
PRODUCTION MANAGEMENT Adaptive process planning
13
PRODUCTION MANAGEMENT Adaptive process planning Berend Denkena • Leif-Erik Lorenzen • Justin Schmidt Received: 23 May 2011 / Accepted: 23 November 2011 / Published online: 2 December 2011 Ó German Academic Society for Production Engineering (WGP) 2011 Abstract The success of companies with job shop pro- duction strongly depends on their production flexibility. This is often significantly influenced by the process planning and production control. Aiming at maximizing production flex- ibility, this paper presents an approach to further integration of process planning and production control by combining and optimizing already existing planning methods. Essen- tially, in a rough planning stage, all process chains which are technological relevant to the manufacturing of a given product are taken into consideration. Applying a dynamic multi-criteria evaluation to all process chains ensures that the most appropriate, situation-specific process chain is chosen for production. This is done based on pre-established pro- duction targets, which facilitates a flexible response to incidents and other unplanned production events. The structure and functionalities of the presented approach are thoroughly explained in this paper and its feasibility is demonstrated with an example. Keywords Process planning Production control Flexibility Analytical hierarchy process 1 Introduction In a closely interconnected global market, which poses increasing demands on the productivity of manufacturing companies, production flexibility is a major success factor [1]. In particular, frequently changing conditions often require the ability to respond rapidly to alterations in the production environment. Such changes include, on the one hand, promptly adapting the production program to the customer needs and, therefore, reallocating the available means of production at short notice [2]. On the other hand, manufacturers also need to compensate for unplanned events in the operational production environment such as machine malfunctions, poor quality or lack of material and resources. These changes disrupt the production and result in delays of lead times and inability to meet delivery deadlines. The ability to respond to these alterations is significantly influenced by preceding planning activities. In particular, flexible responses are only possible when the planning contents can be swiftly adapted to the changed conditions. Thus, at the operational level, the managing function of the production planning and control plays an important role for increasing the production flexibility [3]. When creating product-specific process plans during the process engineering stage, it is necessary to determine the sequence of the production steps not only for the manu- facturing of a given component but also for the allocation of the needed resources. In order to increase production flexibility, it should be possible to dynamically adjust the process planning contents to any occurring unplanned events. However, this additional planning effort should not lead to further production delays. In the manufacturing practice, the process planning usually follows the product design [4]. Using rigid process plans often means that because of changes the originally scheduled resources are no longer available during the production. Deciding on a response to such disturbances in the production process is part of the production control. A survey conducted by the IFW has shown that a subsequent B. Denkena L.-E. Lorenzen J. Schmidt (&) Institute of Production Engineering and Machine Tools (IFW), Leibniz Universita ¨t Hannover, Hannover Center for Production Technology (PZH), An der Universita ¨t 2, 30823 Garbsen, Germany e-mail: [email protected] URL: http://www.ifw.uni-hannover.de 123 Prod. Eng. Res. Devel. (2012) 6:55–67 DOI 10.1007/s11740-011-0353-7
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of PRODUCTION MANAGEMENT Adaptive process planning

PRODUCTION MANAGEMENT
Adaptive process planning
Berend Denkena • Leif-Erik Lorenzen • Justin Schmidt
Received: 23 May 2011 / Accepted: 23 November 2011 / Published online: 2 December 2011
� German Academic Society for Production Engineering (WGP) 2011
Abstract The success of companies with job shop pro-
duction strongly depends on their production flexibility. This
is often significantly influenced by the process planning and
production control. Aiming at maximizing production flex-
ibility, this paper presents an approach to further integration
of process planning and production control by combining
and optimizing already existing planning methods. Essen-
tially, in a rough planning stage, all process chains which are
technological relevant to the manufacturing of a given
product are taken into consideration. Applying a dynamic
multi-criteria evaluation to all process chains ensures that the
most appropriate, situation-specific process chain is chosen
for production. This is done based on pre-established pro-
duction targets, which facilitates a flexible response to
incidents and other unplanned production events. The
structure and functionalities of the presented approach are
thoroughly explained in this paper and its feasibility is
demonstrated with an example.
Keywords Process planning � Production control �Flexibility � Analytical hierarchy process
1 Introduction
In a closely interconnected global market, which poses
increasing demands on the productivity of manufacturing
companies, production flexibility is a major success factor
[1]. In particular, frequently changing conditions often
require the ability to respond rapidly to alterations in the
production environment. Such changes include, on the one
hand, promptly adapting the production program to the
customer needs and, therefore, reallocating the available
means of production at short notice [2]. On the other hand,
manufacturers also need to compensate for unplanned
events in the operational production environment such as
machine malfunctions, poor quality or lack of material and
resources. These changes disrupt the production and result
in delays of lead times and inability to meet delivery
deadlines. The ability to respond to these alterations is
significantly influenced by preceding planning activities. In
particular, flexible responses are only possible when the
planning contents can be swiftly adapted to the changed
conditions. Thus, at the operational level, the managing
function of the production planning and control plays an
important role for increasing the production flexibility [3].
When creating product-specific process plans during the
process engineering stage, it is necessary to determine the
sequence of the production steps not only for the manu-
facturing of a given component but also for the allocation
of the needed resources. In order to increase production
flexibility, it should be possible to dynamically adjust the
process planning contents to any occurring unplanned
events. However, this additional planning effort should not
lead to further production delays.
In the manufacturing practice, the process planning
usually follows the product design [4]. Using rigid process
plans often means that because of changes the originally
scheduled resources are no longer available during the
production. Deciding on a response to such disturbances in
the production process is part of the production control. A
survey conducted by the IFW has shown that a subsequent
B. Denkena � L.-E. Lorenzen � J. Schmidt (&)
Institute of Production Engineering and Machine Tools (IFW),
Leibniz Universitat Hannover, Hannover Center for
Production Technology (PZH), An der Universitat 2,
30823 Garbsen, Germany
e-mail: [email protected]
URL: http://www.ifw.uni-hannover.de
123
Prod. Eng. Res. Devel. (2012) 6:55–67
DOI 10.1007/s11740-011-0353-7

adjustment of the process plans is required in up to 50% of
all production orders [5]. Due to the necessity of designing
new process plans, such adjustments result in delays in the
production and lead to bottlenecks because of belatedly
started production orders. As a consequence, in addition to
longer lead times and postponement of delivery, there are
also the costs for the additional planning effort.
Notably, there is a need to increase the flexibility in
those companies, whose product range includes mainly
customized made-to-order production as well as single and
small-scale production. Small batch production entails a
wide variety of different process plans and components as
well as frequently changing products and a variety of set-
up procedures. Thus, a typical form of organization of such
production is based on the job shop organization. Job shop
production is characterized by the fact that jobs with the
same or similar tasks or activities are combined in close
proximity to each other. The resulting complex flow of
materials, however, facilitates the creation of bottlenecks
and requires a flexible planning and careful scheduling of
order and process sequences. This can be achieved through
adequate integration of process planning and production
control. For this purpose, adaptive planning tools that allow
a feedback of current production information, and thus
more flexibility in the process plans are particularly suit-
able. This paper starts by commenting on some possibilities
for increasing flexibility through the integration of process
planning and production control (Sect. 2).
Then, with regards to the implementation, the adaptive
process planning approach developed at the IFW is pre-
sented (Sect. 3) and its functionality explained (Sect. 4).
Finally, the application of the method is illustrated using an
exemplary part (Sect. 5).
2 Production flexibility via integrated process
planning and production control
As already mentioned above, it has become clear that a
flexible reaction to unplanned events and incidents is one
of the major success factors for manufacturers with job
shop production. Various definitions and discussions of the
concept of ‘‘flexibility’’ exist; comprehensive analyses
thereof can be found in [6–8]. The research findings pre-
sented in this paper are based on the notion of flexibility as
defined by Toni and Tonchia [9]: ‘‘Flexibility can be
viewed as the capacity of a system to change and assume
different positions or states in response to changing
requirements with little penalty in time, effort, cost or
performance’’. When transferred to the area of job shop
production and the methods of process planning thereof,
three different types of flexibility can be derived [10]:
1. Flexibility via alternative operations: Definition of
alternative and technologically appropriate operations
(production processes) for machining a given
component.
