
Modelling of Thermal Magnesium Processes
322
Modelling of Thermal Magnesium Processes Winny Wulandari A Thesis Presented for the Degree of Doctor of Philosophy Faculty of Engineering and Industrial Sciences Swinburne University of Technology 2013
-
Upload
khangminh22 -
Category
Documents
-
view
5 -
download
0
Transcript of Modelling of Thermal Magnesium Processes

Modelling of Thermal Magnesium Processes
Winny Wulandari
A Thesis Presented for the Degree of Doctor of Philosophy
Faculty of Engineering and Industrial Sciences Swinburne University of Technology
2013


i
Declaration The author declares that this thesis:
• contains no material which has been accepted for the award to the
candidate of any other degree or diploma, except where due reference is
made in the text of the thesis;
• to the best of the candidate’s knowledge contains no material previously
published or written by another person except where due reference is
made in the text of the thesis; and
• where the work is based on joint research or publications, discloses the
relative contributions of the respective workers or authors.
Winny Wulandari February 2013

ii
This Page Intentionally Left Blank

iii
Abstract The current dominant route for producing magnesium is via the Pidgeon
process, a batch pyrometallurgical route that uses silicothermic reduction for
extracting magnesium in the form of metal vapour. While this process is
versatile and offers simple operation, the productivity of this process is very
low. Other silicothermic processes such as the Magnetherm and the Mintek
process attempt to increase the productivity of the silicothermic reduction
process by carrying out the reduction at higher temperatures in a liquid oxide
phase. The higher temperature and correspondingly increased productivity is
likely to lead to greater impurities in the magnesium metal. While the
silicothermic processes has been operative over seventy years, there is limited
information on the thermodynamics and kinetics of the process. In particular,
there is limited information on the behaviour of magnesium vapour and its
impurities in these processes. The purpose of this study is to investigate the
fundamental chemistry associated with the silicothermic processes, with
emphasis on the behaviour of impurities in the process, by using
thermodynamic modelling and kinetics analysis, and test the predictions from
thermodynamic modelling by performing an experimental study.
The first stage of the study focused on the thermodynamic modelling of
silicothermic processes using the Gibbs energy minimisation method.
Thermodynamic modelling predicted the limit of magnesium recovery from the
process at specific operating condition. The results showed the model over-
predict experimental and industrial data from literature: For example between
1100 and 1200 °C, the model predicted 99 wt% of conversion while data
showed that conversion varied between 87 and 89 wt%. A solution model for
the metallic phases was developed using data from critically analysed literature
to describe the interaction between binary metals involved in the magnesium-
impurities system. A multistage equilibrium model of vapour condensation
predicted impurities to segregate in the process at temperature ranges between

iv
the reaction and condenser zone; that is between 482 and 1100 °C, with
impurities comprising of the species Fe, FeSi, CaO, and Mg2Ca.
In the next stage of research, a kinetics study was carried out to analyse the
kinetics of the process under a flowing inert gas atmosphere. The experimental
data used for this study was from a previous work on the silicothermic reaction
under argon atmosphere. The kinetics analysis considered a number of kinetic
models with different controlling factors and the mass transfer kinetics of
magnesium vapour from the briquettes to the bulk gas phase. Based on the
analysis, it was concluded that the silicothermic process under inert
atmosphere was controlled by solid state diffusion of reactants, with the Jander
and Ginstling-Brounshtein models being the best models to describe the kinetics
of the process. The analysis also predicted that gas-film mass transfer of
magnesium to the bulk gas phase was not limiting the overall kinetics of the
process.
In order to test prediction of the thermodynamic modelling study, an
experimental apparatus was developed and experimental work was performed
using the Pidgeon process’s chemistry to investigate the behaviour of impurities
in the process. Some condensates were found in the cooler part of the furnace,
with MgO as the major phase. The magnesium metal condensate had been
purposedly oxidised after formation. The variation of concentration of the
condensates as predicted from the thermodynamic modelling study was not
observed in the experimental study. The Classical Nucleation Theory predicts
that homogeneous nucleation for the species occurs at different temperature,
which corresponds to different position in the horizontal tube. However, due to
very low vapour pressure of Ca, SiO, and Fe in this temperature range, these
species would not to be expected to be observed in the experimental study,
which was consistent with the experimental results.
In conclusion, there is no evidence that impurities present in magnesium vapour
can be practically separated by selective condensation, eventhough it is
thermodynamically feasible. Experimental work at higher concentrations and
temperature range are required to fully explore this option.

v
Acknowledgments I would like to express my gratitude to Allah, the Almighty, who guides me
throughout my PhD study and beyond.
I am truly indebted and obliged to my supervisor, Professor Geoffrey Brooks, for
his guidance and support, and countless reading revisions of this thesis. He has
been supporting me throughout this challenging journey while I has been
juggling between PhD journeys and becoming a young mother. I really admire
his enthusiasm on research and his contribution to the society, which also
motivates me do this research. I would like to thank him for introducing me to
this field of research and the high temperature processing research community.
I also would like to express my gratitude my second supervisors, Dr. M. Akbar
Rhamdhani, for his valuable discussions. To my external supervisor, Dr. Brian J.
Monaghan, I would like to thank for his valuable discussions and suggestions on
my research. I always gain more insight on this project from my corresponding
supervisors, especially about the analytical skills as well as experimental skills.
I owe sincere thankfulness to technical staffs at the Faculty of Engineering and
Industrial Sciences: Phil Watson, Alec Papanicolaou, David Vass, and Andrew
Moore for assisting me to construct experimental rig and help me technically.
Without their assistances, it was very challenging to construct and develop a
new laboratory and experimental rig in the early growth of this research group.
I also would like to thanks Dr. James Wang for assisting me conducting
SEM/EDS analysis, and Dr. Francois Malherbe from Faculty of Life and Social
Sciences for assisting me conducting XRD analysis and also introducing me to
his research group.
Thanks to all my colleagues of the High Temperature Processing group (in no
special order): Neslihan Dogan, Nazmul Huda, Behrooz Fateh, Morshed Alam,

vi
Bernard Xu, Reiza Mukhlis, Abdul Khaliq, Saiful Islam, and Shabnam Sabah. In
particular, I would like to thank Neslihan, Nazmul, and Morshed for all
wonderful discussions and sharing of knowledge and experiences during the
duration of my PhD journey.
I am honestly thankful to my husband, Muhammad Agus Kariem, who always
supports me in any way to finish my study. It has been a great experience to
share PhD journey with him and have scientific discussions along trips to
campus. To my sons, Affan and Arfa, who has been grown up with this project,
thanks being so patient and understanding their mum working and very busy
on her PhD. And also to my parents, sisters, and my parents in law (Hasan Basri
and Nor Rosyidah) in my home country whose support and encourage me to
finish this study, I would like to thank them.
This thesis is dedicated to my beloved parents, Nina Indrakirana and Nandang
Apipudin. They have raised me with a love of science and always support me in
any conditional way to help me achieve my success since my childhood until
now.

vii
To my parents, Mas Kariem, Affan, and Arfa

viii
This Page Intentionally Left Blank
ix
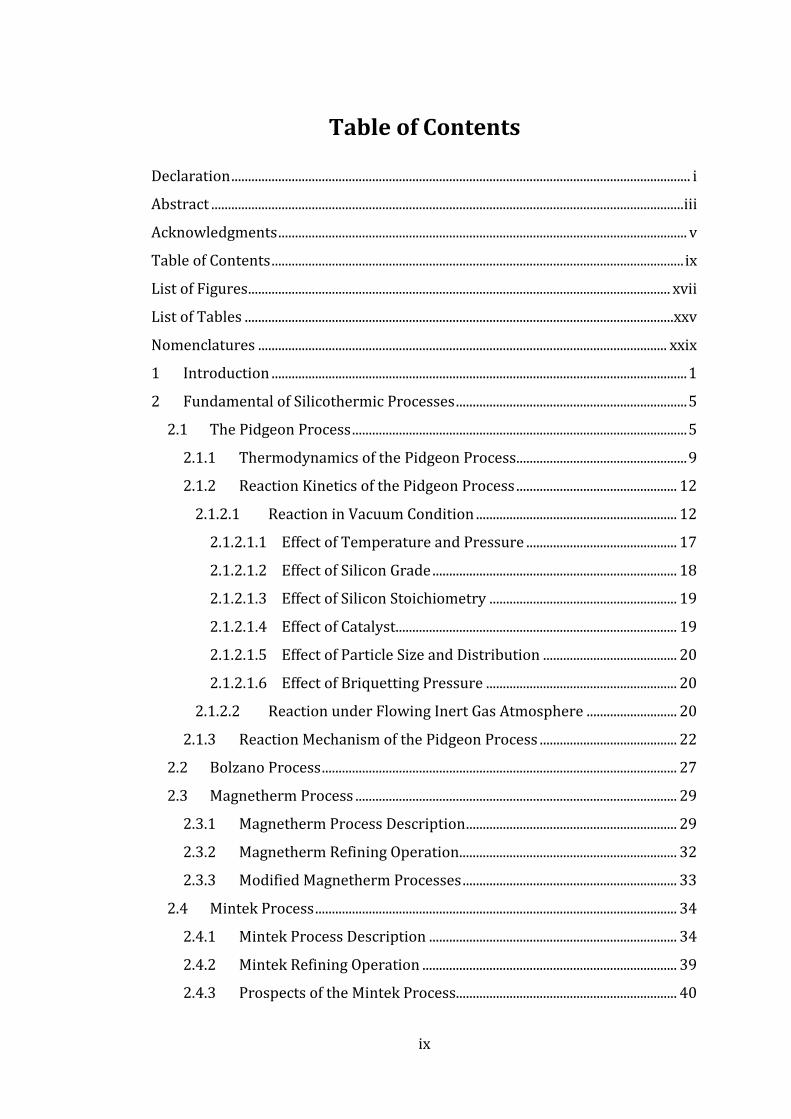
Table of Contents Declaration ......................................................................................................................................... i
Abstract ............................................................................................................................................. iii
Acknowledgments .......................................................................................................................... v
Table of Contents ........................................................................................................................... ix
List of Figures .............................................................................................................................. xvii
List of Tables ................................................................................................................................xxv
Nomenclatures .......................................................................................................................... xxix
1 Introduction ............................................................................................................................ 1
2 Fundamental of Silicothermic Processes ..................................................................... 5
2.1 The Pidgeon Process .................................................................................................... 5
2.1.1 Thermodynamics of the Pidgeon Process ................................................... 9
2.1.2 Reaction Kinetics of the Pidgeon Process ................................................ 12
2.1.2.1 Reaction in Vacuum Condition ............................................................ 12
2.1.2.1.1 Effect of Temperature and Pressure ............................................. 17
2.1.2.1.2 Effect of Silicon Grade ......................................................................... 18
2.1.2.1.3 Effect of Silicon Stoichiometry ........................................................ 19
2.1.2.1.4 Effect of Catalyst.................................................................................... 19
2.1.2.1.5 Effect of Particle Size and Distribution ........................................ 20
2.1.2.1.6 Effect of Briquetting Pressure ......................................................... 20
2.1.2.2 Reaction under Flowing Inert Gas Atmosphere ........................... 20
2.1.3 Reaction Mechanism of the Pidgeon Process ......................................... 22
2.2 Bolzano Process .......................................................................................................... 27
2.3 Magnetherm Process ................................................................................................ 29
2.3.1 Magnetherm Process Description ............................................................... 29
2.3.2 Magnetherm Refining Operation ................................................................. 32
2.3.3 Modified Magnetherm Processes ................................................................ 33
2.4 Mintek Process ............................................................................................................ 34
2.4.1 Mintek Process Description .......................................................................... 34
2.4.2 Mintek Refining Operation ............................................................................ 39
2.4.3 Prospects of the Mintek Process.................................................................. 40

x
2.5 Purity Requirement for Commercial Magnesium .......................................... 41
3 Review of Thermodynamics and Kinetics of High Temperature System ..... 45
3.1 Thermodynamic Modelling .................................................................................... 45
3.1.1 Gibbs Energy Minimisation ........................................................................... 45
3.1.2 Database Development ................................................................................... 48
3.1.3 Solution Models .................................................................................................. 48
3.1.3.1 Ideal Solution Model ................................................................................ 49
3.1.3.2 Dilute Solution Model .............................................................................. 49
3.1.3.3 Regular Solution Model .......................................................................... 50
3.1.3.4 Random Mixing Solution Model .......................................................... 51
3.1.3.5 Sublattice Model ........................................................................................ 52
3.1.3.6 Compound Energy Formalism Model ............................................... 53
3.1.3.7 Modified Quasichemical Model ........................................................... 53
3.1.4 Thermochemical Packages ............................................................................ 55
3.1.4.1 Chemix-Thermodata ................................................................................ 55
3.1.4.2 HSC ................................................................................................................. 56
3.1.4.3 FactSage ........................................................................................................ 56
3.1.4.4 MTDATA ....................................................................................................... 57
3.2 Reaction Kinetics ........................................................................................................ 58
3.2.1 Kinetics of Heterogeneous Reaction .......................................................... 58
3.2.2 Kinetics Theory of Gas-Solid Reaction ...................................................... 60
3.2.3 Kinetics Theory of Solid-Solid Reaction ................................................... 62
3.2.3.1 Solid-State Diffusion ................................................................................ 66
3.2.3.2 Gas-Phase Mass Transfer ....................................................................... 67
3.2.4 Kinetics of Vapour Condensation ................................................................ 70
3.2.4.1 Homogeneous Nucleation ..................................................................... 71
3.2.4.1.1 Classical Nucleation Theory (CNT) ................................................ 73
3.2.4.1.2 Scaled Nucleation Theory (SNT) ..................................................... 74
3.2.4.1.3 Internally Consistent Classical Nucleation Theory (ICCT) ... 75
3.2.4.2 Heterogeneous Nucleation .................................................................... 76
3.2.4.3 Growth of Particles................................................................................... 77
3.3 Experimental Techniques ....................................................................................... 78

xi
3.3.1 Experimental Techniques on the Kinetics of Silicothermic Processes ............................................................................................................................... 78
3.3.2 Experimental Studies on Homogeneous Nucleation ........................... 84
4 Research Issues ................................................................................................................... 87
5 Thermodynamic Modelling of Silicothermic Processes ...................................... 89
5.1 Methodology of Modelling ...................................................................................... 89
5.2 Thermodynamic Analysis of Silicothermic Processes ................................. 92
5.2.1 Thermodynamic Simulation of the Pidgeon Process ........................... 94
5.2.1.1 Modelling Development ......................................................................... 94
5.2.1.2 Results ........................................................................................................... 97
5.2.2 Thermodynamic Simulation of the Magnetherm Process ................. 99
5.2.2.1 Modelling Developments ....................................................................... 99
5.2.2.2 Results ......................................................................................................... 100
5.2.3 Thermodynamic Simulation of the Mintek Process ........................... 101
5.2.3.1 Modelling Development ....................................................................... 101
5.2.3.2 Results ......................................................................................................... 102
5.2.4 Impurities in the Silicothermic Processes ............................................. 103
5.2.4.1 Modelling Development ....................................................................... 104
5.2.4.2 Modelling of Impurities Behaviour of Vapour produced from the Pidgeon Process .................................................................................................... 105
5.2.4.3 Modelling of Impurities Behaviour of Vapour produced from the Magnetherm Process ........................................................................................... 107
5.2.4.4 Modelling of Impurities Behaviour of Vapour produced from the Mintek Process ....................................................................................................... 107
5.2.5 Analysis of Preliminary Study .................................................................... 109
5.3 Detailed Thermodynamic Analysis of the Pidgeon Process .................... 111
5.3.1 Development of Thermodynamic Model for Metallic Phases ........ 112
5.3.1.1 Mg-Ca System ........................................................................................... 112
5.3.1.2 Mg-Si System ............................................................................................ 114
5.3.1.3 Ca-Si System ............................................................................................. 115
5.3.1.4 Fe-Si System .............................................................................................. 116
5.3.1.5 Other Systems .......................................................................................... 117
5.3.1.6 Construction of Metallic Phases Solution Model Database .... 117

xii
5.3.1.7 Note on Built-In Metallic Solution Database from FactSage ..119
5.3.2 Modelling Formulation ..................................................................................121
5.3.3 Results .................................................................................................................123
5.3.3.1 Effect of Some Variables on Magnesium Recovery ....................123
5.3.3.1.1 Effect of Temperature .......................................................................123
5.3.3.1.2 Effect of Pressure ................................................................................124
5.3.3.2 Single Stage Condensation Model.....................................................126
5.3.3.3 Multistage Condensation Model .......................................................129
5.3.3.3.1 Modelling of Vapour Condensation from 1160 °C Reaction Temperature ..............................................................................................................129
5.3.3.3.2 Modelling of Vapour Condensation from 1360 °C Reaction Temperature ..............................................................................................................134
5.4 Discussion ...................................................................................................................137
5.4.1 Effect of Operating Condition to Magnesium Recovery....................137
5.4.2 Equilibrium Models of Vapour Condensation ......................................138
5.5 Concluding Remarks ...............................................................................................141
6 Kinetics of Silicothermic Process under Flowing Argon Atmosphere .........143
6.1 Introduction ...............................................................................................................143
6.2 Kinetics of Reaction .................................................................................................144
6.2.1 Model Formulation .........................................................................................146
6.2.2 Results .................................................................................................................151
6.3 Kinetics of Mass Transfer ......................................................................................156
6.3.1 Model Formulations .......................................................................................158
6.3.1.1 Gas-Film Mass Transfer ........................................................................158
6.3.1.2 Pore Diffusion...........................................................................................160
6.3.2 Results .................................................................................................................161
6.3.2.1 Effect of Argon Gas Flow Rate ............................................................162
6.3.2.2 Effect of Time and Temperature .......................................................163
6.4 Discussion ...................................................................................................................165
6.4.1 Kinetics of Reaction ........................................................................................165
6.4.2 Kinetics of Mass Transfer .............................................................................167
6.5 Conclusion ...................................................................................................................168

xiii
7 Experimental: Impurities Study in Magnesium Produced via Silicothermic Process ........................................................................................................................................... 171
7.1 Experimental Methodology .................................................................................. 171
7.1.1 Experimental Rig ............................................................................................. 172
7.1.1.1 Argon Gas System ................................................................................... 172
7.1.1.2 Reduction System ................................................................................... 173
7.1.1.3 Condenser Design ................................................................................... 175
7.1.2 Sample Preparation ........................................................................................ 176
7.1.2.1 Reactants .................................................................................................... 176
7.1.2.2 Sample Preparation Procedures ....................................................... 176
7.1.2.3 Temperature Profile Measurement ................................................. 179
7.1.3 Main Experimental Program ....................................................................... 179
7.1.4 Material Characterisations .......................................................................... 181
7.1.4.1 Scanning Electron Microscope (SEM) ............................................. 181
7.1.4.2 Energy Dispersive Spectroscopy (EDS) ......................................... 183
7.1.4.3 X-Ray Diffraction (XRD) ....................................................................... 184
7.1.4.4 Inductively Couple Plasma – Atomic Emission Spectroscopy (ICP-AES) 186
7.1.4.5 Error Analysis .......................................................................................... 186
7.2 Experimental Results.............................................................................................. 187
7.2.1 Reactant Characterisations ......................................................................... 187
7.2.2 Post-Reaction Characterisation ................................................................. 192
7.2.3 Condensates Characterisation .................................................................... 193
7.2.4 Summary of Results ........................................................................................ 200
8 Analysis of Homogeneous Nucleation of Vapours from Silicothermic Process ........................................................................................................................................... 203
8.1 Model Formulation .................................................................................................. 205
8.1.1 Properties Data ................................................................................................ 206
8.1.2 Supersaturation ............................................................................................... 208
8.2 Results .......................................................................................................................... 211
8.2.1 Condensation of Magnesium ....................................................................... 211
8.2.2 Condensation of Silicon Monoxide ........................................................... 215
8.2.3 Condensation of Calcium .............................................................................. 217

xiv
8.2.4 Condensation of Iron ......................................................................................219
8.3 Discussion ...................................................................................................................220
8.4 Conclusion ...................................................................................................................223
9 Discussion ...........................................................................................................................225
10 Conclusions and Recommendations .....................................................................233
References ....................................................................................................................................237
Appendixes
Appendix A: Species and Phases in the Silicothermic System................................... A-1
A.1 Calcined Dolomite........................................................................................................... A-1
A.2 Ferrosilicon....................................................................................................................... A-2
A.3 Flux........................................................................................................................................A-3
A.4 Dicalcium Silicate.......................................................................................................... ..A-3
Appendix B: FactSage Program............................................................................................... B-1
B.1 Description of Program................................................................................................ B-1
B.2 Customised Solution Models...................................................................................... B-4
B.3 Examples of Computational Thermodynamics.................................................. B-7
B.3.1 Pidgeon Process Equilibrium at 1100 °C and 7 Pa.................................. B-7
B.3.2 Condensation of Magnesium Vapour at 1050 °C...................................... B-7
Appendix C: Temperature Profile Measurement............................................................. C-1
C.1 Temperature Profile with and without Condenser.......................................... C-1
C.2 Temperature Profile with Different Argon Gas Flow...................................... C-2
C.3 Temperature Profile at 1140 – 1145 °C ................................................................ C-2
C.4 Temperature Profile at Different Set Point Temperature.............................. C-3
C.5 Isothermal Position inside Horizontal Tube Furnace......................................C-3
Appendix D: Error Analysis...................................................................................................... D-1
D.1 Errors in Experimental Procedures....................................................................... D-1
D.1.1 Weighing Error....................................................................................................... D-1
D.1.2 Temperature Measurement Error.................................................................. D-1
D.1.3 Error in Sample Position inside Furnace.................................................... D-2
D.1.4 Flow Rate Errors.................................................................................................... D-2
D.2 Errors in Analytical Technique................................................................................. .D-2
D.2.1 Error in EDS Analysis............................................................................................D-2

xv
D.2.1 Error in XRD Analysis...........................................................................................D-2
Appendix E: Sample Calculations.......................................................................................... E-1
E.1 Kinetic Analysis................................................................................................................ .E-1
E.1.1 Determination of Mass Transfer Coefficient.............................................. .E-1
E.2 Experimental Study......................................................................................................... E-2
E.2.1 Calculation of Required Amount of Reactant............................................. E-2

xvi
This Page Intentionally Left Blank

xvii
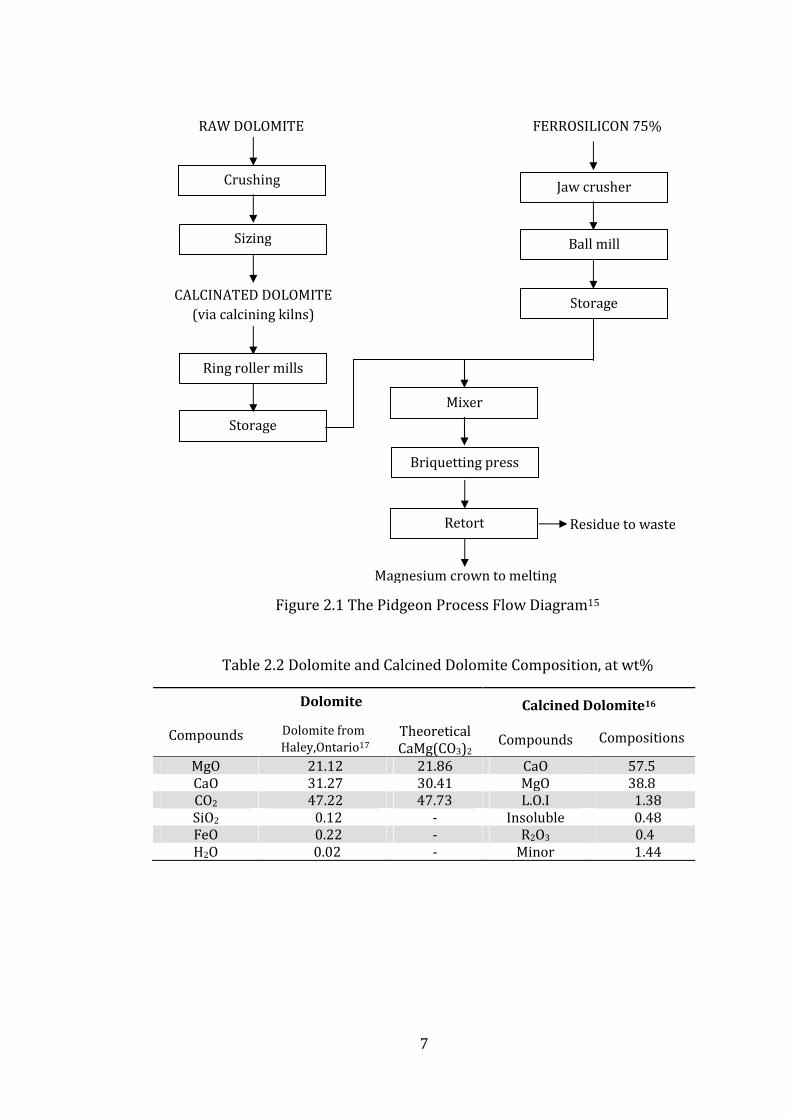
List of Figures Figure 2.1 The Pidgeon Process Flow Diagram15 ............................................................... 7
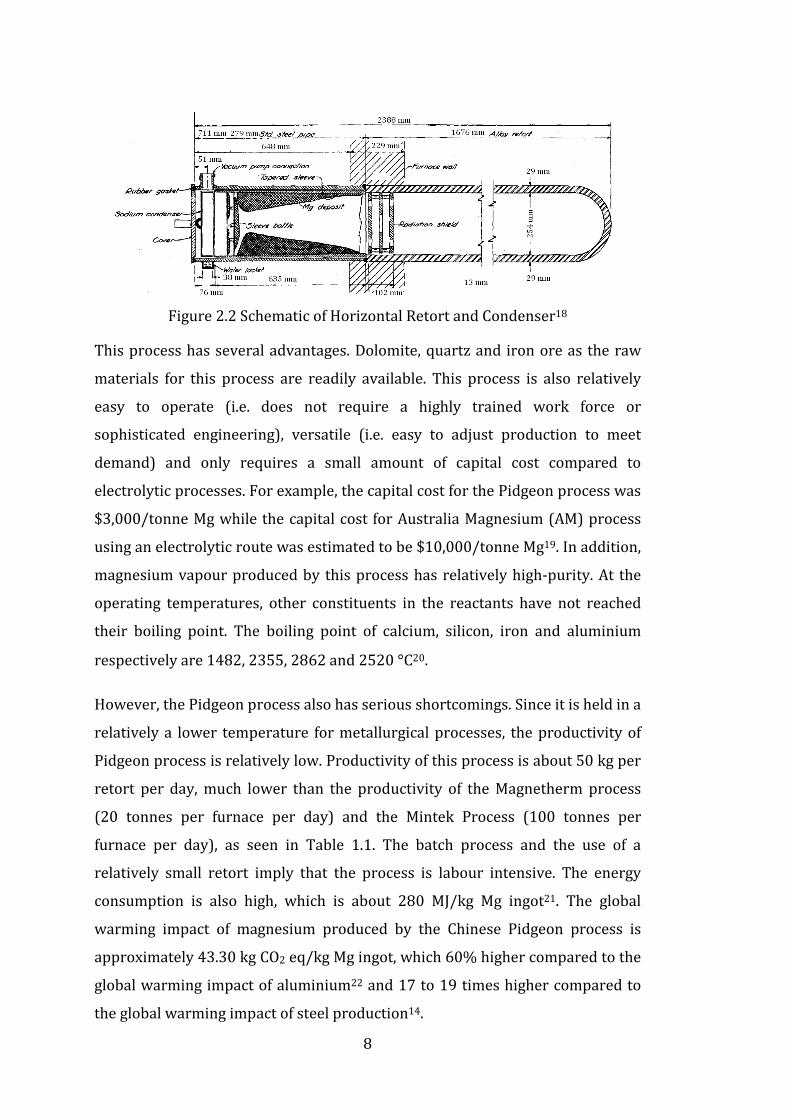
Figure 2.2 Schematic of Horizontal Retort and Condenser18 ........................................ 8
Figure 2. 3 Silicon Activities (aSi) for the Fe-Si System: a. aSi at 1200 °C,
Reference State to Solid Silicon23, b. aSi at 1500 °C, Reference State to Molten
Silicon24, and c. aSi at 1600 °C, Reference State to Molten Silicon25 ............................ 9
Figure 2. 4 Gibbs Energy of Reaction26 Calculated using FactSage 6.2 ................... 11
Figure 2. 5 Kinetics of Silicothermic Reaction at Vacuum Condition of 0.5 mmHg
(After Toguri and Pidgeon16, 35) ............................................................................................. 13
Figure 2.6 Magnesium Recovery from the Pidgeon Process. Dolomite type A:
white, hard and macrocrystalline; Dolomite B: brown, friable to hard,
microcrystalline ........................................................................................................................... 15
Figure 2.7 Arrhenius Plot for the Jander Constants (Wynnyckyj et al36) .............. 16
Figure 2.8 Effect of Pressure on Conversion of Magnesium (after Pidgeon12 and
Toguri and Pidgeon35) ............................................................................................................... 17
Figure 2.9 Effect of Ferrosilicon Grade on Magnesium Conversion ........................ 18
Figure 2.10 Effect of Silicon (75%FeSi) Stoichiometry on Magnesium Conversion
............................................................................................................................................................ 19
Figure 2. 11 Effect of Time and Temperature on Conversion of Magnesium in
Argon Atmosphere at 2.5×10-4 m3/min (After Morsi et al34) ..................................... 21
Figure 2.12 Effect of Hydrogen Flow Rate on Magnesium Conversion.
Temperature: 1150 °C; pellet radius: 9 mm; Compaction pressure: 68 MPa.
(after Barua and Wynnyckyj37) .............................................................................................. 22
Figure 2.13 The presence of CaSi2 in MgO-CaO-Si system. C: CaSi2, γ : γ-Ca2SiO4
(after Wynncykyj and Pidgeon28) .......................................................................................... 24
Figure 2.14 Predicted Conversion Profile for Typical Experimental Condition.
Radius: 1.0 cm, Temperature: 1177 °C, ke = 418 J/msK36 ............................................ 25
Figure 2.15 Effect of Pellet Radius on the Conversion Profile and Temperature
Distribution within the Briquette, Predicted by the Model. Temperature: 1177
°C, ke= 418 J/msK, Time: 60 min36 ........................................................................................ 26

xviii
Figure 2.16 Calculated Magnesium Pressure on the Briquette Surface and Bulk
Gas37 .................................................................................................................................................. 27
Figure 2. 17 Bolzano Reactor48 ............................................................................................... 28
Figure 2.18 The Schematic of Magnetherm Process53 .................................................. 29
Figure 2.19 The Phase Diagram of CaO-MgO-SiO2-Al2O3 System at 10%
Al2O3(Temperature is in K)61. The Grey Area is the Magnetherm Operation
Condition ......................................................................................................................................... 31
Figure 2.20 Phase Diagram of CaO-MgO-Al2O3-SiO2 System at 10 wt%
Al2O3(Temperature in K)61. The black area is the Mintek Operating Condition . 35
Figure 2.21 Layout of the MTMP Pilot Plant70 .................................................................. 37
Figure 3.1 Different Modes of Diffusion133 ........................................................................ 59
Figure 3.2 Representation of a Reacting Particle when Diffusion through Gas
Film is the Controlling Resistance136. .................................................................................. 60
Figure 3.3 Diffusion of Species A from a Solid Surface into a Moving Gas
Stream134 ......................................................................................................................................... 69
Figure 3.4 Basic Steps of Crystal Growth from Condensation of Vapours. A.
Generation. B. Bulk Transport. C. Boundary Layer Transport. D.
Adsorption/Desorption. E. Migration. F. Nucleation165 ................................................ 71
Figure 3.5 The Schematic of Graphite Retort (After Toguri and Pidgeon)38 ........ 79
Figure 3.6 Experimental Configuration in Horizontal Tube Furnace (After
Hughes et al29) .............................................................................................................................. 80
Figure 3.7 Effect of Hydrogen Flow Rate on the Apparent Reaction Pressure at
1159 °C (after Pidgeon and King27) ...................................................................................... 80
Figure 3.8 The Schematic of Vapour Pressure Measurement (after Pidgeon and
King27) .............................................................................................................................................. 82
Figure 3.9 Magnesium Reduction Apparatus (after Morsi et al40) ........................... 83
Figure 3.10 Schematic of Experimental Study (after Misra et al32) ......................... 83
Figure 3.11 Schematic of Experimental Study of Mg Vapour Condensation183 ... 84
Figure 5.1 Thermodynamic Modelling Methodology .................................................... 91
Figure 5.2 Schematic of Equilibrium Calculations .......................................................... 96
Figure 5.3 Equilibrium Calculation of the Pidgeon Process at 1100 °C and 7 Pa 97

xix
Figure 5.4 Equilibrium calculations for the Magnetherm Process at 1550 °C and
5 kPa. .............................................................................................................................................. 101
Figure 5.5 Equilibrium Calculation for the Mintek Process at 1750 °C and 85
kPa. .................................................................................................................................................. 103
Figure 5.6 Schematic of Multistage Equilibrium modelling ...................................... 105
Figure 5.7 Predicted Impurities Distribution from Multistage Equilibrium
Calculations using Vapour Predicted from the Pidgeon Process ............................ 105
Figure 5.8 Predicted Impurities Distribution from Multistage Equilibrium
Calculations using Vapour Predicted from the Magnetherm Process .................. 106
Figure 5.9 Impurity distribution of the Mintek Process ............................................. 108
Figure 5. 10 Phase Diagram of Mg Rich Region in Mg-Ca System211 ..................... 112
Figure 5. 11 Activity of Mg and Ca106 at 550 °C .............................................................. 113
Figure 5.12 (a) Phase Diagram of Mg-Si system, (b) Phase Diagram of Mg-rich
Region on Mg-Si System217 .................................................................................................... 114
Figure 5. 13 Activity of Mg and Si217 at 550 °C .............................................................. 115
Figure 5. 14 Phase Diagram of Mg-Si System (after Grobner et al220) .................. 115
Figure 5.15 Phase Diagram of Fe-Si (after Lacaze and Sundman221) .................... 116
Figure 5.16 Schematic of Model Representations ........................................................ 121
Figure 5.17 Schematic of Thermodynamic Modelling of the Pidgeon Process.. 121
Figure 5.18 Effect of Temperature to Magnesium Recovery via the Pidgeon
Process ........................................................................................................................................... 124
Figure 5.19 Effect of Pressure to Magnesium Recovery via the Pidgeon process
.......................................................................................................................................................... 125
Figure 5.20 Effects of Pressure and Temperature to Magnesium Recovery
Predicted by Thermodynamic Modelling ......................................................................... 125
Figure 5.21 The Predicted Fugacity of Magnesium Vapour in the Pidgeon
Process System at Various Temperature and Presssure ........................................... 126
Figure 5.22 Magnesium Impurities by Single Stage Equilibrium ........................... 127
Figure 5.23 Comparison between (a) Ideal Solution Model and (b) Random
Mixing Solution Model from the Modelling of the Pidgeon Process Impurities at
1160 °C Temperature. ............................................................................................................. 130
xx
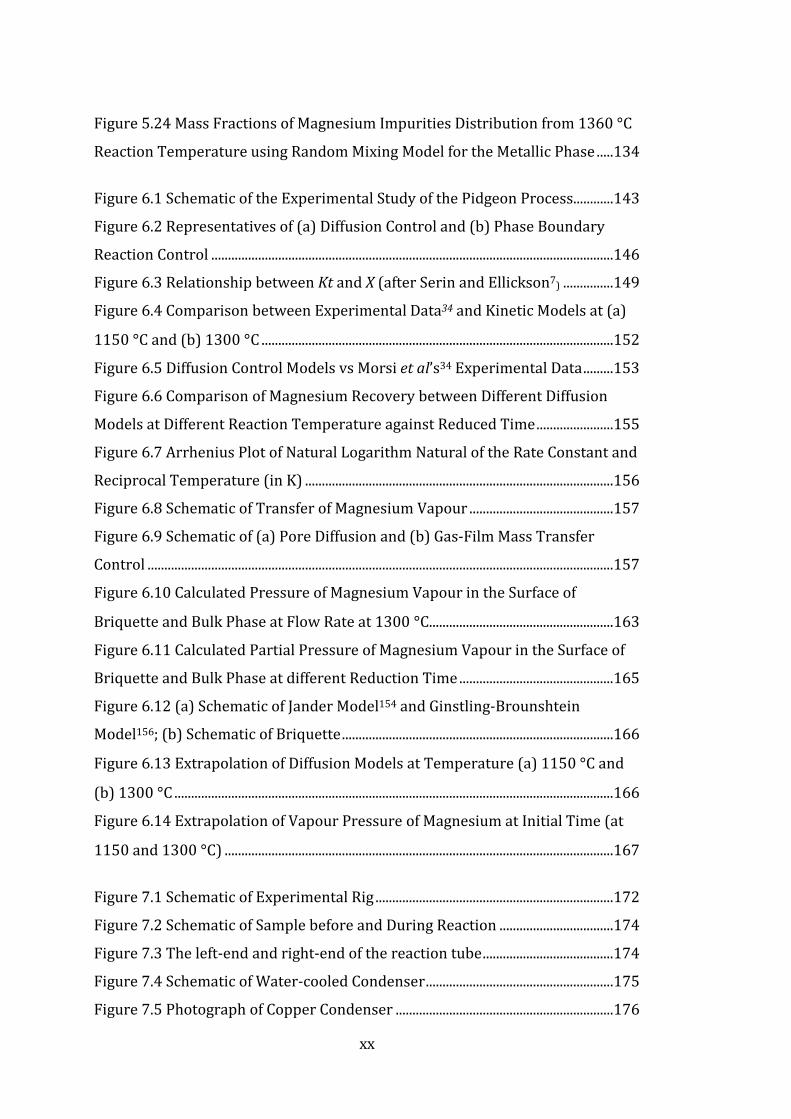
Figure 5.24 Mass Fractions of Magnesium Impurities Distribution from 1360 °C
Reaction Temperature using Random Mixing Model for the Metallic Phase .....134
Figure 6.1 Schematic of the Experimental Study of the Pidgeon Process............143
Figure 6.2 Representatives of (a) Diffusion Control and (b) Phase Boundary
Reaction Control ........................................................................................................................146
Figure 6.3 Relationship between Kt and X (after Serin and Ellickson7) ...............149
Figure 6.4 Comparison between Experimental Data34 and Kinetic Models at (a)
1150 °C and (b) 1300 °C .........................................................................................................152
Figure 6.5 Diffusion Control Models vs Morsi et al’s34 Experimental Data .........153
Figure 6.6 Comparison of Magnesium Recovery between Different Diffusion
Models at Different Reaction Temperature against Reduced Time .......................155
Figure 6.7 Arrhenius Plot of Natural Logarithm Natural of the Rate Constant and
Reciprocal Temperature (in K) ............................................................................................156
Figure 6.8 Schematic of Transfer of Magnesium Vapour ...........................................157
Figure 6.9 Schematic of (a) Pore Diffusion and (b) Gas-Film Mass Transfer
Control ...........................................................................................................................................157
Figure 6.10 Calculated Pressure of Magnesium Vapour in the Surface of
Briquette and Bulk Phase at Flow Rate at 1300 °C.......................................................163
Figure 6.11 Calculated Partial Pressure of Magnesium Vapour in the Surface of
Briquette and Bulk Phase at different Reduction Time ..............................................165
Figure 6.12 (a) Schematic of Jander Model154 and Ginstling-Brounshtein
Model156; (b) Schematic of Briquette .................................................................................166
Figure 6.13 Extrapolation of Diffusion Models at Temperature (a) 1150 °C and
(b) 1300 °C ...................................................................................................................................166
Figure 6.14 Extrapolation of Vapour Pressure of Magnesium at Initial Time (at
1150 and 1300 °C) ....................................................................................................................167
Figure 7.1 Schematic of Experimental Rig .......................................................................172
Figure 7.2 Schematic of Sample before and During Reaction ..................................174
Figure 7.3 The left-end and right-end of the reaction tube .......................................174
Figure 7.4 Schematic of Water-cooled Condenser ........................................................175
Figure 7.5 Photograph of Copper Condenser .................................................................176

xxi
Figure 7.6 Sample Preparation Technique ...................................................................... 177
Figure 7.7 Sample Arrangement .......................................................................................... 178
Figure 7.8 SEM/EDS Equipment .......................................................................................... 182
Figure 7.9 Bruker AXS X-Ray Diffraction......................................................................... 185
Figure 7.10 SEM of MgO (Signal: Secondary Electron, EHT: 3.00 kV, Working
Distance: 6 mm) ......................................................................................................................... 187
Figure 7.11 SEM of CaO (Signal: Secondary Electron, EHT: 8.0 kV, working
distance: 4 mm) .......................................................................................................................... 187
Figure 7.12 SEM of FeSi (Signal: Secondary Electron, EHT: 3.0 kV, working
distance: 6 mm) .......................................................................................................................... 188
Figure 7.13 XRD Pattern of Preheated Pellet in Inert Atmoshere .......................... 188
Figure 7. 14 EDS Analysis of Surface of Reactants ........................................................ 189
Figure 7. 15 SEM of Pellet at 94.5 MPa Compaction Pressure ................................. 190
Figure 7. 16 SEM of Pellet at 54.5 MPa Compaction Pressure ................................. 190
Figure 7. 17 SEM of pellet at 13.3 MPa Compaction Pressure (5000×) ............... 191
Figure 7. 18 XRD Pattern of Reacted Samples ................................................................ 192
Figure 7.19 XRD Pattern of Reacted Samples at Different Time ............................. 193
Figure 7.20 Magnesium Condensates at (a) Condenser, (b) Wire Attached to
Sample Boat, ................................................................................................................................ 193
Figure 7. 21 Photograph of Quartz Tube Condenser after Reduction Experiment
.......................................................................................................................................................... 194
Figure 7. 22 Inside Wall of Quartz Tube Condenser Containing Condensates .. 194
Figure 7.23 XRD of Magnesium Condensate Run II (2 hour) ................................... 195
Figure 7.24 XRD of Magnesium Condensates Run III (3 hour). Red line: MgO;
Blue Line: Ca2SiO4 ...................................................................................................................... 195
Figure 7.25 XRD of Magnesium Condensates Run IV (4 hour): at 0-5 cm (red:
MgO, blue: Mg3CaO.(SiO3)4, green: CaMgSi2O6) .............................................................. 196
Figure 7.26 XRD of Magnesium Condensates Run IV (4 hour): at 6-12 cm (blue:
MgO, green: magnesium calcium iron silicate) .............................................................. 196
Figure 7.27 SEM of Magnesium Condensates from Wall (1500× Magnification)
.......................................................................................................................................................... 197

xxii
Figure 7.28 SEM of Different Morphology of Magnesium Condensate Collected
from Copper Condenser. (left: SE image, right: QBSD image) (1,500×
magnification) .............................................................................................................................197
Figure 7.29 SEM of “Snow” Condensate Collected from Inside Mullite Tube (left:
SE image, right: QBSD image) (1,500 × magnification) ..............................................197
Figure 7.30 SEM of “Dense” Condensate Collected from Copper Condenser left:
SE image, right: QBSD image) (1,500 × magnification) ..............................................198
Figure 7.31 Elemental Mapping of Magnesium Condensate Run IV (4 hour) ....199
Figure 7.32 Elemental Mapping of Magnesium Condensate Run IV ......................200
Figure 8.1 Schematic of Diagram of Experimental Apparatus to Produce
Condensate from Silicothermic Reduction of CaO-MgO .............................................203
Figure 8.2 Temperature Profile of System between position 30 and 58 cm at
Reaction Temperature of 1140 °C at Centerline ...........................................................204
Figure 8.3 Schematic of Thermocouple Measurement ...............................................210
Figure 8.4 (a) Supersaturation of Mg Vapour Versus Temperature, (b) Plot of (ln
S)2/3 vs T for Mg Homogeneous Nucleation ....................................................................212
Figure 8.5 Plot of Nucleation Rate (/m3.s) and Radius of Cluster (× 10-9 m) of Mg
Homogeneous Nucleation ......................................................................................................213
Figure 8.6 Temperature Profile, Nucleation Rate of Mg, and Critical Radius of
Nucleus along the Position .....................................................................................................214
Figure 8.7 Plot of (ln S)2/3 of SiO with Temperature ....................................................215
Figure 8.8 Temperature Profile, Nucleation Rate of SiO, and Critical Radius of
Nucleus along the Position .....................................................................................................216
Figure 8.9 Plot of lnS 2/3 of Ca Vapour with 1000/T ....................................................218
Figure 8.10 Temperature Profile, Nucleation Rate of Ca, and Critical Radius of
Nucleus along the Position .....................................................................................................218
Figure 8.11 Plot of lnS 2/3 of Fe Vapour with Temperature.......................................219
Figure 8.12 Temperature Profile, Nucleation Rate of Fe, and Critical Radius of
Nucleus along the Position .....................................................................................................220
Figure 8.13 Vapour Pressure of Metals198........................................................................222

xxiii
Figure A.1 The CaO-MgO Phase Diagram after Doman et al253. The dashed lines
is the assestment results of Hillert and Wang 254 …………………………………...........A-1
Figure A.2 Fe-Si Phase Diagram (after Masallski and Okamoto258)...………...........A-3
Figure A.3 CaO-SiO2 Phase Diagram14…………………………………………...………...........A-4
Figure A.4 Phase Diagram of Ca2SiO4-Mg2SiO4 System119 …...………..........................A-5
Figure B.1 FactSage Program Version 6.1 ……………………………………………...........B-1
Figure B.2 Reactant Menu …………………………………………………………………………B-2
Figure B.3 List of Thermodynamic Databases ……………………………………………. B-3
Figure B.4 Equilib Menu Window ………………………………………………………………. B-4
Figure B.5 Binary Excess Parameters in the FCC Solution Model …………………B-5
Figure B.6 Binary Excess Parameter in the HCP Solution Model ………………… B-6
Figure B.7 Binary Excess Parameter in the BCC Solution Model ………………… B-6
Figure B.8 Input Species for the Pidgeon Process Reaction …………………………. B-7
Figure B.9 Details of Species Considered in the Equilibrium calculation ……… B-7
Figure B.10 Solution Models and Equilibrium Conditions …………………………… B-8
Figure B.11 Input Species for the Vapour Condensation ……………………………. B-10
Figure B.12 Solution Species and Final Conditions for the Vapour Condensation
………………………………………………………………………………………………………………...B-10
Figure C. 1 Temperature Profile Measurement at Set Point of 1190 oC, Ar gas
Flow Rate of 0.3 L/min, and Cooling Water Rate of 3 L/min …………………………C-1
Figure C. 2 Temperature Profile at Different Condenser Position ………………….C-1
Figure C. 3 Temperature Profile Measurement at Set Point of 1140 oC, Ar gas
Flow Rate of 0.3 L/min, and Cooling Water Rate of 3 L/min …………………………C-2
Figure C. 4 Temperature Profile Measurement at Set Point of 1145 oC under Ar
Gas Flow Rate of 0.3 L/min. The Position of Water-cooled Condenser is 30 cm
from the right-end of tube. ………………………………………………………………………….C-2
Figure C. 5 Temperature Profile Measurement at Set-Point Temperatures of
1130 oC, 1145 oC and 1160 oC. Sample is put inside the Tube Furnace at 25 cm
Position. …………………………………………………………………………………………………….C-3

xxiv
Figure C. 6 The Isothermal Position inside Tube Furnace at Set Point
Temperature of 1130 oC, 1145 oC and 1160 oC ……………………………………………..C-3
Figure C. 7 Temperature Calibration between Set Point and Actual Temperature
…………………………………………………………………………………………………… ……………..C-4

xxv
List of Tables Table 1.1 Operating Conditions and Impurities in Magnesium Extracted from the
Silicothermic Processes ............................................................................................................... 2
Table 2.1 Comparison of Some Reductions of Magnesium Oxide 11 ........................... 6
Table 2.2 Dolomite and Calcined Dolomite Composition, at wt% ............................... 7
Table 2.3 Summaries of Briquette Properties and Experimental Conditions Used
by Previous Investigators ......................................................................................................... 14
Table 2.4 Impurities in the Magnesium Produced from the Magnetherm Process
Before and After Refining (using MgCl2 and KCl fluxs) process, in wt%59 ............ 32
Table 2.5 Composition of Magnesium Process in Heggie-Iolaire Process64 ......... 34
Table 2.6 Composition of Calcined Dolomite (Cal.dol) and Reducing Agent
(%wt)67 ............................................................................................................................................ 34
Table 2. 7 Composition of Condensed Magnesium (wt%)66 ....................................... 38
Table 2.8 Slag Composition in Mintek Process (wt%)66 ............................................... 38
Table 2.9 Chemical Analyses of Various Fluxes, Mass per Cent8 ............................... 39
Table 2. 10 Chemical Analyses of Crude and Clean Magnesium, wt%8 .................. 40
Table 2.11 Physical Properties of Magnesium48 .............................................................. 42
Table 2. 12 Pure Magnesium – Specification and Mean Impurity Content9 ......... 42
Table 2. 13 Composition of Magnesium Alloys ................................................................ 43
Table 5.1 Operating Condition of Silicothermic Processes ......................................... 92
Table 5.2 FactSage204 Built-in Compound Database Used in This Study ............... 93
Table 5.3 FactSage204 Built-in Solution Database Used in This Study ..................... 94
Table 5.4 Possible Species for The Pidgeon Process System in Gas and
Condensed Phases ....................................................................................................................... 96
Table 5.5 Possible Species for The Magnetherm and Mintek process Systems 100
Table 5.6 Predicted Vapour Compositions of Silicothermic Process from
Thermodynamic Modelling ................................................................................................... 104
Table 5.7 Comparison of Element Composition Calculated from the Present
Study, Previous Modelling Work73 and Actual Chemical Analysis8, 35, 59 .............. 109

xxvi
Table 5.8 Interaction Parameters for Solid Solution Models ....................................118
Table 5.9 Database for Metallic System in FTlite database225 ..................................119
Table 5.10 Database for Some Metal System in SGTE alloy 2007 database .......120
Table 5.11 Input Data in the Pidgeon Process System35 ............................................122
Table 5.12 Details of Composition and Phase Present predicted from Model II
Single stage Condensation (per 100 mol Mg) using random Mixing Solution
Model for the Metallic Phases ...............................................................................................128
Table 5.13 Details of Phase Present predicted from Model II Single stage
Condensation (per 100 mol Mg) using Ideal Solution for the Metallic Phases ..128
Table 5.14 The Predicted Vapour Phase in the Pidgeon Process ............................129
Table 5.15 Mass of the Vapour Phase and Condensed Phases from Multistage
Condensation Model at Different Temperature (in gram per 100 moles Mg)
Calculated using Ideal Solution for the Metallic Phases .............................................131
Table 5.16 Mass of the Vapour Phase and Condensed Phases from Multistage
Condensation Model at Different Temperature (in gram per 100 moles Mg)
Calculated using Random Mixing Solution model for the Metallic Phases ..........132
Table 5.17 Mass of the Vapour Phase and Condensed Phases from Multistage
Condensation Model at Different Temperature (in gram per 100 moles Mg)
Calculated using Random Mixing Solution model for the Metallic Phases ..........136
Table 5.18 Comparison of Magnesium and Impurities Concentrations Calculated
from Present Study and from Chemical Analyses at Reaction Temperature of
1160 °C (in wt %) ......................................................................................................................139
Table 6.1 Parameter of Experimental Work (after Morsi et al34) ...........................145
Table 6.2 Models for Mixed Powder Reactions133 ........................................................147
Table 6.3 Parameters from Nucleation Model ...............................................................152
Table 6.4 R2 of Kinetic Models ..............................................................................................152
Table 6.5 Correlation Coefficient, R2, of Diffusion Models .........................................154
Table 6.6 Magnesium Conversion at 1300 °C and 1 Hour34 ......................................158
Table 6.7 Magnesium Conversion at 0.25 L/min Argon Gas Flow Rate34 ............158
Table 6.8 Mass Transfer Coefficient, kc, of Mg-Ar System at 1300 °C ....................162
Table 6.9 Magnesium Vapour Pressure at 1300 °C at Surface and Bulk Gas .....162

xxvii
Table 6.10 Magnesium Vapour Pressure at 1150 °C at Surface and Bulk Gas
(Argon Gas Flow Rate: 0.25×10-3 m3/min) ...................................................................... 163
Table 6.11 Magnesium Vapour Pressure at 1300 °C at Surface and Bulk Gas
(Argon Gas Flow Rate: 0.25×10-3 m3/min) ...................................................................... 164
Table 7.1 Purity and Composition of Raw Materials ................................................... 176
Table 7. 2 Silicothermic Experiments in Vacuum Conditions .................................. 191
Table 7.3 Semi-quantitative Analysis of Condensates using EDS analysis.......... 198
Table 8.1 Properties Data of Species183, 243, 245, 246 ........................................................ 207
Table 8.2 Surface energy of Condensing Species .......................................................... 207
Table 8.3 Equilibrium Vapour Pressure Constants (as per Equation 8.7) .......... 209
Table 8.4 Molar Partial Fraction of Vapours Predicted from Thermodynamic
Modelling at 1140 °C using FACT53 database ............................................................... 211
Table 8.5 Summary of T* ........................................................................................................ 221
Table 8.6 Summary of Condensation of Vapour ............................................................ 221

xxviii
This Page Intentionally Left Blank

xxix
Nomenclatures Initial concentration of reactant
C Concentration of reactant
Cp Heat capacity
D Diffusivity (or Diffusion coefficient)
∗ Self-diffusion coefficient
Interdiffusivity of species A and B
Knudsen Diffusion
δ Inter-atomic spacing
EA Activation energy
G Gibbs energy of system
∆ Gibbs energy of reaction
Standard Gibbs energy of pure component i
Gibbs energy of mixing
Partial Gibbs energy or chemical potential of component i
φ Gibbs energy of ideal mixing
φ Excess Gibbs energy
γi Activity coefficient of species i
γ Henrian activity coefficient of species i
∆ Enthalpy of reaction
∆S the entropy change of the process
σAB Collision diameter of species A and B
ε Lennard-Jones potential of species A and B
ΩAB Collision integral of A-B mixture at dimensionless temperature TAB
Ω Excess surface entropy per molecule (in homogeneous nucleation
theory)
j Mass transfer flux
J Nucleation rate
k Rate constant
kc Mass transfer coefficient

xxx
kB/k Boltzmann constant (1.380648×10-23 J/K)
Equilibrium constant
,,φ Binary interaction parameter of species i and j
L Thickness of product layer; characteristic length
M Molecular mass
NA Mass transfer rate per unit solid surface area
ai Activity of species i
Pi Partial pressure of species i
pi: 3.14159 …
R Gas constant (8.314 J/mol.K)
r Radius
Re Reynolds number; Re = UL/v
ρi Density of species i
Supersaturation/supercooling
Sc Schmidt Number; Sc = v/D
Sh Sherwood number; Sh = kcL/D
σ Surface tension
T Temperature
t Time
U Velocity
v Kinematic viscosity
wt% Weight percent
X Conversion
xi Composition of species i
yi Fractional site composition of i
Z Correction in the Valensi-Carter model

1
1 Introduction
Magnesium is a light metal that has a density of 1783 kg/m3, which is two thirds
of aluminium and one sixth of steel. It also has a number of other desirable
properties including good ductility, excellent castability and high specific
strength1. The strength-to-weight ratio of magnesium, 158 kNm/kg, is 17%
higher than the strength-to-weight ratio of aluminium. These attractive
properties have ensured a steady increase in the consumption of magnesium in
the recent years with a growth rate of 7% per annum2. It is used as an alloying
element in aluminium alloys, die casting, for steel desulphurisation, and as an
industrial chemicals3. The aluminium industry utilises magnesium to increase
the strength, ductility and corrosion resistance of aluminium alloys.
Magnesium’s use in both aluminium and steel production strongly links its
demand to these two other metal commodities.
Magnesium is produced commercially via two general routes: electrolytic and
metallothermic routes. The electrolytic process routes are based on the
electrolysis of molten magnesium chloride. A number of process steps are
needed to purify magnesium chloride prior to the electrolytic operation. Hence,
these routes are complex and capital intensive. Metallothermic routes utilise a
metal as the reducing agent to extract magnesium from calcined dolomite in a
thermal reduction process. In the silicothermic route, such as the Pidgeon
process, ferrosilicon reduces calcined dolomite in a horizontal retort. The
produced magnesium vapour condenses as a dense metal.
While the Pidgeon Process is slow and energy intensive, this process has
become the dominant process for producing magnesium in the world, with
China over 70% of all magnesium4. This process suits the local economy of
China, where the labour costs are cheap and raw materials are available. The
growing demand for magnesium has stimulated research into new methods of
producing magnesium. The Magnetherm process had been operated in the past

2
at higher temperature than the Pidgeon process in order to increase
productivity. The Mintek process is another silicothermic process that also
operates at higher temperature and high productivity. The development of this
process is still underway.
Table 1.1 Operating Conditions and Impurities in Magnesium Extracted from the
Silicothermic Processes
Operating
Condition Pidgeon5, 6 Magnetherm7 Mintek8
Pressure 13-67 Pa 0.05- 0.1 atm ~1 atm
Temperature (°C) 1100 - 1200 1550 - 1600 1700 – 1750
Productivity per retort per day
50 kg 20 tonne 100 tonne
Impurities
(wt%) Pidgeon9 Magnetherm7 Mintek8
Crude Clean
Al 0.004 0.01 0.066 0.04
Si 0.01 0.05 0.281 0.095
Ca 0.005 N.A. 0.385 0.023
Fe 0.007 0.005 0.25 0.047
Mn 0.01 0.05 N.A. N.A.
The productivity of the process has strong correlation with the impurities found
in the magnesium. Table 1.1 shows the typical impurities of magnesium resulted
from various silicothermic processes. The Pidgeon process typically produces
50 kg of magnesium per retort per day, while the Magnetherm process and the
Mintek process produce approximately 20 and 100 tonnes per retort per day,
respectively. While a higher temperature process offer higher productivity, the
increase in operating temperature results in higher impurities. The Pidgeon
process, which operates between a temperature of 1100 and 1200 °C, produces
the highest purity of magnesium (>99.96 wt%). Conversely, the Mintek process
which operates at a temperature between 1700 and 1750 °C produces a low
purity of magnesium (less than 99 wt% for the crude magnesium). The purity
required for 9980 A-grade commercial magnesium is a minimum of 99.80 wt%
Mg, with the impurities such as Ca, Al, Si, and Fe are below 0.05 wt% each10.

