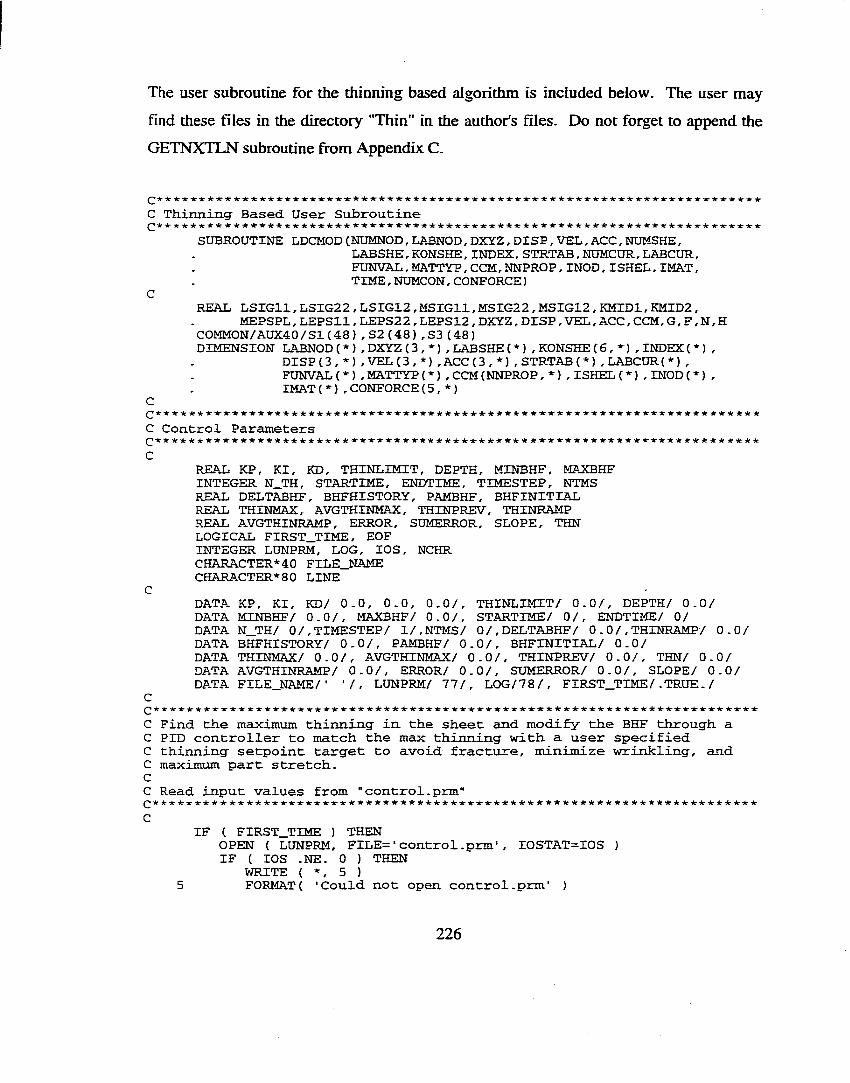
The user subroutine for the thinning based algorithm is included below. The user may
find these files in the directory "Thin" in the author's files. Do not forget to append the
GETNXTLN subroutine from Appendix C.
c * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
C Thinning Based User SubroutineSUBROUTINE LDCMOD(NUMNOD,LABNOD,DXYZ,DISP,VEL,ACC,NUMSHE,
LABSHE, KONSHE, INDEX, STRTAB, NUMCUR, LABCUR,FUNVAD, MATTYP, CCM, NNPROP, INOD, ISHEL, IMAT,TIME, NUMCON, CONFORCE )
CREAL LSIGll, LSIG22 , LSIG12, MSIGll, MSIG22, MSIG12, KMIDl, KMID2,
MEPSPL, LEPSll, LEPS22, LEPS12 , DXYZ, DISP, VEL, ACC, CCM, G, F , N, H COMMON/AUX40/S1(48),S2(48),S3(48 )DIMENSION LABNOD(*),DXYZ(3,*),LABSHE(*),KONSHE(6,*),INDEX(*),
DISP(3, *) ,VEL(3,*) ,ACC(3,*),STRTAB(*) ,LABCUR(*),FUNVAL(*) ,MATTYP(*),CCM (NNPROP,*),ISHEL(*) ,INOD(*) ,IMAT(*),CONFORCE(5 ,*)C
C Control Parameters C
REAL KP, KI, KD, THINLIMIT, DEPTH, MINBHF, MAXBHF INTEGER N_TH, STARTIME, ENDTIME, TIMESTEP, NTMS REAL DELTABHF, BHFHISTORY, PAMBHF, BHFINITIAL REAL THINMAX, AVGTHINMAX, THINPREV, THINRAMP REAL AVGTHINRAMP, ERROR, SUMERROR, SLOPE, THN LOGICAL FIRST_TIME, EOF INTEGER LUNPRM, LOG, 10S, NCHR CHARACTER*40 FILE_NAME CEIARACTER*80 LINE
CDATA KP, KI, KD/ 0.0, 0.0, 0.0/, THINLIMIT/ 0.0/, DEPTH/ 0.0/DATA MINBHF/ 0.0/, MAXBHF/ 0.0/, STARTIME/ 0/, ENDTIME/ 0/DATA N_TH/ 0/,TIMESTEP/ 1/,NTMS/ 0/,DELTABHF/ 0.0/, THINRAMP/ 0.0/ DATA BHFHISTORY/ 0.0/, PAMBHF/ 0.0/, BHFINITIAL/ 0.0/DATA THINMAX/ 0.0/, AVGTHINMAX/ 0.0/, THINPREV/ 0.0/, THN/ 0.0/ DATA AVGTHINRAMP/ 0.0/, ERROR/ 0.0/, SUMERROR/ 0.0/, SLOPE/ 0.0/ DATA FILE_NAME/■ '/, LUNPRM/ 1 1 1 , LOG/78/, FIRST_TIME/.TRUE./
CC Find the maximum thinning in the sheet and modify the BHF through a C PID controller to match the majc thinning with a user specifiedC thinning setpoint target to avoid fracture, minimize wrinkling, andC maximum part stretch.CC Read input values from "control.prm" c
IF ( FIRST_TIME ) THENOPEN ( LUNPRM, FILE= ' control .prm’, IOSTAT=IOS )IF ( lOS .NE. 0 ) THEN
WRITE ( *, 5 )5 FORMAT( 'Could not open control.prm' )
226
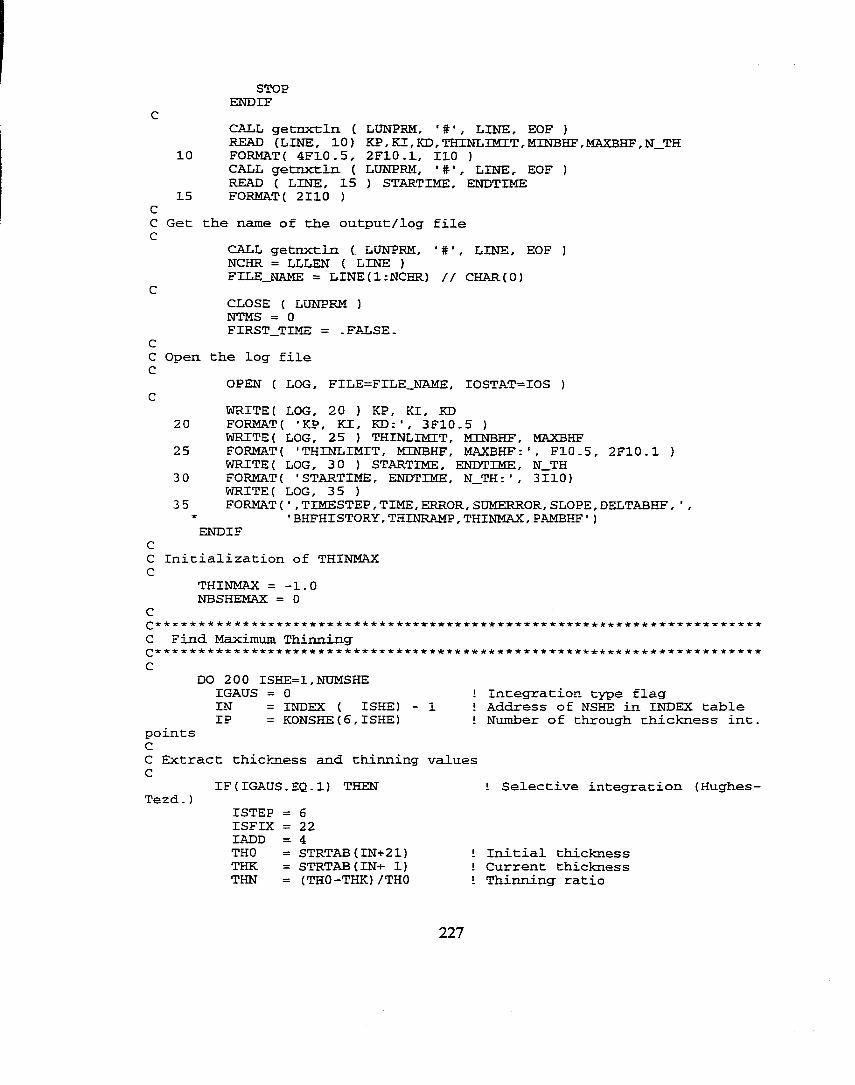
STOPENDIF
CCALL getnxtln ( LDNPRM, LINE, EOF )READ (LINE, 10) KP, KI, KD, THINLIMIT,MINBHF,MAXBHF,N_TH10 FORMAT( 4F10.5, 2F10.1, 110 )CALL getnxtln ( LUNPRM, LINE, EOF )READ ( LINE, 15 ) STARTIME, ENDTIME
15 FORMAT( 2110 )CC Get the name of the output/log file C
CALL getnxtln ( LUNPRM, '#', LINE, EOF )NCHR = LLLEN ( LINE )FILE_NAME = LINE(1:NCHR) // CHAR(O)
CCLOSE ( LUNPRM )NTMS = 0FIRST_TIME = .FALSE-C
C Open the log file C
OPEN ( LOG, FILE=FILE_NAME, IOSTAT=IOS )CWRITE( LOG, 20 } KP, KI, KD
20 FORMAT( 'KP, KI, KD:', 3F10.5 )WRITE( LOG, 25 ) THINLIMIT, MINBHF, MAXBHF
25 FORMAT( 'THINLIMIT, MINBHF, MAXBHF: ' , F10.5, 2F10.1 )WRITE( LOG, 3 0 } STARTIME, ENDTIME, N_TH
3 0 FORMAT{ ' STARTIME, ENDTIME, N_TH: ' , 3110)WRITE( LOG, 35 )
3 5 FORMAT ( ' , TIMESTEP, TIME, ERROR, SUMERROR, SLOPE, DELTABHF, ' ,* • BHFHISTORY, THINRAMP, THINMAX, PAMBHF ' )ENDIF
CC Initialization of THINMAX C
THINMAX = -1.0 NBSHEMAX = 0
C(2* * * * * * * * * * * * * * * * * * ie * ic * * * * * * * * ie * -ie ie icir ir * ie * * * * * icie -k- * * ie ie * ie icie *ie * * * * •tr * ir ie * -ie * ie * * ie
C Find Maximum Thinning c
DO 200 ISHE=1,NUMSHEIGAUS = 0 1 Integration type flagIN = INDEX ( ISHE) - 1 i Address of NSHE in INDEX tableIP = KONSHE (6, ISHE) I Number of through thickness int.