2. Flexibility via alternative operation sequences: Defi-
nition of alternative operation sequences for machining
a given component.
3. Flexibility via alternative manufacturing resources:
The definition of varying operation and operation
sequences is mainly determined by the available
manufacturing resources (tools and machine tools). A
high degree of flexibility can be achieved by selecting
redundant resources and by the feasibility of choosing
different manufacturing processes for machining a
component.
In the presented context it has been found out that, based
on the different types of flexibility and an evaluation of
relevant studies, a company can attain an increase in
flexibility primarily via preparatory process planning and
production controlling activities [11, 12]. This knowledge,
combined with the three different kinds of flexibility
mentioned above, provides the guidelines of the proposed
methodology for adaptive process planning.
3 The idea of the adaptive process planning
methodology
The main objective of the adaptive process planning
methodology presented in this paper is to increase the
flexibility of the production processes in companies with
job shop production by means of a novel integrated and
responsive approach to process planning and production
control [13]. The adaptive process planning approach
benefits from the advantages of other, already existing,
planning approaches. It is based on a combination of three
conventional approaches to integrated planning and control
of manufacturing processes: the hierarchical, the nonlinear
and the dynamic (Fig. 1).
According to Kreutzfeldt [14], hierarchical approaches
to process planning and production control can be divided
into two stages (Fig. 1, top). First, during the rough plan-
ning stage, the operations sequence is decided. However,
during this stage, it is only decided which operations are to
be executed: An exact assignment of operations to specific
manufacturing resources is made in the second phase,
during the detailed planning stage. Alternative operation
sequences or operations are not planned. Any production
disturbances (unexpected events, conditions or develop-
ments) that happen before the planned start of production
have no impact on the process plan. However, if such
problems appear during the manufacturing process, the
56 Prod. Eng. Res. Devel. (2012) 6:55–67
123
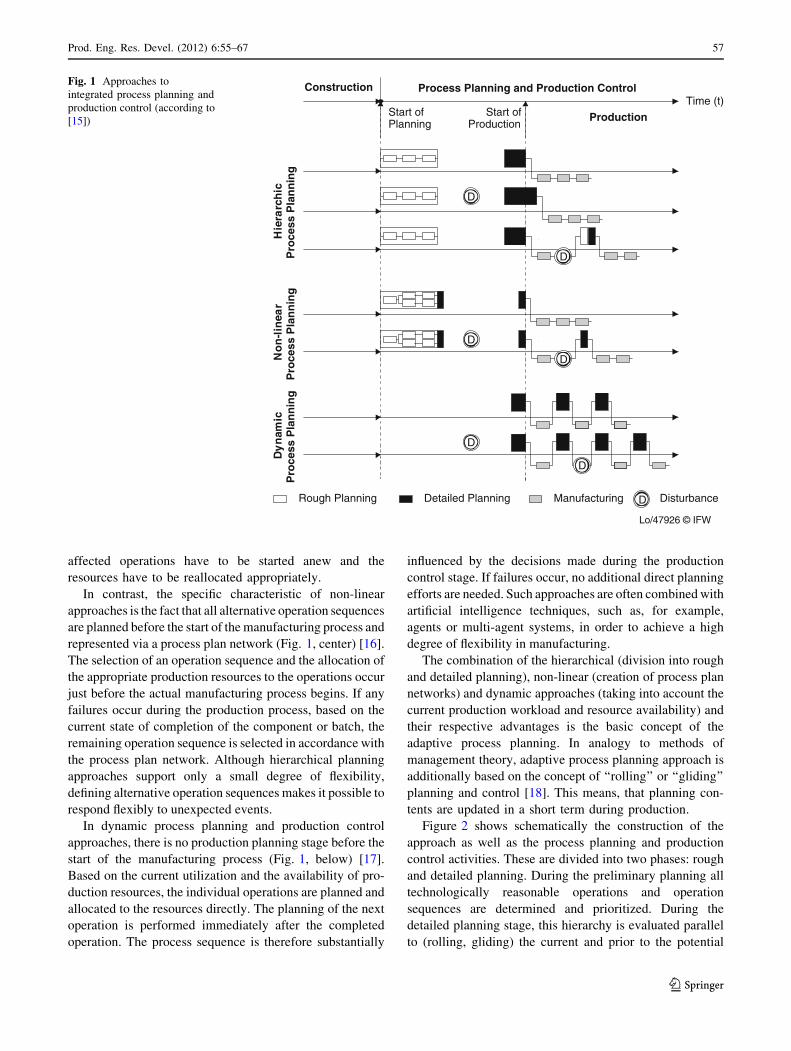
affected operations have to be started anew and the
resources have to be reallocated appropriately.
In contrast, the specific characteristic of non-linear
approaches is the fact that all alternative operation sequences
are planned before the start of the manufacturing process and
represented via a process plan network (Fig. 1, center) [16].
The selection of an operation sequence and the allocation of
the appropriate production resources to the operations occur
just before the actual manufacturing process begins. If any
failures occur during the production process, based on the
current state of completion of the component or batch, the
remaining operation sequence is selected in accordance with
the process plan network. Although hierarchical planning
approaches support only a small degree of flexibility,
defining alternative operation sequences makes it possible to
respond flexibly to unexpected events.
In dynamic process planning and production control
approaches, there is no production planning stage before the
start of the manufacturing process (Fig. 1, below) [17].
Based on the current utilization and the availability of pro-
duction resources, the individual operations are planned and
allocated to the resources directly. The planning of the next
operation is performed immediately after the completed
operation. The process sequence is therefore substantially
influenced by the decisions made during the production
control stage. If failures occur, no additional direct planning
efforts are needed. Such approaches are often combined with
artificial intelligence techniques, such as, for example,
agents or multi-agent systems, in order to achieve a high
degree of flexibility in manufacturing.
The combination of the hierarchical (division into rough
and detailed planning), non-linear (creation of process plan
networks) and dynamic approaches (taking into account the
current production workload and resource availability) and
their respective advantages is the basic concept of the
adaptive process planning. In analogy to methods of
management theory, adaptive process planning approach is
additionally based on the concept of ‘‘rolling’’ or ‘‘gliding’’
planning and control [18]. This means, that planning con-
tents are updated in a short term during production.