3
As the silicothermic reaction involves a number of reactants in different phases,
the physical chemistry associated with this process is complex. The fundamental
thermodynamics of the Pidgeon process has been established6 and some papers
on the kinetics of the process are available. However, while a number of
parameters affecting the process have been examined, there is no general
conclusion on the kinetics of the process. The knowledge on the behaviour of
impurities in magnesium produced by silicothermic process is also quite
limited. In the current practice, the impurities in magnesium metal produced
from the silicothermic processes are removed in a separate refining operation.
This study is concerned with the fundamental physical chemistry associated
with the silicothermic processes, including the behaviour of impurities in the
process. This achieved by using thermodynamics and kinetics modelling, as well
as high temperature experiments to validate the predictions. Accordingly, this
study will address the following questions:
- What is the effect of parameters such as temperature and pressure to the
conversion of magnesium and the impurities included in the magnesium
vapour?
- What is the controlling factor in the kinetics of silicothermic process?,
and
- What is the distribution of impurities in the silicothermic processes?
Overview of this study
In the first two chapters, the literature on the fundamentals of silicothermic
processes and the thermodynamics and kinetics of high temperature processes
are examined. In Chapter 2, different type of silicothermic processes, such as the
Pidgeon process, the Magnetherm process, the Mintek process, and the Bolzano
process are explored, including the available literature on their basic
thermodynamics and kinetics. In Chapter 3, theories on computational
thermodynamics and kinetic modelling are described.

4
Based on the literature review, the research issues are identified in Chapter 4.
The thermodynamic modelling results are described in Chapter 5, while the
kinetic modelling results are described in Chapter 6. The results of experiments
are described in Chapter 7. Chapter 8 provides analysis based on the Classical
Nucleation theory on the condensation behaviour. The general discussion is
provided in Chapter 9, while Chapter 10 will provide conclusions and
recommendation for further studies.
The following papers have resulted from this study:
1. W. Wulandari, M. A. Rhamdhani, G. A. Brooks, and B. J. Monaghan:
'Distribution of Impurities in Magnesium Production via Silicothermic
Reduction', Proceedings of the Inaugural High Temperature Processing
Symposium, Hawthorn, Victoria, Australia, 09 February 2009.
2. W. Wulandari, M. A. Rhamdhani, G. A. Brooks, and B. J. Monaghan:
'Distribution of Impurities in Magnesium Production via Silicothermic
Reduction', Proceedings of European Metallurgical Conference 2009,
Innsbruck, Austria, 28 June - 1 July 2009, 2009, GDMB, pp. 1401-1417
(refereed).
3. W. Wulandari, G. Brooks, M. A. Rhamdhani, and B. J. Monaghan:
'Thermodynamic Modelling of High Temperature Systems', Proceedings of
the Chemeca 2009 Annual Conference, Perth, Western Australia, 27-30
September 2009, Engineers Australia (refereed).
4. W. Wulandari, G. Brooks, M. A. Rhamdhani, and B. J. Monaghan: 'Magnesium:
Current and Future Production Routes', Proceedings of 'Engineering at the
edge', the 2010 Chemeca Annual Conference (Chemeca 2010), Adelaide,
South Australia, Australia, 26-29 September 2010, Engineer Australia
(refereed).
5. W. Wulandari, M. A. Rhamdhani, G. A. Brooks, and B. J. Monaghan: “Kinetics
of Silicothermic Reduction of Calcined Dolomite in Flowing Argon
Atmosphere”, Proceedings of the 2nd Annual High Temperature Processing
Symposium, Hawthorn, Victoria, Australia, 08-09 February 2010 / Geoffrey
Brooks, M. Akbar Rhamdhani and Xiadong Xu (eds.), pp. 77-80.

5
2 Fundamental of Silicothermic Processes Silicothermic process refers to a method of extracting metal by reducing the
metal oxide using silicon as a reducing agent. This reaction is endothermic, as
energy is required to process and break down the bond between metal and
oxygen in the reaction. In the silicothermic process for magnesium production,
calcined dolomite (CaO.MgO) is mixed with ferrosilicon before being charged
into the retort for the reduction process. The silicothermic reaction can be
expressed as follows:
2. !" → $ % 2& !" (2. 1)
In this chapter, a comprehensive literature review of the silicothermic processes
is presented. The initial section of this chapter reviews the physical chemistry of
the Pidgeon process, which includes the thermodynamics and kinetics of this
process. This is followed by the description of various silicothermic processes,
such as the Bolzano, the Magnetherm and the Mintek processes. The last section
reviews the purity requirement of magnesium metal for commercial purposes.
2.1 The Pidgeon Process
Thermal based processes to produce magnesium metal from its oxide have been
studied by Pidgeon11, 12. Based on Table 2.1, which lists the reaction enthalpy
and the theoretical amount of required reducing agent for each reaction, silicon
is found to be an excellent reducing agent to produce magnesium compared to
calcium carbide, aluminium and carbon. 113 g of ferrosilicon (80wt%Si) is
required to produce a gram of magnesium at 1200 °C compared to 120 g of CaC2
at 1700 °C13. Reaction between MgO and carbon is feasible at 1900 °C; however,
the reaction is reversible and forming carbon and MgO at temperatures between
400 and 1700 °C. Thermal reduction of MgO using CaC2 has been known and
must be carried out below temperatures at which CaO is reduced by carbon13.
Aluminium is more effective compared with silicon as the reducing agent (55 g

6
of aluminium is required to produce 1 g of magnesium); however, the high cost
of aluminium makes it is unsuitable for a commercial process. In addition, the
high energy required to produce aluminium would only add to a high energy
consumption associated with magnesium processing14.
Table 2.1 Comparison of Some Reductions of Magnesium Oxide 11
Reductant T (°°°°C) Reaction Enthalpy and Amount of
Reductant
Carbon 1900 MgO(s) + C(s) = Mg(g) + CO(g) ∆H = 604.76 kJ/mol Mg
Calcium Carbide
1700 MgO(s) + CaC2(s) = Mg(g) + CaO(s) + 2C(s)
∆H = 153.23 kJ/mol Mg
CaC2 = 120 g/g Mg (80% CaC2)
Aluminium 1700 3MgO(s) +Al(s) = Al2O3(s) + 3Mg(g)
∆H = 166.67 kJ/g Mg
Al = 55 g/g Mg (90% Al)
Silicon
1200 2MgO(s) + Si(s) = SiO2(s) + 2Mg(g)
∆H = 285.79 kJ/g Mg
Si = 57.5 g/g Mg (80% Si)
1200 2CaO(s) +2MgO(s) +Si(s) = Ca2SiO4(s) + 2Mg(g)
∆H = 229.21 kJ /g Mg
Si = 113 g/g Mg (80% Si)
Pidgeon developed a process to extract magnesium from calcined dolomite
using ferrosilicon (75%Si) as the reducing agent based on reaction in Equation
(2.1). The process flow diagram is given in Figure 2.115. Calcined dolomite
(CaO.MgO) is mixed with powdered ferrosilicon and fluorspar as a catalyst.
Table 2.2 lists a typical chemical composition of calcined dolomite used in the
Pidgeon process. A typical calcined dolomite contained 38.8 wt% of MgO, 57.5
wt% of CaO, and a number of impurities.
Prior to reduction process, the briquetted charge is placed inside a horizontal
Ni-Cr steel retort, which is shown in Figure 2.2. The retort is heated to a
temperature between 1100 and 1200 °C under a vacuum pressure between 10
to 76 Pa5. Magnesium vapour evolves from the briquettes and precipitates
inside a removable condenser sleeve. Magnesium deposit is removed after eight
hour of batch processing. Typically 20 kg of magnesium is produced per batch
from 120 kg of raw materials5.
7
Figure 2.1 The Pidgeon Process Flow Diagram15
Table 2.2 Dolomite and Calcined Dolomite Composition, at wt%
Dolomite Calcined Dolomite16
Compounds Dolomite from Haley,Ontario17
Theoretical CaMg(CO3)2
Compounds Compositions
MgO 21.12 21.86 CaO 57.5
CaO 31.27 30.41 MgO 38.8
CO2 47.22 47.73 L.O.I 1.38
SiO2 0.12 - Insoluble 0.48
FeO 0.22 - R2O3 0.4
H2O 0.02 - Minor 1.44
Crushing
Ring roller mills
Sizing
Storage
Jaw crusher
Ball mill
Storage
RAW DOLOMITE
Mixer
Briquetting press
Retort
FERROSILICON 75%
CALCINATED DOLOMITE (via calcining kilns)
Magnesium crown to melting
Residue to waste
8
Figure 2.2 Schematic of Horizontal Retort and Condenser18
This process has several advantages. Dolomite, quartz and iron ore as the raw
materials for this process are readily available. This process is also relatively
easy to operate (i.e. does not require a highly trained work force or
sophisticated engineering), versatile (i.e. easy to adjust production to meet
demand) and only requires a small amount of capital cost compared to
electrolytic processes. For example, the capital cost for the Pidgeon process was
$3,000/tonne Mg while the capital cost for Australia Magnesium (AM) process
using an electrolytic route was estimated to be $10,000/tonne Mg19. In addition,
magnesium vapour produced by this process has relatively high-purity. At the
operating temperatures, other constituents in the reactants have not reached
their boiling point. The boiling point of calcium, silicon, iron and aluminium
respectively are 1482, 2355, 2862 and 2520 °C20.
However, the Pidgeon process also has serious shortcomings. Since it is held in a
relatively a lower temperature for metallurgical processes, the productivity of
Pidgeon process is relatively low. Productivity of this process is about 50 kg per
retort per day, much lower than the productivity of the Magnetherm process
(20 tonnes per furnace per day) and the Mintek Process (100 tonnes per
furnace per day), as seen in Table 1.1. The batch process and the use of a
relatively small retort imply that the process is labour intensive. The energy
consumption is also high, which is about 280 MJ/kg Mg ingot21. The global
warming impact of magnesium produced by the Chinese Pidgeon process is
approximately 43.30 kg CO2 eq/kg Mg ingot, which 60% higher compared to the
global warming impact of aluminium22 and 17 to 19 times higher compared to
the global warming impact of steel production14.

9
2.1.1 Thermodynamics of the Pidgeon Process
The equilibrium of reaction in Equation (2.1) can be expressed as the following:
' ()*+ ,-.+/012,-.1+ ,)*1+ ,/0 (2. 2)
where K is equilibrium constant, PMg is the vapour pressure of Mg, and ai
corresponds to activities of species i. Assuming that CaO, MgO and Ca2SiO4 are
pure condensed phases, which have a unit activity, the equilibrium of
silicothermic reaction will be a function of vapour pressure of magnesium and
activity of silicon, as written in Equation (2.3).
' ()*+,/0
(2. 3)
Figure 2. 3 Silicon Activities (aSi) for the Fe-Si System: a. aSi at 1200 °C, Reference State to Solid Silicon23, b. aSi at 1500 °C, Reference State to Molten Silicon24, and c. aSi at 1600 °C, Reference State to Molten Silicon25
Ellingsaeter and Rosenqvist23 measured the activities of solid silicon of the Fe-Si
alloy in the silicothermic reaction system. This silicon activity was compared
with the activity of molten silicon in the Fe-Si system at 1500 °C24-25 and
described in Figure 2.3. These curves show a similar trend as the curve of solid

10
alloys, except for the stepwise increase in activity at the composition of
intermediates solid phases. The drops in the silicon activity at 70, 50 and 30
atomic % Si corresponds to the ζ-phase (Fe2Si5), the ε-phase (FeSi) and the
saturation limit for the α-phase (Fe2Si)23.
The equilibrium constant correlates with the Gibbs energy at the corresponding
temperature with this relationship:
∆3 ' 45678 (2.4)
where R is gas constant, 8.314 J/mol.K, T is temperature (in K), and K is
equilibrium constant.
Since the reaction in Equation (2.1) is a sum of the reaction in Equations (2.5) to
(2.7) as in the following:
2 ' 2 $& (2. 5)
$& ' $ (2. 6)
$ 2 ' 2$ % (2. 7),
the Gibbs free energy of reaction in Equation (2.1) can be calculated to be:
∆$.: ' ∆$.; ∆$.< ∆$.= (2. 8)

11
Figure 2. 4 Gibbs Energy of Reaction26 Calculated using FactSage 6.2
Figure 2.4 shows the Gibbs free energy of reaction of Equations (2.1), (2.5), (2.6)
and (2.7) for temperature range between 1080 to 1260 °C. The Gibbs energy of
silicothermic reaction is between 72 to 90 kJ/mol at this temperature range.
Pidgeon and King27 have measured the equilibrium vapour pressure of
magnesium over the CaO-MgO-Si system as in reaction of Equation (2.1) using
transpiration/entrainment method. At 1100 °C, the pressure of magnesium was
found to be 1.3 kPa. This has been confirmed by several further works23, 28, 29,
including using a Knudsen cell technique28. This value is significantly higher
than the previous work30 which reported a value of 0.25 kPa over the MgO-Si
system. The theoretical magnesium vapour pressure associated with reaction in
Equation (2.1) based on Kubaschewski and Alcock31 had been found one thirds
lower than measured value27. Some investigators16, 23 suspected this
discrepancy was based on the uncertainty of thermodynamic data or a
formation of a complex silicate compound. However, the most recent
thermodynamic data26 shows that the calculated magnesium vapour pressure
over silicothermic system is 1.4 kPa at a temperature of 1100 °C, which is
comparable to Pidgeon and King27.

12
Magnesium vapour removal from silicothermic system drives the reaction
between calcined dolomite and ferrosilicon. There are two methods available to
remove magnesium vapour: using vacuum and a stream of inert gas or ambient
atmosphere. Vacuum has been used extensively both in experimental and
commercial scale5, 6, 18, 32, 33. The second method, using a stream of inert gas34, 35,
is more suitable for continuous operation. The utilisation of inert gas system
offers the possibility of condensing the magnesium to liquid, although it needs a
complex gas system configuration in a large scale operation.
The use of vacuum has been found more effective to remove magnesium from
the briquettes compared with utilising a streaming inert gas16. An experimental
study on the silicothermic reaction in argon atmosphere34 found that the overall
yield of magnesium is lower than those in vacuum. This is supported by the
determination of a lower apparent activation energy of silicothermic in
vacuum35 compared to in a stream of inert gas34. The morphologies of
magnesium collected from those two methods are also different. Silicothermic
in vacuum produces a dense condensate while silicothermic in streaming gas
produces a loose powdered condensate16.
2.1.2 Reaction Kinetics of the Pidgeon Process
2.1.2.1 Reaction in Vacuum Condition
Silicothermic reaction involves three solids (i.e. CaO, MgO and Si) to produce a
vapour and another solid (i.e. Ca2SiO4). The kinetics of this reaction has been
subject of interest to a number of researchers12, 29, 32-37. The experimental
studies of the silicothermic reaction were carried out using thermogravimetry.
Pidgeon12 studied the silicothermic reaction in an ambient atmosphere and a
vacuum. At ambient atmosphere, the system was heated under hydrogen at
atmospheric pressure. The crucible began to lose weight when temperature
reached 1450 to 1570 °C. In the vacuum condition, the system was evacuated to
13 Pa prior to reduction. The reaction proceeded successfully with 78 wt%
conversion after an hour operation at 1155 °C12.

13
Several investigations29, 32, 35 provide additional details on the effect of
parameters such as temperature, pressure, ferrosilicon, particle size and time
on the rate of silicothermic reaction in vacuum condition. Toguri and Pidgeon 35,
38 studied silicothermic reaction by varying temperature from 1050 to 1560 °C,
and pressure between 0.13 Pa and 35 kPa. The results of magnesium conversion
over time at different reaction temperature are shown in Figure 2.5. They
reported that the magnesium recovery increased by a factor of 1.55 for a 50 °C
increase in temperature over the range 1050 to 1560 °C.
Figure 2. 5 Kinetics of Silicothermic Reaction at Vacuum Condition of 0.5 mmHg (After Toguri and Pidgeon16, 35)
A summary of the process parameters and briquette properties used by
previous studies is given in Table 2.3. Misra et al32 studied the reduction rate of
the Pidgeon process in the range of 1100 to 1200 °C, and reported that the
highest magnesium recovery (92.07 wt%) was obtained at a temperature of
1200 °C and pressure of 13 Pa. Hughes et al29 conducted a study at 1000 to 1180
°C, reported the importance of the characteristics of different calcined dolomite,
and suggested that the rate of magnesium evolution from single briquette was
partly controlled by briquette permeability and partly by chemical reaction.

14
Table 2.3 Summaries of Briquette Properties and Experimental Conditions Used by Previous Investigators
Investigators Reactant size
FeSi grade/ excess
Briquette Pressure
Reactor
Pressure
(Pa) Catalyst
Time
(h) Silicon Dolime
Pidgeon12 44-853 µm: 28%
<44µm: 38.5% 178-221µm: 43% 44-221µm:15%
75.7%Si/ 0 N.A. 0.13 N.A. 1
Toguri and Pidgeon35
N.A. N.A. 75%Si/15% 20 MPa 0.13 None 1
Misra et al32 <74µm -147µm 81%Si/18% 20 MPa 13 0.8% CaF2 2 Hughes et al29
<74µm: 90% >147µm: 19% <74µm: 65%
78.6%Si/17% 200 MPa 0.13 CaF2 4
Peirce et al18 N.A. N.A. 75%Si/0 13.7 MPa 13 CaF2 2.5% 8 Yucel et al33 N.A. N.A. FeSi 75% N.A. 100 CaF2 3

15
Pidgeon and Alexander5 reported the development of Pidgeon Process in pilot
plant scale, while Pierce et al18 reported commercial scale results. More
recently, Yucel et al33 studied the production of magnesium metal from Turkish
calcined dolomite and ferrosilicon by the vacuum silicothermic method. The
reaction was investigated over a temperature range of 1100 to 1300 °C and
pressure of 100 Pa. They found that magnesium recovery increases with FeSi
addition, CaF2 addition and reduction time. A recovery of 80 to 96.46 wt% over
the range of conditions studied was achieved33.
Figure 2.6 shows the magnesium recovery of silicothermic under vacuum
condition from a number of investigators at different reduction temperatures.
The pressure of the system vary between 0.13 to 100 Pa, while the reduction
time varies from one to four hours at an experimental scale12, 29, 32, 33, 35 to eight
hours at a commercial scale18.
Figure 2.6 Magnesium Recovery from the Pidgeon Process. Dolomite type A: white, hard and macrocrystalline; Dolomite B: brown, friable to hard, microcrystalline
Based on Figure 2.6, there is some appreciable magnesium recovery at 1000 °C,
i.e. 13 to 40 wt%12, 29, 32. At the commercial operating temperatures of
silicothermic process, 1100 to 1200 °C, magnesium recovery was found to be
between 75 to 95 wt%12, 29, 32, 33, 35.

16
The rate of the silicothermic reaction was found to follow first order kinetics16.
The general equation integrates to:
>? ' 78 @ A0A0BA C (2. 9)
where Ci is initial concentration of reactant, C is final concentration of reactant,
and k is a rate constant. Based on the kinetic analysis conducted by Wynnyckyj
et al36, Jander model for solid-state diffusion has been found to represent a
number of experimental data on the Pidgeon process reaction. The briquettes
used for the reaction was cylindrical. The Jander model can be written as
follows:
D1 4 1 4 F:/$H$ ' $IJKL+ ' >? (2. 10)
where ro2 is initial radius of pellet, k is a rate constant, t is time, and X is
magnesium conversion, which is obtained from the following expression:
F ' MOP&QJRK&P SPKPJJQPKPJT,MOP&QJUV&KP,TJ,J (2. 11)
Figure 2.7 Arrhenius Plot for the Jander Constants (Wynnyckyj et al36)

17
The Arrhenius plot for experimental data based on Jander model is described in
Figure 2.7. The activation energy was calculated from the following Arrhenius
equation:
> ' Wexp @B[\]3 C (2. 12)
where A is the pre-exponential constant, EA is the activation energy, R is the gas
constant (8.314 J/mol.K), and T is temperature in Kelvin. The activation energy
of silicothermic reaction was found between 226.35 and 238.49 kJ/mol. The
values suggest that the reaction is controlled by a solid state diffusion, as the
solid-solid diffusion has activation energy typically between 200 and 400
kJ/mol39.
2.1.2.1.1 Effect of Temperature and Pressure
It has been established that the rate of reaction increases as the increasing
temperature as clearly shown in Figures 2.5 and 2.6. For the reaction which
utilises vacuum condition, pressure of the system also has significant effect to
the kinetics of the reaction. Some investigators12, 32, 35 found that the magnesium
recovery is decreased linearly when the pressure of system is increased up to
10 kPa, with the trend shown in Figure 2.8.
Figure 2.8 Effect of Pressure on Conversion of Magnesium (after Pidgeon12 and Toguri and Pidgeon35)

18
2.1.2.1.2 Effect of Silicon Grade
The effect of silicon grades5, 23, 32, 35 ranges from 15.73 to 96.7 wt% Si is shown
in Figure 2.9. The term “silicon efficiency” was introduced by Pidgeon and
Alexander5 which refer to the following ratio:
"^^ _ "8_` ' OP&QJUTMMPTJPV&OP&QJUV&PaRb,MPJUcSKPPJ d100% (2. 13)
Figure 2.9 Effect of Ferrosilicon Grade on Magnesium Conversion
In general, magnesium conversion increases with the utilisation of higher grade
ferrosilicon. However, there is a reduction in silicon efficiency after utilisation of
75% Si ferrosilicon. A higher grade ferrosilicon beyond 75% Si does not
improve the silicon efficiency. Therefore, it is agreed that 75% Si grade
ferrosilicon is sufficient, as well as being a cost-effective for commercial
operation. This has been supported by earlier work which showed that the
silicon activity of 75% Si grade ferrosilicon is similar to 90 wt% Si grade
ferrosilicon23.

19
2.1.2.1.3 Effect of Silicon Stoichiometry
The effect silicon stoichiometry on the silicon efficiency and magnesium
conversion is shown in Figure 2.10. Silicon stoichiometry is defined as mole
ratio of silicon to calcined dolomite. The value “1.0” is the stoichiometric
amount of ferrosilicon required for calcined dolomite, i.e. one mole of silicon to
two moles of calcined dolomite. Misra et al32 showed that while the magnesium
conversion increases up to 86 wt% as silicon stoichiometry rise to 2.4, the
silicon efficiency decreased to 30 wt%. The utilisation of silicon has been found
to be optimal for silicon stoichiometry values between 1.0 and 1.1032.
Figure 2.10 Effect of Silicon (75%FeSi) Stoichiometry on Magnesium Conversion
2.1.2.1.4 Effect of Catalyst
Alkali and alkaline earth fluoride have been known to accelerate the solid-state
reaction in oxide systems. Toguri and Pidgeon35 investigated the effect of CaF2,
BaF2 and MgF2 on the reaction rate of silicothermic reaction by adding 2.5 wt%
catalyst to a mixture of calcined dolomite and ferrosilicon. It is found that CaF2
is the most effective catalyst, with the 58 wt% magnesium conversion being
achieved in the first ten minutes in a 1300 °C reduction, compared with 52 and
51 wt% for BaF2 and MgF2, respectively35. This catalytic effect has been
accounted from the formation of a liquid phase which creates a faster diffusion
media for reactants35.
20
2.1.2.1.5 Effect of Particle Size and Distribution
The average particle size and particle size distributions of the reactant can
produce noticeable effects in the kinetics characteristic of silicothermic
reaction. Misra et al32 observed the magnesium recovery increased from 12.42
to 52.02% when the particle size of ferrosilicon decreased from between 0.211
and 0.599 mm and between 0.125 and 0.211 mm, but the effect diminished as
the ferrosilicon was ground to 0.089 mm. In general, the rate of reaction is
increased as the particle size is reduced.
2.1.2.1.6 Effect of Briquetting Pressure
The briquetting pressure has been one of many parameters that affect kinetics
of reaction since it affects the contact between the reactants. Misra et al32 found
the magnesium conversion rise corresponds to increasing briquetting pressure
but remains stationary beyond 13.7 MPa. Beyond 13.7 MPa, while the solid
reactants have better contact to react, this compaction will inhibit magnesium
vapour as reaction product to pass through from inner briquette to the
briquette surface.
2.1.2.2 Reaction under Flowing Inert Gas Atmosphere
There have been few studies on the silicothermic reaction under flowing inert
gas34, 37, 40, 41. Morsi et al34 studied the parameter affecting the reduction process
at a temperature range between 1150 and 1300 °C using streaming argon gas
from 80 to 2.5×10-4 m3/min in a horizontal retort made from Ni-Cr steel. The
conversion is defined as follows:
g8h"ij g8 ' %V&0∙l0B%V&m∙lm%V&0∙l0 d100% (2. 14)
where %Mgi = initial concentration of Mg, Wi = initial weight of sample, %Mgf =
final concentration of Mg, Wf = final weight of sample after reduction process.

21
Figure 2. 11 Effect of Time and Temperature on Conversion of Magnesium in Argon Atmosphere at 2.5×10-4 m3/min (After Morsi et al34)
Figure 2.11 shows the effect of time and temperature on conversion of
magnesium in argon athmosphere at 25×10-4 m3/min. At 1150 °C, the
magnesium conversion reaches 55 wt% after five hour reduction time; while 90
wt% of conversion can be achieved from reduction for five hour at 1300 °C.
Barua and Wynnyckyj37 studied silicothermic reduction under flowing hydrogen
atmosphere in the temperature ranges between 1070 and 1250 °C using a
single spherical pellets. The effect of hydrogen rate on magnesium conversion is
shown in Figure 2.12. Barua and Wynnyckyj37 concluded that the overall rates
were higher than vacuum under equivalent conditions, and were limited by
combined factors: intrinsic chemical rate, heat transfer, pore diffusion of
magnesium, as well as mass transfer across the boundary layer of the pellets.

22
Figure 2.12 Effect of Hydrogen Flow Rate on Magnesium Conversion. Temperature: 1150 °C; pellet radius: 9 mm; Compaction pressure: 68 MPa. (after Barua and Wynnyckyj37) As shown in Figures 2.11 and 2.12, there are significant differences in
magnesium conversion between silicothermic reduction under argon34 and
hydrogen atmospheres37. Under argon atmosphere, 14 wt% of magnesium
conversion was achieved after an hour reduction, while under 1000 cm3/min
hydrogen flow atmosphere and similar time frame, the magnesium conversion
reaches 70 wt%. This difference may be likely caused by the flow rate of inert
gas and the diffusivity difference of magnesium in those two different
atmospheres. Diffusion of magnesium in hydrogen is faster than that in argon.
The diffusivity of magnesium in argon is 1×10-3 m2/s37, while the diffusivity of
magnesium in hydrogen which calculated using the Chapman-Enskog theory is
5×10-4 m2/s.
2.1.3 Reaction Mechanism of the Pidgeon Process
The knowledge of reaction kinetics and reaction mechanisms of the Pidgeon
process in vacuum condition is generally understood12, 35, while the knowledge
of reaction mechanism of the Pidgeon process in inert flowing gas is limited.

23
In the reaction between MgO and Si, Mg2SiO4 is formed instead of SiO230, 38. This
reaction can be represented by:
4 ' 2 $ % (2. 15)
The vapour pressure of magnesium associated with reaction (2.15) was 253 Pa
at 1200 °C30. When CaO is added to the system (in the form of calcined
dolomite), the solid product becomes Ca2SiO4. Ca2SiO4 formation is favoured
since it has a lower Gibbs energy formation. The Gibbs energy formation of
Ca2SiO4 and Mg2SiO4 are −1513 and −1666 kJ/mol, respectively. The addition of
CaO has several advantages. First is the optimisation of MgO utilisation to
produce Mg. In a CaO-MgO-Si system, 1 mole MgO will produce 1 mole of Mg
instead of 1 mole MgO to 0.5 Mole Mg on the MgO-Si as in reaction of Equation
(2.15). Secondly, since the Gibbs energy of reaction in the CaO-MgO-Si system is
lower than the MgO-Si system (48 kJ/mol for CaO-MgO-Si system and 174
kJ/mol for MgO-Si system at 1100 °C), the vapour pressure of magnesium in
CaO-MgO-Si system is significantly higher than the vapour pressure in the MgO-
Si system.
The mechanism of silicothermic reaction has been postulated by a number of
authors. Pidgeon and King12, 27 postulated that the nature of reaction mechanism
in silicothermic caused primarily from solid diffusion between reactants. In
their experiment, when a briquette of calcined dolomite and a briquette of
silicon were placed closely in the retort, no magnesium appeared in the
condenser. This was in contrast with intimate mixture of silicon and calcined
dolomite, in which the briquetted mixtures completely reacted in a few hours27.
Wynnyckyj and Pidgeon28 investigated the role of CaO in the CaO-MgO-Si
system. It has been known that reaction between CaO and Si occurs at 1000 °C30,
which is represented by the following reaction:
4 5 ' 2 $M $ % (2. 16)
∆Go1000 C = -41.05 kJ/mole

24
Thus, silicon as reducing agent may present in liquid alloy phase as in Equation
(2.17) rather than as a solid phase:
4 2 M → 2& $ % (2. 17)
Therefore, when a system contains CaO, MgO and Si species, it is likely that
different competing reactions such as reaction in Equations (2.17) and (2.1)
take place.
This phenomenon was then confirmed with the presence of CaSi2 when a
mixture of MgO, CaO and Si was heated to 1150 °C and no magnesium vapour
removed either by vacuum or entrainment gas28. Figure 2.13 shows the
presence of CaSi2 from XRD analysis of the reacted briquettes28. This was in
contrast with when magnesium was removed by entrainment method, where γ-
Ca2SiO4 was the dominant phase in the briquettes that detected by XRD.
Figure 2.13 The presence of CaSi2 in MgO-CaO-Si system. C: CaSi2, γ : γ-Ca2SiO4 (after Wynncykyj and Pidgeon28) Wynnyckyj42 suggested that the reaction mechanism of the Pidgeon process was
started by a primary reaction which occurs between CaO and Si. The liquid alloy
spreads over the surfaces of the oxide particles thus distributing the silicon
throughout the mass. Secondly, initial reaction to produce magnesium gas
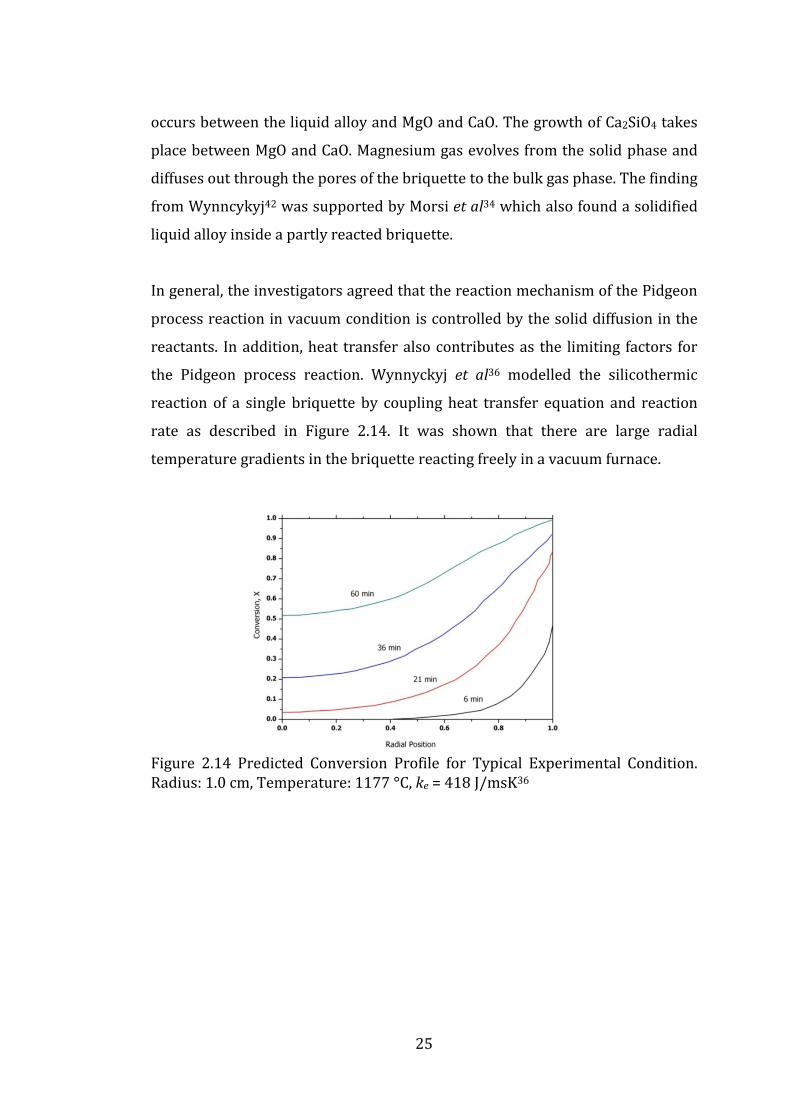
25
occurs between the liquid alloy and MgO and CaO. The growth of Ca2SiO4 takes
place between MgO and CaO. Magnesium gas evolves from the solid phase and
diffuses out through the pores of the briquette to the bulk gas phase. The finding
from Wynncykyj42 was supported by Morsi et al34 which also found a solidified
liquid alloy inside a partly reacted briquette.
In general, the investigators agreed that the reaction mechanism of the Pidgeon
process reaction in vacuum condition is controlled by the solid diffusion in the
reactants. In addition, heat transfer also contributes as the limiting factors for
the Pidgeon process reaction. Wynnyckyj et al36 modelled the silicothermic
reaction of a single briquette by coupling heat transfer equation and reaction
rate as described in Figure 2.14. It was shown that there are large radial
temperature gradients in the briquette reacting freely in a vacuum furnace.
Figure 2.14 Predicted Conversion Profile for Typical Experimental Condition. Radius: 1.0 cm, Temperature: 1177 °C, ke = 418 J/msK36

26
Figure 2.15 Effect of Pellet Radius on the Conversion Profile and Temperature Distribution within the Briquette, Predicted by the Model. Temperature: 1177 °C, ke= 418 J/msK, Time: 60 min36 Figure 2.15 also shows that there are gradual conversion and temperature
profiles within the briquette at different radial positions. Since there is a
gradient in the temperature and conversion profile, Wynnyckyj et al36
concluded that the conduction through briquette and the intrinsic reaction are
slow and limit the reaction.
The available literature about the reaction mechanism focused on what is
occuring inside the briquette. While the rate of effusion of magnesium from the
surface of briquette is often assumed to be rapid in a vacuum condition36, it is
not the case with the streaming inert gas condition. Barua and Wynncykyj37
analysed the role of gas-film mass transfer of magnesium vapour from the
briquette surface to the bulk gas during silicothermic reduction of calcined
dolomite in a streaming hydrogen gas, using the following equation:
p ' V]3 >Tq 4 qc (2. 18)
where kc is mass transfer coefficient, which was predicted from Ranz and
Marshall correlation43, PB and PS are the vapour pressures of gas in bulk stream
and surface, respectively.

27
Figure 2.16 Calculated Magnesium Pressure on the Briquette Surface and Bulk Gas37 Figure 2.16 shows the calculated magnesium vapour pressure on the surface of
briquette and the bulk hydrogen gas. These calculations show that there is
significant resistance on the gas-film mass transfer of magnesium vapour,
especially at the beginning of the reaction.
2.2 Bolzano Process
A number of modifications of the Pidgeon process include utilisation of vertical
retort44 and using internally heated retort. The latter is called the Bolzano
process, which is similar to the Pidgeon process in terms of ferrosilicon
utilisation to extract magnesium from calcined dolomite. In the Bolzano process,
which is described schematically in Figure 2.17, the briquettes are charged into
an internally heated and brick-lined cylindrical reactor.
This process was developed in Bolzano, Italy by Societa Italiana per il Leghe di
Magnesio (SAIM)45, 46 and operated by Bragmag (Minas, Girvas, Brazil). Bettatini
et al45 patented the process of extracting magnesium by this process, while the
reactor furnace was patented by Ravelli et al46. The homogenously mixed
calcined dolomite and ferrosilicon briquettes (d) are loaded and stacked on a
charge support system (e) with electrical heating conductors (f). The top section
is cooled and acts as a condenser for the magnesium vapors generated in the
furnace47.

28
Figure 2. 17 Bolzano Reactor48
The process operates at a temperature of 1200 °C and pressure less than 400
Pa48. Magnesium vapour evolves from the briquettes and condenses at the inner
wall of a water-cooled condenser at a temperature between 400 and 500 °C.
Each reactor has a production capacity of two tonnes of magnesium per 20-24
hours reaction cycle, with a shutdown time of 0.5 to 0.75 hour per cycle. After
the process is shut down, the reactor is opened at the flange and the metal is
removed. It is reported that magnesium with 99.9 to 99.99% of purity can be
obtained48. The procedure of charge handling and slag removal is difficult in this
process. However, there is little information about the physical chemistry of this
process in the literature.
The global warming potential (GWP) for this process was calculated to be 13.80
kg CO2/kg Mg ingot, which is approximately about a third of the Pidgeon
process’s GWP49. The main reason for such diverging result lies in the fact that
the Bolzano process utilises an electric-heated reactor, where more than 80% of
the total used electricity comes from hydropower while the Pidgeon process
relies on a low-efficient coal-fired reactor49.

29
2.3 Magnetherm Process
2.3.1 Magnetherm Process Description
The development of the Magnetherm process begun in France in 19487. The
commercial production has been established from the 1960s until 1990s50. At
the present time, the only operational plant utilising the Magnetherm process is
in the Bela Stena (Serbia) magnesium plant51. This process differs from the
Pidgeon process in a number of ways52: 1) the reduction process is carried out
in a molten slag bath, and 2) alumina/bauxite is used to produce calcium-silico-
aluminate slag, and the magnesium vapour produced is condensed to its liquid
state, before it is further processed in the refining operation. The starting
materials for the Magnetherm process are calcined dolomite, ferrosilicon and
bauxite7. The Magnetherm process, as schematically illustrated in Figure 2.18,
involves a silicothermic reduction of MgO from the calcined dolomite (CaO.MgO)
in a molten slag bath.
Figure 2.18 The Schematic of Magnetherm Process53

30
The overall reaction may be written as follows:
. d!" 8W7$r' 2$ %. 8W7$rM,& 2& d!"M
(2. 19)
The calcined dolomite, ferrosilicon and alumina dissolve in the slag phase
before the silicothermic reaction occurs. The process is operated at a
temperature of 1550 °C and pressure of 5 kPa in an electric arc furnace. The slag
composition is maintained at 55 wt% of CaO, 25 wt% of SiO2, 14 wt% of Al2O3
and 6 wt% of MgO. A phase diagram for the CaO-SiO2-Al2O3-MgO system is given
in Figure 2.19. The slag composition lies on the dicalcium silicate area close to
the periclase border.
A simplified silicothermic reduction in the Magnetherm process can be written
as follows:
M,& M ' $M,& 2& (2. 20)
The thermodynamics of this process has been described by Christini54 and
Cameronet al55. The key feature of the Magnetherm process to this process is to
develop a low-silica activity in the molten slag and maintain the composition of
the slag on the dicalcium silicate and periclase phase-boundary in the
quaternary CaO-Al2O3-SiO2-MgO system54. The molten magnesium oxide is kept
at fully saturated; therefore, the activity of MgO is unity. A slag analysis using
SEM, XRD and DTA-TG51 showed that the MgO content in the slag is in the range
of 7.02 to 8.82 wt% with γ-Ca2SiO4 as the dominant phase.
There are few kinetic studies on the fundamental aspects of reduction of MgO in
the molten slag. Most of the studies only give a description7, 52, 56-59 of the
process kinetics of the Magnetherm process. Christini54 pointed that the
reaction between MgO in the slag and FeSi only occurs when the two phases are
in contact: that is the contact between freshly-charged FeSi and the slag; and
between the surface of residual FeSi and the molten slag at the bottom of the
furnace. An experimental study on the kinetics of MgO reduction by ferro-

31
aluminium alloy in the MgO-Al2O3-CaO slag60 also found that the mass
transport in the slag/metal interfacial area controlled the overall reaction.
Figure 2.19 The Phase Diagram of CaO-MgO-SiO2-Al2O3 System at 10% Al2O3(Temperature is in K)61. The Grey Area is the Magnetherm Operation Condition
The vacuum condition in the reactor results in some operational problems. The
ingress of air during slag tapping was reported to cause the loss of 20% of the
production due to the formation of MgO and Mg3N2 in the condenser55.
Magnesium loss was also caused by the carbothermic reduction of MgO in the
reactor lining and electrode which forms carbon monoxide, according to the
following reaction:
' & & (2. 21)
The direction of reaction in Equation (2.21) reverses at a lower temperature.
Hence, at the low temperature of the condenser, the carbon monoxide vapour
will re-oxidise the magnesium vapour and form magnesium oxide.

32
2.3.2 Magnetherm Refining Operation
Magnesium vapour produced from the Magnethem process reaction is
condensed then refined in another unit process. Table 2.4 shows the impurities
in the magnesium before and after refining process as reported by Bowman59.
The impurities in the magnesium originate from:
1. Particulate matter carried by magnesium vapour, e.g. MgO and CaO;
2. Physical and chemical interactions between species inside the reactor; and
3. Vaporisation of volatilised materials, such as Mn, Zn, Pb, and Ni.
The details of the refining process are as follows59. A flux containing 45% of
MgCl2 and 55% of KCl is added and stirred into the molten metal. At the end of
the refining process, the flux is allowed to settle before molten magnesium is
tapped and casted. The chemical reaction in the refining can be written as:
7$M PJ,M ' PJ,M 7$ (2. 22)
In addition to remove Ca, the flux also captures oxide inclusion and forms a
sludge of heavy oxy-chloride8. The refining practice can produce a magnesium
ingot with a standard composition as required by ASTM B92. However, the
refining stage means a higher production cost and less magnesium metal yield.
There is about 5-8% magnesium lost in the refining stage59.
Table 2.4 Impurities in the Magnesium Produced from the Magnetherm Process Before and After Refining (using MgCl2 and KCl fluxs) process, in wt%59
Impurities Before refining After refining
Calcium 0.77 – 1.05 0.005
Silicon 0.11 – 0.16 0.063 – 0.11
Aluminium 0.037 – 0.088 < 0.05

33
2.3.3 Modified Magnetherm Processes
In the mid of 1980s, the raw material in the Magnetherm process was modified
by adding aluminium skim and aluminium shot in addition to ferrosilicon as the
reducing agent62. This concept is similar to the aluminothermic route, which
reduces magnesium oxide using aluminium as a reducing agent. This route was
first studied by Grjotheim et al63, which measured the equilibrium vapour
pressure of magnesium over the MgO-Al system by means of transpiration at
the temperature ranges between 870 and 1141°C. The vapour pressure of
magnesium in the MgO-Al system was found to be higher than the MgO-Si
system, which is 19.73 kPa compared to 2.49 kPa at a temperature of 1150 °C.
The development of this process has been limited by the higher price of
aluminium compared to magnesium. Low grade and recycled aluminium have
been suggested as possible reducing agent62, but their availability is not reliable
for use in commercial scale production.
The modified Magnetherm process is conducted at a high temperature (1550
°C) and a low pressure (10 kPa)62. In the original Magnetherm process, alumina
is added to lower the liquidus temperature of the slag. A modification was
carried out to replace alumina with alumina balls, aluminium shot, or
aluminium skim (mixture of Al-Al2O3). Christini and Ballain62 found that the
conversion of magnesium produced by using aluminium skim as reducing agent
was better compared to the magnesium recovery from a normal Magnetherm
operation.
Another variation of modified aluminothermic is the Heggie-Iolaire Process64.
The aluminothermic reduction of magnesium oxide, in the form of calcined
dolomite or magnesia, is employed at near atmospheric pressure in a thermal-
plasma arc furnace using scrap aluminium as the reducing agent. Wadsley64
conducted a 10 kg/hr test of this process. Magnesium oxide, aluminium
reactants, and calcium oxide were fed into a plasma arc furnace up to 180
minutes at near atmospheric pressure and a temperature between 1500 and
1600 °C to produce magnesium vapour at rate 2.5 kg per hour.

34
Table 2.5 shows the typical composition of magnesium vapour produced via the
Heggie-Iolaire process. Whilst the best individual run may produce 99.06 wt%
of pure magnesium, the average purity of the product is similar to those from
the Magnetherm process.
Table 2.5 Composition of Magnesium Process in Heggie-Iolaire Process64
Element Average Product, wt% Best Individual Product, wt%
Mg 97.4 99.06
Ca 1.28 0.46
Al 0.68 <0.06
Si < 0.07 0.05
2.4 Mintek Process
2.4.1 Mintek Process Description
The Mintek Thermal Magnesium Process (MTMP)65 has been developed in the
last twenty five years. During the 1980s, Mintek, a South African research
council, began a small-scale test work in order to develop a continuous thermal
magnesium process66, 67. Mintek has carried out the development test work at a
pilot plant scale68-70. The principle of the Mintek process was based on the
Magnetherm process whereas silicothermic reduction is carried out in a molten
slag. The raw materials used in the process are magnesia (MgO), calcined
dolomite (CaO.MgO), ferrosilicon, and aluminium. The composition of the raw
materials for the Mintek process is shown in Table 2.6.
Table 2.6 Composition of Calcined Dolomite (Cal.dol) and Reducing Agent (%wt)67
Material MgO CaO SiO2 Al2O3 FeO MnO LOI*
Cal.dol 1 38 57.8 1.1 0.4 0.4 0.2 0.3 Cal.dol 2 35 55.5 2.6 1 1.4 1.5 0.5 Alumina - 0.1 0.1 99.3 0.1 - -
Material Si Fe Al C Ca Mg Mn
Aluminium 0.06 0.15 99.8 N.A. N.A 0.0025 0.13 FeSi 75.5 18.1 2.4 0.1 0.7 0.03 0.1
*Loss of Ignition

35
MgO is obtained by calcining magnesite in a tunnel kiln at a temperature of
1720 °C, while calcined dolomite is obtained by calcining dolomite ores in a
rotary kiln at 1650 °C. The reducing agents utilised in this process are
ferrosilicon and aluminium. Ferrosilicon and aluminium reduces magnesium
oxide via silicothermic and aluminothermic reactions, respectively. These
reducing agents are provided in different quantities and had a particle range
size between 3 and 25 mm.
The main reactions in the Mintek process are as follows71:
2 2 !" ' & $ % !" (2. 23)
12 21 14W7 ' 21& 12. 7W7$rM (2. 24)
Figure 2.20 Phase Diagram of CaO-MgO-Al2O3-SiO2 System at 10 wt% Al2O3(Temperature in K)61. The black area is the Mintek Operating Condition

36
Magnesium vapour is generated in a heated reaction zone which consists of
aluminosilicate slag from solid reactants fed continuously to such reaction zone.
The reaction zone is heated by thermal plasma. The volatilised magnesium
condenses in a condenser in liquid form. The total pressure in the system, which
consists of partial pressure of argon plasma and the magnesium vapour, is kept
at nearly atmospheric pressure. The partial pressure of magnesium is in the
range between 0.3 and 0.5 atm67.
Besides the operating conditions, the differences between the Mintek and the
Magnetherm processes lie in the slag chemistry. The Mintek process has a
higher liquidus temperature compared to the Magnetherm process. As
illustrated in Figure 2.20, the slag composition of the Mintek process (black
area) has a liquidus temperature of 1700 °C. When MgO is reduced using
ferrosilicon and carried out at atmospheric pressure, the reaction is predicted
by thermodynamics to occur at temperatures above 1950 °C. Barcza et al66
suggested that by adding bauxite, the liquidus temperature of the slag can be
lowered to between 1700 and 1750 °C, so the furnace operating temperature
can be reduced as well. In a pilot scale plant, Abdellatif70 reported that the
temperature range of the system can adjusted to be in the range of 1600 to 1700
°C with bauxite addition70.
While there are a number of papers from Mintek that explains the process
description, whether it is in a small scale67 or in a pilot plant scale69, 70, there is
no fundamental thermodynamics or kinetics study of this process in the
literature. A study based on a thermodynamic simulation of the Mintek process
using PyroSim (in-house thermochemical software owned by Mintek) was
carried out to determine the theoretical operating condition and slag
composition in the Mintek process69. However, there is no published article
explaining the detail of the work on the thermodynamics of the Mintek Process.
Cameron et al55, 72 who analysed on the Magnetherm process provided some
physical and chemical details to the silicothermic reaction in molten slag such as
the Mintek process.

37
Figure 2.21 Layout of the MTMP Pilot Plant70 A schematic layout of the Mintek Process in a pilot plant scale is described in
Figure 2.21. The calcined dolomite is heated up in an electrical operated kiln at a
temperature between 1000 and 1100 °C. The feed rate varies between 250 and
400 kg/h. The heated calcined dolomite is collected in refractory-lined transfer
bins and then discharged into the furnace feed system. The average feed rate is
about 525 kg/h (10.7% FeSi, 5.5% Al, the remainder being calcined dolomite)
and the feed duration is about 2.5 hours, giving a batch size of 1300 kg. The slag
tapping is carried out by drilling through a tap-hole at average temperature of
1650 °C. The batch period is about 2.5 to 3.0 hours70.
Magnesium condensation takes place in the elbow compartment and inside
crucible. A stirrer is used to create a central vortex that drew the magnesium
vapour from the arc furnace. The temperature inside the condenser is in the
range between 680 and 720 °C70.

38
Barcza et al66 explained the work of small scale test of magnesium production at
nearly atmospheric pressure. They claimed that the produced magnesium has a
purity of 99.80 wt%. The typical composition of metallic element in the
magnesium metal based on this work is shown in Table 2.7, while the resulted
slag composition is presented in Table 2.8. In the test 1, the magnesium
produced contains 0.1 wt % of Ca, 0.03 wt % of Si, 0.01 wt% of Al, 0.01 wt% of
Fe and 0.02 wt% of Mn. The slag composition contains 6.3 to 8.5 wt% of MgO,
47.7 to 56.2 wt% of CaO, 22.3 to 31.9 wt% of SiO2 and 10.8 to 12.7 wt% of Al2O3.
This composition is comparable with the Magnetherm’s slag composition.
Abdellatif69 argued that the Mintek process has several advantages compared to
the Pidgeon and the Magnethem process. The potential risk of air-ingress into
the system is largely eliminated because the operation is carried out at
atmospheric pressure. Condensation to a liquid phase reduces the energy
requirements in the cleaning and refining operation, as the remelting of the
crude magnesium is not be been required69. However, condensing to a liquid
phase also implies that the condensing surface needs to be maintained at
relatively high temperatures (greater than 650 °C)69 and requires a large
condensing area.
Table 2. 7 Composition of Condensed Magnesium (wt%)66
Test Mg Ca Si Al Fe Mn
1 99.81 0.10 0.03 0.01 0.01 0.02
2 99.84 0.08 0.02 0.01 0.01 0.03
3 99.80 0.09 0.02 0.02 0.02 0.04
4 99.80 0.10 0.02 0.02 0.02 0.02
Table 2.8 Slag Composition in Mintek Process (wt%)66
Test MgO CaO SiO2 Al2O3
1 7.9 53.3 23.3 12.7
2 8.5 52.5 24.6 10.9
3 4.7 56.2 22.3 12.9
4 6.3 47.7 31.9 10.8

39
2.4.2 Mintek Refining Operation
Magnesium produced from the Mintek process requires a refining operation in
order to remove impurities in the condensed metal. The impurities are
originated from the particulate matters in the feed entrain in the gas stream and
settle inside the condenser and from physical and chemical interaction between
the electric arc and the furnace bath73.
Table 2.9 Chemical Analyses of Various Fluxes, Mass per Cent8
Component M130 Flux Fluorspar KCl
Mg 9.69 NA NA
Al 0.08 0.44 0.12
Si 0.37 0.215 0.94
Ca 2.13 48.45 0.019
Fe 0.20 0.236 0.03
Cl 56.15 0.0144 47.55
Na NA 0.01 0.01
K 27.10 0.011 50.90
F 1.95 51.29 NA
The crude magnesium produced by MTMP is refined in two stages8. In the first
step, crude metal is melted and M130 flux is added to the melt. M130 flux is an
MgCl2-KCl flux which has compositions listed in Table 2.9. M130 flux captures
the oxide and nitride inclusions of Mg, Al, Ca, and Si, and forms a thick chloride
sludge which settles out at the bottom of the refining crucible8. Calcium is
removed by following reaction:
7$M PJ,M ' PJ,M 7$ (2. 25)
M130 Flux is believed to be ineffective in removing the iron and silicon in
magnesium metal8; therefore, it is essential to conduct further refining in the
second stage.
The subsequent refining uses mixtures of M130 flux and FeCl3. This stage is
carried out between temperature 715 and 760 °C. Ferric chloride is used to
capture silicon impurity in the molten magnesium metal and convert it into a

40
FeSi alloy8. The refining reaction to remove Si impurities in the magnesium
metal can be written as follows:
PJ,M r$ PJ,M !"7rM ' !" r
$ 7$M (2. 26)
This refining is not only reducing the silicon content of the metal, but also
lowering metallic impurities such as Fe, Mn, Cr, Ni, and Al. Table 2.10 shows the
chemical analysis of the crude and the refined magnesium. The refining
operation was claimed to reduce the impurities content in the magnesium, such
as Al, Si, Ca and Fe to be less that 0.01 wt%8.
Table 2. 10 Chemical Analyses of Crude and Clean Magnesium, wt%8
Element ASTM B92
Grade 9980A Crude Mg
Clean Mg
Avg. Max. Min.
Al 0.05 max 0.066 0.040 0.253 0.003
Si 0.05 max 0.281 0.095 0.500 0.014
Ca 0.05 max 0.385 0.023 0.102 0.005
Fe 0.05 max 0.250 0.047 0.100 0.002
2.4.3 Prospects of the Mintek Process
Barcza et al74 examined the potential benefits of the Mintek Process. The
economic analysis of the Mintek process was compared to the Magnetherm and
the electrolytic process. Several advantages of the Mintek process are:
1. Less capital intensive compared to electrolytic process. The estimated
capital cost for the Mintek process is $US 5000/ annual tonne magnesium75
(data per 2006), while the estimated cost for the electrolytic plant is $US
8000/annual tonne magnesium76 (data per 2004).
2. The treatment of raw material is less sophisticated when compared to the
electrolytic process. The raw material preparation for the Mintek process
includes calcination of dolomite, while the feed preparation for the
electrolytic process may comprise a number of steps to ensure a high-purity
magnesium chloride as the feed for electrolytic operation.

