The capacity investment decision for make-to-order production systems with demand rate control
12
The capacity investment decision for make-to-order production systems with demand rate control J. Will M. Bertrand, Henny P.G. van Ooijen n Department of IE&IS, Eindhoven University of Technology, Den Dolech 2 Eindhoven, NL-5612, AZ, The Netherlands article info Article history: Received 2 December 2010 Accepted 8 February 2012 Available online 20 February 2012 Keywords: Capacity investment Make-to-order Demand rate control Lead time sensitivity abstract In this paper we study the capacity investment decision for make-to-order manufacturing firms that utilize a fixed capacity, operate in a stochastic, stationary market, and can influence their demand rate by increasing or decreasing their sales effort. We consider manufacturing situations that differ in sales contribution, in market elasticity to sales effort, work-in-process costs, and demand sensitivity to lead time. If demand is insensitive to lead time we find that for situations with a low sales contribution and high work-in-process costs (for example the manufacturing of capacity equipment that is at the end of the innovative life cycle, such as food processing machines and textile printing machines), using a dynamic demand rate policy can bring substantial improvements in profit. Moreover, when using the optimal demand rate policy, the profit is quite insensitive to the initial capacity investment. If demand is sensitive to lead time, using a dynamic demand rate policy brings substantial increases in profit in all situations considered. The profit again is quite insensitive to the initial capacity investment. Consequently, without much loss in profit, for all cases the capacity investment decision can be based on the stochastic model with stationary demand, neglecting the possibility of influencing the demand rate. However, the profit that results from this investment, and the return-on-investment, should be determined from a model that includes the optimal demand rate policy, since the stationary stochastic model can significantly underestimate the profit and could lead to the abandonment of the investment. & 2012 Elsevier B.V. All rights reserved. 1. Introduction In this paper we study the capacity investment decision for make-to-order manufacturing firms that utilize a fixed capacity, face a stationary demand distribution, and can influence their demand rate by increasing or decreasing their sales effort. In particular, we study how the ability to vary the demand rate in response to the work-in-process level affects profit and the capacity investment decision. Capacity investment decisions are typically considered at the strategic or tactical level and are mostly studied under simplify- ing assumptions regarding control at the operational level. Specifically, in these models it is generally assumed that at the operational level demand rates are stationary. This assumption is also prevalent in much research on operational decision-making. For instance, when studying the scheduling of production orders in production systems, it is often assumed that demand is an exogen- ous variable. A few studies exist that study the demand–production interface, e.g., Palaka et al. (1998) who study the situation where demand rate is affected by the lead times quoted, which can be considered a sales instrument (see also Dewan and Mendelson (1990) and Ray and Jewkes (2003)). However, all these studies look for the optimal steady-state values and neglect the possibility that, at the operational level, sales efforts can dynamically respond to past sales and work-in-process levels. The aim of this paper is to incorporate this possibility in the analysis of the initial capacity decision problem, and to see for what production systems it makes a significant difference to do so. Firms that exercise a constant sales effort in a stationary market will face a stationary demand rate. Demand per unit time can then be characterized as a stochastic variable with a constant mean. For such systems the optimal demand rate, and thus the optimal sales effort to be deployed, can be determined by maximizing the profit per unit time, where profit is defined as the revenue per unit time minus the sum of sales costs and variable production costs per time unit. Variable production costs include the costs of work-in-process. For manufacturing systems with stochastic demand and/or production, the demand level must be set below the capacity level, since otherwise capacity utilization would be equal to or Contents lists available at SciVerse ScienceDirect journal homepage: www.elsevier.com/locate/ijpe Int. J. Production Economics 0925-5273/$ - see front matter & 2012 Elsevier B.V. All rights reserved. doi:10.1016/j.ijpe.2012.02.010 n Corresponding author. E-mail address: [email protected] (H.P.G. van Ooijen). Int. J. Production Economics 137 (2012) 272–283
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of The capacity investment decision for make-to-order production systems with demand rate control

Int. J. Production Economics 137 (2012) 272–283
Contents lists available at SciVerse ScienceDirect
Int. J. Production Economics
0925-52
doi:10.1
n Corr
E-m
journal homepage: www.elsevier.com/locate/ijpe
The capacity investment decision for make-to-order production systemswith demand rate control
J. Will M. Bertrand, Henny P.G. van Ooijen n
Department of IE&IS, Eindhoven University of Technology, Den Dolech 2 Eindhoven, NL-5612, AZ, The Netherlands
a r t i c l e i n f o
Article history:
Received 2 December 2010
Accepted 8 February 2012Available online 20 February 2012
Keywords:
Capacity investment
Make-to-order
Demand rate control
Lead time sensitivity
73/$ - see front matter & 2012 Elsevier B.V. A
016/j.ijpe.2012.02.010
esponding author.
ail address: [email protected] (H.P.G. van
a b s t r a c t
In this paper we study the capacity investment decision for make-to-order manufacturing firms that
utilize a fixed capacity, operate in a stochastic, stationary market, and can influence their demand rate
by increasing or decreasing their sales effort. We consider manufacturing situations that differ in sales
contribution, in market elasticity to sales effort, work-in-process costs, and demand sensitivity to
lead time.
If demand is insensitive to lead time we find that for situations with a low sales contribution and
high work-in-process costs (for example the manufacturing of capacity equipment that is at the end of
the innovative life cycle, such as food processing machines and textile printing machines), using a
dynamic demand rate policy can bring substantial improvements in profit. Moreover, when using the
optimal demand rate policy, the profit is quite insensitive to the initial capacity investment. If demand
is sensitive to lead time, using a dynamic demand rate policy brings substantial increases in profit in all
situations considered. The profit again is quite insensitive to the initial capacity investment.
Consequently, without much loss in profit, for all cases the capacity investment decision can be
based on the stochastic model with stationary demand, neglecting the possibility of influencing the
demand rate. However, the profit that results from this investment, and the return-on-investment,
should be determined from a model that includes the optimal demand rate policy, since the stationary
stochastic model can significantly underestimate the profit and could lead to the abandonment of the
investment.
& 2012 Elsevier B.V. All rights reserved.
1. Introduction
In this paper we study the capacity investment decision formake-to-order manufacturing firms that utilize a fixed capacity,face a stationary demand distribution, and can influence theirdemand rate by increasing or decreasing their sales effort. Inparticular, we study how the ability to vary the demand rate inresponse to the work-in-process level affects profit and thecapacity investment decision.
Capacity investment decisions are typically considered at thestrategic or tactical level and are mostly studied under simplify-ing assumptions regarding control at the operational level.Specifically, in these models it is generally assumed that at theoperational level demand rates are stationary. This assumption isalso prevalent in much research on operational decision-making. Forinstance, when studying the scheduling of production orders inproduction systems, it is often assumed that demand is an exogen-ous variable. A few studies exist that study the demand–production
ll rights reserved.
Ooijen).
interface, e.g., Palaka et al. (1998) who study the situation wheredemand rate is affected by the lead times quoted, which can beconsidered a sales instrument (see also Dewan and Mendelson(1990) and Ray and Jewkes (2003)). However, all these studies lookfor the optimal steady-state values and neglect the possibility that,at the operational level, sales efforts can dynamically respond topast sales and work-in-process levels. The aim of this paper is toincorporate this possibility in the analysis of the initial capacitydecision problem, and to see for what production systems it makes asignificant difference to do so.