Figure 2 shows schematically the construction of the
approach as well as the process planning and production
control activities. These are divided into two phases: rough
and detailed planning. During the preliminary planning all
technologically reasonable operations and operation
sequences are determined and prioritized. During the
detailed planning stage, this hierarchy is evaluated parallel
to (rolling, gliding) the current and prior to the potential
Construction
ProductionTime (t)
Start of Production
Start ofPlanning
Process Planning and Production Control
D
D
D
D
D
D
Hie
rarc
hic
Pro
cess
Pla
nn
ing
No
n-l
inea
rP
roce
ss P
lan
nin
gD
yn
amic
Pro
cess
Pla
nn
ing
D DisturbanceRough Planning Detailed Planning Manufacturing
Lo/47926 © IFW
Fig. 1 Approaches to
integrated process planning and
production control (according to
[15])
Prod. Eng. Res. Devel. (2012) 6:55–67 57
123
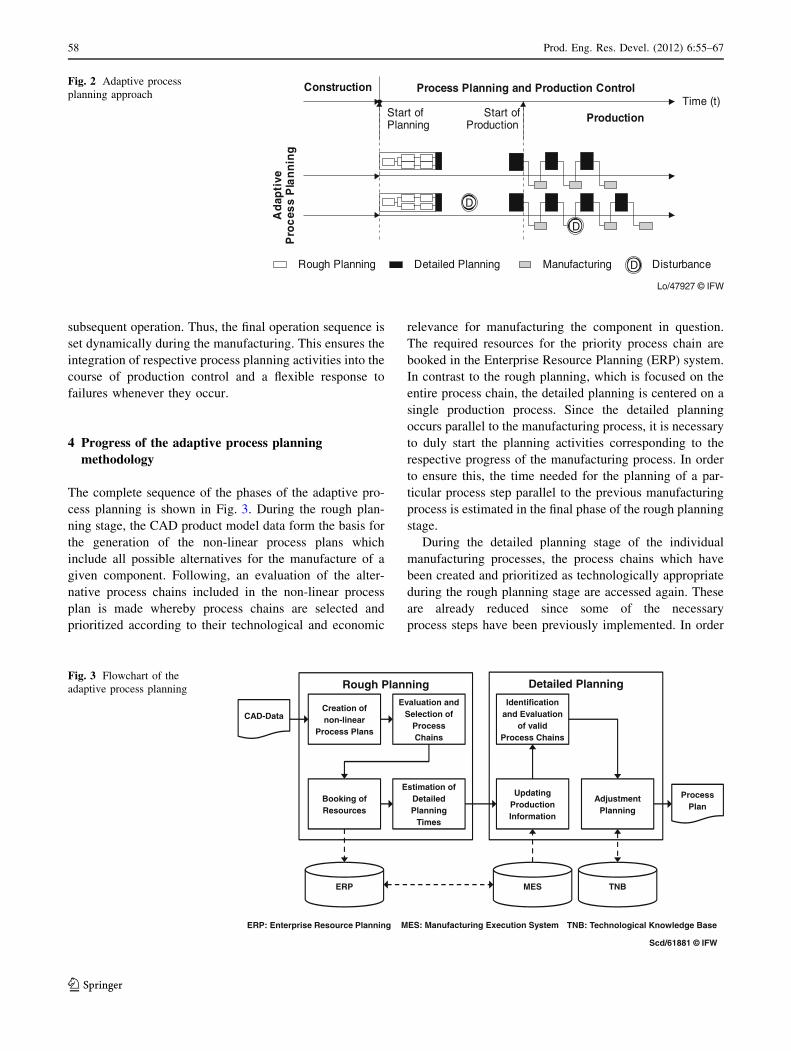
subsequent operation. Thus, the final operation sequence is
set dynamically during the manufacturing. This ensures the
integration of respective process planning activities into the
course of production control and a flexible response to
failures whenever they occur.
4 Progress of the adaptive process planning
methodology
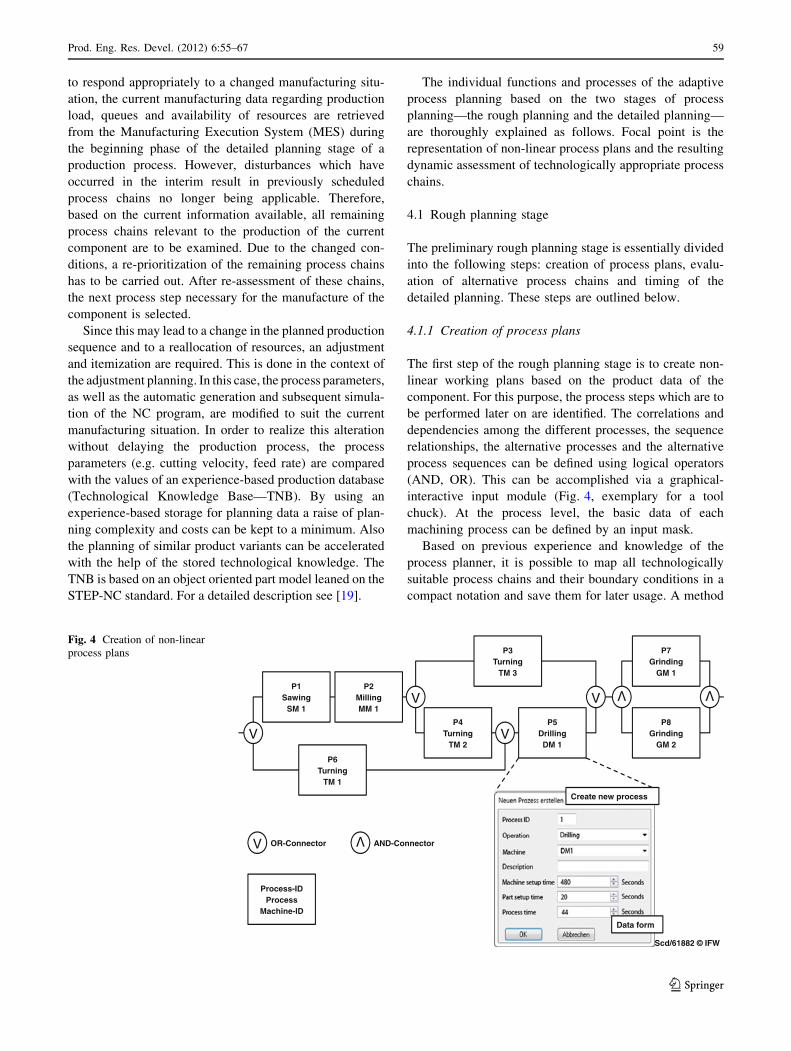
The complete sequence of the phases of the adaptive pro-
cess planning is shown in Fig. 3. During the rough plan-
ning stage, the CAD product model data form the basis for
the generation of the non-linear process plans which
include all possible alternatives for the manufacture of a
given component. Following, an evaluation of the alter-
native process chains included in the non-linear process
plan is made whereby process chains are selected and
prioritized according to their technological and economic
relevance for manufacturing the component in question.
The required resources for the priority process chain are
booked in the Enterprise Resource Planning (ERP) system.
In contrast to the rough planning, which is focused on the
entire process chain, the detailed planning is centered on a
single production process. Since the detailed planning
occurs parallel to the manufacturing process, it is necessary
to duly start the planning activities corresponding to the
respective progress of the manufacturing process. In order
to ensure this, the time needed for the planning of a par-
ticular process step parallel to the previous manufacturing
process is estimated in the final phase of the rough planning
stage.
During the detailed planning stage of the individual
manufacturing processes, the process chains which have
been created and prioritized as technologically appropriate
during the rough planning stage are accessed again. These
are already reduced since some of the necessary
process steps have been previously implemented. In order
Lo/47927 © IFW
Construction
ProductionTime (t)
Start ofProduction
Start ofPlanning
Process Planning and Production Control
D
D
Ad
apti
veP
roc
ess
Pla
nn
ing
D DisturbanceRough Planning Detailed Planning Manufacturing
Fig. 2 Adaptive process
planning approach
Detailed PlanningRough Planning
Creation ofnon-linear
Process Plans
Evaluation andSelection of
ProcessChains
Booking ofResources
Estimation ofDetailedPlanning
Times
UpdatingProductionInformation
Identificationand Evaluation
of valid Process Chains
AdjustmentPlanning
CAD-Data
ProcessPlan
ERP MES TNB
ERP: Enterprise Resource Planning MES: Manufacturing Execution System TNB: Technological Knowledge Base
Scd/61881 © IFW
Fig. 3 Flowchart of the
adaptive process planning
58 Prod. Eng. Res. Devel. (2012) 6:55–67
123
to respond appropriately to a changed manufacturing situ-
ation, the current manufacturing data regarding production
load, queues and availability of resources are retrieved
from the Manufacturing Execution System (MES) during
the beginning phase of the detailed planning stage of a
production process. However, disturbances which have
occurred in the interim result in previously scheduled
process chains no longer being applicable. Therefore,
based on the current information available, all remaining
process chains relevant to the production of the current
component are to be examined. Due to the changed con-
ditions, a re-prioritization of the remaining process chains
has to be carried out. After re-assessment of these chains,
the next process step necessary for the manufacture of the
component is selected.
