
Synthesis of Magnesium Aluminate Spinels from Bauxites and Magnesias
9
Synthesis of Magnesium Aluminate Spinels from Bauxites and Magnesias Flavia N. Cunha-Duncan and Richard C. Bradt* Metallurgical and Materials Engineering, University of Alabama, Tuscaloosa, Alabama 35487-0202 The synthesis of refractory Mg-Al spinel aggregates from bauxites and magnesias was addressed by applying the alumi- na–magnesia–silica ternary equilibrium phase diagram as the fundamental basis. Four different alumina sources (bauxites) and four different magnesia sources were investigated. These were fired in air through 1700°C and their reactions were monitored using X-ray diffraction. Evolution of their micro- structure was observed by scanning electron microscopy. Initially, the periclase reacts with the free corundum of the bauxite to produce Mg-Al spinel. The periclase then reacts with the mullite in the bauxites to yield additional spinel and also some forsterite. Spinels were produced for all sixteen different raw-material combinations. I. Introduction F OR a half-century, the spinel structure has been used for refractory applications in metallurgical and other high- temperature-process industries. Primary experience has been with chromite-based spinels that have been used extensively in steel- making, glass-tank regenerators, rotary kilns for cement produc- tion, and also the copper industry. 1–3 However, concern about the potential environmental hazards of Cr 6 species from these traditional chromite-based, or chromite-containing, refractories has recently intensified. 4,5 Within the past decade, interest has developed in magnesium aluminate spinel (MgAl 2 O 4 ) to re- place the chromite spinels in refractories. As a consequence, synthetic Mg-Al spinel refractory aggregates for both mono- lithic 6–8 and fired refractories 9,10 have become increasingly common worldwide. Another reason for its increase in popularity is the outstanding high-temperature mechanical, chemical, and thermal properties of Mg-Al spinel. It performs well in applications such as steel ladle linings, lime-processing vessels, and the transition zone of cement rotary kilns. 11–15 The free energy of formation (272 kJ/equivalent 16,17 ) and the high melting point (2135°C) of the Mg-Al spinel ensure its chemical stability and resistance to deformation at high temperatures. Mg-Al spinel compares favor- ably with mullite (3Al 2 O 3 2SiO 2 , 248 kJ/equivalent, 1920°C), forsterite (2MgOSiO 2 , 257 kJ/equivalent, 1910°C), and corun- dum (-Al 2 O 3 , 264 kJ/equivalent, 2020°C). 16,17 Deposits of Mg-Al spinel are not found in nature; therefore, it must be produced synthetically. The stoichiometric compound is a 1:1 molar ratio of MgO and Al 2 O 3 . 18,19 At high temperatures, nonstoichiometries of both excess magnesia and excess alumina may exist. 20 The stable range of Mg-Al spinel extends over a range of 0.4 – 0.8 (molar fraction) alumina. This nonstoichiometry is readily accommodated within the spinel crystal structure as a solid solution without deleterious effects on refractory performance. Mg-Al spinels are commercially available in a range of com- positions that are produced using different commercial processes. One is the addition of magnesia to the usual processes for alumina production. Another is the converse: the addition of alumina to magnesia production processes. A third is the electrofusion of the individual components, MgO and Al 2 O 3 . All these processes are capable of producing excellent Mg-Al spinel refractory aggregates. However, these processes are intrinsically expensive. A more- economical approach is desirable. One such approach has been to combine aluminosilicate clays with a source magnesia. 21 Another obvious route is to synthesize Mg-Al spinel from a combination of bauxite for the alumina component and either magnesite (MgCO 3 ) or brucite (Mg(OH) 2 ) for the magnesia component. 22 This latter technical approach is the objective of this paper. II. Mg-Al Spinel Structurally, Mg-Al spinel is a close-packed arrangement of O anions with cations situated on the tetrahedral and octahedral interstices. Typically, it is in the form of AB 2 O 4 , 18,19 where the “A” cation is divalent and the “B” cation is trivalent. Compounds with the spinel structure occur in several forms. In the “perfect” normal spinel, the divalent cations occupy the tetrahedral inter- stices and the trivalent cations are in the octahedral interstices. In the perfect inverse spinel, half of the trivalent cations occupy the tetrahedral interstices, whereas the other half of the trivalent cations, along with the divalent cations, are in the octahedral interstitial sites. Various degrees of disorder intermediate between the normal and inverse spinel may also occur. Defect spinels, such as Zn 7 Sb 2 O 12 , can accommodate tetravalent and pentavalent cations with appropriate lattice vacancies to achieve and maintain charge balance. 23 Among refractory materials, Mg-Al spinel has a moderate density of 3.56 g/cm 3 and a molar volume of 39.52 cm 3 /mol. 24 When formed directly from magnesia and alumina, which have molar volumes of 11.26 and 25.55 cm 3 /mol, respectively, the formation of Mg-Al spinel is accompanied by an increase in structural volume of 2.71 cm 3 /mol. (This value represents a 7.35% volume increase, equivalent to a 2.45% linear expansion.) Addi- tional geometric expansion effects have been documented to occur so that dimensional changes can exceed 10%. 25,26 For industrial applications, this expansion can be beneficial to the healing of thermal stress cracks 27 or an improved resistance to slag corrosion for Mg-Al spinel refractories. 28 Increasing interest in the concept of “in situ-formed” Mg-Al spinel has directed efforts to seek more-economical production approaches for this important refractory. 29 An obvious route to synthesize Mg-Al spinel refractory aggre- gates is from naturally occurring raw materials. This process requires a source that is rich in alumina and another that is rich in magnesia. However, it is practically impossible to identify natural raw materials without impurities. In most cases, silica is the major third component. Thus, a logical point to begin synthetic Mg-Al spinel refractory compositional design is to focus on the Al 2 O 3 – MgO–SiO 2 ternary equilibrium phase diagram, 30 –33 which is M. Rigaud—contributing editor Manuscript No. 187420. Received October 2, 2001; approved June 20, 2002. This research was supported financially by the American Iron and Steel Institute (AISI-TRP), under Project No. 9757, and the U.S. Dept. of Energy. *Member, American Ceramic Society. J. Am. Ceram. Soc., 85 [12] 2995–3003 (2002) 2995 journal
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Synthesis of Magnesium Aluminate Spinels from Bauxites and Magnesias

Synthesis of Magnesium Aluminate Spinels fromBauxites and Magnesias
Flavia N. Cunha-Duncan and Richard C. Bradt*Metallurgical and Materials Engineering, University of Alabama, Tuscaloosa, Alabama 35487-0202
The synthesis of refractory Mg-Al spinel aggregates frombauxites and magnesias was addressed by applying the alumi-na–magnesia–silica ternary equilibrium phase diagram as thefundamental basis. Four different alumina sources (bauxites)and four different magnesia sources were investigated. Thesewere fired in air through 1700°C and their reactions weremonitored using X-ray diffraction. Evolution of their micro-structure was observed by scanning electron microscopy.Initially, the periclase reacts with the free corundum of thebauxite to produce Mg-Al spinel. The periclase then reactswith the mullite in the bauxites to yield additional spinel andalso some forsterite. Spinels were produced for all sixteendifferent raw-material combinations.
