The Real Cost of the Global Warming Mania — Hydrometallurgy Versus Pyrometallurgy
16
The Real Cost of the Global Warming Mania — Hydrometallurgy Versus Pyrometallurgy L W John 1 ABSTRACT In the past two decades the global metalliferous mineral industry has trended away from pyrometallurgical (pyromet) and towards hydrometallurgical (hydromet) technologies including biometallurgical (biomet) processes. Pyromet, biomet and hydromet technologies have all developed considerably over this period. New projects have been biased or directed by legislation towards supposedly cleaner and greener hydromet and biomet technologies. The environmental cost and energy cost of pyromet production processes for copper and cobalt are compared with comparable hydromet processes using Life Cycle Assessment (LCA). The ‘real cost’ of the global warming obsession and negative public perception of pyrometallurgy include greater carbon dioxide emissions and energy consumption per unit, associated with current hydromet technologies. Specific examples for copper and cobalt produced via the different routes are provided. The poor science involved with the global warming hypothesis is discussed. The use of LCA with sensitivity analysis as a decision making tool for mineral processing projects and technology developers is discussed. INTRODUCTION In the past two decades the global metalliferous mineral industry has trended away from pyrometallurgical (pyromet) processes and new smelters towards hydrometallurgical (hydromet) technologies including biometallurgical (biomet) processes. This has been the result of several factors, namely: • aging smelters, for example reverberatory furnaces particularly those without SO 2 recovery, have resulted in a poor environmental record and a poor image for pyrometallurgy; • the evolution of a very influential environmental movement which has encouraged a change in many aspects of the mining and minerals industry; • the availability of sulfuric acid produced from smelters retro-fitted with acid plants – the motivation behind the SXEW revolution in Chile; and • international mining companies desperate to be seen as ‘green’ and ‘sustainable’ by a public increasingly influenced by the ‘global warming mania’. Pyromet and hydromet technologies have both developed considerably over this period. Advances in pyrometallurgy include: • semi autogenous to almost fully autogenous smelting of sulfide concentrates allowing production of blister copper in one process with almost zero energy or fuel inputs; • as a result of the use of oxygen and technology developments in flash furnaces, >99 per cent recovery of SO 2 is now the industry norm; and • co-generation of high-grade steam and or electricity from the smelter, and more so from the acid plant (SO 2 → SO 3 ) such as the Monarch® Process by Monsanto. Advances in hydrometallurgy and biometallurgy include: • commercial solvent extraction and electrowinning processes (SXEW) for Cu, Ni, Co, Zn, etc; • bioleaching of almost any sulfide ore is now commercially possible liberating both base and precious metals both as agitated and heap leach operations; • leaching technologies such as ACTIVOX®, BioNic®, BioCOP®, BIOX®, CESL; and • Hydromet technologies that have almost no economies of scale and thus are suited to small, low CAPEX operations. Life Cycle Assessment (LCA) methodologies provide the rational engineer or scientist with a means to determine which mineral processing technology has the least environmental impact and or the lowest energy consumption per unit of production. Regardless of the global warming issues, the minerals industry must aim to minimise its environmental impact if it is to lift its public image. The general directive of any globally competitive industry is also the reduction of costs, including energy consumption per unit produced. Thus sustainability † , the endeavour for a cleaner environment, efficient use of energy and minimised per unit cost are in many ways synergistic objectives. As this paper will show, LCA of mineral process options for sulfide base metal minerals indicates that pyromet or hybrid processes are likely to be more sustainable rather than purely hydromet processes. To further this argument, the global warming hypothesis will be exposed and the ‘real cost’ that this issue has had on energy consumption and carbon dioxide production of the non-ferrous metalliferous mining industry is discussed. LCAs of sulfide mineral processes undertaken by other authors are summarised with the results of this study and discussed along with the usefulness of LCAs in process selection and technology development. The use of both biomet and hydromet technologies does have an important role to play in mineral processing but we must be aware of the real costs of such process options. Future directions in biometallurgy and hydrometallurgy are suggested and discussed. For the purpose of simplicity, in this study, the use of the term ‘hydrometallurgy’ or ‘hydromet’ shall also refer to technologies such as biometallurgy and bioleaching except where stated. THE GREAT GLOBAL WARMING FALLACY The latter half of the last century saw an increase in the commercial, academic and media focus on how humans impact on our immediate environment and on the world as a whole. Generally this focus has been rational and scientific and has resulted in humans and the industry we all depend upon, improving behaviour for the betterment of society. Bac-Min Conference Bendigo, Vic, 8 - 10 November 2004 1 1. MAusIMM, BioMetallurgical, PO Box 1542, Kwekwe, Zimbabwe, E-mail: LWJ@BioMetallurgical.com † ‘Sustainability’ – ‘Meeting the needs of current generations, without compromising the ability of future generations to meet their own needs.’ This is the generally accepted definition of ‘Sustainable Development’ from the report of the World Commission on Environment and Development, which was led by former Norwegian prime minister Gro Harlem Brundtland. It is the definition used by the United Nations and most other international bodies to describe this complex topic.
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of The Real Cost of the Global Warming Mania — Hydrometallurgy Versus Pyrometallurgy
The Real Cost of the Global Warming Mania —Hydrometallurgy Versus Pyrometallurgy
L W John1
ABSTRACTIn the past two decades the global metalliferous mineral industry hastrended away from pyrometallurgical (pyromet) and towardshydrometallurgical (hydromet) technologies including biometallurgical(biomet) processes. Pyromet, biomet and hydromet technologies have alldeveloped considerably over this period. New projects have been biasedor directed by legislation towards supposedly cleaner and greenerhydromet and biomet technologies. The environmental cost and energycost of pyromet production processes for copper and cobalt are comparedwith comparable hydromet processes using Life Cycle Assessment(LCA).
The ‘real cost’ of the global warming obsession and negative publicperception of pyrometallurgy include greater carbon dioxide emissionsand energy consumption per unit, associated with current hydromettechnologies. Specific examples for copper and cobalt produced via thedifferent routes are provided. The poor science involved with the globalwarming hypothesis is discussed. The use of LCA with sensitivityanalysis as a decision making tool for mineral processing projects andtechnology developers is discussed.
INTRODUCTION
In the past two decades the global metalliferous mineral industryhas trended away from pyrometallurgical (pyromet) processesand new smelters towards hydrometallurgical (hydromet)technologies including biometallurgical (biomet) processes. Thishas been the result of several factors, namely:
• aging smelters, for example reverberatory furnacesparticularly those without SO2 recovery, have resulted in apoor environmental record and a poor image forpyrometallurgy;
• the evolution of a very influential environmental movementwhich has encouraged a change in many aspects of themining and minerals industry;
• the availability of sulfuric acid produced from smeltersretro-fitted with acid plants – the motivation behind theSXEW revolution in Chile; and
• international mining companies desperate to be seen as‘green’ and ‘sustainable’ by a public increasingly influencedby the ‘global warming mania’.
Pyromet and hydromet technologies have both developedconsiderably over this period. Advances in pyrometallurgyinclude:
• semi autogenous to almost fully autogenous smelting ofsulfide concentrates allowing production of blister copper inone process with almost zero energy or fuel inputs;
• as a result of the use of oxygen and technology developmentsin flash furnaces, >99 per cent recovery of SO2 is now theindustry norm; and
• co-generation of high-grade steam and or electricity from thesmelter, and more so from the acid plant (SO2 → SO3) suchas the Monarch® Process by Monsanto.
Advances in hydrometallurgy and biometallurgy include:
• commercial solvent extraction and electrowinning processes(SXEW) for Cu, Ni, Co, Zn, etc;
• bioleaching of almost any sulfide ore is now commerciallypossible liberating both base and precious metals both asagitated and heap leach operations;
• leaching technologies such as ACTIVOX®, BioNic®,BioCOP®, BIOX®, CESL; and
• Hydromet technologies that have almost no economies ofscale and thus are suited to small, low CAPEX operations.
Life Cycle Assessment (LCA) methodologies provide therational engineer or scientist with a means to determine whichmineral processing technology has the least environmentalimpact and or the lowest energy consumption per unit ofproduction.
Regardless of the global warming issues, the minerals industrymust aim to minimise its environmental impact if it is to lift itspublic image. The general directive of any globally competitiveindustry is also the reduction of costs, including energyconsumption per unit produced. Thus sustainability†, theendeavour for a cleaner environment, efficient use of energy andminimised per unit cost are in many ways synergistic objectives.
As this paper will show, LCA of mineral process options forsulfide base metal minerals indicates that pyromet or hybridprocesses are likely to be more sustainable rather than purelyhydromet processes.
To further this argument, the global warming hypothesis will beexposed and the ‘real cost’ that this issue has had on energyconsumption and carbon dioxide production of the non-ferrousmetalliferous mining industry is discussed. LCAs of sulfidemineral processes undertaken by other authors are summarisedwith the results of this study and discussed along with theusefulness of LCAs in process selection and technologydevelopment.
The use of both biomet and hydromet technologies does have animportant role to play in mineral processing but we must be awareof the real costs of such process options. Future directions inbiometallurgy and hydrometallurgy are suggested and discussed.
For the purpose of simplicity, in this study, the use of the term‘hydrometallurgy’ or ‘hydromet’ shall also refer to technologiessuch as biometallurgy and bioleaching except where stated.
THE GREAT GLOBAL WARMING FALLACY
The latter half of the last century saw an increase in thecommercial, academic and media focus on how humans impacton our immediate environment and on the world as a whole.Generally this focus has been rational and scientific and hasresulted in humans and the industry we all depend upon,improving behaviour for the betterment of society.
Bac-Min Conference Bendigo, Vic, 8 - 10 November 2004 1
1. MAusIMM, BioMetallurgical, PO Box 1542, Kwekwe, Zimbabwe,E-mail: [email protected]
† ‘Sustainability’ – ‘Meeting the needs of current generations, withoutcompromising the ability of future generations to meet their ownneeds.’ This is the generally accepted definition of ‘SustainableDevelopment’ from the report of the World Commission onEnvironment and Development, which was led by former Norwegianprime minister Gro Harlem Brundtland. It is the definition used bythe United Nations and most other international bodies to describethis complex topic.

The ‘Do the Right Thing’ campaign is an example ofsomething that obviously needed changing, was changed andresulted in a better environment for everyone. There are however,many countries on this planet that are still decades fromimplementing effective litter control. The analogy with theclimate accord concluded in Kyoto (Japan) in December 1997runs deep. We can do ourselves a big favour by cleaning up ourenvironment and minimising AMD, airborne acidic andparticulate outputs and even reducing carbon dioxide outputs as aresult of improved efficiencies. However just as the volume ofrubbish in the western world has probably doubled every decadein the past century and yet we still have relatively clean streetswe can continue to increase mineral and metal production andhave a cleaner environment.
The greenhouse global warming hypothesis has receivedexcessive media coverage in the past decade. The perceivedrelationship to the mining industry is direct. We mine the fossilfuels that power civilisation. We also use those fossil fuelsdirectly and indirectly in the processing and refining of everysingle other commodity used by civilisation. We are thus directlyor indirectly responsible for carbon dioxide emissions. Howeverthere is over whelming evidence to suggest the commonlyaccepted human induced global warming hypothesis has no basisat all (Ellaesser, 1997; Hayward, 2004; John, 2004; Kaufman,1994; Lomborg, 2001; Patterson, 2002).
The environmentalists have now mastered the media event andthe 1992 star studded Earth Summit in Rio de Janeiro was one ofthe first to attract major media and political attention. Asenvironmentalists rallied the media and politicians for the EarthSummit many scientists realised that propaganda was againabout to be passed off as science – aside from the fact they wereno longer really invited. A group of scientists instigated theHeidelberg Appeal, which was focused at Heads of State andGovernments and eventually signed by no less than 800 scientistsand 62 Nobel prize winners.
This document appealed to Governments not to makedecisions based on the pseudo-scientific arguments or false andmisleading data which had been presented at the Earth Summit.The Heidelberg Appeal asks for no money, predicts nocatastrophes. Its authors and signatories were not asked foropinions or interviews on talk shows. They were ignored andpropaganda and bad science got all the press and is still referredto today as factual.
The climate accord concluded in Kyoto (Japan) in December1997 attracted just as much disdain from rational scientists and apetition signed by over 17 000 professionals in the United Stateswas put to the US government urging them to reject the Kyotoaccord in its entirety (Houts, 1998).
We cannot disprove that industrialisation is resulting in globalwarming any more than it can be proved. There is however asignificant amount of poor reckoning that has been used just toarrive at the hypothesis. The first point is that carbon dioxide is asignificant greenhouse gas. The fact that water vapour has twicethe greenhouse effect than carbon dioxide and many times theconcentration in the atmosphere suggests that carbon dioxidelevels may be a effect not a cause of global warming.
The argument is simple; a global temperature change may bethe result of other factors such as sun spot activity (Kaufman,1994; Patterson, 2002). Consider that the oceans are the biggestresource of carbon in the world (as dissolved carbon dioxide andcarbonates in solution) and the solubility of carbon dioxide is afunction of temperature. An increase in average globaltemperature due to sun spot activity will result in carbon dioxiderelease from the oceans resulting in higher CO2 levels in theatmosphere.
We can without a doubt, say that ice ages are indisputable factthere being ample geological evidence among other indications.One needs to ask oneself – what happens to global temperatures in
between ice ages? The average temperature of the earth risesduring interglacial periods. We are currently living in the mostrecent interglacial called the Holocene which is cooler by a degreeor so than the average of the preceding four interglacial periods.
