Tema 1: Fundición
40
Tema 1: Fundición Conceptos básicos. Fusión: Calentamiento del metal para la fundición. Llenado de moldes desechables Velocidad del flujo, Caudal, Tiempo de llenado. Solidificación. Tiempo de solidificación, Diseño sistemas de compensación, Sistemas de distribución. Diseño de modelos y noyos en el moldeo de arena.
Transcript of Tema 1: Fundición

Tema 1: Fundición Conceptos básicos. Fusión: Calentamiento del metal para la fundición. Llenado de moldes desechables Velocidad del flujo, Caudal, Tiempo de llenado. Solidificación. Tiempo de solidificación, Diseño sistemas de compensación, Sistemas de distribución. Diseño de modelos y noyos en el moldeo de arena.

Repaso conceptos Ingeniería Fabricación
Procesos de solidi+icación
Fundición
Moldes desechables
Arena Otros
Moldes permanentes
Polímeros
Moldeo Extrusión Otros
Repaso conceptos Ingeniería Fabricación
Principales ventajas de la fundición: • Económica • Piezas netas y casi netas • Adecuado para piezas de grandes dimensiones Desventajas en algunos tipos de fundición • Limitación propiedades mecánicas por porosidad • Limitación: Exactitud dimensión, acabados superficial • Contaminación

Repaso conceptos Ingeniería Fabricación
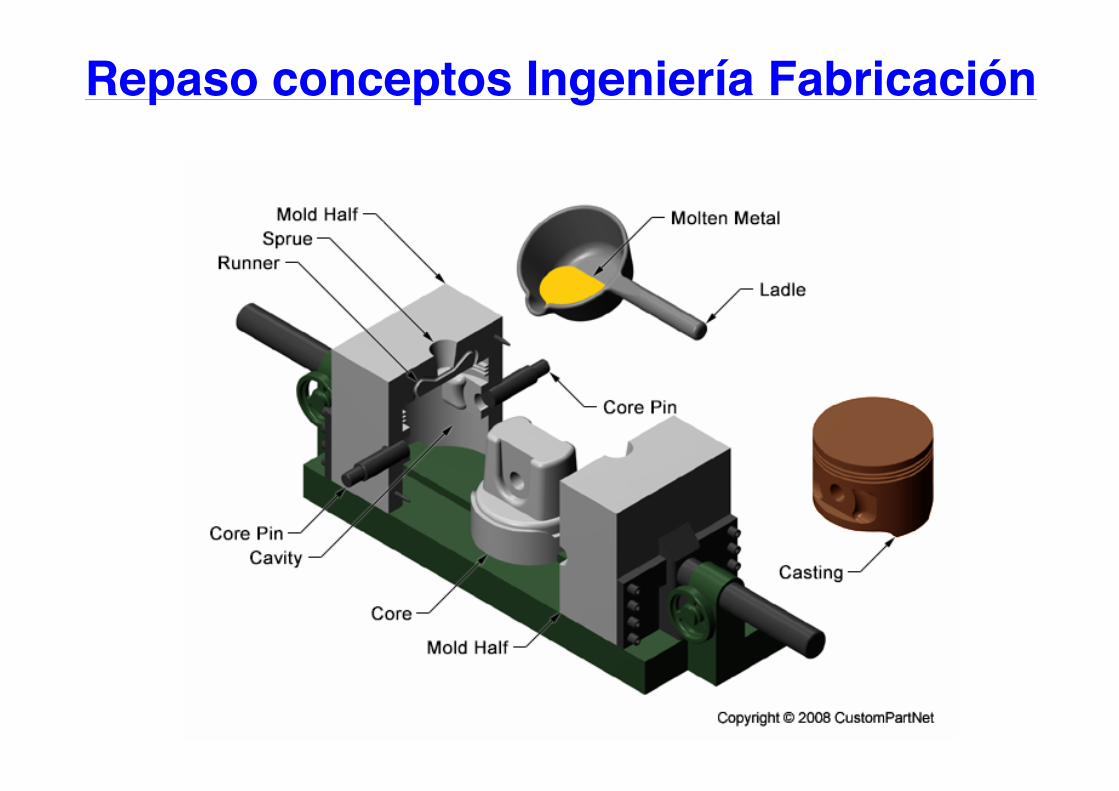
Operaciones fundamentales proceso de fundición • Preparación modelo y molde. • Fusión del material.