I. Introduction
FOR a half-century, the spinel structure has been used forrefractory applications in metallurgical and other high-
temperature-process industries. Primary experience has been withchromite-based spinels that have been used extensively in steel-making, glass-tank regenerators, rotary kilns for cement produc-tion, and also the copper industry.1–3 However, concern about thepotential environmental hazards of Cr6� species from thesetraditional chromite-based, or chromite-containing, refractorieshas recently intensified.4,5 Within the past decade, interest hasdeveloped in magnesium aluminate spinel (MgAl2O4) to re-place the chromite spinels in refractories. As a consequence,synthetic Mg-Al spinel refractory aggregates for both mono-lithic6 – 8 and fired refractories9,10 have become increasinglycommon worldwide.
Another reason for its increase in popularity is the outstandinghigh-temperature mechanical, chemical, and thermal propertiesof Mg-Al spinel. It performs well in applications such as steelladle linings, lime-processing vessels, and the transition zone ofcement rotary kilns.11–15 The free energy of formation (�272kJ/equivalent16,17) and the high melting point (2135°C) of theMg-Al spinel ensure its chemical stability and resistance todeformation at high temperatures. Mg-Al spinel compares favor-ably with mullite (3Al2O3�2SiO2, �248 kJ/equivalent, 1920°C),forsterite (2MgO�SiO2, �257 kJ/equivalent, 1910°C), and corun-dum (�-Al2O3, �264 kJ/equivalent, 2020°C).16,17
Deposits of Mg-Al spinel are not found in nature; therefore, itmust be produced synthetically. The stoichiometric compound is a1:1 molar ratio of MgO and Al2O3.18,19 At high temperatures,nonstoichiometries of both excess magnesia and excess aluminamay exist.20 The stable range of Mg-Al spinel extends over a rangeof �0.4–0.8 (molar fraction) alumina. This nonstoichiometry is
readily accommodated within the spinel crystal structure as a solidsolution without deleterious effects on refractory performance.
Mg-Al spinels are commercially available in a range of com-positions that are produced using different commercial processes.One is the addition of magnesia to the usual processes for aluminaproduction. Another is the converse: the addition of alumina tomagnesia production processes. A third is the electrofusion of theindividual components, MgO and Al2O3. All these processes arecapable of producing excellent Mg-Al spinel refractory aggregates.However, these processes are intrinsically expensive. A more-economical approach is desirable. One such approach has been tocombine aluminosilicate clays with a source magnesia.21 Anotherobvious route is to synthesize Mg-Al spinel from a combination ofbauxite for the alumina component and either magnesite (MgCO3)or brucite (Mg(OH)2) for the magnesia component.22 This lattertechnical approach is the objective of this paper.
II. Mg-Al Spinel
Structurally, Mg-Al spinel is a close-packed arrangement of Oanions with cations situated on the tetrahedral and octahedralinterstices. Typically, it is in the form of AB2O4,18,19 where the“A” cation is divalent and the “B” cation is trivalent. Compoundswith the spinel structure occur in several forms. In the “perfect”normal spinel, the divalent cations occupy the tetrahedral inter-stices and the trivalent cations are in the octahedral interstices. Inthe perfect inverse spinel, half of the trivalent cations occupy thetetrahedral interstices, whereas the other half of the trivalentcations, along with the divalent cations, are in the octahedralinterstitial sites. Various degrees of disorder intermediate betweenthe normal and inverse spinel may also occur. Defect spinels, suchas Zn7Sb2O12, can accommodate tetravalent and pentavalentcations with appropriate lattice vacancies to achieve and maintaincharge balance.23
Among refractory materials, Mg-Al spinel has a moderatedensity of 3.56 g/cm3 and a molar volume of 39.52 cm3/mol.24
When formed directly from magnesia and alumina, which havemolar volumes of 11.26 and 25.55 cm3/mol, respectively, theformation of Mg-Al spinel is accompanied by an increase instructural volume of 2.71 cm3/mol. (This value represents a 7.35%volume increase, equivalent to a 2.45% linear expansion.) Addi-tional geometric expansion effects have been documented tooccur so that dimensional changes can exceed 10%.25,26 Forindustrial applications, this expansion can be beneficial to thehealing of thermal stress cracks27 or an improved resistance to slagcorrosion for Mg-Al spinel refractories.28 Increasing interest in theconcept of “in situ-formed” Mg-Al spinel has directed efforts toseek more-economical production approaches for this importantrefractory.29
An obvious route to synthesize Mg-Al spinel refractory aggre-gates is from naturally occurring raw materials. This processrequires a source that is rich in alumina and another that is rich inmagnesia. However, it is practically impossible to identify naturalraw materials without impurities. In most cases, silica is the majorthird component. Thus, a logical point to begin synthetic Mg-Alspinel refractory compositional design is to focus on the Al2O3–MgO–SiO2 ternary equilibrium phase diagram,30–33 which is
M. Rigaud—contributing editor
Manuscript No. 187420. Received October 2, 2001; approved June 20, 2002.This research was supported financially by the American Iron and Steel Institute
(AISI-TRP), under Project No. 9757, and the U.S. Dept. of Energy.*Member, American Ceramic Society.