The last major ice age was about 10 000 years ago and a miniice age was recorded in the 16th century. Of course averageglobal temperatures of the earth change – we don’t need an earthsummit or bad data to tell us this.
Unfortunately all this bad science, some of which is discussedabove, has led to ‘global warming’ being accepted as fact by thegeneral public and even some scientists. It has also resulted inthe 1997 Kyoto accord being concluded and accepted by manycountries. This along with a long prevailing attitude has directlyaffected our industry by the implementation of irrationalregulations in Australia and generally the first world resulting inthe migration of heavy industry and mining into the third world.The ‘not in our backyard’ syndrome has had a negative effect onour industry and some of the response to such has been theproposal of ‘green’ technologies.
The most unfortunate aspect of this is that by forcing heavyindustry and mining projects, etc out of first world countries wesimply are allowing less efficient operations to be built ‘not inour backyard’. As they are ‘not in our backyard’ we have littlecontrol over them, yet the effects of such are purported to beglobal…the Kyoto accord says so.
Superficially hydromet processes and those involving abioleach and or SXEW step, appear to be greener to thelayperson because the smoke stack is ‘not in our backyard’. Thepower required is often generated off site and thus often incursthe inefficiency of transmission over long distances or if it is onsite, the inefficiency of diesel generation. Power generation viablack coal combustion is not only relatively inefficient it alsoreleases substantial amounts of CO2, SO2, particulate airbornepollution including metallic pollutants such as radium, thoriumand uranium (Camplin, 1980). Whilst the mine site is cleaner theglobal picture has not improved with respect to a reasonablymodern copper smelter recovering SO2.
The lixivants and high energy reagents used by hydrometprocessing (H2SO4, NaOH, NaCN, SX extractants, diluents, etc)are also generated offsite with the inevitable ‘smoke stack’involved with most cases in the respective industries.
This public adverseness to smoke stacks is definitely related tohistorical problems associated with steelworks, smelters, powerstations and the mining industry. The history of smokestackemissions has done a huge disservice to our industry. Some basemetal smelters within Australia were still emitting up to 100 percent of SO2 produced within the last ten years and have onlyrecently installed acid plants. One of the reasons, albeit a poorone, that was put forward as to why an acid plant had not beeninstalled earlier was a lack of demand for the acid. This isprecisely the reason for the boom in SXEW projects in Chile inthe last two decades. The SO2 had to be removed from smelteremissions as it was an environmental problem but a consumerwas required for this very cheap acid – thus the Chilean SXEWindustry was born.
Reduction in per unit emissions and energy consumptionwithin all industries is required to ensure a sustainable future.Whilst the poor science of the global warming hypothesis mayhave no basis some of its objectives such as reduced levels ofpollution and conservation of resources are certainly desirable.The use of LCAs provides a rational means to determine themost sustainable process option for a mineral project.
SUSTAINABILITY
Sustainable development is a phrase that has come into commonuse. Its application to forestry or fishing is straight forward butapplication to the mining industry is not so obvious.
2 Bendigo, Vic, 8 - 10 November 2004 Bac-Min Conference
L W JOHN
The definition of ‘sustainability’ is to sustain or to lengthen,extend or conserve. When applied to the mining industry thiscould be interpreted to mean:
• continuous improvements in efficiencies of recovery ofproducts;
• ongoing reduction of energy consumption per unit; and
• production of by-products and co-products includingco-generation of electricity/steam even if marginallyeconomic (or improvements in such).
The Brundtland definition of ‘sustainability’ is the one that hasgained international acceptance: ‘Meeting the needs of currentgenerations, without compromising the ability of futuregenerations to meet their own needs’.
Sustainability in mining should also mean ensuring maximumvalue is extracted from the ore so that it never has to berehandled again (unlike most dumps around the world).Residues, concentrates, slags, dusts, low-grade mineralised wasterock etc containing some value (but not currently economic toprocess or refine) should be contained and put aside for futuregenerations and better technology. To mix with waste rock orblend with tailings would make future extraction all the moreexpensive and difficult.
THE LIFE CYCLE ASSESSMENT CONCEPT
As an industry we need to put the environmental disasters behindus and continue to develop an industry which is both essentialand here for the long run. Even though human induced ‘globalwarming’ is most likely a fallacy, we do need to reduce per unitenergy consumption and in doing so will reduce carbon dioxideemissions. We also need to rise to the challenges ofsustainability. We need to make well informed choices betweenthe process options and technologies that we have at hand. Atechnique that can be used to assist with such decisions is LifeCycle Assessment.
Life Cycle Assessment (LCA) is a methodology developed toassess the global environmental impact of a production processresulting in information on a per unit product basis including;total energy consumption (TEC) in MJ/kg, global warmingpotential (GWP) in kg CO2 eq/kg, acidification potential (AP) inkg SO2 eq/kg, and where applicable eutrophication potential (EP)in kg PO4 eq/kg and water consumption in kg H2O/kg.
Considering the global warming hypothesis is highly contestedand there is significant evidence to the contrary, the term ‘globalwarming potential (GWP)’ as described by ISO 14040 series andmany others previously‡ is however reluctantly used in this studyas the author strongly disagrees with the concept that CO2 andother ‘greenhouse gases’ produced by human activity can changethe global climate in any measurable way.
Application of LCA
The LCA concept can be applied to any commodity ormanufactured item and is a methodology by which the realenvironmental cost of the process can be determined. All inputs,emissions, outputs and by-products are assessed along with theirindividual sources and destinations. As a general rule, LCArequires that inputs be traced back to raw or naturally occurringmaterials. For example most electricity is derived from blackcoal mined via open cut, burnt in a concrete and steel powerstation and transmitted via steel pylons and aluminiumconductors.
As mentioned above, the burning of coal produces a number ofemissions including water vapour, CO2 and SO2. LCA of anelectricity consumer accounts for CO2 and SO2 emissions from
coal combustion and the total energy released by the coal all ofwhich is required to ultimately deliver the electricity to theconsumer.
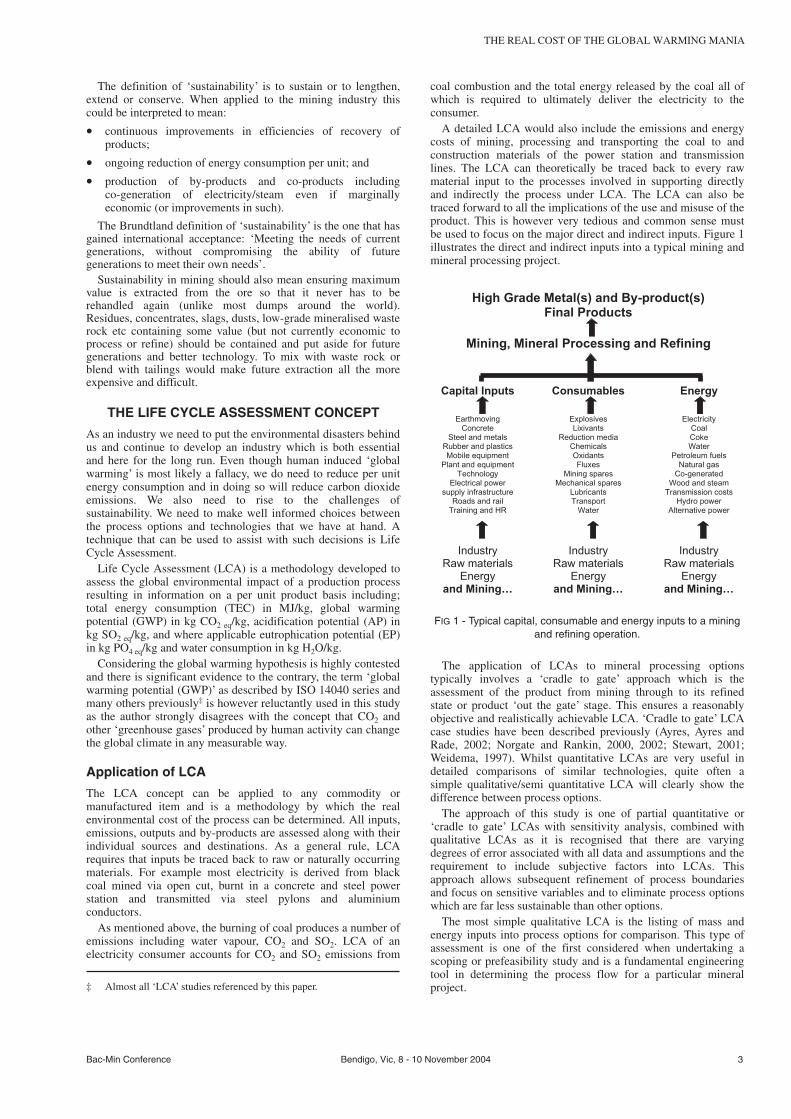
A detailed LCA would also include the emissions and energycosts of mining, processing and transporting the coal to andconstruction materials of the power station and transmissionlines. The LCA can theoretically be traced back to every rawmaterial input to the processes involved in supporting directlyand indirectly the process under LCA. The LCA can also betraced forward to all the implications of the use and misuse of theproduct. This is however very tedious and common sense mustbe used to focus on the major direct and indirect inputs. Figure 1illustrates the direct and indirect inputs into a typical mining andmineral processing project.
The application of LCAs to mineral processing optionstypically involves a ‘cradle to gate’ approach which is theassessment of the product from mining through to its refinedstate or product ‘out the gate’ stage. This ensures a reasonablyobjective and realistically achievable LCA. ‘Cradle to gate’ LCAcase studies have been described previously (Ayres, Ayres andRade, 2002; Norgate and Rankin, 2000, 2002; Stewart, 2001;Weidema, 1997). Whilst quantitative LCAs are very useful indetailed comparisons of similar technologies, quite often asimple qualitative/semi quantitative LCA will clearly show thedifference between process options.
The approach of this study is one of partial quantitative or‘cradle to gate’ LCAs with sensitivity analysis, combined withqualitative LCAs as it is recognised that there are varyingdegrees of error associated with all data and assumptions and therequirement to include subjective factors into LCAs. Thisapproach allows subsequent refinement of process boundariesand focus on sensitive variables and to eliminate process optionswhich are far less sustainable than other options.
The most simple qualitative LCA is the listing of mass andenergy inputs into process options for comparison. This type ofassessment is one of the first considered when undertaking ascoping or prefeasibility study and is a fundamental engineeringtool in determining the process flow for a particular mineralproject.
Bac-Min Conference Bendigo, Vic, 8 - 10 November 2004 3
THE REAL COST OF THE GLOBAL WARMING MANIA
‡ Almost all ‘LCA’ studies referenced by this paper.
High Grade Metal(s) and By-product(s)Final Products
Mining, Mineral Processing and Refining
Capital Inputs Consumables Energy
Earthmoving Explosives ElectricityConcrete Lixivants Coal
Steel and metals Reduction media CokeRubber and plastics Chemicals WaterMobile equipment Oxidants Petroleum fuels
Plant and equipment Fluxes Natural gasTechnology Mining spares Co-generated
Electrical power Mechanical spares Wood and steamsupply infrastructure Lubricants Transmission costs
Roads and rail Transport Hydro powerTraining and HR Water Alternative power
Industry Industry IndustryRaw materials Raw materials Raw materials
Energy Energy Energyand Mining… and Mining… and Mining…
FIG 1 - Typical capital, consumable and energy inputs to a miningand refining operation.
At a minimum, such a LCA would consider the capital inputs,consumable inputs and the energy inputs and the indirect ‘cost’each of these has on natural resource consumption and on theenvironment. Figure 1 lists some typical inputs to a metalliferousmine producing refined metal(s) which are considered whenundertaking a cradle to gate LCA.
The most important part of a scoping LCA is to identify thesignificant contributors to TEC, GWP and AP and focus on suchensuring errors associated with such are minimised.
All possible by-products or co-products, including those notconventionally considered, should be considered and their finaldestination within the process incorporated into the LCA. If weare to achieve ‘sustainability’ then we must maximise all benefitfrom the ore we process and at least concentrate the currentlyextractable values and stockpile for processing by futuregenerations. In pyromet processes it may mean stockpilingbaghouse dust and slags and in hydromet processes it may meanproducing a separate precipitate of mixed minor base and heavymetals rather than disposal into tailings. The production ofby-product streams which are ‘given’ to third parties for refiningor use elsewhere is much more sustainable than disposal of suchto tailings or landfill.
Sensitivity analysis
A sensitivity analysis can be used to identify significant variablesand those that warrant no further investigation. It can also beused as a tool for technology development to determine wherethe focus should be directed to ensure a commercial project.
The Kasese Cobalt Project, a comparable cobalt smelter, anagitated bioleach for copper, a typical copper smelter and astandard copper sulfide heap bioleach were modelled usingDynamic Project Software (DPS) software developed byBioMetallurgical (BioMet). This involved a detailed dynamicengineering and metallurgical model of the project so as to fullyanalyse the sensitivities of the variables. BioMets DPS systemallows the sensitivity analysis as shown here to be produced withoutputs in various financial indicators or in this case engineeringvariables to provide and simplified ‘what ifs?’.
