Strumenti per il miglioramento dell'affidabilità in fonderia
8
Fonderia Pressofusione settembre 2008 60 automazione manutenzione degli impianti assumono una funzione strategica da razionalizzare e presidiare. Varie metodologie e strumenti standard di miglioramento di affidabilità sono disponibili ormai da anni grazie all’intenso lavoro di sviluppo e diffusione portato avanti dalle aziende giapponesi e americane: sulla loro applicazione alle problematiche concrete di produzione in fonderia riveste una sfida interessante da sostenere. Si descrive ora un lavoro svolto presso la Fonderia SCM di Rimini per il miglioramento di affidabilità I processi legati alla “famigerata” globalizzazione, ormai irreversibile da anni in molti settori industriali, presso le fonderie italiane si concretizzano nell’inderogabile necessità di recuperare efficienza produttiva e vantaggio competitivo mediante una riduzione dei tempi e dei costi di realizzazione dei lotti, pure a fronte dell’incremento nelle caratteristiche qualitative dei prodotti e nel livello di servizio offerto ai clienti. In questa prospettiva di miglioramento continuo, la massima affidabilità dei processi e la perfetta Strumenti per il miglioramento dell’affidabilità in fonderia Cristiano Fragassa, Vincenzo Pezzotta, Annunziata Fiorilli Per recuperare efficienza produttiva e vantaggi competitivi riducendo tempi e costi esistono diversi metodi e strumenti standard di miglioramento d’affidabilità: la loro applicazione alle problematiche concrete di produzione in fonderia riveste una sfida interessante da sostenere Fig. 1 Schema di produzione getti con evidenziati i sistemi studiati.
Transcript of Strumenti per il miglioramento dell'affidabilità in fonderia

Fonderia Pressofusionesettembre 2008
60
automazione
manutenzione degli impianti
assumono una funzione strategica
da razionalizzare e presidiare. Varie
metodologie e strumenti standard
di miglioramento di affi dabilità
sono disponibili ormai da anni
grazie all’intenso lavoro di sviluppo
e diffusione portato avanti dalle
aziende giapponesi e americane: sulla
loro applicazione alle problematiche
concrete di produzione in fonderia
riveste una sfi da interessante da
sostenere.
Si descrive ora un lavoro svolto
presso la Fonderia SCM di Rimini
per il miglioramento di affi dabilità
I processi legati alla
“famigerata” globalizzazione,
ormai irreversibile da anni
in molti settori industriali,
presso le fonderie italiane
si concretizzano nell’inderogabile
necessità di recuperare effi cienza
produttiva e vantaggio competitivo
mediante una riduzione dei tempi e
dei costi di realizzazione dei lotti,
pure a fronte dell’incremento nelle
caratteristiche qualitative dei prodotti
e nel livello di servizio offerto ai
clienti. In questa prospettiva di
miglioramento continuo, la massima
affi dabilità dei processi e la perfetta
Strumenti per il miglioramento dell’affi dabilità in fonderia
Cristiano Fragassa, Vincenzo Pezzotta, Annunziata Fiorilli
Per recuperare effi cienza produttiva e vantaggi competitivi riducendo tempi e costi esistono diversi metodi e strumenti standard di miglioramento d’affi dabilità: la loro applicazione alle problematiche concrete di produzione in fonderia riveste una sfi da interessante da sostenere
Fig. 1 Schema di produzione getti con
evidenziati i sistemi studiati.

Fonderia Pressofusionesettembre 2008
61
di celle di formatura pneumatica
realizzato attraverso le fasi di:
– analisi funzionale degli sistemi
produttivi;
– analisi di criticità;
– valutazione di affi dabilità;
– proposte di miglioramento
progettuale.
Gli strumenti utilizzati sono le
metodologie di tipo affi dabilistico,
diffuse nell’ambito industriale, di:
– scomposizione funzionale;
– Failure Mode, Effects and
Criticality Analysis (Fmeca);
– Fault Tree Analysis (FTA).
Insieme alla descrizione del processo
di formatura e degli impianti di
maggior interesse (fi g. 1), saranno
spiegati gli studi effettuati e
presentato un breve commento dei
principali risultati.
L’impianto di formatura staffeGli impianti analizzati appartengono
alla cella di formatura pneumatica
per staffe con terra a verde, una
pressa idraulica gestita con valvole
proporzionali a logica PLC che opera
nel seguente modo:
– in precamere riscaldate si
prepara l’esatta quantità di terra di
formatura, con livelli di materiale
gestiti dal PLC;
– la terra preparata è lanciata
a mezzo di aeratori a pioli;
contemporaneamente al lancio si ha
l’aspirazione della terra e dell’aria
attraverso zone della placca modello
fi ltrate e messe in comunicazione
con il cassetto del portaplacca, a sua
volta mantenuto in depressione con
una pompa a vuoto;
– la placca modello è compressa
contro una testa a pestelli, governati
da tre circuiti idraulici, separati con
valvole proporzionali a loro volta
comandate dai PLC in funzione della
placca modello prodotta;
– la staffa è ora formata con
una procedura svolta dal cilindro
principale della pressa controllato
con trasduttore lineare e governato
da PLC; in questa fase il circuito
cassetto portaplacca e fi ltri su placca
modello, in precedenza tenuto in
depressione, sarà riempito di aria
compressa per favorire l’estrazione
della forma in terra del modello.
