ME 2027 PROCESS PLANNING AND COST ESTIMATION 3 0 0 100 ...
176
ME 2027 PROCESS PLANNING AND COST ESTIMATION 3 0 0 100 OBJECTIVE To introduce the process planning concepts To make cost estimation for various products after process planning Unit 1 WORK STUDY AND ERGONOMICS 10 Method study – Definition – Objectives-Motion economy- Principles – Tools and Techniques- Applications – Work measurements- purpose – use – procedure – tools and techniques- Standard time –Ergonomics – principles – applications. Unit 2 PROCESS PLANNING 10 Definition – Objective – Scope – approaches to process planning- Process planning activities – Finished part requirements- operating sequences- machine selection – material selection parameters- Set of documents for process planning- Developing manufacturing logic and knowledge- production time calculation – selection of cost optimal processes. Unit 3 INTRODUCTION TO COST ESTIMATION 7 Objective of cost estimation- costing – cost accounting- classification of cost- Elements of cost. Unit 4 COST ESTIMATION 8 Types of estimates – methods of estimates – data requirements and sources- collection of cost- allowances in estimation. Unit 5 PRODUCTION COST ESTIMATION 10 Estimation of material cost, labour cost and over heads, allocation of overheads – Estimation for different types of jobs. TOTAL : 45 TEXT BOOKS 1. Sinha.B.P., "Mechanical Estimating and Costing", Tata McGraw-Hill, Publishing Co., 1995 REFERENCES 1. Phillip.F Ostwalal and Jairo Munez, "Manufacturing Processes and systems", John Wiley, 9 th Edition, 1998 2. Russell.R.S and Tailor, B.W, "Operations Management", PHI, 4 th Edition, 2003. 3. Chitale.A.V. and Gupta.R.C., "Product Design and Manufacturing", PHI, 2 nd Edition, 2002.
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of ME 2027 PROCESS PLANNING AND COST ESTIMATION 3 0 0 100 ...

ME 2027 PROCESS PLANNING AND COST ESTIMATION 3 0 0 100
OBJECTIVE
To introduce the process planning concepts
To make cost estimation for various products after process planning
Unit 1 WORK STUDY AND ERGONOMICS 10
Method study – Definition – Objectives-Motion economy- Principles – Tools and Techniques-
Applications – Work measurements- purpose – use – procedure – tools and techniques- Standard
time –Ergonomics – principles – applications.
Unit 2 PROCESS PLANNING 10
Definition – Objective – Scope – approaches to process planning- Process planning activities –
Finished part requirements- operating sequences- machine selection – material selection
parameters- Set of documents for process planning- Developing manufacturing logic and
knowledge- production time calculation – selection of cost optimal processes.
Unit 3 INTRODUCTION TO COST ESTIMATION 7
Objective of cost estimation- costing – cost accounting- classification of cost- Elements of cost.
Unit 4 COST ESTIMATION 8
Types of estimates – methods of estimates – data requirements and sources- collection of cost-
allowances in estimation.
Unit 5 PRODUCTION COST ESTIMATION 10
Estimation of material cost, labour cost and over heads, allocation of overheads – Estimation for
different types of jobs.
TOTAL : 45
TEXT BOOKS
1. Sinha.B.P., "Mechanical Estimating and Costing", Tata McGraw-Hill, Publishing Co.,
1995
REFERENCES
1. Phillip.F Ostwalal and Jairo Munez, "Manufacturing Processes and systems", John
Wiley, 9th
Edition, 1998
2. Russell.R.S and Tailor, B.W, "Operations Management", PHI, 4th
Edition, 2003.
3. Chitale.A.V. and Gupta.R.C., "Product Design and Manufacturing", PHI, 2nd
Edition,
2002.

Unit 1 WORK STUDY AND ERGONOMICS
Method study – Definition – Objectives-Motion economy- Principles – Tools and
Techniques-Applications – Work measurements- purpose – use – procedure – tools and
techniques- Standard time –Ergonomics – principles – applications.
Introduction: An industry must be aware of the latest developments in order to survive in today’s
competitive market.
It must continuously strive for improvements in the efficiency of its production and must
consistently aim at producing better quality goods at lower prices than its competitors.
The performance of industries can be improved by adopting the following two
approaches:
By improving the process of manufacture (i.e) by adopting new technology, by
developing better machines and equipment ( New product / technology
development)
By improving the operation of existing facilities, both plant and human resources.
[work study, aims at achieving higher efficiency and effectiveness. (Efficiency –
doing things right) (effectiveness – doing the right things) of existing facilities
through systematic analysis. (with very little or no extra capital expenditure)]
Work study: Work studies defined as a systematic analysis of various aspects of performing a
particular type of work in order to evolve easier and better means of doing that work.
In order to increase the effectiveness with which the work is done.
As a discipline which analysis and evaluates all aspects of a work system in order to
enhance effectiveness and functional efficiency.
Definition of work study as given in British Standard (BS) glossary is “Work study is a generic term for those techniques, particularly method study and work
measurement, which are used in the examination of human work in all its contexts, and which
lead systematically to the investigation of all the factors which affect the efficiency and
economy of the situation being reviewed, in order to affect improvement”
ILO Define ( International Labour Office, Geneva) Work study is the systematic examination of the methods of carrying on activities so as to
improve the effective use of resources and to set up standards of performance of the activities
being carried out.
Work study embraces two different techniques viz. method study and work
measurements
Work studies aim at achieving higher productivity by finding the most efficient use of the
available resources to create a prescribed output
Work study then aims at examining the way an activity is being carried out simplifying or
modifying the method of operation to reduce unnecessary or excess work, or the wasteful use of
resource and setting up a time standard for performing that activity.
The relation between productivity and work study is thus obvious. If work study results in
cutting down the time of performing a certain activity by 20%, merely as a result of rearranging
the sequence or simplifying the method of operation and without additional expenditure, then
productivity will go up by a corresponding value, (i.e) by 20%.
Operational time is made up of
Total time of operation under existing conditions
= Basic work content + Total ineffective time
Work content means, the amount of work “contained” in a given product or a process
measured in “work – hours” or “machine hours”.
A work hour is the labour of one person for one hour
A machine hours is the running of a machine or piece of plant for one hour.
The basic work content is the irreducible minimum time theoretically required to
produce one unit of output.
Excess work content
A. Work content added by poor design or specification of product or its parts, or improper
utilization of materials.
i. Poor design and frequent design changes
ii. Waste of materials
iii. Incorrect quality standards
B. Work content added by inefficient methods of manufacture or operation.
i. Poor layout and utilization of space
ii. Inadequate material handling
iii. Frequent stoppages as production changes from one product to another.
iv. Ineffective method of work
v. Poor planning of inventory
vi. Frequent breakdown of machines and equipments
C. Work content resulting mainly from the contribution of human resources.
i. Absenteeism and lateness
ii. Poor workmanship
iii. Accidents and occupational hazards

Elements / Techniques of work study: The term “work study” embraces several techniques, in particular is method study and work
measurement.
What are the two techniques and what is their relationship to one another?
“Method study is the systematic recording and critical examination of existing
and proposed ways of doing work, as a means of developing and applying easier
and more effective methods and reducing costs”.
“Work measurement is the application of techniques; designed to establish the
time for a qualified worker to carry out a specified job at a defined level of
performance.
The relationship between work study techniques leading to higher productivity
WORK
STUDY
METHOD STUDY
To simplify the job and
develop more economical
methods of doing it
WORK MEASUREMENT
(Time Study) To determine
the standard time for doing an
operation
Higher
Productivity

Objectives of work study: The work study is mainly carried out to fulfill the following objectives:
(a) To carry out an activity in the most economical way.
(b) Standardization of the methods used in the process.
(c) Determination of the time required by a skilled worker to perform the worker at a
normal speed.
(d) Planning of the training programmes for the workers for the new methods.
Purpose of work study: (Benefits / Advantages) i. It is a direct means of raising productivity.
ii. It helps to increase the efficiency of an operative unit with out much capital
expenditure
iii. It helps to eliminate/reduce waste (waste of capital, material, labour, supervisory
effort) and to make better use of resources
iv. It helps for establishing standards of performance on which effective production
planning and control depends
v. It provides a scientific basis for work improvement through work simplification
vi. It provides a better workspace layout and work environment
vii. It provides better quality of product to the consumer at a reasonable cost.
viii. It provides a concept of fair day work to the workers thus they can protect
themselves from the overload
ix. It provides a basis for negotiations between trade union leaders and the
management
Scope of Work study: Scope of Work study is not restricted to manufacturing industries only, it can effectively
be used in service sector (offices, hospitals, banks, etc.,). Also it finds application in marketing
(Sales and distribution), material handling, design, building construction, army, agriculture etc.,

The approach to work study:
METHOD STUDY: This is systematic recording, analysis and critical examination of the existing and
proposed methods of doing work, and the development and application of easier and more
effective methods to reduce the cost.
Method study is also known as method engineering, methods analysis and work
measurement.
Objectives of Method study: i. To improve the process and procedures
ii. To improve the design of plant and equipment
iii. To improve the plant layout
DEFINE
New method and present it
EVALUATE
Results of different alternative solutions
DEVELOP
New method, drawing on contributions of those concerned
EXAMINE
By challenging purpose, place sequence and method
of work
RECORD
By collecting data or by direct observation
INSTALL
New method and train persons in applying it
MAINTAIN
Maintain and establish control
procedures
SELECT
The job to be studied

iv. To improve the use of men, materials and machines
v. To achieve efficient material handling
vi. To improve the flow of production and processes
vii. To achieve economy in human effort and the reduction of unnecessary fatigue
viii. To standardize methods
ix. To improve the safety standards
x. To develop a better physical working conditions
Basic Procedure / Technique for method study: Seven essential stages / steps in the application of method study
1. Select : the work to be studied
2. Record : all the relevant information pertaining to the existing method (if any) in detail
and in the form of charts to obtain a more clear picture about the same
3. Examine : these facts critically in the order of sequence using the questioning techniques.
4. Develop : the most practical, economic and effective method considering all
circumstances
5. Define : the new method (improved method) so that it can always be identified
6. Install : the method as standard practice
7. Maintain : that standard practice by regular routine checks
The above steps are briefly described as under:
1. SELECTION:
For selecting a work for method study, it is necessary that the findings of cost analysis should be
taken into consideration. While making selection of the work, following factors are considered
(a) Economic factors
Cost point of view
The following guidelines may be used for selecting a job for the method study
“Bottle neck” which are holding up other production operations
Operations involving excessive manpower
Back tracking of materials and excessive movement of the materials
Operations involving repetitive work using a great deal of labour and
liable to run for a long time.
Operations producing lot of scrap or defectives
Operation having poor utilization of resources.
(b) Technical factors:
Each method of doing the selected work should be technically correct instead of being
easy
(c) Human factors:
All the concerned person such as workers, supervisors, trade unions, management etc.,
should support the improvements being contemplated. (to view with continuous attention)

The cause of any human relations to the selection should be properly understood and
efforts should be made to eliminate them reasonably.
(d) Assembling the fact:
Before passing on to the next step (i.e) recording, it is necessary that the various factors
should be consolidated by observing, discussing, taking motion picture (if necessary) as well as
by studying the present record of the work.
RECORDING:
For recording or collecting different data’s; different types of visual aids, charts, diagrams are
used to show:
(a) The process or work sequence in which different events occur in a process.
(b)The physical movement of the different operators (their hand or body movements),
equipments or materials for carrying out the operation. This process is very lengthy and required
much labour. The use of experimentation will provide a good solution in situations where it is
not possible to record.
The recording is usually done in the form of :
(i) a concise note
(ii) tabulated data
(iii) chats
(iv) diagrams
(v) drawings
(vi) models
(vii) photographic aids etc
EXAMINE (Examining and Scrutinizing the Facts)
In this steps a series of systematic and progressive questions are subjected to each
activity.
The sequence of questioning involves
(a) the purpose of the activity
(b) the place where it is done
(c) the sequence in which it is carried out
(d) the person who carries out the activity
(e) the means by which it is carried out.
This examining technique is mainly to eliminate, combine, rearrange or simplify the
work.
Following questions which form the basis of successful method study should be asked
systematically:
(Primary questions) (Secondary questions)
Purpose: (a) What is done?
(b) Why it is done?
(c) What else must be done?
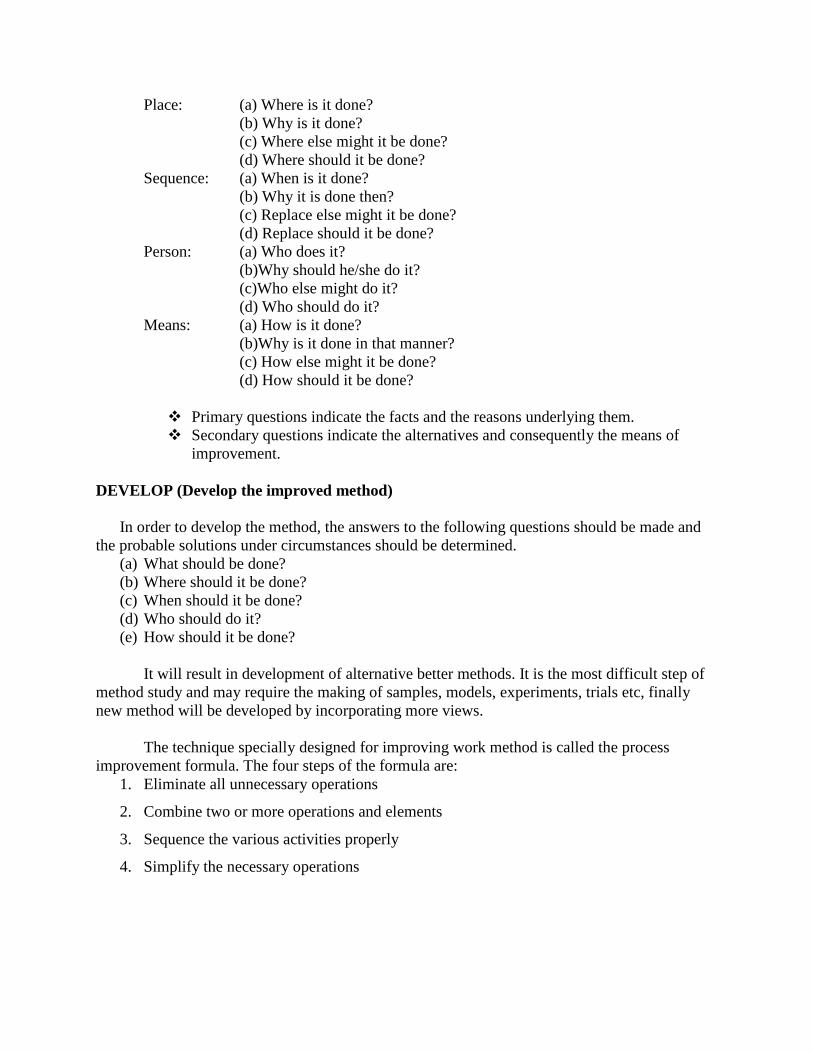
Place: (a) Where is it done?
(b) Why is it done?
(c) Where else might it be done?
(d) Where should it be done?
Sequence: (a) When is it done?
(b) Why it is done then?
(c) Replace else might it be done?
(d) Replace should it be done?
Person: (a) Who does it?
(b)Why should he/she do it?
(c)Who else might do it?
(d) Who should do it?
Means: (a) How is it done?
(b)Why is it done in that manner?
(c) How else might it be done?
(d) How should it be done?
Primary questions indicate the facts and the reasons underlying them.
Secondary questions indicate the alternatives and consequently the means of
improvement.
DEVELOP (Develop the improved method)
In order to develop the method, the answers to the following questions should be made and
the probable solutions under circumstances should be determined.
(a) What should be done?
(b) Where should it be done?
(c) When should it be done?
(d) Who should do it?
(e) How should it be done?
It will result in development of alternative better methods. It is the most difficult step of
method study and may require the making of samples, models, experiments, trials etc, finally
new method will be developed by incorporating more views.
The technique specially designed for improving work method is called the process
improvement formula. The four steps of the formula are:
1. Eliminate all unnecessary operations
2. Combine two or more operations and elements
3. Sequence the various activities properly
4. Simplify the necessary operations

DEFINE (Define the new method)
After having developed the improved method, it is essential that the revised
method be described fully and in a systematic manner. In this step, complete
instruction sheet for the revised / new method should be prepared
The instruction sheet written standard practice, should cover all details of the
proposed method such as the process or procedure, layout, equipment, materials,
quality, instructions, working conditions etc
Instruction sheet used several purposes likes,
Future reference
To communicate the proposed method for its approval
It is an aid to training workers
INSTALL:
Three phases are (i) Planning, (ii) Arranging, and (iii) Implementing
Procedure for install the proposed methods are
Get the proposed method accepted by all the supervisors, workers, and management
Refrain (Motivate) the workers about the new methods and operations to be implemented
Train the supervisors and workers to work according to the new method
Handle carefully the problem of displacement / retrenchment of workers
Minimize the hardship or inconvenience to all concerned
MAINTAIN
After the new method had been installed, it should be followed up and maintained as the
standard technique by periodical check at regular intervals.
Training the workers:
In order to implement as well as maintain the new method, workers should be properly
trained about the new ideas and operations.
TOOLS AND TECHNIQUES
In method study, charts and diagrams are used as tools and techniques.
CHARTS:
A chart may be a diagram, a picture or a graph which gives an overall view of the
situations, say a process

The chart is used to give the entire view of the process, materials and sequence of
operation
It also shows the man-machine utilization, increment of materials and equipment
It helps in visualizing and comprehending the full process with the help of a set of
method study symbols so that necessary improvements may be made
Method study symbols / process chart symbols:
S. No Symbol Activity Description
1.
Operation
Ex: Drilling / Filing /
grinding / facing /
machining etc.,
Indicates the main steps in a process,
method or procedure. Usually the part,
material or product concerned is
modified or changed during the
operation
2.
Inspection
Ex: Measuring
dimensions, hardness,
quantity etc.,
Indicates an inspection for quality and
/ or check for quantity
3.
Transport
Ex: Conveyor,
material handling
with different mode
of transportation
Indicates the movement of workers,
materials or equipment from place to
place
4.
Delay (Temporary
storage)
Ex: power failure,
machine repair,
operator waiting for
supervisor’s
instructions etc.,
Indicates a delay in the sequence of
events, for example, work waiting
between consecutive operations or any
object laid a side temporarily without
record until required
5.
Storage (Permanent
storage)
Ex: tools, finished
goods stored in stock
room etc.,
Indicates a controlled storage in which
material is received into or issued
from a store under some form of
authorization, or an item is retained
for reference purposes
Combined (operation) process
6.
Operation cum
Transportation
Ex: Capping of bottles (operation)
when they are moving on the
conveyor (transportation)
7.
Inspection cum
Ex: A powder milk tin is being
weighed (inspection) as it filled. Both
the events occurs simultaneously and