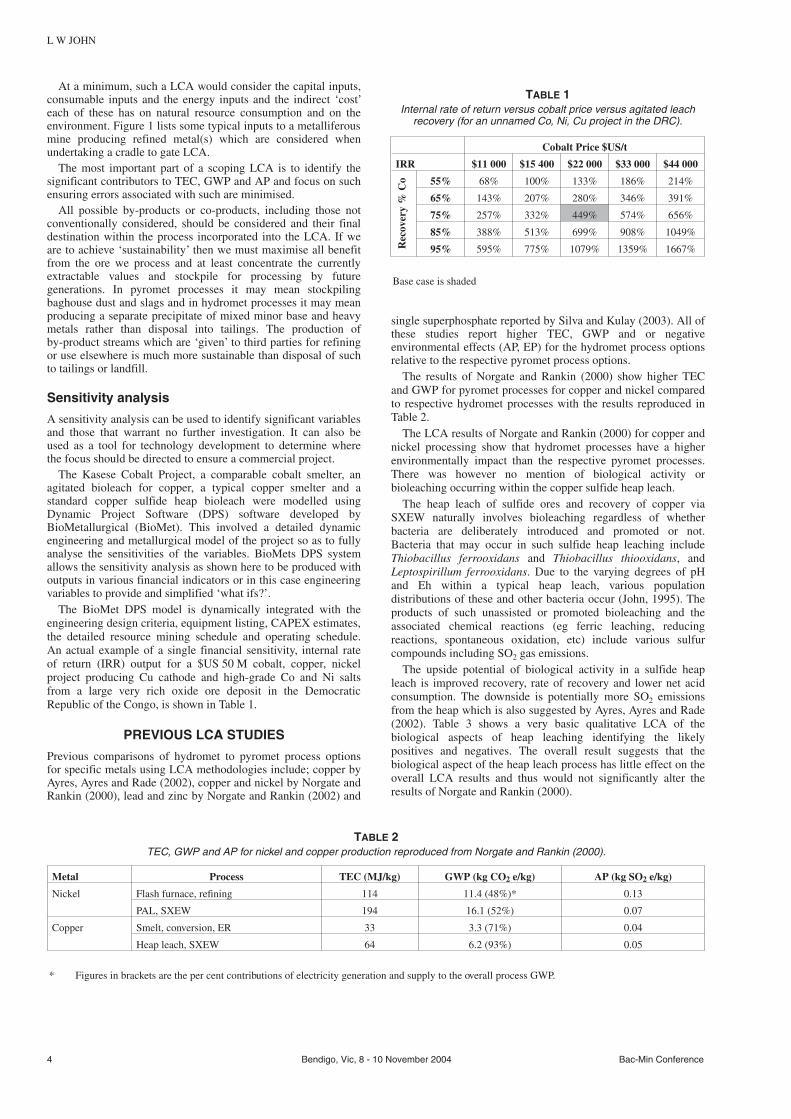
The BioMet DPS model is dynamically integrated with theengineering design criteria, equipment listing, CAPEX estimates,the detailed resource mining schedule and operating schedule.An actual example of a single financial sensitivity, internal rateof return (IRR) output for a $US 50 M cobalt, copper, nickelproject producing Cu cathode and high-grade Co and Ni saltsfrom a large very rich oxide ore deposit in the DemocraticRepublic of the Congo, is shown in Table 1.
PREVIOUS LCA STUDIES
Previous comparisons of hydromet to pyromet process optionsfor specific metals using LCA methodologies include; copper byAyres, Ayres and Rade (2002), copper and nickel by Norgate andRankin (2000), lead and zinc by Norgate and Rankin (2002) and
single superphosphate reported by Silva and Kulay (2003). All ofthese studies report higher TEC, GWP and or negativeenvironmental effects (AP, EP) for the hydromet process optionsrelative to the respective pyromet process options.
The results of Norgate and Rankin (2000) show higher TECand GWP for pyromet processes for copper and nickel comparedto respective hydromet processes with the results reproduced inTable 2.
The LCA results of Norgate and Rankin (2000) for copper andnickel processing show that hydromet processes have a higherenvironmentally impact than the respective pyromet processes.There was however no mention of biological activity orbioleaching occurring within the copper sulfide heap leach.
The heap leach of sulfide ores and recovery of copper viaSXEW naturally involves bioleaching regardless of whetherbacteria are deliberately introduced and promoted or not.Bacteria that may occur in such sulfide heap leaching includeThiobacillus ferrooxidans and Thiobacillus thiooxidans, andLeptospirillum ferrooxidans. Due to the varying degrees of pHand Eh within a typical heap leach, various populationdistributions of these and other bacteria occur (John, 1995). Theproducts of such unassisted or promoted bioleaching and theassociated chemical reactions (eg ferric leaching, reducingreactions, spontaneous oxidation, etc) include various sulfurcompounds including SO2 gas emissions.
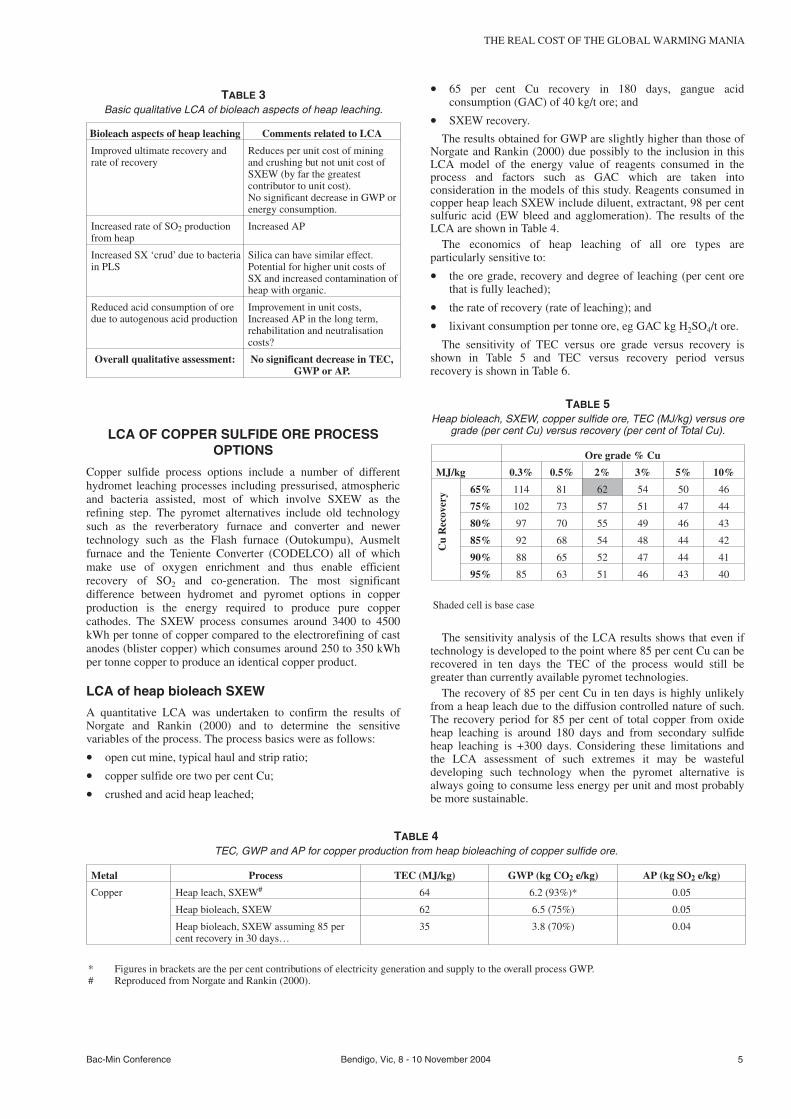
The upside potential of biological activity in a sulfide heapleach is improved recovery, rate of recovery and lower net acidconsumption. The downside is potentially more SO2 emissionsfrom the heap which is also suggested by Ayres, Ayres and Rade(2002). Table 3 shows a very basic qualitative LCA of thebiological aspects of heap leaching identifying the likelypositives and negatives. The overall result suggests that thebiological aspect of the heap leach process has little effect on theoverall LCA results and thus would not significantly alter theresults of Norgate and Rankin (2000).
4 Bendigo, Vic, 8 - 10 November 2004 Bac-Min Conference
L W JOHN
Cobalt Price $US/t
IRR $11 000 $15 400 $22 000 $33 000 $44 000
Rec
over
y%
Co 55% 68% 100% 133% 186% 214%
65% 143% 207% 280% 346% 391%
75% 257% 332% 449% 574% 656%
85% 388% 513% 699% 908% 1049%
95% 595% 775% 1079% 1359% 1667%
Base case is shaded
TABLE 1Internal rate of return versus cobalt price versus agitated leach
recovery (for an unnamed Co, Ni, Cu project in the DRC).
Metal Process TEC (MJ/kg) GWP (kg CO2 e/kg) AP (kg SO2 e/kg)
Nickel Flash furnace, refining 114 11.4 (48%)* 0.13
PAL, SXEW 194 16.1 (52%) 0.07
Copper Smelt, conversion, ER 33 3.3 (71%) 0.04
Heap leach, SXEW 64 6.2 (93%) 0.05
* Figures in brackets are the per cent contributions of electricity generation and supply to the overall process GWP.
TABLE 2TEC, GWP and AP for nickel and copper production reproduced from Norgate and Rankin (2000).
LCA OF COPPER SULFIDE ORE PROCESSOPTIONS
Copper sulfide process options include a number of differenthydromet leaching processes including pressurised, atmosphericand bacteria assisted, most of which involve SXEW as therefining step. The pyromet alternatives include old technologysuch as the reverberatory furnace and converter and newertechnology such as the Flash furnace (Outokumpu), Ausmeltfurnace and the Teniente Converter (CODELCO) all of whichmake use of oxygen enrichment and thus enable efficientrecovery of SO2 and co-generation. The most significantdifference between hydromet and pyromet options in copperproduction is the energy required to produce pure coppercathodes. The SXEW process consumes around 3400 to 4500kWh per tonne of copper compared to the electrorefining of castanodes (blister copper) which consumes around 250 to 350 kWhper tonne copper to produce an identical copper product.
LCA of heap bioleach SXEW
A quantitative LCA was undertaken to confirm the results ofNorgate and Rankin (2000) and to determine the sensitivevariables of the process. The process basics were as follows:
• open cut mine, typical haul and strip ratio;
• copper sulfide ore two per cent Cu;
• crushed and acid heap leached;
• 65 per cent Cu recovery in 180 days, gangue acidconsumption (GAC) of 40 kg/t ore; and
• SXEW recovery.
The results obtained for GWP are slightly higher than those ofNorgate and Rankin (2000) due possibly to the inclusion in thisLCA model of the energy value of reagents consumed in theprocess and factors such as GAC which are taken intoconsideration in the models of this study. Reagents consumed incopper heap leach SXEW include diluent, extractant, 98 per centsulfuric acid (EW bleed and agglomeration). The results of theLCA are shown in Table 4.
The economics of heap leaching of all ore types areparticularly sensitive to:
• the ore grade, recovery and degree of leaching (per cent orethat is fully leached);
• the rate of recovery (rate of leaching); and
• lixivant consumption per tonne ore, eg GAC kg H2SO4/t ore.
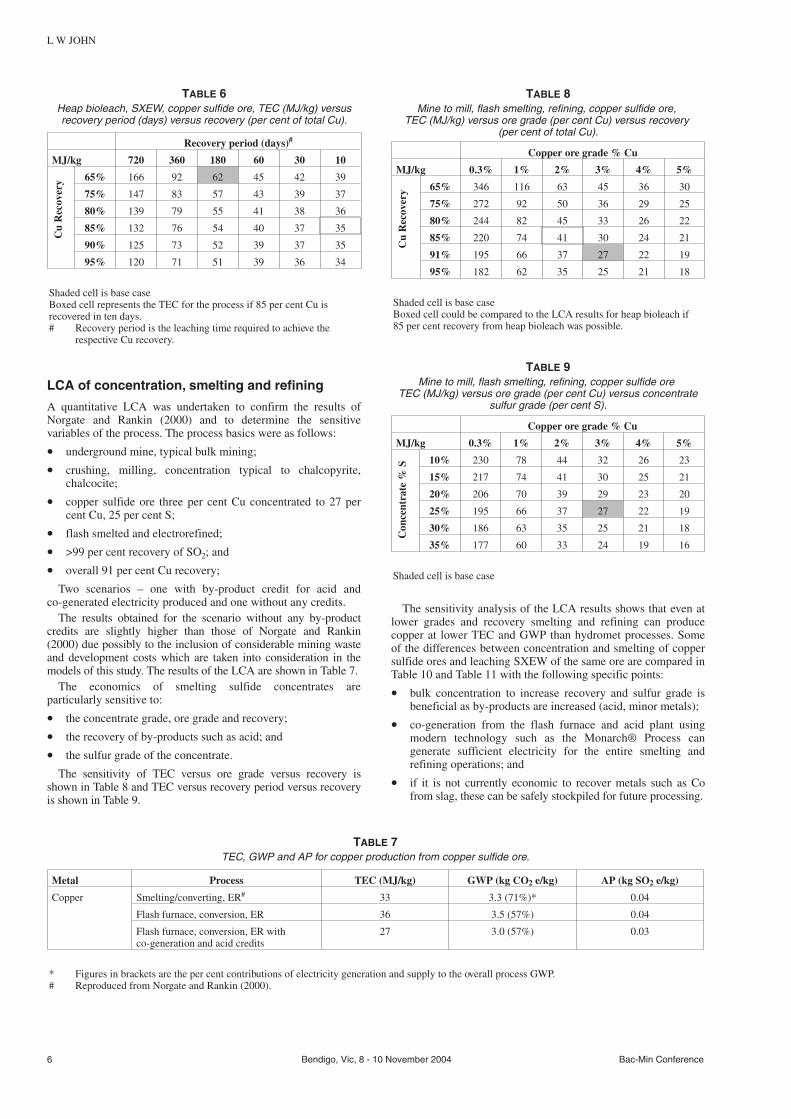
The sensitivity of TEC versus ore grade versus recovery isshown in Table 5 and TEC versus recovery period versusrecovery is shown in Table 6.
