
Selección y aplicación de un mejorador de flujo como una alternativa para el mejoramiento de la...
24
Selección y aplicación de un mejorador de flujo como una alternativa para el mejoramiento de la productividad de crudos pesados en el Campo Angostura Autor: Ing. Yuri de Antuñano Muñoz, PEMEX-SGRT (expositor) Coautores: Ing. Julio César Terrazas Velázquez, PEMEX-APV Dr. José Francisco Martínez Mendoza, PEMEX-APV Dr. Jorge A. Arévalo Villagrán, PEMEX-SGRT Introducción Derivado de la gran demanda y altos precios del aceite, así como la fuerte declinación de la producción en la mayoría de los yacimientos convencionales productores de aceite y gas convencional, la atención de la industria en muchos lugares del mundo se desplaza hacia la explotación de yacimientos de crudo pesado y extrapesado 1 . El crudo pesado se define como un aceite que tiene una viscosidad de aceite muerto (aceite sin gas en solución), a la temperatura inicial del yacimiento, mayor a 100 centipoise (cp), o a falta de un dato de viscosidad, una gravedad API menor a los 22.3° 2 . El precio de estos crudos es mucho menor en comparación a los aceites ligeros, especialmente cuando presenta un alto contenido de azufre y metales pesados. Así mismo, la productividad de los pozos es menor y su dificultad para el manejo y transporte para su comercialización. Por lo tanto, la explotación exitosa de yacimientos de crudo pesado requiere de una planeación y ejecución cuidadosa, para que estos sean técnicos y económicamente rentables 3 . En la escala °API, los crudos extrapesados caen en el rango de 1.0 a 9.9 °API y los pesados en el rango de 10 – 21.9 °API. El conocimiento de las propiedades de los fluidos de crudo pesado es fundamental para decidir los métodos de explotación, y de los procesos de manejo de manejo en instalaciones superficiales de un campo con estas características. Las pruebas de
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Selección y aplicación de un mejorador de flujo como una alternativa para el mejoramiento de la...

Selección y aplicación de un mejorador de flujo como una alternativa
para el mejoramiento de la productividad de crudos pesados en el
Campo Angostura
Autor: Ing. Yuri de Antuñano Muñoz, PEMEX-SGRT (expositor) Coautores:
Ing. Julio César Terrazas Velázquez, PEMEX-APV Dr. José Francisco Martínez Mendoza, PEMEX-APV Dr. Jorge A. Arévalo Villagrán, PEMEX-SGRT
Introducción
Derivado de la gran demanda y altos precios del aceite, así como la fuerte declinación
de la producción en la mayoría de los yacimientos convencionales productores de
aceite y gas convencional, la atención de la industria en muchos lugares del mundo se
desplaza hacia la explotación de yacimientos de crudo pesado y extrapesado1.
El crudo pesado se define como un aceite que tiene una viscosidad de aceite muerto
(aceite sin gas en solución), a la temperatura inicial del yacimiento, mayor a 100
centipoise (cp), o a falta de un dato de viscosidad, una gravedad API menor a los
22.3°2. El precio de estos crudos es mucho menor en comparación a los aceites ligeros,
especialmente cuando presenta un alto contenido de azufre y metales pesados. Así
mismo, la productividad de los pozos es menor y su dificultad para el manejo y
transporte para su comercialización. Por lo tanto, la explotación exitosa de yacimientos
de crudo pesado requiere de una planeación y ejecución cuidadosa, para que estos
sean técnicos y económicamente rentables3.
En la escala °API, los crudos extrapesados caen en el rango de 1.0 a 9.9 °API y los
pesados en el rango de 10 – 21.9 °API.
El conocimiento de las propiedades de los fluidos de crudo pesado es fundamental para
decidir los métodos de explotación, y de los procesos de manejo de manejo en
instalaciones superficiales de un campo con estas características. Las pruebas de

laboratorio brindan información valiosa de la caracterización de los aceites, así como
sus atributos termodinámicos y fisicoquímicos.
Por otra parte, un buen conocimiento geológico resulta esencial para estimar
cuidadosamente los parámetros importantes de la roca y del sistema roca/fluido, que
afectan la productividad de los pozos, especialmente la viscosidad del aceite y su
permeabilidad relativa4.
Hoy en día, la aplicación de tecnología moderna para el tratamiento de crudos pesados
se ha incrementado para mejorar las condiciones de producción en el sistema roca-
fluidos, entre las cuales destacan: inyección de agua, inyección de vapor, mejoradores
de flujo, etc.
En este artículo se presenta la aplicación de un sistema mejorador de flujo, aplicado a
pozos productores de crudo pesado del campo Angostura del Activo de Producción
Veracruz, para el mejoramiento de su producción, así como, se describe a detalle la
metodología desarrollada y aplicada para la selección del Sistema Óptimo de Mejorador
de Flujo, las pruebas de laboratorio, los diseños de tratamientos, las ejecuciones en
campo y la evaluación de los resultados obtenidos.
Campo Angostura
El Campo Angostura se encuentra ubicado en la parte central de la provincia geológica
del Papaloapán en el área Angostura-Mata Quemada a 22 Km al noreste de la Ciudad
de Tierra Blanca y a 64 Km al Suroeste del Puerto y Ciudad de Veracruz, en el estado
de Veracruz, México. Figura 1.
Figura 1.- Ubicación geográfica del Campo Angostura

Los yacimientos que componen al Campo Angostura forman parte de un anticlinal
asimétrico orientado de Noreste (N.E.) – Sureste (S.E.), el cual presenta un sistema de
fallas normales e inversas con discordancias. Adicionalmente, en la cima de la
estructura se observan formaciones del Mioceno5.
La falla principal de la estructura es normal y atraviesa el anticlinal de Suroeste (S.W.) a
Noreste (N.E.) y está presente en los pozos Angostura 2 y Angostura 21. La otra falla
normal, se considera secundaria, así como también, dos (2) fallas inversas.
Su inicio de explotación se da a partir de Junio de 1954, como productor de aceite
negro en las Brechas Calcáreas de las formaciones Méndez y San Felipe del Cretácico
Superior. Es un yacimiento maduro con 58 años de explotación y sus principales
características se muestran en la tabla 1.
Tabla 1.- Características del Campo Angostura
Problemática del Campo
A partir del análisis integral de la información del campo Angostura realizada por parte
del equipo de productividad de pozos, a nivel yacimiento, pozo e instalaciones
superficiales, se han identificado 5 principales problemáticas que afectan la producción
de hidrocarburos en este campo, las cuales son: 1.- aceite viscoso (10,000 a 51,470
cp), 2.- producción con alto porcentaje de agua (30% a 60%), 3.- emulsiones estables,
Características Datos
Yacimiento Naturalmente fracturado
Área 5.07 km2
Formación Méndez y San Felipe
Tipo de roca Calcárea
Productor Aceite negro
Producción de aceite actual 627 bpd
Profundidad promedio 1261 md
Presión inicial 152.4 kg/cm2
Presión actual 137.5 kg/cm2
Temperatura de yacimiento 65°C
Temperatura de superficie 25°C
Pozos perforados 38
Pozos productores 9
Densidad de aceite 10-14 °API
Porosidad 4-14%
Permeabilidad S/D
RGA promedio 28-30 (m3/m
3)