Since this may lead to a change in the planned production
sequence and to a reallocation of resources, an adjustment
and itemization are required. This is done in the context of
the adjustment planning. In this case, the process parameters,
as well as the automatic generation and subsequent simula-
tion of the NC program, are modified to suit the current
manufacturing situation. In order to realize this alteration
without delaying the production process, the process
parameters (e.g. cutting velocity, feed rate) are compared
with the values of an experience-based production database
(Technological Knowledge Base—TNB). By using an
experience-based storage for planning data a raise of plan-
ning complexity and costs can be kept to a minimum. Also
the planning of similar product variants can be accelerated
with the help of the stored technological knowledge. The
TNB is based on an object oriented part model leaned on the
STEP-NC standard. For a detailed description see [19].
The individual functions and processes of the adaptive
process planning based on the two stages of process
planning—the rough planning and the detailed planning—
are thoroughly explained as follows. Focal point is the
representation of non-linear process plans and the resulting
dynamic assessment of technologically appropriate process
chains.
4.1 Rough planning stage
The preliminary rough planning stage is essentially divided
into the following steps: creation of process plans, evalu-
ation of alternative process chains and timing of the
detailed planning. These steps are outlined below.
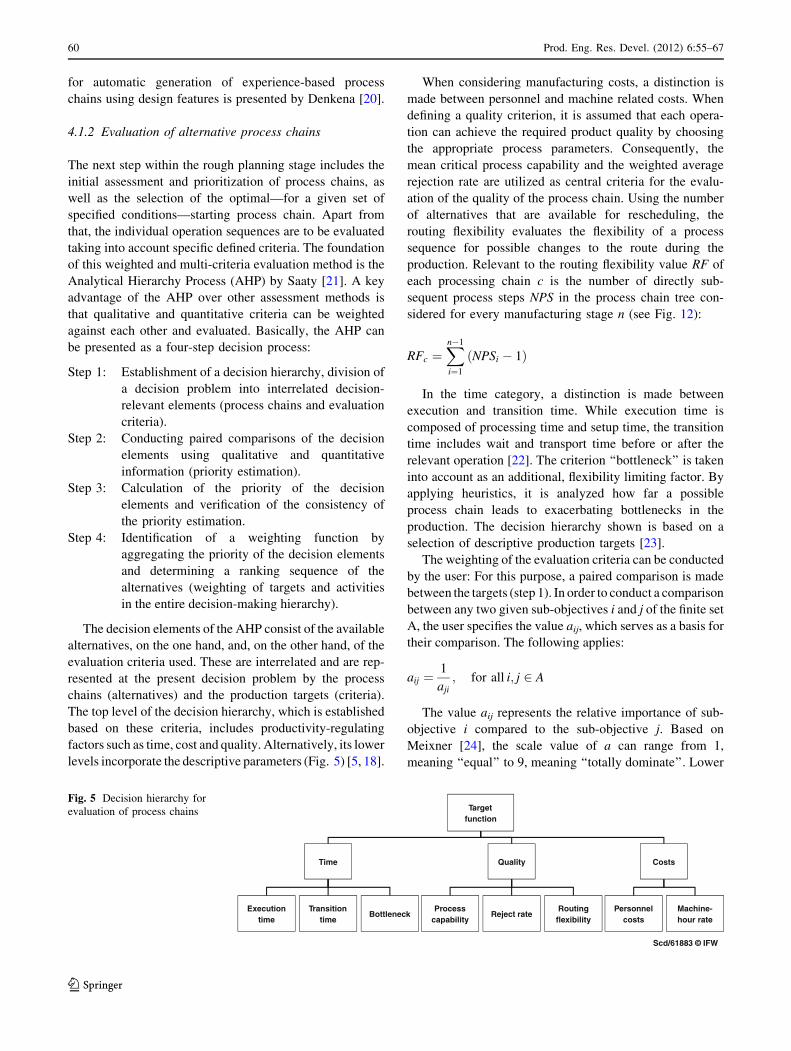
4.1.1 Creation of process plans
The first step of the rough planning stage is to create non-
linear working plans based on the product data of the
component. For this purpose, the process steps which are to
be performed later on are identified. The correlations and
dependencies among the different processes, the sequence
relationships, the alternative processes and the alternative
process sequences can be defined using logical operators
(AND, OR). This can be accomplished via a graphical-
interactive input module (Fig. 4, exemplary for a tool
chuck). At the process level, the basic data of each
machining process can be defined by an input mask.
Based on previous experience and knowledge of the
process planner, it is possible to map all technologically
suitable process chains and their boundary conditions in a
compact notation and save them for later usage. A method
P1Sawing
SM 1
V
VP2MillingMM 1
P3Turning
TM 3
P7Grinding
GM 1
P8Grinding
GM 2
P5DrillingDM 1
P4Turning
TM 2
P6Turning
TM 1
V
V
V
V
Process-IDProcess
Machine-ID
V OR-Connector
V
AND-Connector
Scd/61882 © IFW
Data form
Create new process
Fig. 4 Creation of non-linear
process plans
Prod. Eng. Res. Devel. (2012) 6:55–67 59
123
for automatic generation of experience-based process
chains using design features is presented by Denkena [20].
4.1.2 Evaluation of alternative process chains
The next step within the rough planning stage includes the
initial assessment and prioritization of process chains, as
well as the selection of the optimal—for a given set of
specified conditions—starting process chain. Apart from
that, the individual operation sequences are to be evaluated
taking into account specific defined criteria. The foundation
of this weighted and multi-criteria evaluation method is the
Analytical Hierarchy Process (AHP) by Saaty [21]. A key
advantage of the AHP over other assessment methods is
that qualitative and quantitative criteria can be weighted
against each other and evaluated. Basically, the AHP can
be presented as a four-step decision process:
Step 1: Establishment of a decision hierarchy, division of
a decision problem into interrelated decision-
relevant elements (process chains and evaluation
criteria).
Step 2: Conducting paired comparisons of the decision
elements using qualitative and quantitative
information (priority estimation).
Step 3: Calculation of the priority of the decision
elements and verification of the consistency of
the priority estimation.
Step 4: Identification of a weighting function by
aggregating the priority of the decision elements
and determining a ranking sequence of the
alternatives (weighting of targets and activities
in the entire decision-making hierarchy).
The decision elements of the AHP consist of the available
alternatives, on the one hand, and, on the other hand, of the
evaluation criteria used. These are interrelated and are rep-
resented at the present decision problem by the process
chains (alternatives) and the production targets (criteria).
The top level of the decision hierarchy, which is established
based on these criteria, includes productivity-regulating
factors such as time, cost and quality. Alternatively, its lower
levels incorporate the descriptive parameters (Fig. 5) [5, 18].
When considering manufacturing costs, a distinction is
made between personnel and machine related costs. When
defining a quality criterion, it is assumed that each opera-
tion can achieve the required product quality by choosing
the appropriate process parameters. Consequently, the
mean critical process capability and the weighted average
rejection rate are utilized as central criteria for the evalu-
ation of the quality of the process chain. Using the number
of alternatives that are available for rescheduling, the
routing flexibility evaluates the flexibility of a process
sequence for possible changes to the route during the
production. Relevant to the routing flexibility value RF of
each processing chain c is the number of directly sub-
sequent process steps NPS in the process chain tree con-
sidered for every manufacturing stage n (see Fig. 12):
RFc ¼Xn�1
i¼1
ðNPSi � 1Þ
In the time category, a distinction is made between
execution and transition time. While execution time is
composed of processing time and setup time, the transition
time includes wait and transport time before or after the
relevant operation [22]. The criterion ‘‘bottleneck’’ is taken
into account as an additional, flexibility limiting factor. By
applying heuristics, it is analyzed how far a possible
process chain leads to exacerbating bottlenecks in the
production. The decision hierarchy shown is based on a
selection of descriptive production targets [23].
