
PROJECT PRE-FEASIBILITY REPORT - Environmental ...
190
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of PROJECT PRE-FEASIBILITY REPORT - Environmental ...

PROJECT PRE-FEASIBILITY REPORT
For
AMENDMENT IN TORs
Of
PROPOSED PROJECT for
MANUFACTURING OF SYNTHETIC ORGANIC
CHEMICALS
(ENZYMES/PROBIOTICS/PREBIOTICS/API BY
FERMENTATION/BIOLOGICAL/CHEMICAL
ROUTES & SPECIALITY CHEMICALS FOR
PHARMA AND OTHER INDUSTRIES)
At
D-3/24/3, Dahej-III Industrial Estate, Taluka Vagara, Dist. Bharuch.
Project proponent
ROSSARI BIOTECH LTD.
Project Pre-feasibility Report
1
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
CHAPTER – 1
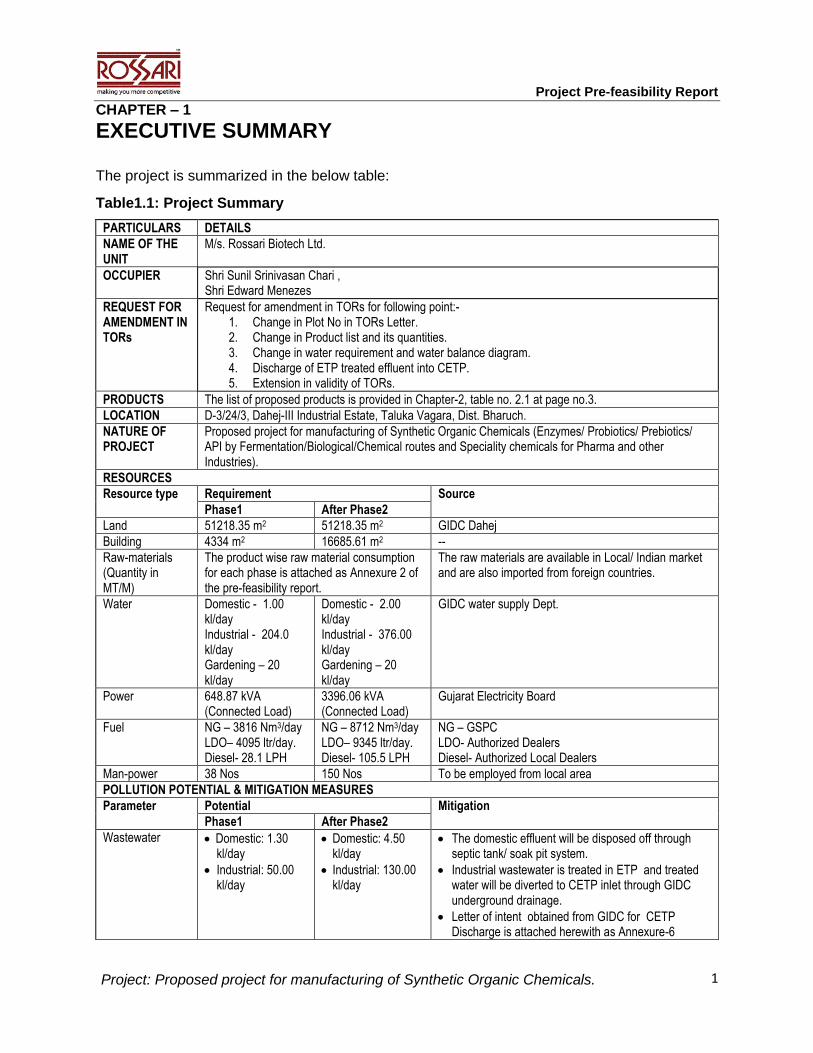
EXECUTIVE SUMMARY The project is summarized in the below table:
Table1.1: Project Summary
PARTICULARS DETAILS
NAME OF THE UNIT
M/s. Rossari Biotech Ltd.
OCCUPIER Shri Sunil Srinivasan Chari , Shri Edward Menezes
REQUEST FOR AMENDMENT IN TORs
Request for amendment in TORs for following point:- 1. Change in Plot No in TORs Letter. 2. Change in Product list and its quantities. 3. Change in water requirement and water balance diagram. 4. Discharge of ETP treated effluent into CETP. 5. Extension in validity of TORs.
PRODUCTS The list of proposed products is provided in Chapter-2, table no. 2.1 at page no.3.
LOCATION D-3/24/3, Dahej-III Industrial Estate, Taluka Vagara, Dist. Bharuch.
NATURE OF PROJECT
Proposed project for manufacturing of Synthetic Organic Chemicals (Enzymes/ Probiotics/ Prebiotics/ API by Fermentation/Biological/Chemical routes and Speciality chemicals for Pharma and other Industries).
RESOURCES
Resource type Requirement Source
Phase1 After Phase2
Land 51218.35 m2 51218.35 m2 GIDC Dahej
Building 4334 m2 16685.61 m2 --
Raw-materials (Quantity in MT/M)
The product wise raw material consumption for each phase is attached as Annexure 2 of the pre-feasibility report.
The raw materials are available in Local/ Indian market and are also imported from foreign countries.
Water Domestic - 1.00 kl/day Industrial - 204.0 kl/day Gardening – 20 kl/day
Domestic - 2.00 kl/day Industrial - 376.00 kl/day Gardening – 20 kl/day
GIDC water supply Dept.
Power 648.87 kVA (Connected Load)
3396.06 kVA (Connected Load)
Gujarat Electricity Board
Fuel NG – 3816 Nm3/day LDO– 4095 ltr/day. Diesel- 28.1 LPH
NG – 8712 Nm3/day LDO– 9345 ltr/day. Diesel- 105.5 LPH
NG – GSPC LDO- Authorized Dealers Diesel- Authorized Local Dealers
Man-power 38 Nos 150 Nos To be employed from local area
POLLUTION POTENTIAL & MITIGATION MEASURES
Parameter Potential Mitigation
Phase1 After Phase2
Wastewater Domestic: 1.30 kl/day
Industrial: 50.00 kl/day
Domestic: 4.50 kl/day
Industrial: 130.00 kl/day
The domestic effluent will be disposed off through septic tank/ soak pit system.
Industrial wastewater is treated in ETP and treated water will be diverted to CETP inlet through GIDC underground drainage.
Letter of intent obtained from GIDC for CETP Discharge is attached herewith as Annexure-6
Project Pre-feasibility Report
2
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
POLLUTION POTENTIAL & MITIGATION MEASURES
Parameter Potential Mitigation
Phase1 After Phase2
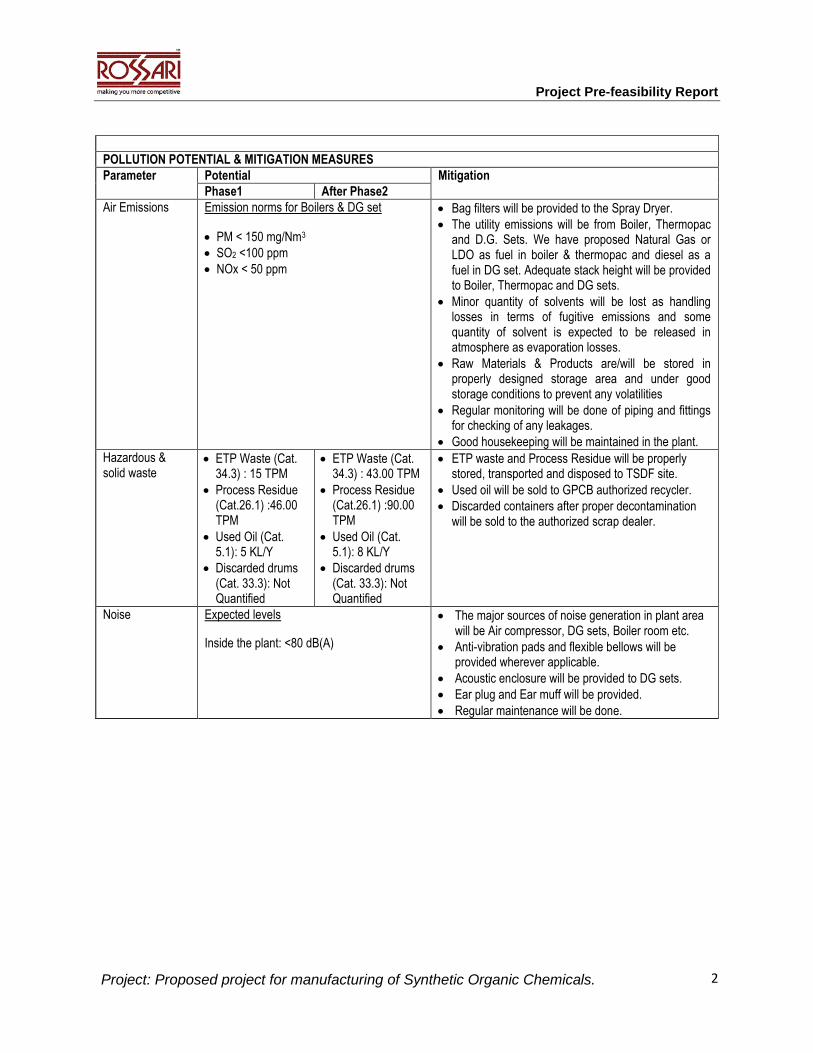
Air Emissions Emission norms for Boilers & DG set
PM < 150 mg/Nm3
SO2 <100 ppm
NOx < 50 ppm
Bag filters will be provided to the Spray Dryer.
The utility emissions will be from Boiler, Thermopac and D.G. Sets. We have proposed Natural Gas or LDO as fuel in boiler & thermopac and diesel as a fuel in DG set. Adequate stack height will be provided to Boiler, Thermopac and DG sets.
Minor quantity of solvents will be lost as handling losses in terms of fugitive emissions and some quantity of solvent is expected to be released in atmosphere as evaporation losses.
Raw Materials & Products are/will be stored in properly designed storage area and under good storage conditions to prevent any volatilities
Regular monitoring will be done of piping and fittings for checking of any leakages.
Good housekeeping will be maintained in the plant.
Hazardous & solid waste
ETP Waste (Cat. 34.3) : 15 TPM
Process Residue (Cat.26.1) :46.00 TPM
Used Oil (Cat. 5.1): 5 KL/Y
Discarded drums (Cat. 33.3): Not Quantified
ETP Waste (Cat. 34.3) : 43.00 TPM
Process Residue (Cat.26.1) :90.00 TPM
Used Oil (Cat. 5.1): 8 KL/Y
Discarded drums (Cat. 33.3): Not Quantified
ETP waste and Process Residue will be properly stored, transported and disposed to TSDF site.
Used oil will be sold to GPCB authorized recycler.
Discarded containers after proper decontamination will be sold to the authorized scrap dealer.
Noise Expected levels
Inside the plant: <80 dB(A)
The major sources of noise generation in plant area will be Air compressor, DG sets, Boiler room etc.
Anti-vibration pads and flexible bellows will be provided wherever applicable.
Acoustic enclosure will be provided to DG sets.
Ear plug and Ear muff will be provided.
Regular maintenance will be done.

Project Pre-feasibility Report
3
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
CHAPTER – 2
INTRODUCTION OF THE PROJECT
2.1 IDENTIFICATION OF THE PROJECT AND PROJECT PROPONENT
2.1.1 IDENTIFICATION OF THE PROJECT
M/s. Rossari Biotech Ltd. is a Public Limited Company and established in 1996, Speciality
range of products has become a BRAND to reckon with in the Textile Industry. Today our range
of products and services has made rapid inroads in the processing world. We are one in a
million supplier who is capable of not only understanding the customer’s needs, but also able to
quickly tailor make products suitable to their requirement at no extra cost. Present capacity and
area of the plant is not sufficient to cater the market demands so, we want to increase our
production capacity at new location at Dahej-III Industrial Estate, Dist. Bharuch.
The company has obtained TORs from SEAC vide MOM dated 16th December, 2014 for
above said project, copy of MOM is attached as Annexure-5 Now, the company wants to
amendment into the granted TORs for following points.
1. Change in Product list and its quantities.
2. Change in water requirement and water balance diagram.
3. Change in Plot No in TORs Letter.
4. Discharge of ETP treated effluent into CETP.
5. Extension in validity of TORs.
The list wise product expansion is as given below:
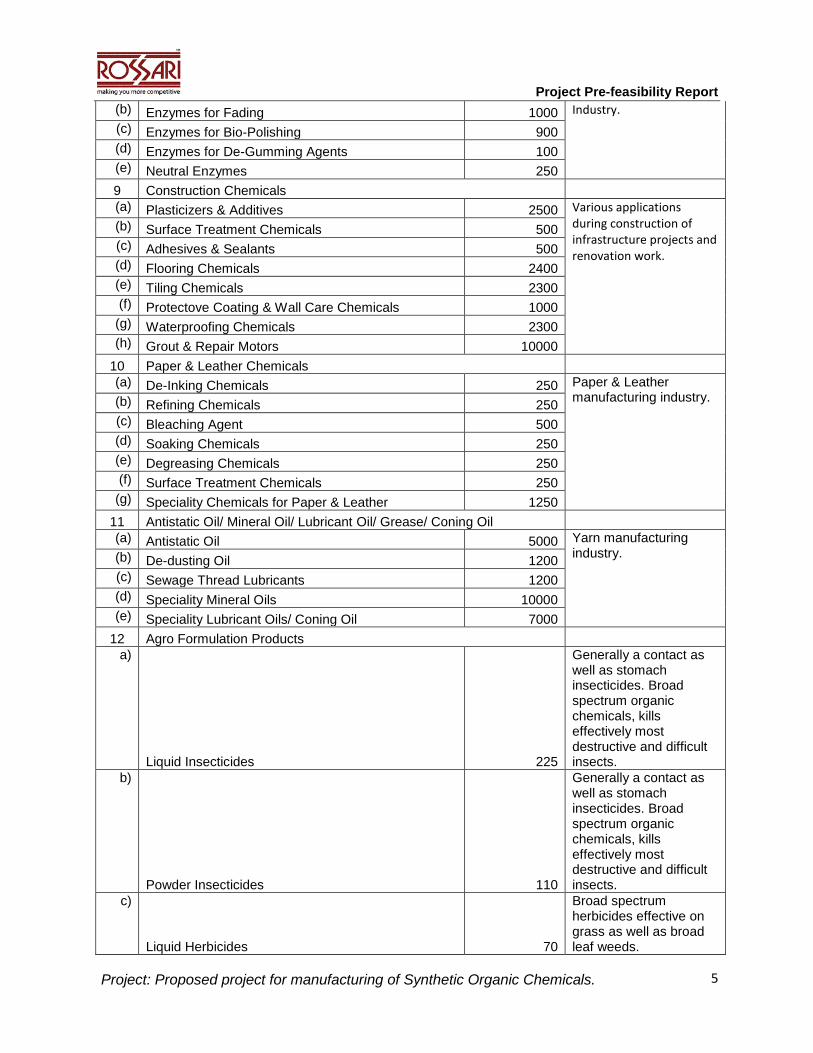
Table 2.1: List of Proposed Products
S. No.
Name of Products Proposed
Quantity of Production in MT/annum
End use of Products/ By- products
Phase-1 Formulation Products
1 Pharmaceutical Products & Food Supplement 250 APIs used in Pharma industry.
2 Food & Breweries 175
In baking, fruit and vegetable processing, brewing, wine-making, processing of vegetable oils, cheese manufacturing, and

Project Pre-feasibility Report
4
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
meat- and fish-processing.
3 Animal Health & Nutrition
(a) Acidifier Formulation
15000
Improve the quality of livestock.
(b) Cocktail Enzyme Products
(c) Electrolyte formulation
(d) Antibiotic powder injection formulation
(e) Antibiotic liquid injection formulation
(f) Vitamin mix formulation
4 Cosmetics
(a) After Shave Lotion 50 Enhance the appearance or odor of the human body
(b) Shampoo with protein 150
(c) Cream Hair Conditioner 50
5 Sanitizer & Disinfectants 500
Used to destroy or deactivate microbes that can cause infections, effectively reducing the risk of disease, hand sanitizers.
6 Cleaning Chemicals 10000 Soaps & detergents.
7 Textile & Laundry Chemicals
(a) Pre-Treatment Auxilliaries1
3000
Textile manufacturing industry & Laundry Industry.
Pretmt Auxillaries 2
Pre-Treatment Auxilliaries3
Pretmt Auxillaries 4
Pre-Treatment Auxilliaries5
Pretmt Auxillaries 6
Pre-Treatment Auxilliaries7
(b) Pre- Tretment Auxiliary-2 SPL 25000
(c) Dyeing Auxilliaries 15000
(d) Printing Auxilliaries 3000
(e) Finishing Auxilliaries 3000
(f) Speciality Chemicals 5000
(g) Optical Brightners 350
(h) Scouring Agent 900
(i) Wetting Agent 750
(j) Bleaching Agent 750
(k) Polysols 2000
(l) Surfactants 2000
(m) Silicon Oil 1000
(n) Emulsifiers 750
(o) Detergents 750
8 Enzyme Formulation (a) Enzyme for De-Sizing 250 Textile Industry, Leather
Project Pre-feasibility Report
5
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
(b) Enzymes for Fading 1000 Industry.
(c) Enzymes for Bio-Polishing 900
(d) Enzymes for De-Gumming Agents 100
(e) Neutral Enzymes 250
9 Construction Chemicals (a) Plasticizers & Additives 2500 Various applications
during construction of infrastructure projects and renovation work.
(b) Surface Treatment Chemicals 500
(c) Adhesives & Sealants 500
(d) Flooring Chemicals 2400
(e) Tiling Chemicals 2300
(f) Protectove Coating & Wall Care Chemicals 1000
(g) Waterproofing Chemicals 2300
(h) Grout & Repair Motors 10000
10 Paper & Leather Chemicals (a) De-Inking Chemicals 250 Paper & Leather
manufacturing industry. (b) Refining Chemicals 250
(c) Bleaching Agent 500
(d) Soaking Chemicals 250
(e) Degreasing Chemicals 250
(f) Surface Treatment Chemicals 250
(g) Speciality Chemicals for Paper & Leather 1250
11 Antistatic Oil/ Mineral Oil/ Lubricant Oil/ Grease/ Coning Oil (a) Antistatic Oil 5000 Yarn manufacturing
industry. (b) De-dusting Oil 1200
(c) Sewage Thread Lubricants 1200
(d) Speciality Mineral Oils 10000
(e) Speciality Lubricant Oils/ Coning Oil 7000
12 Agro Formulation Products a)
Liquid Insecticides 225
Generally a contact as well as stomach insecticides. Broad spectrum organic chemicals, kills effectively most destructive and difficult insects.
b)
Powder Insecticides 110
Generally a contact as well as stomach insecticides. Broad spectrum organic chemicals, kills effectively most destructive and difficult insects.
c)
Liquid Herbicides 70
Broad spectrum herbicides effective on grass as well as broad leaf weeds.

Project Pre-feasibility Report
6
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
d)
Powder Herbicides 50
Broad spectrum herbicides effective on grass as well as broad leaf weeds.
e)
Liquid Fungicides 110
Broad spectrum fungicidal, which control large number of diseases with its multisite action caused by phycomycetes, advance fungi and other groups of fungi infecting many crops.
f)
Powder Fungicides 550
Broad spectrum fungicidal, which control large number of diseases with its multisite action caused by phycomycetes, advance fungi and other groups of fungi infecting many crops.
g)
Liquid Acaricide 45
Acaricides are pesticides that kill member of the anarchnid sub class acar, which includes ticks and mites.
h) Plant Growth Regulators Supplement (PGRS)-Liquid 20 i) Plant Growth Regulators Supplement (PGRS)-
Powder 20 TOTAL 142025
Phase-2 Synthesis Products
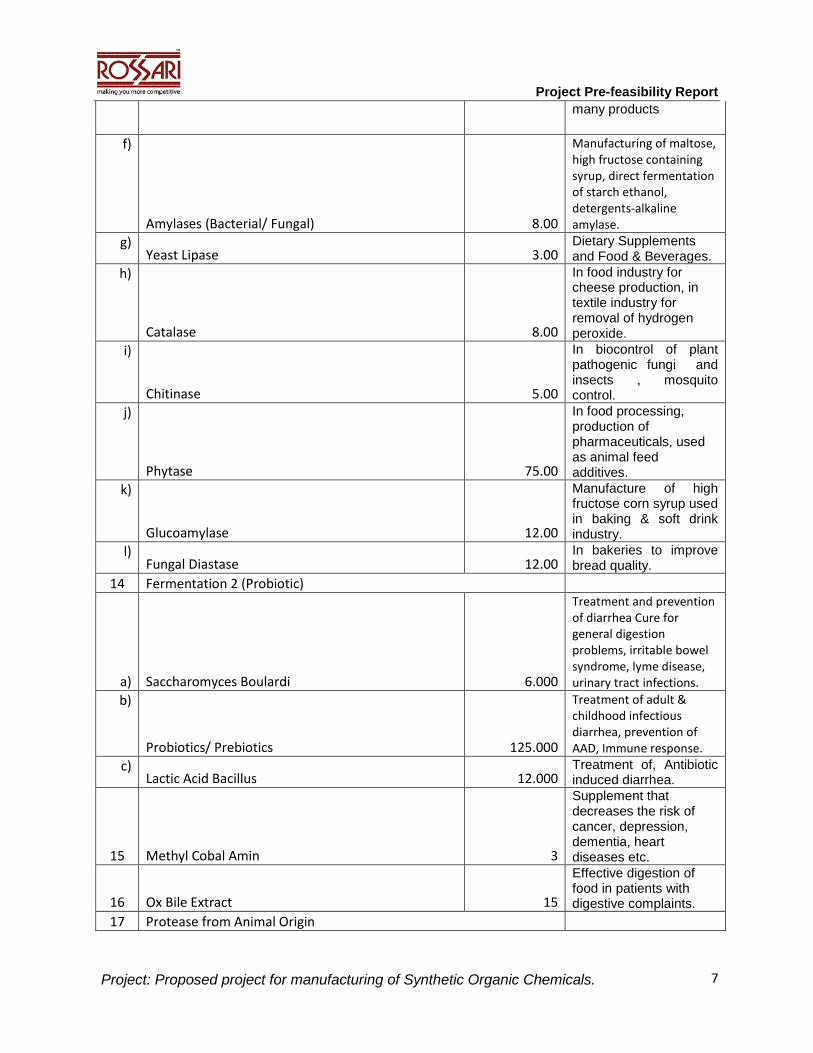
13 Fermentation 1 (Enzymes)
a)
Pectinase 10.00
Degradation of plant material such as speeding up extraction fruit juice from fruit, wine production.
b)
Cellulase 48.00
Used in textile, laundry industry, fermentation of bio-mass into biofuel, etc
c)
Serratiopeptidase 12.00
Anti-inflammatory, cancer & tumor preventative, Efficient therapy of post-surgery.
d) Hemicellulase Products 8.00
Baking products, Food preparation technologies.
e)
Lactase 10.00
To make milk suitable for people with lactose intolerance, manufacture of ice-cream, sweetener in
Project Pre-feasibility Report
7
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
many products
f)
Amylases (Bacterial/ Fungal) 8.00
Manufacturing of maltose, high fructose containing syrup, direct fermentation of starch ethanol, detergents-alkaline amylase.
g) Yeast Lipase 3.00
Dietary Supplements and Food & Beverages.
h)
Catalase 8.00
In food industry for cheese production, in textile industry for removal of hydrogen peroxide.
i)
Chitinase 5.00
In biocontrol of plant pathogenic fungi and insects , mosquito control.
j)
Phytase 75.00
In food processing, production of pharmaceuticals, used as animal feed additives.
k)
Glucoamylase 12.00
Manufacture of high fructose corn syrup used in baking & soft drink industry.
l) Fungal Diastase 12.00
In bakeries to improve bread quality.
14 Fermentation 2 (Probiotic)
a) Saccharomyces Boulardi 6.000
Treatment and prevention of diarrhea Cure for general digestion problems, irritable bowel syndrome, lyme disease, urinary tract infections.
b)
Probiotics/ Prebiotics 125.000
Treatment of adult & childhood infectious diarrhea, prevention of AAD, Immune response.
c) Lactic Acid Bacillus 12.000
Treatment of, Antibiotic induced diarrhea.
15 Methyl Cobal Amin 3
Supplement that decreases the risk of cancer, depression, dementia, heart diseases etc.
16 Ox Bile Extract 15
Effective digestion of food in patients with digestive complaints.
17 Protease from Animal Origin

Project Pre-feasibility Report
8
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
a)
Pancreatin 15.000
Helpful in people suffering from food allergies. Celiac diseases, autoimmune diseases, cancer and weight loss.
b) Pepsin 12.000
Modify proteins for food, In leather industry for treatment of hides.
c)
Proteases(Trypsin/Chymotrypsin/Acid/Alkaline/Bacterial) 10.000
In laundry & dish detergents, making cheese from milk, tanning in leather industry.
18 Protease from Plant Origin
a) Papin
35 Digestive enzyme, chilling process of beer making.
b)
Bromelain
10 Used as both digestive aid and anti-inflammatory drug.
19
EO/PO Condensate 10000
Used as an intermediates for the production of chemicals , Industrial Surfactants, paper, textile etc.
20 Binders & Other Polymers 15000 Textile industry
21 Polymers for Paints & Other Industries 15000 Paint industry
22
Softner-1/Softner-2 (Textile & Laundry Chemicals) 7000
Textile manufacturing industry & Laundry Industry.
23 Organopoly Siloxane (Textile & Laundry Chemicals) 600 Textile industries
24 Blocked polyester (Textile & Laundry Chemicals) 240 Textile industries
25 Polyurethane (Textile & Laundry Chemicals) 300 Textile industries
26 Sizing Chemicals (Paper & Leather Chemicals) 2500 Paper & Leather manufacturing industry. 27 Neutralizing Chemicals 500
28 Grease (Antistatic Oil/ Mineral Oil/ Lubricant Oil/ Grease/ Coning Oil) 700
Yarn manufacturing industry.
29 Nutrient Liquid (by product) 410 Agriculture
30 Nutrient Powder (by product) 610 Agriculture
TOTAL 53314
2.1.2 PROJECT PROPONENT
The company is a limited firm and is promoted by 2 directors.
Shri Sunil Srinivasan Chari is having over two and half decades of experience in the textile
industry more than a decade of which is as an entrepreneur.
Shri Edward Menezes is having over 28 years’ experience predominately in the field of textile
processing.

Project Pre-feasibility Report
9
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Table 2.2: Addresses of Directors
Sr. No.
Name of Directors Addresses
1. Shri Sunil Srinivasan Chari 901/2, Valencia, Hiranandani Gardens, Powai, Mumbai- 400076.
2. Shri Edward Menezes 601/2, Gem House, Panchkutir, Lake Boulevard, Hiranandani Gardens, Powai, Mumbai- 400076.
2.2 NATURE OF THE PROJECT
The proposed project for manufacturing of Synthetic Organic Chemicals (Enzymes/ Probiotics/
Prebiotics/ API by Fermentation/Biological/Chemical routes and Speciality chemicals for
Pharma and other Industries) falls under the item no. 5(f) i.e. Synthetic Organic Chemicals
and Category B, as per the EIA notification, 2006 (as amended timely) and needs to obtain the
prior Environmental Clearance from the State Environment Impact Assessment Authority
(SEIAA), prior to commissioning of the above proposed project.
2.3 NEED OF PROJECT & DEMAND-SUPPLY GAP
M/s. Rossari Biotech Ltd. is engaged in manufacturing of Synthetic Organic Chemicals
(Enzymes/ Probiotics/ Prebiotics/ API by Fermentation/Biological/Chemical routes and
Speciality chemicals for Pharma and other Industries). Our products are contributing elements
to the fulfillment of basic needs of human being, i.e. Food, Cloth and House. Since the
population and economy is growing the demand for our products is poised to show an upward
trend.
Many enzymes which are imported at present to cater to domestic demand will be manufactured
at the present site and hence valuable foreign exchange will be saved. Continuous growth in
population is accelerating the demand of products in all segments including pharma,
construction, food & beverages, textile etc.
2.4 IMPORTS VS. INDIGENOUS PRODUCTION
Many enzymes which are imported at present to cater to domestic demand will be manufactured
at the present site and hence valuable foreign exchange will be saved.
Project Pre-feasibility Report
10
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
2.5 EXPORT POSSIBILITY
Many foreign companies are showing interest in collaboration with us for production of various
novice products developed by them as they consider we can produce their products at an
economical cost with our pool of trained and skilled personnel. As an example we have recently
entered into an agreement with M/s. Buzil of Germany for production of sanitizers with
technology developed by them.
2.6 DOMESTIC / EXPORT MARKETS
Market for the proposed products includes not only the domestic market but also the
international market. Being Eco-friendly, the demand for our products is poised for tremendous
growth.
2.7 EMPLOYMENT GENERATION DUE TO PROJECT
The project will provide direct employment opportunity to 38 persons for Phase 1 and 150
persons after Phase 2 and indirect employment to 50 persons. The man-power required for the
project will be employed locally from the nearby areas.
Project Pre-feasibility Report
11
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
CHAPTER – 3
PROJECT DISCRIPTION
3.1 TYPE & LOCATION OF PROJECT
3.1.1 TYPE
The proposed project is the type of new project for manufacturing of Synthetic Organic
Chemicals (Enzymes/ Probiotics/ Prebiotics/ API by Fermentation/Biological/Chemical routes
and Speciality chemicals for Pharma and other Industries).
3.1.2 LOCATION
The industry named M/s. Rossari Biotech Ltd. proposes new project in manufacturing of
Synthetic Organic Chemicals (Enzymes/ Probiotics/ Prebiotics/ API by
Fermentation/Biological/Chemical routes and Speciality chemicals for Pharma and other
Industries) at D-3/24/3, Dahej-III, Idustrial Estate, Taluka Vagara, Dist. Bharuch.
Dahej, a chemical hub and port, is situated on the Gulf of Cambay in Vagra Taluka of Bharuch
district in Gujarat. The nearest urban center for Dahej is Bharuch. Other major cities of Gujarat
are Vadodara and Ahmedabad in northern side and Surat in southern side. Dahej has been
identified as PCPIR (Petroleum Chemical and Petrochemical Invastement Region) and become
the first PCPIR approved by the Government of India. It is estimated that industries located in
Dahej contribute 15% of Gujarat’s state GDP (Gross Dometic Product). Dahej PCPIR is being
developed in Bharuch district and spread over an area of 453 km2 and is estimated to attract
investement of INR 50000 crore and provide employment to 8 lakh people. This PCPIR has
already seen committed investment of about 22930 crore.
Dahej PCPIR is one of the country’s largest chemical & petrochemical complexes having
following industrial segments:
Dahej Industrial Estate (spread across 4500 ha with large manufacturing units)
Dahej SEZ (notified and functional multi product SEZ spread over 1719 ha). Dahej SEZ,
a multiproduct SEZ, is being developed by Dahej SEZ Ltd.
Dahej Industrial Estate – Phase II (spread across 4200 ha is under development)
Project Pre-feasibility Report
12
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Dahej Port (for transportation of solid, liquid & LNG facilities including first LNG terminal
in the country)
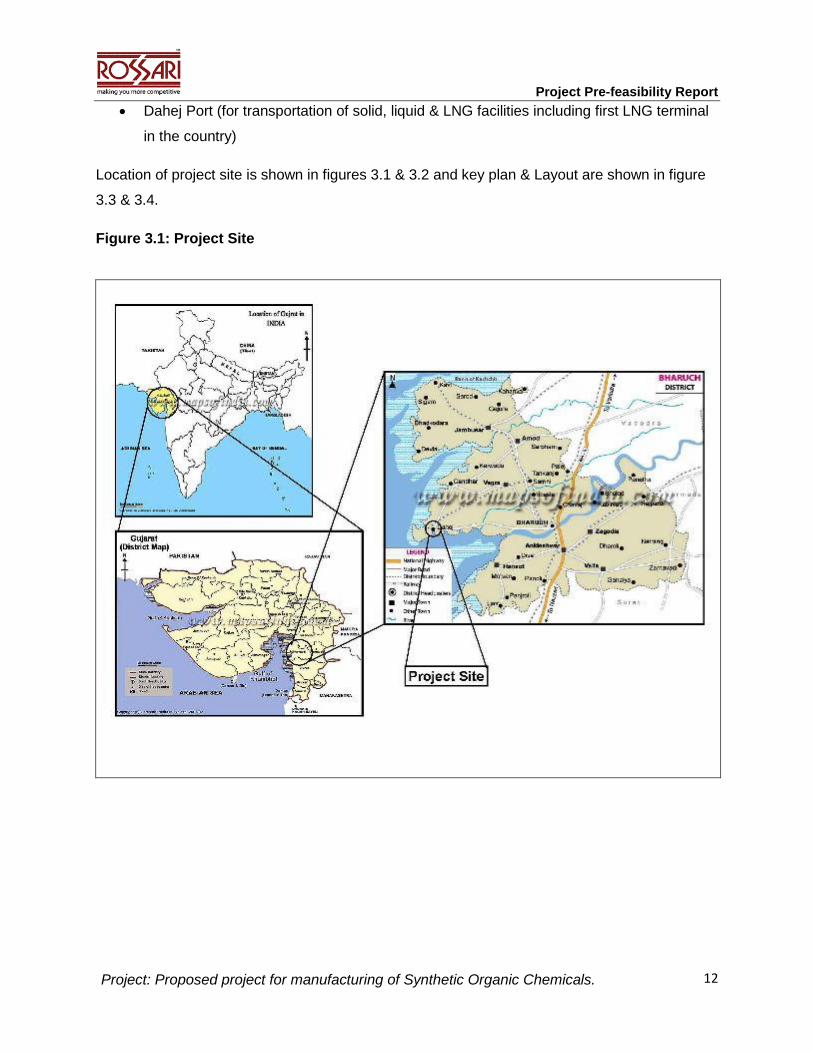
Location of project site is shown in figures 3.1 & 3.2 and key plan & Layout are shown in figure
3.3 & 3.4.
Figure 3.1: Project Site

Project Pre-feasibility Report
13
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Figure 3.2: Satellite Image of the Project Site
Figure 3.3: key plan of the project site.
Project Pre-feasibility Report
14
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
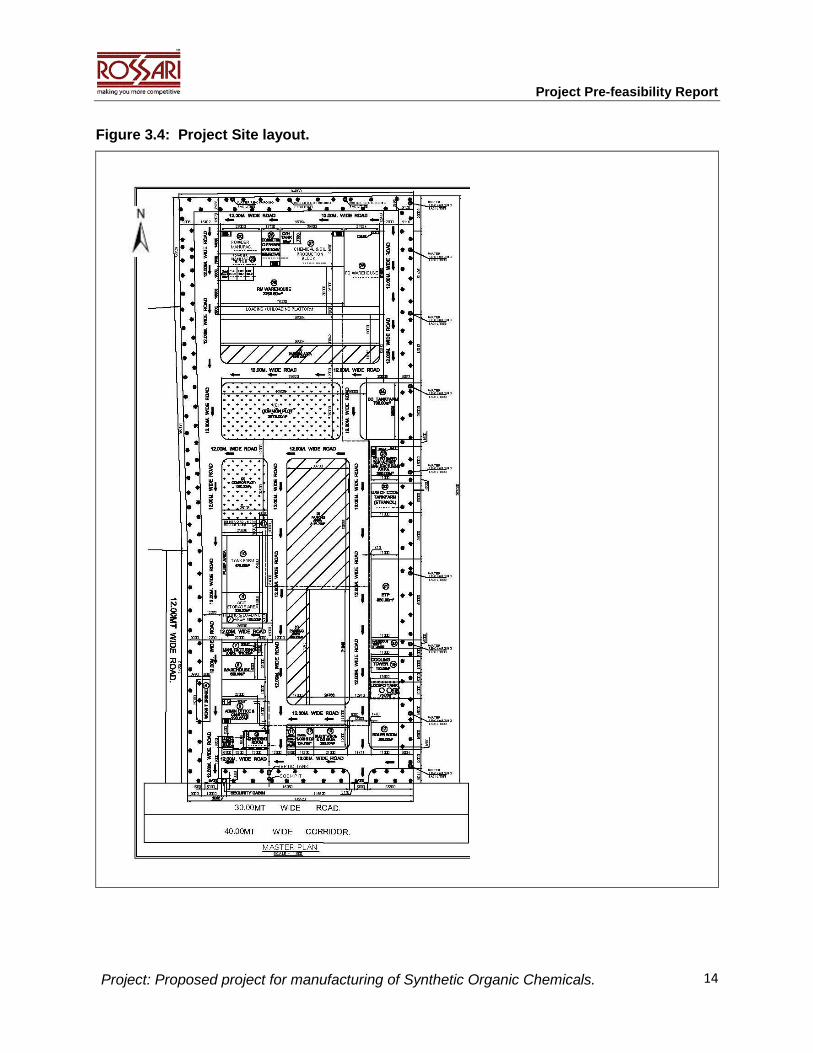
Figure 3.4: Project Site layout.
Project Pre-feasibility Report
15
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Table 3.1: Area Statement
S. No. Description Approx. Area (m2)
Phase -1 area utilization 1. Built-up area 4334.00
Phase -2 area utilization 2. Built-up area 16685.61
Other common area 3. Greenbelt area/ Common Open Plot area 8828.00
4. Road Area 23040.00
Sub – Total 31868.00 TOTAL 51218.35
3.2 DETAILS OF THE ALTERNATIVE SITE
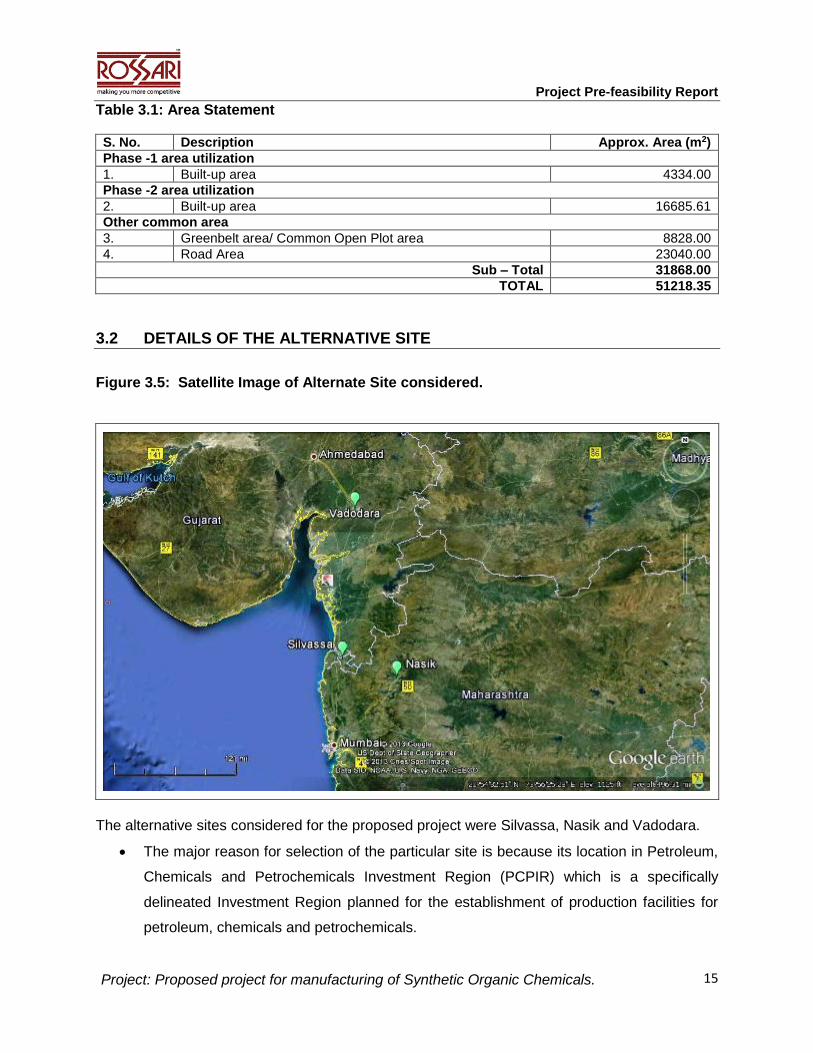
Figure 3.5: Satellite Image of Alternate Site considered.
The alternative sites considered for the proposed project were Silvassa, Nasik and Vadodara.
The major reason for selection of the particular site is because its location in Petroleum,
Chemicals and Petrochemicals Investment Region (PCPIR) which is a specifically
delineated Investment Region planned for the establishment of production facilities for
petroleum, chemicals and petrochemicals.
Project Pre-feasibility Report
16
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Close proximity to Dedicated Freight Corridor being laid down between Delhi & Mumbai.
Investor friendly attitude of Gujarat Government and local administration.
Reduction in RM cost as many input suppliers like GNFC are located nearby which will
bring reduction in transportation cost.
PCPIR specific infrastructure such as effluent disposal pipelines, solid waste disposal
sites.
Also the company had submitted the application for TORs at SEAC in reference to plot no D-
II/CH/223, Dahej-II Industrial Estate, Taluka Vagra, Dist. Bharuch on 14-06-2013. However,
after submission of application, the company were informed that an ONGC underground
pipeline will pass through the allotted plot. In view of the raw-material to be used in the project,
the company approached the GIDC for re-allotment of a new site, and accordingly the GIDC
allotted a part of Plot No D-3/24 in Dahej-III estate via corrigendum order dated 14th May 2014.
The same was intimated to SEAC at the time of presentation. However, granted TORs vide
222nd minutes of meeting dated 16.12.2014 the old plot no. D-II/CH/223 was mentioned instead
of re-allotted plot no. D-3/24/3 there for one of the point of this application is to get amendment
in Plot No in granted TORs.
3.3 SIZE & MAGNITUDE OF OPERATION
The total magnitude of operation will be @ 142025 MT/Annum for Phase-1 and 53314
MT/Annum after Phase-2.
3.4 PROJECT DESCRIPTION WITH PROCESS DETAILS
The proposed products process details like Process description, Material Balance and Chemical
Reaction are given in Annexure 1.
3.5 RAW MATERIAL FOR FINISHED PRODUCTS
The raw materials for the proposed range of products will be indigenously available and will be
also imported. The product-wise raw-material consumption is given in Annexure 2.
3.5.1 HAZARDOUS CHEMICAL STORAGE & HANDLING
Hazardous chemicals will be used as raw material in the manufacturing process. The storage,
handling & transport of Haz. Chemicals is given in table 3.2.