Firms that exercise a constant sales effort in a stationarymarket will face a stationary demand rate. Demand per unit timecan then be characterized as a stochastic variable with a constantmean. For such systems the optimal demand rate, and thus theoptimal sales effort to be deployed, can be determined bymaximizing the profit per unit time, where profit is defined asthe revenue per unit time minus the sum of sales costs andvariable production costs per time unit. Variable production costsinclude the costs of work-in-process.
For manufacturing systems with stochastic demand and/orproduction, the demand level must be set below the capacitylevel, since otherwise capacity utilization would be equal to or

J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283 273
greater than one, and work-in-process, and thus work-in-processcosts, would be infinite. Buss et al. (1994) analyze this problemand give results for the optimal capacity and the optimalstationary demand rate in the presence of work-in-process costsdue to stochastic order arrivals and stochastic processing times.Palaka et al. (1998) extend this problem by explicitly includinglead-times in the model.
In this paper, we assume that the firm, after installation of thecapacity, can respond dynamically to the work-in-process level bychanging the sales effort in order to change the demand rate. Thiscomplicates the analysis but enables us to provide a number ofuseful insights. We will first focus on environments wherecustomers are lead time insensitive and later check our resultsfor environments where customers are lead time sensitive.
First, we want to know for what type of manufacturing systemvarying the demand rate can give a substantial increase in profit.Second, we want to determine for what type of manufacturingsystem the possibility of varying the demand rate should be takeninto account when making the initial capacity decision.
In order to relate our research to previous work, we model themanufacturing system and its market setting following Buss et al.(1994). These authors extend the classical deterministic capacityinvestment model by modeling the production system as a singleserver queuing system with exponential customer order inter-arrival times and exponential processing times. They assumerevenues per period that are concave in demand rate, capacitycosts per period that are a power function of the capacity (rate),and work-in-process carrying costs that are linear in work-in-process. Furthermore, they assume that after the capacity deci-sion is taken, both the production rate and the demand rate arestationary variables. Their problem was to find optimal values forthe demand rate and capacity as a function of the systemparameters. We extend their model by including the possibilityof varying the demand rate after the capacity has been installedand thus the production rate has been set.
We first develop a value iteration method to determine, for agiven capacity, the optimal dynamic demand rates as a function ofthe evolution of the work-in-process. Then we develop a Markovmodel to determine, for a given capacity, revenue and costsetting, the optimal demand rate policy and the average profitper unit time. This Markov model is also used to determine theaverage profit per time unit obtained under the optimal station-ary demand rate.
Next, we select sets of model parameter values that representmanufacturing systems with different market elasticity, salescontribution, and work-in-process costs. For each set of parametervalues we use our models to determine the average profit per timeunit under the optimal stationary and dynamic demand rate policy,in order to identify manufacturing situations where being able tovary the demand rate leads to substantial increases in profit. Wethen investigate whether anticipating the possibility of varying thedemand rate after installation of the fixed capacity improves thecapacity investment decision. It can be shown that the optimalcapacity level under a dynamic demand rate lies between theoptimal capacity level under stationary stochastic demand andproduction rates, and the optimal capacity level under determinis-tic demand and production rates (the latter resulting in zero work-in-process costs). For each set of parameter values, we vary thecapacity level in this range to find the optimal capacity. From theseresults, we provide insights into the type of manufacturing systemfor which it is important to consider the availability of dynamicdemand rates when making the capacity investment decision.
The rest of the paper is organized as follows. In Section 2 wegive a short overview of related literature. In Section 3, weformulate the economic model of the production system and itsmarket setting. Section 4 presents the value iteration method and
the Markov model, and gives an example of the optimal demandrate policy for a given manufacturing situation. In Section 5, wepresent the different manufacturing situations we study. Theresults obtained for each situation under the optimal demandrate policy as well as under the optimal stationary demand rateare discussed in Section 6. In Section 7 we will check the results ofthis research for situations where customer demand is lead timesensitive. Finally, in Section 8, the conclusions of the paperare given.
2. Literature review
In the operations management literature, research on optimaldemand rate setting is scarce. In systems with admission controlcustomers arrive according to an arrival process with a fixed rate.However, upon arrival, a customer may either be permitted ordenied access to the system. Stidham (1985) reviews open-loopsystems where each arriving job is accepted with probability p, andclosed-loop systems where arriving jobs are admitted, based on theobserved queue length. The main emphasis is on the differencebetween socially optimal and individually optimal (equilibrium)policies, and on the use of dynamic programming inductiveanalysis to show that an optimal control is monotonic or char-acterized by one or more ‘‘critical numbers’’. Xu and Shantikumar(1993) determine the optimal admission policy for a first-come,first-served M/M/m queuing system to maximize the expecteddiscounted profit. They derive an easily computable approximationfor the optimal threshold value (for the number of customers infront of the customer at the end of the queue) that triggers the lastcustomer to renege his decision to enter the queue.
Our research does not focus on admission of customer ordersfrom a fixed externally given stream of customer orders, but oninfluencing the stream of customer orders at its source, thusinfluencing the arrival rate. Hillier (1963) studied the problem ofdetermining the proper balance between the amount of service andthe amount of waiting for that service. He used an economic modelfor determining the level of service which minimizes the total of theexpected cost of service and the expected cost of waiting for thatservice. Buss et al. (1994) determine for a single machine productionsystem the arrival rate (or demand rate) and the capacity level (orproduction rate) that maximize the profit if contributions areconcave to scale, capacity costs are convex to scale and work-in-process costs are linear to scale. They assume stationary productionrates and order arrival rates. Palaka et al. (1998) extend this modelto include lead-time setting as a sales instrument.
So and Song (1988) study a production system where thedemand rate, or order arrival rate, is sensitive to both price andlead-time, and thus can be influenced. They determine the jointoptimal selection of the stationary values of price, lead-time andcapacity for the production system. They do not consider thepossibility of dynamically influencing the demand rate by varyingthe price and lead-time over time. The work of So and Song can beviewed as an extension of the research of Buss et al., since itexplicitly models the sales instruments price and lead time. Tijmsand van der Duyn Schouten (1978) study a system that at eachpoint in time can be in one of two possible states and where, atany moment, the system can be switched from one state toanother. The arrival rate and the service rate both depend on thestate of the system. They derive a formula for the long-runaverage expected cost per unit time if holding costs are statedependent and switch-over costs are fixed.
There is also extensive literature on the production–marketinginterface where the interaction between demand and productionis discussed in various ways (e.g., Upasani and Uzsoy (2008)).Another stream of research related to this topic is the research

J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283274
into capacity planning models that consider congestion (e.g., Kimand Uzsoy (2008)). These studies investigate the capacity expan-sion problem taking into account congestion, for instance byusing clearing functions. However, in our study we are notinterested in capacity expansion, but in determining the (initial)capacity level at the tactical level, taking into account that at theoperational level we have the possibility to adjust the arrival rate.
