Static Equipment Part II - Material teorico
86
STATIC EQUIPMENT PART II: External Pressure Vessel Design, Cones, Self-Reinforced Nozzles MATERIAL DE ESTUDIO Fecha: 11/04/2014 Instructor: Javier Tirenti
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Static Equipment Part II - Material teorico
STATIC EQUIPMENT PART II: External Pressure Vessel Design, Cones, Self-Reinforced Nozzles MATERIAL DE ESTUDIO Fecha: 11/04/2014
Instructor: Javier Tirenti

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 2
Índice
Introducción .................................................................................................... 4
1. Códigos de diseño .................................................................................... 8
1.1) Equivalencia entre códigos ................................................................ 8
2. ASME BPVC – Código para calderas y recipientes sometidos a presión .... 10
2.1) Reseña histórica .............................................................................. 10
2.2) Secciones del BPVC .......................................................................... 11
2.3) Divisiones de la Sección VIII ............................................................. 12
3. ASME BPVC Sección VIII, Div.1 ................................................................. 14
3.1) Alcance ........................................................................................... 14
3.2) Organización y división del código .................................................. 15
3.3) Sello/Estampa ASME ........................................................................ 18
3.4) Revisiones del código ...................................................................... 19
4. Condiciones de diseño ........................................................................... 20
4.1) Temperatura .................................................................................... 20
4.2) Presión ............................................................................................ 20
4.3) Cargas ............................................................................................. 22
4.4) Corrosión admisible ........................................................................ 23
4.5) Viento, sismo y nieve ....................................................................... 23
4.6) Prueba hidrostática .......................................................................... 23
4.7) Equipos multi-corpartimento ........................................................... 23
4.8) Publicaciones de referencia .............................................................. 23
5. Selección de materiales .......................................................................... 25
5.1) Corrosión ........................................................................................ 25
5.2) Propiedades buscadas ..................................................................... 27
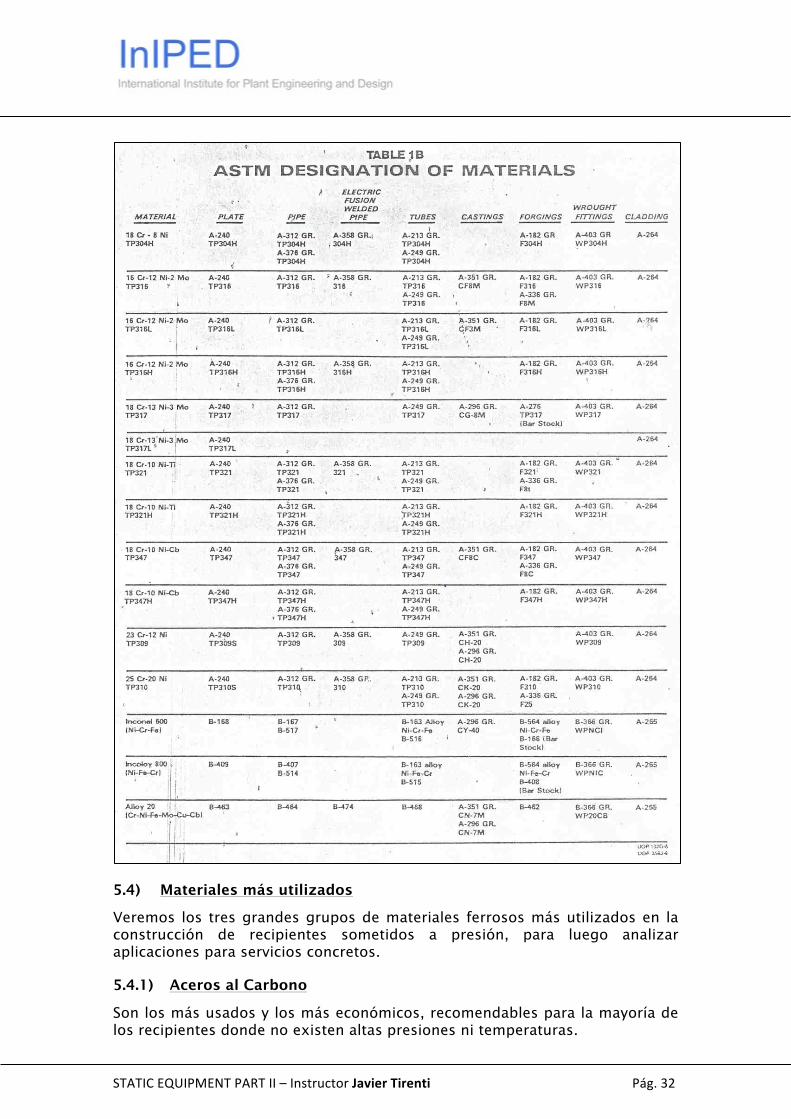
5.3) Designación de materiales ............................................................... 30
5.4) Materiales más utilizados ................................................................ 32
6. Eficiencia de junta .................................................................................. 35
6.1) Uniones soldadas ............................................................................ 35
6.2) Evaluación de la unión soldada ........................................................ 39
6.3) Valor de la eficiencia de junta .......................................................... 41
6.4) Flujogramas de selección ................................................................. 41
6.5) El dilema de diseñar “Full o Spot” ..................................................... 42

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 3
7. Transiciones cónicas sometidas a presión interior .................................. 43
7.1) Transiciones cónicas (sin radio de acuerdo y semi-ángulo < 30º) ..... 44
7.2) Transiciones toricónicas (radio de acuerdo > 6% de D) ..................... 46
8. Diseño de partes sometidas a presión exterior ....................................... 48
8.1) Envolventes cilíndricas ..................................................................... 49
8.2) Envolventes esféricas ....................................................................... 56
8.3) Cabezales y transiciones cónicas ..................................................... 57
9. Conexiones auto-reforzadas e integrales ................................................ 61
9.1) Anexión de boquillas ....................................................................... 63
9.2) Cuello .............................................................................................. 63
9.3) Refuerzos ........................................................................................ 65
9.4) Bridas .............................................................................................. 71
10. Pruebas de presión ............................................................................. 82
10.1) Prueba hidrostática ...................................................................... 82
10.2) Prueba neumática ........................................................................ 84
11. Bibliografía ......................................................................................... 86

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 4
Introducción
Se considera como un recipiente a presión cualquier vasija cerrada que sea capaz de almacenar un fluido a presión manométrica, ya sea presión interna o externa, independientemente de su forma y dimensiones.
Los recipientes cilíndricos a que nos referimos en este tomo, son calculados como cilindros de pared delgada.
La primera etapa en el diseño de un recipiente es la selección del mejor tipo para el servicio a que se destine. Los factores que influyen en la elección del tipo son la función y ubicación del recipiente, la naturaleza del fluido que tiene que almacenar, la temperatura y presión de operación y su capacidad para almacenar el volumen necesario en el proceso.
Los recipientes pueden ser clasificados de acuerdo con el servicio a que se destine, temperatura y presión de servicio, materiales de construcción y la geometría. Los diferentes tipos de recipientes a presión que existen, se clasifican de la siguiente manera:

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 5
Por su uso los podemos dividir en recipientes de almacenamiento y en recipientes de proceso.
Los primeros sirven únicamente para almacenar fluidos a presión, y de acuerdo con su servicio son conocidos como tanques de almacenamiento, o tanques acumuladores.
Los recipientes a presión de proceso tienen múltiples y muy variados usos, entre ellos podemos citar los cambiadores de calor, reactores, torres fraccionadoras, torres de destilación, etc.
Por su forma, los recipientes a presión, pueden ser cilíndricos o esféricos. Los primeros pueden ser horizontales o verticales, y pueden tener, en algunos casos, serpentines para incrementar o bajar la temperatura de los fluidos.
Los recipientes esféricos se utilizan generalmente como tanques de almacenamiento, y se recomiendan para almacenar grandes volúmenes a altas presiones.
Puesto que la forma esférica es la forma “natural” que toman los cuerpos al ser sometidos a presión interna, ésta sería la forma más económica para almacenar fluidos a presión, sin embargo, la fabricación de este tipo de recipientes es mucho más cara en comparación con los recipientes cilíndricos.
Partes de un Recipiente
A continuación, se muestras dos recipientes: uno vertical y otro horizontal. En ambos casos se indican las partes principales:

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 6
Dimensiones principales
Para definir la geometría de un recipiente sometido a presión, se utiliza el diámetro interno del equipo y la distancia entre líneas de tangencia.
Se utiliza el diámetro interno del equipo ya que desde el punto de vista de procesos, es la referencia válida.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 7
• Línea de Soldadura: punto en el cual la envolvente y el cabezal se sueldan
• Línea de Tangencia: punto en el cual comienza la curvatura del cabezal
Dependiendo del método de fabricación, los cabezales vienen provistos de un faldón recto.
Para establecer la longitud del equipo (sin tener en cuenta los cabezales), se utiliza la distancia entre líneas de tangencia, ya que esta distancia no depende del método de fabricación del cabezal. Es muy poco frecuente que la línea de soldadura y la de tangencia coincidan.
Secuencia de fabricación

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 8
1. Códigos de diseño
El objetivo de utilizar códigos de diseño es evitar catástrofes que puedan afectar a seres humanos. Por ello, reúnen una serie de experiencias y buenas prácticas.
Si bien es cierto que existen varias normas que son de aplicación, elaboradas por países de reconocida capacidad técnica en el tema, el código que internacionalmente es el más reconocido y su uso el más común, es la Sección VIII “Pressure Vessels”, del Boiler and Pressure Vessel Code (BPVC) de la American Society of Mechanical Engineers (ASME).
Luego del código mencionado, los códigos más usados para recipientes a presión son:
• Alemania: A. D. Merkblatt Code
• Reino Unido: British Code BS 5500
• Francia: CODAP
• China: GB-150
Las reglas incluidas en los códigos de diseño representan muchos años de experiencia. Si son usadas inteligentemente, los requerimientos del código pueden:
• Transmitir requerimientos de diseño
• Utilizar know-how y tecnología
• Mantener los costes de los equipos bajos
• Reducir los costes de los seguros
• No proveen reglas ni guías para la determinación de las condiciones de diseño.
• No proveen reglas ni guías para la selección de materiales o corrosión admisible.
• El alcance de la mayoría de los códigos incluyen reglas para la fabricación de equipos nuevos solamente, no incluyendo reparaciones, alteraciones o revamps.
1.1) Equivalencia entre códigos
Las provisiones de un código de diseño son una serie de requerimientos interrelacionados para la fabricación, inspección y ensayos. Por ejemplo, el uso de un esfuerzo admisible mayor dependerá de cuan restrictivos sean los requerimientos, análisis y ensayos de los materiales.
A su vez, otros códigos pueden arribar a espesor de pared distintos, pero tener los mismos grados de confiabilidad.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 9

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 10
2. ASME BPVC – Código para calderas y recipientes sometidos a presión
2.1) Reseña histórica
A finales de 1700, sobresale el uso de calderas y la necesidad de proteger al personal de fallas, eran calderas que operaban a presiones mayores a la atmosférica. Los resultados de la aplicación de estos equipos eran frecuentemente catastróficos.
Se realizaron varios intentos por estandarizar los criterios de diseño y el cálculo, pero en 1911, debido a la falta de uniformidad para la fabricación de calderas, los fabricantes y usuarios de calderas y recipientes a presión recurrieron al consejo de la ASME, para corregir esta situación.
Finalmente, en 1915, el ASME editó el primer código de calderas (la actual sección I) en Estados Unidos. Los códigos fueron establecidos para proporcionar métodos de fabricación, registros y reportar datos de diseño.
Hasta el año 1930, fecha del primer recipiente soldado, los recipientes sometidos a presión eran remachados. Las uniones de las chapas se “solapaban” o se colocaban tiras de chapa (strips) en las uniones y se perforaban para ser atravesadas con remaches. Se estimaba que cada remache aportaba presión a la unión en una cierta área de influencia, de esa manera garantizaban la integridad de los equipos.
Históricamente, los ingenieros han aplicado para sus diseños la resistencia de materiales tradicional. Hoy en día, se siguen utilizando las teorías de falla, combinándolas con:
• Ensayos no destructivos
• Coeficientes de seguridad

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 11
• Lecciones aprendidas
Lo mencionado contempla el diseño clásico de recipientes; hoy en día, las verificaciones por Elementos Finitos (FEA) cobran día a día más relevancia y no podemos dejar de utilizar esta potente herramienta en nuestros diseños.
2.2) Secciones del BPVC
El código ASME BVPC es un conjunto de normas, especificaciones, fórmulas de diseño y criterios basados en muchos años de experiencia, todo esto aplicado al diseño, fabricación, instalación, inspección, y certificación de recipientes sometidos a presión.
Fue creado en los Estados Unidos de América en el año de 1907, por iniciativa de varias compañías de seguros con el fin de reducir pérdidas y siniestros. El código ASME para calderas y recipientes a presión se encuentra dividido en las siguientes secciones:
Las mostradas en la figura anterior, son las doce secciones del código. Para poder diseñar adecuadamente un recipiente sometido a presión, es necesario conocer las secciones II, V y IX, siendo el objeto y principal punto a desarrollar la sección VIII.
De acuerdo a su alcance, estas 12 secciones pueden agruparse como:
• Códigos de Construcción: Secciones I, III, IV, VIII, X y XII
• Códigos de Referencia: Secciones II, V, IX
• Reglas para el cuidado, operación e inspección en servicio: Secciones VI y VII.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 12
2.3) Divisiones de la Sección VIII
El código ASME Sección VIII, es un código de construcción. Contiene requerimientos mandatorios, prohibiciones específicas y reglas de construcción no mandatorias. El código no contempla todas las posibilidades relacionadas con éstas actividades, por lo tanto, los aspectos no citados específicamente no deben considerarse prohibidos.
Ahora bien, ¿quién escribe los códigos de diseño? El código está escrito por personas reconocidas de distintas esferas. Desde profesores universitarios, agencias de inspección, propietarios, usuarios, fabricantes de recipientes sometidos a presión y cuerpos notificados entre otros.
¿Qué es lo más importante del código? Lo más importante del código es estar habituado y conocer las distintas secciones para saber dónde buscar. Aparte de lo anterior, LO MÁS IMPORTANTE ES LEER LOS PÁRRAFOS HASTA EL FINAL. AUNQUE PAREZCA QUE HEMOS ENCONTRADO LO QUE BUSCÁBAMOS.
Existen 3 divisiones del código ASME VIII: Divisiones 1, 2 y 3. La Div.3 se utiliza en el cálculo y el diseño de equipos de muy alta presión alrededor de 10.000 psi (703 kg/cm2), mientras que las Div.1 y Div.2 se utilizan para el resto de aplicaciones.
Los equipos diseñados de acuerdo con la Div.1 se basan en reglas que no requieren una evaluación detallada de todos los esfuerzos. Existen esfuerzos secundarios elevados, también flectores, pero al admitir un factor de seguridad conservador, estos esfuerzos serán compensados.
Cuando diseñamos de acuerdo a la Div.2 se realiza un análisis más detallado, esto permite considerar esfuerzos admisibles mayores y de esta forma obtener resultados mucho más reales, económicos y seguros.
Otra diferencia entre el ASME VIII Div.1 y Div.2 radica en la teoría de fallas utilizada para establecer las ecuaciones de cálculo. Mientras que la Div.1 se basa en la teoría del esfuerzo normal, la Div.2 se basa en la teoría de la máxima energía de distorsión (Von Mises).
Adicionalmente, el método de cálculo de la Div.1 se basa en el diseño por reglas, mientras que la Div.2 lo hace según el diseño por análisis, método más riguroso.
Las limitaciones más relevantes de la Div.1 son: si la presión de diseño supera los 3000 psi (210 Kg/cm2) estamos obligados a utilizar la Div.2 y no podemos utilizar la Div.1 para presiones por debajo de los 15 psi (1,05 kg/cm2.
Aparte de la limitación por presión, el alcance de ambas divisiones es el mismo, las diferencias principales de la Div.2 respecto de la Div.1 son:
• Tensiones admisibles
• Cálculo de esfuerzos
• Verificación por fatiga
• Diseño en general
• Control de Calidad
• Fabricación e inspección

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 13
Ahora bien, ¿podemos establecer una regla clara que nos indique cuando utilizar Div.1 y cuándo Div.2? La respuesta es NO. Cada caso es distinto y el diseñador debe analizar todas las condiciones de diseño para determinar que código utilizar. Siempre que el diseñador lo considere oportuno, se deberá hacer una evaluación y/o verificación mediante ambas divisiones para comparar resultados. Aunque no se pueda establecer una regla que determine cuando utilizar cada división, el gráfico que se indica a continuación arroja algunos criterios interesantes:
Se puede decir que la Div.1 establece criterios conservadores y generales, mientras que la Div.2 nos provee un mejor diseño con esfuerzos cercanos a los reales, que combinados con ensayos no destructivos más rigurosos resultan en diseños económicamente más eficientes.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 14
3. ASME BPVC Sección VIII, Div.1
3.1) Alcance
El alcance de la cobertura de VIII-1 se define en el punto U-1. El término alcance se refiere realmente a dos términos, al tipo de equipos considerados así como a la geometría del recipiente.
Antes de realizar cualquier diseño, es recomendable que el diseñador repase el punto U-1 detenidamente para definir si el equipo puede ser diseñado de acuerdo al código y sus implicancias. A continuación se resumen los puntos más importantes contenidos en dicho punto:
• U-1(a)(2) cubre recipientes que son definidos como contenedores para la “contención” de presión interna o externa. Esta definición de recipientes aplica a un espectro muy amplio de recipientes a presión, algunos de los cuales no han sido considerados en el desarrollo de las reglas. Para minimizar la confusión respecto a qué tipo de recipientes está cubierto por VIII-1, el Comité eligió listar los equipos “No cubiertos en el desarrollo de las reglas” en lugar de hacer una lista de todos los que sí fueron considerados.
• U-1(c)(2) indica que VIII-1 no aplica a los siguientes recipientes:
(a) Aquellos incluidos en el alcance de otras secciones de ASME.
(b) Calentadores tubulares de procesos.
(c) Contenedores a presión que son parte integral de maquinaria (rotativos):
• U-1(c)(2)(d) exceptúa los sistemas de tuberías del alcance de VIII-1. La distinción entre tuberías y recipientes no siempre es tan clara.
(a) Si la función principal del contenedor es transferir fluido de un punto a otro del sistema, entonces será considerado tubería, y deberá cumplir con los códigos aplicables.
(b) Los componentes como platos de destilación, demisters, no tienen como función principal el transporte, realizan funciones de procesos y por lo tanto deben incluirse en el alcance de VIII-1.
• U-1(c)(2)(h) define el alcance respecto a la presión. Si un recipiente tiene una presión interna o externa menor de 100kPa puede ser considerado fuera del alcance de VIII-1.
• U-1(c)(2)(i) Exceptúa los recipientes con un diámetro interior, ancho, altura o diagonal que no superan los 152mm, independientemente de la longitud o la presión de diseño.
• U-1(c)(2)(j) los recipientes para ocupación humana (PVHO) están fuera del alcance de VIII-1. La norma utilizada en este caso es ANSI/ASME PVHO-1 (Pressure Vessels for Human Occupancy).