4.- daño a la formación (depósitos orgánicos) y 5.- cambios de mojabilidad de la roca
productora.
Por otra parte, derivado a que la formación es naturalmente fracturada la efectividad de
las operaciones de cementación en las zonas productoras es deficiente durante la
terminación de los pozos, registrándose en algunos casos pérdidas totales del fluido de
perforación.
La aplicación de controles de agua, han demostrado resultados de éxito muy bajo,
debido a que el tiempo de efectividad es corto presentándose rápidamente el
incremento de producción de agua en la producción de los pozos, consecuencia de la
formación laminada y fracturada.
Actualmente, de los 38 pozos perforados solamente 9 se encuentran productores con
una producción promedio entre 30 a 60 bpd, teniendo presiones y temperatura de
yacimiento del orden de 128 kg/cm2 y 65°C, respectivamente.
Selección de pozos candidatos para su estudio
Para esta etapa fue necesaria la conformación de un equipo multidisciplinario de
productividad de pozos para efectuar el análisis del sistema integral de producción
(yacimiento-pozo-instalaciones) a los 38 pozos que conforman al campo Angostura,
obteniéndose la selección preliminar de 10 pozos candidatos a mejoramiento de
producción, cuyas principales problemáticas estaban orientadas a daño a la formación
en la vecindad del pozo, producto de la formación de emulsiones estables por los
fluidos producidos (aceite-agua y sólidos) y a la depositación de material orgánico
(parafinas y asfaltenos), agravándose más por la naturaleza propia del comportamiento
de la viscosidad del aceite. Para el análisis de los pozos se aplicó la metodología
ASIPP (Administración del Sistema Integral de Productividad de Pozos)6 la cual
considera 7 procesos consistentes en: 1.- recopilación de información técnica, 2.-
análisis del sistema yacimiento-pozo-instalaciones superficiales, 3.- diagnóstico, 4.-
solución integral, 5.- diseño, 6.- ejecución y 7.- evaluación, tal como se aprecia en la
figura 2.

Figura 2.- Metodología de Administración del Sistema Integral de Productividad de Pozos (ASIPP).
Una vez seleccionados los pozos candidatos a mejoramiento de producción, se
desarrolló la metodología SOMF (Selección Óptima de Mejorador de Flujo)7, a fin de
buscar entre los productos comerciales a nivel nacional e internacional un mejorador de
flujo que pudiera solucionar las problemáticas identificadas en el Campo Angostura.
A continuación se describe la metodología SOMF desarrollada durante el proceso de
evaluación y selección del mejorador de flujo.
Metodología SOMF
Para dar solución a las problemáticas detectadas por el equipo de productividad de
pozos, se consideró como una alternativa viable la aplicación de mejoradores de flujo,
debido a su fácil empleo y al bajo costo inherente a estos, siendo necesario el
desarrollo de una metodología denominada SOMF (figura 3), constituida por 4
procesos: 1.- recopilación de información técnica, 2.- pruebas a muestras de fluidos de
los pozos candidatos, 3.- pruebas de funcionabilidad (mejoradores base agua y base
aceite) y 4.- selección del sistema óptimo.

• Estudio integral del equipo
de productividad.
• Ficha técnica de sistemas
mejoradores de flujo (base
agua y base aceite).
• Muestras de mejoradores
de flujo.
• Muestras de fluidos de los
pozos candidatos.
• Procedimientos API y
ASTM.
Recopilación de
informaciónR
• Caracterización físico-
químico.
- % Aceite, agua y sólidos.
- % Parafinas, asfaltenos y
resinas asfálticas.
- Emulsión.
- API, densidad
• Perfil de viscosidad
(Profundidad vs
temperatura).
Pruebas a
muestras de fluidosP
Aceite/mejorador de flujo:
• API (ASTM-D-287).
• Viscosidad (cp) (ASTM-D-
2983-04).
• Rendimiento de productos
(ASTM-D-285).
• Compatibilidad por
emulsión y residuos en
malla 100 (API-RP-42).
• Punto de ignición (ASTM-
D-92).
• Solubilidad de orgánicos.
Pruebas de
funcionabilidadP
Criterios:
• Reducción de viscosidad
• Mejoramiento en API
• Mayor rendimiento de
productos.
• Compatibilidad
• Punto de ignición mayor a
70 c.
• Mayor solubilidad.
SelecciónS
Integración de información
de pozos, sistemas,
mejoradores de flujo y
muestras de fluidos,
normas y procedimientos
Caracterización de
muestras de fluidos de
pozos candidatos
Comportamiento
Aceite + mejorador de flujo
Selección óptima del
mejorador de flujo
Figura 3.- Metodología de selección óptima de mejorador de flujo (SOMF)
A continuación se describe a mayor detalle cada uno de los procesos de la metodología
desarrollada.
Recopilación de información
En esta etapa se recopiló toda la información técnica disponible a nivel nacional e
internacional de la tecnología de mejoradores de flujo, base agua y base aceite;
seleccionándose aquellos en los cuales su aplicabilidad estaba orientada a la solución
de algunas de las problemáticas presentes en los pozos del campo Angostura, es decir:
reducir los problemas de generación de tapones viscosos, mejoramiento de flujo,
rompimiento de emulsiones estables y eliminación de depósitos orgánicos en el
yacimiento y/o a lo largo del aparejo de producción, a fin de establecer aplicaciones en
campo económicamente rentables. Del análisis de la información de las fichas técnicas
de estos y con el desarrollo de la matriz de funcionabilidad respecto a las
problemáticas, se seleccionaron 10 tipos de mejoradores de flujo, 5 base agua y 5 base
aceite, los cuales se denominaron desde M1 hasta M10 y se muestran en la Tabla 2.

