Production-activity-control
78
FOGARTY BAB 14 PENGENDALIAN AKTIVITAS PRODUKSI Saat tiba waktunya rencana harus diputuskan, maka rencana kebutuhan material dan rencana kebutuhan kapasitas harus sudah diselesaikan dan detail pembelian dan jadwal produksi harus diputuskan dan dirilis untuk pengambilan keputusan. Fungsi Production Activity Control (PAC)-yang biasa juga disebut kontrol lantai produksi (SFC)- adalah membuat perencanaan aktivitas, untuk melaporkan hasil operasi, dan meninjau kembali rencana yang diperlukan untuk mencapai hasil yang diinginkan. Gambar 14.1 menunjukkan urutan dari berbagai variasi perencanaan dan pengendalian aktivitas. PAC menggunakan sistem closed loop control, seperti digambarkan pada gambar 14.1, dengan mengukur output aktual dan membandingkannnya pada rencana. Jadi, PAC adalah komponen penting dari sistem closed loop MRP. Walaupun semua sistem PAC menunjukkan fungsi dasar yang sama, sistem individual berbeda-beda karena setiap lingkungan manufaktur memiliki keunikan masing-masing. Masing-masing mempunyai jumlah produk yang berbeda, proses produksi, layout fasilitas, dan hubungan
-
Upload
telkomuniversity -
Category
Documents
-
view
0 -
download
0
Transcript of Production-activity-control

FOGARTY
BAB 14
PENGENDALIAN AKTIVITAS PRODUKSI
Saat tiba waktunya rencana harus diputuskan, maka
rencana kebutuhan material dan rencana kebutuhan
kapasitas harus sudah diselesaikan dan detail pembelian
dan jadwal produksi harus diputuskan dan dirilis untuk
pengambilan keputusan. Fungsi Production Activity Control
(PAC)-yang biasa juga disebut kontrol lantai produksi
(SFC)- adalah membuat perencanaan aktivitas, untuk
melaporkan hasil operasi, dan meninjau kembali rencana
yang diperlukan untuk mencapai hasil yang diinginkan.
Gambar 14.1 menunjukkan urutan dari berbagai variasi
perencanaan dan pengendalian aktivitas.
PAC menggunakan sistem closed loop control, seperti
digambarkan pada gambar 14.1, dengan mengukur output
aktual dan membandingkannnya pada rencana. Jadi, PAC
adalah komponen penting dari sistem closed loop MRP.
Walaupun semua sistem PAC menunjukkan fungsi dasar yang
sama, sistem individual berbeda-beda karena setiap
lingkungan manufaktur memiliki keunikan masing-masing.
Masing-masing mempunyai jumlah produk yang berbeda,
proses produksi, layout fasilitas, dan hubungan

kapasitas personel yang tersedia dan kebutuhan
kapasitas peralatan.
PENJADWALAN DALAM LINGKUNGAN MANUFAKTURBab 1 menguraikan beberapa tipe lingkungan
manufaktur : continuous and repetitive flow lines, batch flow lines,
manufacturing cells, job shop, dan proses proyek (fixed site).
Masing-masing lingkungan berbeda-beda. Scheduling
continuous dan repetitive flow lines akan dibahas pada bab 18.
Project scheduling dibahas pada bab 16. Bab ini membahas
teknik-teknik penjadwalan untuk job shop tradisional dan
batch flow production.
Gambar 14-1
Skema Pengendalian Aktivitas Produksi
2

Penjadwalan Untuk Batch Flow LinesBatch flow lines seperti hidangan bagi perusahaan-
perusahaan, ice cream manufaktur, bubuk penyedap
fasilitas pengepakan, dan rencana pharmaceutical. Dengan
kata lain, sejumlah item yang sama dimanufaktur pada
batch line. Seperti ditulis pada bab 8, sekelompok item
diproduksi sejumlah batch yang sama dengan perubahan
setup, pembersihan alat-alat, dan perubahan material
input.(jika tidak ada waktu yang disediakan untuk
menswitch satu item pada family yang sama ke item
lainnya, maka item-item yang berbeda dapat dicampur
dalam run yang sama dan model lini produksi yang sudah
3
ada). Jadi, tujuan utama manajemen produksi adalah
mangurangi dan secepatnya menghilangkan waktu untuk
mengganti antar item dalam grup. Waktu perubahan sistem
kerja yang singkat, fleksibilitas penjadwalan yang
terbaik dan masalah penjadwalan yang sedikit.
Jumlah item yang diproduksi dipertahankan tetap
pada tingkat produksi dan lamanya produksi. Memutuskan
item yang diproduksi berikutnya dan jumlahnya
tergantung dari beberapa faktor :
A. Jumlah on hand (tersedia) dari masing-masing item
B. Tingkat permintaan item
C. Waktu yang dibutuhkan untuk mengganti antar
beberapa item yang berbeda
D. Tingkat produksi masing-masing item
E. Urutan item dalam proses
Ketika waktu setup (perubahan sistem kerja)
relatif singkat dan urutan item yang diproduksi yang
masih bebas/belum teratur, keputusannya relatif
sederhana : item yang mempunyai waktu pengerjaan paling
singkat dikerjakan pertama.
Waktu pengerjaan adalah periode inventory yang
masih ada yang diramalkan akan digunakan. Sebagai
contoh, sebuah perusahaan menggunakan (atau menjual) 20
printed circuits (Part No. 101) setiap hari dan mempunyai
stok unit tersebut 80, waktu pengerjaan Part No. 101
adalah 4 hari. Waktu pengerjaan (R) dihitung dengan :
4
R =
Lihatlah contoh untuk 4 item yang ditunjukkan
dalam tabel 14-1:
Tabel 14-1Waktu Pengerjaan
Item Inventory
Demand
(unit per
hari)
R
(dalam
hari)
Prioritas
Penjadwala
nA 80 20 4.0 1B 100 10 10.0 2C 150 12 12.5 3D 60 4 15.0 4
Waktu pengerjaan dalam tabel 14-1 dihitung
menggunakan rumus diatas. Sebagai contoh, waktu
pengerjaan part B adalah :
R (B) = = 10.0 hari
Item-item dalam tabel 14-1 dijadwalkan mengikuti waktu
pengerjaannya.
Jika waktu setup untuk item-item segrup relatif
pendek dan jumlah lot produksi lebih kecil dari tingkat
permintaan terendah dan biaya setup yang rendah, maka
5

tidak ada masalah. Waktu yang cukup biasanya ada untuk
manufaktur seluruh item dalam jadwal.
Mari lihat contoh lain. Tabel 14-2 menunjukkan
waktu pengerjaan 3 part mesin yang dibuat dalam mesin
yang sama, sebuah mesin tradisional dengan waktu setup
yang besr dan jumlah produksi yang besar pula.
Tabel 14-2
Waktu Pengerjaan
ItemInventor
y
Demand
(unit
per
hari)
R
(hari)
Economic
al
Producti
on
Quantity
Economic
al
Producti
on Time
(hari)A 80 80 1.0 400 2.0B 150 75 2.0 400 2.0C 60 30 2.0 300 1.5
Perusahaan mempunyai masalah. Item A, B, dan C
seharusnya dikerjakan seketika. Beberapa item ini
seharusnya dikerjakan minggu lalu. Tujuan contoh ini
adalah menunjukkan beberapa poin :
A. Insinyur manufaktur harusnya mengurangi waktu
setup dan, sehingga meningkatkan jumlah dan waktu
pengerjaan produksi. Sebuah pengendalian numerik
komputer, (CNC), mesin yang dapat merubah satu
6
part menjadi lainnya dengan sedikit atau tanpa
waktu setup mungkin sesuai.
B. Pemilihan waktu yang tepat dari rilis pemesanan
adalah penting dalam keputusan jumlah.
Sebagi tambahan, model pantas dipertahankan dalam
situasi ini. Keputusan jumlah pemesanan dan rilis
pemesanan lengkap ketika lebih dari satu grup yang
dikerjakan dalam peralatan yang sama, ketika kapasitas
terbatas, atau ketika item-item dalam grup harus
dikerjakan dengan urutan tertentu untuk mendapatkan
waktu perubahan sistem kerja yang minimum (untuk contoh
pertama item A, kemudian B, C, dan lain-lain).
Ketika inventory mencukupi, orang harus
menggunakan preventive maintenance, metode analisis, dan
pengurangan waktu setup untuk mengurangi lead time dan
meningkatkan rata-rata kualitas dibanding memproduksi
part-part yang tidak diperlukan. (Topik ini dibahas
lebih jauh pada bab 17 dalam konsep Just-in-Time).
Penjadwalan Job ShopJob shop secara fisik biasanya mengelompokkan
sejumlah peralatan yang mempunyai fungsi yang sama
dalam area yang sama. Dengan kata lain, ada banyak
perbedaan pesanan yang diproses dalam pabrik pada waktu
yang sama dan relatif mempunyai rute produksi yang
7

sedikit (alur departemen ke departemen melalui pabrik).
Penjadwalan disini membuat waktu mulai dan
menyelesaikan untuk pemesanan dan ferkuensi meliputi
waktu ketika pemesanan datang dan meninggalkan masing-
masing departemen. Pengurutan disini adalah urutan
dimana pesanan diproses, sebagai contoh, untuk memesan
C terlebih dahulu, kemudian B, diikuti D, dan
seterusnya. Bagaimanapun, dalam praktiknya dan sesuai
literatur, frekuensi penjadwalan lebih sebagai waktu
penjadwalan dan urutan pesanan atau pekerjaan.
Pemilihan sistem penjadwalan, atau teknik
mempertahankan objek penjadwalan dan kriteria yang
hasilnya dapat diukur.
Kebijakan manajemen dan tujuannya adalah dasar
dari keputusan penjadwalan. Akan tetapi, manajemen
produksi bisa mendefinisikan penjadwalan multiple dan
conflicting dalam beberapa cara, seperti : minimasi
rata-rata keterlambatan pemesanan, minimasi
keterlambatan maksimum, minimasi lead time manufaktur
(rata-rata flow time minimum), minimasi WIP, dan
maksimasi utilisasi bottleneck work center. Kebetulan,
banyak tujuan yang satu sama lain saling mendukung.
Sebagai contoh, pengurangan lead time manufaktur
mengurangi WIP dan meningkatkan probabilitas pertemuan
due dates.
8