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 15
• U-1(g) permite construir ciertos equipos para generar vapor de acuerdo con VIII-1.
(a) U-1(g)(1): Las calderas sin fuego directo (Unfired) pueden ser construidas de acuerdo con Sección I u VIII-1 (ver UG-125(b) y UW-2(c))
(b) U-1(g)(2) Los siguientes recipientes, en los cuales se genera vapor, serán construidos de acuerdo con las reglas de VIII-1.
• U-1(g)(2)(a): Recipientes conocidos como evaporadores o intercambiadores de calor.
• U-1(g)(2)(b): Recipientes en los cuales se genera vapor por el uso de calor resultante de la operación de un sistema de procesos.
• U-1(e) define el alcance geométrico. Las definiciones geométricas más comunes son las siguientes:
(c) El extremo final soldado para la primera junta circunferencial para conexiones soldadas. La frontera no puede estar directamente sobre el recipiente.
(d) La primera rosca para conexiones roscadas.
(e) La cara de la primera brida para conexiones bridadas.
3.2) Organización y división del código
La división 1, está subdividida de la siguiente manera:
3.2.1) Sub-sección A: Requerimientos generales
Parte UG
Requerimientos Generales para todos los métodos de construcción y todos los materiales. Los puntos van desde el UG-1 al UG-137.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 16
Dado que son requerimientos generales, es la parte más importante de todas. El diseñador debe estar familiarizado con todos sus puntos y figuras si el objetivo es generar diseños seguros y viables técnica y económicamente.
La división de ésta parte es:
UG-4 a UG-15: Materiales
UG-16 a UG-55: Diseño
UG-36 a UG-45: Aberturas y Refuerzos
UG-75 a UG-85: Fabricación
UG-90 a UG-103: Inspección y ensayos
3.2.2) Sub-sección B: Requerimientos para métodos de fabricación
Parte UW
Requerimientos para recipientes fabricados mediante soldadura. Los puntos van desde el UW-1 al UW-65. Dado que la mayoría de recipientes se fabrican soldados, es una de las partes del código de mayor aplicación.
La división de ésta parte es:
UW-2: Restricción de servicios
UW-3: Categorías de Juntas
UW-5: Materiales
UW-8 a UW-21: Diseño
UW-11: Ensayo radiográfico
UW-12: Eficiencia de Juntas
UW-26 a UW-42: Fabricación
UW-46 a UW-53: Inspección y Ensayos
Parte UF
Requerimientos para recipientes fabricados mediante forja. Los puntos van desde el UF-1 al UF-125.Los recipientes completamente forjados son muy poco habituales. Se utilizan para aplicaciones pequeñas y para procesos muy particulares.
Parte UB
Requerimientos para recipientes fabricados mediante soldadura fuerte o “brazing”. Los puntos van desde el UB-1 al UB-60.
Al igual que sucede con los recipientes fabricados por forja, éste tipo de soldadura es muy poco habitual. Se debe, en parte, a que la soldadura por arco eléctrico ha sido tecnológicamente muy desarrollada; por otro lado, el “brazing” es un proceso más caro en líneas generales y menos productivo que la soldadura por arco eléctrico.
3.2.3) Sub-sección C: Requerimientos para clases de materiales
Parte UCS

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 17
Requerimiento para recipientes fabricados de acero al carbono y aceros de baja aleación (Cr-Mo, Cr-Mo-V). Los puntos van desde el UCS-1 al UCS-160.
Considerando que la mayoría de los recipientes se construyen en acero al carbono y baja aleación, ésta sección tiene vital importancia.
La división de ésta parte es:
UCS-5 a UCS-12: Materiales
UCS-16 a UCS-57: Diseño
UCS-65 a UCS-68: Operaciones a baja temperatura
UCS-75 a UCS-85: Fabricación
UCS-90: Inspección y ensayos
Parte UNF
Requerimiento para recipientes fabricados con materiales no ferrosos. Los puntos van desde el UNF-1 al UNF-125.
Parte UHA
Requerimiento para recipientes fabricados con materiales de alta aleación Los puntos van desde el UHA-1 al UHA-109.
Parte UCI
Requerimiento para recipientes fabricados con hierro fundido. Los puntos van desde el UCI-1 al UCI-125.
Parte UCL
Requerimiento para recipientes soldados fabricados con recargue de soldadura integral resistente a la corrosión (linings). Los puntos van desde el UCL-1 al UCL-60.
Parte UCD
Requerimiento para recipientes fabricados con hierro fundido dúctil. Los puntos van desde el UCD-1 al UCD-125.
Parte UHT
Requerimiento para recipientes fabricados con aceros ferríticos con tensiones incrementadas por tratamientos térmicos. Los puntos van desde el UHT-1 al UHT-125.
Parte UIG
Requerimiento para recipientes fabricados de grafito impregnados. Los puntos van desde el UIG-1 al UIG-
Parte ULW
Requerimiento para recipientes fabricados en capas. Los puntos van desde el ULW-1 al ULW-125.
Parte ULT

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 18
Reglas alternativas para recipientes construidos de materiales con mayores tensiones admisibles a baja temperatura. Los puntos van desde el ULT-1 al ULT-125.
Parte UHX
Reglas para cambiadores de carcasa y tubos. Los puntos van desde el UHX-1 al UHX-20.
3.2.4) Apéndices
Los apéndices a la sección VIII son alternativas y consideraciones suplementarias a lo indicado en el propio código. Estos lineamientos han sido incluidos como apéndices ya que su utilización es menos frecuente que los párrafos del código.
Obligatorios
Los apéndices obligatorios o “Mandatory” tienen el mismo valor que cualquier otro punto del código. Van desde el 1 al 40.
No obligatorios
Son recomendaciones o reglas del buen hacer. No estamos obligados a seguir estos lineamientos, aunque es recomendable dado que todos estos diseños ya han sido probados y funcionan satisfactoriamente. Van desde el A hasta el Y, y desde el DD hasta el apéndice KK.
3.3) Sello/Estampa ASME
El requerimiento de sellado/estampado ASME significa que todas las etapas del diseño, la construcción, la inspección y las pruebas fueron realizadas de acuerdo a lo establecido en el código; adicionalmente, determinados puntos durante las etapas mencionadas son atestiguados por un represente del ASME.
Un principio fundamental del Código ASME es que un recipiente a presión debe recibir una inspección autorizada por una “tercera parte” durante la fabricación, para verificar el cumplimiento de los requisitos aplicables del Código. La firma por un inspector autorizado por tercera parte en el formulario correspondiente del Código, certificando que el recipiente ha sido fabricado de acuerdo con los requisitos del mismo, es un elemento básico en el sistema de aceptación de calderas
y recipientes y ha facilitado su aceptación cuando hay varios organismos involucrados en la misma.
Además de inspeccionar recipientes durante la fabricación, los Inspectores Autorizados pueden también controlar los procedimientos de instalación en el lugar de la obra. Y después que han sido puestos en servicio, ellos también inspeccionan periódicamente el cumplimiento de los requisitos legales definidos por los reglamentos y leyes locales de recipientes a presión.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 19
Además de todos los requisitos indicados, toda caldera o recipiente a presión para tener un símbolo sellado/estampado del Código ASME, debe ser diseñada y construida por un fabricante con Certificado de Autorización ASME.
Podemos diseñar de acuerdo a ASME, y ello no significa que el equipo requiera sello/estampa. Normalmente es un requerimiento asociado con la seguridad del equipo, ya que un equipo sellado requiere controles de documentación, fabricación e inspección mucho más estrictos. Es un requerimiento del cliente.
Existen números tipos de sello ASME, los aplicables a recipientes sometidos a presión son 2: “Sello U” para equipos de acuerdo con ASME VIII, Div.1 y “Sello U2” para equipos Div.2.
3.4) Revisiones del código
Una revisión al Código es un cambio de los requerimientos previos. Pueden aplicarse a partir de la fecha de emisión indicada y se convierten en obligatorias (excepto para materiales) seis meses después de la fecha de emisión (excepto para recipientes contratados durante éstos seis meses).
3.4.1) Ciclo de ediciones
Se emite una nueva versión cada dos años (2011, 2013, 2015).
Las revisiones que corresponden a nuevas ediciones del código las encontramos en el apartado “Summary of Changes”, luego del prefacio y el listado de personas que han contribuido en dicha revisión.
Siempre debemos acudir al código directamente, no es recomendable leer resúmenes o compendios. El código se emite periódicamente y los resúmenes pueden quedar fácilmente desactualizados.
3.4.2) Interpretaciones
El comité de Calderas y Recipientes a Presión provee Interpretaciones oficiales sobre los requisitos y la intención de los párrafos del Código. Las interpretaciones se emiten como respuesta a pedidos realizados de acuerdo al procedimiento establecido en el apéndice 16.
3.4.3) Code cases
Un “code case” es una revisión puntual y urgente del código ASME para incluir algún punto no contenido en las ediciones vigentes o para buscar alternativas a los puntos citados en dicho documento. Estas “adendas” pueden ser referidas a materiales, diseño, NDE, o fabricación entre otras.
Los “code cases” no tienen fecha de vencimiento; si no se han dado de baja o revisado (consultar base de datos de www.asme.org) pueden ser utilizados. Estos casos están agrupados en un documento que no viene incluido en ninguno de las secciones del código.
¿Cuándo debemos utilizarlos? Una vez más, esto depende de la complejidad del diseño que estemos realizando y del “know-how” del diseñador. La cantidad de casos es elevada y abarcan puntos muy variados.
Ej.: Code Case 2235-9: Use of UT in lieu of RT

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 20
4. Condiciones de diseño
4.1) Temperatura
4.1.1) Temperatura mínima
Temperatura mínima a la que ocurrirán esfuerzos de membrana. Es una condición ambiental o de procesos. Nuestro cliente (o el departamento de procesos) deben proporcionarnos este dato. Si no tenemos esta información y sabemos que no hay condicionamientos de proceso, buscamos la mínima temperatura histórica del lugar.
4.1.2) Temperatura mínima de diseño del metal (MDMT)
Temperatura mínima de diseño del metal, MDMT, es la mínima temperatura que nuestro material presenta resistencia a fracturas frágiles (Brittle Fracture). Es una propiedad del material.
4.1.3) Temperatura de diseño
Muchas veces, especialmente para columnas esbeltas, no tendremos una sola temperatura de diseño. Considerar la mayor y diseñar sería demasiado conservador y podría traer demasiados costes asociados. Dado que existe un gradiente de temperatura entre el punto más caliente y el más frío, es necesario analizar la zona afectada y seleccionar los materiales y los espesores con criterio. En algunos procesos existe una temperatura de diseño máxima y una mínima.
4.2) Presión
4.2.1) Presión absoluta y relativa o manométrica
Por lo general, siempre vez que hablemos de presión (ya sea de diseño, operación o prueba) nos referimos a la presión manométrica o relativa. (g).
En la figura se ilustra gráficamente la relación entre las presiones absoluta y relativa.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 21
Presión barométrica es el nivel de la presión atmosférica por encima del vacío perfecto. La presión atmosférica normalizada es 1.013 bar (14.69 psi) o 760 mm de mercurio.
La presión relativa es la presión medida por encima de la atmosférica, mientras que la presión absoluta se refiere siempre al vacío perfecto.
La presión absoluta, es la suma de la presión barométrica o atmosférica, más la presión relativa o manométrica.
4.2.2) Presión Interior
La diferencia entre la presión de operación (Po) y la de diseño (Pd) es un coeficiente de seguridad. Este margen existe ya que no habitualmente es difícil establecer condiciones de diseño con total certeza. Si es necesario diseñar un equipo pero no tenemos la presión de diseño, la primera aproximación podemos calcularla de la siguiente manera:
Si Po > 300 psi → Pd = 1.1. Po.
Si Po ≤ 300 psi → Pd = Po + 30 lb/pulg2.
Donde P es la presión de diseño, y Po es la presión de operación.
Al determinar la presión de diseño (P), debe tomarse en consideración la presión hidrostática debida a la columna del fluido que estemos manejando, si éste es líquido sobre todo en recipientes cilíndricos verticales.
4.2.3) Presión Exterior
Cuando en condiciones de operación, un equipo se despresuriza u opera en condiciones de vacío, lo que actúa sobre el equipo es la presión atmosférica, exteriormente.
A nivel del mar, la presión atmosférica es 1 atm. Lo correcto sería, de acuerdo a la altura a la que se va a instalar nuestro equipo, calcular la presión que actuaría exteriormente; para estar del lado de la seguridad y para simplificar los cálculos, normalmente se toma 1 atm de presión exterior sin considerar la altura.
Limpieza con vapor (Steam-out o blanketing)
Cuando realizamos esta operación (usada para limpiar el recipiente) utilizando vapor de alta o media presión, este puede condensar y producir vacío. Dependiendo la temperatura del vapor de limpieza, es conservativo y recomendable calcular el equipo a vacío.
4.2.4) Presión de trabajo máxima admisible (MAWP)
Es la máxima presión de trabajo continuo para la cual garantizamos que nuestro equipo no se deforma plásticamente.
¿Es igual que la presión de diseño? La respuesta es NO. Los espesores adoptados normalmente exceden el espesor requerido por cálculo; éste exceso es el que genera el salto de presión hasta la MAWP.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 22
La MAWP es una consecuencia del sobre-espesor por: espesores comerciales, margen de seguridad y métodos de fabricación.
4.3) Cargas
4.3.1) Cargas muertas
Son todas las cargas permanentes, fijadas o unidas a nuestros equipos, como el peso propio, los internos y las plataformas. Debemos prestar especial atención al diseño de columnas, especialmente fraccionadoras, donde el peso a considerar no son sólo las bandejas, sino también el líquido que almacenan temporalmente (dependiendo de la altura de rebose) y de sus soportes. En torres de gran diámetro (4 – 8 m), las vigas soportes de bandejas no son despreciables ni mucho menos.
4.3.2) Cargas vivas
Son las cargas temporales, ocasionadas por las dilataciones térmicas en las tuberías y por las cargas de personas y maquinarias en plataformas.
En el caso de tuberías, existen numerosas publicaciones que nos dan valores de cargas en toberas para casos generales.
Ejemplo de carga de Mantenimiento: las especificaciones de clientes indican que para las plataformas se debe considerar una carga viva de 500 Kg/m2 para mantenimiento ¿Debemos cargar todas las plataformas con ese peso? La respuesta es NO. Lo que indica este punto, es que cuando hagamos mantenimiento al equipo, se puede llegar a cargar una plataforma a la vez con ese peso.
Si el equipo tiene poco espesor, lo que tenemos que hacer es verificar la envolvente por concentración de esfuerzos.
4.3.3) Cargas cíclicas
Cuando existan requerimientos de servicios cíclicos, debemos diseñar nuestro recipiente de acuerdo a los requerimientos de análisis a fatiga de la Div.2 ¿Esto quiere decir que debo diseñar de acuerdo a la Div.2? Podemos diseñar de acuerdo a Div.1, pero también debemos satisfacer los requerimientos de la Div.2 para estos servicios.
Ahora bien, podemos realizar análisis de fatiga de acuerdo a lo establecido en la Div.2 parte 5, o bien podemos hacerlos mediante FEA. Este último, es el método normalmente empleado para este tipo de casos.
4.3.4) Nivel de Líquido de Operación
En la mayoría de los casos, en nivel de operación del líquido no gobierna el diseño. Aun así, especialmente para recipientes horizontales de grandes dimensiones, debemos considerar las cargas ocasionadas por el peso del