Project Pre-feasibility Report
17
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
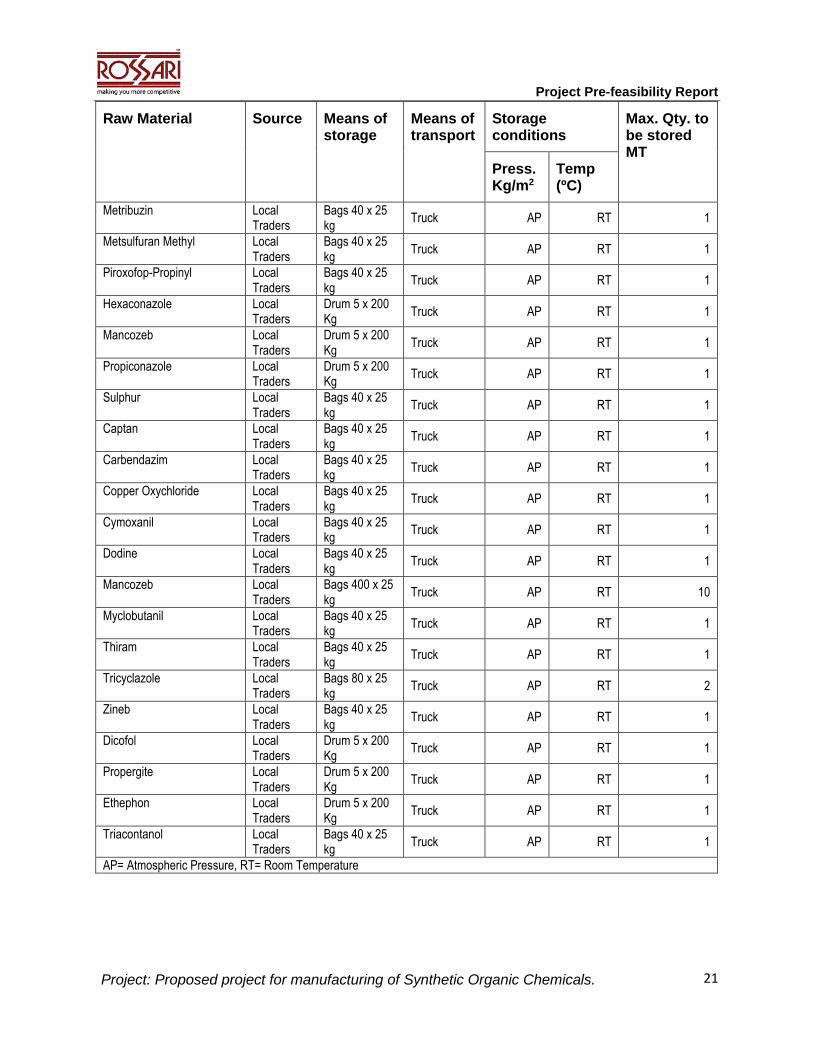
Table 3.2: Storage, Handling & Transport of Haz. Chemicals
Raw Material Source Means of storage
Means of transport
Storage conditions
Max. Qty. to be stored MT
Press. Kg/m2
Temp (ºC)
Alcohol - 2-Mercaptoethanol
Local Traders
Can - 2 x 0. 5 kg
Truck AP RT 0.001
Acid - Acetic Acid Local / Highseas Purchase
Bulk 2 x 75000 kg
Tanker AP RT 150.000
Solvent- Acetone Local Traders
Drum- 1 x 200 kg
Truck AP RT 0.200
Solvent – Activated Carbon powder
Local Traders
Bags - 1 x 25 kg
Truck AP RT 0.025
Amine - Amino Ethyl Ethanol Amine
Local Traders
Drum- 4 x 200 kg
Truck AP RT 0.800
Benzyl chloride Local Traders
Drum- 2 x 200 kg
Truck AP RT 0.400
Solvent - Butyl Acrylate Monomer
Local Traders
Drum- 1 x 100 kg
Truck AP RT 0.100
Caustic Potash Local Traders
Bags - 6 x 25 kg
Truck AP RT 0.150
Caustic Soda Flake Local Traders
Bags - 120 x 25 kg
Truck AP RT 3.000
Acid – Citric acid Local / Import Purchase
Bags - 648 x 25 kg
Truck AP RT 16.200
Dimethyl sulphate Local Traders
Drum- 4 x 250 kg
Truck AP RT 1.000
Potassium phosphate dibasic
Local Traders
Bags - 1 x 50 kg
Truck AP RT 0.050
Diethanolamine Local Traders
Drum- 4 x 200 kg
Truck AP RT 0.800
Amine - Diethylenetriamine Local Traders
Drum- 4 x 200 kg
Truck AP RT 0.800
Disodium Phosphate Anhydrous
Local Traders
Bags - 2 x 50 kg
Truck AP RT 0.100
Solvent - Kerosene, Deodorized
Local Traders
Drum- 10 x 200 kg
Truck AP RT 2.000
Formaldehyde Local Traders
Drum- 4 x 200 kg
Truck AP RT 0.800
Acid – Formic Acid 85% Local / Import Purchase
Bulk 2 x 75000 kg & 1 x 50000
Tanker AP RT 200.000
Solvent - Glycerin Local Traders
Drum- 30 x 200 kg
Truck AP RT 6.000
Hydrogen Peroxide 50% Local Traders
Drum- 10 x 35 kg
Truck AP RT 0.350
Acid – Hydrochloric acid Local Traders
Drum- 57 x 35 kg
Truck AP RT 2.000

Project Pre-feasibility Report
18
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Raw Material Source Means of storage
Means of transport
Storage conditions
Max. Qty. to be stored MT
Press. Kg/m2
Temp (ºC)
Ammonia Solution Local Traders
Drum- 4 x 25 kg
Truck AP RT 0.100
Solvent- Methanol Local Traders
Drum- 1 x 200 kg
Truck AP RT 0.100
Antifoam Compound Local Traders
Drum- 40 x 25 kg
Truck AP RT 1.000
Mono Sodium Phosphate Local Traders
Bags - 40 x 50 kg
Truck AP RT 2.000
Proxel GXL Local Traders
Drum- 14 x 35 kg
Truck AP RT 0.500
Solvent- Orthoxyline Local Traders
Drum- 2 x 250 kg
Truck AP RT 0.500
Acid - Oxalic acid Local Traders
Bags - 4 x 50 kg
Truck AP RT 0.200
Acid – Phosphoric Acid 85%
Local Traders
Drum- 3 x 200 kg
Truck AP RT 0.600
Solvent- Pine oil Local Traders
Drum- 10x 200 kg
Truck AP RT 2.000
Potassium persulfate Local Traders
Bags - 80 x 25 kg
Truck AP RT 2.000
Potassium hydroxide Local Traders
Bags - 1 x 25 kg
Truck AP RT 0.025
Polycarboxylic acid Local Traders
Drum- 100 x 200 kg
Truck AP RT 20.000
Hydroxy Ethelidene diphosphoric Acid 60%
Local Traders
Drum- 35 x 200 kg
Truck AP RT 7.000
Sodium Monochloroacetate Local Traders
Bags - 8 x 25 kg
Truck AP RT 0.200
Soda Ash Local Traders
Bags - 160 x 50 kg
Truck AP RT 8.000
Sodium bicarbonate Local Traders
Bags - 4 x 25 kg
Truck AP RT 0.100
Sodium hydrogen sulphate Local Traders
Bags - 38 x 25 kg
Truck AP RT 0.950
Sodium Meta-Silicate Local Traders
Bags - 128 x 50 kg
Truck AP RT 6.400
Octamethyl cyclo tetra siloxane
Local Traders
Drum- 100 x 100 kg
Truck AP RT 10
1,3 Divinyl tetra methyl disiloxane
Local Traders
Drum- 1 x 100 kg
Truck AP RT 0.09
Silanolate Local Traders
Drum- 1 x 100 kg
Truck AP RT 0.06
Di ethylene Glycol Local Traders
Drum- 10 x 50 kg
Truck AP RT 0.5
Mono ethylene Glycol Local Traders
Drum- 10 x 50 kg
Truck AP RT 0.5
Ethoxylated Glycerine Local Traders
Drum- 10 x 50 kg
Truck AP RT 0.5

Project Pre-feasibility Report
19
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Raw Material Source Means of storage
Means of transport
Storage conditions
Max. Qty. to be stored MT
Press. Kg/m2
Temp (ºC)
Neo pentyl Glycol Local Traders
Drum- 10 x 50 kg
Truck AP RT 0.4
Terpthalic Acid Local Traders
Drum- 1 x 100 kg
Truck AP RT 1.0
Iso pthalic Acid Local Traders
Drum- 1 x 100 kg
Truck AP RT 1.0
polyl Local Traders
Drum- 1 x 100 kg
Truck AP RT 1.0
polyisocynate Local Traders
Drum- 1 x 100 kg
Truck AP RT 1.0
Sodium percarbonate Local Traders
Bags - 800 x 25 kg
Truck AP RT 20.000
Solvent - 1425 Local Traders
Drum- 10 x 200 kg
Truck AP RT 2.000
Solvent - C-IX Local Traders
Drum- 10 x 200 kg
Truck AP RT 2.000
Strain Remover Local Traders
Drum- 3 x 200 kg
Truck AP RT 0.600
Solvent Local Traders
Drum- 4 x 50 kg
Truck AP RT 0.200
Acid - Sulfamic acid Local Traders
Bags - 8 x 50 kg
Truck AP RT 0.400
Acid - Sulfuric Acid Local Traders
Drum- 5 x 35 kg
Truck AP RT 0.175
Solvent - Toluene Local Traders
Drum- 1 x 20 kg
Truck AP RT 0.020
Propylene oxide Import Bulk Truck AP RT 20.00
Ethylene Oxide Local Traders
Bulk Truck AP <20°C 40.00
Vinyl Acetate Monomer Local Traders
Bulk Truck AP RT 50.00
Dimethyl Lauryl amine Local Traders
Drum- 10 x 200 kg
Truck AP RT 2.000
Ethanol Local Traders
Drum- 200 x 200 kg
Truck AP RT 40.00
Alphacypermithirine Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Chlropyriphos Local Traders
Drum 10 x 200 Kg
Truck AP RT 2
Cypermithirine Local Traders
Drum 15 x 200 Kg
Truck AP RT 2.5
Ethion Tech Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Fenvelerate Local Traders
Drum 10 x 200 Kg
Truck AP RT 2
LamndaCyhalothrin Local Traders
Drum 5 x 200 Kg
Truck AP RT 1

Project Pre-feasibility Report
20
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Raw Material Source Means of storage
Means of transport
Storage conditions
Max. Qty. to be stored MT
Press. Kg/m2
Temp (ºC)
Malathion Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Monochrophos Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Novaluron Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Propinophos Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Emulsifier Local Traders
Bulk Truck AP RT 50
Solvents Local Traders
Drum 25 x 200 Kg
Truck AP RT 5
Acephate Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Acetamiprid Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Cartap Hydrochloride Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Imidacloprid Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Thiamithoxam Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Fipronil Local Traders
Bags 40 x 25 kg
Truck AP RT 1
China Clay Local Traders
Bags 1000 x 50 kg
Truck AP RT 50
2,4-D Ethyl Ester Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
2,4-D Dimethyle Amine Salt Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Butachlor Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Glyphosate Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Oxyfluorfen Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Paraquat Di Chloride Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Pendimethalin Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Pretilachlor Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Propaquizafop Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Atrazine Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Isoproturon Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Project Pre-feasibility Report
21
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Raw Material Source Means of storage
Means of transport
Storage conditions
Max. Qty. to be stored MT
Press. Kg/m2
Temp (ºC)
Metribuzin Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Metsulfuran Methyl Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Piroxofop-Propinyl Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Hexaconazole Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Mancozeb Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Propiconazole Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Sulphur Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Captan Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Carbendazim Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Copper Oxychloride Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Cymoxanil Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Dodine Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Mancozeb Local Traders
Bags 400 x 25 kg
Truck AP RT 10
Myclobutanil Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Thiram Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Tricyclazole Local Traders
Bags 80 x 25 kg
Truck AP RT 2
Zineb Local Traders
Bags 40 x 25 kg
Truck AP RT 1
Dicofol Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Propergite Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Ethephon Local Traders
Drum 5 x 200 Kg
Truck AP RT 1
Triacontanol Local Traders
Bags 40 x 25 kg
Truck AP RT 1
AP= Atmospheric Pressure, RT= Room Temperature

Project Pre-feasibility Report
22
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
3.6 RESOURCE OPTIMIZATION & AVAILABILITY
The major resources for the proposed project will be plant & machinery, raw-materials, power,
fuel, water, man-power, etc.
3.6.1 LAND & BUILDING REQUIREMENT
Total plot area for proposed project will be 51218.35 m2. Out of which the total built-up area will
be 4334 m2 for Phase1 and 16685.61 m2 after Phase-2 .The plot has been purchased from
GIDC, Dahej .The Plot allotment certificate from GIDC, Dahej has been attached as Annexure
3.
3.6.2 EQUIPMENTS
Based on process necessity, list of the proposed equipment and machinery for Phase1 and
Phase 2 is attached as Annexure-4.
3.6.3 POWER AND FUEL REQUIREMENT
The total power requirement for the proposed project will be 648.87 kVA (Connected Load) for
Phase1 and 3396.06 kVA (Connected Load) after Phase2, which will be sourced from Gujarat
Electricity Board. The company will install D.G. Sets @165 kVA for Phase1 and @500 kVA for
Phase2 which will act as standby facility and will be used only in case of power failure. The
details of power and fuel are provided at below table:
Table 3.3: Details of Power & Fuel
Sr. No.
Particulars Requirement Source
Phase 1 (Connected Load)
After Phase 2 (Connected Load)
Power
1 Power Requirement 648.87 kVA
D.G. Set (165 kVA) –
Standby facility
3396.06 kVA
D.G. Set – 2 no.
(165 & 500 kVA) –
Standby facility
Gujarat Electricity
Board
Fuel
1 Fuel & it’s
consumption
NG @3816 Nm3/D
LDO @4095 LPD
Diesel- 28.1 LPH
NG @8712 Nm3/D
LDO @9345 LPD
Diesel- 105.5 LPH
GSPC
Authorized Dealers
Authorized Dealers

Project Pre-feasibility Report
23
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
3.6.4 WATER REQUIREMENT
Necessary water requirement for the proposed project will be fulfilled from GIDC water supply.
For proposed project, water will be required for domestic, process, washing and utility purpose.
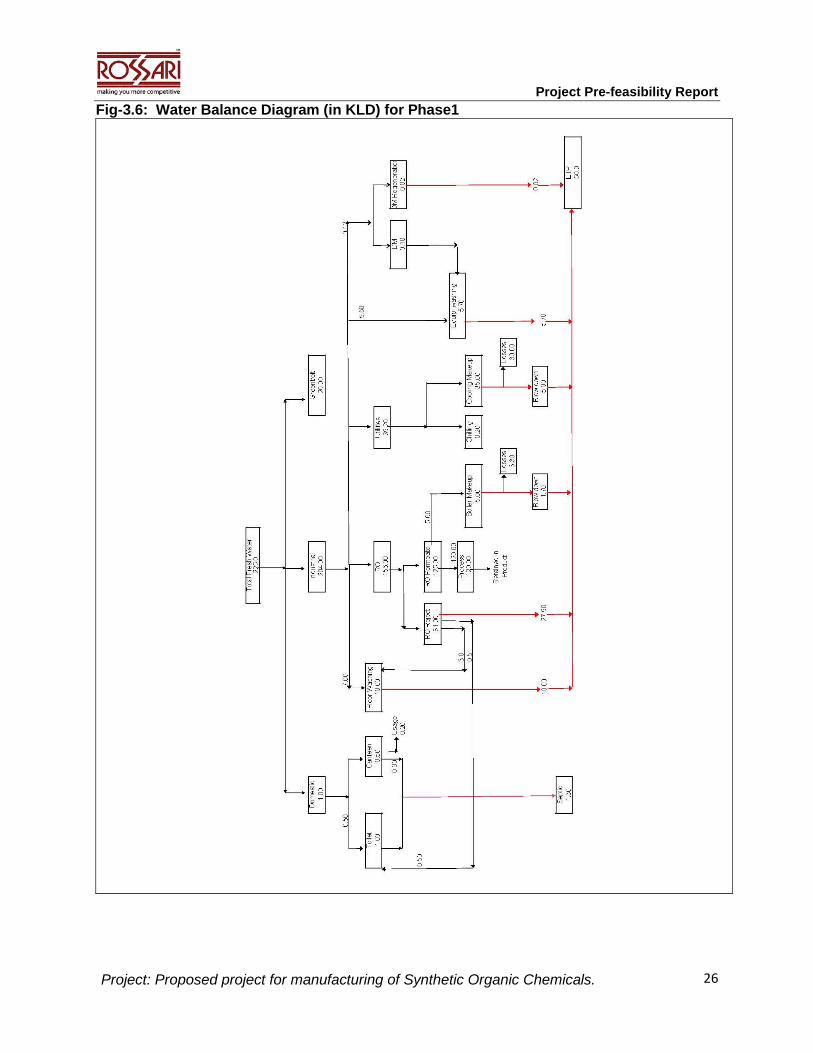
Total fresh water requirement for proposed project will be 225.0 KLD for Phase1 and 398.0 KLD
after Phase 2.
The category wise bifurcation of the water requirement is given in the Water Balance Data in
Table 3.4.
Project Pre-feasibility Report
24
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
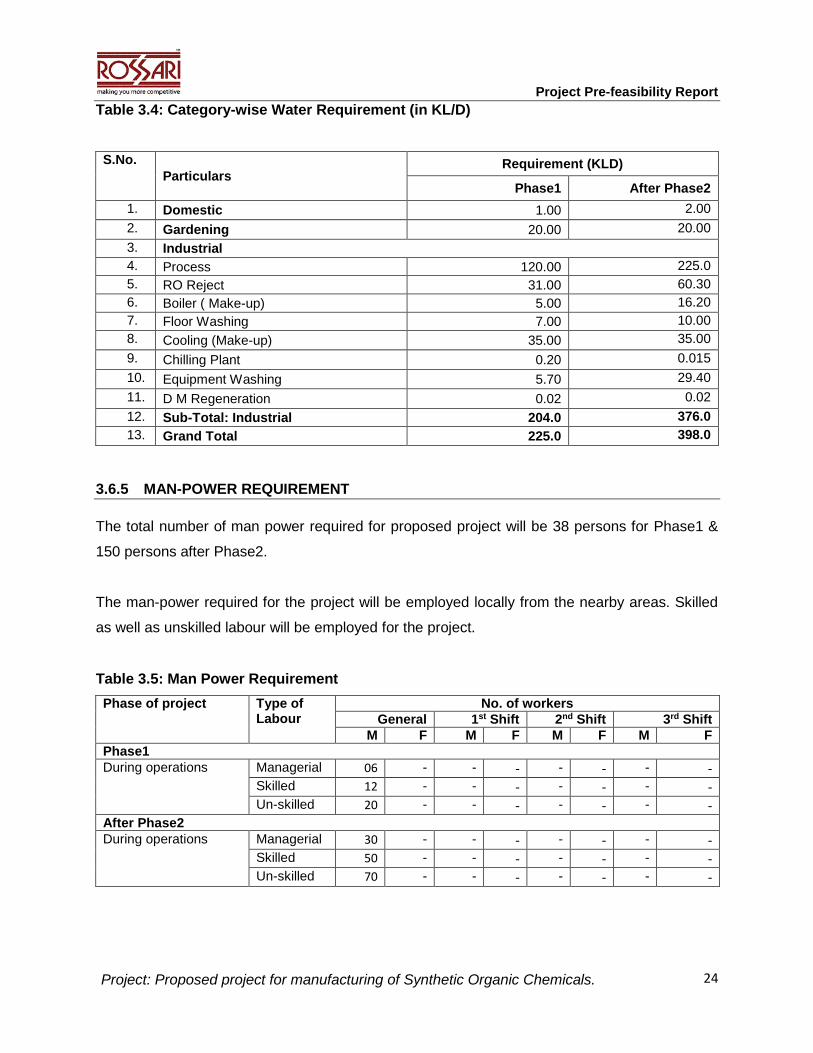
Table 3.4: Category-wise Water Requirement (in KL/D)
S.No.
Particulars Requirement (KLD)
Phase1 After Phase2
1. Domestic 1.00 2.00
2. Gardening 20.00 20.00
3. Industrial
4. Process 120.00 225.0
5. RO Reject 31.00 60.30
6. Boiler ( Make-up) 5.00 16.20
7. Floor Washing 7.00 10.00
8. Cooling (Make-up) 35.00 35.00
9. Chilling Plant 0.20 0.015
10. Equipment Washing 5.70 29.40
11. D M Regeneration 0.02 0.02
12. Sub-Total: Industrial 204.0 376.0 13. Grand Total 225.0 398.0
3.6.5 MAN-POWER REQUIREMENT
The total number of man power required for proposed project will be 38 persons for Phase1 &
150 persons after Phase2.
The man-power required for the project will be employed locally from the nearby areas. Skilled
as well as unskilled labour will be employed for the project.
Table 3.5: Man Power Requirement
Phase of project Type of Labour
No. of workers
General 1st Shift 2nd Shift 3rd Shift
M F M F M F M F
Phase1
During operations Managerial 06 - - - - - - - Skilled 12 - - - - - - - Un-skilled 20 - - - - - - -
After Phase2 During operations Managerial 30 - - - - - - -
Skilled 50 - - - - - - - Un-skilled 70 - - - - - - -

Project Pre-feasibility Report
25
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
3.7 QUANTITY OF WASTE TO BE GENERATED
3.7.1 WASTE WATER GENERATION & MANAGEMENT
The category wise bifurcation of the waste water generation is given in Table 3.6.
Table 3.6: Category-wise Wastewater Generation (in KL/D)
S. No. Particulars
Waste Water Generation
Phase1 After Phase2
1. Domestic 1.30 4.50
2. Gardening -- --
3. Industrial
4. Process 0.00 23.00
5. RO Reject 27.50 54.30
6. Floor Washing 10.00 13.00
7. Boiler (Blow down) 1.70 5.30
8. Cooling (Blow down) 5.00 5.00
9. Equipment Washing 5.70 29.40
10. DM Regeneration 0.02 0.02
11. Sub-Total: Industrial 50.0 130.0
12. Grand Total 51.3 134.5
Project Pre-feasibility Report
26
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Fig-3.6: Water Balance Diagram (in KLD) for Phase1

Project Pre-feasibility Report
27
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Fig-3.7: Water Balance Diagram (in KLD) After Phase2
Project Pre-feasibility Report
28
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
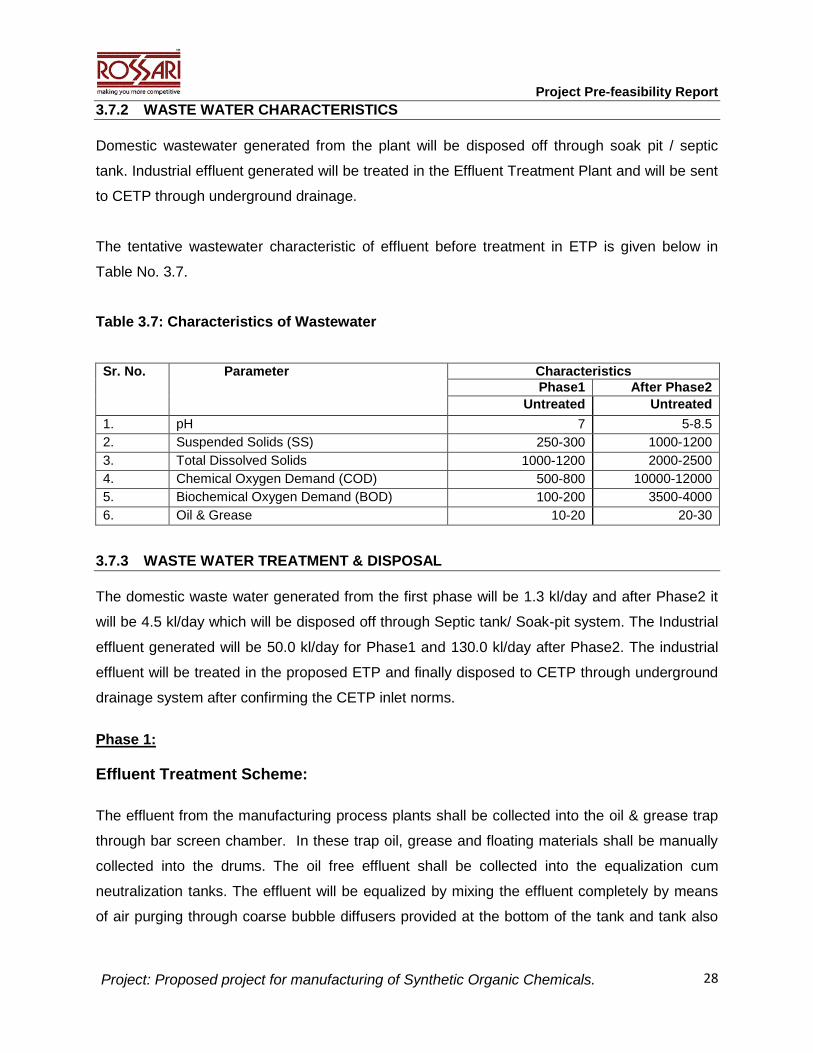
3.7.2 WASTE WATER CHARACTERISTICS
Domestic wastewater generated from the plant will be disposed off through soak pit / septic
tank. Industrial effluent generated will be treated in the Effluent Treatment Plant and will be sent
to CETP through underground drainage.
The tentative wastewater characteristic of effluent before treatment in ETP is given below in
Table No. 3.7.
Table 3.7: Characteristics of Wastewater
Sr. No. Parameter
Characteristics Phase1 After Phase2
Untreated Untreated
1. pH 7 5-8.5
2. Suspended Solids (SS) 250-300 1000-1200
3. Total Dissolved Solids 1000-1200 2000-2500
4. Chemical Oxygen Demand (COD) 500-800 10000-12000
5. Biochemical Oxygen Demand (BOD) 100-200 3500-4000
6. Oil & Grease 10-20 20-30
3.7.3 WASTE WATER TREATMENT & DISPOSAL
The domestic waste water generated from the first phase will be 1.3 kl/day and after Phase2 it
will be 4.5 kl/day which will be disposed off through Septic tank/ Soak-pit system. The Industrial
effluent generated will be 50.0 kl/day for Phase1 and 130.0 kl/day after Phase2. The industrial
effluent will be treated in the proposed ETP and finally disposed to CETP through underground
drainage system after confirming the CETP inlet norms.
Phase 1:
Effluent Treatment Scheme:
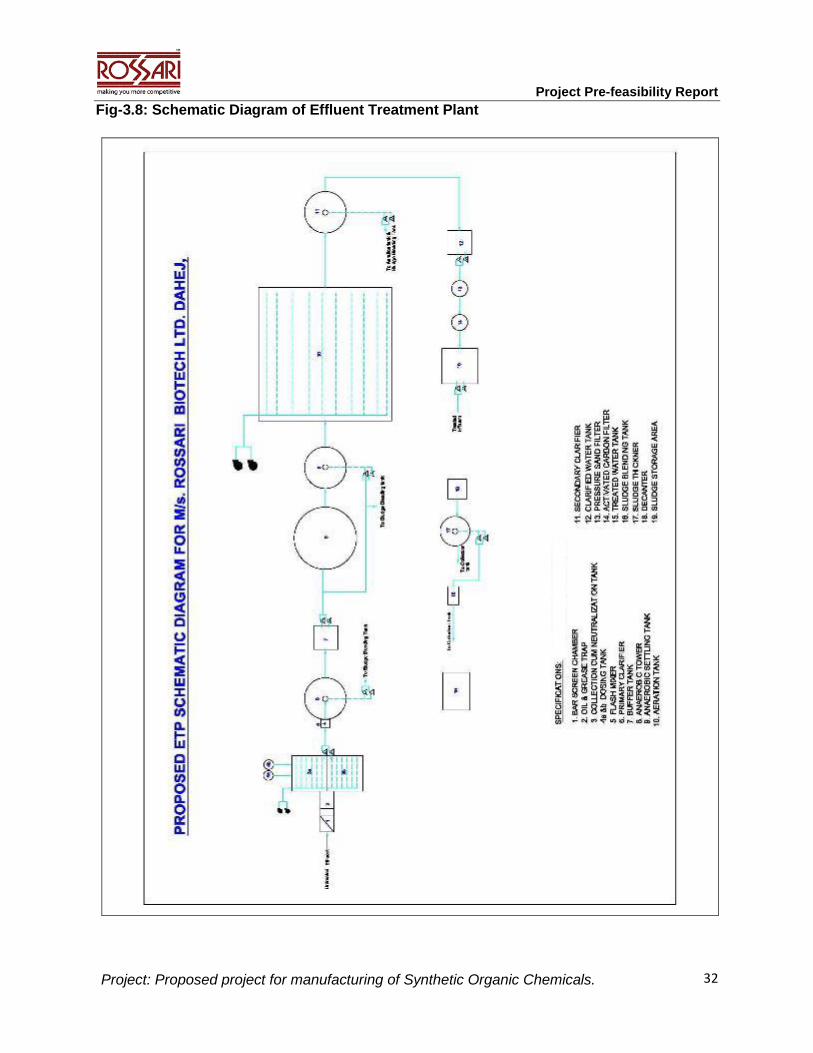
The effluent from the manufacturing process plants shall be collected into the oil & grease trap
through bar screen chamber. In these trap oil, grease and floating materials shall be manually
collected into the drums. The oil free effluent shall be collected into the equalization cum
neutralization tanks. The effluent will be equalized by mixing the effluent completely by means
of air purging through coarse bubble diffusers provided at the bottom of the tank and tank also
Project Pre-feasibility Report
29
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
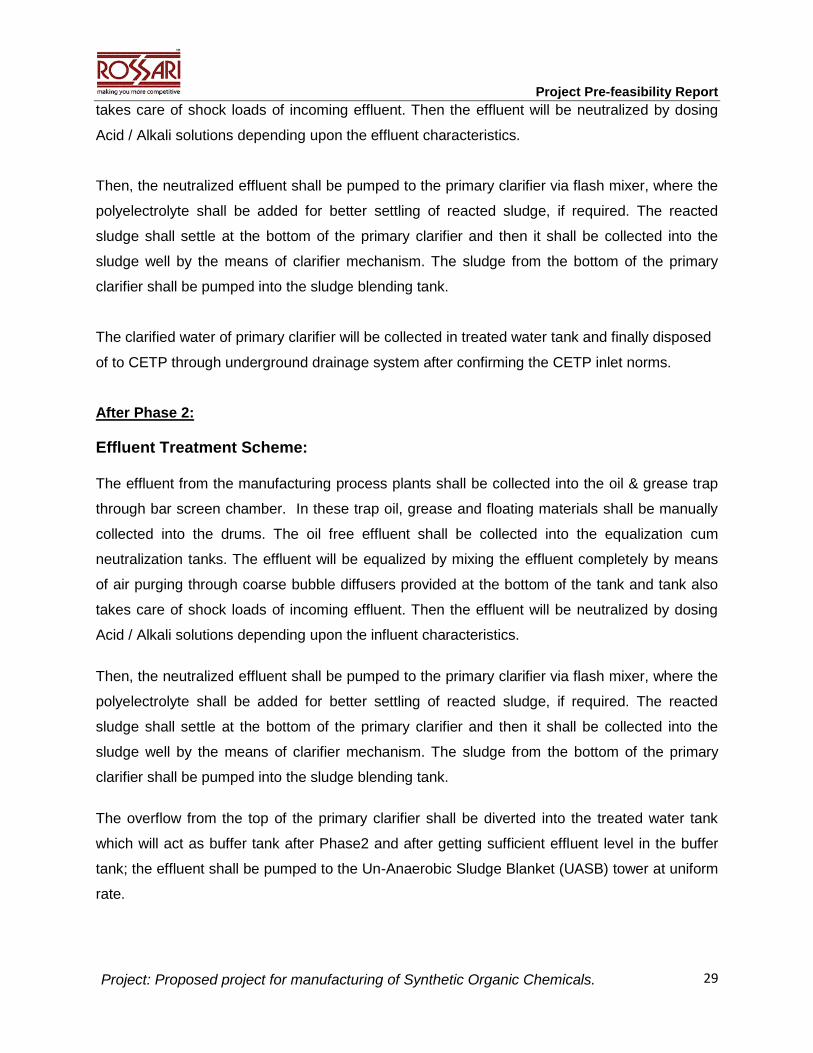
takes care of shock loads of incoming effluent. Then the effluent will be neutralized by dosing
Acid / Alkali solutions depending upon the effluent characteristics.
Then, the neutralized effluent shall be pumped to the primary clarifier via flash mixer, where the
polyelectrolyte shall be added for better settling of reacted sludge, if required. The reacted
sludge shall settle at the bottom of the primary clarifier and then it shall be collected into the
sludge well by the means of clarifier mechanism. The sludge from the bottom of the primary
clarifier shall be pumped into the sludge blending tank.
The clarified water of primary clarifier will be collected in treated water tank and finally disposed
of to CETP through underground drainage system after confirming the CETP inlet norms.
After Phase 2:
Effluent Treatment Scheme:
The effluent from the manufacturing process plants shall be collected into the oil & grease trap
through bar screen chamber. In these trap oil, grease and floating materials shall be manually
collected into the drums. The oil free effluent shall be collected into the equalization cum
neutralization tanks. The effluent will be equalized by mixing the effluent completely by means
of air purging through coarse bubble diffusers provided at the bottom of the tank and tank also
takes care of shock loads of incoming effluent. Then the effluent will be neutralized by dosing
Acid / Alkali solutions depending upon the influent characteristics.
Then, the neutralized effluent shall be pumped to the primary clarifier via flash mixer, where the
polyelectrolyte shall be added for better settling of reacted sludge, if required. The reacted
sludge shall settle at the bottom of the primary clarifier and then it shall be collected into the
sludge well by the means of clarifier mechanism. The sludge from the bottom of the primary
clarifier shall be pumped into the sludge blending tank.
The overflow from the top of the primary clarifier shall be diverted into the treated water tank
which will act as buffer tank after Phase2 and after getting sufficient effluent level in the buffer
tank; the effluent shall be pumped to the Un-Anaerobic Sludge Blanket (UASB) tower at uniform
rate.

Project Pre-feasibility Report
30
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
In anaerobic process, the biological conversion of complete organic matter to methane and
carbon dioxide in absence of oxygen depends on the combined activity of various types of
anaerobic bacteria. A minimum hydraulic detention time is provided for anaerobic biological
process.
Different types of bacteria present in the sludge carry out the anaerobic digestion of organic
compounds present in the raw effluent. While passing in the raw effluent through the reactor,
biodegradable organic matters present in the raw effluent is converted into biogas by the
biomass present in the reactor. Thus, COD is removed from the effluent. The treated effluent,
biogas and sludge travel upward through anaerobically maintained sludge blanket and are
separated and drained into atmosphere from the top of the reactor. The sludge is retained in the
reactor. The effluent overflows into anaerobic settling tank and is partially recycled to the buffer
tank.
The clear overflow from the anaerobic settling tank shall be fed into the aeration tank. The
aeration tanks provide proper mixing and supplies oxygen to the microorganisms in the
dissolved form through the fine bubble diffusers. A constant feed rate shall be maintained in the
aeration tanks. A sludge percentage of around 25 to 30 % by volume shall be maintained in the
aeration tank. Also MLSS and MLVSS ratio shall be maintained to ensure active
microorganisms growth. Various nutrients like UREA and DAP shall be added regularly so as to
ensure proper growth of the microorganisms. The Dissolved Oxygen content in the aeration
tanks shall be maintained in between 1.0 – 2.0 mg/lit.
Then the overflow of the aeration tanks shall be diverted into the Secondary Clarifier for
biomass separation. An appropriate retention time is given to the effluent to ensure proper
settling. The overflow of the aeration tanks shall be diverted to the centre of the secondary
clarifier. The sludge settles down into the hopper bottom of the secondary clarifier by means of
clarifier mechanism. Some amount of this settled sludge shall be pumped into the sludge
blending tank whereas some amount of sludge shall be recycled back into the aeration tanks to
maintain desired concentration of biomass.
The overflow of the secondary clarifier shall be collected into the clarified water tank. The
effluent from the clarified water tank shall be pumped to the Pressure Sand Filter and Activated
Carbon Filter for tertiary treatment. The effluent shall enter into the sand filter from the top and
the filtered effluent shall be further passed to the Activated Carbon Filter for colour removal. A

Project Pre-feasibility Report
31
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
back wash facility shall be provided to the sand filter and carbon filter to wash out the
suspended solid whenever required. For backwash, the effluent from the clarified water tank
shall be pumped at the bottom of the sand filter (and / or carbon filter) and the discharge of the
sand filter (and / or carbon filter) shall be diverted into the equalization cum neutralization tank.
The outlet of the carbon filter shall be collected into the Treated Water Tank. Finally, the treated
effluent from the treated water tank shall be sent for disposal to CETP through underground
drainage system after confirming the CETP inlet norms.
The blended sludge from the sludge blending tank shall be diverted into the sludge thickener for
thickening of sludge. The sludge from the bottom of the sludge thickener shall be fed into the
decanter /filter press for sludge dewatering. Here, the polyelectrolyte dosing shall be done for
better separation of the sludge. The sludge cake shall be collected and packed into the plastic
bags and stored in the sludge storage area properly. The leachate from the decanter shall be
diverted to the equalization cum neutralization tank.
Project Pre-feasibility Report
32
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Fig-3.8: Schematic Diagram of Effluent Treatment Plant

Project Pre-feasibility Report
33
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
3.7.4 AIR EMISSIONS & CONTROL
3.7.4.1 Process Emission
There will be no process emissions from Phase1 as all the manufacturing activities will be
carried out in closed condition. Process emission will be generated after Phase-2 of the
proposed project. Bag Filters will be provided to Spray Dryers to control these emissions.
Table 3.8: Details of Process Emission
S. No. Vent attached to Ht. & Dia. of Stack, (m)
Emission conc.
1. Spray Dryer H: 11m D :300mm
PM < 150 mg/Nm3
3.7.4.2 Utility Emission
The utility emissions will be from Boiler, Thermopac and D.G. Set. We have proposed Natural
Gas, LDO and diesel as fuel. The details regarding utility emissions and control measures are
mentioned in the below table no. 3.9.
Table 3.9: Details of Utility Emission
Particulars Details Fuel & its Qty Stack Details(m)
Exit gas details
Probable Pollutant
Emission Norms
Phase 1
Boiler-1
Capacity: 2 TPH
NG- 143 Nm³/Hr LDO : 157.5 LPH
H: 30 m D: 450 mm
V: 14-18 m/s T: 160-180 ºC
PM SO2 NOx
<150 mg/Nm3 < 100 ppm < 50 ppm
Thermopac 500000 Kcal/Hr
NG:69 Nm³/Hr LDO: 70 LPH
H: 22 m D: 250 mm
V: 8-10 m/s T: 180-190 ºC
PM SO2 NOx
<150 mg/Nm3 < 100 ppm < 50 ppm
D. G. Set (Stand-by)
165 kVA
Diesel: – 28.1 LPH @ 75% Load
H: 10 m D: 100 mm
V: 14-16 m/s T: 457 ºC
PM SO2 NOx
<150 mg/Nm3 < 100 ppm < 50 ppm
After Phase2
Boiler-1 (Stand-by)
Capacity: 2 TPH
NG- 143 Nm³/Hr LDO : 157.5 LPH
H: 30 m D: 450 mm
V: 14-18 m/s T: 160-180 ºC
PM SO2 NOx
<150 mg/Nm3 < 100 ppm < 50 ppm
Boiler-2
Capacity: 6 TPH
NG- 415 Nm³/Hr LDO : 437.5 LPH
H: 36 m D: 600 mm
V: 14-18 m/s T: 160-180 ºC
PM SO2 NOx
<150 mg/Nm3 < 100 ppm

Project Pre-feasibility Report
34
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Particulars Details Fuel & its Qty Stack Details(m)
Exit gas details
Probable Pollutant
Emission Norms
< 50 ppm
Thermopac 500000 Kcal/Hr
NG:69 Nm³/Hr LDO: 70 LPH
H: 22 m D: 250 mm
V: 8-10 m/s T: 180-190 ºC
PM SO2 NOx
<150 mg/Nm3 < 100 ppm < 50 ppm
D. G. Set -2 Nos. (Stand-by)
(165 & 500) kVA
Diesel: – 105.5 LPH @ 75% Load
H: 10 m D: 100 & 200 mm
V: 14-16 m/s T: 457 ºC
PM SO2 NOx
<150 mg/Nm3 < 100 ppm < 50 ppm
Note: H=Height, D=Diameter, V= Velocity, T=Temperature.
3.7.4.3 Fugitive Emission
Minor quantity of fugitive emissions will occur during handling of the raw materials. Fugitive
emissions are also likely to occur from drum storage.
Following measures will be practiced to reduce the fugitive emissions:
Raw Materials & Products will be stored in properly designated storage area and under
good storage conditions to prevent any volatilities
Raw Materials & Products will be stored in closed containers
The fugitive emissions in terms of handling losses will get reduced by proper storage
and handling.
Regular monitoring will be done of piping and fittings for checking of any leakages.
Hazardous chemicals will be stored as per standard criteria.
Good housekeeping will be maintained in the plant.
3.7.5 HAZARDOUS / NON-HAZARDOUS. WASTES MANAGEMENT
Hazardous wastes generated will be in the form of ETP waste from Effluent Treatment Plant,
Process residue from manufacturing process, Used oil from gear boxes of the machineries &
D.G. Set, discarded drums and bags from storage of raw materials. Company has provided
adequate storage area for proper storage of wastes.
Project Pre-feasibility Report
35
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
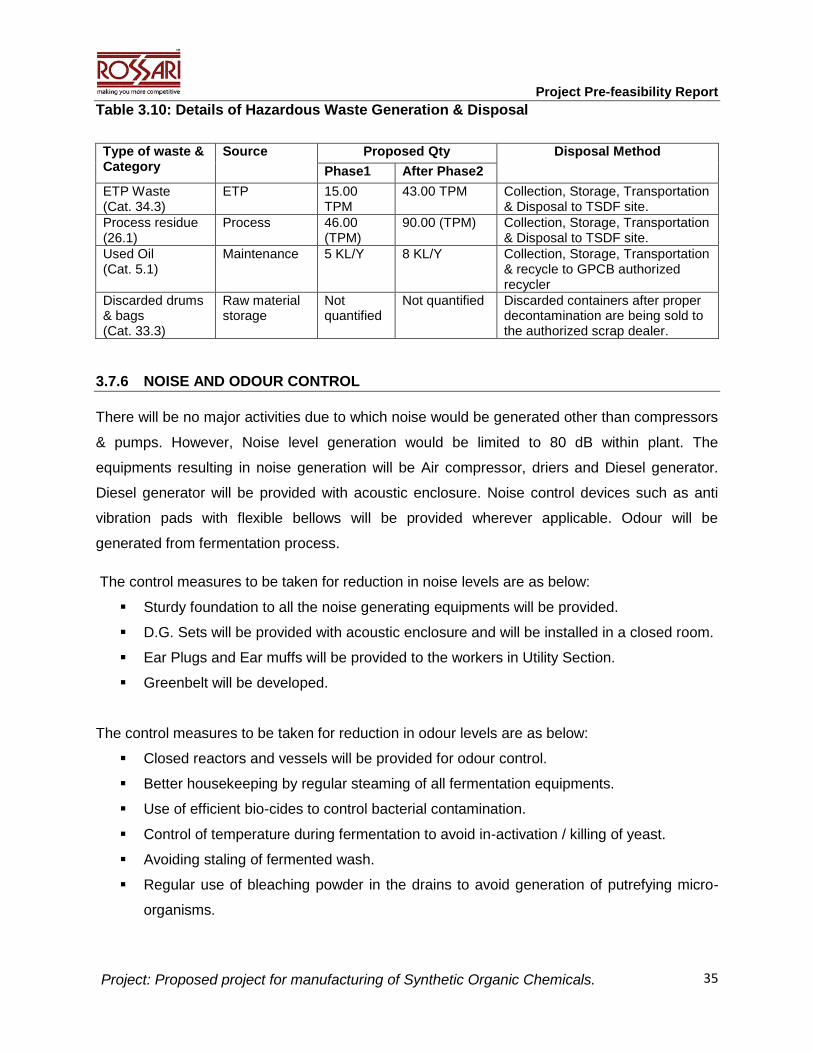
Table 3.10: Details of Hazardous Waste Generation & Disposal
Type of waste & Category
Source Proposed Qty Disposal Method
Phase1 After Phase2
ETP Waste (Cat. 34.3)
ETP 15.00 TPM
43.00 TPM Collection, Storage, Transportation & Disposal to TSDF site.
Process residue (26.1)
Process 46.00 (TPM)
90.00 (TPM) Collection, Storage, Transportation & Disposal to TSDF site.
Used Oil (Cat. 5.1)
Maintenance 5 KL/Y 8 KL/Y Collection, Storage, Transportation & recycle to GPCB authorized recycler
Discarded drums & bags (Cat. 33.3)
Raw material storage
Not quantified
Not quantified Discarded containers after proper decontamination are being sold to the authorized scrap dealer.
3.7.6 NOISE AND ODOUR CONTROL
There will be no major activities due to which noise would be generated other than compressors
& pumps. However, Noise level generation would be limited to 80 dB within plant. The
equipments resulting in noise generation will be Air compressor, driers and Diesel generator.
Diesel generator will be provided with acoustic enclosure. Noise control devices such as anti
vibration pads with flexible bellows will be provided wherever applicable. Odour will be
generated from fermentation process.
The control measures to be taken for reduction in noise levels are as below:
Sturdy foundation to all the noise generating equipments will be provided.
D.G. Sets will be provided with acoustic enclosure and will be installed in a closed room.
Ear Plugs and Ear muffs will be provided to the workers in Utility Section.
Greenbelt will be developed.
The control measures to be taken for reduction in odour levels are as below:
Closed reactors and vessels will be provided for odour control.
Better housekeeping by regular steaming of all fermentation equipments.
Use of efficient bio-cides to control bacterial contamination.
Control of temperature during fermentation to avoid in-activation / killing of yeast.
Avoiding staling of fermented wash.
Regular use of bleaching powder in the drains to avoid generation of putrefying micro-
organisms.
Project Pre-feasibility Report
36
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
3.7.7 HEALTH AND SAFETY MEASURES
The company is concerned about occupational health and safety among its
work force as the man power is the biggest asset to the company.
The following key safety measures shall be implemented in the proposed project:
Safety distance of 30 meters will be maintained for EO storage tanks. The tanks will be enclosed
by barbed wire fencing from all sides maintaining distance of 30 meters.
All the electrical fittings will be flameproof.
Dyke wall will be constructed around tank farm to contain acids flowing into the plant in case of
any major leakage in any of the tanks.
Provision for one underground emergency tank will also be made in due course for any
emergency transfer of material when required.
Applicable PPEs will be provided to all workers in the plant.
Standard First Aid Box will be available in each department.
Dedicated Occupation Health Centre will be provided to deal with any emergency.
List of emergency contact numbers will be displayed at all strategic locations.
Emergency alarms will be provided at each individual unit.
Emergency assembly point will be clearly marked with directional arrows from each individual
unit.
Mass Flow Meter will be installed for unloading/ loading of bulk tankers.
Maximum handling of material with the help of stacker and forklift to minimize manual handling.
Dock leveler will be installed at dispatch bay for easy loading/unloading of containers.
Safety / Health records and MSDS will be maintained.
SPECIAL SAFETY MEASURES FOR STORAGE OF EHTLENE OXIDE:
30 meter distance from the centre of the bullet for storage area will be provided.
Excess flow check valve will be provided on Ethylene Oxide tank inlet/outlet nozzles.
Design will be as per SMPV rules.
Storage under nitrogen pressure at 4 to 10 kg/cm2 will be provided.
MS tank with aluminize from inside tank will be provided.
Sprinkler will be provided on EO storage bullet.
Dyke wall will be provided.
PG and TG will be provided on bullet.
Ultrapure N2 will be used for unloading / purging.
Inlet / out let line and Ethylene Oxide tank will be insulated.
Project Pre-feasibility Report
37
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Double static earthing provision will be provided to EO tank and EO day tanks.
Double safety valve will be provided on EO bullet.
Magnetic level gauge will be provided on EO tank.
Safety valve outlet will be connected with water scrubber or dipped into water scrubber tank.
Nitrogen blanketing and Nitrogen pressure transfer method will be adopted for EO handling.
Road tanker unloading procedure will be prepared and fully implemented.
Static earthing provision will be made for EO road tanker unloading point.
SPECIAL SAFETY MEASURES FOR STORAGE OF PROPYLENE OXIDE:
Will be kept under N2 pressure storage.
Safety valve provided will be provided.
Dyke wall with separate fencing area will be provided.
SOP will be prepared.
Road tanker unloading procedure will be prepared.
Flame-proof area will be provided.
Water scrubber for the vent will be provided.
Vent condenser will be provided.
Flame arrester will be provided on final vent.
Work permit system will be followed.
Firefighting equipment will be provided.
PPEs will be used.
Safety shower, eye wash will be provided.
NFPA labeling system will be adopted for drums as well as storage tanks.
Level indicator will be provided at local as well as on DCS.
Alarm for high level & temperature will be provided.
Sprinkler system will be provided.
3.7.8 ENVIRONMENTAL HEALTH & SAFETY CELL
The company will have a separate environment cell in order to keep a close watch on the
performance of the pollution control equipment, emissions from the sources and the quality of
surrounding environment in accordance with the monitoring program. The cell will also entrust
with the responsibilities of regulating the safety measures inside the plant campus. The cell will
be also responsible for maintaining the records of all data, documents and information in line
within the legislative requirement.

