Puukuitulusikan käsittely ja pakkaus ruiskuvalusolussa
109
Puukuitulusikan käsittely ja pakkaus ruiskuvalusolussa Tuomo Marjola Opinnäytetyö Helmikuu 2020 Tekniikan ala Insinööri (AMK), sähkö- ja automaatiotekniikka
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Puukuitulusikan käsittely ja pakkaus ruiskuvalusolussa

PuukuitulusikankäsittelyjapakkausruiskuvalusolussaTuomoMarjolaOpinnäytetyöHelmikuu2020TekniikanalaInsinööri(AMK),sähkö-jaautomaatiotekniikka

Kuvailulehti
Tekijä(t)Marjola,Tuomo
JulkaisunlajiOpinnäytetyö,AMK
PäivämääräHelmikuu2020
Sivumäärä109sivua
JulkaisunkieliSuomi
Verkkojulkaisulupamyönnetty:x
TyönnimiPuukuitulusikankäsittelyjapakkausruiskuvalusolussa
Tutkinto-ohjelmaInsinööri(AMK),sähkö-jaautomaatiotekniikantutkinto-ohjelma
Työnohjaaja(t)MarkkuStröm,VesaHytönenToimeksiantaja(t)KaptasOy
Tiivistelmä
EuroopanUnionikieltääkertakäyttöistenmuovistenruokailuvälineidenkäytönvuoteen2021mennessä.Toimeksiantajanasiakkaanatoimivayritystoimarkkinoillepuukuidustavalmistetutruokailuvälineet,joidenontarkoituskorvataperinteisetmuovisetkertakäyttö-aterimet.Asiakasyrityshalusivastataaterimienkasvaneeseenkysyntääninvestoimallalu-sikka-,haarukka-javeitsiautomaatteihin,joillasaavutettiinkorkeampituotantotehokkuus.
Opinnäytetyöntavoitteenaoliautomatisoidapuukuitulusikankäsittely-japakkaustoimen-piteet.Tavoitteenaolikaksinkertaistaanykyinentuotantomääräjapoistaaoperaattorei-denkäsikokoonpanontyövaiheet.Työntoteuttamiseksiolivalittavatoimilaitteidenauto-maattisenohjaukseen,kappaleenkäsittelyynjaturvallisuustoteutukseenvaaditutohjaoh-jausjärjestelmä,teollisuusrobottijaturvaohjain.
Opinnäytetyössäotettiinkäyttöönautomaatiojärjestelmä,johonkenttäväyläyhteyksiähyö-dyntäenliitettiinturvaohjainjateollisuusrobotti.Automaatiojärjestelmä,turvaohjainjate-ollisuusrobottiohjelmoitiinjatoimintatestattiin.Automaattiotettiinkäyttöönasiakkaantoimitiloissajaautomaatillesuoritettiintoimintajärjestelmänmukaisethyväksyntäajot.Tie-toperustaakerättiinkirjallisuudesta,verkkojulkaisuistajalaiteoppaista.Tutkimusmenetel-mänähyödynnettiinbenchmarking-jateemahaastatteluja,joidenavullakerättiintutki-musaineistoa.
Opinnäytetyöntuloksenaruiskuvalukoneenruiskuvalamatpuukuitulusikatsaatiinkäsiteltyäjapakattuasiten,ettäautomaatinlopputuotteenasaatiinpakattujaaterinpusseja.Toimek-siantajanasiakkaantuotannollisiintavoitteisiinpystyttiinvastaamaankaksinkertaistamallatuotantojapoistamallaoperaattoreidentyövaiheet.
Avainsanat(asiasanat)Teollisuusautomaatio,ohjausjärjestelmä,turvaohjain,robotiikka,Ethernet/IP,EtherCATMuuttiedot(salassapidettävätliitteet)

Description
Author(s)Marjola,Tuomo
TypeofpublicationBachelor’sthesis
DateFebruary2020Languageofpublication:Finnish
Numberofpages109pages
Permissionforwebpubli-cation:x
TitleofpublicationHandlingandpackingofwoodfiberspoonsinaninjectionmoldingcell
DegreeprogrammeDegreeprograminElectricalandAutomationEngineering
Supervisor(s)Ström,MarkkuandHytönen,VesaAssignedbyKaptasOy
Abstract
TheEuropeanUnionwillbantheuseofdisposableplasticcutleryby2021.Thecustomeroftheprincipallaunchedcutlerymadeofwoodfiberwhichwillreplacethetraditionalplasticcutlery.Environmentallyfriendlymaterialsincreasedthedemandforwoodfibercutlery.Thecustomercompanywantedtorespondtotheincreaseddemandforcutlerybyinvest-inginspoon,forkandknifemachines,whichachievedhigherproductionefficiency.
Theaimofthisthesiswastoautomatethehandlingandpackingofwoodfiberspoons.Theaimwastodoublethecurrentproductionvolumeandtoeliminatetheoperationalstepsofthemanualassemblyofoperators.Theworkwascarriedoutbyselectingacontrolsteeringsystem,anindustrialrobotandasafetycontroller.Thesedeviceswereusedtocontroltheautomaton,toprocessthepartsandtoimplementsafety.
Theworkbeganwiththeintroductionofanautomationsystem.Asafetycontrollerandanindustrialrobotwereconnectedtotheautomationsystemviafieldbuses.Thecontrolsys-tem,thesafetycontrollerandtheindustrialrobotwereprogrammedandfunctiontested.Themachinewastakenintouseatthecustomer`spremisesandthemachinewasap-provedaccordingtotheoperatingsystem.Theknowledgebasedwascollectedfromlitera-ture,onlinepublicationsanddevicemanuals.Benchmarkingandthematicinterviewswereusedasaresearchmethodtocollectresearchmaterial.
Asaresultofthisthesis,woodfiberspoonsmadebyaninjectionmoldingmachinewerehandledandpackedautomatically.Thecustomer`swisheswerefulfilledwithasolutionthatdoubledproductionandeliminatedoperatorworkflows.
Keywords/tags(subjects)Industrialautomation,controlsystem,safetycontroller,robotics,Ethernet/IP,EtherCATMiscellaneous(Confidentialinformation)

1
Sisältö
1 Johdanto.........................................................................................................7
1.1 Opinnäytetyönlähtökohta.........................................................................7
1.2 Opinnäytetyöntavoite................................................................................7
1.3 KaptasOy....................................................................................................9
2 Käytetyttutkimusmenetelmät........................................................................9
3 Ohjelmoitavalogiikka....................................................................................10
3.1 Rakenne....................................................................................................11
3.2 Logiikanvalinta.........................................................................................13
3.3 Logiikanohjelmointi.................................................................................13
3.4 Turvalogiikka.............................................................................................17
3.5 Relejaturvarele.......................................................................................17
4 Kenttäväylät..................................................................................................18
4.1 OSI-malli...................................................................................................18
4.2 Ethernet/IP-kenttäväylä...........................................................................21
4.2.1 Toimintaperiaate...........................................................................21
4.2.2 Osoitteet........................................................................................23
4.2.3 EDS-tiedosto..................................................................................24
4.3 EtherCAT-kenttäväylä...............................................................................24
4.3.1 Toimintaperiaate...........................................................................25
4.3.2 Osoitteet........................................................................................25
4.3.3 Turvallisuusprotokolla...................................................................26
5 Teollisuusrobotit............................................................................................26
5.1 Teollisuusrobotintyypit............................................................................27
5.2 Teollisuusrobotinvalinta..........................................................................28
5.3 Teollisuusrobotinohjainyksikkö...............................................................28
5.4 Teollisuusrobotinkoordinaatistot............................................................29
5.5 Teollisuusrobotinohjelmointi..................................................................29
5.6 Teollisuusrobottitarrainjatyökalut..........................................................30

2
5.7 Digitaalisettulo-jalähtösignaalit.............................................................31
6 Koneturvallisuus............................................................................................32
6.1 Standardit.................................................................................................33
6.2 Riskienarviointi........................................................................................33
6.3 Luokat,suoritustasotjaturvallisuudeneheytystasot...............................36
6.4 Turvatoiminnotjakomponentit...............................................................41
6.4.1 Turvasuojat....................................................................................41
6.4.2 Hätäpysäytys..................................................................................43
7 Paineilmatoimilaitteetjalähestymiskytkimet................................................43
7.1 Paineilma..................................................................................................44
7.2 Sylinterit...................................................................................................44
7.3 Anturit......................................................................................................45
7.4 Venttiilit....................................................................................................47
8 Työntoteutus................................................................................................50
8.1 Lähtöasetelma..........................................................................................50
8.2 OmronNX1P2-ohjelmoitavalogiikka.......................................................51
8.2.1 Ohjelmoitavanlogiikanvalinta......................................................51
8.2.2 NX1P2-ohjelmoitavanlogiikanrakenne........................................52
8.2.3 SysmacStudio-ohjelmisto..............................................................55
8.3 OmronNX-turvaohjain............................................................................55
8.3.1 Turvaohjaimenvalinta...................................................................55
8.3.2 Turvayksiköt...................................................................................56
8.4 YaskawaGP12-teollisuusrobotti..............................................................58
8.4.1 Robotinvalinta...............................................................................58
8.4.2 YaskawaGP-12-teollisuusrobotti..................................................59
8.4.3 YRC1000-robottiohjain..................................................................60
8.4.4 Robotintyökalu..............................................................................61
9 Laitekonfiguraatiot........................................................................................62
9.1 Projektinluominenjayhteysasetustenmäärittäminen...........................62
9.2 EtherCAT-kenttäväylänkonfiguraatio......................................................63
3
9.3 Ethernet/IP-kenttäväylänkonfiguraatio...................................................65
10 Ohjelmointi....................................................................................................71
10.1 Logiikkaohjelmointi..................................................................................71
10.1.1Fyysistentulojenjalähtöjenyhdistäminenmuuttujiin.................72
10.1.2Ohjelmarakenne............................................................................73
10.1.3Pakkaukoneenohjaus....................................................................74
10.1.4Leikkaimenohjaus.........................................................................75
10.1.5Kääntöpöydänohjaus....................................................................77
10.2 Turvaohjaimenohjelmointi......................................................................81
10.2.1Riskianalyysi...................................................................................81
10.2.2Turvapiirinrakenne........................................................................82
10.2.3TurvakomponenttienyhdistäminenturvaI/O-yksiköihin.............83
10.2.4Turvaohjaimenohjelmointi...........................................................85
10.3 Teollisuusrobottiohjelmointi....................................................................87
10.3.1Työkalu-,I/O-jamuuttujamääritykset...........................................88
10.3.2Ohjelmarakenne............................................................................90
10.3.3Alkuehdotjalaatikointi..................................................................91
10.3.4Kääntöpöydältähaku.....................................................................92
10.3.5Pakkauskoneellevienti..................................................................94
10.3.6Tarttujanohjausjahäiriöngenerointi............................................94
10.3.7Ohjelmasuorituksenaloittaminen.................................................95
11 Käyttöönotto.................................................................................................96
11.1 Toiminnantestaus....................................................................................96
11.2 Automaatintestauksetjahyväksyntäajo.................................................97
12 Tutkimustuloksetjapäätelmät......................................................................98
12.1 Tuotannonautomatisointi........................................................................98
12.2 Tuotannollisethyödyt...............................................................................99
12.3 Päätelmät...............................................................................................100

4
13 Pohdinta......................................................................................................101
Lähteet................................................................................................................103
Liitteet................................................................................................................106
Liite1.Puukuitulusikka-automaatinlayout-kuva...............................................106
Kuviot
Kuvio1.Ohjelmoitavanlogiikanrakenne....................................................................11
Kuvio2.LadderDiagram-esitystapa...........................................................................15
Kuvio3.FunctionBlockDiagram-esitystapa..............................................................16
Kuvio4.Ethernet/IP-verkonCIP:nyhteysOSI-malliin.................................................22
Kuvio5.Ethernet/IP-verkonyhteysOSI-malliin..........................................................23
Kuvio6.Matriisitaulukkoriskienarviointiin................................................................35
Kuvio7.Suoritustaso,luokanvastaavuusjaturvallisuudeneheytystasoSIL...............37
Kuvio8.PL-tasonarviointi...........................................................................................38
Kuvio9.MatriisimenetelmäSIL-tasonmäärittämiseksi..............................................39
Kuvio10.Ohjausjärjestelmänmerkitysriskienhallinnassa.........................................40
Kuvio11.Suojauksenkytkennänliittäminenkoneentoimintaan...............................42
Kuvio12.Johdesylinteri..............................................................................................45
Kuvio13.3/2-suuntaventtiilinrakenne.......................................................................48
Kuvio14.5/2-suuntaventtiilinrakenne.......................................................................49
Kuvio15.5/3-suuntaventtiilinrakenne.......................................................................49
Kuvio16.OmronNX1P2-9024DT1-ohjelmoitavalogiikka...........................................53
Kuvio17.OmronNX1P2-9024DT1-tuloterminaali......................................................54
Kuvio18.OmronNX1P2-9024DT1-lähtöterminaali....................................................54
Kuvio19.Turvaohjaimenmasterjaslavejärjestelmäkokoonpano.............................57
Kuvio20.YaskawaGP12-teollisuusrobotti.................................................................59
Kuvio21.YRC1000-robottiohjain................................................................................60
Kuvio22.YRC1000-robottiohjaimenIN1-8tuloryhmä...............................................61
Kuvio23.YRC1000-robottiohjaimenOUT1-8lähtöryhmä.........................................61
Kuvio24.Yhteysasetustenmäärittäminen.................................................................63

5
Kuvio25.EtherCAT-slave-laitteenlisäys.....................................................................64
Kuvio26.TurvaI/O-yksiköidenlisäys.........................................................................65
Kuvio27.Ethernet/IP-adapterinasetukset................................................................66
Kuvio28.I/O:nosoitealueet.......................................................................................67
Kuvio29.Ethernet/IPI/O-datatyyppimäärittelyt.......................................................68
Kuvio30.Ethernet/IPI/O-muuttujat..........................................................................68
Kuvio31.SysmacStudioEthernet/IPyhteysasetukset...............................................69
Kuvio32.SysmacStudioEthernet/IP-yhteysrobotille...............................................70
Kuvio33.Ethernet/IP-yhteydentestaus....................................................................70
Kuvio34.OhjelmoitavanlogiikanjaturvaohjaimenI/O-kaavio..................................72
Kuvio35.OhjelmoitavanlogiikanI/O:nyhdistäminenmuuttujiin..............................73
Kuvio36.Logiikkaohjelmamoduulipakkaus...............................................................74
Kuvio37.Logiikkaohjelmoduulileikkaimensekvenssiohjaus.....................................76
Kuvio38.Logiikkaohjelmamoduulileikkaimenlähdöt................................................77
Kuvio39.Logiikkaohjelmamoduulikääntöpöydänohjaus..........................................79
Kuvio40.Logiikkaohjelmamoduulisekvenssiohjaus...................................................80
Kuvio41.Ohjelmamoduulikääntöpöydänulkoisetkättelyt.......................................81
Kuvio42.Turvatulojenyhdistäminenturvatuloyksikköön..........................................84
Kuvio43.Turvalähtöjenyhdistäminenturvalähtöyksikköön......................................84
Kuvio44.TurvaI/O:nmuuttujamäärittelyt.................................................................85
Kuvio45.Hätä-seis-piirinohjaus................................................................................86
Kuvio46.Turvapiirinohjaus........................................................................................87
Kuvio47.Työkalupisteenmääritys..............................................................................88
Kuvio48.TeollisuusrobotinI/O-määritykset...............................................................89
Kuvio49.Teollisuusrobotinpääohjelmarakenne........................................................91
Kuvio50.TeollisuusrobotinLAATIKKO-aliohjelma.....................................................92
Kuvio51.TeollisuusrobotinKÄÄNTÖPÖYTÄ-aliohjelma............................................93
Kuvio52.TeollisuusrobotinTARTTUJA-aliohjelma.....................................................95

6
Taulukot
Taulukko1.OSI-viitemallinkerrokset..........................................................................19
Taulukko2.Suoritettavattoimenpiteetriskienarviointiluokanmukaisesti...............35

7
1 Johdanto
1.1 Opinnäytetyönlähtökohta
AutomaatiolaitteidenlaitevalmistajanatoimivaKaptasOyonsaanutasiakkaaltaan
toimeksiannontoteuttaapuukuituaterimienkäsittely-japakkaustoimenpiteidenau-
tomatisointi.Automaateillapakattavienpuukuituaterimienontarkoituskorvatape-
rinteisetmuovistavalmistetutkertakäyttöaterimet.Ympäristökuormanpienentä-
miseksipuukuituaterimienraaka-aineenakäytetäänpuukuitumassaa,jokaonsekoi-
tuspuukuitupellettiäjasokeriruo’ostavalmistettuapolyeteeniä.
EuroopanUnionikieltääkertakäyttöisetmuovisetruokailuvälineetvuoteen2021
mennessä.Euroopankomissionmukaanyli80%meressäolevastaroskastaonmuo-
via.Vuonna2021kiellettävätmuovituotteetkoskevatkertakäyttöisiämuovistaval-
mistettujapumpulipuikkoja,pillejä,juomasekoittimiajaruokailuvälineitä.(Parla-
menttisinetöikertakäyttömuovin...2019.)
Muovistavalmistettujenruokailuaterimienkieltovuoteen2021onjonythidastanut
kertakäyttöistenmuoviaterimienkysyntääEuroopassa.Markkinoilletarvitaanuusia,
ympäristöystävällisistämateriaaleistavalmistettujaaterimia,joillakorvataankerta-
käyttöisetmuoviaterimet.Tähänkysyntäänvastataantulevaisuudessapuukuidusta
valmistetuillaruokailuaterimilla.Toimeksiantajanasiakasyrityksentavoitteenaon
vastatakasvaneeseenkysyntääninvestoimallauusiinlusikka-,haarukka-javeitsiau-
tomaatteihin,joillasaavutetaankorkeatuotantotehokkuus.
1.2 Opinnäytetyöntavoite
Tämänopinnäytetyöntavoitteenaoliautomatisoidapuukuitulusikankäsittelynpak-
kaustoimenpiteet.Tavoitteenaoliluodaratkaisu,jossaruiskuvalukoneenvalamat
puukuituaterimetkäsitelläänjapakataanautomaattisestiniin,ettälopputuotteena
saadaanpakattujaaterinpusseja.Automatisoinnintavoitteenaonkaksinkertaistaa
nykyinentuotantomäärä.Lisäksiopinnäytetyöntavoitteenapyrittiinvähentämään

8
operaattoreilleaterimienkäsikokoonpanostaaiheutuviaterveysriskejä.Operaattorin
tehtävänäkäsikokoonpanossaoliaterimienirrotusruiskuvalukoneenvalamastaate-
rinviuhkasta,jostaoperaattorijoutuiirrottamaanlusikatyksitellen.Aterimetjärjes-
teltiinjapinottiinkäsin,minkäjälkeenneasennettiinpussiin.Operaattorilämpösau-
masijaasettitarranpussiin,jollointuotepussiolivalmiinajatkokäsittelyyn.Automati-
soinnintavoitteenaolisaadapoistettuaoperaattorinkäsikokoonpanontyövaiheet.
Puukuituaterimienkäsittelyjapakkaustoimenpiteidenautomatisointiprojektinaoli
laajakokonaisuus.Projektinläpivieminenvaatiyhteistyötäyrityksenjohdon,meka-
niikkasuunnittelun,sähkösuunnittelun,laatutiiminsekäsähkö-jamekaniikka-asen-
nuksenkesken.Tämäopinnäytetyörajattiinsähkösuunnittelunosuuteen,jokapai-
nottuiohjausjärjestelmä-jatoimilaitevalintoihin,toimilaitteidenliityntärajapintoihin,
ohjelmointiinjakäyttöönottoon.
Ohjausjärjestelmänätoimivatohjelmoitavalogiikka,turvaohjainjateollisuusrobotti
olivalittavaprojektivaatimustenmukaisesti.Automaatinsisältämientoimilaitteiden
liitäntärajapinnatolisuunniteltavasiten,ettäneovatohjattavissaohjelmoitavallalo-
giikalla.Logiikka-jarobottiohjelmointiolitoteutettavasiten,ettätoimilaitteidenliik-
keetjakappaleenkäsittelyvoidaansuorittaaautomaattisesti.Automaatinkäyttäjä-
turvallisuudentoteuttamiseenkäytettiinturvaohjainta.Turvaohjaimenohjelmointija
siihenliitettävätturvakomponentitolisuunniteltavasiten,ettäkäyttäjäturvallisuus
toteutuiriskianalyysinmukaisesti.Käyttöönottovaiheessaautomaatintoimintaolito-
dennettavatekemälläautomaatilletilaajayrityksentoimintajärjestelmänmukaiset
testaukset.Operaattoreillepidettiinkäyttäjäkoulutusautomaatinturvalliseenkäyt-
töönliittyenjatoimitettiinautomaatinkäyttöohje.Virallisethyväksyntäajotsuoritet-
tiinasiakkaanjatoimeksiantajansopimuksenmukaisesti.
Laajuudentakiaaiheestarajattiinpoissähkösuunnittelu-osio,jokasisälsikomponent-
tiluettelonjasähkökuvatoteutuksen.Lisäksiaiherajattiinyhteenautomaattiin,eli
puukuitulusikanpakkaamiseen.Lusikkavalittiinkohteeksi,koskasenautomaatinval-
mistusajankohtaoliaikataulutettuensimmäiseksi.Haarukka-javeitsiautomaatitpys-
tytääntoteuttamaantämänopinnäytetyöntutkimustulostenperusteella.

9
1.3 KaptasOy
OpinnäytetyöntilaajaonautomaatioteknologianasiantuntijayritysKaptasOy.Yritys
sijaitseeLiperissäItä-Suomessa.Kaptastarjoaaasiakkailleenasiantuntijapalveluita,
kappaleenkäsittelyä,tuotannonautomatisointiratkaisuitasekäautomaatiolaitteiden
huolto-jaylläpitopalveluita.Asiakkainaonlääketeollisuuden,metallin,muovin,
elektroniikanjaelintarvikealanyrityksiä.Tuotantomenetelmienjaprosessienkehityk-
sessähyödynnetäänkattavastirobotiikkaa,simulointia,konenäköä,mittaustekniik-
kaa,kappaleensyöttöä,keinoälyäjabigdataa.
Automaatiokäsitteenätarkoittaaitsestääntoimivaa.Automaatiossatoimintatapah-
tuuilmanihmisenohjaavaataisuorittavaaosuutta.Automaattionautomaattisesti
eliitsestääntoimivakonetailaite.Tuotantoautomaatiovoidaanjakaaprosessi-jako-
neautomaatioon.Prosessiautomaatiokäsitteleevirtaavianesteitäjaniidenohjaus-
tekniikkaa.Koneautomaatioymmärretäänyleensäkappaletavara-automaatioksi.
Kappaletavara-automaatiossatuotteetkulkevatkuljettimiapitkinjaniitäkokoonpan-
naan,pakataan,varastoidaanjalajitellaanautomaattisesti.(Keinänen,Kärkkäinen,
Lähetkangas&Sumujärvi2007.)
2 Käytetyttutkimusmenetelmät
Tämäopinnäytetyötoteutettiinkehittämistutkimuksena.Opinnäytetyötävoipitää
kehittämistutkimuksena,koskasilläkehitettiinolemassaolevaatuotantomenetel-
mää.Kehittämistutkimuksellatähdätäänmuutokseen.Muutoksenaikaansaamiseksi
kehittämistutkimuksessakehitetäänmenetelmää,tuotettataiorganisaatiotayms.
Kehittämistutkimuksentaustallaonainateoriataiteoriat,joihinkehittäminenperus-
tuu.Kehittäminenvaatiimyöstutkimuksellistaotetta,jolloinvoidaanpuhuakehittä-
mistutkimuksesta.(Kananen2012,76.)

10
Kehittämistutkimuksessahyödynnetäänerilaisiatutkimusmenetelmiä.Tässäopin-
näytetyössäkäytettiinlaadullisenelikvalitatiivisentutkimuksenmenetelmiä.Kvalita-
tiivisessätutkimuksessaensinperehdytääntutkimusongelmaanjasenmäärittämi-
seen,jotaseuraatavoitteet,joihinpyritäänhankkimallatarvittavaaineisto.Tutkimus
prosessivoidaanmyösvaiheistaatutkimuksensuunnittelu-,tiedonkeruu-,analyysi-ja
tulkintavaiheisiin.(Kananen2010,36.)Tämänopinnäytetyöntärkeimpinätutkimus-
kysymyksinä,joihinhaetaanvastauskehittämistutkimusmenetelmienavullaovat:
- Kuinkatuotantoautomatisoidaan?- Kuinkatuotannollisethyödytsaavutetaan?
Tässäopinnäytetyössätutustuttiinensinprojektinlähtötietoihin,jotkaoliluotunyky-
tilankartoittamisentuloksena.Lähtötiedotsisälsivätasiakkaanhyväksymätmekaani-
setratkaisutjatoimintaperiaatteenautomaatintoimintaanliittyen.Lisäksitietoläh-
teitäkerättiinsähkö-jamekaniikkasuunnittelijoidenhaastatteluilla.Mekaniikkasuun-
nittelijanhaastatteluntavoitteenaolikerätätutkimusaineistoaautomaatinmekaa-
nistentoimilaitteidenmäärästäjatoimintarutiineista,joidentietämysolioleellisen
osanaautomaatinohjausjärjestelmävalintaajaohjelmointia.Ohjausjärjestelmävalin-
noissasekäniidenohjelmoinnissahyödynnettiinbenchmarking-menetelmää.Säh-
kösuunnittelijoidenbenchmarking-haastatteluillakerätyllätutkimusaineistollasaatiin
tietoaaiemminhyväksihavaituistalogiikkamalleistajaohjelmarutiineista.
Kerättyjentietolähteidenjaprojektinlähtötietojenperusteellaautomaatinohjausjär-
jestelmäjatoimilaitevalinnatsaatiinvalittua.Logiikan-,turvaohjaimen-jarobotinoh-
jelmointijakenttäväyläkonfiguraatiottoteutettiinbenchmarkingtutkimustuloksiaja
laitevalmistajanlaiteoppaitahyödyntämällä.
3 Ohjelmoitavalogiikka
Ohjelmoitavalogiikka(PLC=ProgrammableLogicController)onyksittäinen,itsenäi-
nen(StandAlone)automaatiojärjestelmä,jotakäytetäänreaaliaikaistenautomaatio-
prosessien,esimerkiksikoneidentaituotantolinjojenohjaukseen.Ohjelmoitavassa

11
logiikassaontulo-jalähtöportteja,joihinkytketäänkaikkikenttälaitteet.Ohjelmoi-
tavalogiikkaohjaakenttälaitteitaladatunsovellusohjelmanmukaisesti.Logiikkakehi-
tettiinalunperinkorvaamaanmonimutkaisiarelekytkentöjä.Logiikallavoikorvata
satojataituhansiareleitäjaajastimia.(Keinänenym.2007,212.)
3.1 Rakenne
Kuviossa1onesitettynäohjelmoitavanlogiikanrakenne.Teholähteen(Power)tehtä-
vänäontuottaalogiikankeskusyksikönjaI/O-yksiköidenvaatimateho.Kenttälaittei-
denvaatimatehootetaanyleensäerillisestäteholähteestä,jonkakäyttöjänniteon
yleensä24VDC.Teholähteenkäyttöjännitteenäkäytetään230VACtai24VDC.(Fonse-
lius,Pekkola,Selosmaa,Ström&Välimaa1996,107.)
Kuvio1.Ohjelmoitavanlogiikanrakenne.(Kippo&Tikka2008,56)
KeskusyksikköeliCPU(CentralProcessingUnit)lukeekäsittelyohjeetohjelmamuis-
tistajakeskusyksikköohjaatoimilaitteitaohjelmanmukaisesti.Keskusyksikköonto-
teutettupoikkeuksettamikroprosessorilla.Logiikassavoiollauseampiaprosessoreita
jajokaisellaprosessorillaonomaerikoistehtävänsä.(Kippo&Tikka2008,54,57.)
Logiikanohjelma-jadatamuistiovattyypiltäänRAM(RandomAccessMemory)–
muistia.Tämäntyyppinenmuistivoiollahaihtumatontaihaihtuva.Ohjelmamuistion
yhdelläRAM-alueella,jonkaonsäilyttäväsähkökatkonyli.Vanhemmatlogiikkajärjes-