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 23
líquido. Es fundamental considerar no sólo el nivel de líquido en operación, sino el HLL (highest liquid level) esperado.
4.4) Corrosión admisible
Es el sobre espesor que se “degastará” al cabo de la vida útil del equipo. Normalmente, de acuerdo al fluido y otros parámetros, la corrosión admisible nos vendrá especificada en la hoja de datos. Es conveniente que exista una clara definición entre los servicios de los equipos y su correspondiente corrosión admisible al comienzo del proyecto.
4.5) Viento, sismo y nieve
Son condiciones externas que nos vienen impuestas de acuerdo a lugar de instalación de los equipos. Es conveniente un estudio minucioso de las reglamentaciones del lugar, una malinterpretación resulta en horas de re-trabajo.
Para el análisis de acciones combinadas, es fundamental revisar los requerimientos de nuestro cliente.
4.6) Prueba hidrostática
Siempre que nuestro cliente nos lo permita, es recomendable para determinar el valor de PH que utilicemos la presión de diseño. La Div.1 en su apartado UG 99 b) nota 34, indica que para el cálculo de la PH puede ser utilizada la presión de diseño cuando no se prevén cálculo de MAWP en ese equipo. Recurrir a la prueba neumática en casos excepcionales, justo en las excepciones del código.
Se debe prestar especial atención cuando el recipiente deba ser instalado en un emplazamiento, cuyas regulaciones sean más restrictivas que el código ASME, como por ejemplo la directiva PED.
4.7) Equipos multi-corpartimento
A menos que se indique una válvula de compensación o línea de interconexión, es recomendable diseñar el cabezal intermedio considerando presión interior de un lado y vacío del otro. Es una suposición conservativa, pero considerando la importancia de este cabezal, no podemos correr riesgos.
4.8) Publicaciones de referencia
Aun cuando el código ASME es una referencia imprescindible y muy completa, se centra en el diseño de partes resistentes a presión. Por ello, para el cálculo y diseño del resto de partes no sometidas a presión (faldones, silletas,

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 24
plataformas, pernos de anclaje, análisis de vibraciones) recurriremos a distintos autores.
Resultaría imposible e impráctico tratar de listar a todos ellos, menciono sólo tres (los más generalizados):
• PRESSURE VESSEL DESIGN MANUAL – DENISS MOSS
• PRESSURE VESSEL HANDBOOK – EUGENE MEGYESY
• PRESSURE VESSEL DESIGN HANDBOOK – HENRY BEDNAR

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 25
5. Selección de materiales
El código ASME no recomienda ni sugiere ningún tipo de material para ninguna aplicación en concreto. Sólo se limita a indicar qué materiales están permitidos y los requerimientos que ellos tienen.
Afortunadamente, en la mayoría de los casos, existen publicaciones de referencia (como las de la National Asociation of Corrosion Engineer – NACE, por ejemplo) que nos permiten seleccionar materiales al menos para la mayoría de las aplicaciones. Siempre existirá un caso que no esté cubierto por ninguna de estas, es ahí donde el metalúrgico diseñador en éste tipo de equipos entra en escena.
5.1) Corrosión
En términos técnicos, la corrosión ha sido definida como el deterioro o destrucción de un material metálico, ocasionado por el ataque electroquímico del medio que le rodea.
La vida útil de los equipos en las distintas industrias se ve reducida frecuentemente como resultado de las corrosiones, es por ello que se ha dado especial atención a su estudio, lográndose resultados importantes con respecto a la detección y control de las mismas.
Para fines prácticos es casi imposible eliminar la corrosión y es por ello que la labor efectiva de la ingeniería en este campo, radica más en su control que en su eliminación, de ahí la importancia del entendimiento de los mecanismos de la corrosión a fin de tomarlos en cuenta desde el diseño de los equipos.
Todos los metales y aleaciones son susceptibles a la corrosión, no existiendo materiales útiles para todas las aplicaciones, por ejemplo: el oro se corroe rápidamente con el mercurio, pero posee una excelente resistencia al ataque corrosivo de la atmósfera, por otro lado el acero es muy resistente al ataque del mercurio, pero se oxida fácilmente estando expuesto a la atmósfera.
Afortunadamente se cuenta con una amplia gama de metales que pueden comportarse satisfactoriamente en medios específicos contándose además con métodos de control de la corrosión que reducen considerablemente el problema.
Con frecuencia, los paros de producción en las plantas ocurren como resultado de la corrosión, provocando pérdidas directas e indirectas de aspectos económicos y humanos.
Dentro de los aspectos que generan pérdidas económicas se tienen:
1) Reposición del equipo.
2) Coeficientes de seguridad y sobre diseño.
3) Paros de producción.
4) Contaminación de productos.
Dentro de los aspectos que generan pérdidas humanas y repercusión social se tienen:
1) Incendios, explosiones y liberación de productos tóxicos

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 26
2) Contaminación ambiental
3) Agotamiento de los recursos naturales no renovables, tanto en metales como en combustibles empleados para la fabricación de los equipos. Naturalmente los aspectos sociales y humanos tienen también consecuencias económicas, por lo que resulta difícil nombrar todas las razones que justifican el estudio de la corrosión y su control.
5.1.1) Corrosión admisible
Anteriormente se ha mencionado que existen materiales disponibles para casi cualquier aplicación. A la hora de selección un material, un concepto que debemos tener muy presente, es la vida útil esperada del equipo. Nuestra selección siempre tiene que ser un compromiso técnico-económico.
Con esto en mente, lo que debemos analizar es cómo se corroe el material, y de allí decidir si lo más conveniente es seleccionar un material que no sufra los efectos de la corrosión (caso de fracturas por esfuerzos) o por el contrario, si resulta conveniente proveer un espesor de sacrificio, para que se vaya consumiendo a lo largo de la vida útil del equipo. Este sobre espesor se denomina “Corrosión Admisible”. Se calcula de la siguiente manera:
𝐶𝐴 = 𝑇𝑎𝑠𝑎 𝑐𝑜𝑟𝑟𝑜𝑠𝑖ó𝑛 𝑎𝑛𝑢𝑎𝑙 𝑚𝑚𝑎ñ𝑜
𝑥 𝑉𝑖𝑑𝑎 ú𝑙𝑡𝑖𝑙 (𝑎ñ𝑜𝑠)
El problema radica en determinar la tasa de corrosión anual. Para ello, debemos conocer todas las propiedades del fluido y de operación y el material que hemos seleccionado. Con la pareja fluido-material, consultamos las publicaciones de la NACE y obtenemos un gráfico como el que se muestra a continuación.
5.1.2) Servicios especiales
Dada la corrosividad y la complejidad de algunos servicios especiales como: Sosa (NaOH), Medios Cáusticos, Ácido Sulfúrico (H2SO4), etc.; es necesario que un experto realice la selección de materiales. La misma se realiza a través del “Corrosion Data Survey, Metals Section” de la NACE.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 27
Existen numerosas soluciones para distintas situaciones, debemos basarnos en las normas NACE y, por supuesto, tienen que ser aprobados por nuestro cliente.
De cualquier forma, si no tuviésemos el apoyo de un diseñador en materiales, siempre podemos guiarnos por las tablas de selección de materiales contenidas en nuestros “Handbooks” de referencia. (BEDNAR, MOSS, ETC).
5.2) Propiedades buscadas
Los materiales que se deben utilizar en la construcción de recipientes se seleccionarán conjuntamente entre el diseñador del equipo y el responsable de Procesos. Los materiales que se elijan, deberán resistir los efectos de la corrosión y deberán tener la suficiente resistencia para soportar la temperatura y presión de diseño, teniendo además que conducir a un diseño práctico. Una buena selección de materiales, asegurará bajos costes de mantenimiento e iniciales.
A continuación, se mencionarán las consideraciones más convenientes para efectuar una selección adecuada de materiales para la construcción de un recipiente sometido a presión.
5.2.1) Esfuerzo admisible
Las aleaciones férreas, concretamente los aceros, presentan una curva característica cuando están sometidos a tracción. Esta curva característica se obtiene por medio un ensayo que realizamos a una probeta estándar, con la máquina universal de ensayos para cada material. A continuación se muestra una curva típica de los aceros al carbono.
Existen tres puntos característicos tal y como se muestra en la imagen, de los cuales el punto A es conocido como “Límite de Elasticidad” o “Punto de Fluencia”. Desde el origen de coordenadas hasta el punto A, estamos dentro del período de elasticidad; esto quiere decir que en cualquier punto de esta recta, podemos soltar la carga y el material volverá a su estado inicial sin ninguna deformación permanente. Ahora bien, si superamos dicho punto, cuando soltamos la carga, el material tendrá una deformación permanente o plástica.
Resulta claro observar que nuestros equipos no pueden bajo ningún punto de vista sufrir deformaciones permanentes, ya que al entrar en el período

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 28
plástico el material ha perdido sus propiedades mecánicas iniciales. Por ello, el esfuerzo estará siempre por debajo del punto A.
Ahora bien, ¿cuánto por debajo? Este porcentaje es el factor de seguridad que establece el código para cada caso, y es lo que define el esfuerzo admisible. El esfuerzo admisible se selecciona para un material determinado y la temperatura de diseño más elevada de las esperadas.
El esfuerzo admisible para los materiales aceptados por el código los encontramos en la Tabla 1A, de la Sección II, parte D, del BPVC. A continuación se reproduce un ejemplo de dicha tabla.
Aunque instintivamente tratemos de seleccionar el material con mayor esfuerzo admisible posible para “controlar” el efecto de la presión, éste sólo es el segundo factor más importante, ya que si el material no es capaz de soportar los efectos de la corrosión en poco tiempo no tendremos equipo. El esfuerzo admisible tiene las siguientes características:
• Responsable del espesor
• Material de más calidad, menor espesor
5.2.2) Resistencia a la corrosión
Característica más importante y buscada en un material. La evolución y estudio de materiales resistentes al ataque de la corrosión (recogida principalmente por la NACE) es continua y fundamental para la integridad de nuestros diseños.
• Aleando elementos obtenemos mejor resistencia
• La corrosión admisible es la parte del metal base “sacrificable”.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 29
5.2.3) Resistencia a la temperatura
Dependiendo de la temperatura de diseño del equipo, seleccionaremos un material u otro. El material que vayamos a utilizar tiene que ser capaz de soportas las máximas temperaturas reinantes en el proceso.
Para conocer las limitaciones de temperatura que tiene cada material, debemos consultar su especificación en la Sección II, parte A del BPVC. Allí se indican las temperaturas máximas a las que pueden someterse los distintos materiales.
A modo de referencia, se reproduce una tabla del libro “Pressure Vessel Design Manual” de Deniss Moss que nos sirve para comprobar nuestra selección rápidamente:
5.2.4) Resiliencia o Tenacidad (Toughness Fracture)
¿Qué son las fracturas frágiles? Las fracturas frágiles (Brittle Fracture) se pueden visualizar (exagerando, para que el ejemplo sea gráfico) como cuando dejamos caer un trozo de vidrio. Ocurren a bajas temperaturas, generalmente por debajo de la temperatura de diseño. Lo más nocivo de este tipo de fallas, es que ocurren sin advertencia, y sus consecuencias son catastróficas.
Mantener la tenacidad del material antes y después de la fabricación, resulta imperativo para evitar fracturas frágiles.
• Depende de la temperatura
• De las propiedades químicas y mecánicas del acero
• Método de fabricación
• Concentración de tensiones: conformado en frío

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 30
Para asegurarnos que nuestro material tiene la tenacidad adecuada, debemos cumplir con los requerimientos indicados en el apartado UCS-66 del código ASME. En caso de que nuestro material no cumpla con los requerimientos antes mencionados, se puede realizar un ensayo de impacto (comúnmente llamado Charpy) para determinar exactamente las propiedades del material en cuestión.
5.3) Designación de materiales
Muchas veces, conocemos la metalurgia de nuestro recipiente (Acero al Carbono, Cromo Molibdeno, Acero Inoxidable) pero no conocemos la designación o especificación que aplican a cada componente. Por ello:

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 31
STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 32
5.4) Materiales más utilizados
Veremos los tres grandes grupos de materiales ferrosos más utilizados en la construcción de recipientes sometidos a presión, para luego analizar aplicaciones para servicios concretos.
5.4.1) Aceros al Carbono
Son los más usados y los más económicos, recomendables para la mayoría de los recipientes donde no existen altas presiones ni temperaturas.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 33
• CS: SA-285 Gr.C
• KCS: SA-516 Gr.70
“Killed carbon Steel” o acero al carbono calmado, significa que al acero –por medio de elementos agregados- ha perdido el oxígeno contenido. De esta manera es un acero mucho más estable y resistente a la corrosión.
5.4.2) Aceros de Baja Aleación
Como su nombre lo indica, estos aceros contienen bajos porcentajes de elementos de aleación como níquel, cromo, etc. En general, están fabricados para cumplir condiciones de uso específico y su coste es mayor que los aceros al carbono.
Por otra parte, no se considera que sean resistentes a la corrosión, sí presentan un mejor comportamiento en ambientes corrosivos en operación para rangos más altos de temperatura respecto a los aceros al carbono.
• 1 ¼ Cr-1/2 Mo: SA-387 Gr.11
• 2 ¼ Cr-1 Mo: SA-336 Gr.22
5.4.3) Aceros de Alta Aleación
Comúnmente llamados aceros inoxidables. Su coste es mayor que para los dos anteriores. El contenido de elementos de aleación es mayor, lo que proporciona una alta resistencia a la corrosión.
• -SA-240 Tp.304
• -SA-240 Tp.347
5.4.4) Aceros revestidos internamente
Es muy común, para proteger a los metales base contra ataques corrosivos, encontrarnos con soluciones combinadas o híbridas; es decir, revestir a los recipientes interiormente con un material resistente a dichos ataques.
Se hace de esta forma, ya que realizar todo el equipo sólo del material resistente a los ataques corrosivos sería impracticable y antieconómico. Pueden ser calidades 304, 316 y el más usado (debido a que no precipita