Determinaciones 6 9 17 20 21 35 36 42 D 51 502
Densidad relativa aceite 100% (25°C): 0.94 0.94 SD 0.93 0.94 SD 0.94 0.95 0.95 0.95
ºAPI aceite 100% (corregido a 60°F): 16.7 16.9 SD 18.75 17.31 SD 17.5 16.53 16.44 16.51
Dendidad relativa emulsión (25°C): 0.96 0.97 1.00 0.95 0.97 0.97 0.96 0.97 0.96 0.97
ºAPI emulsión (corregido a 60°F): 13.21 13.18 8.71 16.5 12.46 12.78 13.93 12.13 13.69 13.28
Agua libre (%): 0 0 30 0 0 0 0 0 0 0
Agua emulsionada (%): 30 50 10 24 18 0.8 20 20 18 50
Salinidad (ppm): 17,890 17,750 16,150 15,975 14,555 ND 16,330 16,685 15,975 14,200
pH: 8 9 8 9 9 ND 9 9 9 7.6
Aceite (%): 69.9 49.8 59.9 75.9 81.9 99.2 79.9 79.9 81.9 49.8
Sólidos (%): 0.1 0.2 0.1 0.1 0.1 0 0.1 0.1 0.1 0.2
Parafinas (%): 4.92 4.18 4.51 3.96 5.70 2.96 5.65 3.30 4.46 3.39
Asfaltenos (%): 19.84 19.81 19.74 19.05 21.14 29.28 20.61 19.45 31.88 22.60
Resinas a. (%): 12.9 10.8 15.6 14.3 14.3 16.8 14.5 14.8 13.3 15.6
Caracterización físico-química de muestras de fluidos del Campo Angostura
Mejoradores de flujo
Problemáticas M1 M2 M3 M4 M5 M6 M7 M8 M9 M10
Tapón viscoso N/A N/A N/A N/A N/A N/A N/A
Mejoramiento de flujo
Emulsiones estables N/A N/A N/A N/A N/A N/A N/A
Depósitos orgánicos N/A N/A N/A N/A N/A N/A N/A N/A
Matriz de funcionabilidad
Base agua Base aceite
: Aplica N/A: No Aplica M1,…M10: Mejoradores de flujo
Tabla 2.- Matriz de funcionabilidad vs problemáticas
De estos 10 mejoradores de flujo seleccionados, se solicitó a cada proveedor muestras
para su evaluación a nivel laboratorio con muestras de fluidos del campo Angostura.
Pruebas a muestras de fluidos (Campo Angostura)
Para definir las características físico-químicas de los fluidos producidos por los pozos
candidatos para la aplicación de la tecnología de mejorador de flujo, se recuperaron en
superficie 10 muestras de fluidos de los pozos Angostura 6, 9, 17, 20, 21, 35, 36, 42 D,
51 y 502.
Las pruebas de laboratorio realizadas a las muestras consistieron en:
Caracterización físico-química: % de aceite, agua y sólidos, % de parafinas,
asfaltenos y resinas asfálticas, % de emulsión, densidad y °API.
Perfil de viscosidad: profundidad vs temperatura.
Los resultados obtenidos se muestran en las tablas 3 y 4 y figura 4.
Tabla 3.- Caracterización físico-química de muestras de fluido (Campo Angostura).

Temperatura (°C) 6 9 17 20 21 35 36 42 D 51 502 Promedio
30 45,345 40,410 9,818 51,470 12,600 47,270 48,650 37,690 18,570 22,450 33,427
35 31,567 20,880 9,768 37,940 7,860 35,590 32,640 20,880 12,920 15,785 22,583
40 26,890 11,890 5,597 26,390 5,099 19,400 27,410 15,030 8,570 10,428 15,670
45 17,680 9,260 1,260 14,400 3,203 13,500 18,280 10,080 6,539 8,476 10,268
50 11,457 5,573 978 10,730 2,607 9,260 11,190 5,819 4,835 5,795 6,824
60 8,970 2,803 592 7,538 579 5,903 9,090 2,567 2,627 1,974 4,264
Perfil de viscosidad vs temperatura (100 % Aceite)
Figura 4.- Muestra de aceite pozo Angostura 9
Como se puede observar en la tabla 3 y fotografías A y B de la figura 4, la mayoría de
las muestras analizadas presentaban una emulsión estable constituida por agua, aceite
y sólidos finos, con alto porcentaje de agua, alto contenido de fracciones pesadas
(parafinas y asfaltenos) y °API bajos (entre 8 y 14).
En la tabla 4 y las gráficas de la figura 5 se muestran los resultados obtenidos del perfil
de viscosidades de las muestras evaluadas, donde de acuerdo a su comportamiento de
aceite viscoso, tienden a incrementar su viscosidad a medida que disminuye la
temperatura (30°C), llegando a alcanzar viscosidades máximas hasta 51,470 cp
(Angostura 20).
Tabla 4.- Perfil de viscosidad vs temperatura

0
10,000
20,000
30,000
40,000
50,000
30 35 40 45 50 60
Vis
co
sid
ad
(c
p)
Temperatura (°C)
9 17 20 21 35 36 42 D 51 502 6
CYCC
CS
CS= Cond. SuperficieCC= Cond. CríticasCY= Cond. Yacimiento
33,427
22,583
15,670
10,268
6,824
4,264
0
5,000
10,000
15,000
20,000
25,000
30,000
35,000
40,000
30 35 40 45 50 60
Temperatura ( C)
PROMEDIO
Figura 5.- Perfil de viscosidad vs temperatura (pozos seleccionados)
Pruebas de funcionabilidad a mejoradores de flujo
Para verificar la funcionabilidad de los 10 mejoradores de flujo seleccionados (base
agua y base aceite), se aplicó la Norma API-RP-428 y los procedimientos ASTM-D-287,
ASTM-D-2983-04, ASTM-D-285 y ASTM-D-929, para la determinación de los siguientes
parámetros: compatibilidad de fluidos, °API, viscosidad, rendimiento de producto, punto
de ignición y solubilidad de orgánicos, con una muestra de fluidos del pozo Angostura
20 recuperada en superficie, la cual presentó las condiciones más críticas de viscosidad
(51,470 cp @ 30°C) de las muestras analizadas.
Los rangos de concentración de los mejoradores de flujo empleados durante el
desarrollo de las pruebas de funcionabilidad fueron desde 1% a 5% en volumen de
muestra de fluido. Las 5 muestras de mejoradores de flujo base agua fueron
identificadas como M1, M2, M3, M4 y M5 y para el caso de las 5 muestras base aceite
fueron identificadas como M6, M7, M8, M9 y M10.
Los resultados de las pruebas de funcionabilidad efectuadas con los mejoradores de
flujo y la muestra de aceite del pozo Angostura 20, se muestran en la tabla 5 y figura 6.