Project Pre-feasibility Report
38
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
3.7.9 POST PROJECT MONITORING PLAN
The company will develope in-house facilities for monitoring certain components. Where it is not
possible to establish such facilities, the same will be done by appointing external
recognized/approved agencies. The proposed post-project monitoring plan is given below:
Table 3.11: Post Project Monitoring Plan
Components Parameters Frequency of in house monitoring
Frequency of third party monitoring
Drinking water IS-10500:1991 -- Once in a month
Waste water BOD, COD, pH, TSS, TDS Daily (At all stages of ETP)
Once in a month (treated and untreated)
Air-ambient SPM, SOx, NOx -- Quarterly
Stack monitoring SPM, SO2, NOx
-- Quarterly
Noise monitoring dB (A) -- Once in a month
Workplace monitoring VOCs like Ammonia solution ,monoethyl amine, propylene oxide, mondo-PU-100, Acetone, Textile antifoam
-- Half Yearly

Project Pre-feasibility Report
39
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
CHAPTER – 4
SITE ANALYSIS
4.1 CONNECTIVITY
This proposed project is located at D-3/24/3, Dahej-III Industrial Estate, Taluka Vagara, Dist.
Bharuch. The Site is 10.2 km from Dahej. The site is 3.2 km from National highway. The land
and infrastructure is already available. And the raw material is easily available through the easy
transport via road connectivity. The nearest Railway station is Bharuch railway station which is
33.6 km and Surat Airport is 70 km from the project site.
4.2 LAND FORM, LAND USE & LAND OWNERSHIP
4.2.1 LAND FORM
Currently it is a vacant land. It is to be developed by GIDC for Industrial purpose.
4.2.2 LAND USE PATTERN
Currently it is a vacant land. It is to be developed by GIDC for Industrial purpose.
4.2.3 LAND OWNERSHIP
The plot is located in the industrial estate. The company has purchased it from GIDC, Dahej.
4.3 TOPOGRAPHY
Relatively flat terrain with series of inlayed creeks of river forms the topography of Dahej. There
are mounds formed on the bank of river.
4.4 SALIENT FEATURES
The salient features of the project site are given in the table below:
Table 4.1: Salient Features of the Project Site
Particulars Details
Co-ordinates Approx. center 21°44'41.49"N,72°40'32.36"E
Village Galenda
Taluka/ Tehsil Vagara
District Bharuch

Project Pre-feasibility Report
40
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Particulars Details
Nearest Water body Gulf of Khambhat ≈ 15.0 km (E) Narmada River ≈ 5.7 km (S)
Nearest Highway NH 8 ≈ 3.2km (S)
Nearest Railway station & Railway line Bharuch Railway Station ≈ 33.6 km (ESE)
Nearest Airport/ Airbase Surat ≈ 70 km (S)
State/ National borders No within 15 km.
Protected Area/ Sanctuaries No
CRZ applicability No
Seismicity Seismic Zone – III (Moderate)
Note: All the above mentioned distances are the aerial distance from the project site.
4.5 EXISTING INFRASTRUCTURE
The plot is located in the industrial estate. Currently there is a vacant land. The entire necessary
infrastructure will be developed by GPCB.
4.6 SOIL CLASSIFICATION1
Dahej is a coastal belt covering 1732 hect. total area. Since the total land of Dahej is saline (pH
above 9.0), humidity in the environment and water is salty and is not suitable for all type of
plants to grow. Only shallow rooted plants like coconut, palm, saru, etc. can be grown. Major
land of Dahej and surrounding have Exchangeable Sodium Percentage greater than 15 and pH
between 8.5 and 10.0. The exchangeable sodium content influences the physical and chemical
properties of these soils significantly.
Saline soils are often recognized by the presence of white crust of salts on the surface.
Generally they are flocculated having good permeability. Salt must be removed from their root
zone. Leaching is the most effective procedure for removing salts. But, since water quality is not
good and water table being high, leaching is not possible in this area. A few portion of Dahej
SEZ contains Black soil also. This soil is deep clayey, impermeable. Its characteristic of swelling
and becoming sticky when wet and shrinking when dry creates crack; no doubt aerates the land.
It lacks Phosphorous and nitrogen.
1 (Source: http://www.kcgjournal.org)
Project Pre-feasibility Report
41
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
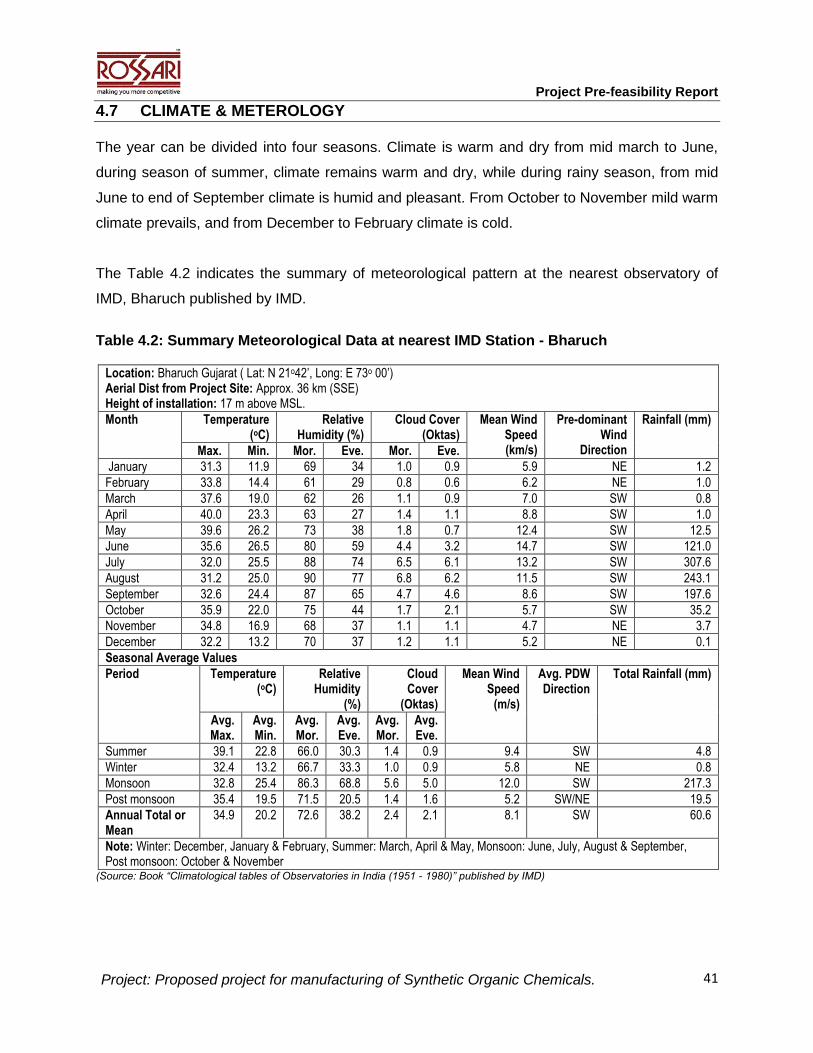
4.7 CLIMATE & METEROLOGY
The year can be divided into four seasons. Climate is warm and dry from mid march to June,
during season of summer, climate remains warm and dry, while during rainy season, from mid
June to end of September climate is humid and pleasant. From October to November mild warm
climate prevails, and from December to February climate is cold.
The Table 4.2 indicates the summary of meteorological pattern at the nearest observatory of
IMD, Bharuch published by IMD.
Table 4.2: Summary Meteorological Data at nearest IMD Station - Bharuch
Location: Bharuch Gujarat ( Lat: N 21o42’, Long: E 73o 00’) Aerial Dist from Project Site: Approx. 36 km (SSE) Height of installation: 17 m above MSL.
Month Temperature (oC)
Relative Humidity (%)
Cloud Cover (Oktas)
Mean Wind Speed (km/s)
Pre-dominant Wind
Direction
Rainfall (mm)
Max. Min. Mor. Eve. Mor. Eve.
January 31.3 11.9 69 34 1.0 0.9 5.9 NE 1.2
February 33.8 14.4 61 29 0.8 0.6 6.2 NE 1.0
March 37.6 19.0 62 26 1.1 0.9 7.0 SW 0.8
April 40.0 23.3 63 27 1.4 1.1 8.8 SW 1.0
May 39.6 26.2 73 38 1.8 0.7 12.4 SW 12.5
June 35.6 26.5 80 59 4.4 3.2 14.7 SW 121.0
July 32.0 25.5 88 74 6.5 6.1 13.2 SW 307.6
August 31.2 25.0 90 77 6.8 6.2 11.5 SW 243.1
September 32.6 24.4 87 65 4.7 4.6 8.6 SW 197.6
October 35.9 22.0 75 44 1.7 2.1 5.7 SW 35.2
November 34.8 16.9 68 37 1.1 1.1 4.7 NE 3.7
December 32.2 13.2 70 37 1.2 1.1 5.2 NE 0.1
Seasonal Average Values
Period Temperature (oC)
Relative Humidity
(%)
Cloud Cover
(Oktas)
Mean Wind Speed
(m/s)
Avg. PDW Direction
Total Rainfall (mm)
Avg. Max.
Avg. Min.
Avg. Mor.
Avg. Eve.
Avg. Mor.
Avg. Eve.
Summer 39.1 22.8 66.0 30.3 1.4 0.9 9.4 SW 4.8
Winter 32.4 13.2 66.7 33.3 1.0 0.9 5.8 NE 0.8
Monsoon 32.8 25.4 86.3 68.8 5.6 5.0 12.0 SW 217.3
Post monsoon 35.4 19.5 71.5 20.5 1.4 1.6 5.2 SW/NE 19.5
Annual Total or Mean
34.9 20.2 72.6 38.2 2.4 2.1 8.1 SW 60.6
Note: Winter: December, January & February, Summer: March, April & May, Monsoon: June, July, August & September, Post monsoon: October & November
(Source: Book “Climatological tables of Observatories in India (1951 - 1980)” published by IMD)
Project Pre-feasibility Report
42
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
4.7.1 TEMPERATURE
The climate of Bharuch is warm and dry during the summer months but humid and pleasant
during the monsoon months. The south-west monsoon from June to September brings copious
rain to the territory. The winter months are generally pleasant. May is generally the hottest
month with the mean daily maximum temperature recorded at 39.6 oC and mean daily minimum
temperature recorded at 26.2 oC. January is the coldest month with the mean daily maximum
temperature as 31.3 oC and mean daily minimum temperature observed as 11.9 oC .
4.7.2 HUMIDITY
Humidity is usually high during the monsoon months, generally exceeding 86.3 %. Humidity
decreases during the summer months. For rest of the year i.e. the period of October to
February, the relative humidity ranges around 66.7 - 71.5 %.
4.7.3 CLOUD COVER
During the South-west monsoon months, the skies are usually heavily clouded or overcast.
Cloud cover decreases during the post monsoon months. In the rest of the year the skies are
mostly clear.
4.7.4 RAINFALL
About 95% of the annual rainfall is received during the southwest monsoon season i.e. from
June to September, July being the month with highest rainfall. The average annual rainfall
observed from the data is 2182.8 mm.
4.7.5 WIND PATTERN
The annual predominant wind direction comes to West, followed by North and South-west.
Winds blows mostly from the West/North-West during summers and Monsoons are usually
South-west. The post-monsoon & winter seasons experience a change in the wind blowing from
North and North-east.
The wind speed is high during summer and monsoon seasons, slightly moderate during winter
and low during post-monsoon phase.
Project Pre-feasibility Report
43
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
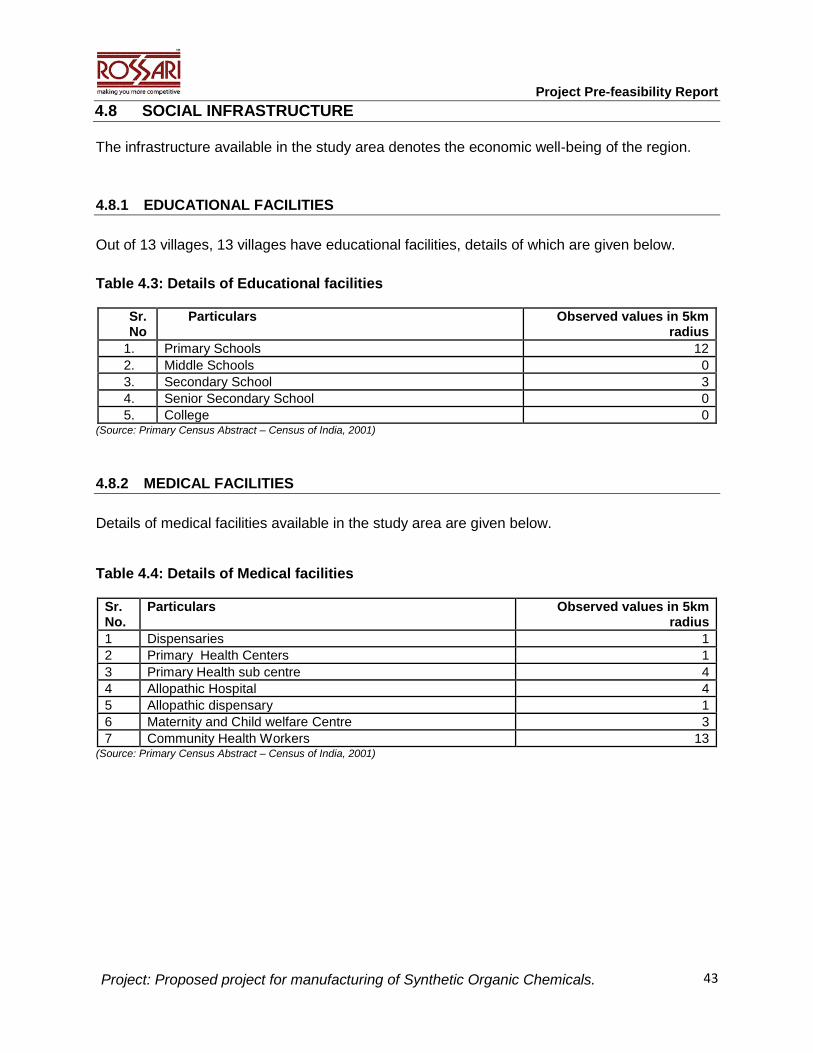
4.8 SOCIAL INFRASTRUCTURE
The infrastructure available in the study area denotes the economic well-being of the region.
4.8.1 EDUCATIONAL FACILITIES
Out of 13 villages, 13 villages have educational facilities, details of which are given below.
Table 4.3: Details of Educational facilities
Sr. No
Particulars Observed values in 5km radius
1. Primary Schools 12
2. Middle Schools 0
3. Secondary School 3
4. Senior Secondary School 0
5. College 0 (Source: Primary Census Abstract – Census of India, 2001)
4.8.2 MEDICAL FACILITIES
Details of medical facilities available in the study area are given below.
Table 4.4: Details of Medical facilities
Sr. No.
Particulars Observed values in 5km radius
1 Dispensaries 1
2 Primary Health Centers 1
3 Primary Health sub centre 4
4 Allopathic Hospital 4
5 Allopathic dispensary 1
6 Maternity and Child welfare Centre 3
7 Community Health Workers 13 (Source: Primary Census Abstract – Census of India, 2001)

Project Pre-feasibility Report
44
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
CHAPTER – 5
PLANNING BRIEF
5.1 PLANNING CONCEPT
The proposed project is located at D-3/24/3, Dahej-III Industrial Estate, Taluka Vagara, Dist.
Bharuch. The nearest city is Bharuch & Ankleshwar which is a big hub for chemical &
Pharmaceutical Products. Major raw materials will be sourced locally. RM cost as many input
suppliers like GNFC are located nearby which will bring reduction in transportation cost.
The region is well planned with all the basic infrastructural facilities like internal roads, water
supply, arrangements for power, streetlights, solid waste disposal sites etc.
The plot for proposed project is purchased from GIDC, Dahej.
5.2 POPULATION PROJECTION
The average household size is around 5 persons. The demographic profile of study area within
5 km radius is presented below.
Table 5.1: Distribution of population
Sr. No.
Particulars Observed values in 5km radius
1 Total Population 17978.00
2 No. of Households 3803.00
3 Avg. household size (person) 5.00
4 Male population 9525.00
5 Male population (in %) 52.98
6 Female population 8453.00
7 Female population (in %) 47.07
8 Sex ratio 887.00 (Source: Primary Census Abstract – Census of India, 2001)
5.3 AREA STATEMENT
The total area of the plot is 51218.35 m2 out of which Greenbelt area of the plant is 8828.0 m2
which is 17 %. The bifurcation of the same is given Chapter 3; table no. 3.1 at page no.17.

Project Pre-feasibility Report
45
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
5.4 ASSESMENT OF INFRASTRUCTURE DEMAND (PHYSICAL & SOCIAL)
In this proposed project the company will acquire plant and machinery so there will be some
demand of change in physical infrastructure and social infrastructure. As manpower requirement
for the proposed project shall be locally fulfilled, employment generation will lead to additional
benefits to social infrastructure.
5.5 AMENITIES/FACILITIES
5.5.1 DRINKING WATER FACILITIES
As per census 2001 following drinking facilities are available in study region.
Table 5.2: Drinking Water Facilities
Sr. No.
Particulars Observed values in 5km radius
1 Tap 10
2 Well water 11
3 Tank water 12
4 Tube well water 0
5 Hand pump 3
6 River water 3
7 Canal 0
8 Lakes 0
9 Spring 0
10 Other drinking water sources 2 (Source: Primary Census Abstract – Census of India, 2001)
5.5.2 POWER SUPPLY FACILITIES
As per census 2001, all the villages have power supply facilities in the study region.
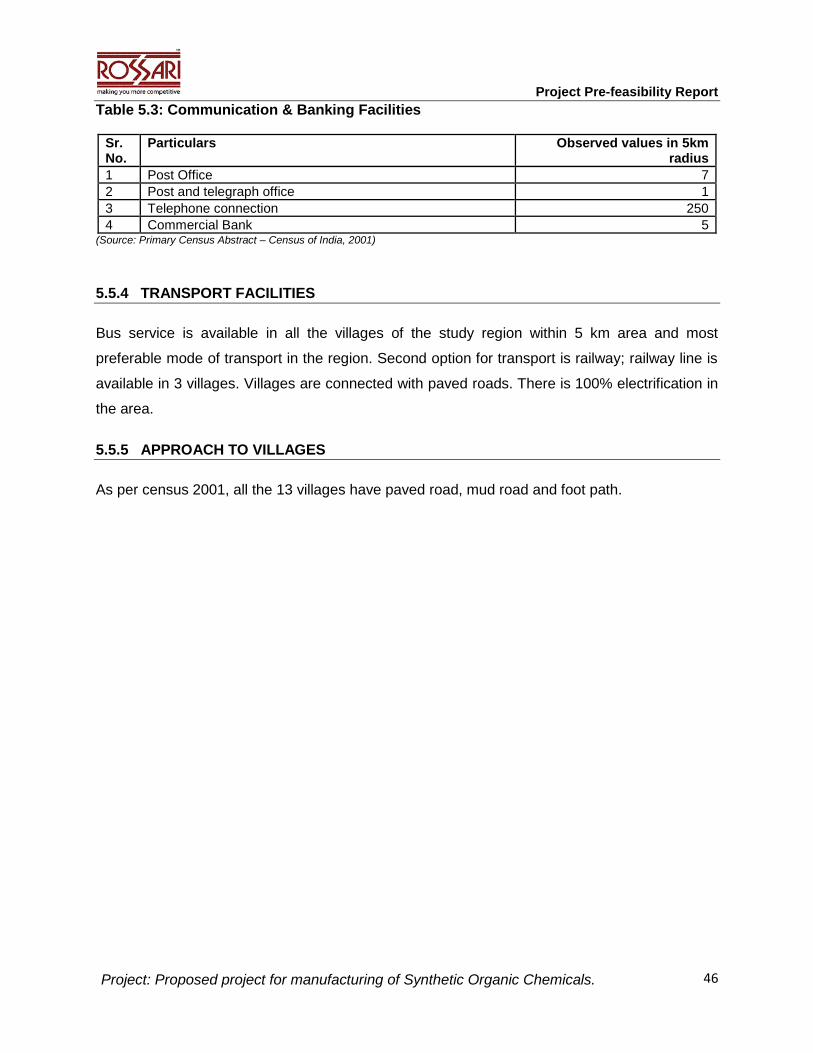
5.5.3 COMMUNICATION & BANKING FACILITIES
Distribution of facilities such as post office, post & telegraph office, banks, telephone
connections in the study area are illustrated in table below.
Project Pre-feasibility Report
46
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
Table 5.3: Communication & Banking Facilities
Sr. No.
Particulars Observed values in 5km radius
1 Post Office 7
2 Post and telegraph office 1
3 Telephone connection 250
4 Commercial Bank 5 (Source: Primary Census Abstract – Census of India, 2001)
5.5.4 TRANSPORT FACILITIES
Bus service is available in all the villages of the study region within 5 km area and most
preferable mode of transport in the region. Second option for transport is railway; railway line is
available in 3 villages. Villages are connected with paved roads. There is 100% electrification in
the area.
5.5.5 APPROACH TO VILLAGES
As per census 2001, all the 13 villages have paved road, mud road and foot path.

Project Pre-feasibility Report
47
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
CHAPTER – 6
PROPOSED INFRASTRUCTURE
6.1 INDUSTRIAL AREA
The total area of the plot is 51218.35 m2 out of which Greenbelt area of the plant is 8828.0 m2
which is 17 %.The total production capacity will be 142025 MT/annum for Phase1 and 53314
MT/annum after Phase2.
6.2 RESIDENTIAL AREA
In the said proposal no Residential area has been proposed for workers and/or for staff.
6.3 GREENBELT
Maximum open land will be allotted for green belt development. If required, experts will also be
consulted for selection of species for the development of the greenbelt. Total greenbelt area will
be 17 % of total plot area.
6.4 SOCIAL INFRASTUCURE
Existing infrastructure will be sufficient to accommodate the existing load from the proposed
project which is very low.
6.5 CONNECTIVITY
As Described in earlier chapter.
6.6 DRINKING WATER MANAGEMENT
Drinking water will be sourced from GIDC water supply for the proposed project.
Project Pre-feasibility Report
48
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
6.7 SEWERAGE SYSTEM
Domestic waste water generated from the proposed project will be disposed off through soak pit
/ septic tank which will be @ 1.30 kl/day for Phase1 and 4.50 kl/day after Phase 2.
6.8 INDUSTRIAL WASTE MANAGEMENT
Industrial Effluent will be treated in the Effluent Treatment Plant at the site. Details are explained
in Chapter 03, Section 3.7.3
6.9 SOLID WASTE MANAGEMENT
Hazardous wastes generated will be in the form of ETP waste from Effluent Treatment Plant,
Used oil from gear boxes of the machineries & D.G. Set, Process residue from manufacturing
process, discarded drums & bags from storage of raw materials. Company will provide
adequate storage area for proper storage of wastes. Details of solid waste generation are given
in table 3.9.
6.10 POWER REQUIREMENT & SOURCE OF SUPPLY
The power requirement for the proposed project will be 648.87 kVA (Connected Load) for
Phase1 & 3396.06 kVA (Connected Load) after Phase2 which will be sourced from Gujarat
Electricity Board. The company will intall D.G. Sets of 165 kVA for Phase1 & 500 kVA for
Phase2, which will act as a standby unit and will be used only in case of power failure.

Project Pre-feasibility Report
49
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
CHAPTER – 7
REHABILITATION & RESETTLEMENT (R &R) PLAN
7.1 POLICY TO BE ADOPTED
The proposed project is to be developed in the land designated for industrial use. Hence, no
displacement of any population is proposed for the project. Therefore, detailed Social Impact
Assessment studies or R&R action study has not been proposed.

Project Pre-feasibility Report
50
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
CHAPTER – 8
PROJECT SCHEDULE & COST ESTIMATES
8.1 TIME SCHEDULE OF THE PROJECT
At present we are not proposing any construction at the site. It will start only after getting all the
statutory permission from respective authorities.
8.2 ESTIMATED PROJECT COST
The company has made budgetary provision for the recurring expenses for the environmental
issues while planning for the allocation of funds during the annual budgetary planning.
Environment Protection has also been considered in planning the cost projection. Green belt
development is also considered. The estimated project cost will be approximately 46.95 Crores.
Table 8.1: Total Capital Cost Projection
Sr. No.
Purpose Total Cost (Rs. in Crores)
After Phase1 After Phase2
1. Land 5.56 5.56
2. Plant & Machinery 2.00 27.00
3. Laboratory 0.50 2.05
4. Electrical Installations & Misc. 5.00 7.50
5. Furniture, Fixtures & Office Equipments 0.10 0.25
6. Green belt development 0.01 0.01
7. Effluent Treatment Plant 0.30 4.50
8. Safety Systems 0.03 0.08
Total 13.50 46.95
Table 8.2: Recurring cost provision for EHS
Sr. No.
Purpose Provision per Annum (Rs. In lacs)
After Phase1 After Phase2
1. ETP (Chemical & Electrification) 12.00 14.00
2. Greenbelt maintenance 0.50 0.50
3. Environment & Safety Management System
a. Env. Monitoring Cost 15.00 15.00
b. In-house personnel Salary 12.00 12.00
4. Expenses for disposal at TSDF site 36.00 82.00
Total 75.50 123.50

Project Pre-feasibility Report
51
Project: Proposed project for manufacturing of Synthetic Organic Chemicals.
ENZYMES/PROBIOTICS/PREBIOTICS/API
CHAPTER – 9
ANALYSIS OF PROPOSAL
9.1 FINANCIAL & SOCIAL BENEFITS
M/s. Rossari Biotech Ltd. is located at D-3/24/3, Dahej-II Industrial Estate, Taluka Vagara,
Dist. Bharuch. Speciality range of products has become a BRAND to reckon with in the Textile
Industry. Today our range of products and services has made rapid inroads in the processing
world. We are one in a million supplier who is capable of not only understanding the customer’s
needs, but also able to quickly tailor make products suitable to their requirement at no extra
cost.
For the proposed project, the company intends to donate Rs. 35 Lakhs in 20 years for the social
benefit as Corporate Social Responsibility.

Annexure-1 Process Details
Formulation Products
1 PHARMACEUTICAL PRODUCTS & FOOD SUPPLEMENT
1.1 MANUFACTURING PROCESS
Dispense the material required. Pass the material from the sieve. Charge the material in blender & mix for 20 min. Unload the blender. On QC approval, pack the material.
1.2 MATERIAL BALANCE
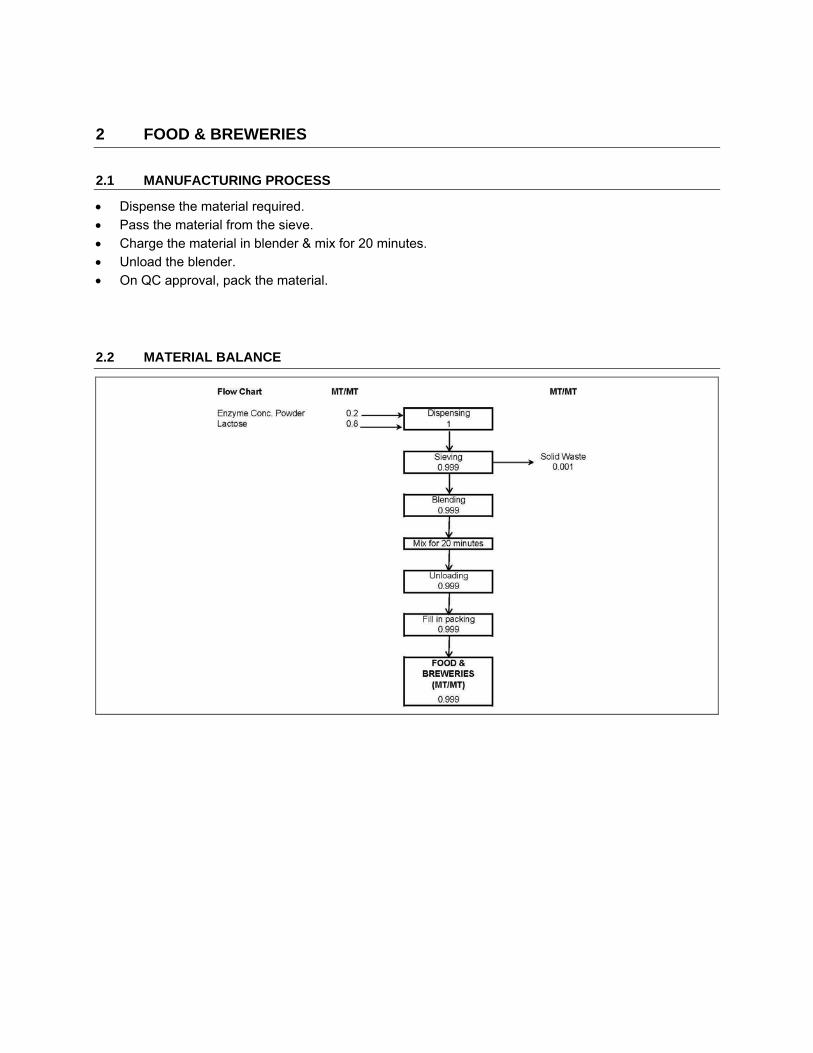
2 FOOD & BREWERIES
2.1 MANUFACTURING PROCESS
Dispense the material required. Pass the material from the sieve. Charge the material in blender & mix for 20 minutes. Unload the blender. On QC approval, pack the material.
2.2 MATERIAL BALANCE

3 ANIMAL HEALTH & NUTRITION PRODUCTS
3. a ACIDIFIER FORMULATION
3. a.1 MANUFACTURING PROCESS
Dispense the material required. Pass the material from the sieve. Charge the material in blender & mix for 20 minutes. Unload the blender. On QC approval, pack the material.
3. a.2 MATERIAL BALANCE

3. b. COCKTAIL ENZYME PRODUCTS
3. b.1 MANUFACTURING PROCESS
Dispense the material required. Pass the material from the sieve. Charge the material in blender & mix for 20 minutes. Unload the blender. On QC approval, pack the material.
3. b.2 MATERIAL BALANCE

3. c. ELECTROLYTE FORMULATION
3.c.1 MANUFACTURING PROCESS
Dispense the material required. Pass the material from the sieve. Charge the material in blender & mix for 20 min. Unload the blender. After testing. Pack the material.
3.c.2 MATERIAL BALANCE
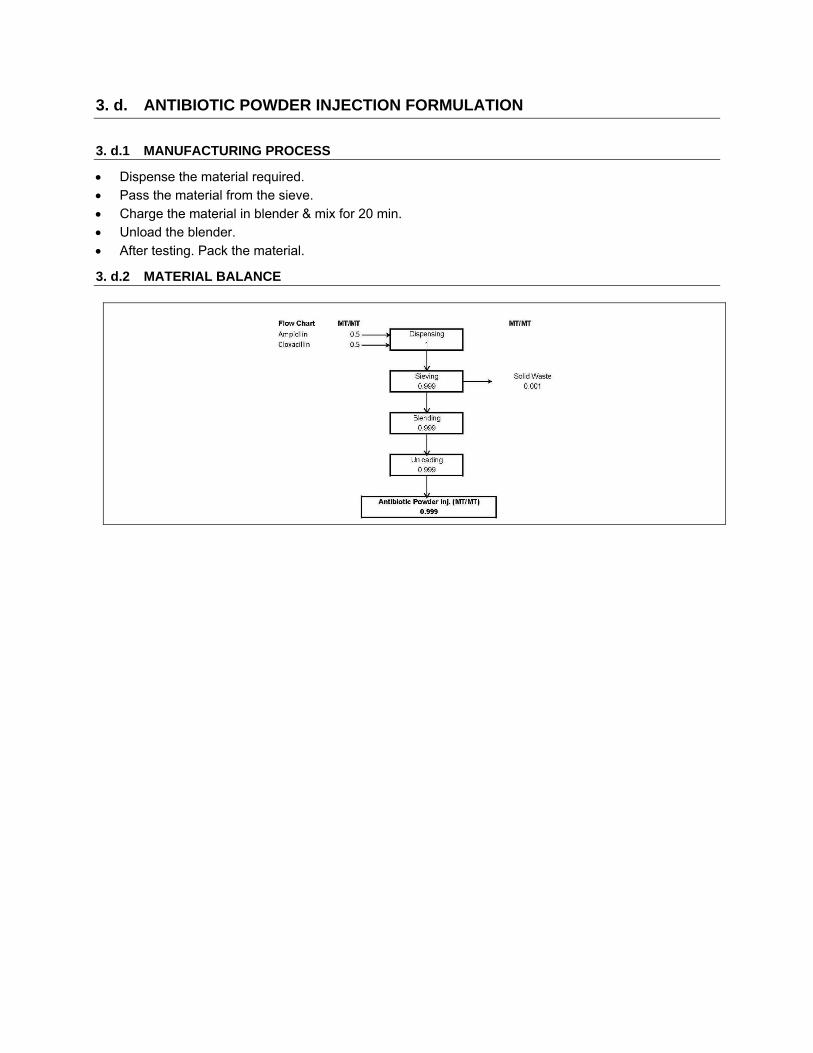
3. d. ANTIBIOTIC POWDER INJECTION FORMULATION
3. d.1 MANUFACTURING PROCESS
Dispense the material required. Pass the material from the sieve. Charge the material in blender & mix for 20 min. Unload the blender. After testing. Pack the material.
3. d.2 MATERIAL BALANCE

3. e. ANTIBIOTIC LIQUID INJECTION FORMULATION
3. e.1 MANUFACTURING PROCESS
Dispense the material required. Pass the material from the sieve. Charge the material in blender & mix for 20 min. Unload the blender. After testing. Pack the materials in vials.
3. e.2 MATERIAL BALANCE
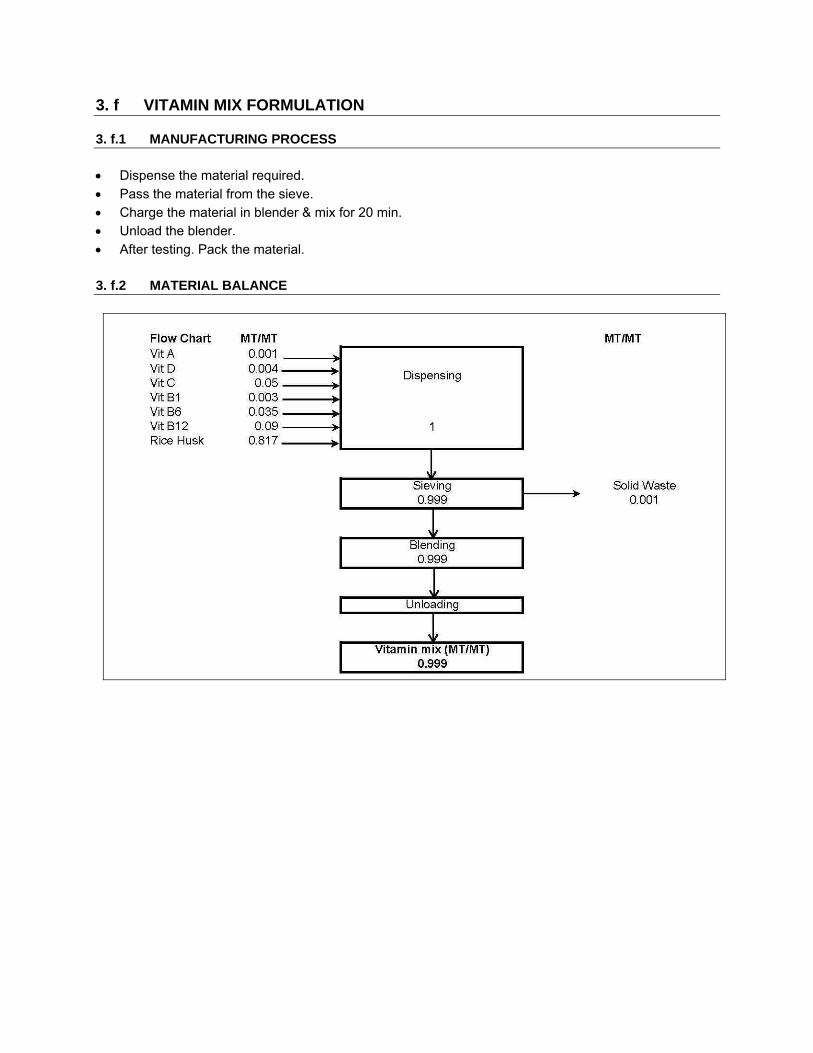
3. f VITAMIN MIX FORMULATION 3. f.1 MANUFACTURING PROCESS
Dispense the material required. Pass the material from the sieve. Charge the material in blender & mix for 20 min. Unload the blender. After testing. Pack the material. 3. f.2 MATERIAL BALANCE

4 COSMECTIC PRODUCTS
4. a. AFTER SHAVE LOTION
4. a.1 MANUFACTURING PROCESS
Charge ethanol in a reactor. After adding water mix for 2 minutes. Add Isopropyl C12-15 Pareth-9-Carboxylate. Mix for 15 minutes. On QC approval unload the material and pack.
4. a.2 MATERIAL BALANCE
4. b. SHAMPOO WITH PROTEIN
4. b.1 MANUFACTURING PROCESS
Charge SLES & Laureth-5-carboxylic acid in reactor & mix for 10 minutes. Add Water, Hydrolysed Animal Protein & Sodium Chloride & mix for 30 minutes. Add Cocoamidopropylhydroxysultaine &Preservative & mix for 30 minutes. Then add Colour & Fragrance & mix for 10 minutes. On QC approval unload the material and pack.