41
The Mintek Process has potential future for magnesium production. In 2004,
Gossan Resources Ltd. which holds a high-purity dolomite property at Inwood,
Manitoba, Canada conducted a preliminary study to produce magnesium using
Mintek Process77. The development of this process leads to the Gossan-Zuliani
process, which operates at temperature higher than 1550 °C at atmosphere
pressure. The utilisation of hydro power gives a great advantage over the
Chinese Pidgeon process in terms of greenhouse emissions78.
2.5 Purity Requirement for Commercial Magnesium
Table 2.11 provides the physical properties of magnesium metal. Magnesium
melts at 651 °C and has a boiling point of 1107 + 10 °C at 1 atm79. The crystal
structure of magnesium is close-packed hexagonal (h.c.p), with a density of
1738 kg/m3 at room temperature. Magnesium has pyrophoric properties,
which may react spontaneously in normal atmospheric pressure resulting an
intense white flame79. Magnesium also reacts violently with water.
In the industrial process, from both electrolytic and pyrometallurgical
processes, magnesium metal is remelted and refined in order to meet the purity
requirement of commercial magnesium. Table 2.12 shows the specification of
magnesium produced by Timminco. In general, the magnesium content should
be 99.80 wt% min and less for more advanced application. The ultra-purity
grade requires 99.98 % purity of magnesium. The presence of iron in the
magnesium metal will reduce the corrosion resistance properties of the metal.

42
Table 2.11 Physical Properties of Magnesium48
Physical Properties Value
Melting point 650 + 2 °C Boiling point 1107 + 10 °C Latent heat of fusion 0.37 MJ/kg Latent heat of evaporation 5.25 MJ/kg Heat of combustion 25.1 MJ/kg Specific heat at 20 °C 1030 J.kg-1K-1 Specific heat at 600 °C 1178 J.kg-1K-1 Electrical resistivity at 20 °C 4.45 μΩ.cm Thermal conductivity at 25 °C 155 Wm-1K-1 Thermal expansion at 20 °C 25.2 × 10-6 K-1 Thermal expansion at 20 – 300 °C 27-28 × 10-6 K-1 Density (solid) at 600 °C 1622 gcm-3 Standard redox potential -2.372 V
Table 2. 12 Pure Magnesium – Specification and Mean Impurity Content9
Element
Commercial
99.80
Grade
% max
Timminco High-purity Grades
High-purity
99.80 Grade Super Purity
99.95 Grade Ultra Purity
99.98 Grade
% max Spec %
max Mean %
Spec %
max Mean %
Aluminum (1) (1) (1) 0.0040 0.004 0.0030 Zinc (1) (1) (1) 0.0045 0.007 0.0045 Manganese 0.10 0.01 0.01 0.0030 0.002 0.0015 Iron (1) 0.0070 0.03 0.0015 0.002 0.0015 Nickel 0.001 0.001 0.001 <0.0005 0.0005 <0.0005 Copper 0.02 0.005 0.002 <0.0005 0.0005 <0.0005 Silicon (1) 0.010 0.010 0.0045 0.003 0.0025 Lead 0.01 0.005 0.003 0.0010 0.001 <0.0010 Calcium 0.010 0.005 0.003 0.0012 0.003 0.0012 Tin 0.01 0.001 0.001 <0.001 0.001 <0.0010 Cadmium - - - - - <0.0001 Others, each 0.05 0.012 0.01 - 0.005 - Others, total 0.20 0.100 0.03 - 0.02 -
Controlled by limits for other, each
Magnesium ingot is the main material to produce magnesium alloy AZ91 D. The
composition of magnesium alloys AZ91D and AM60A is listed in Table 2.13.
Elements such as Fe, Ni, and Cu are harmful to corrosion properties, and strict
specification limits apply for these elements 80. Fe is removed by adding other
materials to precipitate Fe. For AZ91D (8.3-9.7% Al, 0.15% Mn, 0.35 – 1.0% Zn),
after Mn, Al, and Zn is added to molten Mg, the temperature of molten alloy is
lowered to the casting temperature. During alloying and equilibrating process,
Fe precipitated as intermetallic compounds that settle in the bottom of furnace.

43
Ni also can be removed but at present there are no established methods to
control Cu and Ni other than controlling the purity of basic alloy constituents80.
Table 2. 13 Composition of Magnesium Alloys
Element AZ91D (wt%) AM60A (wt%)
Al 8.3 to 9.7 5.5 to 6.5
Mn 0.15 min. 0.13 min
Zn 0.35 to 1.0 0.22
Si 0.10 max. 0.50 Si max.
Fe 0.005 max. N.A.
Cu 0.030 max. 0.35 max.
Ni 0.002 max. 0.03
Zn N.A. 0.22
others 0.02 max (each) N.A.
Mg balance Mg. balance Mg

44
This Page Intentionally Left Blank

45
3 Review of Thermodynamics and Kinetics of
High Temperature System
3.1 Thermodynamic Modelling
Thermodynamic modelling has been widely used in high temperature
processing to predict multiphase equilibrium, identify the limits of a process
and provide a better understanding of complex processes. In this chapter, the
fundamental of thermodynamic modelling will be described, in particular with
reference to the modelling of high temperature systems, where the assumption
of equilibrium is usually effective because of the fast chemical kinetics and high
rates of mass and heat transfer associated with these conditions.
3.1.1 Gibbs Energy Minimisation
In a reaction between A and B which produces C and D as in Equation (3.1):
W tu ' _ v (3. 1)
The enthalpy of reaction, which is the heat absorbed or evolved by reaction in
Equation (3.1), ∆Ho, is defined by:
∆° ' _∆T v∆ 4 ∆, 4 t∆x (3. 2)
The function which decides whether a process will occur is called the free
energy change, ∆G, which is defined by:
∆ ' ∆ 4 6∆ (3. 3)
where ∆G = the free energy or Gibbs energy change of the process,
∆H = the enthalpy change of the process, and
∆S = the entropy change of the process.
The equilibrium of reaction in Equation (3.1) can be written as follows:
' ,-y,z,\.,| (3. 4)

46
The Gibbs energy of reaction in Equation (3.1) relates with equilibrium
constant, K, with the following equation:
∆ ' 45678 (3. 5)
When there is more than one compounds in a solution, a partial Gibbs energy,
, is introduced. The partial Gibbs energy is related to the activity of
component i in the solution, ai, which is defined as follows:
' 5678 (3. 6)
where R is the gas constant, T is temperature, and ai is the activity of component
i in the solution. The activity of component i, ai, corresponds to the
concentration of i in the solution by the following correlation:
' ~d (3. 7)
where γi is the activity coefficient of component i.
When a mixture of components in a multiphase system is not in equilibrium, the
Gibbs energy of such a system is high. The reactions that will reduce the total
free energy of the system to a minimum are thermodynamically favoured.
In the Gibbs minimisation method81-83, the total Gibbs energy of all phases in the
system is kept at a minimum. The total Gibbs energy can be calculated either
from knowledge of chemical potential of component i, , by:
' ∑ 8 (3. 8)
where ni is the amount of component i, or alternatively by:
' ∑ φ φφ (3. 9)
where φ is the amount of phase φ and φ its Gibbs energy:
φ ' ∑ ∑ d ' ∑ ∑ d 5678 (3. 10)
is the Gibbs energy of pure species i and xi is the composition of component i.
47
The ni-values must be non-negative, while the mass balance constraints must be
satisfied as in Equation (3.11)82.
∑ 8 ' t p ' 1,2, … S: (3. 11)
where aji is the number of atom of element j and bj is the total atom of element j.
The Gibbs energy minimisation methods include the linear programming
method84 and the Lagrange’s method of undetermined multipliers83. In the
linear programming method, G is calculated as a linear function of (xi/xtotal)
based on Equation (3.10) and Simplex code85 was used to find the Gibbs energy
optimum.
]3=∑ d @0L]3C dJJ,M ∑ @ 0
L.C 78 @ 0 L.C (3. 12)
The Lagrange’s method of undetermined multipliers83 determines the minimum
constraints, and the logarithmic equations thus obtained was expanded in a
Taylor series about initially estimated ni-values, neglecting the second and
higher orders. The equilibrium amounts were obtained after a series of
iterations. This procedure was repeated until the constant ni-values are
achieved, and the set of phases and composition can be calculated. This method
was developed into computer codes by Erikkson86 and incorporated into the
software called SOLGASMIX. This minimisation method was used by later
thermochemical programs such as ChemSage87, F*A*C*T88, Thermo-Calc89, and
MTDATA90.
In the thermodynamic modelling calculation, the Gibbs energy is expressed as a
power series, which is written as follows:
' t6 _6786 ∑ v6 (3. 13)
The Gibbs energy of each phase, Gφfor real system can be divided into three
contributions91, 92:
φ ' ,φ φ φ (3. 14)

48
where Go is the Gibbs energy of pure element in φ phase, φ corresponds to the
Gibbs energy of mixing of an ideal solution, and φ is the so-called excess
term, which relates to real behaviour of the solution91, 92. The detail of different
solution models will be described in Section 3.1.3.
3.1.2 Database Development
Reliable thermochemical databases for species are the vital inputs for
thermodynamic calculations. Thermochemical databases were developed from
critical analysis of a number set of experimental data. The Gibbs energy was
expressed mathematically as a function of temperature, as shown in Equation
(3.12). Entropy, enthalpy, and heat capacity data are expressed as per Equations
(3.15) to (3.17), respectively.
' 4t 4 _ 4 _786 4 ∑ 8v6B: (3. 15)
' 4 _6 4 ∑8 4 16 (3. 16)
' 4_ 4 ∑ 88 4 1v6B: (3. 17)
These databases were collected and critically assessed before included in the
thermochemical software as data sources for thermodynamic calculations. Some
established database are JANAF thermochemical tables26, SGTE (Scientific
Group Thermodata Europe)93, NPL, and FACT database94.
3.1.3 Solution Models
In a high temperature system, it is common for species to dissolve into each
other to form multi-component phases such as slag, mattes, and alloys. In some
cases, this solution behaviour is quite complex, with interactions between
different species in the phase strongly influencing the distribution of elements
between different phases. Unfortunately, there is no single approach to
modelling multi-component solution behaviour that will satisfy all systems.

49
There is also no comprehensive scientific treatment of solution behaviour;
instead, a combination of theory and empiricism is used to deal with the
thermodynamics of these systems95. The following section describes some of
common models used for high temperature systems.
3.1.3.1 Ideal Solution Model
In an ideal solution, the volumetric changes and enthalpy resulting from mixing
are zero. Ideal solution model assumes that there is no interaction between
different molecules. Ideal solution follows Raoult’s law96, which states that the
vapour pressure of an ideal solution is function of the vapour pressure of each
chemical component and the mole fraction of the component present in the
solution. In the case of an ideal solution of A and B species in a condensed phase,
the Gibbs energy of solution is written as follows:
φ ' P,M (3. 18)
φ ' d d 56d78d d78d (3. 19)
The ideal solution model is often used for a mixture of vapour in atmospheric
pressure, as the behaviour of vapour in this condition follows Raoult’s law96.
While it is common for many researchers to use the ideal solution model as a
starting point for their calculation, the complex condensed phase such as slag
and metallic phase necessitate more sophisticated models.
3.1.3.2 Dilute Solution Model
Dilute solution often follows Henry’s law97, whereas the solute activity has
linear correlation with its concentration. This correlation can be described as:
' γd (3. 20)
where γoi is Henrian activity coefficient or Henrian Constant.

50
The partial Gibbs energy in dilute solution model is defined as follows:
' 5678d (3. 21)
where has a constant value based on the Henrian concentration range and
may be obtained directly from γ . Interaction coefficients98 are introduced to
allow this model to be applied to higher order systems. The partial Gibbs energy
is then defined as follows:
' 5678d 56 ∑ εd (3. 22)
where xi is the concentration of solute i and εis an interaction parameter
involving component i and j in the solvent. This approach is commonly used in
molten metal applications, for example, in calculating the equilibrium between
liquid steel and inclusion chemistry99, 100.
3.1.3.3 Regular Solution Model
Regular solution is a non-ideal solution that has “regular solution behaviour”101.
The correlation of the activity coefficient to the concentration in the regular
solution is as follows:
5678γ ' α′d$ (3. 23)
5678γ ' α′d$ (3. 24)
The excess Gibbs energy for a regular solution is described as follows:
' 56αdd ' Ωdd (3. 25)
Activity coefficient of species in the regular solution model is a function of
temperature with the following correlation:
γ\,JJPSPK,JRKP3 γ|,JJPSPK,JRKP3+ ' 3
3+ (3. 26)

51
Some examples of the application of the regular solution model are in the MgO-
FeO solid solution102, Thallium-Tin system103, and Iron-Nickel system104.
A sub-regular model is used for a more complex systems, where the interaction
coefficients at certain temperature are considered to change linearly with
composition101:
' ddΩ d Ω d (3. 27)
3.1.3.4 Random Mixing Solution Model
The random mixing solution model or substitutional solution model is non-ideal
solution model, which the excess Gibbs energy formula is represented by a
power series of composition dependence. This solution model assumes that
different species occupy random positions within a defined lattice101. The Ω in
Equation (3.28) is usually represented using the Redlich-Kister equation105:
Ω ' ∑ ,,φd 4 d (3. 28)
with ,,φ ' t6 (3. 29)
where Li,j is a binary interaction parameter, while an and bn are the model
parameters. When n = 0, the excess Gibbs energy become regular and is similar
to the regular solution model. When n = 1, the excess Gibbs energy become
subregular.
The Gibbs energy of binary compounds following the Redlich-Kister equation
can be expanded into:
' ∑ d 56 ∑ d78d ∑ ∑ dd ∑ ,,φ d 4 d (3. 30)
The Redlich-Kister polynomial equation is widely used in metallic systems for
substitutional phase, such as liquid, b.c.c and f.c.c106. However, when there is
short-range ordering in the liquid (such as in a slag and in the molten metal
with a tendency to form intermetallics), this model is not sufficient92.
52
The thermodynamic properties of multi-component systems are calculated
based on the summation of the binary and ternary excess paramaters.
Muggianu, Kohler, and Toop’s equations are amongst the method to extrapolate
the Gibbs energy of ternary system from binary systems. The details of this
methods are described elsewhere107.
3.1.3.5 Sublattice Model
In a random mixing solution model, all lattice sites are assumed to be
equivalent. However, some crystalline species are formed in two or more
different lattice structures. Therefore, it is advantageous to model the multi-
component solution of crystalline species using a sublattice model.
In a sublattice model, a fractional site, yi, is defined as the total number of
component i (nis) in sublattice S divided by the total component (NS) in the same
sublattice108 as in Equation (3.31).
` ' 0 (3.31)
The relationship between mole fraction (xi) and fractional site (yi) is described
by the following equation:
d ' ∑ 0∑ :B. (3. 32)
where yVa indicates the vacancy site fraction. The interaction parameter of the
excess Gibbs energy is also described using the Redlich-Kister polynomial. The
Gibbs energy of solution is defined by the following equation:
' ∑ 8 56 ∑ ∑ ` 78` ` ∑ ` 4 II (3. 33)
The application of the sublattice model includes interstitial phases and complex
intermetallic compounds92, for example in the Fe-Cr-C steel and Ni-Al solid
solution109. Fe and Cr in f.c.c crystal form with C as intersititial, the phase can be
modelled as (Fe,Cr)1(C,Va)2110. There are also several models which developed
based on the sublattice models, such as Compound Energy Formalism108 and
ionic liquid models111.

53
3.1.3.6 Compound Energy Formalism Model
Compound Energy Formalism (CEF) was developed based on the sublattice
model108. While the sublattice models consist of two set of positions (e.g. anions
and cations) that are distinguishable by different fractional occupancies of each
component, the CEF model incorporates the detailed of crystallographic data
into the sublattice model. This corresponds to the use of multiple sublattices.
The Compound Energy Formalism is beneficial to describe complex phase, such
as Laves phase, and cubic Frank-Kasper phase112.
The Gibbs energy expression in the CEF per formula unit of solution is written
as follows:
' ∑ ∑ `V$ V: 4 6A P (3. 34)
A ' ∑ `V$78`:V$ V: V: (3. 35)
where M is the sites and SC is configurational entropy.
The variation for different phases has been constructed by a number of
researchers with wide-range applications110, which include vacancies, anti-sites
and ordering, reciprocal phases, ionic melts113, and short range orders in
crystals114. It can also be applied to an ionic solution with application for solid
oxides, such as spinel and pyroxenes 115.
3.1.3.7 Modified Quasichemical Model
In some phases, the species in solution are not randomly distributed. For
example, in molten CaO-SiO2 slags, there is a tendency for short range ordering
to occur at around specific conditions and compositions. Modified
quasichemical models for short-range ordering liquid solution has been
developed and derived from quasichemical theory116. For a liquid binary
solution, atoms or molecules A and B are distributed over the sites of the
quasilattice. If a pair exchange reaction is considered:
W 4 W u 4 u ' 2W 4 u; ∆ (3. 36)

54
The Gibbs energy for the liquid using this model can be written as follows:
Ma ' 8Ma 8Ma 4 6∆A 0$ P ,Ma (3. 37)
where ni and nj are the number of moles of the component i and j, nij is the
number of (i-j) pairs, and ∆SC is the configurational entropy of mixing given for
randomly distributing the (i-i), (i-j), and (i-j) pairs. The configurational entropy
is defined as:
∆TU& ' 45D8 lnd 8 lndH 4 5 878 000+
878 +
878 00
(3. 38)
The molar and entropy change ∆gAB is noted as (ω-ηT). Coordination-equivalent
fractions, yi, and Z, coordination number is introduced in the model, which is
describes as follows:
` ' 0000 (3. 39)
while pair fraction, xii, is introduced as follows:
d ' 00000 (3. 40)
The excess Gibbs energy is expanded as a polynomial in terms of the pair
fraction, which is represented in the following equation:
' ∆ ∑ °d ∑ °d:,::,: (3. 41)
The parameters such as ∆ , ° and °is optimised using experimental data.
This idea can be extended to multi-component systems117. Important
applications of the Modified Quasichemical Models are for molten slag118, 119 and
molten salts120.
There are also some other approaches which have been adapted to described an
ordered system, such as Cluster Varian Method (CVM)121, Monte Carlo (MC) and
Bragg-William-Gosrsky (BWG)122, 123 treatments. Order parameters are
introduced to describe the degree of order in solution at various temperatures.

55
The free energy of the system is then described in terms of these order
parameters, and the equilibrium of the system is determined by minimising the
free energy of the system with respect to the order parameter.
3.1.4 Thermochemical Packages
Development of thermochemical packages has had a significant impact on
material and metallurgical processing, and the use is now common among
engineers and researchers alike. Some of the thermochemical packages
commonly available are FactSage, HSC, Chemix (CSIRO-SGTE Thermodata)., and
MTDATA. In essence, thermochemical packages have the following content:
1. Thermochemical database (Cp, G, H, S)
2. Solution models
3. Solution model database
4. Gibbs energy minimisation subroutine
3.1.4.1 Chemix-Thermodata
Chemix was a part of the CSIRO-SGTE Thermodata System, which was
developed by CSIRO minerals in the 1980s. The databases used in Chemix are
SGTE 1977, JANAF, NPL, and CSIRO. This module uses Solgasmix minimisation
subroutine to calculate equilibrium of multi-component and multiphase system.
A number of applications in extractive metallurgy has been reported, such as
direct smelting of zinc concentrate124, bauxite purification system125, solid
solution formation between arsenic and antimony oxides126, and carbothermic
of magnesium production127.
The activity coefficient models which are available in Chemix include fixed
activity coefficient, polynomial, Redlich-Kister, Margules, Virial, Redlich-Kwong,
and Pitzer dilute solution. The activity coefficient for each phase must be
entered by user, which can be obtained from a private database or available
literature. Whilst widely used in Australia during the 1990s, CSIRO has stopped
providing technical support for the software.

56
3.1.4.2 HSC
HSC Chemistry was developed by Outokumpu Technology in 1974. The
database used in HSC are taken from Barin128 and JANAF26 thermochemical
database. The Solgasmix routine83 based on Gibbs energy minimisation is also
used in the equilibrium module. In HSC, definition of system is crucial step and
carried out by the user. The users must specify the species that may be present
at equilibrium, though the software can readily identify the possible
combinations. The activity coefficients for individual species may be entered as
a constant number, or as a polynomial function of composition and
temperature. HSC has wide applications and is widely used in industry because
of its user-friendliness and calculating power. It is also used extensively for
calculating heat and mass balances for process flowsheets.
3.1.4.3 FactSage
FactSage is an integrated database computing system for chemical
thermodynamic. This package has optimized database for solutions, such as
alloys, liquid and solid oxides, and slags. For pure components, the data are
taken from JANAF Thermochemical Tables26, FACT data, and SGTE data128. The
details of this thermochemical package, which includes the databases and
various calculation modules, can be found elsewhere94. The solution models and
database for common systems have been optimised by the developer, such as
for oxide systems, slag, matte, salt, and light metals.
The user can use his/her own private database in FactSage software using the
“Compound” module for the species properties (G, H, S, Cp) and the “Solution”
module for solution interaction parameters. Thermochemical solution models
for various systems are available, for example random solution model, CEF, and
modified quasichemical models.
In the “Equilib” module, the Gibbs energy minimisation technique is used to
calculate the concentration of chemical species when specified elements or

57
compounds are react to reach the state of equilibrium. Phases from the
compound and solution databases are retrieved and listed as possible products
in the equilibrium result. “React” module calculates the enthalpy and Gibbs
energy of reaction, and a “Phase Diagram” module for generating phase
diagram.
3.1.4.4 MTDATA
MTDATA (Metallurgical and Thermochemical Databank) was developed by
National Physical Laboratory, England. The principle of MTDATA is similar with
other thermochemical packages, which is a software/data package for the
calculation of phase equilibria in multi-component and multiphase systems
using critically assessed thermodynamic data129. Computational interface for
thermodynamic calculations with MATLAB also has been reported130. It uses
Gibbs energy minimisation routine to predict equilibrium and has a number of
different modules allowing presentation and analysis of its predictions in
different formats such as Pourbaix, Kellogg or phase diagrams. It primary
calculation module for complex equilibria in metallurgical systems is called
Multiphase. The specifics of the minimisation routine used are dependent on the
level of accuracy required in the calculation. The highest accuracy minimisation
routine is essentially consistent with Solgasmix131.
Each different thermochemical packages has its different features and
limitations. These thermochemical packages may be used for different purposes
and systems. For example, HSC can be used for simple processes that do not
require multi-component solutions. FactSage and MTDATA can be utilised to
generate phase diagram as predictive tools for alloy development. One
important part that cannot be neglected in all thermodynamic calculation is the
definition of phases and possible species to be considered by the
thermodynamic model132. These choices will have a significant influence on the
results generated and the repercussions of these choices need to be considered
when using these tools.

58
3.2 Reaction Kinetics
Knowledge of reaction kinetics is essential for a better operation and control of
processes. While thermodynamics deals with equilibrium condition and
considers the feasibility of a reaction under a particular condition, kinetics give
information about the rate at the equilibrium state is approached. The rate of
reaction also depends on the path between initial states to final states, which is
not considered by equilibrium thermodynamics.
The kinetics of reaction is highly dependent on the condition of the system. The
reaction is called homogeneous when it includes one phase and heterogeneous
when involves two or more phases. Metallurgical reactions are largely
heterogeneous reactions, for example gas-solid reactions and slag-metal
reactions. A number of parameters may influence the kinetics of reaction,
including temperature, pressure and interfacial area. The analysis of overall
reaction kinetics of a system has been based on the expressions that either
involve a number of assumptions or are empirical133. This section will describe
the fundamental kinetics of heterogeneous reaction, with an emphasis to the
solid-solid reaction and gas-solid reaction.
3.2.1 Kinetics of Heterogeneous Reaction
In a heterogeneous reaction, the reaction occur at the interface of difference
phases, for example at gas-solid interface or at a solid A – solid B interface. The
overall kinetics of heterogeneous reaction may be governed by various steps. In
the case of a solid-solid reaction between AO and B2O3 species, the reaction
follows a number of steps 133: self-diffusion of reactant B2O3 species, diffusion of
reactant B2O3 species through product layer, reaction between AO and B2O3 in
the interface, and growth of product layer.
Figure 3.1 shows two schematically different types of diffusion. When the
diffusion is one-sided, i.e. diffusion of B2O3 is much faster than diffusion of AO,
the product growth of the reaction will occur only on one-side interface, which

59
is in the interface between the product (AB2O4) and AO. Conversely, when
counter-diffusion is involved, the product growth will occur on both side of the
interface.
Figure 3.1 Different Modes of Diffusion133
For a reaction between a solid and a gas, the overall reactions should involve
these steps134:
1. Gas phase mass transfer of the gaseous reactant from the bulk of the gas
stream to the external surface of the solid particle,
2. Several steps that may take simultaneously in a diffuse spatial domain:
a. Diffusion of the gaseous reactant through the pores of the solid
matrix, which could consist of a mixture of solid reactants and
products,
b. Adsorption of the gaseous reactant on the surface of the solid
matrix,
c. Chemical reaction at the surface of the solid matrix,
d. Desorption of the gaseous product from the surface of the solid
matrix, and
e. Diffusion of gaseous reaction product through pores of the solid
matrix; and
3. Gas phase mass transfer of the gaseous product from the external surface
of the solid to the bulk of the gas stream.
In a heterogeneous reaction, phenomena such as diffusion, mass transfer, and
heat transfer must be considered besides the intrinsic chemical reaction.

60
3.2.2 Kinetics Theory of Gas-Solid Reaction
The fundamentals of gas-solid reaction have been comprehensively explained
by Szekely et al135. A general type of non-catalytic gas-solid reaction may be
represented as the following reaction:
W& tu& ' q& _ (3. 42)
When the resistance of the gas film controls the overall reaction, as described in
Figure 3.2, the concentration of gaseous reactant is zero at the surface of
particle. Hence, the concentration driving force is constant during the reaction.
Figure 3.2 Representation of a Reacting Particle when Diffusion through Gas Film is the Controlling Resistance136.
The derivation of the model concludes to the following relationship:
>? ' 1 4 @Ky]Cr ' F (3. 43)
where rc=radius of core, R = radius of particle, X = conversion, and k = rate
constant, which equals to:
> ' rxI*A\*|] (3. 44)

61
where b = mole coefficient of particle, kg = rate constant, CAg = concentration of
the gaseous reactant and ρB = density of particle
A number of models have been proposed to predict the behaviour of gas-solid
reaction based on different assumptions137, 138. In which the solid is assumed to
be nonporous, the kinetics model of gas-solid reaction is generally modelled by
the Sharp Interface model or the Shrinking Core model139-142. While the
Shrinking Core model is the simplest, this model is one of the earliest models
and has been used as a basis for development of more sophisticated models. A
number of modifications based on the Shrinking Core Model have been modified
over the years. Some of the modification took account of the effect of bulk gas
flow of gaseous reactant143, 144, Knudsen diffusion in the ash layer145, 146,
structural changes in pellet systems in isothermal147 and non-isothermal
system148.
Other gas-solid reaction models include the Volume Reaction model149, the
Particle-Pellet/Grain model150, 151, the Modified Volume reaction models142, 149
and the Modified Grain model152, 153. The Volume Reaction Model149 was
proposed to describe gas-solid reaction in a porous solid. When the solid is
porous, the gas can penetrate into the solid; hence, the reaction may be assumed
to be carried out in all over the volume of pellet. In the Grain model150, 151, the
solid pellet is visualised as consisting of a number of small particles. The
reaction occurs in the surface of each particle and treated as the Shrinking Core
model. The Modified Volume Reaction models are based on the Volume Reaction
model which accounts the structural changes due to reaction142, 149. The
Modified Grain model also takes account the structural changes, where the
radius of the grain is assumed to change due to the differences in the molal
volume of the products and reactants152, 153. The details of these models are
provided elsewhere138.

62
3.2.3 Kinetics Theory of Solid-Solid Reaction
The kinetics of solid-solid reaction is affected by the form of solid (i.e.
nonporous, porous, or a mixed powder), particle size distribution, undefined
geometry and sintering. Powder reactions are substantially more complex and
not as yet amenable to treatments based on “ first principles”36. In any powder
reaction, the solid particles of reactants should contact one another, and at least
one of them must diffuse though an increasing product shell after initial surface
reaction133.
There are several reaction models for mixed powder reaction based on three
different rate-limiting controls:
1. Product-layer diffusion control
Once the product layer has formed by the solid-solid reaction at the phase
boundary, reactant must diffuse through this product layer. Product-layer
diffusion control model assumes that this step limit the overall reaction.
There are several variations of this type of model, including Jander model154,
Serin-Ellickson model155, Ginstling-Brounshtein156, and Carter model157.
a. Jander Model.
Jander154 assumed a sphere radius r of components A and B, which
reacting and developing a reaction product of thickness y. The rate of
reaction product thickness was assumed to be inversely proportional to
its thickness:
J ' I
(3. 45)
The correlation between thickness of reaction product and conversion
based on the sphere volume is represented as follows:
` ' i 1 4 1 4 d¡¢ (3. 46)

63
The integration of Equation (3.45) and substitution with Equation (3.46)
obtain the Jander relationship:
1 4 1 4 F¡¢$ ' $IJ
K+ ' >? (3. 47)
where X is conversion, r is radius of pellet, and k is reaction constant.
b. Serin-Ellickson model
This model is based on the derivation of governing unsteady state
diffusion in solids under various boundary conditions155. For a slab of
infinite length and thickness of L, in which the concentration of the
diffusing material is zero at t = 0 and is placed in a region where the
concentration is maintained at a value Co at the boundaries of the slab,
the completion fraction of the diffusion process, X, has been defined as
follows:
1 4 F ' @ £π+C ∑ :
+¤¥¥ exp@4 +π+¦J§+ C (3. 48)
where t is the time, D is the diffusion coefficient, which is defined by
Fick’s law, and L is the thickness of product layer. A similar expression
was obtained for the case of a sphere, where the expression of X
becomes155:
1 4 F ' @ <π+C ∑ :
+ exp@4 +π+¦J§+ C (3. 49)
where K = π2D/L2.
c. Ginstling-Brounshtein model
Ginstling-Brounshtein model156 is based on the radial steady-state
diffusion in a sphere using a constant reactant concentration on the
phase boundaries. In this model, product thickness is assumed as a
spherical shell. Fick’s equation in the case of spherical symmetry and in
spherical coordinates has the following form:
¨A¨J ' @¨+A
¨K+ $K
¨A¨KC (3. 50)

64
From the derivation with specific boundary conditions, it is found that
the concentration gradient of reaction to radius has the following
correlation:
¨A¨K ' A]]B
K+ (3. 51)
where x is the product thickness, and defined as follows:
d ' 51 4 √1 4 F¡ (3. 52)
The integration of Equation (3.51) with a substitution from Equation
(3.52) at x = 0 and t = 0 results the Ginstling-Brounshtein correlation,
which can be written as follows:
1 1 4 F$/r 4 21 4 F:/r ' I¡JKL+ ' ? (3. 53)
d. Valensi-Carter model
Valensi-Carter157 pointed that Jander model154 has two simplifications.
First, the thickness of the product layer in the Jander model is assumed
to be a planar surface. The second simplification was made from the
assumption that the specific volume of the product is similar to the
specific volume of reactant. Both simplifications will result in
inconsistency between Jander model and experimental data at a large
conversion157.
Valensi-Carter then introduced Z, which represent the volume of product
formed per unit volume of component reactant consumed. The
integrated Valensi-Carter equation can be expressed as follows:
1 ª 4F¢+¡ ª 4 11 4 F+
¡ ' ª $:BI2JKL+ ' ª 21 4 ª>?
(3. 54)
2. Phase Boundary Reaction Control
The phase boundary reactions models have been developed for different
geometry and different boundary conditions. Some of these models are as
follow:

65
a. For a sphere reacting from surface inwards, the conversion versus time
can be written as follows:
>? ' 1 4 1 4 F¢:/r (3. 55)
This equation is similar to the Sharp-Interface model or Shrinking Core
Model for gas solid reaction137, 138, where reaction proceeds from the
outer skin to the central of pellet.
b. For a circular disk reacting from the edge inwards, the correlation is
described as follows:
>? ' 1 4 1 4 F¢:/$ (3. 56)
c. For contracting cube, the equation is described as follows:
F ' 8>r?r 4 12>$?$ 6>? (3. 57)
3. Chemical Kinetics Control
Chemical reaction control occurs when the reaction of the interface, which
also includes adsorption and desorption steps, is much slower than the
various mass transfer step. Chemical control can normally be described
using a simple rate equation. The order of reaction with respect to particular
reactant is defined as the power to which its concentration term in the rate
equation is raised.
:
B: ::B®¯° 4 1± ' >? (3. 58)
4. Nucleation Growth Control
This model was initially formulated to analyse the kinetics of phase
transformation. However, it has been successful to described solid-solid
reaction, in particular for decomposition processes. The nucleation growth
controlled model, or commonly called the Avrami equation158, has several
simplifications159, such as:
a. Nucleation occurs randomly and homogeneously,
b. The growth rate does not depend on the extent of transformation,
and
c. Growth occurs at the same rate in all directions.

66
The expression for conversion and time, relationship of nuclei growth
controlled model can be written as follows:
ln1 4 F ' 4>? (3. 59)
The determination of kinetic constants, such as Arrhenius constant (A) and
activation energy (EA) is generally carried out using the isothermal model-
fitting method. k, reaction rate, is determined by fitting the “best” model to
the experimental data.
3.2.3.1 Solid-State Diffusion
Diffusion is the movement of a species from a high concentration region to a low
concentration region. Diffusion occurs because of chemical potential gradient in
the system. Fick’s first law of diffusion160 states the rate of diffusion of one
material in another is proportional to the negative of the concentration gradient
of the first material. This can be expressed as the following equation:
p ' 4 @¨A\¨ C (3. 60)
where jAx is the molar rate of flux A in the x-direction (mol.s-1.cm-2), DA is the
diffusion coefficient or diffusivity of A (cm2s-1) and CA is the concentration of A
(mol.cm-3).
Fick’s second law describes the accumulation or depletion of concentration
when steady-state is not achieved, and is obtained from spatial derivation of
flux:
¨A\¨J ' 4 ¨\²
¨ ' 4 @¨+A\¨ + C (3. 61)
Fick’s second law can be solved using appropriate boundary conditions that
determined by experiment.

67
Self-diffusion occurs in a solid metal. Self-diffusion rate is defined as the rate at
which atom moves through the lattice of a pure metal161. It is be measured using
radioactive atoms as tracers161. The self-diffusion coefficient in a simple cubic
lattice based on the probabilistic approach may be expressed by162:
∗ ' :< δ
$h (3. 62)
where δ is the inter-atomic spacing and v is jump frequency of the atom. Self-
diffusion may also apply to a homogeneous alloy.
When a concentration gradient present, inter-diffusion coefficient (³ is used to
determine the rate of flux A or B atom in the A-B system. The diffusion of atom
in non-metals similar with the diffusion in metals, but there is additional effects
applied due to the varying degrees of polarisation between cations and
anions163. The diffusion coefficient in solids is a function of temperature based
on the Arrhenius law161:
' "B[\/]3 (3. 63)
where EA is the activation energy and Do is the frequency factor, which is
constant over a wide temperature range.
3.2.3.2 Gas-Phase Mass Transfer
Based on the kinetic theory of gases, diffusion of spherical A atoms diffusing in
pure A is defined as follows161:
∗ ' $r @ κ|
´¡\C:/$ 3¡/+(+ (3. 64)
whereκB is the Boltzmann constant (1.38×10-16 ergs-molecule-1.K-1), T is the
temperature (K), d is the molecular diameter (cm) and mA is the molecular mass
(g.cm-1).
Gas diffusion studies have been concerned with measuring and predicting
diffusion coefficients in gaseous mixtures161. In a multi-component gas,
diffusivity of species A in A-B gas mixture is similar to the diffusivity of species B

68
in the mixture. Hence, DA = DB = DAB= ³. Interdifusivity of A-B species for
monoatomic gas can be determined using the Chapman-Enskog theory:
' .:::£;£r3¡(σ\|+Ωz,\| µ :
V\ :V|
(3. 65)
where σAB is collision diameter, that obtained from ¶ ' :$ σ σ. ΩAB is
defined as the collision integral for A-B mixture at dimensionless temperature,
TAB, for the Lennard-Jones potential (a function of KT/εAB), where ε ':$ ε ε.
Diffusion of gaseous species in porous solid is more complicated and much less
well understood. The actual diffusion path will not follow the straight line but
will quite tortuous. In addition, the pores that may be small enough to the
species and the pressure gradient may affect the actual diffusion134. Hence, the
rate of pore diffusion is smaller than that of the molecular diffusion for
comparable driving force. The effective diffusivity is introduced to describe
diffusion in porous medium, which is a function of porosity, ε, and tortuosity, τ :
,PUU ' ·¸
(3. 66)
If gas diffusion occurs in a very fine pore, particularly at low pressure, the ‘mean
free path’ of the molecules may be larger than the diameter of the passage. Thus,
collision with the wall becomes much frequent compared to the collision with
other molecules. This diffusion is called ‘Knudsen diffusion’134. Knudsen
diffusivity, DK, is defined as the following equation:
' @$rC iSh3 (3. 67)
where rp is the radius of the pore and vT is the average velocity of molecules.
Mason et al164 proposed the diffusion flux of species A in an isothermal porous
solid to be represented by the following equation:

69
' 4,PUU¹ dº 4 d~3u/»¹ (3. 68)
The first term represents effective diffusion, the second term represents bulk
flow due to diffusion, and the third term represents transport due to gradient in
pressure. º ' PUU/PUU, γ ' PUU/I, and :
,PUUB: ' B: PUUB: (3. 69)
DAK is the “”Knudsen diffusivity” of species A while DABeff is the effective
diffusivity for the gas mixture AB as shown in Equation (3.65).
Figure 3.3 Diffusion of Species A from a Solid Surface into a Moving Gas Stream134
Figure 3.3 shows the schematic representation of diffusion from a solid surface
into the gas stream. The rate of mass transfer of species A from the solid into the
gas stream is given by:
' >T 4 (3. 70)
where NA is the mass transfer rate per unit solid surface area, kc, is the mass
transfer coefficient, CAs and CAo are the concentration of species A at the solid
surface and the gas stream, respectively.
The mass transfer coefficient is obtained empirically in majority of practical
cases and influenced by the gas flow and physical properties of the particle. The

70
mass transfer coefficient is often expressed in a dimensionless form of
Sherwood number, Sh, where Sh = kcL/D. For convection, such as diffusion of
species A into a stream of gas, Sherwood number is a function of Reynold
number (Re = UL/v) and Schmidt number (Sc = v/D). L is the characteristic
dimension, v is the kinematic viscosity and U is the linear velocity of gas stream.
There are a number expression of correlation between a system of particle and
gas. An expression that widely used for the system of particle and gas are the
Ranz and Marshall correlation, which is derived empirically based on the
evaporation of drops43. Szekely et al134 noted that, “indeed the “rate expression”
for gas-solid mass transfer constitutes an area where most investigators appear to
be in quite good agreement”.
3.2.4 Kinetics of Vapour Condensation
When gaseous solution, pure gases, pure liquids, or liquids reach some degree of
supersaturation or supercooling, e.g. gas stream that reaches below its
condensation temperature, condensation will occur. Supersaturation is defined
as the partial pressure of compound per its equilibrium partial pressure, which
can be expressed as follows:
' ((¼½ (3. 71)
The condensation process from vapour streams, as schematically described in
Figure 3.4, comprises of several steps:
a. generation of reactants, which can be from a reaction or vaporisation of
pure condensed phase,
b. transport of vapours to the growth surface,
c. boundary layer transport,
d. formation of crystal nuclei, and
e. growth of crystal.

71
Figure 3.4 Basic Steps of Crystal Growth from Condensation of Vapours. A. Generation. B. Bulk Transport. C. Boundary Layer Transport. D. Adsorption/Desorption. E. Migration. F. Nucleation165 In order for gaseous compound to condense and growth its crystal, the
condition of supersaturation must be supported with the existent of nuclei.
Nuclei are the first formed embryos, possibly of only a few nanometers in size,
which subsequently grow to produce tangible crystals166. Nucleation can be
divided into two types:
1. Primary nucleation, which is nucleation without crystalline matter. This
is also divided into homogeneous nucleation andheterogeneous
nucleation.
2. Secondary nucleation. Secondary nucleation is induced by the presence
of existing crystals.
3.2.4.1 Homogeneous Nucleation
Homogeneous nucleation is determined by the formation stable nuclei in a
supersaturated solution. Classical Nucleation Theory has been widely used to
predict nucleation rate in a wide range system. This theory originates from the
work of Gibbs167 on thermodynamics, and developed by Volmer and Weber168 to
describe vapour condensation. Other pioneers of the Classical Nucleation
Theory include Becker and Doring169, Volmer170, and Turnbull and Fischers171.
When a group of molecules becomes aggregated to more condensed state, in
which the molecular movement is restricted, a quantity of energy is released. On

72
the other hand, the formation of solid particle demands a quantity of energy to
form solid surface. Therefore, the quantity of work required to form a stable
nucleus can be written and expanded as follows:
¾ ' 4πi$σ4 %r πir $σ
K ' £r πi$σ (3. 72)
where σ and r is the surface tension and radius of nucleus, respectively. Supersaturation, S, is also defined as follows:
78 ' $Vσ
]3ρK (3. 73)
where M, ρ, and T is molecular mass, density, and temperature, respectively. By
substituting r in Equation (3.73) to Equation (3.72), the work, W, can be defined
as follows:
¾ ' :<π¿¡V+r]3¿Mc+ (3. 74)
This expression indicates that when the system is completely saturated, with
supersaturation reaches one, the amount energy for nucleation is infinite. The
system need to be supersaturated in order to create a homogeneous nucleation.
The free energy associated with the homogeneous nucleation comprises the
surface excess free energy,∆, and the volume excess free energy, ∆À. In a
supersaturated condition, this becomes:
∆ ' ∆ ∆À ' 4iσ %r ir∆b (3. 75)
where ∆b is the free energy of the transformation per unit volume.
The critical free energy to form homogeneous nucleation is obtained by setting
d∆/dr=0 in Equation (3.75), which becomes:
∆TKJ ' :<´¿y¡r∆Á+ ' %´¿y¡
r (3. 76)
where rc is the critical nucleus, which represent the minimum size of a stable
nucleus. Correspondingly, the critical radius of nucleus is defined as follows:

73
iT ' $σÀI3Mc (3. 77)
Particles smaller than rc will dissolve, or evaporate if the particle is in a
supersaturated vapour. Similarly, particle larger than rc will continue to grow.
The rate of nucleation, J, e.g. the number of nuclei formed per unit time per unit
volume, can be expressed as Arrhenius equation:
 ' W"d 4 ∆yÃ0I3 ± ' "d 4 :<´¿¡b+
rI¡3¡Mc+± (3. 78)
3.2.4.1.1 Classical Nucleation Theory (CNT)
The Classical Nucleation Theory, or Becker-Doring theory169, predicts that the
nucleation rate is defined as follows:
 ' @$σπC:/$ Ä:$"d B:<πσ¡À+
rI¡3¡Mc+± (3. 79)
where σ is the surface free energy of molecule, m is the mass of the condensing
molecule, V is the volume of condensing molecule, N1 is the number density of
the monomer, and k is Boltzmann’s constant (1.380×10-23 J/K). This equation
indicates that the rate of nucleation is affected by three variables: temperature,
degree of saturation, and interfacial tension.
While the Classical Nucleation Theory (CNT) has been widely used as a main
tool for calculations of nucleation rates in practically relevant systems, the
magnitude and temperature dependence of the Classical Nucleation Rate is
often contradicted with experiments172. The discussion of the failure of CNT has
been focused on two explanations: (1) CNT miscalculates the degrees of
freedom of cluster, (2) the use of macroscopic thermodynamic properties to
molecular-size system is inaccurate173, 174, and (3) assuming steady state at the
liquid/solid-gas interface175. There have been various corrections to this
theory176, 177, as well as other method to study nucleation rates, including

74
density functional methods178, Monte Carlo methods172 and molecular
dynamics179, 180. However, often the corrected theories only predict the rates
well for some substances and conditions, but fail in other cases just like the
original theory181.
3.2.4.1.2 Scaled Nucleation Theory (SNT)
An example of a correction of the Classical Nucleation Theory is the Scaled
Nucleation Theory176. It utilised critical quantities to writes the equations for
nucleation in a material independent form. The Scaled Nucleation Theory
presents an expression for the Classical Nucleation Rate in terms of scaled
surface tension, σ06 4 6, excess surface entropy and critical point quantities
to describe the homogeneous nucleation rate into an approximate material
independent form.
The nucleation rate of Scaled Nucleation Theory is defined as follows:
 ' ÂSKPc3"d @4 ∆I3C (3. 80)
where: ÂSKPc3 ' ÂAÅ @c(.(- C$
(3. 81)
ÂT ' @(-Q C λy
ρy ρyI3yλy (3. 82)
Å ' Æ@ %r√´C:/r @r<´/¡σ
ρ+/¡I3 C:/$ @3y3Cr/$ @ρy
ρC$/rÇ (3. 83)
Tc, Pc, ρT , and λT are the critical temperature, pressure, density, and inverse
thermal wavelength of material, respectively. By replacing the bulk surface
tension with scaled surface tension, σ06 4 6, the exponential term is
expressed as a reduced form :
4 ∆I3 ' 4 @:<´
r C Ωr @3y3 4 1Cr @ :
Mc+C (3. 84)
where Ω is excess surface entropy per molecule (Ω ' σÉIρ+/¡). The typical range of
Ω is 1.5 to 2.2 for most simple and associated liquid176 and 0.8 for most metallic
liquids182.

75
For a flux of 1 cm3/s, this model predicts the critical supersaturation ratio, Scr,
correlates to:
ln TK Ê ΓΩr/$ 3-3 4 1±r/$
(3. 85)
where Γ is defined as follows:
Γ ' @:<´r C:/r 78 ËÌü/ÍÎ
Ë B:/$ ( 3. 86)
Γ is a weak function of the temperature and saturation, approximately equal to
0.53.
For fluxes larger than 1 cm3 s-1, the critical supersaturation is modified as follows:
ln ' ln TK 1 MË$MË-ñ
r/$ ' 78TK . Ï (3. 87)
where Q represents the bracketed terms. The Scaled Nucleation Theory has
been reported to be consistent with experimental study of nucleation of several
vapours to solid, such as magnesium, silicon monoxide, and cesium vapour141,
183-185. According to the SNT, the surface energy can be estimated by the scaled
formalism with the quantity of Ω such as follows:
σ
I/ρ+/¡ ' Ω 6A 4 6¢ (3. 88)
3.2.4.1.3 Internally Consistent Classical Nucleation Theory (ICCT)
ICCT, or often called Self Consistent Classical Nucleation Theory, was developed
to correct certain inconsistencies apparent in CNT, such as law of mass action
and error expression of the cluster distribution177, 186. ICCT removes the
inconsistency results by the addition of term 1/S in the pre-exponential of the
CNT rate expression. Term θ is also added into the exponential form of the free
energy for the limiting consistency modification177.
The nucleation rate of ICCT model is written as follows:
 ' ÂA3 ÐÑÒθc (3. 89)

76
where JCNT is the CNT expression for the homogeneous nucleation rate J, and θ
is:
θ ' r<´/¡σρ+/¡I3 (3. 90)
The supersaturation of ICCT model can be described in term of SNT model as
follows182:
ln ' Ωr/$βÓAA3 3-3 4 1±r/$
(3. 91)
where
βÓAA3 ' @:<´r C:/$ 78 ËÌü/ÍÎ
Ëc 36:/r @3y3 4 1CB:/$
(3. 92)
3.2.4.2 Heterogeneous Nucleation
Heterogeneous occurs when nucleation takes place in the special sites in the
materials that can be capable to lowering the Gv. To form heterogeneous
nucleation, the overall free energy change associated with the formation of
critical nucleus under heterogeneous condition, ∆Gcrit, must be less than
corresponding homogeneous free enery change, ∆Gcri:
∆TKJÕ ' φ∆TKJÕ (3. 93)
Where φ is less than unity. The factor that controlling heterogeneous nucleation
is interfacial energy, σ, that closely related to contact angle.
The factor φ can be expressed as187:
φ ' $Tθ:BTθ+% (3. 94)
where θ is contact angle.
In analogy to homogeneous nucleation, the rate of heterogeneous nucleation
can be predicted from the following correlation187:
 ' @$σπC:/$ Ä:$"d B:<πσ¡À+Uφ
rI¡3¡Mc+ ± (3. 95)

77
with the factor f(φ) accounting for the decreased energy barrier to nucleation
due to a foreign solid phase.
In practice, nucleation rate must be measured and correlated empirically for
each system. Giesen et al188 employed nucleation model and surface
condensation model to determine the kinetic parameter of thermal dissociation
of Fe(CO)5 to Fe atom. The formation of monomer n1 follows the equation:
J ' >:8SKPT 4 Â∗ 4 Ö:,S8: 4 8:,P,S (3. 96)
where k1 is the rate coefficient of thermal decomposition of precursor, nprec is
precursor concentration, J is the nucleation rate, g* is a critical cluster and β1,p is
the collision frequency between monomer and particle. This nucleation model
has been used to interpret Fe condensation behaviour188.
3.2.4.3 Growth of Particles
As soon as stable nuclei have been form in supercooled system, they will grow
to a larger crystal. There have been several theories attempted to describe the
growth of single crystal. Surface energy theories comes from Gibbs167 who
suggested that the growth of a crystal could be considered based on the
principle that the total of free energy of a crystal in equilibrium with its
surrounding at constant temperature and pressure would be a minimum for a
given volume. Wulff189 suggested that crystal faces would grow proportionally
to the surface energy, and in addition Laue190 pointed that all possible
combination of faces must be considered. Adsorption layer theories from
Volmer’s theory170 states that when units of crystallising substance arrive at the
crystal face they are not merely integrated to lattice and then migrate over the
crystal face through surface diffusion. Therefore, there will be a loosely
adsorbed layer at the interface, which play important role in growth
phenomena.

78
The physical properties and environment condition such as pressure and
temperature of the species will affect the growth, direction, crystal morphology,
and structure. These effect of properties and environment are well described by
Mullin187.
3.3 Experimental Techniques
3.3.1 Experimental Techniques on the Kinetics of Silicothermic
Processes
The experimental methods used to study the silicothermic processes were
based on thermogravimetric techniques with different configurations. There are
two standard configurations in the thermogravimetry techniques134. First, is by
placing several identical pellets into an environment at the temperature under
investigation for a given period of time and calculate the weight change on a
standard laboratory balance. This procedure relies on being able to keep exactly
the same condition (temperature, pressure, compaction pressure) for all pellets.
Secondly, a more satisfactory approach is to suspend a pellet with the particular
environment from one arm of a laboratory beam balance. The weight change
can be followed as the reaction of one pellet proceeds, giving different points on
a weight versus time from which the whole curve may be interpolated. This
later approach is particularly useful to determine the kinetics of magnesium
generated from the reactants.
There are a number of experimental studies on the silicothermic reaction. Some
of the studies are focused on the measurement of the vapour pressure of
magnesium for different system27, 63, 191, 192, while others concentrate on the
kinetics of the silicothermic processes29, 32, 33, 35, 38.

79
Figure 3.5 The Schematic of Graphite Retort (After Toguri and Pidgeon)38
Toguri and Pidgeon38 determined the reaction rate by measuring the weight
loss of briquette reactants in a high-temperature vacuum furnace incorporating
a thermo-balance, as illustrated in Figure 3.5. This arrangement enables the
monitoring of weight loss of the reactants over the time without opening the
furnace.
Some experimental configurations resemble the industrial system. For example,
Hughes et al29 conducted the experiments in a horizontal furnace with the
charge contained in the steel boat situated inside the hot zone of the furnace
under vacuum, as illustrated in Figure 3.6. The magnesium condensate was
collected on a water-cooled copper condenser. Other studies32-34, 40 also
employed a horizontal tube furnace to heat the reactants and collected the
magnesium condensate at the cooler part of the apparatus.

80
Figure 3.6 Experimental Configuration in Horizontal Tube Furnace (After Hughes et al29)
The experimental studies utilising inert carries gas32, 33, 40 are usually applied in
a “transpiration” method. In the transpiration method, which generally applies
to the measurement of vapour pressure of metals, a measured flow of inert gas
is passed over the substance under investigation, which is maintained at a
constant temperature193. The gas removes the vapour or volatile component of
the substance at a rate which is dependent upon the relative pressures and
upon the rate of gas flow. The vapour is then condensed at a cooler part of the
apparatus.
In the interest of experimental study in an equilibrium system, the saturation
between the vapour and the carrier gas should be achieved. This was usually
attained by applying a low flow rate of the carrier gas. Figure 3.7 shows an
example of the saturation achieved in the MgO-CaO-Si equilibrium system. The
saturation was achieved at the hydrogen rate less than 0.2×10-3 m3/min27.
Figure 3.7 Effect of Hydrogen Flow Rate on the Apparent Reaction Pressure at 1159 °C (after Pidgeon and King27)

81
Kubaschewski and Alcock193 noted a few points regarding the technical details
of the transpiration method. A constriction should be made in the furnace tube
to minimise the counter-diffusion of vapour. A heavier gas, such as argon, is
preferred to minimise this occurrence. Whist the transporting gas must be quite
pure, the total gas flow should be measured by a volume rather than a flow
meter, since the fundamental quantity being measured is the total volume over
a known time193.
An example of interest is a study of magnesium vapour pressure measurement
by Pidgeon and King27, which is schematically described in Figure 3.8.
Magnesium vapours saturate the hydrogen in the reaction zone (25) and are
carried to an iron tube condenser (34) containing a steel wool mesh (34a). The
retort tube (20) made of 28 wt% chromium steel is 0.90 m long with 2.5×10-2 m
inside diameter and 3×10-3 m thick. The condenser, a 0.23 m length of malleable
iron pipe, was machined to give a close tight the retort to prevent magnesium
vapours from passing between it and retort tube. A strip of steel wool (34a),
weighing 1.00 g and 0.1 m in length, fills the cross-sectional area with the
condenser at the area where condensation takes place. This configuration
enables a pure magnesium vapour pressure measured from the calculation
derived from the weight loss of the reactant.

82
Figure 3.8 The Schematic of Vapour Pressure Measurement (after Pidgeon and King27) The horizontal configuration is usually applied for the study of the Pidgeon
process. Another essential factor in the experimental study, in particular to
examine the magnesium condensate, is the design of condenser. The condenser
material used to cool magnesium vapour varies from steel to copper, with
usually use water as a cooling fluid. Morsi et al34 used a U-shaped copper cooling
tube at the end of the furnace tube. This is described in Figure 3.9.
Misra et al32 employed a specially designed split type condenser with perforated
stainless steel discs. These were placed at regular intervals for collection of
deposits of magnesium at different temperature zones. In this way, the
condensation characteristic of magnesium can be studied. Iron wool was placed
at the cooler end of the condenser to collect traces of alkalies present in the
dolomite. The experimental design from Misra et al 32 is shown in Figure 3.10.

83
Figure 3.9 Magnesium Reduction Apparatus (after Morsi et al40)
Figure 3.10 Schematic of Experimental Study (after Misra et al32)

84
3.3.2 Experimental Studies on Homogeneous Nucleation
The rate of nucleation cannot be determined by a priori, but need to be
determined empirically using experimental studies. In interest of vapour
condensation, there have been a number of studies to investigate homogeneous
nucleation of metallic vapour141, 175, 183-185, 188, 194-196. Nagahara et al197 vaporised
olivine in hydrogen stream and succeeding in condensing olivine, pyroxene and
silica mineral. Giesen et al188 conducted nucleation studies of Fe atom from
Fe(CO)5 gas by using shock wave tube over the temperature range of 477 to 877
°C. The concentration of Fe was monitored by using Atomic Resonance
Absorption (ARAS) at the wavelength of 271.9 nm. These data has been
modelled and fit the nucleation model.
Figure 3.11 Schematic of Experimental Study of Mg Vapour Condensation183 Brooks et al196 studied the condensation of magnesium in supersonic quenching
nozzle while Koo et al175 modelled 1D classical nucleation and growth
phenomena of particular system. The model predicted that 99% of the
condensation is due on the growth of particles nucleated during an initial high
nucleation stage.