pointsCC Extract thickness and thinning values C
IF(IGAUS.EQ.l) THEN 1 Selective integration (Hughes-Tezd.)
ISTEP = 6ISFIX = 22lADD = 4THO = STRTAB(IN+21) 1 Initial thicknessTHK = STRTAB (IN-t- 1) I Current thicknessTHN = (THO-THK)/THO I Thinning ratio
227
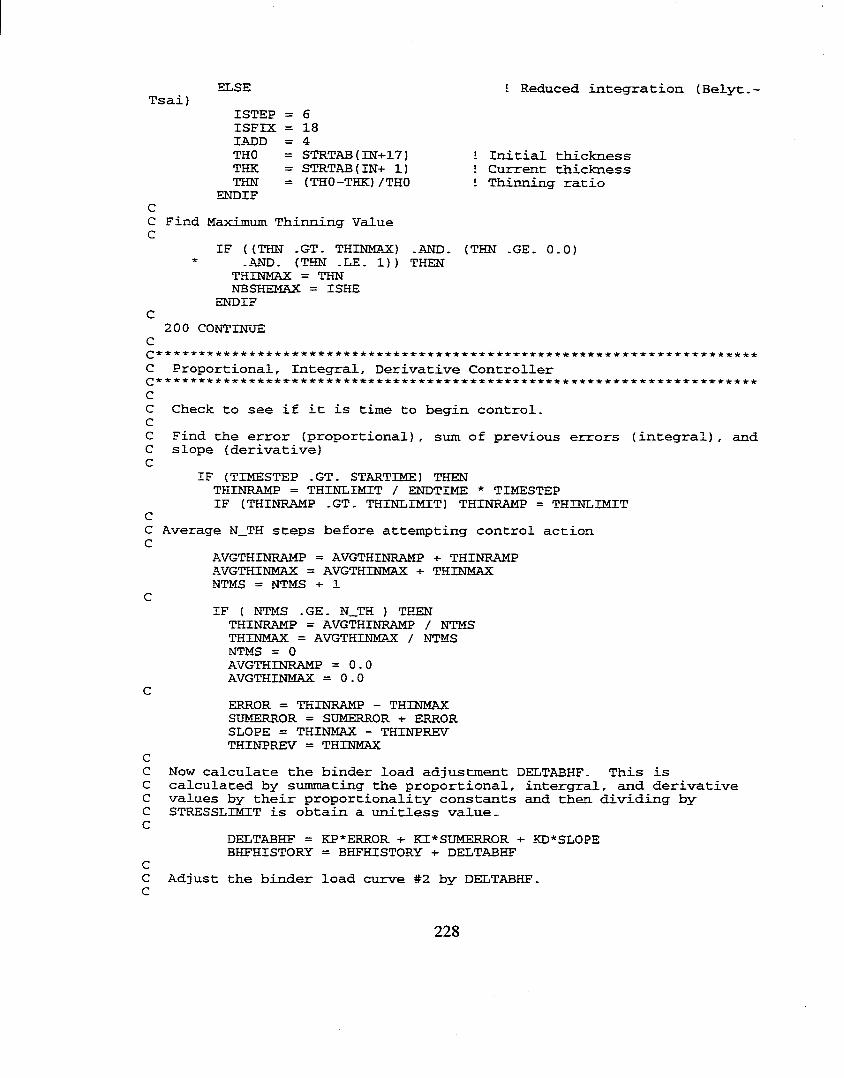
ELSE 1 Reduced, inCegration (Belyt.-Tsai)ISTEP = 6ISFIX = 18lADD = 4THO = STRTAB (m+17) L Initial thicknessTHK = STRTAB (IK+ 1) i Current thicknessTHN = (THO-THK) /THO I Thinning ratioENDIFC
C Find Maximum Thinning Value CIF ( (THN .GT. THINMAX) .AND. (THN .GE. 0.0)
* .AND. (THN .LE. 1)) THENTHINMAX = THN NBSHEMAX = ISHE
ENDIFC200 CONTINUE
CC Proportional, Integral, Derivative Controller cC Check to see if it is time to begin control.CC Find the error (proportional) , sum of previous errors (integral) , and C slope (derivative)C
IF (TIMESTEP .GT. STARTIME) THENTHINRAMP = THINLIMIT / ENDTIME * TIMESTEP IF (THINRAMP .GT. THINLIMIT) THINRAMP = THINLIMITC
C Average N_TH steps before attempting control action CAVGTHINRAMP = AVGTHINRAMP + THINRAMP AVGTHINMAX = AVGTHINMAX + THINMAX NTMS = NTMS + 1CIF ( NTMS .GE. N_TH ) THENTHINRAMP = AVGTHINRAMP / NTMS THINMAX = AVGTHINMAX / NTMS NTMS = 0AVGTHINRAMP = 0.0 AVGTHINMAX = 0.0CERROR = THINRAMP - THINMAX SUMERROR = SUMERROR + ERROR SLOPE = THINMAX - THINPREV THINPREV = THINMAXC
C Now calculate the binder load adjustment DELTABHF. This is C calculated by summating the proportional, intergral, and derivative C values by their proportionality constants and then dividing by C STRESSLIMIT is obtain a unitless value.C
DELTABHF = KP* ERROR + KI* SUMERROR + KD*SLOPE BHFHISTORY = BHFHISTORY + DELTABHFC
C Adjust the binder load curve #2 by DELTABHF.C
228
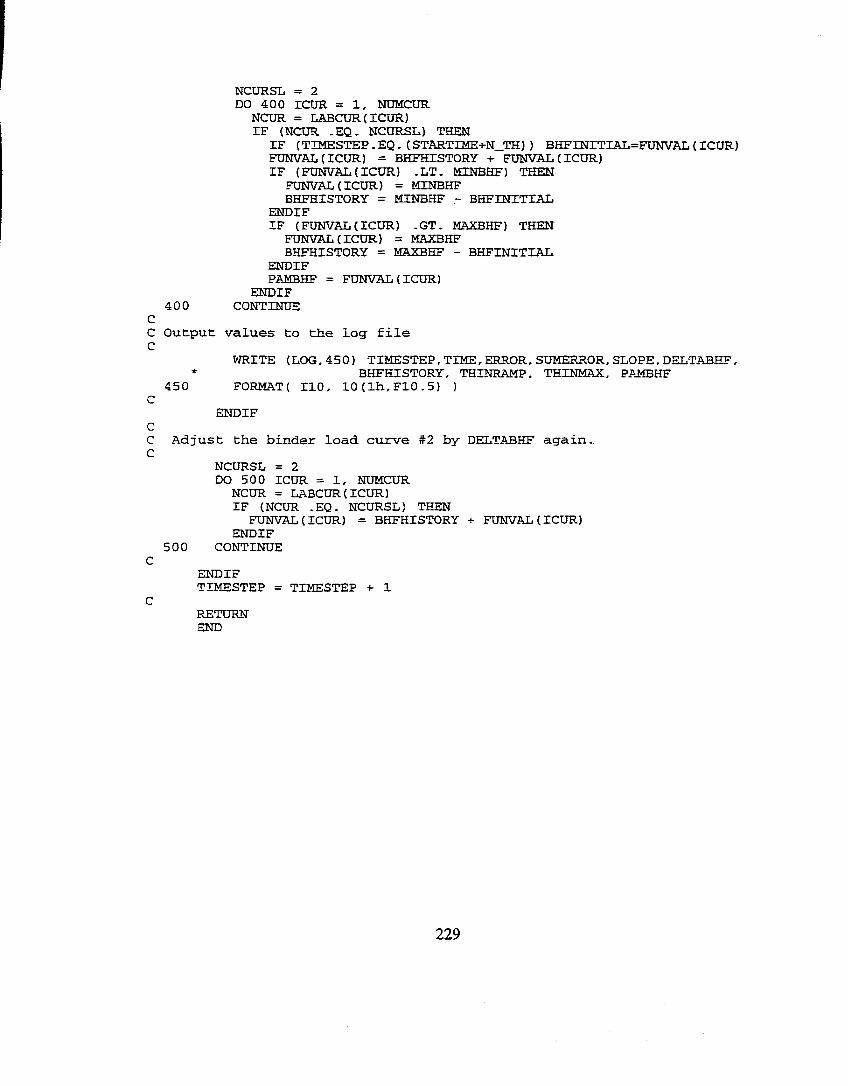
NCDRSL = 2DO 400 rCUR = 1, NDMCÜR
NCUR = LABCUR CICDR)IF (NCUR .EQ. NCURSL) THEN
IF (TIMESTEP.EQ. (STARTIMEh-N_TH) ) BHFINITIAL=FUNVAL (ICUR) FUNVAL (ICUR) = BHFHISTORY + FUNVAL (ICUR)IF (FUNVAL(ICUR) .LT. MINBHF) THEN
FUNVAL (ICUR) = MINBHF BHFHISTORY = MINBHF - BHFINITIAL
ENDIFIF (FUNVAL(ICUR) .GT. MAXBHF) THEN
FUNVAL(ICUR) = MAXBHF BHFHISTORY = MAXBHF - BHFINITIAL
ENDIFPAMBHF = FUNVAL(ICUR)
ENDIF 400 CONTINUE
CC Output values to the log file C
WRITE (LOG, 450) TIMESTEP, TIME, ERROR, SUMERROR, SLOPE, DELTABHF, * BHFHISTORY, THINRAMP, THINMAX, PAMBHF
450 FORMAT( 110, 10(lh,F10.5) )C
ENDIFCC Adjust the binder load curve #2 by DELTABHF again.C
NCURSL = 2DO 500 ICUR = 1, NUMCUR
NCUR = LABCUR (ICUR)IF (NCUR .EQ. NCURSL) THENFUNVAL (ICUR) = BHFHISTORY + FUNVAL (ICUR)ENDIF
500 CONTINUEC
ENDIFTIMESTEP = TIMESTEP + 1
CRETURNEND
229
APPENDIX G
INSTRUCTIONS FOR FORCE BASED ADAPTIVE SIMULATION
At each time step, this algorithm attempts to maintain the punch force o f the process at
some specified force profile by actively varying the BHF using a FID controller. This
strategy should produce a BHF profile which eliminates fracture and minimizes
wrinkling in the part. This algorithm allows the user to specify:
• kp, ki, kd controller constants