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 34
carburos de cromo a altas temperaturas) es el 347. Otra ventaja de este último, es su soldabilidad con materiales base Cr-Mo.
El revestimiento interior puede ser de dos maneras:
Clading
Consiste en la unión de dos chapas, el material base o parte resistente a esfuerzos por un lado y la chapa de acero inoxidable por otro, soldadas o fusionadas a través de distintos métodos.
Depósito de Soldadura (Weld overlay)
Es un depósito de soldadura practicado sobre el material base configurando una “sobremonta” o “capa” sobre este.
Ambos métodos son usados indistintamente y muchas veces combinados.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 35
6. Eficiencia de junta
Se puede definir la eficiencia de las soldaduras como el grado de confiabilidad que se puede tener de ellas. Este coeficiente adopta valores menores que 1, y se puede decir que la eficiencia de junta es una forma de reducir el esfuerzo admisible del material. Por ello, la eficiencia depende del nivel de ensayos no destructivos y de la categoría y tipo de junta que utilizamos para la unión de dos partes de un equipo.
La eficiencia de junta se define para tener en cuenta diferentes configuraciones de juntas, distintos niveles de aptitud para transferir las cargas que debe resistir un recipiente y las incertidumbres en la calidad de las juntas.
Si una junta es inspeccionada en su totalidad, en caso de haber fallas, éstas se detectarán con toda seguridad. Si sólo realizamos una inspección parcial y si los resultados están libres de falla, quiere decir que probablemente el resto también lo estará, pero no podemos estar completamente seguros.
En este caso, debido a la incertidumbre por sólo realizar una inspección parcial, la eficiencia de junta será menor que uno y disminuirá el esfuerzo admisible del material.
Mientras mayor es el nivel de ensayos y mejor es la preparación de la junta, tendremos más certeza acerca del estado de las soldaduras, por ende no es necesario penalizar al espesor por “incertidumbres”.
Uno de los primeros puntos que debemos definir al comenzar el diseño de un recipiente sometido a presión es la eficiencia de junta para las distintas partes del equipo.
En algunos casos, los valores de la eficiencia nos vendrán impuestos y en otros deben ser seleccionados de acuerdo a la tipología del equipo, las condiciones de operación y el “know-how” del diseñador.
Todo lo referente a soldaduras y requerimientos de ensayos radiográficos lo encontramos en la sección UW del código.
6.1) Uniones soldadas
Antes de obtener el valor de la eficiencia, dado que ésta depende del tipo de junta que estamos diseñando, es imperativo que conozcamos las diferencias entre las distintas alternativas.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 36
6.1.1) Categoría de juntas
Dependiendo de la ubicación del “cordón de soldadura”, por ende de su importancia con respecto a la integridad del equipo, el punto UW-3 de la sección VIII Div.1 establece 4 categorías diferentes de juntas.
En términos generales, ellas describen el nivel de solicitación en términos de esfuerzos de cada una de las uniones.
Por ejemplo, la categoría A representa las juntas longitudinales sometidas a esfuerzos circunferenciales. Estas juntas son las que deben soportar los mayores esfuerzos primarios de todo el recipiente, por ello, las juntas categoría deben ser de la máxima calidad posible.
Las categorías definidas en el código ASME son:
Categoría A
Juntas soldadas longitudinales (juntas en el cuerpo principal, cámaras comunicantes, transiciones en diámetro o en conexiones); cualquier junta soldada de una esfera, cabezal conformado o plano; o en la chapa de los lados de un recipiente plano; juntas soldadas circunferenciales que conectan un cabezal hemisférico al cuerpo principal, a transiciones en diámetro, a conexiones, o a cámaras comunicantes.
Categoría B
Juntas soldadas circunferenciales en el cuerpo, en cámaras comunicantes, conexiones, o transiciones en diámetro incluyendo juntas entre la transición y el cilindro; juntas circunferenciales que conectan: cabezales conformados (que no sean hemisféricos) al cuerpo, a transiciones de diámetros, a conexiones, o a cámaras comunicantes.
Categoría C
Juntas soldadas que conectan bridas, placas tubulares, o cabezales planos al cuerpo, a cabezal conformado, a transiciones en diámetros, a conexiones, a cámaras comunicantes.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 37
Categoría D
Juntas soldadas que conectan conexiones o cámaras comunicantes a cuerpo, a cabezales, a esferas, a transiciones en diámetro o a recipientes de lados planos y las juntas soldadas que conectan conexiones a cámaras comunicantes.
6.1.2) Tipos de junta
Independientemente de la categoría (ubicación e importancia) podemos realizar uniones soldadas de diversas maneras. Es imprescindible estandarizar estos diseños, ya que el valor de la eficiencia depende de ello. Hay muchos tipos de junta de donde elegir, el código ASME especifica algunos tipos que son los permitidos para cada categoría.
Dependiendo de la categoría de la junta, es decir, de la importancia que reviste esa junta para la integridad del equipo, se deberá seleccionar el tipo de junta permitido por el código.
Los tipos de junta utilizados en recipientes sometidos a presión son 8, y se indican en el apartado UW-12. Los más usados son:
Tipo 1: Juntas de penetración total obtenidas por aporte de soldadura desde ambos lados (X). No se permiten juntas con tiras de respaldo.
Tipo 2: Juntas de penetración total, obtenidas por aporte de soldadura desde un solo lado (V), con tiras de respaldo. Aun cuando el código contempla la utilización de placas de respaldo, en la práctica no se utilizan. La pasada de raíz se hace con GTAW en sustitución de lo anterior.
Tipo 3: Juntas de penetración total obtenidas por aporte de soldadura desde un solo lado (V), sin tiras de respaldo.
Tipo 4: Junta solapada unida con doble filete.
Tipo 5: Junta solapada unida con filete simple y soldaduras tapón.
Tipo 6: Junta solapada unida con filete simple.
6.1.3) Requerimientos de servicio
El código ASME VIII, división 1, en su apartado UW-2 establece los tipos de juntas mínimos para cada una de las categorías presentes en el recipiente para distintos servicios.
Básicamente existen cinco (5) tipos de Servicio en esta división. Los requerimientos adicionales para cada uno de los servicios se indican a continuación:

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 38
• Servicio Letal
• Servicio baja temperatura
• Calderas a Vapor fuego No directo
• Recipientes a Fuego Directo
• Sin restricción
UW-2(a) Servicios Letales
Un “Servicio Letal” significa gases o líquidos venenosos de tal naturaleza que una pequeña cantidad de gas o de vapor de la mezcla de líquidos, mezclados con aire es peligroso para la salud si se inhala.
Todas las juntas a tope deben ser radiografiadas 100% (excepto lo indicado en UW.2.a.2 y 3 para intercambiadores de calor y UW.11.a.4 para ciertas juntas categoría B y C).
Pueden eximirse soldaduras sin aporte (si están contenidas dentro del cuerpo) de tubos de intercambiadores (ver detalles completos en UW-2)
Los Servicios especiales limitan a las juntas permitidas en la Tabla UW-12.
Categoría de Junta Tipo de Junta (Ver UW-12)
A 1
B 1 o 2
C 1 o 2
D Penetración Total
UW-2(b) Servicio Criogénico
Esta restricción de servicio aplica cuando el recipiente opera por debajo -50°F como se especifica en UCS-68, o cuando las pruebas de impacto del material o de la soldadura sean requeridas por la parte UHA.
Categoría de Junta Tipo de Junta (Ver UW-12)
A 1, excepto que ac. inoxidable tipo 304, 304L, 316, 316L y 347, pueden
ser tipo 2.
B 1 o 2
C Penetración Total
D Penetración Total

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 39
UW-2(c) Calderas a Vapor fuego No directo.
Presión de Diseño que exceda 50 psi (345kPa)
Categoría de Junta Tipo de Junta (Ver UW-12)
A 1
B 1 o 2
C Sin restricción
D Sin restricción
UW-2(d) Recipientes a Presión o partes sometidas a fuego directo.
Los requerimientos aplicables son:
Categoría de Junta Tipo de Junta (Ver UW-12)
A 1
B 1 o 2
C Sin restricción
D Sin restricción
Sin restricción
Lo que hemos visto en los apartados anteriores son los requerimientos para determinados servicios. Ahora bien, ¿qué sucede si mi equipo no cae dentro de ninguno de los casos anteriores? Esto quiere decir que no hay restricción en la selección de tipos de juntas para las distintas categorías.
Para el caso de servicios especiales (H2, H2S, AMINAS, HF) y equipos de muy alto espesor, es muy recomendable utilizar los mismos diseños de junta que lo visto anteriormente. Lógicamente, los diseños de junta cambiarán de acuerdo a la cantidad de material a depositar.
6.2) Evaluación de la unión soldada
Se utilizan diversos tipos de ensayos no destructivos para garantizar la calidad de las uniones soldadas en la fabricación de recipientes sometidos a presión. El ensayo que se utiliza en la mayoría de los casos para determinar el estado de la unión soldado es el radiografiado.
Si bien es cierto que métodos tecnológicamente superiores como por ejemplo el TOFD (Time of Flight diffraction) cobran cada vez más relevancia, en éste apartado hablaremos sólo radiografiado con el fin de facilitar el entendimiento del concepto de eficiencia de junta.
Existen 3 tipos de alcance de ensayo radiográfico:
• 100% , Full o Total

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 40
• Spot o Por Puntos
• Sin examinación
6.2.1) Radiografiado total
El párrafo UW-11 en sus distintos sub-puntos establece los requerimientos mínimos de radiografiado dependiendo del servicio, de la tipología del equipo, del espesor de los componentes y del tipo de material.
El apartado UW-11 (a) indica los casos para los cuales estamos obligados a aplicar Radiografiado total, es decir, en toda la longitud de la unión. Algunos de ellos son:
• Todas las uniones de la envolvente y cabezales de recipientes en servicio letal.
• Todas las uniones que superen los 38mm de espesor o que excedan los espesores mínimos indicados en UCS-57.
UCS-57
THK Above which full RT is mandatory
P-Nº & Gr-Nº THK [mm]
1 Gr. 1, 2, 3 32
3 Gr. 1, 2, 3 19
4 Gr. 1, 2 16
5A Gr. 1, 2 0
5B Gr. 1 0
5C Gr.1 0
Como vemos, el punto UCS-57 establece los requerimientos mínimos de “Full RT” dependiendo del tipo de material y el espesor. Cuando debamos realizar “Full RT”, es mandatorio cumplir los requerimientos de punto UW-40.
6.2.2) Radiografiado por puntos
Por otro lado, el apartado UW-11 (b) indica los casos para los cuales estamos obligados a aplicar Radiografiado por puntos, es decir, en puntos de la unión seleccionados en forma aleatoria. Cuando debamos realizar “Spot RT”, es mandatorio cumplir los requerimientos de punto UW-52.
6.2.3) Sin radiografiado
Por último, el apartado UW-11 (c) indica los casos para los cuales podemos fabricar sin ensayo radiográfico.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 41
6.3) Valor de la eficiencia de junta
Una vez que hemos determinado el tipo de junta a utilizar y el nivel de radiografiado a aplicar, sólo debemos consulta la tabla UW-12, que de acuerdo a los parámetros mencionados, nos entrega el valor de la eficiencia de junta para nuestros cálculos.
A continuación, se muestra una reproducción de la mencionada tabla:
6.4) Flujogramas de selección
El procedimiento descrito anteriormente no es precisamente ni sencillo ni intuitivo. Por ello, la sección VIII, Div.1 en su apéndice L incluye unos

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 42
flujogramas de selección, para que no tengamos necesidad de acudir a los párrafos todas las veces que estamos diseñando un recipiente sometido a presión.
En total el código presenta 4 flujogramas, se muestra una reproducción del primero que hace un resumen para envolventes:
6.5) El dilema de diseñar “Full o Spot”
Cuando no se especifica o no es un requerimiento del código radiografiar en toda la longitud de la unión (Full RT) queda a criterio del diseñador aplicar el ensayo por puntos o total. Lógicamente, ésta decisión resultará en eficiencias de junta distintas dependiendo de la elección. La decisión estará basada solamente en el coste y la disponibilidad de materiales.
Muchas veces, diseñar con niveles de radiografiado por puntos (que generalmente arroja valores de eficiencia de junta de 0.85) entregará espesores mayores; si bien es cierto que el coste de las radiografías será menor, puede que no compense el aumento de espesor. No existe una regla del buen arte para estos casos, sólo recomendaciones y llamados de atención para alertar al diseñador.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 43
7. Transiciones cónicas sometidas a presión interior
Las transiciones cónicas en recipientes sometidos a presión tienen una gran variedad de configuraciones posibles, a continuación se indican las más habituales:
Dependiendo de la aplicación para la cual el equipo ha sido diseñado y de la configuración del mismo, las transiciones cónicas pueden ser concéntricas o excéntricas. Para el cálculo de una transición no se hace ninguna distinción entre unas y otras, ya que el método de cálculo es el mismo para ambas (UG-36 g).
El espesor requerido de conos y de los radios de acuerdo (knuckles) se calculan de diferentes maneras. Asimismo, las reglas indicadas en el código ASME VIII, Div.1 son distintas para presión interior y exterior.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 44
Para transiciones cónicas entre dos envolventes cilíndricas de distinto diámetro por lo general se utilizan reducciones cónicas con radios de acuerdo (knuckles) en ambos extremos del cono. Este tipo de unión se prefiere sobre las transiciones cónicas simples sin radios de acuerdo (knuckles). La principal razón es para evitar grandes discontinuidades en los niveles de stress en la unión debido al cambio de curvatura abrupto, particularmente considerable para altas presiones (>20 bar). Esta situación puede agravarse aún más si la unión cono-cilindro se realiza de una manera defectuosa. Para el caso de transiciones cónicas con radios de acuerdo (knuckles) las soldaduras circunferenciales estás alejadas de discontinuidades, y normalmente se consigue una mejor alineación con las envolventes cilíndricas. No obstante estas ventajas, cabe mencionar que su fabricación es considerablemente más costosa.
El radio de acuerdo (knuckle) en el extremo del cilindro de mayor diámetro puede obtenerse como una sección anular de un cabezal semielíptico, semiesférico o toriesférico, con el mismo espesor requerido y geometría que el requerido para un cabezal completo. Por lo general, ambos radios de acuerdo se fabrican en forma de anillos toroidales del mismo espesor que el cono.
Para diseñar una transición cónica en su totalidad deben considerarse todos los aspectos siguientes:
• Envolvente menor: espesor requerido por presión interior/exterior.
• Cono: espesor requerido por presión interior/exterior.
• Envolvente mayor: espesor requerido por presión interior/exterior.
• Unión cono-cilindro mayor y menor: requerimiento de refuerzo para contener desequilibrio de fuerzas y discontinuidades.
• Radios de acuerdo (knuckles) mayor y menor: requerimiento de radio de acuerdo para eliminar discontinuidades, semi-ángulo > 30º
A continuación se describirán las distintas partes del diseño de transiciones cónicas sometidas a presión interior.
7.1) Transiciones cónicas (sin radio de acuerdo y semi-ángulo < 30º)
Para el caso de transiciones cónicas sin radios de acuerdo con la envolvente (knuckles) y con semi-ángulos menores a 30º, las ecuaciones de cálculo son las mismas que para el caso de cabezales, es decir, de acuerdo a lo indicado en el párrafo UG-32 (g).
Cuando se requiera un semi-ángulo mayor a 30º, el cono se debe diseñar con un radio de acuerdo (knuckle) en el diámetro mayor para evitar grandes
discontinuidades en los niveles de esfuerzo.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 45
Es posible realizar un diseño sin radios de acuerdo siempre y cuando se cumpla lo establecido por la eq. (4) del apéndice 1-5 en términos del área de refuerzo y por el párrafo 1-5 (g) en relación al espesor del cono, ambos puntos del apéndice 1 del código. El punto 1-5 (g) indica que el cálculo del espesor del cono debe ser realizado por análisis especiales tales como FEA, los de Timoshenko, Hetenyi o Watts-Lang para vigas en fundaciones elásticas.
El cálculo se realiza de acuerdo al párrafo UG-32 (g).
Donde:
D= Diámetro interior mayor, del cono.
E= Eficiencia de las soldaduras.
α= ángulo del vértice del cono / 2
P= Presión de diseño.
S= Esfuerzo máximo permisible, del material de la tapa, a tensión y a la temperatura de diseño, ASME Sección II, parte D.
t = Espesor mínimo requerido sin considerar tolerancias
7.1.1) Requerimiento de refuerzo
Después de determinar el espesor del cono por presión interior, el diseñador debe evaluar la unión cono-cilindro. En la mayoría de los casos, ésta unión en la sección de mayor diámetro se encuentra en compresión debido a la presión interior, mientras que la sección de menor diámetro se encuentra en tensión. La unión debe ser analizada para determinar si es necesaria la colocación de refuerzos para contener fuerzas no equilibradas.
Adicionalmente, los conos deben soportar las cargas axiales a las que está sometido el equipo: preso propio, plataformas, cargas externas, etc. Cuando no existe un radio de acuerdo (knuckle) entre la transición cónica y la envolvente cilíndrica se produce un cambio de curvatura abrupto, lo cual trae consigo una discontinuidad en los niveles de stress de la unión.
Por lo anterior, es necesario reforzar la transición cónica; esto se traduce en aumentar el área resistente, es decir, aumentar el momento de inercia de la zona bajo influencia. El área resistente puede ser incrementada por medio de elementos externos, utilizando el sobre-espesor que tiene la chapa, aumentando el espesor de la zona o una combinación de ambos según se indica en la figura.
Se debe seguir el Apéndice 1-5 (d) para determinar si es necesario reforzar la unión de mayor diámetro y apéndice 1-5 (e) para determinar si es necesario reforzar la unión de

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 46
menor diámetro.
En caso que se deba reforzar la zona para contener las fuerzas no equilibradas, el procedimiento de cálculo según el apéndice 1-5 permite establecer el área que se debe aportar. El área resultante a aportar se determina en función de la carga resultante sobre los extremos de mayor y menor diámetro del cono, de su geometría, de los esfuerzos admisibles de los materiales intervinientes y de la confiabilidad de la junta cono-envolvente.
El procedimiento de cálculo para ambos casos es análogo. La metodología para determinar el requerimiento de refuerzos es el siguiente:
1.- Determinar el cociente entre la presión de diseño y el producto entre el esfuerzo admisible de la envolvente y la eficiencia de junta (P/(SxE))
2.- Ingresar en la tabla 1-5.1/2 del apéndice 1 y se determina el valor de Δ.
3.- Si Δ es menor que el semi-ángulo del cono, es necesario la colocación de refuerzos.
7.2) Transiciones toricónicas (radio de acuerdo > 6% de D)
Como se ha comentado, en ocasiones es necesario diseñar transiciones cónicas con radios de acuerdo (semi-ángulo ≥ 30º, grandes presiones, elevadas cargas axiales).
El radio de acuerdo no deberá ser menor al 6% del diámetro mayor o 3 veces el espesor. Tienen las mismas restricciones que la transición cónica. El cálculo de éste tipo de transiciones se realiza de acuerdo a UG-32 (h),
es decir, UG-32 (g) usando Di en lugar de D.
Donde :
P= Presión de diseño.
Di= Diámetro interior de la sección cónica, en su punto tangente con el radio de acuerdo: Di=D-2r(1-Cos α)
D= Diámetro interior mayor, del cono.
r= radio interior del radio de acuerdo(knuckle).
E= Eficiencia de las soldaduras.
α= ángulo del vértice del cono / 2
S= Esfuerzo máximo permisible, del material de la tapa, a tensión y a la temperatura de diseño, ASME Sección II, parte D.
t = Espesor mínimo requerido sin considerar tolerancias
El cálculo se debe realizar para determinar los espesores de ambos extremos, el de mayor y menor diámetro; ahora bien, dado que la única variable que cambia entre ambas ecuaciones es Di, por lo general el