Durante queste fasi il portaplacca
è mantenuto alla opportuna
temperatura di esercizio tramite un
sistema di resistenze elettriche. La
movimentazione delle staffe formate
è governata da un nuovo impianto
dotato di trasferitori, spintori,
frenatori meccanici governati da
motori brushless e PLC.
L’analisi preliminare dell’impianto,
effettuata in loco, ha portato
all’individuazione dei 3 componenti
di particolare interesse su cui
sono state concentrare le azioni di
miglioramento:
– spintore con motore brushless;
– ruota biellismo traslazione testa;
– testa a pestelli.
Il sistema di movimentazione staffeAll’interno dell’impianto di
formatura, le staffe da formare sono
caricate in un punto del ciclo su un
nastro scorrevole che le muove nelle
varie stazioni dell’impianto stesso.
Giunte alla stazione di formatura,
le staffe sono movimentate da uno
Fig. 2 Impianto spintore con motore brushless.
Fig. 3 Esempio di acquisizione dei ratei di guasto da letteratura (Nprd-95).
Fonderia Pressofusionesettembre 2008
62
automazione
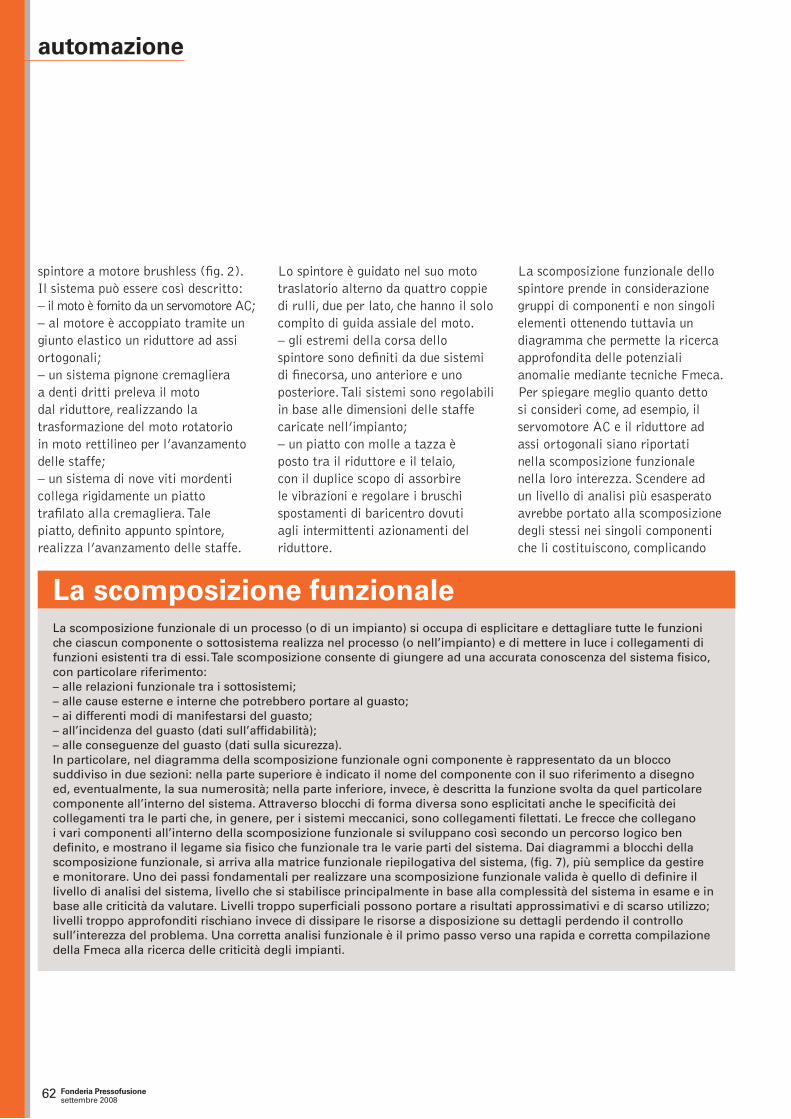
spintore a motore brushless (fi g. 2).
Il sistema può essere così descritto:
– il moto è fornito da un servomotore AC;
– al motore è accoppiato tramite un
giunto elastico un riduttore ad assi
ortogonali;
– un sistema pignone cremagliera
a denti dritti preleva il moto
dal riduttore, realizzando la
trasformazione del moto rotatorio
in moto rettilineo per l’avanzamento
delle staffe;
– un sistema di nove viti mordenti
collega rigidamente un piatto
trafi lato alla cremagliera. Tale
piatto, defi nito appunto spintore,
realizza l’avanzamento delle staffe.
Lo spintore è guidato nel suo moto
traslatorio alterno da quattro coppie
di rulli, due per lato, che hanno il solo
compito di guida assiale del moto.