Hasil dari tujuan penjadwalan ini adalah
mempertahankan fleksibilitas melalui peningkatan
metode, layout fasilitas, pengurangan setup, worker
cross training, dan pengembangan sel manufaktur tidak
bisa overemphasized.
Kontrol PrioritasBanyak metode (kadang disebut prioritas aturan)
yang ada untuk dibuat sebagai prioritas pesanan.
Prioritasnya, kadang ditunjukkan sebagai angka,
digunakan untuk menentukan urutan dari pesanan yang
harus dikerjakan. Aturan yang dideskripsikan dalam
halaman berikutnya adalah kemungkinan yang paling
umum, tapi banyak variasi dan kombinasi dari beberapa
model yang sudah ada. Daftar dalam tabel 14-3
menyediakan ikhtisar dari aturan dasar dan tujuannya.
Untuk menunjukkan bagaimana aturan dalam tabel 14-
3 digunakan untuk menunjukkan prioritas pemesanan, ayo
pertimbangkan sebuah contoh yang spesifik. Tabel 14-4
menunjukkan data mengenai empat pesanan dalam sebuah
pabrik manufaktur di Illinois tengah. Semua pesanan ada
pada departemen yang sama, yang kita sebut Departemen
7. Aturan prioritas paling sederhana
mengimplementasikan due date paling awal. Sebagai
contoh, urutan manufakturingnya adalah A, B, C, D. Due
date job ini berurutan adalah 130, 132, 136, dan 138.
9
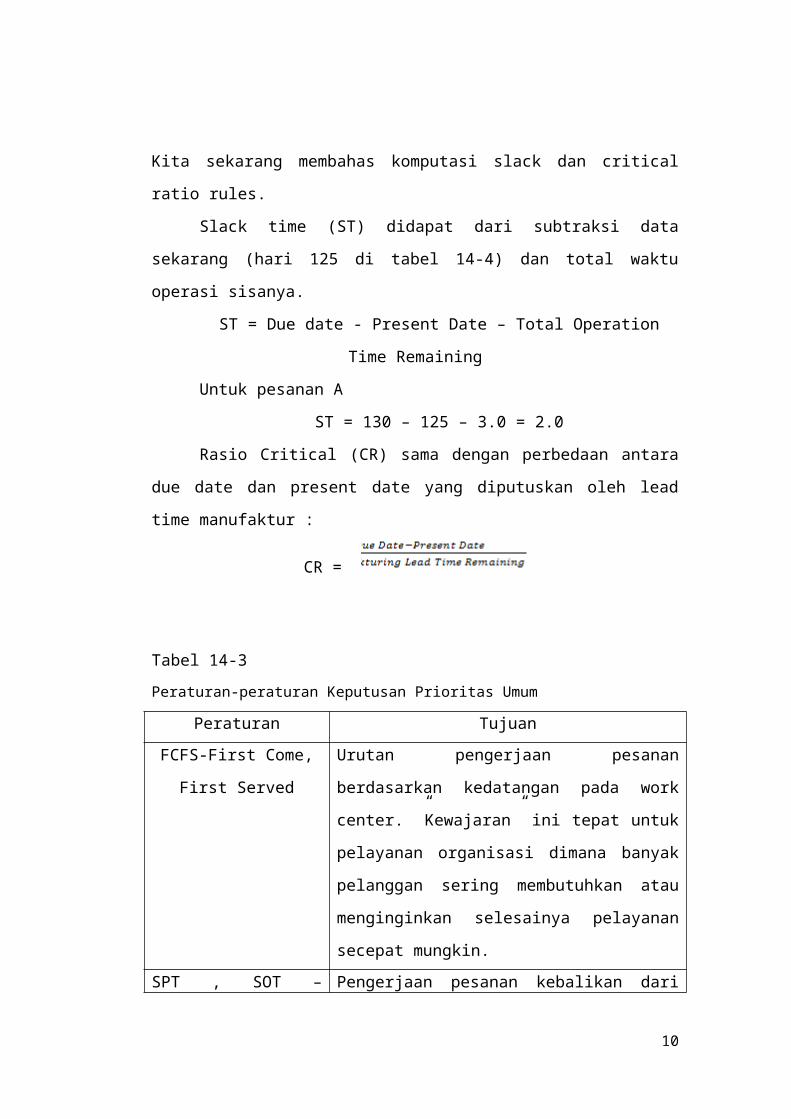
Kita sekarang membahas komputasi slack dan critical
ratio rules.
Slack time (ST) didapat dari subtraksi data
sekarang (hari 125 di tabel 14-4) dan total waktu
operasi sisanya.
ST = Due date - Present Date – Total Operation
Time Remaining
Untuk pesanan A
ST = 130 – 125 – 3.0 = 2.0
Rasio Critical (CR) sama dengan perbedaan antara
due date dan present date yang diputuskan oleh lead
time manufaktur :
CR =
Tabel 14-3Peraturan-peraturan Keputusan Prioritas Umum
Peraturan TujuanFCFS-First Come,
First Served
Urutan pengerjaan pesanan
berdasarkan kedatangan pada work
center. ”Kewajaran” ini tepat untuk
pelayanan organisasi dimana banyak
pelanggan sering membutuhkan atau
menginginkan selesainya pelayanan
secepat mungkin.SPT , SOT – Pengerjaan pesanan kebalikan dari
10
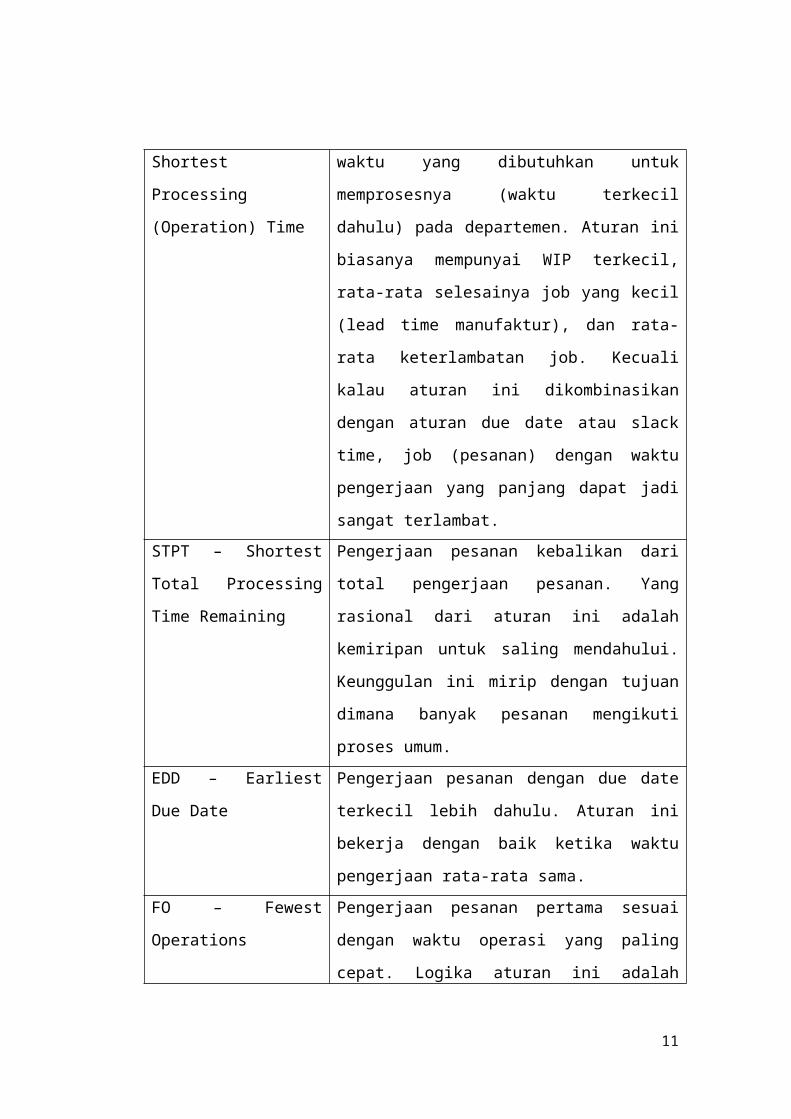
Shortest
Processing
(Operation) Time
waktu yang dibutuhkan untuk
memprosesnya (waktu terkecil
dahulu) pada departemen. Aturan ini
biasanya mempunyai WIP terkecil,
rata-rata selesainya job yang kecil
(lead time manufaktur), dan rata-
rata keterlambatan job. Kecuali
kalau aturan ini dikombinasikan
dengan aturan due date atau slack
time, job (pesanan) dengan waktu
pengerjaan yang panjang dapat jadi
sangat terlambat.STPT – Shortest
Total Processing
Time Remaining
Pengerjaan pesanan kebalikan dari
total pengerjaan pesanan. Yang
rasional dari aturan ini adalah
kemiripan untuk saling mendahului.
Keunggulan ini mirip dengan tujuan
dimana banyak pesanan mengikuti
proses umum.EDD – Earliest
Due Date
Pengerjaan pesanan dengan due date
terkecil lebih dahulu. Aturan ini
bekerja dengan baik ketika waktu
pengerjaan rata-rata sama.FO – Fewest
Operations
Pengerjaan pesanan pertama sesuai
dengan waktu operasi yang paling
cepat. Logika aturan ini adalah
11

operasi tercepat membuat waktu
antrian jadi sedikit, sebagai
hasilnya, aturan ini mengurangi
rata-rata WIP, lead time
manufaktur, dan rata-rata
keterlambatan. Akan tetapi, pesanan
dengan relatif banyak operasi dapat
mengambil terlalu banyak jikia
aturan lain tidak dikombinasikan
dengan aturan ini. ST – Slack Time Pengerjaan pertama pesanan dengan
slack time terkecil dan urutannya
berurutan naik berdasarkan slack
time-nya. Slack time sama dengan
due date dikurangi waktu proses
(setup ditambah waktu pengerjaan).
Aturan ini mendukung tercapainya
tujuan due date. Slack time per
operasi adalah variasi dari aturan
ini.CR – Critical
Ratio
Untuk pesanan yang tidak terlambat
(overdue), pengerjaan pertama dari
critical ratio terkecil. Critical
ratio sama dengan due date
dikurangi present date dibagi lead
time normal manufaktur.
12

Tabel 14-4Prioritas Penjadwalan, Departemen 7, hari 125 (Seluruh waktu
dalam hari)
Ord
er
Du
e
Da
te
Curren
t
Operat
ion
Time
Total
Operat
ion
Time
Remain
ing
Manufactu
ring Lead
Time
Remaining
Number
of
Operat
ions
Remain
ing
Sla
ck
Tim
e
Crit
ical
Rati
o
A 13
0
1.5 3.0 6.0 3 2.0 0.83
B 13
2
1.0 4.5 9.5 5 2.5 0.74
C 13
6
2.0 4.0 8.0 4 7.0 1.38
D 13
8
3.5 7.0 9.0 2 6.0 1.44
Untuk Pesanan D,
CR = = 1.44
13

CR dekat dengan 1.0 mengindikasikan pesanan sesuai
dengan jadwal; CR yang lebih besar dari 1.0
mengindikasikan pesanan maju dari jadwal; dan CR yang
lebih kecil dari 1.0 mengindikasikan pesanan mundur
dari jadwal. Indeks CR – kriteria prioritas paling umum
– harusnya menjadi penghubung antara kriteria satu
dengan yang lainnya. Sebagai contoh, order X mempunyai
2 hari untuk mengantar dan 1 hari untuk lead time
manufaktur; jadi CR-nya adalah 2.0 (2 + 1). Misalkan
order Y mempunyai CR 1.11 : artinya due date 10 hari
dan lead time manufaktur 9 hari. Sebagai dasar dari CR,
order Y mempunyai prioritas paling tinggi. Keduanya
memiliki slack time yang sama, satu hari. Akan tetapi,
due date yang lebih dekat dengan order X menjadi
pertentangan kuat untuk menjadi prioritas utama.
Sebagai tambahan, CR bukan indeks prioritas yang
bagus untuk pesanan yang due date-nya sudah terlewati.
Indikasi prioritas untuk pesanan yang due date-nya
sudah terlewati segera tergambarkan.
Mengaplikasikan masing-masing aturan prioritas
dalam tabel 14-3 (kecuali FCFS) ke empat pesanan dalam
tabel 14-4 memberikan urutan pemrosesan berikut ini :
EDD (Earliest Due Date) : A, B, C, D
SOT (Shortest Operation Time) : B, A, C, D
STPT (Shortest Total Processing Time Remaining) :
A, C, B, D
14

