Toxic hazards of leather industry and technologies to combat threat: a review
11
Review Toxic hazards of leather industry and technologies to combat threat: a review Sumita Dixit, Ashish Yadav, Premendra D. Dwivedi, Mukul Das * Food, Drug & Chemical Toxicology Group, CSIR-Indian Institute of Toxicology Research, Mahatma Gandhi Marg, P. O. Box 80, Lucknow 226001, U.P., India article info Article history: Received 25 February 2014 Received in revised form 24 September 2014 Accepted 6 October 2014 Available online 16 October 2014 Keywords: Bating Clean technology Finishing operations Pre tanning operations Post tanning operations Water management abstract Leather industry has significant economic influence; however, it suffers from the negative impact due to environmental pollution caused by tannery wastes produced during leather processing processes. The tanning processes contribute significantly to chemical oxygen demand (COD), total dissolved solids (TDS), chlorides, sulfates and heavy metal pollution. The chemicals discharged into aquatic systems end up in highly polluted sediments and salinisation of rivers. European Chemical Agency (ECHA) has prioritized some of the hazardous chemicals used in leather under Substances of Very High Concern (SVHC) and substances for Authorization. The situation has highlighted the need for greener technolo- gies. Out of the two broad categories of technical methods, the first group involves the introduction of processing technologies by decreasing the effluent pollution load, avoiding the use of harmful chemicals and producing solid wastes that can be used as by-products. The other category is related to the treat- ment of wastewater, handling and processing of solid waste in an environment-friendly manner. Both methods have been applied to prevent negative impact on the environment during leather production. The methods have been reviewed for their technical suitability and commercial feasibility and it was felt that combination of both is essential. The technologies can have up-front additional costs but have to be balanced against multiple benefits in terms of environmental cleanup, improved labour productivity, material quality consistency and better international image. By using the best available technologies and optimized systems the leather industry can evolve as an environment friendly technology. © 2014 Elsevier Ltd. All rights reserved. 1. Introduction Leather industry, an age old enterprise provide a wide range of consumer goods such as shoes, garments, bags etc by turning the food industry's waste product into a desirable, useful and sustain- able range of end products (Aloy et al., 1976). It has been estimated that about 1.67 109 m 2 of leather is being made annually in the world (FAO, 2001). The annual global trade in leather sector is estimated as seventy billion dollars (ITC, 1999). Different manufacturing processes, ranging from cottage in- dustry to heavy industry are involved for the durable and flexible leather material by the tanning of putrescible animal rawhide and skin (Heidemann, 1993). The different forms of leather depending upon various tanning processes are vegetable tanned leather (Madhan et al., 2001a), chrome-tanned leather (Heidemann, 1993; Chagne et al., 1996), aldehyde-tanned leather (Serra et al., 1991; Wojdasiewicz et al., 1992), synthetic-tanned leather (Dasgupta, 1980), alum-tawed leather (Montgomery, 1987; Takenouchi et al., 1997) and rawhide (Bosnic et al., 2000). Cattle skin is generally used for leather manufacturing, however, for soft leather items skin of other animals like lamb, deer, goats, etc is also used (Heidemann, 1993). 2. Leather production processes The manufacturing process for leather preparation can be divided into three basic sub-processes: preparatory stage/beam house stage, tanning stage and crusting stage (Suresh et al., 2001; Sivakumar et al., 2010). Surface coating may be an additional step into the leather process. Preparatory stage or the beam house operation stage is car- ried out when the hide/skin is prepared for tanning. This stage includes preservation, soaking, liming, unhairing, fleshing, split- ting, reliming, deliming, bating, degreasing, bleaching, pickling and Abbreviations: AOP, Advanced oxidation process; BBP, Benzyl butyl phthalate; BOD, Biological oxygen demand; COD, Chemical oxygen demand; CETPs, Common effluent treatment plants; DBP, Di butyl phthalate; DBT, Di butyl tin; DEHP, Diethyl hexyl phthalate; NMP, N-methyl pyrrolidine; OPP, Ortho phenyl phenol; TDS, Total dissolved solids; TBT, Tri butyl tin; VOC, Volatile organic compounds. * Corresponding author. Fax: þ91 522 2628227, þ91 522 2611547. E-mail addresses: [email protected], [email protected] (M. Das). Contents lists available at ScienceDirect Journal of Cleaner Production journal homepage: www.elsevier.com/locate/jclepro http://dx.doi.org/10.1016/j.jclepro.2014.10.017 0959-6526/© 2014 Elsevier Ltd. All rights reserved. Journal of Cleaner Production 87 (2015) 39e49
Transcript of Toxic hazards of leather industry and technologies to combat threat: a review

lable at ScienceDirect
Journal of Cleaner Production 87 (2015) 39e49
Contents lists avai
Journal of Cleaner Production
journal homepage: www.elsevier .com/locate/ jc lepro
Review
Toxic hazards of leather industry and technologies to combat threat:a review
Sumita Dixit, Ashish Yadav, Premendra D. Dwivedi, Mukul Das*
Food, Drug & Chemical Toxicology Group, CSIR-Indian Institute of Toxicology Research, Mahatma Gandhi Marg, P. O. Box 80, Lucknow 226001, U.P., India
a r t i c l e i n f o
Article history:Received 25 February 2014Received in revised form24 September 2014Accepted 6 October 2014Available online 16 October 2014
Keywords:BatingClean technologyFinishing operationsPre tanning operationsPost tanning operationsWater management
Abbreviations: AOP, Advanced oxidation process;BOD, Biological oxygen demand; COD, Chemical oxygeffluent treatment plants; DBP, Di butyl phthalate; DBhexyl phthalate; NMP, N-methyl pyrrolidine; OPP, Ortdissolved solids; TBT, Tri butyl tin; VOC, Volatile orga* Corresponding author. Fax: þ91 522 2628227, þ9
E-mail addresses: [email protected], mditrc@
http://dx.doi.org/10.1016/j.jclepro.2014.10.0170959-6526/© 2014 Elsevier Ltd. All rights reserved.
a b s t r a c t
Leather industry has significant economic influence; however, it suffers from the negative impact due toenvironmental pollution caused by tannery wastes produced during leather processing processes. Thetanning processes contribute significantly to chemical oxygen demand (COD), total dissolved solids(TDS), chlorides, sulfates and heavy metal pollution. The chemicals discharged into aquatic systems endup in highly polluted sediments and salinisation of rivers. European Chemical Agency (ECHA) hasprioritized some of the hazardous chemicals used in leather under Substances of Very High Concern(SVHC) and substances for Authorization. The situation has highlighted the need for greener technolo-gies. Out of the two broad categories of technical methods, the first group involves the introduction ofprocessing technologies by decreasing the effluent pollution load, avoiding the use of harmful chemicalsand producing solid wastes that can be used as by-products. The other category is related to the treat-ment of wastewater, handling and processing of solid waste in an environment-friendly manner. Bothmethods have been applied to prevent negative impact on the environment during leather production.The methods have been reviewed for their technical suitability and commercial feasibility and it was feltthat combination of both is essential. The technologies can have up-front additional costs but have to bebalanced against multiple benefits in terms of environmental cleanup, improved labour productivity,material quality consistency and better international image. By using the best available technologies andoptimized systems the leather industry can evolve as an environment friendly technology.
© 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Leather industry, an age old enterprise provide a wide range ofconsumer goods such as shoes, garments, bags etc by turning thefood industry's waste product into a desirable, useful and sustain-able range of end products (Aloy et al., 1976). It has been estimatedthat about 1.67 � 109 m2 of leather is being made annually in theworld (FAO, 2001). The annual global trade in leather sector isestimated as seventy billion dollars (ITC, 1999).
Different manufacturing processes, ranging from cottage in-dustry to heavy industry are involved for the durable and flexibleleather material by the tanning of putrescible animal rawhide andskin (Heidemann, 1993). The different forms of leather depending
BBP, Benzyl butyl phthalate;en demand; CETPs, CommonT, Di butyl tin; DEHP, Diethylho phenyl phenol; TDS, Totalnic compounds.1 522 2611547.hotmail.com (M. Das).
upon various tanning processes are vegetable tanned leather(Madhan et al., 2001a), chrome-tanned leather (Heidemann, 1993;Chagne et al., 1996), aldehyde-tanned leather (Serra et al., 1991;Wojdasiewicz et al., 1992), synthetic-tanned leather (Dasgupta,1980), alum-tawed leather (Montgomery, 1987; Takenouchi et al.,1997) and rawhide (Bosnic et al., 2000). Cattle skin is generallyused for leather manufacturing, however, for soft leather items skinof other animals like lamb, deer, goats, etc is also used (Heidemann,1993).
2. Leather production processes
The manufacturing process for leather preparation can bedivided into three basic sub-processes: preparatory stage/beamhouse stage, tanning stage and crusting stage (Suresh et al., 2001;Sivakumar et al., 2010). Surface coating may be an additional stepinto the leather process.
Preparatory stage or the beam house operation stage is car-ried out when the hide/skin is prepared for tanning. This stageincludes preservation, soaking, liming, unhairing, fleshing, split-ting, reliming, deliming, bating, degreasing, bleaching, pickling and

Table 1Quantity of wastewater generated and pollution load of each step during processing1 tonne of skin/hide.
Pollution load Processing operations load kg/tonne hide
Soaking Unhairing/liming
Delimingandbating
Chrometanning
Posttanning
Finishing
S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e4940
depickling (IL&FS, 2010). At the onset, the hides are trimmed andsoaked not only to restore the lost moisture during curing but to getrid of salt and other solids. Subsequently, the hides are fleshed toremove excess tissue, muscles or fat adhering to the hide so thatuniform thickness may be obtained. Dehairing is performed mostlyby liming process using a series of drums containing lime liquors(calcium hydroxide) and sharpening agents, however thermal,oxidative, and chemical methods may also be applied. The softnessand flexibility to the leather may be obtained by bating anddeliming, which is performed by keeping the hides in a solution ofammonium salt dissolved in water along with proteolytic enzymesat 27e32 �C (Bienkiewicz, 1983; EPA, 1982). Pickling is required asthe next step to adjust the acidity with the use of a brine solutionand sulphuric acid.
Tanning converts the raw hide or skin into a stable material thatdries out to a flexible form without putrefying and becomes suit-able for a wide variety of end applications (Krishnamoorthy et al.,2012). In general, depending upon the end application of theleather, two tanning methods is used; vegetable tanning or chrometanning.