12
telmättarvitsevatakunvarmentamaanohjelmamuistinsäilymisen.Näissäjärjestel-
missäakunloppuminenaiheuttiohjelmankatoamisenohjelmamuistista.Uusissa
alustoissaohjelmamuistitallennetaaneihaihtuvallealueelleesimerkiksiSecudeDigi-
tal(SD)RAM:iin.Logiikoidenmuistikokoilmoitetaanyleensäohjelmarivienmääränä,
jonkaperusyksikköon1K=1024käskyä.Muistikootvaihtelevatpienlogiikan0,25K
muisteistaainaisojenjärjestelmien256kiloon.(Keinänenym.2007,225;PLCMe-
mory2006.)
Ohjelmoitavassalogiikassaontulo-jalähtöportteja,joihinonkytkettykaikkiproses-
sinkenttälaitteet.Tulopiirienavullakentältätulevatsignaalitkytketäänohjelmoita-
vaanlogiikkaan,esimerkiksirajakytkimet,mittausanturit,painonapitjalähettimet.
Lähtöpiiritohjaavatautomaatinsisältämiätoimilaitteitakutenventtiileitä,taajuus-
muuttajiataiservo-ohjaimia.Tulo-jalähtöpiirienyhteisnimityksenäkäytetäännimi-
tystäI/O(input/output).(Kippo&Tikka2008,59.)
Tulot-jalähdötovatmonestirinnakkaisiabittiryhmiäelitavuja(Byte)jasanoja
(Word).Bittionpieninmuistiyksikkö,jokavoisaadaarvon0(epätosi)tai1(tosi).Kah-
deksanrinnakkaistabittiämuodostaatavun.Tavuvoisaada2"eli256arvoajasana
2#$eli65536arvoa.(Keinänenym.2007,227.)
LogiikatvoivatollavarustettujakiinteälläI/O-määrällätainevoidaankootamonesta
yksittäisestäyksiköistä.KiinteälläI/O-määrällävarustetutlogiikatsoveltuvatyksittäis-
tenlaitteidenohjaukseen.Näissälaitteissaeiyleensäolemahdollisuuttalaajentaa
I/O-määrää.Suuremmissamodulaarisissalogiikkajärjestelmissätulo-jalähtöportit
voidaanhajauttaakentälleerillisiinkenttäväyläyksiköihin,jolloinpuhutaankenttä-
väylästä.Kenttäväyläonkytkettylogiikkaantiedonsiirtokaapelillakäyttäenlogiikan
tukemaakenttäväyläprotokollaa.Protokollallatarkoitetaankieltätaikielioppia,mitä
laitteetkäyttävätkussakinkenttäväylässä.(Keinänenym.2007,212,214.)
HMI(HumanMachineInterface)tarkoittaakoneenjaoperaattorinvälisenvuorovai-
kutuksentarvittavialaitteitajaohjelmia,joidenavullaoperaattoriohjaakonettatai
prosessia.Tätävuorovaikutustakutsutaankäyttöliittymäksi.(Kippo&Tikka2008,

13
46.)Käyttöliittymänävoitoimiayksinkertaisimmillaankäynnistys-japysäytyspainik-
keet.Tavallisestikäyttöliittymänäkäytetäänkosketusnäytöllävarustettuaoperointi-
paneelia.Automaatiolaitteensisältämänteollisuusrobotinkäsiohjaintavoidaankäyt-
täärobottitoimintojenohjauksenlisäksi,myöskäyttöliittymänä.Käyttöliittymäliite-
täänohjelmoitavaanlogiikkaantiedonsiirtokaapelillakäyttäenlogiikantukemaatie-
donsiirtoprotokollaa.(Keinänenym.2007,220.)
3.2 Logiikanvalinta
LogiikanvalintaanvaikuttaviatekijöitäovatI/O-määrä,liitettävientoimilaitteiden
määräjaprotokolla,toimintojenmonimutkaisuus,turvalaitteidentarvejahinta.En-
simmäisenäonselvitettävätarvittaviendigitaalistensekäanalogistentulojenjaläh-
töjenmäärä.Lisäksionselvitettävä,onkoosaI/O:statarvehajauttaakentälle,jolloin
ontarvekenttäväylälle.Modulaarisetlogiikatmahdollistavamonienerikoisyksiköi-
denliittämisenlogiikkaan,joillavoitoteuttaaesimerkiksisäätöjä,mittauksiataipai-
koituksia.Modulaarisenlogiikanetunaonmyöslaajennettavuusmahdollistenmuu-
tostenvaralta.Pienemmissälogiikoissayksiköidenlisäämineneiainaolemahdollista.
Toimilaitteet,mukaanlukienturvalaitteetliitetäänlogiikkaankäyttäenstandardisoi-
tuatiedonsiirtoprotokollaa,jokaonhuomioitavalogiikanvalinnassa.(Fonseliusym.
1996,107.)
3.3 Logiikanohjelmointi
Logiikkavalmistajiaonmonia,jotenohjelmoinnistaeiolemahdollistaesittääauko-
tontakokonaisuuttaohjelmasisällöntoteutustavasta.Ohjelmointionluovaatyötäja
samaanlopputulokseenvoidaanpäästäuseillaeriohjelmointitavoillajaohjelmara-
kenteilla.Ohjelmoinnissaonpyrittävämahdollisimmanselkeäänjaluettavaankoko-
naisuuteen,jotamyösulkopuolisenohjelmoijanonhelppoymmärtää.(Keinänenym.
2007,227.)

14
Ohjelmoinninlähtökohtanaontarkatlähtötiedotohjelmoitavastaohjauskohteesta.
Saatujenlähtötietojenperusteellaohjelmoijatekeetarvittavatmuistiinpanot,rele-
kaaviot,logiikkakaaviottaitoimintadiagrammit,joidenperusteellaitseohjelmointi
kirjoitetaanlogiikalleohjelmointilaitteenavulla.Ohjelmankirjoittamiseenkäytetään
yleisestilogiikkavalmistajanohjelmistoympäristöä,jossaonkäytössämonenlaisiaesi-
tystapoja.YleisimminkäytettyjäesitystapojaovatstandardissaIEC61131-3määrite-
tytlogiikkakaavio(FunctionBlockDiagram),relekaavio-(LadderDiagram),struktu-
roituteksti(StructuredText)jasekvenssiohjausohjelmointi(SequentialFunction
Chart)sekäkäskylista(InstructionList).Ohjelmayksikötkoostuvatvirtapiireistä,jotka
ontoteutettujoillakinedellämainituistaesitystavoista.(Fonseliusym.1996,117.)
Ohjelmansisällöstätehdäänmodulaarinen,jokatarkoittaa,ettäohjelmatoiminnot
jaetaanpienempiinkokonaisuuksiin.Osaohjelmamoduulientoiminnoistasuoritetaan
jokaisellaohjelmakierrolla,osatietyinväliajointaiosatietynehdontäytyttyä.Ohjel-
mamoduulinsisältöävoijakaaosakokonaisuuksiin,joitakutsutaannimelläaskel
(Rung).Ohjelmasisältääulkoisia-(Global)japaikallisia-(Local)muuttujia.Ulkoiset
muuttujatovatjokaisenohjelmamoduulinkäytettävissäjapaikallisetainoastaanyh-
denohjelmamoduulinsisällä,jonneneonmääritetty.(Fonseliusym.1996,117.)
Relekaavio-ohjelmointi(LadderDiagram,LD)onperinteisinohjelmoinninesitystapa.
Senkäyttöaloitettiinlogiikoidenkehityksenalkuvaiheessa,jolloinlogiikkakehitettiin
korvaamaanperinteisiäreleitä.Releohjausonhelppomuuttaarelekaavio-ohjelmaksi.
Relekaaviostakäytetäännimitystäkosketinkaaviotaitikapuukaavio.Relekaavio-oh-
jelmasisältäävirtapiirejä,jotkakoostuvatJA-jaTAI-kytkentäisistäkoskettimista.Li-
säksiohjelmavoikoostuatoimilohkoista(FunctionBlock,FB),joitaovatajastimet,
RS-piirit,matemaattisettoimilohkot,laskurit,datamuunnoksetjatrigonometriset
funktiot.(Fonseliusym.1996,119-120.)Kuviossa2esitelläänLadderDiagram-ohjel-
maesitystapaa.

15
Kuvio2.LadderDiagram-esitystapa.(LadderLogicTutorial2019)
Logiikkakaavio-ohjelmointi(FunctionBlockDiagram,FBD)perustuuIEC61131-3stan-
dardissamääritettyjenlogiikkasymboleidenkäyttöön.FBD-kaavionesitystavassa
etunaonvalmiitohjelmatoimintosymbolit,joitavoiesittäähavainnollisestijatiiviste-
tystikuvion3mukaisesti.EsimerkiksiJA-jaTAI-operaatiotovatvalmiinayksittäisinä
ohjelmasymboleina.(Fonseliusym.1996,121.)

16
Kuvio3.FunctionBlockDiagram-esitystapa(FunctionBlockDiagram…2018)
Käskylista(InstructionList,IL)ohjelmointimuistuttaaAssembly-kieltä.IL-
ohjelmoinnissakäskyrivitkoostuvatkäskystäjasiihenliitetystäoperandistajamah-
dollisestakommentista.Käskytmuistuttavatlogiikkakaavionjarelekaavionohjelma-
rakenteita.Virtapiirialoitetaanlatauskäskyllä,jonkajälkeenseuraajoukkoJA-jaTAI-
lukituksia.Virtapiiripäättyylähdöntaimuistipaikanohjaukseen.(Fonseliusym.1996,
122.)
Strukturoituteksti(StructuredText,ST)onkorkeammantasonohjelmointikieli,joka
sisältäämoderninohjelmointikielentärkeätelementit.ST-kielisisältäävalintalausek-
keita(THEN-IF-ELSEIF-END-ENDIFjaCASE-ELDE-END_CASE)sekäerilaisiasilmukkara-
kenteita(FOR-END_FOR-NEXT,WHILE-END-END_WHILEjaUNTIL-REPEAT-
END_REPEAT,EXIT).Tekstipohjaisenohjelmaympäristönetunaon,ettäohjelmakoodi
saadaanpienempääntilaanjaST-kieleenvoiyhdistääeriohjelmointikieliä.Esimer-
kiksiohjelmansisältämäntoimilohkonsisällävoiollastrukturoidussatekstissäkirjoi-
tettujatoimintoja.(Fonseliusym.1996,123.)
Sekvenssiohjausohjelmointi(SequentielFunctionChart,SFC)ontarkoitettuaskel-
lusohjauksiensuorittamiseen.SFC-ohjelmointiakäytetään,kuntoimintojasuorite-

17
taanperäkkäin.Seuraavallekäskyrivillesiirrytäänvasta,kunedellisetehdotovattäyt-
tyneet.Sekvenssiohjelmointionyleistäkappaletavara-automaatiossa,jossatoimilait-
teettoistavatsamojatoimintojakertatoisensajälkeen.(Fonseliusym.1996,123.)
3.4 Turvalogiikka
Turvalogiikka(SafetyProgrammableLogicController)toimiitavallisenohjelmoitavan
logiikantavoin,muttaseonrakennettu,sertifioitujatestattuvastaamaankansainvä-
lisiäturvallisuusvaatimuksia.Turvalogiikkatukeeintegroitujaturvatoimintojajasitä
käytetäänhallitsemaanautomaatiolaitteidenturvatoimintoja.Turvalogiikkavalvoo
jatkuvastiturvalaitteidentulo-jalähtöporttientilatietoja.Turvalaitteidenaktivoitu-
essaturvalogiikkaonohjelmoitusuorittamaanautomaattisestitoimenpiteetproses-
sintaikoneenturvallisentilansaavuttamiseksi.
Turvalogiikkamahdollistaaturvallisuudenhallinnanjastandardiohjauksen.Tavallinen
ohjelmoitavalogiikkatarjoaaainoastaanstandardiohjauksen.Turvalogiikankäyttö
turvallisuustoimintojentoteutuksessavähentääkenttäjohdotustenmäärää,koska
turvareleitäeitarvita.Tästäjohtuenturvalogiikanympärillesuunniteltuturvajärjes-
telmäonerittäinjoustava,jotaonhelppomuokata.Muokkausvaatiiainoastaanoh-
jelmamuutoksia,muttaeijohdotuksenmuutoksiatailisäreleitä.(Goble2003.)
3.5 Relejaturvarele
Releonsähkömekaaninentaielektroninenkytkentälaite,jonkakelaanohjatullavir-
rallavoidaanohjataohjausvirtaannähdenmoninkertaisiavirtoja.Releitäkäytetään
heikonohjaussignaalinvahvistamiseen,toimilaitteidenvälistenrajapintojenpotenti-
aalierotukseen,tasa-javaihtojännitteidensovittamiseensekäkoneturvallisuudenpa-
rantamiseen(turvarele).Mekaanisenrelekoostuukelasta,palautusjousesta,ankku-
ristajakosketinryhmästä.Kunkelaantuodaansähkövirta,kelarautasydämineen
muodostaasähkömagneetin,jokavetäärautaistaankkuriapuoleensa.Ankkurivaih-
taakosketinkärkienpaikkaa,jolloinvirtapiirisulkeutuu.Jousipalauttaaankkurin,kun
kelanohjausvirtapoistetaan.(Keinänenym.2007,52.)

18
Turvareleentehtävänäonlisätäkoneturvallisuutta.Turvareleitäkäytetäänhätä-seis-
piireihin,kaksikäsiohjauksiin,turvakytkimiin,valoverhoihinjakoneidentulosekäläh-
tötietojenvalvontaan.Turvareleitäkäytetäänerilaisissakoneautomaatiosovelluk-
sissa,kutenautomaatiotuotantojarobottisovelluksissa.Neovatyksitaikaksikanavai-
siaturva-taihätä-seispiirinkytkeviälaitteita,joidenavullavoidaanestäähallitsemat-
tomattoiminnotjasitenvähentääinhimillisiäjaaineellisiavahinkoja.(Keinänenym.
2007,54.)
4 Kenttäväylät
Ihmistentavoinkoneidenvälinenkommunikointivaatiitietytrajatjasäännöt,joita
noudattamallakoneetpystyvätkeskustelemaankeskenään.Näitärajojakutsutaan
protokolliksi.Koneidenvälinentiedonsiirtovaatiiyhteisenprotokollanlisäksiyhteen-
sopivatlaitteistot,joidenonkyettävälähettämäänjavastaanottamaantietoa.Laittei-
denonoltavayhteensopivia,jottakommunikaatiosaadaantoimimaan.Laiteverkotja
kokonaisuudetvaativatpoikkeuksettaomatsääntömallinsa,jottalaitekokonaisuuk-
sientiedonsiirtoonnistuuongelmitta.(Pyyskänen2007,9.)
Kenttäväyläonkaksisuuntainendigitaalinenväyläliityntäinentiedonsiirtoratkaisu,
jokayhdistääerilaisiamittaus-jaohjauslaitteetyhdeksiautomaatiojärjestelmäkoko-
naisuudeksi.Kenttäväylänavullaautomaatiojärjestelmäkytketäänkenttälaitteisiin.
Kenttälaitteinavoivatolla,hajautettuI/O,käyttöliittymä,robotit,turvaohjainsekä
älykkäätmittausjaohjauslaitteet.(Piikkilä&Salhstén2017,28.)
4.1 OSI-malli
OSI-(OpenSystemInterconnection)mallionkansainvälisenISO-(InternationalStan-
dardsOrganization)standardinkehittämäseitsemänkerroksenrakennetiedonsiirto-
järjestelmälle.OSI-malliitsessääneioletiedonsiirtoprotokolla,vaansemahdollistaa
standardisoiduntoimintamallintiedonsiirtoprotokollienkäyttöön.OSI-mallinneljä

19
alintakerrostamuodostavattietoliikennepalvelut,johonrajoittuutiedonsiirrontek-
ninentoteutus.Ylempienkerrostentarkoituksenaonpalvellasovellusohjelmistojaja
käyttäjätoimintoja.(Piikkilä&Salhstén2017,62.)Taulukossa1onesitettyOSI-mallin
seitsemänkerroksentiedonsiirtomalli.
Taulukko1.OSI-viitemallinkerrokset.(Piikkilä&Salhstén2017)
Fyysisen(Physical)kerroksentehtävänäonhuolehtiatiedonsiirrostafyysisellätasolla
tarjoamallamekaanisetjasähköisetominaisuudetsekämenetelmätfyysisenyhtey-
denylläpitämiseksi,purkamiseksijamuodostamiseksi.Fyysinenkerrossignaloibitti-
virtojasähköiseksisignaaliksi,moduloisignaalitmediallejavastaavastipurkaamodu-
laatiotvastaanottavassalaitteessajamuuntaasignaalittakaisinbittivirroiksi.Liitäntä
fyysiseensiirtotiehentoteutetaanmäärittämällätiedonsiirtonopeus,signaalinjänni-
tetasotjaajoituksetbittitasolla.(Piikkilä&Salhstén2017,64.)
Siirto(yhteys)kerroksentehtävänäontiedonsiirtovierekkäistenlaitteidenjajärjestel-
mienvälillä.Tämäontoteutettukerroksessasiten,ettäsehuolehtiisanomiensiir-
rostasolmupisteienvälilläyhteiskäytännönmukaisesti.Lisäksisiirtokerroshuolehtii
siirtoyhteydenpurkamisestajarakentamisestasekäbittitasonvirheentarkastuksesta.
Sesiirtäämuodostettujakehyksiävieruslaitteellejavalvoosiirtotapahtumanlä-
pinäkyvyyttäjaeheyttä.(Piikkilä&Salhstén2017,64.)
Verkkokerroshuolehtiiverkkoonliittyvienongelmienratkaisemisesta.Sielläkäyte-
täänjatulkitaanverkko-osoitteitasekäsiirretäänsanomiavälittävienlaitteidenyli.
Tehtävänäontietojenvälitystoiminnotjatiedonsiirtotientoteutus.Siirtämistäväli-
tinlaitteidenyli,kutsutaanreititykseksi,koskakerrospäättääjokaisestalaitteesta,

20
mistäportistaseuraavaksisanomalähetetääneteenpäin.(Piikkilä&Salhstén2017,
63.)
Kuljetuskerroksentehtävänävarmistaatiedonsiirtopäästäpäähän.Sevalvoolähetys-
eriensisältämienosienkeskinäistäjärjestystäjahoitaalähettäjänjavastaanottajan
välistävuonohjausta.Kuljetuskerroshuolehtiiyläpuolelleenjatkuvantiedonsyötön,
jottaylemmätkerroksetvoivatollavälittämättäalempienkerrostenjärjestelmäntoi-
minnasta.Kuljetuskerrostarjoaaläpinäkyvänkuljetuspalvelunyhteysjaksokerroksille,
jotkakommunikoivatkeskenään.Kerroshuolehtiiesimerkiksisiirtopalveluidenopti-
moinnista,liikenteenvalvonnastajaosoitteenmuuttamisestaverkko-osoitteeksi.
(Piikkilä&Salhstén2017,63.)
Yhteyskerroksentehtävänäonhuolehtiatahdistustoiminnoistajaistunnoistaelivies-
tintäsuhteidenhallinnasta.Näitäovathuolehtiminenloogisestayhteydestäesimer-
kiksiyhden-taikahdensovelluksenjakäyttäjänvälilläsekäpurkamisesta,ylläpitämi-
sestäjarakentamisestahuolehtiminen.Tiivistettynäyhteyskerroshuolehtiitapahtu-
mienkorkeantasontahdistamisesta.(Piikkilä&Salhstén2017,63.)
Esitystapakerroksentehtävänäontietojenesittäminen,esimerkiksisalaaminen(kryp-
taus)jatiedontiivistäminen(kompensointi).Tässäkerroksessahuolehditaansiirret-
tävientietojenkuvaamisestasekäsuoritetaantiedonkoodimuutokset-jaesitystapa.
Kahdenylemmänkerroksenosaltatarkkatyönjakoonvieläselkiytymätön.Suosituk-
sinaonkäynnistys,töidensiirto,päätekäytäntöjatiedonsiirto.(Piikkilä&Salhstén
2017,63.)
Sovelluskerrossisältäätietoliikennearkkitehtuurinkäyttöpalvelut.Sovellusviitekehys
määrittääliitännänOSI-viestintäpalveluun.Sentehtäväonpalvellasuoraanylempää
kerrostaelikäyttäjää(sovellusta),joitaovatesimerkiksimerkkivalikoima-jaohjel-
mointistandardit.Palveluinaovatsähköposti,tiedostonsiirto,verkonhallintapalvelut
jasovellustentarvitsematteknisetpalvelut.(Piikkilä&Salhstén2017,63.)

21
4.2 Ethernet/IP-kenttäväylä
Ethernet/IP(EthernetIndustrialProtocol)onvuonna2001käyttöönotettukenttä-
väyläprotokolla,jokapystyykäsittelemäänsuuriamääriädataanopeudella10Mbps
tai100Mbpsjaenimmillään1500tavuapakettiakohden.Ethernet/IPonyksisuosi-
tuimmistateollisuudenethernet-verkkoratkaisuistajasitäkäytetäänmonillateolli-
suudentoimialoilla.(Technologyoverviewseries:Ethernet/IP2016.)
4.2.1 Toimintaperiaate
Ethernet/IP-verkkoperustuuOSI-malliin,kutenmuutkinCIP:nkenttäväylät.Sekäyt-
tääOSI-mallinneljääalintakerrostasekäylintäsovelluskerrosta.Ethernet/IPkuuluu
CommonIndustrialProtocol(CIP)-perheeseen.CIPsisältääkattavanvalikoiman
viesti-japalvelupakettejateollisuudenerisovelluksiin.Käyttöonyleistäesimerkiksi
ohjaus-,turva-,liikkeenohjaus-taiohjelmoitavienlogiikoidensovelluksissa.Media
riippumattomanaprotokollanaCIPtarjoaakäyttäjilleenyhtenäisenviestintäarkkiteh-
tuurinkokotuotantoympäristössä.Ethernet/IPtoteuttaaOSI-malliasiirto-javerkko-
kerroksellasekäCIP:ntehtäviäyhteyskerroksellajasenyläpuolella.(Technology
overviewseries:Ethernet/IP2016.)Kuviossa4onhavainnollistettuCIP:ntoimintaa
Ethernet/IP-verkonjaOSI-mallinyhteydessä.

22
Kuvio4.Ethernet/IP-verkonCIP:nyhteysOSI-malliin(Technologyoverviewseries:Ethernet/IP2016)
Ethernet/IPkäyttääTCP/IP-jaUDP-protokollia.TCP/IP-protokollaakäytetääntiedon-
siirtoonlaitteidenvälilläjaUDP-protokollapääasiassaI/O-viesteihin.TCP/IP-
protokollanTCP-osaonsuuntautunutpisteestäpisteeseen(PointToPoint)-kuljetus-
mekanismiin.Solmutvastaanottavatviestitjakuittaavatviestinlähettäjällevastaan-
otetunviestin.Ethernet/IPkäyttääTCP/IP:täkapseloimaanCIP-viestit,joitakäyte-
täänyleensäkonfigurointi-jadiagnostiikkaviestienlähettämiseensekäreaaliaikai-
seentiedonsiirtoonlaitteidenvälillä.TCP/IP-protokollanIP-osavarmistaapaketinrei-
tityksenuseidenpolkujenläpi.Silläonkykylähettääviestejämääränpäähän,vaikka
ensisijainenpolkuolisihäiriintynyt.(Technologyoverviewseries:Ethernet/IP2016.)
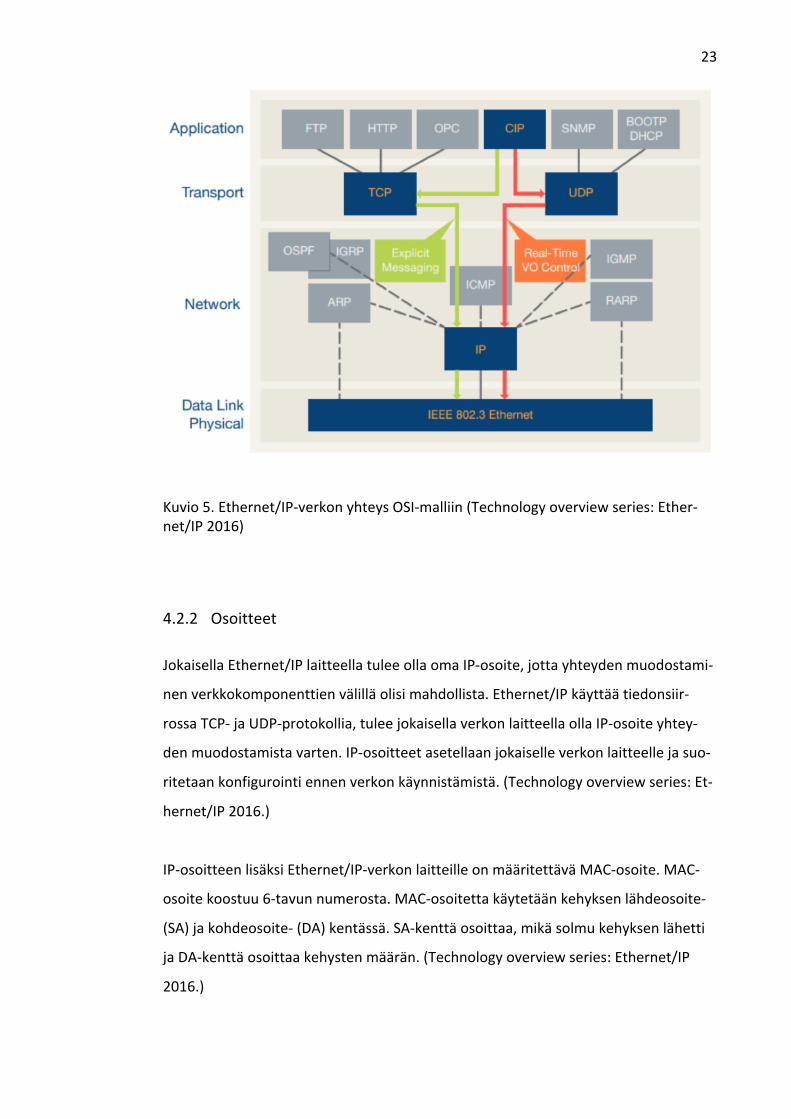
Kuvio5esittääOSI-mallinyhteydenTCP-jaUDP-protokollienviestirakenteenEther-
net/IP-verkossa.
23
Kuvio5.Ethernet/IP-verkonyhteysOSI-malliin(Technologyoverviewseries:Ether-net/IP2016)
4.2.2 Osoitteet
JokaisellaEthernet/IPlaitteellatuleeollaomaIP-osoite,jottayhteydenmuodostami-
nenverkkokomponenttienvälilläolisimahdollista.Ethernet/IPkäyttäätiedonsiir-
rossaTCP-jaUDP-protokollia,tuleejokaisellaverkonlaitteellaollaIP-osoiteyhtey-
denmuodostamistavarten.IP-osoitteetasetellaanjokaiselleverkonlaitteellejasuo-
ritetaankonfigurointiennenverkonkäynnistämistä.(Technologyoverviewseries:Et-
hernet/IP2016.)
IP-osoitteenlisäksiEthernet/IP-verkonlaitteilleonmääritettäväMAC-osoite.MAC-
osoitekoostuu6-tavunnumerosta.MAC-osoitettakäytetäänkehyksenlähdeosoite-
(SA)jakohdeosoite-(DA)kentässä.SA-kenttäosoittaa,mikäsolmukehyksenlähetti
jaDA-kenttäosoittaakehystenmäärän.(Technologyoverviewseries:Ethernet/IP
2016.)