The sensitivity analysis of the LCA results shows that even iftechnology is developed to the point where 85 per cent Cu can berecovered in ten days the TEC of the process would still begreater than currently available pyromet technologies.
The recovery of 85 per cent Cu in ten days is highly unlikelyfrom a heap leach due to the diffusion controlled nature of such.The recovery period for 85 per cent of total copper from oxideheap leaching is around 180 days and from secondary sulfideheap leaching is +300 days. Considering these limitations andthe LCA assessment of such extremes it may be wastefuldeveloping such technology when the pyromet alternative isalways going to consume less energy per unit and most probablybe more sustainable.
Bac-Min Conference Bendigo, Vic, 8 - 10 November 2004 5
THE REAL COST OF THE GLOBAL WARMING MANIA
Bioleach aspects of heap leaching Comments related to LCA
Improved ultimate recovery andrate of recovery
Reduces per unit cost of miningand crushing but not unit cost ofSXEW (by far the greatestcontributor to unit cost).No significant decrease in GWP orenergy consumption.
Increased rate of SO2 productionfrom heap
Increased AP
Increased SX ‘crud’ due to bacteriain PLS
Silica can have similar effect.Potential for higher unit costs ofSX and increased contamination ofheap with organic.
Reduced acid consumption of oredue to autogenous acid production
Improvement in unit costs,Increased AP in the long term,rehabilitation and neutralisationcosts?
Overall qualitative assessment: No significant decrease in TEC,GWP or AP.
TABLE 3Basic qualitative LCA of bioleach aspects of heap leaching.
Metal Process TEC (MJ/kg) GWP (kg CO2 e/kg) AP (kg SO2 e/kg)
Copper Heap leach, SXEW# 64 6.2 (93%)* 0.05
Heap bioleach, SXEW 62 6.5 (75%) 0.05
Heap bioleach, SXEW assuming 85 percent recovery in 30 days…
35 3.8 (70%) 0.04
* Figures in brackets are the per cent contributions of electricity generation and supply to the overall process GWP.# Reproduced from Norgate and Rankin (2000).
TABLE 4TEC, GWP and AP for copper production from heap bioleaching of copper sulfide ore.
Ore grade % Cu
MJ/kg 0.3% 0.5% 2% 3% 5% 10%
Cu
Rec
over
y 65% 114 81 62 54 50 46
75% 102 73 57 51 47 44
80% 97 70 55 49 46 43
85% 92 68 54 48 44 42
90% 88 65 52 47 44 41
95% 85 63 51 46 43 40
Shaded cell is base case
TABLE 5Heap bioleach, SXEW, copper sulfide ore, TEC (MJ/kg) versus ore
grade (per cent Cu) versus recovery (per cent of Total Cu).
LCA of concentration, smelting and refining
A quantitative LCA was undertaken to confirm the results ofNorgate and Rankin (2000) and to determine the sensitivevariables of the process. The process basics were as follows:
• underground mine, typical bulk mining;
• crushing, milling, concentration typical to chalcopyrite,chalcocite;
• copper sulfide ore three per cent Cu concentrated to 27 percent Cu, 25 per cent S;
• flash smelted and electrorefined;
• >99 per cent recovery of SO2; and
• overall 91 per cent Cu recovery;
Two scenarios – one with by-product credit for acid andco-generated electricity produced and one without any credits.
The results obtained for the scenario without any by-productcredits are slightly higher than those of Norgate and Rankin(2000) due possibly to the inclusion of considerable mining wasteand development costs which are taken into consideration in themodels of this study. The results of the LCA are shown in Table 7.
The economics of smelting sulfide concentrates areparticularly sensitive to:
• the concentrate grade, ore grade and recovery;
• the recovery of by-products such as acid; and
• the sulfur grade of the concentrate.
The sensitivity of TEC versus ore grade versus recovery isshown in Table 8 and TEC versus recovery period versus recoveryis shown in Table 9.
The sensitivity analysis of the LCA results shows that even atlower grades and recovery smelting and refining can producecopper at lower TEC and GWP than hydromet processes. Someof the differences between concentration and smelting of coppersulfide ores and leaching SXEW of the same ore are compared inTable 10 and Table 11 with the following specific points:
• bulk concentration to increase recovery and sulfur grade isbeneficial as by-products are increased (acid, minor metals);
• co-generation from the flash furnace and acid plant usingmodern technology such as the Monarch® Process cangenerate sufficient electricity for the entire smelting andrefining operations; and
• if it is not currently economic to recover metals such as Cofrom slag, these can be safely stockpiled for future processing.
6 Bendigo, Vic, 8 - 10 November 2004 Bac-Min Conference
L W JOHN
Recovery period (days)#
MJ/kg 720 360 180 60 30 10
Cu
Rec
over
y 65% 166 92 62 45 42 39
75% 147 83 57 43 39 37
80% 139 79 55 41 38 36
85% 132 76 54 40 37 35
90% 125 73 52 39 37 35
95% 120 71 51 39 36 34
Shaded cell is base caseBoxed cell represents the TEC for the process if 85 per cent Cu isrecovered in ten days.# Recovery period is the leaching time required to achieve the
respective Cu recovery.
TABLE 6Heap bioleach, SXEW, copper sulfide ore, TEC (MJ/kg) versusrecovery period (days) versus recovery (per cent of total Cu).
Copper ore grade % Cu
MJ/kg 0.3% 1% 2% 3% 4% 5%
Cu
Rec
over
y 65% 346 116 63 45 36 30
75% 272 92 50 36 29 25
80% 244 82 45 33 26 22
85% 220 74 41 30 24 21
91% 195 66 37 27 22 19
95% 182 62 35 25 21 18
Shaded cell is base caseBoxed cell could be compared to the LCA results for heap bioleach if85 per cent recovery from heap bioleach was possible.
TABLE 8Mine to mill, flash smelting, refining, copper sulfide ore,
TEC (MJ/kg) versus ore grade (per cent Cu) versus recovery(per cent of total Cu).
Metal Process TEC (MJ/kg) GWP (kg CO2 e/kg) AP (kg SO2 e/kg)
Copper Smelting/converting, ER# 33 3.3 (71%)* 0.04
Flash furnace, conversion, ER 36 3.5 (57%) 0.04
Flash furnace, conversion, ER withco-generation and acid credits
27 3.0 (57%) 0.03
* Figures in brackets are the per cent contributions of electricity generation and supply to the overall process GWP.# Reproduced from Norgate and Rankin (2000).
TABLE 7TEC, GWP and AP for copper production from copper sulfide ore.
Copper ore grade % Cu
MJ/kg 0.3% 1% 2% 3% 4% 5%
Con
cent
rate
%S 10% 230 78 44 32 26 23
15% 217 74 41 30 25 21
20% 206 70 39 29 23 20
25% 195 66 37 27 22 19
30% 186 63 35 25 21 18
35% 177 60 33 24 19 16
Shaded cell is base case
TABLE 9Mine to mill, flash smelting, refining, copper sulfide ore
TEC (MJ/kg) versus ore grade (per cent Cu) versus concentratesulfur grade (per cent S).
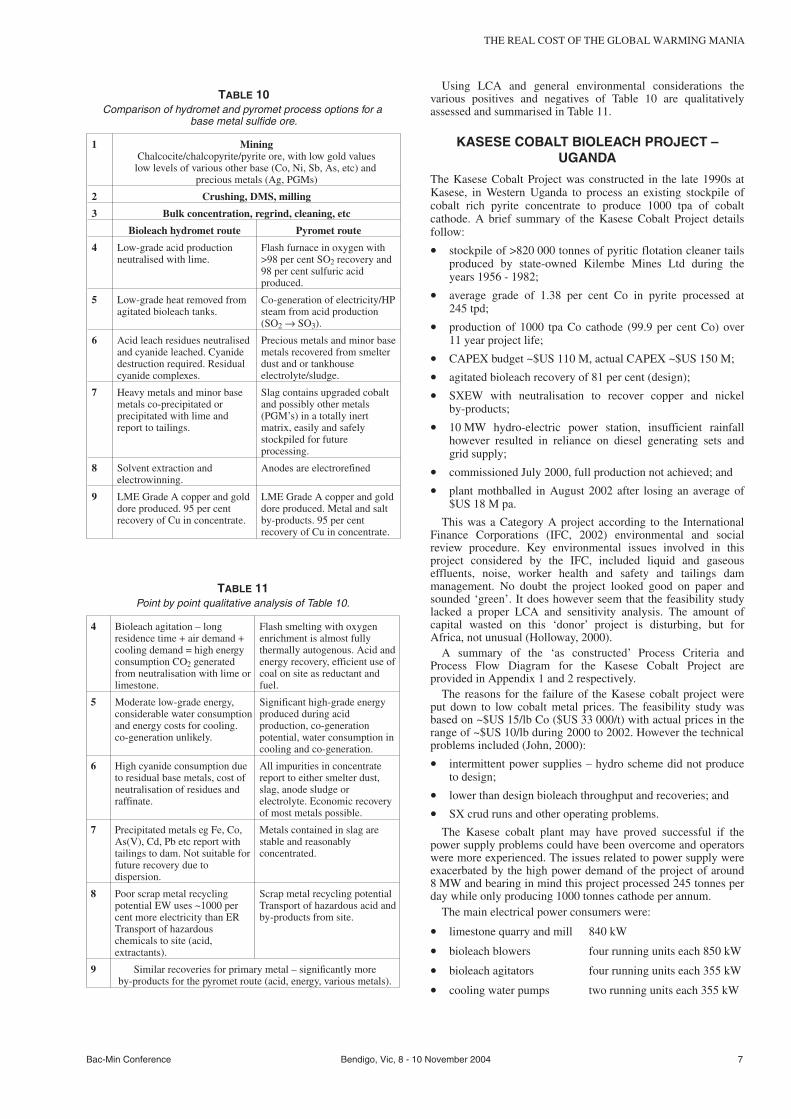
Using LCA and general environmental considerations thevarious positives and negatives of Table 10 are qualitativelyassessed and summarised in Table 11.
KASESE COBALT BIOLEACH PROJECT –UGANDA
The Kasese Cobalt Project was constructed in the late 1990s atKasese, in Western Uganda to process an existing stockpile ofcobalt rich pyrite concentrate to produce 1000 tpa of cobaltcathode. A brief summary of the Kasese Cobalt Project detailsfollow:
• stockpile of >820 000 tonnes of pyritic flotation cleaner tailsproduced by state-owned Kilembe Mines Ltd during theyears 1956 - 1982;
• average grade of 1.38 per cent Co in pyrite processed at245 tpd;
• production of 1000 tpa Co cathode (99.9 per cent Co) over11 year project life;
• CAPEX budget ~$US 110 M, actual CAPEX ~$US 150 M;
• agitated bioleach recovery of 81 per cent (design);
• SXEW with neutralisation to recover copper and nickelby-products;
• 10 MW hydro-electric power station, insufficient rainfallhowever resulted in reliance on diesel generating sets andgrid supply;
• commissioned July 2000, full production not achieved; and
• plant mothballed in August 2002 after losing an average of$US 18 M pa.
This was a Category A project according to the InternationalFinance Corporations (IFC, 2002) environmental and socialreview procedure. Key environmental issues involved in thisproject considered by the IFC, included liquid and gaseouseffluents, noise, worker health and safety and tailings dammanagement. No doubt the project looked good on paper andsounded ‘green’. It does however seem that the feasibility studylacked a proper LCA and sensitivity analysis. The amount ofcapital wasted on this ‘donor’ project is disturbing, but forAfrica, not unusual (Holloway, 2000).
A summary of the ‘as constructed’ Process Criteria andProcess Flow Diagram for the Kasese Cobalt Project areprovided in Appendix 1 and 2 respectively.
The reasons for the failure of the Kasese cobalt project wereput down to low cobalt metal prices. The feasibility study wasbased on ~$US 15/lb Co ($US 33 000/t) with actual prices in therange of ~$US 10/lb during 2000 to 2002. However the technicalproblems included (John, 2000):
• intermittent power supplies – hydro scheme did not produceto design;
• lower than design bioleach throughput and recoveries; and
• SX crud runs and other operating problems.
The Kasese cobalt plant may have proved successful if thepower supply problems could have been overcome and operatorswere more experienced. The issues related to power supply wereexacerbated by the high power demand of the project of around8 MW and bearing in mind this project processed 245 tonnes perday while only producing 1000 tonnes cathode per annum.
The main electrical power consumers were:
• limestone quarry and mill 840 kW
• bioleach blowers four running units each 850 kW
• bioleach agitators four running units each 355 kW
• cooling water pumps two running units each 355 kW
Bac-Min Conference Bendigo, Vic, 8 - 10 November 2004 7
THE REAL COST OF THE GLOBAL WARMING MANIA
4 Bioleach agitation – longresidence time + air demand +cooling demand = high energyconsumption CO2 generatedfrom neutralisation with lime orlimestone.