– gli estremi della corsa dello
spintore sono defi niti da due sistemi
di fi necorsa, uno anteriore e uno
posteriore. Tali sistemi sono regolabili
in base alle dimensioni delle staffe
caricate nell’impianto;
– un piatto con molle a tazza è
posto tra il riduttore e il telaio,
con il duplice scopo di assorbire
le vibrazioni e regolare i bruschi
spostamenti di baricentro dovuti
agli intermittenti azionamenti del
riduttore.
La scomposizione funzionale dello
spintore prende in considerazione
gruppi di componenti e non singoli
elementi ottenendo tuttavia un
diagramma che permette la ricerca
approfondita delle potenziali
anomalie mediante tecniche Fmeca.
Per spiegare meglio quanto detto
si consideri come, ad esempio, il
servomotore AC e il riduttore ad
assi ortogonali siano riportati
nella scomposizione funzionale
nella loro interezza. Scendere ad
un livello di analisi più esasperato
avrebbe portato alla scomposizione
degli stessi nei singoli componenti
che li costituiscono, complicando
La scomposizione funzionale di un processo (o di un impianto) si occupa di esplicitare e dettagliare tutte le funzioni
che ciascun componente o sottosistema realizza nel processo (o nell’impianto) e di mettere in luce i collegamenti di
funzioni esistenti tra di essi. Tale scomposizione consente di giungere ad una accurata conoscenza del sistema fi sico,
con particolare riferimento:
– alle relazioni funzionale tra i sottosistemi;
– alle cause esterne e interne che potrebbero portare al guasto;
– ai differenti modi di manifestarsi del guasto;
– all’incidenza del guasto (dati sull’affi dabilità);
– alle conseguenze del guasto (dati sulla sicurezza).
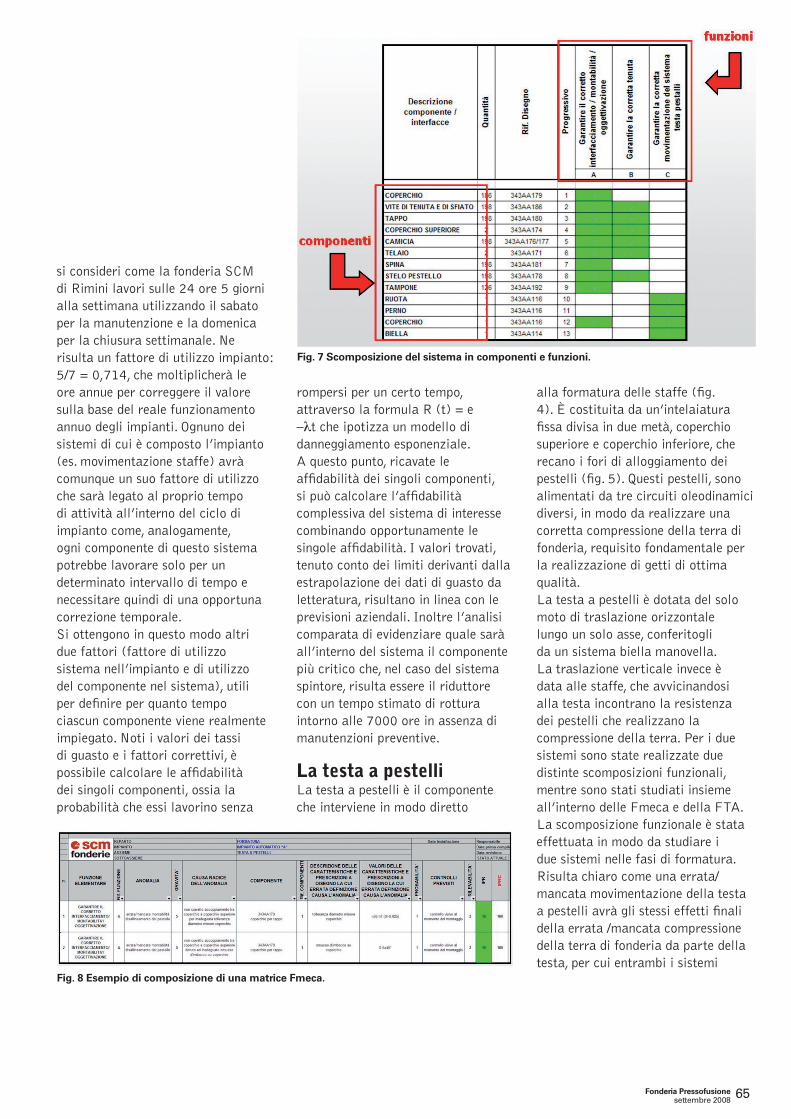
In particolare, nel diagramma della scomposizione funzionale ogni componente è rappresentato da un blocco
suddiviso in due sezioni: nella parte superiore è indicato il nome del componente con il suo riferimento a disegno
ed, eventualmente, la sua numerosità; nella parte inferiore, invece, è descritta la funzione svolta da quel particolare
componente all’interno del sistema. Attraverso blocchi di forma diversa sono esplicitati anche le specifi cità dei
collegamenti tra le parti che, in genere, per i sistemi meccanici, sono collegamenti fi lettati. Le frecce che collegano
i vari componenti all’interno della scomposizione funzionale si sviluppano così secondo un percorso logico ben
defi nito, e mostrano il legame sia fi sico che funzionale tra le varie parti del sistema. Dai diagrammi a blocchi della
scomposizione funzionale, si arriva alla matrice funzionale riepilogativa del sistema, (fi g. 7), più semplice da gestire
e monitorare. Uno dei passi fondamentali per realizzare una scomposizione funzionale valida è quello di defi nire il
livello di analisi del sistema, livello che si stabilisce principalmente in base alla complessità del sistema in esame e in
base alle criticità da valutare. Livelli troppo superfi ciali possono portare a risultati approssimativi e di scarso utilizzo;
livelli troppo approfonditi rischiano invece di dissipare le risorse a disposizione su dettagli perdendo il controllo
sull’interezza del problema. Una corretta analisi funzionale è il primo passo verso una rapida e corretta compilazione
della Fmeca alla ricerca delle criticità degli impianti.