4. b.2 MATERIAL BALANCE

4. c. CREAM HAIR CONDITIONER
4. c.1 MANUFACTURING PROCESS
Charge water in a reactor & heat to 650C. Add Citric acid, Cetyl alcohol, Adipic acid & Dipropylene glycol and mix well for 30 minutes. Cool the mixture to room temperature and add Colour, Preservative & Fragrance & mix for 15 minutes. On QC approval unload the material, and pack.
4. c.2 MATERIAL BALANCE
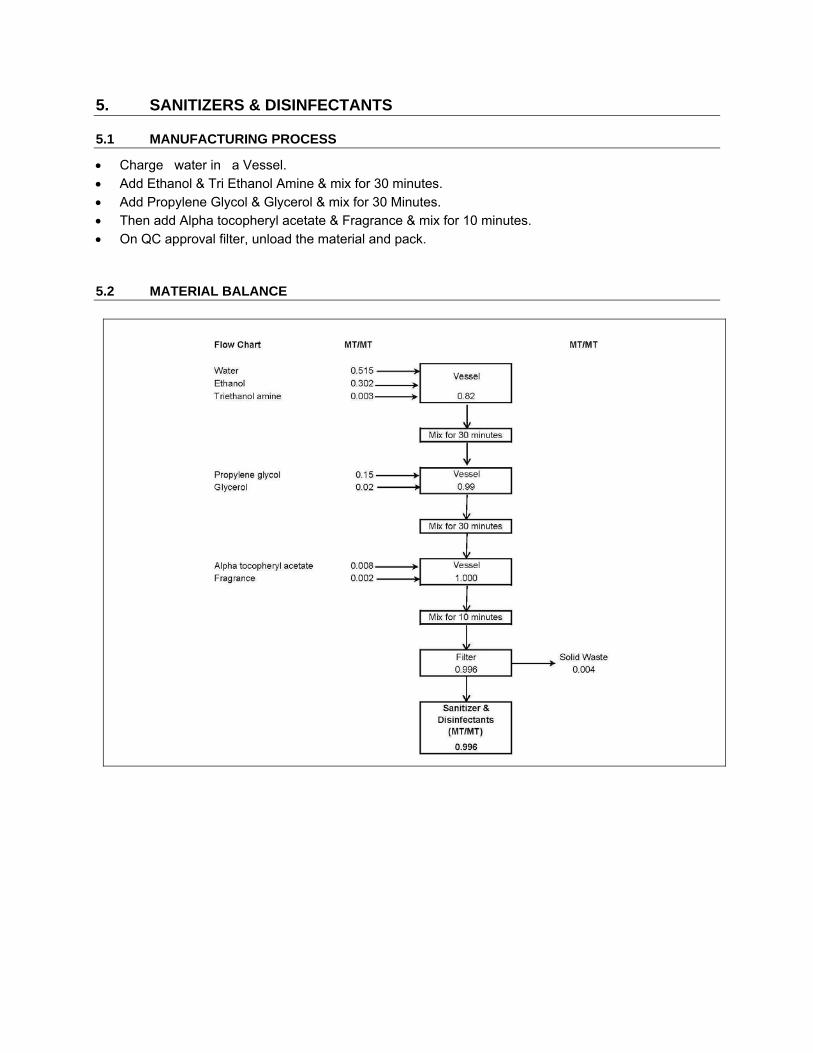
5. SANITIZERS & DISINFECTANTS 5.1 MANUFACTURING PROCESS
Charge water in a Vessel. Add Ethanol & Tri Ethanol Amine & mix for 30 minutes. Add Propylene Glycol & Glycerol & mix for 30 Minutes. Then add Alpha tocopheryl acetate & Fragrance & mix for 10 minutes. On QC approval filter, unload the material and pack.
5.2 MATERIAL BALANCE
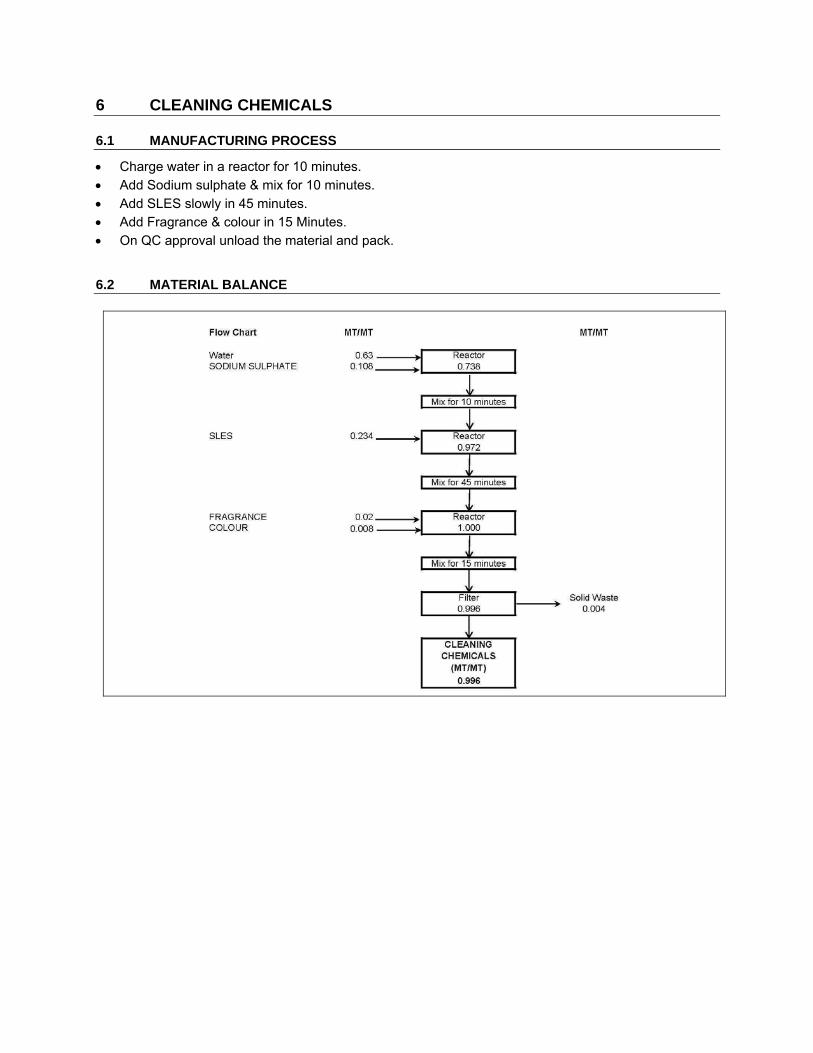
6 CLEANING CHEMICALS
6.1 MANUFACTURING PROCESS
Charge water in a reactor for 10 minutes. Add Sodium sulphate & mix for 10 minutes. Add SLES slowly in 45 minutes. Add Fragrance & colour in 15 Minutes. On QC approval unload the material and pack.
6.2 MATERIAL BALANCE
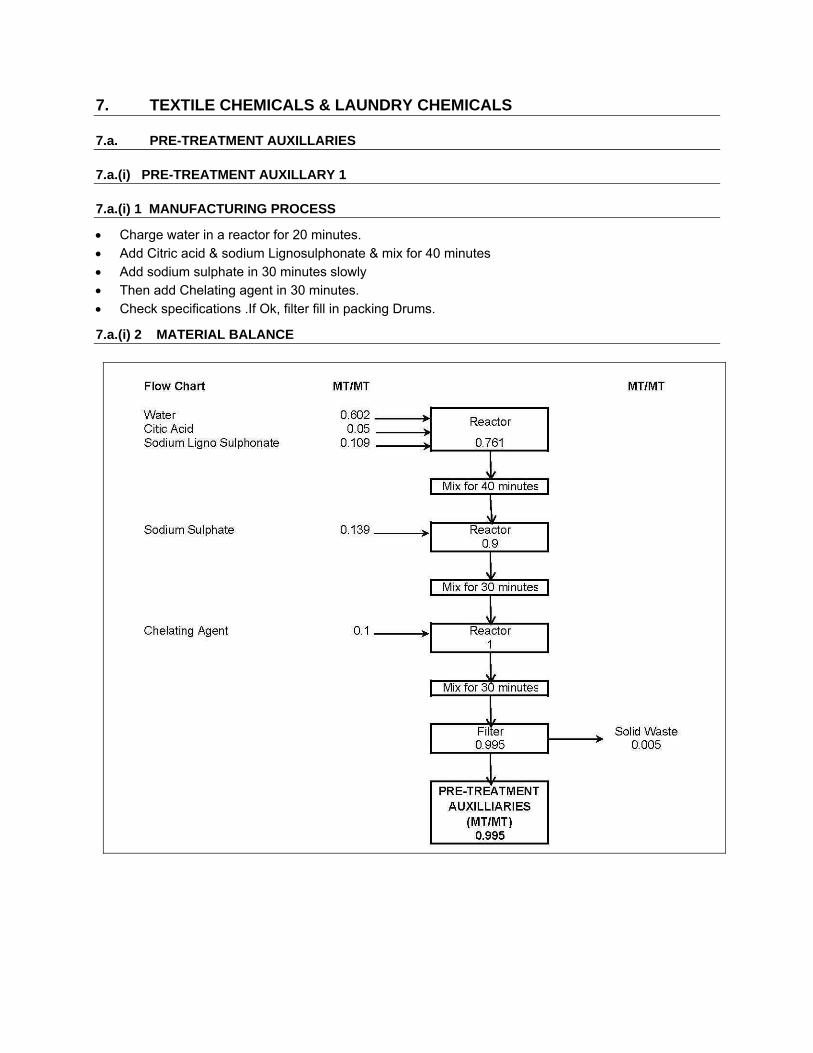
7. TEXTILE CHEMICALS & LAUNDRY CHEMICALS
7.a. PRE-TREATMENT AUXILLARIES
7.a.(i) PRE-TREATMENT AUXILLARY 1
7.a.(i) 1 MANUFACTURING PROCESS
Charge water in a reactor for 20 minutes. Add Citric acid & sodium Lignosulphonate & mix for 40 minutes Add sodium sulphate in 30 minutes slowly Then add Chelating agent in 30 minutes. Check specifications .If Ok, filter fill in packing Drums.
7.a.(i) 2 MATERIAL BALANCE
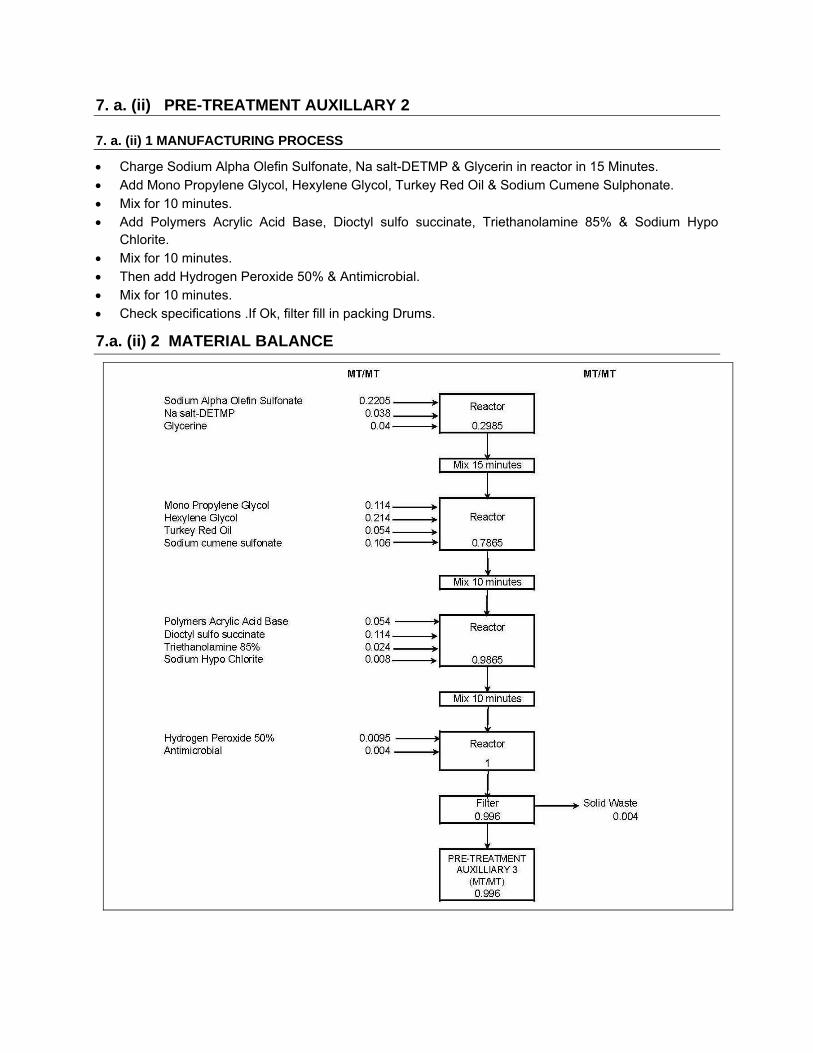
7. a. (ii) PRE-TREATMENT AUXILLARY 2
7. a. (ii) 1 MANUFACTURING PROCESS
Charge Sodium Alpha Olefin Sulfonate, Na salt-DETMP & Glycerin in reactor in 15 Minutes. Add Mono Propylene Glycol, Hexylene Glycol, Turkey Red Oil & Sodium Cumene Sulphonate. Mix for 10 minutes. Add Polymers Acrylic Acid Base, Dioctyl sulfo succinate, Triethanolamine 85% & Sodium Hypo
Chlorite. Mix for 10 minutes. Then add Hydrogen Peroxide 50% & Antimicrobial. Mix for 10 minutes. Check specifications .If Ok, filter fill in packing Drums.
7.a. (ii) 2 MATERIAL BALANCE
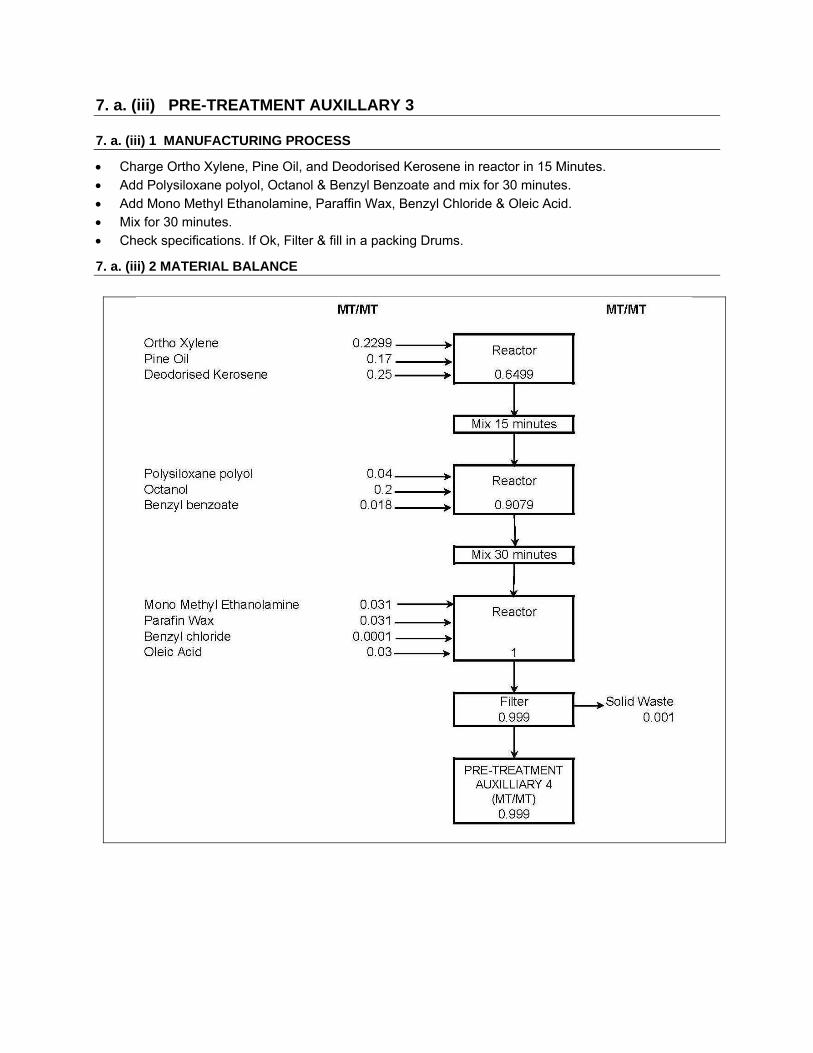
7. a. (iii) PRE-TREATMENT AUXILLARY 3
7. a. (iii) 1 MANUFACTURING PROCESS
Charge Ortho Xylene, Pine Oil, and Deodorised Kerosene in reactor in 15 Minutes. Add Polysiloxane polyol, Octanol & Benzyl Benzoate and mix for 30 minutes. Add Mono Methyl Ethanolamine, Paraffin Wax, Benzyl Chloride & Oleic Acid. Mix for 30 minutes. Check specifications. If Ok, Filter & fill in a packing Drums.
7. a. (iii) 2 MATERIAL BALANCE
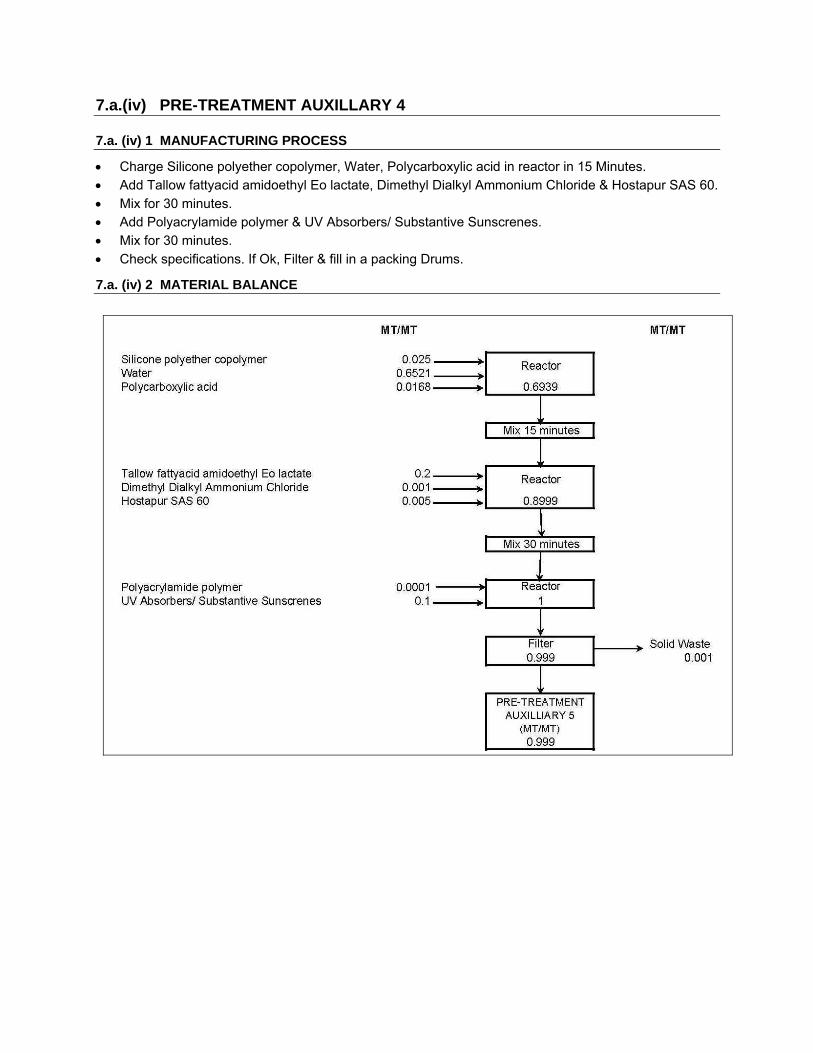
7.a.(iv) PRE-TREATMENT AUXILLARY 4
7.a. (iv) 1 MANUFACTURING PROCESS
Charge Silicone polyether copolymer, Water, Polycarboxylic acid in reactor in 15 Minutes. Add Tallow fattyacid amidoethyl Eo lactate, Dimethyl Dialkyl Ammonium Chloride & Hostapur SAS 60. Mix for 30 minutes. Add Polyacrylamide polymer & UV Absorbers/ Substantive Sunscrenes. Mix for 30 minutes. Check specifications. If Ok, Filter & fill in a packing Drums.
7.a. (iv) 2 MATERIAL BALANCE

7.a.(v) PRE-TREATMENT AUXILLARY 5
7.a. (v) 1 MANUFACTURING PROCESS
Charge the Sodium Meta Silicate, Phosphonate & Resist Salt in blender/mixer. Mix for 10 minutes. Then add Ethoxylate-Steryl Amine, Sodium bicarbonate, Sodium Formate, Yellow Detergent, Sodium
perborate monohydrate & Sodium Bi Sulphite. Mix for 60 minutes. Send samples in QC check if OK then unload & pack.
7.a. (v) 2 MATERIAL BALANCE

7.a.(vi) PRE-TREATMENT AUXILLARY 6
7.a. (vi) 1 MANUFACTURING PROCESS
Charge the Starch- Modified potato Starch, Borax & Polymer Acrylic Acid base in blender/mixer. Mix for 10 minutes. Then add Polyvinylpyrrolidone K-30, Polymer - Sodium salt, Polyvinyl alcohol, cokooidal silica, Acid -
Oxalic acid & Aluminum trichloride & mix for 60 minutes. Send samples in QC check if OK then unload & pack
7.a. (vi) 2 MATERIAL BALANCE

7.b. PRE-TREATMENT AUXILLARY 2 SPL 7.b. 1 MANUFACTURING PROCESS
Charge water in the vessel. Add Lactic Acid, Formic Acid & Propionic acid mix for 30 minutes. Add Acetic Acid, 1-Hydroxy Ethylidene-1,1-Diphosphonic Acid,Hydrochloric Acid & Iso Propyl Alcohol
mix for 30 minutes. Then add Phosphoric Acid mix for 30 minutes. Then check & unload.
7.b. 2 MATERIAL BALANCE

7.c. DYEING AUXILLARIES
7.c.1 MANUFACTURING PROCESS
Charge water in a reactor Add castor oil ethoxylate & acetic acid & mix for 30 minutes Add add sodium sulphate & dispersing agent in 60 minutes slowly Then add AOS & ceto steryl alcohol ethoxylate in 30 minutes On QC approval unload the material and pack.
7.c.2 MATERIAL BALANCE

7.d. PRINTING AUXILLARIES 7.d.1 MANUFACTURING PROCESS
Charge water & Dimethyl Amine for 45 Minutes & heat up to 60°C. Add Epi Chloro Hydrin slowly in 120 minutes Check specs.If Ok fill in packing Drums.
7.d.2 MATERIAL BALANCE
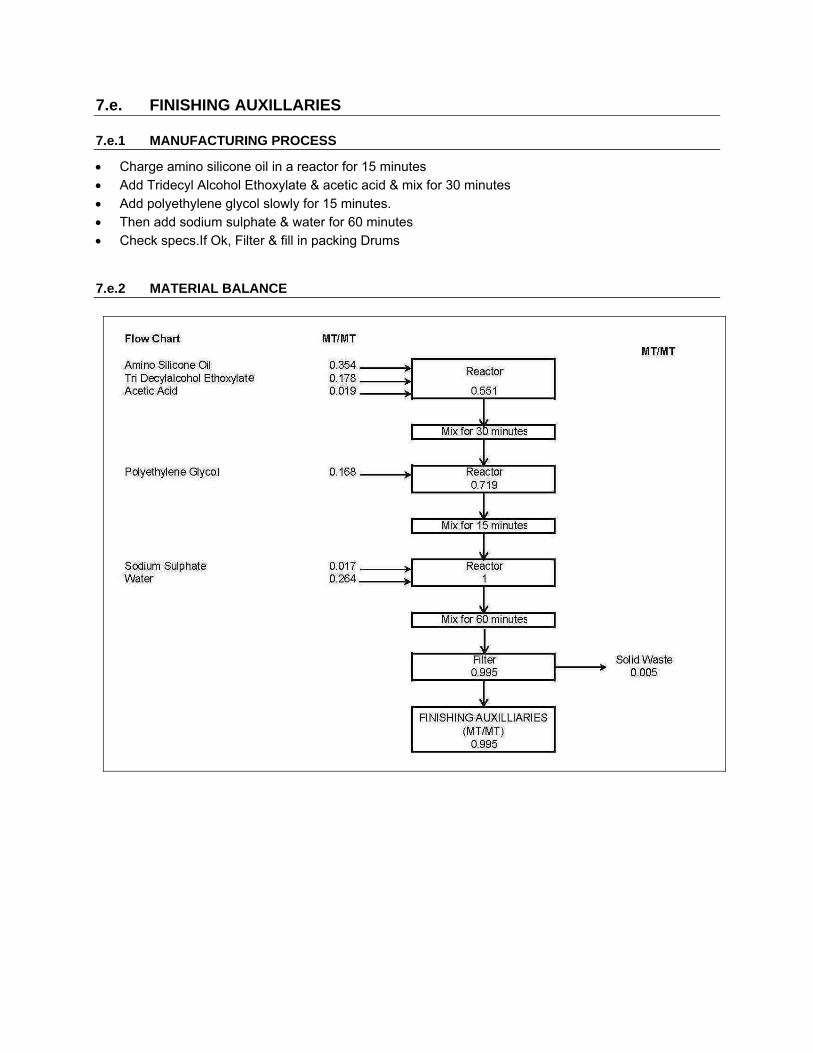
7.e. FINISHING AUXILLARIES
7.e.1 MANUFACTURING PROCESS
Charge amino silicone oil in a reactor for 15 minutes Add Tridecyl Alcohol Ethoxylate & acetic acid & mix for 30 minutes Add polyethylene glycol slowly for 15 minutes. Then add sodium sulphate & water for 60 minutes Check specs.If Ok, Filter & fill in packing Drums
7.e.2 MATERIAL BALANCE
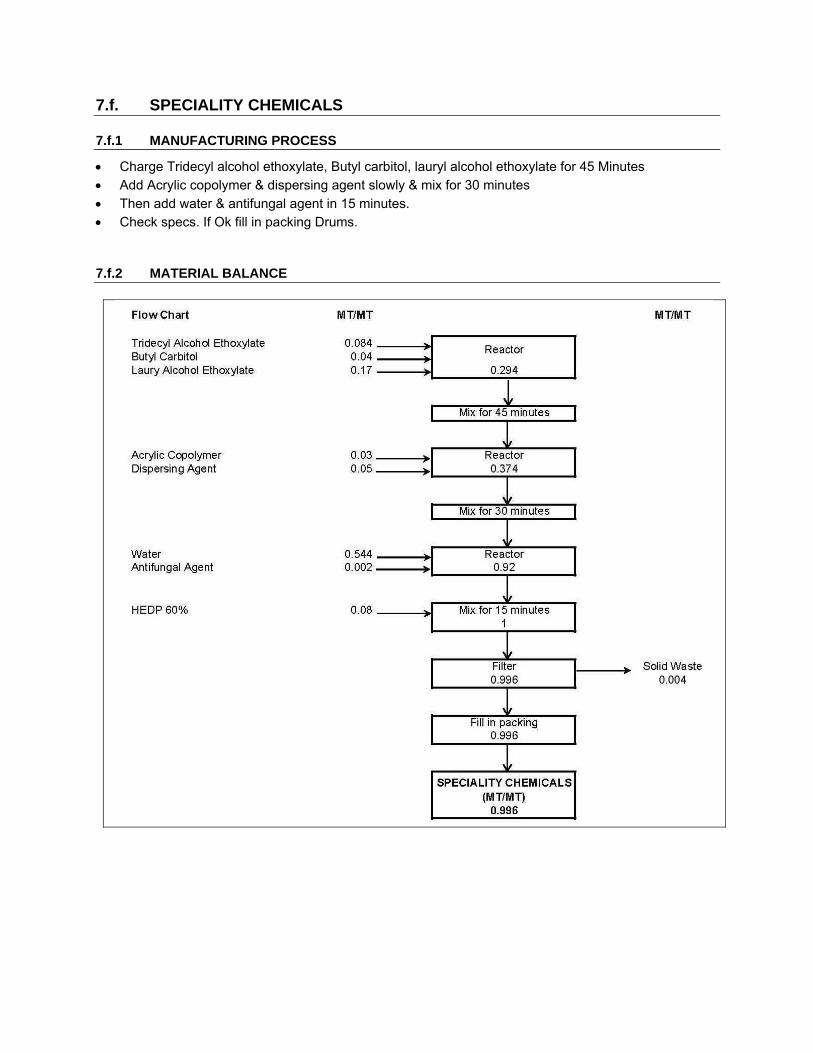
7.f. SPECIALITY CHEMICALS
7.f.1 MANUFACTURING PROCESS
Charge Tridecyl alcohol ethoxylate, Butyl carbitol, lauryl alcohol ethoxylate for 45 Minutes Add Acrylic copolymer & dispersing agent slowly & mix for 30 minutes Then add water & antifungal agent in 15 minutes. Check specs. If Ok fill in packing Drums.
7.f.2 MATERIAL BALANCE

7.g. OPTICAL BRIGHTNERS
7.g.1 MANUFACTURING PROCESS
Charge Optical Brightener in reactor for 15 Minutes Add Dispersing Agent & water slowly & mix for 30 minutes On QC approval unload the material and pack.
7.g.2 MATERIAL BALANCE

7.h. SCOURING AGENT
7.h.1 MANUFACTURING PROCESS
Charge water in a reactor for 15 Minutes Add sodium chloride & magnesium sulphate & mix for 30 minutes Add Lauryl Alcohol Ethoxylate in 60 Minutes slowly Then add Butyl carbitol & anti foaming agent in 15 Minutes Check specs. If Ok, filter & fill in a packing Drums.
7.h.2 MATERIAL BALANCE
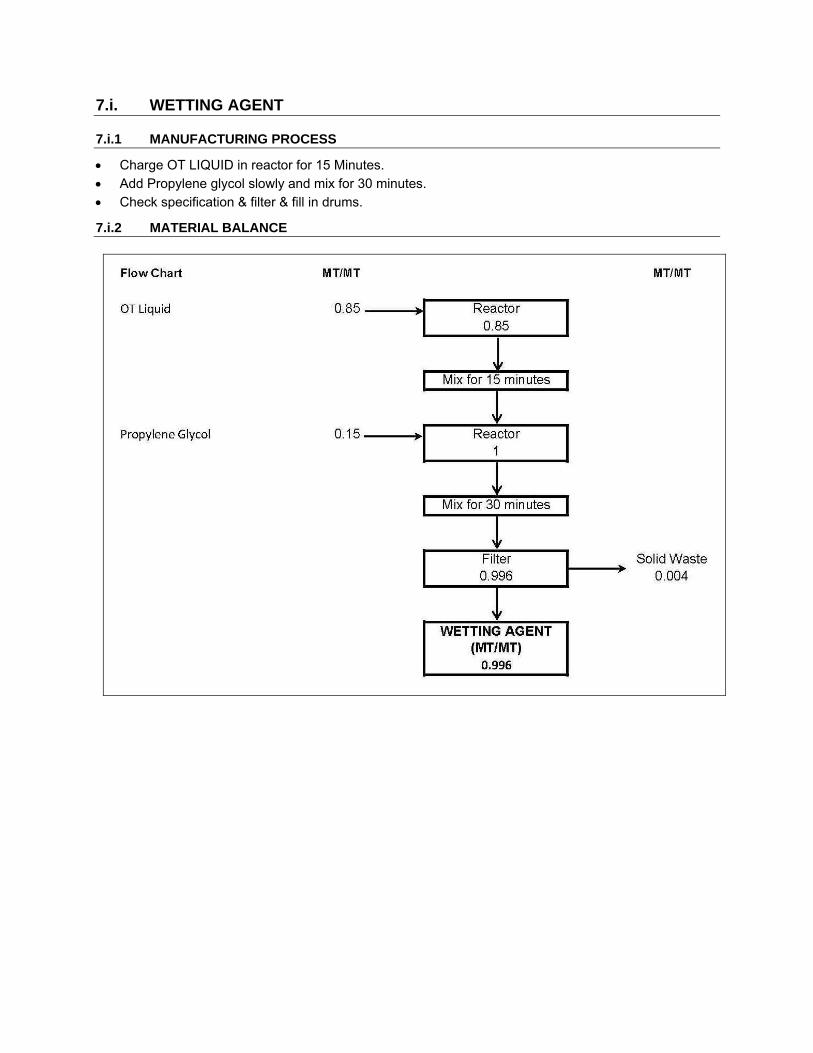
7.i. WETTING AGENT
7.i.1 MANUFACTURING PROCESS
Charge OT LIQUID in reactor for 15 Minutes. Add Propylene glycol slowly and mix for 30 minutes. Check specification & filter & fill in drums.
7.i.2 MATERIAL BALANCE

7.j. BLEACHING AGENT 7.j.1 MANUFACTURING PROCESS
Charge the sodium per carbonate, sequestering agent & talcum in blender/mixer. Mix for 10 minutes. Add Lauryl alcohol Ethoxylate and antifoaming agent for 60 minutes. Send sample for QC approval. Unload and pack the material.
7.j.2 MATERIAL BALANCE
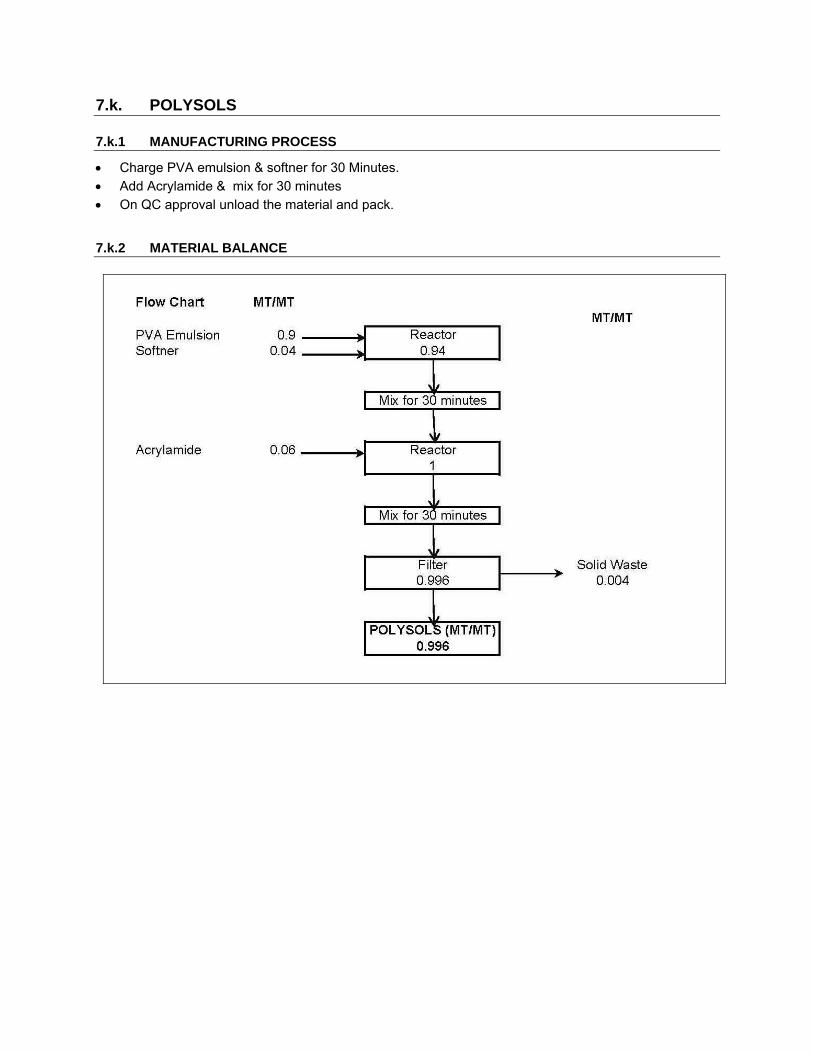
7.k. POLYSOLS
7.k.1 MANUFACTURING PROCESS
Charge PVA emulsion & softner for 30 Minutes. Add Acrylamide & mix for 30 minutes On QC approval unload the material and pack.
7.k.2 MATERIAL BALANCE
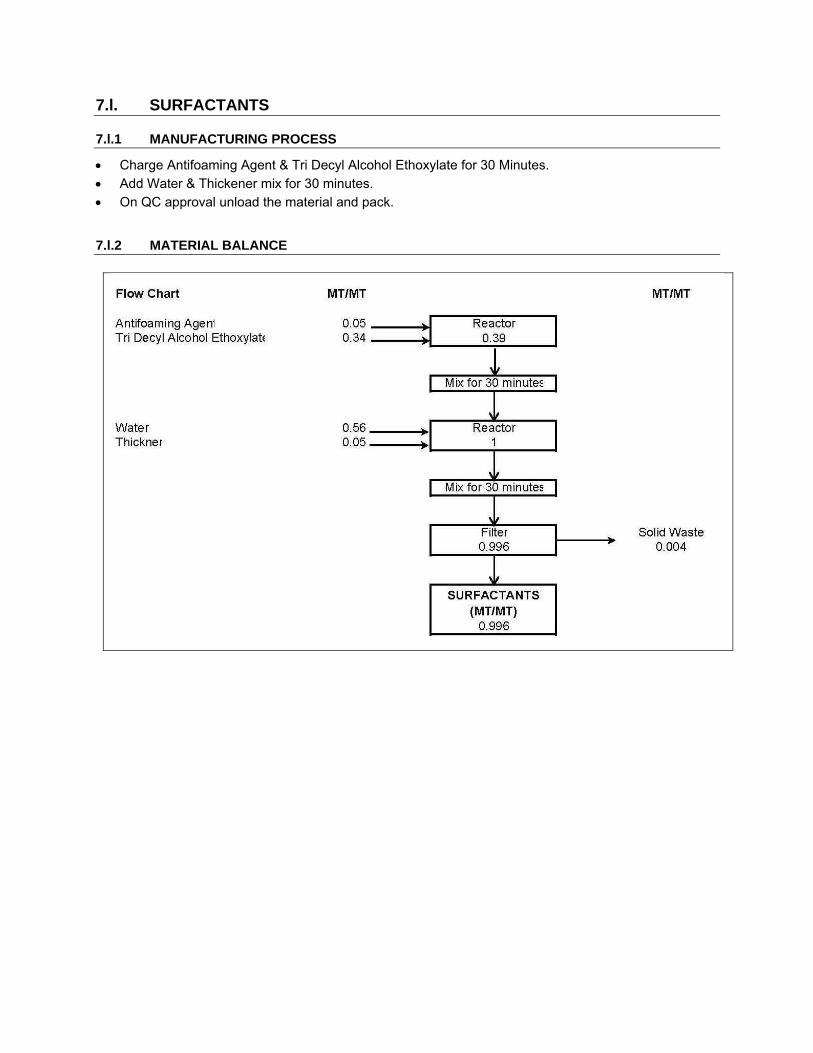
7.l. SURFACTANTS 7.l.1 MANUFACTURING PROCESS
Charge Antifoaming Agent & Tri Decyl Alcohol Ethoxylate for 30 Minutes. Add Water & Thickener mix for 30 minutes. On QC approval unload the material and pack.
7.l.2 MATERIAL BALANCE

7.m. SILICON OIL 7.m.1 MANUFACTURING PROCESS
Charge Silicon Oil, Emulsifier & Acetic acid in reactor for 15 minutes Add Water, Urea & Sodium Acetate & mix for 30 minutes. On QC approval unload the material and pack.
7.m.2 MATERIAL BALANCE
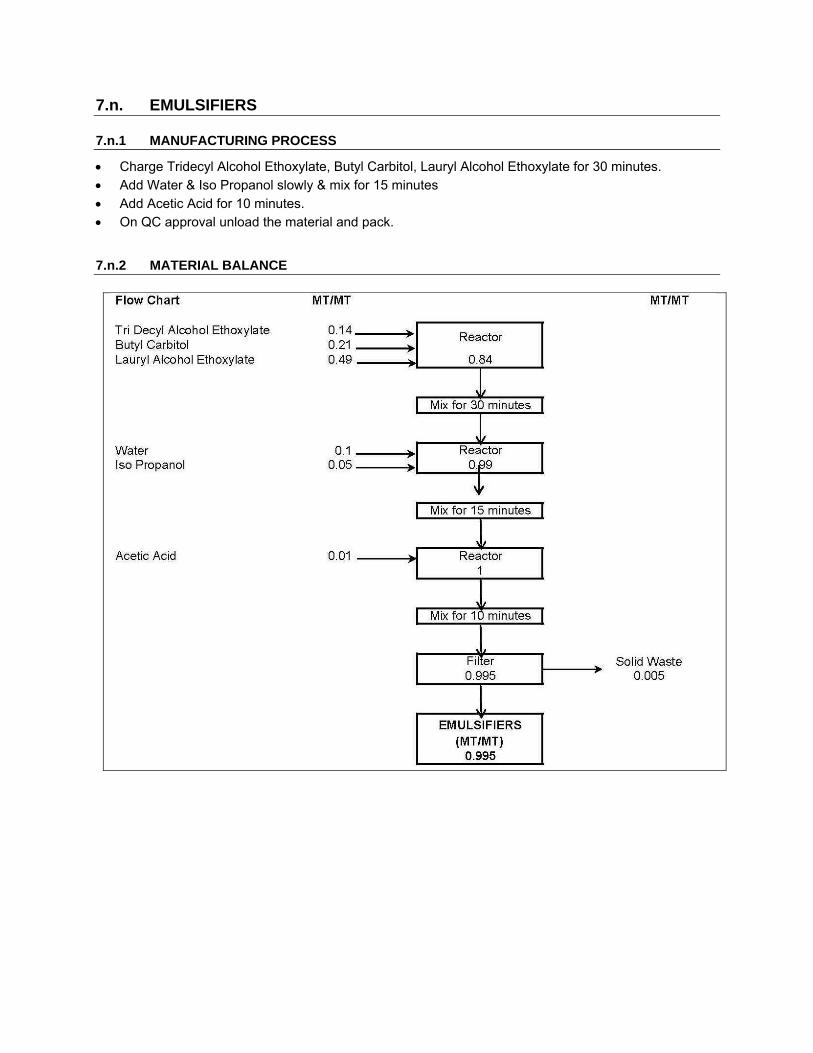
7.n. EMULSIFIERS
7.n.1 MANUFACTURING PROCESS
Charge Tridecyl Alcohol Ethoxylate, Butyl Carbitol, Lauryl Alcohol Ethoxylate for 30 minutes. Add Water & Iso Propanol slowly & mix for 15 minutes Add Acetic Acid for 10 minutes. On QC approval unload the material and pack.
7.n.2 MATERIAL BALANCE

7.o. DETERGENTS 7.o.1 MANUFACTURING PROCESS
Charge sodium sulphate & di-sodium phosphate in a blender. Add anti-dusting oil & Soda-ash and mix for 60 minutes and add sodium per carbonate, sodium ligno
sulphate & SLS powder and mix for 60 minutes. Specifications of the product to be checked in QC. On QC approval unload the material and pack.
7.o.2 MATERIAL BALANCE