24
Ethernet/IPverkkotopologiavoiollatähti,väylä,puutairengasrakenteinen.Raken-
teetovatmyösyhdistettävissäsamaanverkkoon.TiedonsiirtoonEthernet/IP-ver-
kossavoidaankäyttääCAT5-,CAT5e-jaCAT6-kaapeleita.Kaapelinliittimenävoiolla
M12-liitintaiRJ-45-liitin.(Technologyoverviewseries:Ethernet/IP2016.)
4.2.3 EDS-tiedosto
EDS-(ElectronicDataSheet)tiedostotovatyksinkertaisuudessaanASCII-tiedostoja,
jotkakuvaavat,kuinkalaitettavoidaankäyttääEthernet/IP-verkossa.Tiedostossaku-
vataanlaitteessakäytettävissäolevatattribuutit,objektitjapalvelut.(EtherNet/IP
EDSUpdate2012.)
EDS-tiedostovälittäälaitteenidentiteettitiedot,joitatarvitaanlaitteentunnistami-
seen.Ethernet/IP-verkossatiedonsiirtotapahtuuI/O-sovittimien(I/O-Adapter)ja
skannereiden(I/O-Scanner)välillä.I/O-sovitinvastaanottaakommunikaatioyhteys-
pyynnönI/O-skannerilta.I/O-sovitinlähettääI/O-datansovitullanopeudellaI/O-
skannerille.(EtherNet/IPEDSUpdate2012.)
EDS-tiedostoontallennetuntiedonmäärävaihteleelaitteidenvälillä.Toisetvalmista-
jattallentavatpienimmänmahdollisenmääräntietoaEDS-tiedostoon,kuntoisettal-
lentavatkaikkiattribuutit,objektitjapalvelut.EDS-tiedostoyleensätuleelaitteen
mukana,kutenmuistitikulla.ToisinaanEDS-tiedostotovatsaatavillavalmistajanverk-
kosivuilta.(EtherNet/IPEDSUpdate2012.)
4.3 EtherCAT-kenttäväylä
Vuonna2003Beckhoff:nkehittämäEtherCAT(EthernetControlAutomationTechno-
logy)onEthernetinreaaliaikaratkaisu.EtherCATonIEC-61158standardissaesitelty
protokollajasitäkäytetäännopeastavasteajastajohtuenmonissaautomaatioteknii-
kansovelluksissa,kutenI/O:ssa,liikkeenohjauksessa,mittauksissajatestauksessa.
(EtherCAT2019.)

25
4.3.1 Toimintaperiaate
EtherCATstandardinprotokollaratkaisuonEthernetstandardistapoikkeava.Tiedon-
siirtoverkossaisäntälaite(master),javerkonloputlaitteetovatorjalaitteita(slave).
Isäntälaitelähettääyhdenkehyksen,jokakulkeejokaisenorjalaitteenläpijaviimei-
nenorjalaitelaitelähettääkehyksentakaisinisäntälaitteelle.Kehyksenkulkiessaorja-
laitteenohi,orjalaitelukeesilleosoitetuttiedotjakirjoittaasentiedotkehykseen.
Kehysluetaanjakirjoitetaanlähessamanaikaisesti,kehyksenohittaessaorjalaitteen.
EtherCATisäntälaiteonsegmentinainoasolmu,jollaonoikeuslähettääkehyseteen-
päin.Orjalaitteetainoastaansiirtävätkehystäeteenpäin.Kyseisillätoiminnoillaeste-
täänkehyksenprosessoimiseenjavastaanottamiseenkäytettävääaikaa.(EtherCAT
2019.)
EtherCAT-verkkoperustuumuidenEthernet-väylientavoinOSI-malliin.EtherCAT-
verkkokäyttääOSI-mallinkahtaalintakerrostasekäsovelluskerrosta.Kahdenalim-
mankerroksentehtävänäonhuolehtiaaikakriittisistätoiminnoistakuten,muistitoi-
minnoistajakehystenreitittämisestä.Sovelluskerrostakäytetäänsyklistenjaasyklis-
tentietojenvälittämiseensekäsovellustoimintaan.EtherCAT-verkossatämäkerros
toteutetaanyleisestimikrokontrollerinlaiteohjelmistossa.Toinenvaihtoehtoon
käyttääkehyksenkuljettamiseenUDP-protokollaa(UserDatagramProtocol),joka
mahdollistaanormaalinIP-reitityksenkäytön.UDP-protokollaakäytetäänvähemmän
aikakriittisissäsovelluksissa,koskatiedonsiirtonopeuslaskeehuomattavastisenkäy-
tössä.EtherCAT-verkkoeitarvitseulkoisiakytkimiä,vaanjokainenlaitesisältääkaksi
RJ-45-porttia.Yksiporttionkytkettyverkonedelliseensolmuunjayksionvapaana
seuraavansolmunkytkemistävarten.(EtherCAT–theEthernetfieldbusn.d.)
4.3.2 Osoitteet
EtherCAT-väylässävoiollavainyksiisäntälaite.IsäntälaitekäyttäävakionaMAC-
osoitejärjestelmääilmanylimääräistäviestintäprosessoria.MACtarjoaa100Mbit/s
kaksisuuntaisenrajapinnanlaitteidenvälille.Isäntänävoitoimiamikätahansalait-
teistoalusta,jossaontarvittavaohjelmisto.(EtherCAT–theEthernetfieldbusn.d)

26
EtherCAT-orjalaitteidenosoitteetvoidaanmäärittääautomaattisestitaikiinteästi.
Osoitekonfiguraatiotmääritelläänisäntälaitteenasetuksista.Automaattisessaosoite-
konfiguraatiossaensimmäinenorjalaitesaaosoitteen0seuraava1janiinedelleen.
Kiinteänosoitemääritetäänkullekinorjalaitteelleerikseen.Osoitteitavoiorjalait-
teillaollayhteensä65535eli16bitinverran.Orjalaitesaaosoitteenväylänkäynnisty-
mienjälkeenensimmäiselläsuorituskierroksellajaosoitetallennetaanlaitteenpysy-
väismuistiin.(EtherCAT–theEthernetfieldbusn.d.;Principleofoperation2016.)
4.3.3 Turvallisuusprotokolla
NormaalintiedonsiirronlisäksiEtherCAThyödyntääFSoE(FailSafeoverEtherCAT)-
avointaturvallisuusprotokollaa.FSoEonkehitettystandardinIEC61508mukaisestija
seonsertifioitujastandardisoitustandardiinIEC61784-3.Protokollasopiikäytettä-
väksienintäänSIL3-tasonturvallisuussovelluksiin.TämänvuoksiEtherCAT:nkäyttö
turvalogiikoidentiedonsiirtoprotokollanaonyleistä.
EtherCAT-vakioviestijärjestelmäkäyttääyhtäkanavaavakio-sekäturvallisuuskriitti-
sendatansiirtämiseen.EtherCAT-kehysturvallisuus,jotatunnetaan”turvasäiliönä”
sisältääturvallisuuskriittisiäprosessitietojajalisätietoaturvatietojensuojaamiseksi.
Turvasäiliötkuljetetaanosanaviestinnänprosessitietoja.Turvasäiliöonanalysoitu
turvallisestilaitteissasovellustasolla.(EtherCAT:Technologyn.d.)
5 Teollisuusrobotit
Teollisuusrobottionsähköisesti,paineilmallataihydraulisestiliikkuva,kappaleitatai
työkalujakäsittelevätietokoneohjattulaite,jonkaliikeradatovatohjelmallisestimuu-
tettavissa.Robotinmäärittelyynkäytetäänvähintäänkolmeavapaastiohjelmoitavaa
liikeakseliajayhtätyökalua.Pääkäyttötarkoituksenakappaleenkäsittely,kokoon-
pano,hitsaus,paketointijapakkaus.Robotillapyritäänvähentämäänihmiselleras-
kaitataivaarallisiatyövaiheita.Robottejakäytetääntuotannontehostamiseenjasaa-

27
vuttamaantasaisempituotannonlaatu.Teollisuusrobottejaonmekaaniseltaraken-
teeltaanuseanlaisiajarobottityyppionvalittavasovelluskohteenmukaisesti.(Keinä-
nenym.2007,259.)
5.1 Teollisuusrobotintyypit
Nivelrobottionteollisuudessayleisimminkäytettyrobottityyppi,koskasitävoidaan
käyttäämonissaeriteollisuudentyötehtävissä.Siinäonyleisesti6-liikkuvaaakseliaja
senliikealueonpallomainen.Robotintarttujanasentoonvapaastiohjelmoitavissa
mihinasentoontahansarobotinliikealueella.6-akselisiarobottejaonsaatavillamo-
niinerisovelluksiinkappaleenkäsittelykyvynsekäulottuvuudenmukaisesti.(Keinä-
nenym.2007,260)
SCARA-robotti(SelectiveComplianceAsseblyRobotArm)luetaannivelrobotteihinja
onyleisestiteollisuudessakäytettyrobottityyppi.SCARA-roboteissaonkaksitai
kolmesamassatasossaliikkuvaaniveltäsekäyksilineaarinenpystyliike.Näilläomi-
naisuuksillasaavutetaansuuretliikenopeudetjahyväliiketarkkuus.SCARA-robottia
käytetäänkappaletavaraautomaatiossatuotteidenkokoonpanoonjapinoamiseen.
(Keinänenym.2007,259)
Lineaarirobottielilineaarisestiliikkuvarobottitoimiikolmensuorakulmaisenvapaus-
asteenX,YjaZmukaisesti.Liikuteltavatyökaluvoiollanivelöity,jokamahdollistaa
kappaleenkääntämiseneriasentoihin.Lineaarirobottejakäytetäänpakkaus-ja
lavaustehtävissäsekäruiskuvalukoneidenpalvelustehtävissä.(Kuivanen1999,16.)
Yhteistyörobotitovattarkoitettujatyöskentelemäänyhdessäoperaattoreiden
kanssa.Yhteistyörobotiteivättarvitseerillisiäturva-aitojaympärilleen,vaankäyttäjä-
turvallisuusonotettuhuomioonrobotinsisäisilläominaisuuksilla.Yhteistyörobotin
työtehtävätkeskittyvätmonestiprosessinlopputuotantoonvalmiidentuotteiden
nouto-japakkaustehtäviin.(Shikany2014.)Robotillevoidaanluodaerilaisiaturva-
alueita.Operaattorinsaapuessaturva-alueellerobottihidastaanopeuttajapysähtyy

28
operaattorinsaapuessaliianlähelle.Robotinjokaisessaakselissaonomattörmäys-
tunnistimet,jotkaaktivoituvattörmäyksentapahtuessa.(Bélander-Barette2015.)
5.2 Teollisuusrobotinvalinta
Robottivalmistajiajarobottityyppejäonuseitamoniinerikäyttötarkoituksiin.Robotti
valitaanainatapauskohtaisestikäyttötarkoituksenmukaisesti.Robottienominaisuu-
detjaohjelmaympäristötvaihtelevaterivalmistajienvälillä.Tavallisestirobottiava-
linnassahuomioidaansentyöaluesivultajapäältä,kantokyky(payload),nivelten
suurimmatnopeudetsekäpaino.Toistotarkkuudellatarkoitetaantilastollistatark-
kuutta,jollarobotintyökalunpistepalaatakaisinaiemminopetettuunpisteeseen.
Robotinabsoluuttinentarkkuuskertoomillätarkkuudellarobotinrunkoonsidotussa
koordinaatistossarobottisaadaanhaluttuunpisteeseen.Absoluuttinentarkkuuson
useinjopakymmeniäkertojaepätarkempi,kuintoistotarkkuus.(Kuivanen1999,14.)
Tavallisimmatrobotitovat6-vapausasteenteollisuusrobotit,jotkaovatmonikäyttöi-
simpiä.Työkaluvoidaanasettaamihintahansaasentoonsenliikealueella.6-vapaus
asteenrobotinhankintaavoidaanperustellatyökaluasemanerityismuodoilla.(Kuiva-
nen1999,17-18.)
5.3 Teollisuusrobotinohjainyksikkö
Teollisuusrobotinohjainyksikkökoostuukeskusyksiköstä,käsiohjaimesta,ohjelma-
muististajaakselikohtaisistapaikoitusjärjestelmistäsekäulkoisistaliitynnöistä.Oh-
jainyksiköntehtävänäontulkitaohjelmakomennotliikekäskyiksijaohjatasenperus-
teellaliikeakseleita.Robottiohjaimenonpystyttäväohjaamaanjokaistaliikeakselia
samanaikaisestijaoikeassaasemassasekäoikeallanopeudella,jottakuudellaakse-
lillavarustetturobottivoisuoriutuasuoraviivaisestaliikkeestä.Robottiohjaimenon
kyettäväohjaamaanjokaistaliikeakseliatuhansiakertojasekunnissa.Tästäsyystäro-
bottiohjaimetovatsuuritehoisiaprosessitietokoneita.Jokaisellarobottivalmistajalla

29
onomaohjainyksikkö,eikäkaikilleroboteilleyleispätevääohjaintaolesaatavilla.Oh-
jausyksiköitäonsaatavillasuurempinaversioina,joissaonvarattukytkentätilaaul-
koistenlaitteidenkytkennöille.(Keinänenym.2007,261.)
5.4 Teollisuusrobotinkoordinaatistot
Teollisuusrobotinkoordinaatistollaontarkoituksenakertoarobotille,minkäympäris-
tönsuhteenrobotinakseleitaliikutetaan.Yleisimmätkoordinaatistotovatmaailma-,
työkalu-japeruskoordinaatisto.
Maailmakoordinaatistoonsidotturobotintoimintaympäristöönjaseonmuutetta-
vissasovelluksenmukaisesti.Maailmakoordinaatistonkäyttöonsuositeltavaa,kun
robotinasematmääräytyvätulkoistenlaitteidenperusteella.Esimerkiksirobotinol-
lessaasennettunaseinälletaisolunkattoon,onhyvämuuttaakoordinaatistotyöase-
mansuuntaisesti.(Keinänenym.2007,260.)
PeruskoordinaatistoonrobotinjalansuuntaisestisidottuX,YjaZkoordinaatisto.X
jaYakselitmuodostavatvaakasuorantasonrobotinalapinnantasolle.Zakselion
pystyakseli,jokakulkeerobotin1-akselin,elipyörähdyskeskipisteenkautta.(Keinä-
nenym.2007,261.)
Työkalukoordinaatistoonsuorakulmainenkoordinaatisto,jonkaorigoonsidottu
oletuksenarobotintyökalunlaippaan.Työkalupisteonmuutettavissakäytettävän
työkalunmukaisesti.TyökalukoordinaatistossaX,YjaZliikkeetovatainatyökalun
suuntaisialiikkeitä.Esimerkiksityökalupisteenmäärittämisenpihtitarttujanpäähän
auttaaliikeratojenohjelmoinnissasiten,ettärobottiavoipyörittäätyökalupisteen
ympärillävapaastityönkalunkärjenpysyessäpaikallaan.(Keinänenym.2007,261.)
5.5 Teollisuusrobotinohjelmointi
Ohjelmoinnillarobotilleopetetaantehtävät,joitasentuleesuorittaaluodunohjel-
manmukaisesti.Ohjelmointitapojajaohjelmointiohjelmistojaonerilaisiariippuen

30
robottivalmistajasta.Yleisimmätohjelmointitavatovatopettamallaohjelmointi,off-
lineohjelmointijajohdattamallaohjelmointi.
Opettamallaohjelmoinnissarobotintyökaluajetaankäsiohjaimellahaluttuunpaik-
kaan.Tämänjälkeenpaikkatallennetaanrobotinmuistiin.Opetettavatpaikkapisteet
nimetäänkuvaavasti,jolloinohjelmanlukujapisteenuudelleenkäyttöohjelmassa
helpottuu.Jokaisellepisteelleonannettavaliikekomentosenmukaisestimillänopeu-
dellajamillätavallapisteeseenhalutaansiirtyä.Käsiohjaimellaohjelmointisoveltuu
yksinkertaisiinsovelluksiin,missäliikekäskytovatpisteestäpisteeseenkomentoja.
Ohjelmointitapaaonkäytettyyleisestipakkausjapaletointisovelluksissa.(Keinänen
ym.2007,262.)
Off-lineohjelmointitarkoittaatietokoneellatapahtuvaaohjelmointiarobottivalmis-
tajanohjelmistonavullailmanrobottiinluotuayhteyttä.Monestirobottiohjelmaavoi
testatasimuloidun3D-mallinavulla,jotkatoimivatvastaavasti,kuintodellinenro-
botti.Off-lineohjelmointionyleisinohjelmointitapajasenetunaonhavainnollinen
käyttöliittymäjamonipuolisetliikekäskyt.Robottiavoisimuloidajaohjelmoidarobo-
tinliikkuessa.(Keinänenym.2007,262.)
Johdattamallaohjelmoinnissarobotinliikeakselitvapautetaanjaihminenvoiliikut-
taarobotintyökaluahaluttualiikerataapitkin.Robottiohjaimenollessaopetustilassa
selukeeliikeradanmuistiinsajaopetuksenjälkeenpystyytoistamaanopetetunliike-
radan.Useatyhteistyörobotitovatjohdattamallaohjelmoitavia.Etunaonnopeaja
yksinkertainenliikeratojenmuokattavuus.(Keinänenym.2007,262.)
5.6 Teollisuusrobottitarrainjatyökalut
Teollisuusrobotinyleisintyökaluontarrain.Työkaluiksimääritelläänesimerkiksipro-
sessiinosallistuvatjarobotillakäsiteltävätmaalausruiskutaihitsauspistooli.Tarrain
voiollapneumaattinen,sähköinentaihydraulinentoimilaitejasenohjausvoiolla
yksi-taikaksitoimen.Yleensäsevarustetaanmagneettitunnistimella,jolloinsiitäsaa-

31
daantilatietoautomaatiojärjestelmään.(Keinänenym.2007.)Pneumaattistatart-
tujaakäytetäänsennopeantoiminnanjapehmeänkiinnitystavantakia.Tarttumis-
menetelmätjakautuvatkolmeenyleiseenryhmään:mekaaniseen-,imu-jatyhjiö-
sekäsähkömagneettitartuntaan.(Kuivanen1999,60.)
Mekaaninentarrainonyleisinjayksinkertaisintarttumismenetelmä.Mekaaninen
tartuntatoteutetaanpihtitarttujalla,jonkaliikettävoidaanohjatapneumaattisesti,
sähköisestitaihydraulisesti.Tarkoissaasennuksissapihtimuotoillaankäsiteltävän
kappaleenottopinnanmukaisesti,jolloinkappalesaadaanpaikoitettuatarttujaan.
(Kuivanen1999,60.)
Imu-jatyhjiötarraimenkappalettakäsitelläimukuppienavulla.Imutartunnassakap-
palettakäsitelläänyleensävainyhdeltäsuunnalta.Tarttumismenetelmääkäytetään
sovelluksissa,jossamekaanisentartunnankäyttöonhankalaa.Imukupiteivätnaar-
mutakäsiteltävääpintaa.Imukupitvaativattasaisen,puhtaanjasileänottopinnan.
(Kuivanen1999,63.)
Sähkömagneettitarraimellavoidaankäsitellävainmagneettisiakappaleita.Etunaon,
ettäpienikokoisellatarraimellavoidaansaadaaikaansuurinostovoima.Nostovoi-
maanvaikuttaakuitenkinkäsiteltävänpinnanlaatu,muoto,lämpötilajailmarako.
(Kuivanen1999,64.)
5.7 Digitaalisettulo-jalähtösignaalit
Ohjelmoitavanlogiikantavoin,teollisuusrobotitsisältävätsähköisiätulo-jalähtösig-
naaleja,joitavoidaankäsitellärobotinohjelmassa.Tulosignaalienavullarobottilukee
antureidentilatietoja.Lähtösignaaleillarobottivoiohjataoheislaitteita.Yksinkertai-
sissajärjestelmissä,robotillavoikorvataohjelmoitavanlogiikankäytön.Signaalivies-
tityppinävoikäyttääanalogisia,digitaalisiataiväyläviestejä.(Kuivanen1999.)

32
Digitaalistentulo-jalähtöpiirienkäyttöonyleistänykypäivänrobottisovelluksissa.
Puolijohdetulot(+24V)ovatyleensägalvaanisestierotettujavalodiodituloja.Tulotie-
toonkytketään24voltinjännite,jollointuloaktivoituu.Tulotonyleensäjaoteltukah-
deksantulonryhmiksi,joillaonyhteisetsignaalimaat.Tulopiireissäkäytetäänreleitä
galvaanistaerotustavarten.Tulosignaalinjänniteohjaatulopiirinreleenkäämiä,jol-
loinrelesaaohjauksen.Releenkärkitietoohjaatilaneteenpäinohjausjärjestelmälle.
PuolijohdelähtöjenohjauksessakäytetäänjokoPNP-taiNPN-transistoria,joidenoh-
jauspiiritonerotettugalvaanisestioptoerottimenavulla.Puolijohdelähdötsijaitsevat
piirilevyllä,jotenniidenmaksimilähtövirtaonyleensävainpuoliampeeria.Tämäriit-
tääyleensäyhdenventtiilinohjaukseen.Induktiivisiakuormiaohjattaessa,onlähtö-
astesuojattavanegatiivisiltavirtapiikeiltädiodinavulla.(Kuivanen1999,52-53.)
6 Koneturvallisuus
Tuhansienvuosienajanihmisetovatkäyttäneetkoneita,joidentoimintaperiaatepe-
rustuivattuuli-javesivoimaansekäihmistenjaeläintenlihasvoimaan.Suomessakin
sahatjateollisuuslaitoksetperustettiinjokienjakoskienvarsiin,jolloinkoneiden
käyttöönvoitiinkäyttääkoskissavirtaavanvedenvoimaa.Teollistumisenalkuvai-
heessaeiollutolemassalainsäädäntöjäeikävalvontaa,jotkaaiheuttivattyöpaikoilla
työkyvyttömyyttäjajopakuolemia.Teollisuudenmaatryhtyivätsaattamaanvoimaan
työolosuhteitasääteleviälakeja,jolloinperustettiinvirkojavalvomaanlakiennoudat-
tamista.(Siirilä&Tytykoski2016,24-25.)
Suomessanykyisinvoimassaolevatkoneturvallisuuttakoskevatsäädöksetperustuvat
direktiiveihin,jotkasaatetaanvoimaanyleensävaltioneuvostonasetuksina.Koneita
koskevatdirektiivitovetpääasiassavalmistajiakoskeviatuotedirektiivejätaityönan-
tajaakoskeviatyöolosuhdedirektiivejä.NykyisinvahvistetutdirektiivitovatEuroopan
Unionindirektiivejä,joidentunnusonEU.Tuotedirektiivitasetetaanvoimaansellai-
senaankokoEuroopantalousalueelle.Tuotevoidaansaattaamarkkinoille,valmistaa

33
jaottaakäyttöönsekäsiirtäätoiseenmaahantaimyydä,kuntuoteonsitäkoskevien
direktiivienmukainen.(Siirilä&Tytykoski2016,29.)
6.1 Standardit
Standardeillatarkoitetaansopimuksia,jotkamahdollistavattuotteidenyhteensopi-
vuudenerivalmistajienvälillä.Standardijärjestöjäonuseita,kutensähköalankan-
sainvälinenIEC(InternationalElectrotechnicalCommission),jokaperustettiin1906.
(Piikkilä&Salhstén2017,24.)KansainvälisiästandardijärjestöISO(Internatiolan
StandardizationOrganization),jokaperustettiinvuonna1946.SuomenSähköteknilli-
nenStandardikomiteaasetettiinlaatimaansähköalanSFS-standardejajamuitasuosi-
tuksiavuonna1926.Vuonna1949Suomiliittyikansainvälisenstandardijärjestön
IEC:njäseneksi.(Siirilä&Tytykoski2016,85-86.)
Direktiivejätäsmentävätyksityiskohtaisetteknisetturvallisuusvaatimuksetesitetään
eurooppalaisessaEN-standardissa.Yleensäyhdenmukaistettustandardiliittyyvain
yhteentiettyyndirektiiviin.Tällöinstandardienvaatimuksetkatsotaantäsmentävän
kyseistädirektiiviätaisenjotainvaatimusta.Koneturvallisuusvaatimuksetovatmelko
yksityiskohtaisiamuttaniihinjääsiltitulkinnanvaraa.Standardeistalöytyytäsmennys
läheskaikkiinkoneasetuksiinliittyen.(Siirilä&Tytykoski2016,93.)
Vaikkayhdenmukaistettujenstandardeintarkoituksenaontäsmentääkonedirektii-
viä,onniistäkumminkinmahdollisuuspoiketa.Poikkeavaaratkaisuakäytettäessäon
huolehdittava,ettästandardissamääritettyturvallisuustasosaavutetaan.Poikkeavan
ratkaisunosoittaminenstandardintasoavastaavaksieiainaoleyksinkertaista.Tästä
syystästandardiakannattaanoudattaaaina,kuinmahdollista.(Siirilä&Tytykoski
2016,94-95.)
6.2 Riskienarviointi
Koneidenriskienarvioimiseenonkäytössäkymmeniäerilaisiamenetelmää.Laiteval-
mistajanonvalittavaomaantarkoitukseensasopivamenetelmä,jonkakäyttötuntuu
34
luontevaltajajokaeisystemaattisestiannaliianpieniäarvoja.Kaikilleriskienarvioi-
mismenetelmilleyhteistäonseuraavienriskienarvioinninyleisenmenettelytavan
käyttäminen:
1. Tunnistetaankoneenominaisuudetjaniihinliittyvätvaarat.2. Arvioidaanjokaisestavaaratekijästäaiheutuvienhaitallistenseuraustenvakavuus.3. Arvioidaanhaitallistenseuraustentoteutumisentodennäköisyys.4. Määritetäänriskinsuuruusseuraustenvakavuudenjaniidentoteutumisentodennä-
köisyydenperusteella.5. Arvioidaanriskinmerkittävyys:onkoriskiriittävänpienivaionkoriskiäpienennet-
tävä.6. Josriskiäonpienennettävä,päätetäänpienentämistavoistajasuoritetaanarviointi
uudelleen.7. Käsitelläänjäännösriskit.
(Siirilä&Tytykoski2016,222-223.)
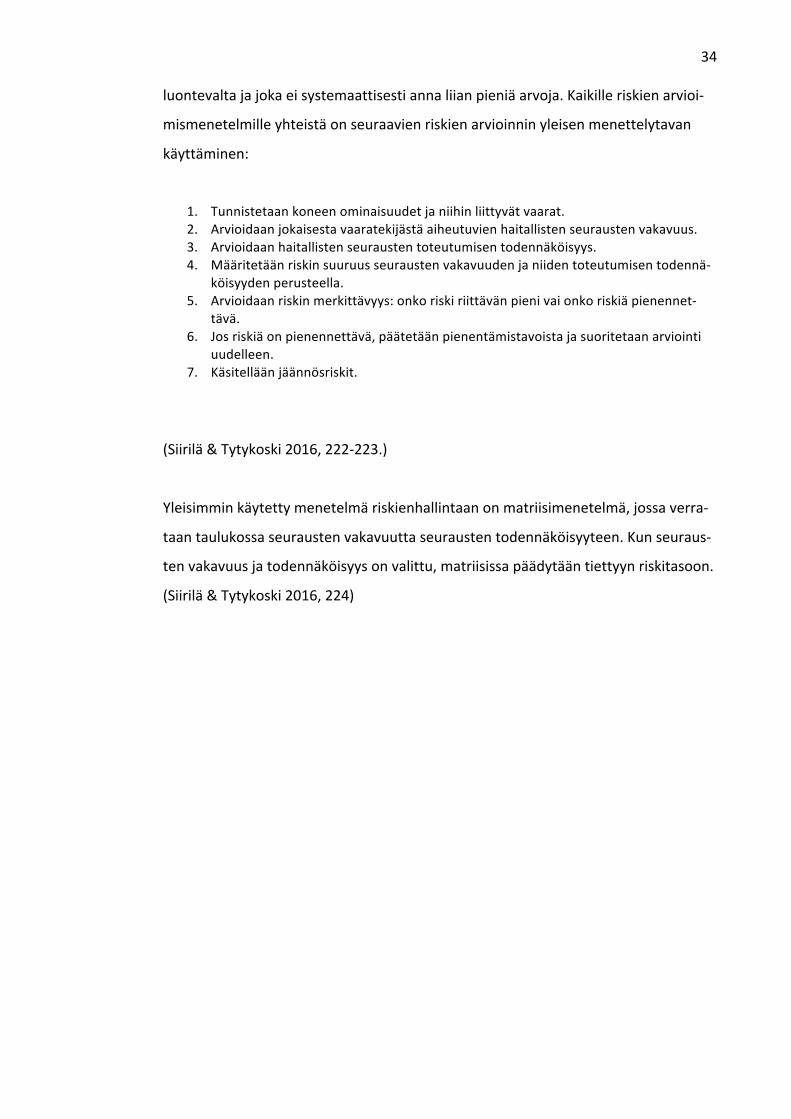
Yleisimminkäytettymenetelmäriskienhallintaanonmatriisimenetelmä,jossaverra-
taantaulukossaseuraustenvakavuuttaseuraustentodennäköisyyteen.Kunseuraus-
tenvakavuusjatodennäköisyysonvalittu,matriisissapäädytääntiettyynriskitasoon.
(Siirilä&Tytykoski2016,224)