85
Nuth and Donn184 developed experimental apparatus to observe nucleation of
SiO vapour. SiO was vaporised in a quartz chamber at different temperature
around its vaporisation temperature, where the smoke evolved is detected by a
monochromators. This method was able to generate a quantification of data
over different temperature. This approach was adapted by Ferguson et al183 to
study homogeneous nucleation on magnesium vapour. The schematic of
experimental rig is shown in Figure 3.6. Temperature is recorded at the source
and the condensation point. The equilibrium vapour pressure of magnesium is
obtained from the magnesium vapour data198:
7gqPa ' 4 3 u 67g6 (3. 97)
Thus, supersaturation of magnesium vapour can be obtained from this
experimental configuration. The supersaturation of magnesium vapour was
modelled based on the Scaled Nucleation Theory176 and found to have the
following correlation with temperature:
78$/r ' $%;3 4 1.206 (3. 98)

86
This Page Intentionally Left Blank

87
4 Research Issues
Review of literatures covering the fundamental of silicothermic processes
suggests that the fundamental thermodynamics of the Pidgeon process has been
established, while previous works have been focused to ascertain the kinetics of
this process, especially in vacuum. While a number of parameters affecting the
process have been examined, there is no general conclusion what really controls
the kinetics of the process. Previous studies of the Pidgeon process’s
thermodynamics did not include a thorough treatment of solid solution
behaviour. The knowledge of thermodynamics and kinetics of other
silicothermic processes is also inadequate. It is known that the Pidgeon process
has a relatively low impurities compared to the silicothermic processes
conducted at higher temperatures, such as the Magnetherm and the Mintek
process. However, there is limited information on the behaviour of magnesium
vapour and its impurities in these processes.
The aim of this project is to investigate the fundamental physical chemistry
associated with the silicothermic processes. This study is also concerned with
the behaviour of impurities in the process.
A number of research questions arise from literature review, which includes
the following questions:
- What is the effect of parameters such as temperature and pressure to the
conversion of magnesium and the impurities included in the magnesium
vapour?
- What is the controlling factor in the kinetics of silicothermic process?,
and
- What is the distribution of impurities in the silicothermic processes?

88
The approach used in the study was to first develop thermodynamic modelling
of the silicothermic processes using the Gibbs energy minimisation. Defining the
species involved in the phases and system, identifying the appropriate solution
models for the system and applying a number of assumptions were required in
the development of the thermodynamic modelling. Thermodynamic modelling
was used to predict the variation of magnesium produced from the processes,
including the impurities at different operating conditions.
The second part of the study was to analyse the kinetics of silicothermic
reduction of calcined dolomite, in particular under a flowing gas atmosphere.
Fortunately, there is a set of experimental data for this condition34, which will
be used as the data for kinetics analysis. The kinetics analysis of the process
includes the kinetics of reaction and the mass transfer kinetics of magnesium
vapour from the briquettes to the bulk gas phase.
In the following step of the study, experimental works was performed to
investigate whether the predictions from thermodynamic modelling can be
observed experimentally. This included development of experimental apparatus
to carry out reactions that produce magnesium vapour via the Pidgeon process,
including development of appropriate analytical techniques to characterise the
nature of condensates. The condensation behaviour of vapour was also analysed
by using Classical Nucleation Theory.

89
5 Thermodynamic Modelling of Silicothermic
Processes
In this chapter, the effect of several parameters such as temperature, pressure,
and slag compositions were incorporated in the thermodynamic analysis of
silicothermic processes: the Pidgeon, the Magnetherm, and the Mintek. Based on
the thermodynamic calculation results, multistage condensation model was
constructed to study the condensation behaviour of magnesium vapour from
silicothermic reactions. In the case of the Pidgeon process, a detailed
thermodynamic analysis of the reduction process and the condensation
behaviour of vapour incorporate an ideal and non-ideal solution models.
5.1 Methodology of Modelling
Thermodynamic modelling study was based on the approach of the Gibbs free
energy minimisation technique82, 83, which has been described in Section 3.1.
The term “thermodynamic modelling” as means to optimise thermodynamic
data and phase diagram of binary or ternary system, as in CALPHAD method199,
is not part of this study. The equilibrium calculation was carried out using
FactSage thermochemical software200.
In the Gibbs energy Minimisation method, the total of Gibbs energy of
multiphase at equilibrium is at a minimum as in Equation (5.1):
' ∑ ∑ 8S:φ (5. 1)
where ni is the mole of species i and× is the partial Gibbs energy of i in φ phase.
Mass balance constraints, an equation summing up the total moles of that
element, must satisfy Equation (5.2).
∑ 8 ' t p ' 1,2, … S: (5. 2)

90
where aij is the number of atoms of element j and bj is the total atom of element j. The methodology of thermodynamic modelling is schematically described in
Figure 5.1. The thermodynamic modelling was carried out based on these
orders:
1. Definition of species and phases in the system
In order to conduct appropriate thermodynamic modelling, it is essential
to evaluate the possible species and phases in a particular system. When
an important species or phase is not considered, the thermodynamic
calculation may result a deviation from the correct finding. The definition
of species and phases in silicothermic system was carried by evaluating
the available literature.
2. Database definition
Thermodynamic properties database which include H, S, Cp, and G is
important elements in the thermodynamic calculation. Most
thermodynamic database has been established and available in widely
used software such as FactSage200, HSC201 and Thermocalc202. In this
study, the thermodynamic data, such as ∆Hf, So, and Cp data for species
and elements in their standard states were taken from FACT53 data,
which were mainly obtained from JANAF thermochemical tables26.
Thermodynamic data for solid condensates containing oxygen atom,
such as silicates and oxides were obtained from FTOxid compound
database, which has been evaluated by FACT group and consistent with
FTOxid solution model. The references of FTOxid database were mainly
obtained from Barin 128 and from Berman et al203.

91
Figure 5.1 Thermodynamic Modelling Methodology
3. Selection of Solution Models
Ideal solution is preferred as a starting point of thermodynamic
calculation. A number of established solution models also used to
describe the thermodynamic properties of a particular chemical system.
4. Selection of Operating Condition
This operating condition is referred from the existing experimental or
industrial data. Different ranges of operating condition, in particular
temperature, pressure, and composition is applied to examine the effect
of different conditions to the process.
5. Equilibrium Calculation
Equilibrium calculation based on Gibbs energy minimisation is carried
using “Equilib Module” in the FactSage software. The calculation details
are described in Appendix E.

92
5.2 Thermodynamic Analysis of Silicothermic
Processes
This section describes a preliminary study carried out in the early research
work. The purpose of this preliminary study is to identify the compounds and
species of the multiphase system resulted from the equilibrium
thermodynamics at various silicothermic processes and at specified operating
conditions.
The calculation for this thermodynamic analysis was based on 1000 kg calcined
dolomite. Each process had different compositions and raw materials. As listed
in Table 5.1, the input for the Pidgeon process was calcined dolomite and
ferrosilicon, while the alumina and aluminium were added as the additional
input for the Magnetherm and the Mintek process. Fluorspar (CaF2) as catalyst
was not used in this study35.
Table 5.1 Operating Condition of Silicothermic Processes
Process Pidgeon Magnetherm Mintek
Raw Materials
Calcined Dolomite Ferrosilicon
Calcined Dolomite Ferrosilicon
Alumina
Calcined dolomite Ferrosilicon Aluminium
Alumina Operating conditions
T: 1100 to 1200 °C P: 7 – 20 Pa
T: 1550 °C P: 5 kPa
T: 1700 to 1800 °C P: 85 kPa (atmospheric)

93
Table 5.2 FactSage204 Built-in Compound Database Used in This Study
Compound Database Description
FTOxid118, 119, 205,
206(FToxid53Base.cdb) The FToxid compound database contains all stoichiometric solid and liquid oxide compounds evaluated/optimized by the FACT group to be thermodynamically consistent with the FToxid solution database.
FTMisc FACT Miscellaneous databases contain various databases such as liquid Fe with dilute solutes, liquid Sn, liquid Pb, light metal alloys etc.
FACT5326, 93, 128 This database contains data for over 4500 compounds. Most of the data for those compounds which have been evaluated/optimized to be thermodynamically consistent with the FToxid, FTsalt, FThall, . . . etc. solution databases.
Table 5.2 shows the description of thermodynamic database which are used in
this study, while the solution models used in the thermodynamic modelling of
silicothermic processes are listed in Table 5.3. The FACT53 compound database
contains thermochemical properties of thousands of compounds from standard
compilations, while the FToxid compound database contain data for pure oxides
and oxide solutions of 20 elements (as well as for dilute solutions of S, SO4, PO4,
H2O/OH, CO3, F, Cl, I, C, N and CN in the molten slag phase). FTMisc contain
databases for various liquid alloys and mattes.

94
Table 5.3 FactSage204 Built-in Solution Database Used in This Study
Solution
Database
Description Type of Solution
Model
FTOxid-MeO118,
119, 205, 206 Monoxide solution with rock salt (NaCl) structure. Compounds: Fe(II)O,CaO,MgO,Mn(II)O,NiO,CoO at all compositions + (Al,Fe(III),Cr(III),Ti(IV),Zn,Zr in dilute amounts)
These models take into account the mixing of various cations on crystallographically different sublattices.
FToxid-bC2S51, 170
αÕ 4Ca2SiO4 solid solution. Temperature range: 25 to 1437 °C Compounds: Ca2SiO4 + (Mg2SiO4, Fe2SiO4, Mn2SiO4, Pb2SiO4, Zn2SiO4, Ca3B2O6 in dilute amounts). Ca2SiO4 must be present.
Substitutional model
FToxid-aC2S119, 207 α-Ca2SiO4 solid solution. Temperature range: 1437 to 5000 °C Ca2SiO4 + (Mg2SiO4, Fe2SiO4, Mn2SiO4, Ca3B2O6 in dilute amounts) Ca2SiO4 must be present.
Substitutional model
FToxid-SLAGA51,167-169
Liquid oxide solution. Major oxide components: Oxides of Al,Ca,Fe(II),Fe(III),Mg,Si
Modified Quasichemical model
FTmisc_FeLQ208 Liquid steel solution. Don't use with any other liq metal phase. For Iron/Steelmaking Processes, not solidification. Fe-rich(not for stainless) Compounds: Fe, Mg, MgO, Ca, Al, Si, O, SiO, AlO, Al2O
Associate Model
5.2.1 Thermodynamic Simulation of the Pidgeon Process
5.2.1.1 Modelling Development
In the equilibrium calculation of the Pidgeon process, the chemical composition
of reactants and the ratio between calcined dolomite and ferrosilicon were
based on Toguri and Pidgeon’s work35. Calcined dolomite contained 36.13 wt%
MgO, 61.74% CaO, 1.34 wt% FeO, 0.42 wt% SiO2 (as an insoluble compound),
and 0.37 wt%Al2O3; while ferrosilicon contained 75 wt% Si and 25% Fe.

95
Database used for equilibrium calculation of the Pidgeon process were FACT53
and FACT-Oxid database. The description of these databases is given in Table
5.2. In the event of duplication of compound database (FACT53 and FTOxid),
FTOxid database was preferentially selected with regards to FACT53 since
FTOxid compound database had been evaluated to be consistent with FTOxid
Solution database.
The solution models used for the Pidgeon process equilibrium calculation were
as follows:
1. Vapour phase : ideal gas
2. Oxides in calcined dolomite: Built-in Monoxide solution model with
rocksalt (NaCl) type crystal structure (FTOxid-MeO).
3. Dicalcium silicate: α’-Ca2SiO4 solution model (FT-Oxid-b’C2S). Ca2SiO4 is
the dominant species, while the minor species includes Mg2SiO4 and
Fe2SiO4. The description of the FTOxid-MeO and FT-Oxid-b’C2S solution
models are given in Table 5.3.
4. Metallic phase: ideal solution. Metallic phase contains magnesium and its
metallic impurities.
The description of these phases is provided in Appendix A.
In the FactSage software, defining the species resulted from equilibrium
calculation is not necessary since by default, FactSage will include all possible
combinations of species existing in its database for the equilibrium calculation.
Table 5.4 shows the possible species for the Pidgeon process system generated
by FactSage.
The equilibrium calculation was divided into two parts. First, equilibrium was
evaluated at reduction condition, i.e. at 1100 °C and 7 Pa. The condition of
equilibrium replicated the practical operation5, 35. The equilibrium calculation at
the reaction temperature resulted a vapour phase and a number of solid phases.

96
Table 5.4 Possible Species for The Pidgeon Process System in Gas and Condensed Phases
Species in theGas Phase
(FACT53 Database)
Condensed Phases
(FTOxid and FACT53 Database)
SiO, Si3, Si2, Si, O3, O2, O, MgO, Mg2, Mg, FeO, Fe, CaO, Ca2, Ca, AlO2, Al2O, Al2, Al, (AlO)2
SiO2, MgSiO3, MgO, MgAl2O4, Mg4Al10Si2O3, Mg2Al2Si3O2, Mg2SiO4, Mg2Si, Mg FeSiO3, FeSi2, FeSi, FeO, FeAl3, FeAl2O4, Fe3Si, Fe3O4, Fe3Al2Si3O12, Fe2SiO4, Fe2O3, Fe2Al4Si5O18, Fe CaSiO3, CaSi2, CaSi, CaOMgOSiO2, CaO2, CaO, CaMgSi2O6, CaMg2Al16O27, Mg2Ca, CaFeSi2O6, CaFe4O7, CaAl4O7, CaAl2Si2O8, CaAl12O19, Ca3SiO5, Ca3Si2O7, Ca3MgSi2O8, Ca3MgAl4O10, Ca3Fe2Si3o12, Ca3Al2O6, Ca2SiO4, Ca2Si, Ca3MgSi2O7, Ca2FeSi2O7, Ca2FeAl2O7, Ca, Al8Mg5, Al4Ca, Al2SiO5, Al2Si2O7, Al2O3, Al2Fe2O6, Al2Ca, Al
Figure 5.2 Schematic of Equilibrium Calculations
The equilibrium calculation for the process is schematically described in Figure
5.2. The second calculation comprised of single stage equilibrium of vapour
cooling, which used the predicted vapour phase from the first equilibrium
calculation as the input data. The second equilibrium calculation was carried
out at the condensation temperature of magnesium and similar pressure as the
preceding calculation.

97
5.2.1.2 Results
The result of the equilibrium calculations were combined and shown in Figure
5.3. From the equilibrium calculation, the product of silicothermic reduction of
calcined dolomite predicted from thermodynamic calculation at a temperature
of 1100 °C and 7 Pa are a vapour phase, solid phases, and a number of single
phases (pure compounds). The vapour phase consists of magnesium vapour
with 99.63% purity and consists of the following impurities: Ca(g), Fe(g), SiO(g)
and Al(g). Calcium vapour was found to be the dominant impurity in the vapour
phase with a concentration of 0.35 wt%. The solid phases include α’-Ca2SiO4
phase as a side product, oxide phase (which contains 99.62% CaO); while the
predicted pure solid compounds are FeSi, Fe, and calcium aluminate (Ca3Al2O6).
Figure 5.3 Equilibrium Calculation of the Pidgeon Process at 1100 °C and 7 Pa
It was estimated from thermodynamic calculation that magnesium rich vapour
condenses at 482 °C at 7 Pa pressure. This temperature is somewhat lower than
the melting point of magnesium at atmospheric temperature (650 °C). This
operating condition resulted to solid metallic magnesium. The condensation of
Silicothermic reduction at
1100 °°°°C & 7 Pa
Dolime 1000 kg SiO2 0.42% FeO 1.34% MgO 36.13% CaO 61.74% Al2O3 0.37%
FeSi 194 kg Fe 25% Si 75% αααα’ - Ca2SiO4 796 kg
Ca2SiO4 99.44% Mg2SiO4 0.56 % Oxide 95 kg MgO 0.13% CaO 99.62% Al2O3 0.25%
FeSi 52 kg
Fe 24 kg
Ca3Al2O6 9 kg
Condensation of
vapour at 482 °°°°C, 7 Pa
Vapour 218 kg Mg(g) 99.63% Ca (g) 0.35 % Fe (g) 0.01% SiO(g) 21.1 ppm Al (g) 0.5 ppm
Total amount: 218 kg % Mg to total: Mg(s) 98.63% Single Phases Mg2Ca1.29% Fe_b.c.c 0.02% Fe3Si 0.02% MgO 34.8ppm FeAl3 0.6 ppm

98
vapour predicted from thermodynamic modelling results in solid metallic
magnesium and several pure compounds: Mg2Ca, Fe3Si, Fe, MgO and FeAl3.
As illustrated in Figure 5.3, the vapour phase generated from the reduction
process is predicted to have 99.63 wt% purity of magnesium, while the metallic
magnesium resulting in equilibrium calculation at 482 °C has a purity of
98.63wt%.
The purity of metallic magnesium is lower than its vapour. The thermodynamic
calculation predicts that calcium vapour interacts with magnesium to form
Mg2Ca inter-metallic compound, while aluminium vapour interact with iron
vapour to form FeAl3. This inter-metallic compounds may be formed by the
following reactions:
2& & ' $; ∆%£$A ' 4251.822>Â/g7 (5. 3)
3W7& !"& ' !"W7r; ∆%£$A ' 41493.96>Â/g7 (5. 4)
Silicon monoxide vapour dissociates to be silicon vapour and reacts with iron to
form Fe3Si with the following reactions:
& & ' & ; ∆%£$A ' 476.395>Â/g7 (5. 5)
& 3!"& ' !"r ; ∆%£$A ' 41321.11>Â/g7 (5. 6)

99
5.2.2 Thermodynamic Simulation of the Magnetherm Process
5.2.2.1 Modelling Developments
The reactant data for thermodynamic modelling of the Magnetherm process
were taken from a typical feed composition in the industrial operation7, 54. In
this analysis, the slag had been initially included in the “reactor”, which was
indicated by a slag phase as the input material into thermodynamic calculation
of Magnetherm reduction process.
The initial composition of slag was a typical slag composition of the
Magnetherm process54, which consisted of 55 wt% CaO, 25 wt% SiO2, 6 wt%
MgO and 14 wt% Al2O3. FACT53, FTOxid, and FTMisc compound databases (as
described in Table 5.2) were also used as the thermochemical properties data of
species used in this calculation.
The possible species resulted from the multiphase equilibria of the Magnetherm
process is shown in Table 5.5. The solution models employed in the
thermodynamic analysis of the Magnetherm process were as follows:
1. Vapour phase: ideal gas
2. Oxides in calcined dolomite: Monoxide solution model with rocksalt
(NaCl) type crystal structure (FTOxid-MeO).
3. Slag phase: liquid oxide solution (FToxid-SLAGA).
4. Dicalcium silicate phase: Alpha dicalcium silicate (α-Ca2SiO4) solution
model phase was included in the equilibrium calculation. Based on the
literature, α-Ca2SiO4 is stable above 1420 °C 209 (see Appendix A for the
phase description).
5. Liquid metal in the reduction process: FT-Misc FeLQ solution model208
was included in the model to describe liquid Fe-rich phase.
6. Liquid magnesium: pure liquid magnesium

100
Table 5.5 Possible Species for The Magnetherm and Mintek process Systems
Phase Species
Gas Phase (FACT53 and FTOxid Database)
SiO, Si3, Si2, Si, O3, O2, O, MgO, Mg2, Mg, FeO, Fe, CaO, Ca2, Ca, AlO2, Al2O, Al2, Al, (AlO)2
Slag-liquid (FTOxid Database) Al2O3, SiO2, CaO, Fe2O3, MgO a-Ca2SiO4 Mg2SiO4, Ca2SiO4, Fe2SiO4 Condensed Phases (FACT and FTOxid Database)
FeSi, MgO, Ca2SiO4_alpha, Ca2SiO4_alpha, Fe_b.c.c, Fe_f.c.c, CaO_lime, Ca3SiO5, CaAl2O4, Ca3MgSi2O8, Ca3Al2O6, Ca2SiO4_gamma,Mg2AlO4, CaOMgOSiO2, Ca2Al2SiO7, Ca3MgAl4O10, CaSiO3, Ca3Si2O7, Al2O3, CaAl4O7, Al2O3, Fe3Si, Ca2MgSi2O7, Mg2SiO4, Mg, Si, MgSiO3, Mg2SiO4, Al, SiO2, CaMgSi2O6, Ca, MgSiO3,FeSi2, FeO, CaAl2Si2O8, Al2SiO5, Mg2Si, Ca3Al2Si3O12
The Magnetherm process equilibrium was carried out at a temperature of 1550
°C and a pressure of 5 kPa. The equilibrium calculation was also divided into
two parts as in the previous section: First is the equilibrium calculation at the
Magnetherm operating condition; and secondly, equilibrium at the
condensation temperature of magnesium. At the Magnetherm condensation
condition (i.e. a pressure of 5 kPa and temperature of 650 °C), magnesium
vapour produced from the reaction condensed as a liquid.
5.2.2.2 Results
The results of thermodynamic analysis of a typical Magnetherm operation are
shown in Figure 5.4. The predicted purity of magnesium vapour from the
Magnetherm process at 1550 °C and 5 kPa is 99.59 wt%. The major impurities
predicted from the thermodynamic calculation are Ca(g), SiO(g) and Fe(g). This
results are similar to a previous investigation that found SiO(g) has an
appreciable vapour pressure above 1300 °C38.

101
Figure 5.4 Equilibrium calculations for the Magnetherm Process at 1550 °C and 5 kPa.
The liquid magnesium predicted from equilibrium calculation at 650 °C has a
purity of 98.98 wt%. The 650 °C condensation temperature was chosen from
typical condenser temperature in the Magnetherm process. The impurities
predicted from the calculations are in the form of inter-metallic compounds,
which includes CaMgSi (1.18 wt%), MgO(0.44 wt%), CaO (0.15 wt%), FeSi (706
ppm) and CaAl2 (144 ppm).
5.2.3 Thermodynamic Simulation of the Mintek Process
5.2.3.1 Modelling Development
For the equilibrium calculations of the Mintek process, the input data for the
calcined dolomite, ferrosilicon, and aluminium were referred from a typical feed
composition in a pilot scale operation69. While it is possible to have a continuous
operation in the Mintek process, the calculation in this study used a condition
that relevant to a batch small scale trial operation70. In this operation, no
additional flux was added in the process besides Al2O3.
Bauxite 154 kg Al2O3 100% Reduction at 1550 °°°°C
and 5 kPa
Dolime 1000 kg SiO2 0.23% FeO 0.42% MgO 38.88% CaO 60.40%
α - Ca2SiO4 448 kg Ca2SiO4 97.12% Mg2SiO4 2.88%
Slag 953 kg MgO 6.52% CaO 52.96 % Al2O3 21.12% SiO2 19.40% FeSi 79 kg
Condensation of
magnesium at
650°°°°C, 5 kPa
Vapour 206 kg Mg(g) 99.59 % Ca (g) 0.28% SiO(g) 0.075% Fe (g) 0.05% Al (g) 14.5 ppm Mg2(g) 8.07 ppm Al2O(g) 0.6 ppm Si(g) 0.2ppm
Mg(l) Metal 206 kg % Mg to total: 98.98% Single Phases CaMgSi 1.18% MgO 0.44% CaO 0.15% FeSi 706ppm CaAl2 144 ppm
Slag 338 kg SiO2 25% Al2O3 14% MgO 6% CaO 55%
FeSi 194 kg Fe 25% Si 75%

102
The compound database and solution model database were similar with those
employed in the Magnetherm process simulation. The compound databases
include FACT53, FTMisc and FTOxid database. The possible species included in
the equilibrium calculation of the Mintek process is given in Table 5.5. The
solution models used in the equilibrium calculation were as follows:
1. Vapour phase: ideal gas
2. Oxides in calcined dolomite: monoxide solution model
3. Slag phase: liquid oxide solution (FToxid-SLAG A).
4. Dicalcium silicate phase: alpha dicalcium silicate (α-Ca2SiO4)
5. Liquid metal in the reduction process: FT-Misc FeLQ solution model208
was included in the model to describe liquid Fe-rich phase.
6. Liquid magnesium: pure liquid magnesium
The calculation equilibrium was carried out at a temperature of 1750 °C and a
pressure of 85 kPa69.
5.2.3.2 Results
The results of thermodynamic analysis of the Mintek process are shown in
Figure 5.5. Thermodynamic calculation predicts magnesium vapour with the
purity of 98.15 % resulted from equilibrium of the Mintek process system at a
temperature of 1750 °C and atmospheric pressure. The major impurities are
similar with those in the Magnetherm case, which includes Ca(g), SiO(g) and Fe(g).
The compositions of produced slag are predicted to be as follows: 60.41 wt%
CaO, 15.11 wt% Al2O3, 21.32 wt% SiO2 and 3.14% MgO.

103
Figure 5.5 Equilibrium Calculation for the Mintek Process at 1750 °C and 85 kPa.
The produced vapour is further condensed into a liquid phase at 750 °C, which
is a typical Mintek condenser temperature. The liquid magnesium is predicted
to have a purity of 93.49 wt%. This prediction is the lowest purity compared to
the Pidgeon process and the Magnetherm process prediction, which is
consistent with available data. Calcium is predicted to be the most dominant
impurity in the vapour phase with 1.64 wt% composition and is followed by SiO
vapour with 0.18 wt% composition.
5.2.4 Impurities in the Silicothermic Processes
The thermodynamic calculation of those three processes gives some insight
particularly in terms of equilibrium vapour composition. In Table 5.6, the
compiled predicted vapour compositions of three different processes are
compared. The overall trend is clear. As the temperature condition increases,
the magnesium vapour has lower purity. This is consistent with experimental
and plant work, as listed in Table 1.1.
Dolime 1000 kg SiO2 1.07% Fe2O3 0.32% MgO 40.31% CaO 57.94% Al2O30.36%
Slag 194 kg MgO 3.14% CaO 60.41% Al2O3 15.11% SiO2 21.32%
Condensation of
magnesium at
750°°°°C, 85 kPa Vapour 239 kg Mg(g) 98.15% Ca (g) 1.64% SiO(g) 0.18% Al (g) 0.01 % Mg2(g) 0.01% Al2O(g)11 ppm Si(g)6 ppm Fe (g)1 ppm Mn(g) 1 ppm
Metal 239 kg Mg metal: 225 kg %Mg to total metal: 93.49% Single Phases Mg2Ca 5.21% CaO 0.42% Fe_b.c.c 0.02% FeSi 0.6 % FeAl3 0.03 %
FeSi 227 kg Fe 25% Si 75%
α - Ca2SiO4 702 kg Ca2SiO4 98.76% Mg2SiO4 1.23%
Liquid Metal 32 kg Fe 20.47 % Si 46.16% Al 14.95 % Mg 14.53 % Ca 3.54 %
Aluminium 18.5kg Fe 0.15% Si 0.06% Al 99.75% Mn 0.002%
FeSi 79 kg
Silicothermic reduction at
1750 °°°°C and 85 kPa

104
Table 5.6 Predicted Vapour Compositions of Silicothermic Process from Thermodynamic Modelling
Species Pidgeon Magnetherm Mintek
Temperature 1100 °C 1550 °C 1750 °C Mg(g) 99.63 wt% 99.89 wt% 98.15 wt% Ca(g) 0.35 wt% 0.28 wt% 1.64 wt% SiO(g) 21.1 ppm 0.075 wt% 0.18 wt% Fe(g) 0.01 wt% 0.05 wt% 1 ppm Al(g) 0.5 ppm 14.5 ppm 0.01 wt%
Mg2(g) - 8 ppm 0.01 wt% Al2O(g) - 0.6 ppm 11 ppm
Si(g) - 0.2 ppm 6 ppm Mn(g) - - 1 ppm
5.2.4.1 Modelling Development
In order to study the behaviour of impurities during condensation, a multistage
equilibrium modelling approach was applied. In this model, the equilibrium was
carried out at different temperatures (gradually from high to lower
temperatures).
A schematic of multistage equilibrium modelling for the Pidgeon process system
is shown in Figure 5.6. The bulk composition was started with the vapour phase
produced from the reduction process modelling at 1100 °C. The system was
cooled in 50 °C increments to 1050 °C. In this new condition, the system
contained a vapour phase with new composition and several condensed/solid
phases. The solid phases were then removed from the system, while the vapour
phases became the input for subsequent equilibrium calculation at 1000 °C. The
procedure was repeated for the equilibrium calculations in the subsequent
stages (where at each stage the temperature is decreased by 50 °C) until the
magnesium metal was condensed.

105
Figure 5.6 Schematic of Multistage Equilibrium modelling The multistage equilibrium calculation for each processes used the predicted
vapour phase produced from the reduction process simulation as listed in Table
5.3 as the input data. In the study, the vapour phase was assumed as ideal gas,
and the solid phase, i.e. solid condensate, were treated as pure
element/compounds (single phase). The solid solution behaviour in condensed
solid was not considered in this model.
5.2.4.2 Modelling of Impurities Behaviour of Vapour produced from
the Pidgeon Process
The results of multistage condensation of vapour produced from the Pidgeon
process simulation is shown in Figure 5.7.
Figure 5.7 Predicted Impurities Distribution from Multistage Equilibrium
Calculations using Vapour Predicted from the Pidgeon Process
Stage 1
1050 °C
Stage 2
1000 °C
solid impurities
solid impurities
vapour
1000 °C
Stage ..
482 °C …
vapour
500 °C
vapour
1050 °C
Vapour
1100 °C
metal

106
At temperature range between 950 and 1100 °C, there are significant amount of
FeSi and CaO compounds which condensed from the system, while the
condensation of Fe is predicted to occur between 850 and 1100 °C.
Condensation of Fe vapour is favoured at this temperature range.
The Gibbs energy condensation of Fe is 207.3 kJ/mol at 1050 °C. FeSi and CaO
are the results of Ca, Fe, and SiO vapour interaction:
& & !"& ' !" (5. 7)
∆:;A ' 604.9>Â/g7 Al2Ca inter-metallic is predicted to precipitate below 900 °C. At temperature
ranges between 650 and 850 °C, it is predicted that magnesium and calcium are
equilibrium in the vapour phase. The calcium vapour begins to precipitate and
interact with magnesium forming Mg2Ca at 650 °C, and magnesium metal is
predicted to condense together with the impurity of Mg2Ca compound.
Figure 5.8 Predicted Impurities Distribution from Multistage Equilibrium
Calculations using Vapour Predicted from the Magnetherm Process

107
5.2.4.3 Modelling of Impurities Behaviour of Vapour produced from
the Magnetherm Process
In the case of the Magnetherm’s process vapour condensation, as shown in
Figure 5.8, some significants amount of solid phases such as FeSi, Ca2SiO4 and
other aluminates were formed at temperature range between 1100 and 1500
°C. At 850 °C, prior to condensation of magnesium, the vapour only contained
Mg and Ca as the remaining impurities. Thus, magnesium metal was predicted
at higher purity with Ca as the only impurities.
5.2.4.4 Modelling of Impurities Behaviour of Vapour produced from
the Mintek Process
In the case of the results from the modelling of the Mintek process impurities,
which is shown in Figure 5.9, calcium silicate, FeSi and CaO are predicted to
precipitate between 1300 and 1700 °C. From the model, it is found that the
inter-metallics precipitate below 1600 °C. The inter-metallic compounds such as
CaSi, Al2Ca and Mg2Ca were predicted to form at lower temperatures between
1000 and 1500 °C.
The multistage modellings of vapour produced from various silicothermic
processes have similar behaviours. At moderate temperatures, Ca, Fe, Si, and O
elements condensed as CaO, Fe and FeSi, while in the higher temperature ranges
(for example for the case of the Magnetherm and the Mintek Process), Ca, Fe, Si,
and O elements will condense as FeSi and Ca2SiO4. If the amount of Al element is
sufficient in the vapour phase, calcium silicate and calcium aluminate also
would be predicted to form.

108
Figure 5.9 Impurity distribution of the Mintek Process
After Fe and O element diminish in the vapour phase in the lower temperature
range, inter-metallic compounds such as CaSi and Al2Ca are formed. The
condensation of solid compounds containing Fe, Si, O, and Al impurities are
predicted to take place at a 200 °C temperature higher than the condensation
temperature of magnesium. Ca is predicted to be the remaining impurities that
stable with magnesium vapour prior to condensation of magnesium. The
condensation of this vapour results a pure magnesium species and Mg2Ca inter-
metallic compound.
The order of condensed compound with the decreasing vapour temperature can
generally be written as follows:
FeSi > Fe > CaO/Ca2SiO4/CaAl3O6> CaSi > Al2Ca > Mg2Ca > Mg

109
5.2.5 Analysis of Preliminary Study
Table 5.7 shows the magnesium, calcium, silicon, and aluminium concentrations
calculated from the present study which are compared to previous
thermodynamic modelling73 and the actual chemical analysis8, 35, 59. Single stage
equilibrium refers to a direct-cooling as described in Figures 5.3 to 5.5, while
the multistage equilibrium refers to the final results of vapour condensation as
described in Figures 5.7 to 5.9. The results provide information on the
behaviour of species during condensation of vapour produced from
silicothermic processes determined from chemical equilibrium.
Table 5.7 Comparison of Element Composition Calculated from the Present Study, Previous Modelling Work73 and Actual Chemical Analysis8, 35, 59
Element Pidgeon Magnetherm Mintek
Magnesium (wt %)
Single Stage Equilibrium
Multistage equilibrium
99.63 99.98
99.59 99.89
98.15
99.42
Calcium (wt %)
Single Stage Equilibrium
Multistage equilibrium Previous Work 73
Actual Data
0.35 0.02
- 0.02 – 0.06
0.28 0.11
0.44 – 1.11 0.77–1.05
1.69
0.58
-
0.03 – 0.385
Silicon (wt %)
Single Stage Equilibrium
Multistage equilibrium Previous Work73
Actual Data
0.0002 N.A
- 0.03 – 0.07
0.075 N.A.
0.44 - 1.19 0.11 – 0.16
0.18
N.A
-
0.1 – 1.1
Aluminium (wt %)
Single Stage Equilibrium
Multistage equilibrium Previous Work 73
Actual Data
0.00005
N.A
-
0.007 – 0.02
0.0014
N.A
0.0012 – 0.0034
0.037 – 0.088
0.01
N.A. -
0.01 – 0.066
*previous modelling work and actual data were taken from the literatures

110
From the current thermodynamic study of silicothermic processes, it is found
that the magnesium metal resulted from multistage equilibrium model has a
higher purity than predicted by the single stage equilibrium model. Magnesium
purity predicted from the Pidgeon process by single stage and multistage
equilibrium model are 99.63 and 99.98 wt%, respectively. The magnesium
purity predicted from the Magnetherm process are 99.59 and 99.89 wt%,
respectively; while the magnesium predicted from the Mintek process are 98.15
and 99.42 wt%, respectively.
For the Pidgeon process, the impurities (such as Ca, Si, and Al) predicted by
current multistage model is in agreement or even lower compared with actual
data. The impurities predicted from the Magnetherm and the Mintek processes
are in the range impurities from actual plant data.
The multistage equilibrium models predict significant solid condensates which
precipitate prior to the condensation of magnesium metal; therefore, the purity
of magnesium resulted from the multistage equilibrium model is higher than
those from the single stage equilibrium model.
The thermodynamic calculations from the present study also suggest that
calcium is the main impurity (assuming all the precipitated solids end up in
magnesium product), which is in agreement with the experimental and plant
data8, 35, 59. The calcium is present in collected magnesium metal in the form of
calcium inter-metallic and calcium oxide 59. This study also shows that solid
impurities are predicted from multi stage condensation of magnesium vapour,
regardless the initial composition and condition.
This result leads to a hypothesis:
“Can impurities be removed from magnesium vapour by selective
condensation or multistage condensation?”
“If in reality, impurities can be removed by selective condensation, is
there a possibility to obtain higher purity magnesium for high
temperature smelting process such as the Mintek process”

111
It should be noted that this analysis has not included a detailed literature
evaluation of thermodynamic properties of elements in the system, instead has
only used available thermodynamic data and solution models included in the
FactSage software. The metallic system used in the study was assumed as ideal,
i.e. there is no solid solution behaviour in the metallic system. However, in the
reality, there may be a solid solution between elements in the condensed phase.
The scope of this study and the rest of this thesis will be limited to the Pidgeon
process. While the Pidgeon system is simpler compared to the Magnetherm and
Mintek process, the distribution of impurities predicted from thermodynamic
calculation for the Pidgeon process will have similar tendency with the other
silicothermic processes. This choice is consistent with the goals of this thesis.
5.3 Detailed Thermodynamic Analysis of the Pidgeon
Process The Pidgeon process system consists of several phases: vapour phase, calcined
dolomite (oxide phase), ferrosilicon phase, dicalcium silicate phase, and metallic
phase. Thermodynamic solution model for each phase involved in the system is
essential for thermodynamic modelling analysis. Thermodynamic solution for
oxide phase has been established and available from FactSage. At the time when
this study was started, there was limited thermodynamic database for metallic
solutions.
This section describes the implementation of modelling methodology to a
detailed analysis of the Pidgeon process. An in-house thermodynamic model of
the metallic phases was developed based on an extensive literature review. This
thermodynamic model will be implemented to the equilibrium calculation of the
Pidgeon process.

112
5.3.1 Development of Thermodynamic Model for Metallic
Phases
Magnesium metal produced by the silicothermic process has some metallic
impurities; such as calcium, silicon, aluminium, and iron. It is essential to
include solid solution assumption in the thermodynamic calculation of
magnesium condensation which involves metallic impurities. For this reason,
available thermodynamic data of the concerned metallic system was evaluated.
The solid solutions for the metallic phases incorporate the binary interactions
between two elements in the metallic phases. The following section describes
the literature review of metallic system incorporated in the Pidgeon process
system.
5.3.1.1 Mg-Ca System
Mg has an h.c.p (hexagonal closed packaged) crystal structure, while Ca has a
cubic crystal structure. Mg-Ca system has a liquid solution and a terminal solid
solution in the magnesium rich composition, which is called the Mg-h.c.p
phase210. The phase diagram of Mg-Ca system in the magnesium rich
composition is shown in Figure 5.10.
Figure 5. 10 Phase Diagram of Mg Rich Region in Mg-Ca System211

113
The thermochemical system of Mg-Ca system has been optimised by several
researchers210-213. Agarwal et al213 measured the thermodynamic properties of
Mg2Ca and liquid Mg-Ca at 750 °C system using calorimetric method. Islam dan
Medraj106 optimised thermodynamic data of Mg-Ca system and applied a
random mixing model to Mg-h.c.p solid solution and liquid solution, while
others211 re-modelled these system using the Modified Quasichemical Model116
for the liquid phase and therandom mixing model for the solid phase. The
thermodynamic solution model of Mg-Ca solid solution was described as a
regular solution model; with the interaction parameter is a function of
temperature.
The excess Gibbs energy for solid solution in Mg-Ca system based on regular
solution model (random mixing solution model) was defined as follows106:
P V&BQTS ' dV&dA,7150.90 4 9.40126 (5. 8)
The activity of Ca and Si in Mg-Ca system based on Equation (5.8) is shown in
Figure 5.11.
Figure 5. 11 Activity of Mg and Ca106 at 550 °C

114
5.3.1.2 Mg-Si System
Si has a diamond cubic crystal structure. Thermodynamic optimisation of Mg-Si
by Chakraborti et al214, Feufel et al 215 and Yan et al216 was recalculated by
Kevorkov et al217 since the previous studies showed exhibited inverted
miscibility gaps in the liquid phase at higher temperature. Figure 5.12 shows the
recalculated phase diagram of Mg-Si. It has a terminal Mg-h.c.p solid solution, a
liquid solution and an Mg2Si inter-metallic phase216. Recent study218 remodelled
liquid solution using Modified Quasichemical model since the binary liquid Mg-
Si phases show a strong interaction and ordering tendency around the Mg2Si
composition218.
Figure 5.12 (a) Phase Diagram of Mg-Si system, (b) Phase Diagram of Mg-rich Region on Mg-Si System217
The solid solution and liquid solution of Kevorkov et al’s work 217were
described by a regular solution model. The excess Gibbs energy for solid
solution in Mg-Ca system based on regular solution model was defined as
follows217:
P V&BQTS ' dV&dc41375.63 0.458556 (5. 9)
The activity of Mg-Si system at 550 °C is illustrated in Figure 5.13.
(a) (b)

115
Figure 5. 13 Activity of Mg and Si217 at 550 °C
5.3.1.3 Ca-Si System
Many authors have investigated the phase diagram of binary Ca-Si system191, 219,
220. The phase diagram of Ca-Si system, as shown in Figure 5.14, has the
following phases: liquid phase, Ca-b.c.c and Ca-f.c.c phases, and Si-diamond
phases. The compounds involved in the Ca-Si system include Ca2Si, CaSi and
CaSi2 inter-metallic compounds.
Figure 5. 14 Phase Diagram of Mg-Si System (after Grobner et al220)

116
The Ca-Si f.c.c and b.c.c solid solution has been described by means of regular
solution model219. The excess Gibbs energy of this system is described by:
P A,BUTT ' dA,dc806 (5. 10)
P A,BxTT ' dA,dc806 (5. 11)
5.3.1.4 Fe-Si System
Fe and Si have several terminal solid solutions such as Fe-b.c.c, Fe-f.c.c and Si-
diamond. Figure 5.15 shows the phase diagram of Fe-Si System. The inter-
metallic compounds involved in the Fe-Si system are Fe2Si, FeSi and FeSi2. The
activity of liquid Si in Fe-Si system has been measured by Chipman et al24 at
temperature range of 1290 to 1600 °C. Lacaze and Sundman221 modelled solid
solution and liquid of Fe-Si system using the random mixing solution model,
while Miettinen222 added a two-lattice model beside the random mixing model
to the solution phases.
Figure 5.15 Phase Diagram of Fe-Si (after Lacaze and Sundman221)

117
The excess Gibbs energy for Fe-Si solid solution based on random mixing model
are as follows221:
P ÙPBc,UTT 'dÙPdc @4125247.7 41.1166 4142707.6dÙP4dc 89907.3dÙP4dcÚC (5. 12)
P ÙPBc,xTT ' dÙPdc @427809 11.626 411544dÙP4dc 3890dÙP4dcÚC (5. 13)
5.3.1.5 Other Systems
Thermodynamic data for other binary systems in the metallic phases can be
summarised as follows:
• Al-Mg system: random mixing solution model for Al (f.c.c and b.c.c) solid
solution112
• Al-Ca system: random mixing solution model for Al (f.c.c and b.c.c) solid
solution219
• Ca-Fe system: no solid solution observed from this system223
• Mg-Fe System: no solid solution observed from this system223
5.3.1.6 Construction of Metallic Phases Solution Model Database
Solution models for the metallic phase (Mg-Ca-Fe-Si-Al) were then developed
and put into a Solution Module in the FactSage program. The details of
procedure are explained in the Appendix E. The solid solutions were divided
into three different solution models based on their crystal structure, which are:
a. hexagonal closed package (h.c.p) solid solutions
Components: Mg, Ca, Al, Si
Binary interaction: Mg-Ca, Mg-Si, Al-Ca
b. face centered cubic (f.c.c) solid solutions
Components: Mg, Ca, Al, Fe, Si
Binary interactions: Al-Mg, Fe-Si, Al-Fe

118
c. body centered cubic (b.c.c) solid solutions
Components: Mg, Ca, Al, Fe, Si
Binary interactions: Al-Mg, Fe-Si, Al-Fe
The thermodynamic properties for pure compounds in this system were
obtained from FACT53 compound database. The metallic phase solution models
used a random mixing solution model, where the interaction parameters that
described the excess Gibbs energy are written in the form of Redlich Kister
equation:
Ω ' ∑ ,,φd 4 d (5. 14)
with ,,φ ' t6 (5. 15)
Li,j is a binary interaction parameter which is linearly dependent on the
temperature, based on Equation (5.15), where an and bn are the model
parameters that have been optimised in the literature. Table 5.8 summarises the
interaction parameter for Redlich Kister equation for the random mixing
solution models for the metallic system used in this study.
Table 5.8 Interaction Parameters for Solid Solution Models
System Interaction Parameter
oL 1L 2L
h.c.p solid solutions
Ca-Mg106 7150.9 + 4.4724T Mg-Si217 -7148.79 + 0.894T Al-Mg224 1950 – 2T 1480 – 2.08T 3500 f.c.c solid solutions
Ca-Si219 80T Al-Mg224 4971 – 3.5T 900 + 0.423T 950 Al-Ca219 80T Fe-Si221 -125247.7 + 41.116T -142707.6 89907.3 Al-Fe219 -74000 + 27.67T 12500 b.c.c solid solutions
Al-Ca219 80T Al-Fe219 -114600 + 29.67T -3975 - 5T Al-Si219 80T Ca-Fe219 120705 Ca-Si219 80T Fe-Si221 -27809 + 11.62T -11544 3890

119
5.3.1.7 Note on Built-In Metallic Solution Database from FactSage
In the updated FactSage version 6.1200, there was significant developments of
solution database, in particular for the light metal database such as FTlite and
SGTE alloy database.
The FTlite database is compiled from European COST 507 and FACT Consortium
Project 2000-2003-NSERC204. The binary systems have all been completely
assessed, modelled and optimised for all phases at all compositions. The model
used for the liquid phase is indicated for each system. All binary systems using
the Modified Quasichemical Model in the Pair Approximation (MQMP) for the
liquid are unique to FactSage.
The SGTE alloy database was based on SGTE database204. In the assessments,
the liquid phase has been described using a simple substitutional solution
approach based on the Redlich-Kister-Muggianu polynomial expression. Most of
the solid phases have been described using sub-lattice models which include
interstitials and vacancies where appropriate. The references used for FTLite
and SGTE alloy database are shown in Tables 5.9 and 5.10, respectively.
Table 5.9 Database for Metallic System in FTlite database225
System Model Source Data
Ca-Mg MQMP Unpublished report, P.-A. Anctil, Projet de fin d’etudes, CRCT, 2003 (VLAB project)
Mg-Si MQMP with volumetric data
J.-P. Harvey, M.A.Sc. thesis, Ecole Polytechnique, 2006 (VLAB Project); Vol. Data F. Gemme, CRCT, 2003 (VLAB project)
Ca-Si MQMP Unpublished report, M. Heyrman, CRCT, 2005 (VLAB project)
Al-Ca MQMP Unpublished report, P.-A. Anctil, Projet de fin d’etudes, CRCT, 2003
Ca-Fe Bragg-Williams R-K Polynomial
Unpublished report, P.J. Spencer, 2001 (FACT Consortium)
Mg-Fe MQMP Unpublished report, P. Chartrand, CRCT, 2006 (GM project)
Al-Si MQMP with molar volume J.-P. Harvey, M.A.Sc. thesis, Ecole Polytechnique, 2006 (VLAB Project); Vol. Data F. Gemme, CRCT, 2003 (VLAB project)
*MQMP: Modified Quasichemical Model in the Pair Approximation

120
Table 5.10 Database for Some Metal System in SGTE alloy 2007 database
Binary System References
Ca-Mg
Agarwal R, Lee J J, Lukas H L, Sommer F, Z. Metallkde 1995, 86, 103-108 “Calorimetric Measurements and Thermodynamic Optimization of the Ca-Mg system”)
Mg-Si Heufel H, Godecke T, Lukas H L, Sommer F, J. Alloys Compds., 1997, 247(1-2), 31-42 “Investigation of the Al-Mg-Si system by experiments and thermodynamic calculations”)215
Ca-Si
Anglezio J C, Servant C, Ansara I; CALPHAD, 1994, 18(3), 273-309 “Contribution to the experimental and thermodynamic assessment of the Al-Ca-Fe-Si, Al-Ca-Si, Al-Fe-Si and Ca-Fe-Si systems219
Al-Ca
J C Anglezio, C Servant, I Ansara; CALPHAD, 1994, 18(3), 273-309. “Contribution to the experimental and thermodynamic assessment of the Al-Ca-Fe-Si, Al-Ca-Si, Al-Fe-Si and Ca-Fe-Si systems219
Ca-Fe Not available
Mg-Fe Not available
Al-Si Unpublished report, COST507 Thermochemical database for light metal alloys, Volume 2 eds I Ansara, A T Dinsdale and M H Rand, July 1998, EUR18499
While in the duration of this study, there have been some improvements on
FactSage database, especially on the light metal system that has important
element, it has been considered that this study uses an “in-house” solution
database which has been constructed from literature evaluation. Some of the
original references of the FTLite and SGTE Alloy databases were not available to
public, which made difficult to assess.

121
5.3.2 Modelling Formulation
The schematic of Pidgeon’s retort is shown in Figure 5.16. Based on this figure,
the thermodynamic modelling of the Pidgeon process is divided into three
models, which are schematically shown in Figure 5.17.
Figure 5.16 Schematic of Model Representations
Figure 5.17 Schematic of Thermodynamic Modelling of the Pidgeon Process

122
The equilibrium models include:
• Model I: Equilibrium at Reaction Condition
This model calculates equilibrium at the process condition
• Model II: Single stage Equilibrium of Vapour Cooling
The second model performed a single stage condensation model of
vapour resulting from Model I. The output was a condensed magnesium
metal with impurities.
• Model III: Multistage Equilibrium of vapour Cooling
The third model (Model III) used a multistage condensation approach to
predict the composition of condensate formed during cooling. The
vapour phase from the hot reacting zone at 1160 °C was cooled in 50 °C
decrements, with an equilibrium calculation at each stage performed to
predict the composition of the condensate. After each calculation, the
remaining vapours were used in the subsequent calculations at cooler
temperatures. These steps were repeated until all the magnesium
vapour condensed.
Table 5.11 Input Data in the Pidgeon Process System35
Species Amount (g) Species Amount (g)
Calcined Dolomite (Oxides Phase)
CaO MgO Al2O3 SiO2
(Carbonate Phase) FeCO3
5972 (57.5%) 4030 (38.8%)
42 (0.4%) 50 (0.48%)
150 (1.44%)
Ferrosilicon (75%Si)
Fe Si
535 1605
Calcined Dolomite : FeSi = 82.72% : 17.28%
The details of the input data used in this study are listed in Table 5.11. The ratio
of calcined dolomite and ferrosilicon is stoichiometric (i.e. 2 moles of calcined
dolomite to 1 mole of silicon). FACT53 and FTOxid compound database were
used for the thermodynamic properties of species involved in the modelling.

123
The solution models used for thermodynamic modelling of the Pidgeon process
comprise the following models:
1. Vapour phase : ideal solution
2. Oxides in calcined dolomite: Built-in Monoxide solution model (FTOxid-
MeO).
3. Dicalcium silicate: built-in α’-Ca2SiO4 solution model (FT-Oxid-b’C2S).
4. Metallic phase:
a. Ideal solution
b. In-house metallic solution models, as explained in Section 5.3.1.6,
which includes h.c.p solution models, f.c.c solution models, b.c.c
solution models
5.3.3 Results
5.3.3.1 Effect of Some Variables on Magnesium Recovery
5.3.3.1.1 Effect of Temperature
Figure 5.18 shows the predicted magnesium recovery compared with data from
literatures. The predicted value is based on the amount of magnesium vapour
produced by reaction in Equation (2.1) at pressure of 7 Pa calculated using
thermodynamic modelling, while the data are obtained from several previous
works at different time, ranging between one and eight hours, where the details
of their process conditions have been given in Table 2.3.
The recovery of magnesium of the published data was calculated from the
following equation:
l0¯%V&0¯Blm0¯.%V&m0¯.
l0¯ d100% (5. 16)
where Win and Wfinal is the weight of initial and final charge, while %Mgin is the
composition of magnesium in the initial charge and %Mgfinal is the composition
of magnesium in the reacted charge.

124
It can be seen that the predicted magnesium conversion increases sharply after
900 °C. At a temperature between 1100 and 1200 °C, Model I over-predict the
published data by 10 to 12%. At a higher temperature, i.e. 1300 °C,
thermodynamic model agrees well with the data.
Figure 5.18 Effect of Temperature to Magnesium Recovery via the Pidgeon Process
5.3.3.1.2 Effect of Pressure
Thermodynamic analysis was carried out by varying the pressure of the system
in order to see the effect of pressure to magnesium recovery. The pressure
condition were 0.07 and 666 Pa12.
Figure 5.19 shows the effect of pressure and temperature to the magnesium
recovery. At 0.07 Pa, some discrepancies were observed between the
thermodynamic calculation and the experimental data. Thermodynamic
calculation predicts that significant magnesium is obtained at 800 °C and above,
while experimental data12 shows 76 wt% of magnesium recovery is obtained at
1100 °C.

125
Thermodynamic calculation predicts well at 666 Pa pressure condition, where
approximately 90 wt% of magnesium recovery is obtained at 1200 °C
temperature condition.
Figure 5.19 Effect of Pressure to Magnesium Recovery via the Pidgeon process
Figure 5.20 Effects of Pressure and Temperature to Magnesium Recovery Predicted by Thermodynamic Modelling Figure 5.20 shows the prediction of magnesium recovery with the increasing
temperature at different pressure condition. At 7 Pa, a typical vacuum pressure
condition in commercial operation, the predicted magnesium in the vapour
phase reaches 88.7 wt% at 850 °C and increases to 99.2 wt% at a temperature
0
20
40
60
80
100
600 800 1000 1200
Ma
gn
esi
um
Re
cov
ery
(%
)
Temperature (oC)
0.07 Pa
0.7 Pa
7 Pa
67 Pa
667 Pa

126
of 1100 °C. The predicted magnesium recovery in Figure 5.20 correlates to the
fugacity of magnesium vapour in the system, as predicted in Figure 5.21. At a
lower pressure condition, the fugacity of magnesium vapours reaches the
system pressure at lower temperature. Hence, the magnesium vapour will be
generated at a lower temperature compared to the magnesium vapour at a
higher pressure condition.
Figure 5.21 The Predicted Fugacity of Magnesium Vapour in the Pidgeon Process System at Various Temperature and Presssure
5.3.3.2 Single Stage Condensation Model
In the single stage condensation, the predicted vapour phase obtained from
Model I was used as the input data for Model II. The equilibrium condition of the
thermodynamic modelling was carried at the condensation temperature of
magnesium (which is 482 °C) and a pressure of 7 Pa. Mass fraction of species
were then calculated and plotted in the logarithmic scale against available
data35. These are described in Figure 5.22.
Model II predicts a higher Ca content to the Toguri and Pidgeon’s data35, i.e.
0.001 to 1 wt% compared to 0.0008 to 0.0003 wt%. The predicted Si and Fe
content are also higher than the Si and Fe from the data35. Conversely, it
predicts a lower Al content in magnesium, i.e. 10-4 compared to 10-2 wt% in the
data.

127
Figure 5.22 Magnesium Impurities by Single Stage Equilibrium
As seen in Figure 5.22, the impurities predicted from thermodynamic
calculation increases with the increasing reduction temperature condition,
while the impurities from Toguri and Pidgeon’s data35 fluctuates with regards to
temperature.
Table 5.12 lists the detail of impurities composition resulted from the single
stage equilibrium model of vapour condensation. The random mixing solution
model for the metallic phase was used in the modelling. The phases that present
at condensation temperature of magnesium and pressure of 7 Pa based on the
single stage equilibrium model are Mg (h.c.p phase), Fe (b.c.c phase), Mg2Ca, Fe,
Fe3Si, MgO and CaSi inter-metallic compound. Mg h.c.p mainly consists of 99.90
wt% of Mg, 0.10 wt% of Ca with a trace amount of Al and Si. Fe b.c.c phase
consists of 94 wt% of Fe and 6 wt% of Al. In general, the amount of impurities,
both in the form of solid solution and intermetallic compound, increases with
the increasing temperature.

128
Table 5.12 Details of Composition and Phase Present predicted from Model II Single stage Condensation (per 100 mol Mg) using random Mixing Solution Model for the Metallic Phases
Condensed Species Reduction Temperature (°°°°C)
1100 1150 1200 1250
Mg h.c.p phase, g 2330 2321 2245 2116 Mg, wt % 99.90 99.90 99.90 99.90 Ca, wt % 0.10 0.10 0.10 0.10 Al, wt% 0.0042 0.0127 - - Si, wt% 0.0101 0.0163 0.101 0.101 Fe b.c.c phase, g 0.01 0.05 0.39 1.43 Fe, wt % 94.09 92.54 94.09 94.09 Al, wt % 5.91 7.46 5.91 5.91 Single Phase, g
Mg2Ca 33 93 271 525 Fe 0.46 - 3.43 6.03 Fe3Si 0.32 0.82 5.05 19.57 MgO 0.07 1.84 1.04 4.04 Ca2Si - 4.48 - -
Table 5.13 Details of Phase Present predicted from Model II Single stage Condensation (per 100 mol Mg) using Ideal Solution for the Metallic Phases
Condensed Species Reduction Temperature (°°°°C)
1100 1150 1200 1250
Mg 2324.80 2316.60 2240.40 2111.40 Mg2Ca 38.17 97.96 276.42 529.80 Fe 0.46 - 3.77 7.30 Fe3Si 0.34 0.87 5.06 59.59 MgO 0.07 1.84 1.04 4.04 FeAl3 2.62×10-3 1.07×10-3 4.05×10-3 0.14
Ca2Si - 4.47 - -
As for comparison, the single stage modelling of vapour condensation were also
carried out by using ideal solution for the metallic phase. The result is presented
in Table 5.13. The amounts of condensed single phase such as Fe3Si, MgO, FeAl3,
and Ca2Si are similar with the results from single stage condensation model
using random mixing solution model for the metallic phase. The different lies in
the Mg and Fe phase, where Mg h.c.p phase and Fe b.c.c phase have some
impurities dissolved in the phase. Mg h.c.p phase also has a maximum capacity
to dissolve Ca. This is consistent with the phase diagram of Mg-Ca system, which
is shown in Figure 5.10. At 97 to 99 wt% of Mg (the remaining is Ca), typical
purity of Mg produced the Pidgeon process simulation, and the stable phase at
equilibrium is Mg h.c.p and Mg2Ca.