Operation are controlled automatically
PROCESS CHARTS:
Process chart is a graphical representation of the sequence of events and related
information that occur in the work method or procedures.
Various types of process charts are
1. Outline process chart,
2. Flow process chart, and
3. Two-handed process chart
1. The outline process chart, also known as operation process chart gives a bird’s eye, view,
(i.e) the overall view of the whole process.
Definition:
An outline process chart is a process chart given an overall picture by recording in
sequence only the main operation and inspections.
When do we use it?
The outline process chart is useful
(i) to improve the plant layout
(ii) for specifying the basic manufacturing system
(iii)for determining the sequence of assembly
(iv) to introduce manufacturing system to new technical personnel
2. Flow process charts:
It is a graphical representation of all operations, transportation, inspections, delays and
storages occurring during a process or procedure
This also gives the information regarding distances moved and time required for different
items.
Def: A flow process chart is a process chart setting out the sequence of the flow of a product
or a procedure by recording all events under review using the appropriate process chart
symbols
Three types of flow process charts are

1. Flow process chart: man type, it records what the worker does?
2. Flow process chart: material type it records how material is handled or treated?
3. Flow process chart: equipment type, it records how the equipment is used?
3. Two handed process chart:
Two handed process chart is also known as “left and right hand” process chart. As the
name suggests, activities of a worker’s hand are recorded with respect to each other.
Def: The two handed process chart is a process chart in which the activities of a worker’s
hands (or limbs) are recorded in their relationship to one another.
JOB: Assembling Nut and Bolt
Left hand Symbol
Right hand LH RH
Pick up Bolt
Hold
Hold
Hold
Idle
Pickup Nut
To left hand
Assemble (Screw
up)
Summary:
LH No of times occur RH No of times occur
1
2
3
0
0
1
0
1
Special charts:
Charts using Time scale:
1. Multiple activity chart:
It is the process charts using a time scale. It usually comes in picture when work study
man wants to other on a single chart. Subject may be the worker, machine or equipment.
Definition:
A multiple activity chart is a chart on which the activities of more than one subject (worker,
machine or item of equipment) are each recorded on a common time scale to show their
interrelationship.
Multiple activity chart is useful:
To analyse idle time of the man and machines
To determine number of machines that can be handled by an operator
To determine number of operator required in term work to perform the given job
Types of Multi activity charts are
(i) Man-Machine activity chart
One operator is working on one machine
(ii) Multi man activity chart:
Used a group of workers are working on a machine
(iii) Man- Multi Machine activity chart:
Used when a single operator is working on a number of machines
(iv) Multi man - Machine activity chart:
Used when a group of operators work on a common central machine

Motion Study
Motion study is a technique of analyzing the body motions employed in doing a task in order to
eliminate or reduce ineffective movements and facilitates effective movements. By using motion
study and the principles of motion economy the task is redesigned to be more effective and less
time consuming.
The Gilbreths pioneered the study of manual motions and developed basic laws of motion
economy that are still relevant today. They were also responsible for the development of detailed
motion picture studies, termed as Micro Motion Studies, which are extremely useful for
analyzing highly repetitive manual operations. With the improvement in technology, of course,
video camera has replaced the traditional motion picture film camera.
In a broad sense, motion study encompasses micro motion study and both have the same
objective: job simplification so that it is less fatiguing and less time consuming while motion
study involves a simple visual analysis, micro motion study uses more expensive equipment. The
two types of studies may be compared to viewing a task under a magnifying glass versus viewing
the same under a microscope. The added detail revealed by the microscope may be needed in
exceptional cases when even a minute improvement in motions matters, i.e. on extremely short
repetitive tasks.
Taking the cine films @ 16 to 20 frames per second with motion picture camera, developing the
film and analyzing the film for micro motion study had always been considered a costly affair.
To save on the cost of developing the film and the cost of film itself, a technique was used in
which camera took only 5 to 10 frames per minute. This saved on the time of film analysis too.
In applications where infrequent shots of camera could provide almost same information, the
technique proved fruitful and acquired the name Memo Motion Study.
Traditionally, the data from micro motion studies are recorded on a Simultaneous Motion (simo)
Chart while that from motion studies are recorded on a Right Hand - Left Hand Process Chart.
Therbligs
As result of several motion studies conducted Gilbreths concluded that any work can be done by
using a combination of 17 basic motions, called Therbligs (Gilbreth spelled backward). These
can be classified as effective therbligs and ineffective therbligs. Effective therbligs take the work
progress towards completion. Attempts can be made to shorten them but they cannot be
eliminated. Ineffective therbligs do not advance the progress of work and therefore attempts
should be made to eliminate them by applying the Principles of Motion Economy. Table5 gives
the therbligs along with their symbols and descriptions.
SIMO Chart
It is a graphic representation of the sequence of the therbligs or group of therbligs performed by
body members of operator. It is drawn on a common time scale. In other words, it is a two-hand
process chart drawn in terms of therbligs and with a time scale, see Figure6 making the Simo
Chart. A video film or a motion picture film is shot of the operation. The film is analyzed frame
by frame. For the left hand, the sequence of therbligs (or group of therbligs) with their time
values are recorded on the column corresponding to the left hand. The symbols are added against
the length of column representing the duration of the group of therbligs. The procedure is
repeated for the right and other body members (if any) involved in carrying out the operation.
It is generally not possible to time individual therbligs. A certain number of therbligs may be
grouped into an element large enough to be measured as can be seen in Figure7.
Uses of Simo Chart
From the motion analysis shown about the motions of the two hands (or other body members)
involved in doing an operation, inefficient motion pattern can be identified and any violation of
the principle of motion economy can be easily noticed. The chart, therefore, helps in improving
the method of doing the operation so that balanced two-handed actions with coordinated foot and
eye motions can be achieved and ineffective motion can be either reduced or eliminated. The
result is a smoother, more rhythmic work cycle that keeps both delays and operator fatigue to the
minimum extent.
Cycle graph and Chrono cycle graph
These techniques of analyzing the paths of motion made by an operator were developed by the
Gilbreths. To make a cycle graph, a small electric bulb is attached to the finger, hand, or any
other part of the body whose motion is to be recorded. By using still Photography, the path of
light of bulb (in other words, that of the body member) as it moves through space for one
complete cycle is photographed by keeping the working area relatively less illuminated. More
than one camera may be used in different planes to get more details. The resulting picture (cycle
graph) shows a permanent record of the motion pattern employed in the form of a closed loop of
white continuous line with the working area in the background. A cycle graph does not indicate
the direction or speed of motion.
It can be used for
Improving the motion pattern and
Training purposes in that two cycle graphs may be shown with one indicating a better motion
pattern than the other.
The Chrono cycle graph is similar to the cycle graph, but the power supply to the bulb is
interrupted regularly by using an electric circuit. The bulb is thus made to flash. The procedure
for taking photograph remains the same. The resulting picture (Chrono cycle graph), instead of
showing continuous line of motion pattern, shows short dashes of line spaced in proportion to the
speed of the body member photographed. Wide spacing would represent fast moves while close
spacing would represent slow moves. The jumbling of dots at one point would indicate fumbling
or hesitation of the body member. A chrono cycle graph can thus be used to study the motion

pattern as well as to compute velocity, acceleration and retardation experienced by the body
member at different locations.
The world of sports has used this analysis tool, updated to video, for extensively the purpose of
training in the development of from and skill.
Work Measurement
Work measurement refer to the estimation of standard time, that is the time allowed for
completing one piece of job using the given method. This is the time taken by an average
experienced worker for the job with provisions for delays beyond the workers control.
There are several techniques used for estimation of standard time in industry. These include time
study, work sampling, standard data, and predetermined time systems.
Application:
Standard times for different operations in industry are useful for several applications like
Estimating material machinery and equipment requirements.
Estimating the production cost per unit as an input to
o Preparation of budgets
o Determination of selling price
o Make or buy decision
Estimating manpower requirements.
Estimating delivery schedules and planning the work
Balancing the work of operators working in a group.
Estimating performance of workers and use as basis for incentive payment to those direct
and in director labor who show greater productivity.
Time Study is the most versatile and the most widely used.
Definition: Time study is a technique to estimate the time to be allowed to a qualified and well-
trained worker working at a normal pace to complete a specified task.
This technique is based on measuring the work content of the task when performed by the
prescribed method, with the allowance for fatigue and for personal and unavoidable delays.
Time Study Procedure:
The procedure for time study can best be described step-wise, which are self explanatory.
Step 1: Define objective of the study. This involves statement of the use of the result, the
preci9sion desired, and the required level of confidence in the estimated time standards.

Step 2: Analyse the operation to determine whether standard method and conditions exist and
whether the operator is properly trained. If need is felt for method study or further training of
operator, the same may be completed before starting the time study.
Step 3: Select Operator to be studied if there is more than one operator doing the same task.
Step 4: Record information about the standard method, operation, operator, product, equipment,
quality and conditions.
Step 5: Divide the operation into reasonably small elements.
Step 6: Time the operator for each of the elements. Record the data for a few number of cycles.
Use the data to estimate the total numbers of observations to be taken.
Step 7: Collect and record the data of required number of cycles by timing and rating the
operator.
Step 8: For each element calculate the representative watch time. Multiply it by the rating
factory to get normal time.
Normal time = Observed time * Rating factor
Add the normal time of various elements to obtain the normal time for the whole operation.
Step 9: Determine allowances for various delays from the company's policy book or by
conducting an independent study.
Step 10: Determine standard time by adding allowances to the normal time of operation.
Standard time = Normal time + allowances
Time Study Equipment
The following equipment is needed for time study work.
Timing device
Time study observation sheet
Time study observation board
Other equipment
Timing Device
The stop watch (Figure1) and the electronic timer are the most widely used timing devices used
for time study. The two perform the same function with the difference that electronics timer can
measure time to the second or third decimal of a second and can keep a large volume of time
data in memory.

Time Study Observation Sheet
It is a printed form with space provided for nothing down the necessary information about the
operation being studied like name of operation, drawing number, name of the operator, name of
time study person, and the date and place of study. Space are provided in the form for writing
detailed description of the process (element-wise), recording stop-watch readings for each
element of the process, performance rating(s) of the operator, and computation Figure 2 Shows a
typical time study observation sheet.
Time Study Board
It is a light -weight board used for holding the observation sheet and stopwatch in position. It is
of size slightly larger than that of observation sheet used. Generally, the watch is mounted at the
center of the top edge or as shown in Figure 3 near the upper right-hand corner of the board. The
board has a clamp to hold the observation sheet. During the time study, the board is held against
the body and the upper left arm by the time study person in such a way that the watch could be
operated by the thumb/index finger of the left hand. Watch readings are recorded on the
observation sheet by the right hand.
Other Equipment
This includes pencil, eraser and device like tachometer for checking the speed, etc.
Normal Performance
There is no universal concept of Normal Performance. However, it is generally defined as the
working rate of an average qualified worker working under capable supervision but not under
any incentive wage payment scheme. This rate of working is characterized by the fairly steady
exertion of reasonable effort, and can be maintained day after day without undue physical or
mental fatigue.
The level of normal performance differs considerably from one company to another. What
company A calls 100 percent performance, company B may call 80 percent, company C may call
125 percent and so on. It is important to understand that the level that a company selects for
normal performance is not critical but maintaining that level uniform among time study person
and constant with the passage of time within the company is extremely important.
There are, of course, some universally accepted benchmark examples of normal performance,
like dealing 52 cards in four piles in 0.5 minute, and walking at 3 miles per hour (4.83 km/hr). In
order to make use of these benchmarks, it is important that a complete description about these be
fully understood, like in the case of card dealing, what is the distance of each pile with respect to
the dealer, technique of grasping, moving and disposal of the cards.
Some companies make use of video films or motion pictures for establishing what they consider
as normal speed or normal rate of movement of body members. Such films are made of typical
factory jobs with the operator working at the desired normal pace. These films are reported to be

useful in demonstrating the level of performance expected from the operators and also for
training of time study staff.
Performance Rating
During the time study, time study engineer carefully observes the performance of the operator.
This performance seldom conforms to the exact definition of normal or standard. Therefore, it
becomes necessary to apply some 'adjustment' to the mean observed time to arrive at the time
that the normal operator would have needed to do that job when working at an average pace.
This 'adjustment' is called Performance Rating.
Determination of performance rating is an important step in the work measurement procedures. It
is based entirely on the experience, training, and judgment of the work-study engineer. It is the
step most subjective and therefore is subject to criticism.
It is the procedure in which the time study engineer compares the performance of operator(s)
under observation to the Normal Performance and determines a factor called Rating Factor.
System of Rating
There are several systems of rating, the performance of operator on the job. These are
1. Pace Rating
2. Westinghouse System of Rating
3. Objective Rating
4. Synthetic Rating
A brief description of each rating method follows
Pace Rating
Under this system, performance is evaluated by considering the rate of accomplishment of the
work per unit time. The study person measures the effectiveness of the operator against the
concept of normal performance and then assigns a percentage to indicate the ratio of the
observed performance to normal or standard performance.
In this method, which is also called the speed rating method, the time study person judges the
operators speed of movements, i.e. the rate at which he is applying himself, or in other words
"how fast" the operator the motions involved.

Westinghouse System of Rating
This method considers four factors in evaluating the performance of the operator : Skill, effort,
conditions and Consistency.
Skill may be defined as proficiency at following a given method. It is demonstrated by co
ordination of mind and hands. A person's skill in given operation increases with his experience
on the job, because increased familiarity with work bring speed, smoothness of motions and
freedom from hesitations.
The Westinghouse system lists six classes of skill as poor fair, average, good, excellent in a
Table1. The time study person evaluates the skill displayed by the operator and puts it in one of
the six classes. As equipment % value of each class of skill is provided in the table, the rating is
translated into its equivalent percentage value, which ranges from +15 % (for super skill) to -22
% (for poor skill).
In a similar fashion, the ratings for effort, conditions, and consistency are given using Table2 for
each of the factors. By algebraically combining the ratings with respect to each of the four
factors, the final performance-rating factor is estimated.
Objective Rating
In this system, speed of movements and job difficulty are rated separately and the two estimates
are combined into a single value. Rating of speed or pace is done as described earlier, and the
rating of job difficulty is done by selecting adjustment factors corresponding to characteristics of
operation with respect to (i) amount of body used, (ii) foot pedals, (iii) bimanual ness, (iv) eye-
hand co ordination, (v) handling requirements and (vi) weight handled or resistance encountered
Mundel and Danner have given Table3 of % values (adjustment factor) for the effects of various
difficulties in the operation performed.
For an operation under study, the numerical value for each of the six factors is assigned, and the
algebraic sum of the numerical values called job difficulty adjustment factor is estimated.
The rating factor R can be expressed as
R = P x D
Where : P = Pace rating factor
D = Job difficulty adjustment factor.
Synthetic Rating
This method of rating has two main advantages over other methods that (i) it does not rely on the
judgment of the time study person and (ii) it give consistent results.

The time study is made as usual. Some manually controlled elements of the work cycle are
selected. Using a PMT system (Pre-determined motion time system), the times for these
elements are determined. The times of these elements are the performance factor is determined
for each of the selected elements.
Performance or Rating Factor, R = P / A
Where P = Predetermined motion time of the element , A = Average actual Observed time of
the element.
The overall rating factor is the mean of rating factors determined for the selected elements,
which is applied uniformly to all the manually controlled elements of the work cycle.
Example
A work cycle has been divided into 8 elements and time study has been conducted. The average
observed times for the elements are as :
Element
No. 1 2 3 4 5 6 7 8
Element
Type M M P M M M M M
Average
actual
time
(minutes)
0.14 0.16 0.30 0.52 0.26 0.45 0.34 0.15
M = Manually Controlled , P = Power Controlled
Total observed time of work cycle = 2.32 min.
Suppose we select elements number 2,5 and 8 (These must be manually controlled elements). By
using some PMT system, suppose we determine the times of these elements as
Elements No. 2 5 8
PMT System
times(mins) 0.145 0.255 0.140
Rating factor for element 2 = 0.145 / 0.16 = 90.06 %.
Rating factor for element 2 = 0.255 / 0.26 = 98.08 %.
Rating factor for element 2 = 0.140 / 0.15 = 96.66 %.

The mean of the rating factors of selected elements = 94.93 % or say 95 % is the rating factor
that will be used for all the manual elements of the work cycle.
The normal time of the cycle is calculated as given in the following table.
Element No. 1 2 3 4 5 6 7 8
Element
Type M M P M M M M M
Average
actual
time(min)
0.14 0.16 0.30 0.52 0.26 0.45 0.34 0.15
PMT system
time(min) 0.145 0.255 0.14
Performance
Rating
Factor
95 95 100 95 95 95 95 95
Normal Cycle Time
= 0.95(0.14+0.16+0.52+0.26+0.45+0.34+0.15)+1.00(0.30)
=1.92+0.30
=2.22 minutes
Allowances
The readings of any time study are taken over a relatively short period of time. The normal time
arrived at, therefore does not include unavoidable delay and other legitimate lost time, for
example, in waiting for materials, tools or equipment; periodic inspection of parts; interruptions
due to legitimate personal need, etc. It is necessary and important that the time study person
applies some adjustment, or allowances to compensate for such losses, so that fair time standard
is established for the given job.
Allowances are generally applied to total cycle time as some percentage of it, but sometimes
these are given separately as some % for machine time and some other % for manual effort time.
However no allowance are given for interruptions which maybe due to factor which are within
the operator's control or which are avoidable.