0
10000
20000
30000
40000
50000
60000
100% Aceite (cp) Aceite + 1% MF Aceite + 5% MF
Vis
co
sid
ad
(c
p)
Temperatura @ 30 C
M1
M2
M3
M4
M5
M6
M7
M8
M9
M10
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10
100% Aceite (cp) 51,470 51,470 51,470 51,470 51,470 51,470 51,470 51,470 51,470 51,470
Aceite + 1% MF 39,350 39,560 39,750 38,450 37,345 32,675 31,678 28,678 29,576 22,576
Reducción de
viscosidad al 1%
de MF (%)
23.55 23.14 22.77 25.3 27.44 36.52 38.45 44.28 42.54 56.14
Aceite + 5% MF 38,967 39,254 35,786 32,574 37,987 30,457 29,578 24,758 24,768 11,325
Reducción de
viscosidad al 5%
de MF (%)
24.29 23.73 30.47 36.71 26.2 40.83 42.53 51.9 51.88 78.00
Tabla comparativa de viscosidad vs mejorador de flujo (1% y 5%)
AceiteBase agua Base aceite
Tabla 5.- Prueba de viscosidad vs mejoradores de flujo al 1% y 5%
Figura 6.- Comportamiento de viscosidad al 1% y 5% de mejoradores de flujo seleccionados
Como se puede apreciar en la tabla 5 y figura 6, el mayor impacto en la disminución de
la viscosidad se obtiene con la aplicación de los mejoradores de flujo base aceite,
lográndose con ello reducciones de viscosidad hasta un 71.28%, no siendo así, para el
caso de los mejoradores base agua (26%).
Para el caso del comportamiento en la densidad del aceite en °API, de igual manera se
utilizaron concentraciones de los mejoradores de flujo seleccionados entre 1% y 5%,
empleándose muestra de aceite del pozo Angostura 20 por presentar las características
de mayor viscosidad. Los resultados de estas pruebas de laboratorio se presentan en la
tabla 6 y figura 7.

10
11
12
13
14
15
16
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10
°AP
I
Mejoradores de flujo
100% Aceite (cP) Aceite + 1% MF Aceite + 5% MF
Base agua(11.47 API) promedio
Base aceite(11.57 a 14.97 API)
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10
100% Aceite °API 11.35 11.35 11.35 11.35 11.35 11.35 11.35 11.35 11.35 11.35
Aceite + 1% MF 11.46 11.39 11.35 11.35 11.49 12.35 11.51 12.3 11.57 12.58
% de aumento de
°API de MF al 1%0.96 0.35 0 0 1.2 8.8 1.4 8.3 1.9 10.83
Aceite + 5% MF 11.51 11.57 11.54 11.55 11.52 14.2 11.58 14.56 11.58 14.97
% de aumento de
°API de MF al 5%1.4 1.9 1.6 1.7 1.4 25.1 2 2.82 2 31.8
Tabla comparativa de °API vs Mejorador de flujo (1% y 5%)
Base agua Base aceiteAceite
Tabla 6.- Prueba de °API vs mejoradores de flujo al 1% y 5%
Figura 7.- Comportamiento de °API del aceite respecto al mejorador de flujo (1% y 5%)
Con base a los resultados presentados en la tabla 6 y figura 7, se observa que las
muestras de mejorador de flujo denominadas M6, M8 y M10 presentan incrementos en
los °API del aceite del orden de 25% a 32%, no siendo así para las muestras M1, M2,
M3, M4, M5, M7 y M9, las cuales obtuvieron un incremento máximo del 2% en °API.
Prueba de Ignición
Para esta prueba se aplicó la norma ASTM-D-92 únicamente para las muestras de
mejoradores de flujo base aceite (M6, M7, M8, M9 y M10) debido al tipo de prueba y la
naturaleza de la conformación de estos sistemas. Los resultados se presentan en la
tabla 7 y figura 8.

0
25
50
75
100
125
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10
Pu
nto
de ig
nic
ión
( C
)
Mejoradores de flujo
Punto de ignición (°C)
No aplica debido a que son Base agua
Aplica debido a que sonBase aceite
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10
50/50 50/50 50/50 50/50 50/50 50/50 50/50 50/50 50/50 50/50
0/0 0/0 95/5 0/0 90/10 0/0 0/0 0/0 0/0 0/0
0/0 0/0 90/10 0/0 90/10 0/0 0/0 0/0 0/0 0/0
0/0 0/0 90/15 0/0 80/20 0/0 0/0 0/0 0/0 0/0
0/0 0/0 90/15 0/0 80/20 0/0 0/0 0/0 0/0 0/0
0/0 0/0 90/15 0/0 80/20 0/0 0/0 0/0 0/0 0/0
0/0 0/0 90/15 0/0 80/20 0/0 0/0 0/0 0/0 0/0
0/0 0/0 90/15 0/0 80/20 0/0 0/0 0/0 0/0 0/0
Oscura Oscura Clara OscuraOscura y
definidaOscura Oscura Oscura Oscura Oscura
Trazas Trazas Nada Trazas Nada Trazas Trazas Trazas Moderado Nada
Genera
emulsión
estable
Genera
emulsión
estable
Parcial
separación
de fases
Genera
emulsión
estable
Parcial
separación
de fases
Claridad de fase
acuosa/oleosa
Sedimentos en malla
100
Sin separación de fases debido a la naturaleza orgánica de
los sistemasObservaciones
Base agua Base aceiteSistemas
Compatibilidad del aceite vs mejorador de flujo
Separacion de fases (%)
10
1
2
30
Relacion aceite/sistema
Tiempo de rompimiento
(min)
15
20
5
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10Punto de ignición
(°C)N/A N/A N/A N/A N/A 65 67 55 49 98
Base agua Base aceite
Prueba de punto de ignición de mejoradores de flujo
Mejoradores de
flujo
Tabla 7.- Prueba de punto de ignición a mejoradores de flujo
Figura 8.- Punto de ignición vs mejoradores de flujo
Prueba de Compatibilidad por Emulsión
Las pruebas fueron realizadas con base al procedimiento de la norma API-RP-42,
utilizando muestra de aceite del pozo Angostura 20 y muestras de los mejoradores de
flujo seleccionados en una relación 1 a 1, es decir, 50 ml de aceite y 50 ml de mejorador
de flujo. Las mezclas fueron colocadas a Baño Maria y a una temperatura de prueba de
80° C. Los resultados se muestran en la tabla 8.
Tabla 8.- Prueba de compatibilidad entre el aceite y mejoradores de flujo evaluados