FO (Fewest Operations) : D, A, C, B
ST (Slack Time Remaining) : A, B, D, C
CR (Critical Ratio) : B, A, C, D
Walaupun mengaplikasikan aturan prioritas untuk
empat pesanan pada waktu tertentu dalam departemen yang
spesifik akan menghasilkan hasil yang berbeda, hasil
diatas tidaklah luar biasa. Aturan yang berbeda
menghasilkan urutan yang berbeda, tapi ini pola yang
sudah umum. Sebagai contoh, pesanan A dan B dijadwalkan
pertama dan kedua dalam aturan umum. Satu faktor yang
juga dipertimbangkan adalah status work center untuk
masing-masing pesanan berikutnya. Akan ada titik dalam
penjadwalan order A pertama jika operasi berikutnya
pada work center terlalu berat dengan prioritas pesanan
tertinggi.
Satu keuntungan dari aturan SOT adalah data
memerlukan untuk menggunakannya agar siap dipakai
supervisor, seperti seharusnya data due date. Operasi
dan due date pesanan sangat populer untuk menetapkan
prioritas pesanan karena kesederhanaannya, dan hubungan
langsung untuk mencapai tujuan utama manajemen -
pengantaran tepat waktu. Aturan lainnya memerlukan
perhitungan dan pertimbangan data yang lebih banyak.
Jadi, mereka biasanya membutuhkan pengkomputeran sistem
kontrol lantai produksi yang menampilkan semua
15
perhitungan dan menyiapkan laporan harian yang
menunjukkan prioritas pesanan.
Perencanaan (menentukan) prioritas pesanan adalah
prasyarat untuk megefektifkan pengendalian aktivitas
produksi. Prioritas harus menggambarkan kebutuhan
aktual dan harus konsisten diantara item-item yang
memiliki assembly sama. Pergantian prioritas pesanan
secara frequntif akan merusak kekredibilitasannya.
Pesanan-pesanan terlambat dan indikasi prioritas.
Pesanan terlambat adalah hal spesial yang menarik
karena manajemen tertarik euntuk meminimasi biaya
keterlambatan pesanan. Indikasi prioritas spesial
sering digunakan untuk mengatur keterlambatan pesanan
karena, diantara berbagai alasan, teknik CR meberikan
informasi yang membingungkan ketika diaplikasikan untuk
pesanan terlambat. Data dalam tabel 14-5
mengilustrasikan kegagalan CR dalam situasi
keterlambatan. Pesanan B dan C keduanya memiliki CR 0.0
mengindikasikan identitas prioritas; tetapi B 10 hari
telat dari jadwal dan C 8 hari telat dari jadwal.
Selesaikan prioritas yang tidak sama. Pesanan D
mempunyai CR -2.5 yang mengindikasikan bahwa kondisi
ini lebih buruk dari pesanan E yang mempunyai CR -1.25.
Kecuali kasus ini, pesanan E lebih telat dari pesanan
D.
16
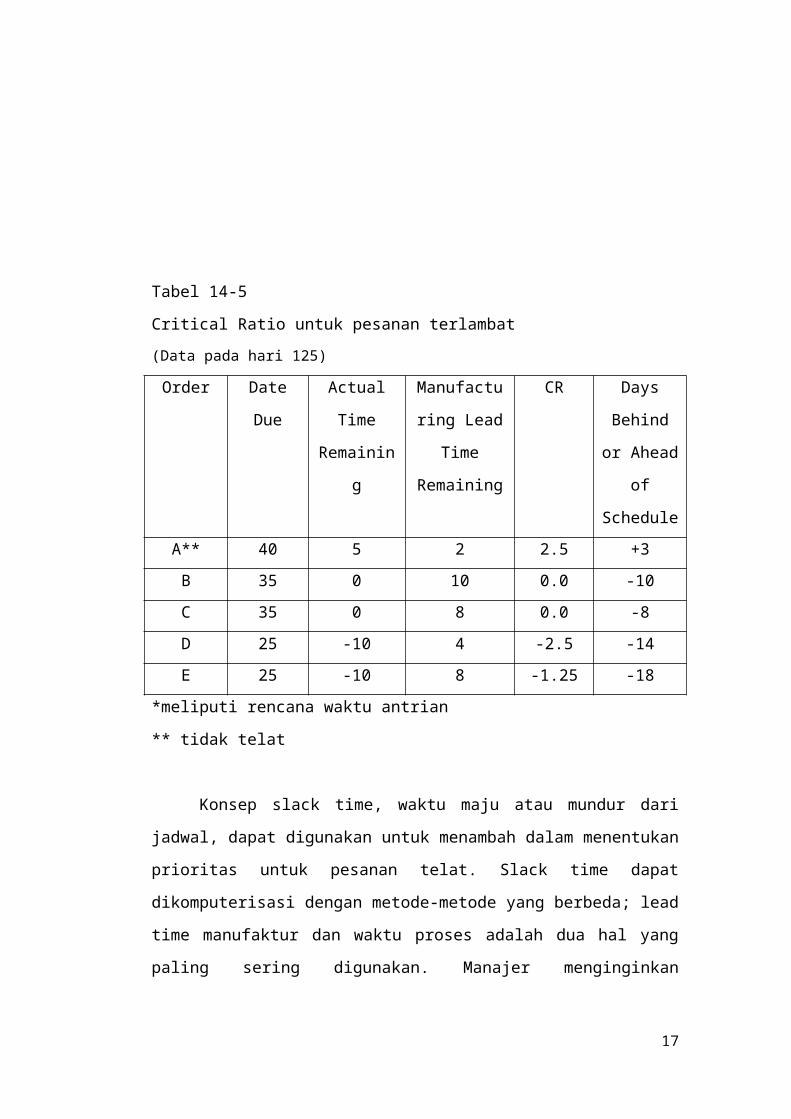
Tabel 14-5
Critical Ratio untuk pesanan terlambat(Data pada hari 125)
Order Date
Due
Actual
Time
Remainin
g
Manufactu
ring Lead
Time
Remaining
CR Days
Behind
or Ahead
of
ScheduleA** 40 5 2 2.5 +3B 35 0 10 0.0 -10C 35 0 8 0.0 -8D 25 -10 4 -2.5 -14E 25 -10 8 -1.25 -18
*meliputi rencana waktu antrian
** tidak telat
Konsep slack time, waktu maju atau mundur dari
jadwal, dapat digunakan untuk menambah dalam menentukan
prioritas untuk pesanan telat. Slack time dapat
dikomputerisasi dengan metode-metode yang berbeda; lead
time manufaktur dan waktu proses adalah dua hal yang
paling sering digunakan. Manajer menginginkan
17

meminimasi jumlah keterlambatan dan memutuskan hanya 1
pesanan yang terlambat. Dalam kasus ini, pesanan yang
dapat diantar tepat waktu adalah terlambat untuk
memproses sebuah pesanan yang terlambat.
Metode Manfacturing Lead Time Remaining (MLTR)
dengan mengkomputasi slack time dari sejumlah hari yang
maju dan mundur dari jadwal dengan mengurangi lead time
manufaktur dari lead time aktual. Prioritasnya adalah
ketika komputerisasi berdasarkan jumlah hari terlambat
atau maju dari jadwal. Sebagai contoh, pesanan E dalam
tabel 14-6 mempunyai prioritas yang lebih tinggi karena
lebih jauh terlambat dari jadwal berdasarkan metode
ini.
Tabel 14-6
Prioritas Pesanan Terlambat – Lead Time Manufaktur(Data pada hari 35)
Order Date
Due
Actual
Time
Remainin
g
Manufactu
ring Lead
Time
Remaining
Days
behind
or
Ahead
of
Schedul
e
Priorit
y
18

A** 40 5 2 +3 5B 35 0 10 -10 3C 35 0 8 -8 4D 25 -10 4 -14 2E 25 -10 8 -18 1
*meliputi rencana waktu antrian
** tidak telat
Metode Processing Time Remaining (PTR) dengan
mengkomputasi slack time dari sejumlah hari yang mundur
dan maju dari jadwal dengan mengurangi waktu proses
dari waktu aktual. Komputasi ini ditunjukkan dalam
tabel 14-7.
Tabel 14-7
Prioritas Pesanan Terlambat – Waktu Proses(Data pada hari 35)
Order Date
Due
Actual
Time
Remainin
g
Processi
ng Time
Remainin
g
Days
behind
or Ahead
of
Schedule
Priorit
y Rank
A* 40 5 2 +3 5B 35 0 4 -4 3C 35 0 5 -5 4D 25 -10 1 -11 2E 25 -10 3 -13 1
19

Hari yang terlambat dari jadwal ketika komputasi
menggunakan Lead time manufaktur seperti dalam tabel
14-6 mengindikasikan bahwa pesanan B jauh lebih
terlambat dari jadwal ketimbang pesanan C dan akhirnya
menjadi prioritas tertinggi. Akan tetapi, rangking
berdasarkan waktu proses dibandingkan dengan total lead
time manufaktur membuat pesanan C sebagai prioritas
tertinggi, seperti diilustrasikan pada tabel 14-7.
Ketika antri dan waktu berjalan besar tetapi porsi
variabel lead time manufaktur, dan antri dan waktu
berjalan dipersingkat dengan urutan prioritas, rangking
ditingkatkan menggunakan hari keterlambatan ditambah
waktu proses dibandingkan dengan lead time.
Jadi, untuk pesanan terlambat, dua aturan
prioritasnya adalah :
1. Kerjakan pesanan yang pertama itu yang mempunyai
total hari terlambat terbesar ditambah lead time
manufaktur.
2. Kerjakan pesanan yang pertama itu yang mempunyai
total hari terlambat terbesar ditambah waktu
proses
Pesanan-pesanan untuk safety stock dan item made-
to-stock harus menjadi prioritas terendah dibandingkan
item yang dimanufaktur untuk memenuhi pesanan pelanggan
dengan due date yang sama. Hal ini membuktikan filosofi
20

bahwa pelanggan itu yang utama. Sebagai tambahan,
safety stock dan stok barang jadi dimanufaktur untuk
mendapatkan kemungkinan tapi permintaan tak pasti,
walaupun pesanan aktual itu pasti.
Ukuran Performansi. Kriteria untuk mengevaluasi sistem
kontrol prioritas meliputi :
1. Persentase pesanan pasti
a. Untuk pelanggan
b. Untuk lini assembly
2. Rata-rata keterlambatan
3. WIP
4. Idle time
5. Minimasi waktu setup
6. Energi konservasi
Satu atau dua yang lebih dulu bisa dominan dalam
jangka waktu pendek. Perencana harus bisa mengenali
pergeseran kriteria perbedaan part dari pabrik, dan
mengorganisasikan pengiriman sesuai daftar. Daftar
pengiriman adalah dokumen berisi daftar pesanan di work
center dan mengindikasikan prioritas masing-masing.
Pengiriman dibahas lebih rinci setelah bab ini.
MANAJEMEN PANJANG ANTRIANAntrian berisi item-item yang menunggu untuk
diproses di work center. Biasanya diukur dengan jam
21
yang dibutuhkan work center, dalam hal ini, panjang
atau ukuran antrian. Panjang antrian secara langsung
mempengaruhi nilai inventory WIP dan lead time
manufaktur. Situasi ideal jika tidak ada antrian dan
juga tidak ada idle time : sebuah item sampai tepat
waktu sesuai jadwal untuk diproses dan work center
selalu siap sedia beroperasi. Akan tetapi, kondisi
ideal jarang terjadi dalam job shop dan antrian
direncanakan sebagai kompensasi ketidak seimbangan
aliran dari pekerjaan yang datang dan variasi dalam
waktu proses work center. Bab 17 menggambarkan
bagaimana konsep JIT dapat mengurangi banyak antrian.
Bagian ini menggambarkan manajemen prioritas antrian
atau pencapaian keuntungan dari JIT.
Tujuan dari manajemen panjang antrian adalah
mengontrol lead time dan WIP dan mendapatkan utilisasi
full dari bottleneck work center. Material antri hanya
sejam pekerjaan dan mungkin direncanakan pada aliran
proses lini untuk menghindari downtime. Dalam
lingkungan job shop, menentukan sifat alami antrian
yang kriti pada work center harus menjadi langkah
pertama. Hal ini berarti tujuan panjang antrian
tercapai. Pertama, kita akan memeriksa distribusi
panjang antrian. Kemudian, kita akan menginvestigasi
operasi overlapping dan operasi splitting, dua metode
dalam mengatur antrian dan lead time.
22

Tipe Distribusi AntrianGambar 14-2 mengilustrasikan empat perbedaan
situasi antrian : (1) antrian terkontrol, (2) panjang
antrian berlebihan, (3) antrian tidak terkontrol, dan
(4) idle time due untuk antrian pendek.
Gambar 14-2A mengilustrasikan situasi dimana rata-
rata panjang antrian adalah 30 jam, panjang antrian
adalah 55 jam, dan work center tidak pernah menganggur
karena kekurangan pekerjaan dan jarang kebanyakan
pekerjaan. Disamping itu, gambar 14-2B menunjukkan
panjang antrian yang tidak pernah kurang dari 45 jam.
Pada kenyataannya panjang antrian dapat dikurangi dari
45 jam tanpa mempengaruhi idle time. Pengurangan ini
jadi lebih tepat dengan mengeluarkan pekerjaan ke work
center (mengendalikan input) pada tingkat pengurangan
sampai antrian berkurang.
Panjang antrian juga dapat diukur secara statistik
dengan merencanakan rata-rata panjang berdasarkan
probabilitas stockout, sebuah panjang antrian nol.
Pencapaian ini menghitung perencanaan rata-rata panjang
antrian dengan mengalikan standar deviasi yang
dibutuhkan untuk memperoleh pemenuhan yang dibutuhkan.
Dalam hal ini diasumsikan distribusi panjang antrian
berdasarkan data masa lalu dan menghitung item pada
23
saat permesinan sabagai bagian dari antrian,(panjang
antrian nol disamakan untuk mesin downtime.)
Lihatlah antrian pada gambar 14-2B yang memiliki
distribusi normal dengan rata-rata panjang 70 jam dan
standar deviasi 9.7 jam. Jika tujuan manajemen
kekurangan material kurang dari 1 persen (tingkat
pelayanan 99 persen), rata-rata panjang antrian yang
direncanakan kira-kira 22.6 (2.33 x 9.7) jam standar.
(kira-kira standar deviasi 49 persen dari area
tertinggi dibawah kurva normal adalah 2.33). Gambar 14-
3 mengilustrasikan distribusi panjang antrian.
Kedatangan pertama untuk antrian dalam gambar 14-
2B mengindikasikan bahwa panjang antrian dapat
dikurangi sampai dengan 45 jam standar, dan secara
statistik pendekatan ini memberi kesan bahwa rata-rata
panjang antrian 22.6 jam standar (pengurangan 47.4 jam
pada panjang antrian rata-rata) akan mencapai tujuan
idle time. Tidak satupun pendekatan yang pasti dan
keduanya harus diaplikasikan dengan peringatan.
Distribusi panjang antrian jarang normal sempurna,
paling dekat panjang antrian, dalam hal ini,
mempengaruhi distribusi. Dalam banyak kasus, akan
tetapi, kedua
Gambar 14-2
24