3. Model formulation
Similar to Buss et al. (1994), we model the system at anaggregate level, aggregating demand for all products into demandfor one aggregate product, and aggregating all productionresources needed to produce the products into one productionresource. Following Buss et al. (1994), we assume that demanddepends on price and sales effort, resulting in a contribution beinga concave function of the demand rate:
MðlÞ ¼mla ð1Þ
where M(l) is the contribution per year; l the demand rate; a the(constant) elasticity of contribution; m the contribution factor:the contribution for a demand rate equal to one product per year
As in Buss et al. (1994), the contribution is defined as thedifference between revenues and variable costs (exclusive ofcapacity costs) associated with a given level of demand. Thisrepresentation is commonly used in economics and allowsincreasing, constant, or decreasing returns to scale for demandby appropriate selection of values for a. The parameter a repre-sents the economies of scale. In our model, contribution is equalto the demand per period times the sales price, minus the sum ofmaterials costs, variable production costs, and the sales anddistribution costs per product. The price is not a decision variablein our model, but set by the market. Work-in-process andcapacity costs are not included in the contribution; they aremodeled separately. Contribution minus work-in-process costsminus capacity costs gives the profit.
We assume that capacity costs are linear in the capacityinstalled. The capacity is expressed in the processing rate (num-ber of products that can be produced per period), which leads to:
KðmÞ ¼ km ð2Þ
where K(m) is the capacity related production costs per period; mthe processing rate; k the capacity costs per unit of processingcapacity per period
Note that (2) assumes no economies of scale exist in produc-tion costs. In the presence of economies of scale, e.g., according toK(m)¼kmb, (bo1), the optimal capacity level would be largersince more capacity could be bought for each additional monetaryunit invested. In this paper we assume capacity costs to be linearwith the amount of capacity.
3.1. The base cases: Deterministic demand and production, and
stationary stochastic demand and production
First, we model the base case when the firm faces a determi-nistic demand and a deterministic processing rate. In this case,demand and production rates can be equal since the firm does notincur work-in-process (costs). The firm’s decision problem for thisbase case is to select a pair of (l, m) values such that the profit pertime unit is maximized:
maxl,mðMðlÞ�KðmÞÞ ð3Þ
Since there are no work-in-process costs, it makes no sense notto use all the capacity and thus l can be set equal to m. The
maximization problem then becomes:
maxmðMðmÞ�KðmÞÞ ¼max
mðmma�kmÞ
From this it follows that:
amma�1�k¼ 0) m¼ffiffiffiffiffiffiffiam
kð1�aÞ
r
Next, we model the base case where the firm faces stochasticdemand and stochastic production, but does not influence thedemand rate in response to the work-in-process. Similar to Busset al. (1994), we assume a Poisson customer order arrival processwith arrival rate l and exponential customer order processingtimes with expected value 1/m. For this situation, the averagework-in-process is given by l/(m�l), and the average work-in-process costs are:
Fðl,mÞ ¼ flm�l
ð4Þ
where f is the costs of holding one unit of product in process forone period of time
We relate holding costs f to w, the unit work-in-process value,which is the sum of materials costs and variable production costs,and to r, the work-in-process holding costs per monetary unit ofinvestment in work-in-process.
f ¼ rw ð5Þ
The firm’s decision problem for this base case is to select a pairof values (l, m) such that the profit per unit time is maximized.The maximal profit per unit time is given by:
maxl,mðMðlÞ�KðmÞ�Fðl,mÞÞ ð6Þ
For this problem, results have been obtained by Buss et al. (1994).
3.2. Controlled demand rate
We next formulate the problem where l is not fixed, but canbe dynamically controlled after m has been set. The decisionproblem is now to find a value m such that the profit is maximizedunder the assumption that in the future l is optimally controlledgiven the value of m. This problem can be formulated as a twostage decision problem as follows.
Let:
p(m) denote a demand rate switching policy for given proces-sing rate m
F[p(m)] denote the work-in-process carrying costs per period forswitching policy p, given processing rate m
M[p(m)] denote the contribution per period for switching policyp, given processing rate m
K(m) denote the capacity investment costs per period for agiven processing rate m
If p*(m) is the policy that maximizes {M[p(m)]�F[p(m)]�K(m)},then the optimal processing rate mn is given by:
mn ¼ argmaxm½M½pnðmÞ��F½pnðmÞ��KðmÞ� ð7Þ
4. Finding the optimal policy pn(l), and the optimal ln
The general problem of finding the optimal demand ratepolicy,p*(m), and the optimal capacity investment, mn, are analy-tically intractable. Therefore, we employ a computationalapproach, for which we need to introduce the assumption thatthere exists a minimal demand rate change size (upward ordownward) and that changes are always multiples of this

J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283 275
minimal change size. Since the minimal change size can bechosen at will we consider this assumption not to be overlyrestrictive.
The optimization problem (7) is solved by using stochasticdynamic programming (e.g., Puterman (2008)). For this, we haveused an uniformization time unit Dt equal to 1/(lmaxþm) withlmax being an upper bound on the demand rate and m theprocessing rate. The states are given by the pair (i, lc), where i
equals the amount of work-in-process and lc the current demandrate. The decision that has to be taken in each state is whichdemand rate ln to switch to. The immediate reward for switchingto ln in state (i, lc) then equals:
mlnaDt�ifDt�vln ð8Þ
Let P(.) denote the transition probability matrix, p the policyvector, and r(p) the immediate reward vector using policy p.Then, the optimal demand rate policy can be found using thevalue iteration algorithm as
vnþ1 ¼maxpfrðpÞþPðpÞvng
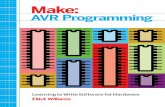
As an illustration Fig. 1 shows the shape of the optimalswitching policy for one of the studied production situations. Thisis further studied in Section 5. In Fig. 1 we see how the optimaldemand rate responds to the level of work-in-process. For instance,if the level of work-in-process is between 47 and 51 the optimaldemand rate is equal to 0.35 and if the level of work-in-process isbetween 78 and 87 the optimal demand rate is 0.175. The figureclearly demonstrates the feedback character of the optimal policy.As the work-in-process increases, the demand rate decreases, andas the work-in-process decreases, the demand rate increases.
Given the optimal demand rate policy, the stochastic evolutionof the system over time can be formulated as a semi-Markovmodel which makes it possible to numerically determine thesteady-state system characteristics. Thus, for a given probleminstance, with processing rate m, we can find pn(m) and themaximum expected profit P[p*(m)]. In our research design, foreach problem instance, we search for the optimal value of m byevaluating P[p*(m)] for a range of values for m. We choose thisrange of values to be in the region between the solutions to thetwo base cases given in Eqs. (3) and (6). We know that theoptimal m for the dynamic stochastic rate case must be larger thanthe optimal m6
n for base case (6) with stationary stochasticdemand (since the work-in-process costs will be smaller due to
0 50 100 150 200 2501
5
9
13
17
21
25
29
33
37
41
45
49
53
λ
Work-in-Process
Fig. 1. An example of the shape of the optimal switching policy.
the demand rate switching) and smaller than the optimal m3n for
base case (3) with deterministic demand and production (sincework-in-process costs will be larger than zero).
We start by determining the solutions for the base cases(3) and (6), fix the production capacity at values m3
n and m6n which
are optimal for each base case, and search for the dynamicdemand rate policy that maximizes the profit for each of thesevalues of m. Although we may expect the profit function to beconcave in m, we cannot use bisection search over the interval (m6
n,m3n) due to the stopping criterion of the value iteration algorithm:
we stop if spð v!Þ¼max
ivðiÞ�min
ivðiÞre. Due to this inaccuracy it
might happen that for given m1 and m2, m1rm2 and m1rm3rm2
M[p(m3)]�F[p(m3)]�K(m3)rM[p(m1)]�F[p(m1)]�K(m1) andM[p(m3)]�F[p(m3)]�K(m3)rM[p(m2)]�F[p(m2)]�K(m2) even ifthe profit function is concave in m. Therefore, we search the range(m6
n, m3n) for the md that is optimal under dynamic demand rate
control in steps of 0.01n m6. Since we may expect the profitfunction to be concave in m, the optimal value md can be foundwith arbitrary precision (depending on the value E used in thestopping criterion of the stochastic dynamic program).