La scomposizione funzionale

Fonderia Pressofusionesettembre 2008
63
inutilmente l’analisi e distogliendo
l’attenzione dall’obiettivo del
miglioramento complessivo.
All’atto della proposta delle azioni
migliorative si è tenuto conto, oltre
che della fattibilità delle stesse,
anche dell’impegno che gli interventi
richiedono. Tale impegno è stato
espresso attraverso una scala
qualitativa che comprende i tre
valori alto, medio, basso, valutati
tenendo conto dell’onere economico
e temporale della realizzazione
dell’intervento migliorativo in esame.
Stime di affi dabilitàLe informazioni riguardanti il
comportamento affi dabilistico dei
sistemi possono essere acquisite in
tre modalità principali:
– letteratura specialistica;
– prove sperimentali;
– informazioni di rottura possedute.
Nelle nostre analisi ci siamo
orientati, almeno inizialmente,
verso la ricerca di informazioni di
guasto a partire dalla letteratura
specialistica (prima modalità)
poiché, trattandosi di grandi sistemi
produttivi, non sarebbe stato
possibile bloccare la produzione
per procedere a prove sperimentali
dirette (seconda modalità). Tuttavia
all’interno del progetto è stato messo
a punto un sistema di registrazione
e rielaborazione delle informazioni
di rottura in modo da renderle
disponibili per future analisi (terza
modalità).
La letteratura moderna ci fornisce
numerosi manuali di raccolta dei dati
di guasto. Ci siamo orientati verso la
scelta di uno di manuali senz’altro
più completi, l’Nprd-95 del RAC,
estrapolando poi i dati in modo
opportuno.
Nel passaggio da complessivo a
particolare abbiamo ottenuto
una distinta molto dettagliata dei
componenti presenti nel sistema. Ogni
componente è ora equiparato a quelli
presenti nei manuali considerando
la sua particolare funzione. Questo
è senza dubbio uno dei passaggi
fondamentali per la determinazione
dei dati di guasto poiché un’errata
defi nizione funzionale del
componente porterebbe a una
scelta altrettanto inesatta del
rateo di guasto da letteratura,
compromettendo il risultato fi nale.
Si consideri, ad esempio, come nella
distinta dei componenti del sistema
di movimentazione staffe sia presente
il componente “molla a tazza”.
Non è però possibile rintracciare
all’interno dell’Nprd-95 il suo
corrispondente diretto; per questo
motivo si è scelto di equipararlo a
una “Spring, Compression”, tenendo
conto del fatto che la nostra molla
a tazza lavora come una molla a
compressione.
Introdurre delle correzioniNell’Nprd-95, sulla riga inerente
ciascun componente sono riportate
una serie di informazioni, tra cui,
la più importante, il dato di guasto
di nostro interesse, valutato in ore
di funzionamento. Questo dato si
riferisce però, come si chiarisce
dalle altre informazioni presenti,
ad un componente utilizzato in un
Fig. 4 Impianto testa a pestelli.
Fig. 5 Scomposizione di un pestello nei sui elementi base.
Fonderia Pressofusionesettembre 2008
64
automazione
particolare campo di applicazione (p.es. utilizzo presso cave e miniere) e con un certo livello di qualità costruttiva (p.es. militare) che potrebbero non corrispondere alle condizioni di funzionamento che caratterizzano il componente di nostro interesse. È possibile però ricondurci alle condizioni di fonderia (ambiente Ground Mobile e livello di qualità UnKnown) correggendo opportunamente il dato attraverso opportuni fattori tabulati all’interno delle norme MIL-HBK338B.