Typical Queue Length(Time Series dan Frekuensi Distribusi)
Gambar 14-3
25

Distribution of Queue Length
(Standar Deviasi = 9.7 jam)
pendekatan secara jelas mengindikasikan kapan antrian
dapat diperpendek. Dalam banyak kasus penggantian harus
secara bertahap meminimasi masalah penyesuaian toko.
Penurunan tiba-tiba antrian dapat menyebabkan
supervisor dan operator mengeluarkan pesanan tersedia.
Hal ini jelas membuat personel toko jaminannya masih
aman, tetapi bergerak dari pabrik ke perencanaan
produksi dan pengendalian.
Pengurangan panjang antrian merupakan pintu
gerbang work center, work center pertama dimana
pekerjaan dilakukan, dicapai melalui pengendalian
input/output terpusat. Pemilihan pesanan yang tepat
untuk pemrosesan awal pada work center akan
mengakibatkan penyesuaian yang diinginkan pada hilir
work center yang digunakan paling akhir dalam proses.
26
49% 49%
1 %1 %
22.6
45.2
0

Kondisi yang digambarkan pada gambar 14-2D adalah
tipe work center dengan kapasitas tersedia yang
berlebihan. Pesanan berlebih pada work center harus
dikerjakan dengan kapasitas berlebih yang mungkin
(ketika pesanan kurang pada work center).
Gambar 14-2C mengilustrasikan situasi yang lebih
nyata, antrian tidak terkontrol. Adalah lebih disukai
bila menemukan work center dengan dua atau lebih
operasi yang selesai lebih awal pada work center. Pada
situasi ini, pesanan tidak menentu. Sebuah analisis
detail menyatakan sumber utama dan pola pemrosesan
persediaan yang baru masuk harus menjadi kunci
perbaikan. Analisis dari alternatif urutan pesanan juga
menyatakan pilihan yang tersedia untuk mengurangi
panjang antrian yang tidak biasa dari tipe situasi ini.
Teknik penjadwalan terbatas pada simulasi kapabilitas
yang sering dapat digunakan untuk mengantisipasi dan
menghindari situasi mirip lainnya.
Operasi Overlapping (Transfer Batches)Operasi overlapping secara skematis digambarkan
pada gambar 14-4, adalah teknik yang digunakan untuk
mengurangi total lead time dari produksi dengan membagi
lot ke dalam dua atau lebih batch dan menghubungkan
sedikitnya dua operasi berurutan secara langsung (satu
dikerjakan segera setelah yang lain). Operasi
27

overlapping adalah praktek umum dalam manufaktur ketika
setup dibutuhkan.
Gambar 14-4
Skema Operasi Overlapping
Operasi overlapping terdiri dari :
1. Satu lot part yang dibagi dalam dua batch
(transfer batch)
2. Secepat seperti pelengkapan batch pertama operasi
A, bergerak ke operasi B dengan segera
3. Ketika operasi A ditunjukkan pada batch kedua,
operasi B ditunjukkan pada batch pertama
4. Ketika operasi A diselesaikan pada batch kedua,
segera bergerak ke operasi B
28

Jika operasi B membutuhkan waktu per unit lebih
singkat dibandingkan operasi A, batch pertama harus
cukup besar untuk menghindari idle time pada operasi B.
Perhitungan ukuran batch minimum adalah cukup terang :
Q = Q1 + Q2
Q1 PB + TAB + SB Q2 PA + TAB (asumsikan Q2
untuk operasi B sebelum operasi B diselesaikan
pada Q1)
Dimana Q = total lot size
Q1 = ukuran minimum batch pertama
Q2 = ukuran maksimum batch kedua
SB = waktu setup operasi B
PA = waktu proses per unit, operasi A
PB = waktu proses per unit, operasi B
TAB = waktu transit antara operasi A dan B
Selesaikan persamaan diatas untuk Q1 dengan :
Q1
Sebagai contoh, jika
Q = 100 unit
PB = 10 menit
PA = 5 menit
SB = 40 menit
TAB = 30 menit
29
Maka
Q1 = = 64
Hasilnya dapat diperiksa dengan mudah. Waktu yang
dibutuhkan untuk memproses 64 unit pada operasi B
adalah 320 (64 x 5) menit waktu pengerjaan ditambah 40
menit untuk setup, totalnya 360 menit. Tepatlah kalau
waktu yang dibutuhkan untuk memproses batch kedua
adalah 36 unit pada work center A. Waktu lainnya sama
untuk keduanya. Jika lebih kecil dari 64 maka batch
pertama, work center B akan menganggur untuk menunggu
kedatangan batch 2.
Jika operasi B dapat disiapkan sebelum kedatangan
part, pertimbangan dari waktu setup yang jauh
menyimpang dari persamaan yang mendefinisikan ukuran
minimum batch pertama, sebagai contoh,
Q1 = 66.7 = 67 unit
Pengurangan total lead time manufaktur dengan
mengurangi waktu throughput untuk operasi A dan B
adalah keuntungan dari operasi overlapping, seperti
diilustrasikan pada gambar 14-5. Kerugiannya adalah
penambahan biaya rencana peningkatan dan pengendalian
yang dibutuhkan dengan jumlah ganda dari batch dan
perpindahan material, ditambah kebutuhan batch pertama
yang bergerak segera diatas pemenuhan dan kapasitas
30
tersedia work center B ketika batch pertama datang.
Waktu hilang tidak karena dua kebutuhan menurunkan lead
time cadangan.
Gambar 14-5
Perbandingan Lead Time Tanpa dan dengan Overlapping
31

Untuk menghitung perbedaan antara lead time tanpa
dan dengan overlapping gunakan contoh berikut ini:
Q = 100 unit
Q1 = 66 unit
Q2 = 34 unit
PA = 10 menit
PB = 5 menit
TAB = 30 menit
SA = 80 menit
SB = 40 menit
Lead time manufaktur (MLT) tanpa overlapping dan
tanpa persamaan antrian waktu total untuk operasi A
32

(setup dan proses) ditambah waktu transit ditambah
waktu total untuk operasi B (setup dan proses). Jadi,
MLT = 80 + 100 x 10 + 30 + 40 + 100 x 5 = 1,650
menit
MLT dengan overlapping dan setup awal operasi B
sama dengan waktu operasi A pada batch 1 (setup dan
proses) ditambah waktu transit dari operasi A ke
operasi B ditambah total waktu operasi B (hanya proses
saja) pada batch 1 dan 2. Batch 2 menyelesaikan operasi
A dan bergerak ke operasi B ketika batch 1 diproses di
B. Jadi,
MLT = 80 + 67 x 10 + 30 + 100 x 5 = 1,280 menit
Perbedaan antara dua kondisi dengan lead time 370
menit (1,650 – 1,280), kira-kira pengurangan 22 persen.
Simpanan sekarang dipertahankan pada part yang
dibutuhkan untuk menset up mesin seperti waktu normal
pesanan yang menunggu antar proses. Biasanya simpanan
utama dari overlapping datang dari eliminasi waktu
antrian – frekuensi beberapa waktu lebih besar daripada
total waktu proses-antar operasi.
Ketika waktu operasi dari operasi B lebih besar
daripada operasi A, perhitungan sama bisa dipakai untuk
menunjukkan ukuran batch yang diperlukan untuk
memaksimasi lead time cadangan di bawah konstrain
dengan hanya satu tambahan pergerakan (membagi lot
menjadi tidak lebih dari dua). Bab 17 meneliti operasi
33

overlapping lebih jauh, meliputi banyak transfer lot
dan pengurangan waktu transit. Sejak operasi, setup,
dan waktu transit jarang konstan, simulasi dari
aktivitas-aktivitas, seperti dideskripsikan pada bab
23, sangat pantas.
Operasi SplittingOperasi splitting, secara skematis digambarkan
pada gambar 14-6, mengurangi total lead time dengan
mengurangi waktu kerja komponen. Lot produksi dibagi
menjadi dua atau lebih batch dan operasi yang sama yang
ditunjukkan secara simultan pada masing-masing sublot.
Operasi splitting mengurangi lead time manufaktur
pemrosesan (waktu kerja) komponen pada biaya tambahan
setup. Kondisi kondusif untuk lot splitting meliputi
rasio relatif tinggi dari total waktu pengerjaan ke
waktu setup. Peralatan menganggur atau kekuatan kerja
personel, dan kemungkinan operator menjalankan lebih
dari satu mesin. Kejadian ini terus berlangsung.
Sebagai contoh, untuk memotong banyak diameter ring
gears, waktu setup kecil dibandingkan dengan waktu
kerja lot 20 atau lebih.
Lot juga bisa split dengan cara ”perimbangan
setup” seperti diilustrasikan pada gambar 14-6. Setelah
mesin pertama set up dan bekerja, operator menset up
mesin kedua. Untuk mencapai kemungkinan ini, waktu yang
34

dibutuhkan untuk membongkar satu part dan mengisi part
berikutnya harus lebih kecil dari waktu kerja per part.
Sebagai tambahan, pabrik mempraktekkan (dan kontrak
pekerja) harus secara manual menjalankan lebih dari
satu mesin. Hasilnya mengurangi lead time dan
meningkatkan produktivitas pekerja. Rata-rata campuran
part untuk menyamakan runout (lihat bab 8) atau untuk
mendapatkan siklus assembly yang dibutuhkan sebagai
grup. Baik overlapping dan splitting keduanya adalah
prosedur normal dalam bagian manufaktur.
Gambar 14-6
Dampak Operasi Splitting pada Manufacturing Lead Time
PENGENDALIAN INPUT/OUTPUT
35
Perencanaan dan pengendalian input/output (I/O) adalah
sebuah proses terintegrasi yang meliputi (1)
merencanakan performansi input dan output yang mungkin
diterima setiap periode waktu di setiap stasiun kerja,
(2) mengukur dan melaporkan input dan output aktual
(feedback), dan (3) memperbaiki situasi di luar kendali.
Sistem pelaporan diujikan pada bagian akhir chapter ini
dan chapter 20.
Pengendalian input/output adalah sebuah teknik
yang efektif untuk mengendalikan antrian, work in process,
dan manufacturing lead time (waktu dari merilis order
sampai order selesai dikerjakan). Sesi ini menganalisis
input, output, dan work in process aktual. Pengendalian
input/output memungkinkan perencana untuk menentukan
tindakan apa yang penting dilakukan untuk mencapai
output yang diharapkan, work in process, dan manufacturing
lead time tujuan. Kita akan berlatih kasus pusat proses
tunggal (single processing centers) dan kemudian kasus yang
lebih rumit untuk stasiun kerja multiple dan banyak order
dengan routing berbeda.
Proses Stasiun Kerja TunggalBeberapa proses manufaktur hanya mempunyai satu stasiun
kerja; yang lain memiliki sebuah stasiun kerja dominan
(bottleneck) yang menjadi poin utama yang mengendalikan
input dan output untuk proses keseluruhan. Ditambah
36
lagi, stasiun kerja gateway (pembuka), batch line yang
kontinu dan berulang, dan sebuah routing yang seragam
melalui sekelompok stasiun kerja berulang kali
dikelompokkan sebagai proses stasiun kerja tunggal
untuk tujuan analisa input/output.
Input/output adalah sebuah teknik control jangka
pendek; biasanya dinilai dalam time bucket harian, bukan
mingguan. Analisis input/output membandingkan input
order terjadwal dengan proses dan output terjadwal
dengan input dan output aktual. Informasi ini berasal
dari jadwal produksi dan laporan order release actual,
kedatangan order di sebuah stasiun kerja, dan
penyelesaian order di stasiun kerja. Konsep dasar dari
perencanaan dan pengendalian I/O adalah WIP akhir sama
dengan WIP awal ditambah input dikurangi output,
seperti diilustrasikan pada Gambar 14-7. Perhitungan
lebih lanjut dapat menghasilkan deviasi input
kumulatif, deviasi output kumulatif, serta WIP yang
direncanakan dan WIP aktual. Perhitungan ini, dengan
contoh dari Tabel 14-8 adalah:
37

Dimana i = periode waktu
PI = input yang direncanakan
AI = input aktual
PO = output yang direncanakan
AO = output aktual
ICD = deviasi input kumulatif
OCD = deviasi output kumulatif
PWIP = WIP akhir yang direncanakan
AWIP = WIP akhir aktual
Pihak manajemen kemudian dapat mengembangkan
usuran yang bermacam-macam usuran performansi, termasuk
level penerimaan deviasi input dan output dan level
penerimaan WIP.
Gambar 14-7
Hubungan Input/Output dalam Proses Kontinu
untuk Proses Operasi Tunggal
38

Contoh berikut mengilustrasikan tiga situasi berbeda:
(1) sebuah proses yang terkendali, (2) penggunaan
input/output untuk mengendalikan serta mengurangi WIP
dan lead time (3) pengendalian input/output dalam kondisi
di luar kendali.
Pada contoh pertama, diilustrasikan pada Tabel 14-
8, situasi terkendali. Input aktual dan output aktual
berbeda sedikit dengan perencanaan. Maka, manajemen
akan menetapkan sebuah deviasi kumulatif yang dapat
diterima, sekitar 20 jam WIP pada contoh kasus, sebagai
nilai yang diterima untuk kejadian acak. WIP yang
direncanakan biasanya tiga atau empat kali dari standar
deviasi WIP akhir. Deviasi yang diterima adalah sekitar
dua kali standar deviasi; diluar ini, tindakan dicoba
untuk mengoreksi deviasi. Pada Tabel 14-8, WIP yang
direncanakan terlihat terlalu tinggi.
Tabel 14-8
Pengendalian Input/Output, Situasi Terkendali.
DAY
39