The process of vegetable tanning usually requires 3 weeks sothat the dye penetrates to the hide. Further, the hides are dipped insodium bicarbonate or sulphuric acid drums for bleaching and forthe removal of tannins bound to the surface. Before set out to dry,lignosulfate, corn sugar and oils may be added to the leather andthen it undergoes further finishing steps.
Chrome tanning is done by the reaction between the hide andtrivalent chromium salt, most commonly basic chromium sulphate.At pH 3 the tanning materials are introduced and the pH is raised.The soaking, fleshing, liming/dehairing, deliming, bating, andpickling and the drying/finishing steps are essentially the same asin the case of vegetable tanning except that an additional processesof retanning, dyeing, and fat liquoring to produce usable leathers.Many a times oil is applied on the skin before leather drying toreplace the natural oil lost during beam house and tanyard pro-cesses; this step is called fat liquoring. The leather is thereafterwrung, set out, dried, and finished. The pH of chrome tannedleather finish between 3.8 and 4.2 (Heidemann, 1993).
Chrome-tanned leather is more superior to vegetable tannedleather due to its softness, high thermal and water stability and lesstime consuming. Almost all leather made from the skin of sheep,lambs, goats, pigs is chrome tanned.
Crusting takes place after the thinning, re-tanning and lubri-cating of the hide. Sometimes dye is also added in this process.During crusting, the chemicals added have to be fixed followed bydrying and softening process. Crusting involves several steps likewetting back, sammying, splitting, shaving, re-chroming, neutrali-zation, re-tanning, dyeing, fat liquoring, filling, stuffing, stripping,whitening, fixating, setting, drying, conditioning, milling, staking,and buffing (Bienkiewicz, 1983).
Finishing process consists of surface coating that include: oil-ing, brushing, padding, impregnation, buffing, spraying, rollercoating, curtain coating, polishing, plating, embossing, ironing,combing (for hair-on), glazing and tumbling (Heidemann, 1993).
Waste watergenerated(m3 or Kilolitre)
9.0e12.0 4.0e6.0 1.5e2.0 1.0e2.0 1.0e1.5 1.0e2.0
Suspended solids 11e17 53e97 8e12 5e10 6e11 0e2COD 22e33 79e122 13e20 7e11 24e40 0e5BOD 7e11 28e45 5e9 2e4 8e15 0e2Chromium e e e 2e5 1e2 e
Sulphides e 3.9e8.7 0.1e0.3 e e e
NH3eN 0.1e0.2 0.4e0.5 2.6e3.9 0.6e0.9 0.3e0.5 e
Total Kjeldahlnitrogen
1e2 6e8 3e5 0.6e0.9 1e2 e
Chlorides 85e113 5e15 2e4 40e60 5e10 e
Sulphates 1e2 1e2 10e26 30e55 10e25 e
3. Environmental impacts of leather industry
Environmental impact of tannery wastes containing waste-water; hazardous chemicals such as chromium, synthetic tannins,oils, resins, biocides, detergents; careless disposal of solid wastesand gaseous emissions creates a negative image of leather industry,although it has significant economic influence (Suresh et al., 2001;Nazer et al., 2006; Jerry, 2011; Sequeira et al., 2011; Shakir et al.,2012; Islam et al., 2014).
3.1. Waste water
Enormous amount of water and pollutants are discharged dur-ing the entire tanning process (Kaul et al., 2001). The details ofwater consumption for several steps and the characteristicpollutant loads for each operation are presented in Table 1. Con-ventional pre-tanning and tanning processes accounts for nearly90% of the total pollution from a tannery (Aloy et al., 1976). Pre-tanning process results in variations in pH and causes increase inchemical oxygen demand (COD), total dissolved solids (TDS),chlorides, sulphates in tannery wastewaters (Thanikaivelan et al.,2000a). The conventional dehairing process with sodium sul-phide and lime accounts to 84% of biochemical oxygen demand(BOD), 75% of COD and 92% of suspended solids (SS) from a tannery(Marsal et al., 1999). The use of sodium sulphide not only gives riseto unfavourable consequences on environment but also affects theefficacy of effluent treatment plants (Bailey et al., 1982). The pooruptake of 50e70% chromium during commercial chrome tanningmethod results in material wastage on one hand and createsecological imbalances on the other (Rao et al., 1997). The post-tanning processalso results in modifications in TDS, COD, andheavy metal pollution significantly (Simoncini and Sammarco,1995).
Highly polluted sediments resulting from discharge of chem-icals adversely affect the ecological functioning of rivers (Schillinget al., 2012). High concentration of heavy metals has been foundin sediments of the river Ganga and its tributaries (Singh et al.,2003; Tare et al., 2003). Increase salinisation of rivers andgroundwater has led to the loss of agricultural production andreduced the quality of drinking water in Tamil Nadu, India (Money,2008). It has been estimated that over 55,000 ha of land have beencontaminated by tannery wastes and around 5 million people areaffected by low quality of social environment and drinking water(CSIRO, 2001; Sahasranaman and Jackson, 2005).
3.2. Solid wastes
A great deal of sludge generated from the tannery plants(Ramasami and Prasad, 1991) render the solid waste managementsystem highly inactive due to non-biodegradability of the tannedleather (Dhayalan et al., 2007; Lofrano et al., 2007). Leather itself isslow biodegradable and treatment of different chemicals duringtanning process makes it resistant towards chemical, thermal, andmicrobiological degradation (Hagerman, 1980; Han et al., 2001).

Table 2Uses, Structures, LD 50 and toxicity of chemicals used in leather industry.
Name Uses Structure LD50 in rats, oral (mg/kg) Target organs
Benzyl butyl phthalate Used in process for the production ofa micro porous artificial leathercoating/water vapour-permeablesheet materials.
2330 Eyes, lungs, liver,reproductive system
Bis(2-ethylhexyl)phthalate (DEHP)
Used as plasticizers in a processingof shoes soles, and artificial leathermanufacturing
30,000 Liver and testes
Di butyl phthalate (DBP) Used as a Phthalate plasticizer inthe artificial leather industry
7499 Eyes, lungs, gastrointestinaltract, testes
Anthracene Used as a tanning agent(for leather)
16,000 Kidney, liver, fat andcarcinogen
short chain chlorinatedparaffin's (PBT)
Additive for the leather treatment(renders smoothness to leather),leather clothing and belts and asa leather oiling agent.
3090 Liver, kidney, thyroid andcarcinogen
Sodium dichromate Principal raw material used in theproduction of chrome tanningmaterials for the leather industrylike Chrome-tanning salts
Not available Blood, kidneys, heart,lungs, eyes andcarcinogen
Cobalt dichloride Used in leather dyeing andfinishing as well found intanned leather
80 Lungs, liver, kidney,heart, skin
Nonyl phenol Used in finishing 1475 Blood, lungs, eyes,skin, CNS, kidneys andlow biodegradability
Methyl isothiazolinone Biocide,microbiological protection 1800 Skin, eyes and carcinogen
N-Methyl pyrrolidone Coalescence, plasticizers, wettingagent
3914 Eyes, kidney, lymphaticsystem, liver, lung, testes
Formaldehyde Leather finishing HCHO 100 Eyes, lungs and carcinogenHeavy metalsArsenic As 763 Liver, kidneys, skin, lungs,
lymphatic system andcarcinogen
Chromium used for dyeing Cr 3250 Kidney, CNS,haematopoietic system
Organotin compounds(Dibutyl tin)
As a catalyst 175 Gastrointestinal tract,liver and carcinogen
Azo dyes (Orange II) Used for Dyeing 3418 Blood, liver, testesand carcinogen
S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e49 41

S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e4942
This in turn affects the agro based activities and degradesgroundwater system (Mwinyihija et al., 2012). These wastes are athreat to ecology and aquatic system in vicinity of tannery plants(Mwinyihija et al., 2010). Adding of pesticides for hide conservationduring transport also add to the problem (Pollution Prevention andAbatement Handbook, 1998).
3.3. Volatile organic compounds
Pollutants such as ammonia, hydrogen sulphide, volatile hy-drocarbons, amines and aldehydes are emitted to the atmospherefrom tannery plants as effluents (Fela et al., 2010). Ammoniaemissions may occur during deliming, unhairing, or drying pro-cesses, while, emissions of sulphides may be the result of liming/unhairing and subsequent processes. Hydrogen sulphide is releasedin tannery wastewater from alkaline sulphides if the pH is less than8.0. Particulate emissions contain chromium, which may occur(EPA, 1982; Streicher, 1987) due to reduction of chromate orthrough handling of basic chromic sulphate powder or from thebuffing process (EPA, 1982; Streicher, 1987; Telecon, 1996). Thussubstantial amount of volatile organic compounds (VOC) areemitted during different tanning processes which may pose threatto the atmosphere if not controlled properly.
3.4. Toxicity of chemicals used in leather industry
Awide variety of chemicals are used in order to bring the leatherin the usable form in the preparation of a variety of products.Table 2 describes the uses, structures, LD50 and toxicity of chemicalsused in leather industry. The regulatory bodies have put restrictionon the use of these chemicals in leather industry. Phthalates likebenzyl butyl phthalate (BBP), di-ethyl hexyl phthalate (DEHP) anddi-butyl phthalate (DBP) are used as plasticizers in micro porousartificial leather coating. Due to the reproductive toxic potential ofthese phthalates, EU (2003 a) has directed the companies to label ifthe products contain more than 0.5% of these phthalates. Nonylphenol, used in finishing of leather, should not be more than 0.1% infinished products as prescribed by EU (2003 b). The decision wastaken due to high persistence of these chemicals in the environ-ment because of its low bio-degradability. Additionally, nonylphenol shows oestrogens like activity. Biocides are used for themicrobiological protection of mainly water based finishing chem-icals. Some biocides like methyl isothiazolinone (MIT) and chlor-isothiazolinone (CIT) when used in combination act as an irritant(EPA, 1998).
The use of o–phenyl phenol (OPP) is restricted for leather fin-ishing chemicals due its carcinogenic activity (EPA, 2007). N-Methyl pyrrolidone works as coalescence, plasticizer, levellingagent, wetting agent and as a swelling material thus giving highperformance in finished leather. This compound has been classifiedas a reproductive toxin (OEHHA, 2001). The use of formaldehyde isinevitable in the manufacture of various types of leathers due to itsaction as cross linker for casein top coats (RamMohan et al., 2008).Due to the carcinogenic property of formaldehyde, its use isrestricted (EU, 1998). Inorganic pigments such as lead chromate,cadmium sulphate are used due to their fastness and brilliantcolour but these are toxic heavy metals (ATSDR, 2008; IARC, 2004;Louis et al., 2003). It has been shown that chromium (III) undercertain ligand environments leads to apoptosis by causing struc-tural modifications in proteins (Shrivastava and Nair, 2001;Balamurugan et al., 2002).