Most companies allow the following allowances to their employees.
Delay Allowance
Fatigue Allowance
Personal Allowance
Special Allowance
Delay Allowance
This time allowance is given to an operator for the numerous interruptions that he experiences
every day during the course of his work. These interruptions include interruptions from the
supervisor, inspector, planners, expediters, fellow workers, production personnel and others. This
allowance also covers interruptions due to material irregularities, difficulty in maintaining
specifications and tolerances, and interference delays where the operator has to attend to more
than one machine.
Fatigue Allowance
This allowance can be divided into two parts: (i) basic fatigue allowance and (ii) variable fatigue
allowance. The basic fatigue allowance is given to the operator to compensate for the energy
expended for carrying out the work and to alleviate monotony. For an operator who is doing light
work while seated, under good working conditions and under normal demands on the sensory or
motor system, a 4% of normal time is considered adequate. This can be treated as a constant
allowance.
The magnitude of variable fatigue allowance given to the operator depends upon the severity of
the factor or conditions, which cause extra (more than normal) fatigue to him. As we know,
fatigue is not homogeneous, it range from strictly physical to purely psychological and includes

combinations of the two. on some people it has a marked effect while on others, it has apparently
little or no effect. Whatever may be the kind of fatigue-physical or mental, the result is same-it
reduces the work output of operator. The major factors that cause more than just the basic fatigue
includes sever working conditions, especially with respect to noise, illumination, heat and
humidity; the nature of work, especially with respect to posture, muscular exertion and
tediousness and like that.
It is true that in modern industry, heavy manual work, and thus muscular fatigue is reducing day
by day but mechanization is promoting other fatigue components like monotony and mental
stress. Because fatigue in totality cannot be eliminated, proper allowance has to be given for
adverse working conditions and repetitiveness of the work.
Personal Allowance
This is allowed to compensate for the time spent by worker in meeting the physical needs. A
normal person requires a periodic break in the production routine. The amount of personal time
required by operator varies with the individual more than with the kind of work, though it is seen
that workers need more personal time when the work is heavy and done under unfavorable
conditions.
The amount of this allowance can be determined by making all-day time study or work sampling.
Mostly, a 5 % allowance for personal time (nearly 24 minutes in 8 hours) is considered
appropriate.
Special Allowance
These allowances are given under certain special circumstances. Some of allowances and the
conditions under which they are given are:
Small Lot Allowance: This allowance is given when the actual production period is too short to
allow the worker to come out of the initial learning period. When an operator completes several
small-lot jobs on different setups during the day, an allowance as high as 15 percent may be
given to allow the operator to make normal earnings.
Training Allowance: This allowance is provided when work is done by trainee to allow him to
maker reasonable earnings. It may be a sliding allowance, which progressively decreases to zero
over certain length of time. If the effect of learning on the job is known, the rate of decrease of
the training allowance can be set accordingly.
Rework Allowance: This allowance is provided on certain operation when it is known that some
present of parts made are spoiled due to factors beyond the operator's control. The time in which
these spoiled parts may be reworked is converted into allowance.
Different organizations have decided upon the amount of allowances to be given to different
operators by taking help from the specialists / consultants in the field and through negotiations

between the management and the trade unions. ILO has given its recommendations about the
magnitude of various allowances, Table 4.
Example:
In making a time study of a laboratory technician performing an analysis of processed food in a
canning factory, the following times were noted for a particular operation.
Run 1 2 3 4 5 6 7 8 9 10 11 12
Operation
time(sec.) 21 21 16 19 20 16 20 19 19 20 40 19
Run 13 14 15 16 17 18 19 20 21 22 23 24
Operation
time(sec.) 21 18 23 19 15 18 18 19 21 20 20 19
If the technician's performance has been rated at 120 percent, and the company policy for
allowance (personal, fatigue, etc.) stipulates 13 percent,
(i) Determine the normal time.
(ii)Determine the standard time.
Watch readings falling 50 % above and 25 % below the average may be considered as abnormal.
Ans :

Work Sampling
Work Sampling (also sometimes called ratio delay study) is a technique of getting facts about
utilization of machines or human beings through a large number of instantaneous observations
taken at random time intervals. The ratio of observations of a given activity to the total
observations approximates the percentage of time that the process is in that state of activity. For
example, if 500 instantaneous observations taken at random intervals over a few weeks show that
a lathe operator was doing productive work in 365 observations and in the remaining 135
observations he was found 'idle' for miscellaneous reasons, then it can be taken that the operator
remains idle (135/500) x 100 = 27 % 0f the time. Obviously, the accuracy of the result depends
on the number of observations. However, in most applications there is usually a limit beyond
which greater accuracy of data is not economically worthwhile.
Use of Work Sampling for Standard Time Determination
Work sampling can be very useful for establishing time standards on both direct and indirect
labor jobs. The procedure for conducting work sampling study for determining standard time of a
job can be described step-wise.
Procedure
Step 1. Define the problem. (i) Describe the job for which the standard time is to be determined.
(ii) Unambiguously State and discriminate between the two classes of activities of operator on
the job: what are the activities of job with which if operator is found engaged would entitle him
to be in 'working" state. This would imply that when operator will be found engaged in any
activity other than those would entitle him to be in "Not Working" state.
Step 2. Design the Sampling plan. (i) Estimate satisfactory number of observations to be made.
(ii) Decide on the period of study, e.g. two days, one week, etc. (iii) Prepare detailed plan for
taking the observations. This will include observation schedule, exact method of observing,
design of observation sheet route to be followed, the particular person to be observed at the
observation time, etc.
Step 3. Contact the person concerned and take them in confidence regarding conduct of the
study.
Step 4. Collect the data at the pre-decided random times.
We will now briefly discuss some important issues involved in the procedure.
Number of Observations
As we know, result of study based on larger number of observations are more accurate, but
taking more and more observation consume time and thus is costly. A cost-benefit trade-off has
thus to be struck. In practice, the following methods are used for estimation of the number of
observation to be made.

(i) Based on judgment. The study person can decide the necessary number of observations
based on his judgment. The correctness of the number may be in doubt but estimate is often
quick and adequate in many cases.
(ii) Using cumulative plot of results. As the study progresses the results (of the proportion of
time devoted to the given activity, i.e. Pi from the cumulative number of observations are plotted
at the end of each shift or day. A typical plot is shown in Figure4. Since the accuracy of the
result improves with increasing number of observation, the study can be continued until the
cumulative Pi appears to stabilize and collection of further data seems to have negligible effect
on the value of Pi.
(iii) Use of statistics. In this method, by considering the important of the decision to be based on
the results of study, a maximum tolerable sampling error in terms of confidence level and desired
accuracy in the results is specified. A pilot study is then made in which a few observations are
taken to obtain a preliminary estimate of Pi. The number of observations N necessary are then
calculated using the following expression
Where S = desired relative accuracy
Pi = estimate of proportion of time devoted to activity expressed as a decimal, e.g. 5 %
= 0.05
= a factor depending on the confidence level.
= 1, 2, 3 for confidence levels of 68 %, 95 % and 99 % respectively.
N = total number of observations needed.
The number of observations estimated from the above relation using a value of Pi obtained from
a preliminary study would be only a first estimate. In actual practice, as the work sampling study
proceeds, say at the end of each day, a new calculation should be made by using increasingly
reliable value of Pi obtained from the cumulative number of observations made.
Determination of Observation Schedule
The number of instantaneous observations to be made each day mainly depends upon nature of
operation. For example, for non-repetitive operations or for operations in which some elements
occur in frequently, it is advisable to take observations more frequently so that the chance of
obtaining all the facts improves. It also depends on the availability of time with the person
making the study. In general, about 50 observations per day is a good figure. The exact (random)
schedule of the observations is prepared by using random number table or any other technique.

Design of Observation Sheet
A sample observation sheet for recording the data with respect to whether at the pre-decided
time, the worker on job is in 'working' state or 'non-working' state is shown in figure5. It contains
the relevant information about the job, the operators on job, etc. At the end of each day,
calculation can be done on the percent of time workers on the job (on an average) spend on
activities, which are considered as part of the work method.
Standard Time Determination
In this method of work measurement, the observed time for a given job is estimated as the
working time divided by the number of units produced during that time.
Where T = Total study period
N = Number of units produced in study period
= Total number of observations made in study period
i =Number of observations in which worker(s) was found in 'working' state
The normal time (NT) is found by multiplying the observed time by the average performing
index (rating factor).
Where = Average rating factor =
Finally, the standard time is found by adding allowances to the normal time.
Example
A work sampling study was made of a cargo loading operation for the purpose of developing its
standard time. The study was conducted for duration of minutes during which 3000, 1500
instantaneous observations were made at random intervals. The results of study indicated that the
worker on the job was working 80 percent of the time and loaded 360 pieces of cargo during the
study period. The work analyst rated the performance at 90 %. If the management wishes to
permit a 13 % allowance for fatigue, delays and personal time, what is the standard time of this
operation?

Ans:
Here, Total period = 1500 minutes
Working fraction = 80 percent
Average rating = 90 percent
Number of units loaded = 360
Allowances = 13 %
Advantages and Disadvantages of Work Sampling in Comparison with Time Study.
Advantage
Economical
1. Many operators or activities are difficult or uneconomical to measure by time study can
readily be measured by work sampling.
2. Two or more studies can be simultaneously made of several operators or machines by a
single observer. Ordinarily a work study engineer can study only one operator at a time
when continuous time study is made.
3. It usually requires fewer man-hours to make a work sampling study than to make a
continuous time study. The cost may also be about a third of the cost of a continuous time
study.
4. No stopwatch or other time measuring device is needed for work sampling studies.
5. It usually requires less time to calculate the results of work sampling study. Mark sensing
cards may be used which can be fed directly to the computing machines to obtain the
results just instantaneously.
Flexible
6. A work sampling study may be interrupted at any time without affecting the results.
7. Operators are not closely watched for long period of time. This decreases the chance of
getting erroneous results for when a worker is observed continuously for a long period, it is
probable that he will not follow his usual routine exactly during that period.
Less Erroneous
8. Observations may be taken over a period of days or weeks. This decreases the chance of
day-to-day or week-to-week variations that may affect the results.
Operators Like It
9. Work sampling studies are preferred to continuous time study by the operators being
studied. Some people do not like to be observed continuously for long periods of time.
Observers Like It
10. Work sampling studies are less fatiguing and less tedious to make on the part of time
study engineer.
Applications
11. Work sampling is applicable to a wide variety of situations in manufacturing,
distribution, or service industries.
12. Work sampling is useful when determine the nature of the distribution of work
activities within a gang operation.
Disadvantage
1. Work sampling is not economical for the study of a single operator or operation or
machine. Also, work-sampling study may be uneconomical for studying operators or
machines located over wide areas.
2. Work sampling study does not provide elemental time data.
3. The operator may change his work pattern when he sees the observer. For instance, he
may try to look productive and make the results of study erroneous.
4. No record is usually made of the method being used by the operator Therefore a new
study has to be made when a method change occurs in any element of operation.
5. Compared to stop watch time study, the statistical approach of work sampling study is
difficult to understand by workers.

ERGONOMICS/HUMAN ENGG/HUMAN FACTORS ENGINEERING
Ergonomics Ergon (which means work) and Nomos (which mean natural laws).
Definition: ILO defines ergonomics as “the application of human biological sciences in
conjunction with engineering sciences to the worker and his working environment, so as to
obtain maximum satisfaction for the worker which at the same time enhances productivity”.
British Standard (3138:1969) defines ergonomics as “the relation between man and his
occupation, equipment and environment and particularly, the application of anatomical,
physiological and psychological knowledge to the problems arising there from”.
Objectives:
To optimize the integration of man and machine so as to improve the productivity and
accuracy.
To enhance the efficiency and effectiveness with which the activities (work) is carried
out so as to increase the convenience of use, reduced errors and increase in productivity.
To enhance certain desirable human values including safety, reduced stress and fatigue,
and improved quality of life.
Uses of Ergonomics (Application) Improved working conditions (in terms of illumination climatic condition, noise
level)
Reduce physical work-load
Improved work postures
Reduced efforts of certain movements
Better reading instrument displays, handling of machine levers and controls
Reduced unnecessary information recall efforts.
Applications of ergonomics: Ergonomics is profitably applied in the following three areas:
1. Design of man-machine system:
One or more workers begins work in relations with one or more machines.
Man will receive certain information from the machine either from dials, displays etc
designed for that purpose.
To provide maximum job satisfaction and comfort and minimum physiological and
mental load to the operator of the system.
2. Design of working Environment
While designing a proper working environment for workers at work, the various factors
related with ergonomics should be taken into consideration.
Some of the environmental factors are
(i) Lighting (ii) Ventilation (iii) Temperature (iv) Noise (v) Vibration (vi) colour (vii)
Safety etc.
3. Design of consumer goods and services systems.
It is applicable in the design of consumer goods starting from design of tooth brush
and other items such as sofa set, kitchen wall, house hold fittings, tables, shoes etc.
Similarly protective equipments such as safety goggles, clothing, gloves, helmets, fire
extinguishers, etc should also be ergonomically designed.

Unit 2 PROCESS PLANNING
Definition – Objective – Scope – approaches to process planning- Process planning
activities – Finished part requirements- operating sequences- machine selection – material
selection parameters- Set of documents for process planning- Developing manufacturing logic
and knowledge- production time calculation – selection of cost optimal processes.
Introduction:
In traditional process planning systems the process plan is prepared manually. The task
involves examining and interpreting engineering drawings, making decisions on machining
processes selection, equipment selection, operations sequence, and shop practices. Therefore, the
manual process plan is very much dependent on the skill, judgment and experience of the process
planner. That's why, if different planners were asked to develop a process plan for the same part,
they would probably come up with different plans.
Process planning is the activity of developing such a plan (manufacturing) is called.
Process planning consists of preparing set of instructions that describe how to manufacture
the product and its parts.
The task of the process planning consists of determining the manufacturing operations
required to transform a part from a rough (raw material) to the finished state specified on
the engineering drawing
It also known as operation planning is the systematic determination of the engineering
processes and systems to manufacture a product competitively and economically.
Process planning is a detailed specification which lists the operations, tools and facilities.
Definition
It can be defined as “an act of preparing a detailed processing documentation for the
manufacture of a piece part or assembly”.
According to American society of Tool and manufacturing Engineers:
“Process planning is the systematic determination of methods by which a product is to be
manufactured economically and competitively”.
Importance of process planning:
Process planning establishes the link between engineering design and shop flow
manufacturing. Since process planning determines how a part/product will be manufactured, it
becomes the important determinant of production costs and profitability.
Also production process plans should be based on in-depth knowledge of process and
equipment capabilities, tooling availability, material processing characteristics, related costs, and
shop practices.
The economic future of the industry demands that, process planning that are developed
should be feasible, low cost, and consistent with plans for similar parts. In addition, process
planning facilitates the feedback from the shop floor to design engineering regarding the
manufacturability to alternative.
Technological view of process planning
Overall development of process planning plans
Process planning is an intermediate stage between designing the product and
manufacturing it.

Overall development of process planning plans.
Responsibility of process planning Engineer:
Various responsibilities of process engineer are given below:
Sales forecasts
How many to make
Work place and
tool designs
Design Specification and requirements
Functional design
Production design, basic decisions
setting minimum possible costs
Drawing and specifications of what to
make
Product analysis – assembly
charts and flow charts
Make / Buy decisions
Process decisions – selection from
alternative processes
Route sheet and operation sheets;
specification of how to manufacture
Modifications of process plans due to
layout, quality preference and machine
availability
BUY
Pro
duct
Desig
n
Pro
cess
Pla
nn
ing

1. Interpreting part print analysis and symbols.
2. Gathering the fundamental details of product design such as
(i) type of rough stock
(ii) dimensional tolerances
(iii) type of finish
(iv) production rate
(v) production volume
(vi) scrap losses
(vii) down time
(viii) design changes etc
3. Selecting the machining process.
4. Selecting proper machining with allied tooling based on :
(i) Required machine capability
(ii) Set –up time
(iii) Practical lot size
(iv) Quality of parts
(v) Cost of tooling, and
(vi) Type of tooling
5. Sequencing the operations.
6. Deciding on the inspection equipment in order to meet the desired quality.
7. Determining proper cutting tools and cutting conditions.
8. Calculating the overall times using work measurement techniques.
Factors affecting process planning:
Volume of production
The skill and expertise of manpower
Delivery datas for parts or products
Material specifications
Accuracy and process capability of machines
Accuracy requirements of parts or products.
Process planning activities:
Analysis of the finished part requirements as specified in the engineering design.
Determining the sequence of operations required.
Selecting the proper equipment to accomplish the required operations.
Calculating the specific operation setup times and cycle times on each machine.
Documenting the established process plans.
Communicating the manufacturing knowledge to the hop floor.

Process planning Activities:
Finished Part Requirements:
First step in the process planning is to analyses the finished part requirements as specified
in the engineering design. The engineering design may be shown either on an engineering
drawing or in a CAD model format.
The component drawings should be analyzed in detail to identify its features, dimensions,
and tolerance specifications.
COMMUNICATE
Manufacturing Engineer
Shop
ANALYSES
Part requirements
DETERMINE
Operation Sequence
SELECT
Equipment
CALCULATE
Processing times
DOCUMENT
Process plan
PROCESS PLANNING

The part’s requirement defined by its feature, dimensions, and tolerance specifications
will determine the corresponding processing requirements (such as operations
encompassing part shape generation, inspections, testing, heat treatment, surface coating,
packaging, etc)
Information required to do process planning:
Quantity of work to be done along with product specifications.
Quality of work to be completed.
Availability of equipments tools and personnels.
Sequence in which operations will be performed on the raw material.
Names of equipments on which the operations will be performed.
Standard time for each operation.
When the operations will be performed?
Process planning procedure:
The different steps involved in process planning are:
Preparation of working drawings.
Deciding to make or buy.
Selection of manufacturing process.
Machine capacity and machine/equipment selection.
Selection of material and bill of material.
Selection of jigs, fixtures and other attachments.
Operation planning and tooling requirements.
Preparation of documents such as operation and route sheets etc.
Process planning activities: (details)
Step-I : Analyses finished part requirements:
The first step in the process planning is to analyses the finished part requirements as
specified in the engineering design. The engineering design may be shown either on
an engineering drawing or in a CAD model format.
The component drawings should be analyses in detail to identify its features,
dimensions, and tolerances specifications.
The part’s requirement defined by its features, dimensions, and tolerances
specifications will determine the corresponding processing requirements (such as
operations encompassing part shape generation, inspections, testing, heat treatment,
surface coating, packaging etc)
Step-II: Determine operating sequence:
To determine the sequence of operations required to transform the features,
dimensions, and tolerances on the part from a rough (initial) to a finished state.
The basic aim of this step is to determine the type of processing operation that has the
capability to generate the various types of features, given the tolerance requirements.
There are two alternative ways of viewing the decision process in determining the
sequence of operation.