35
Kuvio6.Matriisitaulukkoriskienarviointiin.(Siirilä&Tytykoski2016,224)
Kuvion6mukaisestiseuraustenjatodennäköisyydenriskitonjaettukolmeenerita-
soonsekäriskinsuuruusviiteentasoon.Esimerkiksiseuraustenvakavuudenollessa3
tällöinpäädytäänkohtalaiseenriskiin,vaikkatodennäköisyysolisipieninmahdolli-
nen.Taulukko2määrittäätoimenpiteetriskienarviointiluokanmukaisesti.Kohtalai-
sessa,merkittävässäjasietämättömässäriskissäolisipienennettävätaikohennettava
koneenturvallisuusominaisuuksia.Mikäliseuraustenvakavuuttaeivoipienentää,on
tällöinpyrittäväpienentämääntodennäköisyyttä.(Siirilä&Tytykoski2016,224.)
Taulukko2.Suoritettavattoimenpiteetriskienarviointiluokanmukaisesti.(Siirilä&Tytykoski2016,228)

36
Koneitasuunnitellessaonmonestimahdollistamuuttaakoneenominaisuuksiasiten,
ettäriskitsaadaanvähäisiksitaisiedettäviksi.Yleensäkoneenvoimaa,nopeuttatai
muitaominaisuuksiaeiolemahdollistamuuttaa.Tässätapauksessaonpyrittäväpie-
nentämääntodennäköisyyttä.Taulukko2.Esittäätoimenpiteet,mitkäovattarpeen
milläkinriskitasolla.(Siirilä&Tytykoski2016,228.)
Riskienarvioinnitondokumentoitavakoneturvallisuudenperusstandardinmukai-
sesti.Standardimäärittäädokumentoinnillesisällöllemuunmuassaseuraaviavaati-
muksia:
• koneentiedot,jollearviointiontehty(teknisettiedot,koneenkuvaus,käyttötarkoi-tusjne.)
• tehdytoletukset(koneentaisenrakenneosienkäyttöikä,kuormituksetjne.)• tunnistetutvaaratekijät,vaaratilanteet,riskitjaseuraustentoteutumisentodennä-
köisyys• valitutturvatoimenpiteettunnistettujenvaarojenpoistamiseksitairiskienpienentä-
miseksi• jäännösriskit• arvioinninjohtopäätös• mahdollinentäsmentäväaineisto
Dokumentointiontoteutettavaselkeästijayksityiskohtaisesti,jottaarviointiinosal-
listuneethenkilötsaavatoikeankäsityksenarvioinnintuloksista.Arvioinnineitarvitse
ollayhteenpaikkaantulostettunataikoottuna.Yhteenvetoasiakirjassaonoltavaviit-
taukset,jottalisädokumentaatioonlöydettävissähelposti.(Siirilä&Tytykoski2016,
251-252.)
6.3 Luokat,suoritustasotjaturvallisuudeneheytystasot
Koneenturvatoimintojasuunniteltaessaontoivottavaa,ettäturvatoiminnotolisivat
käytettävissä,kunniitätarvitaan.Nykyisinturvatoiminnottoteutetaanohjausjärjes-
telmänavulla.Ohjausjärjestelmienontoimittavaluotettavastisiten,ettävikaantumi-

37
nenonepätodennäköistä.Tärkeidenturvallisuustoteutuksienosaltaohjausjärjestel-
mänontarvittaessapystyttävätoimimaan,vaikkajärjestelmässäilmenisivika.(Siirilä
&Tytykoski2016,560.)
Ohjausjärjestelmänluotettavuuttaturvatoiminnonsuorittamistavikaantuneenakäsi-
telläänuseissastandardeissa,joitaverrattukuviossa7.Eurooppalainenstandardijär-
jestönimesijärjestelmätturvallisuusluokkiinB,1,2,3ja4niidenrakenteenjaluotet-
tavuudenperusteella.KansainvälinenstandardijärjestöIECnimesijärjestelmättur-
vallisuuseheytysSIL(SafetyIntegrityLevel)tasoihin1,2,3ja4,senmukaisestimiten
vaarallinenvikaantuminenarvioidaan.SIL-tasoa4einormaalistikäytetäkoneturvalli-
suussovelluksissa.Eurooppalaisenohjausjärjestelmästandardinuusimisenyhteydessä
siitätulikansainvälinenISO-standardi.LuokkienvaatimuksiatäsmennettiinIEC-
standardimallinmukaiseksivikaantumisentodennäköisyyttätuntiakohden.Tätäto-
dennäköisyyttänimitetäänISO-standardissaPL(PerformanceLevel)a,b,c,djaesuo-
ritustasoksi.(Siirilä&Tytykoski2016,560-561.)
Kuvio7.Suoritustaso,luokanvastaavuusjaturvallisuudeneheytystasoSIL.(Malm,Venho-Ahonen&Vanhala2010)
Ohjausjärjestelmäntoiminnallisenturvallisuudentasoavoidaanarvioidariskinarvi-
oinnintaistandardinperusteella.PL-turvatasotmääritelläänkonekohtaisissaISO-

38
standardeissa.Suunnittelijaonkuitenkinarvioitava,onkostandardinluokituskysei-
seenkohteeseensopiva.Standardeistavoidaanpoiketahyvilläperusteilla.Mikäli
standardistaeilöydyturvatoiminnollePL-tasoa,onpäätöstehtäväriskienarvioinnin
perusteella.SFSENISO13849-1esittääriskinarviointiinriskigraafia,jossaPL-taso
määritelläänkolmellakysymyksellä:
1. Mikäonvammanvakavuus?2. Mikäonvaarallealtistumisentaajuus(taikesto)?3. Onkomahdollistavälttäävaaraataipienentäävahinkoa?
Kuvion8.menetelmäontarkoitettuPL-tasonarviointiin.
Kuvio8.PL-tasonarviointi.(Malm,Venho-Ahonen&Vanhala2010)
SIL-tasonmäärittämiseenkäytetäänSFSEN62601standardinmäärittäväämatriisi-
menetelmääkuvion9mukaisesti.Menetelmässäarvioidaanseuraustentodennäköi-
syyttä,taajuutta,vakavuuttajavälttävyyttä.Menetelmässälasketaansaadutpisteet
yhteen(eivakavuus),jokamukaisestitaulukkonäyttääsaavutetunpistemääränpe-
rusteellavaaditunSIL-tason.

39
Kuvio9.MatriisimenetelmäSIL-tasonmäärittämiseksi.(Malm,Venho-Ahonen&Vanhala2010)
Ohjausjärjestelmääkäytetäänyleisestiturvatoimintojentoteuttamisessa.Merkittävä
osariskienalentamisestatehdäänkuitenkinmuillatoimenpiteillä,kuinohjausjärjes-
telmänturvatoiminnoilla.Esimerkiksikiinteidensuojienkäyttökoneenriskienhallin-
nassaontärkeäämuttaohjausjärjestelmälläeivoidavaikuttaatällaisenriskinalenta-
mistoimenpiteeseen.Samoinkoneenkompastumis-japutoamisriskiäalentavattyö-
tasot,portaatjakaiteetovatohjausjärjestelmästäriippumattomiatoimenpiteitäris-
kienhallinnassa.

40
Kuvio10.Ohjausjärjestelmänmerkitysriskienhallinnassa.(Siirilä&Tytykoski2016,
570)
Kuvion10.Mukaisestiosaariskeistävoidaanpienentääohjausjärjestelmänturvatoi-
millataiohjausjärjestelmästäriippumattomillatoimenpiteillä.VaihtoehdossaAsuu-
rempiosariskeistäonpoistettuohjausjärjestelmästäriippumattomillatoimenpiteillä,
jolloinohjausjärjestelmällätoteutettujenturvallisuustoimienmerkitysjääpienem-
mäksi.VaihtoehdossaBohjausjärjestelmälläontoteutettusuurinosariskienalenta-
misesta,jolloinohjausjärjestelmästäriippumattomattoimenpiteetjäävätvähäisem-
miksi.(Siirilä&Tytykoski2016,570.)
Useimmillatyössäkäytettävilläkoneillapäästäänturvallisuustasoonetaid(turvalli-
suudeneheytystasoon3tai2).Tämäonturvallisuudenkannaltahyväasia,mutta
joissakintapauksissaseaiheuttaaturhaaylimitoitusta.(Siirilä&Tytykoski2016,
570.)

41
6.4 Turvatoiminnotjakomponentit
Koneenyleisenmääritelmänmukaisestikoneessaonainaliikkuviaosia.Tästäjoh-
tuenkoneeseenliittyviävaarojaovatliikkuvistaosistaaiheutuvattapaturmat.Ihmi-
seenosuessaanliikkuvatosatiskevät,leikkaavat,hankaavattaitekevätjotainmuuta
haitallista.Turvakomponenteillajasuojillapyritäänpienentämääntaipoistamaan
edellämainittujariskejä.Turvalaitteitaonolemassamoniinerikäyttötarkoituksiin.
Tässäopinnäytetyössäperehdytäänpuukuitulikanpakkausautomaatinsisältämiin
turvakomponentteihinjaniidenominaisuuksiinsekäliittämiseenturvalogiikkaan.
Turvakomponenttionnimensämukaisestikomponentti,jollavaikutetaanturvallisuu-
teenjajotailmankinkonepystisitoimimaan.Komponenttiavoipitääasetustentar-
koittamanturvakomponenttina,kunseonerikseenhankittavissaeikäesimerkiksiko-
neenvalmistajanitseomaankoneeseenrakentama.(Siirilä&Tytykoski2016,251-
252.)
6.4.1 Turvasuojat
Suojienkäyttökappaletavara-automaateissaonyleistä.Useimpienautomaatinsisäl-
tämientoimilaitteidenrakennettataitoimintaperiaatettaeisuunnittelutoimillapys-
tytäkokonaanpoistamaan.Tällöinfyysistenesteiden(suojien)lisääminenkoneeseen
onvälttämätöntä.Suojantarkoituksenaonestääihmisenulottumisenliikkuvaan
osaanjaliikkuvanosanosumisenihmiseen.Yleisinsuojausmenetelmäonkiinteän
suojanasentaminen.Kiinteälläsuojallatarkoitetaansuojaa,jonkairrottamiseentarvi-
taantyökalua.Kunsuojavoidaanavatailmantyökalua,senonoltavakytkettyko-
neentoimintaan.Suurissakonejärjestelmissäsuojaukseenkäytetäänturvavyöhyk-
keenympäröivääsuoja-aitaa.Suojissaonoltavaoviataiaukkoja,joistaihminenpys-
tyykulkemaan.Aitojenovetonoltavakoneentoimintaanliitettyjäjaturvalaitteilla
suojattuja.(Siirilä&Tytykoski2016,370,382.)
Kunkoneensuojissataimuussaosassaolevaturvalaitesaaaikaanpysäytyskäskyn,on
koneenpysähdyttävätilaan,jossasenliikkeellelähteminentaikäynnistyminenon

42
riittävänepätodennäköistä.Suojauksenkytkennäntoteuttamiseenkäytetäänylei-
sestiturvakomponenteiksiluokiteltujarajakytkimiä,jotkavoivatollavarustettujalu-
kinnallataiilman.Lukinnallavarustettujarajakytkimiäkäytetäänyleisestisuoja-aito-
jenovissa.Lukinnallavarustetunsuojauksentoiminnanvoikuvatakuvion11mukai-
sesti.
Kuvio11.Suojauksenkytkennänliittäminenkoneentoimintaan.(Siirilä&Tytykoski2016,426)
Ohjausjärjestelmäsalliilukinnanavaamisenvasta,kunkoneenliikeonpysähtynyttai
suojantakanaolevamuuvaaraonpoistunut.Lukinnanavaaminenjasuojauksen
avaaminenontunnistettavaerikseen.Koneenkäynnistäminensallitaanvasta,kun
ohjausjärjestelmätunnistaasuojanolevansuljettujalukittu.Monestikäynnistämisen
yhteydessäkäytetäänkuittausta,jollaaktivoidaansuojienlukintajakäynnistyssalli-
taan.(Siirilä&Tytykoski2016,426.)

43
6.4.2 Hätäpysäytys
Hätäpysäytyksentarkoituksenaontoimiavaratoimena,josnormaalipysäytysei
toimi.Sillävoidaanmyösestäätapaturmataikoneessatapahtuvaodottamatonta-
pahtuma.Hätäpysäytystäpidetäänturvallisuuttatäydentävänätoimenpiteenä,eikä
varsinaisenaturvatoimintona.(Siirilä&Tytykoski2016,496.)
Hätäpysäytystoimintoonsuunniteltavasiten,ettähätäpysäytyksenaktivoituessako-
neensaavuttaminenturvalliseentilaantapahtuumahdollisimmannopeasti.Koneen
uudelleenkäynnistämineneiolesallittuaniinpitkään,kuinhätäpysäytinonlukittu-
neenaSEIS-asennossa.Lukituksenpalauttaminentoimintavalmiiksieisaakäynnistää
konetta.Monimutkaisemmissakoneissavaaditaanerillinenkuittaus,ennenkuin
koneonmahdollistakäynnistääuudelleen.(Siirilä&Tytykoski2016,499,501.)
7 Paineilmatoimilaitteetjalähestymiskytkimet
Liikkeentoteutuksessapuhutaanyleisestiohjauksestajasäädöstä,joillavoidaanvai-
kuttaaprosessintoimintaan.Ohjauksenperusperiaateon,ettäohjaustoimiiilman
takaisinkytkentää.Ohjausviestionyleensäbinäärinenelikaksitilainen,esimerkiksi
käyntiin/seisjaauki/kiinniohjausviesti.Säätöönpuolestaanliittyyjatkuvatoiminen
takaisinkytkentä.Säädössäprosessisuureenarvoaverrataansäätimeenasennettuun
ohjearvoonjatämänvertailunperusteellaohjataanprosessiinvaikuttavaatoimin-
tayksikköä.Kappaletavara-automaatiossasäätöäkäytetäänesimerkiksiservo-ohjauk-
sissa.Suurintavoimaavaativatliikkeettoteutetaanyleensähydraulisestijanopeim-
matliikkeetpneumaattisesti.Servo-jaaskelmoottoreillasaavutetaantarkimmatsää-
döt.(Fonseliusym.1996,11.)

44
7.1 Paineilma
Paineilmankäyttöperustuupääasiassatoimilaitteidenliikkeidentoteuttamiseen.
Liikkeitäaikaansaavatkomponentitovatesimerkiksisylintereitä,tarttujiataipaineil-
mamoottoreita.Liikkeidenohjaustapahtuuerilaistenventtiilienavulla,joitaohjataan
sähköisesti,pneumaattisestitaimekaanisesti.Kappaletavara-automaatiossaliikkei-
denohjaukseenkäytetäänsähköistäohjausta,jollointoimilaitteitavoidaanohjata
ohjelmoitavanlogiikanavulla.Paineilmaväliaineenaonherkkäliikkeistä,jolloinsaa-
daanaikaannopeitaliikkeitä.(Keinänen&Kärkkäinen2005,21.)
Paineilmantuottotapahtuupaineilmakompressorinavulla.Kompressoriksikutsutaan
laitetta,jollavoidaannostaakaasunpainettavähintäänkaksinkertaiseksiverrattuna
imupaineeseen.Pienempiäpaineitatuottavialaitteitakutsutaanahtimiksitaipuhalti-
miksi.Kompressorintuottamanpaineenmäärävaihtelee,muutamistalitroistatuhan-
siinkuutiolitroihinminuutissa.Kompressoritjaotellaanyleisestimäntä-,ruuvi-jala-
mellikompressoreiksi.Ruuvikompressoritovatyleisimminkäytettyjä,joillamahdollis-
tetaanhyvättuotto-japaineominaisuudet.Lamellikompressoritsoveltuvatpienem-
milletyöpaineille,jonkatuottojääruuvikompressoreitapienemmäksi.Mäntäkomp-
ressoritovatparhaimmillaanjärjestelmissä,joissailmanpainevaihteleekäytönai-
kanajajosjärjestelmänpainevaatimusonkorkea.(Keinänen&Kärkkäinen2005,26-
27.)
7.2 Sylinterit
Paineilmasylinteritovatpneumatiikanyleisimpiätoimilaitteita.Sylintereitävoidaan
käyttääkappaleidenkiinnittämiseen,siirtämiseen,leikkaamiseen,painantaantai
kääntöön.Standardimitoitettujasylinterityyppejäonsaatavillavakiosylintereitä,joh-
desylintereitä,männänvarrettomiasylintereitä,lukkosylintereitä,vääntösylintereitä
jalyhytiskusylintereitä.(Keinänen&Kärkkäinen2005,21.)Yleisestikäytettyjoh-
desylinteriesitettykuviossa12.

45
Kuvio12.Johdesylinteri.(Tuotteettehdas-japrosessiautomaatioon2018)
Sähköisiätilatietojavartensylinterinmännänasentoonvoitavatunnistaa.Paineilma-
sylinterinrungonurajohteeseenvoidaankiinnittäätunnistusanturi.Sylinterijohtee-
seenonyleensäkiinnitettykestomagneettipala,jokatunnistetaansylinterinuraan
kiinnitetynanturinavulla.AnturitovatyleensäNO-tyyppisiäjavarustettumerkkiva-
lolla.
Sähköpneumaattisensylintereidenohjaustapahtuupaineilmalla,jotaohjataansuun-
taventtiileidenavulla.Sylinterineteen/taakse-ohjaukseenkäytetäänmagneettike-
loillavarustettujasuuntaventtiileitä.Venttiilitvoivatollayksittäisiäventtiileitätaiter-
minaalirakenteisia.Terminaalinetunaonsuuretläpivirtausmäärätjamoninapakaa-
pelinkäyttö.Lisäksikaikkiventtiilitvoidaanliittääyhteenterminaaliin.(Keinänen,
Kärkkäinen,Metso&Putkonen2001,74.)
7.3 Anturit
Koneautomaatiolaitteettarvitsevattietojenkeräämiseenjatoimilaitteidentilatieto-
jenhavaitsemiseenlaitteita,joitakutsutaanyleisnimelläanturit.Anturimuuttaami-
tattavanprosessisuureenarvonsiihenverrannolliseksivirtaviestiksi.Anturintun-
toelin,jotavoidaankutsuatunnistimeksi,mittaelimeksitaimittauselimeksi,määrit-
tääsuureenarvon,jonkajälkeenanturiosamuuttaatuloksenhalutunmuotoiseksi

46
virtaviestiksi.Anturillavoidaantunnistaasuureitakuten,paikkaa,lämpötilaa,pai-
netta,voimaa,pituutta,nestepintaataikulmaa.Prosessiteollisuudessakäytetään
yleisestianalogia-antureita,jonkasuuremuunnetaanlähettimessästandardiviestiksi.
Useinanturijalähetinonrakennettukiinteästiyhteen.(Keinänenym.2007,187-
188.)
Seuraavaksikäsitelläänkappaletavara-automaatiossayleisestikäytettäviäläsnäolon
havaitsemiseenkäytettäviälähestymiskytkimiäjaantureita,joitavoidaankäyttää
pneumaattisensylintereidenasennontunnistamiseen,kappaleiden-jasiirtoliikkeiden
havaitsemiseen.Lähestymiskytkimeksikuvataankytkintä,jokaavaajasulkeevirtapii-
rinsäkappaleensaapuessatoimintaetäisyydelle.Toimintaperiaatteenmukaisestilä-
hestymiskytkimetjaotellaaninduktiivisiin-,kapasitiivisiin-,magneettisiin-jaoptisiin
kytkimiin.Kyseistenlähestymiskytkintentoimintaetäisyydetovat0-150mmvälillä.
Lähestymiskytkimetkoostuvatelektronisistakomponenteista,eikäniissäoleliikkuvia
osia,jonkavuoksiniidenkäyttöikäonmekaanisiaantureitapidempi.
Induktiivisetlähestymiskytkimettunnistavatainoastaanmetalleja.Tunnistettaessa
metallinlähestyvänanturintuntopäätämagneettikenttävaimenee.Tästäseuraake-
lanvirranpieneneminen,jolloinanturinelektroniikkamuuttaatiedonvirtamuutok-
senon/ei-tiedoksi.Mitäsuurempionanturintuntopinta,sitäsuurempionkappaleen
tunnistusmatka.Yleensäinduktiivisenlähestymiskytkimenlukumatkaon2-5mm
muttavoiollajopa150mm.(Fonseliusym.1996,33-35.)
Kapasitiivinenlähestymiskytkinreagoimelkeinmihintahansamateriaaliin.Anturike-
hittääympärilleensähkökentän,jokaheikkeneekappaleensaapuessalukuetäisyy-
delle.Tuntopääjaanturinrunkomuodostavatyhdessäkondensaattorin,jossailma
toimiieristeenä.Tunnistettavankappaleenlähestyessäkondensaattorinkapasitanssi
jaanturinsisältämänoskillaattorintaajuusmuuttuvat.Vahvistinantaaon-taiei-tyyp-
pistäsignaalia.Kapasitiivisenanturinlukuetäisyysonyleensäaseteltavissa.Anturityy-
pinkytkentätaajuusvaihtelee10-1500Hzvälillä.Kapasitiivisiäantureitakäytetäänin-
duktiivisienantureidentapaantunnistamaanmuitamateriaaleja,kuinmetallisia.Esi-
merkiksimakasiinien,levyjen,muovistenkappaleidenjasäiliössäoleviennesteiden

47
tunnistamiseen.Toisenaineenlävitsetunnistettaessatunnistettavanaineenpermit-
tiivisyydenonoltavasuurempi,kuinväliaineen.(Fonseliusym.1996,37-38.)
MagneettisiinlähestymiskytkimiinvoidaanluokitellaReed-kytkimetjaHall-anturit.
Kyseisetanturitvaativattunnistamiseentunnistusalueellemagneetin.Reed-kytki-
messäontoiminnallinenkielikytkin,jonkakosketinsulkeutuujoutuessamagneetti-
kenttään.Kytkentäetäisyysontyypillisesti5-10mmjakatkaisuetäisyys10-15mm.
Reed-kytkimiäkäytetäänsylintereidenasentotunnistiminajaakseleidenpyörimisen
tunnistamiseen.Hall-anturionmikropiirikoteloonrakennettuanturi.Segeneroi
magneettikentänvoimakkuuteenverrannollisensignaalin,jokalähestymiskytkinso-
vellusmuokkaaon/ei-tiedoksi.Hallanturinetunaon,ettäsevoihavaitanopeitapuls-
seja,jopa100000pulssia/s.Hall-antureitakäytetäänesimerkiksimoottoreidensyty-
tysjärjestelmissäjaasemanilmaisimissa.(Fonseliusym.1996,38-39.)
Optisetlähestymiskytkimetkäyttävätlähettimenänäkyväävaloataiinfrapunavaloa
lähettävää(emitoitavaa)diodia.Sädeonmoduloituelisädettäkatkotaanalle10kHz
taajuudella,jolloinvastaanotinreagoilähetintaajuisiinvalopulsseihin.Anturinherk-
kyyttäonmahdollistasäätääsäätöruuvilla.Maksimikytkentätaajuusvaihtelee25-
10000Hzanturityypistäriippuen.Optinenlähestymiskytkinvoisisältääyhteenraken-
netunlähetinvastaanottimen,jokavoiollakappaleestaheijastavataiheijastintakäyt-
tävä.Toinenvaihtoehtoon,ettäkäytetäänerillisiälähetinjavastaanotinyksiköitä.
(Fonseliusym.1996,39-40.)
7.4 Venttiilit
Pneumaattinenventtiiliyleisnimitystäkäytetäänniille,toimilaitteille,joillasäädetään
jaohjataanpneumaattistajärjestelmää.Venttiilitsijaitsevatpainelähteenjatoimilait-
teidenvälissä.Venttiilitjaetaansuuntaventtiileihin,vastaventtiileihin,paineventtiilei-
hinsekävirta-jasulkuventtiileihin.Tässäopinnäytetyössäkäsitelläainoastaansylin-
tereidenohjauksiinkäytettäviäsuuntaventtiileitä.