8 ENZYME FORMULATION 8.a. ENZYME FOR DE-SIZING
8.a.1 MANUFACTURING PROCCES
Charge water in a reactor reactor for 15 minutes. Add sodium chloride & Caramel powder under stirring for 15 minutes. Add Tridecyl alcohol ethoxylate & butyl carbitol slowly for 30 minutes. Add enzyme & preservative for 30 Minutes.
8.a.2 MATERIAL BALANCE
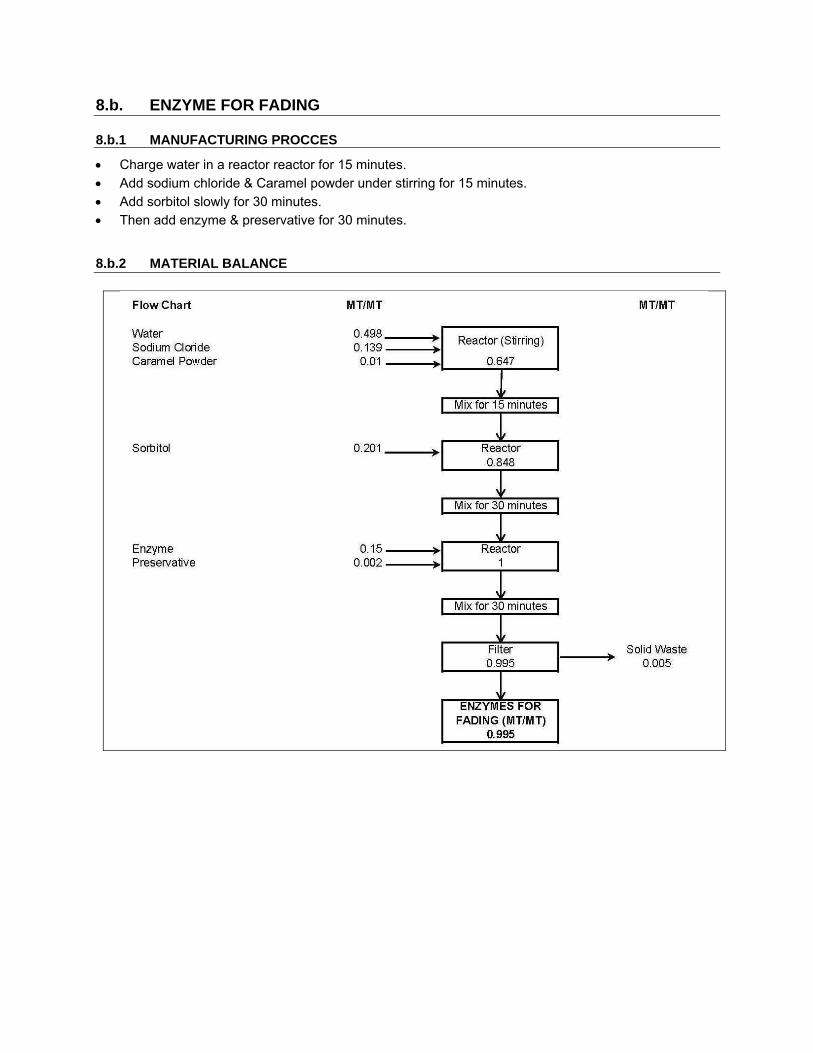
8.b. ENZYME FOR FADING 8.b.1 MANUFACTURING PROCCES
Charge water in a reactor reactor for 15 minutes. Add sodium chloride & Caramel powder under stirring for 15 minutes. Add sorbitol slowly for 30 minutes. Then add enzyme & preservative for 30 minutes.
8.b.2 MATERIAL BALANCE
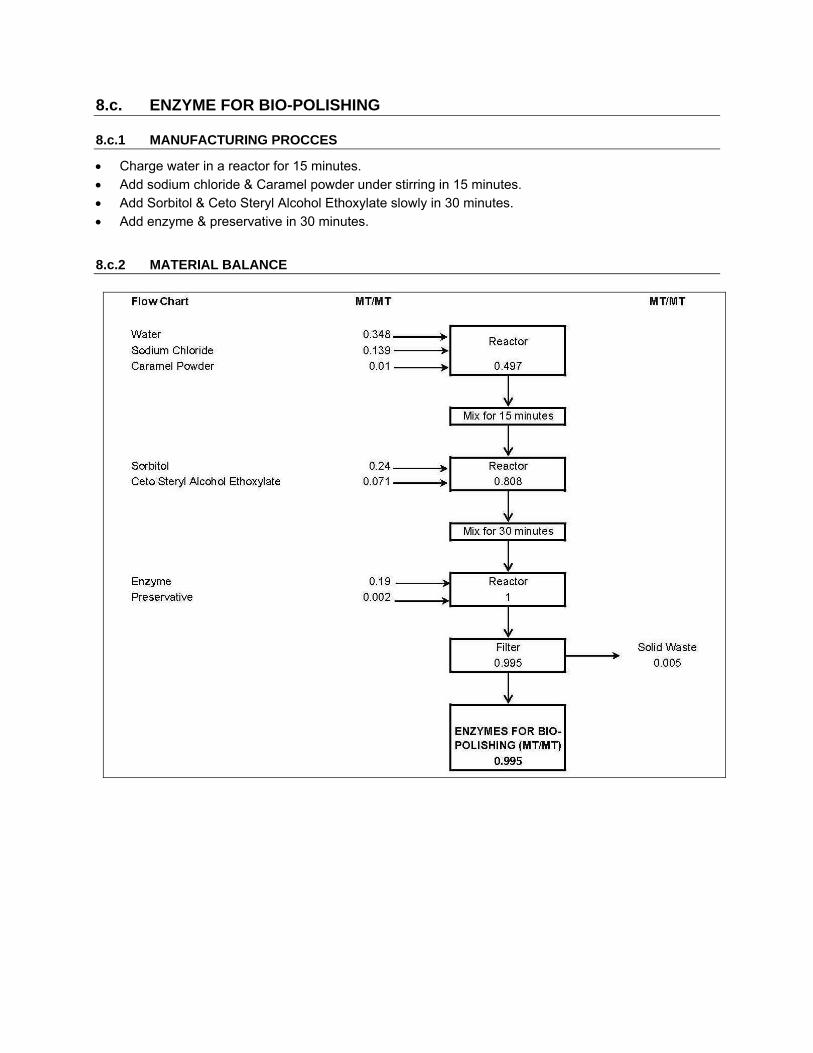
8.c. ENZYME FOR BIO-POLISHING 8.c.1 MANUFACTURING PROCCES
Charge water in a reactor for 15 minutes. Add sodium chloride & Caramel powder under stirring in 15 minutes. Add Sorbitol & Ceto Steryl Alcohol Ethoxylate slowly in 30 minutes. Add enzyme & preservative in 30 minutes.
8.c.2 MATERIAL BALANCE

8.d. ENZYME FOR DE-GUMMING 8.d.1 MANUFACTURING PROCCES
Charge sodium sulphate, mono sodium phosphate, Betonite powder & enzyme in blender/mixer. Mix for 10 minutes. Add Castor oil Ethoxylate, ceto steryl alcohol & anti-fungal agent for 60 minutes.
8.d.2 MATERIAL BALANCE
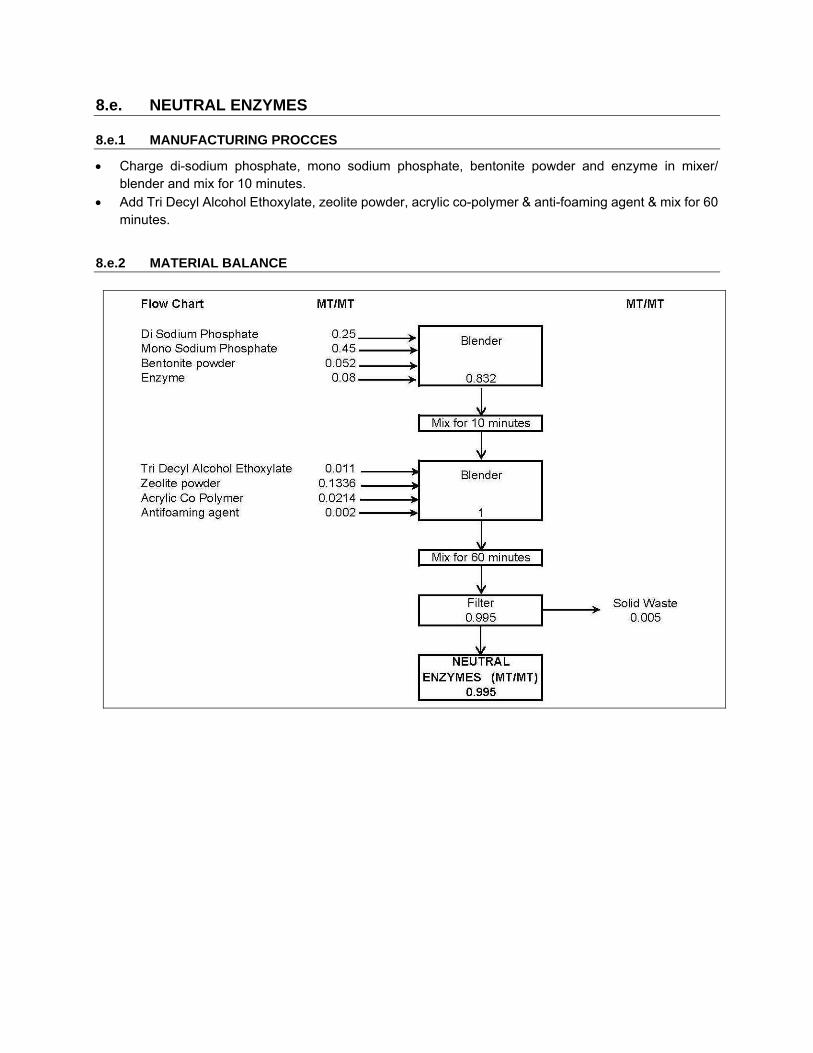
8.e. NEUTRAL ENZYMES 8.e.1 MANUFACTURING PROCCES
Charge di-sodium phosphate, mono sodium phosphate, bentonite powder and enzyme in mixer/ blender and mix for 10 minutes.
Add Tri Decyl Alcohol Ethoxylate, zeolite powder, acrylic co-polymer & anti-foaming agent & mix for 60 minutes.
8.e.2 MATERIAL BALANCE

9. CONSTRUCTION CHEMICAL 9.a. PLASTICIZERS & ADDITIVES
9.a.1 MANUFACTURING PROCCES
Charge water in a reactor in 20 minutes. Add Sodium sulphate & Dispersing agent & mix for 40 minutes. Add SLES in 10 Minutes slowly. Add Sodium Lignosulphonate & caustic soda in 60 minutes.
9.a.2 MATERIAL BALANCE
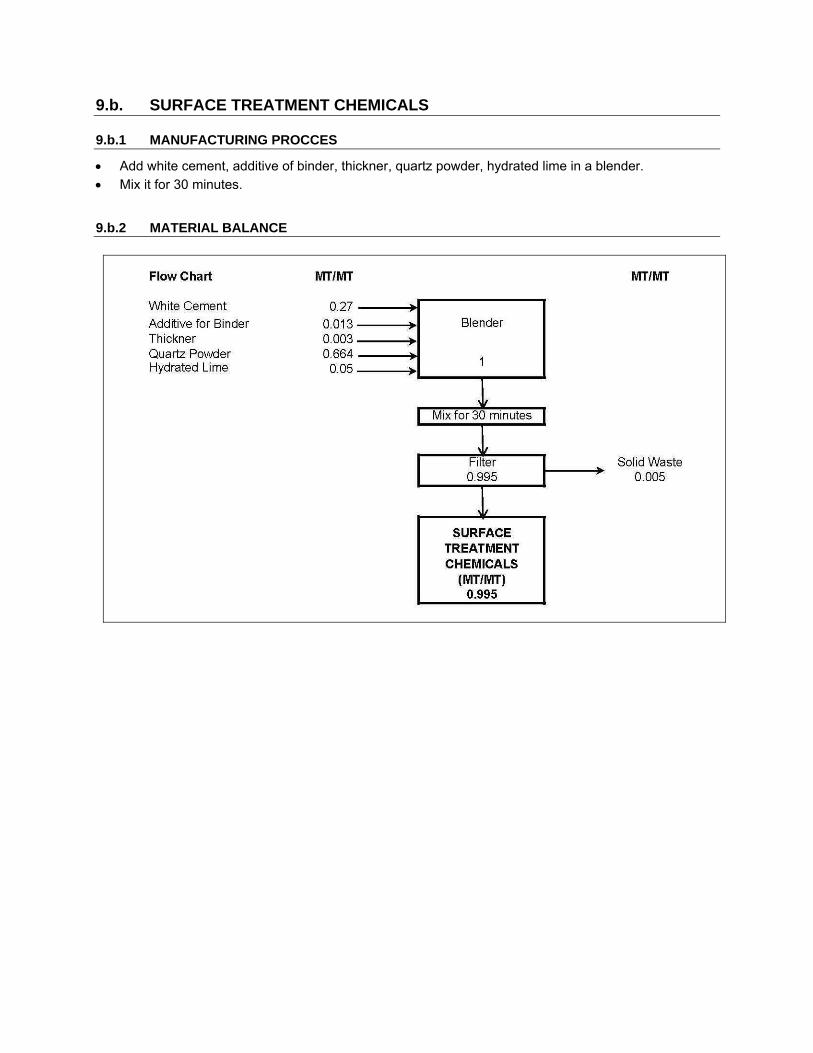
9.b. SURFACE TREATMENT CHEMICALS 9.b.1 MANUFACTURING PROCCES
Add white cement, additive of binder, thickner, quartz powder, hydrated lime in a blender. Mix it for 30 minutes.
9.b.2 MATERIAL BALANCE
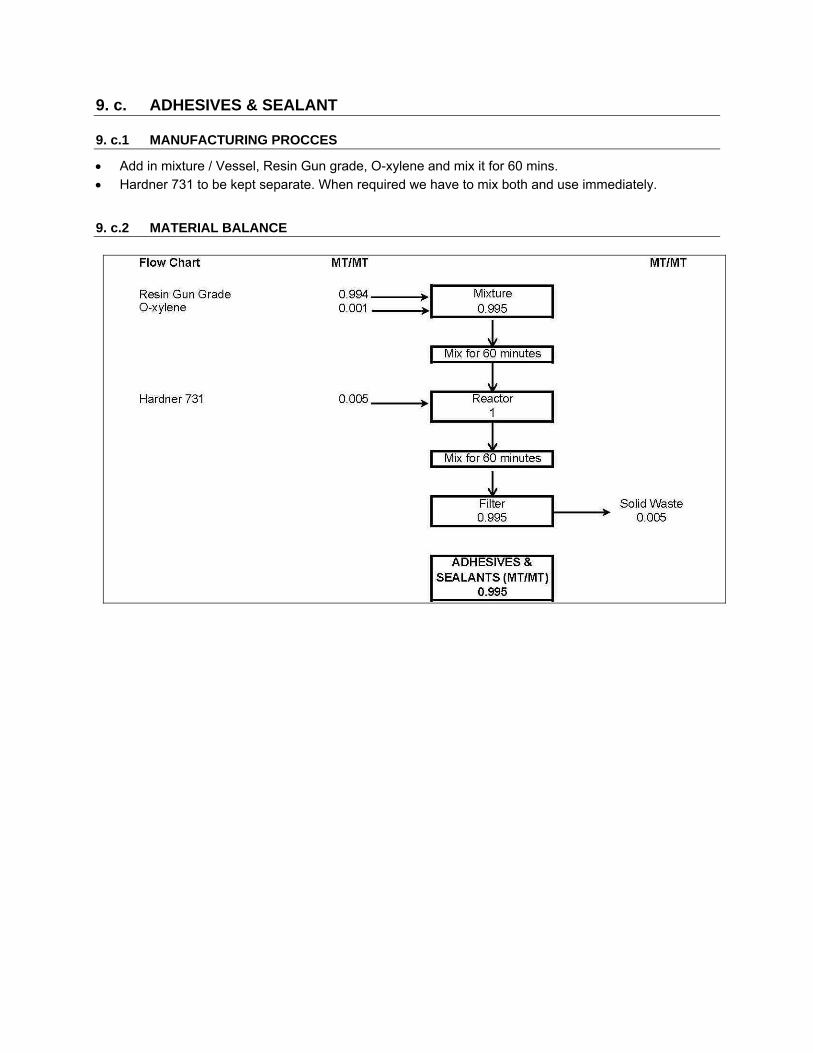
9. c. ADHESIVES & SEALANT 9. c.1 MANUFACTURING PROCCES
Add in mixture / Vessel, Resin Gun grade, O-xylene and mix it for 60 mins. Hardner 731 to be kept separate. When required we have to mix both and use immediately.
9. c.2 MATERIAL BALANCE

9. d. FLOORING CHEMICALS 9. d.1 MANUFACTURING PROCCES
Add resin & resin diluent in vessel/reactor and mix it for 30 minutes. Add additive for epoxy and levelling agent and mix for 15 minutes. HARDNER 731 to be checked for quality and packed
9. d.2 MATERIAL BALANCE

9. e. TILING CHEMICALS
9. e.1 MANUFACTURING PROCCES
Add polymeric powder, additive for cement, whitener, talcum powder, binder, white cement and quartz powder in blender.
Mix it for 60 minutes.
9. e.2 MATERIAL BALANCE

9. f. PROTECTING COATING & WALL CARE CHEMICALS 9. f.1 MANUFACTURING PROCCES
Charge cement in blender in 30 minutes Add silica quartz sand & mix for 20 Minutes Add sodium Lignosulphonate & dispersing agent & mix for 20 minutes Add sodium thiosulphate & mix for 20 minutes
9. f.2 MATERIAL BALANCE
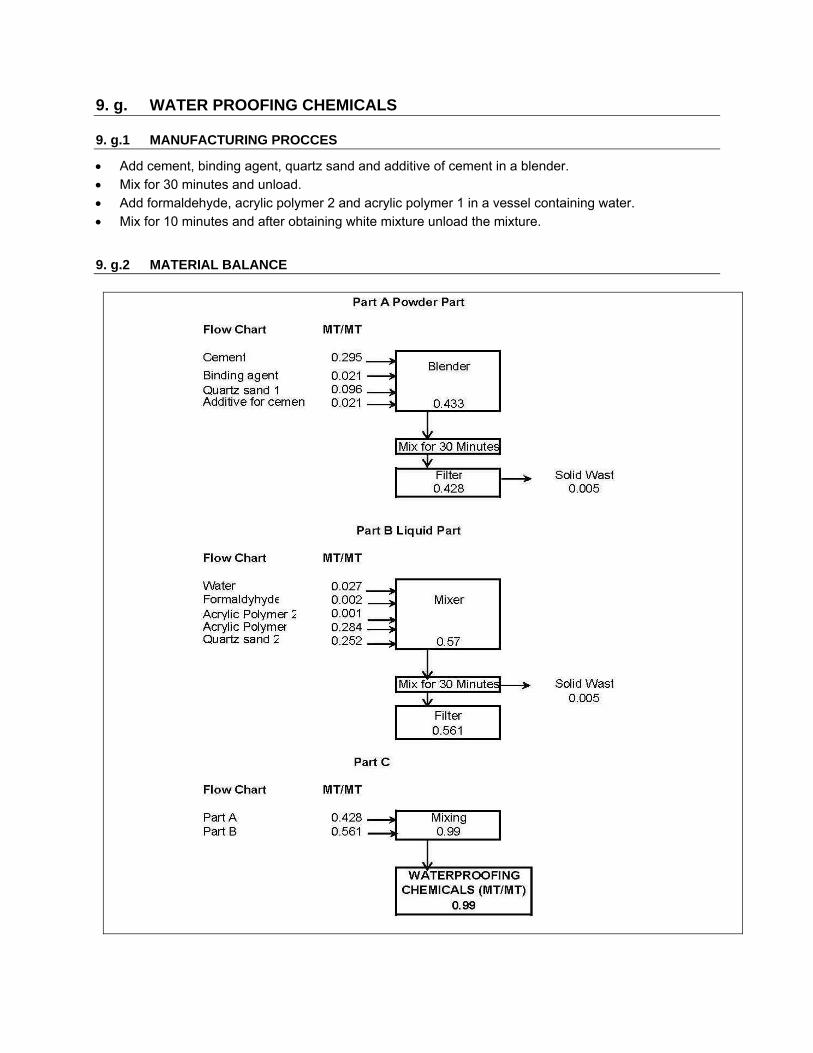
9. g. WATER PROOFING CHEMICALS 9. g.1 MANUFACTURING PROCCES
Add cement, binding agent, quartz sand and additive of cement in a blender. Mix for 30 minutes and unload. Add formaldehyde, acrylic polymer 2 and acrylic polymer 1 in a vessel containing water. Mix for 10 minutes and after obtaining white mixture unload the mixture.
9. g.2 MATERIAL BALANCE
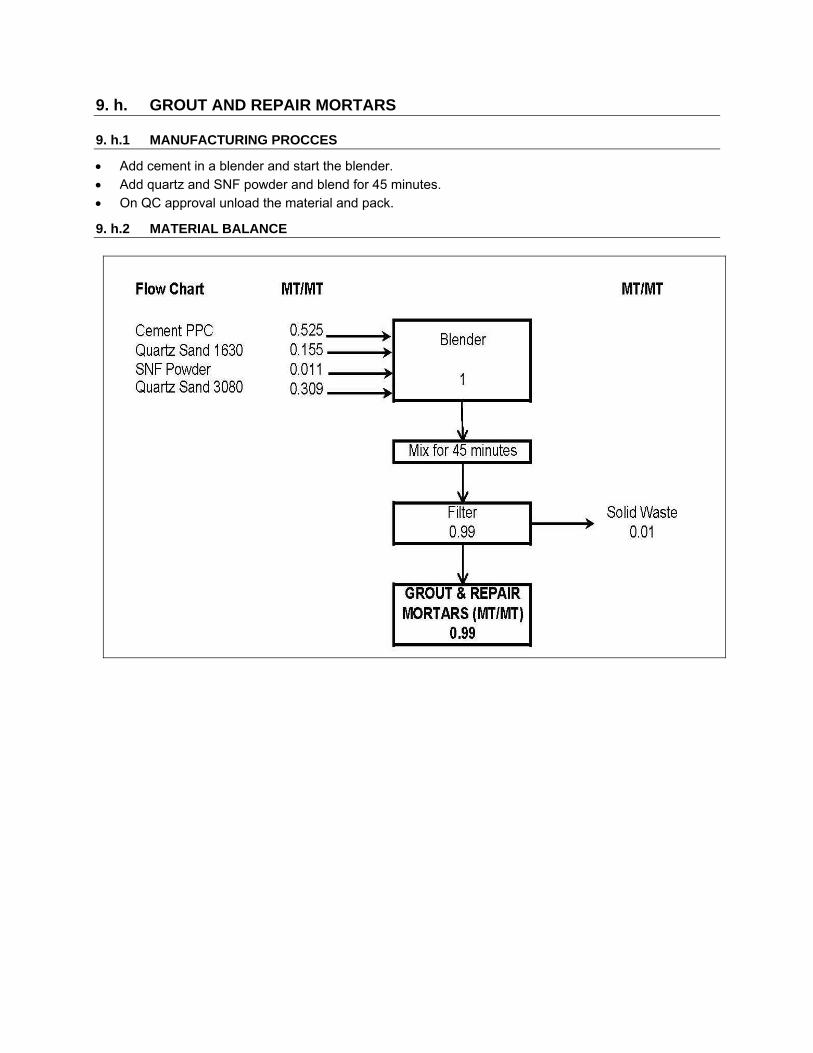
9. h. GROUT AND REPAIR MORTARS 9. h.1 MANUFACTURING PROCCES
Add cement in a blender and start the blender. Add quartz and SNF powder and blend for 45 minutes. On QC approval unload the material and pack.
9. h.2 MATERIAL BALANCE

10. PAPER AND LEATHER CHEMICALS
10.a. DE-INKING CHEMICALS
10. a.1 MANUFACTURING PROCCES
Charge Sodium tri poly phosphate and di-potassium phosphate in the blender and blend for 30 minutes.
Add antifungal and salt and mix for 60 minutes. Add enzyme 1, enzyme 2 & enzyme 3 and mix for 60 minutes. On QC approval filter, unload the material and pack.
10. a.2 MATERIAL BALANCE

10.b. REFINING CHEMICALS
10. b.1 MANUFACTURING PROCCES
Charge water in a vessel Add Enzyme A, Enzyme B & Enzyme C and mix for 30 minutes Add Emulsifier M & stir for 10 minutes. Then add Salt & Antifungal and stir for 15 minutes On QC approval unload the material and pack.
10. b 2 MATERIAL BALANCE
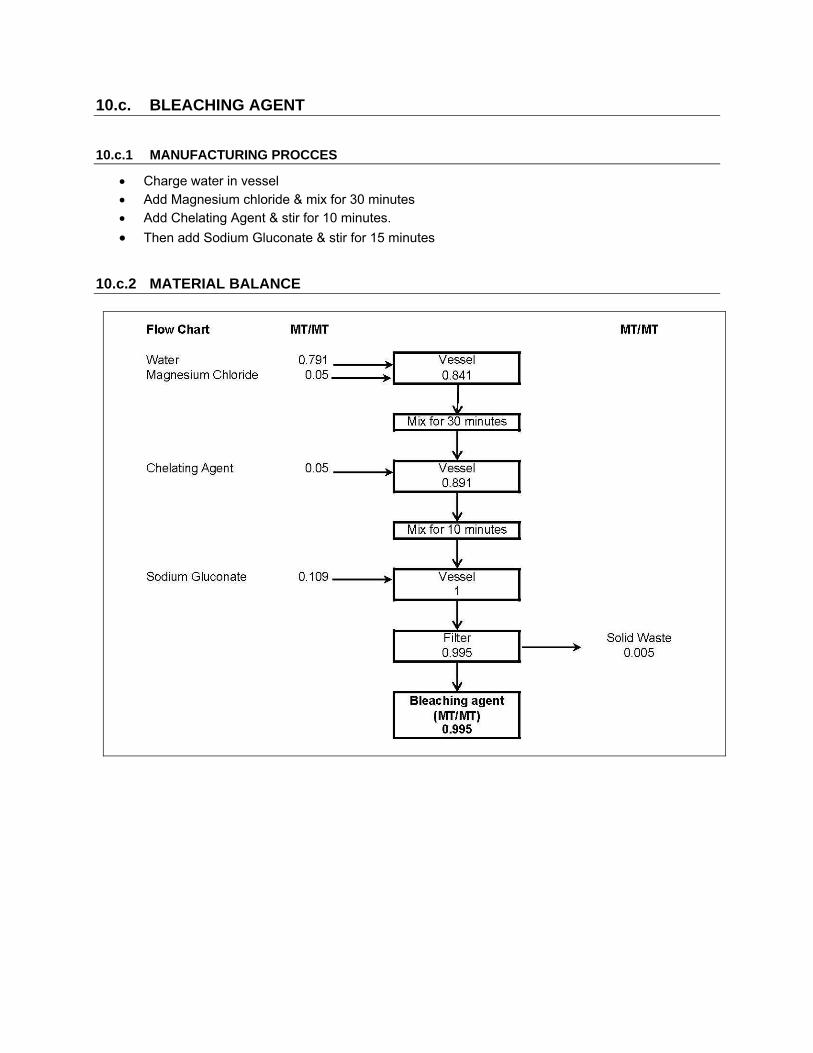
10.c. BLEACHING AGENT
10.c.1 MANUFACTURING PROCCES
Charge water in vessel Add Magnesium chloride & mix for 30 minutes Add Chelating Agent & stir for 10 minutes. Then add Sodium Gluconate & stir for 15 minutes
10.c.2 MATERIAL BALANCE

10.d. SOAKING CHEMICALS
10.d.1 MANUFACTURING PROCCES
Charge the Sodium Tri Poly Phosphate, Sodium Carbonate & Sodium Conjugate in the blender & blend for 30 minutes.
Add antifungal & Sodium chloride & mix it for 30 minutes. Add Enzyme Protease & Emulsifier & mix for 30 minutes.
10.d.2 MATERIAL BALANCE

10.e. DEGREASING CHEMICALS
10.e.1 MANUFACTURING PROCCES
Charge water in a vessel Add Tri Decyl Alcohol Ethoxylate & Lauryl Alcohol Ehoxylate & mix for 30 minutes Add Chelating Agent & stir for 10 minutes. Then add Tri Ethanol Amine & stir for 15 minutes
10.e.2 MATERIAL BALANCE
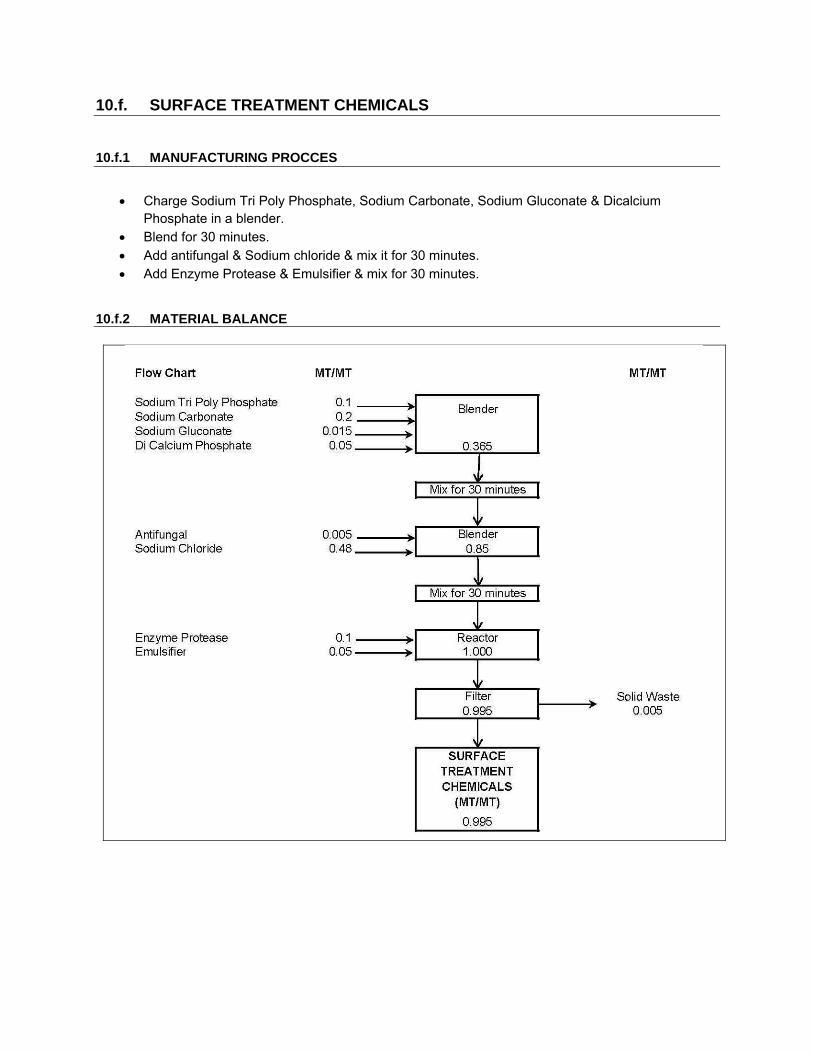
10.f. SURFACE TREATMENT CHEMICALS
10.f.1 MANUFACTURING PROCCES
Charge Sodium Tri Poly Phosphate, Sodium Carbonate, Sodium Gluconate & Dicalcium Phosphate in a blender.
Blend for 30 minutes. Add antifungal & Sodium chloride & mix it for 30 minutes. Add Enzyme Protease & Emulsifier & mix for 30 minutes.
10.f.2 MATERIAL BALANCE
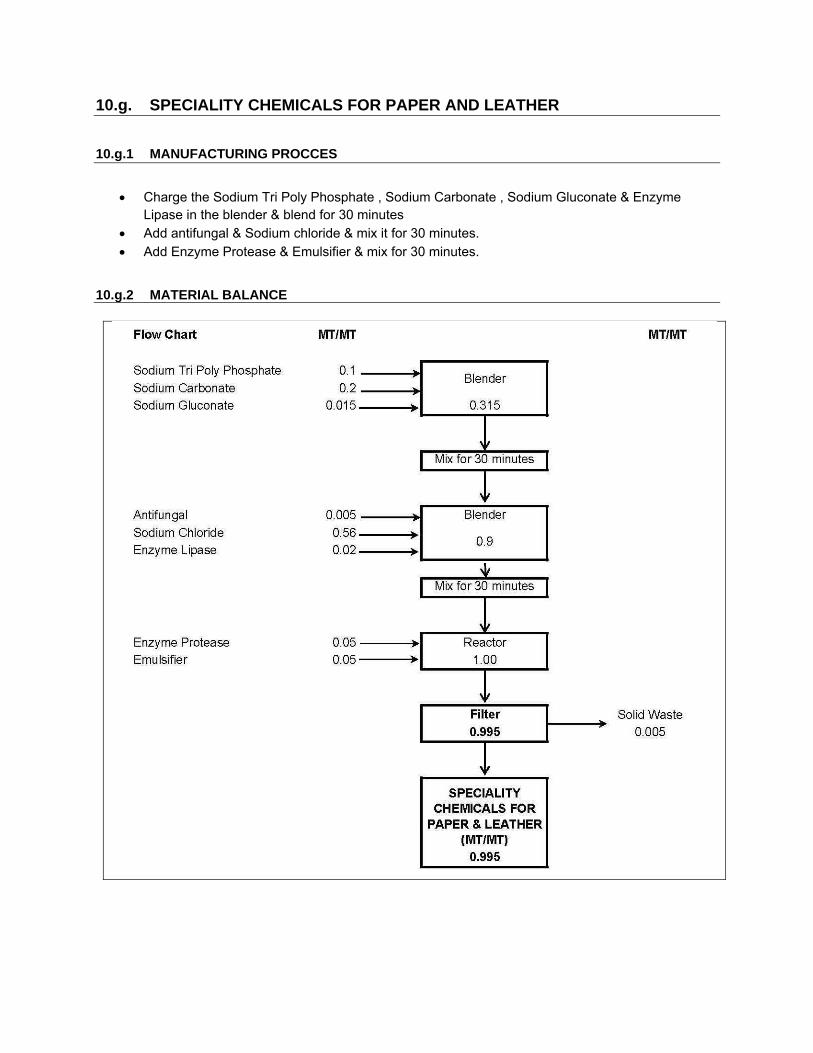
10.g. SPECIALITY CHEMICALS FOR PAPER AND LEATHER
10.g.1 MANUFACTURING PROCCES
Charge the Sodium Tri Poly Phosphate , Sodium Carbonate , Sodium Gluconate & Enzyme Lipase in the blender & blend for 30 minutes
Add antifungal & Sodium chloride & mix it for 30 minutes. Add Enzyme Protease & Emulsifier & mix for 30 minutes.
10.g.2 MATERIAL BALANCE
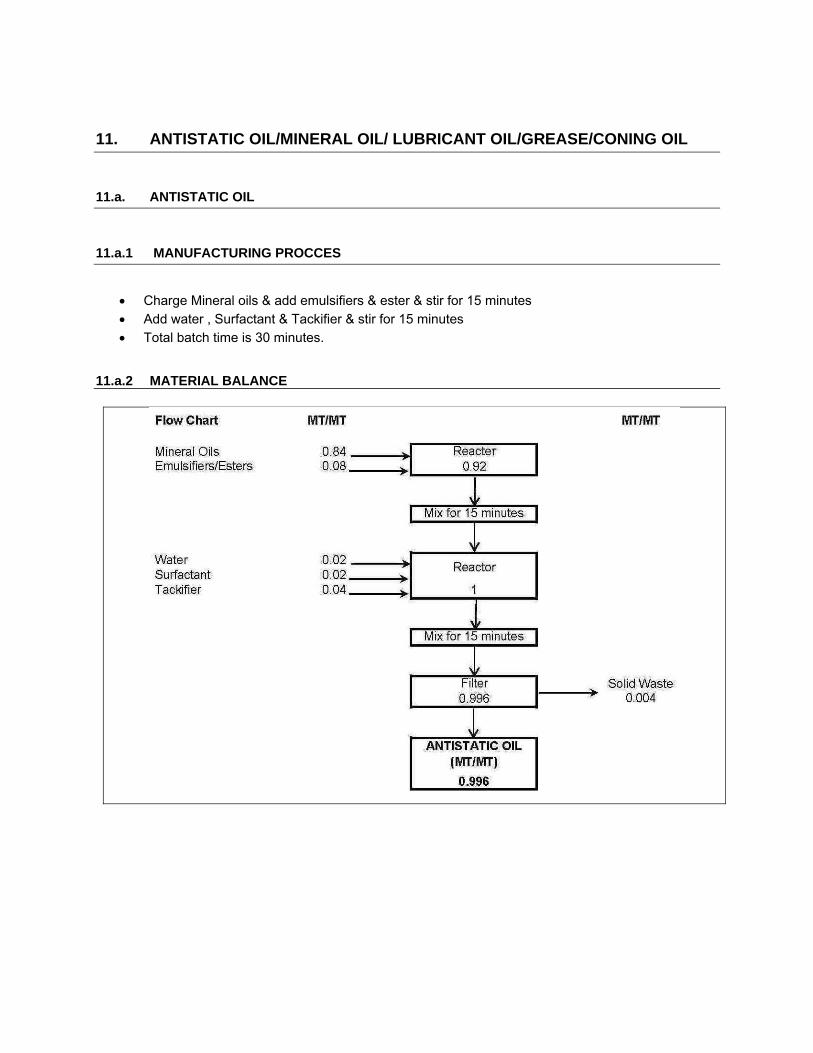
11. ANTISTATIC OIL/MINERAL OIL/ LUBRICANT OIL/GREASE/CONING OIL
11.a. ANTISTATIC OIL
11.a.1 MANUFACTURING PROCCES
Charge Mineral oils & add emulsifiers & ester & stir for 15 minutes Add water , Surfactant & Tackifier & stir for 15 minutes Total batch time is 30 minutes.
11.a.2 MATERIAL BALANCE

11.b. DE-DUSTING OILS
11.b.1 MANUFACTURING PROCCES
Charge Mineral oils. Add emulsifiers, ester & surfactants and stir for 15 minutes. Add water & again stir for 15 minutes
11.b.2 MATERIAL BALANCE
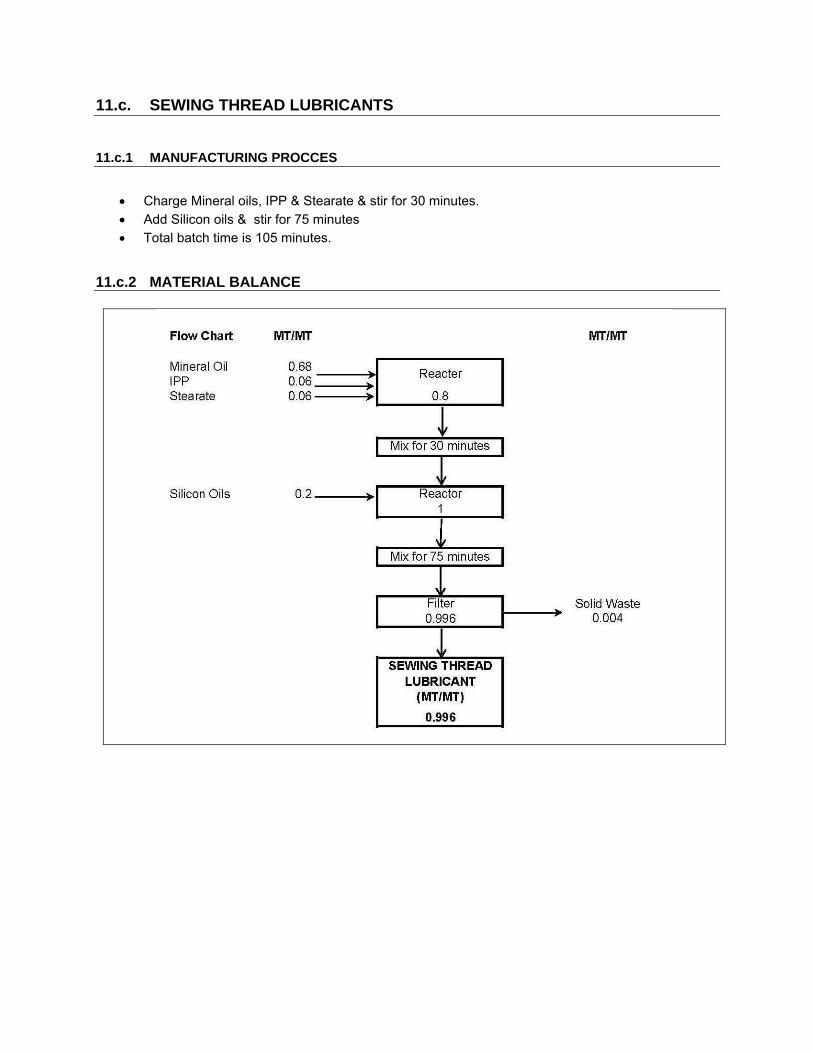
11.c. SEWING THREAD LUBRICANTS
11.c.1 MANUFACTURING PROCCES
Charge Mineral oils, IPP & Stearate & stir for 30 minutes. Add Silicon oils & stir for 75 minutes Total batch time is 105 minutes.
11.c.2 MATERIAL BALANCE
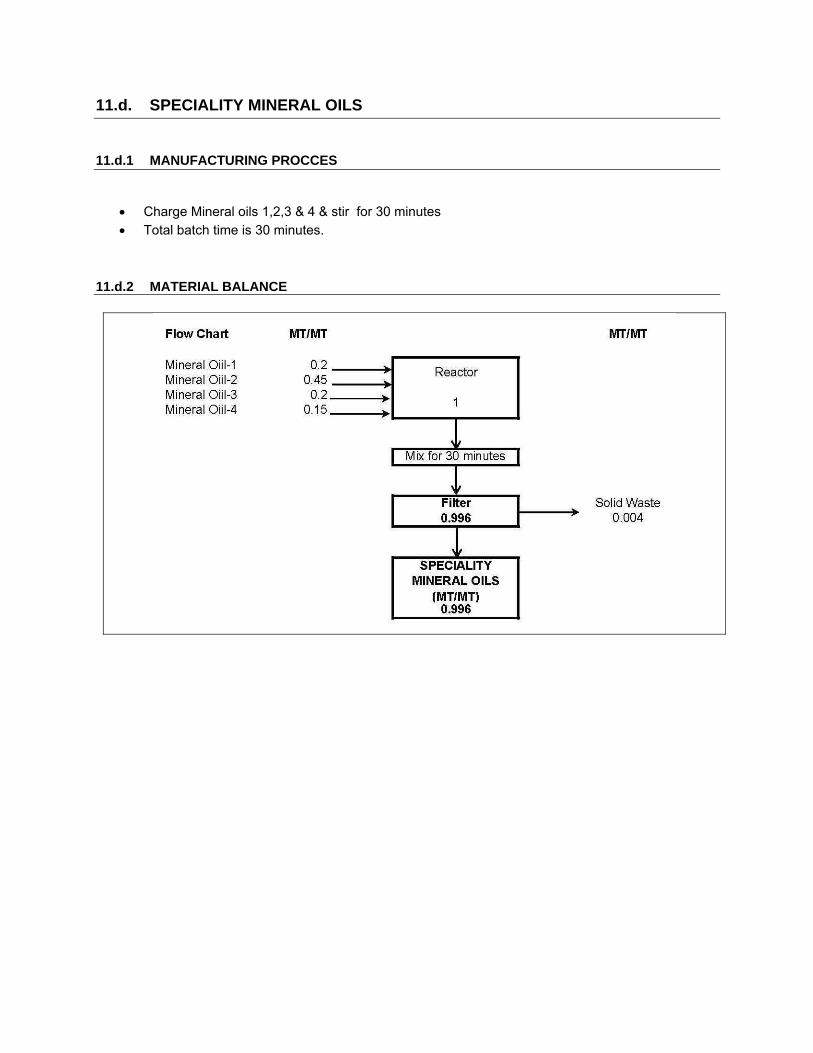
11.d. SPECIALITY MINERAL OILS
11.d.1 MANUFACTURING PROCCES
Charge Mineral oils 1,2,3 & 4 & stir for 30 minutes Total batch time is 30 minutes.
11.d.2 MATERIAL BALANCE

11.e. SPECIALITY LUBRICANT OILS/CONING OIL
11.e.1 MANUFACTURING PROCCES
Charge Mineral oils & add emulsifiers & ester & stir for 15 minutes Add water, surfactant & Tackifier and stir for 15 minutes Total batch time is 30 minutes.
11.e.2 MATERIAL BALANCE