1. The first view is to consider the processing evolution of the part from the rough
(ie.intial) state to the finished final state. In this view, like in conventional production
shop, material is removed or modified on the rough part in stages in order to
transform it to the finished part.
2. Second view is to consider part evolution from a finished state back to a rough/initial
state. In this view, in contrast to the first view, the operation processing is planned by
adding material back onto the part.
Machines selection:
o Once the appropriate type of manufacturing process has been determined the next
step in process planning is to select appropriate machines, equipment, and tools to
accomplish the required operations.
o There are many factors which influence the selection of machines. The following
considerations are to be made while selecting a machine:
Economic considerations:
Due analysis should be made with respect to the initial cost, maintenance and
running cost. An alternative which results in lower cost should be selected.
o Production rate and unit cost of production
o Durability and dependability
o Lower process rejection
o Minimum set up and put away times.
o Lower productive life of machines or equipment.
o Functional versatility (ie) ability to perform more than one functions.
o Machine selection generally requires determining how the part would be
processed on each of the alternative machines. so that the best machine can be
selected.
o Also at the machine selection phase, the firm has to decide whether to make
(manufacture) buy the component part.
o In this regard, break even analysis is the most convenient method for selecting the
optimum method of manufacture or machine amongst the competing ones.
Machines selection parameters:
The selection of a sound, economical material is an another important aspect of
process planning .They are
o Function: Many of the parameters developed for material selection are related to
the functions the product must perform in terms of mechanical, physical,
electrical, and thermal properties of materials.
o Appearance: the aesthetic value of the material must be consider while selecting
the material.
o Reliability: Reliability is another important criteria for material selection because
of increasing consumer demands for trouble free products.
o Service lift: The length of service life over which the material maintains its
desirable characteristics is a very important consideration in material selection.

o Environment: The environment to which the material is exposed during the
product life is a very important consideration, depending on whether the
environment is beneficial or harmful.
o Compatibility: this is an important factor influencing material selection, especially
whenever more than one type of material is used in a product or assembly.
o Producibility: the ease of Producibility of an item is an important parameter in the
selection of material.
o Cost: The cost of the material is a significant factor contributing to the over all
cost.
It should be noted that the tolerance specifications are primary factors in
determining the sequence of operations.
Step: 3 Select “machines”
o Once the appropriate type of manufacturing process has been determined, the next
step in process planning is to select appropriate machines, equipment, and tools to
accomplish the required operations.
o There are many factors which influence the selection of machines.
The following considerations are to be made while selecting a machine:
(i) Economic considerations: Due analysis should be made with respect to
the initial cost, maintenance and running cost. An alternative which
results in lower total cost should be selected.
(ii) Production rate band unit cost of production.
Step: 4 Calculate processing Times:
o After an appropriate set of machines required is selected, the next step in process
planning is to calculate the specific operation setup times and cycle times on each
machine.
o The determination of set up times requires knowledge of available tooling and the
sequence of steps necessary to prepare the machine for processing the given work
piece.
o For establishing accurate set up times, detailed knowledge of equipment
capability, tooling and shop practice is required.
o The calculation of part processing time requires the determination of the sequence
of processing steps on each machine. This activity is often called out planning.
o To calculate machine cycle time (part loading, unloading, machine indexing)
allowances (for operator personal time, fatigue time, and supplemental time) are
added to calculate the standard cycle time for processing one piece.
o With the calculated cycle time, appropriate machines rates(Rs/per hour)are
applied to calculate the expected standard cost for the given operation.
Step: 5 Communicate process knowledge:
o The final step in process planning is to Communicate the manufacturing
knowledge to the shop floor (through the operations sheet and process drawing)
o This communication is essential to ensure that the part will be processed
according to the most economically possible way determined through process
planning.

o Also the process documentation and corresponding communication provide a
basis for improved part consistency and quality in manufacturing.
Document process planning:
One of the important step in process planning to document clearly all the information
in detail.
The resulting process plan is generally documented as a job routing or operation
sheet. The operation sheet is also called “route sheet”, “instruction sheet”, “traveler”,
or “planner”.
Route sheet usually provides the following information:
(i) Part identification (numbers and names)
(ii) Description of the processing steps in each operation.
(iii) Operation sequence and machines.
(iv) Standard setup and cycle times.
(v) Tooling requirements of each operation.
(vi) Production control information showing the planning lead time at each
operation.
Reasons for process documentation:
Process planning is essentially documented for the following three reasons:
To have a record on how a part is processed in order to plan future parts with
similar design requirements in a consistent manner.
To provide a record for future job quoting, cost estimating, and standard
costing systems.
To act as a vehicle for communication.
DEVELOPING MANUFACTURING LOGIC AND KNOWLEDGE:
To support a Process planning system, the acquisition and documentation of
manufacturing knowledge is very essential.
It is generally agreed that knowledge structure should be determined prior to any
type of program coding or data presentation.
A sound knowledge structure will to ensure error reduction, debugging case,
clarity, and future modification.
Thus production engineers need a tool to develop a knowledge structure format
that can be used in an interactive process and will emphasize what questions to
ask and what data to collect to support a standardized format.
Three commonly used tools for acquiring and documenting knowledge are :
1. Flow charts
2. Decision tables and
3. Expert system shells.
Flow charts: One of the most commonly used tools for the collection and display
of manufacturing knowledge .
Flow charts are widely used because they are commonly taught in
computer programming subjects.
Disadvantages :

Flow charts focus on process rather than on the structure of decision logic.
Flowcharts provides no check against incompleteness, contradiction, and
redundancy.
Flow charts often employ abbreviations and hence they are defective for
effective communication of knowledge.
Decision tables:
Decision tables are a system/logic tool to bring together, analyse, and display
complex decision logic in such a way that its meaning can be readily grasped.
Decision Table format:
In figure, the top IF portion of the table shows the various that may apply, while
the lower THEN portion of the table indicate he appropriate actions available. The left
portion of the table contains the stub in which each of the possible conditions or actions is
stated, while the right portion lists the various entries (yes or no) that are possible for
each stub conditions and actions
Benefits of decision tables:
1. Decision tables assist the production engineering in thinking through a problem
thoroughly and presenting its resolution in a systematic and rationally structured format.
2. Decision tables ensure accuracy, eliminate redundancy, and avoid
contradiction.
3. Decision tables assist in stating the problem, agreeing on criteria, stating
alternatives; and accepting actions between criteria and alternative.
4. Decision tables provide knowledge structure and readable documentation as a
by product.
3.Expert system shells:
Expert system is one of the latest system tools for the development and display of
manufacturing knowledge.
Using an expert system shell, the knowledge engineers can collect the information to
develop a knowledge base within the predefined decision structure of the shell.
In figure, the basic format of a rule-based system shell is quite similar to the decision
tables format.
Like decision tables format, in rule- based expert system, the knowledge base is
formatted in structures of “if this condition then this action”, or “if this condition then
this action, or else this action”.
Condition
Stub
Action
Stub
Action
Entries
Condition
Entries
RULES
IF
THEN
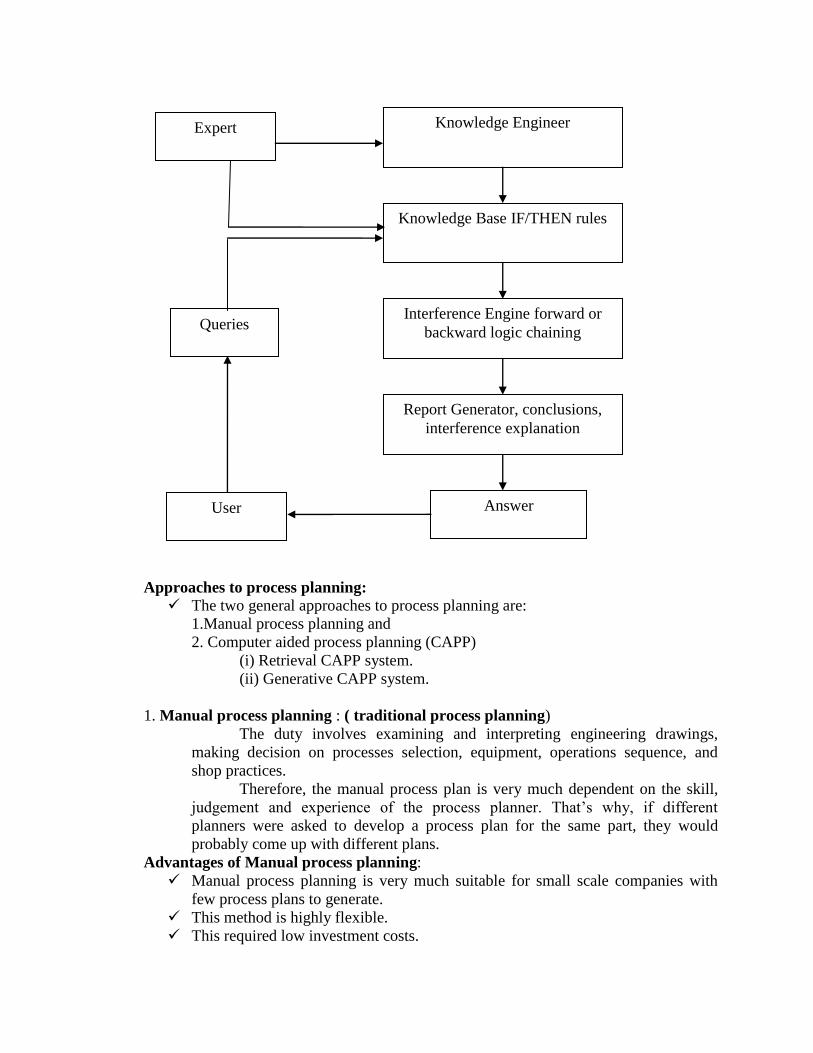
Approaches to process planning:
The two general approaches to process planning are:
1.Manual process planning and
2. Computer aided process planning (CAPP)
(i) Retrieval CAPP system.
(ii) Generative CAPP system.
1. Manual process planning : ( traditional process planning)
The duty involves examining and interpreting engineering drawings,
making decision on processes selection, equipment, operations sequence, and
shop practices.
Therefore, the manual process plan is very much dependent on the skill,
judgement and experience of the process planner. That’s why, if different
planners were asked to develop a process plan for the same part, they would
probably come up with different plans.
Advantages of Manual process planning:
Manual process planning is very much suitable for small scale companies with
few process plans to generate.
This method is highly flexible.
This required low investment costs.
Knowledge Engineer
Knowledge Base IF/THEN rules
Interference Engine forward or
backward logic chaining
Report Generator, conclusions,
interference explanation
Answer
Expert
Queries
User

Disadvantages of Manual process planning:
Manual process planning is a very complex and time consuming job requiring a
few process plans to generate.
This method requires the skilled process planner.
More possibilities for human error because this method depends on the planner’s
skill, judgement and experience.
It increases paper work.
Inconsistent process plans result in reduced productivity.
Computer aided process planning (CAPP)
In order to over come the draw backs of manual process planning, the CAPP is
used. With the use of computers in the process planning, one can reduce the
routine work of manufacturing engineers.
Also it provides the opportunity to generate rational, consistent and
optimal plans. In addition, CAPP provides the interface between CAD and
CAM.
Benefits of CAPP.
The benefits of implementing CAPP include the following:
1. Process rationalization and standardization:
CAPP leads to more logical and consistant process plans than manual process
planning .
2. Productivity improvement:
As a result of standard process plan, the productivity is improved (due to more
efficient utilization of resources such as machines, tooling, stock material and labour)
3. Product cost reduction:
Standard plans tend to result in lower manufacturing costs and higher product
quality.
4. Elimination of human error.
5. Reduction in time:
As a result of computerizing the work, a job that used to take several days, is now
done in a few minutes.
6. Reduced clerical effort and paper work.
7. Improved legibility: Computer- prepared route sheets are neater and easier to read
than manually prepared route sheets.
8. Faster response to engineering changes:
Since the logic in the memory of the computer, CAPP becomes more responsive
to any changes in the production parameters than he manual method of process planning.
9. Incorporation of other application programs:
The CAPP program can be interfaced with other application programs such as cost
estimating and work standards.
Approaches of CAPP/Types of CAPP
Two methods are
(i) Retrieval (or Variant ) CAPP system. (ii) Generative CAPP system.

Retrieval (or Variant ) CAPP system:
This system has been widely used in machining applications.
The basic idea behind the retrieval CAPP is that similar parts will have similar
process plans.
In this system, a process plan for a new part is created by recalling, identifying,
and retrieving an existing plan for a similar part, and making the necessary
modifications for the new part.
Procedure for using Retrieval (or Variant ) CAPP system:
A retrieval CAPP system is based on the principles of group technology (GT) and parts
classification and coding. In this system, for each part family a standard process plan (ie
route sheet) is prepared and stored in computer files. Through classification and coding, a
Derive GT code
number for part
Search part family
file for GT code
number
Retrieve standard
process plan
Edit existing plan or
write new plan
Process plan
formatter
Process plan
(Route sheet)
Part family file
Standard process
plan file
Other application
programs such as
cost estimating and
work standards
Prepare Standard
process plans for
part families
Select coding
system and form
part families
New Product design
Preparatory Stage

code number is generated. These codes are often used to identify the part family and the
associated standard plan. The standard plan is retrieved and edited for the new part.
Advantages of Retrieval (or Variant ) CAPP system:
Once a standard plan has been written; a variety of parts can be planned.
Comparatively simple programming and installation.(compared with generative CAPP is
required to implement a planning system.
The system is understandable, and the planner has control of the final plan.
It is easy to learn easy to use.
Drawbacks of (Variant ) CAPP system:
The components to be planned are limited to similar components previously planned.
Experienced process planners are still required to modify the standard plan for the
specific component.
Note:
1. This system has the capacity to alter an existing process plan . So it is called as
Variant CAPP system.
2. The commercially available retrieval CAPP systems are Multi CAPP and
MIPLAN.
GENERATIVE CAPP SYSTEM:
In the generative approach, the computer is used to synthesize or generate each
individual process plan automatically and without reference to any prior plan.
A generative CAPP system generates the process plan based on decision logics
and pre-code algorithms. The computer stores the rules of manufacturing and the
equipment capabilities (not any group of process plans).
When using a system, specific process plan for a specific part can be generated
without any involvement of a process planner.
The human role in running the system includes:
(i) inputting the GT code of the given part design, and
(ii) monitoring the function.
Components of a Generative CAPP System
The various components are:
A part description: which identifies a series of component characteristics,
including geometric features, dimensions, tolerances, and surface condition.
A sub system to define the machining parameters, for example using look-up
tables and analytical results for cutting parameters.
A sub system to select and sequence individual operations:
Decision logic is used to associate appropriate operations with features of a component,
and heuristic and algorithms are used to calculate operation step, times and sequences.
A database of available machines and tooling.

A report generator which prepares the process plan report.
Advantages of Generative CAPP System
It can generate consistent process plans rapidly.
New components can be planned as easily as existing components.
It has potential for integrating with an automated manufacturing facility to
provide detailed control information.
Drawbacks of Generative CAPP System
This approach is complex and very difficult to develop.
Note: Commercially available generative CAPP systems are APPAS, CMPP, EXCAP
and XPLAN.
Unit-3 Introduction to cost estimation. Objective of cost estimation- costing- cost accounting classification of cost- Elements of cost.
Estimating: Estimating is calculation of the costs which are expected to be incurred in manufacturing
a component in advance before the component is actually manufactured. The expected cost of
material, labour and overheads are computed before the actual production work is undertaken. It
is a highly technical job and requires knowledge about factory methods and operation times etc.
Importance of cost Estimating: Cost estimating is of great importance to a concern because it enables the factory owner
to decide about the manufacturing and selling polices.
Cost estimates are the basis on which any concern fills up tenders or starts production
work after ascertaining that the manufacture of any product will be profitable.
Over estimating and under estimating both are dangerous for a concern and may put the
concern into great trouble.
It is obvious that too high estimates will not get jobs to the firm by quoting higher rates
according to over- estimate where as under- estimating
Will put the owner to a loss and will lead the concern to utter failure. So estimation should be
carried out accurately.
Objectives of cost estimation: To establish the selling price of a product for a quotation or contract,
so as to ensure reasonable profit to the company.
To verify quotations submitted by vendors.
To ascertain whether the proposed product can be manufactured and marketed profitably.
To take make/ buy decisions.
To determine the most economical method process, or material for manufacturing a
product.
To establish the standard of performance that may be used to control costs.
To prepare production budget.
To evaluate alternate designs of product.
To initiate means of cost reduction in existing production facilities by using new
materials, new methods of tooling and processing.
Definition : Cost estimating may be defined as the process of determining the probable cost of the
product before the start of its manufacture.
Cost estimating requires the knowledge of the following factors for calculating the
probable cost of the product:
(i) Design time
(ii) Amount and cost of materials required
(iii) Production time required
(iv) Labour charges
(v) Cost of machinery, overheads and other expenses

(vi) Use of previous estimates of similar parts.
(vii) Effect of volume of production on costing rates
(viii) Effect of change in facilities on costing rates and
(ix) Probable future changes in unit prices for materials; labour and expenses when the
proposed product is manufactured at a future date.
Functions of cost estimation: Cost estimates are required to submit accurate tenders for getting the
contracts.
Cost estimates are required for the manufacturer to choose from various
methods of production the one which is likely to be most economical.
Cost estimates are required for fixing the selling price of a product.
Cost estimate gives detailed information of all the operations and their costs,
thus setting a standard to be achieved in actual practice.
Cost estimate enables the management to plan for procurement of raw
materials, tools etc, and to arrange the necessary capital, as it gives detailed
requirement.
Cost estimating procedure: The step by step procedure in the cost estimation of any product are given below
Step-1: Study the cost estimation request thoroughly and understand it
completely.
Step-2: Analyse the product and decide the requirements and specifications of the
product.
Step-3: Prepare the list of all the parts of the product and their bill of materials.
Step-4: Take make or buy decisions and prepare separate lists of parts to be
manufactured within the plant and parts to be purchased outside plant.
Step-5: Estimate the materials fro the parts to be manufactured in the plant:
Material cost={weight of the material}x{material cost per unit weight}
Step-6: Determine the cost of parts to be purchased from outside.
Step-7: Make a manufacturing process plan for the parts to be manufactured
in the plant.
Step-8: Estimate the machining time for each operation listed in the
manufacturing process plan.
Step-9: Determine the direct labour cost .
Direct labour cost = Total operation time x Labour wage rate.
Step-10: Determine the prime cost by adding direct expenses, direct material cost,
and direct labour cost.
There fore, prime cost ={Direct labour cost}+ { Direct material cost}+{Direct
expenses}
Step-11: Estimate the factory overheads, which include all indirect expenditure
incurred during production such as indirect material cost, indirect labour cost, depreciation and
expenditure on maintenance of the plant, machinery, power, etc.
Step-12: Estimate the administrative expenses.
Step-13: Estimate the selling and distribution expenses, which include packing
and delivery charges, advertisement charges, etc.