129
5.3.3.3 Multistage Condensation Model
5.3.3.3.1 Modelling of Vapour Condensation from 1160 °C Reaction Temperature
The input of this calculation was the predicted vapour phase from the
silicothermic process equilibrium (Model I) at 1160 °C and 7 Pa. The
composition of the vapour phase is listed in Table 5.14. The vapour phase at
1360 oC was also used as an input to observe the effect of temperature.
Table 5.14 The Predicted Vapour Phase in the Pidgeon Process
Species Mole (per 100 mol Mg) Mass Fraction (%)
1160 °°°°C 1360 °°°°C 1160 °°°°C 1360 °°°°C
Mg(g) 97.76 99.07 97.49 79.70 Ca(g) 1.45 7.40 2.38 9.81 SiO(g) 3.075×10-4 2.46 6×10-4 3.59 Al(g) 3.074×10-4 2.635×10-2 3×10-4 0.024 Fe(g) 5.79×10-2 3.7197 0.1327 6.88
Al2O(g) - 6.22×10-4 - 1.4×10-4 Si(g) - 1.66×10-4 - -
The multistage condensation calculations were carried out in two different
ways in order to assess the impact of solution models on the results:
1. In the first approach, the equilibrium calculations were based on the
assumption of an ideal solution in the metal phase.
2. Secondly, the calculations were re-done assuming that the condensed
phase comprises of substitutional solution between magnesium and its
impurities. This is indicated by using a random mixing solution model
for the metal phases, which are f.c.c.m b.c.c and h.c.p phases (refer to
Section 5.3.1.6).
The mass and mass fraction of impurities/condensed phase over the range of
temperatures calculated using ideal solution for the metallic phase are plotted
in Figure 5.23 (a). The mass of condensed phase is based on 100 moles of Mg;
while the mass fraction of the condensed phases is with reference to total mass
of condensed phase at correlating temperature. The details of mass of each

130
species at different temperature for the multistage condensation calculated
using ideal solution is provided in Table 5.15.
Figure 5.23 Comparison between (a) Ideal Solution Model and (b) Random Mixing Solution Model from the Modelling of the Pidgeon Process Impurities at 1160 °C Temperature. Figure 5.23(b) shows the predicted condensed phase calculated using the
random mixing model for the metallic phase, which are represented by mass
and mass fraction of the condensed phase. Fe f.c.c and Fe b.c.c in the graph
refer to f.c.c and b.c.c solution model. The details of mass of species at different
temperature calculated using random mixing model for the metallic phase are
given in Table 5.16.

131
Table 5.15 Mass of the Vapour Phase and Condensed Phases from Multistage Condensation Model at Different Temperature (in gram per 100 moles Mg) Calculated using Ideal Solution for the Metallic Phases
Temp
(°°°°C) 1160 1100 1050 1000 950 900 850 800 750 700 650 600 550 500 482
GAS ideal
Mg 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2355.01 2355.01 Ca 57.92 57.77 57.69 57.69 57.69 57.69 57.69 57.69 57.69 57.69 57.69 57.69 39.56 0.33 Fe 3.23 7.63×10-1 2.07×10-1 5.05×10-2 1.10×10-2 2.09×10-3 SiO 0.40 0.02 0.01 Al 8.3×10-3 7.96×10-3 1.12×10-3 1.12×10-3 1.12×10-3 1.12×10-3 1.12×10-3 1.12×10-3 TOTAL 2437.58 2434.57 2433.92 2433.75 2433.71 2433.70 2432.70 2433.70 2433.70 2433.70 2433.70 2433.70 2394.56 2355.34
Oxide
CaO 0.48 0.03 0.02 MgO 1.57×10-4 5.57×10-6 1.91×10-6 Al2O3 1.01×10-3 4.42×10-5 2.75×10-6 Total
0.48 0.03 0.02
Single Phase
FeSi 0.72 0.04 0.02 Fe_b.c.c 1.99 0.53 0.14 0.04 0.01
Al2Ca
1.79×10-3
40.18 86.81 87.54 Mg2Ca
Mg(s)
2307.18

132
Table 5.16 Mass of the Vapour Phase and Condensed Phases from Multistage Condensation Model at Different Temperature (in gram per 100 moles Mg) Calculated using Random Mixing Solution model for the Metallic Phases
Temp (°°°°C) 1160 1100 1050 1000 950 900 850 800 750 700 650 600 550 500 482
GAS ideal
Mg 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2376.01 2355.01 2355.15 Ca 57.92 57.77 57.71 57.71 57.71 57.71 57.71 57.71 57.71 57.71 57.71 57.71 39.56 0.33 Fe 3.23 0.76 0.21 0.05 1.10×10-2 2.09×10-3
SiO 0.40 0.02 1.84×10-3 Al 8.3×10-3 1.56×10-3 4.32×10-4 Total 2437.58 2434.56 2434.91 2434.77 2433.73 2433.72 2433.72 2433.72 2433.72 2433.72 2433.72 2433.72 2394.56 2329.80
Monoxide
CaO 0.48 0.03 2.19×10-3 MgO 1.62×10-4 5.78×10-6 2.68×10-7 Al2O3 2.05×10-4 2.52×10-6
Total 0.48 0.03 2.19×10-3 F.C.C phase Mg
Ca 2.55×10-5 1.28×10-5 3.24×10-6 Al 1.65×10-5 8.97×10-6 2.84×10-2 Fe 3.46×10-6 1.08×10-6 1.74×10-6 Si 11.36 0.43 Total
1.36 0.43 2.84×10-2
B.C.C phase Ca
Al 6.61×10-3 1.12×10-3 3.26×10-4 Fe 0.63 0.10 0.03 Si 2.62×10-5 3.01×10-6 5.91×10-7 Total
0.64 0.10 0.03
H.C.P Phase Mg 2328.42 Ca 0.33 Total
2328.75
Single Phase
Fe_b.c.c
8.91×10-3 1.75×10-3 FeSi_solid (s) 0.72 0.04 3.28×10-3
Al2Ca Mg2Ca
40.18 86.80

133
Both models show a similar trend. Significant amount of impurities, consisting
of FeSi, oxide phase, and Fe, were predicted to precipitate at a higher
temperature. FeSi and oxide phase predicted to condense between 900 and
1000 °C. The amount of FeSi predicted to condense is between 3.28×10-3 g and
0.78 g per 100 g. The amount of oxide phase predicted to condense is between
1.57×10-2 g to 48.2×10-2 g. The oxide phase consists of CaO, MgO, and Al2O3, with
CaO as the major species, 99.92 wt%.
Fe is predicted to condense between 950 and 1100 °C, with the amount between
1.75 mg and 2 g per 100 moles Mg. The amount of condensed Fe, along with FeSi
oxide phase, decreases with the decreasing of temperature.
When the random mixing solution model for the metal phases is applied, iron
makes up most of the f.c.c. and b.c.c phases. Silicon and aluminium precipitated
in the b.c.c solid solution at the temperature range of 1000 and 1100 °C.
At the temperature range between 750 and 850 °C, there is no solid phase
predicted from the ideal solution model, while the latter model predicts inter-
metallic Al2Ca which condenses at 750 °C. Both models predict that significant
amount of impurities, at approximately 3.706 g per 100 moles Mg (equal to 0.15
wt% of total metal), has condensed prior to temperature of 750 °C. The vapour
phase at below 750 °C only contains magnesium and calcium. Using the random
mixing solution model, magnesium was predicted to condense with 99.986 wt%
purity. The model that adopts ideal solution model for the metal phase predicts
some purity of 98.331 wt% magnesium.

134
5.3.3.3.2 Modelling of Vapour Condensation from 1360 °C Reaction Temperature
To study the effect of reaction temperature to the impurities in magnesium,
multistage condensation model was carried out from the vapour composition
predicted from equilibrium of the process at 1360 °C. This calculation used
random mixing solution model for the metallic phase as described in Section
5.3.1.6.
Figure 5.24 shows the mass (in logarithmic value) and mass fraction of
condensed solid over range of temperature, starting from 1300 °C to the
condensation temperature of magnesium, while Table 5.18 provides the details
of mass of each phase at specific temperature.
Figure 5.24 Mass Fractions of Magnesium Impurities Distribution from 1360 °C Reaction Temperature using Random Mixing Model for the Metallic Phase As per the previous predictions, significant amount of solid is predicted to form
in the temperature range between 1000 and 1360 °C. Approximately 100 g of
dicalcium silicate phase from 3000 g stream of vapour is predicted to condense
between 1250 and 1300 °C. The condensation of oxide phase, which consists of
99 wt% of CaO, takes place between 1000 and 1200 °C, with the total amount of
approximately 10 g of solids. B.c.c and f.c.c phase, which consists of 99 wt% of
Fe is predicted to condense between 950 and 1250 °C. The total of condensed
b.c.c and f.c.c phase are approximately 87 and 27 g, respectively.

135
Below a temperature of 950 °C, the predicted vapour consists of Mg and Ca. The
condensation of Mg2Ca is predicted to take place between 500 and 550 °C, with
the total amount of 541 g of Mg2Ca intermetallic. Mg in h.c.p phase is predicted
to condense at 482 °C with 99.99 wt% of Mg purity.

136
Table 5.17 Mass of the Vapour Phase and Condensed Phases from Multistage Condensation Model at Different Temperature (in gram per 100 moles Mg) Calculated using Random Mixing Solution model for the Metallic Phases
Temp (°°°°C) 1360 1300 1250 1200 1150 1100 1050 1000 950 900-600 550 500 482
GAS_ideal
Mg 2407.92 2408.60 2408.63 2408.63 2408.63 2408.63 2408.63 2408.63 2408.63 2408.63 2155.03 2112.32 Ca 296.41 256.49 249.35 245.81 245.30 245.22 245.30 245.28 245.28 245.28 36.20 0.30 Fe 207.73 65.03 24.24 8.42 2.72 0.81 0.22 0.05 0.01
SiO 108.44 20.17 4.44 0.62 6.82×10-2 6.31×10-3 7.5×10-4 Al 0.71 0.18 0.04 0.02 5.32×10-3 1.65×10-3 2.98×10-4 Al2O 0.04 5.1×10-3
Si 4.6×10-3 1.01×10-3 Total 3021.27 2750.48 2686.69 2663.69 2656.72 2654.66 2654.12 2653.91 2653.91 2653.90 2191.2 2112.62
a-Ca2SiO4
Mg2SiO4
0.08 0.02 Ca2SiO4
86.15 15.37 Total
86.23 15.39 Monoxide
CaO
4.86 5.57 0.08 7.4×10-3 9.14×10-4 MgO
9.34×10-4 7.06×10-4 6.36×10-6 3.65×10-7
Al2O3
3.9×10-3 1.23×10-3 4.22×10-6
Total
4.87 5.58 0.08 0.01 0.00
F.C.C phase Mg
2.38×10-5 6.52×10-5 1.45×10-4 2.66×10-5 1.36×10-5 6.93×10-6 3.28×10-6
Ca
4.98×10-5 1.43×10-4 3.4×10-4 6.72×10-5 3.73×10-5 2.09×10-5 1.1×10-5 Al
9.98×10-6 2.02×10-5 3.13×10-5 3.79×10-6 1.2×10-6 3.63×10-7
Fe
4.28 8.15 12.27 1.48 0.48 0.15 0.04 Total
4.28 8.15 12.27 1.48 0.48 0.15 0.04
B.C.C phase Ca
Al
0.56 0.15 0.02 0.03 3.66×10-3 1.19×10-3 Fe
58.86 21.31 2.82 3.69 0.35 0.1
Si
5.82×10-3 1.86×10-3 1.95×10-4 1.99×10-4 1.45×10-5 3.2×10-6 Total
55.42 21.45 2.84 3.73 0.35 0.1
H.C.P Phase Mg 2112.10 Ca 0.18 Total
2112.29
SinglePhase
Fe_b.c.c
0.01 FeSi_solid (s) 126.03 22.49 8.35 0.12 0.01
Mg2Ca
462.67 79.42

137
5.4 Discussion
5.4.1 Effect of Operating Condition to Magnesium Recovery
Thermodynamic modelling can determine the amount of particular phases or
compounds at equilibrium. In Figure 5.18, thermodynamic modelling prediction
is compared to magnesium recovery from some published data. The percentage
of magnesium recovery from the model and the data increases with the
increasing process temperature. As the Pidgeon process reaction is
endothermic, the increasing temperature will increase the equilibrium constant
of the reaction, which will increase the magnesium recovery.
However, there is some discrepancy between the prediction and the model in
the lower temperature range. For example, between 1100 and 1200 °C, the
model predicts 99 wt% conversions; while the data shows some conversion
between 87 and 89 wt%12, 29, 32, 33, 35. This discrepancy becomes smaller with the
increasing temperature.
This discrepancy may be explained as follows. The Pidgeon process reaction
involves a solid-solid reaction between calcined dolomite and ferrosilicon. The
nature of solid state reaction has a relatively slow kinetics with a fluid-solid
reaction, in particular at a low or moderate temperature. As the temperature
increases, the kinetics of the process also increases, which contributes to a
higher recovery at higher temperature. This explains why the disparity between
the model and data is greater at lower process temperature; while at a higher
temperature (i.e. 1300 °C), the model prediction is comparable to the data. The
complexity of the Pidgeon process’s kinetics at near completion also prevents a
complete reduction of magnesium oxide in the reactant. Several researchers34, 36
found merwinite, Ca3Mg(SiO4)2, in the reacted charge. The presence of
merwinite was caused by the reaction between MgO and dicalcium silicate
(Ca2SiO4) 34, 36. Therefore, not all the magnesium in the charge can be extracted
to the vapour phase via the reduction.

138
In essence, thermodynamic model is useful to predict the limit of magnesium
recovery from the Pidgeon process at a specific condition. However, kinetic of
this process must be considered to predict an accurate magnesium recovery.
The effect of temperature and pressure to the magnesium recovery as predicted
by the thermodynamic model has been shown in Figure 5.19. At 7 Pa,
magnesium vapour is predicted to be in equilibrium in the vapour phase at a
temperature of 850 °C, while at 667 Pa, the model shows that magnesium
vapour is predicted to evolve at 1100 °C.
The equilibrium constant (K), which correlates with the Gibbs energy of
reaction by∆] ' 45678, is a function of magnesium vapour partial pressure
(fugacity of Mg, PMg) based on the following relationship (assuming other
species are pure condensed solid with unit activity):
' ()*+ ,-.+/012,/0,)*1+ ,-.1+ ' "d @4 ∆Û
]3 C (5. 17)
When a decrease in pressure is applied to the modelling, the thermodynamic
equilibrium is displaced according to le Chatelier’s principle226 to cause a higher
fugacity of magnesium vapour. As shown in Figure 5.21, when lower pressure is
used, the fugacity of magnesium vapour reaches the system pressure at a lower
temperature. Hence, a higher magnesium recovery will be obtained at a lower
pressure.
5.4.2 Equilibrium Models of Vapour Condensation
Model II simulates single stage equilibrium of magnesium condensation. This
model does not describe the real condensation phenomena, but can predict
what solid species will be formed when a vapour phase is cooled to the
condensation temperature.

139
It is obvious that as the process temperature increases, the purity of magnesium
vapour will decrease as some impurities will be generated in the vapour phase.
Calcium is the main impurities because of its high vapour pressure compare to
other element. At 600 °C, the vapour pressure of Ca is 1.27 Pa, much higher than
Al which is 1.86×10-8 Pa227. This model can give the maximum impurities
generated along with magnesium in the Pidgeon process.
The multistage equilibrium model (Model III) aims to study the distribution of
impurities in the magnesium condensation. The thermodynamic modelling
predicts that significant impurities such Fe, CaO and MgO have condensed at a
higher temperature than the condensation temperature of magnesium. This
indicates that the impurities are likely to condense before reaching the main
condenser, where magnesium vapour condensed.
The predicted magnesium purity based on Model III is is higher than 99.98 wt%,
with calcium is the main impurity. Besides forming Mg2Ca intermetallic, calcium
dissolves in the magnesium h.c.p solid solution.
Table 5.18 Comparison of Magnesium and Impurities Concentrations Calculated from Present Study and from Chemical Analyses at Reaction Temperature of 1160 °C (in wt %)
Element Mg Ca Al Si Fe
Model II Single stage Condensation
97.950 1.970 0.0003 0.053 0.031
Model III. Multistage Condensation. (Ideal Solution)
98.331 1.669 N.A. N.A. N.A.
Model III. Multistage Condensation (Random Mixing Solution Model)
99.985 0.014 N.A N.A. N.A.
Actual Analyses35 99.543 – 99.850
0.02 – 0.06
0.03 – 0.07
0.007 – 0.02
0.0014 – 0.019

140
Table 5.18 shows a comparison of magnesium purity calculated using different
models. Single stage condensation (Model II) predicts the lowest purity, i.e.
97.95 wt% with calcium, aluminium, silicon, and iron impurities. This is
expected as it was assumed that all impurities in the vapour phase were
condensed with magnesium. Multistage condensation (Model III) which uses
ideal solution model predicts magnesium purity of 98.33 wt%. The latter Model
III, which applies a random mixing solution model, predicts some purity of
99.985 wt%. The Model III predictions are the closest to the existing
experimental data, i.e. 99.54 to 99.8 wt%.
The results provide information on the impurities in magnesium during
condensation from a thermodynamic modelling approach. The multistage
condensation (Model III) predictions for Mg and Ca composition are consistent
with industrial results. The multistage condensation model predicts 99.985
wt% of Mg, while the magnesium purity in the experimental and industrial scale
are in the range of 99.543 to 99.85 wt%. However, the limitation of this model is
that it does not predict the amounts of aluminium, silicon, and iron measured
from industrial operations. In the Model III condensation calculations,
aluminium, silicon and iron are predicted to precipitate between 950 and 1000
°C. Thus, when magnesium is predicted to condense, it is assumed that the
magnesium vapour was clear from these impurities.
The results from this study suggest that higher purity magnesium can be
achieved in a silicothermic reduction system if equilibrium conditions are
approached in the condensation zone of the reactor. There is a possibility that
the impurities begin to condense in the region between the reactants and the
cooled area where magnesium vapour condenses. Examining the predictions
with the experimental data shown in Table 5.18, it is possible that the
impurities are condensed before magnesium, which is advantageous for the
Pidgeon process system. Detail examination is needed to confirm this
hypothesis since there are no commercial or experimental data available on the
distribution of the impurities in a Pidgeon process retort.

141
5.5 Concluding Remarks
Thermodynamic modelling has been carried out to improve the understanding
of how the Pidgeon process conditions affect the magnesium recovery and
purity of the magnesium. The results obtained from this study are as follows:
1. While magnesium recovery or the yield of magnesium produced from
silicothermic process increases with the increasing temperature
condition, the purity of magnesium vapour is decreased. The magnesium
vapour purity predicted from the equilibrium calculation are as follow:
a. The Pidgeon process (1100 °C, 7 Pa): 99.63 wt%
b. The Magnetherm process (1550 °C, 5 kPa): 99.59 wt%
c. The Mintek process (1750 °C, 85 kPa): 98.15 wt%
Calcium is the most dominant impurities in the vapour phase, followed
by SiO at low process temperature (1100 °C), or Fe at a higher process
temperature (1750 °C).
2. Thermodynamic calculations over-predict the magnesium recovery
when compared to experimental and industrial data. However, it
provides a maximum limit of how much magnesium can be extracted. It
is postulated that temperature gradients and solid state kinetics limit the
actual magnesium recovery.
3. A way to achieve high-purity magnesium based on the thermodynamic
modelling with multistage condensation model has been developed.
Solution models of Mg-Ca-Fe-Si-Al system have been constructed using
literature data. Thermodynamic model predicts that there are formations
of solid impurities at a temperature range between the reaction and
condenser section, which include FeSi, CaO, Al, and Fe in pure species
and dissolved phase.

142
4. The predicted impurities in the magnesium metal consists the following
compounds:
a. Using an ideal solution for the metallic phase: Mg2Ca, CaO, FeSi,
Fe, Al2Ca, CaSi, and Fe3Si,
b. Using a random mixing solution model: Mg2Ca, oxide phase
(majority as CaO), Fe fcc and bcc phase
5. The multistage condensation calculation using ideal solution model
predicts magnesium purity of 98.3314 wt%; while using developed
random solution model for metal phase, 99.98 wt% of magnesium purity
is predicted, with calcium is the main impurity.
6. The formations of impure phases suggest that higher purity magnesium
can be achieved if there is a way to remove these phases from Mg vapour.
However, further fundamental experiments are required to confirm
these predictions and provide insight into the physical chemistry of the
process.

143
6 Kinetics of Silicothermic Process under
Flowing Argon Atmosphere
6.1 Introduction
The kinetics of the Pidgeon process in vacuum condition has been an interest of
several researchers over a number of years29, 32, 34-37, 228. Several researchers
have agreed that the kinetics of this process is controlled by solid-state
diffusion12, 29, 36, while the role of SiO gas as the intermediate gas has also been
discussed for the reaction above 1300 °C 35, 38. In a larger scale operation, such
as in pilot plant and full-scale plant, heat transfer is thought to control the
overall kinetics of the process229, 230.
The motivation of this study stems from the thermodynamic analysis study in
Chapter 5, which found that thermodynamic analysis over-predicts the
magnesium recovery in the Pidgeon process. This discrepancy, especially at
lower temperature (i.e. at 1100 to 1200 °C), leads to a hypothesis that it may be
possible that kinetic barriers prevent the magnesium from evolving from
calcined dolomite – ferrosilicon system in the silicothermic process.
This kinetic study will focus on the silicothermic system under flowing inert
atmosphere, which is relevant to the experimental work which will be described
in Chapter 7. This study will concentrate on a small inert gas flow rate in order
to assess the condition of the system, whether it is controlled by mass transfer
or chemical kinetics. This study may also applicable to systems with a flowing
inert atmosphere, such as the new silicothermic processes, i.e. the Mintek
processes which utilising streaming argon gas at atmospheric pressure.
Figure 6.1 Schematic of the Experimental Study of the Pidgeon Process
Water cooled condenser
A
B
C D

144
In the Pidgeon process, ferrosilicon reduces calcined dolomite to produce
magnesium vapour which then condenses in condenser unit. As shown
schematically in Figure 6.1, the kinetics of the Pidgeon process can be divided
into four parts:
A. kinetics of the chemical reaction,
B. mass transfer of magnesium vapour, which can be categorised into:
a. Mass transfer of magnesium vapour through briquette, and
b. Mass transfer of magnesium vapour from surface to the bulk
phase,
C. transport of gaseous product to condense, and
D. kinetics of condensation: homogeneous and heterogeneous
condensation, which include the nucleation and crystal growth.
The kinetics of reaction (A) is complex since it involves three solids reacting to
form a vapour and another solid. The mass transfer of magnesium vapour (B)
requires a mass transfer through the briquette and a mass transfer to the bulk
gas phase from the surface of the briquette. The magnesium vapour is
transported from the interface of the pellets to the condenser section in an
argon gas stream (C) before it nucleates and condenses as the temperature is
lowered on condenser unit (D).
The interests of the phenomena studied in this chapter are (A), kinetics of
reaction, and (B), the kinetics of transfer of magnesium vapour. The general
explanation of condensation phenomena such nucleation and growth of
magnesium vapour will be included in Chapter 8.
6.2 Kinetics of Reaction
There have been few studies about the kinetics of silicothermic reaction under
flowing inert gas34, 37, 40, 41, 231. Morsi et al34 used argon as a carrier gas between
8×10-5 and 100×10-5 m3/min to study the kinetics of silicothermic reduction of
calcined dolomite. They investigated the effect of flow rate of argon gas,
temperature, time and preheating conditions, and suggested that the

145
silicothermic reaction was controlled by solid-state diffusion (based on the
Ginsting-Brounshtein model) with the apparent activation energy of 306
kJ/mol34. The analysis of mass transfer of magnesium vapour was not
conducted in Morsi et al’s study34.
The kinetics of silicothermic reduction of calcined dolomite using hydrogen as
the carrier gas at 1 to 6×10-3 m3/min has been studied by Barua and
Wynnyckyj37. From the study which involves different pellet size and porosity, it
was concluded that the overall rates were limited by combined factors: intrinsic
chemical rate, heat transfer, pore diffusion and mass transfer across the
boundary layer37.
Another study involved a non-isothermal thermogravimetric study which used a
flowing argon gas in reduced pressure condition of 30.4 kPa and 40.5 kPa41. It
was obtained that the effect of diffusion in the boundary layer is minimal and
the reaction may be limited by diffusion magnesium vapour in pores. However,
no detailed study on pore diffusion was conducted.
The purpose of current work is to extend the kinetic analysis of silicothermic
reduction of calcined dolomite under flowing argon gas based on the data from
Morsi et al34. The detail of its process parameters are shown in Table 6.1, while
the experimental data has been shown in Figure 2.11.
Table 6.1 Parameter of Experimental Work (after Morsi et al34)
Parameter Value
Reductant Stoichiometry (using 75% FeSi) 2X Si CaF2 in weight % 2.5 % CaO/MgO Molar Ratio 1.6 Rate of Argon Gas 0.25 L/min Pressing Pressure of Briquette 450 MPa Preheating Temperature 800 °C Preheating Time 1 hour Diameter of Briquette, mm 14 Thickness of Briquette, mm 5 Weight of Charges, g 10

146
6.2.1 Model Formulation
In a powdered mixed solid-solid reaction, such as in the Pidgeon process, a
reactant must have contact with another one before reacting and produce and
grow a solid product. Thus, there are several possibilities of rate controlling
factors133, such as the diffusion of reactants through product layer, phase
boundary reactions, chemical reaction, or the growth of product nuclei. These
have been explained in the literature review of this thesis at Section 3.2.3.
Figure 6.2 Representatives of (a) Diffusion Control and (b) Phase Boundary Reaction Control
Based on the possibilities of the rate controlling factors, the kinetic models for
mixed powder reaction is categorised into: product layer diffusion control,
control phase boundary reaction control, nuclei growth control and order of
reaction.
Table 6.2 summarises a set of reaction models based on these different
controlling factors:
1. Product layer diffusion control
The models based on the product layer diffusion control assume that the
rate of reaction is controlled by diffusion of reactant in the product layer.
Figure 6.2 (a) shows the schematic of these models. The concentration of
reactant A is assumes to be constant in the reactant side and decreases
along the product layer.

147
Table 6.2 Models for Mixed Powder Reactions133
Reaction Model Mathematical Model
Product Layer diffusion control (i) Jander154
1 4 1 4 F¡¢$ ' $IKL+ ? ' >? ;
>: ' ¦T+BTS
(ii) Ginstling-Brounshtein156 1 4 $r F 4 1 4 F+
¡ ' I+KL+ ? ' >?
(iii) Valensi-Carter157 1 ª 4F¢+¡ ª 4 11 4 F+
¡ 'ª 21 4 ª>? (iv) Serin-Ellickson155 For slab:
1 4 F ' @ £π+C∑ :
+¤¥¥ exp@4 +π+¦J§+ C
For sphere:
1 4 F ' @ <π+C∑ :
+ exp@4 +π+¦J§+ C
Nuclei Growth Control158 ln1 4 F ' 4>? Phase Boundary Reaction Control
(i) Sphere reacting from
surface inwards232
>? ' 1 4 1 4 F¢:/r
(ii) Circular disk reacting from
edge inwards232
>? ' 1 4 1 4 F¢:/$
(iii) Contracting cube F ' 8>r?r 4 12>$?$ 6>?
Order of reaction (nth order) >? ' :B: @ :
B:¯° 4 1C
The product layer diffusion models can be divided into several models:
a. Jander model154
The rate of thickening of the reaction product was assumed
inversely proportional to its thickness, which is written as
follows:
J ' I
(6. 1)
where k = rate constant; y = thickness of product layer.
The integration of this first order differential equation using a
sphere particle leads to an equation as follows:
1 4 1 4 F¡¢$ ' $I
KL+ ? ' >? (6. 2)

148
where ro = the radius of the particle, X = conversion, k1 = the rate
constant. k1 is a function of diffusivities and concentration:
>: ' ¦A+BAρ
(6. 3)
D = diffusivities of species in the product layer, C2 and C1 =
concentration of the reactant on the inner and outer interface,
respectively; and ρ = molar density of reactant in the core.
b. Ginstling-Brounshtein model156
Ginstling-Brounshtein model is based on the radial steady-state
diffusion in sphere using a constant reactant concentration on the
phase boundaries. In this model, product thickness is assumed as
a spherical shell.
1 4 $r F 4 1 4 F+
¡ ' I+KL+ ? ' >? (6. 4)
where the rate constant, k2 is also expressed as per Equation (6.3).
c. Serin-Ellickson Model155
This model is based on the derivation of governing unsteady state
diffusion in solids under various boundary conditions. For a slab
of infinite length and thickness of L, in which the concentration of
a diffusing material is zero at t=0 and is placed in a region where
the concentration is maintained at a value Co at the boundaries of
the slab, the fraction of completion of the diffusion process, X, has
been defined as follows:
1 4 F ' @ £´+C∑ @ :
+C "d @4 +´+¦J§+ C (6. 5)
where t = time, D = diffusivity coefficient which is defined by
Fick’s law, and L = thickness of product layer.

149
In the case of a sphere, the expression of X is as follows:
1 4 F ' @ <´+C∑ @ :
+C "d @4 +´+¦J§+ C (6. 6)
where K= π2D/L2. The correlation of Kt and X for Serin-Ellickson model has been described as in Figure 6.3155.
Figure 6.3 Relationship between Kt and X (after Serin and Ellickson7)
d. Valensi-Carter Model157
Valensi-Carter introduced Z, which represents the volume of
product formed per unit volume of component reactant
consumed. The integrated Valensi-Carter equation can be
expressed as follows:
1 ª 4F¢+¡ ª 4 11 4 F+
¡ ' ª 21 4 ª>? (6. 7)
2. Phase boundary control
In the phase boundary reaction model232, it is assumed that the diffusion
of reactant species is fast compared to the chemical reaction; hence the
kinetics is controlled by chemical reaction at the boundary layer between
reactant and product, which is described in Figure 6.2 (b).

150
The phase boundary reactions models have been developed for different
geometry and corresponding boundary conditions. Some of these models
are as follows:
a. For a sphere reacting from surface inwards, the conversion, X, and
time, t, relates by equation as follow:
>? ' 1 4 1 4 F¢:/r (6. 8)
This equation is often called the Sharp-Interface model or
Shrinking Core Model for gas solid reaction137, 138 (as described in
Section 3.2.2).
b. For a circular disk reacting from the edge inwards:
>? ' 1 4 1 4 F¢:/$ (6. 9)
c. For contracting cube, the equation is:
F ' 8>r?r 4 12>$?$ 6>? (6. 10)
3. Nucleation growth controlled model.
This model is also called the Avrami equation158. This model assumes (a)
nucleation occurs randomly, and (b) the growth rate does not depend on
the extent of transformation occurs at the same rate in all directions159.
The expression for conversion, X, and time, t, relationship of nuclei
growth controlled model can be written as follows:
ln1 4 F ' 4>? (6. 11)
where m = parameter of model, t = time. The Avrami exponent, m, is a
measure of the crystal growth mechanism. It should be an integer from 1
to 3233, 234, with the integer indicates as follows:

151
Index 1 is for front growth at very high density on the
surface
Index 2 is for disk-like growth
Index 3 is for half sphere growth
4. Chemical kinetics model.
This model assumes that the rate of reaction is controlled by nth order
chemical reaction. For the silicothermic reaction, it was shown that the
extent of reaction follows a first order reaction16.
6.2.2 Results
Several assumptions applied for the first part of kinetic modelling are as follow:
• The product layer diffusion control model used Jander model.
• The particle shape chosen for the phase boundary controlled model is a
sphere reacting from the surface inwards.
• In the case of nucleation growth controlled model, the m parameter is
obtained from the slope of ln ln 1/(1-X) and ln t.
• The chemical kinetic model used a first order reaction model.
The results of different kinetic models compared to the Morsi et al’s
experimental data34 at 1150 and 1300 °C are shown in Figure 6.4 (a) and (b),
respectively. As described in Figure 6.4 (a), the rate of the magnesium
conversion is decelerated as time progress, in particular from three to five hour.
The first order reaction model and phase boundary model tend to have a
constant rate, while the diffusion controlled model (the Jander model) and
nucleation model have a tendency to decelerate.
The differences between first order model and phase boundary reaction model
to the experimental data at 1300 °C are also obvious in Figure 6.4 (b). At
conversion less than 0.8, both models under-predicts experimental data, while
beyond 0.8 conversion, the models over-predicts the data.

152
Figure 6.4 Comparison between Experimental Data34 and Kinetic Models at (a) 1150 °C and (b) 1300 °C The nucleation model appears fit with experimental data, which is noted with
high R2, as listed in Table 6.3. The index m obtained from the plot of ln(ln 1/(1-
X)) and ln t is between 0.6 – 0.7. From the original theory158, the value for m
should be an integer of 1, 2, or 3. When m ~ 0.5, it is empirically shown that
reaction is controlled by diffusion235, while when m ~ 1.0, nucleation occurs
with front growth direction and the reaction is controlled by phase boundary
reaction235. Thus, for this system, with m = 0.6, it is suggested that the reaction
is controlled by diffusion.
Table 6.3 Parameters from Nucleation Model
Temperature (°°°°C) 1150 1200 1250 1300
m 0.59 0.64 0.55 0.69 k 0.0667 0.1570 0.4751 0.7722
R2 0.9663 0.9861 0.9695 0.9979
Table 6.4 R2 of Kinetic Models
Temperature (°°°°C)
Jander154 First Order Phase
Boundary Nucleation158
1150 0.9609 0.8142 0.7639 0.9663
1200 0.9841 0.7615 0.6286 0.9861
1250 0.9628 0.7721 0.5518 0.9695
1300 0.9922 0.883 0.6289 0.9979

153
Since there are a number of diffusion models, the experimental data was also
analysed using different diffusion models. For the case of Serin-Ellickson
model155, the slab condition was chosen for the modelling calculation. The Z
factor chosen for the Carter model was 1.68, which was based on the ratio of the
volumes of spheres of typical powders which have particle sizes below 74 µm
particles157.
Figure 6.5 Diffusion Control Models vs Morsi et al’s34 Experimental Data
The kinetic model calculations using several diffusion models are presented in
Figure 6.5. These results are compared to the existing experimental data34. The
error in magnesium conversion was + 4 wt%, which was estimated from the
error associated with weighing samples and error from chemical analysis by
using complexometric titration.
In general, based on Figure 6.5, diffusion models can be applied to all
experimental data in different reaction temperature from 1150 to 1300 °C.
Magnesium conversion tends to decelerate with the time progressing.

154
The analysis of this isothermal kinetics models was carried out sing the
following methods236:
1. Testing the linearity plots of g(X) against time
The deviation from linearity of conversion, X, versus time plots can be
used to determine which equations merit more detailed analysis.
Standard classical criteria include the correlation coefficient, r; the
standard error of slope of the regression line, sb; or the standard error of
the estimate of X from t can be used to quantify the deviation of a
number of experimental data.
Table 6.5 Correlation Coefficient, R2, of Diffusion Models
T (oC)
Jander154 Ginstling-
Brounshtein156 Serin-
Ellickson155 Valensi-
Carter157 1150 0.9609 0.9619 0.9476 0.9619
1200 0.9841 0.9868 0.9743 0.9855
1250 0.9628 0.9560 0.9188 0.9176
1300 0.9922 0.9691 0.9925 0.9336
Table 6.5 provides the correlation coefficient, R2, of the diffusion-
controlled models to the experimental data. No particular models in this
result that have advanced correlation coefficient at all range of
temperature. However, the Jander154 and Ginstling- Brounshtein156
models have the highest correlation coefficients compared to Serin-
Ellickson155 and Valensi-Carter157 models.
2. Reduced-time scales and plots of X against reduced-time.
Experimental time values, (t-to) can be scaled by reduced time factor, tred:
?KP ' JBJÉJÉ.ÜBJÉ (6. 12)
where t = time of reaction, t0.5 = time required to obtain 50% conversion, and t0 = initial time.

155
Figure 6.6 Comparison of Magnesium Recovery between Different Diffusion Models at Different Reaction Temperature against Reduced Time
The tred in the current study was calculated using equation ?KP ' JBJÉJÉ.2BJÉ, where
t0.4 is the time required to obtain 40% conversion. The result of this testing is
shown in Figure 6.6. All models fit well to experimental data.
The activation energy of this reaction was calculated by plotting ln k with 1/T,
based on the formula:
> ' W"d @4 [,]3C (6. 13)

156
Figure 6.7 Arrhenius Plot of Natural Logarithm Natural of the Rate Constant and Reciprocal Temperature (in K) The intercept corresponds to ln A, which the slope corresponds to –Ea/R. The
results are shown in Figure 6.7. The activation energy of the silicothermic
reaction under flowing argon gas is found to be between 299 and 322 kJ/mol.
The activation energy for the bulk diffusion in a solid-solid diffusion is typically
in the range of 40 to 400 kJ/mol39. Activation energy of silicothermic under
flowing argon is higher than activation energy of silicothermic reduction in a
vacuum, which is 226.6 kJ/mol16.
6.3 Kinetics of Mass Transfer
The magnesium vapour produced from silicothermic reduction will diffuse
through pores before reaching the surface of the briquette and diffuse to bulk
argon gas flow. Thus, there are two phenomena which occur, which are pore
diffusion and gas-film mass transfer. This is schematically shown in Figure 6.8.
On the interface between reactants, such as CaO, MgO, and Si, and Ca2SiO4
product, the vapour pressure of produced magnesium corresponds to the
equilibrium vapour pressure of magnesium from silicothermic reaction at
condition’s temperature.

157
Figure 6.8 Schematic of Transfer of Magnesium Vapour
Figure 6.9 Schematic of (a) Pore Diffusion and (b) Gas-Film Mass Transfer Control When the kinetics is limited by pore diffusion, the pressure of magnesium at the
surface of the pellet is decreased, as shown schematically in Figure 6.9(a). At
this condition, the rate of gas-film mass transfer is high enough compared to the
pore diffusion, so the magnesium vapour pressure in the bulk is similar to the
vapour pressure at the surface of pellet. Conversely, when the kinetics is limited
by gas film mass transfer only, the rate of pore diffusion is high compared to
gas-film mass transfer, as shown in Figure 6.9 (b).

158
The kinetics of mass transfer of magnesium vapours from the briquettes in a
flowing argon atmosphere has not been available in the literature. For this
reason, this section will describe an analysis of the kinetics of mass transfer of
magnesium vapour from the briquettes. The data used in this study were from
experimental data conducted by Morsi et al34. These data includes the
magnesium conversion from silicothermic reaction at different argon gas flow
rate, time, and temperature. These data are shown in Tables 6.6 and 6.7,
respectively.
Table 6.6 Magnesium Conversion at 1300 °C and 1 Hour34
Flow Rate (××××10-3 m3/min) Conversion
0.08 0.36 0.25 0.56 0.5 0.56 0.7 0.59 1 0.59
Table 6.7 Magnesium Conversion at 0.25 L/min Argon Gas Flow Rate34
Time (hour) 1150 °°°°C Conversion 1300 °°°°C Conversion
0.5 - 0.40
1 0.14 0.57
2 0.26 0.75
3 0.34 0.84
4 - 0.88
5 0.40 0.92
6.3.1 Model Formulations
6.3.1.1 Gas-Film Mass Transfer
After magnesium evolved from the mixture of reactant, magnesium vapour
travels through pores to the surface and then diffuses to the bulk gas phase
through gas film on the surface. The mass transfer can be written using the
following equation37:
p ' V]3 >Tq 4 q (6. 14)

159
where PB =pressure of magnesium in the bulk gas phase; Ps = the pressure of
magnesium at the surface; and kc = mass transfer coefficient.
The mass transfer coefficient is determined by empirical equation. M is the
atomic mass, while R and T is the gas constant and temperature (in Kelvin),
respectively. Based on mass balance, Equation (6.14) can be arranged into:
∆q ' ]3VIy
(6. 15)
where ∆P = PS – PB
M = atomic weight of magnesium
N = rate of magnesium (mol/min)
A = cross section area of tube (m)
R = gas constant, 8.314 J/mol.K
Thus, the effect of mass transfer can be examined by calculating the pressure
difference between surface and bulk gas phase.
kc depends on the system. The convective mass transfer from sphere to a free
flowing gas can be calculated using the Ranz and Marshall correlation237 which
is a function of Reynold number, NRe, and Schmidt number, NSc,:
>A ' 2.0 0.6]P:/$cT:/r ¦K (6. 16)
Reynold Number is defined as ]P ' $ρbKµ
while the Schmidt Number is defined
as cT ' µ
ρ¦.
where ρ = the density of gas (kg/m3)
v = mean velocity of gas (m/s)
µ = dynamic viscocity of the gas (Pa.s)
rs = radius of pellet (m)
D = molecular diffusivity, which was calculated using Eq. 6.18

160
In this study, the Warner relation238 was used to determine mass transfer
relationship in a tube where gas passed through annulus form by briquette and
tube in the silicothermic process, which is expressed by:
>A ' 2.0 0.6]P:/$cT:/r :.:;¦$K (6. 17)
Magnesium molecular diffusivity, D, can be calculated using the Chapman-
Enskog equation for monoatomic gas based from kinetic theory of gas239:
' .:£;£r3¡/+(σ\|+Ωz,\| µ :
V\ :V| (6. 18)
where σAB = ½ (σA + σB) = collision diameter, Å
MA and MB = molecular weights of species A and B, g/mol;
p = pressure, atm;
T = temperature, K;
ΩD,AB = collision integral for A-B mixture at dimensionless temperature,
T*AB, for the Lennard-Jones potential;6∗ ' @κ|
εC ∙ 6
κB = Boltzmann’s constant, 1.38×10-16 ergs-molecule-1 K-1
@κ|εC = intermolecular force parameter, K.
The viscosity of gas was calculated from the formula based on the kinetic theory
of gas239:
η ' 2.67d10B; √V3σ+Ω¯ (6. 19)
6.3.1.2 Pore Diffusion
Pore diffusion may be categorised as molecular diffusion, surface diffusion, or
Knudsen diffusion. In the molecular diffusion, the molecules can freely move
and collide with other molecules without any barrier. The diffusivities can be
calculated from Equation (6.18). Knudsen diffusion will occur in a long pore
with a narrow diameter because molecules frequently collide with the pore
wall. Knudsen diffusivities can be calculated from the following formula:

161
' 9700iµ3V (6. 20)
where DK = Knudsen diffusivity, r = radius of pore, m; T = temperature, K; and M
= atomic mass.
An analysis conducted by the author for the CaO-MgO-FeSi briquette that has a
compaction pressure of 13 MPa shows a Knudsen diffusivities (Dk) were in the
range of 0.74 to 78 cm2/s. If compared with the molecular diffusivities of Mg-Ar
(DMg-Ar), which is 4.45 cm2/s, it appears that the pore diffusion inside the
silicothermic briquette is a Knudsen diffusion type.
The mass transfer equation of Knudsen diffusion is similar to the Fick’s law,
which is:
 ' 4 A\Ý ' 4 ¦Þ
]3(\Ý (6. 21)
where JK = Knudsen mass transfer, CA = concentration of reactant A, Z = length,
and PA = vapour pressure of A.
However, because there was a limitation in the experimental data34 on the
properties of the briquettes, such as pore characteristic, tortuosity, and
porosity, the analysis of mass transfer based on the pore diffusion of magnesium
vapour was not conducted in the current study.
6.3.2 Results
This study examines the effect of some parameters to the mass transfer of
magnesium vapour from the briquette to the bulk gas phase. Based on the
available data, effect of inert gas, time, and temperature to the mass transfer of
magnesium vapour from the briquettes will be examined.

162
6.3.2.1 Effect of Argon Gas Flow Rate
Table 6.8 shows the several variables that affects the mass transfer coefficient,
such as velocity, density, viscocity, Reynold and Schmidt Number, and diffusivity
of Mg-Ar. The mass transfer coefficient for silicothermic reduction in argon at a
temperature of 1300 °C and low flow rates, i.e. 8×10-5 to 100×10-5 m3/min,
calculated using Warner relation238 in Equation (6.17) was found between 0.09
to 0.106 m/s. This value is lower than mass transfer coefficient of magnesium in
hydrogen at a high flow rate (3×10-3 to 8×10-3 m3/min) reported by Barua and
Wynncykyj37, which is between 0.21-0.25 m/s.
Table 6.8 Mass Transfer Coefficient, kc, of Mg-Ar System at 1300 °C
Flow Rate
(××××10-3
m3/min)
v
(m/s)
density
(kg/m3)
viscosity (××××10-5
kg/ms)
Nre
D
(××××10-4
m2/s)
NSc
kc
(××××10-2
m2/s)
0.08 0.007 0.309 7.14 0.4298 5.1725 0.045 9.09 0.25 0.022 0.309 7.14 1.3430 5.1725 0.045 9.55 0.5 0.044 0.309 7.14 2.6860 5.1725 0.045 9.98 0.7 0.062 0.309 7.14 3.7603 5.1725 0.045 10.25 1 0.088 0.309 7.14 5.3719 5.1725 0.045 10.59
From the mass transfer coefficient, partial pressure of magnesium vapour in the
surface of briquette and in the bulk gas phase can be estimated. Table 6.9 shows
the magnesium vapour pressure at the surface and the bulk gas phase calculated
using Equation (6.15) using mass transfer coefficient from Table 6.8. These
results are also illustrated in Figure 6.10.
Table 6.9 Magnesium Vapour Pressure at 1300 °C at Surface and Bulk Gas
Flow Rate (××××10-3 m3/min)
kc (××××10-2
m2/s) N (××××10-8
kg/s) V (××××10-5
Mol/s) Pb (kPa)
∆∆∆∆P
(kPa) Ps (kPa)
0.08 9.09 3 1 12.41 0.19 12.60 0.25 9.55 5 3 6.58 0.28 6.86 0.5 9.98 5 6 3.40 0.27 3.67 0.7 10.25 6 9 2.58 0.27 2.86 1 10.59 6 13 1.82 0.27 2.09

163
Figure 6.10 shows the pressure of magnesium vapour at 1300 °C at the bulk gas
phase (straight line) and the briquette surface (dash line). The calculated
pressure drop is between 186 and 266 Pa.
Figure 6.10 Calculated Pressure of Magnesium Vapour in the Surface of
Briquette and Bulk Phase at Flow Rate at 1300 °C
6.3.2.2 Effect of Time and Temperature
The mass transfer coefficient of magnesium vapour from the briquettes in
0.25×10-3 m3/min argon flow rate calculated from Warner relation in Equation
(6.17) are found to be 9.61×10-2 m/s at 1150 °C and 9.55×10-2 m/s at 1300 °C,
respectively. Based on these mass transfer coefficients, the partial pressure of
magnesium vapour on the surface of briquette and the bulk gas phase were
calculated. The details are found in Tables 6.10 and 6.11, respectively.
Table 6.10 Magnesium Vapour Pressure at 1150 °C at Surface and Bulk Gas (Argon Gas Flow Rate: 0.25×10-3 m3/min)
Time (h) kc
(cm/s) N (×10-6 g/s)
V (×10-6
Mol/s) Pb (kPa) ∆∆∆∆P (kPa) Ps (kPa)
1 9.61 13 32 1.68 0.07 1.75 2 9.61 12 32 1.58 0.06 1.64 3 9.61 11 32 1.39 0.06 1.45 5 9.61 8 32 0.99 0.04 1.03

164
Table 6.11 Magnesium Vapour Pressure at 1300 °C at Surface and Bulk Gas (Argon Gas Flow Rate: 0.25×10-3 m3/min)
Time (h) kc
(cm/s) N (×10-6 g/s)
V (×10-6
Mol/s) Pb (kPa) ∆∆∆∆P (kPa) Ps (kPa)
0.5 9.55 77 32 9.18 0.40 9.58
1 9.55 55 32 6.69 0.28 6.98
2 9.55 36 32 4.48 0.19 4.67
3 9.55 27 32 3.42 0.14 3.56
4 9.55 21 32 2.69 0.11 2.80
5 9.55 18 32 2.25 0.09 2.35
These results are plotted in Figure 6.11, which shows the profile of partial
pressure of magnesium at different reduction time. In general, the partial
pressure of magnesium vapours on the surface of briquette and bulk phase
decreases over time. For example, the partial pressure of magnesium vapours in
the bulk gas phase at 1150 °C is 1.68 kPa at an hour reduction time and
decrease to 0.99 kPa after five hour. The partial pressure of magnesium vapours
in the bulk gas phase at 1300 °C is 9.18 kPa at a half hour reduction time and
decrease to 2.25 kPa after five hour.
At reaction temperature of 1150 °C, the pressure at the surface and bulk gas
phase at one hour is 1.75 and 1.68 kPa, respectively. As a comparison, the
equilibrium vapour pressure of magnesium over calcined dolomite-ferrosilicon
system at 1150 °C is 2.4 kPa27.
At reaction temperature of 1300 °C, the pressure at the surface and bulk gas
phase at one hour reaction time is 6.98 and 6.69 kPa, respectively. The
equilibrium vapour pressure of magnesium over calcined dolomite-ferrosilicon
system at temperature of 1300 °C is 14.73 kPa27. These shows that at both
reaction temperatures, the partial pressure of magnesium at the surface at an
hour reaction time is lower than their corresponding equilibrium vapour
pressure.

165
Figure 6.11 Calculated Partial Pressure of Magnesium Vapour in the Surface of Briquette and Bulk Phase at different Reduction Time
6.4 Discussion
6.4.1 Kinetics of Reaction
Based on kinetic analysis, it is concluded that the kinetics of solid-solid reaction
is controlled by diffusion of reactant in the product layer. The result also shows
that diffusion models, although was derived from different assumption on the
shape of the product layer, can be applied to describe experimental data. Jander
model154, for example, as described in Figure 6.12 (a), which was based on the
diffusion in the product layer for a sphere particle and assumes the thickness of
product layer as a plane sheet, represents experimental data well especially at
lower conversion. The Ginstling–Broushtein model156, which is based on
diffusion in the sphere and consider the thickness of product layer as a sphere
shell, can also be applied to this experimental data, even though the shape of
briquette is a short cylinder (Figure 6.12 (b)).

166
Figure 6.12 (a) Schematic of Jander Model154 and Ginstling-Brounshtein Model156; (b) Schematic of Briquette However, these models may not be able to explain the conversion beyond the
experimental data range. For the operating condition which has temperature of
1150 °C, the models can only represent experimental data up to 40%
conversion.
When the models are expanded to the 100% conversion, the estimated
conversion between each model becomes different, as shown in Figure 6.13.
Thus, two models are unreliable. More experimental data should be required,
specifically to predict the completion time for silicothermic reduction at 1150
°C.
Figure 6.13 Extrapolation of Diffusion Models at Temperature (a) 1150 °C and (b) 1300 °C
At 1300 °C, while the models can represent experimental data up to 95%, the
prediction between each model beyond 95% conversion has significant
differences. While Ginstling-Brounshtein156 and Valensi-Carter157 models
(a) (b)
Thickness,in Jander154 Model
Thickness, as shell, in Ginstling-Brounshtein156

167
predict that the conversion of silicothermic reaction reaches 100% at seven
hours, the Jander model predicts that the reaction will be completed after 16
hours.
This behaviour of Jander model has been commented by Szekely et al134. The
behaviour of the diffusion models is readily explained by the fact that, when the
conversion is small, the product layer around sphere or cylinder approximates
an infinite slab reasonably well. However, as conversion increases, this
approximation becomes inaccurate134.
6.4.2 Kinetics of Mass Transfer
Figures 6.10 and 6.11 show that since the pressure drop between bulk phase
and the surface of briquette are small compared to actual vapour pressure, the
external mass transfer is not a limiting factor to the magnesium recovery. This
tendency is similar with the results reported by Barua and Wynncykyj37 who
calculated the magnesium pressure on the surface of briquette and bulk
hydrogen gas phase and reported a vapour pressure drop of 267 to 400 Pa at a
higher hydrogen flow rate, which is between 2×10-3 and 6×10-3 m3/min. The
vapour pressure drop of magnesium pressure inside the briquette due to the
pore diffusion was reported to be between 400 and 1066 Pa37.
Figure 6.14 Extrapolation of Vapour Pressure of Magnesium at Initial Time (at 1150 and 1300 °C)

168
In an attempt to understand the vapour pressure of magnesium at the initial
reaction, the vapour pressure of magnesium on the surface of the pellet was
extrapolated to zero time. The results are shown in Figure 6.14. At 1150 °C, the
estimated vapour pressure of magnesium at the initial reaction time is 1.95 kPa,
0.45 kPa lower than the equilibrium vapour pressure at the corresponding
temperature. In addition, the estimated initial vapour pressure of magnesium at
1300 °C is estimated to be 12.2 kPa, 2.53 kPa lower from the equilibrium vapour
pressure at 1300 °C. These differences may result from the resistance of pore
diffusion (i.e. kinetic barrier).
Current analysis, which extends the Morsi et al’s study34 on the solid-solid
reaction of calcined dolomite and ferrosilicon in a flowing argon gas, predicts
that there is little pressure drop through gas-film on the surface. This can
conclude that the overall reaction was not controlled by gas-film mass transfer.
6.5 Conclusion
The kinetics study conducted in this chapter suggests several conclusions:
1. The rate of silicothermic reduction of calcined dolomite under flowing
gas is predicted to be limited by solid state diffusion. The Jander154 and
Ginstling-Brounshtein156 models can represent the kinetics of the
process, but are only valid within the range of experimental data
available.
2. The activation energy of the silicothermic reaction under flowing argon
gas calculated from Morsi et al’s data34 is between 299 to 322 kJ/mol.
This value also supports the conclusion that the reaction is limited by a
solid state diffusion39
3. The mass transfer coefficient for transfer of Mg to bulk argon gas at flow
rate of 8×10-5 to 100×10-5 m3/min, is found between 0.091 to 0.106 m/s

169
4. Current analysis on the the gas-film mass transfer based on Morsi et al’s
data34 shows that the gas-film mass transfer is not limiting the kinetics of
the process. The pressure difference between magnesium pressure at the
briquette surface and at the bulk gas flow at 1150 °C is found to be 66 Pa.
5. The pressure of magnesium at the surface of briquette at initial
reactionat 1300 °C is estimated to be 12.2 kPa. Considering the
difference between equilibrium vapour pressure of the reaction and the
pressure of magnesium at the surface of briquette, which is 2530 Pa, the
pore diffusion could also play a crucial role in the process. However,
because of limited properties data from Morsi et al34, detail analysis on
effect of pore diffusion is not analysed in the current study.

170
This Page Intentionally Left Blank

171
7 Experimental: Impurities Study in Magnesium
Produced via Silicothermic Process
7.1 Experimental Methodology
The purpose of the experimental work is to investigate and characterise
magnesium and its impurities from silicothermic reaction. This experimental
work has been designed based on previous studies29, 34 on determining the
kinetics of silicothermic reaction, but it will be focused on investigating and
characterising magnesium metal condensed from silicothermic reaction.
This section describes the details of experimental techniques, including the
preparation of samples, experimental apparatus, procedures, and material
characterisations.
The requirement of the overall design and apparatus were recognised as
follows:
1. The reactions should be carried out in an inert atmosphere under low
flow rate of argon gas to replicate equilibrium.
2. The reaction system inside the tube furnace required a good sealing. A
procedure to put sample in and out of the reactor without breaking the
sealing has been developed by utilising a magnet system to locate the
sample into the heating zone without opening the system.
3. Magnesium vapour must be condensed with enough quantity for
collection. A suitable condenser has been designed in order to fulfil the
function. A quartz tube was also inserted to the cooler zone in order to
collect the condensate.
The reaction was carried out in argon gas at atmospheric pressure. Magnesium
vapour produced from silicothermic reaction condensed in a cooler zone inside
the tube furnace. The range of reaction temperature was the normal working
industrial temperature, which is between 1100 and 1170 °C.