• static average filtering window size
• minimum and maximum BHF
• start time for control or automatic start
• any constant level force profile
The optimal controller and filtering constants have been iteratively determined to
maximize robustness. They are as follows:
KP = 2
KI = 0
BCD = 0
N_TH = 250
The maximum and minimum BHF are dictated by press and tooling limits. The initial
value of the BHF should be set relatively high (near the fracture limit) in order to
minimize the time it takes to reach the setpoint force. The controller will then modify the
BHF to ensure that failure does not occur. Control stability is improved by setting the
initial BHF high.
230
The start time should be set wheu the process is well established typically after 5-10% of
the draw depth is achieved. There is also an option for the control to begin automatically
when the measured punch force becomes greater than or equal than the setpoint force.
This option improves control stability and is recommended as an initial starting point for
investigations. To utilize the automatic start option just enter a negative value for
STARTIME.
Any constant level o f punch force may be specified. It is recommended that the punch
force be set at 75% of the minimum punch force that causes fracture in constant level
BHF trials. This should maximize final part stretch while avoiding splitting and
minimizing wrinkling.
The following user specified variables are defined for this control algorithm:
FORCE: User specified punch force setpoint target.
PAIR: The external number of the punch/sheet contact interface boundary condition.
The following calculated variables are defined for this control algorithm:
PUNCH: The current value of the punch contact force.
AVGPUNCH: The current summated PUNCH value to be used in the static averaging window and resets everytime the static averaging window is renewed.
PUNCHPREV: The value of the punch contact force during the previous static averaging window.
The configuration file "control.prm" takes the following format:
# Control Parameter file. The first line contains# KP,KI,KD,FORCE,MINBHF,MAXBHF,STARTIME,N_TH in. (3F10.5, F10.3, 2F10.1, 2110) #2345678901234567890123456789012345578901234567890123456789012345678901234567890
2.00000 0.00000 0.00000 10.000 0.0 200.0 -1 250## Extra Parameters# PAIR in (110)
231
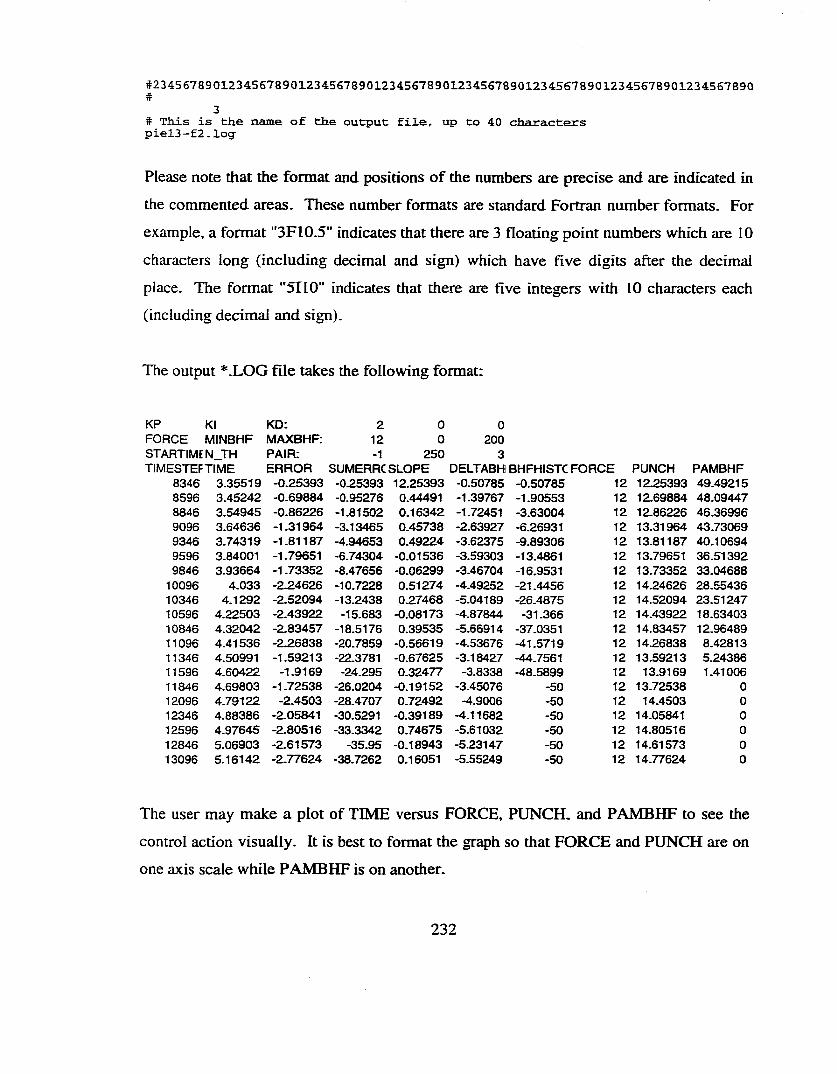
#2345678901234557890123456789012345678901234567890123456789012345678901234567890#
3# This is the name of the output file, up to 40 characters piel3-f2.log
Please note that the format and positions o f the numbers are precise and are indicated in
the commented areas. These number formats are standard Fortran number formats. For
example, a format "3FI0.5 " indicates that there are 3 floating point numbers which are 10
characters long (including decimal and sign) which have five digits after the decimal
place. The format "5110" indicates that there are five integers with 10 characters each
(including decimal and sign).