4.1. Technical remarks
For determining the optimal demand rate policy and the profitwe use stochastic dynamic programming with the value iterationalgorithm. Our stopping criterion is:
spð v!Þ¼max
ivðiÞ�min
ivðiÞr0:001
To restrict the size of the state space, the maximum value ofthe work-in-process we will consider is 6000.
Since we have to determine the optimal value of m numeri-cally, we proceed as follows. We start with m¼m6 and increase meach time by 0.01n m6. For each value of m we determine the profitusing the dynamic demand rate policy. We stop when the upperbound of the profit no longer increases.
5. Manufacturing situations studied
The procedures outlined above can be used to find theimprovement in profit that can be obtained from using demandrate switching for any production system that can be modeledwith Eqs. (1)–(7). Since the model is analytically intractable, forgenerating insights we have to rely on analysis of computationalresults for a number of a carefully selected set of cases. The modelcontains 5 parameters: m, a, r, k and w. We are particularlyinterested in the effects of three factors: work-in-process costs,market elasticity and contribution factor. Our interest in the firstfactor stems from the fact that we may expect that being able tocontrol the work-in-process by dynamically varying the demandrate will be more important for manufacturing systems producinghigh value products (value determined by material costs andvariable production costs) than for manufacturing systems pro-ducing low value products. Our interest in the second factorstems from the fact that we may expect that being able to controlthe work-in-process by dynamically varying the demand rate willbe more effective for companies serving inelastic markets than forcompanies that serve elastic markets. Our interest in the thirdfactor stems from the fact that we may expect that for productionsituations with higher contribution factors (which do not includethe work-in-process costs), the relative effect of work-in-processcontrol on total profit will be smaller.
First, we have fixed the capacity related production costs, k, forall situations to a value of one (1) per unit of capacity per year.Second, we have fixed the work-in-process carrying charge, r, at a

Table 1The optimal values for the demand rate, the capacity, and the corresponding profit, for the deterministic base case (WIP cost¼0) (columns 2–4) and for the stochastic base
case (based upon Buss et al. (1994)) (columns 5–9). Column 10 gives the percentage ‘‘decrease’’ in profit due to the fact that the work-in-process is taken into account.
Manuf. situation (a, m, w) Deterministic base case Stochastic base case Percentage ‘‘Decrease’’ in profit
Demand rate Capacity Profit Demand rate Capacity Utilization Average WIP Profit
(0.5, 5, 1.25) 6.25 6.25 6.25 4.00 5.00 0.80 4.00 4.00 36
(0.5, 5, 5.00) 6.25 6.25 6.25 2.25 3.75 0.60 1.50 2.25 64
(0.5, 10, 1,25) 25.00 25.00 25.00 20.25 22.50 0.90 9.00 20.25 19
(0.5, 10, 5.00) 25.00 25.00 25.00 16.00 20.00 0.80 4.00 16.00 36
(0.5, 20, 1.25) 100.00 100.00 100.00 90.25 95.00 0.95 19.00 90.25 10
(0.5, 20, 5.00) 100.00 100.00 100.00 81.00 90.00 0.90 9.00 81.00 19
(0.6, 5, 1.25) 15.59 15.59 10.39 10.97 12.62 0.87 6.69 6.76 35
(0.6, 5, 5.00) 15.59 15.59 10.39 6.99 9.63 0.73 2.70 3.78 64
(0.6, 10, 1,25) 88.18 88.18 58.79 76.76 81.14 0.95 19.00 49.71 15
(0.6, 10, 5.00) 88.18 88.18 58.79 65.96 74.09 0.89 8.09 41.27 30
(0.6, 20, 1.25) 498.83 498.83 332.55 471.23 482.08 0.98 49.00 310.53 7
(0.6, 20, 5.00) 498.83 498.83 332.55 444.25 465.33 0.95 19.00 289.14 13
(0.7, 5, 1.25) 65.10 65.10 27.90 52.07 55.68 0.94 15.67 20.25 27
(0.7, 5, 5.00) 65.10 65.10 27.90 39.88 46.20 0.86 6.14 13.48 52
(0.7, 10, 1,25) 656.14 656.14 281.20 613.86 626.25 0.98 49.00 256.00 9
(0.7, 10, 5.00) 656.14 656.14 281.20 572.42 596.35 0.96 24.00 231.65 18
(0.7, 20, 1.25) 6613.43 6613.43 2834.33 6478.31 6518.55 0.99 99.00 2753.42 3
(0.7, 20, 5.00) 6613.43 6613.43 2834.33 6344.02 6423.67 0.99 99.00 2673.35 6
Fig. 2. Percentage profit ‘‘decrease’’ for the stochastic base case compared to the deterministic base case for the 18 different manufacturing situations studied.
J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283276
value of 0.2 per unit of product value per year. The three otherparameters have been varied over two levels to reflect low andhigh unit work-in-process value (w), and three levels to reflectsmall, medium and large elasticities (a), and low, medium andhigh contribution factors (m). This results in 18 different manu-facturing situations (see Table 1).
6. Performance analysis for the different manufacturingsituations
6.1. The base cases
For each of the 18 manufacturing situations we first solve thebase case problems. This gives the demand rate and capacityinvestment that maximizes the expected profit per period assumingdeterministic demand and production rate, and stationary stochasticdemand and production rates (Table 1). Profit is defined as con-tribution minus work-in-process costs minus capacity costs (see(6)). The data in columns 2–4 show the strong impact of theparameters m and a on capacity investment and profit. Low capacityinvestment and low profits result in situations with a low contribu-tion factor and an inelastic market; high capacity investments andhigh profits result in situations with a high contribution factor and amore elastic market.
The data in columns 5–9 in Table 1 reveal the impact of unitwork-in-process value, w, on capacity investment, demand rate,
and profit, for a stationary demand rate. As expected, taking intoaccount the unit work-in-process value leads to lower capacityinvestments, lower capacity utilizations, and lower profits (seealso Fig. 2). However, the lower the unit work-in-process value,the higher the capacity investment, the capacity utilization andthe profit. The decreases are large for situations with inelasticmarkets, and relatively small for more elastic markets. Also, thecontribution factor plays a role: the smaller the contributionfactor, the larger the decreases in capacity investment, capacityutilization, and profits.
The results in Table 1 indicate for which situations we mayexpect substantial positive effects on profit from using a dynamicdemand rate policy. For instance, manufacturing situations thatrepresent firms that operate with low contribution factors andhigh work-in-process costs, work-in-process carrying costs have alarge impact on the optimal capacity investments and on profits.For these situations, we may expect that being able to dynami-cally control the demand rate will result in a substantial improve-ment in profit.