12. AGRO FORMULATION PRODUCTS
12.a Liquid insecticides
12.a.1 Manufacturing process
All the RM in liquid from are inspected physically , weighed and charged to the blending vessel for homogeneous mixing for 30 minutes. Samples is withdrawn after 30 min for testing the sample for homogeneity. If not Ok then further mix for 30 minutes else the material is filtered through basket filter , over size material is recycle back to system and under sized material is filled in container for dispatch
12.a.2 Material balance

12.b Powder Insecticides
12.b.1 Manufacturing process
All the RM in powder from are inspected physically , weighed and charged to the blender for homogeneous mixing for 30 minutes. Samples is withdrawn after 30 min for testing the sample for homogeneity. If not Ok then further mix for 30 minutes else the material is sieved through sifter , over size material is recycle back to system and under sized material is packed for dispatch.
12.b.2 Material balance

12.c Liquid herbicides
12.c.1 Manufacturing process
All the RM in liquid from are inspected physically , weighed and charged to the blending vessel for homogeneous mixing for 30 minutes. Samples is withdrawn after 30 min for testing the sample for homogeneity. If not Ok then further mix for 30 minutes else the material is filtered through basket filter , over size material is recycle back to system and under sized material is filled in container for dispatch
12.c.2 Material balance

12.d Powder Herbicides
12.d.1 Manufacturing process
All the RM in powder from are inspected physically , weighed and charged to the blender for homogeneous mixing for 30 minutes. Samples is withdrawn after 30 min for testing the sample for homogeneity. If not Ok then further mix for 30 minutes else the material is sieved through sifter , over size material is recycle back to system and under sized material is packed for dispatch.
12.d.2 Material balance

12.e Liquid fungicides
12.e.1 Manufacturing process
All the RM in liquid from are inspected physically , weighed and charged to the blending vessel for homogeneous mixing for 30 minutes. Samples is withdrawn after 30 min for testing the sample for homogeneity. If not Ok then further mix for 30 minutes else the material is filtered through basket filter , over size material is recycle back to system and under sized material is filled in container for dispatch
12.e.2 Material balance

12.f Powder fungicides
12.f.1 Manufacturing process
All the RM in powder from are inspected physically , weighed and charged to the blender for homogeneous mixing for 30 minutes. Samples is withdrawn after 30 min for testing the sample for homogeneity. If not Ok then further mix for 30 minutes else the material is sieved through sifter , over size material is recycle back to system and under sized material is packed for dispatch.
12.f.2 Material balance

12.g Liquid acaricide
12.g.1 Manufacturing process
All the RM in liquid from are inspected physically, weighed and charged to the blending vessel for homogeneous mixing for 30 minutes. Samples is withdrawn after 30 min for testing the sample for homogeneity. If not Ok then further mix for 30 minutes else the material is filtered through basket filter , over size material is recycle back to system and under sized material is filled in container for dispatch
12.g.2 Material balance
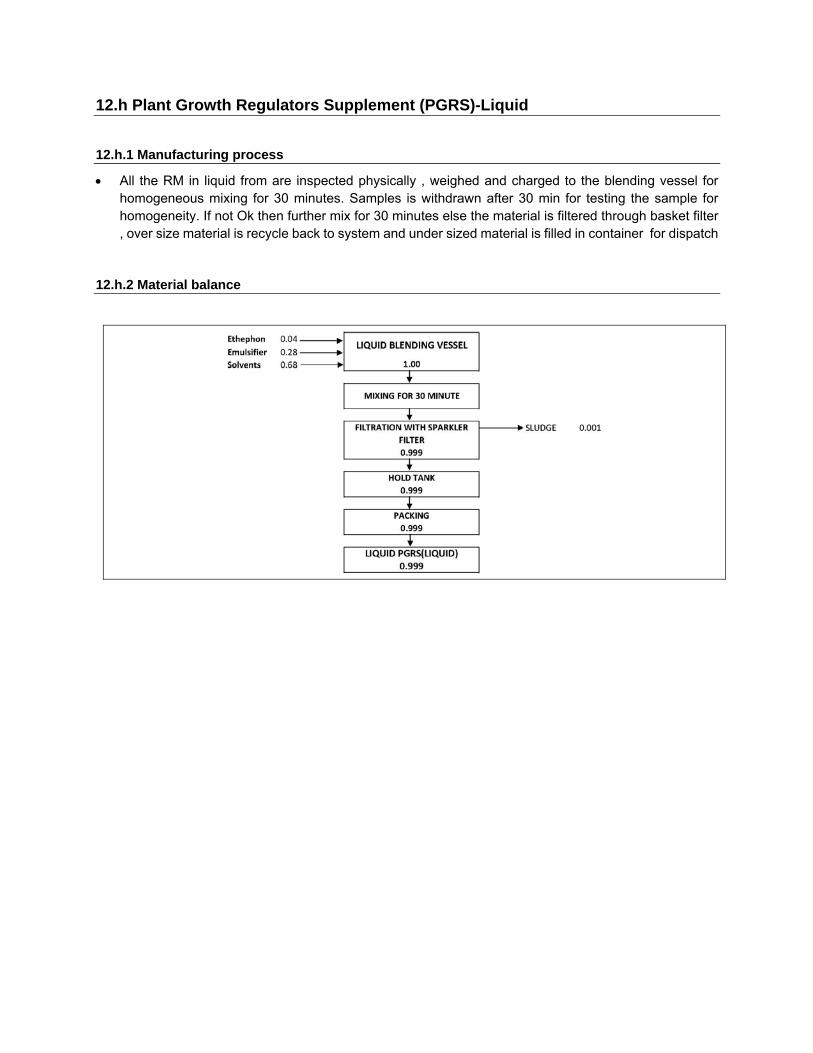
12.h Plant Growth Regulators Supplement (PGRS)-Liquid
12.h.1 Manufacturing process
All the RM in liquid from are inspected physically , weighed and charged to the blending vessel for homogeneous mixing for 30 minutes. Samples is withdrawn after 30 min for testing the sample for homogeneity. If not Ok then further mix for 30 minutes else the material is filtered through basket filter , over size material is recycle back to system and under sized material is filled in container for dispatch
12.h.2 Material balance

12.i Plant Growth Regulators Supplement (PGRS)-Powder
12.i.1 Manufacturing process
All the RM in powder from are inspected physically , weighed and charged to the blender for homogeneous mixing for 30 minutes. Samples is withdrawn after 30 min for testing the sample for homogeneity. If not Ok then further mix for 30 minutes else the material is sieved through sifter , over size material is recycle back to system and under sized material is packed for dispatch.
12.i.2 Material balance

Synthesis Products
13. FERMENTATION PRODUCTS (ENZYMES) 13.1 MANUFACTURING PROCESS
Add Carbohydrates (carbon), Proteins (nitrogen), Mineral Salts, Additives, water and Microbial culture in seed vessel. Now add Carbohydrates (carbon), Proteins (nitrogen), Mineral Salts, Additives, water in a fermenter, followed by addition of material from seed vessel.
After 5 days of fermentation with inoculated microbes, fermentation broth is formed containing microbes, enzyme and un-hydrolyzed substrates.
Add filter aid on filter to aid filtration. Filter the broth through press filter. The residue called wet cake, consist of microbes and un-hydrolyzed substrates which is our by-product i.e. Nutrient Powder.
The filtrate consists of enzyme. Now it undergoes ultra-filtration, permeate of ultra-filtration goes to the ETP and the concentrate which consist of enzyme undergoes microfiltration. The concentrate is Spray Dried and the product i.e. Enzyme is obtained.
Acid, Alkali, Antifoam and Water from the dosing vessel is added in the fermenter as and when needed.
13.2 MATERIAL BALANCE
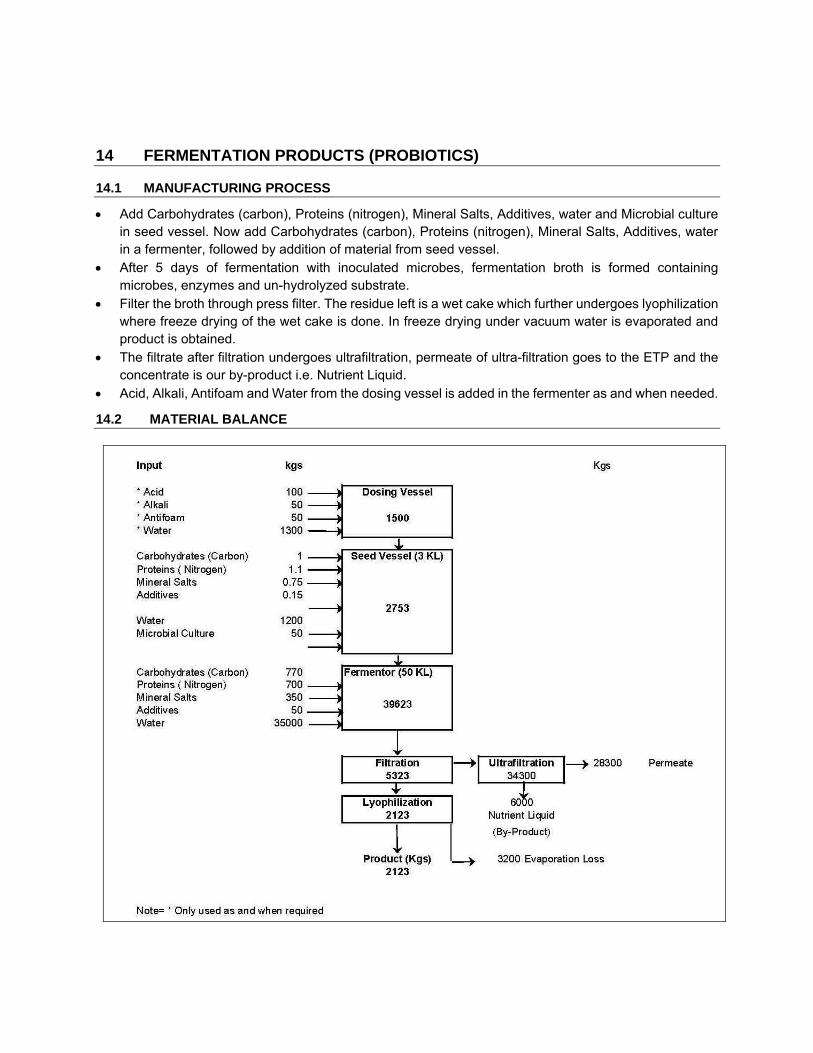
14 FERMENTATION PRODUCTS (PROBIOTICS) 14.1 MANUFACTURING PROCESS
Add Carbohydrates (carbon), Proteins (nitrogen), Mineral Salts, Additives, water and Microbial culture in seed vessel. Now add Carbohydrates (carbon), Proteins (nitrogen), Mineral Salts, Additives, water in a fermenter, followed by addition of material from seed vessel.
After 5 days of fermentation with inoculated microbes, fermentation broth is formed containing microbes, enzymes and un-hydrolyzed substrate.
Filter the broth through press filter. The residue left is a wet cake which further undergoes lyophilization where freeze drying of the wet cake is done. In freeze drying under vacuum water is evaporated and product is obtained.
The filtrate after filtration undergoes ultrafiltration, permeate of ultra-filtration goes to the ETP and the concentrate is our by-product i.e. Nutrient Liquid.
Acid, Alkali, Antifoam and Water from the dosing vessel is added in the fermenter as and when needed.
14.2 MATERIAL BALANCE

15. METHYLCOBALAMIN
15.1 MANUFACTURING PROCESS
Charge 200 litres of methanol in a reactor. Add cynocobalamine & mix for 30 minutes. Add water, cobalt chloride and monomethyl oxalate. After completion of reaction the liquid is passed through column. The solution obtain is crystallized. After QC approval pack the material.
15.2 MATERIAL BALANCE
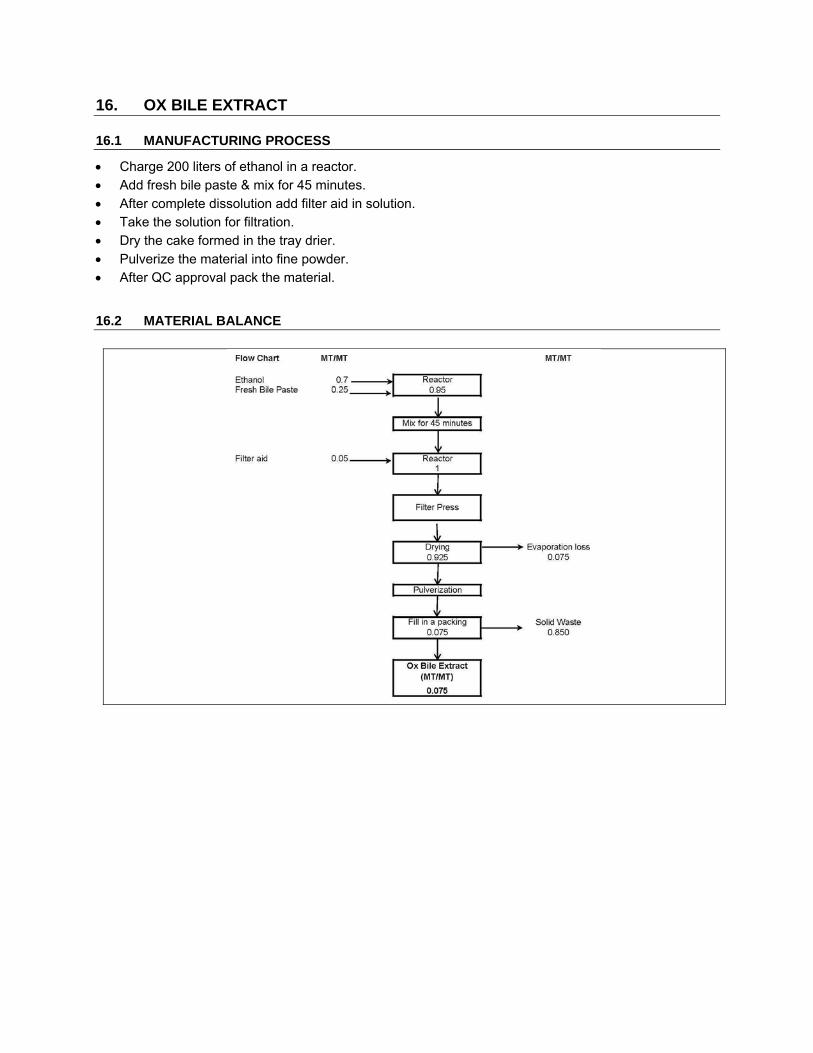
16. OX BILE EXTRACT
16.1 MANUFACTURING PROCESS
Charge 200 liters of ethanol in a reactor. Add fresh bile paste & mix for 45 minutes. After complete dissolution add filter aid in solution. Take the solution for filtration. Dry the cake formed in the tray drier. Pulverize the material into fine powder. After QC approval pack the material.
16.2 MATERIAL BALANCE

17. PROTEASE FROM ANIMAL ORIGIN
17.1 MANUFACTURING PROCESS
Charge half quantity of water in a reactor. Add crude glands & mix for 30 minutes. Monitor for the activity. After achieving required activity add IPA. Take the mass in to centrifuge. Dry the mass obtained and pulverized & pack.
17.2 MATERIAL BALANCE

18. PROTEASE FROM PLANT ORIGIN 18.1 MANUFACTURING PROCESS
Charge half quantity of water in a reactor. Add crude Flakes & mix for 30 minutes. Add calcium chloride & Filter aid. After achieving required activity take up for filtration. Concentrate the material & spray dry. Dry the powder obtained. On QC approval pack the material.
18.2 MATERIAL BALANCE

19. ETHYLENE OXIDE / PROPYLENE OXIDE CONDENSATE
19.1 CHEMICAL REACTION
19.2 MANUFACTURING PROCCES
Ethoxylation- An alcohol is treated with ethylene oxide and potassium hydroxide (KOH) which serves as a catalyst.
The reactor is pressurized with nitrogen and heated to about 150 degree Celsius. Typically 5 to 10 units of ethylene oxide is added to each alcohol depending on the requirement. Finally pH is adjusted by acetic acid to neutral.
19.3 MATERIAL BALANCE
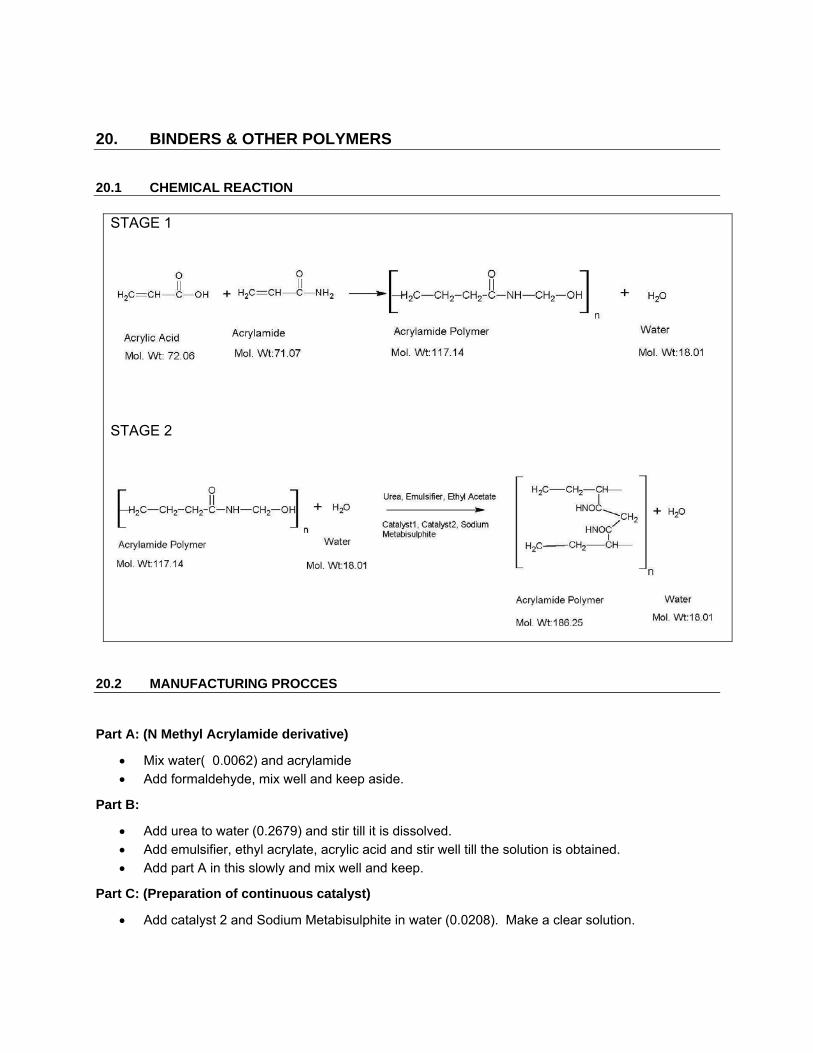
20. BINDERS & OTHER POLYMERS
20.1 CHEMICAL REACTION
STAGE 1
STAGE 2
20.2 MANUFACTURING PROCCES
Part A: (N Methyl Acrylamide derivative)
Mix water( 0.0062) and acrylamide Add formaldehyde, mix well and keep aside.
Part B:
Add urea to water (0.2679) and stir till it is dissolved. Add emulsifier, ethyl acrylate, acrylic acid and stir well till the solution is obtained. Add part A in this slowly and mix well and keep.
Part C: (Preparation of continuous catalyst)
Add catalyst 2 and Sodium Metabisulphite in water (0.0208). Make a clear solution.

Part D:
Take water (0.2679) in a reaction vessel and add emulsifier and then catalyst and stir well for 15 minutes.
Now add Part B & C slowly by controlling temperature in 2 to 3 hours. Mix well and maintain for 3 hours.
20.3 MATERIAL BALANCE

21. POLYMERS FOR PAINT & OTHER INDUSTRIES
21.1. CHEMICAL REACTION
STAGE 1
STAGE 2
STAGE 3
21.2. MANUFACTURING PROCCES
Charge Water & Acryclic Acid in reactor for 15 minutes Add hydrogen Peroxide & ferrous Sulphate & mix for 10 minutes Add Mercapto Ethanol to start the reaction & temperature goes upto 60 degree celsius. Add Sodium Hydroxide in 120 minutes & cool the material to room temperature.

21.3 MATERIAL BALANCE

22. SOFTNER1/ SOFTNER2(Textile & Laundry Chemicals)
22.(i) SOFTNER1
22.(i) 1 CHEMICAL REACTION
STAGE 1
STAGE 2
22.(i) 2 MANUFACTURING PROCESS
Charge fatty acid like Stearic acid in reactor. Heat the mass to 100 degree Celsius. Start stirrer and add tri amine. Raise the temperature to 140-150 degree Celsius and maintain for 8 hours. Collect water distillate in a receiver. Test for completion of reaction and cool it to 100 degree Celsius. Add acetic acid, maintain for 4 hrs and then add cetostearyl Ethoxylate. Drawning is done in water which contains sodium chloride and sodium lignosulphonate.
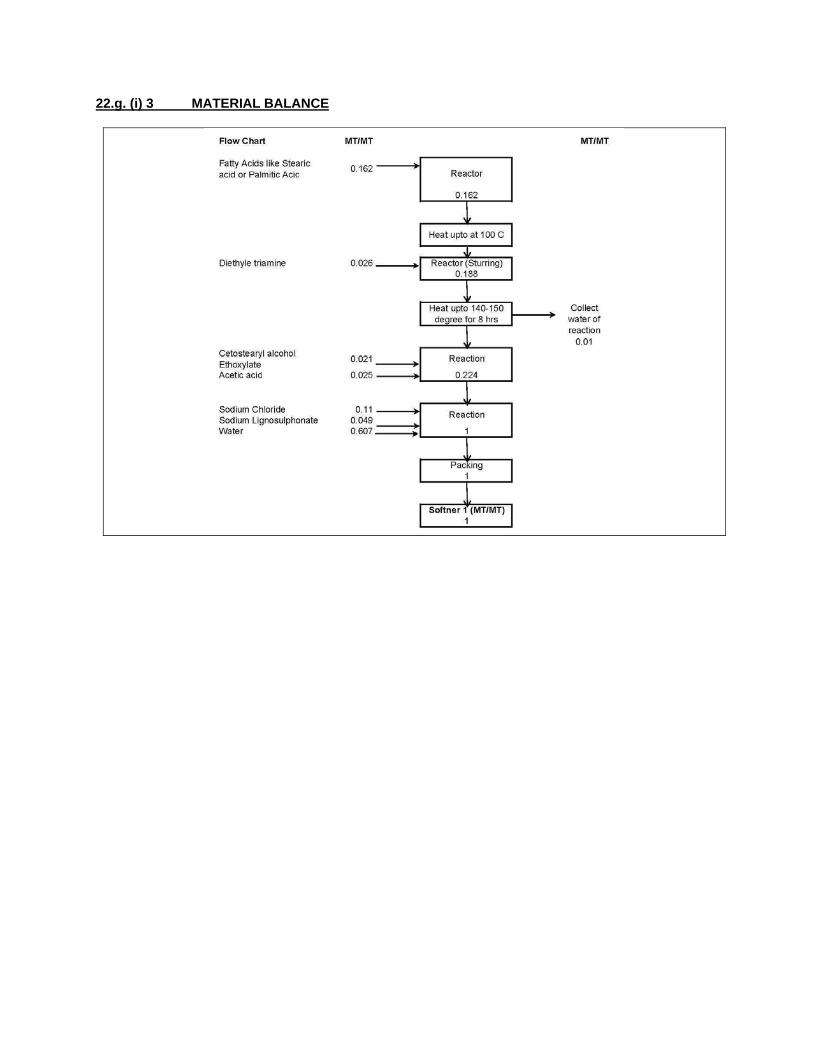
22.g. (i) 3 MATERIAL BALANCE

22.(ii) SOFTNER2 22.(ii)1 CHEMICAL REACTION
STAGE1
STAGE2
22.(ii) 2 MANUFACTURING PROCESS
Charge fatty acid Like, Stearic acid in a reactor. Heat the mass to 100 °C. Start stirrer and add Di Ethanol Amine & Amino Ethyl Ethanol Amine. Raise the temp. to 140 -150 °C Maintain for 8 hrs . Collect water distillate in a receiver. Test for
completion of reaction Cool to100 deg cent. Add Di Methyl Sulphate, maintain for 4 hrs. Then add cetostearyl Ethoxylate & sodium
lignosulphonate. Check for reaction & send to flaker
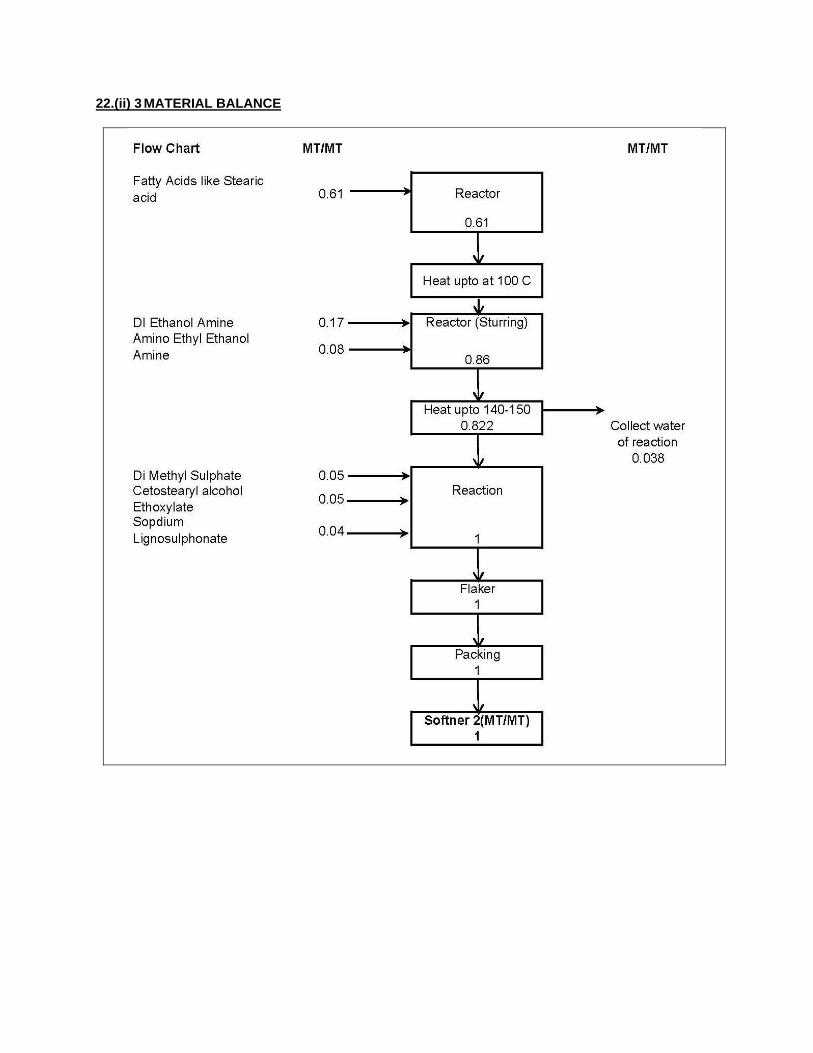
22.(ii) 3 MATERIAL BALANCE

23. ORGANOPOLY SILOXANE
23.1 MANUFACTURING PROCCES
The raw materials D4, DVTMDS & silanolate are charged into the clean reactor Which is agitated for 4 hours at 80° C. under nitrogen, heating up to 150° C. and stirs for 1.5 hours, and further heating-up to 185° C. in vacuum and stirs for another 1.5 hours. The primary product then circulates 2 times for eliminating low molecular Weight products via a 10 liters batch falling strand devolatilizer in 20-34 torr under 190° C. Wall temperature. After cooling to room temperature, the product’s viscosity is larger than 3000 cP, the volatile content is 1.91%, molecular Weight MW is larger than 80000, MW/Mn:1.7, and yield is 85.4%. The viscosity is measured by Brooklield DV I+ viscometer under room temperature. When the viscosity is in the range of 1,000 cp, S18 revolving pin is used at a rotational speed of 1.5~2 rpm. When the viscosity is in the range of 100,000 cp, S25 revolving pin is used at a rotational speed of5~6 rpm. The volatile content is measured by Mettler HR73 Halogen Moisture analyzer to choose 5-gram sample and to measure its Weight loss after heating 150° C. for 3 hours. The molecular weight is measured with GPC calibrated by polystyrene, While the yield is calculated by D4 as the base. 23.2 MATERIAL BALANCE

24. BLOCKED POLYSTER
24.1 MANUFACTURING PROCCES
Charge all glycol one by one like DEG, MEG, Ethoxylated Glycerine,Neopentyl glycol,Penta erythritol heat up to 60 deg.cen. once temperature reached up to 100 deg. Add Terpthalic acid and ISOPTHALIC ACID and raised temperature slowly up to 145-150 deg. Maintain column temperature less than 115 deg. Temperature increased slowly up to 220 deg. With maintaining column temperature bellow 115 deg. Check acid value at regular interval Once acid value reached up to below 15 Apply cooling up to 180 deg. Add PEG 6000 and heat up to 200 deg. Check water tolerance Once water tolerance achieved start discharge material in to blender containing water Add antibacterial material Dilute with water to get desired solids.
24.2 MATERIAL BALANCE
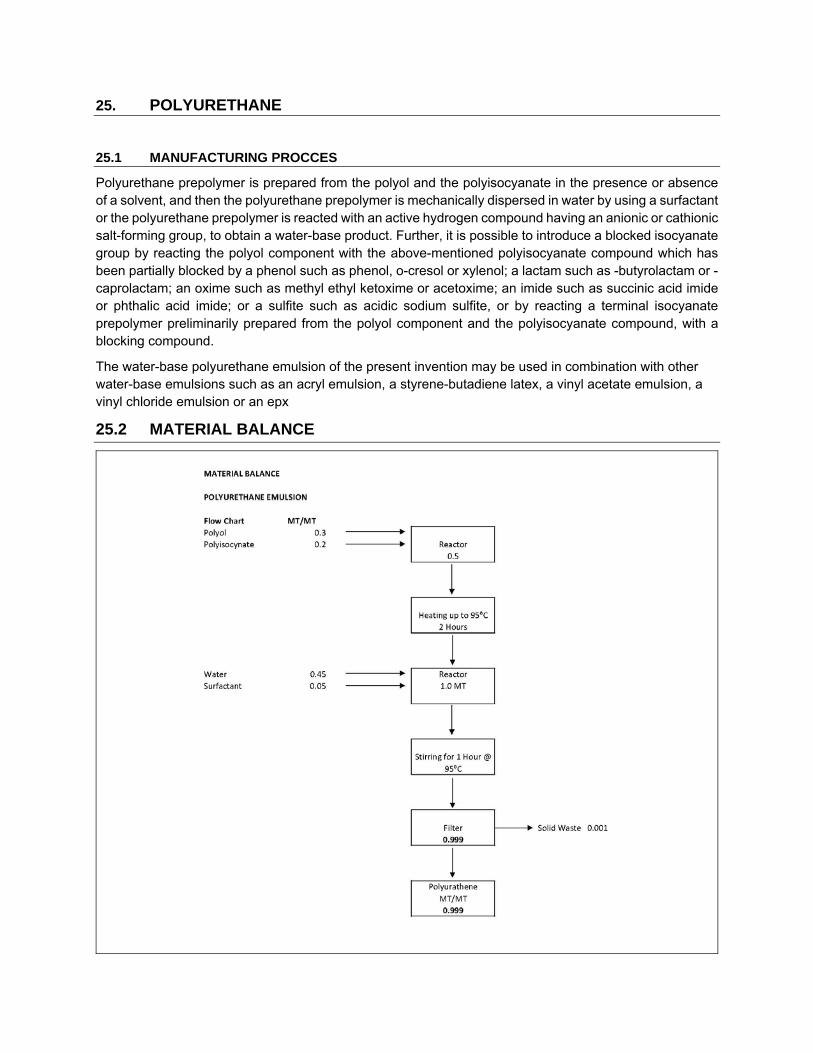
25. POLYURETHANE
25.1 MANUFACTURING PROCCES
Polyurethane prepolymer is prepared from the polyol and the polyisocyanate in the presence or absence of a solvent, and then the polyurethane prepolymer is mechanically dispersed in water by using a surfactant or the polyurethane prepolymer is reacted with an active hydrogen compound having an anionic or cathionic salt-forming group, to obtain a water-base product. Further, it is possible to introduce a blocked isocyanate group by reacting the polyol component with the above-mentioned polyisocyanate compound which has been partially blocked by a phenol such as phenol, o-cresol or xylenol; a lactam such as -butyrolactam or -caprolactam; an oxime such as methyl ethyl ketoxime or acetoxime; an imide such as succinic acid imide or phthalic acid imide; or a sulfite such as acidic sodium sulfite, or by reacting a terminal isocyanate prepolymer preliminarily prepared from the polyol component and the polyisocyanate compound, with a blocking compound.
The water-base polyurethane emulsion of the present invention may be used in combination with other water-base emulsions such as an acryl emulsion, a styrene-butadiene latex, a vinyl acetate emulsion, a vinyl chloride emulsion or an epx
25.2 MATERIAL BALANCE
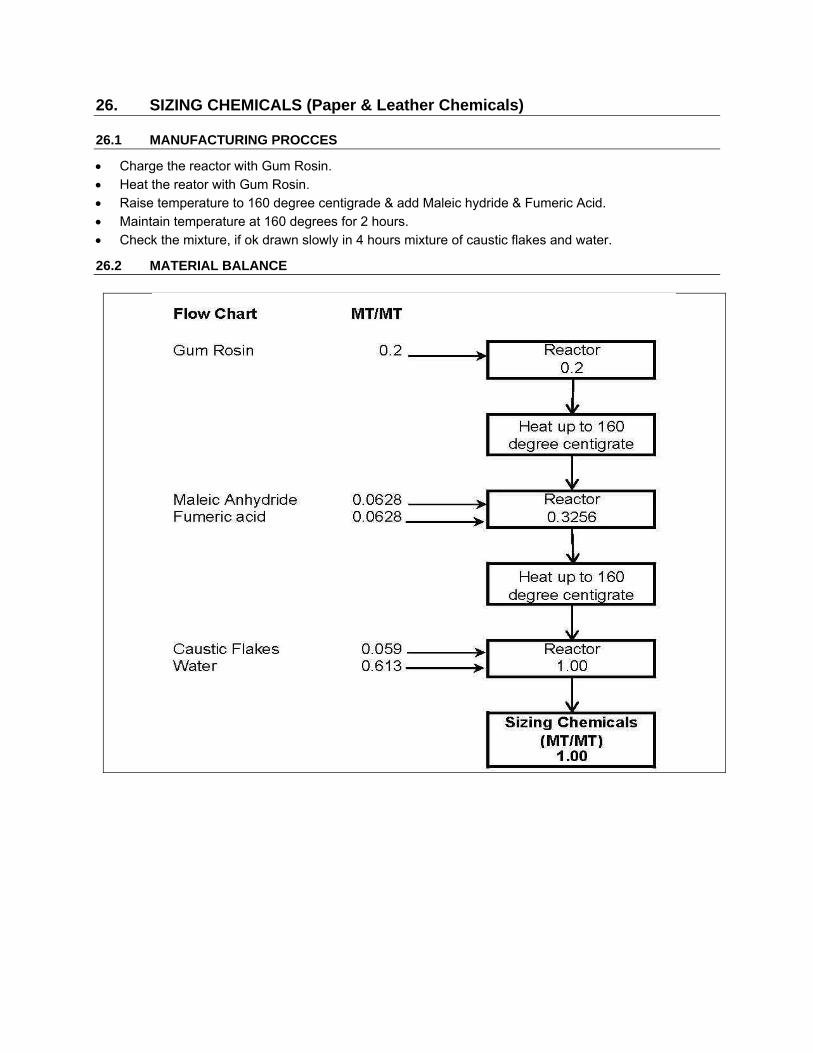
26. SIZING CHEMICALS (Paper & Leather Chemicals) 26.1 MANUFACTURING PROCCES
Charge the reactor with Gum Rosin. Heat the reator with Gum Rosin. Raise temperature to 160 degree centigrade & add Maleic hydride & Fumeric Acid. Maintain temperature at 160 degrees for 2 hours. Check the mixture, if ok drawn slowly in 4 hours mixture of caustic flakes and water.
26.2 MATERIAL BALANCE

27. NEUTRASIZING CHEMICALS
27.1 MANUFACTURING PROCCES
Charge the reactor with Gum Rosin. Heat the reactor to melt Gum Rosin. Raise temperature to 160 degres Celsius. Add Maleic hydride, maintain at 160 degree celsius for I hour. Check for good mixture, if ok, drawned slowly in 4 hrs mixture of potassium hydroxide, tri-ethanol
amine, casein, formaldehyde and water.
27.2 MATERIAL BALANCE

28. GREASE (Antistatic Oil/ Mineral Oil/ Lubricant Oil/ Grease/ Coning Oil)
28.1 MANUFACTURING PROCCES
Charge fatty acid (Stearic acid) in special reactor. Heat the mass to 100 degree celsius. Start stirrer and add mineral oil & catalyst. Raise the temperature to 120-130 degree celsius and maintain for 4 hours. Collect water distillate in a receiver. Test for completion of reaction and cool to 100 degree celsius. Add lithium hydroxide and borax and maintain temperature between 120-130 degree celsius for 4 hours and test. If o.k. cool to room temperature.
28.2 MATERIAL BALANCE

Annexure-2 List of Raw material
Pharmaceutical Products Enzyme Conc. Powder 0.200 4.209 & Food Supplement Lactose 0.800 16.835Food & Breweries Enzyme Conc. Powder 0.200 2.946
Lactose 0.800 11.7853 Animal Health & Nutrition Products
Phosphoric Acid 0.200 252.525Formic Acid 0.100 126.263Calcium Propionate 0.040 50.505Herbal Extract 0.040 50.505Calcite 0.620 782.828
Cocktail Enzyme Cellulase Conc. Powder 0.040 50.505Products Amylase 0.012 15.152
Pectinase 0.010 12.626Phytase 0.010 12.626Protease 0.012 15.152Calcite 0.916 1156.566Sodium Chloride 0.100 126.263Calcium Lactate 0.100 126.263Calcium Gluconate 0.050 63.131Magnasium Sulphate 0.030 37.879Potassium Chloride 0.350 441.919Sodium Citrate 0.090 113.636Dextrose 0.280 353.535
Antibiotic Powder Ampicllin 0.500 631.313 injection Formulation Cloxacillin 0.500 631.313Antibiotic Liquid Albandazole 0.025 31.566injection Formulation Water 0.975 1231.061
Vit A 0.001 1.263Vit D 0.004 5.051Vit C 0.050 63.131Vit B1 0.003 3.788Vit B6 0.035 44.192Vit B12 0.090 113.636Rice Husk 0.817 1031.566
4 Cosmetic ProductsEthanol 0.700 2.917Water 0.250 1.042Isopropyl C12-15 Pareth-9-Carboxylate 0.050 0.208Citric acid 0.002 0.008Cetereth -20 0.020 0.083Cetyl alcohol 0.060 0.250Adipic acid 0.011 0.046Dipropylene glycol 0.015 0.063Water 0.883 3.679Colour 0.002 0.008Preservative 0.002 0.008Fragrance 0.005 0.021SLES 0.250 3.125Laureth-5-carboxylic acid 0.030 0.375Water 0.636 7.948Cocoamidopropylhydroxysultaine 0.020 0.250Hydrolysed Animal Protein 0.010 0.125Preservative 0.030 0.375Fragrance 0.002 0.025Colour 0.002 0.028Sodium Chloride 0.020 0.250
Ethanol 0.302 12.634Triethanol amine 0.003 0.126Propylene glycol 0.150 6.275Glycerol 0.020 0.837Alpha tocopheryl acetate 0.008 0.335Fragrance 0.002 0.084Water 0.515 21.545
Raw material RM Consumption
MT/batch
RM Consumption
MT/month
Phase-1 Formulation Products
a)
b)
c)
5
a)
b)
c)
d)
e)
f)
S. No.
1
2
Name of product
Acidifier Formulation
Electrolyte Formulation
Vitamin mix Formulation
After shave Lotion
Cream Hair Conditioner
Shampoo with Protein
Sanitizer & Disinfectants
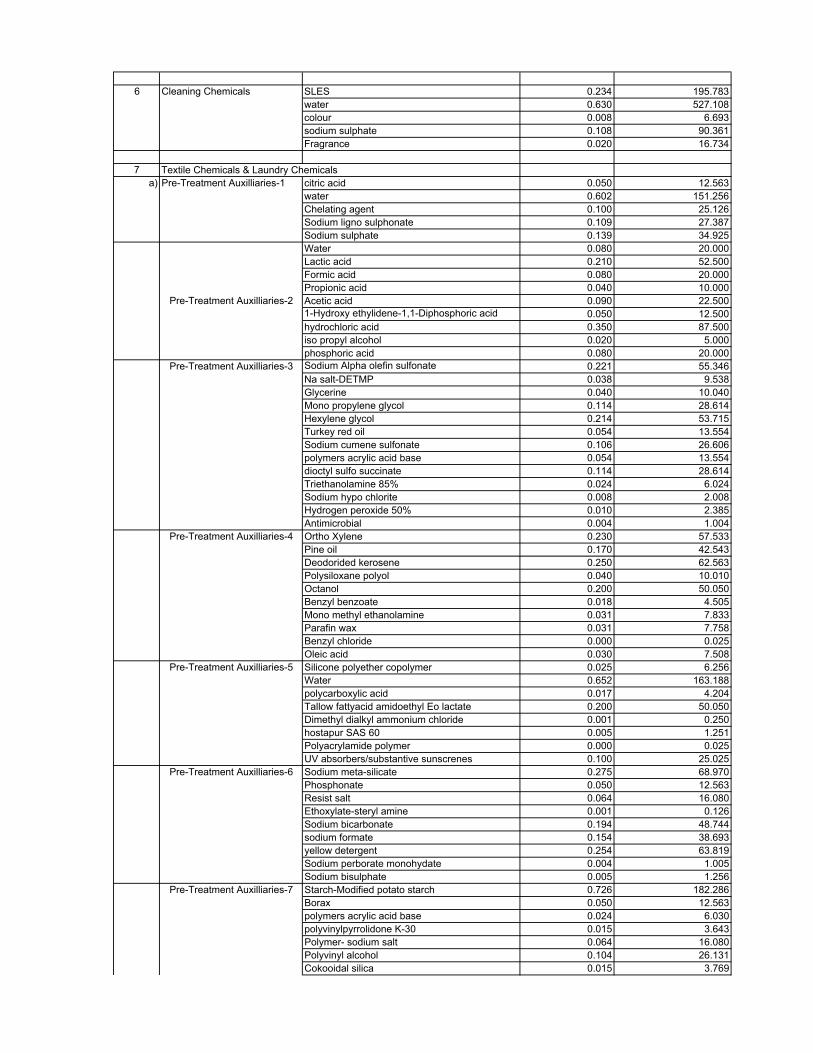
SLES 0.234 195.783water 0.630 527.108colour 0.008 6.693sodium sulphate 0.108 90.361Fragrance 0.020 16.734
7 Textile Chemicals & Laundry Chemicalscitric acid 0.050 12.563water 0.602 151.256Chelating agent 0.100 25.126Sodium ligno sulphonate 0.109 27.387Sodium sulphate 0.139 34.925Water 0.080 20.000Lactic acid 0.210 52.500Formic acid 0.080 20.000Propionic acid 0.040 10.000Acetic acid 0.090 22.5001-Hydroxy ethylidene-1,1-Diphosphoric acid 0.050 12.500hydrochloric acid 0.350 87.500iso propyl alcohol 0.020 5.000phosphoric acid 0.080 20.000Sodium Alpha olefin sulfonate 0.221 55.346Na salt-DETMP 0.038 9.538Glycerine 0.040 10.040Mono propylene glycol 0.114 28.614Hexylene glycol 0.214 53.715Turkey red oil 0.054 13.554Sodium cumene sulfonate 0.106 26.606polymers acrylic acid base 0.054 13.554dioctyl sulfo succinate 0.114 28.614Triethanolamine 85% 0.024 6.024Sodium hypo chlorite 0.008 2.008Hydrogen peroxide 50% 0.010 2.385Antimicrobial 0.004 1.004Ortho Xylene 0.230 57.533Pine oil 0.170 42.543Deodorided kerosene 0.250 62.563Polysiloxane polyol 0.040 10.010Octanol 0.200 50.050Benzyl benzoate 0.018 4.505Mono methyl ethanolamine 0.031 7.833Parafin wax 0.031 7.758Benzyl chloride 0.000 0.025Oleic acid 0.030 7.508Silicone polyether copolymer 0.025 6.256Water 0.652 163.188polycarboxylic acid 0.017 4.204Tallow fattyacid amidoethyl Eo lactate 0.200 50.050Dimethyl dialkyl ammonium chloride 0.001 0.250hostapur SAS 60 0.005 1.251Polyacrylamide polymer 0.000 0.025UV absorbers/substantive sunscrenes 0.100 25.025Sodium meta-silicate 0.275 68.970Phosphonate 0.050 12.563Resist salt 0.064 16.080Ethoxylate-steryl amine 0.001 0.126Sodium bicarbonate 0.194 48.744sodium formate 0.154 38.693yellow detergent 0.254 63.819Sodium perborate monohydate 0.004 1.005Sodium bisulphate 0.005 1.256Starch-Modified potato starch 0.726 182.286Borax 0.050 12.563polymers acrylic acid base 0.024 6.030polyvinylpyrrolidone K-30 0.015 3.643Polymer- sodium salt 0.064 16.080Polyvinyl alcohol 0.104 26.131Cokooidal silica 0.015 3.769
6
a)
Pre-Treatment Auxilliaries-6
Pre-Treatment Auxilliaries-7
Cleaning Chemicals
Pre-Treatment Auxilliaries-1
Pre-Treatment Auxilliaries-2
Pre-Treatment Auxilliaries-3
Pre-Treatment Auxilliaries-4
Pre-Treatment Auxilliaries-5