The output *.LOG file takes the following format:
KP KI KD: 2 0 0FORCE MINBHF MAXBHF: 12 0 200STARTIME N_TH PAIR: -1 250 3TIMESTEFTIME ERROR SUMERRC SLOPE DELTABHI BHFHISTC FORCE PUNCH PAMBHF
8346 3-35519 -0-25393 -0-25393 12-25393 -0.50785 -0-50785 12 12-25393 49-492158596 3.45242 -0-69884 -0-95276 0-44491 -1-39767 -1-90553 12 12-69884 48-094478846 3.54945 -0-86226 -1-81502 0-16342 -1-72451 -3-63004 12 12-86226 46-369969096 3-64636 -1-31964 -3-13465 0-45738 -2-63927 -6-26931 12 13-31964 43-730699346 3-74319 -1-81187 -4-94653 0-49224 -3-62375 -9-89306 12 13-81187 40.106949596 3-84001 -1.79651 -6-74304 -0-01536 -3-59303 -13-4861 12 13-79651 36-513929846 3-93664 -1-73352 -8-47656 -0-06299 -3-46704 -16-9531 12 13-73352 33.04688
10096 4-033 -2-24626 -10-7228 0-51274 -4-49252 -21-4456 12 14-24626 28-5543610346 4-1292 -2.52094 -13-2438 0-27468 -5-04189 -26-4875 12 14-52094 23-5124710596 4-22503 -2-43922 -15-683 -0-08173 -4.87844 -31-366 12 14-43922 18-6340310846 4-32042 -2-83457 -18-5176 0-39535 -5-66914 -37.0351 12 14-83457 12-9648911096 4-41536 -2-26838 -20-7859 -0-56619 -4-53676 -41-5719 12 14-26838 8-4281311346 4-50991 -1-59213 -22-3781 -0-67625 -3-18427 -44-7561 12 13.59213 5-2438611596 4-60422 -1-9169 -24-295 0-32477 -3-8338 -48-5899 12 13-9169 1-4100611846 4-69803 -1-72538 -26-0204 -0-19152 -3-45076 -50 12 13-72538 012096 4-79122 -2-4503 -28-4707 0-72492 -4-9006 -50 12 14-4503 012346 4-88386 -2.05841 -30-5291 -0.39189 -4-11682 -50 12 14-05841 012596 4-97645 -2-80516 -33-3342 0-74675 -5-61032 -50 12 14-80516 012846 5-06903 -2.61573 -35-95 -0-18943 -5-23147 -50 12 14-61573 013096 5-16142 -2.77624 -38-7262 0.16051 -5-55249 -50 12 14-77624 0
The user may make a plot of TIME versus FORCE, PUNCH, and PAMBHF to see the
control action visually. It is best to format the graph so that FORCE and PUNCH are on
one axis scale while PAMBHF is on another.
232
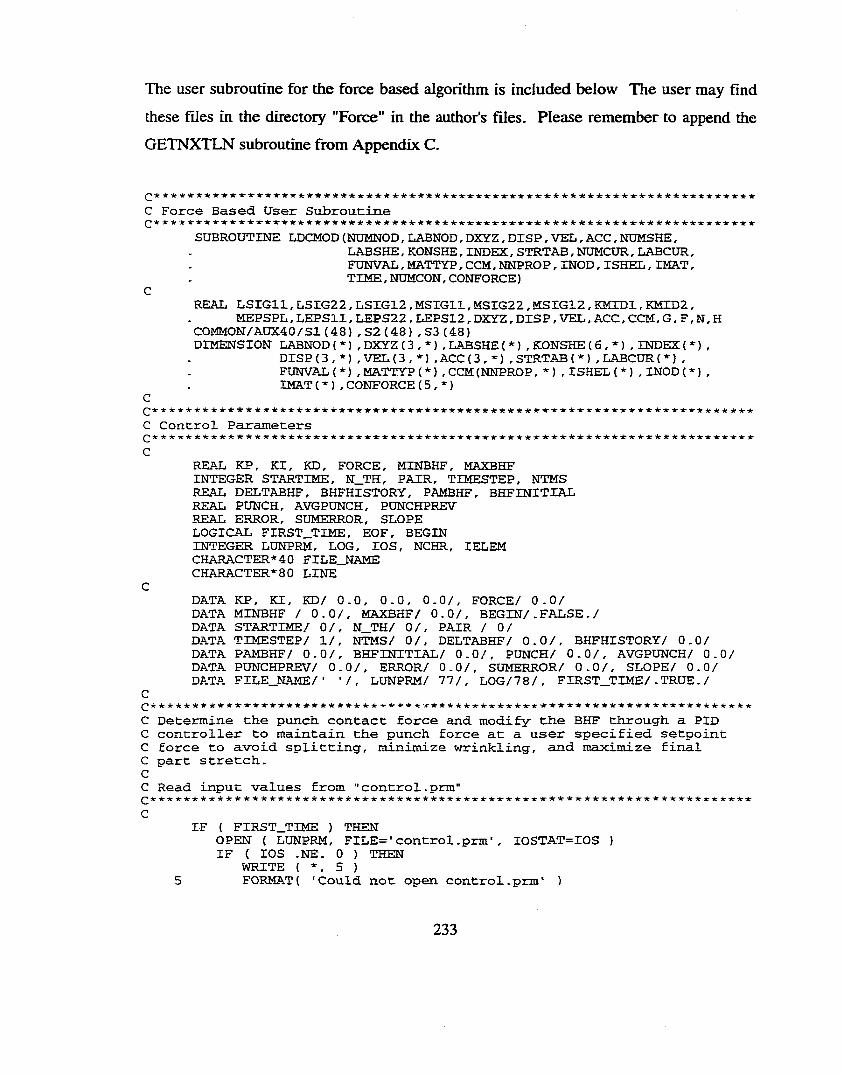
The user subroutine for the force based algorithm is included below The user may find
these files in the directory "Force" in the author's files. Please remember to append the
GETNXTLN subroutine from Appendix C.
C Force Based User SxibrouCineSUBROUTINE LDCMOD ( NUMNOD, LABNOD, DXYZ, DISP , VEL , ACC, NUMSHE,
LABSHE, KONSHE, INDEX, STRTAB, NUMCUR, LABCUR, FUNVAL, MATTYP, CCM, NNPROP, INOD, ISHEL, IMAT,TIME,NUMCON, CONFORCE)
CREAL LSIGll, LSIG22, LSIG12, MSIGll, MSIG22, MSIG12, KMIDl, KMID2,
MEPSPL, LEPSll, LEPS22 , LEPS12 , DXYZ, DISP, VEL, ACC, CCM, G , F, N, H COMMON/AUX40/SI{48) ,S2(48) ,S3(48)DIMENSION LABNOD (*) ,DXYZ(3,*) , LABSHE (*) ,KONSHE(6,*) ,INDEX(*) ,
DISPC3, *) ,VEL(3 , *) ,ACC{3, *) , STRTAB ( * ) ,LABCUR(*) , FUNVALC*) , MATTYP (*) , CCM (NNPROP, *) , ISHEL ( * ) , INOD ( * ) ,IMAT(*),CONFORCE(5,*)
CQie ie ie * ie -k -k -k -k * * * * * -k-k-k-k * ie icicie ir * ie ic ** ir ** icie ie ie ie ir * * * ie * ie ie * * * * ie ie * ie * ir ie * * ie * te ie ic ** ie *
C Control Parametersc