172
7.1.1 Experimental Rig
Experimental rig configuration is shown in Figure 7.1. It consists of argon gas
system, argon deoxidation system, reduction system and exhaust gas system.
Figure 7.1 Schematic of Experimental Rig
7.1.1.1 Argon Gas System
The argon gas has a purity of 99.9995% and supplied from Coregas Australia.
The argon gas was drawn from a pressurised cylinder via a dual-stage regulator
and needle valve through PVC tubing to the inlet of rotameter. The outlet
pressure of gas was 0.25 MPa. The argon gas was preheated to 700 °C inside
deoxidation furnace, which filled with a packed of copper turning inside the
ceramic tube, to oxidise any oxygen content in the argon gas. According to
Ellingham diagram240, the system of Cu-CuO at 700 °C in an equilibrium
condition corresponds to oxygen partial pressure of 10-10 atm. The vertical tube
was mounted on steel support with additional support in the base of furnace.
The copper turnings were replaced after five run of experiments. The preheated
argon gas was passed into a tube containing silica gel to remove any moisture
before entered to the furnace.

173
7.1.1.2 Reduction System
The reduction furnace (Labec, Australia), 600 mm in length and 50 mm in
internal diameter, had a maximum temperature of 1200 °C and equipped with
Kanthal A1 wire element winding, a ferritic iron-chromium-aluminium alloy
(0.23Cr, 0.058 Al, balance Fe), which was surrounded to the alumina tube
furnace. The insulation that surrounded the alumina ceramic tube was made
from thermal ceramic board. The furnace had a recommended maximum
heating rate of 30 °C per minute. The furnace temperature was controlled using
Eurotherm 3216 PID type controller.
The reaction tube was made from mullite (Al6Si2O13). The length of the tube was
1000 mm, which was situated symmetrically with reference to the tube furnace
(the tube position of 200 to 800 mm is situated inside the tube furnace). The
tube is both open at the end. The tube had an outside diameter of 45 mm and
internal diameter of 35 mm. The ends of the retort were closed by using an end-
cap fitting fabricated from brass.
The reduction process was carried out inside the reaction tube. The reactant
charge was placed in an alumina boat (2.1 cm × 10.4 cm × 1.4 cm) inside the
mullite tube, which is schematically shown in Figure 7.2. The steel wire was
attached to a piece of steel at the end and placed inside a borosilicate tube. In
order to move the reactant charger, a ring-type neodymium magnet was placed
outside the borosilicate tube. The steel piece and steel wire as well as the
reactant charge were moved along with the movement of the magnet. In this
way, the reacted charge can be moved by dragging the magnet attached to the
steel wire without necessities to open the left-end.

174
Figure 7.2 Schematic of Sample before and During Reaction
Figure 7.3 The left-end and right-end of the reaction tube
Figure 7.3 shows the end-cap arrangement to accommodate the requirements in
the reaction. The open left horizontal end was made from brass and had three
inlets: argon gas inlet, thermocouple ceramic seal inlet, and stainless wire inside
the borosilicate tubing for moving the reactant inside. The argon gas inlet tubing
material was made from copper with 6 mm diameter, which had length of 20
mm inside the furnace. The ceramic sheathed thermocouple had a diameter of 6
mm. The thermocouple was type K (chromel (0.9Ni,0.1Cr) – alumel (0.95Ni,
0.02Mn, 0.02Al, 0.01Si)). The right end cap had three holes of outlet/inlet:
thermocouple, argon gas outlet, and copper condenser.
before reaction
during reaction
wire
Sample & boat
magnet
heating element
heating element
Ar gas inlet
Thermocouple
Wire to move
sample
Ar gas inlet
Thermocouple
Condenser

175
7.1.1.3 Condenser Design
The condenser is a crucial part of experimental rig. The condenser was designed
to be removable and able to condense magnesium vapour. It was found that
there is significant temperature gradient in the condenser. The temperature
between the furnace heating zone and the condenser reached 800 °C, while the
temperature inside the condenser surface was approximately 13 °C. Therefore,
the condenser material must have a low thermal expansion coefficient. Copper,
which has low thermal expansion coefficient (i.e. 16×10-6 m/m.K) was chosen as
the condenser material. A copper probe-type condenser have also been used
previously to condense magnesium inside a horizontal tube furnace29, 40.
In this experimental study, the condenser was made from copper which has
6.35 mm inside diameter and 13 mm of outside diameter. The schematic and the
picture of water-cooled condenser are shown in Figures 7.4 and 7.5,
respectively. The length of condenser was 500 mm. Cooling water flows through
the 6.35 mm inlet to the edge of condenser then distributes inside 12.7 mm
diameter copper tube. The condenser was situated at the centre of the furnace
tube radius.
In addition to copper condenser, a quartz tube was inserted to the cooler part of
tube furnace. The purpose of quartz tube was to collect condensates in the
cooler part of furnace.
Figure 7.4 Schematic of Water-cooled Condenser

176
Figure 7.5 Photograph of Copper Condenser
7.1.2 Sample Preparation
7.1.2.1 Reactants
The raw materials for these experiments were calcium oxide (CaO), magnesium
oxide (MgO) and ferrosilicon (FeSi) powders. CaO was obtained from Alfa Aesar
with 99.95% purity. The particle size of CaO was less than 10µm. MgO was
obtained from Sigma Aldrich and had a purity of more than 99% and the
particle size less than 325 mesh.
Table 7.1 Purity and Composition of Raw Materials
Raw Material Manufacturer Purity Form
Calcium Oxide Alfa Aesar 99.95 % Fine white powder,
-20 mesh (< 10µm)
Magnesium Oxide Sigma Aldrich 99+ % Fine white powder,
-325 mesh
Ferrosilicon(75% Si) Goodfellow 99.9+ % Fine dark grey
powder, < 45 µm
Fluorspar Alfa Aesar 99+ % Fine white powder,
-20 mesh
7.1.2.2 Sample Preparation Procedures
CaO and MgO as the reactants are excellent absorbents of moisture and carbon
dioxide. A reaction mixture pellet which had been stored in a desiccator for a
week had been found to absorb moisture. Proper handling was required when
weighing, pelleting, and storing in order to minimise moisture and carbon
dioxide in the reactant sample.
water inlet
Water outlet Condenser edge

177
The procedures to prepare samples are shown in Figure 7.6. CaO and MgO were
dried separately at 800 °C for two hours in a muffle furnace to remove hydrate
and carbonate. The average weight loss of CaO and MgO due to the presence
hydrate and carbonate was found to be approximately 14.5 and 10.26 wt%,
respectively.
Figure 7.6 Sample Preparation Technique

178
CaO, MgO, FeSi, and CaF2 were weighed and combined based on its
stoichiometric composition to a total mass of 60 gram and put into a
polyethylene jar. The polyethylene jar was rotated for 48 hours on a ball mill to
mix the powder homogeneously. The absorbed moisture during handing and
mixing was checked by heating a sample of powders at 800 °C. The typical
absorbed moisture is approximately 2.3 wt%.
The homogeneous powder was weighed at about 1.07 g each and put into a
small container. The powder was put inside a pellet die set and pressed for two
minutes at pressures between 13 and 94 MPa using a laboratory scale hydraulic
press. The produced pellets were put inside a desiccator. During this process, it
is unavoidable that some moisture from the atmosphere will enter the sample.
For this reason, the pellets were heated again at 800 °C in inert atmosphere
prior to the reduction process.
Each experiment requires 15 grams of raw materials. The pellet has diameter of
13 mm and height of 5 mm each. For the reduction process, the pellets were
placed on a ceramic boat (100mm long, 24mm wide and 15mm high). The
sample arrangement in ceramic boat is shown in Figure 7.7.
Figure 7.7 Sample Arrangement
The advantages from this sample preparation technique are as follows:
1. The error in determining composition of pellet reactant can be
minimised. The weighing of CaO, MgO, and ferrosilicon is carried out
after the moisture of CaO and MgO is removed during preheating in the
muffle furnace.
2. The presence of moisture is avoided in the pellet. The weight loss of re-
heating of pellet in inert atmosphere is found between 1.5 and 2.5 wt%.

179
7.1.2.3 Temperature Profile Measurement
The thermocouple used in this experiment was a type-K thermocouple
(chromel-alumel) which had temperature range of -180 to 1300 °C.
Temperature profile along the tube furnace was measured at specific operating
condition. The temperature profile was measured inside the tube furnace in
order to find the isothermal zone. At 1190 °C, an isothermal zone can be
achieved between 25 and 35 cm position with the fluctuation of + 1 °C.
The temperature profile also was measured at the end of the tube furnace
parallel to the water-cooled probe condenser in order to characterise the
temperature distribution. The complete profiles of the temperature distribution
are shown in Appendix C.
7.1.3 Main Experimental Program
The reduction process was carried out in the alumina boat inside a horizontal
tube furnace that had a maximum temperature of 1200 °C. The actual
temperature was calibrated using K-type thermocouple. The argon gas was
purified by passing the gas through copper turning at 700 °C.
The schematic of experimental rig has been shown at Figure 7.1. About 10 to 15
g of pellets were put into alumina boat. The charged boat was inserted to the
furnace at the end of the mullite tube at room temperature and the system was
sealed. Some silicon sealants were applied to the edge of tube in order to
prevent any leaking. The furnace temperature was brought to the reaction
temperature (between 1135 and 1180 oC) with the heating rate of 9 to 11 °C per
minute. When the furnace temperature reached the reaction temperature, the
charged boat was pushed into the reaction zone using a magnet system. The
position of reaction had been identified using temperature profile experiment to
determine the position of the isothermal zone in the furnace. After the charged
boat was inserted into the reaction zone, the temperature would drop and
gradually increased to the reaction temperature after few minutes. The starting
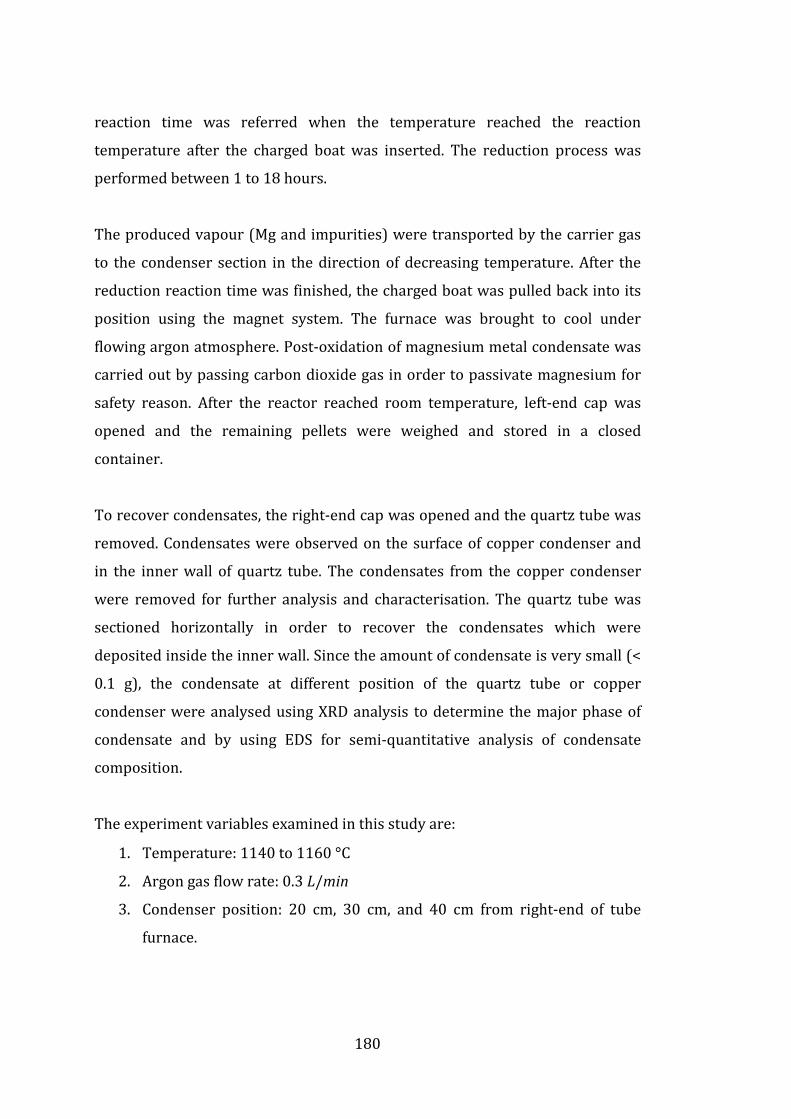
180
reaction time was referred when the temperature reached the reaction
temperature after the charged boat was inserted. The reduction process was
performed between 1 to 18 hours.
The produced vapour (Mg and impurities) were transported by the carrier gas
to the condenser section in the direction of decreasing temperature. After the
reduction reaction time was finished, the charged boat was pulled back into its
position using the magnet system. The furnace was brought to cool under
flowing argon atmosphere. Post-oxidation of magnesium metal condensate was
carried out by passing carbon dioxide gas in order to passivate magnesium for
safety reason. After the reactor reached room temperature, left-end cap was
opened and the remaining pellets were weighed and stored in a closed
container.
To recover condensates, the right-end cap was opened and the quartz tube was
removed. Condensates were observed on the surface of copper condenser and
in the inner wall of quartz tube. The condensates from the copper condenser
were removed for further analysis and characterisation. The quartz tube was
sectioned horizontally in order to recover the condensates which were
deposited inside the inner wall. Since the amount of condensate is very small (<
0.1 g), the condensate at different position of the quartz tube or copper
condenser were analysed using XRD analysis to determine the major phase of
condensate and by using EDS for semi-quantitative analysis of condensate
composition.
The experiment variables examined in this study are:
1. Temperature: 1140 to 1160 °C
2. Argon gas flow rate: 0.3 L/min
3. Condenser position: 20 cm, 30 cm, and 40 cm from right-end of tube
furnace.

181
The variables measured in the experimental study included the initial weight of
pellet sample, the final weight of sample after reduction, temperature (based on
the calibration), and elemental bulk analysis by using ICP-AES.
7.1.4 Material Characterisations
The magnesium recovered from reduction experiment was analysed and
characterised by Scanning Electron Microscope (SEM), Energy Dispersive
Spectroscopy (EDS), X-Ray Difraction (XRD), and Inductively Coupled Plasma
Atomic Emission Spectrometry (ICP-AES).
7.1.4.1 Scanning Electron Microscope (SEM)
Scanning Electron Microscope (SEM) was used for observe the morphology of
sample. It also can be used for estimating the particle size of sample. The image
was formed in an SEM by scanning an electron beam across a sample and
collecting some signal from the beam-sample interaction, which was used to
control the intensity of the spot on a monitor which was scanning in
synchronization with the beam on the sample.
There were two signals obtained from SEM analysis for imaging purposes,
namely Secondary Electrons (SE) and Back-Scattered Electron (BSE). Secondary
electron had low energy of order few eV and thought as a surface-sensitive
signal, which allows most high resolution SEM imaging. The back-scattered
electron (BSE) was beam electron that reflected from the sample by elastic
scattering. BSE signal can be used to detect the element distribution in the
sample, since BSE signal has a good correlation to atomic number. The detail of
SEM analysis had been clearly described by Goldstein et al241.
The technique for preparing the sample was by placing the sample (i.e.
powdered condensate, pellet) on a thin membrane coated with carbon
supported on a standard scanning microscope sample powder. To analyse the
cross section of pellet, pellet was sectioned and placed on the carbon tape with
the sectioned area facing up.

182
Charging phenomena are found in images from non-metallic specimen such as
the specimen used in this study. Some of these behaviours are slight
imperfections, such as unexpected brightening/darkening in images with
detectors that collect secondary electrons. To overcome the problems of
charging a thin metal layer was deposited on the surface of sample.
In most cases, the prepared sample was sputtered with a deposit layer of gold in
vacuum condition. This technique prevents a build-up of charge, which can
distort the image on the sample and reduces any effects the beam might have on
the solid sample242. Highly sculptured specimens need more coating material
than flat specimen. The average time required to coat the sample using the
vacuum evaporation method was about three hours.
Figure 7.8 SEM/EDS Equipment
In this study, the SEM analysis was carried out by using ZEISS Supra 40 Field
Emission Scanning Electron Microscope (manufactured by Carl Zeiss) from
Electron and Microscopy Facility in Swinburne University of Technology, which

183
is shown in Figure 7.8. The microscope is incorporated with an energy
dispersive X-Ray Spectrometer unit. The accelerating voltage applied for
imaging ranges between 3 to 10 keV, depending on the nature of sample. The
working distance ranges between 4 to 14 mm.
7.1.4.2 Energy Dispersive Spectroscopy (EDS)
EDS measures X-Rays produced from a sample during bombardment by an
energetic electron beam. The characteristic X-Ray are unique to each atomic
species, this EDS can be used to determine the element composition of the
sample.
EDS analyses the sample using semi-quantitative analysis based on relative line
intensities. The semi-quantitative analysis is a standardless analysis. The steps
in semi-quantitative analysis of EDS are as follows:
1. Comparing between the peaks found in the spectrum and the atomic data
2. Removing backgrounds intensity under peaks
3. Deconvolution to correct peak intensities especially at overlap lines
4. Element concentrations are calculated from deconvolved line intensities
using standardless P/B-ZAF method. ZAF correction method counts for
effect of atomic number, effect of absorbed X-Ray, and x-ray induced
fluorescence within the sample.
The accelerating voltage used for EDS analysis was between 15 and 20 keV. The
EDS analysis comprises the following analysis:
1. Localised elemental information from point analyses
2. Spatial gradient information of elements, which based on the electron
beam analysis that follow a line drawn from the sample image
3. Element mapping distribution, which is a relative intensity of defined
elements over the scanned area.

184
The constraint of EDS analysis were as follows: - Energy resolution: 15 to 25 eV
- Limit of detection: 1000 – 3000 ppm, > 1 wt%
- Spatial resolution: low atomic number: 1 to 5 µm3; high atomic number:
0.2 to 1 µm3.
- Error in accuracy: + 5 wt% for particles and rough surface without
standards.
7.1.4.3 X-Ray Diffraction (XRD)
Phase analysis of starting and product sample was undertaken using X-Ray
Diffraction technique. The X-Ray diffraction pattern was determined using
Bruker AXS-D8 Advance from Electron Microscopy and Characterisation Facility
from Swinburne University of Technology. Additional data for the samples were
also collected with a Siemens D5000 front-loading X-Ray Diffractometer from
the Advanced Analytical Centre in James Cook University.
The samples were prepared as powder mounts: approximately 0.1 to 0.5 g of
each sample was crushed lightly in an agate mortar with a pestle and packed
into a plastic cavity mount suitable for insertion into the X-ray Diffractometer.
For sample less than 0.1 g, the sample was smeared on a glass plate to create
uniform distribution.
A Cu Kα radiation (Cu Kα = 1.54178 Å) was used to scan from 20 to 80 degree
(2θ) at rate 0.02o per 1.5 s time step. This instrument was fitted with a copper
tube, operated at 40 kV and 30 mA, and a post diffraction graphite
monochromator.

185
Figure 7.9 Bruker AXS X-Ray Diffraction
The limitations of XRD analysis were as follows:
1. There was a limit of detection of 1-2% on most minerals. For high-
iron bearing minerals, this rises to 5%.
2. Where there exist multiple mineral phases, overlap of diffracted
reflections can occur, thus rendering some ambiguity into the
interpretation.
3. Some mineral phases cannot be unambiguously identified, as they
were present in minor or trace amounts.
The analysis of XRD pattern was carried out using DIFFRAC software to match
XRD pattern of sample with the reference data from ICDD. Any small peak that
did not match with main phases indicates there were secondary phases in the
sample.

186
7.1.4.4 Inductively Couple Plasma – Atomic Emission Spectroscopy
(ICP-AES)
ICP-AES analytical technique was used to determine the elemental bulk analysis
of sample. The analysis was conducted at Spectrometer Services Pty. Ltd. The
sample for ICP-AES analysis was prepared using lithium metaborate fusion. 0.2
g of sample and 0.6 g LiBO3 was placed in a carbon crucible. The sample was
fused in a muffle furnace at 1100 °C. This was followed by an addition of 30%
nitric acid solution and stirred till all the glassy mass dissolved. The solution
was then diluted to standard volume with distilled water. Standard mixtures
were prepared from analytical grade of the elements, such as magnesium,
calcium, iron, and silicon. The standards were prepared in the same procedures
as the sample.
7.1.4.5 Error Analysis
The sources of experimental error were from temperature measurement,
weighing, chemical analysis, and time recording. The error analysis of this
experimental study is discussed in detail in Appendix D.

187
7.2 Experimental Results
7.2.1 Reactant Characterisations
Morphology of the raw material, such as CaO, MgO, and FeSi was analysed using
SEM. Figures 7.10 to 7.12 show the morphology of MgO, CaO, and FeSi,
respectively. MgO and CaO were in the form of agglomerated powders, while
FeSi was a coarse powder which had particle size about 5 µm.
Figure 7.10 SEM of MgO (Signal: Secondary Electron, EHT: 3.00 kV, Working Distance: 6 mm)
Figure 7.11 SEM of CaO (Signal: Secondary Electron, EHT: 8.0 kV, working distance: 4 mm)

188
Figure 7.12 SEM of FeSi (Signal: Secondary Electron, EHT: 3.0 kV, working distance: 6 mm)
Pellets fabricated for reactants were characterised by means of XRD and
SEM/EDS analysis. Figure 7.13 shows the XRD pattern of preheated pellet in the
inert atmosphere. The major phases identified in the reactant were CaO, MgO,
FeSi2, Fe2Si, and CaSi2.
Figure 7.13 XRD Pattern of Preheated Pellet in Inert Atmoshere

189
Figure 7. 14 EDS Analysis of Surface of Reactants
The distribution of reactants in the pellets was examined using EDS analysis. In
a typical EDS of the reactant surface, as shown in Figure 7.14, Mg and Ca
element spreads uniform throughout the pellet. The distribution of Si and Fe, as
shown in Figure 7.14, was not as uniform as the previous elements. This was
because the particle size of FeSi was much larger compared to particle size of
CaO and MgO.
The effect of compaction pressure on the morphology of the pellet was
examined using SEM analysis. The pellets fabricated at different compaction
pressure were section, and the section area was analysed using SEM analysis.
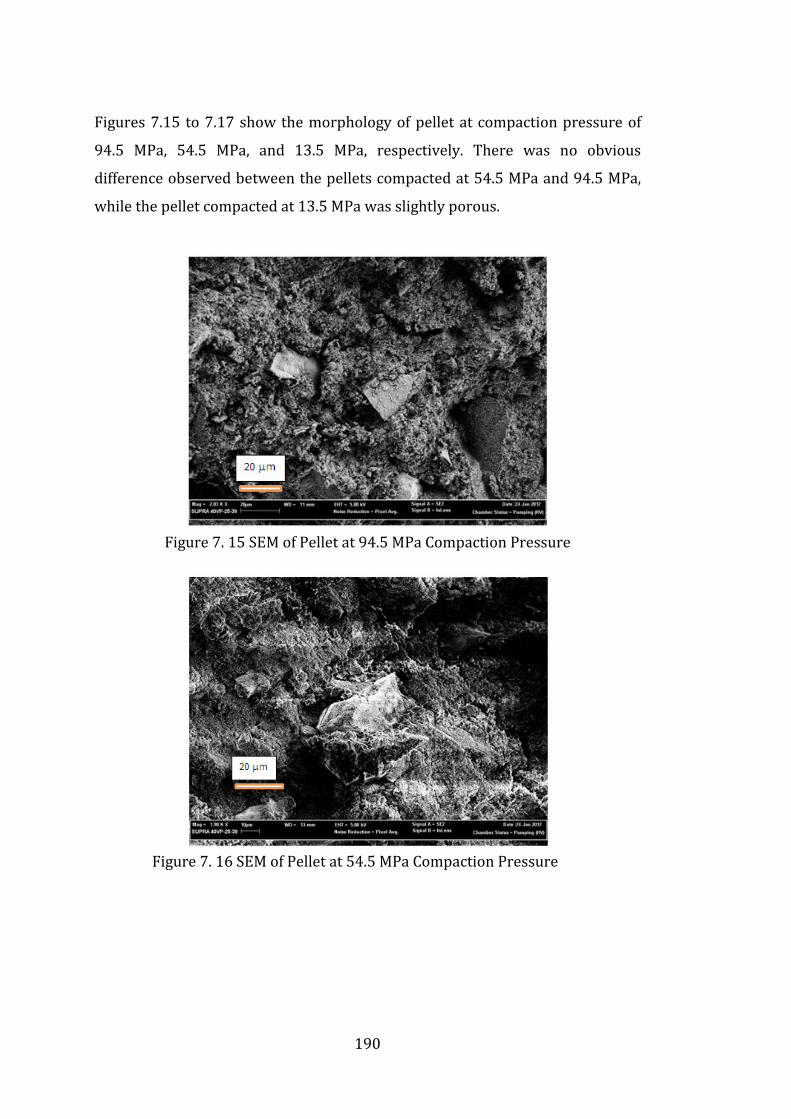
190
Figures 7.15 to 7.17 show the morphology of pellet at compaction pressure of
94.5 MPa, 54.5 MPa, and 13.5 MPa, respectively. There was no obvious
difference observed between the pellets compacted at 54.5 MPa and 94.5 MPa,
while the pellet compacted at 13.5 MPa was slightly porous.
Figure 7. 15 SEM of Pellet at 94.5 MPa Compaction Pressure
Figure 7. 16 SEM of Pellet at 54.5 MPa Compaction Pressure

191
Figure 7. 17 SEM of pellet at 13.3 MPa Compaction Pressure (5000×)
Table 7. 2 Silicothermic Experiments in Vacuum Conditions
Experiments Particle
Sizes Compaction
Pressure Temperature
(°°°°C) Pressure
Magnesium
conversion
Pidgeon12 (varied, with 2.5% CaF2)
CaO.MgO: < 0.25 mm FeSi: < 0.15 mm
2 tonne/inch2 = 27.4 MPa
1045 – 1160 0.006 Pa 80% at 1160 °C with 25% excess calcine
Toguri and Pidgeon 35 (15% excess FeSi, 2.5% CaF2)
CaO.MgO: fine powders FeSi 74%: < 75µm
3000 psi = 20.68 MPa
1165 – 1545 13 Pa 50 % at 1165 °C for 70 minutes
Misra et al 32
CaO: < 152 µm MgO: < 152 µm FeSi: < 66 µm
2000 - 3000 psi = 13.33 to 20.68 MPa
1000 – 1200 13 – 133 Pa
80 % at 1200 °C, 2 hour
Yucel et al 33 (50% excess FeSi)
Calcined dolo-mite, FeSi, CaF2
: N.A.
N.A. 1200 – 1350 101.3 Pa 80% at 1200 °C, 4 hour
Current Work (15% excess FeSi)
CaO: < 10µm MgO: < 44 µm FeSi 75%: < 75µm
94.5 MPa 1140 200 Pa (based on fix output of pressure), 0.1 L/min Ar
1140 °C, 4 hour, 15%. Condensates on quartz condenser

192
7.2.2 Post-Reaction Characterisation
Five experimental run was carried out at a temperature of 1140 °C at different
reaction times. Initially, the reduction process was carried out under flowing
argon at atmospheric pressure. However, the magnesium conversion was low.
Vacuum pressure was later incorporated into the parameters of the
experimental work. The detail parameter of the experimental work is given in
Table 7.2, which is compared to previous works on silicothermic experiments in
vacuum condition. About 15 wt% of conversion was obtained after four hour
reduction process at 1140 °C.
Figures 7.18 to 7.19 show a typical XRD pattern of reacted samples. It is
apparent that the reacted samples still contains MgO. A number silicates
compounds were detected from the reacted samples, such as γ-Ca2SiO4, Ca3SiO5,
and Ca3Mg(SiO4)2 were detected from the XRD pattern of the sample.
Figure 7. 18 XRD Pattern of Reacted Samples

193
Figure 7.19 XRD Pattern of Reacted Samples at Different Time
7.2.3 Condensates Characterisation
Most of deposits were found on the copper condenser. Figure 7.20 shows the
photographs of typical condensates found on the experimental rig. Condensates
also found on the wall of quartz condenser, as pictured in Figures 7.21 and 7.22.
Figure 7.20 Magnesium Condensates at (a) Condenser, (b) Wire Attached to Sample Boat,
(b)
(a)
(c)

194
Figure 7. 21 Photograph of Quartz Tube Condenser after Reduction Experiment
Figure 7. 22 Inside Wall of Quartz Tube Condenser Containing Condensates
Powdered condensates observed inside horizontal tube suggests a condensation
that occurs via homogeneous condensation. Condensates also found on the wall
of copper condenser, wire, and quartz condenser, which may indicate that
heterogeneous nucleation, may also occur during the condensation of vapour.
Figure 7.23 shows XRD pattern of magnesium condensate in different position.
In general, the phases consisted of MgO and some impurities. MgO was resulted
from post-oxidation of magnesium metal which had been purposedly oxidised.
As shown in Figure 7.23, there are broadening peaks between 2-theta of 20 to
30. These broadening peaks indicate some form of of magnesium calcium
silicate. The result also shows that there is no significant difference in phase and
compound of impurities for magnesium condensate at different position.

195
Figure 7.23 XRD of Magnesium Condensate Run II (2 hour)
The following figures show the detail of XRD analysis of condensate collected
from different experiments.
Figure 7.24 XRD of Magnesium Condensates Run III (3 hour). Red line: MgO; Blue Line: Ca2SiO4

196
Figure 7.25 XRD of Magnesium Condensates Run IV (4 hour): at 0-5 cm (red:
MgO, blue: Mg3CaO.(SiO3)4, green: CaMgSi2O6)
Figure 7.26 XRD of Magnesium Condensates Run IV (4 hour): at 6-12 cm (blue:
MgO, green: magnesium calcium iron silicate) The typical morphologies of the condensates from experiments Run I to IV are
shown in Figures 7.27 to 7.30. The condensate was spread along the wall of
quartz tube in a grainy form. The condensate was observed in the form of
needles (Figure 7.27), layers of growing MgO (Figure 7.28), snow and grainy
form (Figure 7.29), and dense form (Figure 7.30).

197
Figure 7.27 SEM of Magnesium Condensates from Wall (1500× Magnification)
Figure 7.28 SEM of Different Morphology of Magnesium Condensate Collected from Copper Condenser. (left: SE image, right: QBSD image) (1,500× magnification)
Figure 7.29 SEM of “Snow” Condensate Collected from Inside Mullite Tube (left: SE image, right: QBSD image) (1,500 × magnification)

198
Figure 7.30 SEM of “Dense” Condensate Collected from Copper Condenser left: SE image, right: QBSD image) (1,500 × magnification) The condensates were scraped at different regions and collected into different
container. From each sample container, a sufficient amount (< 0.01 g) was
analysed using XRD technique to determine the phase and subsequently
analysed using SEM/EDS to determine the morphology, and elemental analysis
and mapping.
Table 7.3 lists typical semi-quantitative results of EDS analysis of magnesium
condensate. The area analysed for EDS analysis were 140 µm × 70 µm with
spatial depth of 2 µm. In general, the condensate has relatively pure magnesium
with calcium and silicon as the impurities. Calcium was found in most of
condensate surfaces, e.g. at condensates from Run II (2 hour) and Run IV (4
hour). Silicon was also found in condensate from Run IV. Iron was not observed
in the condensates.
Table 7.3 Semi-quantitative Analysis of Condensates using EDS analysis
Experiment Position Mg Ca Si Fe
Run II (2 hour) all 99.34 0.65 N.A N.A Run IV (4 hour) 0-5 cm 95.99 3.72 0.3 N.A. Run IV (4 hour) 6-15 cm 98.11 1.89 N.A. N.A. Run V (6 hour) all 99.99 N.A N.A N.A.
The distribution of impurities in the magnesium condensates are shown in
Figures 7.31 and 7.32, which is elemental mapping using EDS analysis. There is
no obvious variation of impurities in the condensates. Based on observation of

199
Figure 7.31, calcium and silicon were localised at different position, while in
Figure 7.32, calcium was uniformly distribution throughout the condensate.
Figure 7.31 Elemental Mapping of Magnesium Condensate Run IV (4 hour)
The formation of calcium and silicon on the magnesium condensate is not
understood. Assuming calcium and silicon monoxide vapour evolve along
magnesium vapour from the briquette and transfer to the cooler part of furnace,
these elements may nucleate in the vapour phase (as in homogeneous
nucleation) and collide due to heterogeneous nucleation before deposited on
the wall of quartz tube and water-cooled condenser. Further study of this
condensation behaviour is required to understand the formation of these
condensates.
Si Mg
Ca O
Samples
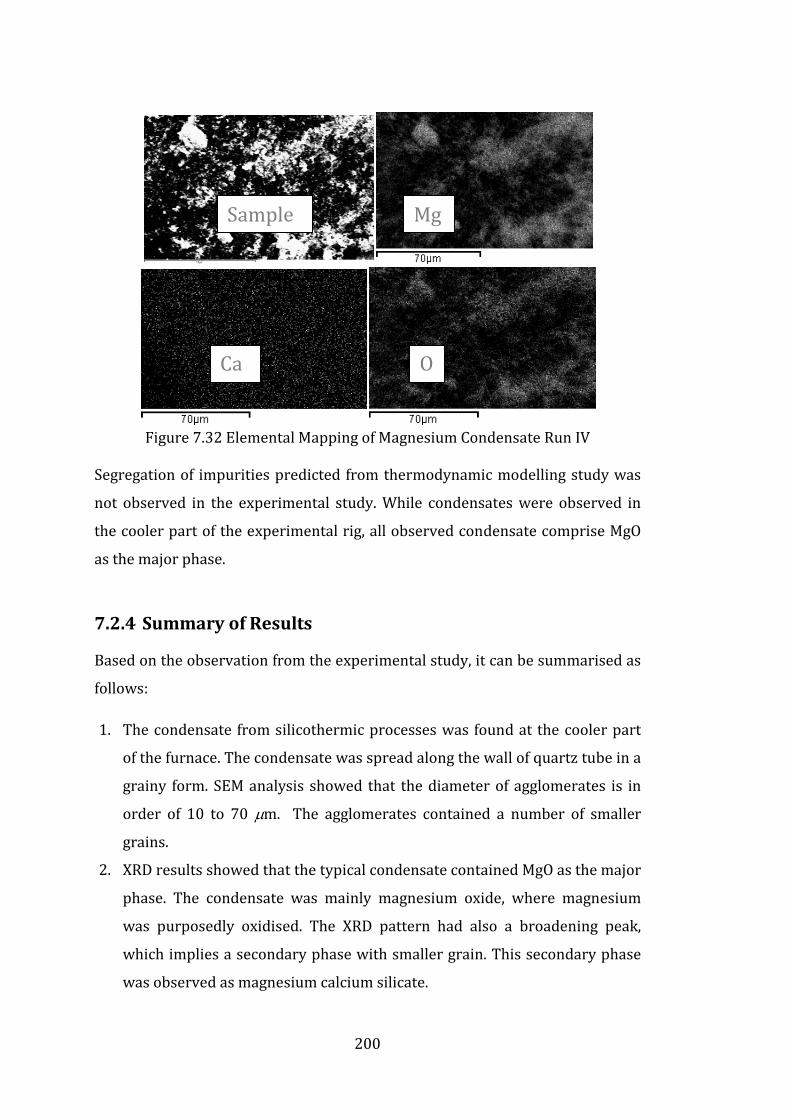
200
Figure 7.32 Elemental Mapping of Magnesium Condensate Run IV
Segregation of impurities predicted from thermodynamic modelling study was
not observed in the experimental study. While condensates were observed in
the cooler part of the experimental rig, all observed condensate comprise MgO
as the major phase.
7.2.4 Summary of Results
Based on the observation from the experimental study, it can be summarised as
follows:
1. The condensate from silicothermic processes was found at the cooler part
of the furnace. The condensate was spread along the wall of quartz tube in a
grainy form. SEM analysis showed that the diameter of agglomerates is in
order of 10 to 70 µm. The agglomerates contained a number of smaller
grains.
2. XRD results showed that the typical condensate contained MgO as the major
phase. The condensate was mainly magnesium oxide, where magnesium
was purposedly oxidised. The XRD pattern had also a broadening peak,
which implies a secondary phase with smaller grain. This secondary phase
was observed as magnesium calcium silicate.
Sample Mg
Ca O

201
3. Magnesium condensates contained calcium and silicon impurities. However,
there was no obvious variation of concentration of impurities observed in
the experimental study.
4. Segregation of impurities predicted from thermodynamic modelling study
was not observed in the experimental study.
5. The formation of impurities in the observed magnesium condensate was
not understood. The kinetics of condensation may help to understand this
formation of impurities. Analysis of vapour condensation is described in
Chapter 8.

202
This Page Intentionally Left Blank

203
8 Analysis of Homogeneous Nucleation of
Vapours from Silicothermic Process In the experimental study, vapour produced from silicothermic reduction of CaO
and MgO was carried over by argon gas and condensed in the cooler part of the
furnace. The schematic of experimental apparatus to produce condensates from
silicothermic reduction of CaO-MgO is shown in Figure 8.1. In this scheme, the
heating element of horizontal tube furnace was located between position of 0
and 60 cm, while the quartz condenser tube was located between position 40
and 70 cm. Temperature gradients existed in this region due to a temperature
difference between the furnace and ambient atmosphere outside the furnace as
well as the presence of water-cooled copper condenser. The temperature profile
of the system at the reaction temperature of 1140 °C is shown in Figure 8.2. This
temperature profile was measured by a thermocouple with the location at 1.3
cm from the axis centre of the horizontal tube furnace.
Figure 8.1 Schematic of Diagram of Experimental Apparatus to Produce Condensate from Silicothermic Reduction of CaO-MgO

204
Figure 8.2 Temperature Profile of System between position 30 and 58 cm at Reaction Temperature of 1140 °C at Centerline
Condensation of vapours will occur via homogeneous nucleation, reaction
condensation (for example in the case of SiO vapour), heterogeneous nucleation
of particle in the vapour phase, and heterogeneous nucleation of particle on the
surface of copper condenser and quartz tube. Condensates were found on the
surface of water-cooled copper condenser and inner wall surface of the quartz
tube. The morphology of the crystallised products depends on the nucleation
condition, temperature, and condenser materials. This section describes the
vapour nucleation phenomena which are occurred during the condensation of
vapour.
Classical Nucleation Theory (CNT) 169 had been used for predicting the effect of
homogeneous nucleation of vapour to liquid/solid phase. The development of
this theory was based on thermodynamics and kinetics arguments. CNT had
been criticised due to the use of simplifying assumptions, such as the
inappropriateness of using bulk surface tension values to predict behaviour of
clusters and assuming steady state at the liquid/solid-gas interface175. Aside of
this criticism, CNT had some considerable successes to describe and capture
critical aspects of homogeneous nucleation of vapours.
0
200
400
600
800
1000
1200
1400
30 35 40 45 50 55
Te
mp
era
ture
(C
)
position (cm)
Thermocouple 1 Thermocouple 2

205
8.1 Model Formulation
Classical nucleation theory (CNT), or the Becker-Doring theory169, predicts that
the particle formation rate, J, is related to supersaturation, S, and temperature,
T, by the following relationship:
ÂA3 ' @$¿´C:/$ Ä:$"d @ B:<´¿¡À+
rI¡3¡Mc+C (8. 1)
Where σ is the surface free energy of molecule, m is the mass of the condensing
molecule, V is the volume of condensing molecule, N1 is the number density of
the molecule, and k is Boltzmann’s constant (1.380×10-23 J K-1).
The critical radius of nucleus is obtained when the free energy formation of
nucleus reaches maximum. By setting d∆G/dr = 0 for a spherical nucleus, the
critical radius of nucleus is defined as follows:
iT ' $σÀI3Mc (8. 2)
Another theory that attempted to describe the homogeneous nucleation of
vapour is the Scaled Nucleation theory (SNT). SNT describes the nucleation
behaviour of various compounds using a scaled and material independent form
of the CNT nucleation rate equation176, 243. It utilises critical point properties to
rephrase the equation for nucleation rate in a material independent form. The
detail of Scaled Nucleation Theory has been described in Section 3.2.4.1.2.
In the SNT, SCr, or supersaturation at critical point, is predicted as in the
following equation:
78AK ' ΓΩr/$ @3-3 4 1Cr/$
(8. 3)
TC is critical temperature, and Ω is the excess surface entropy which is obtained
from the negative partial derivative with respect to temperature of the surface
tension (Ω ' σÉIρ+/¡). Based on the literatures, Ω has value of 1.5 to 2.0 for liquid
species176, while a recent study has revised the value of Ω specifically for liquid

206
metal to be 0.8182. Γ is defined by Equation (3.86), and is a weak function of the
temperature and supersaturation, which has a value of approximately equals to
0.53183.
Hale176 noted that for fluxes larger than 1 cm-3 s-1, supersaturation can be
defined as follows:
78 Ê 78AK @1 Ë$MË-ÃC ' 78AKÏ (8. 4)
where ln(JCr) is equal to 72 + 3 and Q is the term in bracket. This implies that
based on the SNT, supersaturation has in the form of (lnS)2/3 has linear
relationship with the inverse of temperature, i.e. (ln S)2/3 ~ 1/T.
According to the SNT, the critical radius of nucleus, rc, is defined as follows:
iT ' Æ$r<´/¡Ω@Î-Î B:CrMc Ç
r (8. 5)
8.1.1 Properties Data
Properties data are the important parameters for predicting homogeneous
nucleation. In this study, the species involved in the vapour phase for this
system are Mg, Ca, SiO, and Fe. The properties data which determine the
homogeneous nucleation rate from the Classical Nucleation Theory, such as
mass and volume of condensing molecule, were taken from the well-known
literature (i.e. Barin et al128 and CRC Handbook of Chemistry and Physics244),
while the surface energy of liquid species was obtained from various specific
literatures. The properties data of species are shown in Table 8.1.

207
Table 8.1 Properties Data of Species183, 243, 245, 246
Species Atomic/ Molecular
Mass, m (kg)128
Molecular
Volume (m3)
Number density
of molecule, N1
(1/m3)182
Surface
Energy, σσσσ
(N/m)
Mg 4.04×10-26 2.24×10-29 4.46×1028 0.30 – 0.32
Ca 6.65×10-26 4.07×10-29 2.46×1028 0.470
Fe 9.27×10-29 1.16×10-29 8.64×1028 1.92
SiO 7.32×10-26 2.4×10-29 4.17×1028 0.58 – 0.6
Note: m is obtained from Ar ( or Mr)/ Avogadro Number (6.022×1023 /mol).
Surface energy of condensing species is usually based on the empirical
correlation, such as shown in Table 8.2. There is limited data on the surface
energy used for homogeneous nucleation. As explained in the introductory part
of this chapter, one limitation of the CNT is that this theory is using bulk-phase
surface tension/surface energy value. The surface energy used for this study
was based on the surface energy of liquid metal, with assumption that the
condensation occurs via vapour-liquid-solid phase.
The effective surface energy of Mg was obtained from Ferguson et al183, which
was based on the analysis of homogeneous nucleation of Mg using the SNT. The
surface energy of liquid Ca was obtained from Metal Handbook245. The surface
energy of Fe was obtained from Wille et al246, which was based on the
measurement of surface tension of containerless liquid iron.
Table 8.2 Surface energy of Condensing Species
Species Surface Energy (N/m) References
Mg 0.531 – 2.265×10-4 T Ferguson et al183
Ca 0.472 – 1×10-4 T Metals Handbook245
Fe 2.403 – 2.85×10-4 T Wille et al246
SiO 0.820 – 2.2×10-4 T Hale and Kemper243
208
It should be noted that there is also limited information on SiO homogeneous
nucleation, which impacts on determining the value of “SiO” surface energy. It is
argued that SiO “homogeneous nucleation” is essentially a vapour reaction
between SiO molecules to form Si and Si2O3 or SiOx (1 < x < 2)184. However, there
has been no detailed data available. The surface energy of liquid silicate
extrapolated to 100% SiO2 is 0.273 Nm-1 247. For the reference, the surface
energy of silicon is 0.728 Nm-1 245. Hale and Kemper243 analysed the effective
surface energy based on the SNT using homogeneous nucleation data of SiO184
and found that the effective surface energy of SiO was found between 0.58 and
0.60 N/m at a temperature between 800 and 700 °C. As this value is in the
ranges value of the surface energy of Si and SiO2 (between 0.273 and 0.728
N/m), it will be used for the “surface energy” of SiO in this study.
8.1.2 Supersaturation
Supersaturation is defined as the ratio of partial pressure of vapour to its
equilibrium vapour pressure:
' (0(¼½,0 (8. 6)
where Pi is the partial pressure of species i in the system and Peq,i is the
equilibrium vapour pressure of species i in the system. The equilibrium vapour
pressure of species i is assumed to be correlated to the temperature inside the
horizontal tube furnace. The equilibrium vapour pressure for species was
calculated based on the published pressure data, as seen in Table 8.3, based on
the following empirical relationship:
7gq ' 4 3 u 7g6 (8. 7)

209
Table 8.3 Equilibrium Vapour Pressure Constants (as per Equation 8.7)
Species A B C T (K) range
Magnesium248 7780 11.41 -0.855 298-923 7550 12.79 -1.41 923-1363
Calcium248 10300 14.97 -1.76 713-1115 9600 12.55 -1.21 1115-1484
SiO (over amorphous
SiO) 194
13.29 + 0.39 17740 + 550 0 1301-1529
SiO (over equimolar Si and SiO2)249
13.25 + 0.89 17900 + 1300 0 1433-1608
Fe195 11.7 + 0.3 21000 + 500 0 1573-1973 P is in mmHg and T is in K
Partial pressure of SiO had been measured over amorphous SiO194 and
equimolar Si and SiO2249. In this study, the partial pressure of SiO used in this
study is over amorphous SiO194 was preferred.
Several assumptions were made to determine supersaturation of species, which
comprises the following:
1. The partial pressure of Mg vapour in the system was calculated on the
basis of the amount of magnesium evolved during silicothermic reaction.
The partial pressure of magnesium was calculated from the correlation
with the total pressure of the system based on a mass balance
relationship, which is written as follows37:
q ' (Î:ÀV/ß (8. 8)
where PB was the partial pressure of magnesium in the bulk gas phase, PT
was the total pressure of the gas phase, V was the molar rate of carrier
gas (mol min-1), M was the atomic mass of magnesium (in g), and ß was
the magnesium generation rate (g min-1). The magnesium generation
rate was assumed to be constant, which was calculated as the average of
magnesium generation rate during the reduction process.

210
2. The temperature of the system was determined based on the
thermocouple measurements at various positions in similar horizontal
position (about 1.3 cm from the axis centre of horizontal mullite tube.
The radius of mullite tube was 1.75 cm).
The schematic of temperature measurement is shown in Figure 8.3. It is
assumed that the equilibrium temperature corresponds to the
temperature recorded at a typical position. The temperature profile
inside mullite tube at temperature set point of 1140 °C and condenser
position at 40 cm is shown Figure 8.2. The effect of temperature gradient
on the cross section of horizontal tube was not considered in the
calculation.
Figure 8.3 Schematic of Thermocouple Measurement
3. The amount of Ca, Si, and Fe in the condensates could not be determined
accurately, since the amount of these species was very small. The partial
pressure of Ca, SiO, and Fe vapour were determined from the equilibrium
prediction of these vapour with Mg vapour in the silicothermic reduction
system.
The partial pressure of other species, such as Ca, SiO, and Fe were
calculated based on the molar ratio of the species to magnesium in the
vapour phase:
q ' qV&d V0V)* (8. 9)

211
where Pi was the partial pressure of species i, Mi and MMg were the molar
fraction of i and Mg in the vapour phase, respectively. The ratio of molar
fraction of vapour phase species was predicted using equilibrium
calculation at the process temperature and pressure, which are
presented in Table 8.4.
Table 8.4 Molar Partial Fraction of Vapours Predicted from Thermodynamic Modelling at 1140 °C using FACT53 database
Species Molar Fraction
P = 1 atm P = 200 Pa
Mg 0.99823 0.99402
Ca 0.00174 0.00572
SiO 1.0618×10-5 2.5063×10-4
Fe 5.7016×10-9 3.2775×10-8
8.2 Results
8.2.1 Condensation of Magnesium
Figure 8.4 (a) shows the profile of supersaturation of magnesium vapour with
temperatures. At the argon gas flow rate of 2.5×10-4 m3/min at atmospheric
pressure and 75 wt% conversion of magnesium being produced from the
silicothermic reaction, the partial pressure of Mg over Mg-Ar system was
estimated to be 1.15 kPa. At temperature of 713 °C, supersaturation reaches
one.

212
(a)
(b) Figure 8.4 (a) Supersaturation of Mg Vapour Versus Temperature, (b) Plot of (ln S)2/3 vs T for Mg Homogeneous Nucleation
Figure 8.4 (b) shows the plot of (ln S)2/3 with the decreasing temperature. This
data was compared to nucleation data of previous work of magnesium smoke at
0.32 atm of static hydrogen pressure183. The data showed a good agreement at

213
temperatures range between 560 to 634 °C. However, at lower temperatures,
Ferguson et al183 observed nucleation of magnesium at a lower supersaturation
compared to the current study.
The supersaturation of Mg vapour in this system followed the SNT, which
predicted that had a linear relationship with temperature. Based on the plot of
(lnS)2/3 of Mg vapour with 1000/T, supersaturation of Mg vapour had the
following correlation:
78$/r ' ;;$3 4 3.73936 à 604 (8. 10)
78$/r ' :rr£<.;3 4 13.3776 á 604 (8. 11)
Figure 8.5 shows the nucleation rate of Mg vapour and the estimated radius of
nucleus/cluster formed from homogeneous nucleation predicted by the CNT
model. The nucleation rate of Mg vapour was calculated using the CNT in
Equation (8.1). The radius of nucleus/cluster was calculated from Equation
(8.2). It was predicted that growth of cluster from homogeneous nucleation of
Mg vapour occurs at temperature below 545 °C, with the critical cluster radius
of less than 0.75 nm.
Figure 8.5 Plot of Nucleation Rate (/m3.s) and Radius of Cluster (× 10-9 m) of Mg Homogeneous Nucleation

214
The nucleation rate of Mg vapour was predicted to increase with the decreasing
temperature. The nucleation rate of Mg vapour was found to be 1028/m3s at 400
°C with a cluster radius of 0.4 nm.
The correlation of the predicted homogeneous nucleation to the observation of
the current experimental study is shown in Figure 8.6. Figure 8.6 shows the plot
of measured temperature profile along the experimental rig, which is compared
to the nucleation rate and critical radius of Mg cluster predicted from the CNT.
Mg vapour was predicted to condense at about position of 55 cm and beyond on
the experimental rig.
Figure 8.6 Temperature Profile, Nucleation Rate of Mg, and Critical Radius of Nucleus along the Position

215
8.2.2 Condensation of Silicon Monoxide
Silicon monoxide is the third major compound in the vapour produced from
silicothermic process. The molar fraction of SiO vapour within the system which
was predicted based on thermodynamic modelling are between 10-4 and 10-5.
The condensation of silicon monoxide was not fully understood. In addition to
the argument that condensation of silicon monoxide actually a vapour phase
reaction of SiO molecules184, 185, in the system contain SiO vapour with addition
of other element, SiO tend to react with other cation to form silicates. A
simulation studied by Paquette et al 250 predicts that in the system contains SiO,
Mg, and Fe, SiO will nucleate with Mg and Fe to form magnesium silicate or iron
silicate grains in proportion to the flux of Mg and Fe atoms out of the gas phase
at the time of nucleation. This also had been observed experimentally that gas-
to-solid condensation in a Fe-Mg-SiO-H2-O2 vapour yields magnesium silicate
and ferrosilicate251.
Figure 8.7 Plot of (ln S)2/3 of SiO with Temperature
Figure 8.7 shows the supersaturation of SiO with temperature. The plot of
(lnS)2/3 with 1000/T was found to be linear. This implied that SiO homogenous

216
nucleation also follows the SNT. Similar as in Mg homogeneous nucleation, the
correlation of supersaturation and temperature based on the Scaled Nucleation
Theory was divided into two regions:
78$/r ' :==3 4 13.8076 à 825 (8. 12)
78$/r ' $â;$$3 4 25.0886 á 825 (8. 13)
The “homogeneous nucleation of SiO” predicted by SNT gave some insight when
the nucleation of SiO occurred. This prediction was sensitive to some the
quantities included in the calculation, such vapour pressure and surface tension
of SiO.
Figure 8.8 Temperature Profile, Nucleation Rate of SiO, and Critical Radius of Nucleus along the Position

217
The measured temperature profile along the experimental rig was plotted
against the nucleation rate critical radius of cluster predicted from CNT of “SiO
homogeneous nucleation” in Figure 8.8. The nucleation rate of “SiO” cluster was
predicted to occur at temperatures below 850 °C, which corresponded to
supersaturation of 12 ((ln S)2/3 is 1.8) and the position of 39 cm in the
experimental rig. The critical radius of “SiO” cluster was predicted between 0.3
to 0.9 nm.
8.2.3 Condensation of Calcium
Calcium is the major impurities in the magnesium vapour. The molar percentage
of calcium in the vapour phase predicted from thermodynamic modelling was
between 0.1 and 0.5 %. Whilst there was no previous study which analyse the
homogeneous nucleation of calcium vapour, by appropriately choosing the
required quantities such as surface energy and number of condensing
molecules, behaviour of homogeneous nucleation of Ca was predicted using the
CNT.
The plot of ln S and temperature is shown in Figure 8.9. The supersaturation of
Ca vapour and temperature follows the SNT. Based on the plot of (ln S)2/3 of Ca
vapour with 1000/T, the supersaturation of Ca vapour had the following
correlation:
78$/r ' <$â$.<3 4 5.3886 T < 490 °C (8. 14)
(78$/r ' ::r;%3 4 12.227 T > 490 °C (8. 15)
The plot of supersaturation, nucleation rate, and critical radius of cluster from
Ca homogeneous nucleation with corresponding to the position in the
experimental rig is shown in Figure 8.10. The nucleation rate of Ca cluster was
predicted to occur at temperature of 620 °C, which corresponded to position of
52.3 cm in the experimental rig. The critical radius of Ca cluster was predicted
to between 0.1 to 0.6 nm.

218
Figure 8.9 Plot of lnS 2/3 of Ca Vapour with 1000/T
Figure 8.10 Temperature Profile, Nucleation Rate of Ca, and Critical Radius of Nucleus along the Position

219
8.2.4 Condensation of Iron
The formation of iron in the vapour phase was mainly caused by the
evaporation of Fe metal in the pellet reactant. Thermodynamic modelling
predicts that the molar composition of Fe was between 3.2×10-8 and 60×10-8.
The plot of ln S and temperature is shown in Figure 8.11. Based on the plot of
(lnS)2/3 of Fe vapour with 1000/T supersaturation of Fe vapour has the
following correlation:
78$/r ' :;$:3 4 10.754 T < 822 °C (8. 16)
(78$/r ' $%£â%3 4 19.549 T > 822 °C (8. 17)
Figure 8.11 Plot of lnS 2/3 of Fe Vapour with Temperature
Figure 8.12 shows the plot of supersaturation, nucleation rate, and critical
radius of cluster from Fe homogeneous nucleation with corresponding to the
position in the experimental rig. The nucleation rate of Fe cluster was predicted
to occur at temperature of 731 °C, which corresponded to position of 36 cm in
the experimental rig. The critical radius of Fe cluster was predicted to between
0.5 to 2 nm.