Azo dyes, the synthetic dyestuffs based on nitrogen are used inleather industry for dyeing the leather articles. The toxicity ofseveral azo dyes has been mentioned earlier (Khanna and Das,1991; Ramchandani et al., 1994). Many azo dyes on cleavage
produce carcinogenic and allergenic aromatic amines. The EU AzoColorants Directive (2002) has given a list of azo dyes that shouldnot be used in leather articles as they may release one or moreprohibited aromatic amines in detectable concentration above30 ppm in the finished articles or in the dyed components. Orga-notin compounds like dibutyl tin (DBT) used in leather finishing asa catalyst may contain tributyl tin as an impurity which is highlytoxic and has hormone like activity (Omura et al., 2001). No re-striction has been set yet for synthetic tannins although there havebeen extensive impact assessment and treatment applications forindividual chemicals such as cresols, phenols (Hohreiter and Rigg,2001; Wang et al., 2002).
4. Legislation scenario for leather industries
The discharge limit parameters are different from one country toother. Some legislative authorities have a check on the quality oftreated effluents; while others on the quality of the recipient waterbodies; some define the permissible levels of impurities to be dis-charged per day into the recipient water body, whereas in somecases specifications are linked to the total amount of waste waterdischarged (Bosnic et al., 2000).
In many countries, tannery effluents are subjected under overalllegislation of industrial waste discharge rather than specific limits(Bosnic et al., 2000). During 1990's several tanneries in India wereordered to close the units as they could not meet the standards ofpollution control systems, while many of them had to pay hugecompensation for the damage caused by salinisation of ground-water (CSIRO, 2001). Government has encouraged the tanneries tobuilt Common Effluent Treatment Plants (CETPs) to treat the toxicwastewater from tanneries by giving subsidies. Despite this initia-tive, many of the pollution problems are still unresolved due to thehigher cost associated to the treatment of effluents thereby causingillegal dumping (Beg and Ali, 2008). It was noticed that one of theUganda's main leather producing company directly dumped itswaste water in a wetland adjacent to Lake Victoria (The Monitor,2009). In Crotia the proper pollution abatement cost exceededthe compensation cost against irresponsible behaviour (EcoLinks,2001).
Some countries have made regulations related to production,import and sale of leather products with regard to hazardoussubstances. Table 3 describes the maximum permissible limits ofchemicals used in leather and leather products prescribed by someof the countries. Furthermore, in order to restrict the use of thesechemicals, European Chemical Agency (ECHA) has prioritized fewchemicals under Substances of Very High Concern (SVHC) whichare considered to be hazardous not only to the environment butalso to humans (UK REACH, 2009). It has been observed that out ofthese 30 SVHC substance list provided by ECHA, almost all of thechemicals are used in the leather industry (ECHA, 2010).
5. Technological options to combat the threat posed byleather industry
Environmental concerns over leather industries have beengrowing for the past two decades. High industrial and humanpopulation density and the use of old technologies all causeincreased levels of pollutant in the atmosphere (Maia, 1998). Thissituation has highlighted the need for greener technologies (Guptaand Babu, 2009; Sundarapandiyan et al., 2010, 2011;Krishnamoorthy et al., 2012). The protection of the environmenthas become a global issue throughout the world.
For reducing the negative environmental impact of hide pro-cessing, there are two broad methods. The first method is generallytermed as low-waste or cleaner technologies that avoid the use of

Table 3Mandatory requirements in leather products of some countries.
Mandatory residual substances limits (RSLs) EU Germany Austria Denmark France Netherlands Switzerland
Pentachlorophenol 30 ppm 5 ppm 30 ppm 30 ppm 30 ppm 30 ppmAzo dyes* 30 ppmChromium VI 3 ppm 10 ppmLead 90 ppmCadmium 100 ppm 75 ppm 100 ppm 100 ppmArsenic AbsentOrganotin Compounds AbsentSpecific Flame Retardants <0.1%Phthalates 0.1% 0.1% 0.05%PCBs and PCTs Not to be usedBiocides** 5 ppm 5 ppm 5 ppm 5 ppm 5 ppm 10 ppmFormaldehyde >1500 ppm >1500 ppm 200-400 ppm 120 ppm
Source: http://ec.europa.eu/enterprise/chemicals/legislation/markrestr/index_en.html.Azo dyes or the following aromatic amines on cleavage*: Biphenyl-4-ylamine; 4-aminobiphenyl xenylamine; Benzidine; 4-Chloro-o-toluidine; 2-Naphthylamine; o-ami-noazotoluene; 4-amino-20 ,3-dimethylazobenzene; 4-o-tolylazo-o-toluidine; 5-Nitro-o-toluidine; 4-chloroaniline; 4-methoxy-m-phenylenediamine; 4,40-methylenediani-line; 3,30-dichlorobenzidine; 3,30-dimethoxybenzidine o-dianisidine; 3,30-dimethylbenzidine 4,4-bi-o-toluidine; 4,40-methylenedi-o-toluidine; 6-methoxy-m-toluidine; p-cresidine; 4,40-methylene-bis-(2-chloroaniline); 4,40-oxydianiline; 4,40- thiodianiline; o-toluidine; 2-aminotoluene; 4-methyl-m-phenylenediamine; 2,4,5-trimethylaniline;o-anisidine 2-methoxyaniline; 4-amino azobenzene.Biocides**(23 approved): Human hygiene biocidal products; Private area and public health area disinfectants and other biocidal products; Veterinary hygiene biocidalproducts; Food and feed area disinfectants; Drinking water disinfectants; Preservatives; In-can preservatives; Film preservatives; Wood preservatives; Fibre, leather, rubberand polymerised materials preservatives; Masonry preservatives; Preservatives for liquid-cooling and processing systems; Slimicides; Metalworking-fluid preservatives; Pestcontrol; Rodenticides; Avicides; Molluscicides; Piscicides; Insecticides, acaricides and products to control other arthropods; Repellents and attractants; Other biocidalproducts; Preservatives for food or feedstocks; Antifouling products; Embalming and taxidermist fluids; Control of other vertebrates.PCBs: Polychlorinated biphenyls PCTs: Polychlorinated terphenyl.
S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e49 43
harmful chemicals and produce solid wastes which can be used asby-products (EC, 1997a). The second method is related to thetreatment of wastewater and the environment-friendly handlingand processing of solid waste (EC,1997b; c). Themethods applied inboth groups can be used to prevent leather production with lessnegative impact on the environment.
5.1. Low waste or cleaner technologies
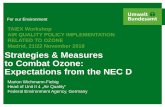
The cleaner processing options need to be cost-effective in orderto be economically viable and the success of these technologiesdepends on: (a) reduction of pollution in terms of quantity andquality, (b) leather quality improvement and/or cost reduction, (c)reproducibility of the process, (d) cost effectiveness to beeconomically viable, and (e) widemarket opportunities. A report byLudvik (2000) shows some possible options of reduction of pollu-tion load during processing of bovine hides into chrome tannedleathers by introducing advanced technologies based on low-wasteprocessing methods (Fig. 1).
Fig. 1. Advanced technological op
The recycling and reuse of spent liquor after the removal of thepollutants in leather processing provides better water management(Parthasarathy, 1995). It has been suggested that ideally zero ornear-zero discharge of waste liquors should be encouraged (Sykes,1997). Common salt or sodium chloride emerges largely from thecuring, pickling, and chrome tanning practices. Salt less or less-saltcuring may be an alternative to wet salting (Kanagaraj, 2005). Solardrying, freeze drying or microwave/dielectric drying should beconsidered (Komanowsky, 2000). Chemicals like potassium chlo-ride, boraxephenol, boric acid, zinc chloride, silica gel and metaloxinates can be used in place of sodium chloride (Bailey, 1995a;Kanagaraj et al., 2000, 2005). Processing green hides and skins,use of gamma and electron beam irradiation techniques andtransportation in refrigerated condition are some other options fora better cleaner processing (Bailey, 1995b, 1999; Bailey et al., 2001).
Soaking requires 25% of the total water consumption in con-ventional leather processing. But the chloride load is a hurdle inrecycling process as salt is not eliminated during physical, chemicaland biological treatment of waste water. The industrially proven
tions for leather processing.

S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e4944
methods for reducing chloride load have been recommended byshaking the liquor in special drums (EC, 1997a); using wheel typede-salting machines (Rao et al., 2001) and counter-current soakingtechnique (Rao et al., 2003). Addition of environmentally accept-able antiseptics or commercial chemical bactericides such as ethyldithiocarbamate and isothiazolin (Buljan, 1995; EC, 1997a), use ofsodium sulphate (Vankar and Dwivedi, 2009), processing greenhides (Frendrup, 1995; EC, 1997a) have also been suggested todecrease the salt load. The recycling of spent floats in liming andunhairing processes showed substantial decrease in sulphide (70%),Ca(OH)2 (90%), BOD (7%) and COD (26%) load (Frendrup, 1995; EC,1997a).
Sulphide-lime based unhairing and liming achieves a significantdecrease in both total solids and dissolved solids (Frendrup, 1995;EC, 1997a). Enzymatic unhairing is an option for a clean beamhouse process (Frendrup, 1995; Thanikaivelan et al., 2000a; Valeikaet al., 2012). Enzyme-assisted unhairing followed by reliming withonce used relimed liquor ensures complete reduction of water(Thanikaivelan et al., 2000b; Shrewsbury, 2002). An economicallyviable option based on enzymatic dehairing and pickle-less chrometanning can lead to 67% and 78% decrease in COD and total solids(Aravindhan et al., 2007). Lime splitted hides save chromium andother chemicals and thewaste can be easily utilized as a by-product(Frendrup, 1995; EC, 1997a). Ultrasound not only decrease thewaste but also yield better leather quality (Valeika et al., 2009;Dettmer et al., 2013; Sivakumar et al., 2009).
A 97% decrease in ammonia load in effluents may be obtained byusing ammonia-free deliming and bating with commercial prod-ucts such as acids, esters of carboxylic acids, non-swelling aromaticacids (Frendrup, 1995; IUE, 2008). Carbon dioxide deliming in placeof ammonia decrease the pollution load of effluents to a significantextent (Palon and Marsal, 2002; IUE, 2008; Manfred et al., 2012;Gallego-Molina et al., 2013). Furthermore, it has been establishedthat deliming and bating can be effectively carried out as a floatlessoperation without impairing any physical/chemical or grain char-acteristics (John et al., 2001).