REAL KP, KI, KD, FORCE, MINBHF, MAXBHF INTEGER STARTIME, N_TH, PAIR, TIMESTEP, NTMS REAL DELTABHF, BHFHISTORY, PAMBHF, BHFINITIAL REAL PUNCH, AVGPUNCH, PUNCHPREV REAL ERROR, SUMERROR, SLOPE LOGICAL FIRST_TIME, EOF, BEGIN INTEGER LONPRM, LOG, lOS, NCHR, lELEM CHARACTER* 40 FILE_NAME CHARACTER* 80 LINE
CDATA KP, KI, KD/ 0.0, 0.0, 0.0/, FORCE/ 0-0/DATA MINBHF / 0.0/, MAXBHF/ 0.0/, BEGIN/. FALSE. /DATA STARTIME/ 0/, N_TH/ 0/, PAIR / 0/DATA TIMESTEP/ 1/, NTMS/ 0/, DELTABHF/ 0.0/, BHFHISTORY/ 0.0/DATA PAMBHF/ 0.0/, BHFINITIAL/ 0.0/, PUNCH/ 0.0/, AVGPUNCH/ 0.0/ DATA PUNCHPREV/ 0.0/, ERROR/ 0.0/, SUMERROR/ 0.0/, SLOPE/ 0.0/ DATA FILE_NAME/‘ '/, LUNPRM/ 77/, LOG/78/, FIRST_TIME/ . TRUE. /
CC Determine the punch contact force and modify the BHF through a PIDC controller to maintain the punch force at a user specified setpointC force to avoid splitting, minimize wrinkling, and maximize final C part stretch.CC Read input values from "control.prm" c
IF ( FIRST_TIME ) THENOPEN ( LUNPRM, FILE= ' control .prm', IOSTAT=IOS )IF ( 10S .NE. 0 ) THEN
WRITE ( *, 5 )5 FORMAT ( ' Could not open control .prm' )
233
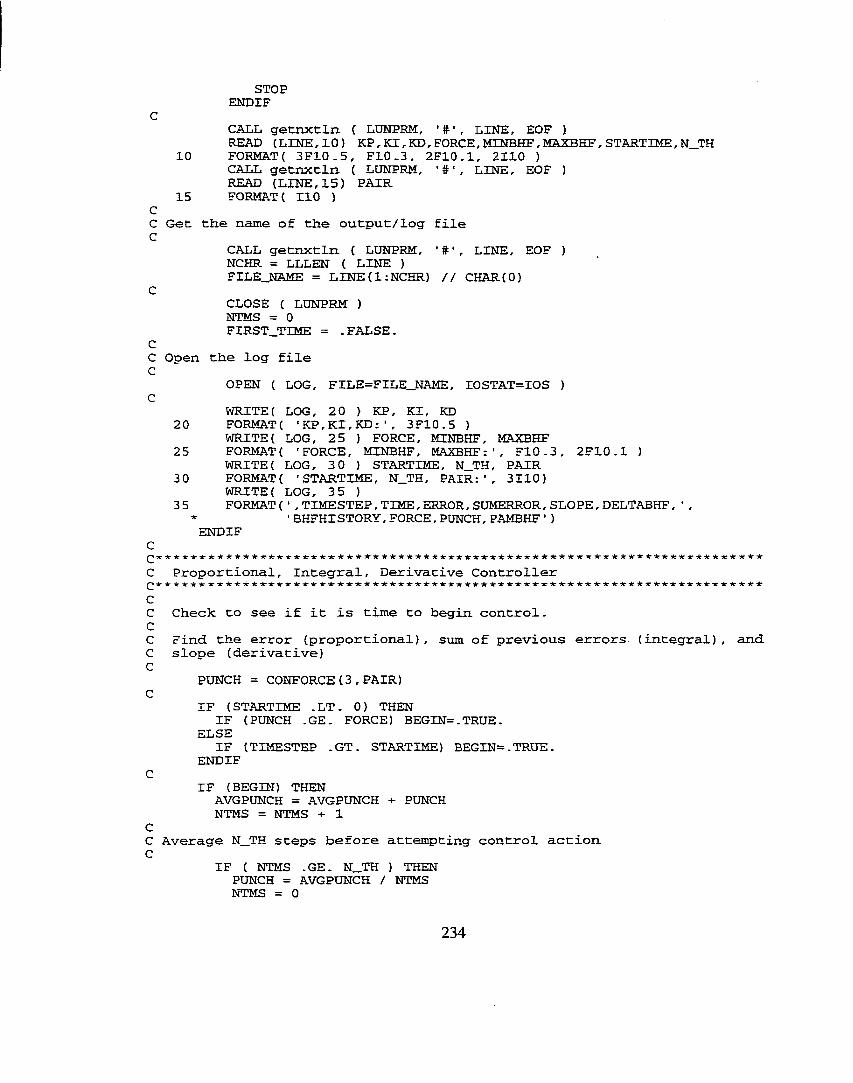
STOPENDIF
CCALL getnxtln ( LONPRM, LINE, EOF )READ (LINE,10) KP , KI, KD , FORCE, MINBHF, MAXBHF, STARTIME, N_TH
10 FORMAT( 3F10-5, FLO.3, 2F10.1, 2110 )CALL getnxtln ( LONPRM, LINE, EOF )READ (LINE, 15) PAIR
15 FORMAT ( n o )CC Get tiie name of the output/log file C
CALL getnxtln ( LONPRM, LINE, EOF )NCHR = LLLEN ( LINE )FILE_NAME = LINE(1:NCHR) // CHAR(O)
CCLOSE ( LONPRM )NTMS = 0FIRSTJTIME = .FALSE.
CC Open the log file C
OPEN ( LOG, FILE=FILE_NAME, IOSTAT=IOS )C
WRITE( LOG, 20 ) KP, KI, KD 20 FORMAT( 'KP,KI,KD:', 3F10.5 )
WRITE( LOG, 25 ) FORCE, MINBHF, MAXBHF 25 FORMAT( 'FORCE, MINBHF, MAXBHF:’, F10.3, 2F10.1 )
WRITE( LOG, 3 0 ) STARTIME, N_TH, PAIR 3 0 FORMAT ( ’STARTIME, N_TH, PAIR:’, 3110)
WRITE( LOG, 3 5 )3 5 FORMAT ( ’ , TIMESTEP, TIME, ERROR, SOMERROR, SLOPE, DELTABHF, ' ,
* ’ BHFHISTORY, FORCE, PONCH, PAMBHF ’ )ENDIFC
ie * -k * ie * ic * * -ie * ir ie ic *■ ic ie * ir *■ ie ie ie * ie * •kie ic-k ic ie "icie ir ie ir ie * "ifir * * ie *■ * * ic * * ip ip ie icie icie ie iç ie ie ie ie
C Proportional, Integral, Derivative Controller cC Check to see if it is time to begin control.CC Find the error (proportional) , sum of previous errors (integral) , and C slope (derivative)C
PUNCH = CONFORCE (3 , PAIR)C
IF (STARTIME .LT. 0) THENIF (PUNCH .GE. FORCE) BEGIN=.TRUE.
ELSEIF (TIMESTEP .GT. STARTIME) BEGIN=.’TRUE.
ENDIFC
IF (BEGIN) THENAVGPUNCH = AVGPUNCH + PUNCH NTMS = NTMS + 1
CC Average N_TH steps before attempting control action C
IF ( NTMS .GE. N_TH ) THEN PUNCH = AVGPUNCH / NTMS NTMS = 0
234
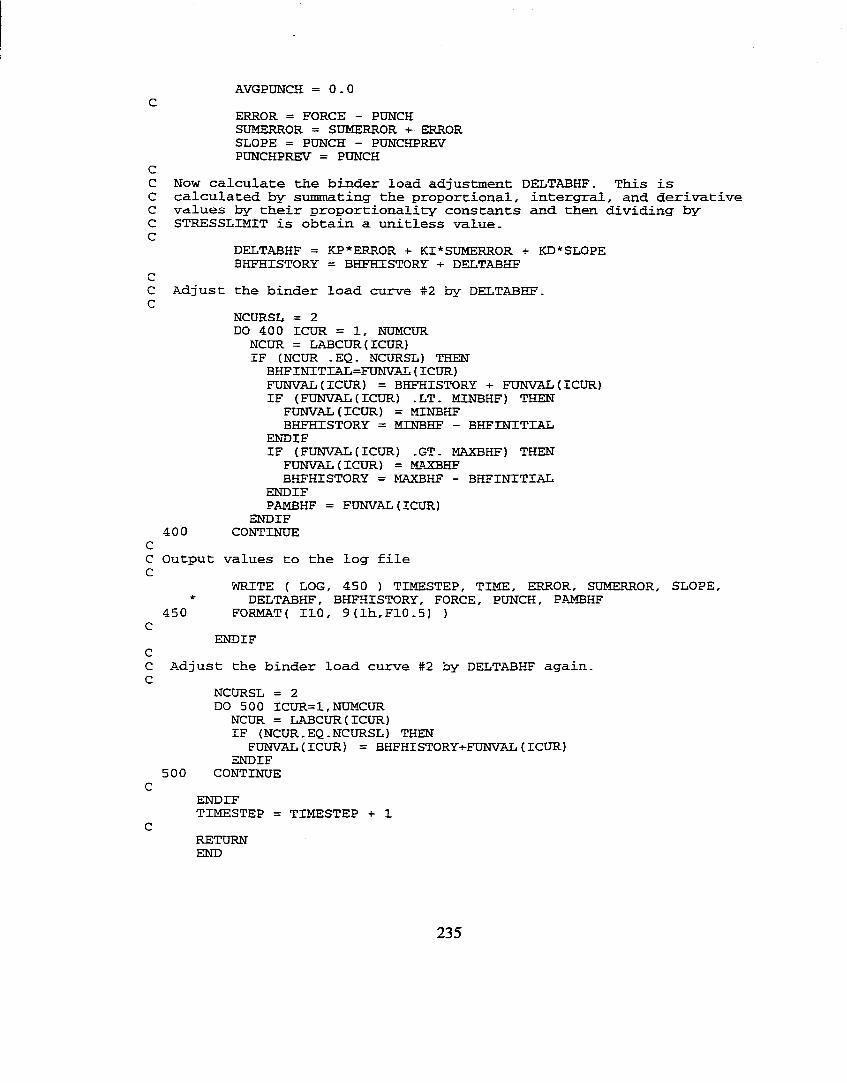
AVGPUNCH =0.0C
ERROR = FORCE - PUNCH SUMERROR = SUMERROR -t- ERROR SLOPE = PUNCH - PUNCHPREV PUNCHPREV = PUNCH
CC Now calculate the binder load adjustment DELTABHF. This is C calculated by summating the proportional, intergral, and derivative C values by their proportionality constants and then dividing by C STRESSLIMIT is obtain a unitless value.C