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 47
espesor obtenido para el extremo de mayor diámetro se usa también para el de menor diámetro.
7.2.1) Espesor del radio de acuerdo (knuckle)
El radio de acuerdo de mayor diámetro se conoce como “large knuckle” o “flange”; mientras que el radio de acuerdo de menor diámetro se conoce como “small knuckle” o “flare”. Los espesores de los radios de acuerdo (knuckles) mayor y menor se calculan de forma distinta.
El espesor requerido del radio de acuerdo mayor (flange) se calcula de acuerdo a indicado en el Apéndice 1-4 (d). La ecuación es la misma que para cabezales semielípticos considerando las diferencias geométricas:
Dónde:
P = Presión de diseño.
L = radio interior del knuckle
M = ratio para ecuaciones toriesféricas según la relación L/r
E = Eficiencia de las uniones soldadas.
S = Esfuerzo máximo permisible del material de la tapa, a tensión y a la temperatura de diseño, ASME Sección II, parte D.
t = Espesor mínimo requerido sin considerar tolerancias
El código ASME VIII, Div.1 no establece el diseño para radios de acuerdo menores (flares). Un método de diseño aceptado para obtener el espesor requerido es el del área-presión de Zick and Germain (1963). Éste método se describe en el Libro “Farr and Jawad, Guidebook For the Design of ASME Section VIII Pressure Vessels”

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 48
8. Diseño de partes sometidas a presión exterior
El mecanismo de fallo de un recipiente sometido a presión externa es diferente del fallo por presión interna. Son necesarios diferentes métodos para diseñar equipos de forma segura bajo estos dos mecanismos de fallo. El fallo por presión interna puede ser entendido como un fallo del recipiente por sobreesfuerzos en una parte del equipo que ha superado la resistencia del material. Mientras que para el caso de presión externa, el recipiente ya no puede soportar su forma geométrica, de repente y de forma irreversible colapsa adoptando una nueva configuración de menor volumen.
Un sistema estable es uno que es más fuerte que las solicitaciones. Cuando un recipiente recibe un empuje en la envolvente, éste responde con un empuje en dirección contraria y vuelve a su forma original. A medida que se añade presión externa al sistema, el recipiente tiene menos fuerza de reserva para contrarrestar la carga. Finalmente, el recipiente llega a un punto en el que colapsa y adopta una configuración de menor volumen. El cambio es repentino e irreversible, y si miramos algunos vídeos, bastante aterrador.
Debido a que el cálculo exacto de la presión externa crítica en un recipiente es complejo, el código utiliza un factor de seguridad bastante conservador de 3x, muy por encima de otros factores de seguridad para el resto de diseños para recipientes a presión. Enfoques menos conservadores requerirían cálculos más exactos, como los prestados por FEA por ejemplo; pero a costa de esfuerzo de ingeniería adicional.
A diferencia de los recipientes a presión que sólo están diseñados por presión interna, no existe una fórmula única, o diseño único, que se ajuste a la condición de presión externa. En cambio, hay una serie de opciones disponibles para el diseñador que puede satisfacer la solución del diseño. El espesor de la envolvente es sólo una parte de la solución. Otros factores que afectan al diseño son: la longitud entre soportes (generalmente los cabezales), el uso, el tamaño, y el espaciamiento de los anillos de rigidización.
El diseño de recipientes sometidos a presión externa es un procedimiento iterativo. En primer lugar, se seleccionan con todas las variables incluidas, y a continuación se comprueba para determinar si es adecuado. Si es inadecuado, el procedimiento se repite hasta que se alcanza un diseño aceptable.
Al contrario de lo que sucede en recipientes bajo presión interior, el factor crítico es la geometría del equipo en lugar de la resistencia del material. Las fallas pueden ocurrir de repente debido al colapso del componente. La presión externa puede ser causada en recipientes a presión por una variedad de condiciones y circunstancias.
La presión de diseño (interna) en algunos casos puede ser menor que la atmosférica debido a la condensación de gas o de vapor. A menudo, en refinerías y plantas químicas los recipientes sometidos a

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 49
presión se diseñan para una cierta cantidad de presión externa, sin importar el servicio previsto; esto es para contemplar la limpieza con vapor y los efectos de la condensación del mismo. Existen otros recipientes que están sometidos a vacío por la naturaleza de diferentes dispositivos, como la conexión a una bomba de vacío por ejemplo. También puede producirse vacío de forma inadvertida por falta de ventilación de un recipiente durante la descarga, o si los venteos son de tamaño inadecuado.
Cuando se trata de recipientes de doble pared o recipientes multi-compartimento, también darse el caso de presión exterior. A menudo, estas condiciones pueden ser muchas veces mayor que la presión atmosférica.
8.1) Envolventes cilíndricas
Como se ha dicho anteriormente, un recipiente puede estar sometido a presión exterior por diferentes motivos: puede darse el caso que el recipiente esté sumergido en algún fluido, sea un recipiente de doble pared o simplemente se produzca vacío en el interior.
Cuando los recipientes están diseñados para presión interna y externa, es una práctica común determinar primero el espesor requerido de la envolvente para la condición de presión interna, y a continuación, comprobar que éste espesor soporta la presión externa máxima requerida. Si el diseño no es el adecuado se debe tomar la decisión de: 1) aumentar el espesor de la envolvente al siguiente espesor de chapa disponible, 2) disminuir la longitud entre soportes de la envolvente por medio de anillos de rigidización, disminuyendo la dimensión "L". Si se selecciona la opción de añadir anillos de rigidización, la separación de éstos puede ser determinada para adaptarse a la configuración del recipiente.
Ni el aumento del espesor de la envolvente por sí solo, ni el mínimo espesor posible con el máximo número de anillos representan la mejor alternativa de diseño. La solución óptima se encuentra en un punto intermedio.
8.1.1) Presión exterior admisible por la envolvente
Para determinar si la configuración de un recipiente sometido a presión exterior es apta, el procedimiento descrito en código ASME VIII, Div. 1, UG-28 a UG-30 debe ser usado.
El diseñador calcula los ratios L/D0 y D
0/t (siendo L: longitud entre líneas
soporte; D0: diámetro exterior; t: espesor) a partir de dimensiones conocidas, y
mediante un gráfico determina la deformación por pandeo/abolladura (buckling strain), el valor A. Para correlacionar la deformación por pandeo con

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 50
las presión externa admisible, se utiliza un gráfico de Esfuerzo – Deformación (Stress – Strain) obteniendo el valor B. A partir de éste valor, la presión exterior admisible exterior puede ser determinada, tal y como se explica más abajo.
Líneas soporte
Las líneas soporte de un recipiente son aquellas que presenta rigidez contra las acciones de la presión exterior. Dependiendo de la geometría y momento de inercia de los distintos elementos que conforman un recipiente a presión (cabezales, conos, etc), las líneas se ubicarán en diferentes lugares.
Para el caso de cabezales la línea soporte se sitúa a h/3 con respecto a la línea de tangencia, siendo h la altura del cabezal. Ahora bien, para el caso de una transición cónica, la unión cono-cilindro puede ser tomada como línea soporte siempre y cuando la unión sea lo suficientemente resistente, es decir, que cumpla con los requisitos de momento de inercia.
Cuando la unión cono-cilindro se considera como línea soporte, se reduce la longitud entre soportes a los efectos de presión exterior y como resultado el espesor requerido para las partes en estudio (cilindros y conos) es menor.
Por el contrario, si la unión cono-cilindro no es considerada como línea soporte, el cono es considerado como parte de la envolvente cilíndrica. De esta forma, la longitud de diseño para presión exterior es mucho mayor, por ende los espesores requeridos para el cono y los cilindros es mayor. No obstante, los requerimientos de momento de inercia para la unión no tienen que ser satisfechos.
A) Envolventes con ratios D0/t ≥ 10
Siendo P la presión exterior requerida, ya sea por condensación interior y vacío o por presión exterior, los pasos a seguir para determinar si la envolvente verifica son:
1) Asumir un valor de t (normalmente se toma el obtenido por presión interior) y determinar los ratios L/D
0 y D
0/t; siendo:
D0= diámetro exterior del equipo, mm.
t= espesor de la envolvente, mm.
L= distancia total del recipiente entre líneas soporte, mm.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 51
2) Con el valor de los ratios L/D0 y D
0/t, se debe ingresar a la figura G, en
la sub-parte 3 de la sección II, parte D del código ASME y determinar el valor del factor A.
3) Con el valor obtenido de A, ingresar en las gráficas CS de la sub-parte 3 de la sección II, parte D del código ASME, interceptar con la temperatura de diseño y determinar el factor B. ¡Atención! Se debe trabajar con la tabla que se ajuste al material que corresponda, en éste caso el esfuerzo de fluencia (Specified Minimum yield strengh) debe estar acorde a lo indicado en el título de la gráfica. Si el valor de A cae hacia la derecha de los valores incluidos en la gráfica, usar el último valor disponible.
4) Usando el valor de B obtenido, calcular el valor de la máxima presión admisible exterior de trabajo, por medio de:
Si no ha sido posible obtener el factor B dado que el valor de A cae hacia la izquierda de los valores graficados, la presión se calcula por medio de:
Donde,
E= Módulo de la elasticidad del material a la temperatura de diseño. El valor debe ser obtenido de las tablas “TM”
contenidas en la sub-parte 2 de la sección II, parte D del código ASME.
Dada la complejidad para trabajar con éstos gráficos de la sub-parte 3 de la sección II, parte D del código ASME, los valores para obtener los factores A y B se encuentran tabulados a continuación de los mencionados gráficos. Es decisión del diseñador trabajar con un método u otro.
5) Se compara el valor de la presión exterior admisible (Pa), con los requerimientos de presión exterior (P); si Pa > P el espesor adoptado soporta la presión exterior. En caso contrario, debemos aumentar el espesor y repetir el cálculo o colocar anillos de rigidización (ver más adelante).
B) Envolventes con ratios D0/t ≤ 10
1) Siguiendo los pasos indicados anteriormente, obtener el valor para el factor B. Para valores de D
0/t menores a 4, el factor A se calcula de la siguiente
manera:
Para valores de A mayores a 0,10, usar éste último valor.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 52
2) Usando el valor de B obtenido, calcular los valores de Pa1y Pa2 de acuerdo a lo siguiente:
Donde S es el esfuerzo admisible a efectos de cálculo, será el menor valor de:
-2 x S del ASME Section II, part D.
-0,9 x Sf (fluencia) tabla Y1 ASME II, parte D.
3) Comparar el menor de los valores obtenidos (Pa1 o Pa2) con P. Si Pa > P, el espesor adoptado soporta la presión exterior. En caso contrario, debemos aumentar el espesor y repetir el cálculo o colocar anillos de rigidización (ver más adelante).
A continuación se muestra una reproducción de los gráficos a utilizar en los cálculos de recipientes sometidos a presión exterior.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 53
8.1.2) Presión exterior admisible con anillos de rigidización
En el caso que la envolvente por sí sola no soporte las presiones exteriores a las que está sometido el equipo, no siempre resultará viable ni económico aumentar el espesor hasta cumplir con dicho requerimiento. Lo que debe hacerse es disminuir la distancia entre líneas soportes, es decir, agregar anillos externos (recomendado) o internos que contribuyan a mantener la integridad estructural del sistema.
No existe una regla general que nos indique hasta qué punto aumentar el espesor, ni tampoco cuándo agregar anillos. Es sólo una cuestión de encontrar la mejor solución técnico-económica. Una buena práctica es calcular el sistema por presión interior, seleccionar un espesor comercial de acuerdo a los resultados obtenidos y a partir de allí colocar anillos en caso de ser necesario. El diseño de los propios anillos es también un procedimiento de ensayo y error.
A) Procedimiento de Cálculo
Siendo P la presión exterior requerida, ya sea por condensación interior y vacío o por presión exterior, los pasos a seguir para determinar si los anillos verifican son:
1) Asumiendo que la envolvente ha sido diseñada (por presión interior por ejemplo), se parte de un valor de espesor t. A continuación, se selecciona el perfil a ser utilizado y se obtienen sus principales

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 54
características: área transversal As y su momento de Inercia disponible I. Luego, se calcula el factor B de acuerdo a lo siguiente:
Dónde:
Ls= es la distancia entre líneas soporte según lo descrito en la apartado anterior, mm.
P= presión exterior requerida, MPa
As= área trasversal del perfil, mm2
A la hora de establecer las distancias entre líneas soporte, se debe tener en cuenta la configuración del equipo (cabezales, conos, bridas de cuerpo, etc) y la ubicación de los anillos de rigidización.
2) Con el valor de B obtenido, se ingresa al gráfico “CS” que corresponda con nuestro material (esfuerzo de fluencia) en la sub-parte 3 de la sección II, parte D del código ASME; se intercepta la temperatura de diseño de nuestro sistema y se obtener el valor del factor A. Si distintos materiales han sido utilizados para la envolvente y los anillos, se deberá utilizar el mayor valor de A obtenido para ambos materiales.
Si el valor del factor B estuviera por debajo del rango indicado en el gráfico, el valor de A puede ser calculado de acuerdo a:
Donde, E= Módulo de la elasticidad del material a la temperatura de diseño. El valor debe ser obtenido de las tablas
“TM” contenidas en la sub-parte 2 de la sección II, parte D del código ASME.
3) Se calcula el momento de inercia requerido de acuerdo a lo siguiente:
Is= Momento de Inercia requerido para el anillo de rigidización (sin considerar el aporte de la envolvente) con respecto a su eje neutro, paralelo a la envolvente:
I’s= Momento de Inercia requerido del conjunto anillo-envolvente, con respecto al eje neutro del conjunto, paralelo a la envolvente:
4) Se deben comparar los momentos requeridos, con los disponibles. Dependiendo del nivel de precisión que busquemos en nuestro cálculo, tendremos en cuenta sólo el anillo o el conjunto anillo-envolvente.
Si el momento de inercia disponible en el conjunto I o I’ > Is o I’s, nuestro diseño es aceptable. Si por el contrario, el momento de inercia disponible es menor que el requerido, el diseñador deberá optar por un perfil de mayor momento de inercia y/o una envolvente de mayor espesor.
B) Momento de Inercia de anillos de rigidización
Ya sea que se utilicen perfiles comerciales (recomendado) o perfiles conformados, es muy sencillo determinar el momento de inercia. De acuerdo a lo mencionado en el apartado anterior, dependiendo de la precisión del cálculo que desarrollemos, podremos considerar el aporte de la envolvente o no. Si decidimos considerarlo, debemos tener en cuenta que hay que sumar los

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 55
momentos de inercia de todas las partes contribuyendo con respecto al eje neutral de la combinación. A continuación se adjunta un ejemplo:
Para considerar la parte que la envolvente contribuye al momento de inercia, calculamos la longitud máxima en la que contribuye la envolvente como:
Luego, multiplicamos por el espesor ts para obtener el área. Con éste valor podemos calcular el momento de inercia correspondiente a la porción de envolvente correspondiente.
C) Recomendaciones para anillos de rigidización
-Tamaño de los anillos: según lo mencionado anteriormente, el diseño de rigidizadores es un procedimiento iterativo. Para diseñadores experimentados esto no representa problema alguno, ahora bien, ¿por dónde empezar? La primera iteración en la selección del tamaño estará bastante cercana a la óptima si se utiliza la vieja fórmula API-ASME. La fórmula es la siguiente:
Dónde:
I= momento de inercia del Anillo a seleccionar, in4
D0= diámetro exterior del recipiente, in.
E= módulo de elasticidad, psi
Ls= longitud entre líneas soporte, in.
Px= Presión exterior de diseño, psi
Debe tomarse en cuenta que la ecuación anterior es empírica y ha sido arreglada para las unidades mencionadas en la descripción de las variables.
-Distancia entre anillos: aun cuando el tamaño de los anillos ha sido estimado, ¿dónde deben ser ubicados los anillos? Es una buena práctica de ingeniería comenzar el diseño de los anillos con una distancia entre ellos de