220
Figure 8.12 Temperature Profile, Nucleation Rate of Fe, and Critical Radius of Nucleus along the Position
8.3 Discussion The analysis of condensation behaviour of species using the CNT enables us to
predict the temperatures and degree of supersaturation /supercooling
condensation will occur. The extent of nucleation rate and particle size radius
can also be predicted from this theory.
In general, the supersaturation of all species in this study correlates with
temperatures and follow the SNT. Using linear regression, the correlation of
supersaturation and temperature can be estimated. In each species, the
correlation between supersaturation and temperature is divided into two
regions, which was separated by temperature, namely T*. Table 8.5 shows the
summary of T* of the species involved in the system, which is compared to the
melting point of each species. T* is below the melting point of species.
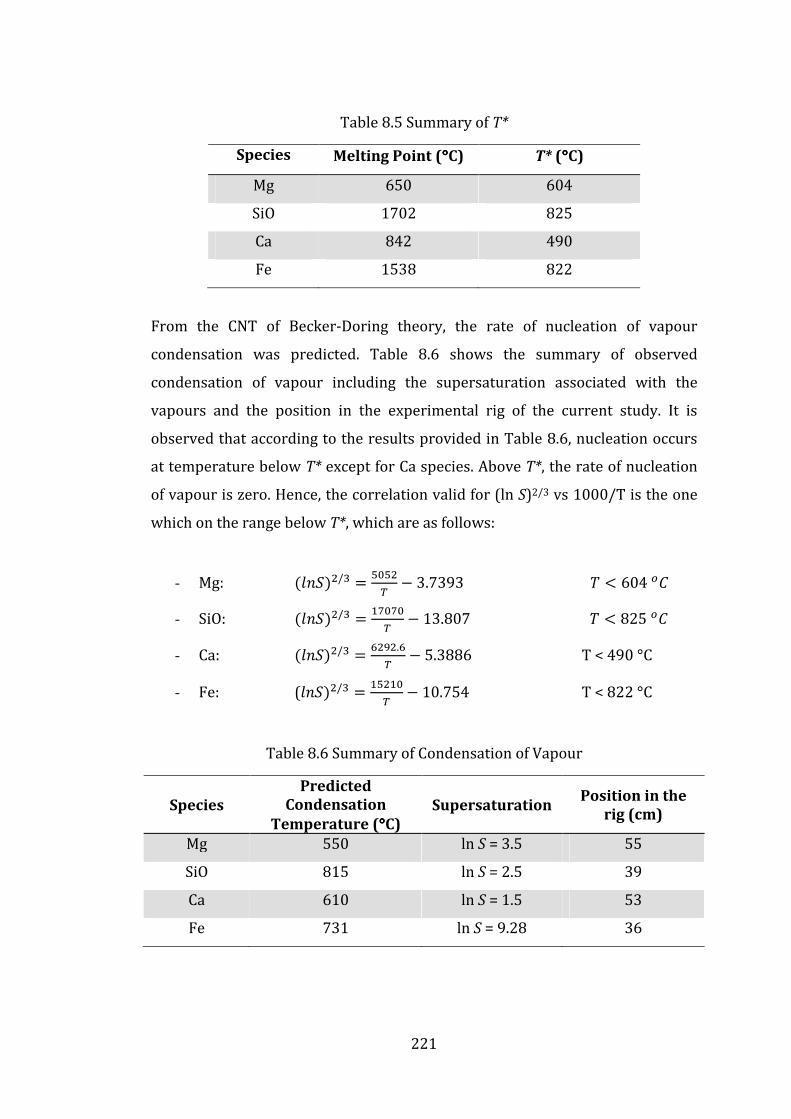
221
Table 8.5 Summary of T*
Species Melting Point (°°°°C) T* (°°°°C)
Mg 650 604
SiO 1702 825
Ca 842 490
Fe 1538 822
From the CNT of Becker-Doring theory, the rate of nucleation of vapour
condensation was predicted. Table 8.6 shows the summary of observed
condensation of vapour including the supersaturation associated with the
vapours and the position in the experimental rig of the current study. It is
observed that according to the results provided in Table 8.6, nucleation occurs
at temperature below T* except for Ca species. Above T*, the rate of nucleation
of vapour is zero. Hence, the correlation valid for (ln S)2/3 vs 1000/T is the one
which on the range below T*, which are as follows:
- Mg: 78$/r ' ;;$3 4 3.73936 à 604
- SiO: 78$/r ' :==3 4 13.8076 à 825
- Ca: 78$/r ' <$â$.<3 4 5.3886 T < 490 °C
- Fe: (78$/r ' :;$:3 4 10.754 T < 822 °C
Table 8.6 Summary of Condensation of Vapour
Species
Predicted
Condensation
Temperature (°°°°C)
Supersaturation Position in the
rig (cm)
Mg 550 ln S = 3.5 55
SiO 815 ln S = 2.5 39
Ca 610 ln S = 1.5 53
Fe 731 ln S = 9.28 36

222
CNT predicts that homogeneous nucleation for the species occurs at different
temperature, which corresponds to different position in the horizontal tube.
While SiO and Fe are predicted to condense at higher temperature, the amount
of these species is very small. This is due to low vapour pressure of the species,
as shown in Figure 8.13. Thus, the segregation of these impurities would not to
be expected to be observed in the experimental study.
Figure 8.13 Vapour Pressure of Metals198 Analysis of homogeneous nucleation of vapours in this study is used as the
starting point to understand the behaviour of vapour condensation in the
Pidgeon process system. It also should be noted that heterogeneous nucleation
is likely to occur in the practice plant.
Heterogeneous nucleation can be considered as a surface catalysed nucleation
process, which forms at the phase boundaries, surfaces, and impurities, and
specifically at the surface of condenser due to the lower temperature of the
surfaces. As the free energy needed for heterogeneous nucleation is equal to the
product of homogeneous nucleation and a function of contact angle, the free
energy of heterogeneous nucleation has lower free energy change compared to
homogeneous nucleation. This implies that in practice, the free energy required
for the vapour condensation is actually lower than predicted in this study. While
the heterogeneous nucleation of vapour is not quantitatively analysed, it can be
implied that the vapour condensation of magnesium and its impurities are
easier to condense compared to the current prediction.

223
8.4 Conclusion
Nucleation model of Mg, SiO, Ca and Fe had been developed using the Classical
Nucleation Theory. It was predicted that Mg, SiO, Ca and Fe condenses at
different temperatures and different location inside the experimental rig. Mg
was predicted to condense at around temperature of 550 °C, which was
corresponded to position of 55 cm on the horizontal tube. This was consistent
with the observation from the experiment where MgO phase was observed that
the positions between 50 and 60 cm on the horizontal tube.
Ca was predicted to condense around position of 53 on the horizontal tube,
while Fe and SiO were predicted to condense at the positions of 36 and 39 cm
on the horizontal tube, respectively. However, due to very low vapour pressure
of these species at the temperature ranges, these species would not to be
expected to be observed in the experimental study, which in fact was the case.

224
This Page Intentionally Left Blank

225
9 Discussion
Magnesium is dominantly produced via the Pidgeon process, which involves a
solid-solid reaction of calcined dolomite and ferrosilicon at temperature ranges
between 1100 and 1200 °C5, 11, 12. While this process is versatile and offers
simple operation, the productivity of this process is very low. Other processes
attempt to increase the productivity of the silicothermic reduction process by
carrying out the reduction at higher temperatures in a liquid phase, such as the
Magnetherm process7, 52, 56 which operates at 1550 °C and the Mintek process68,
74, 75 which reduces calcined dolomite at 1700 °C. This higher temperature and
correspondingly increased productivity is likely to lead to greater impurities in
the magnesium metal.
The literature on magnesium production has been focused on the kinetics of the
Pidgeon process in an attempt to improve the productivity of the process. While
a number of parameters affecting the process have been examined12, 29, 32, 35,
there is no general conclusion what really controls the kinetics of the process.
The knowledge on the behaviour of impurities in magnesium produced by
silicothermic process is also quite limited. In the current practice, the impurities
in magnesium metal produced from the silicothermic processes are removed by
a refining operation, which causes 5 to 8% loss in magnesium59.
The objective of this study is a detailed study to investigate the fundamental
chemistry associated with the silicothermic process, with emphasis to the
behaviour of impurities in the process, by using thermodynamic modeling and
kinetics analysis of the process, and test the predictions from thermodynamic
modelling by performing an experimental study.
Thermodynamic modelling prediction conducted in this study confirmed that
the amount of magnesium evolved from the silicothermic process increases
with the increasing operating temperature; however, the purity of the
magnesium condensate decreases. Thermodynamic modelling provides a

226
maximum limit of how much is the percentage of magnesium can be extracted
from the reactant at specific operating condition. Thermodynamic calculations
of the Pidgeon process at higher temperature over-predicted the previous
experimental and industrial data, as described in Figure 5.18. For example,
between 1100 and 1200 °C, the model predicts 99 wt% conversions; while the
data shows some conversion between 87 and 89 wt%12, 29, 32, 33, 35. This
discrepancy becomes smaller with increasing temperature. It was postulated
that solid state kinetics and temperature gradients within the furnace limit the
actual magnesium recovery.
A multistage condensation model was developed as the first attempt to study
the behaviour of impurities in magnesium metal produced via silicothermic
processes. A thermodynamic solution model for the metallic phases was
developed using data from critically analysed literature which includes solid
solution behaviour and interaction between binary metals involved in the
magnesium-impurities system.
Impurities were predicted to segregate from magnesium metal in an
equilibrium condition at a temperature range between the reaction and
condenser section (e.g. between 482 to 1100 °C). This predicted segregation
was achieved in the thermodynamic modelling by conducting the equilibrium of
the system at a lower temperature, separate the solid formed from the
equilibrium, and further conducting the subsequent equilibrium at 50 °C
increment. The magnesium vapour predicted from silicothermic processes (at
1160 °C and 7 Pa) has the following compositions: Ca (2.38 wt%), SiO (6 ppm),
Fe (0.13 wt%), and Al (3 ppm). The results from multistage condensation model
predicted that the segregation of impurities from magnesium metal would
proceed as follows: Fe and FeSi was predicted to condense at temperature
ranges between 1000 and 1100 °C, CaO rich phase between 1000 to 1100 °C,
Mg2Ca intermetallics compound between 500 and 550 °C, and finally Mg rich
phase condenses at 482 °C. This study also shows that the segregation of solid
impurities predicted from multi stage condensation of magnesium vapour and is

227
not sensitive to the initial composition of the vapour and operating condition of
the system, i.e. if Mg, Fe, Si, and Ca are present in the vapour; this sequence is
predicted to occur.
Thermodynamic modelling study of has some limitations. A number assumption
was applied to simplify the modelling. The modelling comprises as following
limitations:
1. As in any thermodynamic modelling study, the process was assumed in
equilibrium. In the reality, the silicothermic process is not run at
equilibrium conditions, though it is reasonable to assume it approaches
equilibrium. Condensation of vapour is also non-equilibrium, as the
vapour system need to be in supersaturated condition to nucleate and
form condensate.
2. The thermodynamic solution model of oxide which used FTOxid from
FactSage thermochemical package is a semi-“black box” solution model.
While the description of the solution model and the references of the
data used for FTOxid were provided by FactSage, the details of the data
and the thermodynamic model could not be examined and assessed by
the user.
3. The thermodynamic solution model for the metallic phases was
developed and obtained from various published studies. A
comprehensive assessment of this data was not carried out in this study.
The assessment and optimisation of this set of thermodynamic solution
model should be required in order to be fully confident in the predictions
made.
4. The thermodynamic solution model for the metallic phases only
considered the binary interactions between the metals, e.g. Mg-Ca, Mg-Si,
and Mg-Al.

228
The thermodynamic modelling conducted in this study leads to two main
questions:
1. What does limit magnesium recovery from the Pidgeon process?
2. Can the segregation of impurities from magnesium metal predicted
from thermodynamic modelling be observed in an experimental
study?
Kinetic analysis of Pidgeon process was carried out to address the first
hypotheses, as the thermodynamic modelling over-predicts the magnesium
recovery in the actual experiment and industrial data. As the condition that
approaches equilibrium is required to represent the condition described in
thermodynamic modelling, the kinetic analysis used the data on a study of
silicothermic process in argon gas atmosphere34. For this analysis, different
kinetics models based on various assumption was considered, as well as the
mass transfer of magnesium vapour from the briquette to the bulk gas phase.
The kinetic study shows that the kinetic model based on solid state diffusion
best represents the kinetics of the process, as illustrated in Figure 6.4. In
general, the solid state diffusion models (e.g. Jander154, Ginstling-Brounshtein156,
Serin-Ellickson155, and Valensi-Carter model157) can represent the kinetics of the
process in the range condition where the experimental data are available.
Analysis of isothermal kinetic models carried out using linearity testing as well
as reduced-time testing236 showed that Jander model and Ginstling-Brounshtein
model were among the best models that can be applied to describe the kinetics
of the process at various temperatures.
The mass transfer coefficient of magnesium vapour was estimated by using an
empirical correlation238 and properties data predicted by kinetic theory of gas.
The mass transfer of magnesium vapour from the briquette to the bulk gas
phase at low argon flow rate, i.e. 8×10-5 m3/min to 25×10-4 m3/min, appeared
not to be the limiting factor since the pressure drop in the boundary layer is
very small compared to the actual partial pressure of magnesium, i.e. the

229
calculated partial pressure of magnesium at 1150 °C after 1 hour on the surface
of briquette and the bulk gas phase are 1.75 and 1.68 kPa, respectively. The
kinetic study also found that the partial pressure of magnesium at the initial
reaction was lower that its equilibrium vapours pressure. The extrapolated
partial pressure of magnesium at the initial reaction at 1150 °C was estimated
to be 1.95 kPa, while the equilibrium partial pressure of magnesium over
silicothermic system at 1150 °C was 2.40 kPa27. The difference in these partial
pressures was postulated to be controlled by the mass transfer in the pores.
Because of the limited available information, the kinetic analysis of silicothermic
reduction under flowing inert gas has several limitations, such as the following:
1. The solid state diffusion models applied to describe the kinetics process
seemed not sensitive to the experimental data. This is because of the
models applied curve fitting method the available experimental data. As
the k (rate constant) used in the models is a function of diffusivity, radius
of particles and concentration gradients of reactants, as shown in
Equation (6.3), the models may have provide more insights if the
analysis includes these parameters. However, because of the data
limitation, this analysis could not be carried out.
2. Because of the curve-fitting procedure, these models cannot predict the
conversion beyond the experimental data range. An analysis which
expand the models beyond the experimental data, which is illustrated in
Figure 6.13, shows that the models (i.e. Jander154, Ginstling-
Brounshtein156, and Valensi-Carter model157) predicted different reaction
times for magnesium conversion near 100%. This behaviour had been
noted by Szekely et al134, which pointed that the approximation of
diffusion models, such as Jander model, becomes inaccurate as the
conversion increases. More experimental data at a higher conversion is
required in order to improve the models.
3. Pore diffusion analysis was not conducted in this study, since there is
limited information of the properties of the briquette, such as tortuosity
and radius of the pores. However, the kinetic analysis conducted in this

230
study provides some preliminary hypothesis that pore diffusion is likely
to be significant in the kinetics of the Pidgeon process.
To address the second question based on the finding from thermodynamic
modelling of vapour condensation, an experimental rig was developed. The
experimental rig was designed to replicate the Pidgeon process and the
reactants used in the experimental study followed the Pidgeon process’s
chemistry. The experimental study was carried out in a horizontal tube furnace
at temperatures between 1140 and 1160 °C.
The condensate from silicothermic processes was found at the cooler part of the
furnace. The condensate was spread along the wall of quartz tube in a grainy
form. SEM analysis showed that the diameter of agglomerates is in order of 10
to 70 µm. The agglomerates contained a number of smaller grains. XRD results
showed that the typical condensate contained MgO as the major phase. The
condensate was mainly magnesium oxide, which was formed by the oxidation of
magnesium metal during cooling, storage, and handling prior to analysis. The
XRD pattern had also a broadening peak, which implies a secondary phase with
smaller grain. The experiment results did not indicate any obvious variation of
concentration of elements along the position of condensate in the condenser.
The analysis of Classical Nucleation Theory on the homogeneous nucleation of
magnesium predicted that magnesium condense at temperature around 550 °C.
While Classical Nucleation Theory predicted that SiO2 condensed at 815 °C and
Fe condensed at 713 °C, these condensates were not observed in the
experimental study at those conditions. These may be caused by the following:
1. The amount of element was very small, such as in order of ppm.
Therefore, it was difficult to recover the condensate for further EDS
analysis.
2. The effective vapour pressure of these elements was very small at the
typical operating condition and so the level of impurities predicted in
the condensate cannot be achieved.

231
This imply that in order to observe the segregation of impurities from
magnesium metal, a high vapour pressure of those impurity elements are
needed, and the amounts of vapour element must be increased. This can be
done by performing the experiment at higher temperature and by adding more
reactant.
The limitation of this experimental study comprises as follows:
1. Limited variations of temperature. The furnace used in this study could
not operate above 1170 °C.
2. Reactants used in experimental study were CaO and MgO instead of
calcined dolomite. This choice of reactant was considered in order to
produce high purity magnesium. However, these compounds may have
different reactivity to calcined dolomite, which affect the amount of
magnesium generated from silicothermic reaction in the experimental
study.
3. Limited information in properties data, particularly for analysis of
Classical Nucleation Theory, where the properties data has a crucial
impact on the predicting the onset of nucleation

232
This Page Intentionally Left Blank

233
10 Conclusions and Recommendations
The physical chemistry of the silicothermic processes have been investigated
through a number of methods. Thermodynamic modelling was used to predict
the behaviour of impurities in the magnesium metal produced from
silicothermic processes. A kinetics analysis has been carried out to examine
what is limiting the recovery in the Pidgeon process. An experimental study was
also conducted to observe the impurities in the process.
From this study, the following conclusions can be drawn:
1. Thermodynamic modelling of the silicothermic processes has been
developed and compared with the existing experimental and industrial
data. The model can predict the variations in the magnesium recovery
and its impurities under defined operating conditions. Thermodynamic
calculations over-predict the magnesium recovery when compared to
actual experimental and industrial data. However, it provides a
maximum limit of how much magnesium can be extracted.
2. A thermodynamic solution model for the metallic phases has been
developed using data from critically analysed literature which includes
solid solution behaviour and interaction between binary metals involved
in the magnesium-impurities system. This thermodynamic solution
model was included in the multistage equilibrium model developed for
studying the behaviour of impurities in the magnesium metal. The model
predicts that impurities were segregated from magnesium metal in an
equilibrium condition at a temperature range between the reaction and
condenser section (e.g. between 482 to 1100 °C).
3. The silicothermic reduction kinetics has been examined using
corresponding kinetics models. The effect of mass transfer of the gas
phase has been included in the analysis. The results show that the rate of
silicothermic reduction of calcined dolomite under flowing argon gas was

234
controlled by solid-state diffusion. The Jander and Ginstling-Brounshtein
model can represent the kinetics of the process, but are only valid within
the range of experimental data available. The predictions also show that
gas-film mass transfer of magnesium vapour to the bulk gas phase is not
limiting the kinetics of the process. It is also postulated that mass
transfer in the pores also partial control the process.
4. An experimental study was carried out to observe the predictions in the
thermodynamic modelling study which suggest that impurities
condenses and segregates within the furnace. Some condensates were
found that the cooler part of the furnace in a grainy form, with contained
MgO as the major phase. The variation of concentration of condensates
was not observed in the experimental study.
5. The Classical Nucleation Theory of homogeneous condensation was used
to analyse the experimental results. The nucleation model of Mg, SiO, Ca,
and Fe has been developed. CNT predicts that homogeneous nucleation
for the species occurs at different temperature, which corresponds to
different position in the horizontal tube. However, due to very low
vapour pressure of Ca, SiO, and Fe at the temperature ranges, these
species would not to be expected to be observed in the experimental
study, which in fact was the case.
This study contributes to knowledge in a way that: the first published study to
use multistage condensation model to predict the distribution and segregation
of elements from condensation of mixture of vapour. As far as the author is
aware, this is the first thorough examination of kinetic models used to analyse
the kinetics of the process. The experimental study also provides evidence that
impurity present do not condense in high temperature regions of the furnace.
In conclusion, there is no evidence that impurities present in magnesium vapour
can be practically separated by selective condensation, eventhough it is
thermodynamically feasible. Experimental work at higher concentrations and
temperature range are required to fully explore this option.

235
The recommendations suggested for future improvement of this study are as
follow:
1. To perform experiment at higher temperature in order to enhance the
kinetics of silicothermic to generate more vapour with greater
impurities
2. To carry out a kinetics study that explores the effect of pore diffusion on
the overall kinetics of silicothermic. At present the knowledge on how
pore diffusion varies with the degree of compaction pressure, particle
size distribution, source of raw materials and their effect to the kinetics
of the process have only been partly explained and further work is
required.

236
This Page Intentionally Left Blank

237
References
1. B. L. Mordike and T. Ebert: "Magnesium. Properties - Applications -
Potential", Materials Science and Engineering A, 2001, vol. A302(1), pp.
37-45.
2. M. M. Avedesian and H. Baker, 'Magnesium and Magnesium Alloys - ASM
Specialty Handbook'; 1999, Ohio,
3. '2007 Annual Yearbook Magnesium,
http://minerals.usgs.gov/minerals/pubs/commodity/magnesium/myb1
-2007-mgmet.pdf', 2009 [viewed 14 April 2009].
4. 'www.intlmag.org International Magnesium Association', 2010 [viewed
12 April 2009].
5. L. M. Pidgeon and W. A. Alexander: "Thermal Production of Magnesium --
Pilot-plant Studies on the Retort Ferrosilicon Process", Transaction of the
AIME, 1944, vol. 159, pp. 315-351.
6. A. Mayer: "Plant for Production of Magnesium by the Ferrosilicon
Process", Transaction of the AIME, 1944, vol. 159, pp. 363-376.
7. C. Faure and J. Marchal: "Magnesium by the Magnetherm Process",
Journal of Metals, 1964, vol., pp. 721-723.
8. M. A. Abdel-latif: 'Refining Testwork on Crude Magnesium Produced in
the Mintek Thermal Magnesium Process', Southern African
Pyrometallurgy 2006, Johannesburg, 5-8 March, 2006, pp. 343-355.
9. S. G. Hibbins and F. C. Dimayuga: 'Production and Application of Ultra
High Purity Magnesium', The International Symposium on Extraction,
Refining, and fabrication of Light Metals, Ottawa, Ontario, 18-21 August
1991, 1991, Light Metals Section of the Metallurgical Society of CIM, pp.
3-18.
10. ASTM: 'B92/B92N: Standard Specification for Unalloyed Magnesium
Ingot and Stick for Remelting', in pp. 2007, West Conshohocken, PA,
ASTM International.

238
11. L. M. Pidgeon: "New Methods for the Production of Magnesium", The
Canadian Institute of Mining and Metallurgy, 1944, vol. 47, pp. 16-34.
12. L. M. Pidgeon: "Thermal production of magnesium: reduction of
magnesia by silicon, aluminum and calcium carbide", Transactions of the
Canadian Institute of Mining and Metallurgy, 1946, vol. 49, pp. 621-635.
13. F. R. Kemmer: Trans. Electrochem. Soc. , 1942, vol. 81-82.
14. T. E. Norgate and W. J. Rankin: "Assessing The Environmental Impact of
Metal Production Processes", Journal of Cleaner Production, 2007, vol.
15(8-9), pp. 838-848.
15. G. J. Kipouros and D. R. Sadoway: ' in 'Advances in Molten Salt Chemistry',
pp. 127-209; 1987.
16. J. M. Toguri: 'A Study of the Silicothermic Process for the Production of
Magnesium', PhD thesis, University of Toronto, Toronto, 1958.
17. 'http://rruff.geo.arizona.edu/doclib/hom/dolomite.pdf, Dolomite
CaMg(CO3)2', 2005 [viewed 22 May 2009].
18. W. M. Peirce, R. K. Waring, L. D. Fetterolf, and G. T. Mahler: "Some
Developments in the Production of Magnesium from dolomite by the
Ferrosilicon Process", Transaction of the AIME, 1944, vol. 159, pp. 377-
391.
19. S. Das: "Primary Magnesium Production Costs for Automotive
Applications", Journal of the Minerals, Metals, and Materials Society, 2008,
vol. 60(11), pp. 63-69.
20. O. Kubaschewski and C. B. Alcock: 'Heat of Formation, Standard
Entropies and Structures', in 'Metallurgical Thermochemistry', 5th edn,
pp. 269-323; 1979, Oxford, Pergamon Press Ltd. .
21. J. Du, W. Han, and Y. Peng: "Life Cycle Greenhouse Gases, Energy and Cost
Assessment of Automobiles using Magnesium from Chinese Pidgeon
Process", Journal of Cleaner Production, 2010, vol. 18(2), pp. 112-119.
22. S. Ramakrishnan and P. Koltun: "Global Warming Impact of the
Magnesium Produced in China using the Pidgeon Process", Resources
Conservation & Recycling, 2004, vol. 42(1), pp. 49-64.
239
23. B. Ellingsaeter and T. Rosenqvist: "Silicothermic Reduction of Magnesia
and Ferrosilicon Activities", Transaction of the AIME, 1956, vol.
24. J. Chipman, J. C. Fulton, N. Gocken, and J. Caskey, G. R.: "Activity of Silicon
in Liquid Fe-Si and Fe-C-Si Alloys", Acta Metallurgica, 1954, vol. 2, pp.
439-450.
25. A. Tanaka: "The Determination of the Activities in Mn-C and Mn-Si Melts
by the Vapour Pressure Measurement", Transaction of the Japanese
Institute of Metals, 1979, vol. 20, pp. 516 -522.
26. M. W. J. Chase (Ed.), 'JANAF Thermochemical Tables'; 1971, U.S., NSRDS.
27. L. M. Pidgeon and J. A. King: "The Vapor Pressure of Magnesium in the
thermal reduction of MgO by Ferrosilicon", Discussion of Faraday Society,
1948, vol. 4, pp. 197-206.
28. J. R. Wynnyckyj and L. M. Pidgeon: "Equilibria in the Silicothermic
Reduction of Calcined Dolomite", Metallurgical Transactions 1971, vol. 2,
pp. 979-986.
29. W. T. Hughes, C. E. Ransley, and E. F. Emley: "Reaction Kinetics in the
Production of Magnesium by the Dolomite-Ferrosilicon (Pidgeon)
Process", Advances in Extractive Metallurgy, Inst. Min. Met (London),
1968, vol., pp. 429-452.
30. A. Schneider and Hesse: Etachr. Elektrochem. , 1940, vol. 46.
31. O. Kubaschewski and C. B. Alcock: 'Standard Gibbs Energy of Reaction', in
'Metallurgical Thermochemistry', pp. 378-384; 1979, Oxford, Pergamon
Press Ltd. .
32. R. N. Misra, V. S. Sampath, and P. P. Bhatnagar: "Studies on Silicothermic
Reduction of Dolomite for the Production of Magnesium", Transaction of
the Indian Institute of Metals, 1964, vol. 17, pp. 145-154.
33. O. Yucel, S. Yigit, and B. Derin: "Production of Magnesium Metal from
Turkish Calcined Dolomite using Vacuum Silicothermic Reduction
Method", Materials Science Forum, 2005, vol. 488-489, pp. 39-42.
34. I. M. Morsi, K. A. El-Barawy, M. B. Morsi, and S. R. Abdel-Gawad:
"Silicothermic Reduction of Dolomite Ore Under Inert Atmosphere",
Canadian Metallurgical Quarterly, 2002, vol. 41(1), pp. 15-28.

240
35. J. M. Toguri and L. M. Pidgeon: "High Temperature Studies of
Metallurgical Processes. Part II. The Thermal Reduction of Calcined
Dolomite with Silicon", Canadian Journal of Chemistry, 1962, vol. 40, pp.
1769-1776.
36. J. R. Wynnyckyj, D. B. Rao, and G. S. Mueller: "Reaction Kinetics in the
Silicothermic Magnesium Process", Metallurgical Society of CIM Annual
Volume Featuring Molybdenum, 1977, vol., pp. 73-81.
37. S. K. Barua and J. R. Wynnyckyj: "Kinetics of The Silicothermic Reduction
of Calcined Dolomite in Flowing Hydrogen", Canadian Metallurgical
Quarterly, 1981, vol. 20(3), pp. 209-306.
38. J. M. Toguri and L. M. Pidgeon: "High Temperature Studies of
Metallurgical Processes. Part I. Thermal Reduction of Magnesium Oxide
with Silicon", Canadian Journal of Chemistry, 1961, vol. 39, pp. 540-547.
39. A. C. Lasaga, 'Kinetic Theory in Earth Sciences'; 1998, Princeton,
Princeton University Press.
40. I. M. Morsi, K. A. El-Barawy, M. B. Morsi, and S. R. Aldel-Gawad: "Effect of
CaO/CaF2 Addition on Magnesium Production From Dolomite Ore by
The Silicothermic Reduction Process", Transaction of the Indian Institute
of Metals, 2001, vol. 54(5), pp. 199-210.
41. A. N. Kazhikenov, V. V. Yakovlev, and S. V. Komarov: "Kinetic of
Silicothermic Reduction of Magnesium in an Argon Flow", Steel in
Translation, 2000, vol. 30(5), pp. 28-32.
42. J. R. Wynnyckyj: 'Mechanism and Phases Present in the Reduction of
Calcined Dolomite by Silicon', PhD thesis, University of Toronto, Toronto,
1968.
43. W. E. Ranz and W. R. Marshall. Jr: Chemical Engineering Progress, 1952,
vol. 48, pp. 141-146, 173-180.
44. A. Yu, H. Hu, and N. Li: "Mathematical Modelling of Magnesium Reduction
in a Novel Vertical Pidgeon Process", Modelling and Simulation in
Materials Science and Engineering, 2002, vol. 10, pp. 413-423.

241
45. C. Bettanini, S. Zanier, and M. Enrici: 'US Patent No. 4,238,223 Method of
Extracting Magnesium from Magnesium Oxides', Patent US Patent No.
4,238,223, Italy, 1-6, 1980.
46. S. E. Ravelli, C. Bettanini, S. Zanier, and M. Enrici: 'US Patent No.
4,264,778 Extraction Furnace', Patent, Italy, 1981.
47. D. A. Kramer, Magnesium and Magnesium Alloys, in Kirk-Othmer
Encyclopedia of Chemical Technology. 2001, John Wiley & Sons, Inc. .
48. F. Habashi: 'Magnesium', in 'Handbook of Extractive Metallurgy', pp. 981-
1038; 1997, Winheim, Wiley-VCH.
49. F. Cherubini, M. Raugei, and S. Ulgiati: "LCA of Magnesium Production.
Technological Overview and Worldwide Estimation of Environmental
Burdens", Resources Conservation & Recycling, 2008, vol. 52(8-9), pp.
1093-1100.
50. R. A. Christini and M. D. Ballain: "Magnetherm Atmospheric Pressure
Operation: Aluminum Reactivity in Silicate Slag", Light Metals,
proceedings of the technical sessions presented by the TMS Light Metals
Committee at the 120th TMS Annual Meeting, New Orleans, Louisiana,
1991, vol., pp. 1189-1196.
51. D. Minic, D. Manasijevic, J. Dokic, D. Zivkovic, and Z. Zivkovic:
"Silicothermic Reduction Process in Magnesium Production. Thermal
Analysis and Characterization of Slag", Journal of Thermal Analysis and
Calorimetry, 2008, vol. 93(2), pp. 411-415.
52. F. Trocme: 'the Development of the 'Magnetherm' Process', Light Metals
1971, 1971, AIME, pp.
53. G. C. Holywell: "Magnesium: The First Quarter Millenium", Journal of the
Minerals, Metals, and Materials Society, 2005, vol. 57(7).
54. R. A. Christini: "Equlibria among Metals, Slag, and Gas Phases in the
Magnetherm Process", Light Metals, 1980, vol., pp. 982-995.
55. A. M. Cameron, L. A. Lewis, and C. F. Drumm: 'The Thermodynamic and
Economic Modelling of a novel Magnesium Production Process',
Proceeding of the Third International Magnesium Conference,
Manchester, England, 1996, 1996, Institutes of Metals, pp. 7-18.

242
56. F. Trocme: 'Magnetherm Process, Marignac, France', International
Symposium on Advances in Extractive Metal lurgy and Refining, London,
1972, 1972, Institution of Mining and Metallurgy, pp. 517-520, 546-548.
57. R. Sevin: "Manufacture of Mg by the Magnetherm Process", J. Four Elect. ,
1973, vol. 78(5), pp. 105-112.
58. M. P. Lugagne: "The Magnetherm Process for the Production of
Magnesium", Erzmetall., 1978, vol. 31(7/8), pp. 310-313.
59. K. A. Bowman: "Magnesium by the Magnetherm Process -- Process
Contamination and Fused Salt Refining", Light Metals, 1986, vol. 2, pp.
1033-1038.
60. J. D. T. Capocchi and V. Rajakumar: 'Reduction of Molten MgO - Bearing
Slags with Ferroaluminium', Magnesium Technology 2000, 2000, The
Minerals, Metals, and Materials Society, pp. 53-63.
61. V. D. Eisenhuttenleute, ed. Slag Atlas, (ed.2nd), 1995, Verlag Stahleisen
GmbH.
62. R. A. Christini and M. D. Ballain: 'Aluminothermic Magnetherm:
Development of Aluminum Skim and Aluminum Shot as Reductant ',
Reinhardt Schuhmann International Symposium on Innovative
Technology and Reactor Design in Extraction Metallurgy, Colorado
Springs, 1986, pp. 965-986.
63. K. Grjotheim, O. Herstad, and J. M. Toguri: "The Aluminum Reduction of
Magnesium Oxide: I. The Vapor Pressure of Magnesium Over The System
Al-MgO", Canadian Journal of Chemistry, 1961, vol. 39, pp. 443-450.
64. M. W. Wadsley: 'Magnesium Metal by the Heggie-Iolaire Process',
Magnesium Technology, 2000, The Minerals, Metals, and Materials
Society, pp. 65-70.
65. R. T. Jones and T. R. Curr: 'Pyrometallurgy at Mintek ', Southern African
Pyrometallurgy 2006, Johannesburg, 2006, pp. 127-150.
66. N. A. Barcza and A. F. S. Schoukens: 'US Patent 4,699,653 Thermal
Production of Magnesium', Patent, South Africa, 1-5, 1987.

243
67. A. F. S. Schoukens: 'A Plasma-Arc Process for the Production of
Magnesium', Extractive Metallurgy'89, London, UK, 10-13 July, 1989, pp.
209-223.
68. M. A. Abdel-latif: 'Atmospheric Thermal Magnesium Extraction', Pyromet
'05, Cape Town, 14-15 March, 2005, pp. 1-12.
69. M. A. Abdel-latif: 'Mintek Thermal Magnesium Process (MTMP):
Theoretical and Operational Aspects', Southern African Pyrometallurgy
2006, Johannesburg, 5-8 March, 2006, pp. 329-331.
70. M. A. Abdel-latif: 'Pilot Plant Demonstration of the Mintek Thermal
Magnesium Process', Conference of Metallurgist, Montreal, Quebec,
Canada, 1-4 October 2006, 2006, pp.
71. M. A. Abdel-latif: "Review of the Development Work on the Mintek
Thermal Magnesium Process", the Journal of the Southern African
Institute of Mining and Metallurgy, 2011, vol. 111, pp. 393-399.
72. A. M. Cameron: 'US Patent 5,090,996: Magnesium Production', Patent,
United Kingdom, 1-13, 1992.
73. C. S. Ritter and D. R. Sadoway: 'A Thermochemical Study of the Behavior
of Impurities in the Magnetherm Process', Light Metals, Phoenix, Arizona;
USA;, 25-28 Jan. 1988, 1988, pp. 799-805.
74. N. A. Barcza and A. F. S. Schoukens: 'Thermal Magnesium: Is it
Economically Viable?', 2nd Annual Australian Magnesium Conference,
Sydney, Australia, 2000, 2000, pp.
75. A. F. S. Schoukens, M. A. Abdel-latif, and M. J. Freeman: "Technological
Breakthrough of the Mintek Thermal Magnesium Process", The Journal of
South African Institute of Mining and Metallurgy, 2006, vol. 106, pp. 25-
29.
76. Anon, 'The Economics of Magnesium Metal '; 2004, Roskill Information
Services.
77. 'Magnesium', 2004 [viewed 24th January 2008 Available from:
http://www.nrcan.gc.ca/ms/cmy/2004revu/mag_e.htm.

244
78. 'Inwood Project and Zuliani Process, available at
http://www.gossan.ca/projects/inwood.html', 2010 [viewed 15 May
2010].
79. E. F. Emley: 'Extraction of Magnesium', in 'Principles of Magnesium
technology', pp. 25-69; 1966, Oxford, Pergamon Press.
80. H. E. Friedrich and B. L. Mordike, 'Magnesium Technology: Metallurgy,
Design Data, Applications'; 2006,
81. J. W. Gibbs: 'On the Equilibrium of Heterogeneous Substances', in 'The
Scientific Papers of J. Willard Gibbs', pp. 55-353; 1878, New York, Dover
Publication, Inc. .
82. W. B. White, S. M. Johnson, and G. B. Dantzig: "Chemical Equilibrium in
Complex Mixtures", The Journal of Chemical Physics, 1958, vol. 28(5), pp.
751-755.
83. G. Erikkson: "Thermodynamic Studies of High Temperature Equilibria.
XII. SOLGASMIX, a Computer Program for Calculation of Equilibrium
Compositions in Multiphase Systems", Chemica Scripta, 1975, vol. 8, pp.
100-103.
84. G. B. Dantzig, N. M. Johnson, and W. B. White: "The RAND Corporation,
Paper P-1060, April 15.", 1957, vol.
85. N. Saunders and A. P. Miodownik: 'Chapter 9. Computational Methods', in
'CALPHAD (Calculation of Phase Diagram): A Comprehensive Guide ', pp.
261-294; 1998, Burlington, Pergamon.
86. G. Erikkson and K. Hack: 'Calculation of Phase Equilibria in
Multicomponent Alloy Systems using a Specially Adapted Version of the
Program 'Solgasmix'', Proceedings of the International Symposium on
Computer Software in Chemical and Extractive Metallurgy, Montreal,
Canada, 1984, Pergamon Press, pp. 15-29.
87. E. Konigsberger and G. Erikkson: "A New Optimization Routine for
ChemSage", Calphad, 1995, vol. 19(2), pp. 207-214.
88. W. J. Thompson, G. Erikkson, A. D. Pelton, and C. W. Bale: 'Heterogeneous
Calculations with Multicomponent Solution Models - Solgasmix and the
F*A*C*T System', Proceedings of the International Symposium on

245
Computer Software in Chemical and Extractive Metallurgy, Montreal,
Canada, 1989, Pergamon Press, pp. 87-106.
89. B. Sundman: 'Metallurgical Applications of Thermo-Calc', Proceedings of
the International Symposium on Computer Software in Chemical and
Extractive Metallurgy, Montreal, Canada, 1989, Pergamon Press, pp. 75-
86.
90. R. H. Davies, A. T. Dinsdale, and S. M. Hodson: 'Thermodynamic Modelling
using MTDATA', Proceedings of the International Symposium on
Computer Software in Chemical and Extractive Metallurgy, Montreal,
Canada, 1989, Pergamon Press, pp. 371-384.
91. U. R. Kattner: "The Thermodynamic Modeling of Multicomponent Phase
Equilibria ", Journal of the Minerals, Metals, and Materials Society, 1997,
vol. 49(12), pp. 14-19.
92. N. Saunders and A. P. Miodownik: 'Chapter 5. Thermodynamic Models for
Solution and Compound Phases', in 'CALPHAD (Calculation of Phase
Diagram): A Comprehensive Guide ', pp. 1998, Burlington, Pergamon.
93. A. T. Dinsdale: "SGTE Data for Pure Elements", Calphad, 1991, vol. 15(4),
pp. 317-425.
94. C. W. Bale, E. Belisle, P. Chartrand, S. A. Decterov, G. Eriksson, K. Hack, I.-
H. Jung, Y.-B. Kang, J. Melancon, A. D. Pelton, C. Robelin, and S. Petersen:
"FactSage thermochemical software and databases - recent
development", CALPHAD, 2008, vol. 33(2), pp. 295-311.
95. N. Saunders: "A Review and Thermodynamic Assessment of the Al-Mg
and Mg-Li Systems", Calphad, 1990, vol. 14(1), pp. 61-70.
96. F.-M. Raoult: "General Law of the Vapour Pressure of Solvents", Comptes
Rendus, 1887, vol. 104, pp. 1430-1433.
97. W. Henry, 'The Elements of Experimental Chemistry'; 1823, Baldwin
98. G. K. Sigworth and J. F. Elliot: "The Thermodynamic of Liquid Dilute Iron
Alloys", Metal Science, 1974, vol. 8, pp. 298-302.
99. I.-H. Jung, S. A. Decterov, and A. D. Pelton: "A Thermodynamic Model for
Deoxidation Equilibria in Steel", Metallurgical and Materials Transaction
B, 2004, vol. 35B, pp. 493-507.

246
100. B. Deo and R. Boom: ' in 'Fundamentals of Steelmaking Metallurgy', pp.
47-53; 1993, UK, Prentice Hall.
101. J. H. Hildebrand: "Solubility, XII, Regular solution", Journal of the
American Chemistry Society, 1929, vol. 51, pp. 66-80.
102. P. Wu, G. Eriksson, and A. D. Pelton: "Critical Evaluation and Optimization
of the Thermodynamic Properties and Phase Diagram of the Calcia-
Iron(II) Oxide, Calcia-Magnesia, Calcia-Manganese(II) Oxide, Iron(II)
Oxide-Magnesia, Iron(II) Oxide-Manganese(II)Oxide, and Magnesia-
Manganese(II) Oxide systems", Journal of American Ceramic Society,
1993, vol. 76, pp. 2065-2075.
103. J. H. Hildebrand and J. N. Sharma: "The Activities of Molten Alloys of
Thallium with Tin and Lead", J. Am. Ceram. Soc., 1929, vol. 51, pp. 462.
104. J. P. Morris and G. R. Zellars: "Vapor Pressure of Liquid Copper and
Activities in Liquid Fe-Cu Alloys", Transaction of the AIME, 1956, vol.
206(1086).
105. O. Redlich and A. T. Kister: "Algebraic Representation of Thermodynamic
Properties and the Classification of Solutions", Industrial and Engineering
Chemistry, 1948, vol. 40(2), pp. 345-348.
106. F. Islam and M. Medraj: 'Thermodynamic Modeling of Mg-Ca and Al-Ca
Binary Systems', CSME Forum, 2004, pp. 921-929.
107. A. D. Pelton: "A General "Geometric" Thermodynamic Model for
Multicomponent Solutions ", Calphad, 2001, vol. 25(2), pp. 319-328.
108. M. Hillert: "The Compound Energy Formalism", Journal of Alloy and
Compounds, 2001, vol. 320, pp. 161-176.
109. I. Ansara, N. Dupin, H. L. Lukas, and B. Sundman: "Thermodynamic
Asssessment of the Al-Ni System", Journal of Alloy and Compounds, 1997,
vol. 247(1-2), pp. 20-30.
110. K. Frisk and M. Selleby: "The Compound Energy Formalism: Application",
Journal of Alloy and Compounds, 2001, vol. 320, pp. 177-188.
111. M. Hillert and X. Wang: "Thermodynamic Calculation of the CaO-MgO
System", Calphad, 1989, vol. 13(3), pp. 267-271.

247
112. P. Liang, T. Tarfa, J. A. Robinson, S. Wagner, P. Ochin, M. G. Harmelin, H. J.
Seifert, H. L. Lukas, and F. Aldinger: "Experimental Investigation and
Thermodynamic Calculation of the Al-Mg-Zn System", Thermochimica
Acta, 1998, vol. 314, pp. 87-110.
113. M. Hillert, B. Jansson, B. Sundman, and J. Agren: "A Two-sublattice Model
for Molten Solutions with Different Tendency for Ionization ",
Metallurgical and Materials Transaction A, 1985, vol. 16(1), pp. 261-266.
114. Y. Dessureault and A. D. Pelton: "Contribution to the Quasichemical
Model of Reciprocal Molten Salt Solutions", Journal de Chimie Physique,
1991, vol. 88, pp. 1811.
115. T. I. Barry, A. T. Dinsdale, J. A. Gisby, B. Hallstedt, M. Hillert, B. Jansson, S.
Jonsson, B. Sundman, and J. Taylor: "The Compound Energy Model for
Ionic Solutions with Applications to Solid Oxides", Journal of Phase
Equilibria and Diffusion, 1992, vol. 13(5), pp. 459-475.
116. A. D. Pelton, S. A. Decterov, G. Eriksson, C. Robelin, and Y. Dessureault:
"The Modified Quasichemical Model I - Binary Solutions", Metallurgical
and Materials Transaction B, 2000, vol. 31B, pp. 651-659.
117. A. D. Pelton and P. Chartrand: "The Modified Quasi-chemical: Part II.
Multicomponent Solutions", Metallurgical and Materials Transaction A,
2001, vol. 32A, pp. 1355-1360.
118. S. A. Decterov, I.-H. Jung, and A. D. Pelton: "Thermodynamic Modeling of
the FeO-Fe2O3-MgO-SiO2 System", Journal of American Ceramic Society,
2002, vol. 85, pp. 2903-2910.
119. I.-H. Jung, S. A. Decterov, and A. D. Pelton: "Critical Thermodynamic
Evaluation and Optimization of ther CaO-MgO-SiO2 System", Journal of
European Ceramic Society, 2005, vol. 25, pp. 313-333.
120. C. Robelin and P. Chartrand: "Thermodynamic Evaluation and
Optimisation of the (NaCl + KCl + MgCl2 + CaCl2 + ZnCl2)", Journal of
Chemical Thermodynamics, 2010, vol. 43(3), pp. 377-391.
121. R. Kikuchi: "A Theory of Cooperative Phenomena ", Physical Review 1951,
vol. 81(6), pp. 988-1003.

248
122. W. L. Bragg and E. J. Williams: "The Effect of Thermal Agitation on Atomic
Arrangement in Alloys", Proceeding of Royal Society of London A, 1934,
vol. 145(699-730).
123. W. L. Bragg and E. J. Williams: "The Effect of Thermal Agitation on Atomic
Arrangement in Alloys II", Proceeding of Royal Society of London A, 1935,
vol. 151(540-566).
124. T. R. A. Davey and A. G. Turnbull: 'The Direct Smelting of Zinc Sulfide
Concentrate', Proceedings, Australia/Japan Extractive Metallurgy
Symposium, Sydney, 16-18 July, 1980, Australasian Institute of Mining
and Metallurgy, Melbourne, pp. 23-29.
125. M. W. Wadsley: 'Use of the CSIRO-NPL Thermodata System in the Design
of Bauxite Purification Process', Proceedings, 2nd Australian
Thermodynamic Conference, Melbourne, 15-19 February, 1981, Royal
Australian Thermodynamics Conference, pp. 112-124.
126. G. A. Brooks and W. J. Rankin: "Thermal Separation of Arsenic and
Antimony Oxides", Metallurgical and Materials Transaction B, 1994, vol.
25(6), pp. 873-884.
127. G. Brooks, M. Nagle, S. Tassios, and S. Trang: 'The Physical Chemistry of
the Carbothermic Route to Magnesium', Magnesium Technology 2006,
Warrendale PA, 2006, TMS, pp. 25-33.
128. I. Barin, 'Thermochemical Data of Pure Substances'; 1993, Weinheim
Germany, VCH Verlagsgesellschaft mbH.
129. R. H. Davies, A. T. Disdale, and J. A. Gisby: "MTDATA - Thermodynamic
and Phase Equilibrium Software from the National Physical Laboratory",
Calphad, 2002, vol. 26(2), pp. 229-271.
130. Z. Huang, P. P. Conway, R. C. Thomson, A. T. Dinsdale, and J. A. Robinson:
"A Computational Interface for Thermodynamic Calculations Software
MTDATA", Computer Coupling of Phase Diagram and Thermochemistry,
2008, vol. 32(6), pp. 129-134.
131. A. T. Dinsdale, S. M. Hodson, and J. R. Taylor: 'Application of MTDATA to
modelling of slag, matte, metal, gas phase equilibria', International

249
Conference on Molten Slags and Fluxes, London, 1989, Institute of
Metals, pp. 246-253.
132. W. Wulandari, G. Brooks, M. A. Rhamdhani, and B. J. Monaghan:
'Thermodynamic Modelling of High Temperature Systems', Chemeca,
Perth, 2009, Engineers Australia, pp.
133. S. S. Tamhankar and L. K. Doraiswamy: "Analysis of Solid-Solid Reactions:
A Review", AIChE Journal, 1979, vol. 25(4), pp. 561-582.
134. J. Szekely, J. W. evans, and H. Y. Sohn, 'Gas-Solid Reactions'; 1976,
London, Academic Press.
135. H. Y. Sohn and J. Szekely: "The Effect of Reaction Order in Non-Catalytic
Gas-Solid Reactions", The Canadian Journal of Chemical Engineering,
1972, vol. 50, pp. 674-676.
136. O. Levenspiel, Chemical Reaction Engineering. 1999, Wiley: New York. p.
569.
137. L. K. Doraiswamy and M. M. Sharma, 'Heterogeneous Reactions: Analysis,
Examples, and Reactor Design'; 1984, John Wiley & Sons.
138. P. A. ramachandran and L. K. Doraiswamy: "Modeling of NonCatalytic
Gas-Solid Reactions", AIChE Journal, 1982, vol. 28(6), pp. 881-900.
139. S. Yagi and D. Kunii: '5th Symposium (Internation) on Combustion', New
York, 1955, Reinhold, pp. 231.
140. G.-S. Cha, H. Uchtmann, J. A. Fisk, and J. L. Katz: "Initial Investigation of
the Homogeneous Nucleation of Cesium Vapour", Journal of Chemical
Physics, 1994, vol. 101(1), pp. 459-467.
141. F. T. Ferguson and J. A. Nuth III: "Experimental Studies of the Vapour
Phase Nucleation of Refractory Compounds. V. The Condensation of
Lithium", Journal of Chemical Physics, 2000, vol. 113(10), pp. 4093-4102.
142. C. Y. Wen: "Non-catalytic Heterogenerous Solid-Fluid Reaction Models",
Industrial and Engineering Chemistry, 1968, vol. 60, pp. 34.
143. G. S. G. Beveridge and P. J. Goldie: "Effectiveness Factors and Instability in
Non Catalytic Gas-Solid Reactions.The Effect of Solid Heat Capacity",
Chemical Engineering Science, 1968, vol. 23, pp. 912.

250
144. H. Y. Sohn and H. J. Sohn: "The Effect of Bulk Flow due to Volume Change
in the Gas Phase on Gas-Solid Reactions: Initially Nonporous Solids",
Industrial and Engineering Chemistry Process Design and Development,
1980, vol. 19, pp. 237.
145. T. Deb Roy and K. P. Abraham: "An Analysis of the Pressure Build-up
Inside a Reacting Pellet during Gas-Solid Reactions", Metallurgical and
Materials Transaction 1974, vol. 5, pp. 349.
146. P. C. Prasannan and L. K. Doraiswamy: "Gas-Solid Reactions:
Experimental Evaluation of the Zone Model", Chemical Engineering
Science, 1982, vol. 37, pp. 925-937.
147. J. Shen and J. M. Smith: "Diffusional Effects in Gas-Solid Reactions",
Industrial and Engineering Chemistry 1965, vol. 4(3), pp. 293-301.
148. A. S. Rehmat, S. C. Saxena, R. Land, and A. A. Jonke: "Non Catalytic Gas-
Solid Reaction with Changing Particle Size: Unsteady State Heat
Transfer", Canadian Journal of Chemical Engineering, 1978, vol. 56, pp.
316.
149. M. Ishida and C. Y. Wen: "Comparison of Kinetic and Diffusional Models
for Solid-Gas Reactions", AIChE Journal, 1968, vol. 144, pp. 311.
150. J. Szekely and J. W. Evans: "A Structural Model for Gas-Solid Reactions
with a Moving Boundary - II. The Effect of Grain Size, Porosity, and
Temperature on the Reaction of Porous Pellet", Chemical Engineering
Science, 1971, vol. 26, pp. 1901-1913.
151. A. Calvelo and J. M. Smith: 'Intrapellet Transport in Gas-Solid Non-
Catalytic Reactions', Chemeca'70, 1970, pp. 1-24.
152. M. Hartman and R. W. Coughlin: "Reaction of Sulfur Oxide with Lime-
Stone and the Influence of Pore Structure", Industrial and Engineering
Chemistry Process Design and Development, 1974, vol. 13, pp. 248.
153. M. Hartman and R. W. Coughlin: "Reaction of Sulfurdioxide with Lime-
Stone and the Grain model", AIChE Journal, 1976, vol. 22, pp. 490.
154. W. Jander: "Reactions in Solid State at High Temperatures: I", Zeitschrift
für anorganische und allgemeine Chemie, 1927, vol. 163, pp. 1-29.

251
155. B. Serin and R. T. Ellickson: "Determination of Diffusion Coefficient ",
Journal of Chemical Physics, 1941, vol. 9, pp. 742-747.
156. A. M. Ginstling and B. I. Brounshtein: "Concerning the Diffusion Kinetics
of Reactions in Spherical Particles", J. Appl. Chem USSR (Engl. Transl.),
1950, vol. 23, pp. 1327-1338.
157. R. E. Carter: "Kinetic Model for Solid-State Reactions", The Journal of
Chemical Physics, 1961, vol. 34(6), pp. 2010-2015.
158. M. Avrami: "Kinetics of Phase Change. I General Theory", Journal of
Chemical Physics, 1939, vol. 7(12), pp. 1103-1112.
159. A. K. Jena and M. C. Chaturvedi, 'Phase Transformations in Materials';
1992, Prentice Hall.
160. A. Fick: "Ueber Diffusion", Annalen der Physik 1855, vol. 170(1), pp. 59-
1855.
161. G. H. Geiger and D. H. Poirier, 'Transport Phenomena in Metallurgy';
1973, Addison-Wesley Pub. Co. .
162. P. G. Shewmon, 'Diffusion in Solids'; 1989, Minerals, Metals & Materials
Society.
163. C. Wagner: "The Evaluation of Data Obtained with Diffusion Couples of
Binary Single-Phase and Multiphase Systems", Acta Materialia, 1969, vol.
17, pp. 99.
164. E. A. Mason and T. R. Marrero: 'The Diffusion of Atoms and Molecules', in
'Advances in Atomic and Molecular Physics', (eds. D. R. Bates, et al.), pp.
155-232; 1970, Elsevier.
165. A. W. Vere, 'Crystal Growth Principles and Progress'; 1987, New York,
Plenum Press.
166. A. G. Jones, 'Crystallisation Process Systems'; 2002, Butterworth-
Heinemann.
167. J. W. Gibbs, 'Collected Works'; 1928, London, Longmans Green.
168. M. Volmer and Z. Weber: Seitschrift fur Physicalische Chemie, 1925, vol.
119, pp. 227.
169. R. V. Becker and W. Doring: "Kinetische Behandlung der Keimbildung in
ubersattigen Dampfen", Annln Phys., 1935, vol. 24, pp. 719.

252
170. M. Volmer, 'Kinetik der Phasenbildung'; 1939, Dresden and Leipzig,
Steinkopff.
171. D. Turnbull and J. C. Fischer: Journal of Chemical Physics, 1949, vol. 17, pp.
71.
172. J. Merikanto, E. Zapadinsky, A. Lauri, and H. Vehkamaki: "Origin of the
Failure of Classical Nucleation Theory: Incorrect Description of the
Smallest Clusters", Physical review Letter, 2007, vol. 98.
173. J. Lothe and G. M. Pound: Journal of Chemical Physics, 1962, vol. 26, pp.
2080.
174. A. Dillmann and G. E. A. Meier: Journal of Chemical Physics, 1991, vol. 94,
pp. 3872.
175. A. Koo, G. Brooks, and M. Nagle: "Nucleation and Growth of Mg
Condensate during Supersonic Gas Quenching", Journal of Crystal Growth,
2008, vol. 310, pp. 2659-2667.
176. B. Hale: "Application of a Scaled Homogeneous Nucleation-rate
Formalism to Experimental Data at T << Tc", Physical Review A, 1986, vol.
33(6), pp. 4156 - 4163.
177. S. L. Girshick and C.-P. Chiu: "Kinetic Nucleation Theory: A New
Expression for the Rate of Homogeneous Nucleation from an Ideal
Supersaturated Vapour", Journal of Chemical Physics, 1990, vol. 93, pp.
1273-1276.
178. J. Barrett: "First-Order Correction to Classical Nucleation Thery; A
Density Functional Approach", Journal of Chemical Physics, 1999, vol.
111, pp. 5938-5946.
179. K. Yasuoka and M. Matsumoto: "Molecular Dynamics of Homogeneous
Nucleation in the Vapour Phase. I. Lennard-Jones Fluid", Journal of
Chemical Physics, 1998, vol. 109, pp. 8451-8461.
180. S. Toxvaerd: "Molecular Dynamics Simulation of Homogeneous
Nucleation in the Vapour Phase", Journal of Chemical Physics, 2001, vol.
115(8819-8827).
181. H. Vehkamaki, 'Classical Nucleation Theory in Multicomponent Systems';
2006, Birkhauser.