J. Am. Ceram. Soc., 85 [12] 2995–3003 (2002)
2995
journal

illustrated in Fig. 1. This system possesses a large spinel phasefield and has also been determined to contain three eutectics.The refractory spinel composition of interest must preferably bein the region with the highest-temperature eutectic (1710°C):the compositional triangle with periclase (MgO), forsterite(Mg2SiO4), and spinel (MgAl2O4). Synthetic Mg-Al spinel refrac-tory compositions should be on the periclase-rich side of theforsterite–spinel pseudo-binary, near the Mg-Al spinel compound,where the liquidus temperatures are reported to be �2000°C.
In the presence of both silica and magnesia, the occurrence andeffects of forsterite must also be considered. Forsterite is thecompound in the magnesia–silica system that is analogous toMgAl2O4 in the magnesia–alumina system. Naturally occurringolivine, which is a solid solution between forsterite (Mg2SiO4) andfayalite (Fe2SiO4), is extensively used in metallurgical refractoryapplications in Europe and also in the United States.34,35 Oneapplication in the United States has been as a constituent, alongwith periclase, in tundish linings. It has also been widely used asan economical refractory lining for incinerators and has long beenapplied extensively as a foundry sand.
The forsterite–spinel equilibrium diagram has also been deter-mined.35 This system exhibits some solubility of both end members.At the 1720°C eutectic temperature, the solubility of spinel inforsterite is only 0.5 mol%, but �5.0 mol% forsterite dissolves in theMg-Al spinel structure. This observation suggests that the presence ofminor amounts of silica impurities in the raw materials should notinhibit the formation of a satisfactory Mg-Al spinel refractory aggre-gate. It is even possible that the presence of silica as an impurity andthe solubility of some forsterite in spinel may create lattice distortionsand enhance the solubility of other minor raw-material impurities inthe spinel structure. Dispersed forsterite particles might also enhancethe creep resistance of a Mg-Al spinel refractory.
III. Raw Materials
Of all possible raw materials, those most readily available forthe alumina component are the high-alumina clays and bauxites.37
The magnesia-rich component also has several alternatives, includ-ing magnesite (MgCO3) and brucite (Mg(OH)2). Careful selectionof the raw materials is critical, because different alkali, titania,lime, and iron impurities may be expected to influence thereactivity, physical properties, and refractory performance of thefinal Mg-Al spinel aggregate. Any impurities that these natural rawmaterials may contain should preferably form a spinel or be readilyaccommodated into solid solution within the spinel crystal struc-ture. However, impurities might also form secondary phases thatare not detrimental to the refractory performance.
The most-abundant commercial resources of bauxites are thosewith origins in mainland China (Guizhou and Shanxi provinces)and South America (Guyana and Brazil).38,39 These productsdiffer in terms of their high-temperature properties and chem-ical inertness.40,41 The Chinese bauxites are based on diaspore(Al2O3�H2O), whereas the South American bauxites are based ongibbsite (Al2O3�3H2O). All may contain some quartz, kaolinite,mica, anatase, and hematite as minor impurities. The other rawmaterial required is magnesia. It can be mined as the naturalcarbonate, magnesite, or the hydroxide, brucite. It is also possibleto use magnesia that has been obtained from sea water ormagnesium-rich brines. The carbonate and the hydroxide bothyield magnesium oxide (MgO) after decomposition. This magnesiawill react with the alumina component to form the Mg-Al spinel.Dead-burned magnesia is usually produced in rotary or shaft kilnsand is used extensively for refractory applications.40 Magnesiumhydroxide is less common but seems to be equally adaptable toproduce a synthetic Mg-Al spinel refractory aggregate, because itreadily decomposes to produce magnesia.
IV. Experimental Procedures
To produce synthetic Mg-Al refractory spinel aggregates, baux-ites from four sources were chosen for the alumina components.Two of the bauxites are from China and two are from SouthAmerica. The commercial names for these bauxites are Guizhou
Fig. 1. Alumina–magnesia–silica (Al2O3–MgO–SiO2) equilibrium phase diagram. (From Osborne and Muan.32)
2996 Journal of the American Ceramic Society—Cunha and Bradt Vol. 85, No. 12

(Chinese), Shanxi (Chinese), MSL (Brazilian), and RASC (Guy-anese). The chemistries of the bauxites are listed in Table I. For themagnesia component, four choices of raw materials were alsoselected: natural magnesite and brucite, and high-purity mag-nesia and brucite. The natural magnesite was from IBAR(Industrias Brasileiras de Artigos Refratarios) in Sao PauloState, Brazil. The high-purity magnesia was the reactive “MagChem 30,” produced by Martin Marietta. The natural brucite is thecommercial “BRUCIMAG 3/4” from the Premier Gabbs, NV,deposit in the United States. The high-purity brucite is an off-the-shelf, laboratory-analytical-chemical grade of magnesium hydrox-ide. The magnesia chemistries are presented in Table II.
X-ray diffraction (XRD) patterns for the four bauxites arepresented in Fig. 2. The principal phases are corundum (�-Al2O3)and mullite (Al2O3�2SiO2); the latter is determined by the silicalevel. Mullite is not detected in the Chinese Guizhou bauxite viaXRD; however, it is probably present at a low level. Titaniumoxide is present as tielite (Al2O3�TiO2), which is a stable com-pound that is formed between aluminum oxide and titanium oxide.It is detected in each of the bauxites except the Brazilian MSL,which has the lowest amount of titania. A few unidentified,low-intensity diffraction peaks are also usually present; however,their positive characterization is not possible.
Micrographs of the bauxites are presented in Fig. 3. TheChinese Guizhou bauxite (Fig. 3(d)) is the coarsest. The South
American bauxite particles appear more rounded, although someplatelike shapes are present in these gibbsite-derived materials. Allthe bauxites contain agglomerates of �-alumina. Mullite is notobserved to be present in its usual elongated prismatic shapes. Ahigher reactivity is expected for the finer bauxites.