Acid- Oxalic acid 0.002 0.503Aluminium trichloride 0.001 0.251Water 0.016 33.333Lactic acid 0.080 166.667Formic acid 0.340 708.333Propionic acid 0.020 41.667Acetic acid 0.370 770.8331-Hydroxy ethylidene-1,1-Diphosphoric acid 0.020 41.667hydrochloric acid 0.030 62.500iso propyl alcohol 0.020 41.667citric acid 0.064 133.333phosphoric acid 0.040 83.333AOS 0.304 381.910WATER 0.220 276.382CASTOR OIL ETHOXYLATE 0.179 224.874CETOSTERYL ALCOHOL ETHOXYLATE 0.017 21.357ACETIC ACID 0.030 37.688DISPERSING AGENT 0.230 288.945SODIUM SULPHATE 0.020 25.126DIMETHYL AMINE 0.264 66.265EPI CHLORO HYDRIN 0.241 60.492WATER 0.495 124.247AMINO SILICONE OIL 0.354 88.945WATER 0.264 66.332TRI DECYL ALCOHOL ETHOXYLATE 0.178 44.724SODIUM SULPHATE 0.017 4.271POLYETHYLENE GLYCOL 0.168 42.211ACETIC ACID 0.019 4.774ACRYLIC COPOLYMER 0.030 12.550TRIDECYL ALCOHOL ETHOXYLATE 0.084 35.141ANTIFUNGAL AGENT 0.002 0.837BUTYL CARBITOL 0.040 16.734HEDP 60% 0.080 33.467LAURYL ALCOHOL ETHOXYLATE 0.170 71.118WATER 0.544 227.577DISPERSING AGENT 0.050 20.917Optical Brightner 0.650 19.034Water 0.200 5.857Dispersing Agent 0.150 4.393WATER 0.244 18.355ANTIFOAMING AGENT 0.004 0.301BUTYL CARBITOL 0.007 0.527SODIUM CHLORIDE 0.057 4.288MAGNESIUM SULPHATE 0.038 2.859Lauryl alcohol ethoxylate 0.650 48.897OT LIQUID 0.850 53.338PROPYLENE GLYCOL 0.150 9.413Sequestering agent 0.050 3.141SODIUM PER CARBONATE 0.790 49.623LAURYL ALCOHOL ETHOXLATE 0.082 5.119ANTIFOAMING AGENT 0.025 1.539TALCUM POWDER 0.054 3.392PVA Emulsion 0.900 150.602Acrylamide 0.060 10.040Softner 0.040 6.693Antifoaming Agent 0.050 8.367Tri Decyl Alcohol Ethoxylate 0.340 56.894Water 0.560 93.708Thickner 0.050 8.367Silicon Oil 0.180 15.060Water 0.638 53.380Emulsifier 0.140 11.714Acetic acid 0.004 0.335Urea 0.030 2.510Sodium Acetate 0.008 0.669Acetic Acid 0.010 0.628Tri Decyl Alcohol Ethoxylate 0.143 8.982Iso Propanol 0.052 3.266Butyl Carbitol 0.205 12.877
k)
l)
m)
n)
b)
c)
d)
e)
f)
g)
h)
i)
j)
Surfactants
Silicon Oil
Emulsifier
Polysol
Pre-treatment auxiliary-2 SPL (Green acid)
Dyeing Auxilliaries
Printing Auxilliaries
Finishing Auxilliaries
Speciality Chemicals
Optical Brightners
Scouring Agent
Wetting Agent
Bleaching Agent

Water 0.100 6.281Lauryl Alcohol Ethoxylate 0.490 30.779SLS POWDER 0.020 1.256SODIUM PER CARBONATE 0.020 1.256SODA ASH 0.105 6.564SODIUM SULPHATE 0.482 30.245ANTIDUSTING OIL 0.001 0.063SODIUM LIGNO SULPHONATE 0.084 5.276DI SODIUM PHOSPHATE 0.289 18.153
8 Enzyme FormulationCARAMEL POWDER 0.008 0.168ENZYME 0.055 1.143WATER 0.677 14.175TRIDECYL ALCOHOL ETHOXLATE 0.100 2.094PRESERVATIVE 0.001 0.021BUTYL CARBITOL 0.002 0.042SODIUM CHLORIDE 0.157 3.296CARAMEL POWDER 0.010 0.838ENZYME 0.150 12.563WATER 0.498 41.709SORBITOL 0.201 16.834PRESERVATIVE 0.002 0.168SODIUM CHLORIDE 0.139 11.642CARAMEL POWDER 0.010 0.754ENZYME 0.190 14.322WATER 0.348 26.231SORBITOL 0.240 18.090CETO STERYL ALCOHOL ETHOXYLATE 0.071 5.352PRESERVATIVE 0.002 0.151SODIUM CHLORIDE 0.139 10.477
Enzymes for De-Gumming ENZYME 0.070 0.586Agents MONO SODIUM PHOSPHATE 0.150 1.256
CASTOR OIL ETHOXLATE 0.015 0.121ANTI FUNGAL AGENT 0.001 0.012SODIUM SULPHATE 0.762 6.382CETOSTYRYL ALCOHAL ETHOXYLATE 0.000 0.001BENTONITE POWDER 0.002 0.017Enzyme 0.080 1.675Mono Sodium Phosphate 0.450 9.422Di Sodium Phosphate 0.250 5.235Acrylic Co Polymer 0.021 0.448Antifoaming agent 0.002 0.042Tri Decyl Alcohol Ethoxylate 0.011 0.230Zeolite powder 0.134 2.797Bentonite powder 0.052 1.089
9 Construction ChemicalsSLES 0.054 11.307WATER 0.030 6.281DISPERSING AGENT 0.620 129.816SODIUM SULPHATE 0.109 22.822SODIUM LIGNOSUPHONATE 0.160 33.501CAUSTIC SODA 0.027 5.653Additive for Binder 0.013 0.544Thickner 0.003 0.126Quartz Powder 0.664 27.806WHITE CEMENT 0.270 11.307Hydrated Lime 0.050 2.094Resin Gun Grade 0.994 41.625O-xylene 0.001 0.042Hardner 731 0.005 0.209Additive for Epoxy 0.003 0.603Resin 0.536 107.739Leveling Agent 0.018 3.618Resin Diluent 0.093 18.693Polymeric Powder 0.005 0.968Additive for cement 0.010 1.936Whitener 0.005 0.968Talcum Powder 0.285 55.177
e)
a)
b)
c)
d)
e)
a)
b)
c)
d)
o)
Surface Treatment Chemicals
Adhesives & Sealants
Flooring Chemicals
Tiling Chemicals
Enzymes for Desizing
Enzymes for Fading
Enzymes for Bio-polishing
Neutral Enzymes
Plasticizers &Additives
Detergents

Binder 0.005 0.968White Cement 0.445 86.153Quartz Powder 0.245 47.433
Protective Coating DISPERSING AGENT 0.020 1.675& Wall Care SILICA QUARTZ SAND 0.450 37.688
SODIUM THIOSULPHATE 0.030 2.513CEMENT 0.450 37.688SODIUM LIGNO SULPHONATE 0.050 4.188Water 0.027 5.255Acrylic Polymer 0.284 55.011Cement 0.295 57.085Binding agent 0.021 4.149Quartz sand 1 0.096 18.586Additive for cement 0.021 4.149Quartz sand 2 0.252 48.788Formaldyhyde 0.002 0.415Acrylic Polymer 2 0.001 0.111Quartz Sand 3080 0.309 260.101SNF Powder 0.011 9.259Quartz Sand 1630 0.155 130.471Cement PPC 0.525 441.919
10 Paper & Leather ChemicalsEnzyme 1 0.210 4.397Enzyme 2 0.012 0.251Enzyme 3 0.040 0.838Antifungal 0.005 0.105Sodium Tri Poly Phosphate 0.200 4.188Salt 0.428 8.961Di Potassium Phosphate 0.105 2.198Enzyme A 0.665 13.938Enzyme B 0.021 0.440Enzyme C 0.060 1.258Antifungal 0.011 0.231Emulsifier M 0.200 4.192Salt 0.028 0.587Water 0.015 0.314Magnesium Chloride 0.050 2.094WATER 0.791 33.124Chelating Agent 0.050 2.094Sodium Gluconate 0.109 4.564Enzyme Protease 0.050 1.047Sodium Tri Poly Phosphate 0.100 2.094Sodium Carbonate 0.200 4.188Sodium Gluconate 0.015 0.314Emulsifier 0.050 1.047Sodium Chloride 0.580 12.144Antifungal 0.005 0.105Tri Decyl Alcohol Ethoxylate 0.050 1.047WATER 0.721 15.096Chelating Agent 0.030 0.628Tri Ethanol Amine 0.110 2.303Lauryl Alcohol Ethoxylate 0.089 1.863Enzyme Protease 0.100 2.094Sodium Tri Poly Phosphate 0.100 2.094Sodium Carbonate 0.200 4.188Sodium Gluconate 0.015 0.314Emulsifier 0.050 1.047Sodium Chloride 0.480 10.050Di Calcium Phosphate 0.050 1.047Antifungal 0.005 0.105Enzyme Protease 0.050 5.235Enzyme Lipase 0.020 2.094Sodium Tri Poly Phosphate 0.100 10.469Sodium Carbonate 0.200 20.938Sodium Gluconate 0.015 1.570Emulsifier 0.050 5.235Sodium Chloride 0.560 58.626Antifungal 0.005 0.523
c)
d)
e)
f)
g)
f)
g)
h)
a)
b)
Speciality for leather
Waterproofing chemicals
Surface Treatment Chemicals
De-inking Chemical
Refining Chemical
Bleaching Agent
Soaking chemical
Grout & Repair Mortars
Degreasing Chemicals
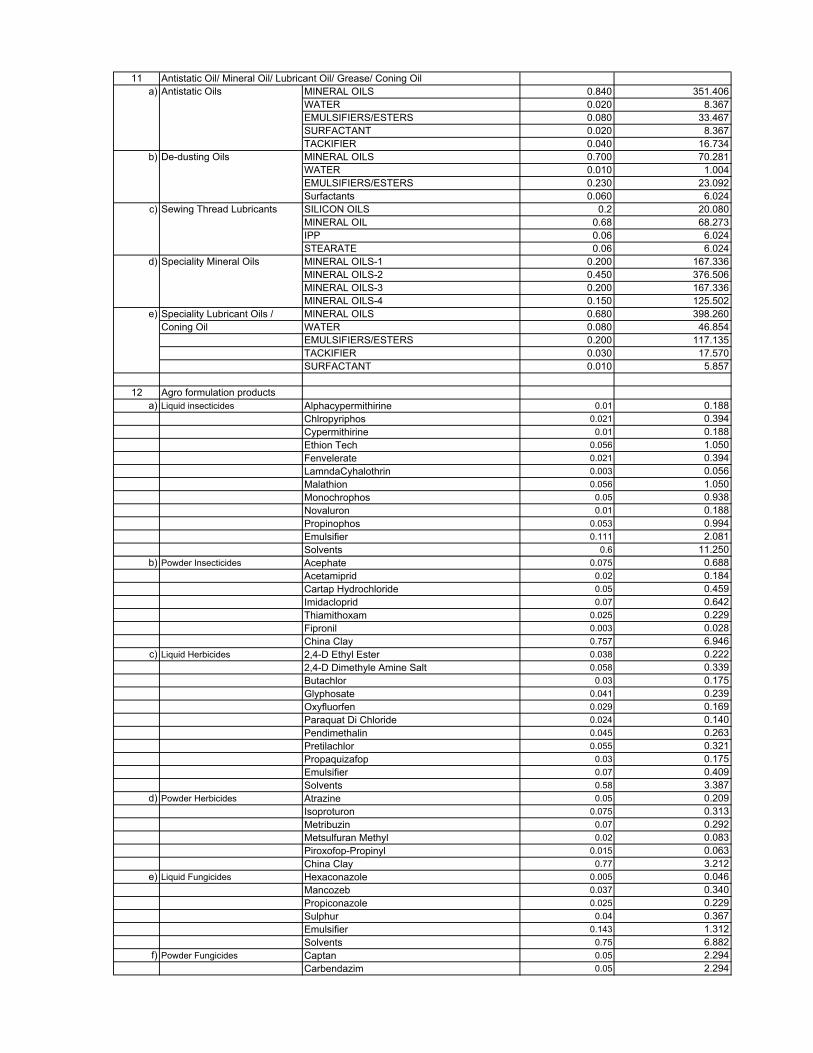
11 Antistatic Oil/ Mineral Oil/ Lubricant Oil/ Grease/ Coning OilMINERAL OILS 0.840 351.406WATER 0.020 8.367EMULSIFIERS/ESTERS 0.080 33.467SURFACTANT 0.020 8.367TACKIFIER 0.040 16.734MINERAL OILS 0.700 70.281WATER 0.010 1.004EMULSIFIERS/ESTERS 0.230 23.092Surfactants 0.060 6.024SILICON OILS 0.2 20.080MINERAL OIL 0.68 68.273IPP 0.06 6.024STEARATE 0.06 6.024MINERAL OILS-1 0.200 167.336MINERAL OILS-2 0.450 376.506MINERAL OILS-3 0.200 167.336MINERAL OILS-4 0.150 125.502
Speciality Lubricant Oils / MINERAL OILS 0.680 398.260Coning Oil WATER 0.080 46.854
EMULSIFIERS/ESTERS 0.200 117.135TACKIFIER 0.030 17.570SURFACTANT 0.010 5.857
12 Agro formulation productsa) Liquid insecticides Alphacypermithirine 0.01 0.188
Chlropyriphos 0.021 0.394Cypermithirine 0.01 0.188Ethion Tech 0.056 1.050Fenvelerate 0.021 0.394LamndaCyhalothrin 0.003 0.056Malathion 0.056 1.050Monochrophos 0.05 0.938Novaluron 0.01 0.188Propinophos 0.053 0.994Emulsifier 0.111 2.081Solvents 0.6 11.250
b) Powder Insecticides Acephate 0.075 0.688Acetamiprid 0.02 0.184Cartap Hydrochloride 0.05 0.459Imidacloprid 0.07 0.642Thiamithoxam 0.025 0.229Fipronil 0.003 0.028China Clay 0.757 6.946
c) Liquid Herbicides 2,4-D Ethyl Ester 0.038 0.2222,4-D Dimethyle Amine Salt 0.058 0.339Butachlor 0.03 0.175Glyphosate 0.041 0.239Oxyfluorfen 0.029 0.169Paraquat Di Chloride 0.024 0.140Pendimethalin 0.045 0.263Pretilachlor 0.055 0.321Propaquizafop 0.03 0.175Emulsifier 0.07 0.409Solvents 0.58 3.387
d) Powder Herbicides Atrazine 0.05 0.209Isoproturon 0.075 0.313Metribuzin 0.07 0.292Metsulfuran Methyl 0.02 0.083Piroxofop-Propinyl 0.015 0.063China Clay 0.77 3.212
e) Liquid Fungicides Hexaconazole 0.005 0.046Mancozeb 0.037 0.340Propiconazole 0.025 0.229Sulphur 0.04 0.367Emulsifier 0.143 1.312Solvents 0.75 6.882
f) Powder Fungicides Captan 0.05 2.294Carbendazim 0.05 2.294
e)
a)
b)
c)
d)
Antistatic Oils
De-dusting Oils
Sewing Thread Lubricants
Speciality Mineral Oils

Copper Oxychloride 0.05 2.294Cymoxanil 0.008 0.367Dodine 0.065 2.982Mancozeb 0.075 3.441Myclobutanil 0.01 0.459Sulphur 0.08 3.670Thiram 0.075 3.441Tricyclazole 0.075 3.441Zineb 0.075 3.441China Clay 0.387 17.755
g) Liquid Acaricide Dicofol 0.018 0.068Propergite 0.057 0.214Emulsifier 0.225 0.845Solvents 0.7 2.628
h) Plant Growth Regulators Ethephon 0.04 0.067Supplements (PGRS) - Liquid Emulsifier 0.28 0.467
Solvents 0.68 1.134i) Plant Growth Regulators Triacontanol 0.005 0.008
Supplements (PGRS) – Powder China Clay 0.995 1.660
Fermentation Acid 0.100 1.465Products (Enzymes) Alkali 0.050 0.733
Antifoam 0.050 0.733Water 1.300 19.049Carbohydrates (carbon) 0.003 0.044Proteins (nitrogen) 0.001 0.015Mineral Salts 0.001 0.015Vitamins 0.000 0.001Additives 0.001 0.015Water 0.050 0.733Microbial culture 1.200 17.583Carbohydrates (carbon) 2.400 35.167Proteins (nitrogen) 0.625 9.158Mineral Salts 0.500 7.326Vitamins 0.035 0.513Additives 0.340 4.982Water 35.000 512.847Filter Aid 0.500 7.326Preservative 0.005 0.073
Fermentation Acid 0.100 0.561Products (Probiotic) Alkali 0.050 0.281
Antifoam 0.050 0.281Water 1.300 7.297Carbohydrates (carbon) 0.001 0.006Proteins (nitrogen) 0.001 0.006Mineral Salts 0.001 0.006Additives 0.000 0.001Water 0.050 0.281Microbial culture 1.200 6.736Carbohydrates (carbon) 0.770 4.322Proteins (nitrogen) 0.700 3.929Mineral Salts 0.350 1.965Additives 0.050 0.281Water 35.000 196.459Cynocobalaine(Vit B12) 0.020 0.029Mehanol 0.500 0.714Water 0.400 0.571Monoethyl oxalate 0.040 0.057Cobalt Chloride 0.040 0.057Fresh Bile Paste 0.250 4.167Ethanol 0.700 11.667Filter aid 0.050 0.833
Protease from Crude Gland 0.250 12.235Animal Origin WATER 0.250 12.235
IPA 0.500 24.471Protease from Crude Flakes or powder 0.200 8.333Plant Origin WATER 0.743 30.958
Calcium Chloride 0.002 0.083
Phase-2 Synthesis Products
13
14
15
16
17
18
Methyl Cobal Amine
Ox Bile Extract
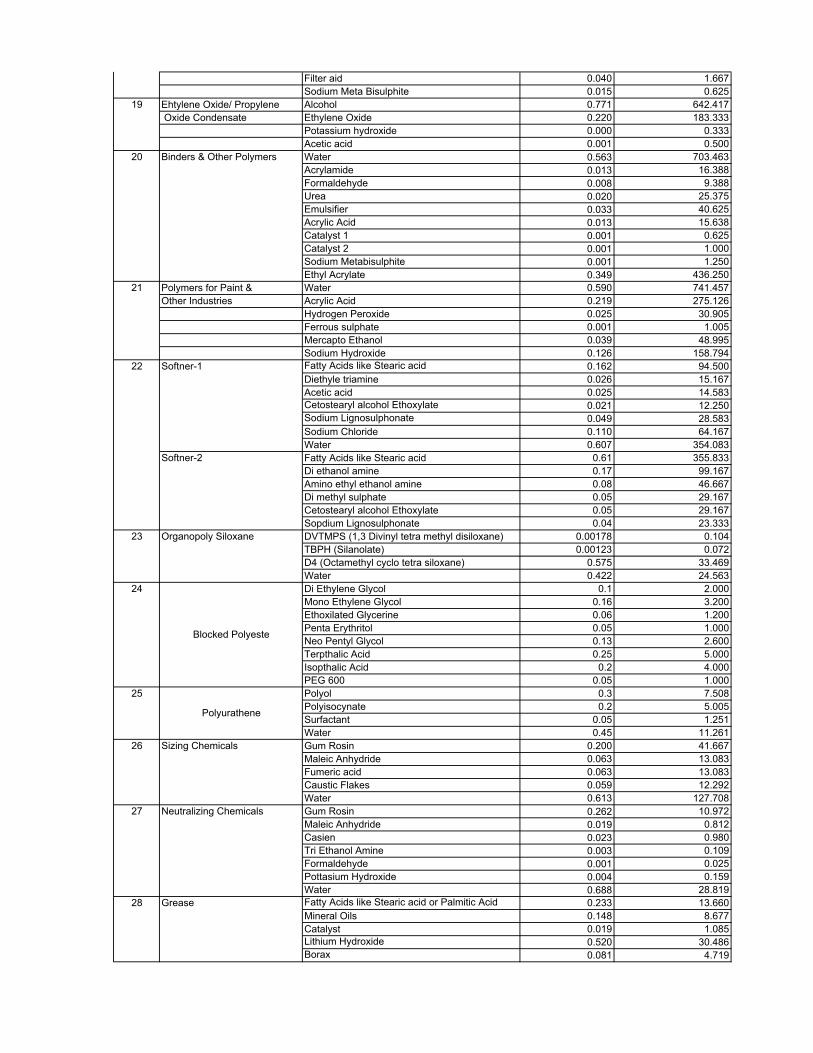
Filter aid 0.040 1.667Sodium Meta Bisulphite 0.015 0.625
Ehtylene Oxide/ Propylene Alcohol 0.771 642.417 Oxide Condensate Ethylene Oxide 0.220 183.333
Potassium hydroxide 0.000 0.333Acetic acid 0.001 0.500Water 0.563 703.463Acrylamide 0.013 16.388Formaldehyde 0.008 9.388Urea 0.020 25.375Emulsifier 0.033 40.625Acrylic Acid 0.013 15.638Catalyst 1 0.001 0.625Catalyst 2 0.001 1.000Sodium Metabisulphite 0.001 1.250Ethyl Acrylate 0.349 436.250
Polymers for Paint & Water 0.590 741.457Other Industries Acrylic Acid 0.219 275.126
Hydrogen Peroxide 0.025 30.905Ferrous sulphate 0.001 1.005Mercapto Ethanol 0.039 48.995Sodium Hydroxide 0.126 158.794Fatty Acids like Stearic acid 0.162 94.500Diethyle triamine 0.026 15.167Acetic acid 0.025 14.583Cetostearyl alcohol Ethoxylate 0.021 12.250Sodium Lignosulphonate 0.049 28.583Sodium Chloride 0.110 64.167Water 0.607 354.083Fatty Acids like Stearic acid 0.61 355.833Di ethanol amine 0.17 99.167Amino ethyl ethanol amine 0.08 46.667Di methyl sulphate 0.05 29.167Cetostearyl alcohol Ethoxylate 0.05 29.167Sopdium Lignosulphonate 0.04 23.333DVTMPS (1,3 Divinyl tetra methyl disiloxane) 0.00178 0.104TBPH (Silanolate) 0.00123 0.072D4 (Octamethyl cyclo tetra siloxane) 0.575 33.469Water 0.422 24.563Di Ethylene Glycol 0.1 2.000Mono Ethylene Glycol 0.16 3.200Ethoxilated Glycerine 0.06 1.200Penta Erythritol 0.05 1.000Neo Pentyl Glycol 0.13 2.600Terpthalic Acid 0.25 5.000Isopthalic Acid 0.2 4.000PEG 600 0.05 1.000Polyol 0.3 7.508Polyisocynate 0.2 5.005Surfactant 0.05 1.251Water 0.45 11.261Gum Rosin 0.200 41.667Maleic Anhydride 0.063 13.083Fumeric acid 0.063 13.083Caustic Flakes 0.059 12.292Water 0.613 127.708Gum Rosin 0.262 10.972Maleic Anhydride 0.019 0.812Casien 0.023 0.980Tri Ethanol Amine 0.003 0.109Formaldehyde 0.001 0.025Pottasium Hydroxide 0.004 0.159Water 0.688 28.819Fatty Acids like Stearic acid or Palmitic Acid 0.233 13.660Mineral Oils 0.148 8.677Catalyst 0.019 1.085Lithium Hydroxide 0.520 30.486Borax 0.081 4.719
28
21
19
20
27
26
24
25
23
22
Grease
Neutralizing Chemicals
Binders & Other Polymers
Sizing Chemicals
Polyurathene
Organopoly Siloxane
Blocked Polyeste
Softner-2
Softner-1
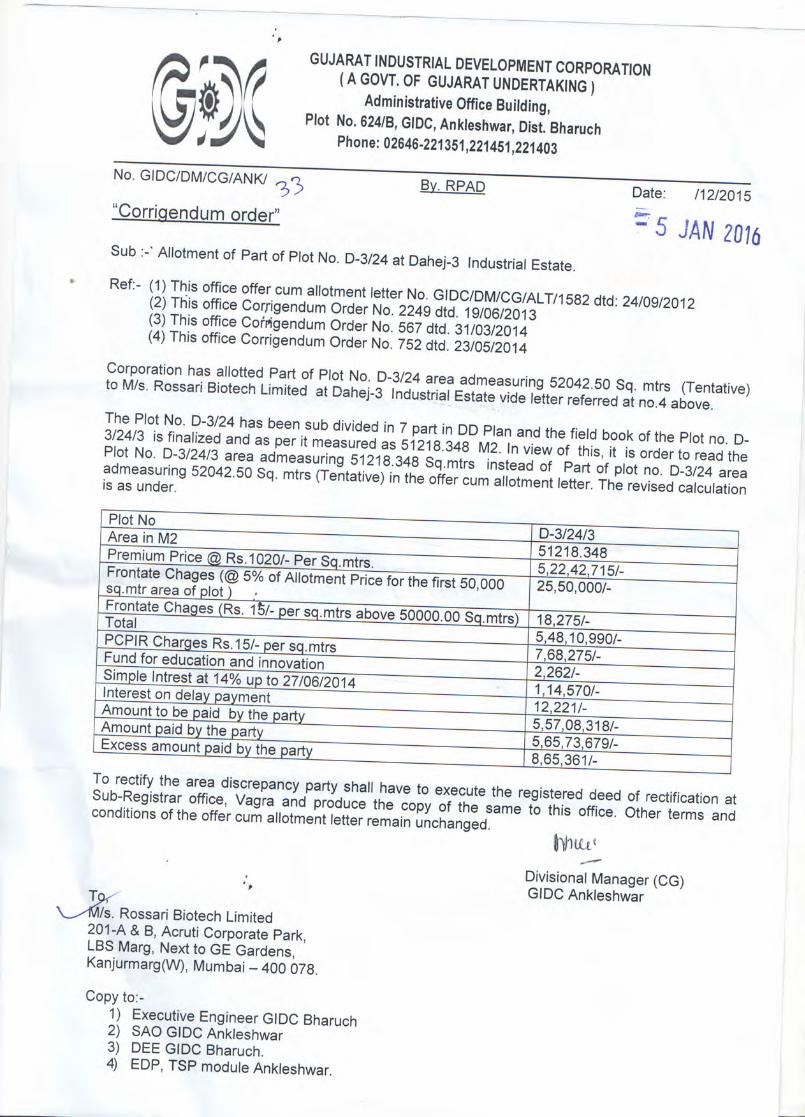
Eia1
Text Box
Annexure- 3 Corrigendum order

Annexure:3-Plot allotment certificate old

Annexure:3-Plot allotment certificate

Annexure:3-Plot allotment certificate

Annexure:3-Plot allotment certificate
Annexure:3-Plot allotment certificate

Annexure- 4 List of Equipments
Sr No Description Capacity /
Specs Requirement
Qty
Machinery Qty
Phase 1 Phase 2
A Plant & Machinery
1 Fermenter 15 KL 2 0 2
2 Seed Vessels 1000 Ltr 2 0 2
3 Lab Seed Fermenter 50L / 100L 1 0 1
4 Media Preparation tank 10000 Ltr 1 0 1
5 Dosing Tanks 3500 Ltr 1 0 1
6 Harvester Tank 15000 Ltr 1 0 1
7 Fitter Press 3 KL/Hour 1 0 1
8 Collection Tank 10000 Ltr 2 0 2
9 Micro Filter 1000 Ltr 1 0 1
10 Sterile Tanks 1000 Ltr 1 0 1
11 Spray Drier 50 litres/min 1 0 1
12 Cold Storage 15000 MT 1 0 1
13 Air Compressor 300 cfm 2 1 1
14 Chiller 200 TR 1 0 1
15 Cooling Tower 300 TR 1 0 1
16 Chilling Tank 1 0 1
17 DG-1 165 KVA 1 1 0
18 DG-2 500 KVA 1 0 1
19 Raw Water Tank 300000 1 1 0
20 Soft Water Plant 5000 1 0 1
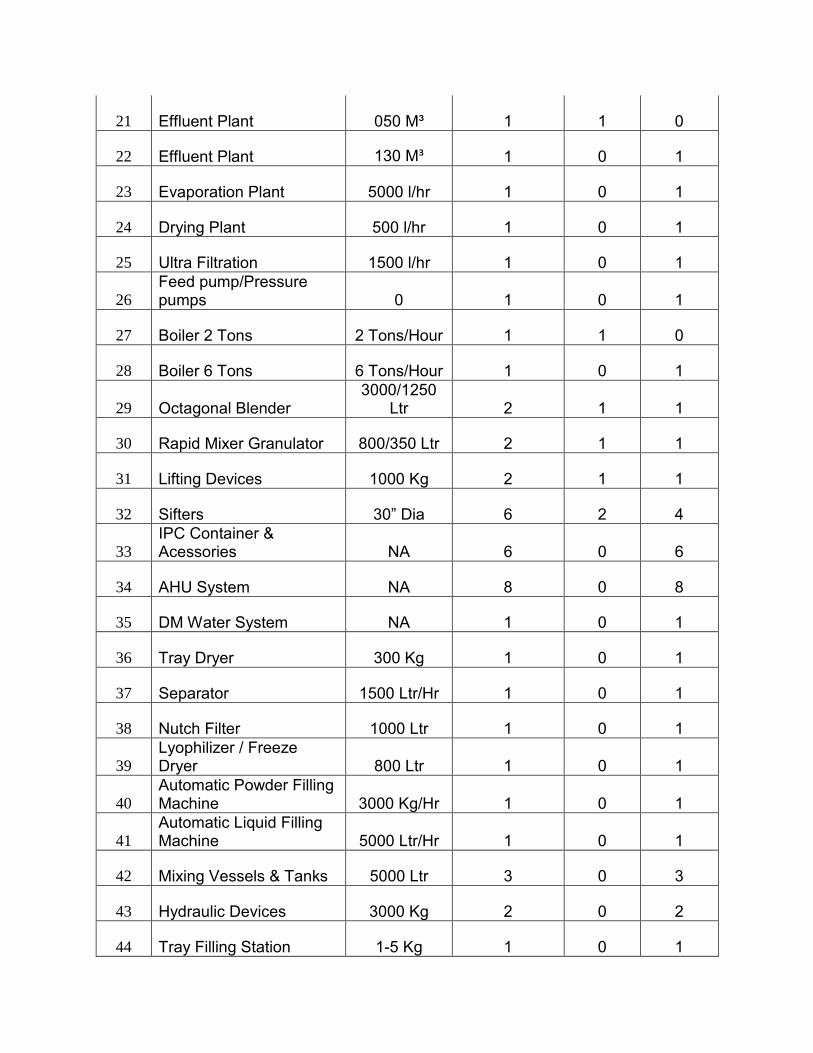
21 Effluent Plant 050 M³ 1 1 0
22 Effluent Plant 130 M³ 1 0 1
23 Evaporation Plant 5000 l/hr 1 0 1
24 Drying Plant 500 l/hr 1 0 1
25 Ultra Filtration 1500 l/hr 1 0 1
26 Feed pump/Pressure pumps 0 1 0 1
27 Boiler 2 Tons 2 Tons/Hour 1 1 0
28 Boiler 6 Tons 6 Tons/Hour 1 0 1
29 Octagonal Blender 3000/1250
Ltr 2 1 1
30 Rapid Mixer Granulator 800/350 Ltr 2 1 1
31 Lifting Devices 1000 Kg 2 1 1
32 Sifters 30” Dia 6 2 4
33 IPC Container & Acessories NA 6 0 6
34 AHU System NA 8 0 8
35 DM Water System NA 1 0 1
36 Tray Dryer 300 Kg 1 0 1
37 Separator 1500 Ltr/Hr 1 0 1
38 Nutch Filter 1000 Ltr 1 0 1
39 Lyophilizer / Freeze Dryer 800 Ltr 1 0 1
40 Automatic Powder Filling Machine 3000 Kg/Hr 1 0 1
41 Automatic Liquid Filling Machine 5000 Ltr/Hr 1 0 1
42 Mixing Vessels & Tanks 5000 Ltr 3 0 3
43 Hydraulic Devices 3000 Kg 2 0 2
44 Tray Filling Station 1-5 Kg 1 0 1
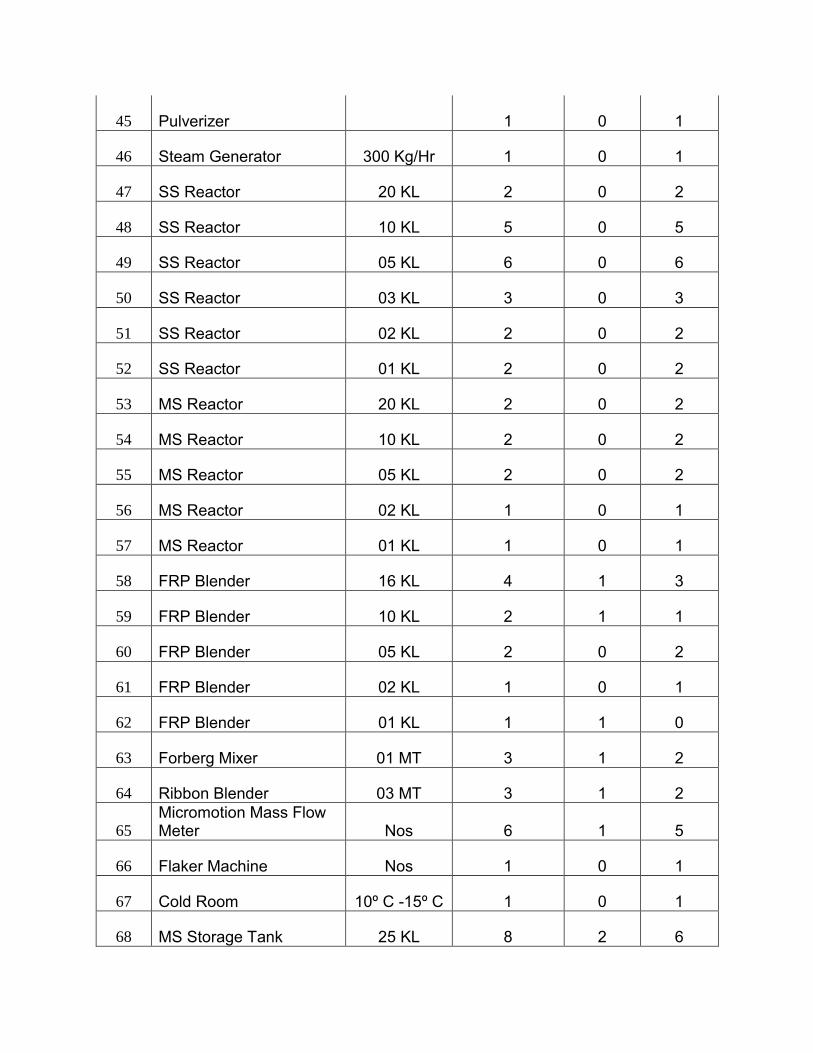
45 Pulverizer 1 0 1
46 Steam Generator 300 Kg/Hr 1 0 1
47 SS Reactor 20 KL 2 0 2
48 SS Reactor 10 KL 5 0 5
49 SS Reactor 05 KL 6 0 6
50 SS Reactor 03 KL 3 0 3
51 SS Reactor 02 KL 2 0 2
52 SS Reactor 01 KL 2 0 2
53 MS Reactor 20 KL 2 0 2
54 MS Reactor 10 KL 2 0 2
55 MS Reactor 05 KL 2 0 2
56 MS Reactor 02 KL 1 0 1
57 MS Reactor 01 KL 1 0 1
58 FRP Blender 16 KL 4 1 3
59 FRP Blender 10 KL 2 1 1
60 FRP Blender 05 KL 2 0 2
61 FRP Blender 02 KL 1 0 1
62 FRP Blender 01 KL 1 1 0
63 Forberg Mixer 01 MT 3 1 2
64 Ribbon Blender 03 MT 3 1 2
65 Micromotion Mass Flow Meter Nos 6 1 5
66 Flaker Machine Nos 1 0 1
67 Cold Room 10º C -15º C 1 0 1
68 MS Storage Tank 25 KL 8 2 6
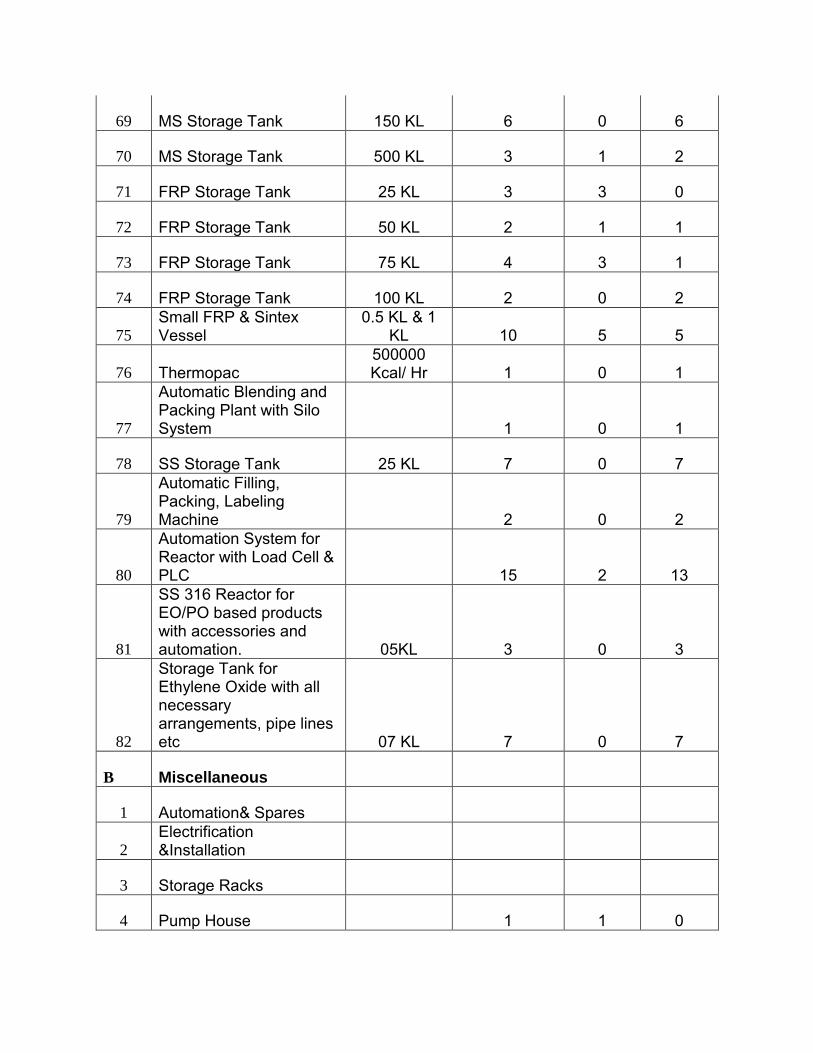
69 MS Storage Tank 150 KL 6 0 6
70 MS Storage Tank 500 KL 3 1 2
71 FRP Storage Tank 25 KL 3 3 0
72 FRP Storage Tank 50 KL 2 1 1
73 FRP Storage Tank 75 KL 4 3 1
74 FRP Storage Tank 100 KL 2 0 2
75 Small FRP & Sintex Vessel
0.5 KL & 1 KL 10 5 5
76 Thermopac 500000 Kcal/ Hr 1 0 1
77
Automatic Blending and Packing Plant with Silo System 1 0 1
78 SS Storage Tank 25 KL 7 0 7
79
Automatic Filling, Packing, Labeling Machine 2 0 2
80
Automation System for Reactor with Load Cell & PLC 15 2 13
81
SS 316 Reactor for EO/PO based products with accessories and automation. 05KL 3 0 3
82
Storage Tank for Ethylene Oxide with all necessary arrangements, pipe lines etc 07 KL 7 0 7
B Miscellaneous
1 Automation& Spares
2 Electrification &Installation
3 Storage Racks
4 Pump House 1 1 0
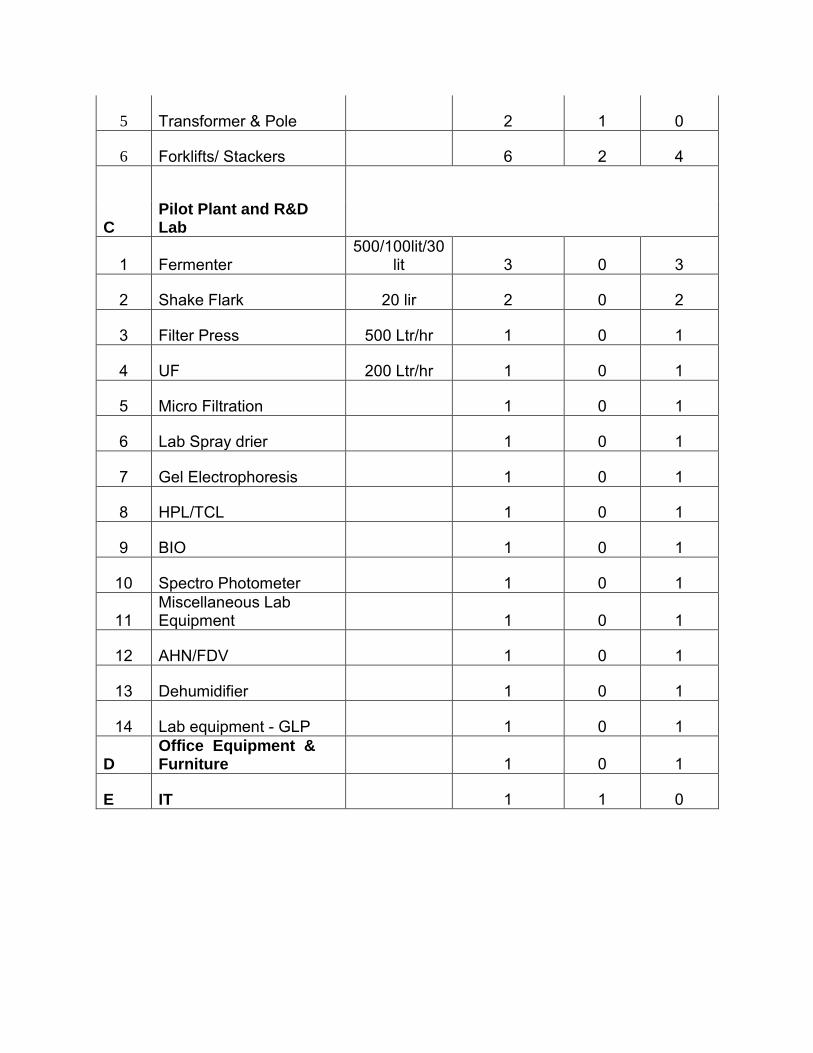
5 Transformer & Pole 2 1 0
6 Forklifts/ Stackers 6 2 4
C Pilot Plant and R&D Lab
1 Fermenter 500/100lit/30
lit 3 0 3
2 Shake Flark 20 lir 2 0 2
3 Filter Press 500 Ltr/hr 1 0 1
4 UF 200 Ltr/hr 1 0 1
5 Micro Filtration 1 0 1
6 Lab Spray drier 1 0 1
7 Gel Electrophoresis 1 0 1
8 HPL/TCL 1 0 1
9 BIO 1 0 1
10 Spectro Photometer 1 0 1
11 Miscellaneous Lab Equipment 1 0 1
12 AHN/FDV 1 0 1
13 Dehumidifier 1 0 1
14 Lab equipment - GLP 1 0 1
D Office Equipment & Furniture 1 0 1
E IT 1 1 0