253
182. D. M. Martinez, F. T. Ferguson, R. H. Heist, and J. A. Nuth III: "Application
of Scaled Nucleation Theory to Metallic Vapor Condensation", Journal of
Chemical Physics, 2001, vol. 115(1), pp. 310-316.
183. F. T. Ferguson, J. A. Nuth III, and L. U. Lilleleht: "Experimental Studies of
the Vapor Phase Nucleation of refractory Compounds. IV. The
Condensation of Magnesium", Journal of Chemical Physics, 1996, vol.
104(9), pp. 3205-3211.
184. J. A. Nuth III and B. Donn: "Experimental studies of Vapor Phase
Nucleation of refractory Compounds. I. The Condensation of SiO", Journal
of Chemical Physics, 1982, vol. 77(5), pp. 2639-2646.
185. J. A. Nuth and B. Donn: "Laboratory Studies of the Condensation and
Properties of Amorphous Silicate Smokes", Journal of Geophysical
Research, 1983, vol. 88, pp. A847-A852.
186. M. Kulmala, A. Laaksonen, and S. L. Girshick: "The Self-consistency
Correction to Homogeneous Nucleation: Extension to BInary Systems",
Journal of Aerosol Science, 1992, vol. 23(3), pp. 309-312.
187. J. W. Mullin, 'Crystallisation'; 1961, London, Buttersworth
188. A. Giesen, A. Kowalik, and P. Roth: "Iron-atom Condensation Intrepreted
by A Kinetic Model and Nucleation Model Approach", Phase Transitions,
2004, vol. 77(1-2), pp. 115-119.
189. G. Wulff: Z. Kristallogr. , 1901, vol. 34, pp. 449.
190. M. V. Laue: Z. Kristallogr., 1943, vol. 105, pp. 124.
191. J. R. Wynnyckyj and L. M. Pidgeon: "Investigations on the Constitution of
the Calcium-Silicon System", High Temperature Science, 1972, vol. 4, pp.
192-204.
192. K. Grjotheim, J. M. Toguri, and O. Herstad: "The Aluminum Reduction of
Magnesium Oxide: II. The Vapor Pressure of Magnesium over the System
Al-MgO-CaO", Canadian Journal of Chemistry, 1961, vol. 39(11), pp. 2290-
2294.
193. O. Kubaschewski and C. B. Alcock: 'Experimental Methods ', in
'Metallurgical Thermochemistry', pp. 127; 1979, Oxford, Pergamon Press.

254
194. F. T. Ferguson and J. A. Nuth III: "Vapor Pressure of Silicon Monoxide",
Journal of Chemical Engineering Data, 2008, vol. 53, pp. 2824-2832.
195. F. T. Ferguson, J. A. Nuth III, and N. M. Johnson: "Thermogravimetric
Measurement of the Vapour Pressure of Iron from 1573 K to 1973 K ",
Journal of Chemical Engineering Data, 2004, vol. 49, pp. 497-501.
196. G. Brooks, S. Trang, P. Witt, M. N. H. Khan, and M. Nagle: "Carbothermic
Route to Magnesium", Journal of Minerals, Metals and Materials Society,
2006, vol. 58(5), pp. 51-55.
197. H. Nagahara, I. Kushiro, B. O. Mysen, and H. Mori: "Experimental
Vaporisation and Condensation of Olivine Solid Solution", Nature, 1988,
vol. 311(11), pp. 516-518.
198. C. J. Smithells, 'Smithells's Metals Reference Book'; 1992, Oxford,
Butterworths-Heinemann.
199. P. J. Spencer: "A Brief History of CALPHAD", Computer Coupling of Phase
Diagram and Thermochemistry, 2008, vol. 32, pp. 1-8.
200. C. W. Bale, E. Belisle, P. Chartrand, S. A. Decterov, G. Eriksson, K. Hack, I.-
H. Jung, Y.-B. Kang, J. Melancon, A. D. Pelton, C. Robelin, and S. Petersen:
"FactSage thermochemical software and databases - recent
development", Computer Coupling of Phase Diagram and
Thermochemistry, 2008, vol. 33(2), pp. 295-311.
201. A. Roine: 'HSC Chemistry 3.0 in Metallurgical Application', Sulfide
Smelting '98: Current and Future Practices, 1998, The Minerals, Metals,
and Materials Society, pp. 49-58.
202. J.-O. Andersson, T. Helander, L. Loglund, P. Shi, and B. Sundman:
"THERMO-CALC & DICTRA, Computational Tools for Materials Science",
Calphad, 2002, vol. 26(2), pp. 273-312.
203. R. G. Berman and T. H. Brown: "Heat Capacity of Minerals in the System
Na2O-K2O-CaO-MgO-FeO-Fe2O3-Al2O3-SiO2-TiO2-H2O-CO2:
Representation, Estimation, and High Temperature Extrapolation",
Contribution to Mineralogy and Petrology, 1985, vol. 89(2-3), pp. 168-
183.
255
204. 'Database Documentation - FactSage(TM).
http://www.crct.polymtl.ca/fact/documentation/', 1976 - 2010
[viewed 10 November 2010].
205. S. A. Decterov, I.-H. Jung, E. Jak, Y.-B. Kang, P. C. Hayes, and A. D. Pelton:
'Thermodynamic Modeling of the Al2O3-CaO-CoO-CrO-Cr2O3-FeO-Fe2O3-
MgO-MnO-NiO2-SiO2-S System and Applications in Ferrous Process
Metallurgy', Proceeding of VII International Conference on Molten Slags,
Fluxes and Salts, Johannesburg, 2004, South African Inst. Mining &
Metallurgy, pp. 839-849.
206. I.-H. Jung, S. A. Decterov, and A. D. Pelton: "Critical Thermodynamic
Evaluation and Optimization of the MgO-Al2O3, CaO-MgO-Al2O3, and MgO-
Al2O3-SiO2 Systems", Journal of Phase Equilibria and Diffusion, 2004, vol.
25(4), pp. 329-345.
207. I.-H. Jung, S. A. Decterov, and A. D. Pelton: "Thermodynamic Modeling of
the Fe-Mg-O system", JOurnal of Physical Chemistry of Solids, 2004, vol.
(65), pp. 1638-1695.
208. I.-H. Jung: "A Thermodynamic Model for Deoxidation Equilibria in Steel",
Metallurgical and Materials Transaction B, 2004, vol. 35B, pp. 493-507.
209. D. K. Smith, A. Majumdar, and F. Ordway: "The Crystal Structure of γ-
Dicalcium Silicate", Acta Crystallica, 1965, vol. 18, pp. 787-795.
210. F. Islam and M. Medraj: "Thermodynamic Modelling of the Mg-Al-Ca
System", Canadian Metallurgical Quarterly, 2005, vol. 44(4), pp. 523-536.
211. M. Aljarrah and M. Medraj: "Thermodynamic Modelling of the Mg-Ca, Mg-
Sr, Ca-Sr, and Mg-Ca-Sr Systems using the Modified Quasichemical
Model", Computer Coupling of Phase Diagram and Thermochemistry,
2008, vol. 32, pp. 240-251.
212. A. Janz, J. Grobner, H. Cao, J. Zhu, Y. A. Chang, and R. Schmid-Fetzer:
"Thermodynamic Modeling of the Mg-Al-Ca System", Acta Materialia,
2009, vol. 57, pp. 682-694.
213. R. Agarwal, J. J. Lee, H. L. Lukas, and F. Sommer: "Calorimetric
Measurements and Thermodynamic Optimisation of the Ca-Mg System",
Zeitschrift für Metalkunde, 1995, vol. 86(2), pp. 103-108.

256
214. N. Chakraborti and H. L. Lukas: "Thermodynamic Optimization of the Mg-
Al-Si Phase Diagram", Calphad, 1992, vol. 16(1), pp. 79-86.
215. H. Feufel, T. Godecke, H. L. Lukas, and F. Sommer: "Investigation of the Al-
Mg-Si System by Experiments and Thermodynamic Calculations", Journal
of Alloy and Compounds, 1997, vol. 247, pp. 31-42.
216. X. Y. Yan, F. Zhang, and Y. A. Chang: "A Thermodynamic Analysis of the
Mg-Si System", Journal of Phase Equilibria, 2000, vol. 21(4), pp. 379-384.
217. D. Kevorkov, R. Schmid-Fetzer, and F. Zhang: "Phase Equilibria and
Thermodynamics of the Mg-Si-Li System and Remodeling of the Mg-Si
System", Journal of Phase Equilibria and Diffusion, 2004, vol. 25(2), pp.
140-151.
218. I.-H. Jung, D.-H. Kang, W.-J. Park, N. J. Kim, and S.-H. Ahn:
"Thermodynamic Modeling of the Mg-Si-Sn", Computer Coupling of Phase
Diagram and Thermochemistry, 2007, vol. 31, pp. 192-200.
219. J. C. Anglezio, C. Servant, and I. Ansara: "Contribution to the Experimental
and Thermodynamic Assessment of the Al-Ca-Fe-Si System. I. Al-Ca-Fe,
Al-Ca-Si, Al-Fe-Si, and Ca-Fe-Si Systems", Calphad, 1994, vol. 18(3), pp.
273-309.
220. J. Grobner, I. Chumak, and S.-F. Rainer: "Experimental Study of Ternary
Ca-Mg-Si Phase Equilibria and Thermodynamic Assessment of Ca-Si and
Ca-Mg-Si Systems", Intermetallics, 2003, vol. 11, pp. 1065-1074.
221. J. Lacaze and B. Sundman: "An Assessment for Fe-C-Si System",
Metallurgical Transactions A, 1991, vol. 22A, pp. 2211-2223.
222. J. Miettinen: "Reassed Thermodynamic Solution Phase Data for Ternary
Fe-Si-C System", Calphad, 1998, vol. 22(2), pp. 231-256.
223. A. A. Nayeb-Hashemi, J. B. Clark, and L. J. Swartzendruber: 'Fe-Mg (Iron-
Magnesium)', in 'Phase Diagram of Binary Iron Alloys', (ed. H. Okamoto),
pp. 200-202; 1993, Materials Park, OH, ASM International.
224. P. Liang, T. Tarfa, J. A. Robinson, S. Wagner, P. Ochin, M. G. Harmelin, H. J.
Seifert, H. L. Lukas, and F. Aldinger: "Experimental Investigation and
Thermodynamic Calculation of the Al-Mg-Zn System", Thermochim. Acta,
1998, vol., pp. 87-110.

257
225. 'The FACT FTLite Light Metal Alloy Database
http://www.crct.polymtl.ca/fact/documentation/', 2011 [viewed 28
February 2011].
226. H. Le Chatelier: "Sur les lois Numeriques des equilibres chimiques",
Comptesrendus de l'Academie des Sciences, 1885, vol. 101, pp. 1005-1007.
227. C. B. Alcock, V. P. Itkin, and M. K. Horrigan: "Vapour Pressure Equations
for the Metallic Elements: 298 - 2500 K", Can. Metall. Q., 1984, vol. 23(3),
pp. 309-313.
228. J. R. Wynnyckyj, E. N. Tackie, and G. Chen: "The Problem of Limited
Recoveries in the Pidgeon Process for Magnesium Production", Canadian
Metallurgical Quarterly, 1991, vol. 30(3), pp. 139-143.
229. R. B. Li, J. J. Wei, L. J. Guo, and S. J. Zhang: 'Numerical Simulation of
Magnesium Production by the Pidgeon Process Part I: A New Model for
Magnesium Reduction Process in a Horizontal Retort ', Seventh
International Conference on CFD in the Minerals and Process Industries,
Melbourne, Australia, 2009, CSIRO, pp.
230. S. J. Zhang, R. B. Li, J. J. Wei, and L. J. Guo: 'Numerical Simulation of
Magnesium Production by the Pidgeon Process Part II: Coupling of the
Magnesium Reduction in the Retorts with the Surrounding Thermal-Flow
Fiels in a Coal-fired Furnace', Seventh International Conference on CFD in
the Minerals and Process Industries, Melbourne, Australia, 2009, CSIRO,
pp.
231. J. R. Wynnyckyj and E. N. Tackie: 'Bench-Scale Investigation of
Magnesium Winning ', Light Metals 1988, Phoenix, Arizona; USA, 25-28
January, 1988, pp.
232. J. Jach: "The Thermal Decomposition of NaBrO3, Part I. Unirradiated
Material", Journal of Physics and Chemistry of Solids, 1963, vol. 24(1), pp.
63-73.
233. Anon, 'IUPAC Compendium of Chemical Terminology '; 1997,
234. H. Janeschitz-Kriegl, 'Crystallisation Modalities in Polymer Melt
Processing. Fundamental Aspects of Structure Formation'; 2010,
Germany, Springer-Verlag.

258
235. A. Putnis, 'Introduction to Mineral Sciences'; 2003, Cambridge,
Cambridge University Press.
236. A. K. Galwey and B. M. E.: 'Kinetic Background to Thermal Analysis and
Calorimetry', in 'Handbook of Thermal Analysis and Calorimetry', (ed. M.
E. Brown), pp. 1998, Amstredam, Elsevier Scientific
237. W. E. Ranz and W. R. Marshall. Jr: Chem. Eng. Prog. , 1952, vol. 48, pp.
141-146, 173-180.
238. N. A. Warner: Transaction of the AIME, 1964, vol. 230, pp. 163-176.
239. E. R. Buckle, J. A. Mawella, and D. J. Hitt: "Particle Condensation in
Metallic Vapour Plumes", Journal of Materials Science, 1984, vol. 19, pp.
3437 - 3442.
240. H. J. T. Ellingham: J. Soc. Chem. Ind., 1944, vol. 63, pp. 125.
241. J. I. Goldstein, D. E. Newbury, P. Echlin, D. C. Joy, C. E. Lyman, E. Lifshin, L.
Sawyer, and J. R. Michael, 'Scanning Electron Microscopy and X-Ray
Microanalysis'; 2003, New York, Kluwer Academic.
242. J. Szekely, J. W. evans, and H. Y. Sohn: 'Gas-Solid Reactions', in pp. 218;
1976, London, Academic Press.
243. B. Hale and P. Kemper: "Analysis of Experimental Nucleation Data for
Silver and SiO using Scaled Nucleation Theory", Journal of Chemical
Physics, 1989, vol. 91, pp. 4314.
244. D. R. Lide, 'CRC Handbook of Chemistry and Physics'; 1997, New York,
CRC.
245. J. R. Davis, ed. Metals Handbook, Desk Edition 1985, Metals Park, Ohio,
The American Society for Metals.
246. G. Wille, F. Millot, and J. C. Rifflet: "Thermophysical Properties of
Containerless Liquid Iron up to 2500 K", International Journal of
Thermophysics, 2002, vol. 23(5), pp. 1197-1206.
247. T. B. King: Trans. Soc. Glass Technol. , 1951, vol. 35, pp. 241.
248. O. Kubaschewski and C. B. Alcock, 'Metallurgical Thermochemistry';
1979, Oxford, Pergamon Press Ltd. .

259
249. F. T. Ferguson and J. A. Nuth III: "Vapour Pressure and Evaporation
Coefficient of Silicon Monoxide over a Mixture of Silicon and Silica",
Journal of Chemical Engineering Data, 2012, vol. 57, pp. 721-728.
250. J. A. Paquette, F. T. Ferguson, and J. A. Nuth III: "A Model of Silicate Grain
Nucleation and Growth in Circumstellar Outflows", The Astrophysical
Journal, 2011, vol. 732(62), pp. 1-12.
251. F. J. M. Rietmejer, J. A. Nuth III, and J. M. Karner: "Metastable Eutectic
Condensation in a Mg-Fe-SiO-H2-O2 Vapour: Analogs to Circumstellar
Dust ", The Astrophysical Journal 1999, vol. 527, pp. 395-404.
252. D. Springorum, ed. Slag Atlas, 1995, Dusseldorf, Verlag Stahleisen GmbH.
253. R. C. Doman, J. B. Barr, R. N. McNally, and A. M. Alper: "Phase Equilibria in
the System CaO-MgO", J. Am. Ceram. Soc., 1963, vol. 46, pp. 313-316.
254. X. Wang and M. Hillert: "Thermodynamic Calculation of the CaO-MgO
System", Calphad, 1989, vol. 13(3).
255. I. Srecec, A. Ender, E. Woermann, W. Gans, E. Jacobsson, G. Eriksson, and
E. Rosen: "Activity-Composition Relation to Magnesiowustite Solid
Solution Series in Equilibrium with Metallic Iron in the Temperature
Range 1040-1400 K", Phys. Chem. Minerals, 1987, vol. 14, pp. 492-498.
256. N. K. Batra: "Modelling of Ferrosilicon Smelting in Submerged Arc
Furnaces", Ironmaking and Steelmaking, 2003, vol. 30(5), pp. 399-404.
257. E. H. Myrhaug and H. Tveit: 'Material Balances of Trace Elements in the
Ferrosilicon and Silicon Process', 2000 Electric Furnace Conference
Orlando, 2000, pp.
258. T. B. Massalski and H. Okamoto, 'Binary Alloy Phase Diagram '; 1990,
Ohio, ASM International.
259. G. Erikkson, P. Wu, M. Blander, and A. D. Pelton: "Critical Evaluation and
Optimisation of the Thermodynamic Properties and Phase Diagrams of
the MnO-SiO2 and CaO-SiO2 Systems", Canadian Metallurgical Quarterly,
1994, vol. 33, pp. 13-21.
260. W. Jander and Hoffmann: Zeft energ. Chem. , 1934, vol. 218.
261. W. Gutt: Nature, 1965, vol. 207, pp. 184-185.

260
262. C. W. Bale, P. Chartrand, S. A. Degterov, G. Eriksson, K. Hack, R. B.
Mahfoud, J. Melancon, A. D. Pelton, and S. Petersen: "Factsage
Thermochemical Software and Databases", Calphad, 2002, vol. 26(2), pp.
189-228.

A-1
Appendix A: Species and Phases in the
Silicothermic System
This section provides description on the phases and species involved in the
silicothermic process, in particular for the Pidgeon process. Calcined dolomite
and ferrosilicon are the main raw materials for the silicothermic processes. The
product of this process is dicalcium silicate and magnesium vapour.
A.1. Calcined Dolomite
In the calcinations process, dolomite (CaCO3.MgCO3) decomposes to form
calcined dolomite (CaO.MgO). It has NaCl-cubic (rock salt) type crystal
structure. Figure A.1 illustrates the phase diagram of CaO-MgO system 252. At the
calcined dolomite composition (58.18 wt% CaO and 41.82 wt% MgO), the CaO-
MgO system comprises of a mixture of CaO-rich solid solution and MgO-rich
solid solution phases.
Figure A.1 The CaO-MgO Phase Diagram after Doman et al 253. The dashed lines is the assessment results of Hillert and Wang 254.

A-2
The large difference in cation size, i.e. 1.00 Å for CaO and 0.70 Å for MgO, imply a
limited miscibility in CaO and MgO, especially at a temperature between 1100 to
2200 °C. Limited solid solution of CaO and MgO exist at a temperature above
1600 °C. The maximum solid solution of MgO in the CaO lattice is approximately
17 wt% at 2370 °C, while the maximum solid solution of CaO in the MgO lattice
is approximately 7.8 wt% at 2370 °C 253.
Besides CaO and MgO as the major constituent, calcined dolomite has impurities
such as FeO, Al2O3. Below is the thermodynamic description of the binary
system involved in the calcined dolomite:
- FeO – MgO system: solid solution exist in FeO and MgO system, and the
phase are completely miscible at high temperature255.
- CaO-FeO system: CaO and FeO rich solid solution exist in CaO-FeOwith
miscibility gap102
- CaO – Al2O3 system: a number of calcium aluminate compounds exist in
this system, such as Ca3Al2O6, Ca5Al6O14, CaAl2O4, and Ca3Al10O18
- MgO– Al2O3 system: This binary compounds form spinel solid solution
(Mg2+, Al3+)(Mg2+, Al3+, Va)2O4 206
A.2. Ferrosilicon
Ferrosilicon is an alloy of iron of iron and silicon. Ferrosilicon alloys are
produced by carbothermic reduction of silica or quartzite in submerged electric
arc smelting furnace in the range 700 to 1300 °C 256, 257. Phase diagram of Fe-Si
system is illustrated in Figure A.2. At 75 wt% Si and 1200 °C, the Fe-Si system
contains FeSi2 compounds and pure Si. The melting point of ferrosilicon is 1200
to 1250 °C, while the boiling point of this compound is 2355 °C26.

A-3
Figure A.2 Fe-Si Phase Diagram (After Masalski and Okamoto258)
Commercial grade ferrosilicon contains some impurities, such as P, S, and C.
They originally come from the raw material, which dissolves in ferrosilicon and
form stable silicides 257.
A.3. Flux
In some processes, flux is added to increase the rate of reaction or to modify the
phases present in the system. CaF2 is added as the cataltyst to increase the
reaction rate of silicothermic process. Al2O3 flux is added to reduce the liquidus
temperature of the slag. Al2O3 is originally from bauxite (AlO(OH)4 or
Al2O3.2H2O).
A.4. Dicalcium silicate
Dicalcium silicate (Ca2SiO4 or 2CaO.SiO2) is a white solid product resulting from
the silicothermic reaction. Figure A.3 illustrates the phase diagram of CaO-SiO2
system.

A-4
Dicalcium silicate has five polymorphs, which are: γ- Ca2SiO4, β- Ca2SiO4, α’-
Ca2SiO4, and α- Ca2SiO4 209. γ- Ca2SiO4 is thermodynamically stable at room
temperature up to 725 °C, while α’-Ca2SiO4 is stable at a temperature between
620 °C and 1425 °C. α’-Ca2SiO4 will convert to α-Ca2SiO4 at a temperature above
1425 °C.
Figure A.3 CaO-SiO2 Phase Diagram259
γ-Ca2SiO4 belongs to olivine solid solution along with monticellite (CaMgSiO4)
and fosterite (Mg2SiO4). However, the structure of γ-Ca2SiO4 is slightly
incompatible with olivine Mg2SiO4 because of the larger Ca2+ cation compared
with Mg2+. Smith et al 260 concluded that the structure of γ-Ca2SiO4 is similar
with Al2BeO4-type crystal structure, which is orthorhombic.
Figure A.4 shows the phase diagram of Ca2SiO4-Mg2SiO4 system119. This system
is essential for the silicothermic process, as MgO-CaO-SiO2 compounds are
prominent in this process. Dicalcium silicate forms a limited solid solution with
Mg2SiO4. Gutt 261 found limited solubility of Mg2+ in α’- and γ-Ca2SiO4 and no
solubility of Mg2+ in α-Ca2SiO4.

A-5
Figure A.4 Phase Diagram of Ca2SiO4-Mg2SiO4 System 119

A-6
This Page Intentionally Left Blank

B-1
Appendix B: FactSage Program
B.1. Description of Program
FactSage© 200, 262 is an integrated database computing system which provides
tool for computational chemical thermodynamics. It was the integration of two
well-known software packages in the field of computational chemistry: Fact-
Win88 and ChemSage86. The FactSage database contains optimised pure
thermodynamic database for inorganic systems and solution databases for
oxides, salts, metals, mattes, etc. Figure B.1 shows the main menu of this
program. FactSage can calculate properties of a reaction, such as Gibbs energy,
enthalpy and entropy in the Reaction Module. Phase Diagram Module can
construct phase diagram of binary, ternary and quaternary system. The most
widely used module, in particular for this thesis, is called the Equilib Module. It
calculates complex equilibrium for multi-component and multiphase system
based on the Gibbs Energy Minimisation technique 83. When the calculation is
finished, the result window will provide the equilibrium products of the
reaction.
Figure B.1 FactSage Program Version 6.1

B-2
User enters the amount of input data in the Reactants Menu, as displayed in
Figure B.2. The thermodynamic data of defined species are retrieved from the
chosen database. The database of particular species has a certain temperature
range. In the case of calculation is carried out outside its temperature range, the
thermodynamic data is extrapolated. FactSage contains pure and solution
databases. The pure databases are FACT53 element database and ELEM
database. There is a number of solution database available, for example FTOxid
for oxides database, FTLite for metal database, FTSalt for salt database, etc.
Figure B.3 shows the list of database in the FactSage program. These databases
have been all developed FactSage developer through valuation and
“optimisation” of thermodynamic data from the primary literature. The
description of each solution model has been clearly described in the manual.
However, the user cannot retrieve the model parameters used in the solution
models. Instead, the user can develop their own solution database using their
data or literature in the Solution Module.
Figure B.2 Reactant Menu

B-3
Figure B.3 List of Thermodynamic Databases
The equilibrium calculation in the Equilib module is achieved through these
steps:
1. Reactant Definition
User enters the amount (in mol/gram) of species and phase in the
reactant menu. The initial temperature and pressure may be required in
order to actual the enthalpy and entropy of the system
2. Selection of Possible Compound and Solution Products
In default, FactSage will include all the possible compound and element
that may form from given reactant. User can refine the compound species
and eliminate unnecessary compound in the product sub-menu in the
Equilib menu window (see Figure E.4). The selection of solution species
based on chosen database is also carried in this menu.
3. Determination of Final Conditions, such Temperature, Pressure, or
Amount of Specific Compound/Element
4. Equilibrium Calculation
5. Result
The result is displayed in the Results Window using FACT format or
SGTE format.

B-4
Figure B.4 Equilib Menu Window
B.2. Customised Solution Models
In the FactSage program, user can enter their own or literature data on the
compound’s thermodynamic property or on the solution model. The
modification of a compound property data is carried out in the Compound
Module, while the modification of solution property in a private database is
carried out in the Solution Module.
There are several types of solution model that can be employed, which are:
1. Polynomial (Kohler/Toop)
2. Wagner Interaction Formalism
3. Quasichemical
4. Sublattice (Kohler/Toop)
5. Sublattice (Muggianu)
6. Pitzer
7. Polynomial (Muggianu) in Redlich-Kister or Legendre polynomial
8. Sublattice (Quasichemical)
9. Compound Energy Formalism

B-5
The solution model developed in thermodynamic modelling study is based on
the polynomial (Muggianu) with Redlich-Kister type polynomial. The name of
solution model for metallic solid solution is called the PIDG Solution. It contains
three sub-models, which are HCP, BCC and FCC. This compounds use
thermodynamic data from FACT53 database. The details of binary excess
parameters in the FCC, HCP and BCC solution models are displayed in Figure E.5
to E.7, respectively.
Figure B.5 Binary Excess Parameters in the FCC Solution Model

B-6
Figure B.6 Binary Excess Parameter in the HCP Solution Model
Figure B. 7 Binary Excess Parameter in the BCC Solution Model

B-7
B.3 Examples of Computational Thermodynamics
B.3.1 Pidgeon Process Equilibrium at 1100 °°°°C and 7 Pa
This sub-chapter provides the details of computational thermodynamic of a
Pidgeon process system at temperature of 1100 °C and pressure of 7 Pa. Figure
B.8 provides the details of the amount of reactants. Figure E.9 provides some of
the elements and compounds as possible species in the reaction product at
equilibrium.
Figure B.8 Input Species for the Pidgeon Process Reaction
Figure B.9 Details of Species Considered in the Equilibrium calculation
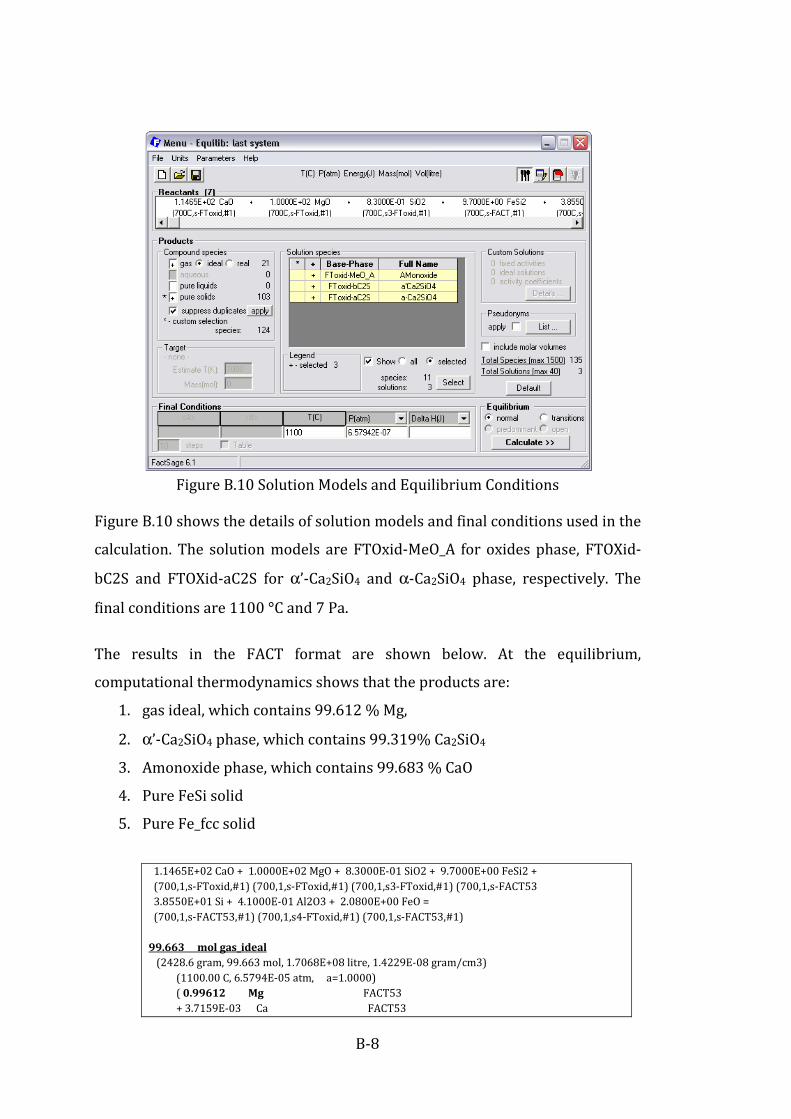
B-8
Figure B.10 Solution Models and Equilibrium Conditions
Figure B.10 shows the details of solution models and final conditions used in the
calculation. The solution models are FTOxid-MeO_A for oxides phase, FTOXid-
bC2S and FTOXid-aC2S for α’-Ca2SiO4 and α-Ca2SiO4 phase, respectively. The
final conditions are 1100 °C and 7 Pa.
The results in the FACT format are shown below. At the equilibrium,
computational thermodynamics shows that the products are:
1. gas ideal, which contains 99.612 % Mg,
2. α’-Ca2SiO4 phase, which contains 99.319% Ca2SiO4
3. Amonoxide phase, which contains 99.683 % CaO
4. Pure FeSi solid
5. Pure Fe_fcc solid
1.1465E+02 CaO + 1.0000E+02 MgO + 8.3000E-01 SiO2 + 9.7000E+00 FeSi2 + (700,1,s-FToxid,#1) (700,1,s-FToxid,#1) (700,1,s3-FToxid,#1) (700,1,s-FACT53 3.8550E+01 Si + 4.1000E-01 Al2O3 + 2.0800E+00 FeO = (700,1,s-FACT53,#1) (700,1,s4-FToxid,#1) (700,1,s-FACT53,#1) 99.663 mol gas_ideal
(2428.6 gram, 99.663 mol, 1.7068E+08 litre, 1.4229E-08 gram/cm3) (1100.00 C, 6.5794E-05 atm, a=1.0000) ( 0.99612 Mg FACT53 + 3.7159E-03 Ca FACT53

B-9
+ 1.3765E-04 Fe FACT53 + 2.1205E-05 SiO FACT53 + 4.5508E-07 Al FACT53) + 51.693 mol a'Ca2SiO4 (8892.4 gram, 51.693 mol) (1100.00 C, 6.5794E-05 atm, a=1.0000) ( 6.8148E-03 Mg2SiO4 FToxid + 0.99319 Ca2SiO4 FToxid) System component Mole fraction Mass fraction Fe 1.1623E-10 2.6413E-10 Ca 0.28377 0.46278 Si 0.14286 0.16326 Mg 1.9471E-03 1.9257E-03 O 0.57143 0.37203 + 10.446 mol AMonoxide (586.12 gram, 10.446 mol) (1100.00 C, 6.5794E-05 atm, a=1.0000) ( 0.99683 CaOFToxid + 1.7901E-03 MgOFToxid + 1.3786E-03 Al2O3 FToxid) System component Mole fraction Mass fraction Fe 7.1758E-09 1.4313E-08 Ca 0.49739 0.71198 Al 1.3757E-03 1.3258E-03 Mg 8.9321E-04 7.7538E-04 O 0.50034 0.28592 + 7.0854 mol FeSi_solid T FACT53 (594.68 gram, 7.0854 mol) (1100.00 C, 6.5794E-05 atm, S1, a=1.0000) + 4.6809 mol Fe_fcc FACT53 (261.41 gram, 4.6809 mol) (1100.00 C, 6.5794E-05 atm, S2, a=1.0000) + 0.39558 mol Ca3Al2O6_solid FACT53 (106.88 gram, 0.39558 mol) (1100.00 C, 6.5794E-05 atm, S1, a=1.0000) + 0.00000 mol Ca3Al2O6_solid FToxid (1100.00 C, 6.5794E-05 atm, S1, a=1.0000) + 0.00000 mol CaO_lime FACT53 (1100.00 C, 6.5794E-05 atm, S1, a=0.99539) + 0.00000 mol CaO_limeFToxid (1100.00 C, 6.5794E-05 atm, S1, a=0.99539) + 0.00000 mol Fe_bcc FACT53 …… …

B-10
B.3.2 Condensation of Magnesium Vapour at 1050 °°°°C
This sub-chapter provides the detail of condensation of magnesium vapour from
1100 to 1050 °C. Figure E.11 shows the input data for the calculation. This is
mixture of vapour, which is based on the results of equilibrium of the
Pidgeonprocess at 1100 °C and 7 Pa. Figure E.12 shows the final condition and
solution models employed in the calculation.
Figure B.11 Input Species for the Vapour Condensation
Figure B.12 Solution Species and Final Conditions for the Vapour Condensation

B-11
The results are shown below. The phase resulted from equilibrium of vapour at
1050 °C are:
1. 99.649 mol of ideal gas (vapour phase), which contains 99.62% Mg
2. 6.8×10-3 mol of fcc phase, which contains 99.99% Fe
3. 1.18×10-3 mol of bcc phase, which contains 99.99% Fe
4. 1.9×10-3 mol of Amonoxide phase, which contains 99.84% CaO
5. 1.9×10-3 mol of pure FeSi
9.9277E+01 Mg + 3.7034E-01 Ca + 1.3718E-02 Fe + 2.1134E-03 SiO + (1100,6.57E-05,g-FACT53,#1) (1100,6.57E-05,g-FACT53,#1) (1100,6.57E-05,g-FAC 4.5355E-05 Al = (1100,6.57E-05,g-FACT53,#1) 99.649 mol gas_ideal (2427.9 gram, 99.649 mol, 1.6444E+08 litre, 1.4764E-08 gram/cm3) (1050.00 C, 6.5794E-05 atm, a=1.0000) ( 0.99626 Mg FACT53 + 3.6969E-03 Ca FACT53 + 3.7315E-05 Fe FACT53 + 1.6472E-06 SiO FACT53 + 1.6108E-07 Al FACT53) + 6.8986E-03 mol FCC (0.38524 gram, 6.8986E-03 mol) (1050.00 C, 6.5794E-05 atm, a=1.0000) ( 6.8475E-05 Mg T PIDG + 5.1558E-06 Al T PIDG + 0.99992 Fe PIDG + 6.8615E-06 Ca PIDG) System component Mole fraction Mass fraction Fe 0.99992 0.99996 Ca 6.8615E-06 4.9244E-06 Si 4.8065E-11 2.4174E-11 Al 5.1558E-06 2.4911E-06 Mg 6.8475E-05 2.9803E-05 + 1.9478E-03 mol AMonoxide#1 (0.10922 gram, 1.9478E-03 mol) (1050.00 C, 6.5794E-05 atm, a=1.0000) ( 0.99849 CaOFToxid + 1.1328E-03 MgOFToxid + 3.7910E-04 Al2O3 FToxid) System component Mole fraction Mass fraction Fe 1.1016E-09 2.1953E-09 Ca 0.49896 0.71362 Al 3.7889E-04 3.6481E-04 Mg 5.6609E-04 4.9099E-04 O 0.50009 0.28553 + 0.00000 mol AMonoxide#2 (1050.00 C, 6.5794E-05 atm, a=0.33100)

B-12
( 6.0862E-04 CaOFToxid + 0.99939 MgOFToxid) + 1.1802E-03 mol BCC (6.5105E-02 gram, 1.1802E-03 mol) (1050.00 C, 6.5794E-05 atm, a=1.0000) ( 2.3525E-02 Al T PIDG + 0.97641 Fe PIDG + 6.0737E-05 Si PIDG) System component Mole fraction Mass fraction Fe 0.97641 0.98846 Ca 9.9692E-11 7.2428E-11 Si 6.0737E-05 3.0923E-05 Al 2.3525E-02 1.1506E-02 + 0.00000 mol a'Ca2SiO4 (1050.00 C, 6.5794E-05 atm, a=0.32340) ( 5.3846E-03 Mg2SiO4 FToxid + 0.99462 Ca2SiO4 FToxid) + 0.00000 mol hcp (1050.00 C, 6.5794E-05 atm, a=2.2781E-04) ( 0.35860 Mg T PIDG + 1.9045E-02 Ca PIDG + 5.9848E-02 Al T PIDG + 0.56250 Si PIDG) + 1.9492E-03 molFeSi_solid T FACT53 (0.16359 gram, 1.9492E-03 mol) (1050.00 C, 6.5794E-05 atm, S1, a=1.0000)
Pidgeon Process, 1100 °°°°C, 7 atm
(gram) 4.2 SiO2 + 13.4 FeO + 361.3 MgO + 617.4 CaO + (gram) 3.7 Al2O3 + 48.5 Fe + 145.5 Si = 8.9283 molgas_ideal (217.54 gram, 8.9283 mol, 1.4562E+07 litre, 1.4939E-08 gram/cm3) (1100.00 C, 6.9084E-05 atm, a=1.0000) ( 0.99631 Mg FACT53 + 3.5395E-03 Ca FACT53 + 1.3109E-04 Fe FACT53 + 2.0191E-05 SiO FACT53 + 4.3363E-07 Al FACT53) + 795.84 gram a'Ca2SiO4 (795.84 gram, 4.6266 mol) (1100.00 C, 6.9084E-05 atm, a=1.0000) ( 0.58104 wt.% Mg2SiO4 FToxid + 99.419 wt.% Ca2SiO4 FToxid) System component Mole fraction Mass fraction Fe 1.1608E-10 2.6381E-10 Ca 0.28368 0.46267 Si 0.14286 0.16327 Mg 2.0297E-03 2.0075E-03 O 0.57143 0.37205 + 95.078 gram AMonoxide#1 (95.078 gram, 1.6945 mol)

B-13
(1100.00 C, 6.9084E-05 atm, a=1.0000) ( 1.8418E-06 wt.% FeOFToxid + 99.615 wt.% CaOFToxid + 0.13508 wt.% MgOFToxid + 0.25019 wt.% Al2O3 FToxid) System component Mole fraction Mass fraction Fe 7.1781E-09 1.4318E-08 Ca 0.49734 0.71194 Al 1.3740E-03 1.3242E-03 Mg 9.3831E-04 8.1456E-04 O 0.50034 0.28592 + 0.00000 gram AMonoxide#2 (1100.00 C, 6.9084E-05 atm, a=0.42232) ( 4.4991E-05 wt.% FeOFToxid + 9.7959E-02 wt.% CaOFToxid + 99.902 wt.% MgOFToxid) + 52.354 gram FeSi_solid T FACT53 (52.354 gram, 0.62378 mol) (1100.00 C, 6.9084E-05 atm, S1, a=1.0000) + 24.016 gram Fe_fcc FACT53 (24.016 gram, 0.43004 mol) (1100.00 C, 6.9084E-05 atm, S2, a=1.0000) + 9.1740 gram Ca3Al2O6_solid FToxid (9.1740 gram, 3.3953E-02 mol) (1100.00 C, 6.9084E-05 atm, S1, a=1.0000)
The Magnetherm Process, 1550 °°°°C, 5 kPa
(gram) 2.3 SiO2 + 4.2 FeO + 388.8 MgO + 604.0 CaO + (gram) 154 Al2O3 + 48.5 Fe + 145.5 Si + 84.5 SiO2 + (gram) 47.32 Al2O3 + 20.38 MgO + 185.9 CaO = 8.4616 molgas_ideal (206.29 gram, 8.4616 mol, 25653. litre, 8.0417E-06 gram/cm3) (1550.00 C, 4.9346E-02 atm, a=1.0000) ( 0.99591 Mg FACT53 + 2.8351E-03 Ca FACT53 + 7.4573E-04 SiO FACT53 + 4.8953E-04 Fe FACT53 + 1.4490E-05 Al FACT53 + 8.0718E-06 Mg2 FACT53 + 5.7844E-07 Al2O FACT53 + 2.0619E-07 Si FACT53) + 953.29 gram ASlag-liq#1 (953.29 gram, 15.598 mol) (1550.00 C, 4.9346E-02 atm, a=1.0000) ( 21.118 wt.% Al2O3 FToxid + 19.389 wt.% SiO2 FToxid + 52.975 wt.% CaOFToxid + 9.9437E-04 wt.% FeOFToxid + 7.6155E-07 wt.% Fe2O3 FToxid + 6.5175 wt.% MgOFToxid) Site fraction of sublattice constituents: Al 0.22472 Si 0.17506 Ca 0.51248 Fe2+ 7.5085E-06 Fe3+ 5.1743E-09 Mg 8.7726E-02 ----------------------------------- O 1.0000

B-14
System component Mole fraction Mass fraction Fe 3.2848E-06 7.7346E-06 Ca 0.22404 0.37861 Si 7.6533E-02 9.0631E-02 Al 9.8241E-02 0.11177 Mg 3.8352E-02 3.9303E-02 O 0.56283 0.37969 + 0.00000 gram ASlag-liq#2 (1550.00 C, 4.9346E-02 atm, a=1.0000) ( 21.118 wt.% Al2O3 FToxid + 19.389 wt.% SiO2 FToxid + 52.975 wt.% CaOFToxid + 9.9437E-04 wt.% FeOFToxid + 7.6155E-07 wt.% Fe2O3 FToxid + 6.5175 wt.% MgOFToxid) Site fraction of sublattice constituents: Al 0.22472 Si 0.17506 Ca 0.51248 Fe2+ 7.5085E-06 Fe3+ 5.1743E-09 Mg 8.7726E-02 ----------------------------------- O 1.0000 System component Mole fraction Mass fraction Fe 3.2848E-06 7.7346E-06 Ca 0.22404 0.37861 Si 7.6533E-02 9.0631E-02 Al 9.8241E-02 0.11177 Mg 3.8352E-02 3.9303E-02 O 0.56283 0.37969 + 448.37 gram a-Ca2SiO4 (448.37 gram, 2.6200 mol) (1550.00 C, 4.9346E-02 atm, a=1.0000) ( 2.8808 wt.% Mg2SiO4 FToxid + 97.119 wt.% Ca2SiO4 FToxid + 2.5905E-05 wt.% Fe2SiO4 FToxid) System component Mole fraction Mass fraction Fe 6.2159E-08 1.4199E-07 Ca 0.27570 0.45197 Si 0.14286 0.16411 Mg 1.0012E-02 9.9534E-03 O 0.57143 0.37396 + 0.00000 gram Fe-liq (1550.00 C, 4.9346E-02 atm, a=0.94899) ( 87.890 wt.% Fe FACT + 0.22754 wt.% Al FACT + 6.7019E-05 wt.% Ca FACT + 7.1394E-06 wt.% O FACT + 11.864 wt.% Si FACT + 1.5764E-02 wt.% Mg FACT + 8.2907E-04 wt.% MgO FACT + 5.7283E-04 wt.% CaO FACT + 3.4171E-04 wt.% AlO FACT + 1.2874E-05 wt.% SiO FACT + 8.4567E-04 wt.% Al2O FACT) + 77.439 gram FeSi_solid T FACT53 (77.439 gram, 0.92266 mol) (1550.00 C, 4.9346E-02 atm, S1, a=1.0000)

B-15
Mintek Process, 1750 °°°°C, 85 kPa
(gram) 9.8 SiO2 + 3.1 Fe2O3 + 391. MgO+ 562. CaO + (gram) 4.8 Al2O3 + 56.75 Fe + 170.25 Si + 0.9 Fe + (gram) 0.02775 Si + 18.45375 Al + 3.7E-4 Mn = 9.4348 molgas_ideal (231.53 gram, 9.4348 mol, 1867.2 litre, 1.2400E-04 gram/cm3) (1750.00 C, 0.83888 atm, a=1.0000) ( 0.98578 Mg FACT + 1.1380E-02 Ca FACT + 2.5832E-03 SiO FACT + 1.1914E-04 Al FACT + 1.0399E-04 Mg2 FACT + 1.7073E-05 Fe FACT + 1.1661E-05 Al2O FACT + 8.1156E-06 Si FACT + 1.1960E-07 Mn FACT) + 203.60 gram ASlag-liq#1 (203.60 gram, 3.4046 mol) (1750.00 C, 0.83888 atm, a=1.0000) ( 13.949 wt.% Al2O3 FToxid + 23.251 wt.% SiO2 FToxid + 58.710 wt.% CaOFToxid + 5.1345E-05 wt.% FeOFToxid + 4.0901 wt.% MgOFToxid) Site fraction of sublattice constituents: Al 0.15125 Si 0.21391 Ca 0.57874 Fe2+ 3.9506E-07 Fe3+ 2.1750E-10 Mg 5.6098E-02 Mn2+ 6.2732E-10 Mn3+ 2.0253E-14 ----------------------------------- O 1.0000 System component Mole fraction Mass fraction Fe 1.7265E-07 3.9933E-07 Mn 2.7400E-10 6.2347E-10 Ca 0.25277 0.41959 Si 9.3431E-02 0.10868 Al 6.6062E-02 7.3825E-02 Mg 2.4502E-02 2.4665E-02 O 0.56323 0.37323 + 0.00000 gram ASlag-liq#2 (1750.00 C, 0.83888 atm, a=1.0000) ( 13.949 wt.% Al2O3 FToxid + 23.251 wt.% SiO2 FToxid + 58.710 wt.% CaOFToxid + 5.1345E-05 wt.% FeOFToxid + 4.0901 wt.% MgOFToxid) + 48.246 gram Fe-liq (48.246 gram, 1.4635 mol) (1750.00 C, 0.83888 atm, a=1.0000) ( 30.756 wt.% Fe FACT + 11.953 wt.% Al FACT + 3.9092 wt.% Ca FACT + 6.3814E-04 wt.% Mn FACT + 6.8867E-05 wt.% O FACT + 43.128 wt.% Si C FACT + 9.6324 wt.% Mg C FACT

B-16
+ 6.8411E-02 wt.% MgO FACT + 0.11507 wt.% CaO FACT + 2.0781E-02 wt.% AlO FACT + 2.7058E-03 wt.% SiO FACT + 0.41356 wt.% Al2O FACT) System component Mole fraction Mass fraction Fe 0.18060 0.30756 Mn 3.8090E-06 6.3815E-06 Ca 3.2658E-02 3.9915E-02 Si 0.50357 0.43130 Al 0.14931 0.12285 Mg 0.13052 9.6737E-02 O 3.3480E-03 1.6335E-03 + 0.00000 gram a'Ca2SiO4 (1750.00 C, 0.83888 atm, a=0.99948) ( 1.6006 wt.% Mg2SiO4 FToxid + 1.1220E-06 wt.% Fe2SiO4 FToxid + 98.399 wt.% Ca2SiO4 FToxid) + 666.12 gram Ca2SiO4_alpha FToxid (666.12 gram, 3.8674 mol) (1750.00 C, 0.83888 atm, S3, a=1.0000) + 67.587 gram FeSi_solid T FACT (67.587 gram, 0.80528 mol) (1750.00 C, 0.83888 atm, S1, a=1.0000)

C-1
Appendix C: Temperature Profile Measurement
C.1 Temperature Profile with and without Condenser
Figure C. 1 Temperature Profile Measurement at Set Point of 1190 oC, Ar gas Flow Rate of 0.3 L/min, and Cooling Water Rate of 3 L/min
Figure C. 2 Temperature Profile At Different Condenser Position
0
200
400
600
800
1000
1200
1400
0 10 20 30 40 50 60 70 80
Measurement without Condenser
Measurement with Condenser
Position, cm
Te
mp
era
ture
,C
Condenser position
Isothermal Zone at 1190 - 1191 C
0
200
400
600
800
1000
1200
1400
30 35 40 45 50 55 60 65
Te
mp
era
ture
( C
)
Position, cm
condenser position: 60 cm
condenser position: 40 cm

C-2
C.2 Temperature Profile with Different Argon Gas Flow
Rate
Figure C. 3 Temperature Profile Measurement at Set Point of 1140 oC, Ar gas Flow Rate of 0.3 L/min, and Cooling Water Rate of 3 L/min
C.3 Temperature Profile at 1140 – 1145 °°°°C
Figure C. 4 Temperature Profile Measurement at Set Point of 1145 °C under Ar Gas Flow Rate of 0.3 L/min. The Position of Water-cooled Condenser is 30 cm from the right-end of tube.
0
200
400
600
800
1000
1200
1400
-10 0 10 20 30 40 50 60 70 80
Ar Flow Rate 0.2 L/min with Condenser
Ar Flow Rate = 0.2 L/min
Ar Flow Rate = 2 L/min
Position, cm
Te
mp
era
ture
,C
Position, cm
Te
mp
era
ture
,C
Condenser position
Isothermal Zone at 1135 - 1136 C
Position, cmPosition, cm
0
200
400
600
800
1000
1200
1400
5 15 25 35 45 55 65
Te
mp
era
ture
(C
)
position (cm)
Thermocouple 1 Thermocouple 2

C-3
C.4 Temperature Profile at Different Set Point
Temperature
Figure C. 5 Temperature Profile Measurement at Set-Point Temperatures of 1130 °C, 1145 °C and 1160 °C. Sample is put inside the Tube Furnace at 25 cm Position.
C.5 Isothermal Position inside Horizontal Tube Furnace
Figure C. 6 The Isothermal Position inside Tube Furnace at Set Point Temperature of 1130, 1145 and 1160 °C
800
850
900
950
1000
1050
1100
1150
1200
0 5 10 15 20 25 30 35
1130 C 1145 C 1160 C
1100
1110
1120
1130
1140
1150
1160
12 15 18 21 24 27 30
1130 C 1145 C 1160 C

C-4
Figure C. 7 Temperature Calibration between Set Point and Actual Temperature
R² = 0.9891
1120
1125
1130
1135
1140
1145
1150
1125 1130 1135 1140 1145 1150 1155 1160 1165
Series1 Linear (Series1)

D-1
Appendix D: Error Analysis In laboratory experiments, the measurements of physical and chemical analysis
are always associated with its uncertainties. The error in experiment is
classified into random errors and systematic error. The random errors arise
from uncertainties in measurement devices. The systematic error may occur
from all other sources of errors such as impure reagent, instrumentation, etc. In
the experiment, every activity such as weighing, flow rate measurement,
temperature measurement, and chemical analysis contribute to uncertainty.
The possible source of error may arise from the weight and size of sample,
initial composition of sample, and temperature inside furnace.
The error of summation or substraction of two quantities of a and b is as
follows263:
δ ' δ δt
where δ, δ, and δt are absolute error of quantities p, a, and b.
The error of product of two quantities of a and b is as follows:
δ ' δ
δtt
D.1 Errors in Experimental Procedures
D.1.1 Weighing Error
All samples are weighed in six figure balance with the error of + 0.0001 g.
D.1.2 Temperature Measurement Error
Temperature was measured using K-type thermocouple and recorded by a
multimeter, which has uncertainty as follows:
- error in temperature below 1000 oC: + 0.1 °C
- error in temperature above 1000 oC is + 1 °C
The temperature profile measurement was carried out by placing ceramic
sheathed thermocouple inside the furnace. Temperature was recorded every 1

D-2
cm position. The error associated with the position of thermocouple estimated
to be + 5 mm. This corresponds to + 1 °C at the hot zone (between 20 to 40 cm
position) and + 15 at the cooler zone (between 0 and 20 cm position and 40 to
80 cm position).
D.1.3 Error in Sample Position inside Furnace
Ceramic boat which contains sample was connected to a steel rod. Ceramic boat
was displaced into a hot zone in the horizontal tube furnace by placing a strong
magnet to the steel rod and moved the magnet along. The error of sample
position was estimated to be + 2 mm.
D.1.4 Flow Rate Errors
Argon gas is measured using BES Flowmeter, which is a type of gas rotameter.
The flow mater has range between 5×10-5 m3/min and 50×10-5 m3/min. The
error in argon gas flow rate measurement is estimated to be + 5×10-5 m3/min.
Cooling water flow rate is also measured using BES flowmeter which has flow
rate range between 1×10-3 m3/min and 3×10-3 m3/min. The error in cooling
water measurement is estimated to be + 2×10-4 m3/min (i.e. half the smallest
scale of the flowmeter).
D.2 Error in Analytical Technique
D.2.1 Error in EDS Analysis
The error in accuracy in EDS analysis was expected to be + 5 wt% for particles
and rough surface without standards (based on Briggs et al264).
D.2.1 Error in XRD Analysis
The source of error in XRD measurements may be caused by misalignment of
the equipment, sample displacement, absorption, and peak distortion due to
Kα2 and Kβ wavelengths. These errors were not important because we were
only performing phase identification.

E-1
Appendix E: Sample Calculations
E.1 Kinetics Analysis
E.1.1 Determination of Mass Transfer Coefficient
σV& ' 3_$/j (from Geiger and Poirer, p.466, Table 13.7)
σK ' 3.418_$/j
σV&BK ' :$ σV& σK ' 3.209_$/j
ε/κ,V& ' 1772.16
ε/κ,K ' 124
ε
κ|,)*°\Ã ' ã ε
κ|,)* ε
κ|,\Ãä+ ' 443.607
κ|3ε
' 3.5459
ΩV&BK ' 0.9 (from Geiger and Poirer, p.464, Figure 13.18)
Diffusivity of Mg-Ar:
' .:::£;£r3¡(σ\|+Ωz,\| µ :
V\ :V| (6.18)
From Equation (6.18), V&BK ' 5.1725_$/j
Mass transfer coefficient of Mg-Ar (Warner relation):
A ' 2.0 0.6]P:/$cQ:/r :.:;¦$K (6.17)
At flow rate of 8×10-5 m3/min, r = 0.7 cm, µ = 7.14×10-5 kg/m.s :
]P ' 2ρhiη
' 20.3090.070.0077.14d10B; ' 0.4298
cT ' η
ρV&BK ' 7.14d10B;0.3095.1725 ' 0.045
By substituting NRe, NSc, and DMg-Ar to Equation (6.17), mass transfer coefficient can be calculated to be : A ' 9.09_/j

E-2
E.2 Experimental Study
E.2.1 Calculation of Required Amount of Reactant
Silicothermic reaction proceeds as follows:
2 2 ' 2& $ % (E. 1)
The atomic mass of the species is as follows: Ar Mg: 24.305
Ar Ca: 40.078
Ar Si: 28.0855
Ar Fe: 55.847,
Ar O: 15.9994
The stoichiometric amounts of reactants are:
CaO = 2 mol x (40.078+ 15.994) g/mol = 112.1548 g
MgO = 2 mol x (24.305+ 15.994) g/mol = 81.6088 g
Si = 1 mol x 28.0855 g/mol = 28.0855 g
FeSi75 = 100/75 x28.0855 g = 37.4775 g
Ratio of CaO: MgO: FeSi75 = 112.1548 : 81.6088: 37.4775
= 48.501 % : 35.292 % : 16.207%
When 10% excess of FeSi75 is incorporated into the samples, the ratio of
reactant becomes:
Ratio of CaO: MgO: FeSi75 = 47.728 % : 34.729 % : 17.545 %
When 2.5% CaF2 is added into the reactants, the ratio of reactants becomes:
Ratio of CaO: MgO: FeSi75: CaF2 = 46.518 % : 33.848 % : 17.100 % : 2.5 %




