Step-14: Now calculate the total cost of the product.
Total cost = {prime cost}+{factory over heads}+{Administrative expenses}+ {selling
and distribution expenses}
Step-15: Decide the profit and add the profit to the total cost to fix the selling
price of the part.
Selling price = Total cost + profit.
Step-16: Finally estimate the time of delivery in consultation with the production
and sales department.
Costing or cost Accounting: Costing also known as cost accounting is the determination of an actual cost of a
component after adding different expenses incurred in varied departments.
Costing or cost accounting may be defined as a systematic procedure for
recording accurately every item of expenditure incurred on the manufacture of a
product by different sections of any manufacturing concern.
Objects of costing or cost accounting are: (i) It helps to determine the expenses incurred in manufacturing of a product in order to
fix up its selling price.
(ii) It helps to ascertain departmental efficiency. Job must be differ.
(iii) It helps to find out the weak spots in the production line so that losses and wastages
could be checked up before final product finished.
(iv) It helps to ascertain whether it is more economical to manufacture a part than to
procure it from outside.
(v) It helps to control the expenses by proper comparison of the actual and estimated
costs.
(vi) It helps to quote the most reasonable price for availing contracts from the market.
Aims of costing / objectives of cost accounting. 1. Advance cost determination: To determine the cost of each article and operation in
advance.
2. Budget preparation: to help the organization in preparing the estimates and its
budget.
3. Economy in production: To achieve more economies in the production system.
Sources of error in estimating: There may be errors in estimating. These errors are of the following two types:
(i) Unavoidable errors (ii) Avoidable errors.
These are those, which cannot be avoided, some of the examples of such errors are given
below:
a. Machinery breakdown
b. Power failure
c. Accidents
d. Drop in the efficiency of workers.
e. Drop in the efficiency of machines and tools.
f. Strikes
g. Avoidable errors:

Some of the errors can be avoided by the estimator while preparing the
estimates. These errors may occur due to less experience, careless and
hurry in preparing the estimates.
(a) Poor analysis (b) Omission of some factors
(c) Not considering up-to-date data, (d) Repetition of some factors.
Constituents of Estimation:
Following are the constituents of estimation
1. Design cost: remuneration paid to design office staff and other expenditure incurred
during designing a product in a particular period are also added.
2. Drafting cost: The estimated time to be consumed by draftsman in preparing such
drawings is called “Drafting time”. For calculating drafting cost, the remuneration of
draftsman is taken as the basis.
3. Time and Motion studies, planning and production control cost:
Sufficient time may be consumed for such activities and therefore, an estimated
time and the costs to be incurred on it are decided by past experience or
judgement.
4. Cost of design and arrangement of special items:
The special items may be patterns, core boxes, flasks, dies, jigs fixtures and tools
etc. The estimator must take into account their cost, whenever they are used.
5. Cost of Experimental work:
With help of experiments the best and cheapest method of production is
determined. For this, researches and experiments are performed on old and
present methods or some times inventions are required to be done. The cost
incurred on such activities is given due considerations. 6. Material cost: Drawings shows only finished dimension. So allowances, scraps etc to
be consider and calculate.
7. Labour cost: It plays big role, in estimating cost of a product. Therefore to estimate
the labour cost, an estimator must have a though knowledge of all the operations
carried out during the production.
8. Time Allowances: The classification of “Time of Allowances” are
(i) Set up time
(ii) Operation time (a) Handling time (b) Machine time.
(iii) The tear-down time
(iv) Miscellaneous allowances (personal, fatigue, tool changing and grinding,
measurement checking other allowances.)
9. Over heads:
These include the expenditure which cannot be definitely charged to some
particular product during production. Example (i) indirect material cost (greases,
coolants, oils, cotton waste, light, water etc)
(ii) indirect labour cost (supervisor, draftsmen, designers, R&D helpers etc)
(iii) Administrative overheads (salaries of high officials, telephone operator,
securities etc)
(iv) Repairs& maintenance expenses
(v) Insurance premium

(vi) Depreciation cost etc.
10. Profit : The old idea was to earn maximum profit, but now for this following points
are considered:
Satisfaction of the consumer
Spent on the employees welfare
Satisfaction of the consumer
Long term stability
Profit should be adequate to cover
(i)Dividends to share-holders
(ii) Reserves for expansion and to take care of any difficult period, and
(iii) Return on assets.
(iv) Selling price: To provide information to the management to enable them
to ascertain the selling price of the product.
(v) Out targets: To give information about the increase or decrease of the
production of an article so that the concern can earn more profits.
(vi) Reduction in wastages: To help in detecting undesirable wastage and
expenditure and thus to incorporate corrective measures to bring it down
to a minimum.
(vii) Comparison with estimate: To provide necessary data for comparison
between the actual cost and the estimated cost of a component.
(viii) Profit and loss: To locate the cause of increase or decrease in profits of an
enterprise.
(ix) Selling price change: To supply information for change in selling price
due to change in material cost or labour cost.
(x) Discount provision: To decide about the discount allowed on catalogue
price.
(xi) Legal provisions: To meet certain legal and government regulation, cost
data is necessary.
(xii) Pricing of new product: To formulate the policies and plans towards the
pricing of a new product.
Importance of costing: Costing is necessary because it provides information for;
Determining classifying and analyzing the cost and income to a business
firm.
Determining the prices to be quoted to customers.
Forming basis for managerial decisions that have to do with,
Make or buy decision.
To introduce a new product or to drop an existing one, and
To expand or contract the existing one.
Cost control through accumulation and utilization of cost data.
Establishing standards for measuring efficiency.
Methods of costing:

According to the nature of the business and types of products manufactured. The
commonly used methods of costing are:
1. Job costing or order costing
2. Batch costing
3. Process costing
4. Departmental costing
5. Operating cost method
6. Unit cost method
7. Multiple cost method.
1. Job costing or order costing Finding the cost of each individual job or contract.
Total cost for each order is obtained from the daily cost sheet.
This method is adopted is adopted in order industries such as strip building, machine
manufacturing, fabrication, building contracts, etc.
2. Batch costing Is a form of job costing
Instead of costing each component separately, each batch of components is taken together
and treated as a job.
Batch costing is used to determine the cost of a group of identical or similar products.
3. Process costing: Is employed when a standard product is made which involves a number of distinct
processes performed in a definite sequence.
It indicates the cost of a product at different stages as it passes through various operations
or processes or departments.
Ex: in the manufacture of cement, the operations of mixing, grinding the raw material,
burning, cooling and grinding. The clinkers are readily separable and cost of each of
these can be accurately calculated.
4. Departmental costing: Is adapted in determining the cost of the output of each department separately for the
manufacture of the standardized products.
This is suitable in industries like steel industry, automobile, industry etc, where each
department is producing independently one or more components.
The actual expenditures of each department on various components is entered on a
separate cost sheet and the costing for each department is separately undertaken.
5. Operating cost method: (service cost) Is used in firms providing utility services.
Example transport services, water works, electricity boards, railways, etc, cost is determined on
the basis of operating expenses. That is charges are made as passenger per km, per 1m3 volume,
per kwh, tonne-km etc.
6. Unit cost method: This method is adopted by the firms, which supply a uniform product rather than a variety
of products such as mines, quarries, etc.
7. Multiple cost method:

This method is used in firms which manufacture variety of standardized products, having no
relation to one another in cost quality and the type of processes etc.
Classification of costs Cost classification is the process of grouping costs according to their common
characteristics. Costs can be classified in the following ways.
1. Classification according to Elements. Cost are divided into 3 categories namely materials, labour and expenses.
2. Classification according to Function: This is according to the purpose for which they are incurred (ie) production cost,
administrative cost, selling cost and distribution cost.
3. Classification according to variability: Cost are also classified into fixed variable and semi-variable depending on the basis of
variability of cost in the volume of production.
Fixed cost is the cost that tends to be unaffected with the volume of output and depends
upon the passage of time.
Variable cost tends to vary directly with the volume of output. Whereas semi-variables
costs are those which are partly fixed and partly variable (eg) repairs, telephone bill etc.
4. Classification into Direct and Indirect costs. Direct costs are identified with the cost centre or cost unit, whereas indirect costs cannot
be identified with the cost centre or cost unit, but can be apportioned to or absorbed by cost
centres or cost units.
Elements of cost: For the successful functioning of an industrial enterprises, one of the most important
consideration is to reduce the cost of manufacture of the product or article, as much as
possible without effecting the quality. This will help in earring higher profits.
To achieve the idea of reducing cost, one must be familiar with elements which make up
the total cost of a product. The total cost is made up of three main element.
1. Material cost 2.Labour cost 3. Expenses.
Material cost Direct Material cost
Indirect Material cost
Total cost Direct Labour cost
Labour cost
Indirect Labour cost
Expenses. Direct expenses.
Indirect expenses.
Material cost: It is the cost of materials required for the manufacturing of the product. It consist of
(i) Direct Material cost and
(ii) Indirect Material cost

Direct Material cost: It required for the manufacture of the product.
Direct Material is the one which becomes a part of the product. It is the material which
is consumed in the manufacture of a product. It can be measured and charged directly
to the cost of the product.
Example mild steel bar used to manufacture spindles,C.I used to manufacture pulleys,
wood used for making a table, plastics etc.
Indirect Material cost: Indirect Material is the one which cannot be traced as a part of the product. It is the
material required for maintaining and operating the plant and equipment but cannot be a
part of the product.
Ex: Grease, lubricating oil used to lubricate the equipments, coolants. used ton control the
job and the tool, cotton waste, kerosene, etc.
Labour cost: is the cost spent to the workers who are directly or indirectly involved in
manufacturing operations.
Includes wages, incentives, bonus, overtime charges, expenditure on welfare
facilities like premium for group insurance scheme, employees provident fund (EPF)
contribution, medical facilities, expenditure on LTC etc.
Direct Labour cost - Wages paid for direct work like welding, carpenting etc.
Indirect Labour cost – Non productive staff who helps the productive labour in performing
their duties.
Expenses: Other than direct materials cost and direct Labour costs.
Direct expenses: charged directly to a particular job are done for that specific job
only.(chargeable expenses).
Ex:
Cost of preparing design, drawings for the manufacture of a particular product.
Cost of experimental works
Cost of jigs and fixtures
Cost of hiring special equipments
Cost of consultancy charges.
Indirect expenses: (overhead expenses)
Which cannot be charged directly to a particular product manufactured.
All expenses other than the direct material cost, direct labour cost and direct expenses are
indirect expenses.
Components of cost: 1. Prime cost
2. Factory or works cost
3. Manufacturing or production cost

4. Total or ultimate cost, and
5. Selling price.
Prime cost= {Direct Labour cost } + { Direct Material cost} + { Direct expenses}.
Factory cost = Prime cost + Factory expenses.
Manufacturing cost = Factory cost + Administrative expenses
Total cost = { Manufacturing cost} + { selling price} + {Distribution expenses}
Selling = Total + profit.
COST STRUCTURE CHART ( Ladder of Cost)
Calculation of Materials cost: For calculation of material cost following procedure should be adopted.
(a) Calculate the volume of each component by applying the measuration. For the
calculation of volume, necessary machining allowance must be added on the sides
which are required to be machined.
(b) Add the volume of all components to get the total volume of the product.
(c) Multiply this volume by the density to get the weight of the material.
(d) Multiply the cost per unit weight to the total weight of the material to get the cost
of the material.
Materials cost = {Add the volume of all the components} x { density of the material} x {cost per
unit weight}
D.L
D.M
D.E
Prime
Cost
Factory
Cost or
Works
cost
Production
Cost
Total cost
or
Ultimate
cost
or
Selling cost
Selling
Price
Market
price or
Catalogue
price Administ
ration
expenses
Selling and
Distribution
expenses
Profit
Discount
Factory
Expenses

Calculation of Direct Labour cost : For the purpose of calculation of labour cost, estimator must have knowledge of
(a) all operations, which are carried out for the manufacture of the product
(b) The tools and
(c) The machines, used for production.
Estimator should also take the advice of production about the correct estimated time for
each operation. He should also consider various allowances like:
(i) Set up time
(ii) Operation time (a) Handling time (b) Machining time.
(iii) The tear down time
(iv) Miscellaneous allowance
(a) personal allowance
(b) Fatigue allowance
(c) Tool changing and grinding allowance
(d) Measurement checking allowance.
(e) Other allowances for cleaning, oiling, getting stocks etc.
All the above mentioned time estimates.
Essay questions:
UNIT I 1. Explain briefly the various steps involved in work study procedure and how work study leads
to higher productivity in manufacturing sectors.
2. State and explain in brief the steps involved in method study procedure.
3. Explain with suitable examples of method study symbols.
4. Briefly explain three types of flow charts in method study.
5. Explain SIMO charts with suitable example.
6. List the Objectives, purpose and scope of work measurement.
7. Briefly explain time study procedure.
8. How to classified allowances and briefly explain.
9. Calculate the Standard time.
10. What is meant by ergonomics? Describe the objectives of the study of ergonomics.
UNIT II 1. Explain the different steps involved in process planning
2. Explain in detail the process planning activities.
3. Write short notes on “tools for developing manufacturing logic and knowledge”.
4. What are the factors that influence process planning?
5. Briefly explain material selection and machine selection.
6. Explain the manual approach to process planning. What are its advantages and limitation?
7. What are expert system shells?
8. What factor should be considered while selecting the best process planning system?
UNIT III 1. List out the functions of cost estimating.
2. What is cost estimating? State the objectives of cost estimating.

3. How to classified cost and explain briefly.
4. List out the various types and sources of data required by the cost estimator.
5. Explain the procedure followed for estimating the cost of an industrial product.
6. List out the various elements of cost. Explain each element in detail giving suitable
examples.
7. Describe with a block diagram how the selling price of a product is arrived at?

Unit 4 COST ESTIMATION 8
Types of estimates – methods of estimates – data requirements and sources- collection of cost-
allowances in estimation.
Estimating is the calculation of the costs which are expected to be incurred in
manufacturing a component in advance before the component is actually manufactured.
The expected cost of materials, labour and overheads are computed before the actual
production work is undertaken.
It is highly technical job and requires knowledge about factory methods and operation
times etc.
Costing: may be defined as a system of accounts which systematically and accurately records
every expenditure in order to determine the cost of a product after knowing the different
expenses incurred in various departments. The different probable elements of cost to be recorded
are material, labour and other charges which jointly complete the cost of the product.
Comparison between Estimating and costing.
Print of comparison Estimating Costing/ Cost
accounting. Type of costing It gives an expected cost of
the product based on
calculations by means of
standard formulae or certain
established rules.
It gives actual cost of the
product based on the data
collected from the different
expenditures actually done
for a product.
Duration of process It is generally carried out
before actual production of
a product. Due to certain
unforeseen or unexpected
expenses coming to light at
a later stage, estimate may
be modified or revised.
It is usually starts with the
issue of order for
production of a product and
ends after the product is
dispatched on sale. For after
sale commitments like free
repair or replacement, the
process continues upto the
expiry period of guarantee
or warranty because the
overhead expenses incurred
in the above case will be
included in the production
cost.
Nature or quality of the
personnel
A qualified technical person
or engineer having a
through knowledge of the
drawing and manufacturing
process is required. Thus it
It can be done by a person
qualified for account
instead of a technical
person. The cost accountant
developes his knowledge of

is a technical work instead
of clerical one.
technical terms and
processes while working.
Thus this work instead of
being of technical nature is
more of a clerical nature.
Main objective (i) To set standard for
comparison with actual cost
(ii) To help in setting up
market price for a proposed
product to be manufactured
(iii) To decide whether it is
economical to buy or
manufacture a product
under prevailing market
conditions.
(iv) To facilitate in filling
up of tenders or quotations
of products for supply.
After receipt of supply
order from the buyers the
production will be started.
(i) To help in comparison of
cost with estimates to know
if they are over, under
realistics as well as to know
where the actual costs
involve unnecessary
wastage of men, materials;
machines and money.
(ii) To facilitate the budget
preparation as well as to
provide cost data for future
estimates of new products
of their pricing plans.
(iii) To facilitate in deciding
output targets from time to
time.
(iv) To facilitate in meeting
certain legal obligations or
regulations.
Types of Estimates: The various types of estimates are ultimately concerned with the cost of product. The
various estimates can be classified under the following groups:
1. Estimates required to determine whether or not to accept a contract for a new work.
2. Estimates for fixing the sale price of a product.
3. Estimates for setting various standards for the purpose of comparison.
4. Estimates to forecast the progress of production and cost of the order to keep control of any
variation of the material costs.
II Two types of cost Estimates are:
1. Preliminary Estimates
2. Final Estimate.
1. Preliminary Estimate: Preliminary Estimate is based on incomplete data.