XRD patterns for the magnesia sources reveal that MgCO3 isthe only phase present in the diffraction pattern of the naturalmagnesite, periclase, for the high-purity magnesia and brucite forboth the natural and high-purity brucites. Figure 4 illustrates themagnesia raw materials at a magnification of 2000�; they aregenerally much finer than the bauxites. The high-purity materialshave nanometer-sized particles, with the exception of the naturalmagnesite (Fig. 4(a)). The natural brucite is bimodal in particlesize, with some particles �10 �m in diameter and others very fine.The two high-purity materials appear homogeneous and uniformlyfine. The high-purity magnesia (Fig. 4(b)) is the finest source ofmagnesia; it may be expected to react rapidly with the bauxites.
With combinations of these raw materials, sixteen differentMg-Al spinel formulations were developed inside the spinel–forsterite–periclase compositional triangle of the spinel phasefield. After the losses-on-ignition (LOIs) were determined, spinelcompositions were prepared by adding the amount of MgOrequired to (i) react with all the silica present to form forsterite and(ii) react with all the alumina present to form the Mg-Al spinel,including adjustments for the alumina in the magnesia and themagnesia in the alumina. Further details are presented elsewhere.42
Although the overall compositions lie within the spinel phasefield and within the periclase–forsterite–spinel composition trian-gle, reactions may form other compounds during heating at thelower temperatures, because of variations in the local raw-materialchemistry. We must re-emphasize that, with these complicatedcombinations of natural raw materials, the true compositionactually lies somewhere within a multicomponent system forwhich the equilibrium diagram is unknown. Application of the
Fig. 2. XRD spectra for the bauxite sources, as-received.
Table I. Chemical Analyses of the Bauxites
Bauxite (and source)
Composition (%)
Al2O3 SiO2 TiO2 Fe2O3 CaO MgO Alkali
MSL (Brazil) 85.60 10.01 2.26 1.88 0.01 0.01 0.05Shanxi (China) 86.41 7.38 3.79 1.25 0.17 0.10 0.47RASC (Guyana) 89.77 5.73 2.91 0.94 0.01 0.01 0.05Guizhou (China) 90.07 3.17 4.13 1.41 0.10 0.12 0.55
Table II. Chemical Analyses of the Magnesias
Magnesia
Composition (%)
MgO SiO2 Fe2O3 CaO Al2O3
Natural magnesite 95.2 1.89 1.62 0.61 0.36High-purity magnesia 98.2 0.35 0.15 0.80 0.10Natural brucite 91.0 1.70 1.50 1.20 1.50High-purity brucite 98.0 0.29 0.24 0.98
December 2002 Synthesis of Magnesium-Aluminum Spinels from Bauxites and Magnesias 2997

model ternary Al2O3–MgO–SiO2 equilibrium system is only a firstapproximation, to be used as a basic guideline for the experimentaldesign.
After accounting for the LOIs and having calculated the desiredcomposition within the spinel–forsterite–periclase triangle, theformulations were ball-mill-mixed in a plastic jar for 1 h, usingalumina balls and ethanol. These batches were oven-dried at110°C for 24 h and then sieved through a 325-mesh screen. Pelletswith a volume of �1 cm3 were uniaxially pressed at 50 MPa andthe green densities were determined. Specimens were fired in airfor 1 h in a furnace (Superkanthal) at temperatures of 1000°–1700°C, at 100°C intervals, with the exceptions of 1100°C and1300°C. After firing, the apparent densities and porosities weredetermined using the Archimedes principle before the specimenswere prepared for powder XRD and scanning electron microscopy(SEM) observations.
V. Results and Discussion
Green densities of the different spinel compositions varied overa range of 2.07–2.36 g/cm3 (�60%–65% of their theoreticaldensity). After firing at 1200°C, a slightly lower density wasobserved. This phenomenon is the result of the lattice expansionfrom the Mg-Al spinel formation, as previously noted. However, amore-complex and detailed understanding of the different compet-ing reaction phenomena must be considered for a completeexplanation of the density changes during firing.
At elevated temperatures, densification by sintering occurssimultaneously with the expansion from the Mg-Al spinel forma-tion. Consequently, the competitive processes of sintering densi-fication and reaction expansion will occur simultaneously. Tounderstand the specimen density changes, it is important toconsider that the phenomenon is affected by three variables: (i) theinitial green density of the specimen, (ii) the sintering densificationprocess, and (iii) the volume expansion during the development ofthe spinel phase. The density decrease after firing at 1200°C is an
indication that Mg-Al spinel formation has occurred and domi-nates the firing process at this temperature.
Figure 5(a) summarizes the density after firing at 1700°C. Thisrepresentation shows that the bauxite source dominates the finaldensification levels that are achieved by the different formulationsfor firing at 1700°C. The horizontal axis is not numerical; instead,the axis lists the magnesites and then the brucites, with thelower-purity varieties first. After firing at 1700°C, the MSLbauxite spinels achieve the highest densities: �90% of theirtheoretical density. The Chinese Guizhou bauxites achieve a finalrelative density of only �60%, which is a consequence of therelatively coarse particle size of the Chinese Guizhou bauxite.
Reactions between the four different bauxites and the fourdifferent magnesias were followed using powder XRD to charac-terize the Mg-Al spinel development. Although the silica contentof the bauxites varied from 3.17% to 10.01%, producing differentamounts of forsterite, the reaction sequences were very similar forall sixteen of the Mg-Al spinel compositions. For that reason, onlyone reaction series is presented and discussed in its entirety, afterwhich the basic concepts are extended to the other bauxite–magnesia combinations.
The bauxite chosen for the detailed description of its reactionswith the four different sources of magnesia is the Brazilian MSLbauxite. This bauxite has the highest silica content (�10.01%), sothat both the Mg-Al spinel and Mg-Si forsterite formation occur.The predicted forsterite content is �16% for the MSL bauxitecompositions. The silica content of the three other bauxites is�12%, �10%, and �6%, in descending order. Reactions will firstbe described for the MSL bauxite combined with the naturalmagnesite, then with the high-purity magnesia, the natural brucite,and finally the high-purity brucite. These summaries are followedby summary descriptions of the reactions of other bauxites indecreasing order of silica content.