The weighting of the evaluation criteria can be conducted
by the user: For this purpose, a paired comparison is made
between the targets (step 1). In order to conduct a comparison
between any two given sub-objectives i and j of the finite set
A, the user specifies the value aij, which serves as a basis for
their comparison. The following applies:
aij ¼1
aji; for all i; j 2 A
The value aij represents the relative importance of sub-
objective i compared to the sub-objective j. Based on
Meixner [24], the scale value of a can range from 1,
meaning ‘‘equal’’ to 9, meaning ‘‘totally dominate’’. Lower
Target function
Time Quality Costs
BottleneckRouting
flexibilityExecution
timeTransition
timePersonnel
costsMachine-hour rate
Processcapability
Reject rate
Scd/61883 © IFW
Fig. 5 Decision hierarchy for
evaluation of process chains
60 Prod. Eng. Res. Devel. (2012) 6:55–67
123

significance is weighted analogously using a reciprocal
value, which results in the following scale (Fig. 6).
Subsequently, all aij values are entered into an evalua-
tion matrix. Since the weighting of the criteria is affected
by a certain degree of subjectivity due to company-specific
requirements or human experience and knowledge, a con-
sistency check is made (step 2). Using the evaluation
matrix, a consistency index is calculated, which can be
compared to empirically determined experience-values,
thus serving as a foundation of the consistency check. The
relative weight w of the evaluation criteria is described
using an eigenvector which is calculated by successive
squaring and normalizing the matrix. The overall weight of
a criterion is calculated by multiplying the eigenvector with
the calculated weight of the superordinate criteria level.
In order to determine the relative feature characteristics
k of the available alternatives regarding the given evalua-
tion criterion, a relative weight can be calculated if the
quantitative correlations are accessible. For example, each
process chain can be assigned a unique value for each
emerging personnel cost. In terms of qualitative evaluation
parameters, a weighting of the alternatives to each other
can also allow paired comparison, analogous to the
weighting of the criteria. Combining the feature charac-
teristics kk and the relative criteria weights wi allows
determination of the priority values of each process chain
(for the time criterion: Fig. 7). If this is aggregated along
the decision-making hierarchy, the result is a vector, whose
lines receive the values of the objective function of each
process chain (step 4).
This allows prioritizing the process chains based on the
value of their objective function and select the process
chain with the highest priority as the start process chain. As
the optimum solution, this start process chain functions as a
basis for future resource planning. In addition, a commu-
nication between the process planning and the ERP-system
takes place. For the prototypical implementation, the ERP-
system has been replaced by a relational database which is
limited to the necessary resource management (e.g.
machines, personnel) extent. The schema of the database is
modeled on the data structure of the ERP software SAP
R/3. The ERP database implementation provides the pro-
duction input data for the rough planning such as past
machine utilization shift schedules and material data.
4.1.3 Scheduling the detailed planning
In the area of production planning and control (PPC), a
temporal decoupling of rough and detailed planning is
fairly standard for the industrial practice [25]. At process
level, the scheduling and capacity planning follow after the
rough planning stage. However, after the start of produc-
tion, the technologically oriented, process related detailed
planning has to be coordinated with the detailed planning
concerning the order scheduling and sequencing. In order
to perform these planning tasks parallel to the previous
manufacturing process, it is necessary to estimate the time
needed for the detailed planning stage as early as in the
rough planning stage. Since any extension of the lead time
due to detailed planning during the production phase must
be avoided, the start time of each detailed planning step is
to be scheduled so that it is completed by the time the
associated manufacturing step starts. Thus, the start time of
each detailed planning step is calculated backwards from
the end of production. Therefore, based on the planned
times for each production step and the consideration of
inter-operation time (TIO, total amount of transport times
and queue times between two processes), the start of each
detailed planning step is scheduled backwards (Fig. 8).
For the evaluation of the planned times in the adaptive
process planning, it is important to know the duration of
the planning activity and thus the planning effort. For this
purpose, the content and the activities of the detailed
planning are to be determined. The identification of the
execution times serves as a basis for the determination of
the start and end point of all planning phases and planning
steps. The following figure shows the basic structure of the
developed method which is based on Schneewind [26] and
which is used in the adaptive process planning for the
assessment of planning times. Characteristic of this method
Fig. 6 Weighting scale for evaluation criteria in AHP
Process chain 1
Process chain 2
Process chain n
Execution time
Transition time
Bottleneck
Process Chain 1
Process Chain 2
Process Chain n
Priority value ek forthe time criterion
Characteristicvalue kk
Scd/61885 © IFW
Fig. 7 Calculating the priority value of the time criterion
Prod. Eng. Res. Devel. (2012) 6:55–67 61
123
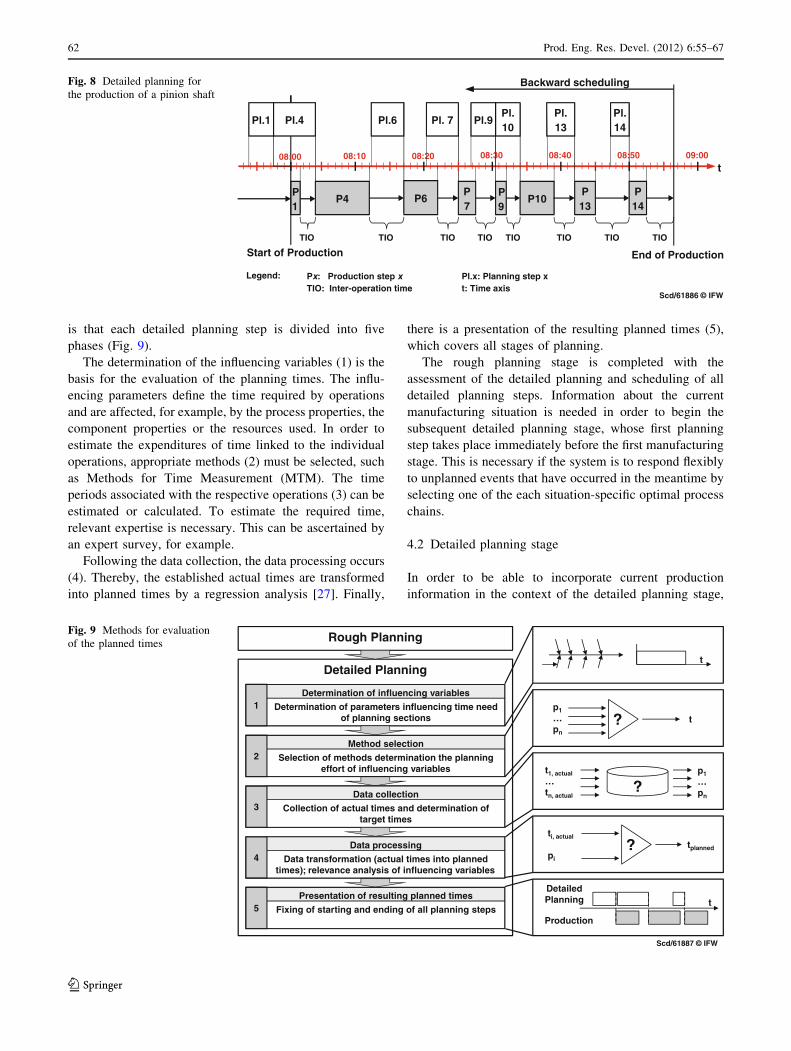
is that each detailed planning step is divided into five
phases (Fig. 9).
The determination of the influencing variables (1) is the
basis for the evaluation of the planning times. The influ-
encing parameters define the time required by operations
and are affected, for example, by the process properties, the
component properties or the resources used. In order to
estimate the expenditures of time linked to the individual
operations, appropriate methods (2) must be selected, such
as Methods for Time Measurement (MTM). The time
periods associated with the respective operations (3) can be
estimated or calculated. To estimate the required time,
relevant expertise is necessary. This can be ascertained by
an expert survey, for example.
Following the data collection, the data processing occurs
(4). Thereby, the established actual times are transformed
into planned times by a regression analysis [27]. Finally,
there is a presentation of the resulting planned times (5),
which covers all stages of planning.