Annexure-5 Minutes of Meeting

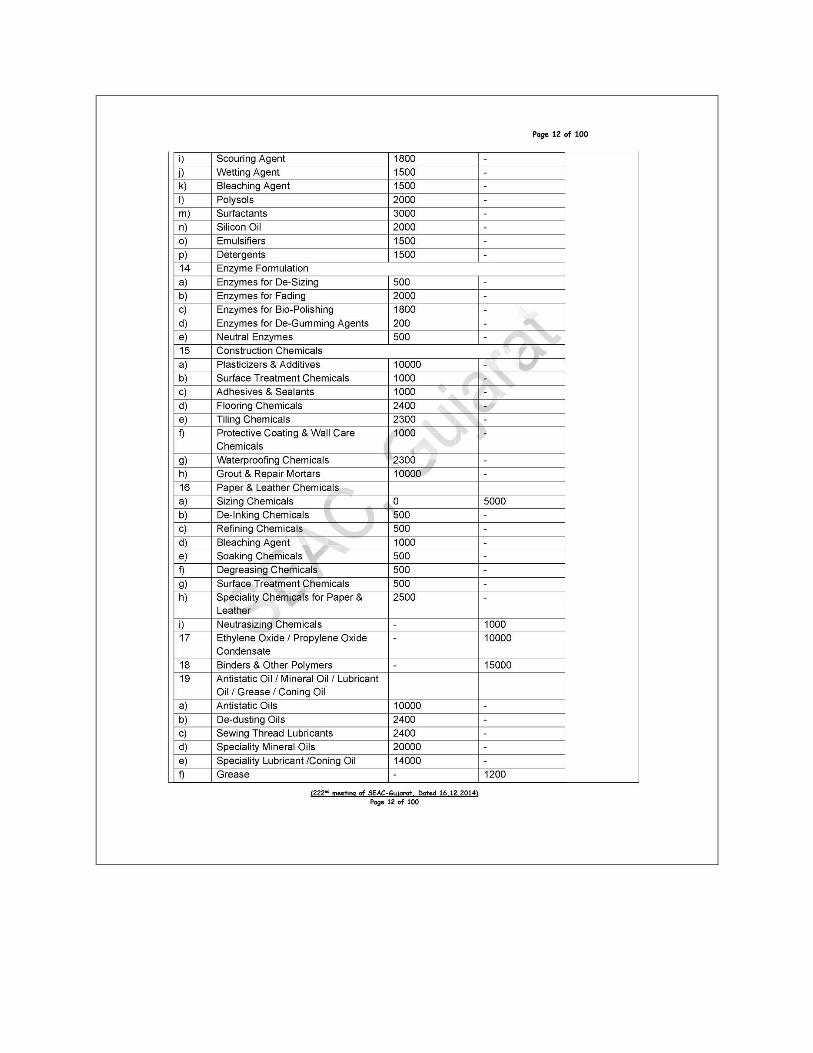
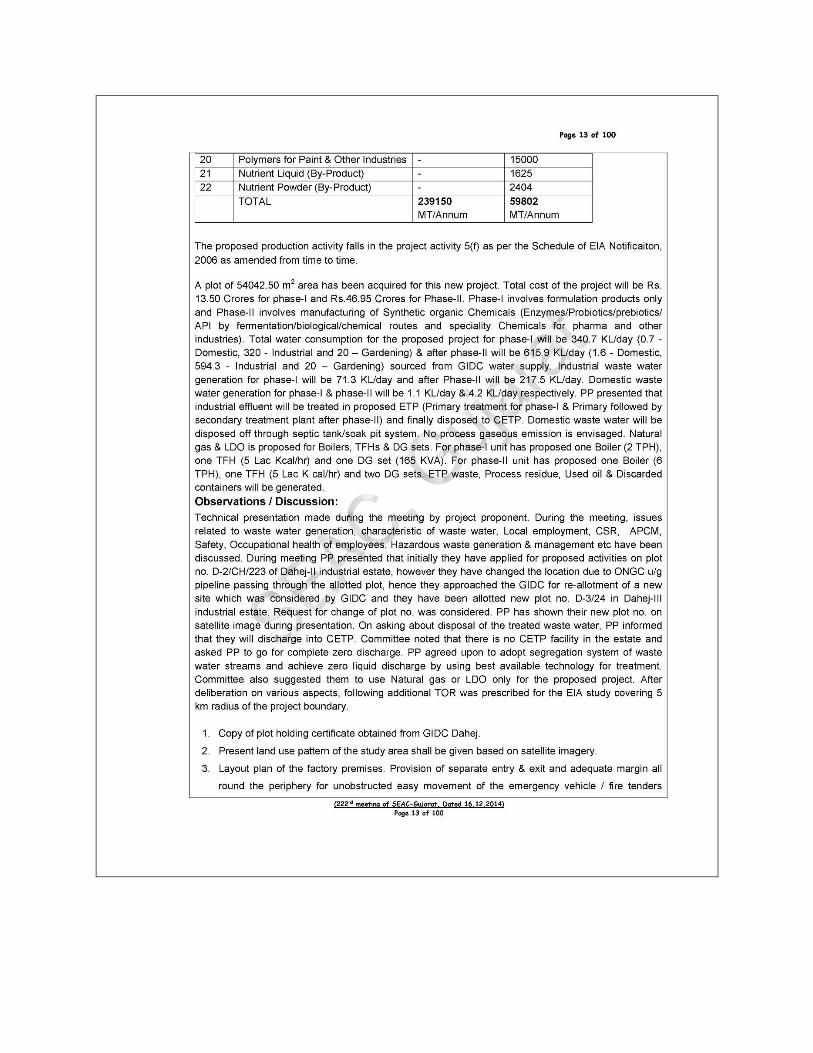


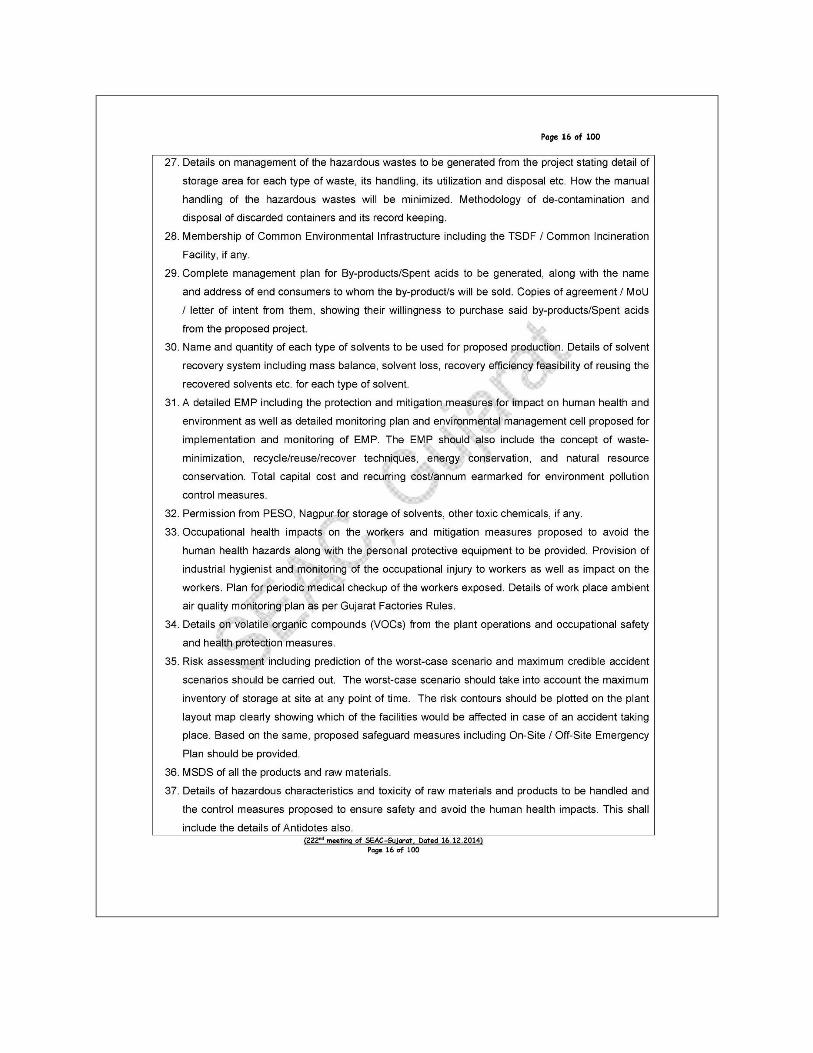


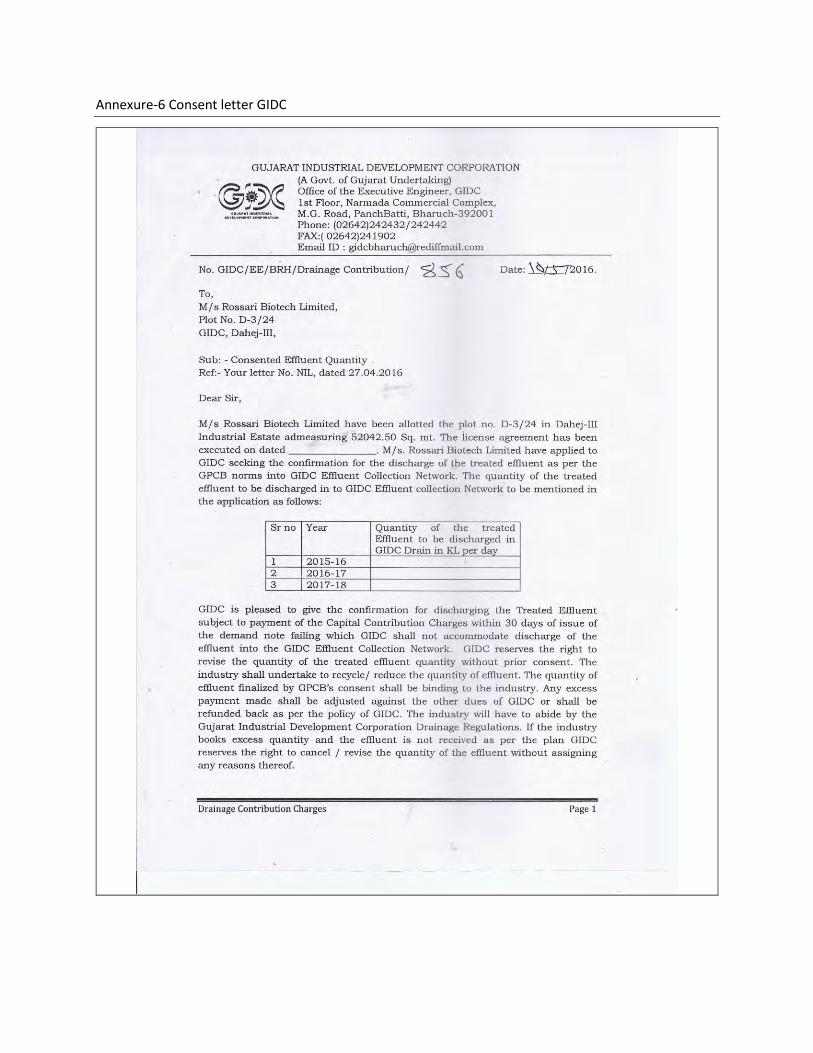
Annexure-6 Consent letter GIDC

Annexure :7 Power of Attorney

Annexure :

Annexure :7

Annexure :7

Page | I
FORM 1
(I) Basic Information
S.No. Item Details
1. Name of the project/s Manufacturing of Synthetic Organic Chemicals by
M/s. Rossari Biotech Ltd.
(Amendment in TORs for:
1. Change in Plot no in TORs letter.
2. Change in product list and its quantities.
3. Change in water requirement and water balance
diagram.
4. Discharge of ETP treated effluent into CETP.
5. Extension in validity of TORs.)
2. S. No. in the schedule 5(f) – Synthetic Organic Chemical
3. Proposed capacity /area /
length/tonnage to be
handled/command area/
lease area/number of wells to
be drilled
(Amendment in TORs) Please refer pg no. 3, Table
2.1 of Chapter 2 of pre-feasibility report for proposed
production capacity.
4. New / Expansion /
Modernization
New Project (Amendment in TORs)
5. Existing Capacity/ Area etc. --
6. Category of Project i.e. ‘A’ or
‘B’
Category “B” Project (Amendment in TORs)
7. Does it attract the general
condition? If yes, please
specify.
No
8. Does it attract the specific
condition? If yes, please
specify
No
9. Location
Plot/Survey/Khasra No. D-3/24/3, Dahej-III Industrial Estate
Village Galenda Village
Tehsil Vagara Taluka
District Bharuch District
State Gujarat State
10. Nearest railway station/
airport along with distance in
kms.
Bharuch Railway Station ≈ 35.87 km (SEE)
Surat Airport ≈ 68 km (SSE)
11. Nearest Town, City, District
headquarters along with
distance in kms.
Dahej ~ 9.50 km
Page | II
S.No. Item Details
12. Village Panchayats, Zilla
Parishad, Municipal
Corporation, Local body
(complete postal addresses
with telephone nos. to be
given)
District Panchayat, Bharuch.
Phone No. (02792)222313 :
Fax No. (02792)222378 :
13. Name of the applicant Shri Prasad Prabhakar Gadkari
14. Registered address M/s. Rossari Biotech Ltd.
201-A & B, Ackruti Corporate Park,
LBS Marg, Next to GE Gardens,
Kanjurmarg(W),
Mumbai-400 078. 15. Address for correspondence: M/s. Rossari Biotech Ltd
Plot No10 & 11, Survey No.90/1/10 & 90/1/11/1
Old Surya Global Compound,
Kumbharwadi,Village Naroli
Dadra & Nagar Haveli-396235. Name Shri Prasad Prabhakar Gadkari
Designation (Owner/ Partner/
CEO)
General Manager
Address M/s. Rossari Biotech Ltd
Plot No10 & 11, Survey No.90/1/10 & 90/1/11/1
Old Surya Global Compound,
Kumbharwadi,Village Naroli
Dadra & Nagar Haveli-396235. Pin Code 396235
E-mail [email protected]
Telephone No. +919979874629 / +91- 0260 - 6693000 / 6693004 /
Fax No. +91-0260-2651376
16. Details of Alternative Sites
examined, if any. Location of
these sites should be shown
on a topo sheet.
Silvassa, Nasik and Vadodara were the alternative
sites considered for the project. Dahej is selected due
to the reasons provided in Project pre-feasibility report-
Section 3.2.
17. Interlinked Projects No
18. Whether separate application
of interlinked project has
been submitted?
Not Applicable
19. If yes, date of submission Not applicable
20. If no, reason Not applicable

Page | III
S.No. Item Details
21. Whether the proposal
involves approval/ clearance
under: if yes, details of the
same and their status to be
give.
(a) The Forest
(Conservation) Act,
1980?
(b) The Wildlife (Protection)
Act, 1972?
(c) The CRZ Notification,
1991?
No (Project site lies within the Industrial Estate, Dahej-
III Industrial Estate, Taluka Vagara, Bharuch.)
22. Whether there is any
Government Order/Policy
relevant/ relevant to the site?
The Gujarat Petroleum Chemical & Petrochemical
Special Investment Region declared under Gujarat
Special Investment Region Act, 2009.
23. Forest land involved
(hectares)
No.
24. Whether there is any
litigation pending against the
project and/or land in which
the project is proposed to be
set up?
(a) Name of the court
(b) Case No.
(c) Orders/ direction of the
court, if any and its
relevance with the
proposed project.
No
(II) Activity
1. Construction, operation or decommissioning of the Project involving actions,
which will cause physical changes in the locality (topography, land use, changes in
water bodies, etc.)
S. No. Information/Checklist
confirmation
Yes
/No
Details thereof (with approximate
quantities / rates, wherever
possible) with source of
Information data
1.1 Permanent or temporary change in
land use, land cover or topography
including increase in intensity of
land use (with respect to local land
use plan)
No
Open Land designated for industrial
use is proposed for the project. Please
refer the layout attached as Figure
3.4 of Project Prefeasibility Report at
page no. 16.
1.2 Clearance of existing land,
vegetation and buildings?
No --
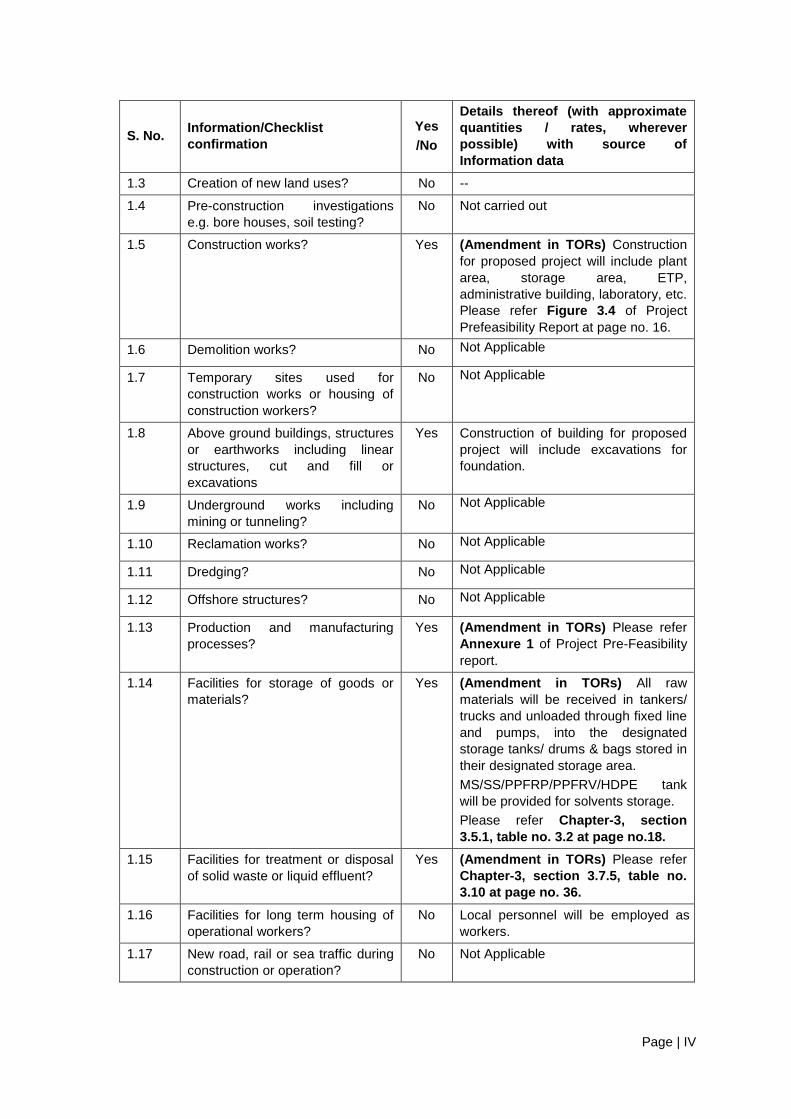
Page | IV
S. No. Information/Checklist
confirmation
Yes
/No
Details thereof (with approximate
quantities / rates, wherever
possible) with source of
Information data
1.3 Creation of new land uses? No --
1.4 Pre-construction investigations
e.g. bore houses, soil testing?
No Not carried out
1.5 Construction works? Yes (Amendment in TORs) Construction
for proposed project will include plant
area, storage area, ETP,
administrative building, laboratory, etc.
Please refer Figure 3.4 of Project
Prefeasibility Report at page no. 16.
1.6 Demolition works? No Not Applicable
1.7 Temporary sites used for
construction works or housing of
construction workers?
No Not Applicable
1.8 Above ground buildings, structures
or earthworks including linear
structures, cut and fill or
excavations
Yes Construction of building for proposed
project will include excavations for
foundation.
1.9 Underground works including
mining or tunneling?
No Not Applicable
1.10 Reclamation works? No Not Applicable
1.11 Dredging? No Not Applicable
1.12 Offshore structures? No Not Applicable
1.13 Production and manufacturing
processes?
Yes (Amendment in TORs) Please refer
Annexure 1 of Project Pre-Feasibility
report.
1.14 Facilities for storage of goods or
materials?
Yes (Amendment in TORs) All raw
materials will be received in tankers/
trucks and unloaded through fixed line
and pumps, into the designated
storage tanks/ drums & bags stored in
their designated storage area.
MS/SS/PPFRP/PPFRV/HDPE tank
will be provided for solvents storage.
Please refer Chapter-3, section
3.5.1, table no. 3.2 at page no.18.
1.15 Facilities for treatment or disposal
of solid waste or liquid effluent?
Yes (Amendment in TORs) Please refer
Chapter-3, section 3.7.5, table no.
3.10 at page no. 36.
1.16 Facilities for long term housing of
operational workers?
No Local personnel will be employed as
workers.
1.17 New road, rail or sea traffic during
construction or operation?
No Not Applicable

Page | V
S. No. Information/Checklist
confirmation
Yes
/No
Details thereof (with approximate
quantities / rates, wherever
possible) with source of
Information data
1.18 New road, rail, air waterborne or
other transport infrastructure
including new or altered routes
and stations, ports, airports, etc.?
No Not Applicable since good road
infrastructure of Industrial Estate is
already available.
1.19 Closure or diversion of existing
transport routes or infrastructure
leading to changes in traffic
movements?
No Not Applicable
1.20 New or diverted transmission lines
or pipelines?
No Not Applicable
1.21 Impoundment, damming,
culverting, realignment or other
changes to the hydrology of
watercourses or aquifers?
No Not Applicable
1.22 Stream crossings? No Not Applicable
1.23 Abstraction or transfers of water
from ground or surface waters?
Yes (Amendment in TORs) GIDC’s piped
water supply shall fulfill site’s water
requirements.
1.24 Changes in water bodies or the
land surface affecting drainage or
run-off?
No GIDC will lay an underground drainage
line for conveyance of treated effluent
to the Common Effluent Treatment
Plant for further treatment & disposal.
1.25 Transport of personnel or
materials for construction,
operation or decommissioning?
No We shall hire personnel from local/
nearby area. The sources of raw
materials and machinery for
operations will vary based on market
driven forces which will be transported
via roads.
1.26 Long-term dismantling or
decommissioning or restoration
works?
No Not Applicable
1.27 Ongoing activity during
decommissioning which could
have an impact on the
environment?
No Not applicable
1.28 Influx of people to an area in either
temporarily or permanently?
No Not applicable
1.29 Introduction of alien species? No Not applicable
1.30 Loss of native species or genetic
diversity?
No Not applicable
1.31 Any other action? No None

Page | VI
2. Use of Natural resources for construction or operation of the Project (such as land,
water, materials or energy, especially any resources which are non-renewable or in
short supply) :
S.No. Information/ Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities / rates, wherever possible)
with source of Information data
2.1 Land especially undeveloped or
agricultural land (ha)
No (Amendment in TORs) Not Applicable,
since the project plot is situated within the
notified GIDC, Dahej-III Industrial Estate,
Taluka Vagara, Bharuch.
2.2 Water (expected source &
competing users) unit : KLD
Yes (Amendment in TORs) About 225 kl/day
for Phase 1 and 398 kl/day after Phase 2
will be the anticipated fresh water
requirement. Water Source shall be piped
water supplied by GIDC, which is
specifically meant for industrial usage for
the occupiers within the notified GIDC.
Hence, there are no competing users.
2.3 Minerals (MT) No Not Applicable
2.4 Construction material – stone,
aggregates, and / soil (expected
source – MT)
Yes Cement, Sand, Gravel, Aggregate for
proposed project construction from local
supplier.
2.5 Forests and timber (source – MT) No Not applicable
2.6 Energy including electricity and
fuels (source, competing users)
Unit : fuel (MT), energy (MW)
Yes (Amendment in TORs) Please refer
Project Pre-Feasibility Report– Section
No. 3.6.3 at page no.: 24.
2.7 Any other natural resources (use
appropriate standard units)
No Not applicable

Page | VII
3. Use storage, transport, handling or production of substances or materials, which could
be harmful to human health or the environment or raise concerns about actual or
perceived risks to human health.
S.No. Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities / rates, wherever
possible) with source of Information
data
3.1 Use of substances or materials,
which are hazardous (as per MSIHC
rules) to human health or the
environment (flora, fauna and water
supplies)
Yes Please refer section 3.5.1 of pre-
feasibility report for details of
hazardous chemicals.
3.2 Changes in occurrence of disease or
affect disease vectors (e.g. insect or
water borne diseases)
No Not applicable
3.3 Affect the welfare of people e.g. by
changing living conditions?
Yes Employment opportunities would be
created due to the project, which shall
improve the welfare and living
conditions of the employed personnel.
3.4 Vulnerable groups of people who
could be affected by the project e.g.
hospital patients, children, the
elderly
No The project is proposed in a notified
industrial estate
3.5 Any other causes No Not applicable

Page | VIII
4. Production of solid waste during construction or operation or decommissioning
(MT/Month)
S.No. Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities / rates, wherever possible)
with source of Information data
4.1 Spoil, overburden or mine wastes No Not applicable
4.2 Municipal waste (domestic and or
commercial wastes)
Yes The commercial waste generated from
administration building would be
disposed through sale to scrap vendors.
4.3 Hazardous wastes (as per
Hazardous Waste Management
Rules)
Yes (Amendment in TORs) Please refer
Project Pre Feasibility Report. Section
3.7.5, Table no. 3.10 page no. – 36.
4.4 Other industrial process wastes Yes Same as above
4.5 Surplus product No Not applicable
4.6 Sewage sludge or other sludge
from effluent treatment
Yes (Amendment in TORs) ETP waste-
Phase-1 15.00 TPM & After Phase-2
43.00 TPM will be sent to the TSDF site.
4.7 Construction or demolition wastes No Not applicable
4.8 Redundant machinery or
equipment
No Not applicable
4.9 Contaminated soils or other
materials.
No Not applicable
4.10 Agricultural wastes No Not applicable
4.11 Other solid wastes Yes (Amendment in TORs) Discarded
containers (Bags/Drums) after proper
decontamination will be sold to the
authorized scrap dealer

Page | IX
5. Release of pollutants or any hazardous, toxic or noxious substances to air (Kg/hr)
S.No. Information/Checklist confirmation Yes/
No
Details thereof (with approximate
quantities / rates, wherever
possible) with source of Information
data
5.1 Emissions from combustion of fossil
fuels from stationary or mobile
sources
Yes (Amendment in TORs) Please refer
Project Pre-Feasibility Report. Section
3.7.4.2, Table no. 3.9, page no. - 34.
5.2 Emissions from production processes Yes (Amendment in TORs) Please refer
Project Pre-Feasibility Report. Section
3.7.4.1, Table no. 3.8, page no. - 34.
5.3 Emissions from materials handling
including storage or transport
Yes (Amendment in TORs) Please refer
Project Pre-Feasibility Report. Section
3.7.4.3, Page No. - 35.
5.4 Emissions from construction activities
including plant and equipment
No Not applicable
5.5 Dust or odours from handling of
materials including construction
materials, sewage and waste
Yes (Amendment in TORs) There is
generation of odour from fermentation
products. Appropriate mitigation
equipments have been considered as
deemed necessary
5.6 Emissions from incineration of waste No Not applicable
5.7 Emissions from burning of waste in
open air (e.g. slash materials,
construction debris)
No Not applicable
5.8 Emissions from any other sources No Not applicable
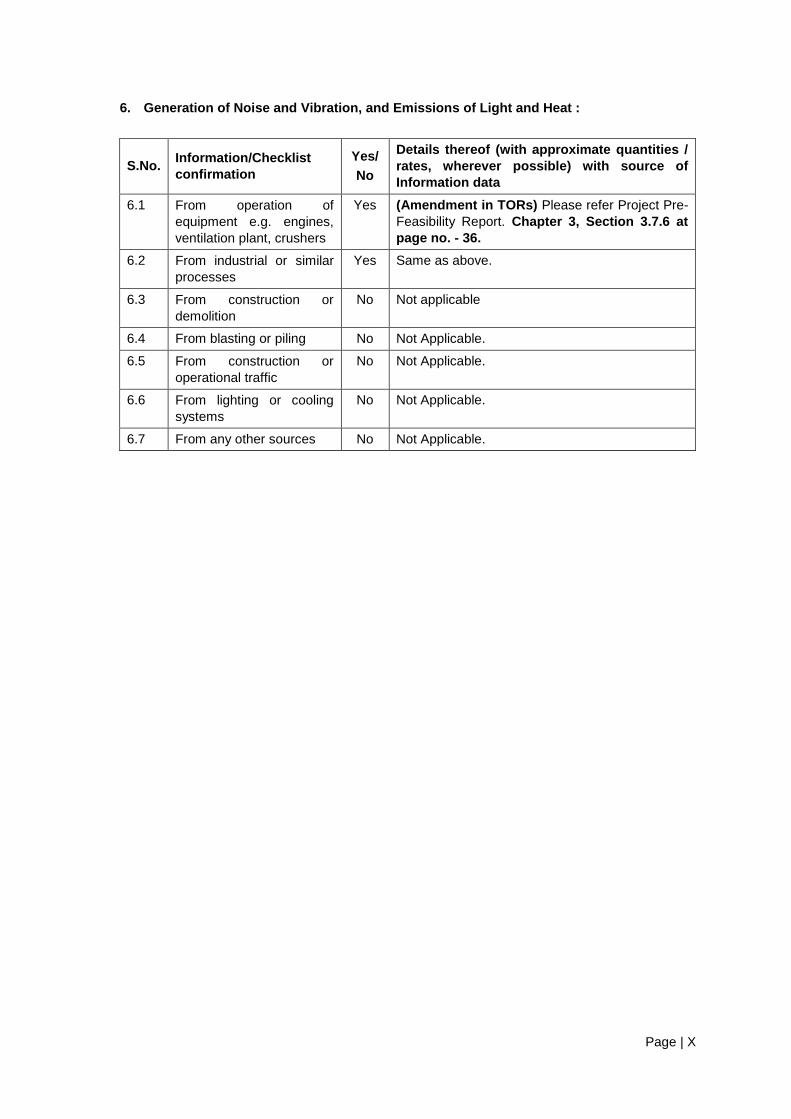
Page | X
6. Generation of Noise and Vibration, and Emissions of Light and Heat :
S.No. Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate quantities /
rates, wherever possible) with source of
Information data
6.1 From operation of
equipment e.g. engines,
ventilation plant, crushers
Yes (Amendment in TORs) Please refer Project Pre-
Feasibility Report. Chapter 3, Section 3.7.6 at
page no. - 36.
6.2 From industrial or similar
processes
Yes Same as above.
6.3 From construction or
demolition
No Not applicable
6.4 From blasting or piling No Not Applicable.
6.5 From construction or
operational traffic
No Not Applicable.
6.6 From lighting or cooling
systems
No Not Applicable.
6.7 From any other sources No Not Applicable.

Page | XI
7. Risks of contamination of land or water from release of pollutants into the ground or
into sewers, surface water, ground water, coastal water or the sea :
S.No. Information/Checklist
confirmation
Yes/N
o
Details thereof (with approximate
quantities / rates, wherever possible)
with source of Information data
7.1 From handling, storage, use or
spillage of hazardous materials
Yes
(Amendment in TORs) However, the
hazardous Materials (i.e. hazardous
chemical and hazardous wastes) would
be handled as per the Guidelines
prescribed by Central Pollution Control
Board (CPCB) and MoEF.
Please refer section 3.5.1, Table no 3.2,
at page nos. 18 of the pre-feasibility
report.
7.2 From discharge of sewage or
other effluent to water or the
land (expected mode and place
of discharge)
Yes (Amendment in TORs) However, the
generated industrial wastewater will be
treated in ETP & treated effluent will be
discharged to CETP through underground
drainage as per GPCB norms. Domestic
waste water will be sent to soak pit/septic
tank. Also Please refer Project Pre-
Feasibility Report. Section 3.7.3, page
no. – 29.
7.3 By deposition of pollutants
emitted to air into the land or into
water
No No risk of contamination of land or water
from release of pollutants since Natural
Gas, a cleaner fuel has been proposed.
7.4 From any other sources No Not Applicable.
7.5 Is there a risk of long term build
up of pollutants in the
environment from these
sources?
No Not anticipated

Page | XII
8. Risk of accidents during construction or operation of the Project, which could affect
human health or the environment
S.
No.
Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities / rates, wherever possible)
with source of Information data
8.1 From explosions, spillages, fire, etc.
from storage, handling, use or
production of hazardous substances
Yes (Amendment in TORs) Precautions
would be taken to alleviate such risks,
as detailed in Project Pre-feasibility
Report. Section – 3.7.7 at Page No. –
37.
8.2 From any other causes No Not Applicable.
8.3 Could the project be affected by
natural disasters causing
environmental damage (e.g. floods,
earthquakes, landslides, cloudburst
etc.)?
Yes However, the project is located in
Seismic zone III, which is a moderate
zone.
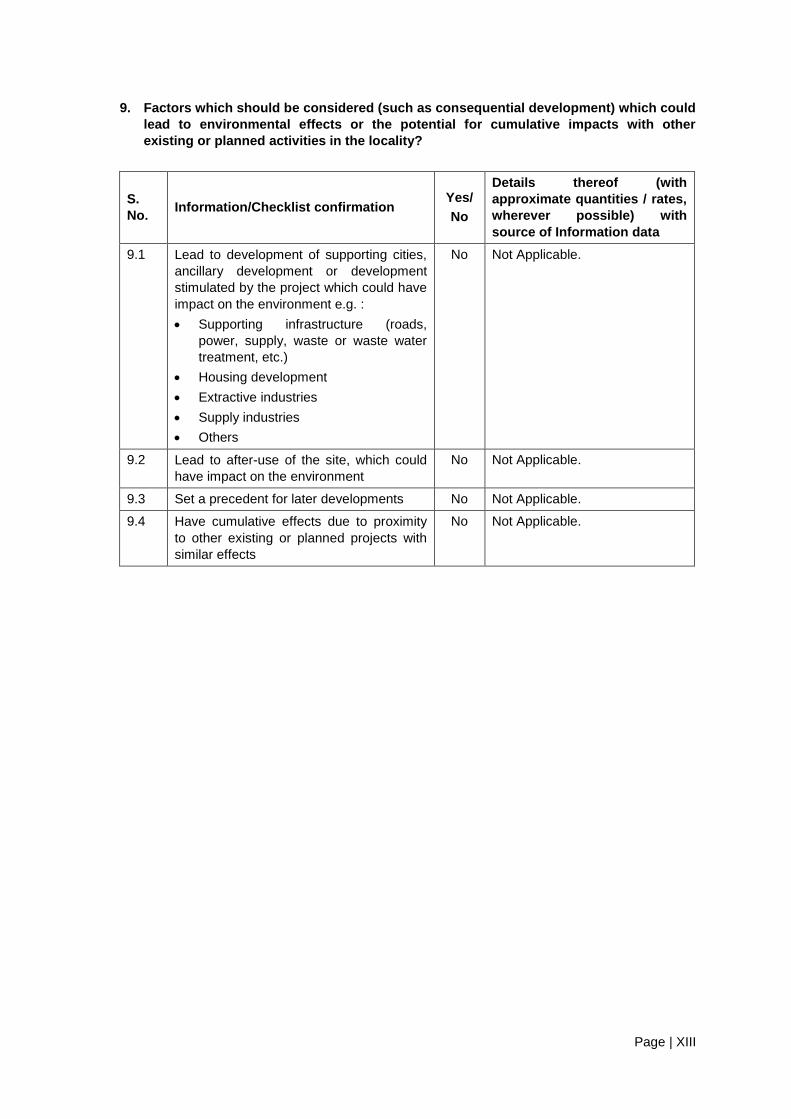
Page | XIII
9. Factors which should be considered (such as consequential development) which could
lead to environmental effects or the potential for cumulative impacts with other
existing or planned activities in the locality?
S.
No. Information/Checklist confirmation
Yes/
No
Details thereof (with
approximate quantities / rates,
wherever possible) with
source of Information data
9.1 Lead to development of supporting cities,
ancillary development or development
stimulated by the project which could have
impact on the environment e.g. :
Supporting infrastructure (roads,
power, supply, waste or waste water
treatment, etc.)
Housing development
Extractive industries
Supply industries
Others
No Not Applicable.
9.2 Lead to after-use of the site, which could
have impact on the environment
No Not Applicable.
9.3 Set a precedent for later developments No Not Applicable.
9.4 Have cumulative effects due to proximity
to other existing or planned projects with
similar effects
No Not Applicable.
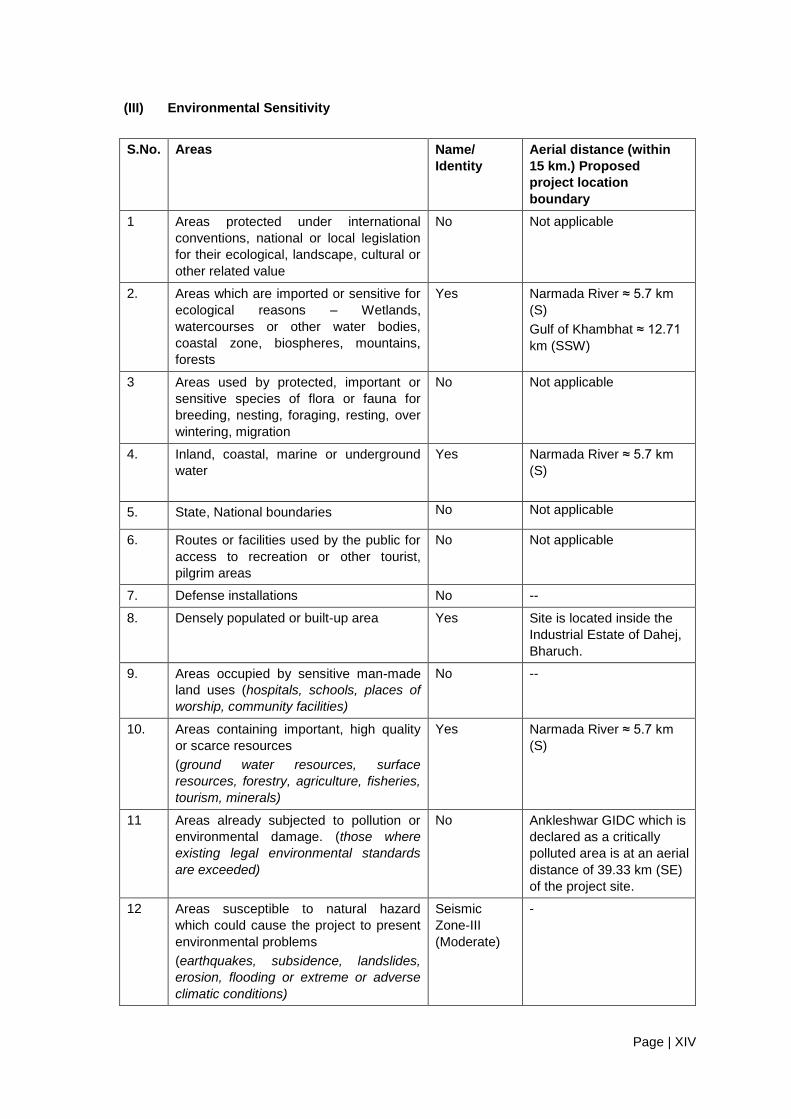
Page | XIV
(III) Environmental Sensitivity
S.No. Areas Name/
Identity
Aerial distance (within
15 km.) Proposed
project location
boundary
1 Areas protected under international
conventions, national or local legislation
for their ecological, landscape, cultural or
other related value
No Not applicable
2. Areas which are imported or sensitive for
ecological reasons – Wetlands,
watercourses or other water bodies,
coastal zone, biospheres, mountains,
forests
Yes Narmada River ≈ 5.7 km
(S)
Gulf of Khambhat ≈ 12.71
km (SSW)
3 Areas used by protected, important or
sensitive species of flora or fauna for
breeding, nesting, foraging, resting, over
wintering, migration
No Not applicable
4. Inland, coastal, marine or underground
water
Yes Narmada River ≈ 5.7 km
(S)
5. State, National boundaries No Not applicable
6. Routes or facilities used by the public for
access to recreation or other tourist,
pilgrim areas
No Not applicable
7. Defense installations No --
8. Densely populated or built-up area Yes Site is located inside the
Industrial Estate of Dahej,
Bharuch.
9. Areas occupied by sensitive man-made
land uses (hospitals, schools, places of
worship, community facilities)
No --
10. Areas containing important, high quality
or scarce resources
(ground water resources, surface
resources, forestry, agriculture, fisheries,
tourism, minerals)
Yes Narmada River ≈ 5.7 km
(S)
11 Areas already subjected to pollution or
environmental damage. (those where
existing legal environmental standards
are exceeded)
No Ankleshwar GIDC which is
declared as a critically
polluted area is at an aerial
distance of 39.33 km (SE)
of the project site.
12 Areas susceptible to natural hazard
which could cause the project to present
environmental problems
(earthquakes, subsidence, landslides,
erosion, flooding or extreme or adverse
climatic conditions)
Seismic
Zone-III
(Moderate)
-





