The diffraction patterns of the MSL bauxite and the fourmagnesias after firing for 1 h at 1000°C are shown in Fig. 6,where periclase (MgO, P), corundum (�-Al2O3, C), and mullite(3Al2O3�2SiO2, M) are readily identified. The presence of some
Fig. 3. SEM micrographs of the four bauxites ((a) Brazilian MSL bauxite, (b) Chinese Shanxi bauxite, (c) Guyanese RASC bauxite, and (d) ChineseGuizhou bauxite).
Fig. 4. SEM micrographs of the four magnesia source materials ((a) natural magnesite, (b) high-purity magnesia, (c) natural brucite, and (d) high-puritybrucite).
2998 Journal of the American Ceramic Society—Cunha and Bradt Vol. 85, No. 12
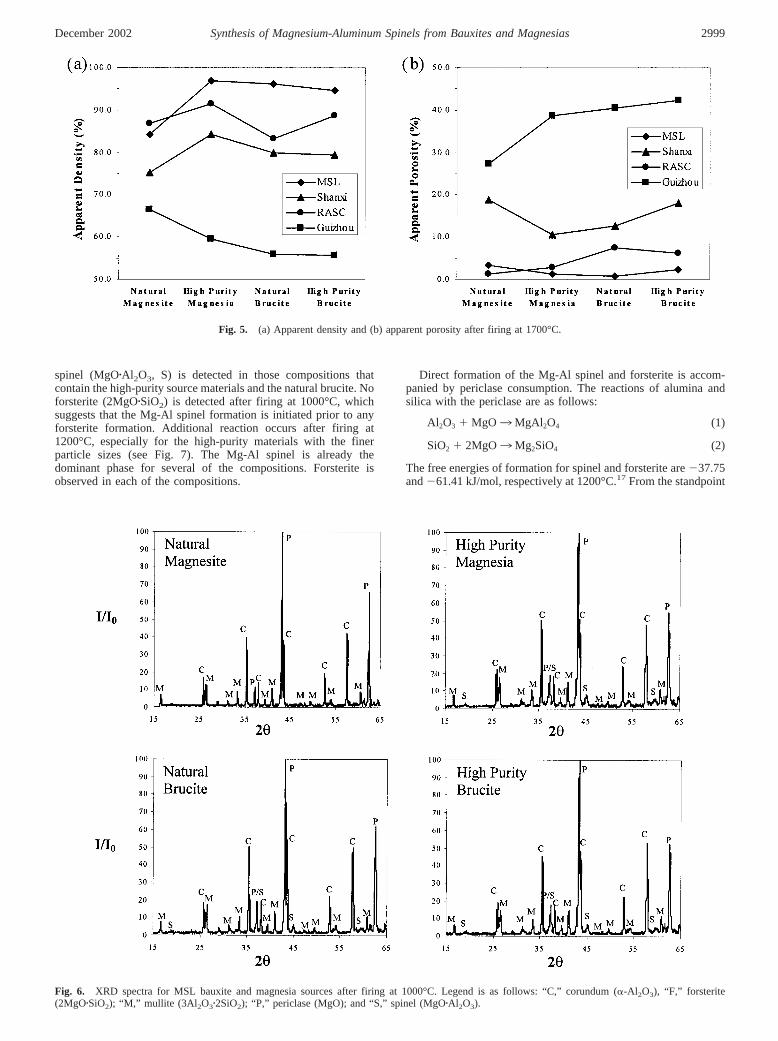
spinel (MgO�Al2O3, S) is detected in those compositions thatcontain the high-purity source materials and the natural brucite. Noforsterite (2MgO�SiO2) is detected after firing at 1000°C, whichsuggests that the Mg-Al spinel formation is initiated prior to anyforsterite formation. Additional reaction occurs after firing at1200°C, especially for the high-purity materials with the finerparticle sizes (see Fig. 7). The Mg-Al spinel is already thedominant phase for several of the compositions. Forsterite isobserved in each of the compositions.
Direct formation of the Mg-Al spinel and forsterite is accom-panied by periclase consumption. The reactions of alumina andsilica with the periclase are as follows:
Al2O3 � MgO3MgAl2O4 (1)
SiO2 � 2MgO3Mg2SiO4 (2)
The free energies of formation for spinel and forsterite are �37.75and �61.41 kJ/mol, respectively at 1200°C.17 From the standpoint
Fig. 5. (a) Apparent density and (b) apparent porosity after firing at 1700°C.
Fig. 6. XRD spectra for MSL bauxite and magnesia sources after firing at 1000°C. Legend is as follows: “C,” corundum (�-Al2O3), “F,” forsterite(2MgO�SiO2); “M,” mullite (3Al2O3�2SiO2); “P,” periclase (MgO); and “S,” spinel (MgO�Al2O3).
December 2002 Synthesis of Magnesium-Aluminum Spinels from Bauxites and Magnesias 2999

of free energy, the formation of forsterite is more favorable thanthe formation of the Mg-Al spinel. However, in these systems,little or no free silica is available to react with the magnesia;forsterite must be formed via reaction of the periclase with themullite that is present in the bauxite.
Initially, Mg-Al spinel is formed via reaction (1), whichdescribes the reaction of the magnesia with the free corundum oralumina that is present in the bauxite. Then, the periclase reactswith the mullite as the firing temperature is increased. Forsteriteand spinel form from reaction between the periclase and themullite, according to the reaction
3Al2O3�2SiO2 � 7(MgO)3 3(MgO�Al2O3) � 2(2MgO�SiO2) (3)
Thermodynamic data42 indicate that reaction (3) has a verynegative Gibbs free energy. This reaction is possible at lowtemperatures, even room temperature. At 1200°C, the free energyof formation of reaction (3) is �215.03 kJ/mol,42 which is almostan order of magnitude lower than the free energies for reactions (1)and (2). Although reactions (1) and (3) both contribute to theformation of the Mg-Al spinel, the formation of forsterite occursonly via reaction (3). However, the kinetics of reaction (3) hasnever been studied and reported. Many questions that involve thisreaction remain unanswered.