48
Suuntaventtiileidentarkoituksenaonmäärittääpaineilmanvirtaussuunta.Paineilma-
sylinterinmäntäävoidaanohjataeteenjataakse.Venttiilivoiollaerillinenventtiili,
taiuseatventtiilitvoidaankootayhteenventtiiliterminaaliin.Automaatiosovelluk-
sissaventtiiliterminaalitovatyleisiäjaventtiileinäkäytetäänsähköohjattujasuunta-
venttiileitä.Venttiiliterminaalinetunaonmoninapakaapelinkäyttöjaterminaalisallii
suuretläpivirtausmäärät.Suuntaventtiilitovatyleensä3/2-,5/2-tai5/3-venttiilejä.
(Keinänen&Kärkkäinen2005,60-61.)
3/2-suuntaventtiileissäonkuvion13mukaisestikolmeliitäntäaukkoa,yksitulo(1)-,
yksilähtö(2)-jayksipoistoaukko(3).Normaalistisuljetunsuuntaventtiilinohjauksen
ollessapoispäältä,ilmaeipääsetuloliittimestä1lähtöliitäntään2.Ohjauksenakti-
voituessapoistoliitäntä(3)sulkeutuujatuloliitännästä(1)avautuuyhteyslähtöliitän-
tään(2)jasylinteriohjataaneteen.3/2suuntaventtiileitäkäytetäänpääasiassapai-
neohjattujenyksitoimistensylintereidenohjaamiseen.(Hulkkonen2008.)
Kuvio13.3/2-suuntaventtiilinrakenne.(Hulkkonen2008)
5/2-suuntaventtiileissäkuvion14mukaisestionviisiliitäntäaukkoa,tuloaukko(1),
kaksilähtöaukkoa(2ja4)jakaksipoistoaukkoa(3ja5).Sylinterinmännänvarrensi-
säänohjauksessailmavirtaohjataantuloliittimestä(1)lähtöliittimeen(2).Samanai-
kaisestilähtöliitännästä(4)onyhteyspoistoliitäntään(5).Sylinterinmännänulosoh-
jauksessailmavirtaohjataantuloliittimestä(1)lähtöliittimeen(4).Samanaikaisesti

49
lähtöliitännästä(2)avautuuyhteyspoistoliitäntään(3).5/2-suuntaventtiileitäkäyte-
täänkaksitoimistensylintereidenohjaamiseen,kahteensuuntaapyörivänpaineilma-
moottorinohjaamiseentaikääntöpöytäsovelluksiin.(Hulkkonen2008.)
Kuvio14.5/2-suuntaventtiilinrakenne.(Hulkkonen2008)
5/3-suuntaventtiilissäonkuvion15mukaisestiviisiliitäntäaukkoajakolmetoiminta-
asentoa.Ääriasennotjaliitäntäaukotovatsamat,kuin5/2-venttiileissä.Mikälivent-
tiilissäonsuljettukeskiasento,ilmaeipääsesenlävitse.5/3-venttiilissäkaksitoimisen
sylinterinmännänasentovoidaanlukitamihinasentoontahansa.Tuloliittimenol-
lessasuljettujamuutliitännätavoimia,sylinteriäonmahdollistaliikuttaaulkoisella
voimalla.(Hulkkonen2008.)
Kuvio15.5/3-suuntaventtiilinrakenne.(Hulkkonen2008)

50
8 Työntoteutus
8.1 Lähtöasetelma
Puukuitulusikankäsittely-japakkausautomaatinprojektikokonaisuusaloitettiinnyky-
tilanteenkartoittamisella,jonkapohjaltasaatiinlähtötiedotautomatisointiprojektin
toteuttamiselle.Lähtöasetelmanatoimeksiantajayritykselläolikäytössäruiskuvalu-
kone,muottijaympäristöystävällinenpuukuituraaka-aine,joillapuukuitulusikoiden
valmistaminentoteutettiin.Ruiskuvalukonepudottivalamanlusikkaviuhkanlaatik-
koon,jonkatäytyttyäoperaattorivaihtoiuudenlaatikonruiskuvalukoneentäytettä-
väksi.Operaattorintehtävänäoliirrottaalusikatyksitellenruiskuvaletustalusikka-
viuhkasta.Lusikatjärjesteltiinjapinottiinkäsin,minkäjälkeenneasetettiinpussiin.
Operaattorilämpösaumasijatarroittipussin,minkäjälkeentuotepussiolivalmis.
Toimeksiantajantoiveenaolisaadaautomatisoituapuukuitulusikankäsittely-japak-
kaustoimenpiteet.Toimeksiantajatarjosiasiakkaalleseuraavaaratkaisua.
Ruiskuvalukoneenpalvelurobottinatoimivalineaarirobottinoutaaruiskuvaletunlu-
sikkaviuhkanruiskuvalumuotistajavieviuhkanleikkaimeen,jokaleikkaatuotteista
valuylijäämät.Tämänjälkeenlineaarirobottivielusikkaviuhkanpyöreällealustalle,
jossaonlokerotjokaisellemuotistatulevallelusikalle.Kunalustaontäynnä,kääntö-
pöytäkääntääuudenalustanlineaarirobotintäytettäväksi.Yaskawa-teollisuusrobotti
purkaatäydetlusikkalokerotkääntöalustaltapinokerrallaanjavielusikatpakkausko-
neenhihnalle,jossaonlokerojokaiselletuotepinolle.Pakkauskonesiirtääkuljetin-
taanyhdenlokeronverraneteenpäinjokaisenjätetynlusikkapinonjälkeen.Lopulta
lusikkapinoonkulkenutpakkauskoneenhihnanpäästätoiseen,minkäaikanapak-
kauskoneenmekaniikkaontehnyttarroitetunpussinlusikkapinonympärille.
Toimeksiantajayritykselletarjottuautomaatioratkaisusisälsiseuraavattoimilaitteet:
• palvelu-jateollisuusrobotintarttujat.• valuylijäämänleikkain.• kääntöpöytä.

51
• Yaskawa-teollisuusrobotti.
Ruiskuvalukonejasenpalvelurobottisekäpakkauskonetoimivatominakokonaisuuk-
sinaan,janäidenlaitteidenkäyttöönottoolikyseistenlaitteidenlaitetoimittajienvas-
tuulla.Automaattikokonaisuudenhallitsemiseksinäihinlaitteisiinolitoteutettavatar-
vittavatI/O-liityntärajapinnatjasuunniteltavayhtenäinenturvallisuustoteutussiten,
ettäautomaattikokonaisuudenkäyttöonturvallista.KäyttöpaneelinatoimiiYaskawa-
teollisuusrobotinoperointipaneeli.
8.2 OmronNX1P2-ohjelmoitavalogiikka
Automaatiojärjestelmänäpuukuitulusikka-automaatissakäytettiinohjelmoitavaalo-
giikka.Logiikantehtävänäonohjatatoimilaitteitaloogisessajärjestyksessäohjel-
moidunsovellusohjelmanmukaisesti.Logiikkamäärääliikekäskyjensuoritusjärjestyk-
senlineaarirobotille,teollisuusrobotille,kääntöpöydällejalaikkaimelle.Leikkaimenja
kääntöpöydänohjaukseensekäruiskuvalukoneenjapakkauskoneenI/O-liityntäraja-
pintojentoteutukseenkäytettiinlogiikanfyysistäI/O:ta.Logiikanjaturvalogiikanväli-
nentiedonsiirtototeutettiinEtherCAT-kenttäväylällä.LogiikanjaYaskawa-teollisuus-
robotinvälinentiedonsiirtototeutettiinEthernet/IP-kenttäväyläyhteydenavulla.
8.2.1 Ohjelmoitavanlogiikanvalinta
TässäopinnäytetyössäkäytettiinOmroninvalmistamaaNX1P2-9024DT1-mallinohjel-
moitavaalogiikkaa.Logiikanvalintaanhyödynnettiinsähkösuunnittelunbenchmar-
king-haastatteluntutkimustuloksia.Toimeksiantajaonkeskittänytautomaattienoh-
jauksenOmroninvalmistamienlogiikkajärjestelmienympärille.Laitevalmistajanatoi-
mivanyrityksenuusienlaitteidenohjelmointiinkäytettäväaikalyheneesekätekee
automaatiolaitteistaohjelmarakenteeltaanyhdenmukaisia,kunohjelmointiympä-
ristöjatietytohjelmarakeenteetpysyvätsamana.Omroninvalmistamatlogiikkajär-
jestelmätovathyväksihavaittujatoimeksiantajankäyttötarpeisiin.Tästäsyystälo-
giikkavalinnanrajausolihelppotehdäOmroninvalmistamiinlogiikkajärjestelmiin.

52
Mekaniikkasuunnittelijanhaastatteluntuloksenaselvisi,ettäautomaatinsisältämä
fyysisenI/O:ntarveeiollutkovinsuuri,koskamekaanisiatoimilaitteitaoliainoastaan
valuylijäämänleikkainjakääntöpöytä.Automaatintilanilmoitukseenkäytettiinvalo-
torniajaruiskuvalukoneensekäpussituskoneenkättelyihintarvittiinfyysistäI/O:ta.
KaikkiaanfyysisenI/O:ntarveoli11tulosignaaliaja10lähtösignaalia.Mekaanisettoi-
milaitteetsijaitsevatlähellätoisiaan,jolloinI/Ototeutusolimahdollistatoteuttaail-
mankenttäväylää.VähäinenI/O:tarvejalyhyettoimilaitteidenetäisyydetmahdollis-
tivatfyysiselläI/O:llavarustetunohjelmoitavanlogiikankäytön.
Yaskawa-teollisuusrobotinjalogiikanvälilleoliluotavayhteys,jokamahdollistaaoh-
jauskäskyjenjarobotintilatietojenlähettämisenlaitteidenvälille.Yaskawa-robottiin
onmahdollisuusliittyäEthernet/IP-kenttäväylänavulla,jolloinlogiikkavalinnassaoli
huomioitavaEthernet/IP-kenttäväylämahdollisuus.
OmroninNX1P2-9024DT1-mallinohjelmoitavalogiikkavalikoituikäyttötarpeisiin.
Tämälogiikkasisältääyhteensä24digitaali-I/O:ta,joista10lähtösignaaliaja14tulo-
signaalia,jotkariittivättoimeksiantajantarpeisiin.LogiikkasisältääYaskawa-teolli-
suusrobotillevaaditunEthernet/IP-kenttäväylänlisäksiEtherCAT-kenttäväylän,jo-
honolimahdollistaliittääOmroninturvaohjain(SafetyCPU)jaturvaI/O-yksiköitä.
Turvaohjaustentoteuttamiseentämäsopihyvin,koskaerillistäturvalogiikkaaei
tarvittu.TurvalogiikkanatoimivaOmroninturvaohjainpystyttiinliittämäänosaksioh-
jelmoitavaalogiikkaa,jolloinlogiikanjaturvaohjaimenohjelmointipystyttiintoteut-
tamaansamallaOmroninSysmacStudio-ohjelmistolla.
8.2.2 NX1P2-ohjelmoitavanlogiikanrakenne
NX1P2-sarjakuuluuOmroninNX/NJ-koneohjaintentuoteperheeseen.NX1P2-mah-
dollistaatehokkaanjasynkronoidunohjauksenkaikillekonelaitteille,kutenI/O,tur-
vallisuus,liikejakonenäköintegroidussaympäristössä.(NX1PSeriesmachinecont-
rollern.d.)NX1P2-9024DT1-ohjelmoitavalogiikkaonesitettykuviossa16.

53
Kuvio16.OmronNX1P2-9024DT1-ohjelmoitavalogiikka(NX1PSeriesmachinecon-trollern.d.)
NX1P2-9024DT1-ohjelmoitavalogiikkasisältääseuraavatominaisuudet:
• nopeinjaksonaika2ms.• max4synkronoidunakselinliittäminen.• sekvenssiohjauksetjaliikkeenhallinta.• max8paikallisenI/O-yksikönliittäminen.• Ethernet/IPjaEtherCAT-portit.• max16EtherCATorjalaitetta.• 2lisäkorttiasarjaliikenteelletaianalogiselleI/Otoiminnolle.
NX1P2-9024DT1-logiikanCPU-yksikönmuistikapasiteettion1,5MB.Muuttujien
muistikapasiteetista32KBsäilyyvirtakatkonylija2MBhävitetäänvirtakatkonai-
kana.(NX1PSeriesmachinecontrollern.d.)

54
Kuvio17.OmronNX1P2-9024DT1-tuloterminaali.(NX1PSeriesmachinecontrollern.d.)
Kuviossa17esitetty9024DT1-mallinlogiikantuloterminaalijasenkytkennät.Logii-
kanjännitteensyöttöjaterminaalinsaattaminentoimintaanvaatii+24VDCjännit-
teensyötön+liittimeenja-24VDCsyötönCOMja–liittimeen.24VDCPNP-
tulosignaalejaonkäytössä14,jotkakytketäänpaikkoihin(00-13).Tulosignaaleihin
kytketyttulotnäkyvätlogiikassatulo(input)-tietoina.(NX1PSeriesmachinecontrol-
lern.d.)
Kuvio18.OmronNX1P2-9024DT1-lähtöterminaali.(NX1PSeriesmachinecontrollern.d.)
Kuvion18mukaisestilähtöternimaalissaonkäytössä10digitalilähtöä(output),jotka
kytketäänliittimiin(00-09).Lähtöterminaalintoimintaansaattaminenvaatii+24VDC

55
jännitteensyötön+Vliittimeenja-24VDCsyötön0V0liittimeen.Lähtömäärittelyissä
onmääriteltylähdönmaksimikytkentävirraksi300mA.(NX1PSeriesmachinecont-
rollern.d.)
8.2.3 SysmacStudio-ohjelmisto
OmroninSysmacStudio-ohjelmistomahdollistaaNJ/NX-sarjanohjaintenohjelmoin-
ninjaasetustenmäärittämisenohjelmointiPC:navullajaonIEC61131-3-standardin
mukainen.SysmacStudiomahdollistaakonfiguroinnin,integroinnin,simuloinninja
valvonnansamassakäyttöliittymässä.SysmacStudiointegroilogiikkaohjauksen,tur-
vallistamisen,ohjaimetjarobotiikansamaanohjelmaympäristöön,jokamahdollistaa
pienemmätohjelmisto-jakomponenttikustannukset.(Automationsoftware:Sysmac
Studioformachinecreators2019.)
SysmacStudio-ohjelmistoperustuurelekaavio-(LadderDiagram)jastrukturoitu
teksti-(StructuredText)sekälogiikkakaavio(FunctionBlockDiagram,FBD)ohjel-
mointikieliin.OhjelmistomäärittääCPU:nmuistialueetautomaattisestiluoduille
muuttujille,jokanopeuttaaohjelmointiajavähentäävirheenmahdollisuuksia.(Auto-
mationsoftware:SysmacStudioformachinecreators2019.)
8.3 OmronNX-turvaohjain
Automaattikokonaisuudenturvallistaminentapahtuiturvalogiikkanatoimivanturva-
ohjaimenavulla.Turvaohjainvalvoiturvakomponenttientilatietoja.Näidenperus-
teellaturvalogiikkaohjasihätä-seisjaturvareleitä,jotkaohjaavatedelleenautomaa-
tinturvatoimintoja,kutenpaineilma-jatasajänniteohjauksiasekäsalliliikekomento-
jensuorittamisen.
8.3.1 Turvaohjaimenvalinta
TässäopinnäytetyössäkäytettiinOmroninNX1P2-logiikkaanliitettävääOmroninNX-
turvaohjainta.Automaattikokonaisuudenturvallistamisenvaihtoehtoisenamenetel-
mänäolisivoinutkäyttääturvalogiikansijastaturvareleitä.Turvareletoimiihyvänä

56
vaihtoehtonayksinkertaistenturvatoimintojentoteuttamiseen,joissayleensähä-
täseispiirillejaturvapiirilleonkummallekinomatturvareleensä.Turvareleenhuo-
nonapuolenaonmuokattavuus,mikälijälkikäteenontarvelisätäturvakomponent-
tejataimuokataolemassaoleviaturvatoimintoja.Tämävaatisiturvapiirienuudelleen
suunnittelunjaturvareleidenfyysistenkytkentöjenmuuttamisen.
Tässäopinnäytetyössäturvallisuustoteutusvaatiliitynnänruiskuvalukoneen,teolli-
suusrobotinjapakkauskoneenturvakomponentteihin.Tästäjohtuenturvatoiminto-
jentoteutusolihelpompitoteuttaaturvalogiikanavulla,jollointurvatoiminnotvoitiin
helpostimuokata-jamäärittäätarvittaviaehtojaturvalogiikkaohjelmanavulla.Eril-
listäturvalogiikkaaeitarvittu,koskaOmroninNX1P2-ohjelmoitavalogiikkamahdol-
listiturvallisuudentoteuttamisenNX-turvaohjeimenavulla.
8.3.2 Turvayksiköt
NX1P2-ohjelmoitavanlogiikanliittäminenNX-turvaohjaimeentapahtuiEtherCAT-
kenttäväylänavulla.Kuvion19mukaisestiturvayksikönliittäminenlogiikkaanvaatii
käytettäväksiEtherCATSlave-kommunikaatioyksikön(NX-ECC203),johonliitettiin
turvaohjain(SafetyCPUNX-SL3300)jatarvittavatturvaI/O-yksiköt(NX-SID800/NX-
SOD400).

57
Kuvio19.Turvaohjaimenmasterjaslavejärjestelmäkokoonpano.(NX-SL/SI/SO:NX-seriesSafetyControlUnits2019)
OhjelmoitavalogiikkatoimiiEtherCATisäntälaitteena(master)jaEtherCATkommuni-
kaatioyksikköNX-ECC203toimiiorjalaitteena(slave),jokatoimiilinkkinälogiikanja
NX-sarjanI/O-yksiköidenvälillä.(NX-SL/SI/SO:NX-seriesSafetyControlUnits2019.)
Orjalaitteitaolisimahdollistahajauttaakentälleketjuttamallakommunikaatioyksi-
köitätoisiinsa.Tässäopinnäytetyössäeiolluttarvettahajautukselle,koskakaikki
turvaI/Oolimahdollistakytkeäyhteenohjauskeskukseen.
NX-ECC203-yksikköönliitettiinNX-SL3300-turvaohjain,jokamahdollistaa32turva
I/O-yksikönliittämisen.TurvaohjainjaturvaI/O-yksikötmahdollistavatstandardin
IEC61508SIL3-turvallisuustason.TurvaohjaimeenliitettiinturvaI/O:nvirransyöt-
töönvaadittuNX-PF0630-virransyöttökortti,jokamahdollistaamaksimissaan4Avir-
ransyötönturvaI/O-korteille.VirransyöttökorttiinliitettiinturvaI/O-yksiköiksiNX-
SID800turvatuloyksikkö,johonmahdollisuusliittää8-turvatuloa.Turvatuloyksikköön
liitettiinNX-SOD400turvalähtö-yksikkö,jokamahdollistaa4-turvalähdönohjauksen.
(NX-SL/SI/SO:NX-seriesSafetyControlUnits2019.)

58
Turvatulojasuunniteltaessaolihuomioitava,ettäSIL3-turvaluokituksentäyttyminen
vaatiiturvakomponenteiltakahdennetutkärkitiedot.Tämätarkoittaa,ettäyksiturva-
laitevieturvatulokortiltakaksiturvatuloa.
8.4 YaskawaGP12-teollisuusrobotti
Yaskawa-teollisuusrobotillasuoritettiinlusikkapinojenkäsittely.Lusikkapinothaettiin
kääntöalustaltajavietiinpakkauskoneenhihnalle.Yaskawa-robotintarttujanohjaus
toteutettiinrobotinomanI/O:navulla.LogiikanjaYaskawa-robotinväliseentiedon-
siirtoonkäytettiinEthernet/IP-kenttäväylää.Tiedonsiirtoyhteydenvälityksellälo-
giikkasalliirobotillehaku-javientiluvan.Robottipuolestaanvälittäälogiikalletilatie-
tojasuoritetuistaohjelmavaiheista.
8.4.1 Robotinvalinta
Tässäopinnäytetyössäkäytettiin6-akselistaYaskawaGP12-teollisuusrobottia.Kään-
töalustantyhjentämiseksirobotinolikyettäväpoimimaankääntöalustalleerilokeroi-
hinasetetutlusikat.Kukinlusikkapinoolipoimittavaerikohdastakääntäentarttujan
kulmaaedelliseenpinoonnähden.Pystyasennossapoimitutlusikkapinotoliasetel-
tavavaakatasossapakkauskoneelle,jokavaatiennenpinonjättämistätarkkojaline-
aariliikkeitä.Hakuasemanmonimuotoisuudenjalusikkapinonasettelunliikeratojen
vaativuudenvuoksi,6-akselisenrobotinkäyttötässäopinnäytetyössäolivälttämä-
töntä.
Robotinvalintaanhyödynnettiinmekaniikkasuunnittelunhaastatteluntuloksia.Me-
kaniikkasuunnittelun3D-mallissapystyimallintamaanrobotillevaaditutliikematkat,
jonkaperusteellarobotinulottuvuuttapystyiarvioimaan.Robotillakäsiteltävätlusik-
kapinotolivatmassaltaankevyitä,jonkavuoksirobotinkantokykyeiasettanutrobot-
tivalintaanrajoitteita.Loppuasiakkaantoiveenaoli,ettäkappaleenkäsittelyynkäy-
tettäisiinYaskawateollisuusrobottia.Asiakkaantoiveotettiinhuomioonjarobottiva-
littiinYaskawanrobottivalikoimasta.Robottiilmoitettujaliikenopeuksiaverrattiin
ruiskuvalukoneenjaksonaikoihin,jonkamukaisestipystyttiinmäärittämäänrobotille
vaadittuliikenopeus.RobotinohjainyksikkönäkäytettäväYRC1000-kontrollerisisälsi

59
tiedonsiirtoontarkoitetunEthernet/IP-kenttäväyläportinsekäfyysistädigitaliI/O:ta
24tuloaja24lähtöä,joitakäytettiinrobotintarttujanohjauksiinjarajatietoihin.
8.4.2 YaskawaGP-12-teollisuusrobotti
Kuvion20mukainenYaskawaGP-12-teollisuusrobottionnopeajatarkka,jonkakan-
tokyky(payload)on12kg.Ulottuvuus1440mmjatoistotarkkuus±0.08mm.Robotti
ontarkoitettukokoonpanojakäsittelytehtäviinsekäCNC-työstöjapakkaustehtäviin.
Robotinrungossaonsisäinenreititystarttujansyöttöjohdoille,jokavähentääulkois-
tenjohtimientarvettatarttujajohdotuksiaajatellen.GP12-robotinohjainyksikkönä
käytetäänYRC1000robottiohjainta.(Handling&GeneralApplicationswiththeGP-
series:MotomanGP122019.)
Kuvio20.YaskawaGP12-teollisuusrobotti.(Handling&GeneralApplications…2019)

60
8.4.3 YRC1000-robottiohjain
YRC1000onkuvion21mukainenjoustavajakompaktiohjainYaskawa-roboteille,se
sisältääkevyenkosketusnäytöllisenkäsiohjaimen.YRC1000onrakennettumaailman-
laajuiseenstandardiinjasenkäyttöjänniteonkytkettävissäsuoraan380-480VAC-
jännitteilleilmanmuuntajaa.Robottiohjaimenjarobotinvälillevaaditaanainoastaan
yksikaapelitoimivanyhteydensaavuttamiseksi.
Kuvio21.YRC1000-robottiohjain.(SingleFunctionsandPackages…2019)
YRC1000-robottiohjaintukeevakionaRS232-jaEthernet-liitäntää.Näidenlisäksion
saatavillamonialaajennuskorttejakenttäväyläyhteydentoteuttamiselle.Yleisesti
väylärajapinnoissakäytetäänlaitteidenvälilläBoolean-datatyyppiä(päälle/pois).
RS232jaEthernetmahdollistaakorkeammantasondataviestinnän,kutentilaviestien
japaikkatietojenlähettämisenlaitteidenvälillä.(SingleFunctionsandPackages…
2019.)
Robottiohjaimessaonkäytössävakiona24digitaalistatulo-jalähtösignaalia.Signaalit
onjaoteltukahdeksantulon/lähdönryhmiksi.Kuviossa22esitettynäensimmäinen
tuloryhmätIN1-8,jonkatuloliittiminä(B1-A4).Jokaisessakahdeksantulonryhmässä

61
onneljä+24Vja0V0virransyöttöliitintä.Näillämahdollistetaananturisignaalienkyt-
kennäntulokortille.
Kuvio22.YRC1000-robottiohjaimenIN1-8tuloryhmä.(RobotController:UserMan-ual2017)
Kuvion23mukaisestiensimmäisessälähtökortissaOUT1-8onrelelähtöjä,joissapo-
tentiaalivapaatkoskettimetliittimissä(B8-A15).Potentiaalivapaatkoskettimet(K1-
K8)mahdollistavatohjaus-signaalinjännitesyötönrobotinomaa-taiulkopuolistajän-
nitettähyödyntämällä.
Kuvio23.YRC1000-robottiohjaimenOUT1-8lähtöryhmä.(RobotController:UserManual2017)
8.4.4 Robotintyökalu
YaskawaGP12-robotintyökalunakäytetäänmekaanistapihtitarttujaa,jollalusikkapi-
nonpoimiminentapahtuu.Tarttujanpaineilmasylinteritoimipneumaattisenatoimi-
laitteena,jotaohjattiin5/2-suuntaventtiilinavulla.VenttiiliäohjattiinYRC1000-oh-

62
jaimenlähtösignaalillaOUT1.Pihtitarttujanauki-jakiinniasentotunnistettiinpaineil-
masylinterinurajohteeseenkiinnitettävilläkahdellamagneettikytkimillä,jotkakytket-
tiinYRC1000-tuloonIN1jaIN2.
Pihtitarttujanlisäksirobotintyökalusisältääpaininsylinterin,jonkatarkoituksenaon
tukealusikkapinoapoiminnanaikana.Painantasylinteritoimiiniinikäänpneumaatti-
senatoimilaitteena,jotaohjattiin5/2-suuntaventtiilinavulla.Venttiilinsähköinenoh-
jauskytkettiinYRC1000-ohjaimenlähtösignaaliinOUT2sekämagneettikytkintentila-
tiedotkytkettiintuloihinIN3jaIN4.Kyseisettulo-jalähtösignaalitnimettiinrobot-
tiohjelmointivaiheessa.
9 Laitekonfiguraatiot
9.1 Projektinluominenjayhteysasetustenmäärittäminen
UudenprojektinluontijayhteysasetustenmäärittäminentoteutettiinOmroninSys-
macStudio-käyttöohjeenmukaisesti.Uudenprojektinmäärittelyihinkirjattiinuuden
projektinnimi,tekijäjamahdollisetlisätiedotsekäprojektissakäytettäväohjain.
TässäopinnäytetyössälogiikkaohjaimenatoimiNX1P2,jonkamalliksivalittiin
9024DT1.Ohjaimenversioksivalittiin1.18,jokailmoitettulogiikantyyppikilvessä.
ProjektinluomisenjälkeenavautuiSysmacStudionsovellusikkuna,johonlogiikkaoh-
jelmointiaikanaansuoritettiin.
Projektinluomisenjälkeenlogiikalleolimääritettäväyhteydenmuodostamistapaja
IP-osoite.Kuvion24mukaisestiyhteydenmuodostaminenvoitiintoteuttaalogiikan
USB-taiEthernet/IP-porttiin.VaihtoehtoisestiyhteysvoitiinmuodostaaEthernet-
verkossakäytetynkytkimenvälityksellä,jokamahdollistitiedonsiirronuseidenEther-
netlaitteidenvälillä.TässäopinnäytetyössäkäytettiinEthernet-kytkintä,jokamah-
dollistilogiikkaohjelmoinninjasimuloinninkatkaisemattalogiikanjateollisuusrobotin
välistäEthernet/IP-yhteyttä.Tästäjohtuenlogiikanyhteydenmuodostamistavaksi
valittiin”Ethernetconnectionviaahub”.

63
Kuvio24.Yhteysasetustenmäärittäminen.
LogiikalleannettiinIP-osoitteeksi192.168.250.1.Ennenyhteydentestaamista,oli
varmistettavaohjelmointiPC:nEthernet-adapterinIP-asetukset,jotkatulivatollasa-
malla192.168.250-alueella,jottayhdistäminenlogiikkaanolimahdollista.Fyysinen
yhteyslogiikanjaohjelmointiPC:nvälilleluotiinRJ-45Ethernet-kaapelilla.Yhteyden
muodostamisenjälkeenSysmacStudio-ohjelmistoolimahdollistakytkeäonline-ti-
laan,jokatarkoittifyysistäyhteyttäohjelmointiPC:njalogiikanvälillä.
9.2 EtherCAT-kenttäväylänkonfiguraatio
EtherCAT-kenttäväyläkonfiguraatioissamääritettiinmaster-laitteenatoimivanlogii-
kanjaslave-laitteenatoimivanNX-ECC203EtherCAT-kommunikaatioyksikönväliset
asetukset,jolloinlaitteetpystyivätkommunikoimaankeskenään.Tämänjälkeenoli
määritettäväEtherCAT-kenttäväylässäolevatNX-SL3300-turvaohjainsekäNXturva
I/O-yksiköt.