Flash smelting with oxygenenrichment is almost fullythermally autogenous. Acid andenergy recovery, efficient use ofcoal on site as reductant andfuel.
5 Moderate low-grade energy,considerable water consumptionand energy costs for cooling.co-generation unlikely.
Significant high-grade energyproduced during acidproduction, co-generationpotential, water consumption incooling and co-generation.
6 High cyanide consumption dueto residual base metals, cost ofneutralisation of residues andraffinate.
All impurities in concentratereport to either smelter dust,slag, anode sludge orelectrolyte. Economic recoveryof most metals possible.
7 Precipitated metals eg Fe, Co,As(V), Cd, Pb etc report withtailings to dam. Not suitable forfuture recovery due todispersion.
Metals contained in slag arestable and reasonablyconcentrated.
8 Poor scrap metal recyclingpotential EW uses ~1000 percent more electricity than ERTransport of hazardouschemicals to site (acid,extractants).
Scrap metal recycling potentialTransport of hazardous acid andby-products from site.
9 Similar recoveries for primary metal – significantly moreby-products for the pyromet route (acid, energy, various metals).
TABLE 11Point by point qualitative analysis of Table 10.
1 MiningChalcocite/chalcopyrite/pyrite ore, with low gold values
low levels of various other base (Co, Ni, Sb, As, etc) andprecious metals (Ag, PGMs)
2 Crushing, DMS, milling
3 Bulk concentration, regrind, cleaning, etc
Bioleach hydromet route Pyromet route
4 Low-grade acid productionneutralised with lime.
Flash furnace in oxygen with>98 per cent SO2 recovery and98 per cent sulfuric acidproduced.
5 Low-grade heat removed fromagitated bioleach tanks.
Co-generation of electricity/HPsteam from acid production(SO2 → SO3).
6 Acid leach residues neutralisedand cyanide leached. Cyanidedestruction required. Residualcyanide complexes.
Precious metals and minor basemetals recovered from smelterdust and or tankhouseelectrolyte/sludge.
7 Heavy metals and minor basemetals co-precipitated orprecipitated with lime andreport to tailings.
Slag contains upgraded cobaltand possibly other metals(PGM’s) in a totally inertmatrix, easily and safelystockpiled for futureprocessing.
8 Solvent extraction andelectrowinning.
Anodes are electrorefined
9 LME Grade A copper and golddore produced. 95 per centrecovery of Cu in concentrate.
LME Grade A copper and golddore produced. Metal and saltby-products. 95 per centrecovery of Cu in concentrate.
TABLE 10Comparison of hydromet and pyromet process options for a
base metal sulfide ore.
• electrowinning rectifier 918 kW
• steam boiler 1000 kW
LCA of Kasese Cobalt Project – bioleach of pyriteconcentrate
To better understand the bioleach process and compare it withapplicable pyromet technologies, the Kasese project criteria wereconverted to copper from cobalt. This was done by modifying theprocess criteria and composition of the bioleach feed based uponmetal prices.
The cobalt metal price for which the Kasese cobalt projectwould be viable was approximately $US 15/lb or $US 33 000/t.Assuming a copper price of $US 3000/t the economic ratio ofCo:Cu would be 1:11 (1 t of Co = 11 t of Cu). The revised processcriteria for the hypothetical Kasese ‘copper’ project is thus:
• Pyritic flotation cleaner tailings, no change in total sulfurcontent.
• Grade of 15 per cent Cu (11 × 1.38) to produce 11 000 tpaCu cathode (99.99 per cent Cu).
• No change in CAPEX, additional EW capacity could havebeen included for the price, simpler SX with cheaperextractant.
• No change in bioleach costs, lime consumption or SX costs.
• No change to agitated bioleach recovery of 81 per cent.
• A second scenario included the mining and milling of a threeper cent Cu ore to produce a concentrate for bioleaching withan overall recovery of 91 per cent. This was done so as to beable to compare agitated bioleaching directly with thepyromet process options.
The results of the LCA on the Kasese cobalt and Kasese‘copper’ project are summarised in Table 12.
The economics of agitated bioleaching sulfide concentrates areparticularly sensitive to:
• the concentrate grade, recovery and degree of sulfideleaching required to liberate the metal sought;
• the rate of heat recovery required; and
• bioleach residence time.
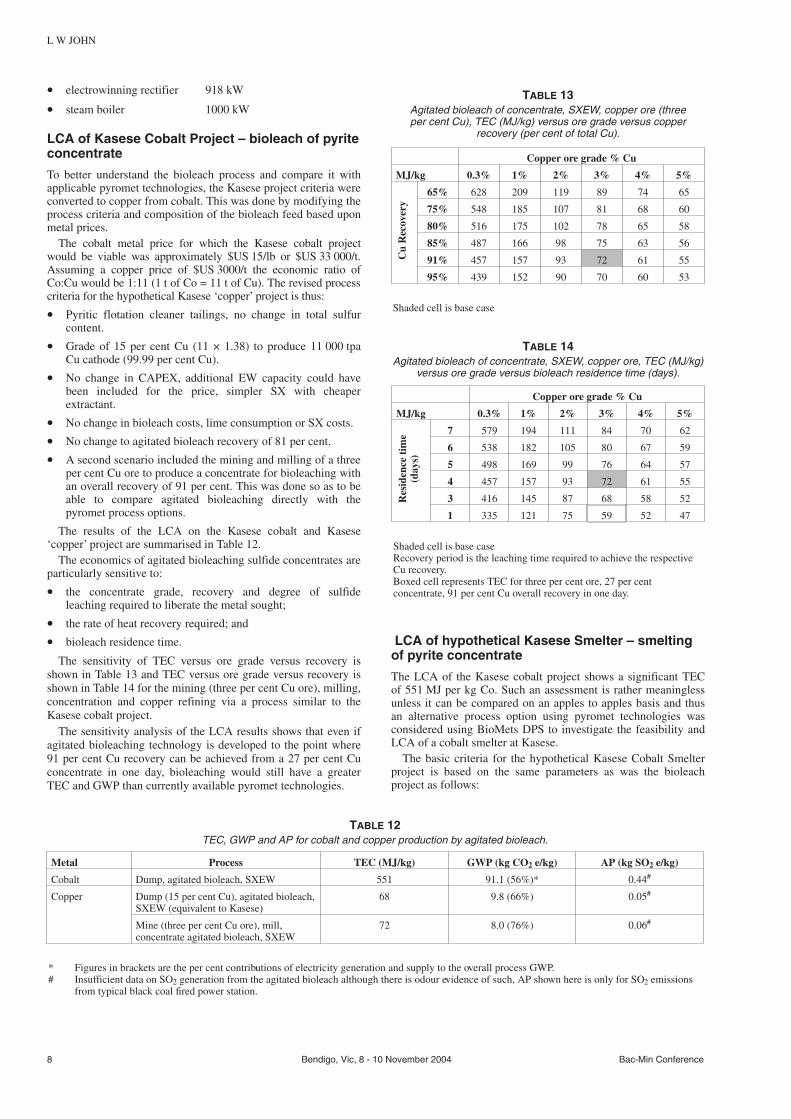
The sensitivity of TEC versus ore grade versus recovery isshown in Table 13 and TEC versus ore grade versus recovery isshown in Table 14 for the mining (three per cent Cu ore), milling,concentration and copper refining via a process similar to theKasese cobalt project.
The sensitivity analysis of the LCA results shows that even ifagitated bioleaching technology is developed to the point where91 per cent Cu recovery can be achieved from a 27 per cent Cuconcentrate in one day, bioleaching would still have a greaterTEC and GWP than currently available pyromet technologies.
LCA of hypothetical Kasese Smelter – smeltingof pyrite concentrate
The LCA of the Kasese cobalt project shows a significant TECof 551 MJ per kg Co. Such an assessment is rather meaninglessunless it can be compared on an apples to apples basis and thusan alternative process option using pyromet technologies wasconsidered using BioMets DPS to investigate the feasibility andLCA of a cobalt smelter at Kasese.
The basic criteria for the hypothetical Kasese Cobalt Smelterproject is based on the same parameters as was the bioleachproject as follows:
8 Bendigo, Vic, 8 - 10 November 2004 Bac-Min Conference
L W JOHN
Copper ore grade % Cu
MJ/kg 0.3% 1% 2% 3% 4% 5%
Cu
Rec
over
y
65% 628 209 119 89 74 65
75% 548 185 107 81 68 60
80% 516 175 102 78 65 58
85% 487 166 98 75 63 56
91% 457 157 93 72 61 55
95% 439 152 90 70 60 53
Shaded cell is base case
TABLE 13Agitated bioleach of concentrate, SXEW, copper ore (threeper cent Cu), TEC (MJ/kg) versus ore grade versus copper
recovery (per cent of total Cu).
Copper ore grade % Cu
MJ/kg 0.3% 1% 2% 3% 4% 5%R
esid
ence
tim
e(d
ays)
7 579 194 111 84 70 62
6 538 182 105 80 67 59
5 498 169 99 76 64 57
4 457 157 93 72 61 55
3 416 145 87 68 58 52
1 335 121 75 59 52 47
Shaded cell is base caseRecovery period is the leaching time required to achieve the respectiveCu recovery.Boxed cell represents TEC for three per cent ore, 27 per centconcentrate, 91 per cent Cu overall recovery in one day.
TABLE 14Agitated bioleach of concentrate, SXEW, copper ore, TEC (MJ/kg)
versus ore grade versus bioleach residence time (days).
Metal Process TEC (MJ/kg) GWP (kg CO2 e/kg) AP (kg SO2 e/kg)
Cobalt Dump, agitated bioleach, SXEW 551 91.1 (56%)* 0.44#
Copper Dump (15 per cent Cu), agitated bioleach,SXEW (equivalent to Kasese)
68 9.8 (66%) 0.05#
Mine (three per cent Cu ore), mill,concentrate agitated bioleach, SXEW
72 8.0 (76%) 0.06#
* Figures in brackets are the per cent contributions of electricity generation and supply to the overall process GWP.# Insufficient data on SO2 generation from the agitated bioleach although there is odour evidence of such, AP shown here is only for SO2 emissions
from typical black coal fired power station.
TABLE 12TEC, GWP and AP for cobalt and copper production by agitated bioleach.
• pyritic flotation cleaner tailings, no change in total sulfurcontent or Co grade;
• same throughput, recoveries and metal production;
• Caron process type metal refinery to produce refined cobalt,nickel and copper products;
• no change in CAPEX – in fact the scoping study suggest asmelter could have been built for less than $US 100 M ansaving of >$US 50 M over the actual project;
• commodity prices assumed were $US 33 000 and $US 150per tonne for 99.8 per cent cobalt metal and 98 per centsulfuric acid respectively; and
• by-product credit for acid produced based on price ratio ofcobalt to sulfuric acid. Thus one tonne acid is equivalent to0.0045 tonne of cobalt.
The results of the LCA on the Kasese cobalt bioleach andhypothetical Kasese cobalt smelter projects are summarised inTable 15.
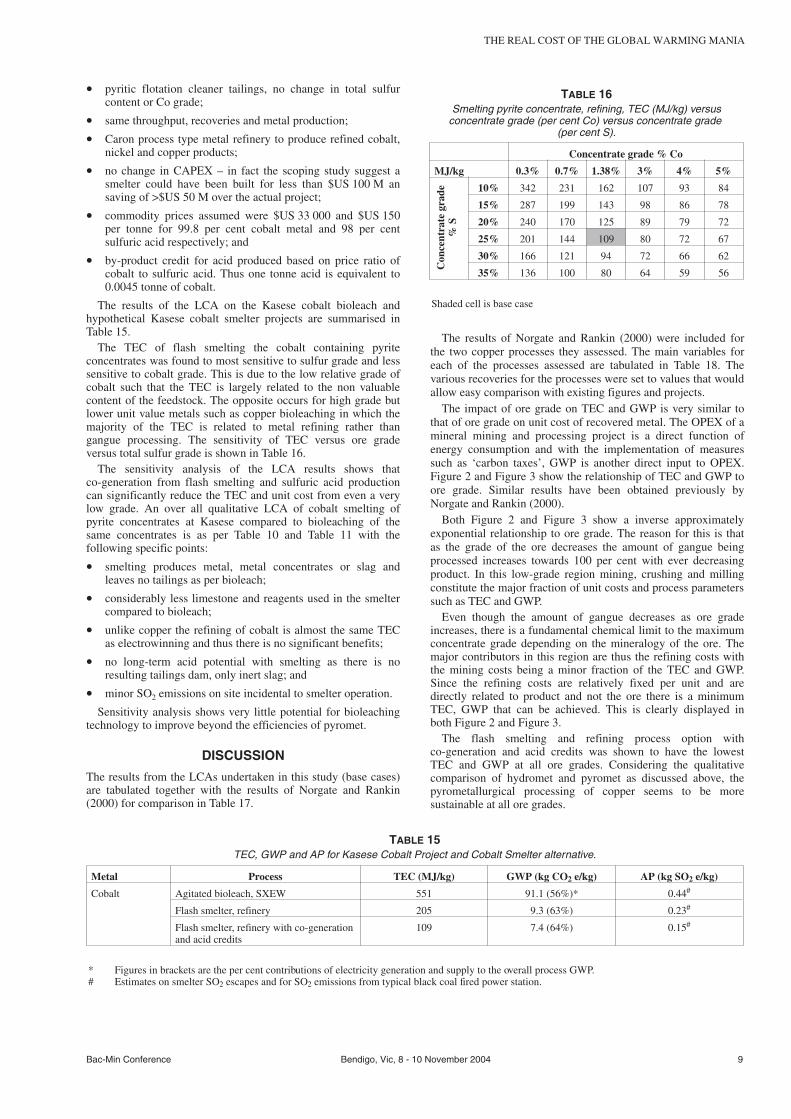
The TEC of flash smelting the cobalt containing pyriteconcentrates was found to most sensitive to sulfur grade and lesssensitive to cobalt grade. This is due to the low relative grade ofcobalt such that the TEC is largely related to the non valuablecontent of the feedstock. The opposite occurs for high grade butlower unit value metals such as copper bioleaching in which themajority of the TEC is related to metal refining rather thangangue processing. The sensitivity of TEC versus ore gradeversus total sulfur grade is shown in Table 16.