These estimates are based on assumptions and general information. Supplied by either
the sales or engineering groups, especially in areas of incomplete data.
Suitability: Preliminary cost estimate is usually made for a new project or product
before designs and plans are complete. Also this type of estimate is used to
compare alternate designs or manufacturing methods to determine the most
economical method or design.
Preliminary Estimates can be done with or without the product drawings. It
depends upon factors such as the availability of drawing, time, and the required
accuracy of the estimate.
If drawings / layouts are available, a review of the drawings can be made by an
estimator. The common method of making this type of estimate is to compare it
with a product in production or already completed, using judgement to dertermine
the percentage of deviation.
If drawings are not available, survey men who have made survey of the product
brief the estimators estimate the costs of making the product.
2. Final cost Estimate: This is based on complete data for a product and hence it is the most accurate
estimate.
In this, a detailed estimate is made usually for every component, sub assembly, and
assembly.
However, in practice this type of estimate is not justified, because huge amount of
money (in comparison to return on investment) has to be spent to make the estimate.
METHODS OF ESTIMATING:
Three commonly used methods are
1. Conference method
2. Comparison method and
3. Detailed analysis method.
Two factors are influenced the estimator to select the methods of estimation, that are,
the information required and time available.
(I) Conference Method : In this, representatives of purchasing, process engineering, tool design and
methods and time study confer and estimate the costs of material, labour, and
tooling.
A co-ordinator from either accounting or estimating then collects and applies
overhead factors to factors to develop a total manufacturing cost for the product.
This method of estimating is not often supported by detailed paper work,
standard data, or mathematical calculations.
If vague or only verbal information is available, then the total product material
labour and tooling will be estimated as one lump sum for each.
The degree of accuracy of this method depends upon the availability of
specifications, samples, and drawings.
(2) Comparison Method: In this method, the costs of similar parts are applied to the product and are
adjusted to suit variations in the work piece, material and labour costs.
Thus this method of estimating is based on an accumulation of part experience
and data.
Another comparison method is the application of a rate per unit of measure
factor. The unit rate may be hours per kg, rupees per cubic foot, etc.
Many variables can make this procedure dangerous to the uninformed estimator. This method
requires judgement skill to assure that rates and data are being applied to comparable products.
Both the previous two methods are used where time is the main factor and often both
methods are used jointly.
(3) Detailed Analysis Method: This involves
(1) Calculations of all raw material usuage including scrap allowances and salvage material.
(2) Processing each individual component (writing the operation sheet)
(3) Determining the production time (direct labour) for each operation.
(4) The equipment required (new, network, or on hand)
(5) Tools, gauges and special fixtures or dies
(6) Inspection and testing equipment and
(7) Packaging and stripping requirements.
This method of estimating is the most reliable of the three methods discussed.
However, it is the most time-consuming and requires strict adherence to the steps
discussed in cost estimating procedures (16 steps)
DATA REQUIREMENTS AND SOURCES: A list of data required to make a cost estimate is
1. General design specifications: It refers a brief description of the product, its function,
performance and purpose.
2. Total anticipated quantity and the rate of production.(ie) the number per unit time.
3. Assembly or layout drawings.
4. List of the proposed subassemblies of the product.
5. Detail drawings and a bill of material for the product.
6. Test and inspection procedures and equipment.
7. Machine tool and equipment requirements.
8. Packaging and/or transportation requirements.
9. Manufacturing routings.
10. Detailed tool, machine tool, and equipment requirements.
11. Operation analysis and work place studies.
12. Standard time data.
13.Material release data.
14. Sub contractor cost and delivery data.
15. Area and building requirements.
Data sources:
The various types and sources of data required by the cost estimators are,
(types and sources of cost estimating data)
S.No Description of data Sources

1 General design specifications Product engineering and/or sales
department
2 Quantity and rate of production Request for estimate or sales
department
3 Assembly or layout drawings Product engineering, or sales
department, or customer’s contact
man.
4 General tooling plans and list of
propoed subassemblies of product.
Product engineering or manufacturing
engineering.
5 Detail drawings and bill of material Product engineering or sales
department
6 Test and inspection procedures and
equipment
Quality control or product
engineering or sales department
7 Machine tool and equipment
requirements
Manufacturing engineering or
vendors of materials
8. Packaging and/or transportation
requirements
Sales department, or striping
department(government
specifications)
9 Manufacturing routings and
operation sheets
Manufacturing engineering or method
engineering
10 Detail tool, gauge, machine, and
equipment requirements
Manufacturing engineering or
material vendors
11 Operation analysis and work place
studies.
Methods engineering
12 Standard time data Special charts, tables, time studies,
and technical books and magazines.
13 Material release data Manufacturing engineering and/or
purchasing department,
or material vendors
14 Sub contractor cost and delivery
data
Manufacturing engineering and/or
purchasing department or customer.
15 Area and building requirements Manufacturing engineering or plant
layout or plant engineer.
16 Historical records of previous cost
estimates (for comparison purposes
etc)
Manufacturing engineering or cost
department or sales department.
17 Current costs of items presently in
production
Cost department or treasurer or
controller.
1. Find out the prime cost of each department, cost of production, selling cost. Find out cost
/ unit also.
Given : 6000 copies to be printed and published.
Printing dept., :
Paper = Rs. 3,000
Ink = Rs. 420
Compositors = Rs. 1850

Proof – reader = Rs. 350
Printers = Rs. 720
Works oncost = 40% of prime cost.
Binding dept., :
Leather = Rs. 750
Cloth = Rs. 450
Card-board = Rs. 525
Gold = Rs. 225
Sundries = Rs. 150
Cuttings = Rs. 20
Folding = Rs. 40
Sewing = Rs.75
Binding = Rs.150
Finishing = Rs. 75
Works oncost = 30% of Prime cost
Office oncost = 15% of Factory cost.
Solution:
Printing dept.,
Material cost = Rs. ( 3000+420) = Rs. 3420
Labour cost = Rs. (1850+350+720) = Rs. 2920
Prime cost = Rs. (3420+2920) = Rs. 6340
Work oncost = 6340 X 40/100 (40% of prime cost)
= Rs. 2536
Factory cost = Rs. (6340+2536) = Rs. 8876
Binding dept.,
Material cost = Rs. ( 750+450+525+225+150) = Rs. 2100
Labour cost = Rs. (20+40+75+150+75) = Rs. 360
Prime cost = Material cost + Labour cost
Rs. (2100+360) = Rs. 2460
Work oncost = 2460 X 30/100 (30% of prime cost)
Factory cost = Prime cost + Work oncost
Rs. (2460+738) = Rs. 3198
Factory cost of printing and binding dept.,
= Rs. (8876+3198) = Rs. 12,074
Office oncost = 15% of factory cost
= 12074 X 15/100 = Rs. 1811.10
Cost per copy = 13,885.10/6000 = Rs. 2.3014
Say Rs.2.30

Unit 5 PRODUCTION COST ESTIMATION 10
Estimation of material cost, labour cost and over heads, allocation of overheads –
Estimation for different types of jobs.
Estimation of material cost Determination of material cost:
To calculate the material cost of the product the first step is to study drawing of the
product and split it into simple standard geometrical shapes and to find the volume of the
material in the product and then to find the weight.
The volume is multiplied by density of the metal used in the product. The exact
procedure to find the material cost is like this:
1) Study the drawing carefully and breakup the component into simple geometrical shapes
(cubes, prisms, cylinders etc.,).
2) Add the necessary machining allowances on all sides which are to be machined.
3) determine the volume of each part by applying the formulae of menstruation.
4) add the volumes of all the simple components to get the total volume of the product.
5) multiply the total volume of the product by the density of the material to get the weight of the
material.
6) find out the cost of the material by multiplying the cost per unit weight to the total weight of
the material.
Important formulae of measuring volume:
S.No. Shapes Area Perimeter Volume
1. Square a2 4a ---
a
a
2. Rectangle l*b 2(l+b) ---
b
l 3. Triangle ½ bh or
√3/4 * a2

Estimation of Labour Cost:
Determination of Direct Labour Cost:
It is the cost spent to the workers who are directly or indirectly involved in manufacturing
operations.
In order to calculate the labour cost, an estimator must have the knowledge of
(i) all the operations involved, (ii) the tools and
(iii) the machines used for production
The estimator should consider the following factors while calculating the time required
for a particular job.
(i) Set up time time required for setting, fixing the jobs, tools on the
machine and time required for study the drawing, blue prints etc.
(ii) Operation time time required to perform all the elements of an
operation (floor to floor time)
(a) Handling time loading and unloading operation,
(b) Machining time time required for the job to perform the
operation on the machine. From the start when the tool touches the
work to the end when the tool leaves the work.
(iii) Tear down time remove job, tool and other auxiliary equipment
(iv) Miscellaneous allowances
(a) Personal allowances (5 to 7%) (b) Fatigue allowances (5%)
(c) Contingency allowances (Small unavoidable delays/ minor extra
work Ex. Tool breakage, tool sharpening tool)
(d) Process allowances (Idleness during process)
(e) Interference allowances ( two or more work elements occur
simultaneously) and
(f) Special allowances. (i) Start up allowance, (ii) A shutdown
allowance, (iii) A cleaning allowance, (iv) Tool allowance (for adjustment
& maintenance of tools) and (v) change over allowance.
Standard time = Basic time + Allowances
Efficiency of operator = Standard time * 100
Actual time

Estimation of Overheads and Various cost components:
Determination of overheads and various cost components:
1. Prime cost, 2. Factory or works cost, 3. Manufacturing or Production cost,
4. Total or ultimate cost and 5. Selling price.
The relationship between the cost components can be summarized as
1. Prime Cost = Direct Labour Cost + Direct Material Cost + Direct Expenses.
2. Factory Cost = Prime Cost + Factory expenses
3. Manufacturing Cost = Factory Cost + Administration expenses
4. Total Cost = Manufacturing Cost + Selling expenses + Distribution expenses
5. Selling Price = Total cost +Profit
6. Market Price = Selling Price + Discount
Overhead Expenses / Indirect Expenses
It is include all the expenses expect direct labour, direct material and direct expenses
incurred in production and distribution of the product to the consumers.
Overhead Expenses are classified as
1. Factory Expenses
2. Administrative Expenses
3. Sales and Distribution Expenses
1. Factory Expenses includes
(a) Indirect material cost
(b) Indirect Labour cost
(c) Depreciation
(d) Factory maintenance and repairs of plant, factory equipments, machines etc.
(e) Rent, taxes and insurance
(f) Expenses of power such as steam, gas, electricity, compressed air.
(g) Expenses of interval transport of workers and material
2. Indirect material cost: ( the material that can not be treated as part of the product is
known as indirect material)
(i) All kind of lubricant
(ii) Different type of coolants
(iii) Cotton waste
(iv) Different consumable tools.
3. Indirect labour expenses:

(which is not directly engaged indirect production work is called as indirect
labour) Ex: (i) Supervisor (ii) Foreman (iii) Boiler incharge, (iv)
Store Keeper etc.,
Allocation of Overhead Expenses:
The overhead charges or on-costs cannot be directly charged to a specific job or item
produced in the factory. After knowing the total overhead expenses the next step is to distribute
these expenses over the production.
Methods of allocation of overhead expenses:
There are several methods, particularly depends upon the nature of work, type of
organization and type of machines used.
The different methods are
1. By percentage (i.e., allocation by cost proportion)
(a) Percentage on prime cost
(b) Percentage on direct labour cost, and
(c) Percentage on direct material cost
2. By hourly rate (i.e., allocation by cost proportion)
(a) Man hour rate
(b) Machine hour rate, and
(c) Combination of man-hour and machine-hour rate.
3. By unit rate (i.e., allocation by unit rate)
(a) Unit rate method
1. Allocation by percentage on prime cost
Percentage of overheads = Total Overhead Cost *100
Total Prime Cost
Suitability: (a) where only one type of product is being manufactured.
(b) Where direct labour and direct material costs are nearly same.
Disadvantages: this method ignores the difference in labour rates, material and machines
employed for the manufacture of different items.
2. Allocation by percentage on Direct Labour cost
Percentage of overheads = Total Overhead Cost *100
Total Direct Labour Cost
Suitability: Products are manufactured by manual operation.
Advantages: is economical and easy to apply.
3. Allocation by percentage on Direct Material cost

Percentage of overheads = Total Overhead Cost *100
Total Direct Material Cost
Suitability: (i) Material and method of manufacture are common to all products.
(ii) The expenses on direct material constitute the main factor in determining total
cost
(Ex: Foundries and mines etc.,)
Disadvantages: It does not consider the fact that values of materials used in different part of
manufacture are difficult.
4. Allocation by Man- hour Rate:
Man-hour rate (overhead cost / Man-hour) = Total Overhead Cost *100
Total production man hours spent
Overhead cost for a particular job = Man-hour rate * Man-hours spent on that job
Suitability: (i) Performed manual labour,
(ii) Labour employed is of different categories and is paid at different rates.
Disadvantages: It does not take into consideration the use of different types of equipment.
5. Allocation by Machine- hour Rate:
Machine-hour rate (overhead cost / Machine-hour) = Total Overhead Cost
*100
Total production machine hours
Suitability: It is most suitable where the work is done mostly by machines and not by hand.
Advantages: It takes into account the various in type and size of equipment, power required etc.,
The overhead cost for a machine is calculated by taking into account the depreciation of
machine, power consumed by the machine and other indirect charges.
6. Allocation by combination of Man-hour and Machine-hour rate:
This method is not suitable in department
7. Allocation by Unit rate: (Unit of production may be piece, Kg, liter, meter etc.,)
Overhead cost / unit = Total Overhead Cost *100
Number of units produced
Suitability: factories which manufacture one type product only.
Advantages: It gives a standardized rate of overhead cost for all outputs.

Costing – Machines and Tools:
Total machines cost = Fixed cost +Variable cost.
1) Fixed cost / Fixed on cost or Fixed overheads:
Fixed overheads are constant expenses and do not fluctuate or vary according to the
volume of output.
These include:
(i) Depreciation of machines and equipments.
(ii) Interest on capital
(iii) Operators charges (optional)
(iv) Supervisory charges
2) Variable on cost/ Overheads
These are the items of indirect expenses which fluctuate according to the volume of
production. These include the following item:
(i) Consumable stores and spares
(ii) Power and fuel consumed
(iii) Repairs and maintenance
(iv) Depreciation of loose tools