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 56
2D para recipientes de hasta 2500mm de diámetro y con una distancia D para recipientes de mayor diámetro.
-Ubicación de anillos: nunca deben ser ubicados sobre soldaduras circunferenciales. Si además de anillos de vacío es necesario diseñar el equipo con otros anillos como refuerzos de conos, rigidizadores de silletas, éstos deben ser diseñados todos a la vez y no por separado. Dentro de lo posible, los anillos no deben intersectar conexiones del equipo. Si no se pudiera evitar, se debe prestar especial atención a esta intersección para evitar sobreesfuerzos.
-Forma de los perfiles: se deben usar perfiles comerciales siempre que sea posible. Por lo general son más económicos y su fabricación requiere menos horas-hombre de taller. A la hora de seleccionar perfiles comerciales se debe procurar un fácil conformado (por lo general se usan barras y perfiles L). Para el diseño de equipos de gran magnitud, considerar perfiles H.
-Anillos y Aislamiento: en el caso de que los equipos lleven aislamiento térmico, una buena práctica consiste en tratar de realizar un diseño conjunto de estos dos elementos. Es decir, diseñar un solo grupo de anillos que sirvan tanto para rigidización como para soportar el aislamiento térmico. Si no fuere posible, se deberá procurar que los anillos estén por debajo del aislamiento térmico.
-Soldadura continúa vs intermitente: a la hora de soldar los perfiles a la envolvente, es conveniente prestar atención a la cantidad de material depositado. Cuando la envolvente tiene espesores por encima de 20mm, normalmente se requiere que la soldadura sea continua. Para el resto de equipos, y siempre y cuando los requerimientos del proyecto lo permitan, es recomendable realizar soldaduras intermitentes.
-Retención de agua: los anillos de rigidización deben estar diseñados para no retener agua. Los diseños deben orientarse para que los perfiles no tengan bolsas; si esto no se puede evitar, se deberán prever agujeros de drenaje.
8.2) Envolventes esféricas
Para el cálculo de envolventes esféricas sometidas a presión exterior, debemos aplicar lo indicado en el párrafo UG-28 d). Los pasos a seguir son los siguientes:
1) Se debe asumir un valor de t (normalmente se toma el obtenido por presión interior) y se determina el factor A con la siguiente fórmula:
Donde,
R0= Radio exterior de la envolvente esférica in (mm).
t= espesor asumido de la envolvente in (mm).
2) Con el valor obtenido de A, se ingresa en las tablas CS de la sub-parte 3 de la sección II, parte D del código ASME, se intercepta con la temperatura de diseño y se determina el factor B. Si nuestro valor de A cae hacia la derecha de los valores incluidos en la gráfica, usar el último valor disponible.
3) Con el valor obtenido de B, se calcula la presión exterior de trabajo máxima admisible según lo siguiente:

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 57
Para valores de A que caen a la izquierda de los valores de B graficados, usar:
Donde,
E= Módulo de la elasticidad del material a la temperatura de diseño. El valor debe ser obtenido de las tablas “TM”
contenidas en la sub-parte 2 de la sección II, parte D del código ASME.
4) Comparar el valor de Pa obtenido por medio de éstas fórmulas; si Pa > P el espesor adoptado soporta la presión exterior. En caso contrario, debemos aumentar el espesor y repetir el cálculo.
8.3) Cabezales y transiciones cónicas
Se ha mencionado anteriormente que para recipientes sometidos a presión exterior la geometría del equipo es el factor crítico en lugar de la resistencia del material. Esto se debe a que un recipiente sometido a presión exterior está solicitado a pandeo/abolladura. Para prevenir que una envolvente cilíndrica colapse, se ha visto que es necesario “rigidizar” la envolvente, es decir, conferirle mayor momento de inercia (ya sea incrementando el espesor o agregando anillos de rigidización). Un recipiente cilíndrico sometido a presión exterior lo podemos asemejar a una viga simplemente apoyada y carga uniformemente distribuida, donde los apoyos son los cabezales. De esta forma, el momento flector máximo está en el centro del recipiente.
Para el caso de los cabezales o tapas, las solicitaciones son exactamente las mismas que para la parte cilíndrica. Ahora bien, dada la geometría y las características constructivas de los cabezales, para igual espesor tienen mucho mayor momento de inercia respecto de la envolvente cilíndrica. Es por ello que no es habitual que los cabezales fallen bajo estas solicitaciones, observándose en la mayoría de los casos el colapso de la parte cilíndrica mientras que los cabezales quedan casi invariables:
8.3.1) Cabezales semiesféricos
Para tapas o cabezales semiesféricos sometidos a presión exterior, el método de cálculo es el descrito en UG-33 c). En otras palabras, debemos seguir el método descrito para envolventes esféricas, UG-28 d).

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 58
8.3.2) Cabezales semielípticos
Para tapas o cabezales semielípticos sometidos a presión exterior, el método de cálculo es el descrito en UG-33 a-1) y d). El espesor del cabezal será el mayor de:
a) El espesor resultante de aplicar 1.67 x presión exterior en la fórmula utilizada por presión interior. En éste caso se deberá tener en cuenta la columna de líquido y la eficiencia de junta será 1 en todos los casos.
b) El espesor para presión exterior calculado de la misma manera que para cabezales semiesféricos UG-33 c).
8.3.3) Cabezales toriesféricos
Para tapas o cabezales Toriesféricos sometidos a presión exterior, el método de cálculo es el descrito en UG-33 a-1) y e). En otras palabras, el espesor del cabezal será el mayor de:
a) El espesor resultante de aplicar 1.67 x presión exterior en la fórmula utilizada por presión interior. En éste caso se deberá tener en cuenta la columna de líquido y la eficiencia de junta será 1 en todos los casos.
b) El espesor para presión exterior calculado de la misma manera que para cabezales semiesféricos UG-33 c).
8.3.4) Cabezales y transiciones cónicas
Cuando la unión cono-envolvente no es una línea soporte, el espesor requerido del cono bajo presión exterior e independientemente de su forma constructiva (con o sin costuras) no será menor que el espesor requerido de la envolvente cilíndrica adyacente. Adicionalmente, cuando no se provean radios de acuerdo, los requerimientos del apéndice 1-8 deben ser satisfechos. Cuando la unión cono-envolvente es una línea soporte, el método de cálculo es el descrito en UG-33 f). En él se indican los siguientes pasos:
A) Cuando el semi-ángulo del cono es igual o menor a 30º:
a) Conos con relación Dl/te ≥ 10, donde:
Dl= Diámetro exterior mayor
te= Espesor efectivo de la sección cónica; te= t x cos a
t= Espesor mínimo requerido
1) Asumir un valor para te (normalmente se parte del valor requerido por presión interior) y determinar las relaciones Le/Dl y Dl/te, siendo Le= Longitud axial del cono, excluyendo los radios de acuerdo.
2) Con el valor obtenido de Le/Dl y Dl/te, ingresar a la figura G, en la sub-parte 3 de la sección II, parte D del código ASME y determinar el valor del factor A. Si la relación Le/Dl es mayor a 50, utilizar éste último valor.
3) Con el valor obtenido de A, ingresar en las tablas de la sub-parte 3 de la sección II, parte D del código ASME, interceptar con la temperatura de diseño y determinar el factor B. ¡Atención! Debemos trabajar con la tabla que se ajuste a nuestro material, en éste caso el esfuerzo de fluencia (Specified Minimum yield strengh) debe estar acorde a lo tabulado. Si nuestro valor de A cae hacia

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 59
la derecha de los valores incluidos en la gráfica, usar el último valor disponible.
4) Usando el valor de B obtenido, calcular el valor de la máxima presión admisible exterior de trabajo, por medio de:
Si no hemos podido obtener el factor B dado que nuestro valor de A cae hacia la izquierda de los valores graficados, calculamos la presión por medio de:
Donde,
E= Módulo de la elasticidad del material a la temperatura de diseño. El valor debe ser obtenido de las tablas “TM”
contenidas en la sub-parte 2 de la sección II, parte D del código ASME.
5) Comparar el valor de Pa obtenido por medio de éstas fórmulas; si Pa > P el espesor adoptado soporta la presión exterior. En caso contrario, debemos aumentar el espesor y repetir el cálculo.
6) Proveer refuerzos adecuados para la unión cono-envolvente, de acuerdo al apéndice 1-8).
b) Conos con relación Dl/te < 10:
1) Obtener el valor de B de la misma forma que en el caso anterior. Para valores de Dl/te menores a 4, usar:
Para valores de A mayores a 0.10, usar 0.10.
2) Usando el valor de B obtenido en el punto anterior, calcular Pa1 y Pa2 de acuerdo a lo siguiente:
Donde S será el menor valor de:
-2 x S del ASME Section II, part D.
-0,9 x Sf (fluencia) tabla Y1 ASME II, parte D.
3) Comparar el menor de los valores obtenidos (Pa1 o Pa2) con P. Si Pa > P, el espesor adoptado soporta la presión exterior. En caso contrario, debemos aumentar el espesor y repetir el cálculo o colocar anillos de rigidización (ver más adelante).
4) Proveer refuerzos adecuados para la unión cono-envolvente, de acuerdo al apéndice 1-8).
B) Cuando el semi-ángulo del cono es mayor a 30º:

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 60
Cuando el semi-ángulo del cono es mayor que 30º, el espesor del cono será igual al requerido por un cabezal plano sometido a presión exterior, utilizando el diámetro mayor del cono (ver UG-34).

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 61
9. Conexiones auto-reforzadas e integrales
Para instalar una boquilla en un recipiente a presión, es necesario hacer un agujero en el cuerpo o cabezal en que se vaya a instalar. Al efectuar el agujero se está “quitando área” y las líneas de esfuerzos pasarán tangentes al agujero practicado; esto significa que hay una concentración de esfuerzos alrededor de la abertura. Por ello, debemos “reponer” el área colocando un refuerzo en los límites de la unión.
Los esfuerzos pueden ser generados a partir de la presión interna, externa o de las cargas externas aplicadas. Un análisis de los esfuerzos puede indicar que se necesita material extra cerca de la abertura para mantener las tensiones de cargas a un nivel aceptable. Esta área puede ser proporciona por el aumento del espesor de la pared del recipiente o del cuello de la conexión o mediante la adición de una placa de refuerzo alrededor de la abertura. En algunas aberturas, puede haber una boquilla a la que está unida una tubería que está generando cargas externas por pesos muertos o dilataciones térmicas.
En el diseño de aberturas dos tipos de esfuerzo son importantes: el esfuerzo primario, incluyendo el esfuerzo primario de membrana y esfuerzo de flexión primario; y los esfuerzos de pico para evaluar fatiga.
Una conexión o boquilla (nozzle), se compone de tres partes fundamentales:
1. Cuello
2. Refuerzo
3. Brida
Existen distintas configuraciones de conexiones para recipientes sometidos a presión:

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 62
La configuración más típica de una conexión es la mostrada con chapa de refuerzo (reinforcing pad). En algunas aplicaciones (servicios especiales, letales, cíclicos) es recomendable minimizar la cantidad de uniones soldadas en el equipo, de tal forma mientras menos cantidad de uniones soldadas, menos posibilidades de falla. Si a la exigencia de estos servicios especiales le sumamos elevadas presiones, es necesario diseñar los equipos extremando la seguridad.
Cuello auto-reforzado Brida Integral
Los cuellos auto-reforzados son piezas forjadas en origen (acerías), para luego ser mecanizadas en taller. Si damos un paso más, llegamos a las conexiones integrales. No solo el cuello es forjado, sino también la brida; toda la conexión es una sola pieza, existiendo sólo una soldadura entre la conexión y la envolvente.
Las mejores prácticas en cuanto a la utilización de conexiones auto-reforzadas son:
• Servicio H2
• Recipientes de Cr-Mo
• Pd mayor a 70 kg/cm2
• Envolventes con espesores mayores a 50mm
• Td mayor a 370 C
• Para conexiones NPS 4” y menores: LWN
Para servicios letales, es un requerimiento de casi todos los clientes y una buena práctica la utilización de bridas integrales. Cabe mencionar que este tipo de conexiones son trajes a medida, es decir, no hay ningún componente estándar en su configuración. Por lo tanto debemos calcular todos los componentes de la conexión, siendo su fabricación muchísimo más costosa que para el caso de conexiones estándar.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 63
Cabe mencionar que este tipo de conexiones son trajes a medida, es decir, no hay ningún componente estándar en su configuración. Por lo tanto debemos calcular todos los componentes de la conexión, siendo su fabricación muchísimo más costosa que para el caso de conexiones estándar.
9.1) Anexión de boquillas
Independientemente de la configuración de la conexión (con chapa de refuerzo, auto-reforzada, con brida estándar, con brida especial, etc) existen 2 maneras de “unir” conexiones a la envolvente aceptadas por el código:
• Set-on: el agujero de la envolvente coincide con el diámetro interior de la conexión; la conexión se apoya en la envolvente.
• Set-in: el agujero de la envolvente coincide con el diámetro exterior de la conexión; de esta forma el tubo de la conexión atraviesa la envolvente.
En el primer caso, el bisel tiene que ser practicado en la conexión y en el segundo en la envolvente. Por un lado (especialmente cuando trabajamos con espesores elevados) los fabricantes son proclives a querer utilizar conexiones del tipo Set-on: menos bisel a preparar y menos cantidad de metal depositado; mientras que los clientes requieren justamente lo contrario.
9.2) Cuello
Los espesores de los cuellos de las boquillas o conexiones deberán ser diseñados en base a la combinación de cargas reinante en el equipo:
1) Presión interna:
Generalmente el espesor del cuello de una boquilla calculado para soportar presión interna, resulta muy pequeño debido al diámetro tan reducido que ellas tienen en comparación con el diámetro del recipiente.
2) Tolerancia por corrosión:
La corrosión es uno de los factores decisivos para seleccionar las cédulas de los cuellos de las boquillas, ya que los espesores de los cuellos de tubos de diámetro pequeño son muy reducidos y únicamente la corrosión puede acabar con ellos.
3) Arreglos de tuberías:

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 64
Es muy importante, al diseñar recipientes a presión, analizar los arreglos de tuberías para hacer recomendaciones a los responsables de este departamento respecto a que las tuberías no deberán transmitir grandes fuerzas y momentos a nuestros recipientes.
El cálculo del cuello de conexiones o “nozzle necks” se realiza de acuerdo a lo especificado en UG-45. El espesor requerido será el mayor de los valores obtenidos de UG-45 a) y UG-45 b).
1) UG-45 a). Este punto nos re-direcciona al punto UG-27, en otras palabras, nos indica que debemos tratarlo de la misma forma que la envolvente del recipiente. Por lo visto para caso de la envolvente, el mayor esfuerzo lo tenemos en la junta longitudinal. Esto es:
-Esfuerzo circunferencial (juntas longitudinales):
Dónde:
t = Espesor mínimo requerido.
R = Radio interior.
P = Presión de diseño
E = Eficiencia de las soldaduras
S = Esfuerzo máximo permisible a tensión del material seleccionado para fabricar el recipiente a la temperatura de diseño. ASME Sección II, parte D.
2) UG-45 b). El espesor mínimo del cuello de la conexión será igual al menor valor de: b)3) y el mayor entre b)1) y b)2). Siendo:
a) UG-45 b)1). Para recipientes sometidos sólo a presión interior, adoptaremos el valor del espesor de la envolvente o el cabezal donde se ubique la conexión, asumiendo eficiencia= 1 para todos los casos.
b) UG-45 b)2). Para recipientes sometidos sólo a presión exterior, adoptaremos el valor del espesor de la envolvente o el cabezal (por presión exterior) donde se ubique la conexión, asumiendo eficiencia= 1 para todos los casos.
c) UG-45 b)3). Para el caso de recipientes sometidos a presión interior y exterior, se tomará el mayor valor de a y b.
Cabe mencionar, que luego de obtener el espesor requerido por cálculo (de los puntos 1 y 2 más arriba) debemos sumarle todas las tolerancias