25 26 27 28 29 30Input
Rencana (PI) 16 16 16 16 16Aktual (AI) 12 19 22 10 15Komulatif
Deviasi(ICD) 0 -4 -1 5 -1 -2
Output Rencana (PO) 16 16 16 16 16Aktual (AO) 17 15 17 18 15Komulatif
Deviasi(OCD) 0 1 0 1 3 2
Work in Process Rencana (PWIP) 32 32 32 32 32Aktual (AWIP) 32 27 31 36 28 28
Situasi kedua diilustrasikan pada Tabel 14-9.
Karena WIP yang direncanakan terlalu banyak,
pengurangan input dimulai pada hari ke 26 dan output
konstan direncankan untuk mengurangi WIP dari 32 jam
standar sampai 20 jam standar dan untuk mengurangi lead
time dari dua hari (16-jam hari, setiap hari terdiri
dari 2 shift, utilisasi dan efisiensi 100%) menjadi dua
setengah shift. Lead time sama dengan WIP (jam dari
pekerjaan yang mengantri ditambah yang sedang diproses)
dibagi dengan tingkat produksi. Pada awal hari ke 26,
40

lead time sama dengan 2.0 hari (32 jam + 16 jam per
hari). Setelah lima hari, hasil aktual direncakan
sekitar : WIP 21 jam dan lead time 1.31 hari (21 + 16).
Pengurangan ini dikarenakan hanya jika 20 jam WIP akan
menopang produksi melalui variasi normal dalam
kedatangan kerja dan output. Ketika level WIP yang
diharapkan dapat dicapai, input harus kembali ke level
output.
Tabel 14-9
Pengendalian Input/Output, Pengurangan WIP
DAY 25 26 27 28 29 30
Input Rencana (PI) 14 14 14 13 13Aktual (AI) 12 17 16 9 14Komulatif
Deviasi(ICD) 0 -2 1 3 -1 0
Output Rencana (PO) 16 16 16 16 16Aktual (AO) 17 15 15 14 18Komulatif
Deviasi(OCD) 0 1 0 -1 -3 -1
Work in Process Rencana (PWIP) 30 28 26 23 20
41

Aktual (AWIP) 32 27 29 30 25 21
Ciri-ciri situasi di luar kendali, kemungkinan
penyebab, dan tindakan perbaikan adalah sebagai berikut
:
1. Antrian melebihi batas atas. Kemungkinan penyebab
meliputi kegagalan peralatan, proses yang tidak
efisien, dan input yang berlebihan. Mengurangi
input atau meningkatkan output proses dapat
dilakukan untuk memperbaiki situasi.
2. Output kurang dari batas bawah. Kemungkinan
penyebab meliputi kegagalan peralatan, proses yang
tidak efisien, input tidak mencukupi, atau input
yang salah pada stasiun kerja assembly.
Kegagalan peralatan dan proses yang tidak efisien
adalah masalah manufacturing engineering. Kekurangan,
kelebihan, atau input yang salah adalah masalah I/O
yang harus diperbaiki dengan dispatching (memberi berita
tertulis). Pengendalian I/O adalah penting pada stasiun
kerjakritis (bottleneck), baik stasiun kerja gateway
(pembuka), intermediate (tengah), maupun final.
Tabel 14-10 mengilustrasikan aplikasi pengendalian
input/output pada situasi yang tidak dapat
diantisipasi. Sebuah masalah peralatan yang dimulai
selama hari ke 30 mengurangi output dan WIP tidak
42
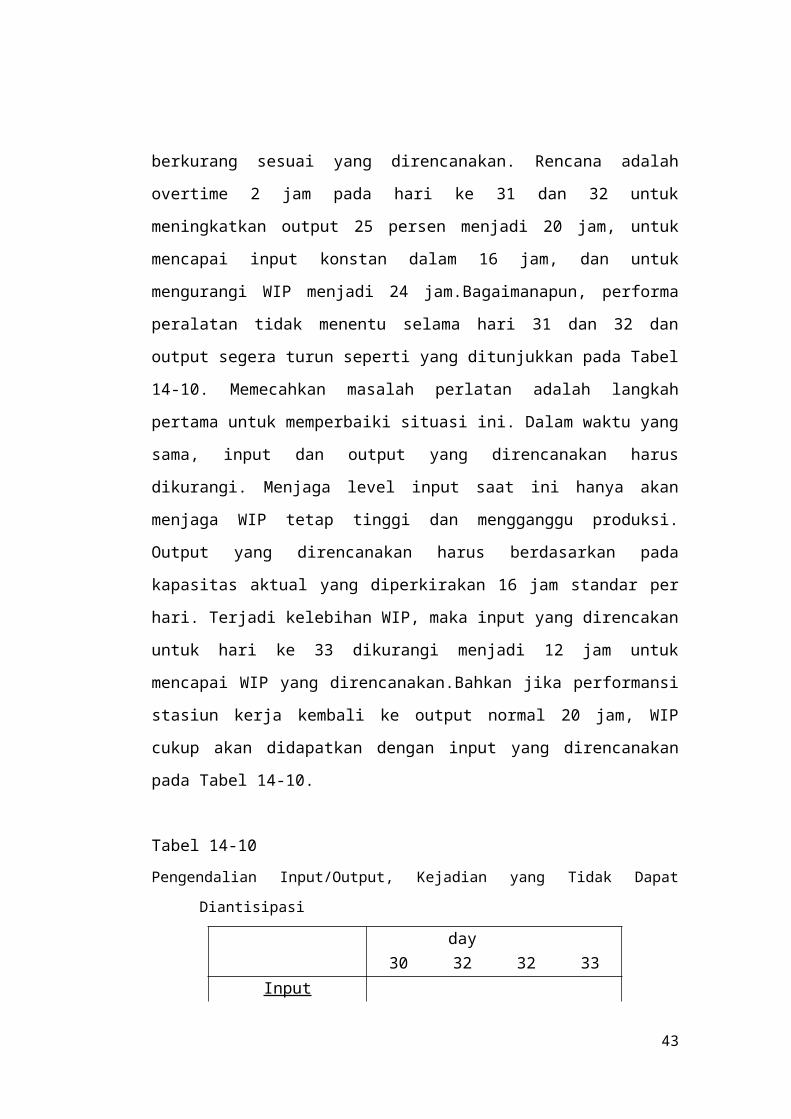
berkurang sesuai yang direncanakan. Rencana adalah
overtime 2 jam pada hari ke 31 dan 32 untuk
meningkatkan output 25 persen menjadi 20 jam, untuk
mencapai input konstan dalam 16 jam, dan untuk
mengurangi WIP menjadi 24 jam.Bagaimanapun, performa
peralatan tidak menentu selama hari 31 dan 32 dan
output segera turun seperti yang ditunjukkan pada Tabel
14-10. Memecahkan masalah perlatan adalah langkah
pertama untuk memperbaiki situasi ini. Dalam waktu yang
sama, input dan output yang direncanakan harus
dikurangi. Menjaga level input saat ini hanya akan
menjaga WIP tetap tinggi dan mengganggu produksi.
Output yang direncanakan harus berdasarkan pada
kapasitas aktual yang diperkirakan 16 jam standar per
hari. Terjadi kelebihan WIP, maka input yang direncakan
untuk hari ke 33 dikurangi menjadi 12 jam untuk
mencapai WIP yang direncanakan.Bahkan jika performansi
stasiun kerja kembali ke output normal 20 jam, WIP
cukup akan didapatkan dengan input yang direncanakan
pada Tabel 14-10.
Tabel 14-10Pengendalian Input/Output, Kejadian yang Tidak Dapat
Diantisipasi
day 30 32 32 33
Input
43

Rencana (PI) 16 16 12Aktual (AI) 16 16 Komulatif
Deviasi(ICD) 0 0 0
Output Rencana (PO) 20 20 16Aktual (AO) 17 15 Komulatif
Deviasi(OCD) 0 -3 -8
Work in Process Rencana (PWIP) 24 24 28*Aktual (AWIP) 32 31 32 30
Seperti yang ditunjukkan pada Tabel 14-10, 12 jam
input direncanakan untuk hari ke 33 dengan output 16
jam, disamping 2 jam overtime. Jika peralatan beroperasi
dengan baik dan memproduksi 20 jam standar per hari,
WIP cukup untuk menanggulangi downtime mesin.
Tabel 14-11 adalah contoh situasi dimana input
tidak cukup untuk memproduksi output yang direncanakan.
Hal ini dapat menyebabkan keterlambatan pengiriman,
customer service buruk, profit buruk jangka pendek, dan
kemungkinan kehilangan order di masa depan. Pengukuran
harus dilakukan untuk meningkatkan input aktual pada
minggu ke 30, sebaliknya stasiun kerja akan mengalami
idle time. Stasiun kerja yang ”memberi” kepada stasiun
44

kerja ini mungkin menjadi penyebab masalah ini.
Penyebab berkurangnya input harus diidentifikasi dan
diperbaiki.
Tabel 14-11Pengendalian Input/Output, Input Tidak Mencukupi
DAY 25 26 27 28 29 30
Input Rencana (PI) 16 16 16 16 16Aktual (AI) 12 12 13 12 Komulatif
Deviasi(ICD) 0 -4 -8 -11 -15
Output Rencana (PO) 16 16 16 16 16Aktual (AO) 15 15 13 13 Komulatif
Deviasi(OCD) 0 -1 -2 -5 -8
Work in Process Rencana (PWIP) 20 20 20 20 20Aktual (AWIP) 20 17 14 14 13
Prinsip dari pengendalian input/output adalah:
1. Output yang direncanakan harus realistis dan
menggambarkan kapasitas pekerja dan peralatan.
2. Input yang direncanakan ataupun aktual,bila lebih
besar dari output sebenarnya akan meningkatkan
45

WIP, mengganggu produksi, dan meningkatkan
manufacturing lead time.
3. Semua deviasi yang signifikan dari input dan
output yang direncanakan mengindikasikan masalah
operasional yang harus diidentifikasi dan
dipecahkan.
Stasiun Kerja MultiplePekerjaan yang mengalir melalui stasiun kerja multiple
biasanya digambarkan secara skematis. Dua format yang
biasa digunakan, format flow-by-order dan rate-of-flow.
Gambar 14-8 adalah gambaran skematik dari empat
kemungkinan pola aliran kerja dalam sebuah job shop
dengan sepuluh stasiun kerja. Stasiun kerja A1 dan A2
adalah stasiun kerja gateway. Operasi pertama
dikerjakan di salah satu dari dua stasiun kerja
tersebut. Stasiun kerja B1, B2, B3, C1, C2, dan C3
adalah stasiun kerja intermediate, dan D1 dan D2 adalah
stasiun kerja finishing atau final. Semua stasiun kerja
yang dalam prosesnya mengerjakan proses yang mengikuti
sebuah stasiun kerja tertentu disebut stasiun kerja
downstream. Stasiun kerja yang yang dalam prosesnya
mengerjakan proses sebelum stasiun kerja tertentu
disebut stasiun kerja upstream. Kita akan menguji
pengendalian I/O pada setiap tipe stasiun kerja.
46
Gambar 14-9 adalah sebuah skema pola rate-of-flow
yang ditemukan di sebuah job shop yang besar dan
kompleks [Kettner and Bechte 1981]. Walaupun skema ini
tidak menunjukkan order secara terpisah, ini
menggunakan luasnya jalur untuk menunjukkan rate-of-flow
yang proporsional diantara stasiun kerja.
Gambar 14-8
Pola aliran Pada Job Shop
47