6.2. The optimal demand rate policy
We next fixed the capacity m for each of the problem instancesat the optimal values of m for the stochastic base case, m6
(Table 1). Then we used the value iteration method to determinethe optimal dynamic demand rate policy under this m6, and finallywe used the Markov model to determine the profit resulting from

J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283 277
using this dynamic demand rate policy given this m6. In the rest ofthis paper we will focus on the effects of measures on percentageprofit increase, visualized in figures; detailed data about variablessuch as capacity, demand rate, work-in-process and also utiliza-tion are given in Appendix.
For each of the manufacturing situations Fig. 3 gives thepercentage increase in profit due to the use of the optimaldynamic demand rate policy, relative to the profit obtained underthe stationary demand rate as shown in Table 1.
We see that increases in profits between about 30% and 50%are possible for situations that combine high unit work-in-processvalue with low contribution factors. Exactly the opposite happensfor situations with low unit work-in-process value and highcontribution factors; here, using the dynamic demand rate policyresults in only small increases in profit, despite the fact that thework-in-process decrease itself is substantial (as can be seen inTable 2 in Appendix). Apparently, large work-in-process reduc-tions do not always lead to large increases in profits. This result isintuitive because if work-in-process is cheap and customers arenot lead time sensitive, there is no reason to expect largeincreases in profit. Inspecting Table 1 we can see that forsituations with high contribution factors and low unit work-in-
Fig. 3. Percentage profit increase for the stochastic base case resulting from using
the dynamic demand rate policy for the different manufacturing situations;
(detailed data in Table 2 in Appendix).
process value, under a stationary demand rate quite a highcapacity utilization is realized. Thus, very little room is left foran increase in demand. Moreover, although for these situationsthe work-in-process level under the stationary demand rate ishigh in absolute terms, the relative work-in-process, expressed asfraction of yearly demand, is low, as is the relative annual cost ofwork-in-process. As a result, for these manufacturing situations,little can be gained from using a dynamic demand rate policy. Thedetermining factor therefore seems to be the capacity utilizationobtained under a stationary demand rate. If this capacity utiliza-tion is low, we may expect substantial improvements in profitsfrom using a dynamic demand rate policy.
6.3. The capacity investment problem
In the previous analysis, the dynamic demand rate policy wasapplied under a capacity that was equal to the optimal capacityunder a stationary demand rate. We know that the optimalcapacity under a dynamic demand rate must be somewhere inthe region between the optimal capacity under stationary sto-chastic demand (shown in Table 1), and the optimal capacity inthe deterministic model (under zero work-in-process, shown inTable 1). For each of the 18 manufacturing situations, we havesearched in this region for the (near) optimal capacity underdynamic demand rate. Next, we have determined under thiscapacity investment, the average demand rate, the capacityutilization, the average work-in-process, a lower and an upperbound on the profit, and the increase in profit relative to the profitobtained with the optimal capacity under stationary stochasticdemand (see Fig. 3). The results are graphically shown in Fig. 4(data are available in Table 3 in Appendix).
Fig. 4 clearly shows that the optimization of the capacityinvestment results in only small increases in percentage profit; atmost 2% to 3% for the situations with a small contribution factorand high work-in-process costs. However, as shown in Table 3 theincreases in capacity investment can be substantial, in particularfor those situations with low capacity investments. Apparentlythe stationary demand optimization model may severely under-estimate the optimal capacity investment. Nevertheless, it doesnot result in large profit decreases if the non-optimal capacity iscombined with the dynamic demand rate policy.
These results suggest that using a dynamic demand rate policymakes profit quite insensitive to the capacity investment over therange of values given by the optimal capacity investment understochastic stationary demand and the optimal capacity invest-ment under deterministic demand (thus proper demand manage-ment can compensate for poor capacity investment decisions tosome degree). To check this, we also determined the averagedemand rate and profit obtained when using the dynamicdemand rate policy under the optimal capacity investment inthe deterministic model. The results are shown in Fig. 5 (dataavailable in Table 4 in Appendix) and confirm our expectation; forall manufacturing situations, the profit is very close to thatobtained under the optimal capacity investment in Fig. 4. Itfollows that, if profit optimization is the goal, both the simpledeterministic model and the stationary stochastic model givegood approximations for the optimal capacity investment, on thecondition that after the capacity investment is implemented, thecorresponding optimal demand rate policy is used. However, careshould be taken with respect to the profit predicted by thesemodels, since the deterministic model clearly overestimates theprofit, and the stochastic stationary model clearly underestimatesit, in particular for manufacturing situations with small contribu-tion factors and high work in process costs. Thus, profit estimatesmust be determined using the dynamic demand rate model.

Fig. 4. Percentage profit increase resulting from optimizing the capacity invest-
ment under the dynamic demand rate policy for the different manufacturing
situations; (detailed data in Table 3 in Appendix). Colored bars are the same as in
Fig. 2; black parts represent the increase due to the optimal capacity investment.
J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283278
Since both models give capacity investments that result in aboutthe same profit when the corresponding optimal demand rate policyis used, it is tempting to determine the capacity investment usingthe simpler of these models which is the deterministic model.However, depending on the required rate of return, the two modelscan lead to very different capacity investment decisions. It followsthat, if profits are about the same, the model that suggests thesmaller capacity investment should be preferred, since it results in alarger return on investment. Thus, the stochastic stationary modelshould be used for making the capacity investment decision, inparticular for manufacturing situations with small contributionfactors and high work-in-process costs.
Fig. 5. Percentage profit increase for the deterministic base case resulting from
using the dynamic demand rate policy for the different manufacturing situations;
(detailed data in Table 4 in Appendix).
7. Lead time sensitive demand
Until now we have assumed that demand is insensitive to thelead time, that is, to the time it takes to deliver an order. In Make-to-Order manufacturing, the lead time includes the time toproduce an order which consists of the waiting time and theproduction time. Since the work-in-process in our systems varies,the lead time will vary as well. Now customers may be sensitiveto the lead times quoted during the process of placing an order. Ifthere exist different suppliers of the same type of product, thelead times quoted may influence the supplier selection. As aresult, we may expect that larger lead times will negatively affect
the demand rate. Thus, apart from deliberately affecting thedemand rate via marketing and sales activities, the company willalso face a non-deliberate, direct, effect on demand via thelead times.
The question is whether the conclusions in the previous sectionstill hold if the demand rate is sensitive to lead time. To check this,we have developed a simple model that captures the essence of theeffect of lead time sensitivity on the contribution model (1), thencalculated the optimal capacity decision for the base model, thestationary stochastic model, and the stochastic model withdemand rate control for the following situations (see Table 1):
�
a manufacturing situation with low contribution factor andhigh unit work-in-process value, where demand rate controlbrings large benefits; � a manufacturing situation with medium contribution factorand low unit work-in-process value, where demand ratecontrol brings moderate benefits;
� and a manufacturing situation with high contribution factorand low unit work-in-process value, where demand ratecontrol brings only small benefits.