With increasing firing temperatures above 1200°C, the Mg-Alspinel continues to form until the reactants are consumed; forster-ite also forms. Figure 8 shows the diffraction patterns after firingat 1400°, 1500°, 1600°, and 1700°C. These confirm that the Mg-Alspinel is the dominant major phase, and that it is accompanied byforsterite formation. Several unidentified low-intensity peaks arealso present in these diffraction patterns, which suggests that other
phases that perhaps contain Ti-Fe-Si-Al oxides may also form. Atthe higher temperatures, the diffraction patterns are similar andillustrate the completion of reaction (3) for spinel and forsteriteformation. Formation of forsterite seems to proceed through1500°C. For firing at temperatures �1500°C, some of the forster-ite dissolves within the Mg-Al spinel structure. This may not beobvious from these diffraction patterns; more-detailed analysisdescribes this conclusion.42 For the Mg-Al spinel compositionsfrom the Brazilian MSL bauxite and the natural magnesite, thetheoretical maximum level of forsterite formation is never ob-served. A deficit of almost 20 wt% occurs. This deficit existsbecause some of the forsterite is in solid solution in the Mg-Alspinel. For the other magnesia source materials, similar conclu-sions are reached for firing temperatures �1500°C.
The combinations between the Brazilian MSL bauxite andthe four magnesia sources contain an average of �3 wt% ofother oxides. These oxides may react to develop secondaryphases in small concentrations. However, these phases cannotbe identified in the diffraction patterns. The reaction dynamicsof the Brazilian MSL bauxite with the magnesia source mate-rials at 1700°C develops and reveals primarily the Mg-Al spinelwith some forsterite. One must conclude that this MSL Brazil-ian bauxite is quite capable of reacting with various magnesiaraw materials to produce a Mg-Al spinel with the presence ofsome forsterite.
The other three bauxite sources follow trends similar to those ofthe Brazilian MSL bauxite, but with minor differences. TheChinese Shanxi bauxite has the next-highest silica content, �7.5%.Although less forsterite is to be expected, the reaction sequence issimilar to that for the Brazilian MSL bauxite compositions. Amajor difference is that the consumption of the mullite occurs atslightly lower temperatures. In the presence of the two natural
Fig. 7. XRD spectra for MSL bauxite and magnesia sources after firing at 1200°C. Legend is as follows: “C,” corundum (�-Al2O3), “F,” forsterite(2MgO�SiO2); “M,” mullite (3Al2O3�2SiO2); “P,” periclase (MgO); and “S,” spinel (MgO�Al2O3).
3000 Journal of the American Ceramic Society—Cunha and Bradt Vol. 85, No. 12

magnesia materials, the Mg-Al spinel rapidly develops by 1200°C,which is indicative of a very high level of reactivity for this bauxiteat the lower reaction temperatures.
The Guyanese RASC bauxite, with only 5.7% SiO2, alsofollows the same trends as the Brazilian MSL bauxite composi-tions. The main differences are the lower initial mullite content andthat some corundum remains, even after firing at 1400°C. TheChinese Guizhou bauxite compositions, with the least silica,contain considerable tielite (Al2O3�TiO2) after firing at 1200° and1400°C. This is a consequence of the higher initial concentrationof titania and the lower concentration of silica in this bauxite.Because of the low silica content, the XRD analysis does notreveal any forsterite, which suggests the possible complete disso-lution of the forsterite within the Mg-Al spinel structure at hightemperatures, as predicted by the equilibrium phase diagram.36
The synthesis of Mg-Al spinel is successfully achieved with allfour different bauxites, when either magnesite or brucite arereacted in the stoichiometric proportions. The presence of silica inthe bauxites promotes the formation of forsterite. However, somedissolution of forsterite within the spinel occurs at high tempera-tures, as indicated by the MgAl2O4–Mg2SiO4 binary phase dia-gram.36 This solid solution is not expected to be deleterious to therefractory performance of these synthetic spinels.
VI. Microstructures
To illustrate the evolution of the Mg-Al spinel aggregatemicrostructures with increasing firing temperatures, several repre-sentative compositions are described. These include one of thebauxites combined with different magnesias after firing at 1200°,1400°, and 1700°C. Figure 9(a) illustrates microstructures for theMSL bauxite and natural magnesite; Fig. 9(b) shows that of theShanxi bauxite and high-purity magnesia; Fig. 9(c) shows that ofthe RASC bauxite and natural brucite; and Fig. 9(d) shows that ofthe Guizhou bauxite with the high-purity brucite. After firing at1200°C, the structures seem to be initiating the Mg-Al spinel, asrelatively small crystals of spinel appear among the corundum andmullite. After firing at 1400°C, the Mg-Al spinel phase alreadydominates; large spinel grains are present. With the exception ofthe combination of the Shanxi bauxite and the high-purity mag-nesia, each combination retains some periclase and/or corundum.Numerous agglomerates are present. Porosity levels seem rela-tively high for all the compositions, because the formation of theMg-Al spinel is accompanied by a significant volume expansion.However, some sintering densification also occurs, as observed forthe reactivity of the high-purity magnesia in the presence of theShanxi bauxite.
Fig. 8. XRD spectra for MSL bauxite and magnesia sources after firing at 1400°, 1500°, 1600°, and 1700°C (natural brucite (spectrum “1)”), high-puritymagnesia (spectrum “2)”), natural brucite (spectrum “3)”), and high-purity brucite (spectrum “4)”). Legend is as follows: “F,” forsterite and “S,” spinel.
December 2002 Synthesis of Magnesium-Aluminum Spinels from Bauxites and Magnesias 3001

After firing at 1700°C, considerable spinel grain growth evi-dently has occurred for all the raw-material combinations. Themicrostructures are composed of much-larger Mg-Al spinel andforsterite grains. Some well-developed octahedral crystals ofspinel are evident. The grain rounding that is observed in thesemicrographs suggests the presence of a liquid phase during thereaction sequence. The apparent compactness of the compositionthat contains the MSL bauxite and natural magnesite suggests alower apparent porosity, although a few voids are evident even inthis structure.