The sensitivity analysis of the LCA results shows thatco-generation from flash smelting and sulfuric acid productioncan significantly reduce the TEC and unit cost from even a verylow grade. An over all qualitative LCA of cobalt smelting ofpyrite concentrates at Kasese compared to bioleaching of thesame concentrates is as per Table 10 and Table 11 with thefollowing specific points:
• smelting produces metal, metal concentrates or slag andleaves no tailings as per bioleach;
• considerably less limestone and reagents used in the smeltercompared to bioleach;
• unlike copper the refining of cobalt is almost the same TECas electrowinning and thus there is no significant benefits;
• no long-term acid potential with smelting as there is noresulting tailings dam, only inert slag; and
• minor SO2 emissions on site incidental to smelter operation.
Sensitivity analysis shows very little potential for bioleachingtechnology to improve beyond the efficiencies of pyromet.
DISCUSSION
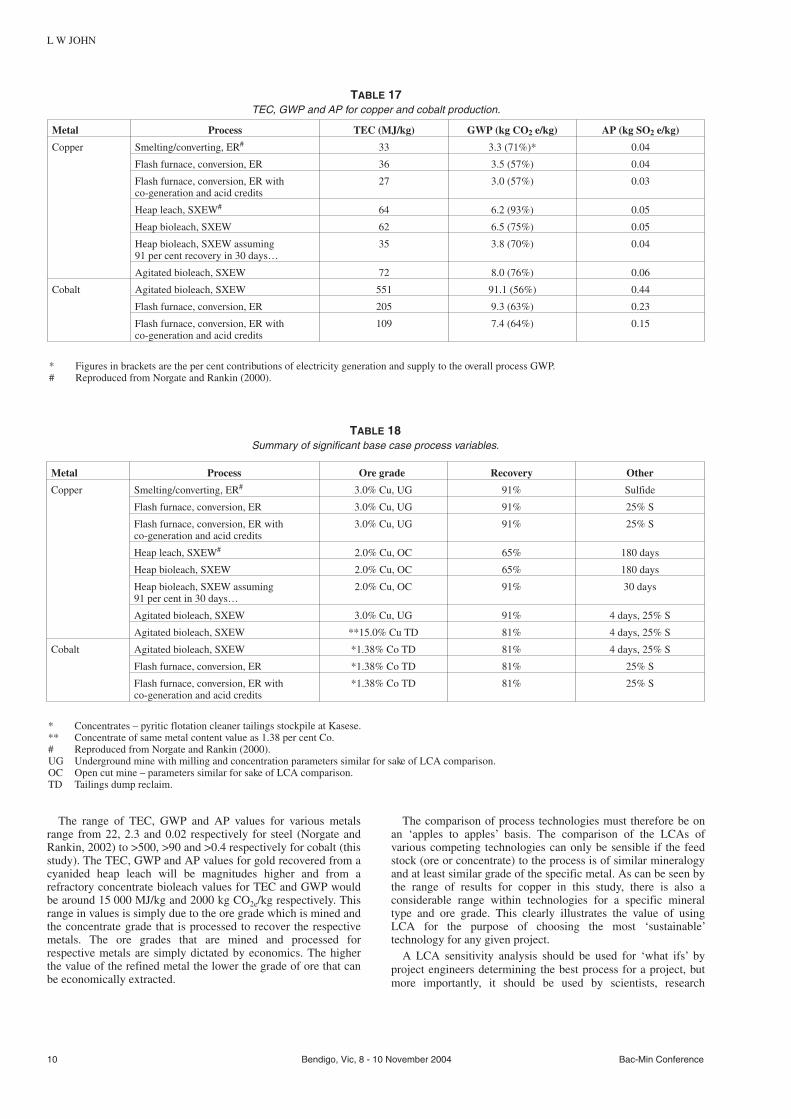
The results from the LCAs undertaken in this study (base cases)are tabulated together with the results of Norgate and Rankin(2000) for comparison in Table 17.
The results of Norgate and Rankin (2000) were included forthe two copper processes they assessed. The main variables foreach of the processes assessed are tabulated in Table 18. Thevarious recoveries for the processes were set to values that wouldallow easy comparison with existing figures and projects.
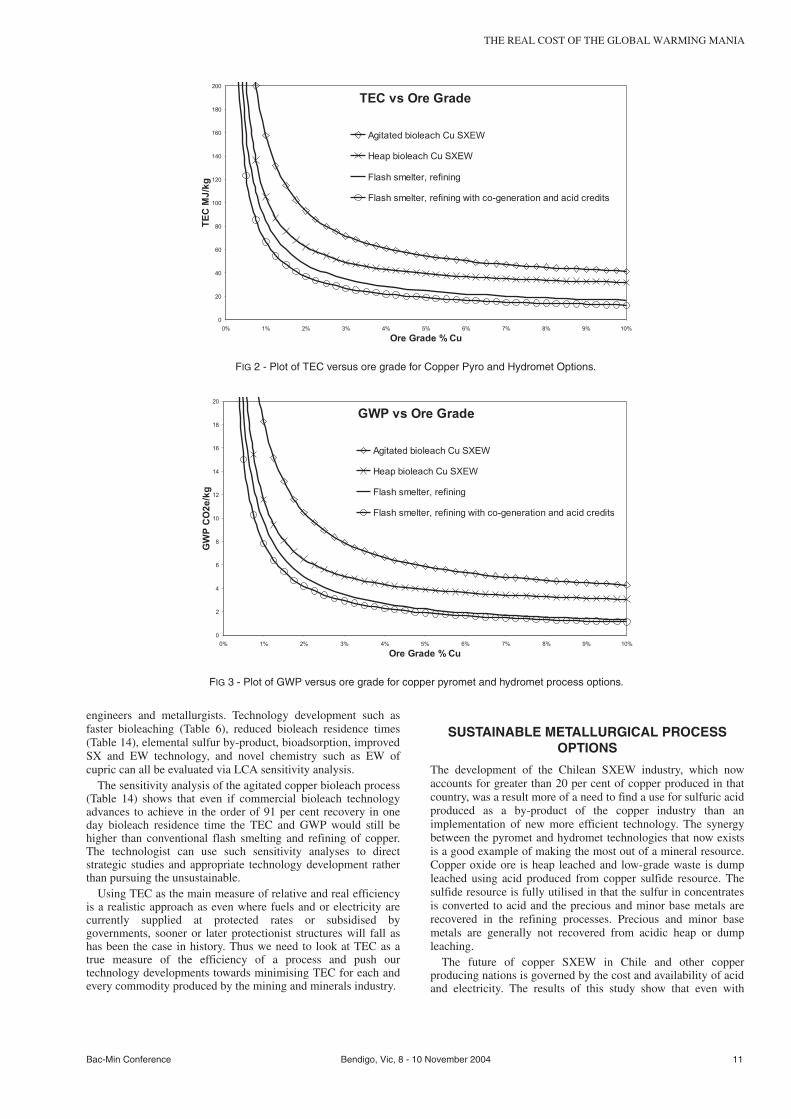
The impact of ore grade on TEC and GWP is very similar tothat of ore grade on unit cost of recovered metal. The OPEX of amineral mining and processing project is a direct function ofenergy consumption and with the implementation of measuressuch as ‘carbon taxes’, GWP is another direct input to OPEX.Figure 2 and Figure 3 show the relationship of TEC and GWP toore grade. Similar results have been obtained previously byNorgate and Rankin (2000).
Both Figure 2 and Figure 3 show a inverse approximatelyexponential relationship to ore grade. The reason for this is thatas the grade of the ore decreases the amount of gangue beingprocessed increases towards 100 per cent with ever decreasingproduct. In this low-grade region mining, crushing and millingconstitute the major fraction of unit costs and process parameterssuch as TEC and GWP.
Even though the amount of gangue decreases as ore gradeincreases, there is a fundamental chemical limit to the maximumconcentrate grade depending on the mineralogy of the ore. Themajor contributors in this region are thus the refining costs withthe mining costs being a minor fraction of the TEC and GWP.Since the refining costs are relatively fixed per unit and aredirectly related to product and not the ore there is a minimumTEC, GWP that can be achieved. This is clearly displayed inboth Figure 2 and Figure 3.
The flash smelting and refining process option withco-generation and acid credits was shown to have the lowestTEC and GWP at all ore grades. Considering the qualitativecomparison of hydromet and pyromet as discussed above, thepyrometallurgical processing of copper seems to be moresustainable at all ore grades.
Bac-Min Conference Bendigo, Vic, 8 - 10 November 2004 9
THE REAL COST OF THE GLOBAL WARMING MANIA
Concentrate grade % Co
MJ/kg 0.3% 0.7% 1.38% 3% 4% 5%
Con
cent
rate
grad
e%
S
10% 342 231 162 107 93 84
15% 287 199 143 98 86 78
20% 240 170 125 89 79 72
25% 201 144 109 80 72 67
30% 166 121 94 72 66 62
35% 136 100 80 64 59 56
Shaded cell is base case
TABLE 16Smelting pyrite concentrate, refining, TEC (MJ/kg) versus
concentrate grade (per cent Co) versus concentrate grade(per cent S).
Metal Process TEC (MJ/kg) GWP (kg CO2 e/kg) AP (kg SO2 e/kg)
Cobalt Agitated bioleach, SXEW 551 91.1 (56%)* 0.44#
Flash smelter, refinery 205 9.3 (63%) 0.23#
Flash smelter, refinery with co-generationand acid credits
109 7.4 (64%) 0.15#
* Figures in brackets are the per cent contributions of electricity generation and supply to the overall process GWP.# Estimates on smelter SO2 escapes and for SO2 emissions from typical black coal fired power station.
TABLE 15TEC, GWP and AP for Kasese Cobalt Project and Cobalt Smelter alternative.
The range of TEC, GWP and AP values for various metalsrange from 22, 2.3 and 0.02 respectively for steel (Norgate andRankin, 2002) to >500, >90 and >0.4 respectively for cobalt (thisstudy). The TEC, GWP and AP values for gold recovered from acyanided heap leach will be magnitudes higher and from arefractory concentrate bioleach values for TEC and GWP wouldbe around 15 000 MJ/kg and 2000 kg CO2e/kg respectively. Thisrange in values is simply due to the ore grade which is mined andthe concentrate grade that is processed to recover the respectivemetals. The ore grades that are mined and processed forrespective metals are simply dictated by economics. The higherthe value of the refined metal the lower the grade of ore that canbe economically extracted.
The comparison of process technologies must therefore be onan ‘apples to apples’ basis. The comparison of the LCAs ofvarious competing technologies can only be sensible if the feedstock (ore or concentrate) to the process is of similar mineralogyand at least similar grade of the specific metal. As can be seen bythe range of results for copper in this study, there is also aconsiderable range within technologies for a specific mineraltype and ore grade. This clearly illustrates the value of usingLCA for the purpose of choosing the most ‘sustainable’technology for any given project.
A LCA sensitivity analysis should be used for ‘what ifs’ byproject engineers determining the best process for a project, butmore importantly, it should be used by scientists, research
10 Bendigo, Vic, 8 - 10 November 2004 Bac-Min Conference
L W JOHN
Metal Process TEC (MJ/kg) GWP (kg CO2 e/kg) AP (kg SO2 e/kg)
Copper Smelting/converting, ER# 33 3.3 (71%)* 0.04
Flash furnace, conversion, ER 36 3.5 (57%) 0.04
Flash furnace, conversion, ER withco-generation and acid credits
27 3.0 (57%) 0.03
Heap leach, SXEW# 64 6.2 (93%) 0.05
Heap bioleach, SXEW 62 6.5 (75%) 0.05
Heap bioleach, SXEW assuming91 per cent recovery in 30 days…
35 3.8 (70%) 0.04
Agitated bioleach, SXEW 72 8.0 (76%) 0.06
Cobalt Agitated bioleach, SXEW 551 91.1 (56%) 0.44
Flash furnace, conversion, ER 205 9.3 (63%) 0.23
Flash furnace, conversion, ER withco-generation and acid credits
109 7.4 (64%) 0.15
* Figures in brackets are the per cent contributions of electricity generation and supply to the overall process GWP.# Reproduced from Norgate and Rankin (2000).
TABLE 17TEC, GWP and AP for copper and cobalt production.