The spent pickle liquor contains high concentrations of neutralsalts (8e10%) and has an acidic pH (Chandrasekaran et al., 1989).The options of salt less pickling pickle less chrome tanning andpickle recycle are some solutions to overcome the problem (Pojerand Huynh, 1999; Burrows, 2001). These recycle methods reduceTDS of the effluent discharged from the identified stream(Sundarapandiyan, 2010).
Conventional chrome tanning processes use only 40e70% of thematerial (Warrier et al., 1995a, 1995b) and the disposal of theremaining wastes is a cause of concern (Ramasami, 1996; Fela et al.,2010). Intrinsically modified chrome tanning salts (Suresh et al.,2001; Thanikaivelan et al., 2002), use of chromium syntan or oxa-zolidine (Gupta and Babu, 2009; Morera et al., 2006;Sundarapandivan, 2011), high exhaustion tanning process(Frendrup, 1995; Covington, 1995; EC, 1997a), recycling/reusetechniques ((Rao et al., 1999a, 2002) would invariably help inincreasing the chrome utilisation and decreases the chromedischarge. The reuse of pickle liquor for the subsequent batches aswell as resorting to pickle free alumechrome combination fortanning result in reduction of significant levels of TDS (Rao et al.,2004; Burrows, 2001; Sivakumar et al., 2005). Use of Sargassumseaweeds to remove chromium from tannery effluent andmake useof this seaweed in the manufacture of basic chromium salt as areductant is another option (Aravindhan et al., 2004). A combina-tion between the chemical precipitation and the biological removalof chromium from tanning wastewater may render the tanningprocess eco-sustainable and environment friendly (Abdullah et al.,2010). Chromiumesilica-, chromium iron, aluminiumezinc-,chromiumezinc-, chromiumezincesilica-, zirconium oxychloride
and aluminiumetannic acidesilica- based tanning agents havebeen developed (Thanikaivelan et al., 2000b; Madhan et al., 2001b,2002, 2003; Fathima et al., 2003, 2004; Sunderarajan et al., 2003;Krishnamoorthy et al., 2012) for reducing the chromium emis-sion. The controlled incineration of tannery wastes in a starved airthermal incinerator and solidifying the calcined waste resulting in99.1% metal ion fixation is another alternative to reduce the chro-mium burden on the environment (Sekaran et al., 2007). The tan-nery wastes then can be used as fuel or nitrogenous source forleguminous plants (Famielec and Wieczorek-Ciurowa, 2011; Limaet al., 2010).
5.2. Solid waste treatment and management
The conventional disposal methods are not practicable for thedisposal of tanned leather wastes due to leaching of Cr3þ from thetanned leather wastes to groundwater and conversion of Cr3þ toCr6þ; emissions of nitrogen oxide (NOx); generation of hydrogencyanide (HCN); Cr3þ and NH3 during incineration (Rai et al., 1989).Less toxic soluble Cr6þ can be produced at low incineration tem-peratures (300e600 �C) (Rai et al., 1989). More promising resultscan be achieved by integrating the active microflora to degrade thelow molecular weight compounds and further degradation of themetabolites by anaerobic species (Beccari et al., 2002).
Anaerobic digestion of solid waste produce biogas nutrientenriched effluents for agricultural purposes (Gnanamani andKasturi Bai, 1992; Dhayalan et al., 2007). During leather process-ing, 850 kg of solid waste is produced per tonne raw hide and150 kg is converted into leather, the remaining waste can berecycled and utilized as a useful by product and raw materials(Colak et al., 2005; Ahmad and Ansari, 2013). Hydrolysate of keratinhas been employed in chrome tanning, retanning and exhaustionwithout altering the physical strength of leather (Chakraborty andSarkar, 1998). Fleshings have been explored for the possible utili-zation into useful end products such as soap, bio diesel and fat li-quor (Colak et al., 2005; Ravindranath and Gopalakrishnan, 2010).Modified fleshing hydrolysate not only has better uptake capacityof chromium in chrome tanning and rechroming (Kanagaraj et al.,2001a) but also, leather obtained has better physical and organo-leptic properties than conventionally produced method(Kanagaraj et al., 2001b). Fleshings hydrolysed by pancreatic en-zymes could be used as a feed formulation by mixing with otherfeed ingredients (Kumaraguru et al., 1998).
Glue, gelatine, reconstituted collagen, adhesives, films andchrome cake can be obtained from chrome tanned leather, splits,buffing dusts and trimmings (Brown et al., 1996; Cot et al., 2003;Cantera et al., 2000; Cantera, 2003; Taylor et al., 2002, 2003). Anew parchment-like material from chrome shavings has beenfound to be useful in the manufacture of home furnishing products(Sastry et al., 2005). The wet blue shavings completely digested byalkali protease have been used for casein formulation in leatherfinishing (Crispim and Mota, 2003). Chrome collagen residues havebeen used for the production of regenerated leather and variousarticles (Cot et al., 1986, 2003). Utilization of tannery waste as feed,fertilizer or cosmetic additive is a step for zero solid waste(Castilhos et al., 2002; Daudt et al., 2007; Gish, 2000; Konrad andCastilhos, 2002; Lima et al., 2010). Utilising tannery waste as aprotein source for poultry feed is a step for zero solid waste (Paulet al., 2013).
5.3. Treatment of waste water
Conventional tannery effluent treatment plants (ETPs) offerphysicochemical treatment followed by biological and tertiarytreatment to meet the standards (Rao et al., 1999b). Significant

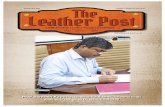
Fig. 2. Environmental impact of leather industry and technologies to combat thethreat.
S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e49 45
technological advancements are being made in the end-of-pipetreatment methods to achieve higher efficiency in meeting thestandards in a cost-effective manner. The anaerobic treatment oftanning waste water has included the application of technologiesbased on lagoons, contact filter, up flow anaerobic sludge blanket(UASB) reactor, and high-rate biomethanation (Rajamani et al.,1995; Van Groenestijn et al., 1995; Ramasami and Sahasranaman,2000; Lefebvre et al., 2006; El-Sheikh et al., 2011). Post treatmentmethodologies for tannery waste-water from anaerobic bio-digestion have included the use of aerators with and without theaid of aerobic microorganisms (Farabegoli et al., 2004; Ganesh et al.,2006). Membrane technologies such as activated carbon filters,reed bed, root zone techniques, crossflow microfiltration, ultrafil-tration and reverse osmosis methods are being utilized forproviding tertiary treatment of tannery waste water (Daniels, 1995;Rajagopalan and Thimmapuram, 1997; Labanda et al., 2009;Gallego-Molina et al., 2013; Wang et al., 2011). Membrane bio-reactors are being used for the treatment of tannery waste wateragainst conventional activated sludge process (Suganthi et al.,2013). The high-rate transpiration system and an acceleratedevaporation with crystallization of saline streams using flat-platecollectors have emerged as a possible method or treating salt-bearing tannery wastewaters (Rao et al., 2001; Buljan et al.,2001). Studies have shown that respirometry combined withsequencing batch reactor (SBR) may be an effective way for thebiodegradation of tannery waste water (Ganesh et al., 2006).
AOP treatment such as UV light, ozone (O3), photocatalyticoxidation and their combination (Schrank et al., 2004, 2005; Costaet al., 2008; Monteiro et al., 2009; Hoshyar et al., 2012) and Fentonreagent (Schrank et al., 2005; Lofrano et al., 2010; M�odenes et al.,2012) have been used as pre-oxidation or post-oxidation of tan-nery wastewater (Di Laconi et al., 2002, 2010). These treatments arebased on the principle of production and utilization of powerfuloxidants in a short time. An improved coagulation process byLofrano et al. (2007) gave an effective removal of toxic componentsfrom tannery wastewater. Integrated waste water ponds and con-structed wetlands (CWs) are other options studied for treatment oftannery effluents (Tadesse et al., 2004; Calheiros et al., 2008, 2012).Plants such as Arundo donax and Sarcocornia fruticosa in CWs canremove up to 51e80% COD and 53e90% BOD from the tannery ef-fluents (Calheiros et al., 2012). Recently, Dunn et al. (2013) hasshowed the use of tannery effluent for growth medium of Artho-spira (Spirulina) and retaining of chromium in wetlands with thehelp of non-specialized media (Dotro et al., 2012).
5.4. Development of some eco-friendly chemicals for leather andleather products
The consumer consciousness and strict regulations by theworldwide authorities require leather products with the lowestpossible risk for the environment. The chemical industry hasaccepted the challenge with the development of new eco-friendlyproducts. Phthalates used as nitrocellulose lacquer emulsions, canbe successfully replaced by castor oil which maintains the typicallacquer emulsion properties like glossy touch, softness and elas-ticity (Blach, 2004). Enzymes, amino acids or oxazolidine can beused as an alternative in tanning processes (Kanth, 2009;Krishnamoorthy et al., 2012; Sundarapandivan et al., 2011).
The ecological useful alternatives for nonyl phenol and nonylphenol ethoxylates are fat alcohol ethoxylates especially C12 andC14, the combination of which can successfully replace nonylphenol ethoxylates (Tox-Ecology, 2002). As an alternative for thesolvent N-Methyl pyrrolidone (NMP), high wear top coat acrylicsbeing free of solvents have been advocated (Blach, 2004). Formal-dehyde in leather finishing is not only used as a cross linker for
casein top coats but also as a biocide. Finishing chemicals maycontain formaldehyde even when no formaldehyde was used forproduction as many raw materials are preserved in formaldehydebase. To overcome this problem use of formaldehyde scavengerscan be adopted as in the case of some Wet End Chemicals (RamMohan et al., 2008). Inorganic heavy metal pigments like leadchromate, cadmium sulphide and others can be replaced by organicpigments or pigments from rare earth colorants which are free ofcarcinogenic aryl amines (Sreram et al., 2009).
6. Conclusion
A critical review on the conventional leather processes and theprinciples behind each step reveals that the bulk of the pollutionrests in pre-tanning and tanning processes, though post tanningand finishing steps also pollute the environment. The pre-tanningand tanning processes causes increase in COD, BOD, TDS, SS, chlo-rides and sulphates in tannery effluents. The post-tanning pro-cesses result in modifications in TDS, COD and heavy metalpollution. The sludge generated from the tannery plants effect theagro based activities and degrade the groundwater in the vicinity.Substantial amount of volatile organic compounds are emittedduring tannery process and cause a threat to environment if notcontrolled properly. The negative impact of tannery industry hascall attention to the need for green technology. The emergent greentechnologies have been divided into two broad methods; (i) Lowwaste or cleaner technologies that decrease the effluent pollutionload, avoid the use of harmful chemicals and produce solid wastesthat can be changed into useful by products (ii) treatment ofwastewater and the environment-friendly handling and processingof solid waste.