Si ottiene così un nuovo valore di λ che può essere utilizzato per il calcolo delle affi dabilità (fi g. 3).Un aspetto molto importante da tenere presente nella corretta rivalutazione dei coeffi cienti è il tempo di reale utilizzo di ogni singolo componente. Il dato del tasso di guasto letto si riferisce, infatti, ad un certo numero di ore di funzionamento continuo del sistema. Gli impianti, invece, presentano di solito un funzionamento intermittente con sottosistemi attivi solo in particolari
momenti del ciclo produttivo. Di conseguenza i tassi di guasto devono essere ulteriormente corretti introducendo opportuni fattori temporali.L’arco temporale di riferimento per la nostra analisi è di un anno, pari a 8760 ore di funzionamento continuo. Gli impianti però non funzionano continuativamente durante l’anno, ma sono soggetti a fermi macchina legati a vari aspetti (giornate festive, manutenzioni ordinarie e straordinarie e così via). Per esempio,
L’individuazione dei punti critici e la proposta di azioni migliorative avviene grazie alla compilazione della Fmeca
(Failure Mode, Effects and Criticality Analysis) per la quale esiste una procedura standard di compilazione con
l’obiettivo di:
– individuare e analizzare tutti i guasti potenziali associati ad un certo sistema, valutandone anche gli effetti;
– identifi care le azioni volte a eliminare o ridurre in modo sensibile i guasti del sistema e le conseguenze indesiderate
associate;
– documentare il sistema dal punto di vista funzionale, in fase sia progettuale sia di esercizio.
La metodologia Fmeca nacque presso la Nasa attorno agli anni Cinquanta, e si sviluppò all’interno del programma
lunare Apollo, nel quale la valutazione dei guasti e degli effetti associati risultava di fondamentale importanza ai fi ni
stessi della missione. In seguito si diffuse con successo nei vari ambiti del manifatturiero e soprattutto nel settore
automobilistico, dove la presenza costante di questo strumento diagnostico ha contribuito all’aumento signifi cativo
nell’affi dabilità dei prodotti.
Per passare dalla scomposizione funzionale alla Fmeca è suffi ciente considerare come:
– la casella Componente si dovrà indicare il componente riportato nel relativo blocco facente parte della
scomposizione funzionale del sistema analizzato;
– la casella Funzione/Descrizione si dovrà indicare la relativa funzione defi nita nel blocco;
– gli Effetti sono di solito semplici da individuare osservando la scomposizione funzionale dove resta evidente
quale funzione ogni particolare sistema svolge all’interno dell’impianto. In questo modo gli effetti locali e poi fi nali
sull’impianto possono essere defi niti senza fare confusione e senza tralasciare aspetti fondamentali per la sicurezza e
per un corretto funzionamento del sistema;
– i Modi di Guasto derivano da una fase di classifi cazione che ha condotto a una lista unica e condivisa in Azienda
delle specifi che cause di guasto;
– gli Indici di gravità, probabilità e rilevabilità dei guasti, provengono da tabelle valutative già utilizzate in Azienda ed
in linea con gli standard più avanzati.
L’analisi Fmeca (fi g. 8) ha riscontrato che alcune soluzioni tecniche presentavano ancora margini di miglioramento
indirizzando così l’attenzione progettuale.
L’analisi Fmeca
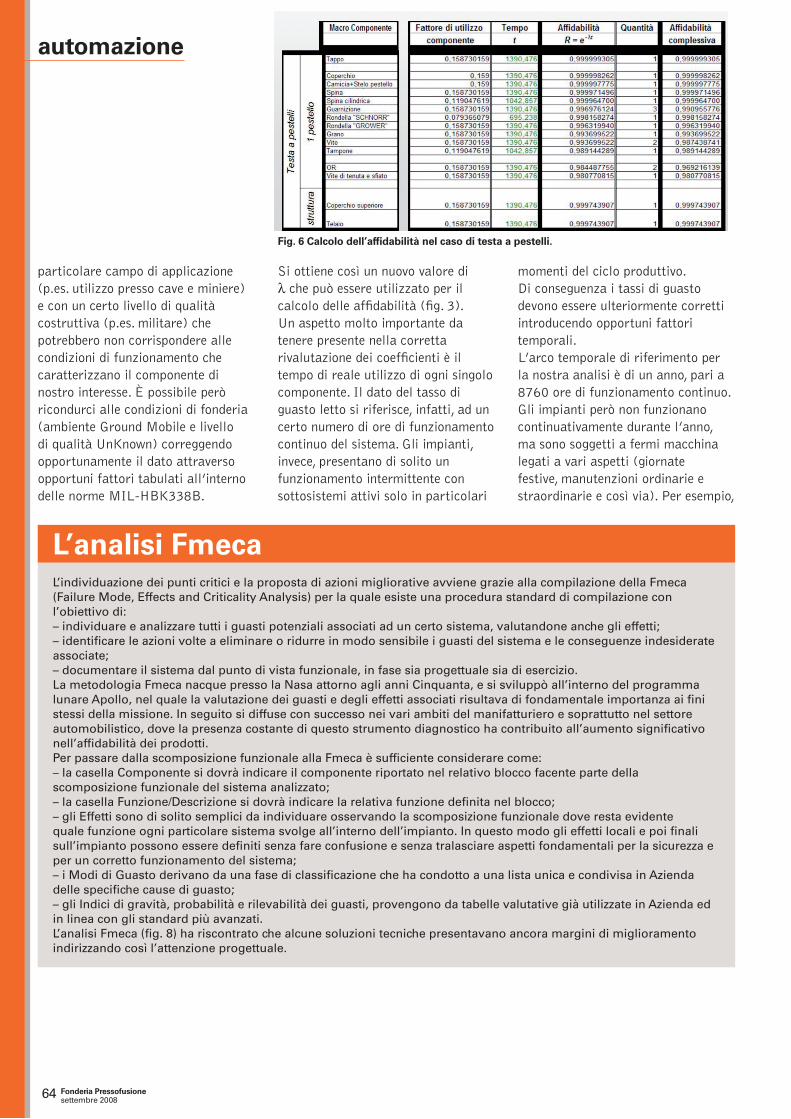
Fig. 6 Calcolo dell’affidabilità nel caso di testa a pestelli.