M1 M2 M3 M4 M5 M6 M7 M8 M9 M10Muestra de
asfaltenos (gr)2 2 2 2 2
Solubilidad en
peso (gr) 1.6 1.8 1.48 1 1.94
Solubilidad (%) 80 90 74 50 97
N/A
Prueba de Solubilidad de asfaltenos vs mejoradores de flujo
Mejoradores de
flujo
Base agua Base aceite
0
10
20
30
40
50
60
70
80
90
100
110
M6 M7 M8 M9 M10
So
lub
ilid
ad
(%
)
Mejoradores de flujo (base aceite)
Como se puede apreciar en la tabla 8, la mayoría de las muestras de mejoradores de
flujo base agua tienden a generar emulsiones estables, debido a que se mezclan dos
fluidos no miscibles, es decir, uno base orgánico y otro base inorgánico, además, en la
prueba de pasado de malla 100, tienden a depositar sólidos orgánicos (asfaltenos).
Para el caso de los mejoradores de flujo base aceite, no se presenta la separación de
fases debido a que se mezclan dos fluidos miscibles (base orgánico); el único en no
presentar depositación de sedimentos de malla 100 fue el sistema M10.
Prueba de solubilidad de orgánicos
Partiendo de una de las problemáticas que presentan los pozos del campo Angostura,
la cual es la depositación de orgánicos (asfaltenos y parafinas), se realizó una prueba
de solubilidad de los mejoradores de flujo, empleando una muestra de depósitos
orgánicos, a fin de determinar su poder de disolución de cada uno de ellos. Cabe
señalar, que debido a la naturaleza del depósito (orgánico), únicamente se evaluaron
las muestras de mejoradores de flujo base aceite. Los resultados se muestran en la
tabla 9 y figura 9.
Tabla 9.- Prueba de solubilidad de asfaltenos vs mejorador de flujo (base aceite)
Figura 9.- % Solubilidad vs mejorador de flujo (base aceite)

100%
AceiteM6 M7 M8 M9 M10
Rendimiento (%) 65 59 64 60 61 74
Prueba de rendimiento de productos (Destilación HEMPELL ASTM-D285)
Resultados
Base aceite (MF al 5 %)
0
10
20
30
40
50
60
70
80
100% Aceite M6 M7 M8 M9 M10
Ren
dim
ien
to d
e p
rod
ucto
s (
%)
Mejoradores de flujo
De los resultados obtenidos de la solubilidad de asfaltenos con los mejoradores de flujo
base aceite presentados en la tabla 9 y figura 9, se observa que el único sistema que
solubilizó al 100% la muestra de asfaltenos es el sistema M10, lo cual es indicativo que
su poder de solubilidad es mucho mayor a las 4 muestras comparativas (base aceite).
Prueba de rendimiento de productos
Esta prueba es aplicable solo a mejoradores base aceite ya que de acuerdo al
procedimiento ASTM D-28510 menciona que la muestra debe estar libre de agua, por lo
que la destilación HEMPELL se aplica solo a sistemas fase oleosa. Esta destilación
consiste en determinar el porcentaje de rendimiento de productos (gasolina, keroseno,
nafta, gasóleo L y gasóleo P) presentes en el hidrocarburo. Las pruebas fueron
realizadas en laboratorios del Instituto Mexicano del Petróleo.
La finalidad de esta prueba consiste en determinar la calidad del aceite al agregarle el
mejorador de flujo. Los resultados de esta prueba se muestran en la tabla 10 y figura
10.
Tabla 10.- Rendimiento de productos (%) vs mejoradores de flujo
Figura 10.- Rendimiento de productos (%) vs mejoradores de flujo

