
SINGLE AND/OR DOUBLE SIDE SUBMERGED ARC WELDING OF CARBON STEEL HORIZONTAL JOINTS
13
JEDNOSTRANO I ILI DVOSTRANO ZAVARIVANJE HORIZONTALNIH SPOJEVA UGLJIČNIH ČELIKA ELEKTROLUČNIM POSTUPKOM POD PRAŠKOM SINGLE AND/OR DOUBLE SIDE SUBMERGED ARC WELDING OF CARBON STEEL HORIZONTAL JOINTS Goran Vručinić, TPK-ZAVOD ,Slavonska avenija 20, Zagreb Ključne riječi :zavarivanje pod praškom horizontalni spojevi vertikalni spremnici Key words : submerged arc welding horizontal joints vertical storage tanks Sažetak : Suvremeni skladišni spremnici u petrokemiji, procesnoj industriji,energetici izgrađuju se uglavnom sa dvostrukim plaštem : tzv. tankom i tankvanom. Zavisno o veličini spremnika, značajna je duljina horizontalnih spojeva , tim više što sada imamo dva plašta. Mehanizirano, (strojno ili ponegdje nazvano automatsko ) zavarivanje pod praškom je takoreći obavezni postupak zavarivanja želimo li se naći unutar zadanoga roka za gradnju objekta. Literature o primjeni ovoga postupka u praksi je vrlo malo, te se u ovom radu obrađuju bitne perfomanse opreme i postupka zavarivanja . Abstract :
Transcript of SINGLE AND/OR DOUBLE SIDE SUBMERGED ARC WELDING OF CARBON STEEL HORIZONTAL JOINTS

JEDNOSTRANO I ILI DVOSTRANO ZAVARIVANJE HORIZONTALNIHSPOJEVA UGLJIČNIH ČELIKA ELEKTROLUČNIM POSTUPKOM PODPRAŠKOM
SINGLE AND/OR DOUBLE SIDE SUBMERGED ARC WELDING OF CARBONSTEEL HORIZONTAL JOINTS
Goran Vručinić, TPK-ZAVOD ,Slavonska avenija 20, Zagreb
Ključne riječi :zavarivanje pod praškom horizontalni spojevi vertikalni spremnici
Key words : submerged arc welding horizontal joints vertical storage tanks
Sažetak : Suvremeni skladišni spremnici u petrokemiji, procesnojindustriji,energetici izgrađuju se uglavnom sa dvostrukimplaštem : tzv. tankom i tankvanom. Zavisno o veličini spremnika,značajna je duljina horizontalnih spojeva , tim više što sadaimamo dva plašta. Mehanizirano, (strojno ili ponegdje nazvanoautomatsko ) zavarivanje pod praškom je takoreći obaveznipostupak zavarivanja želimo li se naći unutar zadanoga roka zagradnju objekta. Literature o primjeni ovoga postupka u praksije vrlo malo, te se u ovom radu obrađuju bitne perfomanseopreme i postupka zavarivanja .
Abstract :

Present-day storage tanks in refineries, power plants, chemicalindustry etc. are constructedwith double shell , so depends on a tank size, considerablelength of horizontal joints are included. Mechanized (sometimescalled automatic) SAW process is likewise obliged in order thatwe satisfied time-limit of fabrication. Literature about thiswelding process is poor.In the article essentially procedureperfomanses are set forth.

1.UVOD
Elektrolučni postupak zavarivanja pod praškom nezamjenjiv jepostupak spajanja horizontalnih spojeva kod izgradnje skladišnihspremnika. Radi brzine zavarivanja te količine istaljenogdodatnog materijala višestruko je ekonomičniji od REL postupkaili poluautomatskih postupaka. Varijante postupka zavarivanja su:
-jednostrano zavarivanje (jedna kabina ovješena na plaštu, samotornim pogonom i jednom glavom za zavarivanje),-dvostrano zavarivanje (dvije vezane kabine ovješene na plaštu,sa motornim pogonom i dvije zavarivačke glave ).
Jednostrano zavarivanje se koristi kod spajanja tanjih limova,gdje je izvedena 1/2V priprema spoja; naravno može se koristitii kod K pripreme spoja, zavisno sa kakvom opremom izvođačraspolaže ili koju je tehnologiju zavarivanja usvojio.
Dvostrano zavarivanje ( dvije vezane kabine, dvije zavarivačkeglave sa svake strane plašta-voja ) koristi se kod uobičajeno zadebljine 10mm i više, kod K pripreme. Često se primjenjuje varijanta : zavarivanje korijena spojapoluautomatskim postupkom ( ili REL postupkom ukoliko je većibroj zavarivača ) te popune EPP postupkom, i kod jednostranog ikod dvostranog zavarivanja horizontalnih spojeva. Naime kod debljih limova ( čak i ljeti ) ili kod nižihtemperatura često dolazi do pucanja korijenoga prolaza, pa nekiizvođači pribjegavaju korištenju REL ili MAG postupka (pune ilipunjene žice ) u korijenu spoja, iako je sa prvom popunommoguće pukotinu protaliti kod dvostranoga zavarivanja , ali ikod jednostranog.
Priprema spojeva je relativno jednostavna : K-spojevi dodebljina 10 (12)mm a zatim 1/2V priprema za tanje limove. Donjaivica može ostati ravna što pojeftinjuje pripremu , te olakšavamontažu .
Oprema za zavarivanje je jednostavna, operater se lako obuči zarukovanje.Vrlo je važno da dobije precizne upute, korektne WPS