Fonderia Pressofusionesettembre 2008
65
si consideri come la fonderia SCM di Rimini lavori sulle 24 ore 5 giorni alla settimana utilizzando il sabato per la manutenzione e la domenica per la chiusura settimanale. Ne risulta un fattore di utilizzo impianto: 5/7 = 0,714, che moltiplicherà le ore annue per correggere il valore sulla base del reale funzionamento annuo degli impianti. Ognuno dei sistemi di cui è composto l’impianto (es. movimentazione staffe) avrà comunque un suo fattore di utilizzo che sarà legato al proprio tempo di attività all’interno del ciclo di impianto come, analogamente, ogni componente di questo sistema potrebbe lavorare solo per un determinato intervallo di tempo e necessitare quindi di una opportuna correzione temporale.Si ottengono in questo modo altri due fattori (fattore di utilizzo sistema nell’impianto e di utilizzo del componente nel sistema), utili per defi nire per quanto tempo ciascun componente viene realmente impiegato. Noti i valori dei tassi di guasto e i fattori correttivi, è possibile calcolare le affi dabilità dei singoli componenti, ossia la probabilità che essi lavorino senza
rompersi per un certo tempo, attraverso la formula R (t) = e –λt che ipotizza un modello di danneggiamento esponenziale. A questo punto, ricavate le affi dabilità dei singoli componenti, si può calcolare l’affi dabilità complessiva del sistema di interesse combinando opportunamente le singole affi dabilità. I valori trovati, tenuto conto dei limiti derivanti dalla estrapolazione dei dati di guasto da letteratura, risultano in linea con le previsioni aziendali. Inoltre l’analisi comparata di evidenziare quale sarà all’interno del sistema il componente più critico che, nel caso del sistema spintore, risulta essere il riduttore con un tempo stimato di rottura intorno alle 7000 ore in assenza di manutenzioni preventive.
La testa a pestelliLa testa a pestelli è il componente che interviene in modo diretto
alla formatura delle staffe (fi g. 4). È costituita da un’intelaiatura fi ssa divisa in due metà, coperchio superiore e coperchio inferiore, che recano i fori di alloggiamento dei pestelli (fi g. 5). Questi pestelli, sono alimentati da tre circuiti oleodinamici diversi, in modo da realizzare una corretta compressione della terra di fonderia, requisito fondamentale per la realizzazione di getti di ottima qualità.La testa a pestelli è dotata del solo moto di traslazione orizzontale lungo un solo asse, conferitogli da un sistema biella manovella. La traslazione verticale invece è data alle staffe, che avvicinandosi alla testa incontrano la resistenza dei pestelli che realizzano la compressione della terra. Per i due sistemi sono state realizzate due distinte scomposizioni funzionali, mentre sono stati studiati insieme all’interno delle Fmeca e della FTA.La scomposizione funzionale è stata effettuata in modo da studiare i due sistemi nelle fasi di formatura. Risulta chiaro come una errata/mancata movimentazione della testa a pestelli avrà gli stessi effetti fi nali della errata /mancata compressione della terra di fonderia da parte della testa, per cui entrambi i sistemi
Fig. 7 Scomposizione del sistema in componenti e funzioni.
Fig. 8 Esempio di composizione di una matrice Fmeca.
Fonderia Pressofusionesettembre 2008
66
automazione
avranno una importanza chiave
nell’analisi dell’affi dabilità del
sistema nel suo insieme.
L’analisi FmecaIn questo caso, per la compilazione
della Fmeca non abbiamo seguito
un approccio di tipo tradizionale, ma
ci siamo orientati verso un nuovo
approccio defi nito “Fmeca di seconda
generazione”.
Nella Fmeca realizzata per
lo spintore è una Fmeca “per
componenti”, nella quale si
parte dalla defi nizione di tutti i
componenti, e per ognuno si ricercano
le modalità di guasto e gli effetti a
queste associati. Il numero di righe
della Fmeca sarà quindi vincolato al
numero di componenti.