The rough planning stage is completed with the
assessment of the detailed planning and scheduling of all
detailed planning steps. Information about the current
manufacturing situation is needed in order to begin the
subsequent detailed planning stage, whose first planning
step takes place immediately before the first manufacturing
stage. This is necessary if the system is to respond flexibly
to unplanned events that have occurred in the meantime by
selecting one of the each situation-specific optimal process
chains.
4.2 Detailed planning stage
In order to be able to incorporate current production
information in the context of the detailed planning stage,
t
Start of Production End of Production
Pl. 7 Pl.9Pl.6Pl.4Pl.1
P4 P6P7
09:0008:5008:4008:3008:2008:1008:00
P1
P9
P10P 13
P 14
Pl. 13
Pl. 14
Pl. 10
TIOTIO
Legend: Px: Production step xTIO: Inter-operation time
Pl.x: Planning step xt: Time axis
TIO TIO TIO TIO TIO TIO
Backward scheduling
Scd/61886 © IFW
Fig. 8 Detailed planning for
the production of a pinion shaft
Determination of influencing variables
Determination of parameters influencing time need of planning sections
1
Method selection
Selection of methods determination the planning effort of influencing variables
2
Data collection
Collection of actual times and determination of target times
3
Data processing
Data transformation (actual times into planned times); relevance analysis of influencing variables
4
Presentation of resulting planned times
Fixing of starting and ending of all planning steps5
Detailed Planning
Rough Planning
Scd/61887 © IFW
t
p1… pn
t?
p1… pn
t
Detailed Planning
Production
t1, actual… tn, actual
?
ti, actual
pi
tplanned?
Fig. 9 Methods for evaluation
of the planned times
62 Prod. Eng. Res. Devel. (2012) 6:55–67
123

already available systems which are part of the manufac-
turing environment for PPC are re-accessed. In addition to
the production data acquisition (PDA) and machine data
acquisition (MDA) systems, the MES are becoming par-
ticularly important nowadays [28]. They enable a key-
performance-indicator (KPI) based control and monitoring
of the entire production in real time. The acquisition and
integration of these data in the production process ensures
that detailed planning is based on current information on
the available resources and machine utilization. By com-
paring the present information with the process chain
hierarchy established during the rough planning stage, the
process chains suitable for the manufacturing process are
determined on the basis of the current resource availability.
During the detailed planning stage, all remaining valid
process chains are evaluated parallel to the current manu-
facturing process and prior to the potentially following
process (see Sect. 4.1). This is carried out analogously to
the first assessment made in the preliminary planning stage
using AHP. For a repeated assessment, the statistic average
values of the availabilities and the bottlenecks, used in the
rough planning, are replaced with real-time data from the
MES. The machine utilization which has been altered
contrary to the initial production plan is transferred to the
MES via a data interface and can be thus taken into con-
sideration in the detailed scheduling of the production
orders. As a result, the final operation sequence is set
dynamically during the production. Figure 10 shows the
sequence of such a detailed planning cycle.
Here, the current process chain is replaced by the valid
process chain which shows the highest priority value after
the re-evaluation. Having selected the priority chain, the
adjustment planning of the following process step of the
chosen process chain starts parallel to the manufacturing
process. This approach ensures optimal adjustment of the
process plans to the current production situation. Taking
into account the recent data from the MES makes it pos-
sible to react to problems and bottlenecks on short notice
by switching to alternative processing stations.
This specific adjustment of the process sequence
requires a postponement of the detailed adaptation of
planned manufacturing operations on the currently selected
machine so far back that it is completed just before the
immediate start of the production activity. The adjustment
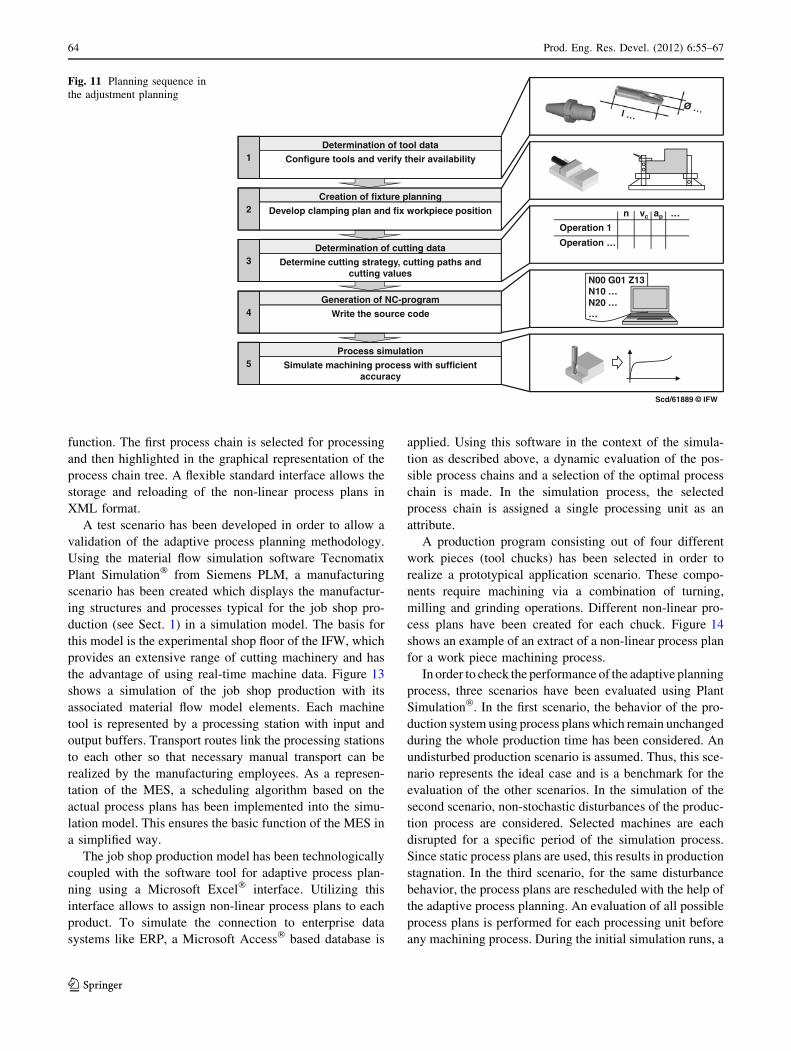
planning consists of five steps (Fig. 11).
During the first step, the process data necessary for the
planning process step are loaded from the TNB (1). These
include the cutting data, the CAM data and the tool data.
Guidelines for these data are the non-linear process plans,
which have been developed during the rough planning
stage. Adjacently, the fixture data (2) and the machine data
(3) selected for that process step are integrated within the
CAM-model. The CAM-model data stored are thus sup-
plemented to provide specific information regarding the
machine kinematics and the performance of the machine.
This allows the creation of the NC program (4). In the last
step, the NC program is validated with the help of the
process simulation (5). By adjusting the process contents
defined during the rough planning stage, it is now possible
to perform the next selected manufacturing process step.
5 Practical potential of the adaptive process planning
A software prototype has been developed in order to test
the method of adaptive planning process and to ensure a
subsequent review of its practicability. This software tool
has been programmed in C# in the development environ-
ment of Microsoft Visual Studio and it includes the fol-
lowing features:
• Definition and graphical representation of non-linear
process plans
• Saving and loading of non-linear process plans
• Representation of all reasonable technological process
chains of nonlinear process plans (process chain tree)
• Weighting of the evaluation criteria of process chains
• Analysis and evaluation of the process chains in
reference to the objective criteria
• Dynamic selection of the optimal process chain
Figure 12 shows the user interface of the software tool
for adaptive process planning. All valid process chains are
listed in the upper area. After manual or automatic start of
the evaluation, the process chains are prioritized with
regard to the respectively assigned value of the weighting
Updating productioninformation
Identification of valid process chains
Evaluation of validprocess chains
CurrentPC = Prio
1?