DELTABHF = KP*ERROR -t- KI*SUMERROR + KD*SLOPE BHFHISTORY = BHFHISTORY + DELTABHFC
C Adjust the binder load curve #2 by DELTABHF.C
NCURSL = 2DO 400 ICUR = 1, NUMCUR
NCUR = LABCUR (ICUR)IF (NCUR .EQ. NCURSL) THEN BHFINITIAL=FUNVAL ( ICUR)FUNVAL (ICUR) = BHFHISTORY + FUNVAL (ICUR)IF (FUNVAL (ICUR) .LT. MINBHF) THEN
FUNVAL (ICUR) = MINBHF BHFHISTORY = MINBHF - BHFINITIAL
ENDIFIF (FUNVAL (ICUR) .GT. MAXBHF) THEN
FUNVAL (ICUR) = MAXBHF BHFHISTORY = MAXBHF - BHFINITIAL
ENDIFPAMBHF = FUNVAL (ICUR)
ENDIF 400 CONTINUE
CC Output values to the log file C
WRITE ( LOG, 450 ) TIMESTEP, TIME, ERROR, SUMERROR, SLOPE,* DELTABHF, BHFHISTORY, FORCE, PUNCH, PAMBHF
450 FORMAT( 110, 9(lh,F10.5) )C
ENDIFCC Adjust the binder load curve #2 by DELTABHF again.C
NCURSL = 2DO 500 ICUR=1,NUMCUR
NCUR = LABCUR (ICUR)IF (NCUR.EQ.NCURSL) THENFUNVAL (ICUR) = BHFHISTORY-t-FUNVAL (ICUR)
ENDIF 500 CONTINUE
CENDIFTIMESTEP = TIMESTEP + 1
CR E T U R NEND
235
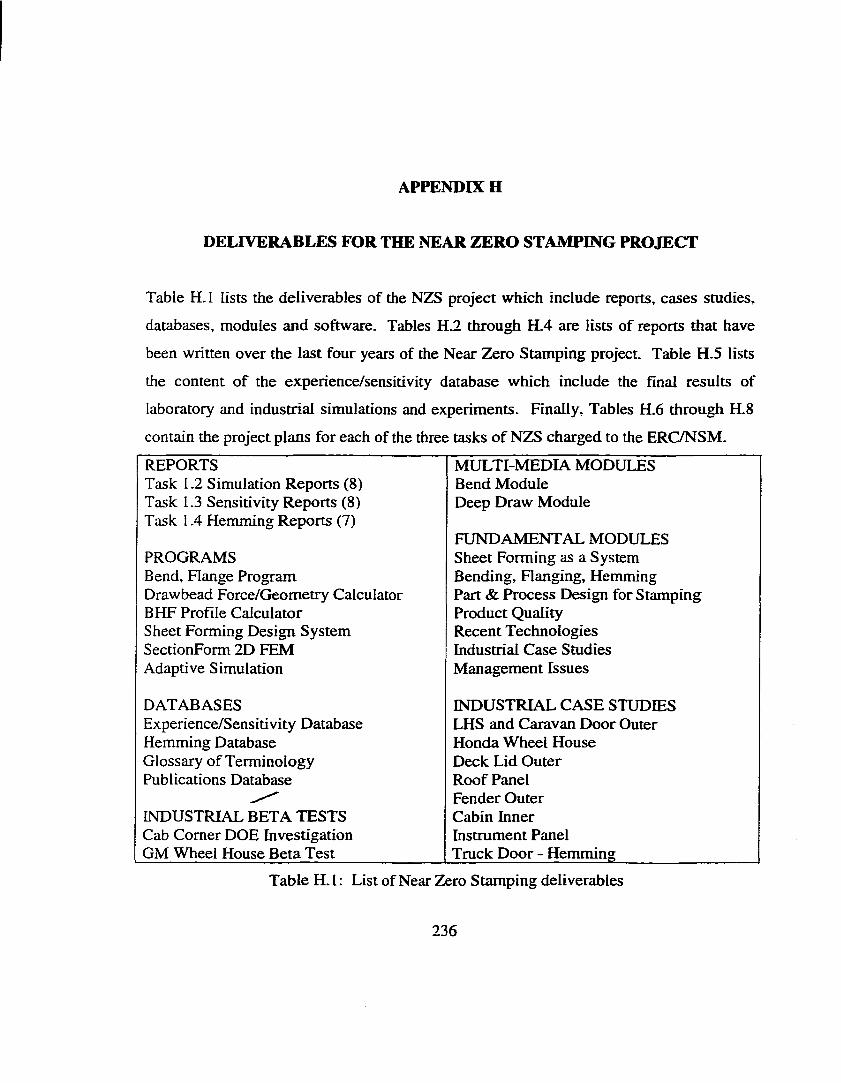
APPENDIX H
DELIVERABLES FOR THE NEAR ZERO STAMPING PROJECT
Table H.I lists the deliverables of the NZS project which include reports, cases studies,
databases, modules and software. Tables H.2 through H.4 are lists of reports that have
been written over the last four years of the Near Zero Stamping project. Table H.5 lists
the content of the experience/sensitivity database which include the final results of
laboratory and industrial simulations and experiments. Finally, Tables H . 6 through H . 8
contain the project plans for each of the three tasks of NZS charged to the ERC/NSM.
REPORTS MULTI-MEDIA MODULESTask 1.2 Simulation Reports (8 ) Bend ModuleTask 1.3 Sensitivity Reports (8 ) Deep Draw ModuleTask 1.4 Hemming Reports (7)
FUNDAMENTAL MODULESPROGRAMS Sheet Forming as a SystemBend, Flange Program Bending, Flanging, HemmingDrawbead Force/Geometry Calculator Part & Process Design for StampingBHF Profile Calculator Product QualitySheet Forming Design System Recent TechnologiesSectionForm 2D FEM Industrial Case StudiesAdaptive Simulation Management Issues
DATABASES INDUSTRIAL CASE STUDIESExperience/Sensitivity Database LHS and Caravan Door OuterHemming Database Honda Wheel HouseGlossary of Terminology Deck Lid OuterPublications Database Roof Panel
Fender OuterINDUSTRIAL BETA TESTS Cabin InnerCab Comer DOE Investigation Instrument PanelGM Wheel House Beta Test Truck Door - Hemming
Table H. 1 : List o f Near Zero Stam ping deliverables
236
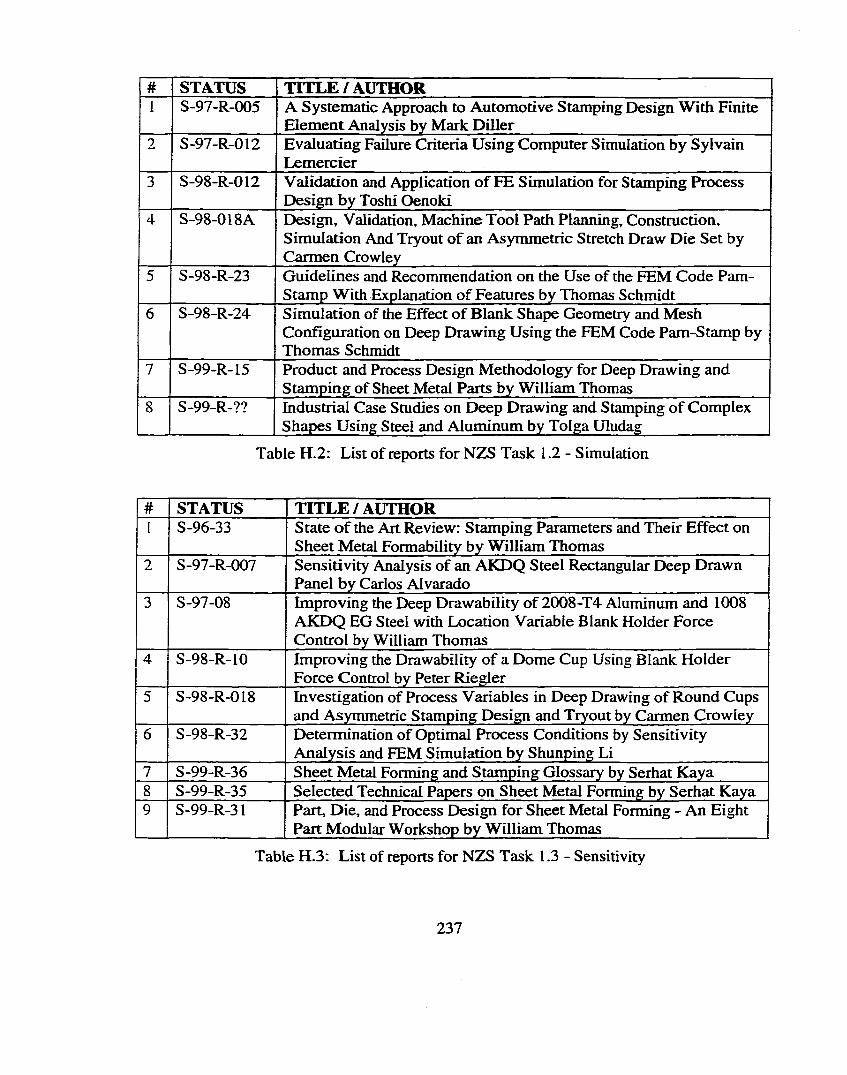
# STATUS T IT L E /A U T H O R1 S-97-R-005 A Systematic Approach to Automotive Stamping Design With Finite
Element Analysis by Mark Oilier2 S-97-R-012 Evaluating Failure Criteria Using Computer Simulation by Sylvain
Lemercier3 S-98-R-012 Validation and Application o f FE Simulation for Stamping Process
Design by Toshi Oenoki4 S-98-018A Design, Validation, Machine Tool Path Plarming, Construction,
Simulation And Tryout o f an Asymmetric Stretch Draw Die Set by Carmen Crowley