J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283 279
We assume that model (1) gives the relationship betweendemand and contribution for zero lead time, and that customersdiffer in their sensitivity for the lead time. Some customersalready decide not to order and turn to another supplier evenwhen lead times are short but non-zero, whereas other customersstill order even if lead times are quite high. These differencesreflect the difference between customers with respect to thevalue they attach to short lead times, and the options they havefor using different suppliers. Since the lead time is related to theflow time, the flow time is related to the work-in-process (Little’slaw, Little (1961)), and work-in-process is directly available in thecurrent model, we decided to use the work-in-process in theexpansion of model (1) to capture the effect of lead time oncontribution. We do this by deflating the contribution model in(1) by multiplying it with a factor between zero and one thatdepends exponentially on the average work-in-process and thatdenotes the expected fraction of customers who will place anorder with a work-in-process at that given work-in-process level.Since average work-in-process is equal to l/(m�l) this leads to:
MðlÞ ¼mlae�gl=ðm�lÞ ð9Þ
where M(l) is the contribution per year; l the demand rate; m theprocessing rate; a the (constant) elasticity of contribution; g thelead time sensitivity parameter; m the contribution factor: thecontribution for a demand rate equal to one product per year
We used three values for the lead time sensitivity parameter g:0.01, 0.02 and 0.05. The value 0.02 mimics an environment where,compared to the situation with lead time equal to zero, thedemand decreases with about 10% if the level of average work-in-process is 4. With g equal to 0.01 this decrease is about 5% andwith g equal to 0.05 this decrease is about 20%. Fig. 6 (detaileddata are available in Tables 5–7 in Appendix) gives for the
Fig. 6. Percentage profit decrease in case demand is lead time sensitive, compared to th
time sensitivity parameter.
Fig. 7. Profit increase due to dynamic demand rate control in case demand is lead time s
the sensitivity parameter. g¼0 is added to enable comparison with the results for lead
stochastic base case (no demand rate control) the decrease inprofit, compared to the lead time insensitive situation, for each ofthe three situations for lead time sensitivities g¼0.01, g¼0.02and g¼0.05. Fig. 6 shows that lead time sensitive demandstrongly reduces profit, and that it motivates the productionsystem to operate at a (much) lower capacity utilization.
We next want to know how dynamic demand rate controlwould affect profit for these three situations. For that, we againused the capacity level from the stochastic base case and stochasticdynamic programming to determine the optimal switching policyfor the given capacity investment, and calculated the resultingchanges in average demand rate, utilization and profit. The resultsare shown in Fig. 7 (detailed data are available in Tables 8–10 inAppendix). Results for g¼0.00 are added in order to enablecomparison of the new results with those obtained in the previoussections for lead time insensitive markets.
We see that for all situations the profit increase that resultsfrom dynamic demand rate control increases with g and thereforeis larger the more demand is sensitive to lead time. A remarkableobservation from Fig. 7 is that if demand rate is highly sensitive tolead time, dynamic demand rate control also leads to a substantialincrease in profit for the situation with high contribution and lowunit work-in-process value (shown at the right side of Fig. 7). Inthe previous section, considering lead time insensitive demand,we concluded that for these situations, because yearly work-in-process costs is relatively low, using dynamic demand rateswitching brings only small benefits. This turns out to be differentif demand is sensitive to lead time (and therefore to work-in-process). Now the dynamic demand rate switching policy not onlyreduces work-in-process but also increases demand. As a result,also for high demand markets a substantial increase in profit canbe obtained with dynamic demand rate switching.
e situation where demand is lead time insensitive for different values for the lead
ensitive, for three different manufacturing situations and three different values for
time insensitive markets.

Fig. 8. Profit increase due to dynamic demand rate control and optimal capacity investment in case demand is lead time sensitive, for three different manufacturing
situations and three different values for the sensitivity parameter. g¼0 is added to enable comparison with the results for lead time insensitive markets. Colored bars are
the same as in Fig. 6; black parts represent the increase due to the optimal capacity investment.
J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283280
Finally we have investigated for the optimal capacity invest-ment under dynamic demand rate switching for these situations,using the same approach as in Section 6. The results are shown inFig. 8 (data in Tables 11–13 in Appendix).
Fig. 8 shows, similar to the results for lead time insensitivedemand, that the increase in profit when using the optimalcapacity investment is quite small, but increases with lead timesensitivity and can be non-negligible for some situations. See inTable 13 the manufacturing situation with a high contributionfactor, low unit work-in-process value and g¼0.05, where usingthe optimal capacity investment results in a 3.2% increase inprofit, which is not negligible, as was the 0.02% increase in profitif g¼0 in Table 3.
Regarding the question of which model to use for the capacityinvestment decision, we may conclude from profit and capacityinvestment data in Tables 11–13 that if demand is lead timesensitive the use of the stochastic stationary demand model formaking the capacity investment decisions results in close tooptimal capacity decisions, in particular from a profit maximiza-tion point of view. This conclusion is even more important if theinvestment problem does not aim at maximizing profit as such,but at maximal return on investment. For all three situations andfor all values of the lead time sensitivity parameter we see thatthe much higher optimal capacity investment under dynamicdemand rate switching only results in a few percent increase inprofit. For instance for situation 12 with g¼0.05 the pay-backperiod for the extra capacity investment would be (316.21�212.68)/(210.07�203.62)¼16 years. This certainly does notrepresent a good investment opportunity.
8. Conclusions
In this paper, we studied the capacity investment decisionproblem for make-to-order manufacturing systems that utilize afixed capacity, operate in a stationary stochastic market, and caninfluence their demand by increasing or decreasing their saleseffort. We assumed that the firm, after installation of the fixedcapacity, dynamically influences the demand rate in response tothe development of the work-in-process and that this control ofdemand has an immediate effect on the demand. We modeled thesystem as a single machine queuing system with a fixed service
rate, resulting from the initial capacity investment decision. Thesystem faces stochastic demand with a demand rate that isdynamically controlled in response to the development over timeof the work-in-process. Computational analysis of a number ofmanufacturing situations leads to the following conclusions.
First, being able to dynamically control the demand ratewithout any delay can bring substantial increases in profits. Forsituations where demand is insensitive to lead time this applies inparticular if contributions are small and unit work-in-processvalue is high. This is due to the fact that dynamic demand ratecontrol allows the system to operate at higher capacity utilizationwithout a much higher work-in-process level. Examples of suchsituations are companies that produce capacity equipment that isat the end of the innovative life cycle, such as companies thatproduce food processing machines or textile printing machines.For these situations, it pays to invest in coordination of sales withproduction. These effects are stronger if markets are less elastic,but the effect of elasticity seems to be of minor importance. Forsituations where demand is sensitive to lead time, dynamicdemand rate switching leads to a substantial increase in profitfor all situations considered: low contribution in combinationwith high unit work-in-process value, and high contribution withlow unit work-in-process value. In all cases the demand rateswitching policy creates low average work-in-process resulting inhigh demand.
Second, for all situations total profit is quite insensitive to thecapacity investment: costs improvements are in the range of 2%to 3%. As a result, provided that a dynamic demand rate policy isused during operation, the total profit is quite insensitive to errorsmade when making the capacity investment decision. Thus,without too much error, the capacity decision can be made usingthe stationary stochastic model. However, since this model cangrossly underestimate the expected profit, the expected profit,and the expected return-on-investment of the installed capacity,must be determined from the dynamic demand rate model,otherwise the risk exists that the investment opportunity isabandoned.
Appendix
See Tables 2–13 below.

Table 3The optimal values for the demand rate and the capacity for the dynamic demand rate policy, and the corresponding utilization, average Work-In-Process and profit; LB
profit¼ lower bound profit; UB profit¼upper bound profit; %profit increase¼((UB profit/(Profit stochastic base case))�1)n100.