Pengendalian Stasiun Kerja Gateway. Manajemen order
release akan mengendalikan input, antrian, dan WIP pada
stasiun kerja gateway. Jika stasiun kerja berjalan
dengan mulus/lancar, output juga akan terkendali. Input
ke stasiun kerja gateway juga mempengaruhi input yang
masuk ke stasiun kerja downstream. Ada sedikit alasan
untuk membuat antrian panjang pada stasiun kerja
gateway. Menjaga antrian gateway pada titik minimum
memungkinkan dispatcher untuk menggunakan informasi
terakhir ketika menetapkan prioritas order. Hal ini
juga mengurangi WIP dan mempercepat proses.
Pengendalian Stasiun Kerja Downstream. Input dan
antrian pada stasiun kerja downstream dikendalikan
dengan dispatching (order sequenching) pada stasiun kerja
upstream dalam aliran proses. Sebagai contoh, jika
stasiun kerja C3 pada Gambar 14-8 mengerjakan pekerjaan
yang pendek, sedangkan ada antrian yang cukup pajang di
48

stasiun kerja C2, prioritas di stasiun kerja B2 harus
diberikan kepada order yang datang dari C3. Hal ini
menjelaskan bahwa keputusan order release mengakui
pentingnya stasiun kerja downstream sama seperti
stasiun kerja gateway. Tentu saja, faktor lain seperti
due date dan manufacturing inventory tetap harus
dipertimbangkan.
Pengendalian Stasiun Kerja Final. Output dari stasiun
kerja final meliputi shipments, kesepakatan due date,
pembiayaan, laporan yang memungkinkan diterima, dan
aliran kas. Output final biasanya adalah salah satu
ukuran dominant dari performansi manajemen produksi.
Mengendalikan input stasiun kerja final penting untuk
mencapai output yang diinginkan. Hal ini mencakup
mengkoordinasi aliran part, item, dan sub assemblies yang
dibutuhkan pada assembly final. Dispatching diperhatikan
dengan mencapai kendali terhadap volume dan item
spesifik yang masuk ke stasiun kerja final. Pada
beberapa job shop kompleks, simulasi komputer dalam
skala besar digunakan untuk memberikan prioritas
pengendalian menyeluruh yang memberikan umpan balik
dari stasiun kerja final ke operasi gateway [Lankford
1978].
Gambar 14-9
Skema Rate of Flow
49
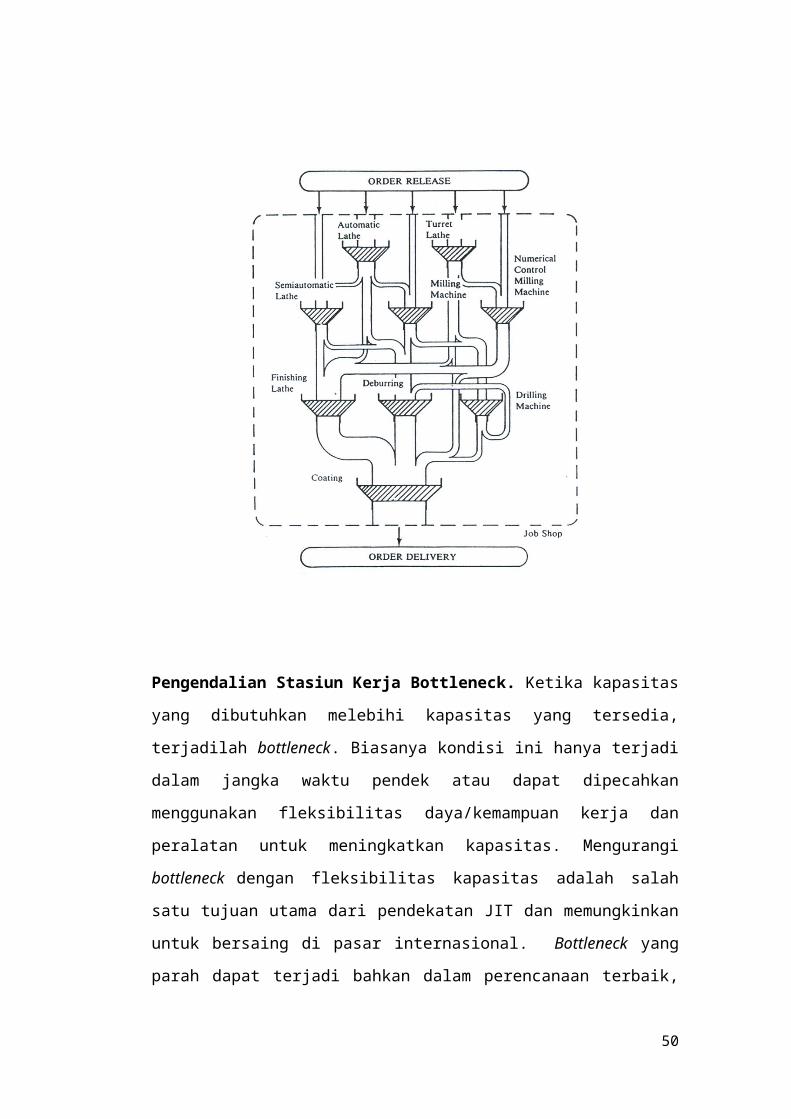
Pengendalian Stasiun Kerja Bottleneck. Ketika kapasitas
yang dibutuhkan melebihi kapasitas yang tersedia,
terjadilah bottleneck. Biasanya kondisi ini hanya terjadi
dalam jangka waktu pendek atau dapat dipecahkan
menggunakan fleksibilitas daya/kemampuan kerja dan
peralatan untuk meningkatkan kapasitas. Mengurangi
bottleneck dengan fleksibilitas kapasitas adalah salah
satu tujuan utama dari pendekatan JIT dan memungkinkan
untuk bersaing di pasar internasional. Bottleneck yang
parah dapat terjadi bahkan dalam perencanaan terbaik,
50

oleh karena itu harus mendapat perhatian khusus dari
planner. Sebuah stasiun kerja bottleneck membatasi output,
dan satu jam kehilangan di stasiun kerja ini adalah
satu jam kehilangan output. Karena itu, penjadwalan
kerja di stasiun kerja bottleneck adalah sesuatu yang
kritis untuk mencapai tujuan produksi. (Lihat Chapter
19). Sebagai hasil, pengukuran harus dilakukan untuk
menciptakan kapasitas yang cukup dan fleksibel untuk
mengeliminasi bottleneck ketika mendesain dan
mengembangkan fasilitas produksi. Tujuan dari teori
konstrain adalah untuk mengatur bottleneck.
Pengendalian Beban Order Manufaktur. Ini adalah sebuah
metode pengendalian input/output yang dikembangkan di
Universitas Hannover dan diimplementasikan dengan
sukses di lebih dari 20 perusahaan manufaktur di Eropa.
Metode ini menggunakan analisis statistika hubungan
fase waktu order release, kebutuhan proses manufaktur
stasiun kerja, dan beban stasiun kerja downstream untuk
mengembangkan kebijakan prioritas order release dan
panduan untuk lingkungan yang spesifik. Metode ini
sukses dalam mengurangi antrian, WIP, dan manufacturing
lead time secara sistematik, praktek, dan order. (Bechte
1988; Wiendahl 1987).
SISTEM INFORMASI PAC TRADISIONAL
51

Prosedur Production Activity Control (PAC) meliputi order release,
dispatching, dan laporan produksi (lihat Gambar 14-1).
Manajemen panjang antrian, pengendalian input/output,
dan pengendalian prioritas adalah penjalin dan
pendukung kualitas. Prinsip dan teknik mereka
diaplikasikan bersama dalam membuat keputusan order
release dan dispatching. (Konsep JIT dan teori konstrain
dan pendekatannya didiskusikan di Chapter 17, 18, dan
19).
Proses Flow LinePada tipe produksi berulang (unit diskret) dan proses
kontinu, sistem PAC menginginkan kerampingan, berbeda
dengan job shop. Perbedaan yang mencolok adalah (1)
penjadwalan harian digunakan untuk mengesahkan dan
mengendalikan produksi daripada job order dan (2)
pengendalian dijalankan dengan menghitung poin kunci
pada aliran proses.
Pada lingkungan manufacturing flow line (kontinu, berulang,
atau produksi manufacturing cell), konsumsi bahan/material,
seperti zat kimia, bubuk, atau komponen dan sub assembly,
mungkin tercatat secara otomatis ketika produksi produk
jadi tercatat. Part, material, dan sub assembly,
digunakan untuk mencapai tahap tertentu dalam proses
produksi yang diambil dari persediaan di tangan dengan
merinci dari bill of material dan mengalikan jumlah setiap
52

kebutuhan dengan jumlah assembly yang diproduksi. Hal
ini disebut backflushing. Sebagai contoh, jika 5 pon
amonium nitrat digunakan pada setiap 25 gallon container
pupuk tertentu, jumlah setiap container yang diproduksi
dikalikan dengan 5 pon untuk menentukan jumlah amonium
nitrat yang harus disubstraksikan dari inventori bahan
baku. Hal ini terjadi pada tahap penyelesaian kunci
dalam proses atau pada tahap final proses. Backflush
level tunggal hanya mengurangi item yang digunakan pada
akhir assembly atau proses pencampuran dan biasanya
digunakan ketika backflushing terjadi lebih dari sekali
dalam sebuah proses. Perhitungan superflush untuk semua
item menurun sampai level terendah dalam bill of material
dan tepat ketika proses singkat dan backflushing hanya
terjadi setelah proses final selesai.
Backflushing mengurangi jumlah pengambilan data dan
proses tetapi membutuhkan integritas sistem, laporan
yang akurat item jadi, pengukuran akurat dari hasil,
dan laporan khusus untuk situasi yang tidak biasa
seperti batch yang harus dibuang (scrapped). Hal ini
juga menghasilkan laporan inventori untuk material dan
komponen menunjukkan jumlah inventori di tangan yang
lebih besar dari kenyataan pada kasus, untuk sekurang-
kurangnya dalam waktu yang pendek.
Job Shop
53
Sebuah sistem PAC dalam job shop harus memiliki
kemampuan sebagai berikut:
1. Melepas order kepada departemen produksi sesuai
jadwal (per rencana order release), mempunyai material
yang teruji, informasi (blueprint dan proses
manufaktur), kemampuan tooling, personel, dan
peralatan.
2. Menginformasikan kepada departemen produksi tentang
awal mulai jadwal dan waktu selesai dari
langkah/steps (operasi individual) pada proses
produksi sebaik jadwal tanggal penyelesaian order.
3. Menginformasikan kepada departemen produksi tentang
prioritas relative dari order release.
4. Mencatat performansi aktual dari step/langkah dalam
proses produksi dan membandingkan performansi
actual dengan jadwal.
5. Memperbaiki prioritas order pada basis performansi
dan mengubah kondisi.
6. Memonitor dan mengendalikan input dan output, lead
time, antrian di stasiun kerja, dan WIP.
7. Melaporkan efisiensi stasiun kerja, kehadiran
personel, waktu operator, dan jumlah/kuantitas
order untuk perencanaan, daftar gaji, efisiensi
departemen, dan laporan distribusi pekerja.
Order Release
54
Order release memulai fase pelaksanaan/eksekusi
produksi; hal ini mengesahkan produksi dan/atau
pemesanan. Order yang direncanakan menjadi order yang
dilepas (open). Penempatan dari order pemesanan atau
awal dari aliran proses manufaktur. Perencanaan order
release terjadi sampai saat order release. Pengesahan
order release berdasarkan pada order yang direncanakan
sebagai output dari MRP, prioritas saat ini,
tersedianya material dan tools, dan beban yang
ditentukan dari perencanaan I/O. Melepas sebuah order
memicu untuk melepas:
1. Daftar permintaan material dan komponen yang
dibutuhkan oleh order. Bila beberapa dari item
ini tidak dipenuhi dengan segera dan belum
dialokasikan sebelumnya, mereka akan
dialokasikan saat ini.
2. Dokumentasi order produksi untuk pabrik.
Dokumentasi meliputi seperangkat gambar teknik
dan spesifikasi manufaktur dan sebuah
manufacturing routing sheet.
3. Daftar permintaan sebagai tools dibutuhkan pada
minggu pertama produksi. Tooling, termasuk mesin
NC, dibutukan pada operasi lanjutan, dipesan
pada periode yang tepat. Tooling dapat
tercakupdalam MPS dan BOM. Kemampuannya adalah
55

koordinasi dengan material dan kemampuan
peralatan.
Waktu yang dibutuhkan untuk mengantarkan dokumentasi
order, tooling, dan material ke operasi pertama termasuk
dalam lead time normal yang direncanakan untuk order.
Sebuah order dilepas dengan menambahkannya ke daftar
pengiriman (dispatch list).
DispatchingDispatching menginformasikan pengawasan lintas pertama
dari pelepasan order dan prioritasnya, yaitu, antrian
order mana yang harus dijalankan. Informasi ini dapat
disalurkan melalui hard copy (tulisan tangan, hasil
ketik, atau printout komputer) atau melalui output
video dalam tabung sinar katode (CRT). Telepon dan
percakapan langsung juga dapat digunakan tetapi tidak
mendokumentasikan keputusan. Dalam job shop, daftar
pengiriman harus disiapkan untuk setiap stasiun kerja
dengan frekuansi updating bergantung pada waktu proses
order khusus. Jika order memerlukan satu hari atau
kurang untuk proses, daftar pengiriman biasanya
disiapkan harian. Jika order memerlukan beberapa hari,
daftar mungkin harus disiapkan mingguan dengan revisi
pertengahan minggu sebagai dasar penerimaan dalam
proses on line. Dalam lingkungan proses flow line,
56