Tipo de pruebas de
laboratorioM1 M2 M3 M4 M5 M6 M7 M8 M9 M10
°API / ASTM-D-287
2% de incremento mínimo1 1 1 1 1 2 1 2 1 3
Viscosidad (CP)
ASTM-D-2983-04ª
Reducción del 60% mínimo
1 1 2 1 2 2 2 2 2 3
Rendimiento de Productos-
ASTM-D285 aumento del 5%
mínimo
1 1 1 1 1 1 1 1 1 3
Compatibilidad emulsión y
residuos en malla 100
API –RP-42
1 1 1 1 1 2 2 2 2 3
Punto de Ignición ASTM D-92
>70 °C3 3 3 3 3 2 2 2 2 3
Solubilidad Orgánicos
(Asfaltenos) >90 %1 1 1 1 1 3 3 3 2 3
Base Agua Agua Agua Agua Agua Aceite Aceite Aceite Aceite Aceite
Criterio de Evaluación 1 = No Aceptable 2 = Aceptable 3 = Recomendado
Selección del Mejorador de Flujo
Del análisis de los resultados obtenidos de las pruebas de laboratorio aplicadas a las
muestras de mejoradores de flujo, se realizó la selección de éste en base a la
aplicación de los siguientes criterios: 1.- Mayor reducción de la viscosidad del aceite en
presencia del mejorador de flujo, 2.- Mayor incremento en la densidad del aceite en
°API, 3.- Compatibilidad con el aceite del campo Angostura, 4.- Mayor capacidad de
solubilidad de material orgánico (asfaltenos), 5.- Punto de ignición mayor a 70 °C y 6.-
Mayor porcentaje de rendimiento de productos
En la tabla 11, se muestra la evaluación comparativa de los mejoradores de flujo con
base a los resultados obtenidos de las pruebas de laboratorio.
Tabla 11.- Evaluación comparativa de los mejoradores de flujo
Con base a la evaluación comparativa, tabla 11, y a los resultados obtenidos de las
pruebas de laboratorio, se seleccionó al sistema mejorador de flujo M10, para ser
aplicado y dar solución a las problemáticas identificadas en los pozos seleccionados del
campo Angostura.
0.0
1.0
2.0
3.0
4.0
5.0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Vo
lum
en
(m
3)
rd (ft)
Volumen de Fluido de Tratamiento
Aplicación en Campo
Una vez identificados los pozos candidatos y seleccionado el Mejorador de flujo a
aplicar, se continuó con el desarrollo de los diseños de los tratamientos de cada pozo,
definiéndose los siguientes parámetros: volúmenes de tratamiento a emplear, técnica
de colocación y tiempo de residencia del sistema mejorador de flujo en formación; así
como, se establecieron como parámetros de evaluación: el mejoramiento de
producción, la reducción de la viscosidad, el incremento en ºAPI y las condiciones de
flujo.
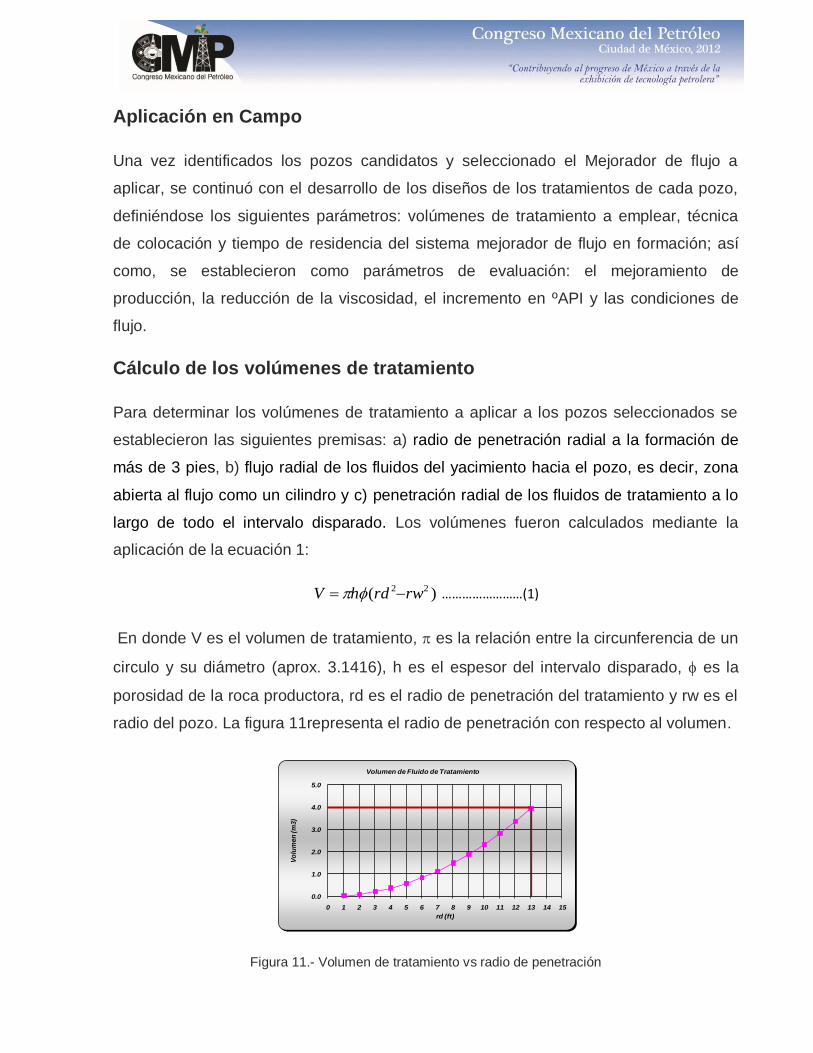
Cálculo de los volúmenes de tratamiento
Para determinar los volúmenes de tratamiento a aplicar a los pozos seleccionados se
establecieron las siguientes premisas: a) radio de penetración radial a la formación de
más de 3 pies, b) flujo radial de los fluidos del yacimiento hacia el pozo, es decir, zona
abierta al flujo como un cilindro y c) penetración radial de los fluidos de tratamiento a lo
largo de todo el intervalo disparado. Los volúmenes fueron calculados mediante la
aplicación de la ecuación 1:
)( 22 rwrdhV ……………………(1)
En donde V es el volumen de tratamiento, es la relación entre la circunferencia de un
circulo y su diámetro (aprox. 3.1416), h es el espesor del intervalo disparado, es la
porosidad de la roca productora, rd es el radio de penetración del tratamiento y rw es el
radio del pozo. La figura 11representa el radio de penetración con respecto al volumen.
Figura 11.- Volumen de tratamiento vs radio de penetración

Pozo DiagnósticoIntervalo productor
(m)
Relación MF/m
disparado
Volumen de
tratamiento
(m3)
Radio de
penetración
(m)
Volumen de
desplazamiento
(m3) N2
Tecnica de
colocación
Tiempo de
residencia
(hrs)
Observaciones
Angostura 9
Obstruccion de depositos
orgánicos, incremento en el %
de agua y aceite viscoso
1226 -1228 2:1 4 3.9 453Bombeo en
directo por TP58
Previo al tratamiento se hizo
prueba de admisión con 3 m3
de solvente aromatico
Angostura 17 Bajo aporte y aceite viscoso 1279 - 1282 0.6:1 2 2.2 3100Bombeo en
directo por TR61
Previo al tratamiento se hizo
prueba de admisión con 3 m3
de solvente aromatico
Angostura 20 Bajo aporte y aceite viscoso 1276 - 1289 0.46:1 6 1.2 953Bombeo en
directo por TP59
Limpieza de aparejo al
intervalo con 5 m3
de solvente
aromatico
Angostura 35 Bajo aporte y aceite viscoso 1154 - 1157
1159 -11610.7:1 3.6 2.4 3000
Bombeo en
directo por TP58 Limpieza de aparejo
Angostura 36 Bajo aporte y aceite viscoso 1364 - 1367 1.67:1 5 4.1 5400Bombeo en
directo por TR56
Limpieza de aparejo con 3 m3
de solvente aromatico
Angostura 21 Bajo aporte y aceite viscoso 1202 - 1209 1.0:1.0 7 2.8 540Bombeo en
directo por TP50 Se aplicó en directo
75 lpd
86 lpd
91 lpd
136 lpd
Volúmenes de tratamiento usados por el mejorador de flujo
Angostura 20Mejorar condiciones de flujo de
manera continua1276 - 1289 N/A N/A N/A
Tubería capilar
@ 1100 mN/A
Instalo TC @ 1100 m e
inyecto mejorador de flujo
A continuación se muestran en la tabla 12, los volúmenes de tratamiento empleados, la
técnica de colocación del sistema utilizado y el tiempo de residencia en la formación
aplicado a los pozos seleccionados como candidatos para mejoramiento de producción.
Tabla 12.- Volúmenes de tratamiento del mejorador de flujo aplicado a los pozos seleccionados
Como se puede observar en la tabla 12, la relación de mejorador de flujo utilizado en
las zonas productoras es del orden de 0.5 a 2 m3/m, con volúmenes de tratamiento de
3.5 a 7 m3, lo cual da un total de volumen de mejorador de flujo empleado en 6
tratamientos de estimulación de 27.5 m3.
En el caso del pozo Angostura 20 la aplicación en directo del sistema M10 no presentó
resultados satisfactorios a largo tiempo, siendo necesario instalar tubería capilar e
inyectar el mejorador de flujo a diferentes volúmenes de inyección de 75 a 136 lpd,
registrándose resultados satisfactorios en el mejoramiento de la producción del pozo y
continuidad en el flujo.
Discusión de Resultados
En la tabla 13 se muestran los resultados obtenidos antes y después de la aplicación
del sistema mejorador de flujo M10 a seis de los pozos candidatos, observándose que
en todos los pozos se tienen incrementos de producción, derivado de una eficiente
reducción de la viscosidad del fluido y al mejoramiento de las propiedades del aceite en