Manuf. situation (a, m, w) Average demand rate Capacity Util. Average WIP LB Profit UB profit % Profit Increase
(0.5, 5, 1.25) 5.47 5.70 0.9596 3.45 4.81 4.81 20.25
(0.5, 5, 5.00) 4.00 4.76 0.8403 1.68 3.08 3.08 36.89
(0.5, 10, 1,25) 23.84 24.08 0.9900 6.17 22.43 22.55 11.36
(0.5, 10, 5.00) 21.89 22.80 0.9601 3.45 19.13 19.25 20.31
(0.5, 20, 1.25) 98.55 98.80 0.9975 10.44 95.90 95.95 6.32
(0.5, 20, 5.00) 95.34 96.30 0.9900 6.17 90.15 90.20 11.36
(0.6, 5, 1.25) 14.30 14.51 0.9855 4.83 8.38 8.45 25.00
(0.6, 5, 5.00) 12.04 12.81 0.9399 2.60 5.91 5.91 56.35
(0.6, 10, 1,25) 85.77 86.01 0.9972 9.39 54.71 55.15 10.94
(0.6, 10, 5.00) 82.12 82.98 0.9896 5.55 49.55 49.96 21.06
(0.6, 20, 1.25) 496.30 496.54 0.9995 17.48 325.65 325.90 4.95
(0.6, 20, 5.00) 487.65 488.60 0.9981 10.67 315.85 316.10 9.32
(0.7, 5, 1.25) 62.14 62.36 0.9965 7.802 24.84 24.87 22.81
(0.7, 5, 5.00) 57.84 58.67 0.9856 4.58 20.29 20.59 52.74
(0.7, 10, 1,25) 651.38 651.61 0.9996 17.75 274.16 274.49 7.22
(0.7, 10, 5.00) 643.13 644.06 0.9986 10.94 261.28 264.49 14.18
(0.7, 20, 1.25) 6583.40 6583.74 0.9999 38.90 2786.78 2819.68 2.41
(0.7, 20, 5.00) 6615.44 6616.38 0.9999 24.37 2794.27 2797.57 4.65
Table 2The optimal values for the stochastic base case and dynamic demand rate policy, and the corresponding utilization, average WIP, profit and increase in profit compared to
the stochastic base case ((UB profit/Profit (stochastic base case)�1)n100).
Manuf. situation (a, m, w) Average demand rate Capacity Util. Average WIP LB Profit UB profit % Profit Increase
(0.5, 5, 1.25) 4.79 5.00 0.9580 3.34 4.79 4.79 19.75
(0.5, 5, 5.00) 3.08 3.75 0.8213 1.57 3.01 3.03 34.67
(0.5, 10, 1,25) 22.14 22.50 0.9840 6.21 22.41 22.52 11.21
(0.5, 10, 5.00) 19.15 20.00 0.9575 3.35 19.16 19.17 19.81
(0.5, 20, 1.25) 94.76 95.00 0.9975 10.39 95.87 95.92 6.28
(0.5, 20, 5.00) 89.07 90.00 0.9897 6.07 90.05 90.09 11.22
(0.6, 5, 1.25) 12.42 12.62 0.9842 4.67 8.34 8.40 24.26
(0.6, 5, 5.00) 8.95 9.63 0.9294 2.40 5.71 5.75 52.12
(0.6, 10, 1,25) 80.91 81.14 0.9972 9.26 54.68 55.09 10.82
(0.6, 10, 5.00) 73.27 74.09 0.9889 5.41 49.38 49.75 20.55
(0.6, 20, 1.25) 481.84 482.08 0.9995 17.37 325.59 325.83 4.93
(0.6, 20, 5.00) 464.41 465.33 0.9980 10.56 313.52 315.84 9.23
(0.7, 5, 1.25) 55.46 55.68 0.9960 7.61 24.48 24.76 22.27
(0.7, 5, 5.00) 45.43 46.20 0.9833 4.28 19.94 20.17 49.63
(0.7, 10, 1,25) 626.02 626.25 0.9996 17.52 274.03 274.35 7.17
(0.7, 10, 5.00) 595.43 596.35 0.9985 10.70 263.69 263.98 13.96
(0.7, 20, 1.25) 6518.31 6518.55 1.0000 38.72 2786.93 2819.53 2.40
(0.7, 20, 5.00) 6422.72 6423.67 0.9999 24.17 2793.79 2797.00 4.62
Table 4The optimal values for the deterministic base case and dynamic demand rate policy, and the corresponding utilization, average Work-In-Process, profit and increase in
profit compared to the stochastic base case ((UB profit/Profit (stochastic base case))�1)n100).
Manuf. situation (a, m, w) Average demand rate Capacity Util. Average WIP LB Profit UB profit %Profit Increase
(0.5, 5, 1.25) 6.01 6.25 0.9616 3.51 4.77 4.80 20
(0.5, 5, 5.00) 5.37 6.25 0.8592 1.81 2.99 2.99 33
(0.5, 10, 1,25) 24.75 25.00 0.9900 6.20 22.42 22.54 11
(0.5, 10, 5.00) 24.05 25.00 0.9620 3.51 19.18 19.19 20
(0.5, 20, 1.25) 99.75 100.00 0.9975 10.45 95.45 95.95 6
(0.5, 20, 5.00) 99.02 100.00 0.9902 6.20 90.12 90.17 11
(0.6, 5, 1.25) 15.37 15.59 0.9859 4.91 8.36 8.44 25
(0.6, 5, 5.00) 14.76 15.59 0.9468 2.74 5.80 5.81 54
(0.6, 10, 1,25) 87.94 88.18 0.9973 9.44 54.70 55.14 11
(0.6, 10, 5.00) 87.29 88.18 0.9899 5.61 49.86 49.91 21
(0.6, 20, 1.25) 498.59 498.83 0.9993 17.48 323.41 325.89 5
(0.6, 20, 5.00) 497.87 498.83 0.9981 10.69 313.58 316.07 9
(0.7, 5, 1.25) 64.87 65.10 0.9965 7.90 24.54 24.86 23
(0.7, 5, 5.00) 64.23 65.10 0.9866 4.71 20.46 20.49 52
(0.7, 10, 1,25) 655.91 656.14 0.9996 17.77 271.21 274.48 7
(0.7, 10, 5.00) 655.20 656.14 0.9986 10.97 264.13 264.45 14
(0.7, 20, 1.25) 6613.19 6613.43 1.0000 38.90 2786.62 2819.68 2
(0.7, 20, 5.00) 6612.49 6613.43 0.9999 24.35 2794.27 2797.58 5
J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283 281

Table 5The optimal capacity and profit for the stochastic base case for different values for the sensitivity elasticity for manufacturing situation 7.
Situation Average demand rate Capacity Util. Average WIP Profit
g¼0.00 6.99 9.63 0.73 2.70 3.78
g¼0.01 5.93 8.53 0.70 2.33 3.41
g¼0.02 5.17 7.72 0.67 2.03 3.12
g¼0.05 3.45 6.12 0.56 1.27 2.51
Table 6The optimal capacity and profit for the stochastic base case for different values for the sensitivity elasticity for manufacturing situation 10.
Situation Average demand rate Capacity Util. Average WIP Profit
g¼0.00 76.76 81.14 0.95 19.00 49.71
g¼0.01 52.34 60.46 0.87 6.69 38.69
g¼0.02 42.94 52.18 0.82 4.56 33.62
g¼0.05 29.19 39.34 0.74 2.85 25.51
Table 7The optimal capacity and profit for the stochastic base case for different values for the sensitivity elasticity for manufacturing situation 12.