64
SysmacStudionkäyttöohjeenmukaisestiEtherCAT-kenttäväyläkonfiguraationvoito-
teuttaaautomaattisestisiten,ettälogiikkaetsiiitseEtherCAT-kenttäväyläänkytketyt
laitteet.VaihtoehtoisestiyksikötolimahdollistahakeaSysmacStudionlaitekirjas-
tosta.Tässäopinnäytetyössäslave-laitteitajaturvaI/O-yksiköitäolivähäinenmäärä,
jonkavuoksilaitteethaettiinlaitekirjastosta.
Kuvion25mukaisestiEtherCAT-konfiguraatioasetuksissalogiikkaolimääritellytauto-
maattisestiNX1P2-logiikanEtherCAT-masterlaitteeksi.Kuvion25oikeallareunalla
olevastakirjastostavalittiinslave-laitteeksiNX-ECC203,jokayhdistettiinmaster-lait-
teeseen.NX-ECC203-orjayksikköönolimahdollistaasettaaosoiteDIP-kytkimistä,jol-
loinohjelmaanolimääritettäväsamaorjalaitteenosoite.Oletusasetuksenaorjalait-
teeseenolimääriteltyosoitteeksi0,jokasalliohjelmassavapaavalintaisenosoitteen.
Slave-laitteenosoitteeksimääritettiinosoite101.
Kuvio25.EtherCAT-slave-laitteenlisäys.
NX-ECC203-kommunikaatioyksikönlisäämisenjälkeenolimääritettäväturvaohjainja
turvaI/O-yksiköt.Kuvion26mukaisestiNX-ECC203kommunikaatioyksikköönlisättiin
SysmacStudionkirjastostaNX-SL3300-turvaohjain,NX-PF0630-virransyöttökortti,
NX-SID800-turvatuloyksikköjaNX-SOD400-turvalähtöyksikkö.Jokainenorjalaitesai
omanyksikkö-(Unit)numeron,jonkaSysmacStudiomäärittiautomaattisestilisätyille

65
turvalaitteilleyksikkönumerosta0-alkaen.Turvayksiköitälisättäessäolitarkistettava
jokaisenyksikönversionumero,jokailmoitettiinturvamoduulintuotekilvessä.
Kuvio26.TurvaI/O-yksiköidenlisäys.
Osoitteidenmäärittämisenjälkeenväyläolikäytettävävirrattomanajaohjelmaoli
synkronisoitava,jolloinväylälaitteidenkonfigurointiviimeisteltiinjayhteyslaitteiden
välilläotettiinkäyttöön.
9.3 Ethernet/IP-kenttäväylänkonfiguraatio
Ethernet/IP-kenttäväyläyhteysmuodostettiinlogiikanjaYaskawa-teollisuusrobotin
väliseentiedonsiirtoon.EnnenSysmacStudio-ohjelmistoontehtävääEthernet/IP-
konfiguraatiotaoliteollisuusrobottiinmääritettäväyhteysasetukset.Asetustenmää-
rittämisenjälkeenrobotiltaladattiinEDS-tiedosto,jokavaadittiinSysmacStudionEt-
hernet/IPkonfigurointiin.RobotinEthernet/IP-asetuksetjaEDS-tiedostonluontito-
teutettiinYaskawaYRC1000-robottiohjaimenkäyttöohjeenmukaisesti.
YRC1000-robottiohjainkäynnistettiinkäyttöohjeenmukaisestihuolto-tilaan(Main-
tenancemode),jossayhteysasetuksienmäärittäminenjaEDS-tiedostonluontisuori-
tettiin.Kuvion27mukaisestihuoltotilassamääritettiinEthernetadapterin-asetukset,
jossamääritettiinI/O:nkokojainstanssit.Input-jaoutputkooksivalittiin8byteä,eli

66
64bittiäinputjaoutput-tietoalaitteidenvälille.Input-,output-jakonfiguraatioin-
stanssiarvoksimääritettiin101,102ja103käyttöohjeenmukaisesti.Ethernet-scan-
nerinasetuksiaeimääritetty,koskayhteysmääritettiinlogiikanjarobotinvälille.
Kuvio27.Ethernet/IP-adapterinasetukset.
Adapteriasetustenmäärittämisenjälkeenrobottivarasikuvion28mukaisestiulkoista
input-tietoaosoitteesta#20070alkaen8byteäeteenpäin.Ulkoistaoutput-tietoaro-
bottivarasiosoitteesta#30070alkaen8byteä.Robotissakyseisetosoitealueetolivat
käytettävissärobotinulkoisinatuloinaIN#0049alkaenjaulkoisinlähtöinäOUT#0049
alkaen.Tavoitteenaoli,ettälogiikaltatulevaensimmäinenbytenensimmäinenbitti
näkyirobotillainput-tietonatulossaIN#0049jaensimmäisenbytentoinenbittirobo-
tintulossaIN#0050jajne.RobotinulkoisenlähdönOUT#0049ohjaus,tulinäkyälogii-
kallaensimmäisenbytenensimmäinenbitinaktivoitumisenajaOUT#0050ohjausen-
simmäisenbytentoisenbitinaktivoitumisenajajne.Ethernet/IP-datanjakaminen
byteistäbittitasolletapahtuilogiikanpuolenEthernet/IP-määrittelyissä.

67
Kuvio28.I/O:nosoitealueet.
Ethernet/IP-adapteriasetustenmäärittämisenjälkeenmääritettiinEthernet-portin
asetukset.RobottisisälsikolmeEthernet-porttia,joistaensimmäinenLAN1olirobo-
tinomassakäytössä.IP-osoitejaaliverkonpeitemääritettiinensimmäisellevapaalle
portilleLAN2.IP-osoitteeksivalittiin192.168.250.20jaaliverkonpeitteeksi
255.255.255.0.
YhteysasetustenmäärittämisenjälkeenrobotiltaoliladattavaEDS-tiedosto,joka
vaadittiinSysmacStudionEthernet/IP-yhteysasetusmäärittelyissä.EDS-tiedostola-
dattiinUSB-muistitikullerobotinkäsiohjaimenatoimivanoperointipaneelinUSB-
portista.Lataussuoritettiinyhteysasetusmäärittelyjentavoinhuolto-tilassa.Ennen
lataustamääriteltiinladattavatiedostojakäytettäväUSB-portti.
SeuraavaksimääritettiinlogiikalleEthernet/IP-konfiguraatiotSysmacStudioohjel-
mistonkäyttöohjeenmukaisesti.KonfigurointialoitettiinEthernet/IP-datatyyppien
määrittämisellä,jossaluotiindatatyypittulevallejalähtevälleEthernet/IPdatalle.Da-
tatyyppientarkoituksenolijaotellaEthernet/IP-väylänylitulevadatalogiikallesiten,
ettäbyte-jabittinumerottäsmäsivätlaitteidenvälillä.Kuvion29mukaisestiinput-ja
outputdatatyypiksivalittiinSTRUCT(Structured),jokavoisisältääuseitayksittäisiä

68
datatyyppejä.STRUCT-tyypiksivalittiinCJ,jokamahdollistiSysmacStudio-ohjelmis-
tossadatanjakamisenbittitasolle.STRUCT-tietotyyppiinlisättiinjäseniä(members),
jotkamääriteltiinBoolean-datatyypeiksi.Boolean-datatyyppivoisaadakaksimah-
dollistaarvoa(tosijaepätosi).JäseneksilisätytBOOL-datatyypittoimivatyksittäisinä
bitteinä,jotkaSysmacStudiojakoiautomaattisestibytestä0alkaen.Ensimmäinenni-
mettyBOOL-datatyyppilisättiin0-bytenbitiksi0.Seuraavalisättyjäsenlisättiin0-
bytenbitiksi1jajne.Tiedonsiirtoonmääritetty8bytenkokomahdollistaa64Boo-
lean-datatyypinkäytöntulo-sekälähtöpuolella.
Kuvio29.Ethernet/IPI/O-datatyyppimäärittelyt.
Datatyyppienmäärittämisenjälkeenlogiikalleoliluotavakaksiglobaali-muuttujaa,
joihinEthernet/IP-datatallennettiin.Kuvion30muuttujatnimettiinRobEIPInput-ja
RobEIPOutputnimillä.Muuttujiinolimääritettävädatatyypit,jotkaolinimettäväku-
vion29nimettyjenSTRUCT-tietotyyppienmukaisesti.
Kuvio30.Ethernet/IPI/O-muuttujat.
SysmacStudionEthernet/IPyhteysasetuksiinoliluotavauusiyhteysrobotille.Ennen
yhteydenlisäämistärobotiltaladattuEDS-tiedostoolisiirrettäväSysmacStudionEDS-

69
kirjastoon,jostaseoliladattavissayhteydenlisäämisenyhteydessä.Kuvion29mukai-
sestiluodutglobaalimuuttujatrekisteröitiinSysmacStudionEthernet/IPyhteysase-
tuksiin.Rekisteröinninjälkeenlisättiinuusiyhteys,johonmääriteltiinrobotillean-
nettuIP-osoite,robotinnimijaehdotetturevisionumero.Ohjelmistohakirobotinni-
menSysmacStudio-kirjastoonlisätynEDS-tiedostonmukaisesti.Kuvion31mukai-
sestiluotuunyhteyteenolimääritettävätarvittavatasetukset.
Kuvio31.SysmacStudioEthernet/IPyhteysasetukset.
Asetuksiinolimääritettävävastaavatasetukset,kuinrobotille.Parametrivälilehdelle
määritettiinI/Okooksi8byteäjakonfiguraatiovälilehdellemääritettiininstanssiar-

70
votjainstanssienkokokuvion31mukaisesti.Logiikanoutput-instanssiarvoksimääri-
tettiin101,jokarobotinasetuksissaoliinput-instanssiarvo.Samoinlogiikanoutput-
instanssiarvo102arvomääritettiinrobotillainput-instanssiarvoksi.
YhteysasetustenmäärittämisenjälkeenSysmacStudioohjelmassanäkyiluotuyhteys
kuvio32,johonolikertaalleenlisättäväjomääritellytinstanssiarvot,muuttujienkoot,
I/O-tiedotjayhteystyyppi.
Kuvio32.SysmacStudioEthernet/IP-yhteysrobotille
Konfiguraatiooliladattavalogiikalle,jolloinlogiikkaottikäyttöönluodutyhteydet.
YhteydentoimivuuttapystyimonitoroimaanEthernet/IPyhteysasetuksistataiteke-
mälläkuvion33mukainentestiohjelma.Robotinoperointipaneeliltaohjattaessasen
ulkoistalähtöäOUT#0049,kuvion33logiikkaohjelmassarung3RobEIPInput.DI1-kos-
ketinaktivoitui.Rung4RobEIPOutput.DO1-lähtöönohjattiin1spulssia,jolloinrobo-
tinulkoinentuloIN#0049aktivoitui1spulssilla.Tällöintiedettiin,ettäyhteyslogii-
kaltarobottiinjarobotiltalogiikkaanolitoimiva.
Kuvio33.Ethernet/IP-yhteydentestaus.

71
10 Ohjelmointi
Ohjelmointialoitettiinlogiikkaohjelmoinnillajaturvaohjaimenohjelmoinnilla,jotka
voitiinsuorittaaetukäteentoimistontyöpisteellä.Ohjelmoinnissahyödynnettiinsäh-
kösuunnittelunbenchmarking-haastatteluntuloksia.Tutkimustulostenperusteella
sekvenssiaskelluksessapystyttiinhyödyntämäänaiemminluotuasiirtorekisteri-poh-
jaohjelmarakennetta.Työntoteutuksessaeitarvinnutkeskittyäsekvenssinsiirtore-
kisteripohjaohjelmanohjelmointiin,vaanohjelmoinninpystyialoittamaansuoraan
sekvenssirakenteensuunnittelulla.LogiikkaohjelmoinnissahyödynnettiinSysmacStu-
dio-ohjelmistonkäyttöohjetta,jonkamukaisestiohjelmassakäytettyjenohjelmamo-
duulienvalintasuoritettiin.
10.1 Logiikkaohjelmointi
Logiikkaohjelmointialoitettiinfyysistentulojenjalähtöjenyhdistämisellämuuttujiin.
Ennenmuuttujamäärittelyjäolitiedettävämihinfyysisiintuloihinjalähtöihintoimi-
laitteetyhdistetään.Tarvittavattulo-jalähtösignaalitselvitettiinsähkösuunnittelun
tuloksenaluodunI/O-kaavionperusteella,jossalogiikanjaturvalogiikanfyysisettulo-
jalähtöportitliitettiintoimilaitteisiin.Kuvion34mukaisestilogiikankäyttööntulee11
tulosignaaliapaikat(00-10)ja10lähtösignaaliapaikat(00-09).Turvalogiikanturva
I/O:tatarvitaan8-tuloaja4-lähtöä,jotkaveivätNX-SID800yksiköltäkaikkiturvatu-
lot(si0-si7)jaNX-SOD400-yksiköltäkaikkiturvalähdöt(So0-So3).NX-SIH400jaNX-
SOD200turvaI/O-yksiköttoimivatvaralla,mikäliturvaI/O:taolisitarvittusuunnitel-
tuaenemmän.

72
Kuvio34.OhjelmoitavanlogiikanjaturvaohjaimenI/O-kaavio.
10.1.1 Fyysistentulojenjalähtöjenyhdistäminenmuuttujiin
NX1P2-logiikkasisälsi24-kappalettafyysistäI/O:ta,jonkamuuttujatolivatmääritet-
tävissäSysmacStudionI/OMap-osiossa.Kuvion35mukaisestikullekintulollejaläh-
dölleolinimettävämuuttuja(variable).Muuttujanimettiinsähkösuunnittelussaluo-
dunI/O-listanperusteella.Muuttujiennimeämisessäkaikkitulotkäyttötarkoituk-
sestariippumattanimettiinI-alkuisiksi,jokatarkoittaaInput-signaalia.Kaikkienläh-
dötmerkattiinO-alkuisiksi,jokaviittasilähtöönelioutput-signaaliin.Muuttuja-
nimessäkäytettyalkukirjainhelpottiohjelmanlukuajasymbolienhakuaohjelmointi-
vaiheessa.

73
Kuvio35.OhjelmoitavanlogiikanI/O:nyhdistäminenmuuttujiin.
Pakkaus-jaruiskuvalukoneenkättelytiedoillelisättiinkommenttikenttäänlisäkom-
mentti,jollaselvennettiinsignaalinkulkusuuntaalaitteidenvälillä.Jokainenmuuttuja
määritettiinulkoiseksimuuttujaksi(GlobalVariables),jolloinneolivatjokaisenohjel-
mamoduulinkäytettävissä.Ulkoisiksimuuttujiksimääritetytmuuttujatlisättiinauto-
maattisestiSysmacStudionulkoisetmuuttujat(GlobalVariables)kirjastoon,jossasi-
jaitseekaikkiluodutulkoisetmuuttujat.
10.1.2 Ohjelmarakenne
Jokaiselletoimilaitteellemuodostettiinomaohjelmamoduuli,jossakyseisenohjel-
manohjelmointitapahtui.Ohjelmat-osioonluotiinohjelmamoduulitpakkauksen
(Packing),leikkaimen(Cutter),kääntöpöydän(Turntable),asetuksien(Settings)jahäi-
riöiden(Error)ohjauksille.Kukinohjelmamoduulisuorittiomaaohjelmakiertoavälit-
tämättätoistenohjelmakierroista.Jokainenohjelmamoduuliolijaettupienempiin
ohjelmamoduuleihin,niinsanottuihinaliohjelmiin.Leikkaimenjakääntöpöydänoh-
jelmamoduulitsisälsivätaliohjelmamoduulitasetuksille(Settings),sekvenssille(Se-
quence)jalähdöille(Outputs).Aliohjelmissasijaitsikirjoitettuohjelmakoodi.Ohjelma
jaettiinosakokonaisuuksiineliaskeleisiin(Rung).Askeleetonjaettunumeroinnol-
lastaalkaen.

74
10.1.3 Pakkaukoneenohjaus
Pakkaus-(Packing)ohjelmamoduulissakäsiteltiinainoastaanrobotinjapakkausko-
neenvälisiäI/O-liityntärajapintaohjauksia.LogiikanjapakkauskoneenvälisetI/O-lii-
tyntärajapinnatolivälireleistetty,jolloinkummankinlaitteenjännitteetpysyivät
omassapotentiaalissaan.Teollisuusrobottitarvitsipakkauskoneeltatiedon,milloin
lusikatsaiviedäpakkauskoneelle.Robottipuolestaanaktivoikäynnistys-signaalin
pakkauskoneellejätetynlusikkapinonjälkeen.Pakkauskoneenohjelmointitoteutet-
tiinrelekaavio-ohjelmointina.
Kuvion36pakkausohjelmasisälsikolmeaskelta,joistaaskel0oliohjaussignaaliEt-
hernet/IP-kenttäväylänylirobotille,jossaannettiinrobotillevientilupapakkausko-
neelle.Vientiluvanehtonaturvapiirienolioltavasuljettunajapakkauskoneolioltava
valmiustilassasekäasetettuautomaattiajolle(AutoOn).Pakkauskoneenvalmius-ja
automaattiajotulosignaalittulivatpakkauskoneeltaliityntärajapinnanylilogiikanfyy-
sisiintuloihinI/O-listanmukaisestipaikkoihinIN09jaIN10.
Kuvio36.Logiikkaohjelmamoduulipakkaus.
Kuvion36askel1käsittelipakkauskoneenkäynnistys-signaalia.Robotinantama
käynnistyskäskyohjasisuoraanlogiikanfyysistälähtöäOUT08(PackingStart),joka
antoikäynnistyskäskynpakkauskoneelle.Robotinantamakäynnistyspulssioliniinly-
hyt,ettäkäynnistyskäskyyntehtiin2somapito,jollapidennettiinkäynnistyskäskyn
pituutta.

75
Askel2käsittelihäiriögenerointiamahdollisenpakkauskonehäiriönilmoittamiseksi.
Tuotantoajonaikanailmaantuvathäiriötpakkauskoneessataipakkauskoneenauto-
maattiajotilastapoistuminenaktivoihäiriön10skuluessa.Häiriöaktivoivalotornin
punaisenvalonjarobotilleannettulusikoidenvientilupapoistuuvälittömästi.Käyn-
nistyskäskynomapidollejahäiriöaktivoinnissakäytetytajastimetlisättiinpaikallis-
muuttujiin,jolloinkyseisetmuuttujatolivatkäytettävissäainoastaanpakkaus-ohjel-
mamoduulinsisällä.
10.1.4 Leikkaimenohjaus
Leikkaimenohjaukseentarvittiinruiskuvalukoneenlineaarirobotiltakättelytietologii-
kalle,milloinlusikkaviuhkaonvalmisleikattavaksi.Logiikanolivälitettävätietoline-
aarirobotillesuoritetustavaluylijäämäleikkauksesta.I/O-liityntärajapinnatlaitteiden
välillätoteutettiinfyysiselläI/O:llavälireleitäkäyttäen,jolloinlaitteidenjännitteetpy-
syivätomassapotentiaalissaan.Logiikkaohjasileikkaussylinteriäohjaavaa5/2-pai-
neilmaventtiiliä,jonkaliikettäseurattiinsylinteriinkiinnitetyilläantureilla.
Leikkaimenohjauksenohjelmointitoteutettiinrelekaavio-ohjelmointinajasekvens-
siohjausohjelmointina,jollointyövaiheetetenivätaskelkerrallaan.Leikkaimenohjel-
mamoduulijaettiinasetukset,sekvenssijalähdötohjelmamoduuleihin.Asetuksetoh-
jelmamoduulisisälsisekvenssinaskellukseenvaaditunaskelrekisterin.Sekvenssioh-
jelmamoduulisisälsiohjaussekvenssinleikkaussylinterinohjauksellejasensuoritettu-
jenliikkeidenvalvonnalle.Lähdötohjelmamoduulisisälsileikkaimenohjauksenja
I/O-liityntärajapintojenkättelytiedotruiskuvalukoneenlineaarirobotinvälille.
Kuvion37esittääsekvenssiohjelmamoduulin,jossaohjelmaonjaettukolmeenaske-
leeseen.Askel0sisältääainoastaanleikkausviiveajastimen,jollaolitarkoitusrauhoit-
taaleikkaustoimenpidettä.Leikkausviivettäkäytettiinsylinterinohjauksenjälkeen,
jolloinsylinteriodottietuasennossa0.2sekuntiaeturajanaktivoitumisenjälkeen.Vii-
vettäkäytettiinmyössylinterinpalatessaperusasentoonsa,jolloinsuoritetustaleik-
kauksestaruiskuvalukoneenlineaarirobottisaisignaalin0.2sekuntiaylärajanaktivoi-
tumisenjälkeen.

76
Kuvio37.Logiikkaohjelmoduulileikkaimensekvenssiohjaus.
Kuvion37askel1määrittialkuehdotsekvenssiaskellukselle.Ennensekvenssinaskel-
luksenaloittamistavarmistettiin,ettäleikkaussylinteriolihalutussaalkuasennossa,
paineilmatkytketty,turvapiiritkuitattujarobottiasetettuautomaattiajolle.
Ehtojentäytyttyäaskel2tikapuukaavioaskelsiensimmäiselleriville,jossaodotettiin
ruiskuvalukoneenlineaarirobotinsignaalialeikkauksenaloituksensallimisesta.Sig-
naalinaktivoituessasekvenssiaskelsieteenpäin,jolloinleikkaussylinterinohjaussal-
littiinkuvion38askeleen0mukaisesti.Tikapuukaaviossaedettiinseuraavilleaske-
leillesyliterinsaavuttamienrajatietojenperusteella.Leikkauksenjälkeenlogiikkavä-
littitiedonlineaarirobotillesuoritetustaleikkauksestakuvion38askel1mukaan.Lu-
sikkaviuhkantuontileikkaimellesallittiinainoastaanleikkaussuoritettu-tiedonol-
lessapoispäältä.Leikkaus-suoritettusignaaliapidettiinpäälläniinkauan,ettäsylin-
terinliikeolipalannutperusasentoonsa.Tällävarmistettiin,ettäleikkainonperus-
asennossaennen,kuinlusikkaviuhkantuontilupalineaarirobotilleaktivoidaan.

77
Kuvio38.Logiikkaohjelmamoduulileikkaimenlähdöt.
Leikkainsylinterinhäiriöngenerointitapahtuikuvion38askeleen3mukaisesti.Auto-
maattiajollageneroitiinhäiriö,mikälileikkainsylinterieisaavuttanutpäätyrajaa10s
kuluessasitäohjattaessa.
10.1.5 Kääntöpöydänohjaus
Kääntöpöydänohjelmamoduulienrakennetoteutettiinyhdenmukaisestileikkaimen
ohjelmamoduulienkanssa.Kääntöpöydänohjelmamoduulitsisältävätasetukset,sek-
venssijalähdötohjelmamoduulit.Ohjelmointitoteutettiinrelekaavio-ohjelmointina
jasekvenssiohjausohjelmointina.
Logiikkaohjasikääntöpöytääruiskuvalukoneenlineaarirobotinjalusikoidenkäsitte-
lyynkäytetynteollisuusrobotintyövaiheidenmukaisesti.Logiikkaantoilineaarirobo-
tillelusikoidentuontiluvan(OUT06),kunkääntöpöytäoliperusasennossa.Lineaari-
robottitäyttialustanjavälittilogiikallekääntöalustatäynnätiedontäytetystäkääntö-
alustasta(IN07).Logiikkasuorittikääntöalustankäännön,jollointäysilusikkapino
siirtyiteollisuusrobotintyhjennettäväksijatyhjäalustalineaarirobotintäytettäväksi.
Käännönjälkeenlogiikkavälittiteollisuusrobotilletyhjennysluvanjalineaarirobotille

78
täyttöluvan.Kääntöpöytääeikäännettyennekuinkummatkinrobotitolivatilmoitta-
neettyönsäsuoritetuksi.
Kääntöpöydänohjaustoteutettiinkahdella5/2-suuntaventtiilillä,jollamahdollistet-
tiinhallittukääntötoimenpidekumpaankinkääntösuuntaan.Ennenkääntöpöydän
paineilmaohjauksenkytkemistäkääntöpöytätäytyialustaa.Tämätarkoitti,ettäkään-
töpöydänasettaminenperusasentoontoteutettiinsiten,ettäpaineohjattiinmolem-
piinpyöröpöydänsuuntaventtiileihinlähdöilläOUT4jaOUT5.Paineidenkytkemisen
jälkeenohjauspoistettiinOUT5lähdöltä,jolloinpyöröpöytäpystyttiinkääntämään
perusasentoonsahallitusti.
Kuvion39esittääkääntöpöydänohjauksentoteuttavaaohjelmaa.Askel3ja4ohjel-
malohkoissamääritelläänpyöröpöydänalustus.Alustustarvittiin,mikäliturvasuojat
oliavattu,paineilmasyöttöpoistunuttairobottiohjelmasuoritusaloitettiinalusta.
Alustustavaadittaessapainekytkettiinkummallekinpuolellekääntöpöytää2sekun-
ninkuluttua,kunpaineilmaoliaktivoitu,turvasuojatkuitattujarobottiasetettuauto-
maattiajolle.OUT5-ohjauspoistettiin2sekunninkuluttuayhdenaikaisestapaineen-
kytkennästäjakääntöpöytäohjattiinperusasentoonaskel5mukaisesti.Automaat-
tiajossakääntöpöydänohjaustapahtuuaskel5jaaskel6mukaisesti.

79
Kuvio39.Logiikkaohjelmamoduulikääntöpöydänohjaus.
Kääntöpöydänsekvenssimoduulissakuvio40askel1määrittisekvenssinalkuehdot,
jossatarkistettiin,ettärobottionautomaattiajolla,kääntöpöytäperusasennossa,pai-
neilmansyöttöaktivoitujaturvapiiritkuitattu.Ehtojentäytyttyäkuvion40askel2
mukaisestisekvenssijäiodottamaankääntöpöydäntäyttymistä.Ensimmäiselläohjel-
makierrollateollisuusrobotilleeivoituantaatyhjennyslupaa,koskakääntöpöytäoli
vielätyhjä.Ensimmäisenohjelmakierronjälkeenteollisuusrobotinsaityhjennysluvan
jokaisensuoritetunkäännönjälkeen.Tästäjohtuenensimmäinenohjelmakiertooli
tunnistettavaohjelmallisesti,jokaolitoteutettuaskel3mukaisesti.Kyseisessäohjel-
malohkossalaskettiinohjelmakierrotjaensimmäisenohjelmakierronjälkeenpaikal-
lismuuttujaaktivoitiin.Muuttujaohittiaskel2sekvenssitikapuuaskeleen2,jossa
odotettiinainoastaanlineaarirobotintäyttöä.
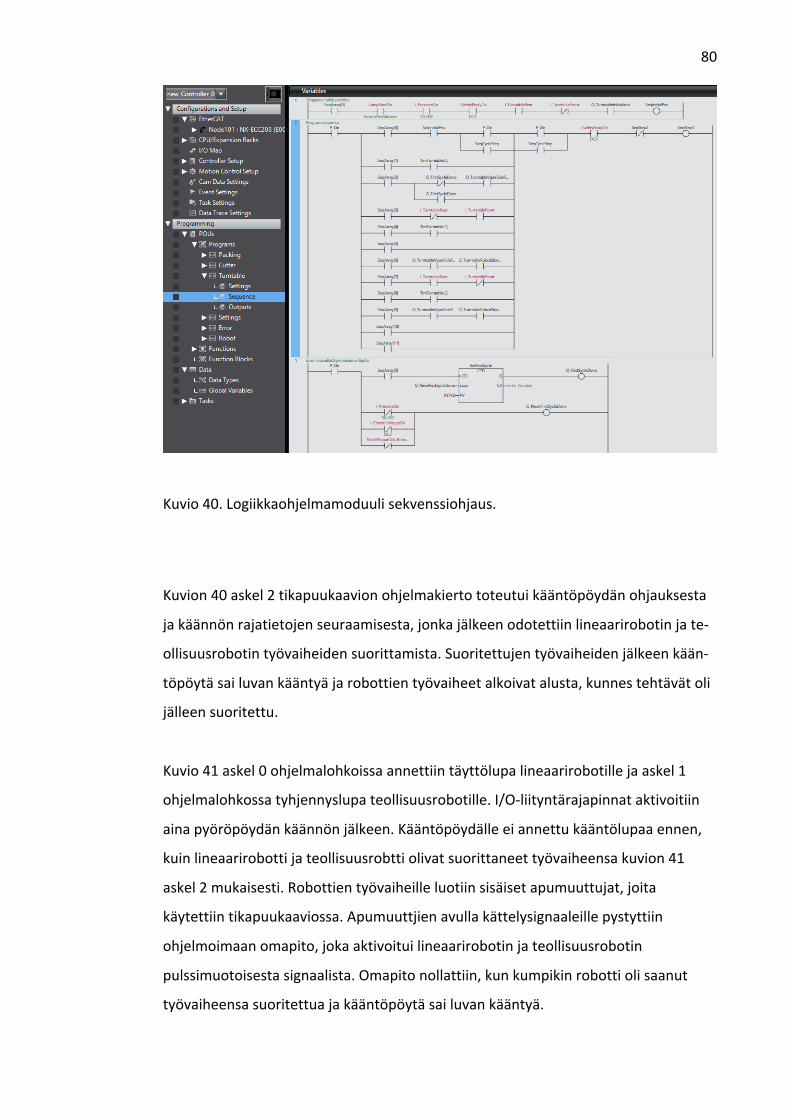
80
Kuvio40.Logiikkaohjelmamoduulisekvenssiohjaus.
Kuvion40askel2tikapuukaavionohjelmakiertototeutuikääntöpöydänohjauksesta
jakäännönrajatietojenseuraamisesta,jonkajälkeenodotettiinlineaarirobotinjate-
ollisuusrobotintyövaiheidensuorittamista.Suoritettujentyövaiheidenjälkeenkään-
töpöytäsailuvankääntyäjarobottientyövaiheetalkoivatalusta,kunnestehtävätoli
jälleensuoritettu.
Kuvio41askel0ohjelmalohkoissaannettiintäyttölupalineaarirobotillejaaskel1
ohjelmalohkossatyhjennyslupateollisuusrobotille.I/O-liityntärajapinnataktivoitiin
ainapyöröpöydänkäännönjälkeen.Kääntöpöydälleeiannettukääntölupaaennen,
kuinlineaarirobottijateollisuusrobttiolivatsuorittaneettyövaiheensakuvion41
askel2mukaisesti.Robottientyövaiheilleluotiinsisäisetapumuuttujat,joita
käytettiintikapuukaaviossa.Apumuuttjienavullakättelysignaaleillepystyttiin
ohjelmoimaanomapito,jokaaktivoituilineaarirobotinjateollisuusrobotin
pulssimuotoisestasignaalista.Omapitonollattiin,kunkumpikinrobottiolisaanut
työvaiheensasuoritettuajakääntöpöytäsailuvankääntyä.