Repaso conceptos Ingeniería Fabricación
Repaso conceptos Ingeniería Fabricación

Repaso conceptos Ingeniería Fabricación
• Colada y solidificación Esta operación depende de una serie de parámetros que definen las condiciones de la fundición (estas condiciones son las que se estudian en este tema).
• Desmolde de la pieza (extracción de la pieza) Esta operación y la anterior dependen del sistema de alimentación y del sistema de distribución definidos en el molde.
• Acabado: eliminación del sistema de distribución de la colada

Tecnología de la colada
Fundición depende de parámetros independientes de la solución tecnológica adoptada. Conceptos básicos: • Colabilidad-Fluidez. • Contracción. • Leyes de continuidad de materia, de energía (ecuación de Bernoulli)

Parámetros de la fundición
Fase de fusión del metal-aleación Es necesario aportar energía para fundir el metal o aleación. En concreto Energía = energía para pasar de ambiente à fusión + energía de cambio de fase + + energía para pasar de fusión à vertido
Parámetros de la fundición
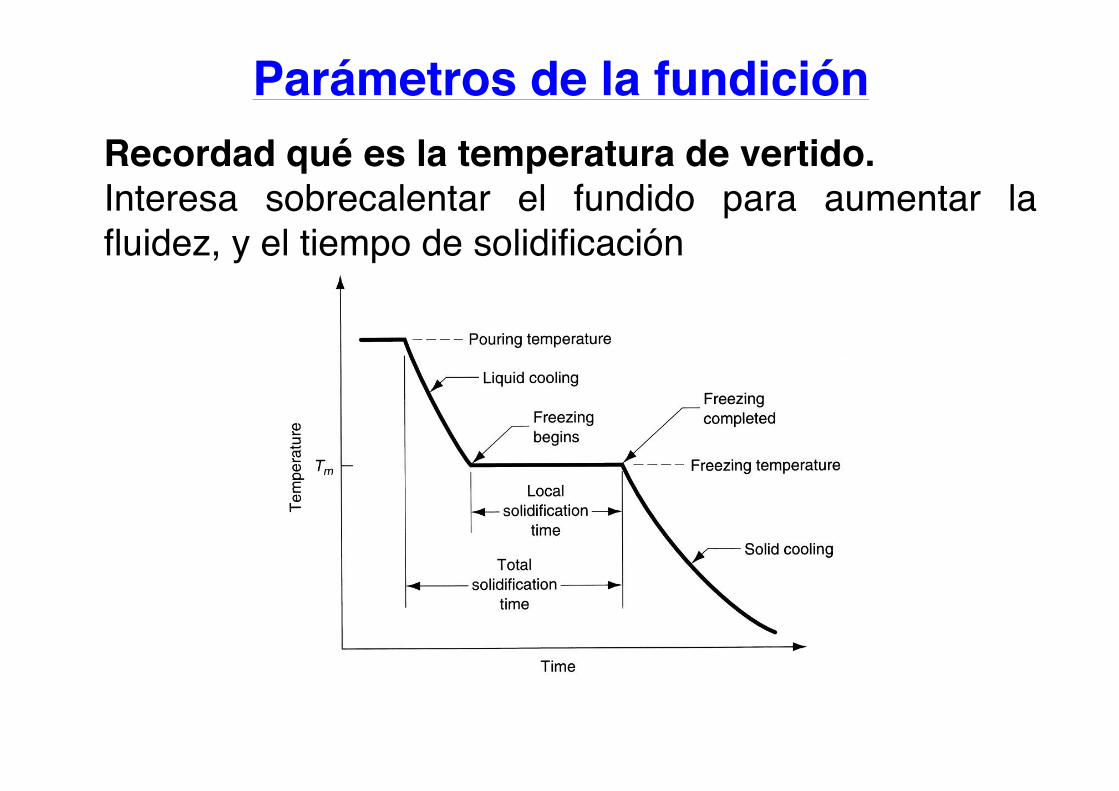
Recordad qué es la temperatura de vertido. Interesa sobrecalentar el fundido para aumentar la fluidez, y el tiempo de solidificación

Parámetros de la fundición
Ejemplo 1.