Set Prio 1 (VPC-List) = current PC
List of VPC
MES
Yes
No
PC: Process Chain Prio: PriorityVPC: Valid process Chains
Adjustment Planning(current PC)
PS x + 1
Scd/61888 © IFW
Sorted Listof VPC
PS x: Current process stepPrio: Priority
Fig. 10 Sequence of a detailed planning cycle
Prod. Eng. Res. Devel. (2012) 6:55–67 63
123
function. The first process chain is selected for processing
and then highlighted in the graphical representation of the
process chain tree. A flexible standard interface allows the
storage and reloading of the non-linear process plans in
XML format.
A test scenario has been developed in order to allow a
validation of the adaptive process planning methodology.
Using the material flow simulation software Tecnomatix
Plant Simulation� from Siemens PLM, a manufacturing
scenario has been created which displays the manufactur-
ing structures and processes typical for the job shop pro-
duction (see Sect. 1) in a simulation model. The basis for
this model is the experimental shop floor of the IFW, which
provides an extensive range of cutting machinery and has
the advantage of using real-time machine data. Figure 13
shows a simulation of the job shop production with its
associated material flow model elements. Each machine
tool is represented by a processing station with input and
output buffers. Transport routes link the processing stations
to each other so that necessary manual transport can be
realized by the manufacturing employees. As a represen-
tation of the MES, a scheduling algorithm based on the
actual process plans has been implemented into the simu-
lation model. This ensures the basic function of the MES in
a simplified way.
The job shop production model has been technologically
coupled with the software tool for adaptive process plan-
ning using a Microsoft Excel� interface. Utilizing this
interface allows to assign non-linear process plans to each
product. To simulate the connection to enterprise data
systems like ERP, a Microsoft Access� based database is
applied. Using this software in the context of the simula-
tion as described above, a dynamic evaluation of the pos-
sible process chains and a selection of the optimal process
chain is made. In the simulation process, the selected
process chain is assigned a single processing unit as an
attribute.
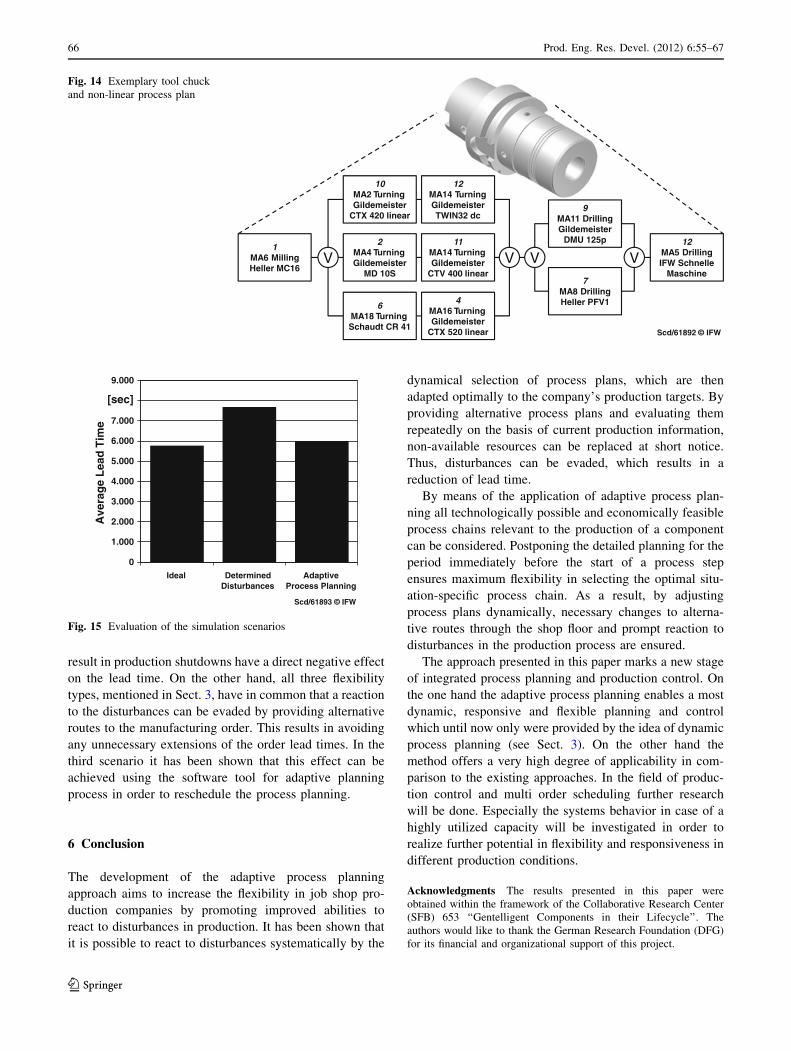
A production program consisting out of four different
work pieces (tool chucks) has been selected in order to
realize a prototypical application scenario. These compo-
nents require machining via a combination of turning,
milling and grinding operations. Different non-linear pro-
cess plans have been created for each chuck. Figure 14
shows an example of an extract of a non-linear process plan
for a work piece machining process.
In order to check the performance of the adaptive planning
process, three scenarios have been evaluated using Plant
Simulation�. In the first scenario, the behavior of the pro-
duction system using process plans which remain unchanged
during the whole production time has been considered. An
undisturbed production scenario is assumed. Thus, this sce-
nario represents the ideal case and is a benchmark for the
evaluation of the other scenarios. In the simulation of the
second scenario, non-stochastic disturbances of the produc-
tion process are considered. Selected machines are each
disrupted for a specific period of the simulation process.
Since static process plans are used, this results in production
stagnation. In the third scenario, for the same disturbance
behavior, the process plans are rescheduled with the help of
the adaptive process planning. An evaluation of all possible
process plans is performed for each processing unit before
any machining process. During the initial simulation runs, a
Scd/61889 © IFW
Determination of tool data
Configure tools and verify their availability1
Creation of fixture planning
Develop clamping plan and fix workpiece position2
Determination of cutting data
Determine cutting strategy, cutting paths and cutting values
3
Generation of NC-program
Write the source code4
Process simulation
Simulate machining process with sufficient accuracy
5
N00 G01 Z13N10 …N20 ……
Operation 1
Operation …
n vc ap …
Fig. 11 Planning sequence in
the adjustment planning
64 Prod. Eng. Res. Devel. (2012) 6:55–67
123

batch consisting of 30 parts has been processed. In all cases,
the average product cycle time has been measured (see
Fig. 15).
When evaluating the simulation runs, the results of the
three scenarios were compared to each other. In relation to
the lead time, the third scenario shows a significant
reduction of the average lead time of the processing units
by means of the adaptive planning process. Although the
lead time of the undisturbed scenario could not be achieved
due to the needed additional set-up times and the use of
non-optimal processes, the average lead time was
nonetheless shortened by about 22% when compared to
the average lead time of the scenario using static process
plans.
With regard to the above-stated objective of increasing
the flexibility in the production by using the adaptive
process planning methodology, the lead time has emerged
as the key indicator. On the one hand, disturbances that
Selection of theoptimal process
chain
Marking the optimal process chain in theprocess chain tree
Toolbar
Navigation bar
Visualizationbench
Analysis bench
Scd/61890 © IFW
Fig. 12 User interface of the
software prototype
Simulation model withproduction layout
Machine tool
Buffers
Detail: Processing station
Transport route
Machine indicator
Scd/61891 © IFW
Fig. 13 Simulation model of a
job shop production
Prod. Eng. Res. Devel. (2012) 6:55–67 65
123
result in production shutdowns have a direct negative effect
on the lead time. On the other hand, all three flexibility
types, mentioned in Sect. 3, have in common that a reaction
to the disturbances can be evaded by providing alternative
routes to the manufacturing order. This results in avoiding
any unnecessary extensions of the order lead times. In the
third scenario it has been shown that this effect can be
achieved using the software tool for adaptive planning
process in order to reschedule the process planning.
6 Conclusion
The development of the adaptive process planning
approach aims to increase the flexibility in job shop pro-
duction companies by promoting improved abilities to
react to disturbances in production. It has been shown that
it is possible to react to disturbances systematically by the
dynamical selection of process plans, which are then
adapted optimally to the company’s production targets. By
providing alternative process plans and evaluating them
repeatedly on the basis of current production information,
non-available resources can be replaced at short notice.