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 65
aplicables, incluyendo la corrosión admisible, tolerancias del producto, etc. Luego, ya sea que diseñamos el cuello de tubo o chapa, adoptamos el espesor comercial más próximo.
Cuando se trabaja con líneas de tuberías relativamente grandes en diámetro y que éstas manejan fluidos a altas temperaturas, debemos recomendar al departamento de tuberías hacer un estudio de análisis de esfuerzos en las líneas críticas a fin de minimizar las cargas y los momentos en las boquillas de los recipientes.
Este análisis de esfuerzos incluye la selección y localización adecuada de soportes para las tuberías.
9.3) Refuerzos
Cuando perforamos la envolvente para ubicar conexiones debemos “reponer” el área sustraída.
El código ASME (para los distintos casos) establece claramente cuál es el área donde podemos aportar material. Esto lo podemos hacer utilizando “pads o chapas” de refuerzo, incrementando el espesor de la envolvente o incrementando el espesor del cuello.
9.3.1) Requerimiento de refuerzo
Dependiendo del tipo de conexión que estemos diseñando (menores, de gran diámetro, etc.), no todas requieren refuerzo debemos chequear el código para ver cuáles son las conexiones que están exentas de refuerzos (por ej. 3” y menores).
El párrafo UG-36 establece los requerimientos mínimos para las aberturas en recipientes sometidos a presión. El punto UG-36 c)3) indica lo siguiente:
“Las aberturas en recipientes no sometidos a rápidas fluctuaciones de presión no requieren refuerzo bajo las siguientes condiciones:
a) Conexiones cuyo diámetro no sea mayor a 89mm, soldadas a cabezales o envolventes de 10mm de espesor o menos.
b) Conexiones cuyo diámetro no sea mayor a 60mm, soldadas a cabezales o envolventes de espesor mayor a 10mm.
Las conexiones que cumplan los requerimientos mencionados, no llevarán refuerzos.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 66
9.3.2) Métodos de cálculo
Existen tres métodos para calcular la resistencia de los refuerzos para aberturas en recipientes sometidos a presión:
• Reglas de reemplazo de áreas según UG-36 b) and UG-37
• Análisis de grandes conexiones según el Apéndice 1-7
o Regla del reemplazo de los 2/3 del área
o Análisis de esfuerzos Membrana-Flector
• Análisis por Elementos Finitos.
El siguiente gráfico muestra los diferentes métodos a ser aplicados dependiendo del tamaño de la conexión y el diámetro del recipiente.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 67
Los dos primeros métodos para examinar la aceptabilidad de las aberturas (incluidos en la Sección VIII Div. 1) son sólo para presión interior. El resto de casos de carga se considerarán por separado. Estos métodos se basan en el método del reemplazo de áreas de refuerzo, y se utiliza cuando el área que resistía el esfuerzo primario de membrana no se encuentra debido a la abertura. Para reemplazar el área que fue sustraída, el área en la vecindad será la responsable de soportar los esfuerzos.
Una vez que hemos determinado si la conexión requiere o no refuerzo, debemos definir qué método de cálculo seguir.
El párrafo UG-36 en su apartado b), define los tamaños de las aberturas admitidas y los métodos de cálculo para cada caso.
a) Se aplicará lo descrito en UG-37 para el cálculo de todas aquellas conexiones que no superen lo siguiente:
• Para recipientes con Ø < 1500mm: las conexiones no superarán la mitad del diámetro del recipiente y su diámetro no será mayor a 500mm.
• Para recipientes con Ø > 1500mm: las conexiones no superarán 1/3 del diámetro del recipiente y su diámetro no será mayor a 1000mm.
b) Todas las conexiones que no cumplan los requerimientos anteriores, se calcularán de acuerdo al apéndice mandatorio 1-7.
9.3.3) Cálculo de refuerzos de acuerdo a UG-37
Éste método consiste en la compensación de áreas. Cuando agujereamos la envolvente, estamos quitando material resistente; por ello, en la periferia de la abertura, debemos compensar el material sustraído.
Cuando se calculan los refuerzos se debe:
• Determinar el área total de refuerzo requerida.
• Determinar los límites del refuerzo (UG-40)
• Determinar las áreas de refuerzo disponibles.
• Determinar el área de refuerzo a agregar o agregado según corresponda a cálculo o verificación. El área requerida del refuerzo se encuentra en UG-37 (UG-37.1).
Las reglas de este apartado aplican a todas las aberturas excepto:
• Aberturas pequeñas cubiertas por UG 36(c)(3)
• Aberturas en cabezales planos cubiertas por UG 39.
• Aberturas diseñadas como una reducción de sección cubiertas por UG 36(b)(2)
• Grandes aberturas en cabezales conformados y cuerpos esféricos cubiertas por UG 36(b)(2)
• Agujeros para tubos que conformen las reglas de ligamentos dadas en UG 53.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 68
En el mismo párrafo se encuentran las fórmulas para cálculo de áreas de refuerzos disponibles y a agregar incluyéndose además definiciones y símbolos. Algunos términos utilizados en las fórmulas son:
• fr= Máximo 1. (Recomendado utilizar material para el elemento de refuerzo con esfuerzo admisible igual o mayor que el de la pared del recipiente. Si esto no es posible puede utilizarse un material de menor resistencia pero incrementando el área requerida en proporción inversa a la relación de esfuerzos admisibles de ambos materiales. (para mayores detalles ver UG 41.1en el código)
• fr1= Sn/Sv para conexiones insertadas a través de la pared del recipiente.
• fr1=1 para conexiones que no penetran en el interior del recipiente y figuras UG-40; j, k, n y o.
• fr2= Sn/Sv.
• fr3= El menor de (Sp o Sn)/Sv
• fr4= Sp/Sv
• Sn= Esfuerzo admisible (S) para el material de la conexión.
• Sv= Esfuerzo admisible (S) para el material del recipiente.
• Sp= Esfuerzo admisible (S) para el material del elemento de refuerzo.
• t= Espesor especificado para la pared del recipiente (Sin incluir Sobre-espesores por conformado ni corrosión. En caso de tubos quitar tolerancia de fabricación en menos)
• tn= es el espesor especificado para el cuello de la conexión menos el sobre-espesor de corrosión y tolerancia de espesor en menos para el caso de tubos.
• te= Espesor o altura del elemento de refuerzo.
• ti= Espesor de pared de la proyección interior de la conexión.
• tr= Espesor requerido para un cuerpo sin costura basado en esfuerzos circunferenciales o de un cabezal conformado, usando E=1 (aplican excepciones cuando la abertura está ubicada en la parte esférica de un cabezal toriesférico, en un cono o en un cabezal elíptico dentro de un círculo de diámetro 80% del diámetro del cuerpo con sus centros coincidentes)
• trn= Espesor requerido para una conexión sin costura.
• Rn= Radio interno corroído de la conexión bajo consideración.
• d= diámetro interior de una abertura circular terminada o dimensión de una abertura no radial en el plano en consideración. (Ver figuras UG 37.1 y UG 40 y mayores detalles en UG 37))
• D y R = Diámetro y Radios interiores del cuerpo (corroídos)
• Dp= Diámetro exterior del elemento agregado para refuerzo. (puede excederse el máximo permitido pero no puede tomarse esto como crédito en el cómputo de áreas de refuerzo)

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 69
• W= Carga total soportada por las soldaduras de fijación E= 1 (según definición para tr y trn)
• E1= 1 Cuando la abertura está sobre la chapa o junta categoría B o igual a 0,85 cuando la abertura está ubicada en una junta ERW o Fuerte o igual a la eficiencia de junta de la tabla UW-12 cuando la abertura intercepta otro tipo de junta.
• F= Factor de compensación por variación de esfuerzos por presión interior en diferentes planos respecto del eje del recipiente. F=1 para todas las configuraciones. Figura UG 37 puede utilizarse para aberturas integralmente reforzadas en cilindros y conos.
• h= Altura de la proyección de la conexión en el interior del recipiente. (límites se establecen en UG 40)
El área de refuerzo requerido para cualquier plano a través de la abertura o cabezal formado no debe ser menor del calculado con la fórmula indicada en la figura UG 37.1. Esta figura ilustra configuraciones comunes de conexiones, pero esto no implica la prohibición de otras configuraciones permitidas por el código.
No menos de la mitad del área de refuerzo requerida debe estar a cada lado de la conexión. Refuerzos de chapas, monturas, sillas o similares, fijados al lado exterior del recipiente deben estar provistos con al menos un agujero testigo de tamaño máximo NPS 1/4" (DN 8). Puede ser utilizado para presurizar el espacio entre el elemento de refuerzo y el recipiente de forma de probar la hermeticidad de las soldaduras que sellan el interior del recipiente.
Estos agujeros testigos pueden quedar abiertos o ser sellados. Si se sellan, el material que se utiliza para sello no debe ser capaz de soportar la presión que pueda generarse en el espacio entre el recipiente y el elemento de refuerzo.
El método de cálculo es muy sencillo, aunque largo y repetitivo. Recordar que siempre se debe consultar al código propiamente para cualquier cálculo.
9.3.4) Cálculo de refuerzos de acuerdo al apéndice 1-7
El diseño de refuerzos para aberturas de gran tamaño (large openings) ha estado en el código desde hace tiempo. Antes de 1979 el método sólo consistía en mover la mayoría del área del refuerzo cerca del cuello, método conocido como “regla de los 2/3”. Fue detectado que cuando la conexión se sacaba de operación, la brida estaba distorsionada debido al momento flector.
Para obtener resultados más precisos y evitar fallas, el método actual consiste en calcular los esfuerzos en dos áreas distintas, esfuerzos de membrana y de flexión. Los esfuerzos de membrana están basados en el producto área-presión x área-metal. El esfuerzo de flexión está basado en fórmulas de vigas del AISC. La sección cuello-envolvente (y algunas veces la brida también) se considera sometida a flexión con respecto a un eje paralelo a la envolvente.
Según el código ASME Sección VIII, apéndice 1-7(b)1), las reglas para determinar la resistencia del refuerzo requerido sólo es aplicable a “conexiones radiales”, no es aplicable a conexiones oblicuas o tangenciales. Este método debe cumplir requerimientos no sólo de área

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 70
sino también de resistencia. A continuación se indican aquellos casos para los cuales debe ser aplicado el apéndice 1-7:
a. Exceder los límites del párrafo UG-36 (b)
b. Diámetro del equipo > 1500mm (60 in)
c. Diámetro de la conexión > 1016mm (40 in)
d. El diámetro de la conexión es < que el 70% del diámetro del recipiente.
El procedimiento para determinar la resistencia del refuerzo de acuerdo al apéndice 1-7 se describe resumidamente a continuación:
- Paso 1: Determinar los límites de contorno para flexión en la dirección de la envolvente y el cuello. Los límites dependerán de la configuración de la conexión y serán gobernados por el valor del límite elástico del material.
Dirección Envolvente=
Dirección Conexión=
- Paso 2: Determinar el momento de inercia “I” y la distancia desde el centroide de la de la conexión hasta el interior de la envolvente “C”, espetando la configuración de la misma (pad de refuerzo, brida, etc).
I=
C=
- Paso 3: Calcular los esfuerzos de membrana y de flexión de acuerdo a la configuración del refuerzo (pad de refuerzo, brida, etc).
Sm= esfuerzo de membrana
Sb= esfuerzo por flexión
- Paso 4: Combinar los esfuerzos y comparar con los admisibles:
Sm < S
Sm + Sb < 1,5 S

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 71
Donde, S es el esfuerzo admisible acuerdo a la sección II, parte D.
9.4) Bridas
El objetivo de las conexiones o boquillas es interconectar nuestro equipo con el proceso. Estas conexiones podrán ser soldadas, roscadas o bridadas. Lo más habitual para recipientes sometidos a presión, es que el equipo cuente con bridas para asegurar la uniformidad de dimensiones al momento del montaje. Aparte de las bridas, las conexiones contarán con un cuello el cual permitirá separar la brida del cuerpo del equipo.
9.4.1) Bridas estándar
Para recipientes sometidos a presión provistos de bridas, lo que siempre se busca es que las mismas sean estándar. Las bridas estándar han sido diseñadas para un rango de presión-temperatura determinado, por lo que no se calculan, se seleccionan. Siempre que sea posible es recomendable utilizar bridas estándar, debe ser siempre la primera opción debido a su economía. Las normas que regulan las propiedades mecánicas y constructivas de bridas (flanges) son:
-ANSI B16.5: Bridas hasta 24” NPS inclusive.
-ANSI B.16.47: Bridas desde 26” NPS hasta 60”.
Según sea el intervalo presión-temperatura de trabajo las bridas se clasifican por “ratings”: 150# ,300# ,400# ,600#, 900# ,1500# y 2500#.
Cuando el rango presión-temperatura excede la capacidades de la serie 2500#, estamos obligados a utilizar bridas especiales.
9.4.2) Bridas especiales / no estándar
Como se ha mencionado anteriormente, las bridas estándar se seleccionan de acuerdo a las especificaciones ANSI ASME

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 72
B16.5 / B16.47. Resulta claro ver que sólo utilizaremos bridas especiales en aquellos casos en que los requerimientos de presión, temperatura y/o tamaño excedan las posibilidades de las bridas estándar. Tener en mente que sólo debemos optar por esta alternativa cómo último recurso, ya que el cálculo, diseño y fabricación de bridas especiales no hace más que encarecer nuestro equipo. Las aplicaciones más comunes son los equipos de gran tamaño y las bridas de carcasa de cambiadores de calor.
Las bridas especiales se diseñan y calculan de acuerdo a ASME VIII Div.1, Apéndice 2 y Apéndice S.
Criterios de diseño
Las reglas para el diseño de uniones bridadas tal y como se describe en el código, apéndice 2, es aplicable a bridas con juntas ubicadas totalmente dentro del círculo de pernos, sin ningún tipo de contacto fuera de éste círculo.
El método es aplicable a bridas circulares sometidas a presión interior y toma en consideración solamente fuerzas hidrostáticas de empuje y fuerzas de asiento de juntas. Las reglas del código han sido modificadas para poder ser empleadas en el diseño de bridas bajo presión exterior, bridas inversas y bridas con retención de tuercas.
El procedimiento de diseño para bridas de gran diámetro (por encima de 60” de diámetro interior y baja presión (hasta 100 psig) debe ser suplementado por otros métodos, tales como: “check flange rotation”.
El diseño de una brida involucra lo siguiente:
• Material de la brida
• Material de los pernos
• Tipo y material de la junta
• Tipo de cara (RF, RJ, etc.)
• Proporciones del cubo
Definición de cargas
En el diseño de una brida no estándar, los cálculos deben ser llevados a cabo para cada una de las dos condiciones: operación y asiento de junta, la condición más severa gobernará el diseño.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 73
1) Asiento de junta
El asiento de la junta se produce cuando la junta es asentada al aplicar una carga inicial a la unión bridada a través de los pernos, en condiciones atmosféricas de presión y temperatura.
La carga mínima inicial considerada como adecuada para que la junta se asiente debidamente, depende del material de la junta y del ancho efectivo de la misma.
2) Condición de operación
Las condiciones de operación son las requeridas para resistir el empuje hidráulico de la presión de diseño, tendiendo a separar la junta, y para mantener en la junta suficiente presión para garantizar una unión estaca, todo lo anterior a la temperatura de diseño.
La carga mínima es función de la presión de diseño, el material de la junta y en ancho efectivo de la junta que debe soportar el empuje hidráulico.
3) H- Empuje hidráulico total
Es la fuerza resultante aplicada en el centro de la junta.
4) HD – Empuje hidrostático dentro de la brida.
HD es creado por la presión en la tubería anexa a la brida. La carga es generada en el centro del espesor de la tubería, pero el código ASME cambia el brazo de momento dependiendo del método de unión entre la brida y la tubería.
5) HT – Presión interior actuando en la brida
HT es creada por la presión interna actuando en la brida
1) Se aplica presión sobre la cara de la junta expuesta
2) La junta trata de expandirse pero es contenida por las caras de la brida.
3) Las caras de la bridas reaccionan en sentido contrario.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 74
6) HG – Fuerza de sellado durante el asiento
Esta fuerza es la requerida para asentar la junta en el sitio de la brida previsto a tal fin, y para mantener la unión estanca a una presión de 0 bar (la fuerza de sellado en operación es la que mantiene el sello cuando la presión empieza a incrementarse).
Cuando las fuerzas de asiento son demasiado grandes, esto se debe a que el área de los pernos es demasiado grande. Podemos recurrir a las siguientes opciones:
1) reducir el diámetro de los pernos o disminuir la cantidad. Reduciendo el área efectiva de los pernos, reducimos la posibilidad de estropear la junta.
2) usar pernos menos resistentes, el mismo concepto anterior.
3) si el coste del material de la brida no es un problema, podemos hacer la brida de mayor espesor. Este es el camino que debemos seguir cuando una brida no estándar de acuerdo al apéndice 2 debe emparejarse con una brida estándar B16.5.
7) HG – Fuerza de sellado durante la operación
Es la fuerza requerida para mantener la brida sellada contra la presión de operación. Esta fuerza es generada por medio del apriete de los pernos.
Esta fuerza actúa en el centro de la junta, pero el tamaño de la misma es reducido por el código ASME para crear un área efectiva menor.
Tipos de bridas
Existen diferentes tipos de bridas que pueden ser usados de acuerdo al apéndice 2, las cuales se describen a continuación. Para más detalles, ver apéndice 2 punto 2-4 (a).
1) Bridas integrales – Tipo weld neck