81
Kuvio41.Ohjelmamoduulikääntöpöydänulkoisetkättelyt.
10.2 Turvaohjaimenohjelmointi
TurvaohjaimenohjelmointialoitettiinturvakomponenttienliittämiselläturvaI/O-yk-
siköihinjamuuttujannimeämisillä.Turvakomponentitlisättiinsähkösuunnitteluntu-
loksenaluodunkuvion34I/O-kaavionmukaisesti.Turvaohjaimenohjelmointitoteu-
tettiinSysmacStudiollaFBD-(FunctionBlockDiagram)ohjelmointina.Hätä-seis-ja
turvapiirinohjauksilleluotiinomatohjelmamoduulit.OhjelmointitoteutettiinSysmac
Studio-käyttöohjettahyödyntäen.
10.2.1 Riskianalyysi
Ennenturvapiiriensuunnitteluajaohjelmointiaolitiedettävämillaisillaturvatoimilla
jaturvakomponenteillaautomaatinkäyttöönliittyviäriskejälähdettiinminimoimaan.
Riskienarviointisuoritettiinriskianalyysinavulla,johonosallistuitilaajayrityksen
johtosekäsähkö-jamekaniikkasuunnittelu.Riskianalyysisuoritettiinmatriisimene-
telmänavulla,jossariskientodennäköisyyttäverrattiinriskinvakavuuteen.Riskiana-
lyysintuloksenamääritettiinmekaanisetjasähköisetratkaisut,joidenyhteistulok-
senakäyttäjäturvallisuusriskitsaatiinvähäiseksitaisiedettäväksi.

82
10.2.2 Turvapiirinrakenne
Turvapiirienrakennekoostuihätä-seispiiristäjaturvapiiristä.Hätä-seispainikkeiden
turvalliseentilaansaattaminenmahdollistiohjausjännitteidenkytkennänautomaat-
tiin.Ohjausjännitteetkytkivätohjauskeskukseensarjaankytkettyjähätä-seisreleitä,
jotkaohjasivat24VDC-jännitesyötönohjauskeskuksenDC2-riviliittimeen.DC2-puo-
lestaanaktivoialennetunpaineenkytkeytymisenpneumaattisiintoimilaitteisiinsekä
jännitteensyötönlogiikanI/O:lle.DC2-jännitteidenkytkennäteivätsallitoimilaittei-
denliikekäskyjensuorittamista.
Turvakomponenttinatoimivienturvasuojienovikytkimienaktivointimahdollistiauto-
maatinturvapiirienkuittaamisen.Turvaovienkuittauspainikeoliturvaovenvieressä,
jokaaktivoiohjauskeskuksessaolevatsarjaankytketytturvareleet.Releetohjasivat
24VDCjännitteensyötönDC3-riviliittimelle.DC3-jännitesyöttöaktivoitäydentyöpai-
neenmekaanisilletoimilaitteillejasallitoimilaitteidenjateollisuusrobotinliikekäsky-
jensuorittamisen.
Turvaohjaimenlähdöilläohjattujenhätä-seisjaturvareleidentarkoituksenaolivä-
hentääturvaohjaimessatarvittavienturvalähtöjenmäärää.Ohjatutturvareleetsisäl-
sivätkuusikärkitietoa,jotkaolivatvapaastikäytettävissähätä-seisjaturvapiireihin
kytketyilletoimilaitteille.Ohjattujareleitäolihätä-seisjaturvapiirilläkaksikappa-
letta,joidenkoskettimetolivatsarjaankytkettyjä.
Kaikkiautomaatinhätä-seis-painikkeetmukaanlukienteollisuusrobotinjapakkaus-
koneenkytkettiinosaksiruiskuvalukoneenkahdennettuahätä-seispiiriä.Ruiskuvalu-
koneenhätä-seisreleeltäotettiinkahdennettukärkitietoturvaohjaimenturvatuloihin
(Si0jaSi1).Tällöinturvaohjainsaitiedonminkätahansahätä-seispainikkeenaktivoi-
misesta.Hätä-seispainikkeenaktivoituessaturvaohjainpoistivälittömästiohjauskes-
kuksenhätä-seisreleidenohjaukset(So0jaSo1),jotkapoistivatautomaatinpai-
neilma-jajännitteensyötöt.
Linjankaikkiturvasuojatkytkettiinosaksiruiskuvalukoneenkahdennettuaturvapiiriä
jaruiskuvalukoneenturvareleeltäotettiinturvaohjaimeenturvatuloihin(Si2jaSi3)

83
kahdennettukärkitieto.Ruiskuvalukoneenturvareleenkuittausmahdollistettiin,kun
kaikkiautomaatinturvasuojatolivataktivoitunaturvalliseentilaan.Tällöinturvapiiri
olimahdollistakuitataturvapiirinkuittauspainikkeesta.Kuittausmahdollistiohjaus-
keskuksenturvareleidenohjaukset(So2jaSo3),jotkamahdollistivatDC3-jännitteen-
syötönaktivoitumisen.Turvaovissakäytettiinlukollisiaturvakytkimiä,jotkalukitsivat
turvaovetkuittauksenjälkeen.Ovienavausmahdollistettiinavauspyyntöpainikkeen
aktivoimisenjälkeen.
10.2.3 TurvakomponenttienyhdistäminenturvaI/O-yksiköihin
LaitekonfiguraatioissamääritetyilleturvaI/O:lleolimääritettäväkäytettävätturva-
komponentit.Turvakomponentitlisättiinsähkösuunnitteluntuloksenaluodunkuvion
34I/O-kaavionmukaisesti.
Kuvio42esittääSysmacStudio-ohjelmistonNX-SID800-turvatuloyksikköönliitetyt
turvakomponentit.Turvakomponentitlisättiinkuvion42oikeanreunanlaitekirjas-
tosta.8-paikkaisenturvatuloyksikönturvatuloihinSi00jaSi01liitettiinruiskuvalu-
koneenhätä-seis-releenkärkitiedot.TurvatuloihinSi02jaSi03ruiskuvalukoneentur-
vareleenkärkitiedot.Si04turvatuloonkytkettiintakaisinkytkentäturvalogiikanläh-
döilläSo00jaSo01ohjatuistahätä-seisreleistä.Si05turvatuloonkytkettiintakaisin-
kytkentäturvalogiikanlähdöilläSo02jaSo03ohjatuistaturvareleistä.Turvatuloihin
Si04jaSi05kytketyillätakaisinkytkentätiedoillavalvottiinohjattujenturva-jahätä-
seisreleidentoimintaa.Si06turvatuloonkytkettiinohjausjännitepainike,jollaaktivoi-
tiinautomaatinhätä-seispiiri.Si07turvatuloonkytkettiinturvaovienkuittauspainike,
jollaaktivoittiinturvapiiri.

84
Kuvio42.Turvatulojenyhdistäminenturvatuloyksikköön.
Kuvio43esittääNX-SOD400turvalähtöyksikköönkytketytohjattavatturvakom-
ponentit.4-paikkaisenturvalähtöyksikönturvalähdötSo00jaSo01onkytkettyoh-
jauskeskuksenhätä-seis-releidenohjaukseen.TurvalähtöihinSo02jaSo03onkyt-
kettyohjauskeskuksenturvareleidenohjaukseen.
Kuvio43.Turvalähtöjenyhdistäminenturvalähtöyksikköön.

85
Turvakomponenttienlisäyksenjälkeenkäytössäolevilleturvatuloillejaturvalähdöille
nimettiinmuuttujatkuvion44mukaisesti.Komponenttienlisäysvaiheessalisätty
kommenttitallentuiautomaattisestimuuttujakommenttikenttään(VariableCom-
ment).Muuttujatmääritettiinulkoisiksimuuttujiksi,jolloinneolivatjokaisenohjel-
mamoduulinkäytettävissä.Kahdenkärkitiedonturvakomponenteilleolimahdollista
määrittääyksimuuttujanimi,jolloinmolemmatkärkisignaalitolivatyhdenmuuttujan
alla.
Kuvio44.TurvaI/O:nmuuttujamäärittelyt.
10.2.4 Turvaohjaimenohjelmointi
Kuvion45esittäähätä-seispiirinohjaukseenkäytettyjäohjelmasymboleitajaniiden
keskinäisiäkytkentöjä.Kuvion45SF_EmergencyStop-ohjelmasymbolintarkoituksena
olimonitoroidahätä-seispiirintoimintaa.OhjelmasymbolintuloS_EStopInkytkettiin
turvatuloihinSi00jaSi01määritettyynmuuttujaan,jokaaktivoituiruiskuvalukoneen
hätä-seisreleenkärkitietojenmukaisesti.Ohjelmasymbolinaktivointiinvaadittiineh-
jänhätä-seispiirinlisäksikuittausohjausjännitepainikkeeltaEmergencyReset-(Si6)tu-
loon,jolloinohjelmasymbolinS_EstopOut-lähtöaktivoitui.

86
Kuvio45.Hätä-seis-piirinohjaus.
OhjelmasymbolinSF_EDMtarkoituksenaoliseurataohjattujenhätä-seisreleidentoi-
mintaatakaisinkytkennänavulla.SF_EmergencyStopohjelmasymbolinaktivoiduttua
SF_EDMohjelmasymboliaktivoiturvalähdötSo00jaSo01,jotkaohjasivatohjauskes-
kuksenhätä-seisreleitä.Releiltäolitultavatakaisinkytkentä200mskuluessatuloihin
S_EDM1jaS_EDM2,jolloinkyseinenohjelmasymbolijäiaktiiviseentilaanjättäen
S_EDM_Out-lähdönpäällejahätä-seispiirinaktiiviseksi.SF_EmergencyStop-ja
SF_EDMohjelmasymbolitolivatkeskenäänsarjaankytkettyjä,jolloinhätä-seispiiri
katkaistiinvälittömästiminkätahansahätä-seispainikkeenaktivoituessa,taiohjattu-
jenhätä-seisreleidentakaisinkytkentätiedonkatkettua.Hätä-seispiirinuudelleen
käynnistäminenvaatikaikkienhätä-seispainikkeidensaattamistavalmiustilaan,jonka
jälkeenhätä-seispiirivoitiinkuitataohjausjännitepainikkeesta.
Kuvio46esittääturvapiirinohjaukseenkäytettyjäohjelmasymboleitajaniidenkeski-
näistäkytkentää.TurvapiiriohjauksessahyödynnettiinsamojaSF_EmergencyStopja
SF_EDMohjelmasymboleita,kuinhätä-seispiirinohjauksessa.SF_EmergencyStop-
ohjelmasymboliakäytettiinturvapiirinmonitorointiin.OhjelmasymbolintuloS_ESto-
pInkytkettiinturvatuloihinSi02jaSi03määritettyynmuuttujaan,jokaaktivoituiruis-
kuvalukoneenturvareleenkärkitietojenmukaisesti.Lisäksivaadittiinehjäjaaktivoitu
hätä-seispiiri.Aktivointiinvaadittiinkuitatunhätä-seispiirinjaehjänturvapiirinlisäksi
turvapiirinkuittauspainikkeenaktivointiSafetyReset-(Si7)tuloon,jolloinohjelmasym-
bolinS_EStopOut-lähtöaktivoitui.

87
Kuvio46.Turvapiirinohjaus.
SF_EDM-ohjelmasymbolintarkoituksenaoliseurataohjattujenturvareleidentoimin-
taatakaisinkytkennänavulla.SF_EmergencyStopohjelmasymbolinaktivoiduttua
SF_EDMohjelmasymboliaktivoiturvalähdötSo02jaSo03,jotkaohjasivatohjauskes-
kuksenturvareleitä.Releiltäolitultavatakaisinkytkentä200mskuluessatuloihin
S_EDM1jaS_EDM2,jolloinkyseinenohjelmasymbolijäiaktiiviseentilaanjättäen
S_EDM_Out-lähdönpäällejaturvapiirinaktiiviseksi.Ohjelmoidunturvapiiriohjelman
mukaisestihätä-seispiirintaiminkätahansaovirajakytkinpiirin-taitakaisinkytken-
täsignaalinkatketessaturvaohjainpoistiturvareleohjauksetturvalähdöiltäSo02ja
So03.Turvapiirinsaattaminenaktiiviseentilaanvaatikuitattuahätä-seispiiriäjakaik-
kienturvaoviensulkemista,jonkajälkeenturvapiirivoitiinkuitataturvapiirinkuittaus-
painikkeesta.
10.3 Teollisuusrobottiohjelmointi
Yaskawa-teollisuusrobotinohjelmointisuoritettiinohjelmointitehtävistäviimeisenä.
Lopullisetpisteenopetuksetjaohjelmanhienosäädönpystyitoteuttamaankäyttöön-
ottovaiheessaasiakkaantuotantotilassa.Ohjelmointitoteutettiinrobotinkäsioh-
jaimellajaohjelmointitapanakäytettiinopettamallaohjelmointia.Robottiohjelmoin-
nintyökalu-jaI/O-määrittelyissäsekäohjelmakäskyjentoteuttamisessahyödynnet-
tiinYaskawa-käyttöohjetta.
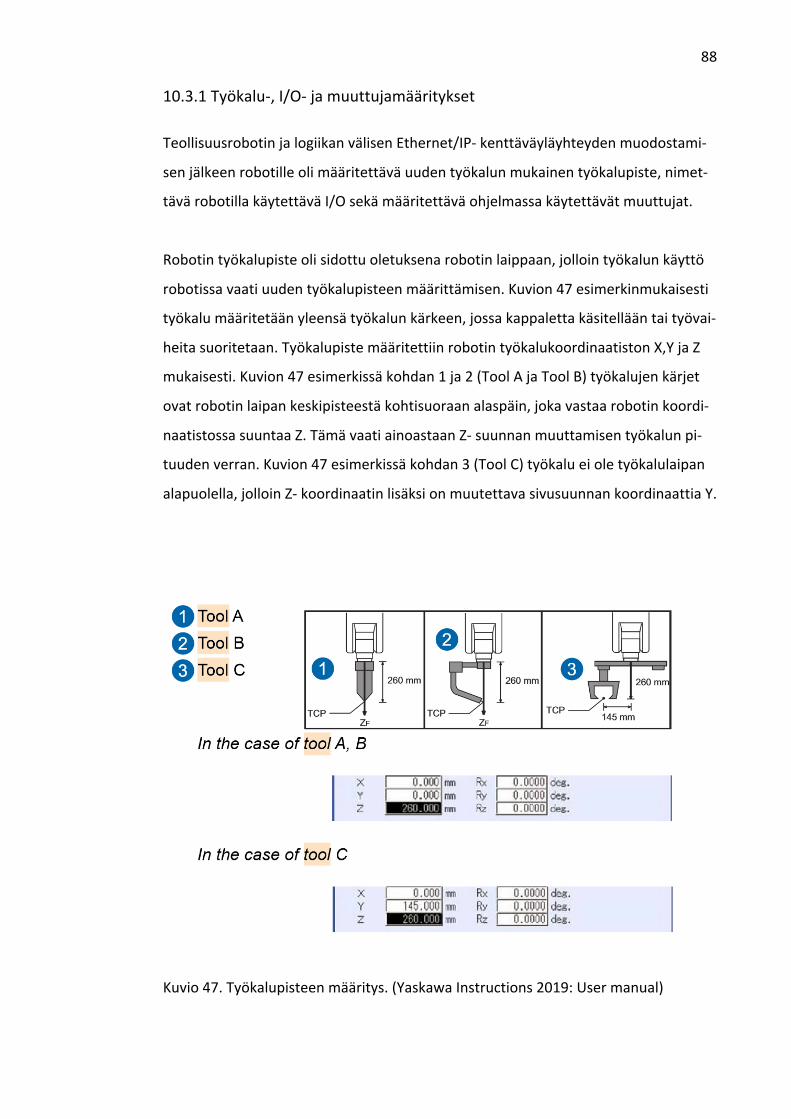
88
10.3.1 Työkalu-,I/O-jamuuttujamääritykset
TeollisuusrobotinjalogiikanvälisenEthernet/IP-kenttäväyläyhteydenmuodostami-
senjälkeenrobotilleolimääritettäväuudentyökalunmukainentyökalupiste,nimet-
tävärobotillakäytettäväI/Osekämääritettäväohjelmassakäytettävätmuuttujat.
Robotintyökalupisteolisidottuoletuksenarobotinlaippaan,jollointyökalunkäyttö
robotissavaatiuudentyökalupisteenmäärittämisen.Kuvion47esimerkinmukaisesti
työkalumääritetäänyleensätyökalunkärkeen,jossakappalettakäsitellääntaityövai-
heitasuoritetaan.TyökalupistemääritettiinrobotintyökalukoordinaatistonX,YjaZ
mukaisesti.Kuvion47esimerkissäkohdan1ja2(ToolAjaToolB)työkalujenkärjet
ovatrobotinlaipankeskipisteestäkohtisuoraanalaspäin,jokavastaarobotinkoordi-
naatistossasuuntaaZ.TämävaatiainoastaanZ-suunnanmuuttamisentyökalunpi-
tuudenverran.Kuvion47esimerkissäkohdan3(ToolC)työkalueioletyökalulaipan
alapuolella,jolloinZ-koordinaatinlisäksionmuutettavasivusuunnankoordinaattiaY.
Kuvio47.Työkalupisteenmääritys.(YaskawaInstructions2019:Usermanual)

89
Tässäopinnäytetyössäpihtitarttujasijaitsikohtisuoraanrobotinlaipansuuntaisesti,
jollointyökalumäärittelyissäolimuutettavaZ-koordinaattiatyökalupihdinpituuden
verran.Pihdintarkkapituussaatiinmekaniikkakuvanavulla.Työkalupisteenmäärittä-
minenhelpottitarkkojenhaku-jajättöpisteidenopetuksessa.Robottiapystyiaja-
maankäsiajollatyökalukoordinaatistossasiten,ettätarttujanasentoapystyimuutta-
maanpihdinkärjenpysyessäpaikallaan.Robotinliikekäskyjäolimahdollistasuorittaa
työkalukoordinaatistonmukaisesti,jolloinlineaariliikettärobottiajoikohtisuoraan
määritetyntyökalunsuuntaisesti.
RobotinomaaI/O:takäytettiintarttujanpihdin-japaininsylinterinohjaukseen.Sylin-
tereidensähköisetohjauksetjaanturisignaalienfyysisetkytkennätolitoteutettusäh-
kösuunnitteluntuloksenaluodunohjauspiirikaavionmukaisesti.Kuvio48esittääro-
botillemääritetyttulo-jalähtösignaalit.Pihtitarttujaasekäpaininsylinteriäohjattiin
5/2-paineilmaventtiilinavulla.PihtiäohjattiinrobotinlähdölläOUT#0001japaininta
lähdölläOUT#0002.PihdinanturisignaalintakarajaaktivoituitulossaIN#0001jaetu-
rajatulossaIN#0002.PainimenanturisignaalintakarajaaktivoituitulossaIN#0003ja
eturajatulossaIN#0004.Nimettyjätulo-jalähtösignaalejaolimahdollistakäyttääro-
bottiohjelmassamääritettyjennimienperusteella.
Kuvio48.TeollisuusrobotinI/O-määritykset.

90
LogiikanjarobotinvälisetkättelysignaalitalkoivatrobotintuloissapaikastaIN#0049
alkaenjalähdötOUT#0049alkaenseuraavasti:
• IN#0049=Lusikatpadassa(Hakulupa)• IN#0050=Pussitusvalmis(Vientilupa)• OUT#0049=Patatyhjennetty• OUT#0050=Lusikatasennettu• OUT#0051=Tyhjennetäänpataa• OUT#0052=Ohjelmasuoritusaloitettu
Robotinmuuttujiinlisättiinyksiinteger-(kokonaisluku)muuttuja.Muuttujaakäytet-
tiinhakukertojenlaskennassa.Jokaisenhakukerranjälkeenmuuttuja-arvoalisättiin
yhdellä,jolloinrobottiohjelmassatiedettiin,mitkälokerotontyhjennetty.Viimeisen
hakukerranjälkeenilmoitettiinlogiikalle,ettäkaikkilusikatonhaettujainteger-arvo
asetettiintakaisinarvoon1,jolloinseuraavantäydenkääntöalustantyhjennysalkoi
jälleenlokerosta1.
10.3.2 Ohjelmarakenne
Robottiohjelmointialkoiohjelmarungonsuunnitelulla,jossarobotintoiminnotjaet-
tiinpienempiinohjelmamoduuleihinelialiohjelmiin.Aliohjelmiaolimahdollisuus
käyttääpääohjelmassa(Main)haluamallaantavalla.Perustoimintonalähtötietojen
perusteellaolikääntöpöydäntyhjennysjapakkauskoneellevienti.Ohjelmakokonai-
suudenhallintajamahdollisethäiriötilanteetolihuomioitavaohjelmarakennetta
suunniteltaessa.
Kuvio49esittääpääohjelmarakennetta(Main).Pääohjelmarakennesisältääluotuja
aliohjelmia,joitarobottisuorittijärjestyksessäaliohjelmajaohjelmarivikerrallaan.
Suoritetunrivinjälkeenrobottisiirtyyseuraavalleohjelmarivillejaviimeisensuorite-
tunrivinjälkeenaloittaaohjelmasuorituksenalusta.Pääohjelmasisälsialiohjelmat
ALKUEHDOT,LAATIKKO,KÄÄNTÖPÖYTÄjaPAKKAUSKONE.Edellämainittujenalioh-
jelmienlisäksiohjelmassakäytettiinTARTTUJA-jaHAKU1-12aliohjelmia.Robotin
päästyäpääkiertoonkuvio49mukaisesti,sesuorittiainoastaanKÄÄNTÖPÖYTÄ

91
(haku)jaPAKKAUSKONE(vienti)aliohjelmia.ALKUEHDOT-jaLAATIKKO-ohjelmat
suoritettiinainoastaan,mikälirobottiohjelmasuoritusaloitettiinalusta.
Kuvio49.Teollisuusrobotinpääohjelmarakenne.
10.3.3 Alkuehdotjalaatikointi
Robottialoittipääohjelmasuorituksen(Main)ALKUEHDOT-aliohjelmasta.Alkueh-
doissanollattiinmahdollisetaktiivisetkättelysignaalitlogiikalle.Kääntöpöydänin-
teger-arvoksiasetettiin1,jolloinrobottialoittikääntöpöydäntyhjentämisenpaikasta
1.
LAATIKKO-aliohjelmassarobotintarttujaanmahdollisestijääneetkappaleettyhjen-
nettiinlaatikkoon,ainaennenpääohjelmakierronaloittamista.Robotilleolimääri-
tettysolunsisällelaatikkopaikka,jonkapäällätarttujantyhjennyssuoritettiin.Robotti
ajettiinlaatikonpäälleopetettuihinylä-jaalapisteisiinMOVJ-liikekäskyllä,nopeuk-
sillaVJ=80jaVJ=70.LähtöjenOUT#0001jaOUT#0002ohjauksetpoistettiin,jotka

92
poistivatohjauksetpihtitarttujaltajapainimeltakuvion50mukaisesti.Tarttujanpih-
dinjapaininsylinterintakarajojenaktivoituminenvarmistettiintulojenIN#0001ja
IN#0003aktivoitumisella.
Kuvio50.TeollisuusrobotinLAATIKKO-aliohjelma.
10.3.4 Kääntöpöydältähaku
ALKUEHDOTjaLAATIKKO-ohjelmiensuorittamisenjälkeenvoitiinaloittaapääohjel-
makierto,jokaaloitettiinKÄÄNTÖPÖYTÄ-aliohjelmasta,jokasisälsimyösaliohjelmat
HAKU1-12.RobottiajoiodotuspisteeseenkääntöpöydänläheisyyteenMOVJ-liike-
käskyllä,jossarobottijäiodottamaanlogiikanantamaahakulupakäskyäIN#0049ku-
vion51mukaisesti.Kääntöpöydänkäännyttyärobotintyöalueelle,logiikkaantoiro-
botilleluvansuorittaakääntöpöydäntyhjennys.Alkuasetuksissamääritettiinhakulas-
kurinI000integer-arvoksi1,jolloinkuvion51mukaisestiohjelmarivillä0006haku
suoritettiinaliohjelmastaHAKU1.Jokaisenhakukerranjälkeeninteger-arvoalisättiin

93
yhdellä.Seuraavallahakukerrallainteger-arvooli2,jolloinlusikathaettiinaliohjel-
mastaHAKU2.Viimeisen12hakukerranjälkeeninteger-arvoksiasetettiinjälleen1
jarobottiilmoittilogiikalletyhjennetystäkääntöalustasta.
Kuvio51.TeollisuusrobotinKÄÄNTÖPÖYTÄ-aliohjelma.
HAKU1-12-aliohjelmasuorittaminentoteutettiinIF-ehtolauseenmukaisesti.Kuvion
51ohjelmarivillä0006olevaIF-lauseessatarkasteltiininteger-arvoaI000.Mikäliin-
tegerarvoI000=1,tällöinsiirryttiinsuorittamaanaliohjelmaaHAKU1.Josinteger-
arvoeiolisiollut1,tällöinoltaisisiirryttyohjelmariville0009jatarkasteltuonkoin-
teger-arvo2.Integer-arvonollessa2suoritettiinaliohjelmaHAKU2.Mikäliinteger-
arvoeiolisiollut2oltaisiintarkasteltuinteger-arvoa3jajne.
Haku1-12aliohjelmatolivatkeskenäänidenttisiä,ainoastaanjokaisenohjelmanpis-
teetoliopetettukullekinhaulleomaanlokeroonsa.Ohjelmasisälsiyläpisteenhaku-
paikanpäälläjaalapisteen,jostalusikkapinoolimahdollistapoimia.Alapisteessätart-
tujasuljettiin,jonkajälkeenrobottinousitakaisinyläpisteeseenjaolivalmissiirty-
määnPAKKAUSKONE-aliohjelmaan.