S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e4946
The present paper highlighted the environmental impact of theleather industry and technologies comprising of both advancedcleaner methods and environment friendly waste management tocombat the threat (Fig. 2). Zero discharge of waste liquor, salt lesscuring, enzymatic unhairing, CO2 deliming and salt less pickling aresome of the emerging technologies that are helpful in removing orreducing xenobiotics from the tannery effluents. The chemicalprecipitation or biological removal of chromium or the use of somealternative chemicals in place of chromium is required for eco-sustainable or eco-friendly tanning. These technologies come un-der the low waste or cleaner technologies. The solid waste utili-zation, chrome saving wastes, treatment of waste water bymembrane technologies, membrane bioreactors and advancedoxidation processes and constructed wetlands are the options ofenvironment friendly waste management method. It is clear that acombination of both cleaner and waste water management tech-nologies has to be followed by the tanning industries to sustain theecology and the environment. These processes may have theadditional cost but have multiple benefits in terms of environ-mental cleanup, improved labour productivity, material qualityconsistency and better international image. Benefits will alsoaccrue for the people living in the vicinity of the beneficiary tan-nery units and the working personnel. Though the steps presentedin the paper for cleaner technology in leather industry are quitestringent, nonetheless, regulators shall have to adopt these in orderto safeguard the environment and human health.
Acknowledgements
The authors are grateful to the Director, IITR, for his keen in-terest in the present study. One of us AY is thankful to CSIR/UGC forthe award of Senior Research Fellowship. The manuscript is IITRcommunication # 3249.
References
Abdulla, H.M., Kamal, E.M., Mohamed, A.H., El-Bassuony, A.D., 2010. Chromiumremoval from tannery wastewater using chemical and biological techniquesaiming zero discharge of pollution. In: Proceeding of Fifth Scientific Environ-mental Conference. Zagazig University, pp. 171e183.
Ahmad, J., Ansari, T.A., 2013. Alkaline protease production using proteinaceoustannery solid waste. J. Pet. Environ. Biotechnol. 4, 1e4.
Aloy, M., Folachier, A., Vulliermet, B., 1976. Tannery & Pollution. Centre TechniqueDu Cuir, Lyon, France.
Aravindhan, R., Madhan, B., Rao, J.R., Nair, B.U., Ramasami, T., 2004. Bioaccumulationof chromium from tannery wastewater: an approach for chrome recovery andreuse. Environ. Sci. Technol. 38, 300e306.
Aravindhan, R., Saravanabhavan, S., Thanikaivelan, P., Raghava Rao, J., Unni Nair, B.,2007. A chemo-enzymatic pathway leads zero discharge tanning. J. Clean. Prod.15, 1217e1227.
ATSDR., 2008. Toxicological Profile for Cadmium. Agency for Toxic Substances &Disease Register.
Bailey, D.G., 1995a. Preservation of cattle hides with potassium chloride. J. Am.Leather Chem. Assoc. 90, 13e20.
Bailey, D.G., 1995b. Ecological concepts in rawhide conservation (preservation).World Leather 8, 43e47.
Bailey, D.G., 1999. Gamma radiation preservation on cattle hides. A new twist on anold Story. J. Am. Leather Chem. Assoc. 94, 259e266.
Bailey, D.G., Tunick, M.K., Kuzma, M.A., 1982. Effect of sulfide, chromium andphosphate ions on methane production by an anaerobic sludge acclamatised oftannery beam house effluent. In: Proceedings of the 14th Industrial Waste MidAtlantic Conference.
Bailey, D.G., DiMaio, G.L., Gehring, A.G., Ross, G.D., 2001. Electron beam irradiationpreservation of cattle hides in a commercial-scale demonstration. J. Am. LeatherChem. Assoc. 96, 382e392.
Balamurugan, K., Rajaram, R., Ramasami, T., Narayanan, S., 2002. Chromium (III)induced apoptosis of lymphocytes: death decision by ROS & Src-family tyrosinekinase. Free Rad. Biol. Med. 33, 1622e1640.
Beccari, M., Bonemazzi, F., Majone, M., Riccardi, C., 1996. Interaction betweenacidogenesis and metanogenesis in the anaerobic treatment of olive oil milleffluents. Water Res. 30, 183e189.
Beg, K.R., Ali, S., 2008. Chemical contaminants & toxicity of Ganga river sedimentfrom up & down stream area at Kanpur. Am. J. Environ. Sci. 4, 362e366.
Bienkiewicz, K., 1983. Physical Chemistry of Leather Making. Krieger Publishing,Malabar, FL.
Blach, R., 2004. New Aspects in the Ecology of Leather Finishing. Leather Ag. e pp91e93, Clariant (Deutchland) GmbH.
Bosnic, M., Buljan, J., Daniels, R.P., 2000. Pollutants in Tannery Effluents. RegionalProgramme for Pollution Control in the Tanning Industry in South-East Asia,United Nations Industrial Development Organization (UNIDO) [Internet]; [cited2010 jan 02]. Available from: http://www.unido.org/fileadmin/import/userfiles/puffk/hexavalent.pdf.
Brown, E.M., Taylor, M.M., Marmer, W.N., 1996. Production & potential uses of co-products from solid tannery waste. J. Am. Leather Chem. Assoc. 91, 270e275.
Buljan, J., 1995. Raw hide, preservation, trade. In: Proceedings of the XXIII.I.U.L.T.C.S.Congress, Friedrichshafen.
Buljan, J., Sahasranaman, A., Sampathkumar, S., Mani, A., Venkatesh, A., 2001.Accelerated evaporation of saline streams in solar pans. In: Proceedings of theXXVI IULTCS Congress, Cape Town.
Burrows, G.H., 2001. Clean technology in the processing of leather. In: Proceedingsof TheXXVI IULTCS Congress, Cape Town.
Calheiros, C.S.C., Rangel, A.O.S.S., Castro, P.M.L., 2008. Evaluation of different sub-strates to support the growth of Typha latifolia in constructed wetlands treatingtannery wastewater over long-term operation. Bioresour. Technol. 99,6866e6877.
Calheiros, C.S.C., Quit�erio, P.V.B., Silva, G., Crispim, L.F.C., Brix, H., Moura, S.C., et al.,2012. Use of constructed wetland systems with Arundo and Sarcocornia forpolishing high salinity tannery wastewater. J. Environ. Manag. 95, 66e71.
Cantera, C.S., 2003. Adding value to chrome shavings: hydrolysates as retanningmaterials. World Leather 16, 27e29.
Cantera, C., Goya, L., Mingo, R., 2000. Collagen hydrolysate: soluble skin applied inpost tanning process Part 1: characterization. J. Soc. Leather Technol. Chem. 84,29e36.
Castilhos, D.D., Tedesco, M.J., Vidor, C., 2002. Rendimentos de culturas e alteraçeoesquíımicas do solo tratado com re�sduos de curtume e cromio hexavalente. Rev.Bras. Ci encia do Solo, Viçosa 26, 1083e1092.
Chagne, V., Silvestre, F., Gaset, A., 1996. Review of chrome tanning. Part 2. Leather 4,77e84.
Chakraborty, S., Sarkar, S.K., 1998. Enzyme hydrolysis of solid tannery wastes: solidestate enzyme production. J. Soc. Leather Technol. Chem. 82, 56e58.
Chandrasekaran, B., Raghava Rao, J., Prasad, B.G.S., Nair, B.U., 1989. Management ofchromium wastes in tanneries. J. Ind. Assoc. Environ. Mgmt. 16, 168e173.
Colak, S., Zengin, G., Ozgunay, H., Sari, O., Sarikahya, H., Yuceer, L., 2005. Utilisationof leather industry: prefleshings in biodiesel production. J. Am. Leather Chem.Assoc. 100, 137e141.
Costa, C.R., Botta, C.M.R., Espindola, E.L.G., Olivi, P., 2008. Electrochemical treatmentof tannery wastewater using DSA® electrodes. J. Hazard. Mater. 153, 616e627.
Cot, J., Aramon, C., Baucells, M., Lacort, G., Roura, M., 1986. Waste processing in thetannery. Production of gelatin, reconstituted collagen & glue from chrome-tanned leather splits & trimmings subjected to modified detanning process.J. Soc. Leather Technol. Chem. 70, 69e76.
Cot, J., Marsal, A., Manich, A., Celma, P., Choque, R., Cabaza, L., Labastida, L., Lopez, J.,Salmeron, J., 2003. Minimisation of industrial wastes: adding value to collagenmaterials. J. Soc. Leather Technol. Chem. 87, 97e99.
Covington, A.D., 1995. Chrome Management. The Scope for Decreasing PollutionLoad in Leather Processing. US/RAS/92/120/11e51. Regional Programme forPollution Control in the Tanning Industry in South-East Asia. United NationsIndustrial Development Organization (UNIDO) [Internet]; [cited 2010 jan 02].Available from: http://www.elaw.org/system/files/L_scope.pdf.
Crispim, A., Mota, M., 2003. Leather shavings treatment e an enzymatic approach.J. Soc. Leather Technol. Chem. 87, 203e207.
CSIRO., 2001. Salinity Reduction in Tannery Effluents in India & Australia. ProjectProposal to ACIAR by CSIRO Textile & Fibre Technology, Leather ResearchCentre.
Daniels, R.P., 1995. Working with nature: reed bed technology. World Leather 8,41e45.
Dasgupta, S., 1980. Some thoughts on standardisation of synthetic tanning mate-rials. J. Soc. Leather Technol. Chem. 64, 16e23.
Daudt, R.H.S., Gruszynski, C., K€ampf, A.N., 2007. The use of residues of wet blueleather as a growing media component. Cienc. Rural. 37, 91e96.
Dettmer, A., Cavalli, �E., Ayub, M.A.Z., Gutterres, M., 2013. Environmentally friendlyhide unhairing: enzymatic hide processing for the replacement of sodiumsulfide and deliming. J. Clean. Prod. 47, 11e18.
Dhayalan, K., Nishad Fathima, N., Gnanamani, A., Raghava Rao, J., Nair, B.U.,Ramasami, T., 2007. Biodegradability of leathers through anaerobic pathway.Waste Mgmt. 27, 760e767.
Di Laconi, C., Di Pinto, A.P., Ricco Tomei, M.C., 2002. Treatment options for tannerywastewater I: integrated chemical & biological oxidation. Ann. Chim. 92,531e539.