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 75
Las bridas tipo welding neck tiene un cubo cónico entre el anillo de la brida y la unión soldada a la tubería. El cubo provee una transición gradual entre el anillo de la brida de gran espesor y la tubería, de relativamente menor espesor. Lo que se consigue es disminuir la discontinuidad de esfuerzos en la unión soldada.
La bridas welding neck son las preferidas para servicios críticos, altas temperaturas, temperaturas bajo cero y servicios cíclicos.
Las bridas con cubo no deben ser obtenidas de chapas o barras a menos que los requerimientos del código se cumplan.
2) Bridas sueltas – Tipo slip on y lap joint
Este tipo de bridas no tiene una conexión directa con la tubería. Se considera que este método de unión no otorga la resistencia mecánica equivalente al que otorga la brida integral.
Las bridas que caen dentro de esta categoría no deben ser usadas para los siguientes servicios:
• Servicios críticos
• Servicios cíclicos (presión o temperatura)
• Equipos con altas vibraciones
• Servicios erosivos
• Servicios de baja temperatura (-29º C)
• Servicios de alta temperatura (343º C)
• Cuando el nivel de momentos flectores en la unión es elevado.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 76
3) Tipo opcional
Este tipo cubre el diseño cuando la unión de la brida al cuello de la boquilla, pared del tubo o del recipiente se considera que esa unión es una unidad que sería calculada como una brida integral, excepto que para simplificar el diseño podrá ser calculada como una brida loca (loose).
Este tipo de bridas, diseñadas como una brida integral de acuerdo a las reglas del código, apéndice 2, podrá ser usada para condiciones de presión y temperatura moderadas.
Pernos
Los pernos utilizados en el diseño de bridas no estándar deben cumplir los requerimientos del apéndice 2 del código.
Juntas
Las juntas deben ser capaces de soportar los efectos combinados de presión, ataque químico por parte del fluido a ser almacenado y transitorios máximos y mínimos de temperatura.
La función de la junta es interponer un material semi-plástico entre las caras de la brida, que al deformarse bajo la acción de las cargas que selle, al instante, las irregularidades en las caras para impedir el escape del fluido. La cantidad de deformación del material de la junta que se requiere para producir la estanqueidad del sello depende de las desigualdades de las superficies.
Los materiales de fabricación de las juntas son: goma, papel, cobre, tela, plomo, aluminio, níquel, monel, acero inoxidable. Las juntas de papel, goma y tela no son recomendadas para uso de más de 120º C.
La decisión de qué tipo de material debe ser seleccionado, muchas veces se basa en el ancho requerido de la junta, aunque en la mayoría de los casos el factor más importante es la resistencia a la corrosión del fluido en operación.
El tipo de cara de brida a seleccionar depende de las condiciones de servicio del fluido o gas, presión, temperatura, ciclo de operación y de la selección de la junta. El tipo de junta y el tipo de cara de brida son puntos fundamentales a la hora de garantizar la estanqueidad de la unión.
El diseño de las bridas y las juntas deben asegurar que los anillos interiores no penetran en el diámetro interior de la brida. Cuando existe el riesgo que lo anterior suceda, se deberán seleccionar juntas de un solo componente
Las juntas admitidas en el diseño de este tipo de uniones las encontramos en la tabla 2-5.1 del apéndice 2 del código. El ancho requerido se indica en la tabla 2-5.2 del mismo apéndice.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 77
Diseño de bridas no estándar
La intención del presente apartado no es la de reproducir literalmente y reemplazar el código, sino la de presentar una serie de reglas de diseño y buenas prácticas de ingeniería que se deben tener en cuenta para poder diseñar bridas no estándar. Los párrafos que se describen a continuación deben ser leídos en conjunto con el apéndice 2, del código.
Pasos a seguir para el diseño de una brida
Como veremos a continuación, el diseño de una brida no-estándar es un procedimiento laborioso e iterativo. Esto se debe a que el método presentado por el apéndice 2, es un procedimiento de verificación: el diseñador estima las dimensiones de la brida para una aplicación en concreto, y el procedimiento determina si los esfuerzos inducidos son menores a los admisibles.
En algunos casos deberemos utilizar reglas prácticas para poder definir los distintos parámetros geométricos de los elementos involucrados.
1) Seleccionar el tipo de junta
a) De acuerdo al servicio, a la presión y al diámetro de la unión bridada, seleccionar el tipo de junta (ver tabla 2-5.1 del código)
b) Obtener los factores “y” y “m” de la tabla 2-5.1
c) Estimar el ancho b (ver mínimos en tabla 2-4)
d) Estimar el punto de reacción de la carga en la junta G.
2) Calcular las fuerzas actuando en la brida y la carga total de los pernos
a) Calcular las fuerzas: HD, HG, Hp, HT y H
b) Calcular la carga total de los pernos en asiento Wm2, y en operación Wm1.
3) Determinar el número y dimensión de los pernos requeridos

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 78
a) Determinar el material y esfuerzo admisible de los pernos a temperatura ambiente Sa, y a temperatura de diseño Sb
b) Calcular el área requerida de pernos Am, mayor valor entre Wm2/Sa y Wm1/Sb
c) Determinar el número de pernos n. Debemos estimar, una buena aproximación es adoptar un perno por cada pulgada de diámetro de la unión bridada. Redondear a múltiplo de 4.
d) Calcular el área efectiva de los pernos Ra = Am / n.
e) De acuerdo a la disponibilidad comercial, determinar el diámetro de los pernos. Realizar las iteraciones necesarias para ajustar por tamaños comerciales.
4) Determinar el diámetro del círculo de pernos
a) Determinar g0, espesor del tubo o chapa a soldar con la brida.
b) Estimar g1, espesor del cubo en la cara de posterior de la brida. Como primer aproximación para bridas integrales, g1=2 g0 (ver consideraciones prácticas).
c) Determinar las distancias mínimas para garantizar suficiente espacio para el apriete del perno.
Ra: distancia mínima entre el centro de los pernos y el cubo de la brida
Bsmín: “Bolt Spacing” distancia mínima entre pernos.
Como primera aproximación, esta distancia se puede obtener de distintas tablas de bridas y pernos, ya sean en pulgadas o métricos:

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 79
d) Calcular el diámetro del círculo de pernos:
• Para bridas integrales: C = B + 2g1 + 2R
• Para el resto de bridas: C = B + 2R
e) Calcular la distancia entre pernos con el valor del círculo de pernos obtenido: Bs = C/n y compararlo con la distancia mínima Bsmín.
5) Desarrollar las dimensiones del cubo (sólo para bridas integrales)
a) La máxima pendiente permitida por el código es 1:3. Esta limitación se basa en requerimientos de soldadura para la transición entre el cubo y la chapa a soldar, y en requerimientos mecánicos para el cubo.
b) Calcular la altura del cubo “h”.
c) Obtener el factor del cubo “f” de la tabla 2-7.6 del apéndice 2. Este factor es función de la geometría del cubo e indica el nivel de esfuerzos del extremo de menor diámetro del cubo respecto del de mayor diámetro. El valor de “f” no debe superar 1,25; si este valor es superado, las dimensiones de g1, h o ambas, deben ser ajustadas para llevar “f” dentro de los límites establecidos.
6) Calcular los momentos en la brida de acuerdo a lo indicado en el punto 2-6 del apéndice 2.
a) Antes de comenzar a calcular los momentos, es recomendable que se realice un diagrama completo de las dimensiones de la brida.
b) Determinar los brazos de momento de acuerdo con la configuración de nuestro diseño.
c) De acuerdo a lo requerido por el código, se deben realizar las dos comprobaciones, tanto para asiento de brida como para cargas en operación.
7) Calcular los esfuerzos inducidos en la brida, de acuerdo al punto 2-7 del apéndice 2.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 80
a) De acuerdo a lo requerido por el código, se deben realizar las dos comprobaciones de esfuerzos, tanto para asiento de brida como para cargas en operación.
b) En este punto es necesario estimar un espesor de brida “t”. Desafortunadamente, en este punto no existen métodos prácticos para ajustar este espesor. Si no se tiene experiencia previa, quizás el mejor punto de partida sea extrapolar ratios geométricos de bridas estándar semejantes a la de nuestro diseño.
c) Para poder determinar el nivel de esfuerzos en la brida, se necesitan obtener varias constantes de los diferentes gráficos presentados en el código o se pueden deducir geométricamente.
8) Calcular los esfuerzos admisibles de la brida de acuerdo al punto 2-8 del apéndice 2.
a) Si los valores de esfuerzos inducidos en la brida son mayores que los esfuerzos admisibles, incrementar “t” y recalcular.
Consideraciones prácticas
1) Bridas en general
Los pernos siempre deberán usarse en múltiplo de cuatro. Para bridas de gran diámetro, es recomendable utilizar muchos pernos de diámetro pequeño, en un apretado círculo de pernos, lo cual reduce el espesor de la brida. Pernos mayores, requieren un mayor círculo de pernos, lo cual incrementa el diámetro exterior y el espesor de la brida.
En el diseño de bridas se deben contemplar todas las solicitaciones presentes: presión interior, exterior, cargas externas y momentos.
2) Bridas sometidas a baja presión
En estos casos es recomendable minimizar el ancho de la brida todo lo posible, para con ello reducir la fuerza en el asiento.
Usar pernos de pequeño diámetro para minimizar el círculo de pernos, con lo cual también lo será el momento y el espesor requerido.
Utilizar bridas sin cubo, tipo Lap-Joint bridas de anillo.
3) Bridas sometidas a alta presión
Las bridas sometidas a alta presión requieren una gran área efectiva de pernos, es decir, un gran número de pernos y de muy gran diámetro. Esto se debe a la gran fuerza hidrostática que se debe contrarrestar. Lo anterior nos entregará un gran número de pernos, incrementará el diámetro del círculo de pernos con el correspondiente aumento en el brazo del momento.
Para soportar estas solicitaciones, harán falta bridas más gruesas, con cubos más grandes para la distribución de la carga en el cuerpo de la brida.
4) Bridas Integrales
En una primera aproximación, el espesor del cubo “g1” puede considerarse
g1 = 2 g0 para valores de g0 ≤ 38mm

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 81
g1 = 1,5 g0 para valores de g0 >38mm
Para bridas Slip-On, en una primer aproximación se puede tomar g1 = 2 veces el espesor del tubo/chapa donde se va a unir la brida.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 82
10. Pruebas de presión
Prácticamente todos los recipientes diseñados para operar por encima de la presión atmosférica se someterán a una prueba de presión, normalmente en las instalaciones del fabricante.
Las tensiones impuestas a recipientes sometidos a presión durante una prueba de presión son efectivamente estáticas, imponen tensiones principales. Por lo tanto, una prueba de presión verifica la resistencia del recipiente sólo a la tensión principal y campos de deformación, no su resistencia a cargas cíclicas (que causa fatiga), la fluencia, o los otros mecanismos que hacen que los recipientes a presión. La prueba de presión no es una prueba completa y no garantiza que el recipiente no va a fallar como resultado de la exposición a su entorno de trabajo.
Por lo tanto, una prueba de presión no es una "prueba de garantía" para aquellos recipientes que no hayan sido controlados adecuadamente por defectos (defectos de soldadura en particular). Tampoco es una “prueba de garantía” para aquellos recipientes en los que se han encontrado defectos inaceptables.
10.1) Prueba hidrostática
Conocida comúnmente como prueba hidráulica. Se trata de una prueba de rutina se utiliza cuando el espesor del material del vaso y tensiones admisibles están bien definidos y no hay factores desconocidos significativas en los aspectos mecánicos del diseño. Para recipientes de un solo recinto (acumuladores, filtros y pulmones de aire) una sola prueba hidrostática es todo lo que se requiere. Para intercambiadores de calor de carcasa y tubos por ejemplo, es necesaria más de una prueba.
Es un ensayo no destructivo que tiene por finalidad comprobar la integridad del equipo. Se somete al recipiente a una presión de líquido (normalmente agua), durante un período de tiempo preestablecido. La temperatura del agua, del medio ambiente y la composición química de la misma son factores que normalmente quedan olvidados, pero muy importantes.
Los requerimientos para pruebas hidrostáticas están contenidos en la parte UG-99 de la sección VIII, Div.1 del código en sus distintos apartados.
¿Qué apartado utilizar y cómo realizarlo? Lo recomendado es probar el equipo de acuerdo al apartado UG-99 b) o b) nota de pie 36. Este apartado indica lo siguiente:
𝑃 = 1.3 𝑥 𝑀𝐴𝑊𝑃𝑥 𝑆𝑡𝑆𝑑
St: Esfuerzo admisible del material a la temperatura de prueba.
Sd: Esfuerzo admisible del material a la temperatura de diseño.
¿Por qué probar con la MAWP? Es una buena práctica probar el equipo a su máxima capacidad. No obstante, la nota 34 del mismo apartado establece que podemos utilizar la presión de diseño en lugar de la MAWP cuando no se realicen cálculo para determinar ésta última.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 83
Muchas veces, las especificaciones de clientes contienen sus propios requerimientos para las pruebas, incluyendo sus propias fórmulas para determinar la presión.
Considerando que los esfuerzos inducidos durante la prueba son temporales y a una temperatura distinta a la de diseño, no es correcto compararlos con los esfuerzos admisibles para condiciones de diseño. La sección II parte D en sus apéndices mandatorios indica que los esfuerzos inducidos por PH deben ser comparados con el 90% del límite de fluencia del material.
10.1.1) Configuración del equipo
• La prueba puede realizarse en posición horizontal o vertical. Para equipos horizontales, no hay dificultades más que las propias de cada caso. En el caso de equipos verticales, para pruebas realizadas en taller, frecuentemente realizamos las pruebas en posición horizontal.
• La prueba debe ser realizada después de todas las soldaduras y tratamientos térmicos de relevado de esfuerzos.
• Los componentes tales como tuberías flexibles, juntas, válvulas, etc., que no puedan resistir la presión de prueba deben ser removidos.
• La temperatura ambiente debe estar por encima de 0º C (preferiblemente en el rango de 15-20º C) y por encimad de la temperatura de transición de fractura frágil (Brittle Fracture).
10.1.2) Procedimiento de prueba
• Tapar todas las aberturas con bridas.
• Usar pernos y tuercas adecuados para la unión, no usar “clamps”.
• Se deben usar al menos dos medidores de presión, preferentemente en conexiones distintas.
• Por razones de seguridad es esencial ventear todo el aire contenido en el equipo. Es recomendable comprobar que el venteo del equipo se encuentra en el punto más alto del mismo y que la válvula se cierra progresivamente hasta que todo el aire haya sido evacuado.
• El bombeo del líquido debe hacerse progresivamente (usar bombas alternativas de baja capacidad) para no inducir esfuerzos por presión dinámica en el recipiente.
10.1.3) Qué buscar
Fugas. Necesitan tiempo para que puedan aparecer. Es necesario examinar particularmente alrededor de soldaduras del equipo y de conexiones. Hay que secar la condensación con aire comprimido, es posible confundir fallas con condensación. Por lo general las fugas ocurren en fisuras y áreas porosas.
Observar los medidores por caídas de presión. Cualquier caída apreciable es inaceptable.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 84
Realizar mediciones precisas en las caras de las bridas por una posible distorsión. Es bastante improbable poder detectar una deformación del recipiente debido a que es muy pequeña.
10.2) Prueba neumática
La prueba neumática en recipientes sometidos a presión es un “caso especial”; es un procedimiento usado cuando hay una muy buena razón para preferirlo en lugar de la PH que es el procedimiento estándar. Las razones más comunes son:
• Algunos recipientes para contener gas no tienen la estructura suficiente para resistir el peso que transmite el agua.
• Recipientes a ser usados en procesos críticos donde una combinación con cantidades mínimas de aguas no es tolerada.
El párrafo UG-100 de la sección VIII, Div.1 del código permite realizar esta prueba, cumpliendo con los requerimientos que allí se exponen.
Las pruebas neumáticas son peligrosas. El aire o gas comprimido contiene una gran cantidad de energía almacenada, por lo tanto en el improbable caso de que de falla ésta energía se descargaría de manera catastrófica. El recipiente efectivamente explotaría, con consecuencias potencialmente desastrosas. Por esta razón, hay una serie de medidas cautelares bien definidas que se deben tomar antes de realizar una prueba neumática en un recipiente, como también los aspectos de seguridad importantes que deben considerarse durante la actividad de las pruebas. Estos se resumen a continuación junto con las directrices más generales sobre una prueba neumática.
10.2.1) Medidas de prevención antes de una prueba neumática
• La sección VIII, Div.1 en su apartado UW-50 especifica que todas las soldaduras cercanas a aberturas y todas las soldaduras de unión deben ser sometidas a un ensayo de detección superficial de fisuras en un 100%
• Es una buena práctica aplicar el ensayo de detección superficial de fisuras en un 100% de todas las soldaduras del equipo, aún si el código de diseño no lo requiere específicamente.
10.2.2) Procedimiento de prueba
• El recipiente debe estar en un foso, o rodeado por paredes de hormigón.
• La temperatura ambiente debe estar bien por encima de la temperatura de transición de fractura frágil del material (Brittle Fracture).
• Se puede usar aire, aunque se prefiere gas inerte (nitrógeno por ejemplo)
• La presión debe ser incrementada muy lentamente en etapas (del 5 al 10%); y de debe dejar que la presión se estabilice en cada una de ellas.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 85
• El código especifica una presión de prueba máxima de 125% de la presión de diseño. Siempre se debe consultar el código cuidadosamente antes de cualquier acción.
• Cuando se alcanza la presión de prueba, se debe aislar el equipo y observar caídas de presión. Recordar que el aumento de temperatura causado por la compresión puede afectar a la lectura de la presión.

STATIC EQUIPMENT PART II – Instructor Javier Tirenti Pág. 86
11. Bibliografía
Este material ha sido compilado utilizando varias fuentes bibliográficas. Las más importantes son:
-Boiler and Pressure Vessel Code: ASME II, PARTE D
ASME VIII, DIVISION 1
-Pressure Vessel Design Manual – DENISS MOSS
-Pressure Vessel Handbook - EUGENE MEGYESY
-Pressure Vessel Design Handbook – HENRY BEDNAR
-Guidebook For The Design of ASME VIII Pressure Vessels – FARR & JAWAD
-Modern Flange Design Bulletin 502 – TAYLOR FORGE
-Engineer’s Guide to Pressure Equipment - CLIFFORD MATTHEWS