Situation Average demand rate Capacity Util. Average WIP Profit
g¼0.00 471.23 482.08 0.98 49.00 310.53
g¼0.01 300.46 342.79 0.88 7.33 226.75
g¼0.02 245.70 295.52 0.83 4.88 195.78
g¼0.05 166.69 222.68 0.75 3.00 147.71
Table 8The average demand rate and profit for different values of the demand sensitivity to lead time for manufacturing situation 7 with dynamic demand rate switching.
Situation Average demand rate Capacity Util. Average WIP UB Profit % Profit Increase
g¼0.00 8.95 9.63 0.929 2.40 5.75 52.11
g¼0.01 7.79 8.53 0.913 2.15 5.33 56.30
g¼0.02 6.93 7.72 0.898 1.96 4.98 59.62
g¼0.05 5.26 6.12 0.859 1.62 4.22 68.13
Table 9The average demand rate and profit for different values of the demand sensitivity to lead time for manufacturing situation 10 with dynamic demand rate switching.
Situation Average demand rate Capacity Util. Average WIP UB Profit % Profit Increase
g¼0.00 80.91 81.14 0.997 9.26 55.09 10.82
g¼0.01 59.48 60.46 0.984 4.54 47.43 22.59
g¼0.02 50.71 52.18 0.972 3.59 43.15 28.35
g¼0.05 36.99 39.34 0.940 2.52 35.47 39.04
Table 10The average demand rate and profit for different values of the demand sensitivity to lead time for manufacturing situation 12 with dynamic demand rate switching.
Situation Average demand rate Capacity Util. Average WIP UB Profit % Profit Increase
g¼0.00 481.84 482.08 1.000 17.37 325.82 4.92
g¼0.01 338.06 342.79 0.986 4.87 273.83 20.76
g¼0.02 287.98 295.52 0.974 3.75 248.41 26.88
g¼0.05 210.04 222.68 0.943 2.59 203.62 37.85
J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283282

Table 11The optimal capacity investment and profit for the situation with a fixed demand rate and the situation where the demand rate can be influenced at the operational level
for manufacturing situation 7 for different values of the demand sensitivity parameter % Profit increase is percentage increase in profit compared to the stochastic base
case (Table 5).
Situation Average demand rate Capacity Util. Average WIP UB profit % Profit Increase
g¼0.00 Fixed demand rate 8.95 9.63 0.929 2.40 5.75
Variable demand rate 12.04 12.81 0.940 2.60 5.91 56.35
g¼0.01 Fixed demand rate 7.79 8.53 0.913 2.15 5.33
Variable demand rate 10.89 11.77 0.925 2.32 5.51 61.58
g¼0.02 Fixed demand rate 6.93 7.22 0.898 1.96 4.98
Variable demand rate 10.00 10.96 0.912 2.12 5.19 66.35
g¼0.05 Fixed demand rate 5.26 6.12 0.859 1.62 4.22
Variable demand rate 8.22 9.36 0.878 1.76 4.47 78.09
Table 12The optimal capacity investment and profit for the situation with a fixed demand rate and the situation where the demand rate can be influenced at the operational level
for manufacturing situation 10 for different values of the demand sensitivity parameter % Profit increase is percentage increase in profit compared to the stochastic base
case (Table 6).
Situation Average demand rate Capacity Util. Average WIP UB profit % Profit Increase
g¼0.00 Fixed demand rate 80.91 81.14 0.997 9.26 55.09
Variable demand rate 5.77 86.01 0.997 9.39 55.15 10.94
g¼0.01 Fixed demand rate 59.48 60.46 0.984 4.54 47.43
Variable demand rate 72.60 73.76 0.984 4.60 47.94 23.91
g¼0.02 Fixed demand rate 50.71 52.18 0.972 3.29 43.15
Variable demand rate 65.45 67.32 0.972 3.61 43.91 30.61
g¼0.05 Fixed demand rate 36.99 39.34 0.940 2.52 35.47
Variable demand rate 52.56 55.86 0.941 2.54 36.61 43.51
Table 13The optimal capacity investment and profit for the situation with a fixed demand rate and the situation where the demand rate can be influenced at the operational level
for manufacturing situation 12 for different values of the demand sensitivity parameter % Profit increase is percentage increase in profit compared to the stochastic base
case (Table 7).
Situation Average demand rate Capacity Util. Average WIP UB profit % Profit Increase
g¼0.00 Fixed demand rate 481.84 482.08 0.999 17.37 325.83
Variable demand rate 496.30 496.54 0.999 17.48 325.90 4.95
g¼0.01 Fixed demand rate 338.06 342.79 0.986 4.87 273.83
Variable demand rate 412.43 418.20 0.986 4.87 276.70 22.03
g¼0.02 Fixed demand rate 287.98 295.52 0.974 3.75 248.41
Variable demand rate 371.54 381.22 0.975 3.75 252.65 29.05
g¼0.05 Fixed demand rate 210.04 212.68 0.943 2.59 203.62
Variable demand rate 298.26 316.21 0.943 2.59 210.07 42.02
J. Will M. Bertrand, H.P.G. van Ooijen / Int. J. Production Economics 137 (2012) 272–283 283
References
Buss, A.H., Lawrence, S.H., Kropp, D.H., 1994. Volume and capacity interaction infacility design. IIE Transactions 26 (1), 36–49.
Dewan, S., Mendelson, H., 1990. User delay costs and internal pricing for a servicefacility. Management Science 36 (12).
Hillier, F.S., 1963. Economic models for industrial waiting line problems. Manage-ment Science 10 (1), 119–130.
Kim, S., Uzsoy, R., 2008. Exact and approximate algorithms for capacity expansionproblems with congestion. IIE Transactions on Scheduling and Logistics 40,1185–1197.
Little, J.D.C., 1961. A proof of the queuing formula: L¼lW. Operations Research 9(3), 383–387.
Palaka, K., Erlebacher, S., Kropp, D.H., 1998. Lead time setting, capacity utilization,and pricing decisions under lead-time dependent demand. IIE Transactions 30(2), 151–163.
Puterman, M.L., 2008. Markov Decision Processes: Discrete Stochastic DynamicProgramming. John Wiley & Sons, Inc.
Ray, S., E., Jewkes, M., 2003. Customer lead time management when both demand
and price are lead time sensitive. European Journal of Operational Research153, 769–781.
So, K.C., Song, J., 1988. Price, delivery guarantees and capacity selection. EuropeanJournal of Operational Research 11, 28–49.
Stidham, S., JR., 1985. Optimal control of admission to a queuing system. IEEETransactions on Automatic Control AC-30 (8), 705–713.
Tijms, H.C., van der Duyn Schouten, F.A., 1978. Inventory control with two switch-over levels for a class of M/G/1 queuing systems with variable arrival andservice rate. Stochastic Processes and their Applications 6, 213–222.
Upasani, A., Uzsoy, R., 2008. Incorporating manufacturing lead times in jointproduction–marketing models: a review and further directions. Annals of
Operations Research 161, 171–188.Xu, S.H., Shantikumar, J.G., 1993. Optimal expulsion control – a dual approach to
admission control of an ordered-entry system. Operations Research 41 (6),1137–1152.