liste, sa redoslijedom polaganja zavara za kombinacije debljinapo vojevima.
U radu se opisuje praktična primjena ovoga postupka, sa bitnimkarakteristikama obuke operatera, uređaja, zavarivanja .
2. OBUKA OPERATERA
U praksi su moguće slijedeće situacije: a/da se za operatera obučavaju zavarivači sa određenim radnimstažom-iskustvom sa ručnim ili poluautomatskim postupkom;b/da se za operatera obučavaju mladi ljudi bez iskustva uzavarivanju, odnosno bez radnoga staža.
U oba slučaja moguće je „stvoriti“ dobre operatere u slijedećihmjesec i pol, dva mjeseca obuke -Teorijski dio obuke možetrajati nekoliko dana maksimalno, te obuhvaća :-upoznavanje sa objektom , spremnikom koji će se zavarivati,-upoznavanje sa EPP postupkom zavarivanja,-upoznavanje sa uređajem za zavarivanje,-upoznavanje sa tehnologijom zavarivanja,-upoznavanje sa dodatnim materijalom, načinomizuzimanja,skladištenjem,-upoznavanje sa KBR kontrolom i načinom popravljanja zavarenihspojeva.Praktični dio sadrži :-upoznavanje sa uređajem i potrebnim alatom,-način na koji će se spajati kablovi, te „vući“ za uređajem kojikruži po plaštu spremnika,-način montaže/ izmjene kolutova sa žicom,-način opskrbe praškom,-izrada konstrukcije za probno zavarivanje razmatrajući pritome visinu vojeva, položaj spoja te prilagodbu glave zazavarivanje,-izbor parametara zavarivanja,-postavljanje žice za start, te visina praška,-razmak glava kod dvostranoga zavarivanja,-komunikacija operatera-način sporazumjevanja u raznimsituacijama,-probno zavarivanje uzoraka duljine najmanje 1m,