PROBLEM FOR 3rd
, 4th
AND 5th
UNIT




















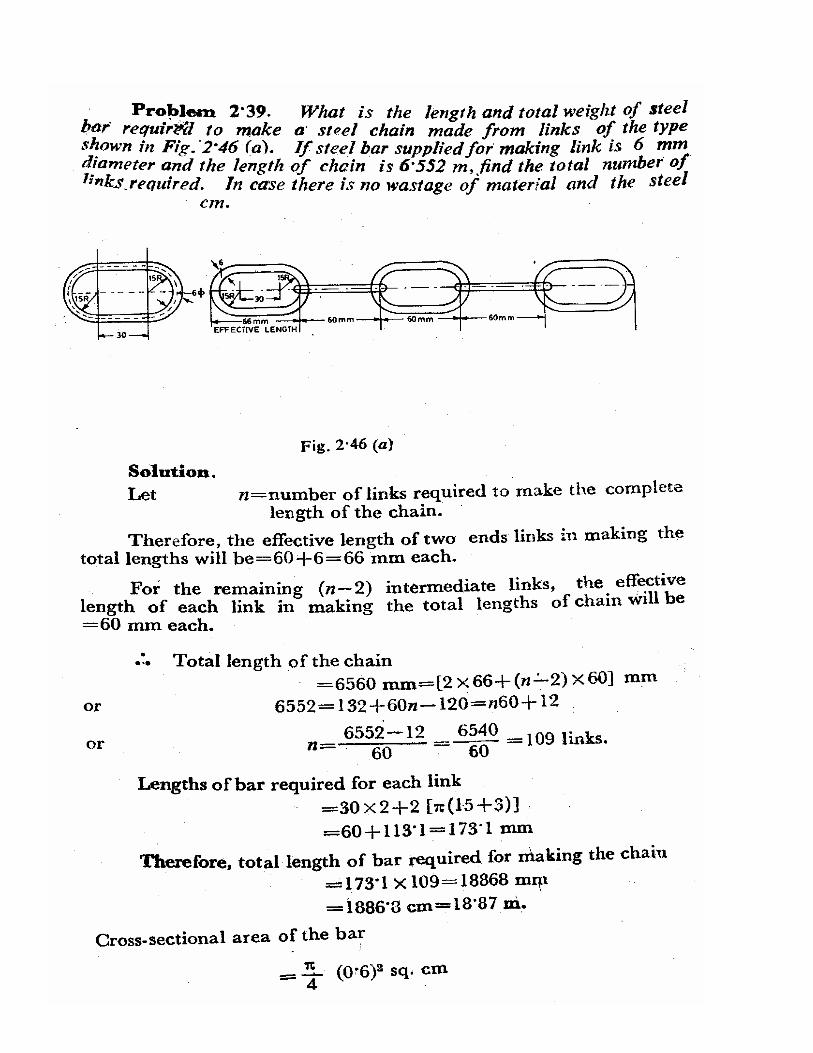



Depreciation


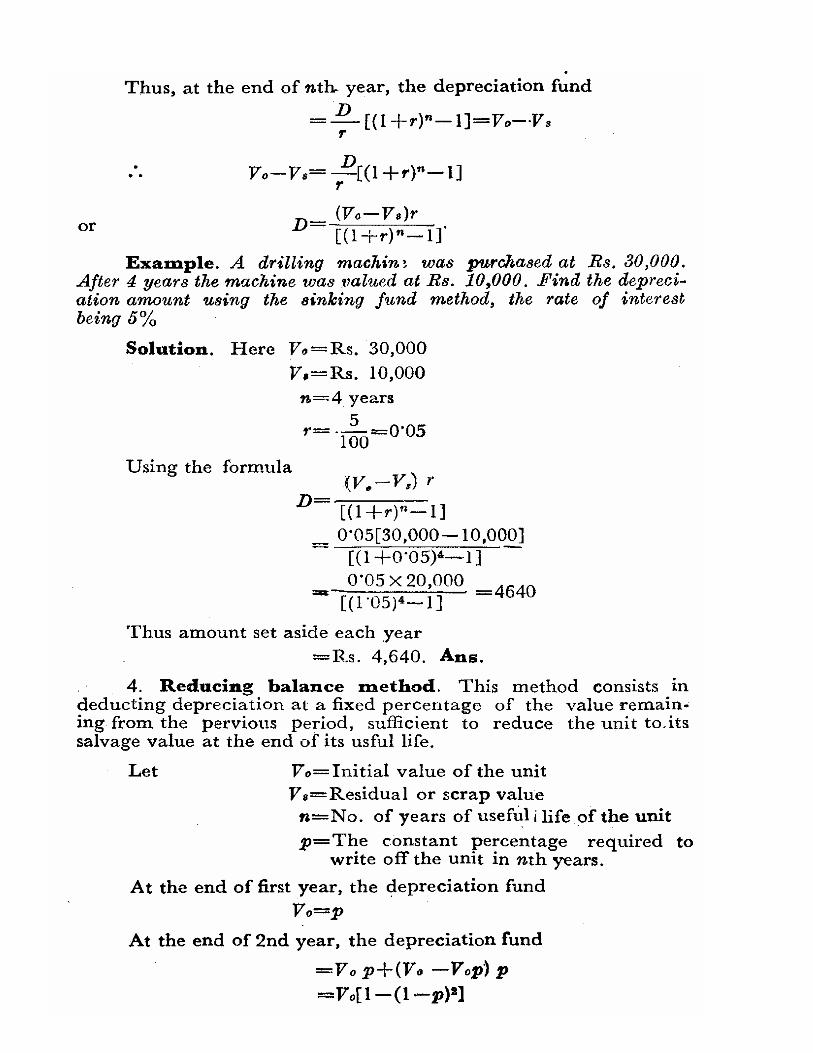



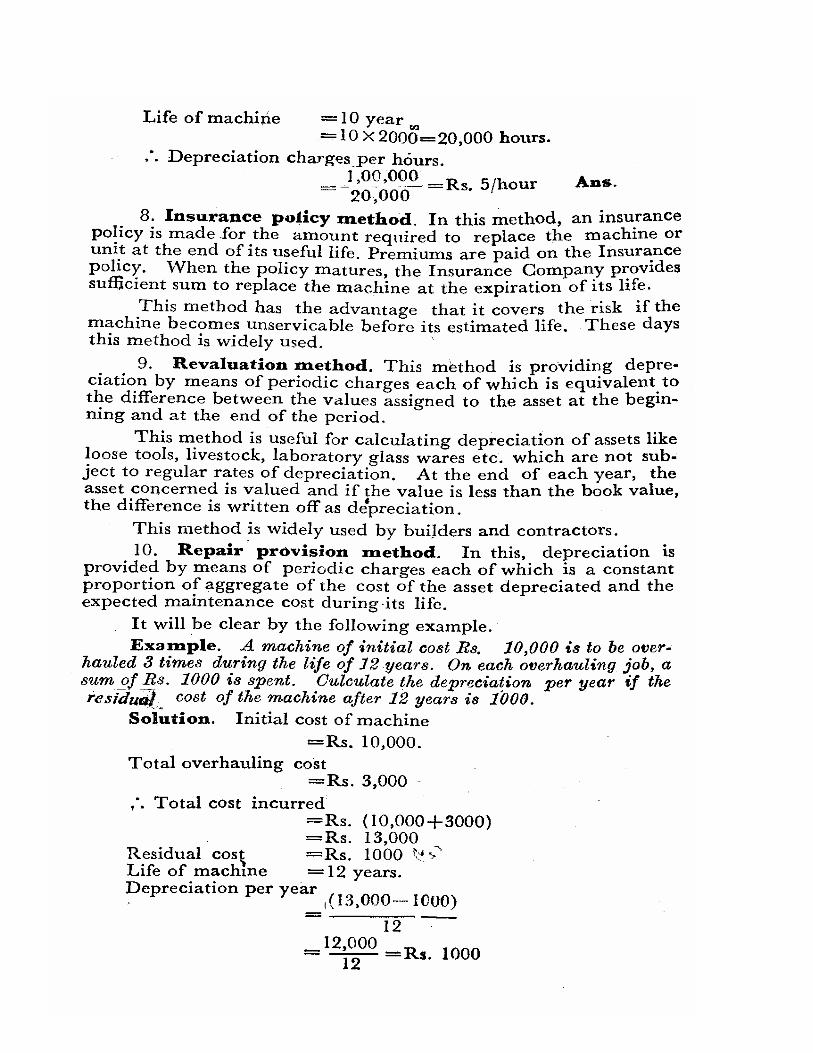























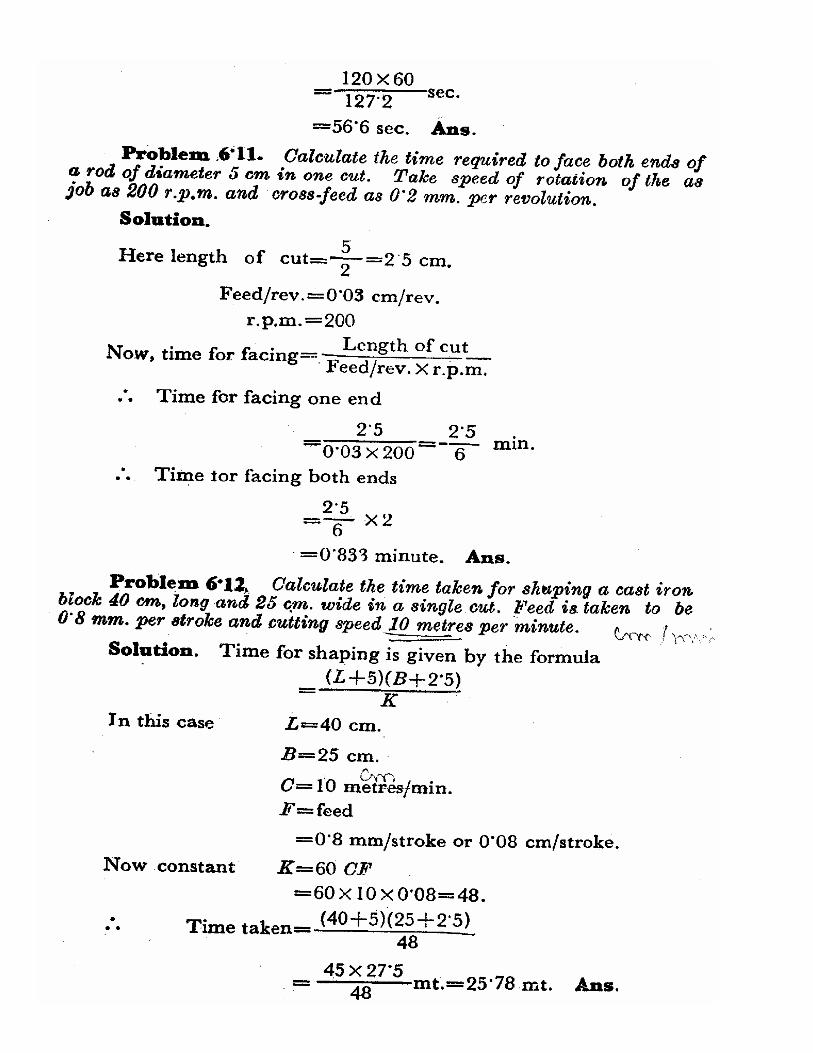








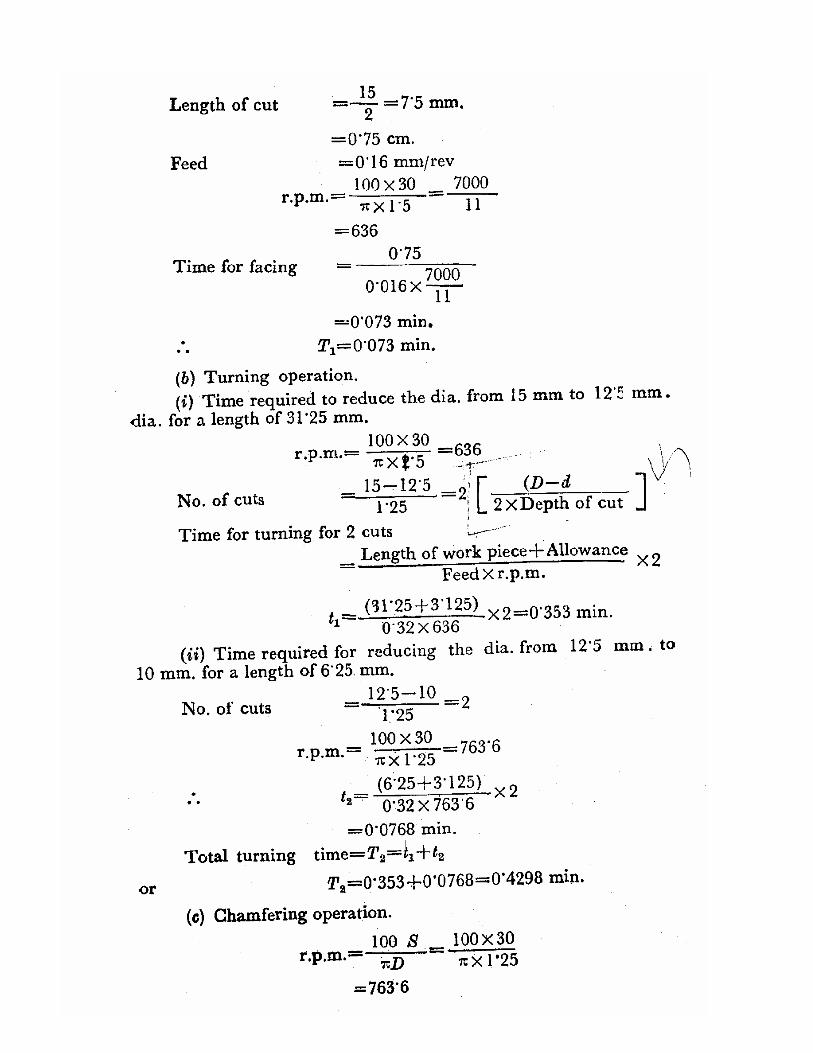












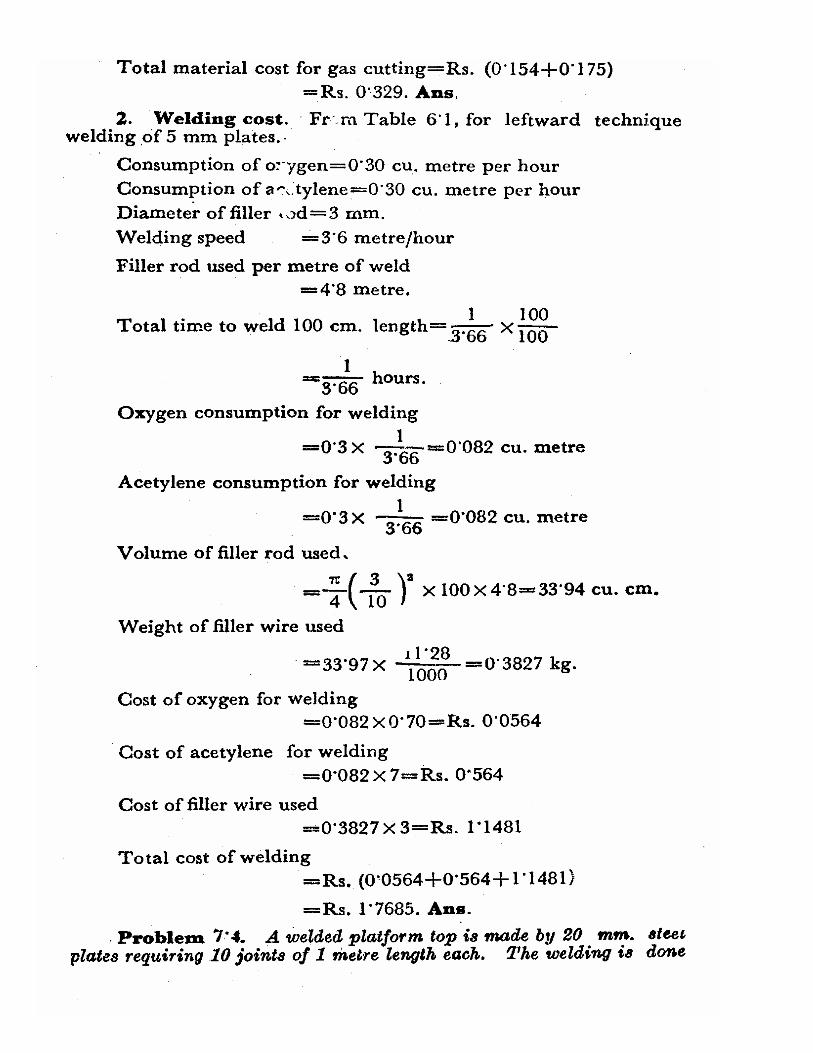




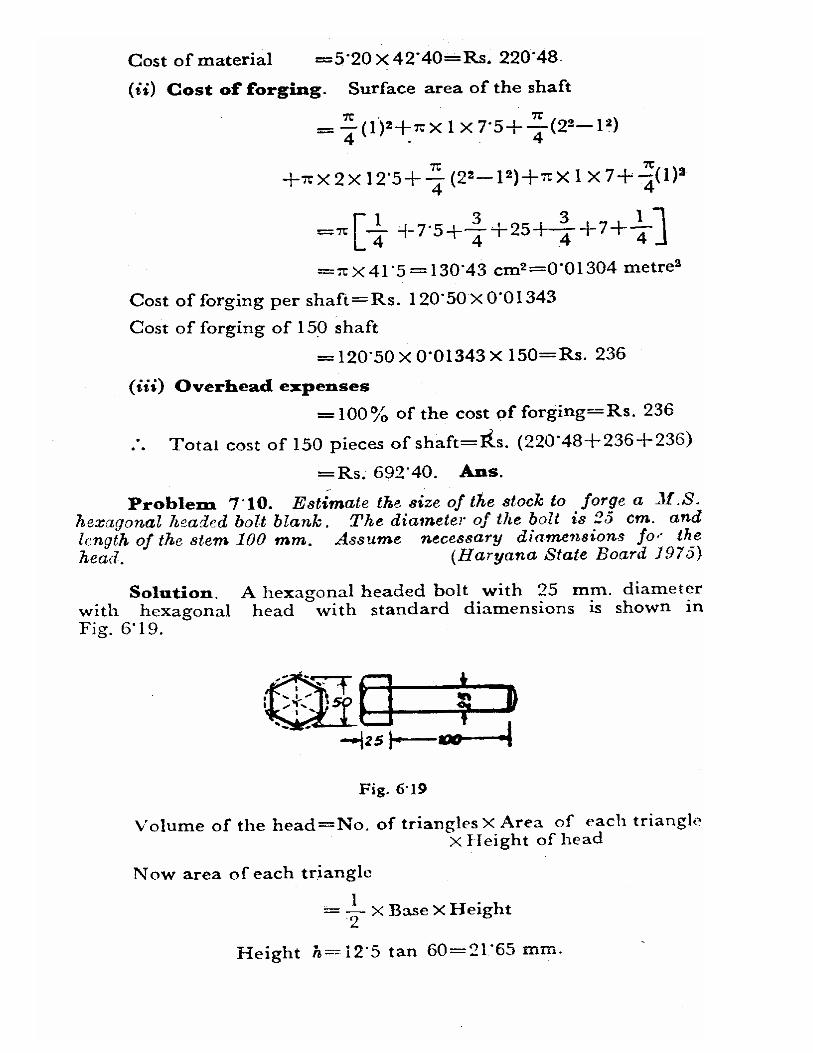








RMK ENGINEERING COLLEGE DEPT. OF MECHANICAL ENGINEERING
ME 1007: PROCESS PLANNING AND COST ESTIMATION
2-Marks Question and Answer
Unit 1: Work study and Ergonomics 1. What you mean by work study? Work study is the systematic examination of the methods of carrying on activities so as to improve the effective use of resources and to set up standards of performance for the activities being carried out. 2. Write the elements of work study. Two elements of work studies are method study and work measurements. 3. Define the term method study. Method study is the systematic recording and critical examination of existing and proposed ways of doing work, as a means of developing and applying easier and more effective methods and reducing costs. 4. Define the term work measurement. Work measurement is the application of techniques, designed to establish the time for a qualified worker to carry out a specified job at a defined level of performance. 5. List out the scope of work study. Scope of work study is not only to manufacturing industries only it can also use in service sectors. This can be applied in offices, hospitals, banks, and also marketing, material handling, design, building construction, army, agriculture etc. 6. State the main objectives of method study.
(i) To improve the processes and procedures. (ii) To improve the design of plant and equipment. (iii) To improve the plant layout. (iv) To improve the use of men, materials and machines.
(v) To improve the flow of production and processes. (vi) To improve the safety and standards. (vii) To develop a better physical working conditions.
7. List out the basic procedure of method study. There are seven essential stages in the application of method studies are Selection, Recording, Examine, Develop, Define, Install and Maintain 8. What are the factors to be consider the selection for method study? Three factor should be consider such as

(i) Economic consideration, (ii) Technical consideration and (iii) Human reactions.
9. List out the commonly used recording techniques in method study. Charts and Diagrams 10. Describe the various symbols used in method study. OPERATION TRANSPORT
INSPECTION STORAGE DELAY 11. Write the various types of process charts. The various types of process charts are
(i) Outline Process chart, (ii) Flow process chart and (iii) Two-handed process chart.
12. Define flow process chart. A flow process chart is a process chart setting out the sequence of the flow of a product or a procedure by recording all events review using the appropriate process chart symbols. 13. List out the various types of flow process charts. Three types of flow charts are
(i) Flow process chart - man type, (ii) Flow process chart – material type, (iii) Flow process chart – equipment type.
14. Define SIMO chart. A SIMO (Simultaneous Motion cycle chart) , often based on film analysis, used to record simultaneously on a common time scale the therbligs performed by different parts of the body of one or more workers. 15. What you mean by therbligs? Therbligs are the symbols used to denote the various activities and movements done for different purposes. 16. Define the term Time study.
Time study is defined as a work measurement technique for recording the times and rates of working for the elements of a specified job carried out under specified conditions and for analysing the data so as to obtain the time necessary for carrying out the job at a defined level of performance. 17. How to calculate the standard time? Standard Time = Normal time + Allowances
Observed time x performance rating (%) Normal Time = ------------------------------------------------------ 100 18. What you mean by performance rating?
Performance rating is the process of adjusting the actual pace of working of an operator by company it with the mental picture of pace of an operator working at normal speed.
19. Define the term Allowance. Allowance is an amount of time added to the normal time to provide for personal delays, unavoidable delay and fatigue of the operator.
20. List out the various types of allowances. (i) Relaxation allowances (a) Personal need allowances, and (b) Fatigue allowances (ii) Contingency allowances (iii) Process allowances
(iv) Interference allowances (v) Special allowances.
21. What is meant by Ergonomics? Ergonomics can be defined as “the application of human biological sciences in conjunction with engineering sciences to the worker and his working environment, so as to obtain maximum satisfaction for the worker which at the same time enhances productivity.”
Unit 2: PROCESS PLANNING 1. Define the term process planning. Process planning can be defined as “an art of preparing a detailed processing documentation for the manufacture of a piece part or assembly.” 2. List out the various activities of process planning. The various activities of process planning are Analyses, Determine, Select, Calculate, Document, and Communicate.\ 3. What are the factors affecting process planning? The factors affecting process planning are;
Volume of production The skill and expertise of manpower Delivery dates for parts and products Material specifications Accuracy and process capability of machine Accuracy requirements of parts or products.
4. Write the approaches to process planning.
The two general-approaches to, process planning are I. Manual process planning, and 2. Computer Aided Process Planning (CAPP).
(i) Retrieval CAPP system, and (ii) Generative CAPP system.
5. Define manual process planning.
In traditional process planning systems the process plan is prepared manually. The task involves examining and interpreting engineering drawings, making decisions on machining processes selection, equipment selection, operations sequence, and shop practices. Therefore, the manual process plan is very much dependent on the skill, judgement and experience of the process planner. That's why, if different planners were asked to develop a process plan for the same part, they would probably come up with different plans.
6. Write Advantages and Disadvantages of Manual Process Planning. Advantages Manual process planning is very much suitable for small scale companies with
few process plans to generate. This method is highly flexible. This requires low investment, costs.
Disadvantages Manual process planning is a very complex and time consuming job requiring a
large amount of data. This method requires the skilled process planner. More possibilities for human error

It increases paper work
7. Define CAPP In order to overcome the drawbacks of manual process planning, the Computer
Aided Process Planning (CAPP) is used. With the use of computers in the process planning, one can reduce the routine clerical work of manufacturing engineers, Also it provides the opportunity to generate rational, consistent and optimal plants. In addition CAPP provides interface between CAD and CAM. 8. What are the approaches of CAPP?
The two basic approaches or types of CAPP system are : 1. Retrieval (or variant) CAPP system,, and 2. Generative CAPP system.
9. Define retrieval (or variant) CAPP system. A retrieval CAPP system, also called a variant CAPP system, has been
widely used in machining applications. The basic idea behind the retrieval CAPP is that similar parts will have similar
process plans. In this system, a process plan for a new part is created by recalling,
identifying and retrieving an existing plan for a similar part and making the necessary modifications for the new part.
10. Drawbacks of Retrieval CAPP System The components to be planned are limited to similar components previously
planned. Experienced process planners are still required to modify the standard plan for
the specific component.
11. Define generative CAPP systems. In the generative approach, the computer is used to synthesize or generate each
individual process plan automatically and without reference to any prior plan. A generative CAPP system generates the process plan based on decision logics
and pre-coded algorithms. The computer stores the rules of manufacturing and the equipment capabilities (not any group of process plans).
When using a system, a specific process plan for a specific part can be generated without any involvement of a process planner.
The human role in running the system includes: (i) inputting the GT code of given part design. and (ii) monitoring the function.
12. What are the Components of a Generative CAPP system?
The various components of a generative system are: A part description, which identifies a series of component characteristics,
including geometric features, dimensions, tolerances and surface condition. A subsystem to define the machining parameters, for example using look-up
tables and analytical results for cutting parameters.