Di Laconi, C., Del Moro, G., De Sanctis, M., Rossetti, S., 2010. A chemically enhancedbiological process for lowering operative costs and solid residues of industrialrecalcitrant wastewater treatment. Water Res. 44, 3635e3644.
Dotro, G., Castro, S., Tujchneider, O., Piovano, N., Paris, M., Faggi, A., et al., 2012.Performance of pilot-scale constructed wetlands for secondary treatment ofchromium-bearing tannery wastewaters. J. Hazard. Matter 142e151.
Dunn, K., Maart, B., Rose, P., 2013. Arthrospira (Spirulina) in tannery wastewaters.Part 2: evaluation of tannery wastewater as production media for the massculture of Arthrospira biomass. Water SA 59, 279.

S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e49 47
EC., 1997a. IUE Recommendations on Cleaner Technologies for Leather Production.Environmental Commission of I.U.L.T.C.S, London. Updated Document.
EC., 1997b. Typical Performance for Tannery Waste Water Treatment. Environ-mental Commission of I.U.L.T.C.S, London.
EC., 1997c. IUE Recommendations for Solid by Product Management. EnvironmentalCommission of I.U.L.T.C.S, London.
ECHA., 2010. Candidate List of Substances of Very High Concern for Authorisation.European Chemical Agency.
EcoLinks, 2001. Introduction of Low Pollution Processes in Leather Production[Internet]; [cited 2010 jan 02]. Available from: http://archive.rec.org/ecolinks/bestpractices/PDF/croatia_hdko.pdf.
El-Sheikh, Mahmoud, A., Saleh, Hazem, I., Flora, J.R., AbdEl-Ghany, Mahmoud, R.,2011. Biological tannery wastewater treatment using two stage UASB reactors.Desalination 276, 253e259.
EPA., 1982. Development Document for Effluent Limitations Guidelines & Standardsfor the Leather Tanning & Finishing Point Source Category. EPA-440/1-82-016.U. S. Environmental Protection Agency, Research Triangle Park, NC.
EPA., 1998. Prevention, Pesticides & Toxic Substances. United States EnvironmentalProtection Agency. EPA-738-F-98e008.
EPA., 2007. Ortho-phenylphenol (OPP) & Sodium Ortho-phenylphenate (SOPP) RiskCharacterization Document. Dietary Exposure Health Assessment Section,Medical Toxicology Branch, Department of Pesticide Regulation, California,Environmental Protection Agency.
EU., 1998. Directive 98/8/EC of the European Parliament & of the Council of 16February 1998 Concerning the Placing of Biocidal Products on the Market.
EU., 2002. Directive 2002/61/EC of the European Parliament & of the Council of 19July 2002 Amending for the Nineteenth Time Council Directive 76/769/EECRelating to Restrictions on the Marketing & Use of Certain Dangerous Sub-stances & Preparations (Azo Colourants).
EU., 2003a. Commission Decision of 20 May 2003 Amending Decision 1999/815/ECConcerning Measures Prohibiting the Placing on the Market of Toys & ChildcareArticles Intended to Be Placed in the Mouth by Children under Three Years ofAge Made of Soft PVC Containing Certain Phthalates.
EU., 2003b. Directive 2003/53/EC of the European Parliament & of the Council of 18June 2003 Amending for the 26th Time Council Directive 76/769/EEC Relatingto Restrictions on the Marketing & Use of Certain Dangerous Substances &Preparations (Nonyl Phenol, Nonyl Phenol Ethoxylate & Cement).
FAO., 2001. World Statistical Compendium for Raw Hides and Skins, Leather andLeather Footwear 1982e2000. Food and Agriculture Organization of the UnitedNations, Rome.
Famielec, S., Wieczorek-Ciurowa, K., 2011. Waste from leather industry. Threats tothe environment. Tech. Transac. Chem. Ch-1, 108.
Farabegoli, G., Carucci, A., Majone, M., Rolle, E., 2004. Biological treatment of tan-nery wastewater in the presence of chromium. J. Environ. Manag. 71, 345e349.
Fathima, N.N., Madhan, B., Rao, J.R., Nair, B.U., 2003. Mixed metal tanning usingchromeezincesilica: a new chrome-saver approach. J. Am. Leather Chem.Assoc. 98, 139e146.
Fathima, N.N., Saravanabhavan, S., Rao, J.R., Nair, B.U., 2004. An eco-benign tanningsystem using aluminium, tannic acid and silica combination. J. Am. LeatherChem. Assoc. 99, 73e81.
Fela, K., Wieczorek-Ciurowa, K., Wozny, Z., Konopka, M., 2010. Koncepcja termicz-nego unieszkodliwiania odpadow garbarskich. In: Jubileuszowa Miedzynar-odowa Kinferencja Naukowa Nt. Jakosc I Innowacyjnosc W InzynieriiMaterialowej, Technologii I Budowie Maszyn, Zakopane 2010, Materialy Kin-ferencyjne, pp. 85e88.
Frendrup, W., 1995. UNEP Cleaner Production Industrial Sector Guide. Leather In-dustry, Taastrup.
Gallego-Molina, A., Mendoza-Roca, J.A., Aguado, D., Galiana-Aleixandre, M.V., 2013.Reducing pollution from the delimingebating operation in a tannery. Waste-water reuse by microfiltration membranes. Chem. Eng. Res. Des. 91, 369e376.
Ganesh, R., Balaji, G., Ramanujam, R.A., 2006. Biodegradation of tannery wastewaterusing sequencing batch reactordrespirometric assessment. Bioresour. Technol.97, 1815e1821.
Gish, A.J., 2000. Leather board, a practical use of tannery offal. J. Am. Leather Chem.Assoc. 95, 43e47.
Gnanamani, A., Kasturi Bai, R., 1992. Influence of biodigested slurry on rice-gramcultivation. Bioresour. Technol. 41, 217e221.
Gupta, S., Babu, B.V., 2009. Removal of toxic metal Cr(VI) from aqueous solutionsusing sawdust as adsorbent: equilibrium, kinetics and regeneration studies.Chem. Eng. J. 150, 352e365.
Hagerman, A.E. 1980. Ph.D. Thesis, Purdue University, West Lafayette, IN, USA.Han, B., Jaurequi, J., Tang, B.W., Nimni, M.E., 2001. Proanthocyanidin: a natural cross
linking reagent for stabilizing collagen matrices. J. Biomed. Mater. Res. Part A65, 118e124.
Heidemann, E., 1993. Fundamentals of Leather Manufacture. Eduard Roether KG,Darmstadt, Germany.
Hohreiter, D.W., Rigg, D.K., 2001. Derivation of ambient water quality criteria forformaldehyde. Chemosphere 45, 471e486.
Houshyar, Z., Khoshfetrat, A.B., Fatehifar, E., 2012. Influence of ozonation process oncharacteristics of pre-alkalized tannery effluents. Chem. Eng. J. 191, 59e65.
IARC., 2004. Monographs on the Evaluation of Carcinogenic Risks to Humans. In:Inorganic & Organic Lead Compounds, vol. 87. International Agency forResearch on Cancer, pp. 10e17 [LID7420].
IL & Fs Environment, 2010. Technical EIA Guidance Manual for Leather/skin/hideProcessing Industry. Ministry of Environment and Forest. Government of India.
Islam, B.I., Musa, A.E., Ibrahim, E.H., Sharafa, S.A.A., Elfaki, B.M., 2014. Evaluation andcharacterization of tannery wastewater. J. For. Prod. Ind. 3, 141e150.
ITC., 1999. Trade Analysis System on Personal Computer 1994e1998 SITC3. Interna-tional Trade Centre UNCTAD/WTO, United Nations Statistics Division, Geneva.
IUE -1, 2008. IUE Recommendations on Cleaner Technologies for Leather Produc-tion. Updated document, pp. 1e11.
Jerry, S., 2011. Environmental production and public health issues, 88. Leather, Furand Footwear. In: Michael, Mc Cann, Stellman, J.M. (Eds.), Encyclopaedia ofOccupational Health and Safety. International Labor Organization, Geneva.
John, S.V., Ramesh, R., Sambasiva Rao, P., Saravanan, P., Muralidharan, C.,Sridharnath, D., 2001. J. Sci. Ind. Res. 60, 443e450.
Kanagaraj, J., Chandrababu, N.K., Sadulla, S., Rajkumar, G.S., Visalakshi, V.,Chandrakumar, N., 2000. A new approach to less-salt preservation of raw skin/hide. J. Am. Leather Chem. Assoc. 95, 368e374.
Kanagaraj, J., Rafiuddin Ahmd, M., John Sundar, V., Jayakumar, R., 2001a. Reactiveproteinoid in tanning process. Indian Pat 1063/DEL/2001.
Kanagaraj, J., Rafiuddin Ahmd, M., Samivelu, M., Jayakumar, R., 2001b. A process forthe preparation of a noval proteinoid-acrylate composite having molecularweight in the range of 15000e20000D. Indian Pat 210/DEL/2001.
Kanagaraj, J., John Sundar, V., Muralidharan, C., Sadulla, S., 2005. Alternatives tosodium chloride in prevention of skin protein degradationda case study.J. Clean. Prod. 13, 825e831.
Kanth, S.V., Venba, R., Madhan, B., Chandrababu, N.K., Sadulla, S., 2009. Cleanertanning practices for tannery pollution abatement: role of enzymes in eco-friendly vegetable tanning. J. Clean. Prod. 17, 507e515.
Kaul, S.N., Nandy, T., Vyas, R.D., Szpyrkowicz, L., 2001. Waste management in tan-neries: experience & outlook. J. Ind. Ass. Environ. Mgmt 28, 56e76.
Khanna, S.K., Das, M., 1991. Toxicity, carcinogenic and clinico-epidemiologicalstudies on dyes and dye- intermediates. J. Sci. Ind. Res. 50, 965e974.
Komanowsky, M., 2000. Microwave drying of hides under vacuum. J. Am. LeatherChem. Assoc. 95, 179e188.
Konrad, E.E., Castilhos, D.D., 2002. Alteraçeoes químicas do solo e crescimento domilhodecorrentesdaadicçeaode lodosdecurtume.Rev.Bras.Ci encia,Viçosa26,257e265.
Krishnamoorthy, G., Sadulla, S., Sehgal, P.K., Mandal, A.B., 2012. Green chemistryapproaches to leather tanning process for making chrome-free leather by un-natural amino acids. J. Hazard. Mater. 173e182.
Kumaraguru, S., Sastry, T.P., Rose, C., 1998. Hydrolysis of tannery fleshings usingpancreatic enzymes: a biotechnological tool for solid waste management. J. Am.Leather Chem. Assoc. 93, 32e38.