-izrada makroizbrusaka radi upoznavanja sa načinom slaganja,greškama, utjecajem uglavnom brzine zavarivanja na slaganjepopune,-odabir i formiranje parova operatera kod dvostranogzavarivanja, te vježba.Završetak obuke operatera rezultira atestiranjem po (najčešće)EN/ASME normi . Konstrukcija za obuku se demontira tetransportira na radilište (obično kod većih spremnika , te akoih se gradi dva ili više paralelno imamo najmanje dva do triautomata; korisno je na radilištu atestirati postupakzavarivanja, da bi se provjerili izvori struje, kablovi, padovinapona na terenu i slično, a koje se smetnje mogu dnevnopojavljivati, tako da operateri nauče reagirati ).
3. OSNOVNE PREDRADNJE NA OBJEKTU
Nakon postavljanja uređaja na plašt/voj, potrebno je spojitikablove na izvor, obično preko dodatnih kolica iza uređaja kojaće vući kablove po opsegu spremnika, te podesiti uređaj zazavarivanje,slika1.
Slika 1 Uređaj za dvostrano zavarivanje; kolica za kablove natrećoj slici iza uređaja
Kod starta, vrlo je važno pregledati gumenu traku- ne smijeimati nikakvo oštećenje jer će na tome mjestu talinaprocurivati, zavar ostati nezaštićen, te je popravaksiguran ,slika 2.
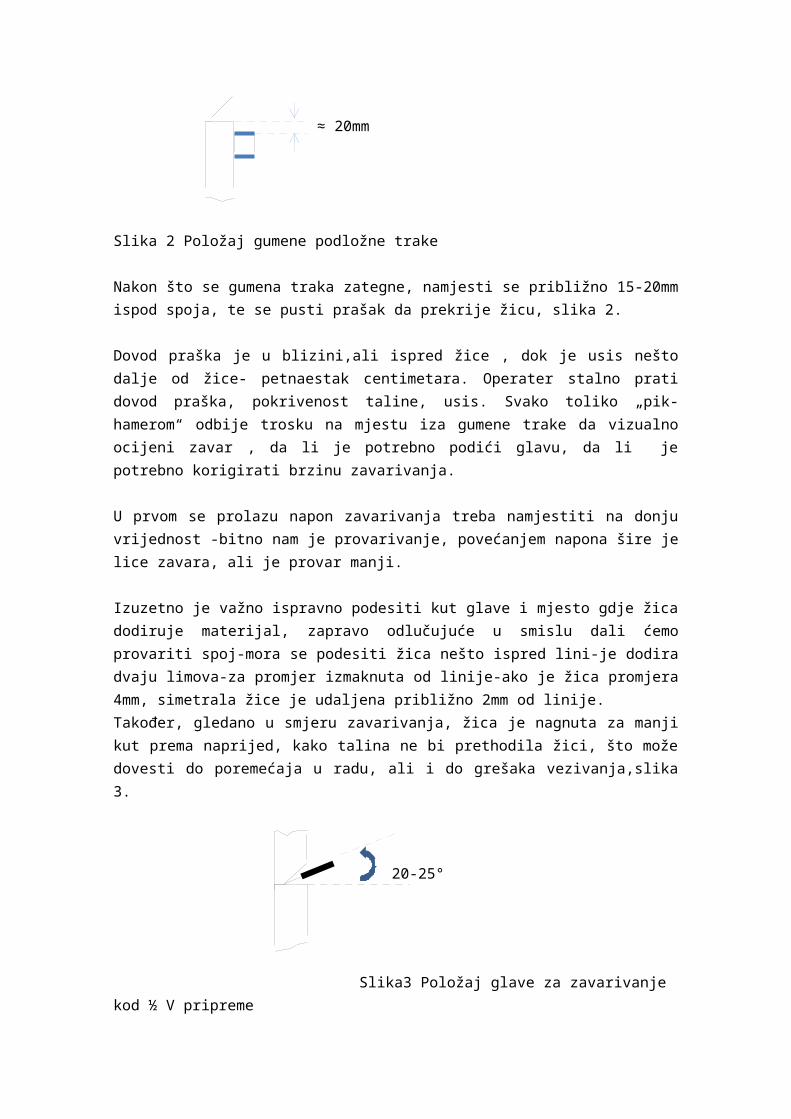
≈ 20mm
Slika 2 Položaj gumene podložne trake
Nakon što se gumena traka zategne, namjesti se približno 15-20mmispod spoja, te se pusti prašak da prekrije žicu, slika 2.
Dovod praška je u blizini,ali ispred žice , dok je usis neštodalje od žice- petnaestak centimetara. Operater stalno pratidovod praška, pokrivenost taline, usis. Svako toliko „pik-hamerom“ odbije trosku na mjestu iza gumene trake da vizualnoocijeni zavar , da li je potrebno podići glavu, da li jepotrebno korigirati brzinu zavarivanja.
U prvom se prolazu napon zavarivanja treba namjestiti na donjuvrijednost -bitno nam je provarivanje, povećanjem napona šire jelice zavara, ali je provar manji.
Izuzetno je važno ispravno podesiti kut glave i mjesto gdje žicadodiruje materijal, zapravo odlučujuće u smislu dali ćemoprovariti spoj-mora se podesiti žica nešto ispred lini-je dodiradvaju limova-za promjer izmaknuta od linije-ako je žica promjera4mm, simetrala žice je udaljena približno 2mm od linije.Također, gledano u smjeru zavarivanja, žica je nagnuta za manjikut prema naprijed, kako talina ne bi prethodila žici, što možedovesti do poremećaja u radu, ali i do grešaka vezivanja,slika3.
20-25°
Slika3 Položaj glave za zavarivanje kod ½ V pripreme