Parámetros de la fundición
Fase de llenado Proceso: fluido dinámico + transferencia de calor Condiciones para un llenado eficaz: • Llenar rápidamente el molde • Evitar la oxidación • Evitar el desgaste de la cavidad del molde • Evitar impurezas • Conseguir gradientes de temperatura adecuados • Reducir sistema de distribución

Parámetros de la fundición
Fase de llenado: Tiempo de llenado à V/Q Valor fiableà estimación experimental para aleación. Puede estimarse muy grosso modo con Bernoulli Llenado por la línea de partición

Parámetros de la fundición
Fase de llenado: Tiempo de llenado à V/Q Llenado por la parte inferior del molde
Función nb

Parámetros de la fundición
Fase llenado: Sistema de distribución.

Parámetros de la fundición
Fase llenado: Sistema de distribución. Cavidad de vertido Evitar entrada de aire al sistema, reducir cantidad de movimiento.

Parámetros de la fundición
Fase llenado: Sistema de distribución. Bebedero Si no se desea aspiración o turbulencia, entonces la forma del
bebedero debería ser cónica.
Función nb

Relación entre áreas At/Ac respecto a H (Sprue height) y h
(Depth in pouring basin)

Parámetros de la fundición
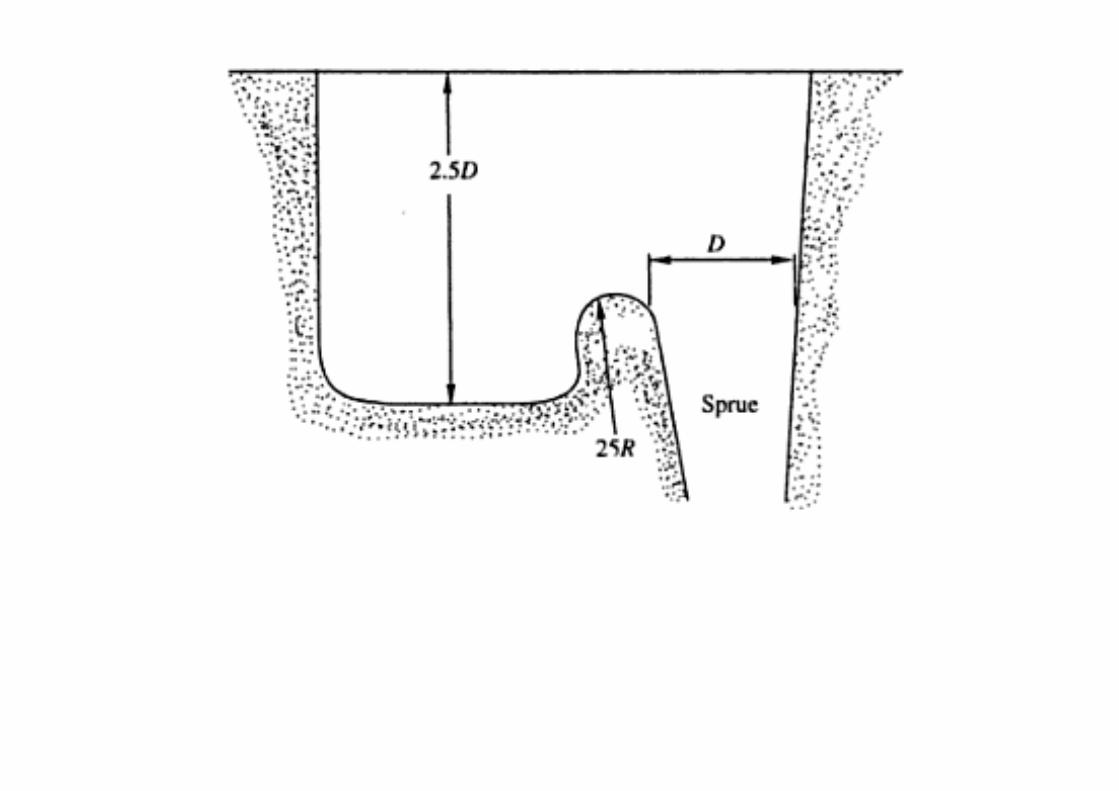
Fase llenado: Sistema de distribución. Base del bebedero à evitar aspiración de aire, reducir cantidad
de movimiento


Parámetros de la fundición
Fase llenado: Sistema de distribución. Puertas de entrada y canales de colada
Según “British Non-Ferrous Metals Technology Center BNF”
!! Ap =
Vv limt f
, Ac =Ap2.
Aleación vlim (mm/s)
Bronces al aluminio 75
Aleaciones aluminio 250
Aleaciones cobre, niquel, cobalto, aceros 500
Ejemplos 2 y 3.