VII. Summary and Conclusions
The synthesis of magnesium-aluminum (Mg-Al) spinel refrac-tory aggregates from combinations of different bauxite and mag-nesia sources was accomplished. A fundamental approach based
on the alumina–magnesia–silica ternary equilibrium diagram wasapplied to the synthesis. Spinels were prepared from sixteendifferent combinations of raw materials and fired in air at temper-atures up to 1700°C. The reactions were monitored by X-raydiffractometry and the structures were observed via scanningelectron microscopy. The conclusions reached in this study are asfollows:
(1) Synthetic Mg-Al spinels are readily prepared by the reac-tions of bauxites with different magnesia sources. Most bauxiteand magnesia sources can be successfully combined in thisprocess. However, the details of the Mg-Al spinel-forming reac-tions between different raw material combinations varies. Forster-ite results when a significant amount of silica is present.
(2) Mg-Al spinel formation is detected for firings as low as1000°C. The reaction is usually complete after firing for 1 h in airat 1400°C. With bauxites as the alumina source, spinel formation
Fig. 9. Series of SEM micrographs of combinations of alumina and magnesia source materials after firing at 1200°, 1400°, and 1700°C ((a) Brazilian MSLbauxite and natural magnesite, (b) Chinese Shanxi bauxite and high-purity magnesia, (c) Guyanese RASC bauxite and natural brucite, and (d) ChineseGuizhou bauxite and high-purity brucite).
3002 Journal of the American Ceramic Society—Cunha and Bradt Vol. 85, No. 12

occurs through a sequence of several reactions. First is the directreaction of magnesia with the free corundum that is present in thebauxites. That step is followed by the reaction of the magnesiawith the mullite. Forsterite formation results from the reaction ofthe magnesia with the mullite that is present in the bauxites.
(3) These reaction dynamics are dependent on the physicaland chemical characteristics of both of the reactants: the bauxiteand the magnesia. Each combination of reactants constitutes aspecial system with specific reaction tendencies for phase devel-opment during firing.
(4) Usually, some silica is present in the natural bauxite rawmaterials; therefore, magnesium silicate (forsterite) forms alongwith the Mg-Al spinel. Results indicate that, at high firingtemperatures, significant amounts of the forsterite are dissolvedinto solid solution within the Mg-Al spinel structure.
Acknowledgments
The authors would like to acknowledge the contributions from the followingindividuals for assistance with the raw materials: W. Resende, V. C. Pandolfelli, H.Johnson, E. Snajder, and T. Adams. Technical discussions with H. Balmori-Ramirezwere helpful to this study and manuscript.
References
1J. Laming, “Sintered and Chemically Bonded MgO-Chrome Ore Refractories”;pp. 143–89 in High Temperature Oxides, Part 1, Magnesia, Lime and ChromeRefractories. Edited by A. M. Alper. Academic Press, New York, 1970.
2W. Tabbert and H. J. Klischat, “Magnesia Spinel Brick for the Cement Industry”;pp. 424–30 in 2nd International Symposium on Refractories Proceedings (Beijing,China), 1992.
3T. F. Vezza, T. Richter, and R. A. Landy, “Slag Corrosion Mechanisms ofCement-Free Al2O3-MgO Castables”; pp. 23–32 in Proceedings of Unified Interna-tional Technical Conference on Refractories (UNITECR), Fifth Biennial WorldwideCongress, Vol. I (New Orleans, LA). Edited by M. A. Stett. American CeramicSociety, Westerville, OH, 1997.
4D. J. Bray, “Toxicity of Chromium Compounds Formed in Refractories,” Am.Ceram. Soc. Bull., 64 [7] 1012–16 (1985).
5C. G. Marvin, “Chrome-Bearing Hazardous Waste,” Am. Ceram. Soc. Bull., 72 [6]66–68 (1993).
6S. Itose, T. Isobe, K. Sugiyama, and K. Furukawa, “Optimum Castable Lining forSteel Ladle in Japan”; see Ref. 3, pp. 165–74.
7D. Gutierrez-Campos, J. I. Diaz, and R. M. Rodrigues, “Evolution of anAlumina–Magnesia Self-Forming Spinel Castable, Part I: Microstructural Features,”Ceramica, 45 [292/293] 93–98 (1999).
8J. Mori, N. Watanabe, M. Yoshimura, Y. Oguchi, T. Kawakami, and A. Matsuo,“Material Design of Monolithic Refractories for Steel Ladle,” Am. Ceram. Soc. Bull.,69 [7] 1172–76 (1990).
9P. Bartha, “Magnesia Spinel Bricks—Properties, Production and Use”; pp. 661–74in International Symposium on Refractories Proceedings (Hangzhou, China), 1988.
10M. W. Vance, G. W. Kriechbaum, R. A. Henrichsen, G. Maczura, K. J. Moody,and S. Munding, “Influence of Spinel Additives on High-Alumina/Spinel Castables,”Am. Ceram. Soc. Bull., 73 [11] 70–74 (1994).
11M. Nanba, T. Kaneshage, Y. Hamazaki, H. Nishio, and I. Ebizawa, “ThermalCharacteristics of Castables for Teeming Ladle,” Taikabutsu Overseas, 16 [3] 17–21(1997).
12C. Parr, T. A. Bier, M. Vialle, and C. Revais, “An Approach to Formulate SpinelForming Castables”; pp. 19–21 in Proceedings of Unified International TechnicalConference on Refractories (UNITECR), Sixth Biennial Worldwide Congress (Berlin,Germany). German Refractory Association, Aachen, Germany, 1999.
13F. W. Henry and J. W. Stendera, “Experience with Alumina-MgO (SpinelForming) Precast Shapes in Steelplant Applications”; ibid, pp. 13–18.
14R. M. Evans, “Magnesia-Alumina-Spinel: Raw Materials Production and Prep-aration,” Am. Ceram. Soc. Bull., 72 [4] 59–63 (1993).