Kod debljih je limova i K pripreme kut nagiba glave zadržavamokao i u prethodnom slučaju, u praksi između 23 i 25°, slika 4.
20-25°
Slika 4 Položaj glave kod K pripremeOvdje je važno istaknuti slijedeće :Obzirom da zavarujemo sa jednom glavom, poželjno je kod debljinalimova 20mm i više pripremiti asimetričan K spoj , kako biizbjegli prekomjerne deformacije. Zavare kod debljina limova25mm i više moramo žljebiti sa druge strane, tako da asimetričnispoj tada osigurava ravnotežu. Također kod većih debljina pomažei skošenje donje ivice lima od 10-15°, čime osiguravamo lakšepostizanje poželjnoga kuta i potrebnoga slobodnog kraja žice;naravno to poskupljuje pripremu, te ako imamo pouzdane uređaje(novije, originalne proizvodnje), i dobro uvježbane operatere,možemo se odlučiti za ravni donji lim- bez skošenja u spoju.
Kod zavarivanja sa dvije glave istovremeno, potrebno je podesitirazmak glava : moraju biti zamaknute za 55-65mm , gdje je prvastartna glava, a zatim glava sa suprotne strane, slika 5.
55-65 mm
Slika 5 Razmak glava za zavarivanje
18-23° 20-25
Startna (prva)glava 8 x Ø žice
Slika 6 Položaj glava za zavarivanje (dvostrano)

Kod dvostranoga zavarivanja namještamo obje glave, s time da druga glava ima nešto manji kut žice, kako bi što bolje protaljivala u smjeru obzirom da može doći do „prevaljivanja“ taline , te često defekta poput linijske „ crvotočine“ – dugačkešupljine vrlo maloga promjera.
Važno je napomenutu da se također na početku zavarivanja odredii izmjeri slobodno kraj žice :u praksi (8-10) x promjer žice ;nakon svakoga zastoja operater odsječe vrh žice na potrebnuduljinu, tako da je vrh odsječen ukoso-oštar je radi lakšegauspostavljenja električnog luka.
Slika7 Postavljena glava za zavarivanje4. ZAVARIVANJE-POLAGANJE ZAVARA I PARAMETRI
Prethodno je navedeno da se pri obuci operatera pažnja poklanjai redoslijedu slaganja zavara.Operater mora uočiti prema izgledu prethodnoga zavara što mu ječiniti: kako će podesiti glavu za zavarivanje, da li će mjenjatibrzinu zavarivanja, struju ili napon. Potrebno je u principu štomanje mjenjati struju i napon te postizati tražene oblike zavaramjenjajući brzinu zavarivanja, osim kod završnih zavara gdje senajčešće mjenjaju i brzina i struja zavarivanja.

Slika 8 EPP uređaji na spremniku 80000m3 (pažnja-nema skele primontaži)
Slika 9 Izrađeni grijači ispred uređaja
Na slici 9 prikazani su grijači, izrađeni u radionici. Naime,bez obzira da li je ljeto ili jesen, predgrijavati se mora –limovi su debeli, masa velika, tako da se vlaga kondenzira nalimovima i u ljetnim mjesecima, pogotovo u jutro ili po noći,kada je limove potrebno obavezno sušiti, čak kada nije potrebnopredgrijavanje izračunato po poznatim izrazima ( HRN EN 1011 ).
1… 420A/25-26V/50cm/min 8-11mm 2… 400A/25-26V/55cm/min
4 3… 380A/25-26V/ 55 cm/min 8-14mm 4…. 420A/25-26V/ 70 cm/min
1 Jednostrano zavarivanje Ø3.2mm

Struja 480A , napon 27-29V, brzina 30 (1,2),35(3),55(4), 4 30(5),40(6),45(7),60(8) cm/min ,Ø 3.2
Skošenje 45° (u svim slučajevima)
25mm 1 Jednostrano zavarivanje
5
10mm Dvostrano zavarivanje, struja 470-490A,napon 24-26V,
Brzina zavarivanja 70cm/min, Ø3.2
11mm
14.9mm Dvostrano zavarivanje 460-480A(1),420A(2),440/420A(3),napon 25-27V
Brzina zavarivanja 50-55 cm/min
18.7mm
21.3mm Dvostrano zavarivanje , 480/500A (1) , 460/480A (2) , 420/440A (3) ,
320/320A (4) , napon 27-28V , 25/26 (4),
Brzina zavarivanja 40cm/min(1,2) 48cm/min (3) , 40cm/min (4)
24.4mm
Dvostrano zavarivanje
26 mm 480/440A , 27/28V , 42cm/min …..1-1
460/440A , 27/28V , 50cm/min……2-2