Per la testa a pestelli, e come
vedremo in seguito anche per la
spara anime, ci si è orientati verso
una Fmeca “per funzioni”. In questo
Il processo di FTA (Fault Tree Analysis) si articola nelle fasi di:
– suddivisione del sistema fi sico nei suoi sottocomponenti;
– creazione di un albero logico per collegare i sottocomponenti;
– valutazione della probabilità di rottura di ciascun sottocomponente;
– valutazione complessiva della probabilità dell’evento fi nale.
Esaminiamo in dettaglio le varie fasi.
Fase 1 - Scomposizione del sistema fi sico in sottocomponenti
Sono state analizzate nel modo più accurato possibile tutte le tavole costruttive in nostro possesso concernenti il
sistema fi sico. Tutti i componenti individuati sono stati classifi cati all’interno di una tabella che riporta in colonne le
seguenti indicazioni:
– Macro Componente: riporta un elenco di tutti i componenti presenti a disegno;
– Tipologia: defi nisce la tipologia di componenti analoghi all’interno del sistema;
– Dettaglio Componente: fornisce indicazioni tecniche sui componenti a disegno;
– Quantità: defi nisce la quantità di uno specifi co componente all’interno del complessivo in esame.
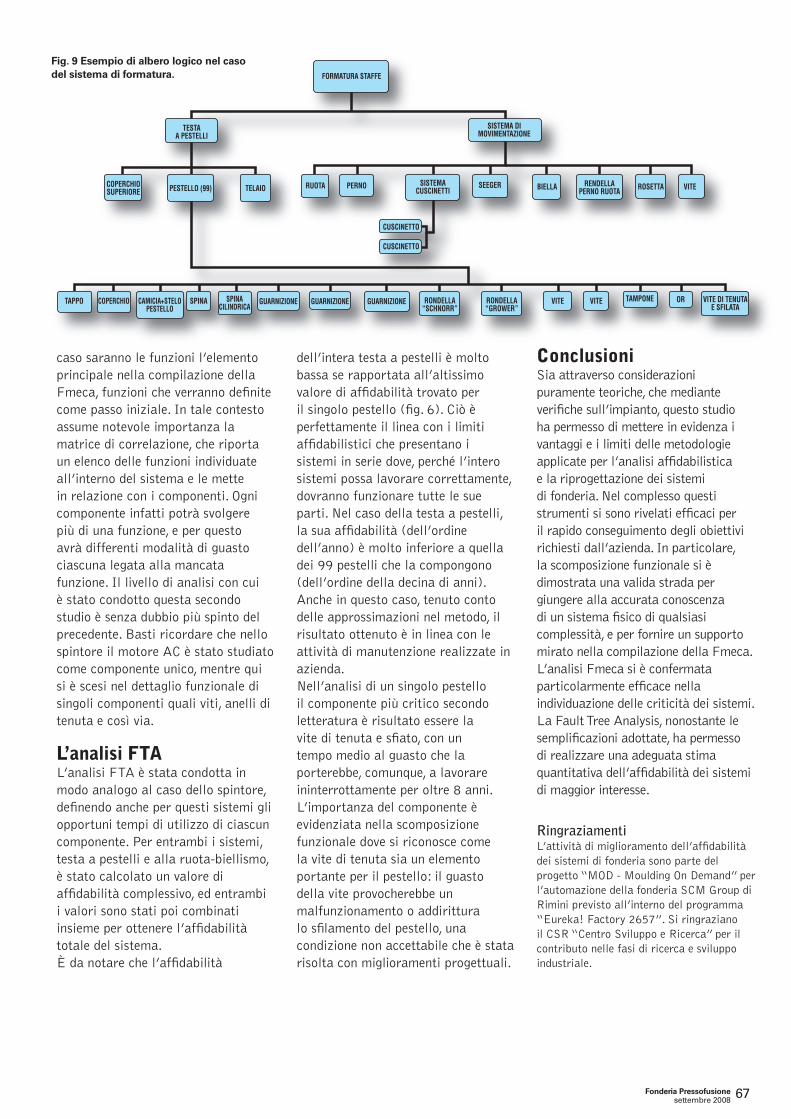
Fase 2 - Creazione di un albero logico per collegare i sottocomponenti
Dopo aver scomposto il sistema fi sico nei suoi componenti, bisogna collegare logicamente questi componenti in
modo da passare da un collegamento fi sico ad un collegamento logico del sistema in esame, realizzano un vero e
proprio albero logico (fi g. 9). Per fare ciò ci si avvale della logica dei sistemi in serie o in parallelo, e dove possibile si
utilizza la logica di tipo k/n.
Fase 3 - Valutazione della probabilità di rottura di ciascun sottocomponente
La probabilità di rottura di ogni componente viene espressa attraverso il parametro λ, che ha il signifi cato di tasso
di guasto, cioè numero di guasti nell’unità di tempo. L’andamento di questo parametro in funzione del tempo è
abbastanza caratteristico della tipologia di componenti. Nel caso di sistemi meccanici, si tratta, ad esempio, di un
andamento a “vasca da bagno” che rappresenta la curva di vita. Progettare per l’affi dabilità signifi ca ridurre i tratti
iniziale e fi nale ed estendere il più possibile la zona intermedia, cercando di ridurre in essa il tasso di guasto. L’ipotesi
semplifi cativa delle nostre analisi è che il tasso di guasto sia costante durante la vita del sistema, risultano ossia
trascurabili gli effetti iniziali e fi nali della curva.