daftar tunggal mengindikasikan tingkat aliran (atau
dalam batch flow line, antrian dimana order harus dimulai)
akan mengendalikan pekerjaan pada keseluruhan lini,
yang mana akan dipandang sebagai stasiun kerja tunggal.
Tabel 14-12 adalah contoh informasi daftar pengiriman
sederhana. Hal ini mengidentifikasi tanggal, pabrik,
dan stasiun kerja; hal ini meliputi kapasitas stasiun
kerja; dan daftar order, kuantitas, kebutuhan
kapasitas, dan prioritas. Order biasanya didaftar pada
prioritas menurun pada periode yang ditentukan.
Daftar ini juga meliputi job pada stasiun kerja
upstream untuk melengkapi supervisor dengan informasi
yang berkaitan dengan order yang akan dilakukan dalam
waktu dekat dan sebuah indikasi prioritas berdasarkan
kedatangan. Sebuah sistem yang terkomputasi akan
menghasilkan ranking relatif dari kriteria dasar
seperti rasio kritis, dan due date paling awal, seperti
yang dijelaskan lebih awal, tetapi review oleh planner
dibutuhkan untuk menentukan apakah pertimbangan yang
lain dikesampingkan.
Tabel 14-12Informasi Daftar Pengiriman
Plant 2Tanggal
8/1
Departemen27
Stasiun kerja M3 Kapasitas8.5 jam per hari
No Part Nomer Juml standar total Priorita Batas
57

pesanan ahjam
per unit
standarjam
sCR
waktu
9706 s-4276 200 0.3 60 1.4 8/1b1319 s-4518 100 0.8 80 2.1 8/2h4276 s-4625 60 1.5 90 2.8 8/3
Planner menentukan urutan/ranking daftar pengiriman
final dari order pada dasar kriteria multiple meliputi
indeks prioritas formal seperti critical ratio atau due date,
pengendalian input pada stasiun kerja downstream,
kemampuan peralatan, status kebutuhan part lain pada
assembly yang sama, pola konsumsi energi, dan
penjadwalan serta kriteria penerimaan. Sebagai contoh,
jika operasi berikutnya untuk order S-4276 dan S-4518
berada pada stasiun kerja dengan beban yang berat
dengan prioritas order tinggi ketika operasi berikutnya
untuk order S-4625 berada pada stasiun kerja idle, order
S-4625 mungkin dapat diproses lebih awal berdasarkan CR
atau due date operasi tersebut. Situasi seperti ini
seharusnya tidak terjadi, tetapi terkadang dapat
terjadi, bahkan dalam organisasi yang terkelola dengan
baik. Ditambah lagi, lingkungan dimana biaya konsumsi
energi produksi relatif tinggi dapat mengembangkan
aturan penjadwalan pengumpulan constrain puncak konsumsi
energi. (Baker, 1979)
58

Revisi Daftar Pengiriman. Due date dan prioritas order
dapat berubah karena perkembangan sebagai revisi dari
forecasting, pembatalan order, cacat pada lot lain untuk
item yang sama pada stage/tahap proses
produksisebelumnya. Sebagai contoh, memperkirakan hal
yang terjadi setelah daftar pengiriman, ditunjukkan
pada tabel 14-13, dirilis pada tanggal 1 Agustus
1. Pelanggan membatalkan ordernya, S-4276, untuk
part 9706.
2. Waktu penyelesaian untuk order S-4609, part
M3563, diundur 1 minggu karena terjadi delay
dalam penerimaan part lain yang dibutuhkan dalam
proses assembly berikutnya.
3. Due date untuk order S-4625, part H4276,
diajukan 2 minggu untuk mengatasi permintaan
yang seharusnya dipenuhi oleh order lain yang
cacat pada operasi sebelumnya.
Pengirim harus mempelajari keputusan dalam
menginformasikan kepada pengawas dalam merevisi
prioritas. Jika order S-4276 dalam proses, kemungkinan
tidak ada revisi prioritas di stasiun kerja M3.
Prioritas dapat diubah di stasiun kerja berikutnya.
Revisi prioritas dan listing untuk order S-4609 dan S-
4625 terasa tepat. Tetapi, revisi secara kontinu
prioritas order akan merusak kredibilitas daftar
pengiriman.
59

Daftar pengiriman juga mencakup order yang seharusnya
datang segera ke departemen tersebut, seperti
diilustrasikan pada Tabel 14-13. Hal ini memungkinkan
pengawas untuk memasukkan order ini ke dalam
perencanaan mereka.
Tabel 14-13
Informasi Daftar Pengiriman dengan Lookahead
Plant 2Tanggal
8/1
Departemen27
StasiunkerjaM3
Kapasitas 8.5jam per hari
No Part
Nomerpesana
nJuml standar jam
per unit
Total standar
jam
Bataswaktu
9706 s-4276 200 0.3 60 8/1b1319 s-4518 100 0.8 80 8/2h4276 s-4625 60 1.5 90 8/3
Pesanan yang datangbesok
b7849 s-4429 60 0.7 42 8/4m3563 s-4609 50 0.4 20 8/5
Sejumlah keputusan pengiriman dapat dibuat dalam
kebiasaan yang terprogram. Sebuah computer dapat
menyediakan bantuan yang berarti dengan menyimpan
60

rekaman yang akurat tentang status order. Hal ini juga
dapat memberikan penyelidikan kemampuan, dalm merespon
permintaan manajer dan planner mengenai status order.
Tetapi, pengirim harus mempelajari kebijakan dalam
penyeimbangan biaya operasi dan pelayanan pelanggan
ketika memutuskan prioritas order final. Biasanya,
peraturan lokal, atau heuristic, dikembangkan untuk
menyederhanakan dan menyusun kebijakan order release.
Organisasi. Pengiriman dapat diorganisasi dalam
perilaku tersebar dan terpusat. Pengiriman tersebar
terjadi ketika keputusan dibuat di lokasi tunggal dan
dikomunikasikan kepada pengawas di seluruh pabrik.
Pemusatan memfasilitasi pengawasan perkembangan order,
mengkoordinasi prioritas order yang dibutuhkan di lini
assembly yang sama, dan memeriksa jumlah dari ukuran
lot. Manfaatnya adalah dapat meningkatkan komunikasi
diantara pengirim.
Pengiriman desentralisasi (tersebar) terjadi
ketika keputusan penjadwalan order dibuat di
departemen. Hal ini memiliki manfaat sebagai pandangan
pembuat keputusan. Pegirim harus memiliki penguasaan
yang lebih baik tentang kemampuan departemen dan
efisiensi penjadwalan order. Dimanapun ia ditempatkan,
pengirim harus memperhatikan kondisi aktual di stasiun
61

kerja dan tujuan serta perkembangan pabrik secara
keseluruhan.
Perkembangan computer, penghitung otomatis, dan
peralatan pengumpul data elektronik membantu adopsi
pendekatan pengiriman terpusat. Keinginan manajemen
adalah untuk memberikan tanggung jawab yang lebih besar
kepada pengawas/supervisor tingkat pertama dalam proses
adopsi pengiriman tersebar. Pertimbangan ini biasanya
mengarah ke adopsi hybrid system. Status order
keseluruhan disimpan dalam sebuah lokasi pusat yang
mengeluarkan rekomendasi penjadwalan, dan pengawas
memiliki kekuasaan untuk mengubah penjadwalan dengan
batas tertentu untuk mencapai efisiensi produksi.
Laporan ProduksiLaporan menggambarkan status produksi actual untuk
keperluan pengendalian. Respon dinamis untuk mengubah
kondisi adalah memungkinkan hanya untuk kondisi dimana
informasi akurat dan memadai. Informasi harus mendukung
manajemen untuk membuat perubahan berarti mengenai
jadwal produksi.
Lingkungan produksi mempengaruhi desain sistem
laporan produksi. Pelaporan dalam lingkungan line flow
dengan production run yang panjang, seperti Wellco
Carpet, dapat terjadi pada dasar penerimaan dengan
feedback terjadi hanya jika tingkat output berada di
62
bawah level penerimaan. Dalam desain umum dan
lingkungan manufaktur, seperti Kickham Boiler, yang
mempunyai manajemen proyek dan proses manufaktur yang
tetap, memberi tekanan pada pelaporan status aktivitas
di jalur kritis (lihat chapter 16). Seluruh sistem
pelaporan harus memiliki kemamputerimaan untuk
menginformasikan pada manajemen tentang kerusakan
mesin, penyimpanan material atau kejadian sejenisnya
yang mengancam output yang direncanakan.
Proses pabrikasi part/komponen pada lingkungan job
shop membutuhkan lebih banyak data untuk mengendalikan
dibandingkan proses kontinu atau manufakturing berulang
untuk part/komponen diskret. Ketika aliran proses
dimulai, akan berlanjut dengan perlahan kecuali
kerusakan mesin, absen pekerja, scrap, penyimpanan
material, atau efisiensi produksi. Penerimaan laporan
biasanya berjalan baik pada keadaan ini. Aliran pada
job shop lebih kompleks, dan perkiraan status order
kurang pasti. Karena itu, proses dan pergerakan order
tidak secara otomatis mengikuti releasenya ke aliran
produksi seperti pada proses flow. Pengendalian pada job
shop biasanya membutuhkan informasi sebagai berikut:
1. Order release.
2. Awal dan akhir operasi.
3. Pergerakan order.
4. Terdapat informasi proses, tooling, dan material.
63

5. Antrian di setiap stasiun kerja.
Penerimaan laporan secara berkala memadai untuk
mengendalikan informasi yang dibutuhkan dalam proses,
tooling, dan material. Pelaporan baik awal maupun akhir
operasi sesuai ketika total waktu operasi relatif
panjang. Sebagai contoh, jika perkiraan waktu
penyelesaian proses operasi banyak komponen melalui
sebuah operasi adalah selama 4 hari, permulaan laporan
memiliki pengertian. Di sisi lain, jika sebuah operasi
membutuhkan hanya satu setengah hari, pelaporan
penyelesaian harus mencukupi.
Pengumpulan Data. Sistem pelaporan langsung melaporkan
kejadian yang sedang terjadi secara langsung, biasanya
melalui terminal data atau perlengkapan lain yang dapat
mentransmisikan data secara elektronik ke stasiun pusat
perekaman. Informasi tersebut dapat dipanggil sewaktu-
waktu ketika rekaman diperbarui secara instantaneously.
Ketika organisasi menginginkan informasi sewaktu-waktu
seperti yang disediakan oleh proses on line atau
pelaporan secara periodik ( dengan shift, hari, atau
minggu) adalah mencukupi untuk untuk pengendalian yang
diharapkan sesuai situasi.
Pada beberapa kasus laporan operator untuk awal dan
akhir operasi, pergerakan order, dan sebagainya,
melalui terminal data atau dengan menyelesaikan sebuah
64

laporan operasi yang termasuk dalam paket job. Gambar
14-10 adalah sebuah contoh sebuah tiket pelaporan. Pada
kasus lain, pengawas atau pencatat waktu bertanggung
jawab untuk melaporkan informasi ini.
Gambar 14-10Tiket Pelaporan
ML605 30
no. Part
No.Operasi
Jumlah Mulai Selesai
95620 29
no. order
no.Operator Dep. Scrap Supervisor
( beberapa informasi telah di cetak pada form, danyang lain ditambahkan oleh operator. Secara
berkala, supervisor mengecek ketepataninformasi.)
Laporan Khusus. Status WIP, inventori, antrian di
stasiun kerja, utilisasi pengiriman, dan keputusan order
release. Ketika sebuah sistem laporan on-line, dengan
penyelidikan kemampuan, manajemen, pengirim, dan
perencana dapat memperoleh status informasi secara
instantaneously. Respon terhadap penyelidikan ini dapat
65

ditunjukkan dengan output video dan/atau dalam output
hard copy. Ketika sebuah sistem pelaporan on-line
diterapkan, status laporan harian paling diinginkan di
sebagian besar kasus. Pada semua kasus, laporan secara
periodik/berkala dibutuhkan untuk evaluasi kemampuan
produksi.
Informasi di bawah ini harus ada untuk planner pada real
time maupun periodic basis:
1. Status order yang telah dirilis (lihat Tabel 14-
14). Laporan ini memberikan status setiap order
yang telah dirilis secara fisik ke lantai
produksi dan meliputi jumlah part, deskripsi,
kuantitas, tanggal order release, due date
order, penyelesaian operasi, lokasi order,
jumlah scrap, jumlah barang baik.
2. Status order yang belum dirilis (lihat Tabel 14-
15). Laporan ini berisi daftar semua order yang
dirilis setelah due date-nya. Terdapat pula
catatan penyebab pembatalan release, seperti
antrian yang panjang order yang lebih
diprioritaskan pada stasiun kerja gateway,
kekurangan tooling yang dibutuhkan, atau
kekurangan material/part yang dibutuhkan.
3. Laporan jadwal prioritas pengiriman (lihat Tabel
14-13 halaman 477). Laporan ini berupa antrian
prioritas semua order di setiap departemen
66

ditambah yang diharapkan datang dengan cepat –
mungkin hari berikutnya. Jam standar yang
dibutuhkan untuk proses juga dicantumkan.
67