0
100
200
300
400
500
600
700
800
900
1000
0
2500
5000
7500
10000
12500
Ang 9 Ang 17 Ang 20 Ang 21 Ang 35 Ang 36
Qo acumulado (bl)
Qoi incremental (bpd)
Pozos
Qo
ac
um
ua
ldo
(b
l)
Qo
i in
cre
me
nta
l (b
pd
)
Pozo
Qo (bpd)
estimado
(P-10-P50-
P90)
Qo
(bpd) inicial
Qo (bpd) posterior
DQo
(bpd)Comentarios
1.- Angostura 9 20 30 50 CDO 74 7430/08/11 = Aplicación
de mejorador de flujo
2.- Angostura 17 15 25 40 12 32 2030/12/11= Aplicación
de mejorador de flujo
3.- Angostura 20 Tubería Capilar 17 75 58
28/02/12 = Se aplica
mejorador de flujo con
tubería capilar
4.- Angostura 35 20 50 80 58 103 45
04/11/11 = Se efectuó
redisparo y disparo
24/11/11 = Aplicación
de mejorador de flujo
5.- Angostura 36 40 65 80 20 103 8326/03/12 = Aplicación
de mejorador de flujo
6.- Angostura 21 135 140 145 108 133 2531/03/12 = Aplicación
de mejorador de flujo
TOTAL Qo= 215 520 305 TOTAL ∆Qo= 305
comparación a las condiciones iniciales, con base a pruebas de laboratorio realizadas a
muestras de fluidos recuperadas del pozo posterior al tratamiento.
Tabla 13.- Resultados de la aplicación del mejorador de flujo M10
La evaluación de los resultados indicó una eficiencia del sistema M10 en el
mejoramiento de la productividad de los pozos del orden del 61% al 400% de su
producción inicial, mantenimiento de flujo continuo, con un acumulado de producción de
11,084 bl, figura 12, y tiempos de recuperación de inversión de 16 a 30 días en la
mayoría de los casos, siendo económica rentables.
Figura 12.- Producción de aceite vs pozos

50
40
33
29
25
2220
1816
0
10
20
30
40
50
60
25 30 35 40 45 50 55 60 65 70 75 80 85 90
Tie
mp
od
e R
ecup
era
ció
nd
e la
Invers
ión
(TIR
) (d
ías)
ΔQoi (bpd)
Angostura 17
Angostura 9
Angostura 20
Angostura 35
Angostura 36
Angostura 21
Rentabilidad
Evaluación económica
La evaluación económica de los tratamientos aplicados a los pozos del campo
Angostura con el uso del mejorador de flujo se realizó en función del establecimiento de
las siguientes premisas económicas: 1) horizonte económico de 30 días, 2) paridad
cambiaria de $12.76 pesos/dólar y 3) precio del barril de aceite de $90.33 dólares.
Con base a estas premisas económicas se realizó el análisis del tiempo de
recuperación de la inversión de los tratamientos en función al incremento de producción
inicial obtenido después de la aplicación del mejorador de flujo M10, figura 13.
Figura 13.- Incremento de producción inicial vs tiempo recuperación de inversión
De la figura 13, se establece que los tratamientos efectuados cuyos incrementos de
producción estuvieron por encima de los 75 bpd, su tiempo de recuperación de
inversión (VPN>0) se realizó entre 16 días o menos, pozos Angostura 9 y Angostura 36
mientras que incrementos de producción menores a los 35 bpd, el tiempo de
recuperación de inversión se obtiene a más de 50 días, pozos Angostura 17 y
Angostura 21.
En general, la recuperación de inversión de la mayoría de los pozos se obtiene en un
tiempo no mayor a 30 días, siempre y cuando sus gastos de producción se mantengan.

Angostura 9Angostura 36
Angostura 20
Angostura 21
Pro
du
cció
n a
cu
mu
lada
(bl)
Tiempo (días)
Producción acumulada vs Tiempo
Angostura 17
Invadido de agua
Angostura 35
Límite económico
Para corroborar la rentabilidad de los tratamientos aplicados a los pozos del campo
Angostura se realizó un seguimiento y monitoreo de la producción acumulada (Np) por
pozo, a fin de evaluar la efectividad de los tratamientos con respecto al tiempo, figura
14, determinándose que el pago total de la inversión se obtiene cuando se alcanzan
producciones acumuladas (Np) del orden de los 1,045 bl.
Figura 14.- Producción acumulada vs Tiempo
Conclusiones
Con base al análisis de los resultados obtenidos con la aplicación del sistema
mejorador de flujo M10 en pozos del Campo Angostura se concluye lo siguiente:
1. Con la aplicación de la metodología ASIPP (Administración del Sistema Integral
de Productividad de Pozos) empleado por el equipo multidisciplinario de
productividad, permitió seleccionar los pozos candidatos e identificar las causas
de la baja producción producto de: alta viscosidad de los fluidos producidos,
precipitación de depósitos orgánicos y formación de emulsiones estables.
2. El desarrollo y aplicación de la metodología SOMF (Sistema Óptimo de
Mejorador de Flujo) permitió identificar y seleccionar el sistema de mejorador de
flujo a aplicar a los pozos candidatos, en base a las características fisicoquímicas
de los aceites analizados del campo y a la solución de las problemáticas
identificadas.