Fase 4 - Valutazione complessiva della probabilità dell’evento fi nale
Combinando le probabilità di rottura dei sotocomponenti sulla base della loro interrelazione funzionale è possibile
arrivare a stimare la probabilità di ciascun evento di rottura di maggior interesse che investe il sistema.
L’analisi FTA
Fonderia Pressofusionesettembre 2008
67
caso saranno le funzioni l’elemento principale nella compilazione della Fmeca, funzioni che verranno defi nite come passo iniziale. In tale contesto assume notevole importanza la matrice di correlazione, che riporta un elenco delle funzioni individuate all’interno del sistema e le mette in relazione con i componenti. Ogni componente infatti potrà svolgere più di una funzione, e per questo avrà differenti modalità di guasto ciascuna legata alla mancata funzione. Il livello di analisi con cui è stato condotto questa secondo studio è senza dubbio più spinto del precedente. Basti ricordare che nello spintore il motore AC è stato studiato come componente unico, mentre qui si è scesi nel dettaglio funzionale di singoli componenti quali viti, anelli di tenuta e così via.
L’analisi FTAL’analisi FTA è stata condotta in modo analogo al caso dello spintore, defi nendo anche per questi sistemi gli opportuni tempi di utilizzo di ciascun componente. Per entrambi i sistemi, testa a pestelli e alla ruota-biellismo, è stato calcolato un valore di affi dabilità complessivo, ed entrambi i valori sono stati poi combinati insieme per ottenere l’affi dabilità totale del sistema.È da notare che l’affi dabilità
dell’intera testa a pestelli è molto bassa se rapportata all’altissimo valore di affi dabilità trovato per il singolo pestello (fi g. 6). Ciò è perfettamente il linea con i limiti affi dabilistici che presentano i sistemi in serie dove, perché l’intero sistemi possa lavorare correttamente, dovranno funzionare tutte le sue parti. Nel caso della testa a pestelli, la sua affi dabilità (dell’ordine dell’anno) è molto inferiore a quella dei 99 pestelli che la compongono (dell’ordine della decina di anni). Anche in questo caso, tenuto conto delle approssimazioni nel metodo, il risultato ottenuto è in linea con le attività di manutenzione realizzate in azienda. Nell’analisi di un singolo pestello il componente più critico secondo letteratura è risultato essere la vite di tenuta e sfi ato, con un tempo medio al guasto che la porterebbe, comunque, a lavorare ininterrottamente per oltre 8 anni. L’importanza del componente è evidenziata nella scomposizione funzionale dove si riconosce come la vite di tenuta sia un elemento portante per il pestello: il guasto della vite provocherebbe un malfunzionamento o addirittura lo sfi lamento del pestello, una condizione non accettabile che è stata risolta con miglioramenti progettuali.
ConclusioniSia attraverso considerazioni puramente teoriche, che mediante verifi che sull’impianto, questo studio ha permesso di mettere in evidenza i vantaggi e i limiti delle metodologie applicate per l’analisi affi dabilistica e la riprogettazione dei sistemi di fonderia. Nel complesso questi strumenti si sono rivelati effi caci per il rapido conseguimento degli obiettivi richiesti dall’azienda. In particolare, la scomposizione funzionale si è dimostrata una valida strada per giungere alla accurata conoscenza di un sistema fi sico di qualsiasi complessità, e per fornire un supporto mirato nella compilazione della Fmeca. L’analisi Fmeca si è confermata particolarmente effi cace nella individuazione delle criticità dei sistemi. La Fault Tree Analysis, nonostante le semplifi cazioni adottate, ha permesso di realizzare una adeguata stima quantitativa dell’affi dabilità dei sistemi di maggior interesse.
FORMATURA STAFFE
TESTAA PESTELLI
PESTELLO (99) TELAIO
TAPPO COPERCHIO CAMICIA+STELOPESTELLO
SPINA SPINACILINDRICA
GUARNIZIONE GUARNIZIONE GUARNIZIONE RONDELLA“SCHNORR”
RONDELLA“GROWER”
VITE VITE TAMPONE VITE DI TENUTAE SFILATA
OR
RUOTA PERNO SEEGER BIELLA ROSETTA VITERENDELLAPERNO RUOTA
COPERCHIOSUPERIORE
SISTEMACUSCINETTI
SISTEMA DIMOVIMENTAZIONE
CUSCINETTO
CUSCINETTO
Fig. 9 Esempio di albero logico nel caso
del sistema di formatura.
RingraziamentiL’attività di miglioramento dell’affi dabilità dei sistemi di fonderia sono parte del progetto “MOD - Moulding On Demand” per l’automazione della fonderia SCM Group di Rimini previsto all’interno del programma “Eureka! Factory 2657”. Si ringraziano il CSR “Centro Sviluppo e Ricerca” per il contributo nelle fasi di ricerca e sviluppo industriale.