A subsystem to select and sequence individual operations, decision logic is used to associate appropriate operations with features of a component, and heuristics and algorithms are used calculate operation steps, times and sequences.
A database of available machines and tooling. A report generator which prepares the process plan report.
13. Advantages of Generative CAPP. Generative CAPP has the following advantages
It can generate, consistent process plans rapidly. New components can be planned as easily as existing components. It has potential for integrating with an automated manufacturing facility to provide
detailed control information. 14. What are the factors should be considered for process and equipment selection?
While selecting a process or equipment, the following factors considered - 1. Economic-considerations: Cost analysis should be made with respect to the initial cost, maintenance and running cost. An alternative which results in lower total cost should be selected 2. Production rate and unit cost of production. 3. Quality and reliability aspects. 4. Lower process rejection. 5. Minimum set-up time. 6. Longer productive life of machines or equipment. 7. Functional versatility i.e. ability to perform more than one function.
15. Define process analysis
1. Process analysis, also known as method study, enables the industrial engineer to subject each operation to systematic analysis. 2. It analyses each step of the manufacturing process and aims at improving the industrial operations. 3. Process analysis helps in finding better methods of doing a job and this is achieved by eliminating unproductive and unnecessary elements of the process. 4. The process is analysed with the help of process charts and flow diagrams.
16. What are the objectives of process analysis?
The main objectives of process analysis are 1. To improve work methods and procedures. 2. To determine the best sequence of doing work. 3. To eliminate the waste and unproductive operations. 4. To improve plant utilisation and material utilisation. 5. To improve the working conditions and hence to improve labour efficiency. 6. To eliminate unnecessary fatigue and thereby effect economy in human effort.
17. What are the steps involved in process analysis?

Steps involved in carrying out a complete a process analysis i.e., method study are as follows 1. Selection: Select the process or job to be studied keeping in technical and economical factors. 2. Recording: Record all facts regarding present and proposed to work methods using appropriate recording techniques. The recording can be done with the help of process charts and diagrams. 3. Examining: Analyse or examine the recorded facts carefully and critically to see whether some elements can be eliminated combined or simplified. This step will expose defects in the existing methods. The purpose place and sequence of every operation should examine. 4. Developing new method: Develop the new and improved method. Development involves the analysis of the three phases of evaluation investigation and selection. 5. Defining the new method: Define the new method and its requirements 6. Installing the new method: Install the new method with the cooperation of supervisor and operator. Installation refers to the implementation of the proposed method. It is composed of two phases recommendation implementation. 7. Maintaining the new method: Maintain the new method as the standard practice and verify with the help of proper control procedures that it is achieving the desired results.

Unit 3: Introduction to cost estimation 1. Define the term cost estimating. Cost estimating may be defined as the process of determining the probable cost of the product before the start of its manufacture. 2. Write the importance of cost estimating?
Cost estimating is very important for all organisations, before starting actual production or filling up the tenders. Because only accurate estimating can enable the factory owner to make vital decisions such as manufacturing and selling policies. Both, over estimating and under-estimating are dangerous for a concern.
If a job is over-estimated, i.e., the estimated cost is much more than the actual cost of the product, then the firm will not be able to compete with its competitors who estimated the price correctly and loses the order to its competitors. On the contrary, if the job is underestimated, i-e., the estimated cost is below the actual, cost; of product, then the firm will face, huge financial loss which may cause utter failure or closure 'of the firm. Therefore a realistic and accurate estimating should be done. Hence the staff preparing estimates be highly qualified and experienced.
3. Write the aims of cost estimation? To establish the selling price of a product for a quotation or contract, so as to
ensure reasonable profit to the company. To ascertain whether the proposed product can be manufactured and marketed
profitably, To take make or buy decisions, i.e., to determine whether the part or assembly
can be manufactured economically, in the plant itself or to be purchased from outside.
To determine the most economical method process, or material for manufacturing a product.
To establish the standard of performance that may be used to control costs. To prepare production budget. To evaluate alternate designs of product. To initiate means of cost reduction in existing production facilities by using new
materials, new methods of tooling and processing.
4. What are the functions of cost estimation? Cost estimates are required to submit accurate tenders for getting the contracts. Cost estimates are required for the manufacturer to choose from various
methods of production the one which is likely to be most economical. Cost estimates are required for fixing the selling price of a product. Cost estimate gives detailed information of all the operations and their costs, thus
setting a standard to be achieved in actual practice. Cost estimate enables the management to plan for procurement of raw materials,
tools, etc., and to arrange the necessary capital, as it gives detailed requirement.
5. Give the types of estimates?

The four groups of estimates generally used in a manufacturing enterprise are : Estimates for fixing the selling price of the product. Estimates to help the contractors to submit accurate tenders for entering into new
contract. Estimates for setting various standards for the purpose of comparison. Estimates to forecast the progress of production and cost of the order to keep
control of any variation of the material costs.
6. Write the importance of realistic estimates? Three possible estimating are (i) Over estimation, (ii) Under-estimation, and (iii) Realistic estimation. Both the over-estimation and underestimation are dangerous because both will ultimately lead the enterprise to failure. In over estimating, the firm will not be able to compete with its competitors who estimated the price correctly and losses the order to its competitors. In case of under estimating, the firm will face huge financial loss which may utter failure or closure of firm. Therefore a realistic estimation is the need of the hour for any concern. 7. What are the components of a job estimate? Before doing the cost estimation of a product, one should know the constituents of estimation. The total estimated cost of a product of the following cost components. Design cost,
i. R & D cost, ii. Labour cost, iii. Drafting cost, iv. Materials cost, v. Inspection cost, vi. Cost of tools, jigs and fixtures, and vii. Overhead cost.
8. Define Design Cost?
The cost of design of a. product is estimated by ascertaining the expected time for the design of that product. Estimated design cost = Estimated design time x Salary of designer per unit time. 10. Define Drafting Cost
After the completion of the design, the drawings have to be prepared by draftsman. Drafting cost = Estimated time by draftsman in preparing drawings x Salary of the draftsman per unit time 11. Define Cost of Research and Development Work
Considerable time and money has to be spent on research and development work. The research may be theoretical, experimental or developmental research. The estimated time and the costs to be incurred on it are decided by judgement or past experience.

12. Define over head cost Overhead expenses are those which cannot be charged directly to a particular
product manufactured. All expenses other than the direct material cost, direct labour cost, and direct expenses are known, as overhead costs or indirect expenses. Administrative expenses, selling and distribution expenses are added to the overhead costs. The overhead costs may be estimated by referring to the records of overhead costs in similar parts produced in past. 13. Define Costing
Costing is the determination of an actual cost of a component after adding different expenses incurred in various departments.
Costing or cost accounting may be defined as a systematic procedure for recording accurately every item, of expenditure incurred on the manufacture of a product by different sections of any manufacturing concern. 14. What are aims of costing?
The main aims of costing are 15. What are the importances of costing?
Costing is necessary because it provides information for : (i) Determining, classifying and analysing the cost and incoming to a business
firm. (ii) Determining the prices to be quoted to customers. (iii) Forming basis for managerial decisions that have to do with,
(a) Make or buy decisions, (b) To introduce a new product or to drop an existing one, and (c) To expand or contract the existing one. (d) Cost control through accumulation and utilisation of cost data. (e) Establishing standards for measuring efficiency.
16. Write the common methods of costing.
1. Job costing or order costing, 2. Batch costing, 3. Process costing, 4. Departmental costing, 5. Operating cost method, 6. Unit cost method, and 7. Multiple cost method.
17. Define Job Costing or Order Costing
This method is concerned with finding the cost of each individual job or contract. In this method, the total cost for each order is obtained from the daily cost sheet. This method is adopted in job order industries such as ship building, machine
manufacturing, fabrication, building contracts, etc.
18. Define Batch Costing
Batch costing is a form of job costing. In this method, instead of costing each batch of components separately, each batch of components is taken together and treated as a job.
19. What you mean by Process Costing? 1. This method is employed' when a standard product is made which involves a number of distinct processes performed in a definite sequence. 2. This method is adopted in industries such as oil refining, chemical, paper making, paint, cement manufacturing and other similar industries. 3. This method indicates the cost of a product at different stages as it passes through various operations or processes or departments. For example,, in the manufacture of cement, the operations of mixing, grinding the raw material, burning, cooling and grinding the clinker are readily separable and cost of each of these stages can be accurately calculated. 20. Define Departmental Costing 1. This method is adopted in determining the cost of the output of each department separately for the manufacture of the standardised products. 2. This method is applied in industries like steel industry, automobile industry, etc., where each department is producing independently one or more components. 3. In this method, the actual expenditures of each department on various components is entered on a separate cost sheet and the costing for each department is separately undertaken. 21. Define Operating Cost Method This method is used in firms providing utility services. Example: In transport services, water works, electricity boards, railways, etc., cost is determined on the basis of operating expenses. That is, charges are made as passenger per km, per m3 volume, per kilowatt-hour, tonne, etc. 22. Define Unit Cost Method This method is adopted by the firms, which supply a uniform product rather than a variety of products such as mines, quarries, etc 23. Define Multiple Cost Method This method is used in firms which manufacture variety of standardised products, having no relation to one another in cost, quality and the type of process, etc. Unit 4 : COST ESTIMATION 1. What you mean by materials cost?

It is the cost of materials required for the manufacturing of the product. It consists of (a) Direct material cost (b) Indirect materials cost. Direct Materials Cost It is the cost of direct materials required for the manufacturing of the product. Indirect Material Cost It is the cost of material which are essentially needed in various shops for helping the direct materials to convert into finished product. 2. What is meant by direct material?
Direct material is one which becomes a part of the product. It is the material which is consumed in the, manufacturing of product. It can be measured and charged directly to the cost of the product.
Direct materials are also known as 'Productive materials'. 'Process materials'. 'Store materials'. 'Constructional materials'. and 'Prime cost materials, Examples direct materials are : Mild steel bar used to manufacture spindles, cast iron used to manufacture pulleys, wood used for making a table, plastics used to make buckets, etc. 3. What is mean by Indirect Materials?
Indirect material is the one which cannot be traced as a part of the product. It is the material required for maintaining and operating the plant and equipment but cannot be a part of the product. Examples of indirect materials are: Grease, lubricating oil used to lubricate the equipments, coolants used to cool the job and the tool, cotton waste, kerosene, etc. 4. How to determine of materials cost?
1. Study the given drawing carefully. Then breakup the product into simple geometrical shapes such as cubes, prisms, cylinders, etc., so that their volume can be easily calculated. 2. Calculate the volume of each part by applying the formulae of menstruation. 3. Add volumes of all the parts to get the total volume of the Product. 4. Calculate the weight of material by multiplying the volume,, by its density. 5. Finally, calculate the material cost by multiplying the cost per unit weight to the weight of the material
5. Define Direct Labour Cost It is the wages paid to the direct labour. Direct labour are the workers who actually work or process different materials
either manually or with the help of machines. Direct labour cost can be charged directly to, the job under preparation. Direct labour is also called as 'Productive labour', 'Operating labour and 'Process
labour'. Examples of direct labour are : Workers or operators working on varies machines
in different shops like machine shop, welding shop, foundry shop, carpentry shop, sheet metal shop, etc.

7. Define Indirect Labour Cost It is the wages paid to the indirect labour. Indirect labours are the non productive staff who helps the productive labour in performing their duties. Indirect labour cost cannot be charged directly to a particular job, but are charged on the number of products produced in the plant during a particular period. Examples of indirect labour are: Supervisors, inspectors, foreman, store keepers, time keepers, watchmen, drivers, etc. 8. How to determine of direct labour cost? Since the labour cost contributes a significant amount of total cost of product therefore the effective and efficient determination of labour cost is essential. In order to calculate the labour cost, an estimator must have the knowledge of
i) all the operations involved, ii) the tools, and iii) the machines used for production.
Some important definitions: 1 Cost determination: To determine the actual cost of each component and cost of the final product. 2 For fixing selling price: To provide information to ascertain the selling price of the product. 3. Cost control: To analyse the expenses incurred in production, so that control can be kept over them. 4. Comparison with estimate: To compare the actual cost with the estimated cost to know whether the estimate had been realistic or not. 5. Make or buy decisions: To decide w4ich of the components to be manufactured and which parts to be purchased from outside. 6. Wastage reduction: To help in detecting the undesirable wastages and expenses, so that corrective measures can be taken. 7. To suggest changes in design: To suggest changes in design, if the cost of production is higher as compared to the competing product. 8. Profit and loss: To locate the reasons for the increase or decrease in profits or loss of a company. 9. Fixing the discount: To help in determining the discount on catalogue or market price of the product. 10. Pricing policy: To help in formulating the policies for changing or prices of the product. 11. Budget preparation: To help the enterprise to prepare its budget. 12 For preparing quotations / tenders: To facilitate preparation of estimate for submitting in quotations or tenders. 13. Output targets: To help in regulating, from time to time, the production of a job so that the enterprise can earn more profits. 14. Legal provisions: To meet certain legal and government regulations, cost data is necessary.

15. Purchasing new machines / plants: To provide information for economic consideration for purchasing new machines, plants, etc.
5th Unit: 1. Write the definition of Miscellaneous Allowances
Allowance is the additional time allowed to perform the Work over and above the basic time. To obtain the standard time a proper allowance must be added depending upon the working conditions. Standard time = Basic time + Allowances 2. Define Personal Allowances
They are provided to the worker to fulfil his / her personal needs such as washing hands, going to the lavatory, getting water, tea, coffee, etc. They are usually taken as 5% for male and 7% for female worker of the total working time. 3. Define Fatigue Allowances
They are intended to provide a workman an opportunity to recover from physiological and psychological effects of fatigue caused by carrying out a specified task under specified conditions. Fatigue may be due to excessive work, repeated work, poor lighting, poor ventilation, machine noises, visual and mental strain, etc. Generally 5% of the total time is considered as fatigue allowance. 4. Define Contingency Allowances
These allowances are provided for small unavoidable delays as well as for occasional and minor extra work. Some of these occurrences are : Tool breakage, tool sharpening, tool replacing, filling coolant reservoirs, consulting with foreman, daily oiling and cleaning, power failures of small duration, etc. They are usually less than 5% of the total time. 5. Define Process Allowances
These are allowances provided to compensate for enforced idleness during a process. They include loss of time due to no work, power failure, faulty material, and faulty tools or equipments. 6. Define Interference Allowances
This allowance is provided when two or more work elements occur simultaneously. For example, when one worker is attending more than one machine, then interference idle time on one machine will result. 7. Define Special Allowances

These allowances are provided for activities which are not normally a part of the operation cycle, but they are essential for satisfactory performance of the, work. These include the following: 1. Start up allowance, 2. A shut down allowance, 3. A cleaning allowance, 4. Tool allowance (for adjustment and maintenance of tools), and 5. Change over allowance. 8. Define Direct Expenses
Direct expenses are those which can be charged directly to a particular job and are done for that specific job only. Direct expenses are also known as 'chargeable expenses'. Examples of direct expenses are Cost of preparing designs, drawings for the manufacture of a particular product. Cost of experimental work done specifically for a particular product. Cost of procuring or manufacturing special types of jigs and fixtures for the manufacture of a particular product. Cost of hiring special types of patterns, moulding flasks, dies, etc. Cost of consultancy charges for design and manufacture of a specific product. 9. Define Indirect Expenses (Overhead Expenses)
Indirect expenses are those which cannot be charged directly to a particular product manufactured. All expenses other than the direct material cost direct labour cost and direct expenses are indirect expenses. Indirect expenses are also known as 'Overhead charges" 'On cost and 'Burden'. 10. What are the analyses used for overhead expenses?
(a) Factory expenses, (b) Administrative expenses, (c) Selling expenses, and (d) Distribution expenses.
11. Define Factory Expenses
It includes all indirect expenses which are incurred in connection with manufacture of the products, right from the receipt of the work order till it is completed and ready for despatch. Factory expenses are also known as 'Factory on-cost, Works On-cost, 'Factory overhead', 'Works overhead" 'Production overhead" etc. 12. Define Administrative Expenses
It includes the expenses which are incurred for general administration and management for efficient and proper functioning of the enterprise. Administrative expenses are also known as 'Office expenses' and 'Establishment on-cost ~ 13. Define Selling Expenses.

These are the expenses which are incurred for creating and enhancing the demand for the products. It includes the expenditures spent towards securing orders, creating and retaining markets for the products manufactured. Examples of selling expenses are: (i) Expenses incurred on salaries of sales manager, clerks and attendants in the sales department. (ii) Salaries, commissions and travelling expenses of sales, representatives or agents. (iii) Cost of advertisement and publicity. 14. What you mean by distribution Expenses?
These are the expenses which are spent for the distribution of the product. , It includes the expenditure made on holding finished stock, packing cost and dispatching them to the customer. Examples of distribution expenses are:
(i) Expenses incurred on packing and forwarding. (ii) Salaries of workers employed for packing the products. (iii) Salaries of stores officer, store keeper and their assistants, etc. (iv) Expenses incurred on loading and unloading, freight, welfare and transportation.
15. What are the components of cost?
1. Prime cost, 2. Factory or works cost, 3. Manufacturing or production cost, 4. Total or ultimate cost, and 5. Selling price.
16. Define Prime Cost Prime cost is also called as 'Direct cost. It consists of direct material cost, direct
labour cost and direct expenses. 17. Define Factory or Works Cost
It consists of prime cost and factory expenses. Factory cost = Prime cost + Factory expenses
18. Define Production or Manufacturing or Office Cost
It is the cost of manufacturing a product. It includes the cost of each item incurred in manufacturing the finished product, right from purchasing the raw material to the point when the finished product is ready for sale. It consists of factory cost and administrative expenses.
Manufacturing cost = Factory cost + Administrative expenses