Parámetros de la fundición
Fase de Evacuación de calor en moldes. Solidificación depende de evacuación calor molde. Evacuación calor: conducción, convección y radiación.

Parámetros de la fundición
Fase de Evacuación de calor en moldes. Proceso complejo à métodos numéricos. Vamos a estudiar modelos simplificados. Hipótesis: 1. Evacuación depende de material molde y fundido. 2. Problema unidimensional. 3. Se vierte metal puro en el molde. 4. El calor a evacuar es sólo el calor de fusión.

Parámetros de la fundición
Fase de Evacuación de calor en moldes. Modelo para moldes desechables. Molde es un aislante à Conducción.
𝑞𝐴 !!!
= −𝜌!𝐻!𝑑𝑠𝑑𝑡= −𝑘!
𝑑𝑇𝑑𝑥.


Parámetros de la fundición
Fase de Evacuación de calor en moldes. Modelo para moldes Permanentes. Frontera Molde-fundido es un aislante à Convección.


Parámetros de la fundición
Fase de Evacuación de calor en moldes. Tiempo de solidificación. Los anteriores modelos pueden aplicarse a geometrías sencillas
aproximando el espesor s(t) a la relación V/A
1. Ecuación de Chovrinov para desechables

Parámetros de la fundición
Fase de Evacuación de calor en moldes. Tiempo de solidificación. 2. Ecuación de Chovrinov para permanentes
Función nb. Ejemplo 4
Parámetros de la fundición
Fase de Evacuación de calor en moldes. Sistemas de compensación. • En general, los metales se comprimen cuando se solidifican
Excepción: Fundición gris, antimonio, bismuto (siguiente Tabla). • Problema à aparecen poros:
Microscópicos, debidos a la formación de estructuras dentríticas Macroscópicos, grandes poros por contracción.
• Solución: introducir metal adicional para evitar huecos y poros. Sistemas de compensación


Microporos
Rechupes


Parámetros de la fundición
Fase de Evacuación de calor en moldes. Diseño de sistemas de compensación (mazarotas) cilíndricos. • Son los más empleados • Tipos:

Parámetros de la fundición
Fase de Evacuación de calor en moldes. Ecuación de la mazarota • La mazarota solidificará después que la pieza • Una ecuación y dos incógnitas H y D
• Es necesaria otra ecuación.
Buscamos que relación entre H y D produce un tiempo de solidificación menor. Esta relación depende del tipo de mazarota
Función nb, Ejemplo 5

Métodos simplificados: diseño mazarota Método de Caine
𝑋 = 𝑎(𝑌 − 𝑏)+ 𝑐
donde:
𝑋 =𝑀!!!
𝑀!!! ≥ 1, 𝑀ó𝑑𝑢𝑙𝑜 𝑑𝑒 𝑖 = 𝑝: 𝑝𝑖𝑒𝑧𝑎,𝑚:𝑚𝑎𝑧𝑎𝑟𝑜𝑡𝑎 → 𝑀! =
𝐴!𝑉!.
𝑌 =𝑉!𝑉!.

Método del Módulo: módulo mazarota = 1.2 módulo pieza. Método NRL
𝑆 =𝐿𝑜𝑛𝑔𝑖𝑡𝑢𝑑 + 𝐴𝑛𝑐ℎ𝑜
𝐸𝑠𝑝𝑒𝑠𝑜𝑟.
Ejemplos 6 y 7

Diseño de modelos y noyos
Modelos. • Enfriamiento ocasiona contracción en la pieza final.
Tiene tres componentes: contracción del metal líquido, contracción por solidificación y contracción del metal sólido.
• Las mazarotas compensan las contracciones del metal líquido y la de solidificación las contracciones del metal sólido solamente pueden compensarse diseñando el modelo del molde con unas dimensiones superiores a las de la pieza final. Contracción metal
líquido
Contracción por
solidificación
Contracción térmica del
sólido
Al 0.5 % 7 % 5.6 %

Diseño de modelos y noyos
Noyos. • Permiten la realización de detalles interiores en piezas de
fundición. • En cuanto a su diseño geométrico debe tenerse en cuenta que
su dimensión debe ser inferior a la del hueco de la pieza que se desea obtener.
Ejemplo 8.