5 S-98-R-23 Guidelines and Recommendation on the Use of the FEM Code Pam- Stamp With Explanation of Features by Thomas Schmidt
6 S-98-R-24 Simulation of the Effect of Blank Shape Geometry and Mesh Configuration on Deep Drawing Using the FEM Code Pam-Stamp by Thomas Schmidt
7 S-99-R-15 Product and Process Design Methodology for Deep Drawing and Stamping of Sheet Metal Parts by William Thomas
8 S-99-R-?? Industrial Case Studies on Deep Drawing and Stamping of Complex Shapes Using Steel and Aluminum by Tolga Uludag
Table H.2: List of reports for NZS Task 1.2 - Simulation
# STATUS T IT L E /A U T H O RI S-96-33 State o f the Art Review: Stamping Parameters and Their Effect on
Sheet Metal Formability by William Thomas2 S-97-R-007 Sensitivity Analysis of an AKDQ Steel Rectangular Deep Drawn
Panel by Carlos Alvarado3 S-97-08 Improving the Deep Drawability of 2008-T4 Aluminum and 1008
AKDQ EG Steel with Location Variable Blank Holder Force Control by William Thomas
4 S-98-R-10 Improving the Drawability of a Dome Cup Using Blank Holder Force Control by Peter Riegler
5 S-98-R-018 Investigation of Process Variables in Deep Drawing of Round Cups and Asynunetric Stamping Design and Tryout by Carmen Crowley
6 S-98-R-32 Determination of Optimal Process Conditions by Sensitivity Analysis and FEM Simulation by Shunping Li
7 S-99-R-36 Sheet Metal Forming and Stamping Glossary by Serhat Kaya8 S-99-R-35 Selected Technical Papers on Sheet Metal Forming by Serhat Kaya9 S-99-R-31 Part, Die, and Process Design for Sheet Metal Forming - An Eight
Part Modular Workshop by William Thomas
Table H.3: List of reports for NZS Task 1.3 - Sensitivity
237
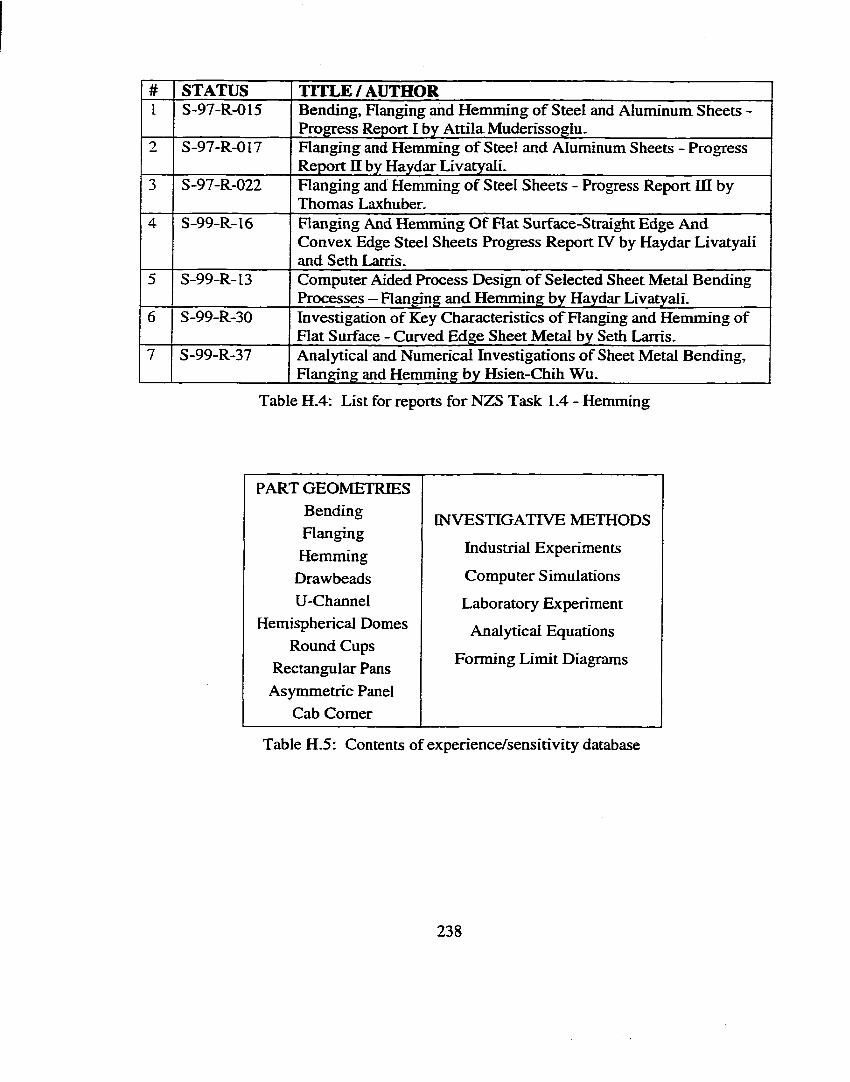
# STATUS TITLE/AUTHORI S-97-R-015 Bending, Flanging and Hemming o f Steel and Aluminum Sheets -
Progress Report I by Attila Muderissoglu.2 S-97-R-017 Flanging and Hemming o f Steel and Aluminum Sheets - Progress
Report H by Haydar Livatyali.3 S-97-R-022 Flanging and Hemming o f Steel Sheets - Progress Report lH by
Thomas Laxhuber.4 S-99-R-16 Hanging And Hemming O f H at Surface-Straight Edge And
Convex Edge Steel Sheets Progress Report IV by Haydar Livatyali and Seth Larris.
5 S-99-R-13 Computer Aided Process Design of Selected Sheet Metal Bending Processes — Hanging and. Hemming by Haydar Livatyali.
6 S-99-R-30 Investigation o f Key Characteristics o f Hanging and Hemming of H at Surface - Curved Edge Sheet Metal by Seth Larris.
7 S-99-R-37 Analytical and Numerical Investigations of Sheet Metal Bending, Hanging and Hemming by Hsien-Chih Wu.
Table H.4: List for reports for NZS Task 1.4 - Hemming
PART GEOMETRIESBending INVESTIGATIVE METHODSHangingHemming Industrial Experiments
Drawbeads Computer SimulationsU-Channel Laboratory Experiment
Hemispherical Domes Analytical EquationsRound Cups
Rectangular Pans Forming Limit Diagrams
Asymmetric PanelCab Comer
Table H.5: Contents of experience/sensitivity database
238
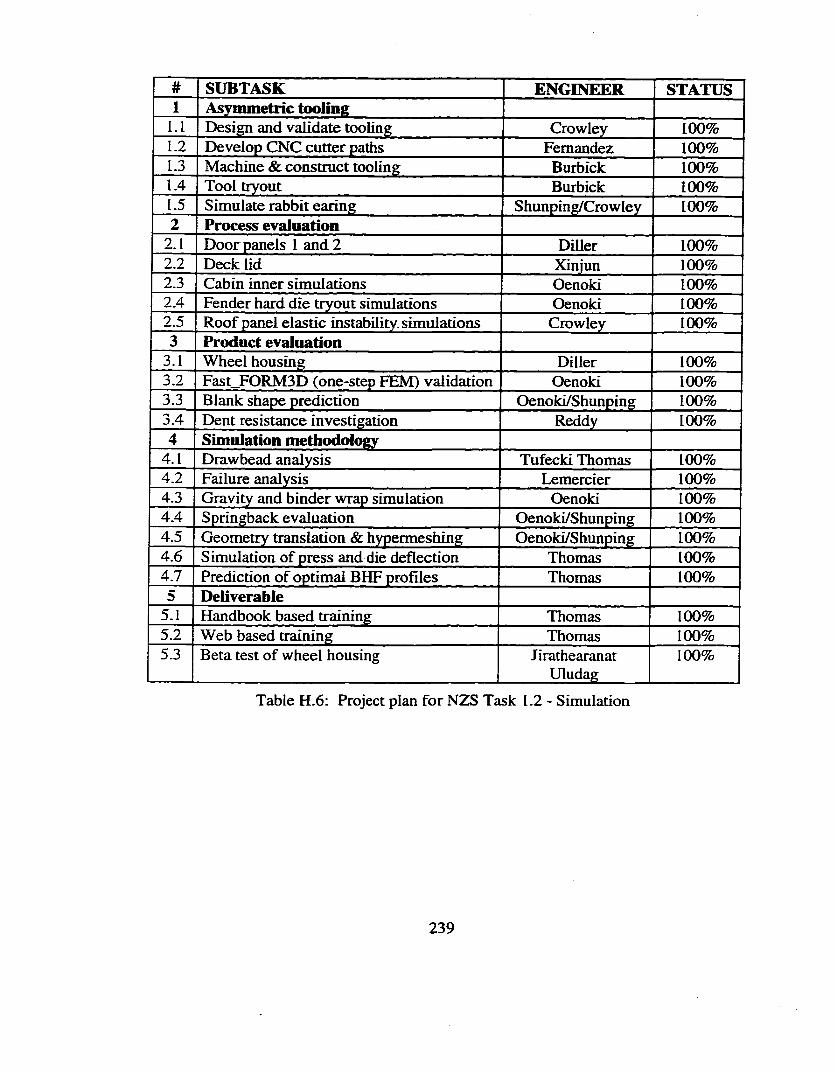