440/440A , 27/28V , 55cm/min……3-3
31mm 420/420A , 26/27V , 55cm/min……4-4, 5-5
400/380A , 26/27V , 60cm/min …...6-6
Navedni primjeri su iz prakse, no moguće su i druge izvedbe usmislu smanjenja broja prolaza ; uglavnom u korijenom dijelu sustruja i brzina zavarivanja viši, a završni se zavari izvodenajvećim brzinama zavarivanja.
Obzirom da su brzine zavarivanja visoke , i pojedine greške sudugačke ukoliko se iz nekoga razloga pojavljuju, te su popravciskupi. Stoga se preporučuje, da se nakon nekoliko metarazavarenog korijena zavar snimi da se analizira provarivanje iligreška vezivanja, te ako postoje , da se korigiraju parametri ,te kut zavarivačke glave.
Što se tiče uklanjanja troske, bez obzira na navode proizvođača,postoje teškoće u prvom prolazu kod dvostranoga zavarivanja istartne glave – dok je na drugoj strani lakše uklanjanje .
5.PRODUKTIVNOST
Razmotrimo produktivnost /učinkovitost slijedećih postupakazavarivanja na primjeru :
-spremnik promjera 60m-horizontala, t = 30mm , K priprema, opseg 188.4m , težinametala zavara (5 prolaza) – 459kg
-REL- tipično vrijeme gorenja luka 30%, teorijski depozit1.2kg/h-PPŽ - tipično vrijeme gorenja luka 60% , teorijski depozit2.8kg/h-EPP - tipično vrijeme gorenja luka 70% , teorijski depozit12.8kg/h dvostrano zavarivanje (žica Ø3mm , prosječna struja420A)

Vremena zavarivanja horizontale:- REL : 459/1.2x0.3 = 1275 sati- PPŽ : 459/2.8x0.6 = 225 sati- EPP : 459/12.8x0.70 = 51 sat
Provjera za EPP :Prosječna brzina zavarivanja 45-50cm/minBroj prolaza/strana : 5Opseg : 188.4 x 5 = 942m = 94200 cmVrijeme zavarivanja : 94200/45 = 35 sati 94200/50 = 31.4satiRealno , stvarno vrijeme : 35/0.70 = 50 sati 31.4/0.70 = 45sati ( 51 sati po gornjem obrascu).
Praktički sa EPP-om bi završili za dva-dva i pol dana , REL-omza osam dana sa 16 zavarivača i toliko brusača.
U praksi se često koristi i varijanta ( radi spomenutog pucanjakorijenoga prolaza) :
- korijen PPŽ, jedan prolaz- drugi prolaz EPP jednostrano (sa druge strane moramo imati
podlogu od praška)- nastavak zavarivanja dvostrano
U ovom slučaju stvarno vrijeme zavarivanja iznosi približno115sati (6 sati brušenje korijenoga prolaza nakon zavarivanjadrugoga prolaza EPP-om ), što je još uvijek približno 50%vremena potrebnog za PPŽ postupak., odnosno približno 10%vremena kod REL postupka zavarivanja.
Da li se isplati ulaganje u takvu opremu koja košta približno100.000,00 dolara? Ušteda za Izvođača je dvostruka :
-skraćuje vrijeme izrade te time štedi na vlastitim troškovima,-održanjem roka stječe pravo na premiju koja može iznositi( kaoi penali ) i do 10% ukupne vrijednosti radova.

U praksi , uz bruto vrijednost sata radnika od 15 Euro, ovakavbi se EPP uređaj isplatio na četiri skladišna spremnika promjera60m, ne računajući pri tome eventualnu premiju.
6. ZAKLJUČAK
Mehanizirano zavarivanje pod praškom sa (jednom) dvijezavarivačke glave vrlo je ekonomičan postupak.Obzirom na rokove izgradnje spremnika, iz naše prakse, praktičkije nametnuto korištenje ovih uređaja i postupka, osim naravnoako Izvođač ne uposli veliki broj zavarivača i brusača.Investicija u obuci operatera i uređaja je isplativa kod gradnjebarem četiri velika spremnika (60m u promjeru i veća).Vrlo je važno imati nove ili održavane uređaje, jer smo tadasigurni da se namješteni parametri zavarivanja i stvarnoodržavaju tijekom gorenja el.luka.Potrebno je korektno skladištiti dodatni materijal, mješatistari i novi prašak u omjeru, sušiti prašak odnosno održavati gau za to pogodnim pećima i pliticama, precizno utvrditi iprakticirati kut glave za zavarivanje.Važna je komunikacija inženjera za zavarivanje, operatera i KBRkontrole prilikom analize svake greške koja se pojavi kodzavarivanja ovim postupkom.
LITERATURA
1.Atestno-tehnička dokumentacija sa gradnje spremnika na Omišlju(80000m3 , 15000m3) , Rijeci (60000m3 ) , Leuni (20000m3 ), Sisku(80000m3 ) .




