15L. Zamboni, J. C. Calvino, J. Madias, and S. Camelli, “Post Mortem Study ofAlumina—Spinel Castables of an Electric Arc Furnace Roof”; see Ref. 12, pp.170–72.
16S. C. Carniglia and G. L. Barna, Handbook of Industrial Refractories Technol-ogy: Principles, Types, Properties and Applications; pp. 135–88. Noyes Publications,Park Ridge, NJ, 1992.
17D. R. Weast (ed.), CRC Handbook of Chemistry and Physics, 71st Ed.; pp.5-1–5-117. CRC Press, Boca Raton, FL, 1990.
18W. D. Kingery, Introduction to Ceramics, 2nd Ed.; p. 64. Wiley, New York andLondon, 1976.
19K. E. Sickafus, J. M. Wills, and N. W. Grimes, “Structure of Spinel,” J. Am.Ceram. Soc., 82 [12] 3279–92 (1999).
20B. Hallstedt, “Thermodynamic Assessment of the System MgO–Al2O3,” J. Am.Ceram. Soc., 75 [6] 1497–507 (1992).
21W. S. Resende, R. M. Stoll, E. M. J. A. Pallone, F. N. Cunha, and R. C. Bradt,“Spinel Refractory Aggregate from Natural Raw Materials,” Miner. Metall. Proc., 18[2] 68–74 (2001).
22R. C. Bradt, F. N. Cunha, W. S. Resende, and V. C. Pandofelli, “SyntheticMagnesium Aluminate Spinel from the Reaction of Bauxites with Brucite andMagnesite Raw Materials”; see Ref. 12, pp. 356–58.
23T. Senda and R. C. Bradt, “Grain Growth of ZnO in ZnO–Sb2O3 Ceramics,”J. Am. Ceram. Soc., 74 [6] 1296–302 (1991).
24Powder Diffraction File, Alphabetical Indexes, Inorganic Phases, Sets 1–43.International Center for Diffraction Data (ICDD), Newtown Square, PA.
25K. H. Hwang, K. D. Oh, and R. C. Bradt, “In-Situ Spinel Bond Formation(Expansion/Contraction) During Firing”; pp. 1575–80 in Proceedings of UnifiedInternational Technical Conference on Refractories (UNITECR), Fifth BiennialWorldwide Congress, Vol. III (New Orleans, LA). American Ceramic Society,Westerville, OH, 1997.
26F. N. Cunha and R. C. Bradt, “Expansion during the Reaction Sintering ofMagnesia and Alumina to Magnesium Aluminate Spinel”; pp. 201–206 in SINTER-ING 1999 Proceedings. Pennsylvania State University Press, University Park, PA,2000.
27S. Miglani and J. J. Uchno, “Resin Bonded Alumina–Magnesia–Carbon Brick forLadles,” Veitsch-Radex Rundschau, 2, 3–12 (1998).
28F. W. Henry and J. W. Stendera, “Recent Development in Spinel FormingCastable Use in Steel Plants”; pp. 221–28 in 56th Electric Furnace ConferenceProceedings. ISS, 1998.
29W. E. Lee and R. E. Moore, “Evolution of in Situ Refractories in the 20thCentury,” J. Am. Ceram. Soc., 81 [6] 1385–410 (1998).
30M. L. Keith and J. F. Schairer, “The Stability Field of Sapphirine in the SystemMgO–Al2O3–SiO2,” J. Geol., 60, 181–86 (1952).
31W. Schreyer and J. F. Schairer, “Compositions and Structural States of Anhy-drous Mg-Cordierites: A Reinvestigation of the Central Part of the System MgO–Al2O3–SiO2,” J. Petrol., 2 [3] 324–406 (1961).
32C. G. Bergeron and S. H. Risbud, Introduction to Phase Equilibria in Ceramics,2nd Ed.; p. 115. American Ceramic Society, Columbus, OH, 1984.
33E. F. Osborne and A. Muan, Phases Diagram of Oxide Systems, Vol. 3. AmericanCeramic Society, Columbus, OH, 1960.
34N. L. Bowen and J. F. Schairer, “The System MgO-FeO-SiO2,” Am. J. Sci., 29[2] 151–217 (1935).
35J. Allenstein, R. J. Gerlach, and S. Slagnes, “Olivine/Forsterite, New RefractoryApplications”; pp. 358–60 in Proceedings of Unified International TechnicalConference on Refractories (UNITECR) (Aachen, Germany), 1991.
36C. M. Schlaudt and D. M. Roy, “Crystalline Solution in the System MgO–Mg2SiO4–MgAl2O4,” J. Am. Ceram. Soc., 48 [5] 248–51 (1965).
37H. Juarez M., J. M. Martinez R., J. M. Ruvalcaba L., O. A. Vargas P., and J.Serrato R., “Aluminium Oxide and Hydroxides from Non-Bauxitic Sources,” Am.Ceram. Soc. Bull., 76 [6] 55–59 (1997).
38P. Sepulveda, A. R. Studart, and V. C. Pandolfelli, “Characterization andProperties of Brazilian Refractory Grade Bauxite”; pp. 313–26 in 27 ALAFARProceedings (Peru), 1998.
39H. Leupold and G. Vermeer, “Jari Brazilian Calcined Bauxite—Production andApplication in High Alumina Refractories—MSL Minerais S.A.”; pp. 571–78 inProceedings of Unified International Technical Conference on Refractories(UNITECR), Vol. 2 (Kyoto, Japan), 1995.
40P. A. Plunkert and A. N. Copp, “Minerals Review,” Am. Ceram. Soc. Bull., 75 [6]111–12, 135–38 (1996).
41W. McCracken, “Bauxite: A Refractory Workhorse,” Am. Ceram. Soc. Bull., 77[11] 57–61 (1998).
42F. N. Cunha, “Synthetic Spinel from Bauxites and Magnesias”; M.S. Thesis, p.148. University of Alabama, Tuscaloosa, AL, 2001. �
December 2002 Synthesis of Magnesium-Aluminum Spinels from Bauxites and Magnesias 3003




