Labanda, J., Khaidar, M.S., Llorens, J., 2009. Feasibility study on the recovery ofchromium (III) by polymer enhanced ultrafiltration. Desalination 249, 577e581.
Lefebvre, O., Vasudevan, N., Torrijosa, M., Thanasekaran, K., Moletta, R., 2006.Anaerobic digestion of tannery soak liquor with an aerobic post-treatment.Water Res. 40, 1492e1500.
Lima, D.Q., Oliveira, L.C.A., Bastos, A.R.R., Carvalho, G.S., Marques, J.G.S.M.,Carvalho, J.G., de Souza, G.A., 2010. Leather industry solid waste as nitrogensource for growth of common bean plants. App. Env. Soil Sci. 7.
Lofrano, G., Aydin, E., Russo, F., Guida, M., Belgiorno, V., Meric, S., 2007. Character-ization, fluxes & toxicity of leather tanning Bath chemicals in a large tanningdistrict area (IT). Water Air Soil Pollut. Focus 8, 529e542.
Lofrano, G., Meriç, S., Inglese, M., Nikolaou, A.D., Belgiorno, V., 2010. Fenton oxidationtreatment of tannery wastewater and tanning agents: synthetic tannin andnonylphenol ethoxylate based degreasing agent. Desalin. Water Treat. 23, 1e8.
Louis, E.D., Jurewicz, E.C., Applegate, L.K., Factor-Litvak, P., Parides, M., Rews, L.,Slavkovich, V., Graziano, J.H., Carroll, S., Todd, A., 2003. Association betweenessential tremor & blood lead concentration. Environ. Health Perspect. 111,1707e1711.
Ludvik, J., 2000. The Scope for Decrease of Pollution Load in Leather Processing (US/RAS/92/120/11e51). United Nations Industrial Development Organization e
Regional Programme for Pollution Control in the Tanning Industry in South-EastAsia, 2000-08-09. [Internet]; [cited 2010 jan 02]. Available from: http://www.elaw.org/system/files/L_scope.pdf. Retrieved 2010-01-02.
Madhan, B., Jayakumar, R., Muralidharan, C., Gnanasekaran, C.S., 2001a. Improve-ments in vegetable tanning- can acrylics be co-tanning agents. J. Am. LeatherChem. Assoc. 96, 120e126.
Madhan, B., Rao, J.R., Nair, B.U., 2001b. Tanning salts based on mixed metal com-plexes of aluminium and zinc. J. Am. Leather Chem. Assoc. 96, 343e349.
Madhan, B., Fathima, N.N., Rao, J.R., Nair, B.U., 2002. A new chromiumezinc tanningagent: a viable option for less chrome technology. J. Am. Leather Chem. Assoc.97, 189e196.
Madhan, B., Sundararajan, A., Rao, J.R., Nair, B.U., 2003. Studies on tanning withzirconium oxychloride: part II, development of a versatile tanning system.J. Am. Leather Chem. Assoc. 98, 107e114.
Maia, R.A.M., 1998. Clean technologies, targets already achieved & trends for thecoming years. J. Soc. Leather Technol. Chem. 82, 111e113.
Manfred, R., Eckhard, W., Bj€orn, J., Helmut, G., 2012. Free of water tanning using CO2as process additived an overview on the process development. J. Supercrit.Fluids 66, 291e296.
Marsal, A., Cot, J., Boza, E.G., Celma, P.J., Manich, A.M., 1999. Oxidizing unhairingprocess with hair recovery. Part I: experiments on the prior hair immunization.J. Soc. Leather Technol. Chem. 83, 310e315.
M�odenes, A.N., Espinoza-Qui~nones, F.R., Borba, F.H., Manenti, D.R., 2012. Perfor-mance evaluation of an integrated photo-Fenton e Electrocoagulation processapplied to pollutant removal from tannery effluent in batch system. Chem. Eng.J. 197, 1e9.

S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e4948
Money, C.A., 2008. Salinity Reduction in Tannery Effluents in India & Australia. finalreport on project AS1/2001/005. ACIAR, Canberra.
Monitor, The, 2009. Uganda: Leather Factory Faces Closure over Pollution[Internet]; [cited 2010 jan 02]. Available from: http://allafrica.com/stories/200911050279.html.
Paschoal, F.M.M., Anderson, Marc, A., Zanon, M.V., 2009. Simultaneous removal ofchromium and leather dye from simulated tannery effluent by photo-electrochemistry. J. Hazard. Mater. 166, 531e537.
Montgomery, K.C., 1987. Alternatives to chromium tanning. Part III: effect of organicacid anions on aluminium sulphate tannage of collagen. J. Soc. Leather Technol.Chem. 71, 59e67.
Morera, J.M., Bacardit, A., Olle, L., Costa, J., 2006. Study of a chrome tanning processwithout float and with low-salt content compared to a traditional process. PartII. J. Am. Leather Chem. Assoc. 101, 454e460.
Mwinyihija, M., 2010. Ecotoxicological Diagnosis in the Tanning Industry. SpringerPublisher, New York, USA.
Mwinyihija, M., 2012. Pollution control and remediation of the tanning effluent.Open Environ. Pollut. Toxicol. J 3, 55e64.
Nazer, D.W., Al-Sa’, R.M., Siebel, M.A., 2006. Reducing the environmental impact ofthe unhairinge liming process in the leather tanning industry. J. Clean. Prod. 14,65e74.
OEHHA., 2001. Chemical Listed Effective June 15, 2001 as Known to the State toCause Reproductive Toxicity: N-methylpyrrolidone. Office of EnvironmentalHealth Hazard Assessment. California Environmental Protection Agency.
Omura, M., Ogata, R., Kubo, K., Shimasaki, S., Aou, S., Oshima, A., Tanaka, A.,Hirata, M., Makita, Y., Inoue, N., 2001. Two-generation reproductive toxicitystudy of Tributyltin chloride in male rats. Toxicol. Sci. 64, 224e232.
Palon, P., Marsal, A., 2002. Auxiliary agents with non-swelling capacity used inpickling/tanning processes. Part I. J. Soc. Leather Technol. Chem. 86, 139e142.
Parthasarathy, K., 1995. Water management in tanneries. In: International Confer-ence on Water ManagementdWater 95, Madras.
Paul, H., Antunes, A.P.M., Covington, A.D., Evans, P., Phillips, P.S., 2013. Towards ZeroSolid Waste: Utilizing Tannery Waste as a Protein Source for Poultry Feed. Paperpresented to: 28th International Conference on Solid Waste Technology andManagement, Philadelphia, PA, USA, 10e13 March 2013. Philadelphia USA: TheJournal of Solid Waste Technology and Management.
Pojer, P.M., Huynh, C.P., 1999. A salt free pickling regime for hides and skins. In:Science and Technology for Leather into the Next Millennium. Tata McGraw-Hill, New Delhi, pp. 308e313.
Pollution Prevention & Abatement Handbook, 1998. Environmental Guidelines forTanning & Leather Finishing. Multilateral Investment Guarantee Agency, WorldBank Group [Internet]; [cited 2010 jan 02]. Available from: http://www.miga.org/documents/Tanning&LeatherFinishing.pdf.
Rai, D., Eary, L.E., Zachara, J.M., 1989. Environmental chemistry of chromium. Sci.Total Environ. 86, 15e23.
Rajagopalan, N., Thimmapuram, P., 1997. Innovative technologies for a cleanerenvironment: opportunities in the leather industry. In: Proceedings of the 32ndLERIG, Chennai, pp. 62e85.
Rajamani, S., Suthanthararajan, R., Ravindranath, E., Mulder, A., vanGroenestijn, J.W., Langerwerf, J.S.A., 1995. Treatment of tannery wastewaterusing up flow anaerobic sludge blanket system (UASB). In: Proceedings of the30th LERIG, Chennai, pp. 57e66.
Ram Mohan, C., Saravanabhava, S., Thanikaivelan, P., Raghava Rao, J., Nair, B.U.,2008. Development of formaldehyde-free leathers in the perspective of retan-ning: part II. Combination of formaldehyde-free retanning syntans. Clean.Technol. Environ. Policy 10, 287e294.
Ramasami, T., 1996. Greening of chrome tanning in Indian leather industry. ILIFO J.Clean. Tann. 1, 12e14.
Ramasami, T., Prasad, B.G.S., 1991. Environmental aspects of leather processing. In:Proceedings of the LEXPOeXV. Calcutta, India.
Ramasami, T., Sahasranaman, A., 2000. Biomethanation of fleshings and sludgefrom tannery and effluent treatment plants. World Leather 13, 38.
Ramcahandani, S., Das, M., Khanna, S.K., 1994. Effect of Metanil yellow, Orange IIand their blend on hepatic xenobiotic metabolizing enzymes in rats. FoodChem. Toxicol. 32, 559e563.
Rao, J.R., Nair, B.U., Ramasami, T., 1997. Isolation & characterization of a low affinitychromium (III) complex in chrome tanning solutions. J. Soc. Leather Technol.Chem. 81, 234e238.
Rao, J.R., Sreeram, K.J., Nair, B.U., Ramasami, T., 1999a. Some strategies towards mitiga-tion of pollution from tanneries: a review. In: Goel, P.K. (Ed.), Advances in Waste-water Treatment Technologies. Technoscience Publications, Jaipur, pp. 135e152.
Rao, R.J., Rajamani, S., Chandrababu, N.K., Rao, P.S., Ramesh, R., Suthanthararajan, R.,Nair, B.U., Nair, K.M., Warrier, K.G.K., Ramsami, T., Langerwerf, J.S.A., 1999b.Surveillance of chromium in tanning: a revisit. In: Science & Technology forLeather into the Next Millennium. Proceedings of the XXV IULTCS Congress.McGraw-Hill, New Delhi, pp. 295e301.
Rao, J.R., Ramasami, T., Sahasranaman, A., Hashim, M.M., Ahmed, M.R., 2001. Doe-cology solutions for leather sector: technology initiatives. In: Regional IULTCSConference of South and South East Asian Countries on Leather and AlliedTechnologies, Kolkata.
Rao, J.R., Chandrasekaran, B., Nair, B.U., Ramasami, T., 2002. Eco-benign manage-ment options for cleaner chrome tanning. J. Sci. Ind. Res. 61, 912e926.
Rao, J.R., Chandrababu, N.K., Muralidharan, C., Nair, B.U., Rao, P.G., Ramasami, T.,2003. Recouping the wastewater: a way forward for cleaner leather processing.J. Clean. Prod. 11, 591e599.