Thus, disturbances can be evaded, which results in a
reduction of lead time.
By means of the application of adaptive process plan-
ning all technologically possible and economically feasible
process chains relevant to the production of a component
can be considered. Postponing the detailed planning for the
period immediately before the start of a process step
ensures maximum flexibility in selecting the optimal situ-
ation-specific process chain. As a result, by adjusting
process plans dynamically, necessary changes to alterna-
tive routes through the shop floor and prompt reaction to
disturbances in the production process are ensured.
The approach presented in this paper marks a new stage
of integrated process planning and production control. On
the one hand the adaptive process planning enables a most
dynamic, responsive and flexible planning and control
which until now only were provided by the idea of dynamic
process planning (see Sect. 3). On the other hand the
method offers a very high degree of applicability in com-
parison to the existing approaches. In the field of produc-
tion control and multi order scheduling further research
will be done. Especially the systems behavior in case of a
highly utilized capacity will be investigated in order to
realize further potential in flexibility and responsiveness in
different production conditions.
Acknowledgments The results presented in this paper were
obtained within the framework of the Collaborative Research Center
(SFB) 653 ‘‘Gentelligent Components in their Lifecycle’’. The
authors would like to thank the German Research Foundation (DFG)
for its financial and organizational support of this project.
10MA2 TurningGildemeister
CTX 420 linear
V
12MA14 TurningGildemeister TWIN32 dc
2MA4 TurningGildemeister
MD 10S
V11
MA14 TurningGildemeister
CTV 400 linear
6MA18 TurningSchaudt CR 41
4MA16 TurningGildemeister
CTX 520 linear
9MA11 DrillingGildemeister
DMU 125p
7MA8 DrillingHeller PFV1
12MA5 DrillingIFW Schnelle
Maschine
V1
MA6 MillingHeller MC16
V
Scd/61892 © IFW
Fig. 14 Exemplary tool chuck
and non-linear process plan
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
9.000
Ideal DeterminedDisturbances
AdaptiveProcess Planning
Ave
rag
e L
ead
Tim
e
[sec]
Scd/61893 © IFW
Fig. 15 Evaluation of the simulation scenarios
66 Prod. Eng. Res. Devel. (2012) 6:55–67
123

References
1. Beach R, Muhlemann AP, Price DHR, Paterson A, Sharp JA
(2000) A review of manufacturing flexibility. Eur J Oper Res
122:41–57
2. Nyhuis P, Munzberg B, Kennemann M (2009) Configuration and
regulation of PPC. Prod Eng Res Dev (WGP) 3:287–294
3. Zaeh MF, Reinhart G, Ostgathe M, Geiger F, Lau C (2010) A
holistic approach for the cognitive control of production systems.
Adv Eng Inform 24:300–307
4. Milberg J, Muller S (2007) Integrated configuration and holistic
evaluation of technology chains within process planning. Prod
Eng Res Dev (WGP) 1(4):401–406
5. Denkena B, Lenz AT, Lorenzen LE (2009) Agile planning for
gentelligent production. In: Proceedings of the 3rd international
conference on changeable, agile, reconfigurable and virtual pro-
duction CARV, Munich, pp 79–88
6. Chryssolouris G (1996) Flexibility and its measurement. CIRP
Ann Manuf Technol 45(2):581–587
7. Buzacott JA, Mandelbaum M (2008) Flexibility in manufacturing
and services: achievements, insights and challenges. Flex Serv
Manuf J 20(1–2):13–58
8. Tolio T (2009) Design of flexible production systems. Springer,
Berlin
9. Toni DE, Tonchia S (1998) Manufacturing flexibility: a literature
review. Int J Prod Res 36(6):1587–1617
10. ElMaraghy HA (2006) Flexible and reconfigurable manufactur-
ing systems paradigms. Int J Flex Manuf Syst 17:261–276
11. Kaluza B, Blecker T (2005) Erfolgsfaktor Flexibilitat. Strategien
und Konzepte fur wandlungsfahige Unternehmen. Band 60, Erich
Schmidt Verlag
12. Wang L, Hao Q, Shen W (2005) Function block based integration
of process planning, scheduling and execution for RMS. In:
Proceedings of the CIRP 3rd international conference on recon-
figurable manufacturing systems
13. Denkena B, Lorenzen LE, Battino A (2006) Increased production
flexibility and efficiency through integration of process planning
and production control. In: Proceedings of the 39th CIRP inter-
national seminar on manufacturing systems, the morphology of
innovative manufacturing systems, Ljubljana, pp 157–161
14. Kreutzfeldt J (1994) Planen mit Bearbeitungsalternativen in der
Teilefertigung. Dissertation, Leibniz Universitat Hannover
15. Denkena B, Battino A (2006) A novel adaptive process planning
framework. In: 2nd I*PROMS virtual international conference
intelligent production machines and systems, July 3rd–14th,
pp 487–492
16. Kim S, Woo J, Park S, Jung B, Cho H (2002) Integrated devel-
opment of nonlinear process planning and simulation-based shop
floor control. In: Proceedings of the winter simulation conference,
San Diego, pp 1465–1468
17. Iwata K, Fukuda Y (1989) A new proposal of dynamic process
planning in machine shop. In: Proceedings of CIRP international
workshop on CAPP, September 21st–22nd, Hannover, pp 73–83
18. Denkena B, Tracht K, Battino A (2007) Dynamic analysis of
process chains as an enabler for the adaptive process planning. In:
2nd International conference on changeable, agile, reconfigurable
and virtual production (CARV 2007), Toronto, pp 677–686
19. Denkena B, Lorenzen LE, Kruger M, Schmidt J (2011) Simula-
tion based detailed planning for agile manufacturing. In: El-
Maraghy HA (ed) Enabling manufacturing competitiveness and
economic sustainability. Proceedings of the 4th international
conference on changeable, agile, reconfigurable and virtual pro-
duction (CARV 2011), Montreal, Canada, October 2nd–5th 2011,
pp 512–517
20. Denkena B, Lorenzen LE, Kroning S (2010) Cognitive process
planning. In: Proceedings of the 43rd CIRP international con-
ference on manufacturing systems ‘‘sustainable production and
logistics in global networks’’, Vienna, pp 683–690
21. Saaty TL, Vargas LG (2001) Models, methods, concepts and
applications of the analytic hierarchy process. Kluwer, Boston
22. Nyhuis P, Wiendahl HP (2002) Logistische Kennlinien, 2nd edn.
Springer, Berlin
23. Liedtke C (2007) Systematik zur Bewertung der Produktions-
leistung. Dissertation, Leibniz Universitat Hannover
24. Meixner O, Haas R (2002) Computergestutzte Entscheidungs-
findung: Expert Choice und AHP—innovative Werkzeuge zur
Losung komplexer Probleme. Redline Wirtschaft/Ueberreuter,
Frankfurt—Vienna
25. Lodding H (2005) Verfahren der Fertigungssteuerung: Grundla-
gen, Beschreibung, Konfiguration. Springer, Berlin
26. Schneewind J (1994) Entwicklung eines systems zur integrierten
Arbeitsplanerstellung und Fertigungsfeinplanung und -steuerung
fur die spanende Fertigung. Dissertation, RWTH Aachen
27. Picker C (2006) Prospektive Zeitbestimmung fur nicht wer-
tschopfende Montagetatigkeiten. Dissertation, Technische Uni-
versitat Dortmund
28. Kletti J (2007) Konzeption und Einfuhrung von MES-Syst-
emen—Zielorientierte Einfuhrungsstrategie mit Wirtschaftlich-
keitsbetrachtungen, Fallbeispielen und Checklisten. Springer,
Berlin
Prod. Eng. Res. Devel. (2012) 6:55–67 67
123




