94
10.3.5 Pakkauskoneellevienti
PAKKAUSKONE-aliohjelmassavarmistettiinIF-lausekkeellalogiikanantamavienti-
lupapakkauskoneelletulostaIN#0050.Mikälipakkauskoneessailmenihäiriö,vienti-
lupaapakkauskoneelleeiollutjakääntöpöydältänoudetutlusikatajettiinlaatikkoon.
Pakkauskoneenhäiriöeisaanutestääruiskuvalukoneentoimintaa,jonkatakiakään-
töpöytäolityhjennettäväpakkauskoneessailmenneestähäiriöstähuolimatta.
VientiluvanIN#0050ollessaaktiivinen,lusikkapinonvientisallittiinpakkauskoneelle.
Lusikkapinojätettiinuseanvälipisteenkauttapakkauskoneenhihnallevaakatasossa.
Tarttujaavattiinjarobottiajettiinpoispakkauskoneenhihnanläheisyydestä.Robotti
asettilähdönOUT#0050aktiiviseksi,jolloinlogiikkatiesirobotinjättäneenlusikkapi-
nonpakkauskoneenhihnallejaantoipakkauskoneellekäynnistys-signaalin.Pakkaus-
koneajoihihnaayhdenlusikkapinonverraneteenpäin.Robottijatkoiohjelmakierto-
aanhakemallaseuraavanlusikkapinonkääntöpöydältä.
10.3.6 Tarttujanohjausjahäiriöngenerointi
PihtitarttujanavaaminenjasulkeminentoteutettiinTARTTUJA-aliohjelmassa.Pihdin
käyttöätarvittiinjokaisessa12HAKU-aliohjelmassa,LAATIKKO-jaPAKKAUSKONE-
aliohjelmissa.Ohjelmanselkeydenvuoksitarttujalletehtiinomaaliohjelma,jotakut-
suttiinaina,kunpihtitarttujaaolitarveavatataisulkea.Tarttujanpihdinavaus-jasul-
kemishäiriöstäaktivoitiinhäiriöilmoitus.Häiriöaktivoitiinmikälipihtieipäässytsul-
jettaessaeturajalleen(IN#0002)taiavatessatakarajalleen(IN#0001).
PihtiohjelmanrakennetoteutettiinIF-lauseensisälle,jossapihdinollessakiinni,se
avattiinjapihdinollessaauki,sesuljettiin.Kuvio52esittäätarttujanavaamisohjel-
maa.PaininsylinterinohjausOUT#0002poistettiinjaodotettiin,ettäpainimentaka-
rajaIN#0003aktivoituu.Odotettiin0.5sekuntiajapoistettiintarttujapihdinohjaus
OUT#0001.PihdintakarajanIN#0001oliaktivoiduttava3sekunninkuluessa,muuten
aktivoitiinhäiriöilmoitus”PIHTIEIAUKEA”.Häiriönilmaantuessarobottiohjelman
suorituslopetettiinjarobotinkäynnistäminenolimahdollistahäiriönpoistamisenjäl-
keen.Pihdinsulkemisenohjelmarakennetoteutettiinvastaavallaohjelmarakenteella.

95
Kuvio52.TeollisuusrobotinTARTTUJA-aliohjelma.
10.3.7 Ohjelmasuorituksenaloittaminen
Puukuitulikkaautomaatinkäyttöpaneelinatoimirobotinoperointipaneeli.Automaa-
tinkäynnistäminenautomaattiajollealoitettiinohjausjännitteidenkytkennällä,joka
tapahtuisolunsisälläolevansähkökeskuksenohjausjännitepainikkeesta.Varmistet-
tiin,ettäkääntöalustaontyhjäennenajonaloittamistajarobottilähelläsenkotipis-
tettä.Ruiskuvalukoneenjasolunympäröivänsuoja-aidanturvaovetsuljettiinjakui-
tattiinsuoja-aidanvieressäolevastakuittauspainikkeesta.Ruiskuvalukonejapak-
kauskoneasetettiinautomaattiajolle.Robotinoperointipaneelistavalittiinsuoritetta-
vaksiohjelmaksilusikanpakkauksenpääohjelma(Main).Robottiservotaktivoitiinja
ohjelmasuoritusaloitettiinrobotinoperointipaneelinSTART-painikkeesta,jolloinro-
bottialoittityösuorituksensapääohjelmanmukaisesti.RobotinSTART-komento
mahdollistimyöslogiikkasekvenssientoiminnanaloittamisen.

96
11 Käyttöönotto
11.1 Toiminnantestaus
Ennenpuukuitulusikkaautomaatinkäyttöönottoajaasiakkaalletoimitustaautomaa-
tinmekaaniset-jasähköisetrakenteetkokoonpantiintoimeksiantajantuotantoti-
loissa.Automaatiokokonaisuudensisältämätkääntöpöytä,leikkainjarobottitarttuji-
neenkytkettiinpneumaattisestijasähköisestiautomaatiojärjestelmään.Niidenme-
kaanisettoiminnot,logiikka-jarobottiohjelmarakenteettestattiin.Automaattikoko-
naisuudentoimintaolimahdollisuustodentaaruiskuvalukonettajapakkauskonetta
lukuunottamatta.Ruiskuvalukoneenjapakkauskoneenpuuttuessaeiollutmahdolli-
suuttasuorittaanormaalistisuoritettavaaFAT-(FactoryAcceptanceTest)hyväksyn-
täajoa.Laitteenlopullinenhyväksyntäsuoritettiinasiakkaantuotantotiloissasuoritet-
tavallaSAT-(SiteAcceptanceTest)hyväksyntäajolla.
Automaatintodennetuntoimivuudenjälkeenautomaattikokonaisuussiirrettiinasiak-
kaantuotantotiloihin.Teollisuusrobotti,leikkain,kääntöpöytä,sähkökeskus,pak-
kauskonejarobottiohjainasennettiinmekaniikkasuunnittelunlaatimanlayout-kuvan
mukaisestiruiskuvalukoneenyhteyteen.Automaatinympärillepytytettiinsuoja-aita,
johonasennettiinhätä-seispainikkeet.Toimilaitteetkytkettiinsähköisestija
pneumaattisestisähkö-jamekaniikkasuunnitelmanmukaisesti.Automaatinlayout-
kuvaesitettyopinnäytetyönliitteessä1.
Liitäntärajapinnatlogiikaltaruiskuvalukoneeseenjapakkauskoneeseensuunniteltiin
yhteistyössäkyseistenlaitteidenlaitetoimittajienkanssa.Suunnitelmattoteutettiin
hyvissäajoinennenlaitteidentoimitusta,jolloinkukinosasivaratatarvittavatI/O:t
laitteidenväliseenkommunikaatioon.Tarvittavatvälireleetlisättiinpuukuituauto-
maatinsähkökeskukseen.I/O-liityntärajapintojenkytkennätsuorittikukinlaitetoimit-
tajatoimittamiinsalaitteisiin.LaitteidenvälisetI/O-rajapinnattestattiinpuolinjatoi-
sin,signaalikerrallaan.

97
Teollisuusrobotilleoliopetettavalopullisetpaikkapisteet.Kaikki12hakupistettä,lusi-
koidenjättöpisteetjalaatikkopisteetopetettiintarvittavinevälipisteineen.Robot-
tiohjelmaatestattiinkäsiajollaaliohjelmakerrallaanennenautomaattiajonaloitta-
mista.Ruiskuvalukoneenlaitetoimittajanedustajatekilineaarirobotinohjelmat,joilla
lusikkaviuhkatajettiinleikkaimenkauttakääntöalustalle.Automaattikokonaisuuden
testausaloitettiinlusikkaviuhkakerrallaantarkistaenlineaarirobotinleikkain-jakään-
töalustanpaikkapisteetsekäruiskuvalukoneenjalogiikanvälistenkättelytietojentoi-
mivuus.Lopultalineaarirobottiajoikääntöalustantäyteenjasuoritettiinkääntöalus-
tankääntö.Testaustajatkettiinteollisuusrobotinpuolelle.Teollisuusrobottipoimi
kääntöalustaltalusikkapinonkerrallaanviedenpinonpakkauskoneenhihnalle.Tes-
tauksessaolitarkoitushavainnoidakaikkienkahdentoistaopetetunhakupisteenpai-
koitus.Lusikkapino,seeisaanutosuahakulokeronreunoihinrobotillahaettaessa.
Pakkauskoneenhihnallejättövaiheessapihtitarttujaeisaanutosuajätettyynlusikka-
pinoon.Testausvaiheessasimuloitiinmyösmahdollisiahäiriötilanteita.Pakkauskone
asetettiinmanuaaliajolle,jollasimuloitiinmahdollistapakkauskoneenhäiriötilan-
netta.Robotillaeiollutlupaaviedälusikkapinojapakkauskoneelle,jolloinrobottiajoi
lusikatpakkauskoneensijastalaatikkoon.Robotinhakulaskurintoimintaatestattiin
siten,ettärobotinolialoitettavaainahakupaikasta1jasiirryttäväensimmäisenhae-
tunlusikkapinonjälkeenhakupaikkaan2jajne.Viimeisenviedynlusikkapinonjälkeen
robotinolijäätäväodottamaankääntöalustankääntymistäjaaloitettavatyhjennys
hakupaikasta1.
11.2 Automaatintestauksetjahyväksyntäajo
EnnenvirallistaSAT-hyväksyntäajoaautomaatilleolisuoritettavatoimeksiantajan
toimintajärjestelmänmukaisettestaukset.Sähköistenkytkentöjenjälkeensuoritet-
tiinsähköisetkoestusmittaukset,jokasisälsieristysvastus-,jäännösjännite-jasuoja-
johtimenjatkuvuusmittaukset.Lähtötarkastuslomakkeensisältämientarkastuskoh-
teidenmukaisestivarmistettiinmuunmuassaturvasuojien-jahätä-seispainikkeiden
toimintajatarvittavienvaroituskylttienasennus.Käyttäjäkoulutuksessaoperaattorit
koulutettiinturvalliseenkoneenkäyttöön.Koulutuksentärkeimpinätavoitteinaoli
käydäläpikoneenkäyttöönliittyvätalkuvalmistelut,automaattiajojarobotinkäsiajo.

98
SAT-hyväksyntäajontavoitteetolimääriteltyasiakkaanjalaitetoimittajanvälisissä
sopimuksissa.SAT-hyväksyntäajoissavarmistettiinautomaatintoimintajasillelu-
vattujaksonaikatavoite.HyväksytystisuoritetunSAT-hyväksyntäajonjälkeenasiak-
kaalletoimitettiinpäivitetytsähkö-jamekaniikkakuvat.Konedirektiivientäyttymi-
sestäasiakkaalletoimitettiinvaatimuksenmukaisuusvakuutus,jonkajälkeenauto-
maattiinasennettiinCE-kyltti.
12 Tutkimustuloksetjapäätelmät
12.1 Tuotannonautomatisointi
Automaattivaatiitoimiakseenmekaanistenratkaisuidenlisäksioikeattoimilaitteet,
ohjausjärjestelmätjaohjelmat,joidenavullaliikekäskyjensuorittaminenautomaatti-
sestionmahdollista.Jokainenautomaatiolaiteonyksilöjasentoimilaitteetjaohjaus-
järjestelmätonvalittavatapauskohtaisesti.Valituttoimilaitteetonliitettäväosaksi
ohjausjärjestelmää,jolloinohjausjärjestelmäkykeneeohjaamaantoimilaitteitaluo-
dunsovellusohjelmanmukaisesti.Ohjausjärjestelmänohjaamattyövaiheetmuodos-
tavatlopultatoimintokokonaisuuden,jollatuotannontoiminnotsuoritetaanauto-
maattisesti.Tällöinvoidaanpuhuatuotannonautomatisoinnista.
Tämänopinnäytetyönsähkösuunnittelunjamekaniikkasuunnittelunbenchmarking-
haastatteluidentuloksenakerätynaineistonperusteellaohjausjärjestelmänjatoimi-
laitteidenvalintasaatiinrajattua.Lopullisetohjausjärjestelmä-jatoimilaitevalinnat
suoritettiinhyödyntäenprojektinlähtötietojajalaitemanuaaleja.Ohjausjärjestelmän
jatoimilaitteidenliittäminentoisiinsatoteutettiinlaitteidentukemaakenttäväyläpro-
tokollajafyysistäI/O:tahyödyntäen.Tämämahdollistitiedonsiirronohjausjärjestel-
mänjatoimilaitteidenvälillä.Ohjelmointivaiheessaohjausrutiinittoteutettiinlogii-
kanlaiteoppaanmukaisesti.

99
Oikeidenohjausjärjestelmä-jatoimilaitevalintojen,luotujenkenttäväylärajapintojen
jaohjelmoidunsovellusohjelmanyhteistuloksenasaatiinaikaanautomaattisestitoi-
mivakokonaisuus.Ohjausjärjestelmänätoimivaohjelmoitavalogiikkaohjaatoimin-
tojatyövaihekerrallaan.Toimilaitteenatoimivateollisuusrobottisuorittaalusikoiden
käsittelyäomansovellusohjelmansamukaisesti.Turvaohjainvalvooturvakompo-
nenttientilatietojasovellusohjelmanmukaisesti.
Tämänopinnäytetyöntuloksenapuukuitulusikankäsittely-japakkaustoimenpiteet
saatiinautomatisoitua.Ruiskuvalukoneenruiskuvalamatpuukuitulusikatsaatiinkäsi-
teltyäjapakattuasiten,ettäautomaatinloppupäästäsaatiinvalmiiksipakattujaate-
rinpusseja.
12.2 Tuotannollisethyödyt
Tuotannonautomatisoinnillatähdätäänyleensätuotannontehostamiseenja/taiope-
raattoreilleraskaidentyövaiheidenpoistamiseen.Tuotannonautomatisoinnintavoit-
teenatässäopinnäytetyössäolituotannonkaksinkertaistaminenjaoperaattoreiden
työvaiheidenpoistaminen.
Mekaanistentoimilaitteidenjanopeidenohjausjärjestelmienansiostatyövaiheiden
suorittamiseenkäytettävääaikaasaatiintehostettua.Automatisoinnintuloksena
puukuitulusikoidenkäsittelypystyttiintoteuttamaanruiskuvalukoneenjaksonaikaa
nopeammin.Tämätarkoitti,ettäruiskuvalukoneenmaksimaallinentuotantotehok-
kuuspystyttiinhyödyntämäänhidastamattatuotantoakäsittely-japakkausvai-
heessa.Loppuasiakkaankertomanperusteellatyövuorossatuotettutuotantomäärä
onsaatuautomatisoinnintuloksenaylittämääntuotantotavoitteet.
Puukuitulusikoidenkäsittelynjapakkauksentoteuttaminenkäsinvaatiuseamman
operaattorintyöpanoksen.Mekaanisten-jaohjelmallistenratkaisujensekäteolli-
suusrobotillatoteutetunkäsittelyntuloksenaoperaattoreidentyövaiheetsaatiin
poistettuakokonaan.Automatisoinnintuloksenaloppuasiakaspystyikeskittämään

100
operaattoreidentyöpanoksenautomaatillapakattujenlusikkapussienjatkokäsitte-
lyyn.
Tuotantotavoitteidenlisäksi,tämänopinnäytetyöntuloksenatoteutetullapuukuitu-
lusikkaautomaatillapystyttiinvaikuttamaanmaailmanlaajuiseenongelmaan.Auto-
maatillakäsiteltävätpuukuitulusikattulevatkorvaamaanperinteisetmuovistaval-
mistetutkertakäyttölusikat.Lusikkamassaonvalmistettuympäristöystävällisiämate-
riaalejahyödyntäen.Loppuasiakkaankertomanperusteellapuukuitulusikatovatpe-
sunkestävätjauudelleenkäytettävissä.Poltettaessalusikatpalavattäysinpuhtaasti.
12.3 Päätelmät
Tämänopinnäytetyöntutkimustuloksistavoidaantodeta,ettätyölleasetetuttavoit-
teetonsaavutettu.Työhönhankitunlähdemateriaalinperusteellaohjausjärjestel-
mänjateollisuusrobotinmahdollistaamyösnykyisentuotannonjatkokehityksen.
TyössäkäytetynautomaatiojärjestelmänEtherCAT-kenttäväyläänonmahdollistali-
sätäväyläyksiköitä,minkäkauttaliitäntärajapinnatuusilletoimilaitteillevoidaanto-
teuttaa.6-akselinenteollisuusrobottiantaavapaudentoteuttaaerilaisiakappaleen-
käsittelyvariaatioita,mikälitulevaisuudessatuotantomenetelmäähaluttaisiinkehit-
tää.
Tämänhetkinentuotantomahdollistaayhdenlusikkapinonpussituksen.Automaattiin
tehtävilläpienillämekaanisillajaohjelmallisillamuutostöillämahdollistettaisiinuse-
ammanlusikkapinonpakkaaminensamaanpussiin.Tällöinkuluttajallesaataisiinlu-
sikkamäärällisestierikokoisiatuotepusseja.Tämävaatisilusikkapinonpannoituksen,
jokaolisimahdollistalisätänykyiseenautomaatiojärjestelmään.Lusikkapinotajettaisi
pannoituksenkauttapakkauskoneenhihnalle.Pakkauskoneelleeiannettaisikäynnis-
tyslupaa,kuinvastatoisenjätetynlusikkapinonjälkeen.Robottiohjelmaantehtäisiin
omatpääohjelmatsenmukaisesti,minkäkokoistatuotepakkaustahaluttaisiinajaa.

101
13 Pohdinta
Tässäopinnäytetyössätavoitteenaoliautomatisoidapuukuitulusikankäsittely-ja
pakkaustoimenpiteet.Automatisoinnillapyrittiinkaksinkertaistamaannykyinentuo-
tantomääräjapoistamaanoperaattoreidenkäsikokoonpanontyövaiheet.Opinnäyte-
työntavoitteitakäsiteltiinsähkösuunnittelunnäkökulmasta,jossaaiherajattiinoh-
jausjärjestelmä-jatoimilaitevalintoihin,toimilaitteidenliityntärajapintoihin,ohjel-
mointiin,käyttöönottoon.Tutkimuksentutkimusaineistokerättiinteemahaastatte-
luillajabenchmarking-menetelmäähyödyntäen.Benchmarking-jateemahaastatte-
lutkohdennettiinopinnäytetyöntilaajayrityksensähkö-jamekaniikkasuunnitteluun.
Haastatteluillakerättyjätutkimusaineistoapitäisinluotettavana,koskamekaniikka-
suunnittelijanhaastattelukohdennettiinsuunnittelijaan,jokasuunnittelipuukuitulu-
sikkaautomaatinmekaanisetratkaisut.Sähkösuunnittelijoidenbenchmarking-haas-
tattelutkohdennettiinuseisiinsähkösuunnittelijoihin,jollointutkimusaineistonluo-
tettavuuttapystyiarvioimaantarkemmin.
Työnlähdemateriaaliakerättiinautomaatinsisältävienohjausjärjestelmienjatoimi-
laitteidensekätyössäkäytettävientoimintamenetelmienmukaisesti.Tiedonhankin-
nanhaasteenaolilöytäälähdemateriaaliauusimmistaohjausjärjestelmistäjakenttä-
väyläratkaisuista.Kyseistentoimilaitteidennopeakehitystuoomathaasteensaajan-
kohtaisimpientietolähteidenlöytämiseen.Lisäksiohjelmointiinliittyvänlähdemateri-
aalinhankintaosoittautuiosittainhaastavaksi.Tämävoijohtuasiitä,ettäohjelmoin-
nintoteuttamisessaonmerkki-jamallikohtaisiaeroavaisuuksia,jolloinonmahdoton
esittääaukotontakokonaisuuttaohjelmoinnintoteutustavasta.Ajankohtaisimmat
tietolähteetlöytyivätvieraskielisistämateriaaleista,joitatyössähyödynnettiineten-
kinkenttäväylienosalta.Työntoteutuksessahyödynnetytkenttäväylärajapintoihinja
ohjelmointiinliittyvättietolähteetpohjautuivatpelkästäänvieraskielisiintietolähtei-
siin.
Kokonaisuutenatyöntoteutuskäytettyjentiedonhakumenetelmienjahankitunläh-
dematerianpohjaltaonnistuihyvin.Valituillaohjausjärjestelmilläpystyitoteutta-

102
maantavoitteidenmukaisettoimilaite-jaturvaohjaukset.Ohjausjärjestelmienkäyt-
töönottosekäohjelmointiilmansuurempiaongelmia.Automaatinkäyttöönottovaati
yhteistyötäruiskuvalukoneenjapakkauskoneenlaitetoimittajienyhteyshenkilöiden
kanssa.Yhteisetaikataulutlaiterajapintojentestaamiseksisaatiinsovittuajaauto-
maattikokonaisuudentestaussaatiinsuoritettuaaikataulussa.
Tämänopinnäytetyöntuloksiatoimeksiantajavoihyödyntääseuraavissapuukuitu
haarukka-javeitsiautomaattienautomatisoinnissa.Seuraavienautomaattientoteu-
tusvoidaantoteuttaalähestäysinopinnäytetyölläsaavutettujentulostenperus-
teella.OpinnäytetyöntuloksiavoidaanjatkossahyödyntäämyösOmroninNX1P-lo-
giikkamallienI/OkäyttöönottoonsekäEthernet/IP-jaEtherCAT-kenttäväyläyhteyk-
sienmuodostamiseen.Nykyaikaistenautomaatiojärjestelmienjakenttäväyläliityntä-
rajapintojenmuodostamisestaeilähdeaineistonhankinnanyhteydessälöytynytai-
kaisempiatutkimuksia.
Tämänopinnäytetyöntulostenperusteellaloppuasiakkaantoiveetjatyölleasetetut
tavoitteetsaatiintoteutettua.Opinnäytetyönaiheestatekierittäinmielenkiintoisen
ajankohtainentuote,jollakorvataanperinteisetkertakäyttömuoviaterimet.Loppu-
asiakasolityytyväinensaavutettuihintuotantotavoitteisiinjavarmatoimiseenkoko-
naisuuteen.Työtätullaantarvittaessakehittämäänpidempiaikaisentuotantokoke-
musten-jaloppuasiakkaantoiveidenmukaisesti.

103
Lähteet
AutomationSoftware:SysmacStudioformachinecreators.2019.Laiteopas.OmronCorporation.Viitattu27.12.2019.https://assets.omron.eu/downloads/datasheet-/en/v9/i181e_sysmac-se2_sysmac_studio_datasheet_en.pdf
Bélander-Barette,M.2015.Whatdoescollaborativerobotmean?.Blogikirjoitus.Robotiq.Viitattu06.11.2019.https://blog.robotiq.com/what-does-collaborative-robot-mean
EtherCAT–theEthernetFieldbus.2012.EtherCATTechnologyGroup.Viitattu11.12.2019.http://www.ethercat.org/pdf/ethercat_e.pdf
EtherNet/IPEDSUpdate.2012.Blogikirjoitus.Viitattu08.12.2019.https://www.rtautomation.com/rtas-blog/ethernet-ip-eds-update/
Fonselius,J.,Pekkola,K.,Selosmaa,S.,Ström,M.&Välimaa,T.1996.Automaatiolaitteet.Painos2.Helsinki:OyEditaAb
FunctionBlockDiagram(FBD)ProbrammingTutorial.2018.PLCProgramming&AutomatinOnline.Viitattu06.11.2019.https://www.plc-academy.com/category/plc-programming/
Goble,W.2003.LearntotrustsafetyPLCs.ControlDesignforMachineBuilders.PutmanMedia.Viitattu06.11.2019.https://www.controldesign.com/articles/2003/-249/
Handling&GeneralApplicationswiththeGP-series:MotomanGP12.2019.Laiteopas.Viitattu27.12.2019.https://www.yaskawa.eu.com/index.php?eID=dump-File&t=f&f=17298-&token=849af23b4960e1efce2845fb115a505957c2f115
HowDoesaCasePackingMachineWork.N.d.EconoCorp.Viitattu12.12.2019.https://www.econocorp.com/how-does-a-case-packing-machine-work/
Hooper,R.N.d.IndustrialRobots.LearnAboutRobots.Viitattu06.11.2019https://www.learnaboutrobots.com/industrial.htm
Hulkkonen,V.2008.Pneumatiikka:Venttiilit.FluidKlinikka.Viitattu11.12.2019.https://asiakas.kotisivukone.com/files/fluidfinland.kotisivukone.com/FluidKlinikat/16.pneumatiikka-venttiilit.pdf
Järvinen,P.2008.Uusimuovitieto.Porvoo:MuovifaktaOy
Järvinen,P.2017.Muovitjamuovituotteidenvalmistus.Porvoo:MuovifaktaOy
Kananen,J.2010.Opinnäytetyönkirjoittamisenkäytännönopas.Jyväskylä:Jyväsky-länammattikorkeakoulu.

104
Kananen,J.2012.Kehittämistutkimusopinnäytetyönä.Jyväskylä:Jyväskylänammat-tikorkeakoulu.
Kananen,J.2015.Opinnäytetyönkirjoittajanopas.Jyväskylä:Jyväskylänammattikor-keakoulu.
Keinänen,T.,Kärkkäinen,P.,Metso,T.&Putkonen,K.2001.Logiikatjaohjausjärjes-telmät.Helsinki:WSOYOppimateriaalitOy.
Kuivanen,R.1999.Robotiikka.Tampere:Suomenrobotiikkayhdistysry.
LadderLogicTutorial.2019.Blogikirjoitus.Viitattu17.11.2019.https://www.plcaca-demy.com/category/plc-programming/
Malm,T.,Venho-Ahonen,O.&Vanhala,M.2010.Automaatiouusintojenturvallisuuskonejärjestelmissä.Tampere:VTTExpertService.Viitattu02.12.2019.https://www.vtt.fi/inf/julkaisut/muut/2010/VTT-R-04369-10.pdf
NX1Pseriesmachinecontroller.N.d.Laiteopas.Viitattu27.12.2019.https://as-sets.omron.eu/downloads/datasheet/en/v4/i179e_nx1p_nx1-series_machine_cont-roller_datasheet_en.pdf
OmronCorporation.2019.Safetycontrolunit.Laiteopas.Viitattu17.11.2019.https://assets.omron.eu/downloads/manual/en/v5/z930_nx_series_safety_cont-rol_unit_users_manual_en.pdf
OperationManual:SysmacStudioVersion1.2019.Laiteopas.OmronCorporation.Viitattu29.12.2019.https://assets.omron.eu/downloads/manual/en/v11/w504_sys-mac_studio_operation_manual_en.pdf
Parlamenttisinetöikertakäyttömuovikiellonvuoteen2021mennessä.2019.Viitattu11.11.2019.https://www.europarl.europa.eu/news/fi/pressroom/20190321IPR32111/parlamentti-sinetoi-kertakayttomuovin-kiellon-vuoteen-2021-mennessa
PLCMemory.2016.Viitattu28.11.2019.https://automationprimer.com/2016-/08/28/plc-memory/
Principleofoperation.2016.BeckhoffAutomation.Viitattu11.12.2019.https://www.beckhoff.com/english.asp?ethercat/aufbau.htm?id=35572043349
Pyyskänen,S.2007.Teollisuudenlaiteverkot.Helsinki:SuomenAutomaatioseurary.
RobotController:UserManual.2017.Laiteopas.YaskawaRobotics.
Keinänen,T.,Kärkkäinen,P.,Lähetkangas,M.&Sumujärvi,M.2007.Automaatiojärjestelmienlogiikatjaohjaustekniikat.Helsinki:WSOYoppimateriaalit.
Kippo,A&Tikka,A.2008.Automaatiotekniikanperusteet.Helsinki:Edita.

105
Shikany,A.2014.CollaborativeRobotsEndUserIndustryInsight.RoboticIndustriesAssociation.Viitattu06.11.2019.https://www.robotics.org/userassets/riaup-loads/file/RIA_Collaborative_Robots_White_Paper_October_2014.pdf
Siirilä,T&Tytykoski,K.2016.Koneturvallisuudenkäsikirja.Keuruu:Inspecta.
Technology.2019.EtherCAT.Viitattu22.11.2019.https://www.ethercat.org/en/tech-nology.html#1
Technologyoverviewseries:Ethernet/IP.2016.ODVAInc.PUB00138R6.Viitattu
25.11.2019.https://www.odva.org/Portals/0/Library/Publications_Numbe-
red/PUB00138R6_Tech-Series-EtherNetIP.pdf
Tuotteettehdas-japrosessiautomaatioon.2018.Perustuoteluettelo.Viitattu
11.12.2019.https://www.festo.com/net/SupportPortal/Files/585501/Distributor-Ca-
talogue_2018_5Edition_FI_low.pdf

106
Liitteet
Liite1. Puukuitulusikka-automaatinlayout-kuva