Metal Process Ore grade Recovery Other
Copper Smelting/converting, ER# 3.0% Cu, UG 91% Sulfide
Flash furnace, conversion, ER 3.0% Cu, UG 91% 25% S
Flash furnace, conversion, ER withco-generation and acid credits
3.0% Cu, UG 91% 25% S
Heap leach, SXEW# 2.0% Cu, OC 65% 180 days
Heap bioleach, SXEW 2.0% Cu, OC 65% 180 days
Heap bioleach, SXEW assuming91 per cent in 30 days…
2.0% Cu, OC 91% 30 days
Agitated bioleach, SXEW 3.0% Cu, UG 91% 4 days, 25% S
Agitated bioleach, SXEW **15.0% Cu TD 81% 4 days, 25% S
Cobalt Agitated bioleach, SXEW *1.38% Co TD 81% 4 days, 25% S
Flash furnace, conversion, ER *1.38% Co TD 81% 25% S
Flash furnace, conversion, ER withco-generation and acid credits
*1.38% Co TD 81% 25% S
* Concentrates – pyritic flotation cleaner tailings stockpile at Kasese.** Concentrate of same metal content value as 1.38 per cent Co.# Reproduced from Norgate and Rankin (2000).UG Underground mine with milling and concentration parameters similar for sake of LCA comparison.OC Open cut mine – parameters similar for sake of LCA comparison.TD Tailings dump reclaim.
TABLE 18Summary of significant base case process variables.
engineers and metallurgists. Technology development such asfaster bioleaching (Table 6), reduced bioleach residence times(Table 14), elemental sulfur by-product, bioadsorption, improvedSX and EW technology, and novel chemistry such as EW ofcupric can all be evaluated via LCA sensitivity analysis.
The sensitivity analysis of the agitated copper bioleach process(Table 14) shows that even if commercial bioleach technologyadvances to achieve in the order of 91 per cent recovery in oneday bioleach residence time the TEC and GWP would still behigher than conventional flash smelting and refining of copper.The technologist can use such sensitivity analyses to directstrategic studies and appropriate technology development ratherthan pursuing the unsustainable.
Using TEC as the main measure of relative and real efficiencyis a realistic approach as even where fuels and or electricity arecurrently supplied at protected rates or subsidised bygovernments, sooner or later protectionist structures will fall ashas been the case in history. Thus we need to look at TEC as atrue measure of the efficiency of a process and push ourtechnology developments towards minimising TEC for each andevery commodity produced by the mining and minerals industry.
SUSTAINABLE METALLURGICAL PROCESSOPTIONS
The development of the Chilean SXEW industry, which nowaccounts for greater than 20 per cent of copper produced in thatcountry, was a result more of a need to find a use for sulfuric acidproduced as a by-product of the copper industry than animplementation of new more efficient technology. The synergybetween the pyromet and hydromet technologies that now existsis a good example of making the most out of a mineral resource.Copper oxide ore is heap leached and low-grade waste is dumpleached using acid produced from copper sulfide resource. Thesulfide resource is fully utilised in that the sulfur in concentratesis converted to acid and the precious and minor base metals arerecovered in the refining processes. Precious and minor basemetals are generally not recovered from acidic heap or dumpleaching.
The future of copper SXEW in Chile and other copperproducing nations is governed by the cost and availability of acidand electricity. The results of this study show that even with
Bac-Min Conference Bendigo, Vic, 8 - 10 November 2004 11
THE REAL COST OF THE GLOBAL WARMING MANIA
GWP vs Ore Grade
0
2
4
6
8
10
12
14
16
18
20
0% 1% 2% 3% 4% 5% 6% 7% 8% 9% 10%
Ore Grade % Cu
GW
PC
O2
e/k
g
Agitated bioleach Cu SXEW
Heap bioleach Cu SXEW
Flash smelter, refining
Flash smelter, refining with co-generation and acid credits
FIG 3 - Plot of GWP versus ore grade for copper pyromet and hydromet process options.
TEC vs Ore Grade
0
20
40
60
80
100
120
140
160
180
200
0% 1% 2% 3% 4% 5% 6% 7% 8% 9% 10%
Ore Grade % Cu
TE
CM
J/k
g
Agitated bioleach Cu SXEW
Heap bioleach Cu SXEW
Flash smelter, refining
Flash smelter, refining with co-generation and acid credits
FIG 2 - Plot of TEC versus ore grade for Copper Pyro and Hydromet Options.

unlikely advances in chalcopyrite heap bioleaching, the processis far less sustainable than mineral processing and pyromettechnologies. The Chilean copper industry whilst also growing inits SXEW capacity, is also retro-fitting new pyromettechnologies such as flash smelting to old smelters at a greaterrate of capacity (Maldonado et al, 1998; Ayres, Ayres and Rade,2002).
On the basis of energy consumption and the sustainable aimsof our industry, it would seem that the future of bioleachtechnologies for the base metals industry is as smaller operationsworking in synergy with larger, more sustainablepyrometallurgical operations. The bioleaching of refractory goldconcentrates is still the dominant technology in the gold industrydue mainly to superior recoveries. However the sustainability ofsuch processes needs to be questioned as there is no recovery ofacid, associated energy or most other metals from bioleachedrefractory concentrates.
Mineral processing technologies have also developed at aconsistent pace, which combined with modern pyromettechnologies and a rational bureaucracy, should see a number ofnew smelter refinery projects in the next decade. This would seethe average TEC of metal production drop, thereby achieving awin-win situation for the mining and minerals industry and theenvironment. However if the media, bureaucracies and thegeneral public continue to be irrationally biased againstpyrometallurgy, then the real cost will be an unsustainableindustry.
An example of mineral processing technologies which mayresult in synergies between hydromet and pyromet processoptions is dense medium separation (DMS). Such low energymineral processing routes are being used more commonly toupgrade crushed ore prior to milling and concentration, thusmaking low-grade ores economic for conventional processing orsimply as a means to reduce energy consumption per unit§.
The sorting of low-grade ores, for example a currentlyuneconomic chalcopyrite/pyrite (0.3 per cent Cu with Au), into ahigher grade ore (two per cent Cu) suited for concentration andsmelting is possible with DMS. The remaining lower grade ore(0.1 per cent Cu) could then be heap bioleached using the powerand acid generated from the smelter. This exemplifiessustainability in that the resource is fully utilised with the best ofall technologies. As the economics change (metal prices) thesplit to low/high grade could be altered to suit.
This study and those undertaken previously (Norgate andRankin, 2000) have noted that the major energy consumptionassociated with hydromet technologies is the electrowinningstage (EW). The EW stage for copper consumes around 1000 percent more energy than the electrorefining (ER) of copper. Thevery simple solution to this is the production of pure metal saltsrather than metal cathode. Examples of hydromet operations thathave benefited from metal compound production include theYabulu nickel cobalt refinery and the Great Australia Mine.Yabulu produces a less energy intensive cobaltic oxide andvarious nickel oxide products which often sell at a premium tothe respective metal prices. Due to the high cost ofelectrowinning, the Great Australia plant¤ now produces purecopper sulfate from SX as a lower energy alternative. The
marketing of such products is a challenge but due to potentialpremiums and energy savings, new projects and existingoperations should consider this option closely.
RECOMMENDATIONS
The LCA concept should be incorporated into mining andmineral processing project studies and in particular, the processflow selection and EIA to ensure the project is ‘sustainable’,efficient and has minimised real cost.
An aspect which has not been considered in this study is thatof CAPEX of the individual process options. The difference inCAPEX between a open cast heap leach SXEW operation and anunderground mine, mill, concentrator, smelter and refinery isconsiderable. However the concept of ‘sustainability’ suggeststhat we look towards the future, rather than a short-term andoften inefficient, albeit cheap, projects.
Future LCA studies should also focus more attention onby-products and co-generation where ever possible as is has beenshown by this study that the LCA of process options are sensitiveto and the sustainability of an option can benefit significantlyfrom the inclusions of credits for such.
A paper presented at the Green Processing 2004 conferencedetailed the improvements on the heap bioleaching ofchalcopyrite ores. This study clearly shows that compared topyromet alternatives chalcopyrite heap bioleaching certainly hasno environmental advantages and does not warrant such a ‘green’label.
The use of terms such as ‘green processing’ or the associationof environmental benefits to a particular technology should berationally based with LCA being used to determine relative TEC,GWP and AP of process options and thus their worthiness to becalled ‘green’.
It should be noted that in most instances the ‘greenesttechnologies’ actually existed in the past and we haveprogressively moved towards less ‘green’ technologies. Due tothe lack of electricity infrastructure, mines five to ten decadesago often used steam power to directly power hoists and mineralprocessing equipment. The use of hand sorting or hand cobbingwas widespread which produced high-grade ores forconcentration or for direct smelting. The TEC and GWP of suchprocesses were thus much lower than the automated, high energy,low grade, intensive mineral processes of the western world oftoday. These technologies still exist in many parts of the worldand whilst highly labour intensive, do rate very well in terms ofTEC, GWP and AP on a cradle to gate LCA basis.
CONCLUSION
The LCA and qualitative assessment of processing options forcopper and cobalt described in this paper, clearly show thatpyrometallurgical processing options are less energy intensiveand have less environmental impact on a LCA basis thancomparable hydromet options. Based on current technologiesand similarities between bioleach processing of copper, nickel,cobalt and zinc sulfides and the associated SXEW hydrometprocessing, the general finding of this study can also be extendedto processing of nickel and zinc.
The fundamental reasons why copper and cobalt hydromet andin particular hydromet processes are less ‘sustainable’ and moreenergy intensive than pyromet process options include:
• electrowinning is highly energy intensive with copper EWusing approximately 1000 per cent more energy thanelectrorefining;
• solvent extraction is not a low energy operation particularlywhen it is dealing with low tenor solutions such as thoseproduced by heap leaching;
12 Bendigo, Vic, 8 - 10 November 2004 Bac-Min Conference
L W JOHN
§ Examples include: MIM adopted DMS to upgrade Pb/Zn ore prior tomilling to increase overall metal production whilst reducingkWh/tonne metal. Dikulushi in the DRC produces a DMS Cu/Agconcentrate directly from high-grade ore which is then smeltedbypassing milling and concentration.
¤ Great Australia Mine: 8000 tpa Cu heap leach SXEW operation builtby AUSENCO in early 1990s, poor recoveries and high acidconsumption resulted in poor performance. Now owned by TenantLimited who produce copper sulfate pentahydrate for the NQLDflotation operations.

• required residence time and pulp density limits associatedwith agitated bioleaching result in high energy consumptionper unit concentrate;
• limited by-products or co-generation of energy frombioleaching compared to pyrometallurgy; and
• high CO2 outputs from associated power generation/supplyand limestone neutralisation.
The real cost of the global warming mania and similarirrational public perceptions has been:
• a lack of rationalism in the choice of mineral processingoptions;
• the migration of minerals projects (and capital for such) tothe third world where efficiencies and environmental controlsare lower;
• a trend towards higher energy consuming hydrometallurgicalprocesses; and
• reduced sustainability of the mining and minerals industry asthe proportion of hydromet produced metals increases.
In the case of the Kasese Cobalt Project, the author wonders ifa smelter would have gained the support of the IFC if it had beenproposed even though it would have produced electricity andacid for the country at a much lower CAPEX, OPEX andenvironmental cost. The failure of the Kasese Cobalt Project is aprime example of the real cost of the global warming fallacy andreinforces the need to base process selection decisions onrationalised rather than perceived environmental costs.
REFERENCESAyres, R U, Ayres L W and Rade I, 2002. The life cycle of copper, its
co-products and by-products, Mining Minerals and SustainableDevelopment project of International Institute for Environment andDevelopment, Pub No 24, January, pp 17-22.
Brundtland, Definition of Sustainable Development from the report of theWorld Commission on Environment and Development, which wasled by former Norwegian prime minister Gro Harlem Brundtland. Itis the definition used by the United Nations and most otherinternational bodies to describe this complex topic.
Camplin, W C, 1980. Coal Fired Power Stations – Radiological Impact,National Radiological Protection Board (UK).
Davenport, W, Robinson, T and Garbutt P J, 2001. Electrolytic CopperRefining – World and 2001 African Operating Data, in ProceedingsCopper, Cobalt, Nickel and Zinc Recovery Conference, (SouthAfrican Institute of Mining and Metallurgy: Johannesburg).
Dresher, W H, 2001. How Hydrometallurgy and the SX/EW ProcessMade Copper the ‘Green’ Metal, Copper Development Association,www.copper.org
Ellsaesser, H W, 1997. What you never hear about greenhouse warming,http://www.sovereignty.net/p/clim/
Hayward, S F, 2004. American Enterprise Institute, Greens and mediahype doom and gloom, www.aei.org
Hollaway, J, 2000. All Poor Together (Capricorn Books).Hollaway, J, 2003. A Great Deal of Nonsense – Poverty and the Noble
Savage (Capricorn Books).Houts, D, 1998. More than 15 000 scientists protest Kyoto Accord,
http://www.sepp.org/pressrel/petition.htmlIFC, 2002. Environmental Impact Report: IFCs Extractive Industries
Projects FY1993-FY2001 – Kasese Cobalt, International FinanceCorporation – World Bank, 04-04-2002.
John, L W, 1995. Optimisation of bacterial assisted heap leaching ofmixed copper ores, B Eng Honours Thesis, unpublished, Departmentof Mining and Metallurgy, The University of Queensland, Brisbane,Australia.
John, L W, 1999. Solvent Extraction Crud Formation and ManagementIncluding Manganese in SXEW Circuits, Commercial Pamphlet,BioMetallurgical Pty Ltd, BMA-PAM-991 Rev B.