3. Las pruebas de laboratorio aplicados a los mejoradores de flujo evaluados (base
agua y base aceite), indicaron una mayor eficiencia del sistema M10 en cuanto a
la reducción de la viscosidad, incremento de ºAPI, disolución efectiva de
depósitos orgánicos y rompimiento de emulsiones estables, presentando una
mayor ventaja con los demás sistemas evaluados.
4. Los mejoradores de flujo base agua en contacto con los aceites de los pozos
evaluados generaron fuertes emulsiones estables, difíciles de romper,
requiriéndose de un proceso secundario de separación e incrementando el costo
de tratamiento.
5. El sistema M10 puede ser aplicado en cualquier punto del sistema de producción
(yacimiento, pozo e instalaciones superficiales) y no requiere de un proceso
secundario en superficie, lo cual permite reducir costos adicionales.
6. La aplicación del mejorador de flujo M10 no debe ser menor a una relación 1:1
con respecto a la longitud del intervalo disparado, debido a que su eficiencia
disminuye (pozo Angostura 17).
7. Los tiempos de residencia del sistema M10 en la formación productora no deben
ser menor a 48 horas, a fin de garantizar la efectividad del sistema en contacto
con el aceite.
8. Se recomienda que previo a la aplicación del sistema M10 se efectúe limpieza de
aparejo y de la vecindad en la zona productora mediante el empleo de solventes
aromáticos, a fin de evitar que posibles depósitos orgánicos sean desplazados
hacia la formación durante el bombeo del mejorador de flujo y su eficiencia
dentro de la formación no disminuya.
9. Todos los tratamientos aplicados con el mejorador de flujo presentaron
incrementos de producción del orden de 61% hasta un 400% con respecto a su
producción inicial, obteniendo con ello un incremento puntual de 305 bpd, es
decir, 1.4 veces su producción inicial.
10. De la evaluación económica realizada a los tratamientos de estimulación con el
sistema mejorador de flujo, se definió que para recuperar la inversión total de
cada uno de estos, se debe alcanzar un límite económico de producción
acumulada (Np) de 1,045 bl por pozo, en un lapso mínimo de 30 días.
11. La mayoría de los tratamientos son económicamente rentables, ya que su factor
de recuperación se obtiene de 16 a 30 días. Para los casos de los pozos
Angostura 17 y Angostura 20 no se obtuvieron resultados satisfactorios, debido a
la invasión de agua y a la fuerte declinación del incremento obtenido inicialmente
(29 días).
12. Para mantener la producción de los pozos intervenidos del campo Angostura, se
recomienda aplicar tratamientos cíclicos en periodos de 3 meses, para
restablecer condiciones de producción, así como en algunos casos instalar
tuberías capilares para realizar inyecciones continuas del mejorador de flujo
(caso Angostura 20).
13. Se recomienda que en la terminación de nuevos pozos del campo Angostura se
instalen aparejos de producción con tubería flejada para la inyección continua del
mejorador de flujo, permitiendo con ello la reducción de costos por empleo de
tuberías capilares. La profundidad de estas estará en función al perfil de
viscosidades de pozos correlacionados.
Nomenclatura
V = Volumen de tratamiento (m3),
= Relación entre la circunferencia de un círculo y su diámetro, (3.1416).
h = Espesor de intervalo disparado (m).
Porosidad de la roca productora (fracción).
rd = Radio de penetración (m).
rw = Radio del pozo (m).

Referencias
1.- Edward Hanzlik. “Tecnologías para desarrollar yacimientos de crudo pesado”, 12-09-
2009 in Internacional.
2.- World Petroleum Congresses “Classification an Nomenclature Systems for
Petroleum and Petroleum Reserves”, 1987 Report.
3.- Van Wingen, N.: “Viscosity of Oil, Water, Natural Gas, and Crude Oil at varying
Pressures and Temperatures”, Secondary Recovery of Oil in the United States,
American Petroleum Institute (1950).
4.- Economides, M.J., Brand, C.W., and Frick, T.P.: “Well Configurations in Anisotropic
Reservoirs” SPE Formation Evaluations (December 1996).
5.- Espinoza, M., Quintos, R., Rahme, R., Vazquez, E., Sánchez, R. “Actualización del
Marco Estructural Campo Angostura”, Activo Integral Veracruz, 2004.
6.- Gutierrez-Acosta, T., Arevalo-Villagran, J.A., Asencio-Cendejas, F., de Antuñano-
Muñoz, Y., “Administración Integral de Pozos para Incrementar la Producción de
Hidrocarburos en los Activos: Caso de la Región Sur”, septiembre 2006.
7.- de Antuñano-Muñoz, Y., Terrazas-Velázquez, J, Alejandro-Hernández, J., Arevalo-
Villagran, J.A. “Metodología para la Selección Optima de Mejoradores de Flujo”,
Activo de Producción Veracruz, Junio 2012.
8.- API-RP-42, “Laboratory Testing of Surface Active Agents for Well Stimulation”
9.- ASTM-D-92 “Standard Test Method for Flash and Fire Points by Cleveland Open Cup
Tester”
10.- ASTM-D-285,” Method of Test for Distillation of Crude Petroleum (Withdrawn 1985)”
Agradecimientos
Al equipo de trabajo y soporte técnico conformado por los ingenieros del Activo de
Producción Veracruz, Javier Alejandro Hernández (Cía. Logardí), Anderson Suárez

Camacho (Cía. Schlumberger), así como, a la Lic. Vania Mateos Chávez por su valiosa
participación en la colaboración de este trabajo.
Curriculum
Yuri de Antuñano Muñoz
Autor del artículo
Ingeniero petrolero egresado de la Universidad Nacional Autónoma de México de la carrera de Ingeniería Petrolera, se graduó el 6 de Diciembre de 1985 con el tema de tesis “Bombeo Hidráulico Tipo Pistón”, obteniendo con esta la Mención Honorífica.
Ingresó el 22 de Julio de 1984 al Instituto Mexicano del Petróleo en el Departamento de Desarrollo de Técnicas de Acondicionamiento de pozos de la División de Producción.
De 1995 a mayo del 2005, ocupó el cargo de Coordinador de Proyectos en el Área de Estimulación a Pozos en la Delegación Regional Zona Sur del IMP. Teniendo a su cargo proyectos en las Regiones Sur, Marina Suroeste y Noreste de Petróleos Mexicanos.
En Mayo de 2005 ingresa a Petróleos Mexicanos para formar parte de la Subdirección Técnica de Explotación.
Durante su trayectoria profesional ha presentado diversos trabajos técnicos en la AIPM, IMIQ, ARPEL, COLAPER, INTEVEP e INGEPET, realizados en México, Chile, Venezuela y Perú respectivamente.
Ha recibido diferentes reconocimientos por su sobresaliente actuación para la contribución al desarrollo y prestigio de la industria Petrolera Mexicana.
Experto en estudios y análisis de Pozos para el mejoramiento de la producción, mediante la aplicación de tratamientos de estimulaciones simultáneas no reactivas y reactivas, así como asesoramiento técnico en las áreas de estimulación y cementación a pozos.
Cuenta con los Diplomados en Administración de Negocios de Servicios y en Dirección y Administración de proyectos en el Instituto Tecnológico de Estudios Superiores de Monterrey.
Actualmente trabaja en la Gerencia de Estrategias y Planes de la Subdirección de Gestión de Recursos Técnicos, para la estrategia nacional de productividad de pozos de PEP.




