Rao, J.R., Kanthimathi, M., Thanikaivelan, P., Sreram, K.J., Ramesh, R.,Ramalingam, S., Chandrababu, N.K., Nair, B.U., Ramasami, T., 2004. Pickle-freechrome tanning using apolymeric synthetic tanning agent for cleaner leatherprocessing. Clean. Technol. Environ. Policy 6, 243e249.
Ravindranath, E., Gopalakrishnan, A.N., 2010. Enhancement of biomethanization bypretreatment of limed fleshings from tanneries. J. Sci. Ind. Res. 69, 711e716.
Sahasranaman, A., Jackson, M., 2005. Salinity Reduction in Tannery Effluents inIndia & Australia: Project Review. ACIAR, Canberra.
Sastry, T.P., Sehgal, R.K., Ramasami, T., 2005. Value added eco-friendly productsfrom tannery solid wastes. J. Environ. Sci. Eng. 47, 250e255.
Schilling, K., Ulrike, B., Helmut, K., Zessner, M., 2012. Adapting the Austrian Edict onwastewater emissions for tanneries as consequence of foam formation onsurface waters. Environ. Sci. Pol. 23, 68e73.
Schrank, S.G., Jos�e, H.J., Moreira, R.F.P.M., Schroder, H.Fr, 2004. Elucidation of thebehavior of tannery wastewater under advanced oxidation conditions. Che-mosphere 56, 411e423.
Schrank, S.G., Jos�e, H.J., Moreira, R.F.P.M., Schroder, H. Fr, 2005. Applicability ofFenton & H2O2/UV reactions in the treatment of tannery wastewaters. Che-mosphere 60, 644e655.
Sekaran, G., Swarnalatha, S., Srinivasulu, T., 2007. Solid waste management inleather sector. J. Des. Manufac. Technol. 1, 47e52.
Serra, A., Cot, J., Gregori, J., Satorres, J., Bastoli, E., Robert, A., 1991. Carbonyl com-pounds in tanning process. AQEIC Boletin Tec. 42, 246e257.
Shakir, L., Ejaz, S., Ashraf, M., Aziz Qureshi, N., Ahmad Anjum, A., Iltaf, I., et al., 2012.Ecotoxicological risks associated with tannery effluent wastewater. Environ.Toxicol. Pharmacol. 34, 180e191.
Shrewsbury, C., 2002. Biotechnology for improved product quality. World LeatherFebr. 40e42.
Shrivastava, H.Y., Nair, B.U., 2001. Chromium (III) mediated structural modificationof glycoprotein: impact of the ligand and the oxidants. Biochem. Biophys. Res.Commun. 285, 915e920.
Simoncini, A., Sammarco, U., 1995. The possibility of reducing the CODs derivingfrom the fatliquoring of the softy leathers in residual baths. In: Proceedings ofthe XXIII IULTCS Congress: Germany.
Singh,M.,Muller,G., Singh, I.B., 2003.Geogenicdistribution&baselineconcentrationofheavymetals in sediments of the Ganges River. India. J. Geochem. Explor 80, 1e17.
Siqueira, I.R., Vanzella, C., Bianchetti, P., Siqueira Rodrigues, M.A., Stülp, S., 2011.Anxiety-like behavior in mice exposed to tannery wastewater: the effect ofphotoelectrooxidation treatment. Neurotoxicol. Teratol. 33, 481e484.
Sivakumar, V., John Sundar, V., Rangasamy, T., Murlidharan, C., Swaminathan, G.,2005. Management of total dissolved solids in tanning process throughimproved techniques. J. Clean. Prod. 13, 699e703.
Sivakumar, V., Swaminathan, G., Rao, P.G., Ramasami, T., 2009. Sono-leather tech-nology with ultrasound: a boon for unit operations in leather processingdre-view of our research work at Central Leather Research Institute (CLRI), India.Ultrason. Sonochem. 16, 116e119.
Sivakumar, V., Swaminathan, G., Rao, P.G., Muralidharan, C., Mandal, A.B.,Ramasami, T., 2010. Use of ultrasound in leather processing Industry: effect ofsonication on substrate and substances e new insights. Ultrason. Sonochem. 17,1054e1059.
Sreram, K.J., Raghav Rao, J., Nair, B.U., 2009. Leather Pigment: towards a CleanerGreener Approach. Central Leather Research Institute (CSIR), Chennai, India.
Streicher, V.R., 1987. Entka€alkung mit ammoniumsalzfreien Entka€alkungsmitteln.Leder u Hautemarkt 39, 7e12.
Suganthi, K.V., Mahalaksmi, M., Balasubramanian, 2013. Development of hybridmembrane bioreactor for tannery effluent treatment. Desalination 309,231e236.
Sundarapandiyan, S., Chandrasekar, R., Ramanaiah, B., Krishnan, S., Saravanan, P.,2010. Electrochemical oxidation and reuse of tannery saline wastewater.J. Hazard. Mater. 180, 197e203.
Sundarapandiyan, S., Brutto, P.E., Siddhartha, G., Ramesh, R., Ramanaiah, B.,Saravanan, P., et al., 2011. Enhancement of chromium uptake in tanning usingoxazolidine. J. Hazard. Mater. 190, 802e809.
Sundararajan, A., Madhan, B., Rao, J.R., Nair, B.U., 2003. Studies on tanning withzirconium oxychloride: part I standardization of tanning process. J. Am. LeatherChem. Assoc. 98, 101e106.
Suresh, V., Kanthimathi, M., Thanikaivelan, P., Rao Raghava, J., Nair, B.U., 2001. Animproved product process for cleaner chrome tanning in leather processing.J. Clean. Prod. 9, 483e491.
Sykes, R., 1997. Zero emissionsdPattern for the future? Leather 2, 35e38.Tadesse, I., Green, F.B., Puhakka, J.A., 2004. Seasonal and diurnal variations of
temperature, pH and dissolved oxygen in advanced integrated wastewaterpond system® treating tannery effluent. Water Res. 38, 645e654.
Takenouchi, K., Kondo, K., Nakamura, F., 1997. Composition of complexes in citratemasked aluminium solutions & their affinity for collagen. In: Proceedings of theCentenary IULTCS Congress (London), pp. 500e510.
Tare, V., Yadav, A.V.S., Bose, P., 2003. Analysis of photosynthetic activity in the mostpolluted stretch of river Ganga. Water Res. 37, 67e77.
Taylor, M.M., Liu, C.K., Latona, N., Marmer, W.N., Brown, E.M., 2002. Enzymaticmodification of hydrolysis products from collagen using a microbial trans-glutamase II, preparation of films. J. Am. Leather Chem. Assoc. 71, 225e233.
Taylor, M.M., Liu, C.K., Marmer, W.N., Brown, E.M., 2003. Enzymatic modification ofhydrolysis products from collagen using a microbial transglutamase III, prepa-ration of films with improved mechanical properties. J. Am. Leather Chem.Assoc. 98, 435e444.

S. Dixit et al. / Journal of Cleaner Production 87 (2015) 39e49 49
Telecon, A.M., 1996. Midwest research Institute, with F. Rutl &, environmentalConsultant, Leather Industries of America.
Thanikaivelan, P., Rao, J.R., Nair, B.U., 2000a. Development of leather processingmethod in narrow pH profile. Part 1: standardization of dehairing process.J. Soc. Leather Technol. Chem. 84, 276e284.
Thanikaivelan, P., Geeta, V., Rao, J.R., Sreeram, K.J., Nair, B.U., 2000b. A novelchomiume iron tanning agent: cross fertilization in solo tannage. J. Soc. LeatherTechnol. Chem. 84, 82e87.
Thanikaivelan, P., Kanthimathi, M., Rao, J.R., Nair, B.U., 2002. A novel formaldehydefree synthetic chrome tanning agent for pickle-less chrome tanning: compar-ative study on syntan versus modified basic chromium sulfate. J. Am. LeatherChem. Assoc. 97, 127e136.
Tox-Ecology, 2002. Alternatives to Nonylphenol Ethoxylates: Review of Toxicity,Biodegradation, & Technical-economic Aspects. Final Report. Prepared forEnvironment Canada by Tox Ecology. Environmental Consulting Ltd., Vancou-ver, BC. V5Y 1Z5.
UK REACH, 2009. REACH - Substances of Very High Concern. UK REACH CompetentAuthority Information Leaflet Number 12.
Valeika, V., Bele�ska, K., Valeikien _e, V., Kolodzeiskis, V., 2009. An approach to cleanerproduction: from hair burning to hair saving using a lime-free unhairing sys-tem. J. Clean. Prod. 17, 214e221.
Valeika, V., Beleska, K., Sirvaityte, J., 2012. Alkali-free method of hide preparation fortanning. Braz. J. Chem. Eng. 29, 315e323.
Van Groenestijn, J.W., Mariappan, M., Sekaran, G., Rajamani, S., 1995. Evaluation ofperformance of lagooning systems for tannery effluent treatment in South In-dia. In: Proceedings of the 30th LERIG, Chennai, pp. 10e22.
Vankar, P.S., Dwivedi, A., 2009. Sulphates for skin preservationdA novel approachto reduce tannery effluent salinity hazards. J. Hazard. Mater. 163, 207e212.
Wang, X., Sun, C., Wang, Y., Wang, L., 2002. Quantitative structureeactivity re-lationships for the inhibition toxicity to root elongation of Cucumis sativus ofselected phenols & interspecies correlation with Terahymena pyriformis. Che-mosphere 46, 153e161.
Wang, H., Wang, Y., Zhou, L., 2011. Purification and recycling of tannery degreasingwastewater by ultrafiltration with polyimide membrane. In: InternationalConference on Remote Sensing, Environment and Transportation Engineering(RSETE).China.
Warrier, K.G.K., Nair, K.M., Damodaran, A.D., de Vries, A.H., van der Zwan, J.,Prasad, B.G.S., Nair, B.U., Venba, R., Mahadevan, T.S.K., Ramasami, T., 1995a. Safeutilization of chrome containing sludges in brick making. In: Proceedings of theXXIII IULTCS Congress, Germany.
Warrier, K.G.K., Nair, K.M., Perumal, P., Mukundan, P., Damodaran, A.D., deVries, A.H., van Der Zwan, J., Ramasami, T., Prasad, B.G.S., 1995b. Effectivedisposal of tannery sludge as admixture to building bricks. In: Proceedings ofthe 30th LERIG, Chennai, pp. 84e95.
Wojdasiewicz, W., Szumowska, K., Skornicki, W., Przybylski, A., 1992. Tanning withhides to the wet white stages. J. Am. Leather Chem. Assoc. 87, 121.