John, L W, 2000 - 2004. Personal communication with Project Engineersand operating staff of Kasese cobalt project, Uganda.
John, L W, 2004. Enough is enough – environmental fallacies confrontedby the mining industry, in Proceedings New Leaders’ Conference2004, pp 29-33 (The Australasian Institute of Mining and Metallurgy:Melbourne).
Kaufman, W, 1994. No Turning Back – Dismantling the Fantasies ofEnvironmental Thinking (Harper Collins).
Lauritzen, S-E, 1996. Calibration of speleothem stable isotopes againsthistorical records: a Holocene temperature curve for north Norway,University of Bergen.
Lomborg, B, 2001. The Sceptical Environmentalist: Measuring the RealState of the World (Cambridge University Press).
Maldonado, P, Alvarado, S and Jaques, I, 1998. The Chilean copperindustry and energy related greenhouse gases emissions, 17th WorldEnergy Congress held in Houston, Texas, USA, September,www.worldenergy.org
Maldonado, P, Muñoz, A and Barrios, A, 2001. Market barriers to energyefficiency: A challenge for the Chilean copper industry, 18th WorldEnergy Conference, Buenos Aires, Argentina, October,www.worldenergy.org
Mayze, R S, 2001. Nickel Laterite Processing in Western Australia, inProceedings Copper, Cobalt, Nickel and Zinc Recovery Conference,(South African Institute of Mining and Metallurgy: Johannesburg).
Nature, Climatic and Atmospheric History of the past 420 000 years fromthe Vostok ice core, Antarctica, 399:429-436.
Norgate, T E and Rankin, W J, 2000. Life cycle assessment of copper andnickel production, in Proceedings Minprex 2000, pp 133-138 (TheAustralasian Institute of Mining and Metallurgy: Melbourne).
Norgate, T E and Rankin, W J, 2002. An environmental assessment oflead and zinc production processes, in Proceedings Green Processing2002 Conference, pp 177-184 (The Australasian Institute of Miningand Metallurgy: Melbourne).
O’Keefe, W F, 1999. Are resources finite in a world of unlimitedintelligence?, Lamont-Doherty Earth Observatory State-of-the-PlanetConference.
Patterson, T, 2002. The Climate Change Debate, www.envirotruth.org,Professor of Geology (Paleoclimatology) Department of EarthSciences Carleton University Ottawa, Ontario,www.carleton.ca/~tpatters
Queneau, P E and Marcuson, S W, 1996. Oxygen pyrometallurgy atCopper Cliff – A half century of progress, Journal of Metallurgy,48(1):14-21.
Rio Tinto, 2004. http://www.riotinto.com/community/Silva and Kulay, 2003. Application of life cycle assessment to the LCA
case studies single superphosphate production, The InternationalJournal of Life Cycle Assessment, 8(4):209-214.
Stewart, M, 2001. The report on the workshop of Life Cycle Assessment,Mining Minerals and Sustainable Development project ofInternational Institute for Environment and Development, Pub No203, October.
Weidema, B P, 2000. LCA developments for promoting sustainability,Invited keynote lecture for Second National Conference on LCA,Melbourne, February.
SPECIFIC TECHNOLOGY REFERENCESACTIVOX® process, 2004. www.wmt.com.au\activox.htmAusmelt, 2004. www.ausmelt.com.au/BIOX®, BioNIC®, BioCOP® process, 2004.
www.goldfields.co.za/profile/technologyCESL® process, 2004. www.cesl.comMonarch® HRS (Monsanto), 2004.
www.acidplants.com/plant-tech/3rdtier/monarch.html
Bac-Min Conference Bendigo, Vic, 8 - 10 November 2004 13
THE REAL COST OF THE GLOBAL WARMING MANIA
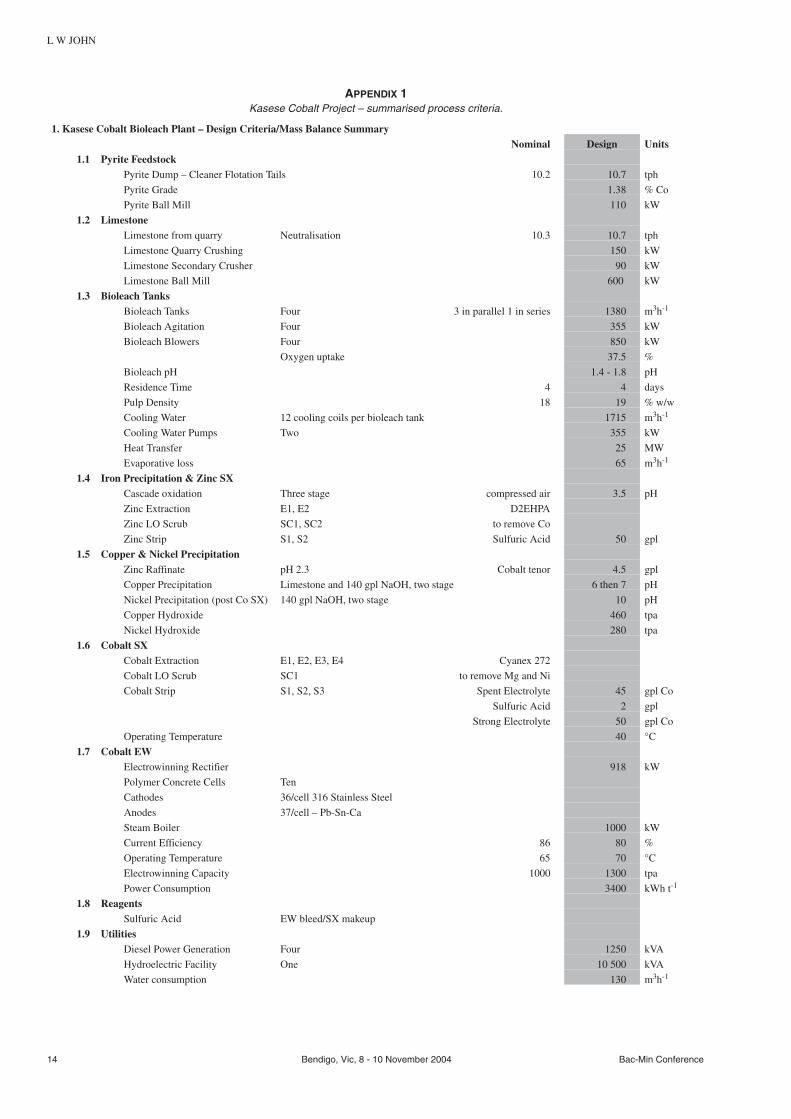
14 Bendigo, Vic, 8 - 10 November 2004 Bac-Min Conference
L W JOHN
1. Kasese Cobalt Bioleach Plant – Design Criteria/Mass Balance SummaryNominal Design Units
1.1 Pyrite FeedstockPyrite Dump – Cleaner Flotation Tails 10.2 10.7 tph
Pyrite Grade 1.38 % Co
Pyrite Ball Mill 110 kW
1.2 LimestoneLimestone from quarry Neutralisation 10.3 10.7 tph
Limestone Quarry Crushing 150 kW
Limestone Secondary Crusher 90 kW
Limestone Ball Mill 600 kW
1.3 Bioleach TanksBioleach Tanks Four 3 in parallel 1 in series 1380 m3h-1
Bioleach Agitation Four 355 kW
Bioleach Blowers Four 850 kW
Oxygen uptake 37.5 %
Bioleach pH 1.4 - 1.8 pH
Residence Time 4 4 days
Pulp Density 18 19 % w/w
Cooling Water 12 cooling coils per bioleach tank 1715 m3h-1
Cooling Water Pumps Two 355 kW
Heat Transfer 25 MW
Evaporative loss 65 m3h-1
1.4 Iron Precipitation & Zinc SXCascade oxidation Three stage compressed air 3.5 pH
Zinc Extraction E1, E2 D2EHPA
Zinc LO Scrub SC1, SC2 to remove Co
Zinc Strip S1, S2 Sulfuric Acid 50 gpl
1.5 Copper & Nickel PrecipitationZinc Raffinate pH 2.3 Cobalt tenor 4.5 gpl
Copper Precipitation Limestone and 140 gpl NaOH, two stage 6 then 7 pH
Nickel Precipitation (post Co SX) 140 gpl NaOH, two stage 10 pH
Copper Hydroxide 460 tpa
Nickel Hydroxide 280 tpa
1.6 Cobalt SXCobalt Extraction E1, E2, E3, E4 Cyanex 272
Cobalt LO Scrub SC1 to remove Mg and Ni
Cobalt Strip S1, S2, S3 Spent Electrolyte 45 gpl Co
Sulfuric Acid 2 gpl
Strong Electrolyte 50 gpl Co
Operating Temperature 40 °C
1.7 Cobalt EWElectrowinning Rectifier 918 kW
Polymer Concrete Cells Ten
Cathodes 36/cell 316 Stainless Steel
Anodes 37/cell – Pb-Sn-Ca
Steam Boiler 1000 kW
Current Efficiency 86 80 %
Operating Temperature 65 70 °C
Electrowinning Capacity 1000 1300 tpa
Power Consumption 3400 kWh t-1
1.8 ReagentsSulfuric Acid EW bleed/SX makeup
1.9 UtilitiesDiesel Power Generation Four 1250 kVA
Hydroelectric Facility One 10 500 kVA
Water consumption 130 m3h-1
APPENDIX 1Kasese Cobalt Project – summarised process criteria.
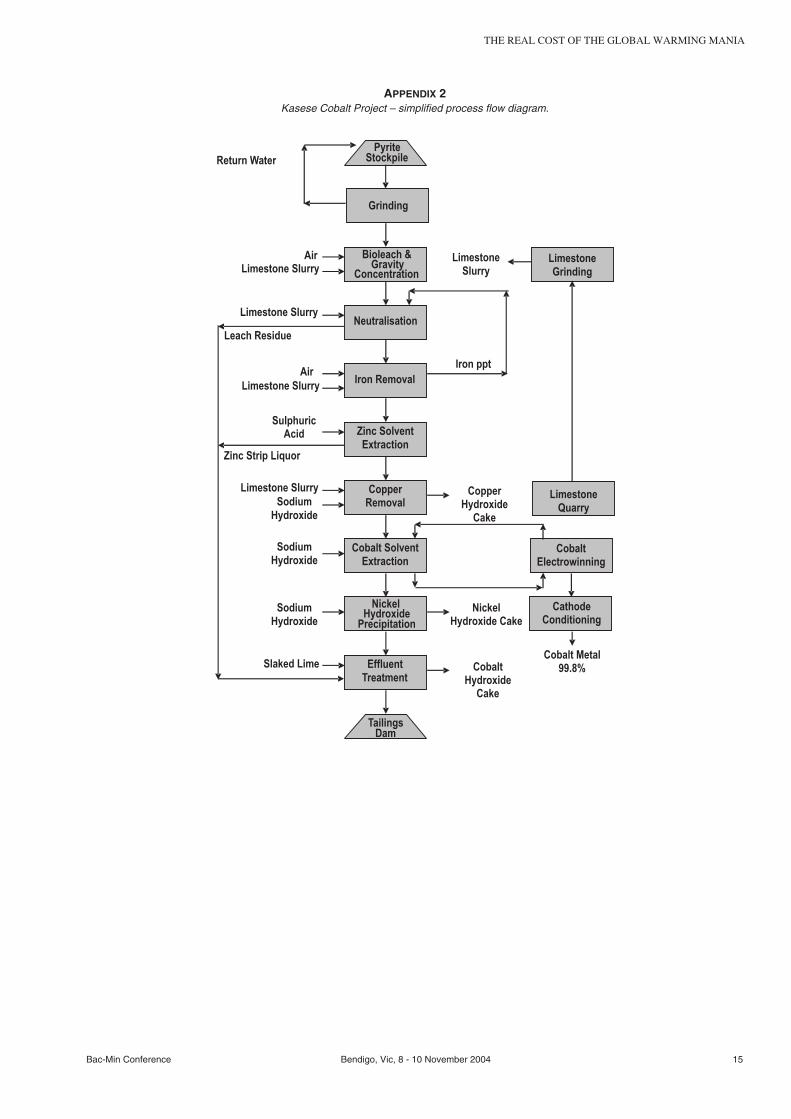
Bac-Min Conference Bendigo, Vic, 8 - 10 November 2004 15
THE REAL COST OF THE GLOBAL WARMING MANIA
PyriteStockpile
Grinding
Bioleach &Gravity
Concentration
Neutralisation
Iron Removal
Zinc SolventExtraction
CopperRemoval
Cobalt SolventExtraction
NickelHydroxide
Precipitation
EffluentTreatment
CobaltElectrowinning
CathodeConditioning
Return Water
Air
Limestone Slurry
Air
SulphuricAcid
SodiumHydroxide
SodiumHydroxide
SodiumHydroxide
CopperHydroxide
Cake
NickelHydroxide Cake
CobaltHydroxide
Cake
Leach Residue
LimestoneQuarry
LimestoneGrinding
LimestoneSlurry
TailingsDam
Cobalt Metal99.8%Slaked Lime
Limestone Slurry
Limestone Slurry
Limestone Slurry
Zinc Strip Liquor
Iron ppt
APPENDIX 2Kasese Cobalt Project – simplified process flow diagram.

16 Bendigo, Vic, 8 - 10 November 2004 Bac-Min Conference