Tabel 14-14 Laporan Status Order Yang Telah Dirilis
tanggal: 275
nopart
Deskripsi
no.order
jumlah planned aktual
location(SK) MLTR*
onorder
complete
releasedate
duedate
releasedate
completiondate
P865 pin 952931 80 - 270 290 270 - 17 15
B6803 bushing 956735 160 - 275 292 270 - 21 10
R6027
ringgear
959063 40 - 260 294 265 - 9 29
*MLTR – manufacturing lead time remaining (days)
68
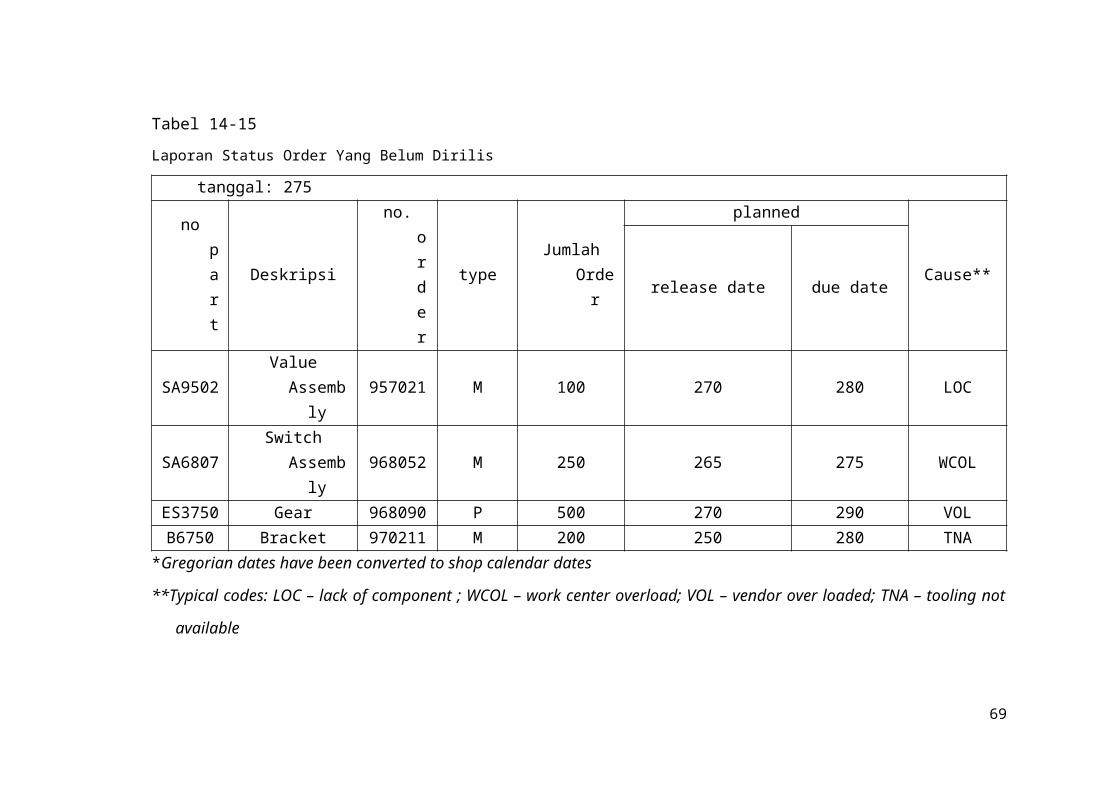
Tabel 14-15 Laporan Status Order Yang Belum Dirilis
tanggal: 275
nopart
Deskripsi
no.order
typeJumlah
Order
planned
Cause**release date due date
SA9502ValueAssemb
ly957021 M 100 270 280 LOC
SA6807Switch
Assembly
968052 M 250 265 275 WCOL
ES3750 Gear 968090 P 500 270 290 VOLB6750 Bracket 970211 M 200 250 280 TNA
*Gregorian dates have been converted to shop calendar dates
**Typical codes: LOC – lack of component ; WCOL – work center overload; VOL – vendor over loaded; TNA – tooling not
available
69
4. I/O mingguan setiap departemen (lihat Tabel 14-
8, 14-9, 14-10, dan 14-11 di halaman 467-470).
5. Laporan penerimaan. Laporan ini harus didesain
untuk mengetahui kebutuhan dari organisasi.
Laporan penerimaan yang mungkin, diilustrasikan
pada Tabel 14-16 , meliputi laporan scrap,
laporan rework, dan laporan order terlambat.
Review laporan scrap akan muncul bila masalah
kualitas terjadi pada part yang khusus, operasi,
atau operator. Laporan scrap juga dapat memicu
rilis dari sebuah order baru atau kenaikan
jumlah unreleased order untuk item yang sama.
Laporan rework juga dapat memperingatkan
manajemen tentang masalah kualitas dan kebutuhan
kapasitas yang tak terencana. Tujuan dari
laporan order terlambat adalah untuk
menginformasikan manajemen order yang
membutuhkan pengeluaran dan kemungkinan
pelanggan yang harus diinformasikan karena
keterlambatan pengiriman. Jika daftar order
terlambat cukup panjang, kemungkinan masalah
kapasitas atau MPS yang tidak realistis harus
ditelusuri. Laporan order terlambat harus
berfokus kepada jumlah order yang dapat
dipercepat secara efisien dan memiliki prioritas
yang lebih tinggi.
70

6. Laporan rangkuman kinerja. Laporan rangkuman
kinerja harus menyatakan jumlah dan prosentase
order yang terselesaikan sesuai jadwal selama
periode tertentu –minggu atau bulan- dan
keterlambatan maksimum dari order yang
terlambat. Order terlambat yang dilaporkan,
seperti jumlah yang diterima yang dilaporkan,
akan menyatakan besar/rentang dalam masalah
pengiriman. Kinerja juga harus dilaporkan dalam
bentuk volume (ton, unit, feet, dll) atau
dollar. Penyebab order terlambat juga harus
ditabulasikan.
Tabel 14-16
Laporan Penerimaan (Contoh)
A. Laporan Scrap (mingguan, harian, atau sesuai
penerimaan)
noOrder
noPart
Jumlah
Operasi
cause
M7240 2784 12 30 Operator error
71

M6843 6813 5 60Welding fixture
out ofalignment
B. Laporan Rework (items requiring rework)
noOrder
noPart
Jumlah
Operasi cause
M6927 B8315 3040 dan
50
Eng. Change
M7425 B8316 4040 dan
50
Eng. Change
C. Laporan Order Terlambat (atau Laporan
Pembatalan/Penundaan Order)
Date:5/7
noOrder
no Juml
duedate
Operationtime
remaining
queuetime
remaining
cause
72

6895 R751 100 5/7 2 2 Matl.Late
9743 C831 75 5/14 4 3 Scrap
7613 6705 120 5/17 6 6 MachineDown
6985 2807 40 5/20 8 8 Tool late
Tipe laporan yang mungkin sangat banyak dan
bervariasi. Chapter ini mencakup beberapa di antaranya;
‘readings’ memuat contoh lainnya. Terlalu banyak
laporan akan mengurangi nilainya. Situasi yang berbeda
memerlukan informasi berbeda dan organisasi yang
berbeda untuk informasi tersebut.
KEBUTUHAN SISTEM INFORMASI PAC Data dan file tertentu dibutuhkan oleh sistem PAC. Di
perusahaan manufaktur biasanya dikelola pada file
berikut :
1. File Perencanaan:
a. File master part (item)
b. File routing
c. File stasiun kerja
2. File Pengendalian:
a. File master order produksi
b. File detail order produksi
73

File PerencanaanFile master part dibutuhkan untuk berbagai macam
aktivitas, termasuk MRP, manajemen inventori, perkiraan
biaya, dan PAC. File ini memiliki rekaman dari setiap
part. Setiap rekaman diidentifikasi dengan nomor part
dan berisi data relevan seperti status inventori dan
biaya standar. Ditambah lagi, rekaman untuk setiap item
meliputi data berikut ini dibutuhkan untuk PAC:
1. Nomor part – nomor item yang unik, sesuai dengan
part.
2. Deskripsi part – nama item.
3. Manufacturing lead time – waktu normal yang
dibutuhkan untuk memproduksi item dalam ukuran lot
tertentu. Informasi ini bisa didapatkan di file
routing.
4. Jumlah on-hand – jumlah unit part dalam stok.
5. Jumlah alokasi – jumlah unit item ini yang
disetujui untuk order mendatang yang direncanakan.
6. Jumlah available – perbedaan antara jumlah on-hand
dan jumlah alokasi.
7. Jumlah on-order – jumlah total unit untuk semua
order tak terduga untuk part tersebut.
8. Jumlah lot size – jumlah normal unit item dalam
sekali produksi. (jumlah order).
9. Item pengganti – jumlah part dari item (atau
material) yang mungkin digunakan untuk item ini.
74
File routing dan file stasiun kerja digunakan
untuk Perencanaan Kebutuhan Kapasitas (CRP).
File PengendalianFile master order produksi berisi rekaman dari
setiap order produksi. Tujuan dari file ini adalah
untuk menampung rangkuman data deskripsi status, dan
prioritas dari setiap order. File ini berisi data
berikut yang dibutuhkna dalam PAC:
1. Nomor order produksi – nomor yang disetujui untuk
identifikasi unik setiap order atau batch.
2. Jumlah order – nomor unit (seperti pounds, gallon)
yang harus diprodksi untuk order tertentu.
3. Jumlah selesai – jumlah unit (atau volume) ynag
dilaporkan melalui operasi akhir dan inspeksi
final.
4. Jumlah scrap – jumlah total unit (atau volume)
scrap pada produksi order ini. Laporan terpisah
untuk jumlah scrap selama setup dan jumlah scrap
selama running di setiap stasiun kerja harus ada.
5. Pengeluaran material – jumlah setiap item dari
material atau komponen part yang dirilis dari
gudang untuk produksi order tertentu.
75

6. Due date (asli) – tanggal asli dimana order
terjadwal untuk diselesaikan.
7. Due date (revisi) – jika terjadi penjadwalan
ulang, tanggal baru dimana order terjadwal untuk
diselesaikan.
8. Prioritas – nilai yang digunakan untuk membuat
ranking order tertentu terhadap semua order lain.
9. Balance due – jumlah order (atau batch) dikurangi
jumlah order yang selesai dan scrap. Jika beberapa
unit scrap, sistem kebutuhan material akan
dinyatakan jika order lain mungkin untuk
direncanakan.
Dalam lingkungan job shop, terdapat file detail
order produksi untuk setiap order. File tersebut berisi
rekaman untuk setiap operasi yang dibutuhkan oleh
proses produksi untuk order tersebut. Rekaman untuk
setiap operasi khusus berisi data berikut:
1. Nomor operasi – nomor unik untuk mengidentifikasi
operasi.
2. Deskripsi – desripsi singkat dari operasi.
3. Laporan waktu set up – jumlah jam yang dilaporkan
untuk set up perlengkapan operasi pada order yang
diberikan.
76

4. Laporan run time – jumlah jam yang dilaporkan
untuk melaksanakan operasi ini pada order yang
diberikan.
5. Laporan jumlah yang diselesaikan – jumlah unit
terhitung yang memenuhi standar kualitas pada
penyelesaian operasi.
6. Laporan jumlah scrap – jumlah unit yang dilaporkan
scrap pada inspeksi selama operasi.
7. Due date (revisi) – jika terjadi penjadwalan
ulang, tanggal baru dimana order terjadwal untuk
diselesaikan.
KESIMPULANPAC berkaitan dengan mengubah rencana ke tindakan
nyata, melaporkan hasil yang dicapai, dan memperbaiki
rencana dan tindakan seperti yang diharapkan untuk
mencapai hasil. Karena itu, PAC mengubah rencana ke
tindakan nyata dengan memberikan perintah yang
dibutuhkan. Hal ini membutuhkan master perencanaan
order yang sesuai, personel kerja, material, dan
kebutuhan kapasitas.
Order release, dispatching (pengiriman), dan laporan
perkembangan adalah tiga fungsi pokok PAC. Pengiriman
adalah aktivitas order dari rencana asli. Keputusan
pengiriman dipenaruhi oleh manajemen antrian,
77

pengendalian I/O, serta teknik dan prinsip pengendalian
prioritas yang terjalin dan saling mendukung. Mereka
sangat dibutuhkan dalam manajemen lead time, panjang
antrian, idle time stasiun kerja, dan penyelesaian order
terjadwal. Laporan status order, material, antrian,
tooling, dan utilisasi stasiun kerja sangat penting
dalam pengendalian. Banyak tipe laporan dengan berbagai
macam variasi informasi. Menguji situasi yang diberikan
akan menentukan laporan dan informasi mana yang
diperlukan.
78




