# SÜBTASK ENGINEER STATUS1 Asymmetric tooling
1.1 Design and validate tooling Crowley 100%1.2 Develop CNC cutter paths Fernandez 100%1.3 Machine & construct tooling Burbick 100%1.4 Tool tryout Burbick 100%1.5 Simulate rabbit earing Shunping/Crowley 100%2 Process evaluation
2.1 Door panels 1 and 2 Diller 100%2.2 Deck lid Xinjun 100%2.3 Cabin inner simulations Oenoki 100%2.4 Fender hard die tryout simulations Oenoki 100%2.5 Roof panel elastic instability, simulations Crowley 100%3 Product evaluation
3.1 Wheel housing Diller 100%3.2 Fast_FORM3D (one-step FEM) validation Oenoki 100%3.3 Blank shape prediction Oenoki/Shunping 100%3.4 Dent resistance investigation Reddy 100%4 Simulation methodology
4.1 Drawbead analysis Tufecki Thomas 100%4.2 Failure analysis Lemercier 100%4.3 Gravity and binder wrap simulation Oenoki 100%4.4 Springback evaluation Oenoki/Shunping 100%4.5 Geometry translation & hypermeshing Oenoki/Shunping 100%4.6 Simulation of press and die deflection Thomas 100%4.7 Prediction of optimal BHF profiles Thomas 100%5 Deliverable
5.1 Handbook based training Thomas 100%5.2 Web based training Thomas 100%5.3 Beta test of wheel housing Jirathearanat
Uludag100%
Table H.6: Project plan for NZS Task 1.2 - Simulation
239
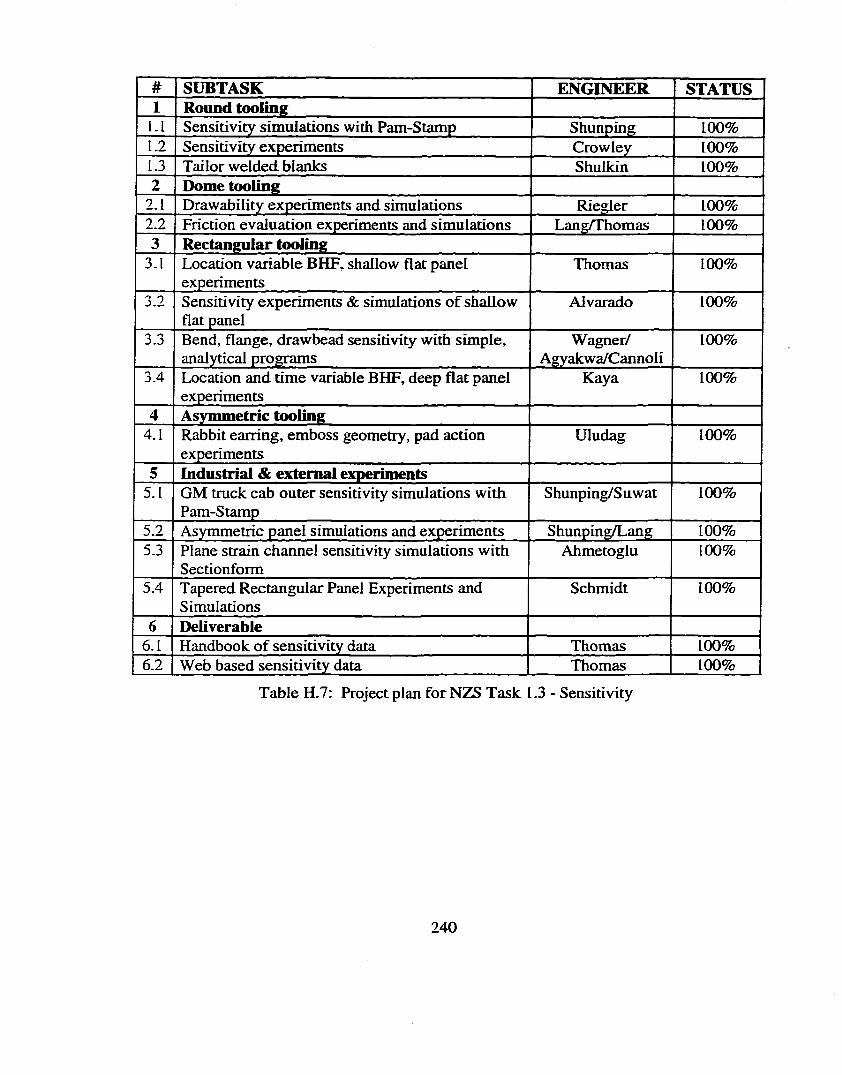
# SÜBTASK ENGINEER STATUS1 Round tooline
1.1 Sensitivity simulations with Pam-Stamp Shunping 100%1.2 Sensitivity experiments Crowley 100%1.3 Tailor welded blanks Shulkin 100%2 Dome tooling
2.1 Drawability experiments and simulations Riegler 100%2.2 Friction evaluation experiments and simulations Lang/Thomas 100%3 Rectangular tooling
3.1 Location variable BHF, shallow flat panel experiments
Thomas 100%
3.2 Sensitivity experiments & simulations o f shallow flat panel
Alvarado 100%
3.3 Bend, flange, drawbead sensitivity with simple, analytical programs
Wagner/Agyakwa/Cannoli
100%
3.4 Location and time variable BHF, deep flat panel experiments
Kaya 100%
4 Asymmetric tooling4.1 Rabbit earring, emboss geometry, pad action
experimentsUludag 100%
5 Industrial & external experiments5.1 GM truck cab outer sensitivity simulations with
Pam-StampShunping/Suwat 100%
5.2 Asymmetric panel simulations and experiments Shunping/Lang 100%5.3 Plane strain channel sensitivity simulations with
SectionformAhmetoglu 100%
5.4 Tapered Rectangular Panel Experiments and Simulations
Schmidt 100%
6 Deliverable6.1 Handbook of sensitivity data Thomas 100%6.2 Web based sensitivity data Thomas 100%
Table H.7: Project plan for NZS Task 1.3 - Sensitivity
240
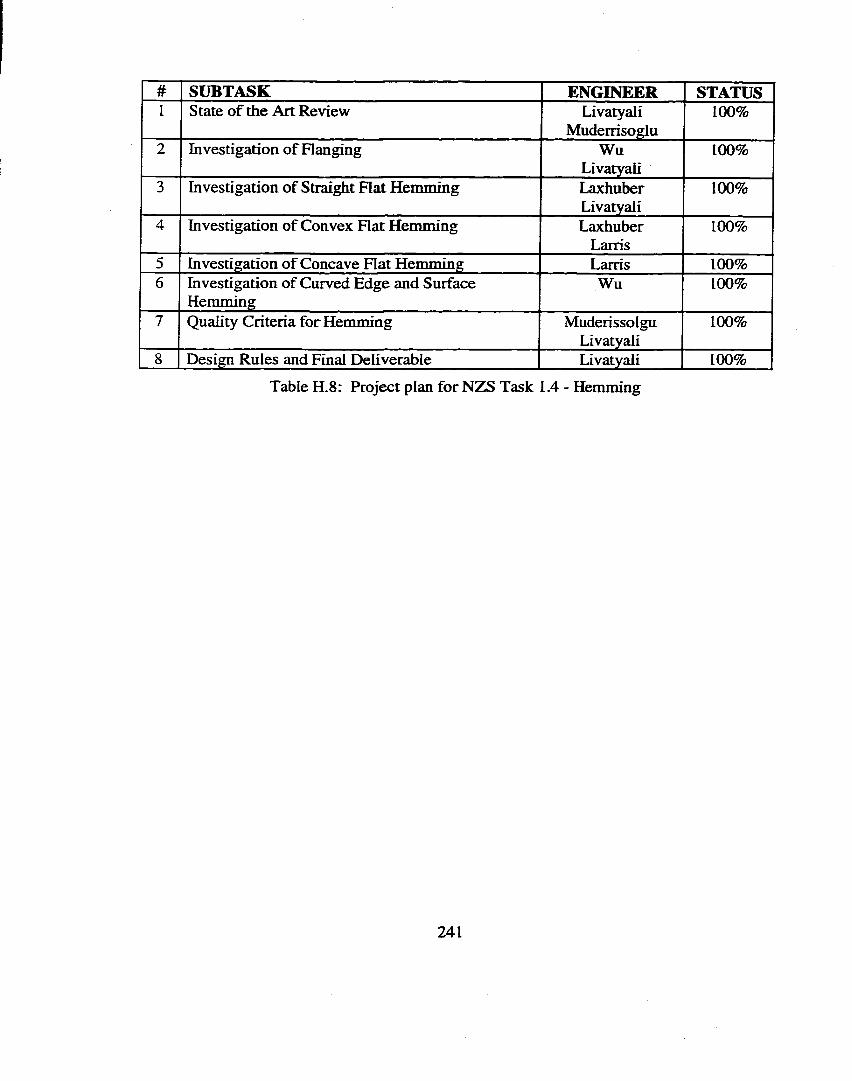
# SÜBTASK ENGINEER STATUSI State of the Art Review Livatyali
Muderrisoglu100%
2 Investigation of Flanging WuLivatyali
100%
3 Investigation of Straight Flat Hemming LaxhuberLivatyali
100%
4 Investigation of Convex Flat Hemming LaxhuberLarris
100%
5 Investigation of Concave Flat Hemming Larris 100%6 hivestigation of Curved Edge and Surface
HemmingWu 100%
7 Quality Criteria for Hermning MuderissolguLivatyali
100%
8 Design Rules and Final Deliverable Livatyali 100%
Table H.8: Project plan for NZS Task 1.4 - Hemming
241




















